PROFILO AMBIENTALE GENERALE DELL ... - service.rina.it · roto-offset, flessografia e serigrafia....
47
PROFILO AMBIENTALE GENERALE DELL’INDUSTRIA DELLA CARTA EA 07 Prodotti della pasta-carta, della carta e dei prodotti in carta DICEMBRE 2007
Transcript of PROFILO AMBIENTALE GENERALE DELL ... - service.rina.it · roto-offset, flessografia e serigrafia....

PROFILO AMBIENTALE GENERALE DELL’INDUSTRIA DELLA CARTA
EA 07 Prodotti della pasta-carta, della carta e dei prodotti in carta
DICEMBRE 2007
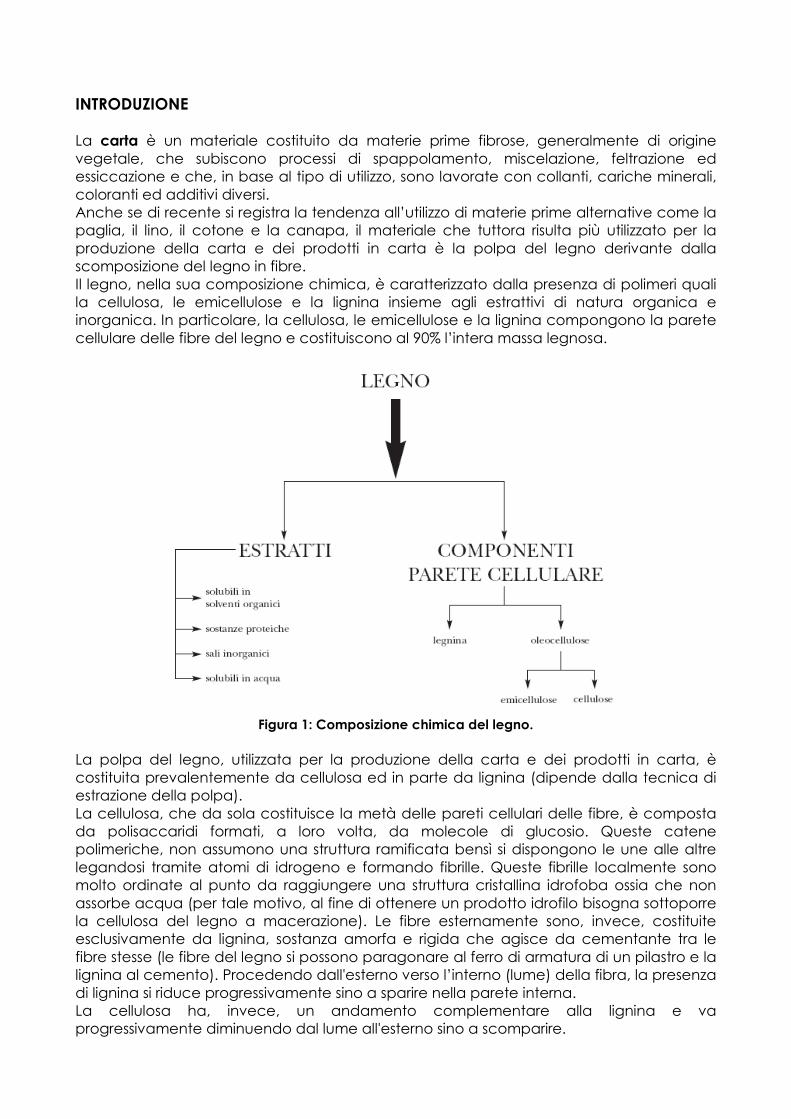
INTRODUZIONE La carta è un materiale costituito da materie prime fibrose, generalmente di origine vegetale, che subiscono processi di spappolamento, miscelazione, feltrazione ed essiccazione e che, in base al tipo di utilizzo, sono lavorate con collanti, cariche minerali, coloranti ed additivi diversi. Anche se di recente si registra la tendenza all’utilizzo di materie prime alternative come la paglia, il lino, il cotone e la canapa, il materiale che tuttora risulta più utilizzato per la produzione della carta e dei prodotti in carta è la polpa del legno derivante dalla scomposizione del legno in fibre. Il legno, nella sua composizione chimica, è caratterizzato dalla presenza di polimeri quali la cellulosa, le emicellulose e la lignina insieme agli estrattivi di natura organica e inorganica. In particolare, la cellulosa, le emicellulose e la lignina compongono la parete cellulare delle fibre del legno e costituiscono al 90% l’intera massa legnosa.
Figura 1: Composizione chimica del legno.
La polpa del legno, utilizzata per la produzione della carta e dei prodotti in carta, è costituita prevalentemente da cellulosa ed in parte da lignina (dipende dalla tecnica di estrazione della polpa). La cellulosa, che da sola costituisce la metà delle pareti cellulari delle fibre, è composta da polisaccaridi formati, a loro volta, da molecole di glucosio. Queste catene polimeriche, non assumono una struttura ramificata bensì si dispongono le une alle altre legandosi tramite atomi di idrogeno e formando fibrille. Queste fibrille localmente sono molto ordinate al punto da raggiungere una struttura cristallina idrofoba ossia che non assorbe acqua (per tale motivo, al fine di ottenere un prodotto idrofilo bisogna sottoporre la cellulosa del legno a macerazione). Le fibre esternamente sono, invece, costituite esclusivamente da lignina, sostanza amorfa e rigida che agisce da cementante tra le fibre stesse (le fibre del legno si possono paragonare al ferro di armatura di un pilastro e la lignina al cemento). Procedendo dall'esterno verso l’interno (lume) della fibra, la presenza di lignina si riduce progressivamente sino a sparire nella parete interna. La cellulosa ha, invece, un andamento complementare alla lignina e va progressivamente diminuendo dal lume all'esterno sino a scomparire.

Dal punto di vista morfologico, la parete della fibra è costituita, dall’esterno verso l’interno, dai seguenti strati:
� lamella divisoria “L”, composta principalmente da lignina; � parete primaria “P”, formata da filamenti poco numerosi avvolti da un sottile film di
lignina, pectine ed emicellulose; � parete secondaria “S”, che da sola costituisce più dell’80% dello spessore totale, al
cui interno le fibrille cellulosiche sono organizzate in famiglie di eliche parallele e le cui inclinazioni variano permettendo di individuare tre sottostrati: “S1”, “S2”, “S3”.
In particolare, gli strati “P” e “S1” mostrano una maggiore difficoltà ad idratarsi trasversalmente, proprio a causa dell’inclinazione importante delle loro microfibrille rispetto all’asse della fibra. Lo strato “S2” ha, invece, una tendenza maggiore ad espandersi in direzione trasversale, una volta entrato in contatto con l’acqua, tuttavia, la presenza delle pareti “P” e “S1” ostacola questo fenomeno.
Figura 2: Struttura della fibra del legno.
La scomposizione del legno in fibre dipende dai processi di trasformazione del legno in polpa, una volta individuato il modo più idoneo e opportuno per la separazione delle fibre. Il risultato può essere raggiunto fornendo diversi tipi di energia, somministrata in modo tale da vincere la forza coesiva della lignina, la quale, una volta modificata e/o asportata parzialmente, non può più esplicare la sua originaria funzione naturale di legante fra le fibre. L’azione esercitata sulle fibre, sulla base del procedimento adottato per pervenire alla separazione delle stesse, può essere di tipo meccanica, chimica e termica. Con la sola energia meccanica le fibre subiscono uno scollamento energico, che provoca la loro separazione in maniera imperfetta pregiudicandone l’integrità; si produce, cioè, una pasta costituita da una massa cospicua di frammenti di fibre, schegge, di fascetti e di fino. In questo caso la lignina, non essendo stata modificata chimicamente, mantiene ancora la rigidità dei frammenti di fibre e delle schegge originatesi dal legno. Se invece le fibre sono sottoposte a trattamento chimico, contemporaneamente all’energia termica, in maniera piuttosto drastica, la lignina subisce modifiche e profonde

alterazioni della sua struttura che ne favoriscono lo scioglimento e di conseguenza l’allontanamento. E’ possibile, inoltre, anche esercitare un’azione combinata ovvero un parziale attacco termico e chimico della lignina ed un’azione meccanica per effettuare una buona separazione delle fibre (in questo caso si parla di trattamento semichimico). In genere, per la produzione della polpa, si preferisce il legno delle conifere (legno tenero) perchè le loro fibre, più lunghe rispetto a quelle delle latifoglie (legno duro), consentono di ottenere un tessuto fibroso più uniforme e quindi una carta più compatta. L’industria cartaria considera generalmente le fibre in lunghe da 2,5 a 4 mm, quelle medie da 1 a 2 mm e quelle corte da 0,1 a 1 mm. Tra le conifere sono utilizzati soprattutto l’abete rosso, l'abete ed il pino, mentre tra le latifoglie sono preferiti il faggio, la betulla, il pioppo e l'eucalipto.
Tabella 1: Percentuali degli elementi che compongono il legno e la paglia.
Conifere Latifoglie Paglia
Cellulosa 42 +/– 2% 45 +/– 2% 42 +/– 2%
Emicellulosa 27 +/– 2% 30 +/– 5% 33 +/– 2%
Lignina 28 +/– 3% 20 +/– 4% 15 +/– 2%
Estrattivi 3 +/– 2% 5 +/– 3% 10 +/– 2%
In particolare, le fibre molto lignificate si presentano rigide e dure (paste legno da sfibratore o termomeccaniche), mentre le fibre delignificate sono flessibili e morbide (cellulose bianchite). Un altro fattore che influenza la flessibilità della fibra è lo spessore della parete cellulare. La fibra a parete cellulare più sottile:
� assume più facilmente un aspetto nastriforme; � crea superfici di contatto maggiori con le altre fibre; � riduce i volumi liberi tra fibra e fibra.
La fibra a parete cellulare più spessa:
� assume di preferenza aspetto tubuliforme; � è più rigida; � permette superfici di contatto minori con le altre fibre; � aumenta i volumi liberi tra fibra e fibra.
Perciò, da impasti contenenti in prevalenza fibre a pareti sottili derivano carte più dense, più sottili, più resistenti alla trazione, più trasparenti. Da impasti contenenti in prevalenza fibre a pareti spesse si producono carte più voluminose, meno resistenti alla trazione ed alla piegatura, più resistenti alla lacerazione, più opache. Anche da fibre molto lignificate (cosiddette paste legno) si ottengono carte più voluminose ed opache, ma meno resistenti e più fragili in piega. Il materiale che si ottiene dalla lavorazione, infine, presenta caratteristiche di igroscopia (capacità di assorbire le molecole d’acqua presenti nell’ambiente circostante) e si distingue attraverso peculiarità quali la grammatura ovvero il rapporto tra peso e superficie, lo spessore, ecc.
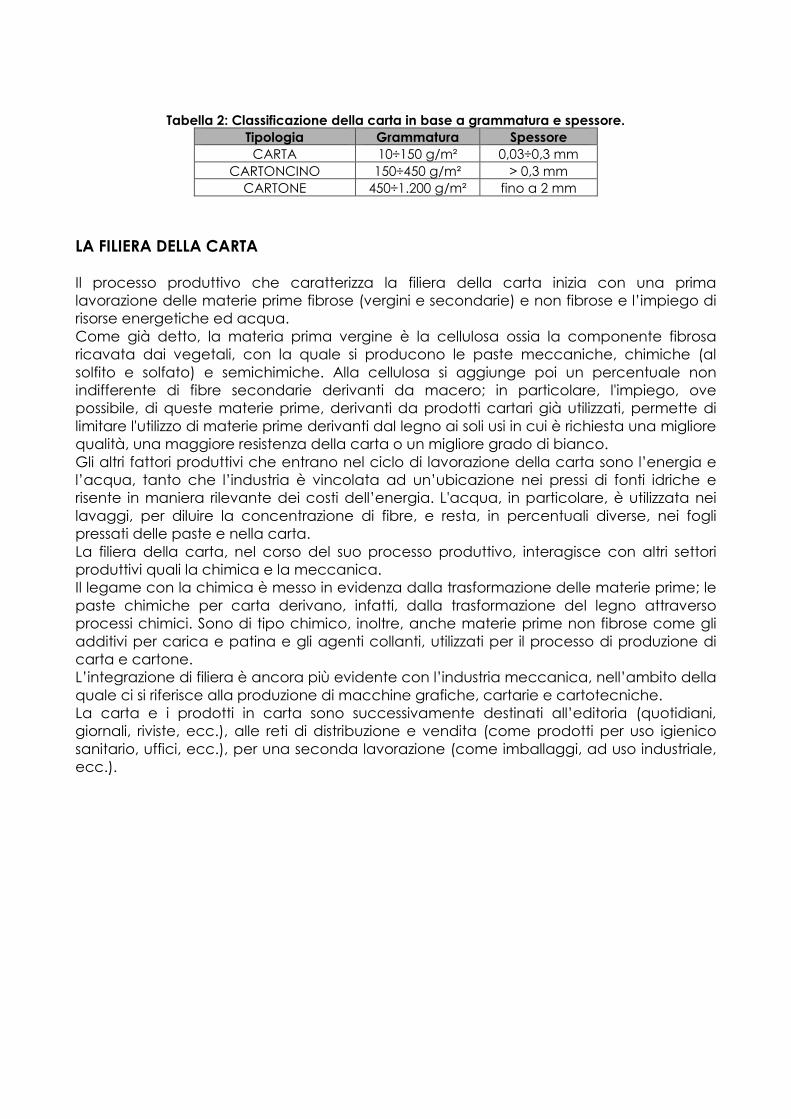
Tabella 2: Classificazione della carta in base a grammatura e spessore.
Tipologia Grammatura Spessore CARTA 10÷150 g/m² 0,03÷0,3 mm
CARTONCINO 150÷450 g/m² > 0,3 mm CARTONE 450÷1.200 g/m² fino a 2 mm
LA FILIERA DELLA CARTA Il processo produttivo che caratterizza la filiera della carta inizia con una prima lavorazione delle materie prime fibrose (vergini e secondarie) e non fibrose e l’impiego di risorse energetiche ed acqua. Come già detto, la materia prima vergine è la cellulosa ossia la componente fibrosa ricavata dai vegetali, con la quale si producono le paste meccaniche, chimiche (al solfito e solfato) e semichimiche. Alla cellulosa si aggiunge poi un percentuale non indifferente di fibre secondarie derivanti da macero; in particolare, l'impiego, ove possibile, di queste materie prime, derivanti da prodotti cartari già utilizzati, permette di limitare l'utilizzo di materie prime derivanti dal legno ai soli usi in cui è richiesta una migliore qualità, una maggiore resistenza della carta o un migliore grado di bianco. Gli altri fattori produttivi che entrano nel ciclo di lavorazione della carta sono l’energia e l’acqua, tanto che l’industria è vincolata ad un’ubicazione nei pressi di fonti idriche e risente in maniera rilevante dei costi dell’energia. L'acqua, in particolare, è utilizzata nei lavaggi, per diluire la concentrazione di fibre, e resta, in percentuali diverse, nei fogli pressati delle paste e nella carta. La filiera della carta, nel corso del suo processo produttivo, interagisce con altri settori produttivi quali la chimica e la meccanica. Il legame con la chimica è messo in evidenza dalla trasformazione delle materie prime; le paste chimiche per carta derivano, infatti, dalla trasformazione del legno attraverso processi chimici. Sono di tipo chimico, inoltre, anche materie prime non fibrose come gli additivi per carica e patina e gli agenti collanti, utilizzati per il processo di produzione di carta e cartone. L’integrazione di filiera è ancora più evidente con l’industria meccanica, nell’ambito della quale ci si riferisce alla produzione di macchine grafiche, cartarie e cartotecniche. La carta e i prodotti in carta sono successivamente destinati all’editoria (quotidiani, giornali, riviste, ecc.), alle reti di distribuzione e vendita (come prodotti per uso igienico sanitario, uffici, ecc.), per una seconda lavorazione (come imballaggi, ad uso industriale, ecc.).

Figura 3: La filiera della carta.
LE MATERIE PRIME ALTERNATIVE Le attuali materie prime alternative o integrative della carta e del cartone sono a base di sostanze cellulosiche fibrose storicamente già ben collaudate e conosciute. L'utilizzo industriale di tali piante è, infatti, nuovamente alla ribalta ed oggetto di studio e di ricerca nonostante le caratteristiche scarsamente “industriali” di estrema stagionalità e per la difficoltà nella depurazione delle acque reflue. Oggi, grazie alle moderne tecnologie (biogenetica, biochimica, termodinamica e tecnologie ambientali), si riscoprono nuovamente le erbacee e le piante annuali; tra queste:
� le erbacee, quali la paglia, i residui delle graminacee (mais, frumento e riso) e i residui delle lavorazioni agro-alimentari, quali la canna e la barbabietola da zucchero oltre che i residui della spremitura degli agrumi (arance e limoni) e gli esuberi marini (alghe);
� le piante annuali, quali il kenaf, il sorgo, il cotone, il lino e molte altre a veloce rinnovabilità e ad altissima resa;
� la paglia dei cereali (riso, frumento, orzo, ecc.) in Cina si producono fibre cellulosiche;
� gli steli della canna da zucchero (bagasso) nell'America Centrale sono trasformati in carta;
� il sorgo, la manioca, il miscanto, il cotone ed il lino, sono tra i vegetali ad alta resa per ettaro ai fini della coltivazione e talune specie hanno anche una buona resa in paste da carta.
I PRODOTTI IN CARTA E IL MERCATO NAZIONALE Il prodotto finale assume differenti aspetti in base alla destinazione del suo utilizzo. I prodotti cartari possono essere suddivisi nelle seguenti principali categorie di produzione:
II lavorazione � carte da imballaggio � cartoni e cartoncini � carte per uso industriale e varie
Materie prime � fibre vergini: legname � fibre di recupero: macero � materie prime non fibrose: additivi � materie prime energetiche: energia
elettrica, gas naturale, olio combustibile � acqua
Produzione di carta e cartone
Settore della meccanica
� macchine grafiche, cartarie e cartotecniche
Settore della chimica � processi chimici � additivi � agenti collanti
Editoria Distribuzione e vendita � prodotti per usi igienico sanitario � carte da scrivere e ufficio

� carta da stampa e per usi grafici: sono le carte destinate alla stampa di quotidiani,
periodici e libri, guide telefoniche, pieghevoli pubblicitari e commerciali, calendari e biglietti da visita e cartoline, ecc. Possono essere stampate in rotocalco, offset, roto-offset, flessografia e serigrafia. Le carte possono essere naturali o patinate, lisciate o calandrate. Appartengono a tale classe anche le carte speciali come le carte geografiche, la carta moneta e gli assegni;
� carta da scrivere e per ufficio: sono le carte da scrivere, per buste, lettere e quaderni, per disegno, fotocopie, fax e moduli continui, da diazotipia, carta carbone e autocopiante;
� carte da imballaggio: carta kraft, crespata, per sacchetti, per alimenti, pergamena vegetale, uso pergamena, carta pergamino, carte catramate, siliconate, accoppiate con plastica. Sono utilizzate per avvolgere, imballare, confezionare, per sacchi e sacchetti, alimenti, scatole, astucci e copertine. I prodotti finiti sono solitamente allestiti dalle cartotecniche;
� cartoni e cartoncini: cartoni a un getto, a più strati, ondulati, carta da onda, pressati, cartonlegno, cartoncini;
� articoli igienico-sanitari: sono le carta igienica, fazzoletti, tovaglioli e tovaglie, asciugamani, carte per uso medico;
� carta per uso industriale e varie: sono le carte utilizzate per carte geografiche, carta moneta e per assegni, per fotografia, sigarette e filtri, per carta da parati, carta decorativa, carta adesiva, carta per laminato plastico, per cavi elettrici, condensatori, ecc.
Nel mercato della carta e dei prodotti in carta, l’Italia si evidenzia per la produzione di carta da stampa e da scrivere, soprattutto nella produzione della carta per periodici e nella produzione di carte per uso igienico e sanitario (primo produttore europeo). Per la fabbricazione di carte per ondulatori, fra tutti i paesi europei l’industria italiana vanta il più elevato numero di imprese produttrici, orientate verso un mercato di trasformazione, a sua volta frammentato in nicchie locali. Sempre significativa è la produzione di carte per imballo e per usi industriali, carte che sono utilizzate in numerose produzioni come ad esempio i settori: automobilistico, tessile e calzature. LA PRODUZIONE DELLA POLPA Per produrre la polpa o pasta cartaria si utilizzano quasi esclusivamente le fibre del legname provieniente da:
� attività di foresta (alberi non adatti alla segagione, cime di piante più grandi, ecc.); � scarti di altre produzioni, quali segherie, fabbriche di imballaggi o di mobili
(legname di recupero ed a basso costo); � tronchi di piccola pezzatura non utilizzabili per lavorazioni qualitativamente
superiori; � piantagioni di alberi a rapida crescita (6-8 anni) messi a dimora proprio ad uso
industriale; � materiali alternativi.
Il legno contiene circa il 50% di acqua e della frazione solida, circa il 45% è composto di cellulosa, il 25% da emicellulosa e lignina e il restante 5% da altre sostanze organiche e inorganiche. Le fibre di cellulosa si dividono in:
� fibre lunghe, provenienti in massima parte da legni di conifere (pino, abete, larice);
� fibre corte, provenienti da legni di latifoglia (faggio, betulle, eucaliptus, pioppo). La diversa combinazione delle fibre, lunghe o corte, delignificate o contenenti ancora lignina, costituisce la differenza macroscopica fra i diversi tipi di carte o cartoni che si producono. Infatti, la lignina, essendo il collante naturale che tiene unite le fibre, è la sostanza sulla quale si deve agire per separare le fibre da utilizzare per scopi cartari. Il diverso modo di affrontare industrialmente la lignina e quindi di separare le fibre vegetali dà luogo alla distinzione fra i tipi di fibre cartarie o paste cartarie ovvero:
� paste meccaniche; � paste termomeccaniche, chemimeccaniche e chemitermomeccaniche; � cellulose o paste chimiche; � paste semichimiche.
La produzione della polpa parte da alcune operazioni preliminari al fine di ottenere il legno in parti di minori dimensioni:
� abbattimento dell'albero; � taglio dei rami; � scortecciatura a mezzo di tamburi scortecciatori o frese; � riduzione delle dimensioni (tondelli, chips, ecc.); � vagliatura in funzione delle dimensioni.
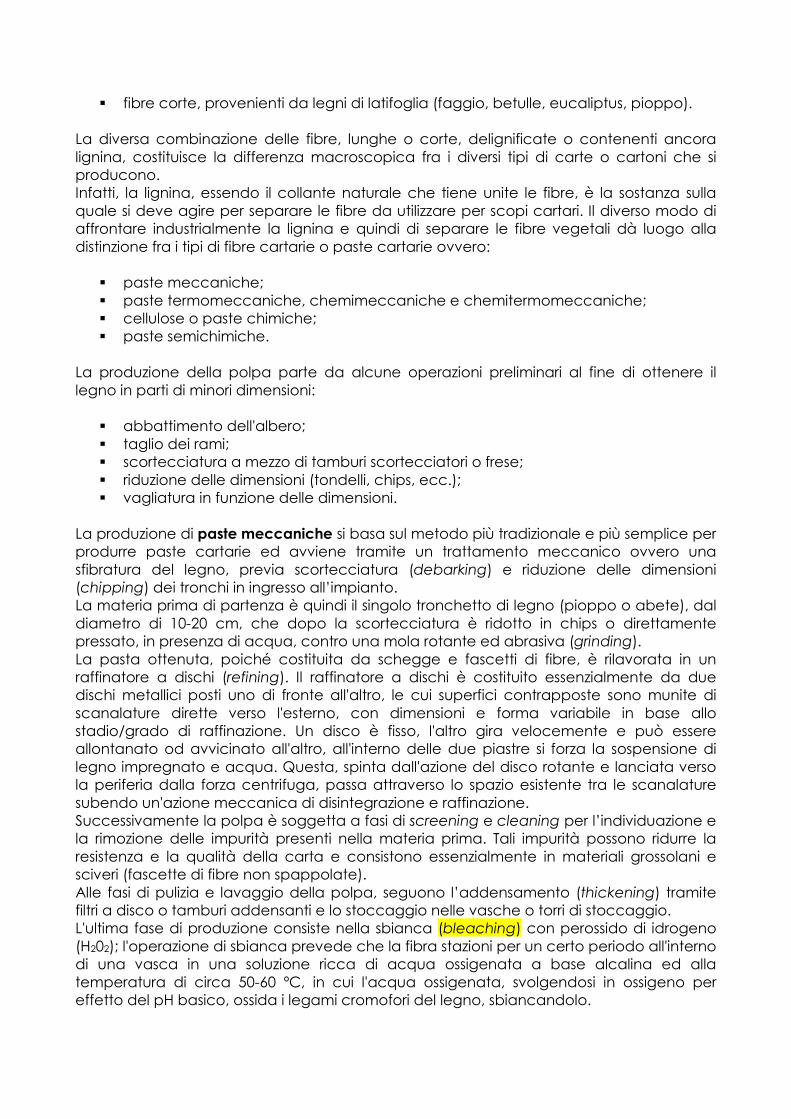
La produzione di paste meccaniche si basa sul metodo più tradizionale e più semplice per produrre paste cartarie ed avviene tramite un trattamento meccanico ovvero una sfibratura del legno, previa scortecciatura (debarking) e riduzione delle dimensioni (chipping) dei tronchi in ingresso all’impianto. La materia prima di partenza è quindi il singolo tronchetto di legno (pioppo o abete), dal diametro di 10-20 cm, che dopo la scortecciatura è ridotto in chips o direttamente pressato, in presenza di acqua, contro una mola rotante ed abrasiva (grinding). La pasta ottenuta, poiché costituita da schegge e fascetti di fibre, è rilavorata in un raffinatore a dischi (refining). Il raffinatore a dischi è costituito essenzialmente da due dischi metallici posti uno di fronte all'altro, le cui superfici contrapposte sono munite di scanalature dirette verso l'esterno, con dimensioni e forma variabile in base allo stadio/grado di raffinazione. Un disco è fisso, l'altro gira velocemente e può essere allontanato od avvicinato all'altro, all'interno delle due piastre si forza la sospensione di legno impregnato e acqua. Questa, spinta dall'azione del disco rotante e lanciata verso la periferia dalla forza centrifuga, passa attraverso lo spazio esistente tra le scanalature subendo un'azione meccanica di disintegrazione e raffinazione. Successivamente la polpa è soggetta a fasi di screening e cleaning per l’individuazione e la rimozione delle impurità presenti nella materia prima. Tali impurità possono ridurre la resistenza e la qualità della carta e consistono essenzialmente in materiali grossolani e sciveri (fascette di fibre non spappolate). Alle fasi di pulizia e lavaggio della polpa, seguono l’addensamento (thickening) tramite filtri a disco o tamburi addensanti e lo stoccaggio nelle vasche o torri di stoccaggio. L'ultima fase di produzione consiste nella sbianca (bleaching) con perossido di idrogeno (H202); l'operazione di sbianca prevede che la fibra stazioni per un certo periodo all'interno di una vasca in una soluzione ricca di acqua ossigenata a base alcalina ed alla temperatura di circa 50-60 ºC, in cui l'acqua ossigenata, svolgendosi in ossigeno per effetto del pH basico, ossida i legami cromofori del legno, sbiancandolo.
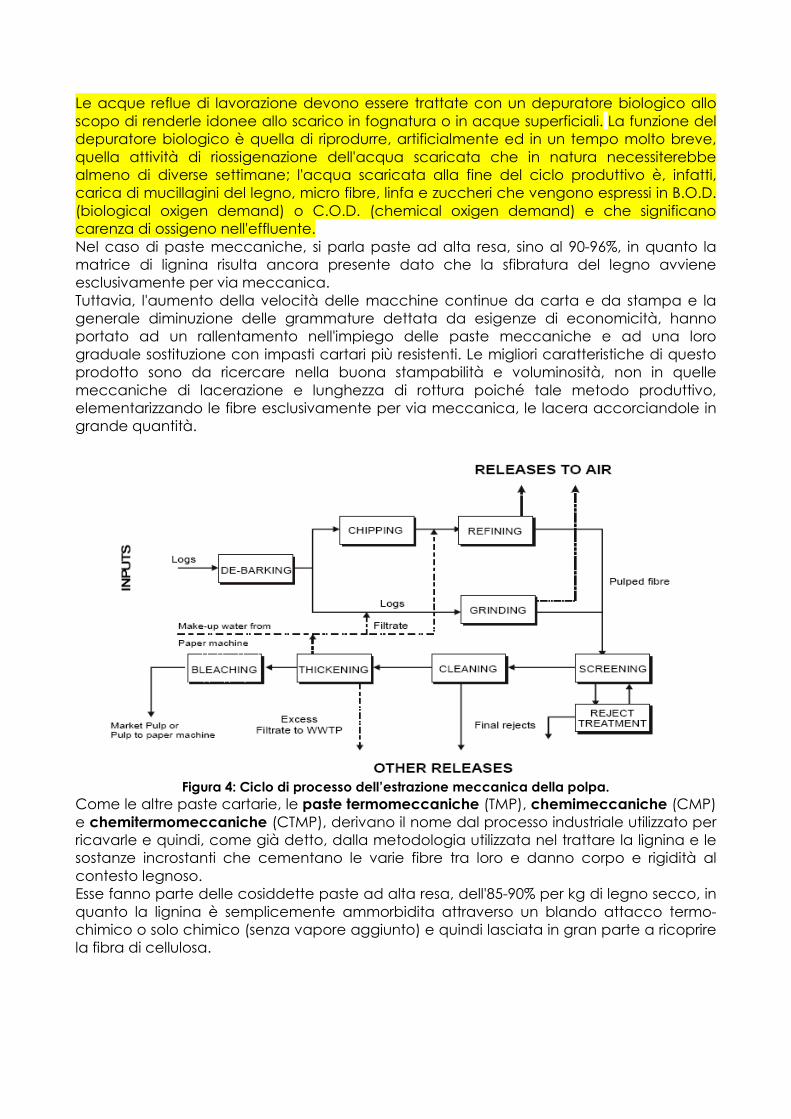
Le acque reflue di lavorazione devono essere trattate con un depuratore biologico allo scopo di renderle idonee allo scarico in fognatura o in acque superficiali. La funzione del depuratore biologico è quella di riprodurre, artificialmente ed in un tempo molto breve, quella attività di riossigenazione dell'acqua scaricata che in natura necessiterebbe almeno di diverse settimane; l'acqua scaricata alla fine del ciclo produttivo è, infatti, carica di mucillagini del legno, micro fibre, linfa e zuccheri che vengono espressi in B.O.D. (biological oxigen demand) o C.O.D. (chemical oxigen demand) e che significano carenza di ossigeno nell'effluente. Nel caso di paste meccaniche, si parla paste ad alta resa, sino al 90-96%, in quanto la matrice di lignina risulta ancora presente dato che la sfibratura del legno avviene esclusivamente per via meccanica. Tuttavia, l'aumento della velocità delle macchine continue da carta e da stampa e la generale diminuzione delle grammature dettata da esigenze di economicità, hanno portato ad un rallentamento nell'impiego delle paste meccaniche e ad una loro graduale sostituzione con impasti cartari più resistenti. Le migliori caratteristiche di questo prodotto sono da ricercare nella buona stampabilità e voluminosità, non in quelle meccaniche di lacerazione e lunghezza di rottura poiché tale metodo produttivo, elementarizzando le fibre esclusivamente per via meccanica, le lacera accorciandole in grande quantità.
Figura 4: Ciclo di processo dell’estrazione meccanica della polpa.
Come le altre paste cartarie, le paste termomeccaniche (TMP), chemimeccaniche (CMP) e chemitermomeccaniche (CTMP), derivano il nome dal processo industriale utilizzato per ricavarle e quindi, come già detto, dalla metodologia utilizzata nel trattare la lignina e le sostanze incrostanti che cementano le varie fibre tra loro e danno corpo e rigidità al contesto legnoso. Esse fanno parte delle cosiddette paste ad alta resa, dell'85-90% per kg di legno secco, in quanto la lignina è semplicemente ammorbidita attraverso un blando attacco termo-chimico o solo chimico (senza vapore aggiunto) e quindi lasciata in gran parte a ricoprire la fibra di cellulosa.
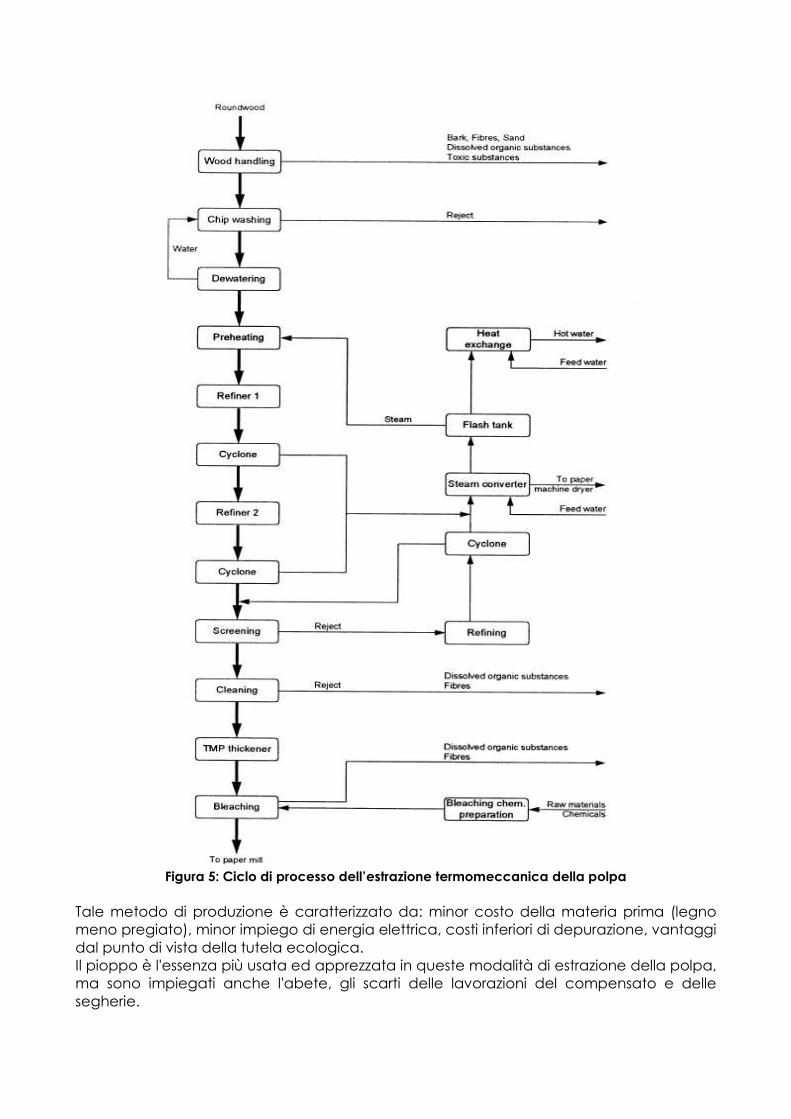
Figura 5: Ciclo di processo dell’estrazione termomeccanica della polpa
Tale metodo di produzione è caratterizzato da: minor costo della materia prima (legno meno pregiato), minor impiego di energia elettrica, costi inferiori di depurazione, vantaggi dal punto di vista della tutela ecologica. Il pioppo è l'essenza più usata ed apprezzata in queste modalità di estrazione della polpa, ma sono impiegati anche l'abete, gli scarti delle lavorazioni del compensato e delle segherie.
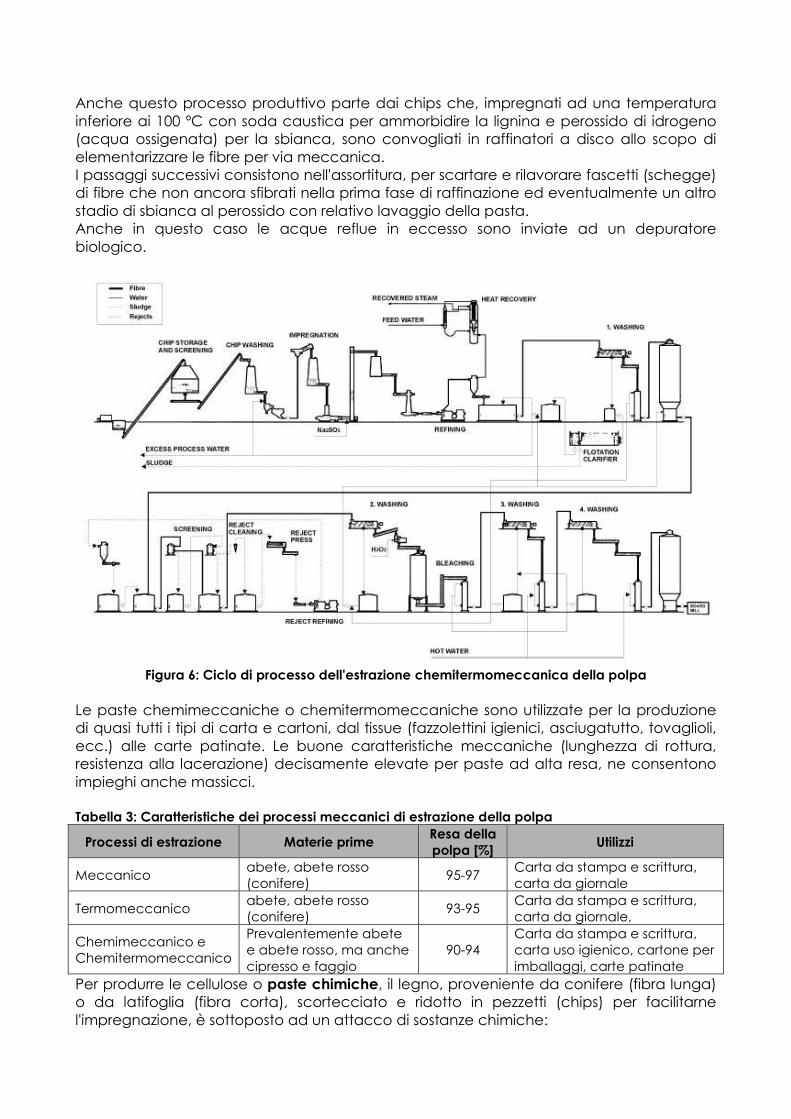
Anche questo processo produttivo parte dai chips che, impregnati ad una temperatura inferiore ai 100 ºC con soda caustica per ammorbidire la lignina e perossido di idrogeno (acqua ossigenata) per la sbianca, sono convogliati in raffinatori a disco allo scopo di elementarizzare le fibre per via meccanica. I passaggi successivi consistono nell'assortitura, per scartare e rilavorare fascetti (schegge) di fibre che non ancora sfibrati nella prima fase di raffinazione ed eventualmente un altro stadio di sbianca al perossido con relativo lavaggio della pasta. Anche in questo caso le acque reflue in eccesso sono inviate ad un depuratore biologico.
Figura 6: Ciclo di processo dell'estrazione chemitermomeccanica della polpa
Le paste chemimeccaniche o chemitermomeccaniche sono utilizzate per la produzione di quasi tutti i tipi di carta e cartoni, dal tissue (fazzolettini igienici, asciugatutto, tovaglioli, ecc.) alle carte patinate. Le buone caratteristiche meccaniche (lunghezza di rottura, resistenza alla lacerazione) decisamente elevate per paste ad alta resa, ne consentono impieghi anche massicci. Tabella 3: Caratteristiche dei processi meccanici di estrazione della polpa
Processi di estrazione Materie prime Resa della polpa [%]
Utilizzi
Meccanico abete, abete rosso (conifere)
95-97 Carta da stampa e scrittura, carta da giornale
Termomeccanico abete, abete rosso (conifere)
93-95 Carta da stampa e scrittura, carta da giornale,
Chemimeccanico e Chemitermomeccanico
Prevalentemente abete e abete rosso, ma anche cipresso e faggio
90-94 Carta da stampa e scrittura, carta uso igienico, cartone per imballaggi, carte patinate
Per produrre le cellulose o paste chimiche, il legno, proveniente da conifere (fibra lunga) o da latifoglia (fibra corta), scortecciato e ridotto in pezzetti (chips) per facilitarne l'impregnazione, è sottoposto ad un attacco di sostanze chimiche:
� in ambiente alcalino (solfato); � in ambiente acido (solfito).
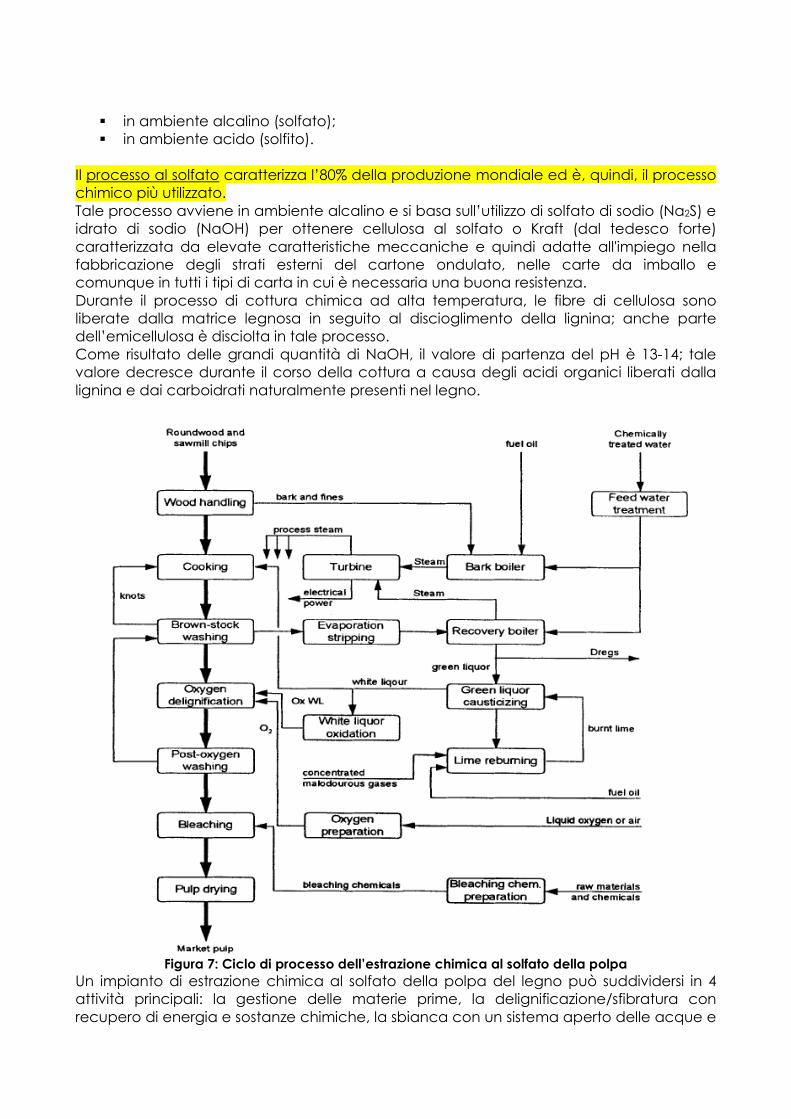
Il processo al solfato caratterizza l’80% della produzione mondiale ed è, quindi, il processo chimico più utilizzato. Tale processo avviene in ambiente alcalino e si basa sull’utilizzo di solfato di sodio (Na2S) e idrato di sodio (NaOH) per ottenere cellulosa al solfato o Kraft (dal tedesco forte) caratterizzata da elevate caratteristiche meccaniche e quindi adatte all'impiego nella fabbricazione degli strati esterni del cartone ondulato, nelle carte da imballo e comunque in tutti i tipi di carta in cui è necessaria una buona resistenza. Durante il processo di cottura chimica ad alta temperatura, le fibre di cellulosa sono liberate dalla matrice legnosa in seguito al discioglimento della lignina; anche parte dell’emicellulosa è disciolta in tale processo. Come risultato delle grandi quantità di NaOH, il valore di partenza del pH è 13-14; tale valore decresce durante il corso della cottura a causa degli acidi organici liberati dalla lignina e dai carboidrati naturalmente presenti nel legno.
Figura 7: Ciclo di processo dell’estrazione chimica al solfato della polpa
Un impianto di estrazione chimica al solfato della polpa del legno può suddividersi in 4 attività principali: la gestione delle materie prime, la delignificazione/sfibratura con recupero di energia e sostanze chimiche, la sbianca con un sistema aperto delle acque e
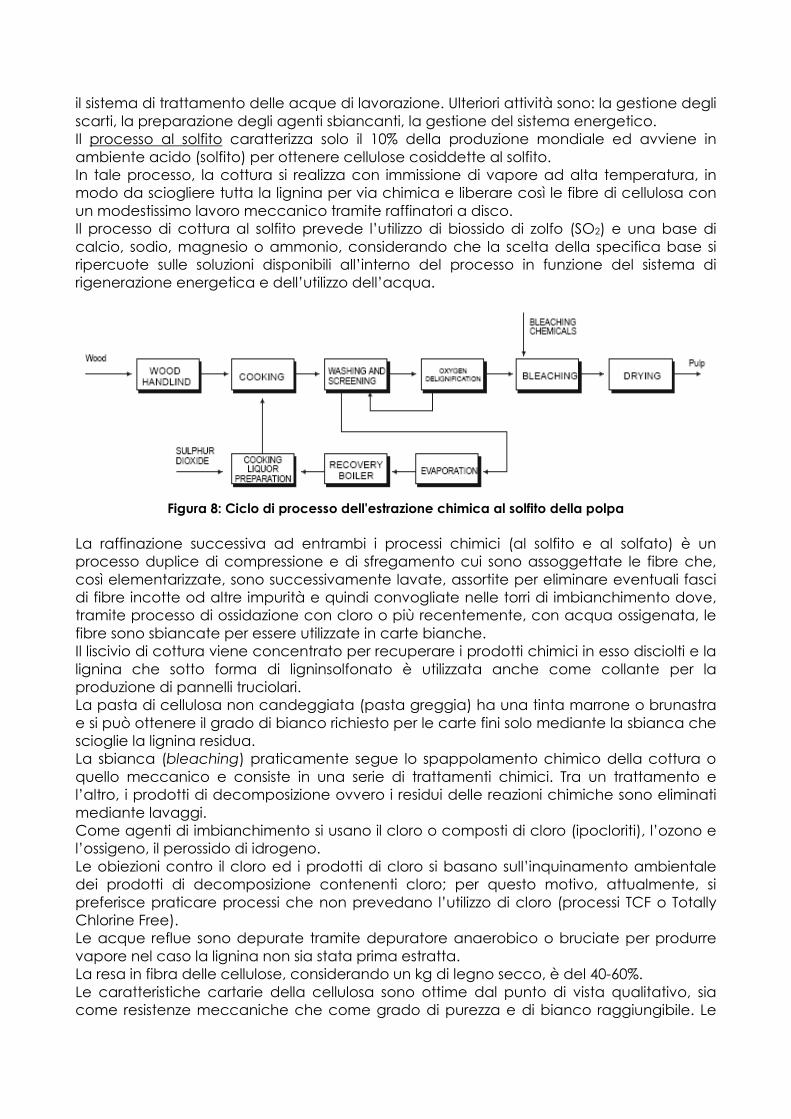
il sistema di trattamento delle acque di lavorazione. Ulteriori attività sono: la gestione degli scarti, la preparazione degli agenti sbiancanti, la gestione del sistema energetico. Il processo al solfito caratterizza solo il 10% della produzione mondiale ed avviene in ambiente acido (solfito) per ottenere cellulose cosiddette al solfito. In tale processo, la cottura si realizza con immissione di vapore ad alta temperatura, in modo da sciogliere tutta la lignina per via chimica e liberare così le fibre di cellulosa con un modestissimo lavoro meccanico tramite raffinatori a disco. Il processo di cottura al solfito prevede l’utilizzo di biossido di zolfo (SO2) e una base di calcio, sodio, magnesio o ammonio, considerando che la scelta della specifica base si ripercuote sulle soluzioni disponibili all’interno del processo in funzione del sistema di rigenerazione energetica e dell’utilizzo dell’acqua.
Figura 8: Ciclo di processo dell'estrazione chimica al solfito della polpa
La raffinazione successiva ad entrambi i processi chimici (al solfito e al solfato) è un processo duplice di compressione e di sfregamento cui sono assoggettate le fibre che, così elementarizzate, sono successivamente lavate, assortite per eliminare eventuali fasci di fibre incotte od altre impurità e quindi convogliate nelle torri di imbianchimento dove, tramite processo di ossidazione con cloro o più recentemente, con acqua ossigenata, le fibre sono sbiancate per essere utilizzate in carte bianche. Il liscivio di cottura viene concentrato per recuperare i prodotti chimici in esso disciolti e la lignina che sotto forma di ligninsolfonato è utilizzata anche come collante per la produzione di pannelli truciolari. La pasta di cellulosa non candeggiata (pasta greggia) ha una tinta marrone o brunastra e si può ottenere il grado di bianco richiesto per le carte fini solo mediante la sbianca che scioglie la lignina residua. La sbianca (bleaching) praticamente segue lo spappolamento chimico della cottura o quello meccanico e consiste in una serie di trattamenti chimici. Tra un trattamento e l’altro, i prodotti di decomposizione ovvero i residui delle reazioni chimiche sono eliminati mediante lavaggi. Come agenti di imbianchimento si usano il cloro o composti di cloro (ipocloriti), l’ozono e l’ossigeno, il perossido di idrogeno. Le obiezioni contro il cloro ed i prodotti di cloro si basano sull’inquinamento ambientale dei prodotti di decomposizione contenenti cloro; per questo motivo, attualmente, si preferisce praticare processi che non prevedano l’utilizzo di cloro (processi TCF o Totally Chlorine Free). Le acque reflue sono depurate tramite depuratore anaerobico o bruciate per produrre vapore nel caso la lignina non sia stata prima estratta. La resa in fibra delle cellulose, considerando un kg di legno secco, è del 40-60%. Le caratteristiche cartarie della cellulosa sono ottime dal punto di vista qualitativo, sia come resistenze meccaniche che come grado di purezza e di bianco raggiungibile. Le
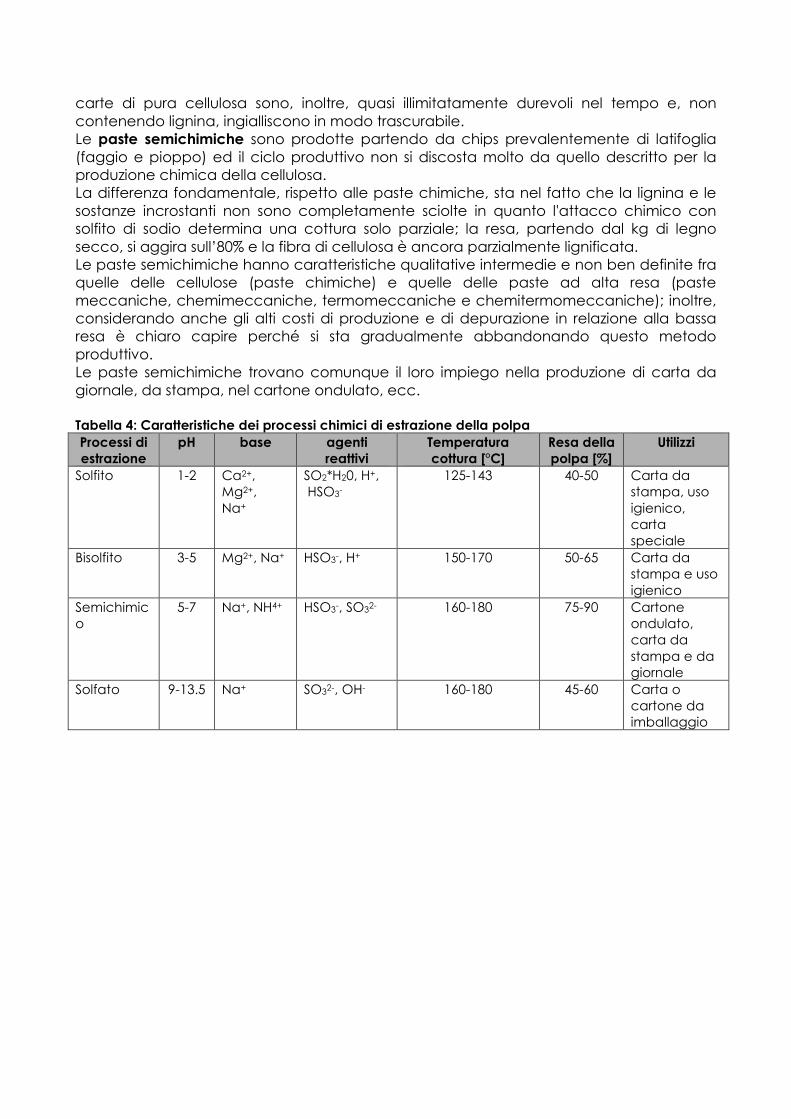
carte di pura cellulosa sono, inoltre, quasi illimitatamente durevoli nel tempo e, non contenendo lignina, ingialliscono in modo trascurabile. Le paste semichimiche sono prodotte partendo da chips prevalentemente di latifoglia (faggio e pioppo) ed il ciclo produttivo non si discosta molto da quello descritto per la produzione chimica della cellulosa. La differenza fondamentale, rispetto alle paste chimiche, sta nel fatto che la lignina e le sostanze incrostanti non sono completamente sciolte in quanto l'attacco chimico con solfito di sodio determina una cottura solo parziale; la resa, partendo dal kg di legno secco, si aggira sull’80% e la fibra di cellulosa è ancora parzialmente lignificata. Le paste semichimiche hanno caratteristiche qualitative intermedie e non ben definite fra quelle delle cellulose (paste chimiche) e quelle delle paste ad alta resa (paste meccaniche, chemimeccaniche, termomeccaniche e chemitermomeccaniche); inoltre, considerando anche gli alti costi di produzione e di depurazione in relazione alla bassa resa è chiaro capire perché si sta gradualmente abbandonando questo metodo produttivo. Le paste semichimiche trovano comunque il loro impiego nella produzione di carta da giornale, da stampa, nel cartone ondulato, ecc. Tabella 4: Caratteristiche dei processi chimici di estrazione della polpa Processi di estrazione
pH base agenti reattivi
Temperatura cottura [°C]
Resa della polpa [%]
Utilizzi
Solfito 1-2 Ca2+, Mg2+, Na+
SO2*H20, H+, HSO3-
125-143 40-50 Carta da stampa, uso igienico, carta speciale
Bisolfito 3-5 Mg2+, Na+ HSO3-, H+ 150-170 50-65 Carta da stampa e uso igienico
Semichimico
5-7 Na+, NH4+ HSO3-, SO32- 160-180 75-90 Cartone ondulato, carta da stampa e da giornale
Solfato 9-13.5 Na+ SO32-, OH- 160-180 45-60 Carta o cartone da imballaggio
LA LAVORAZIONE DELLA CARTA DA MACERO Con il termine carta da macero (o fibre di recupero) si intende quella carta che ha già servito allo scopo per la quale è stata fabbricata e che viene riutilizzata nel ciclo produttivo. Durante la lavorazione, la carta di recupero subisce un trattamento di elementarizzazione, onde renderla idonea ad essere trasformata ancora in carta. La cellulosa, infatti, possiede la fondamentale caratteristica di poter essere sottoposta a ripetuti utilizzi e, grazie a questa caratteristica, un foglio di carta una volta usato può essere reimpiegato per produrre nuova carta. In particolare più le lavorazioni (sistemi di epurazione e disinchiostrazione) sono sofisticati e più la qualità del prodotto finito si avvicina a quella della fibra vergine. La carta da macero, attualmente, a causa dei minor costi rispetto a quelli che distinguono il mercato della produzione della polpa e supportata dalle crescenti iniziative di riciclaggio della carta, risulta costituire attualmente circa un terzo delle materie prime in ingresso alle cartiere. L'impiego, ove possibile, di queste materie prime permette non solo di limitare i costi per le aziende, ma anche e soprattutto di limitare l'utilizzo di materie prime derivanti dal legno ai soli usi in cui è richiesta una migliore qualità, una maggiore resistenza della carta o un migliore grado di bianco (la carta riciclata, disinchiostrata e sbiancata, raggiunge un elevato grado di bianco e può essere riutilizzabile ad esempio come carta da giornale stampata). Riutilizzando la carta, infatti, si determinano ripercussioni ambientali positive sia evitando ulteriori disboscamenti, salvaguardando in tal modo gli eco-equilibri, sia limitando lo smaltimento dei rifiuti nelle discariche, con intuibili risparmi economici per la collettività. Tuttavia, per un riutilizzo effettivo della carta e dei prodotti in carta, risultano necessari:
� un sistema efficace di raccolta differenziata (nei centri urbani presso famiglie, uffici, esercizi commerciali e/o in zone industriali presso insediamenti produttivi);
� una selezione meccanica che preveda la separazione della carta riutilizzabile da altri materiali non intercettati in fase di raccolta (plastica, metalli, carta non riciclabile, ecc.);
� un trattamento chimico di disinchiostrazione (deinking) e sbianca (bleaching); � una classificazione tramite opportuni standard di riferimento per garantire una
qualità adatta del materiale a seconda dello specifico uso. Sotto il profilo delle fonti di raccolta, il macero si può distinguere in:
� macero da raccolta industriale e commerciale, costituito dai rifili di cartotecnica, casse di cartone ondulato, rese di quotidiani e periodici, tabulati, ecc. Tale macero localizzato presso industrie cartotecniche e editoriali, uffici, grandi magazzini, è raccolto da recuperatori professionali e quindi selezionato e imballato prima di essere fornito alle cartiere per rientrare nel ciclo produttivo;
� macero domestico proveniente da raccolta differenziata, contiene tutti quei prodotti cartari detenuti nelle abitazioni e nei piccoli negozi e uffici. Tale macero, prevalentemente costituito da cartaccia mista e giornalame, deve essere isolato dai rifiuti solidi urbani all'origine, cioè prima che la carta sia mescolata con altri materiali che, inquinandola, la rendano inutilizzabile. Ciò presuppone l'organizzazione, da parte dei comuni, della raccolta differenziata.
La materie prime per la produzione della carta sono maceri, selezionati e classificati come materia prima secondaria (caratteristiche conformi alla norma UNI EN 643/02), forniti da
grossisti di carta da macero e circuito COMIECO (Consorzio Nazionale Recupero e Riciclo degli Imballaggi a base Cellulosica). Le fasi del processo produttivo delle carte da macero sono:
� stoccaggio della carta raccolta e da recuperare; � spappolamento della carta raccolta; � rimozione meccanica delle impurità; � rimozione dell’inchiostro; � sbianca.
La carta giunge l’impianto in forma di balle o accatastamenti tenuti insieme tramite fili o cinghie metalliche. Una volta liberata dal metallo (eventualmente riciclabile), la carta è pronta per lo stoccaggio temporaneo in opportuni centri di raccolta. La carta recuperata è così inviata al pulper per lo spappolamento in acqua calda o acqua bianca e attraverso l’agitazione meccanica e idraulica perde la sua resistenza e si riduce in fibre. In questo modo, la carta, ormai ridotta in polpa, assume una consistenza adatta per i trattamenti successivi. In tale fase, molto spesso si avvia processo di deinchistrazione tramite l’impiego di agenti deinchiostranti come NaOH, utilizzato in tal caso come additivo. I pulper si differenziano per soluzioni tecniche in base al tipo di materiale in ingresso e del prodotto che si vuole ottenere; attualmente, ne esistono tre tipologie: a bassa consistenza (4-6% solidi), a media consistenza (15-20%) e a tamburo. I contaminanti e i grumi sono continuamente rimossi attraverso un sistema meccanico a trappola e inviati ai successivi trattamenti. Di solito l’acqua in tale fase è totalmente ricircolata. La rimozione meccanica delle impurità si basa sulla differenza in termini di proprietà fisiche tra i contaminanti e le fibre (dimensioni, peso specifico rispetto all’acqua). Tra le tecnologie utilizzate vi sono gli screener che consentono la separazione meccanica tramite il passaggio del materiale attraverso fori e aperture di differenti dimensioni, e varie tipologie di idrocicloni che utilizzano prevalentemente la forza centrifuga e sfruttano il differente peso delle particelle. In base alla qualità del prodotto che si vuole ottenere si utilizzano ulteriori macchine come i frazionatori, i dispersori o i refinatori. In particolare, i frazionatori (fractionators) consentono la separazione di frazioni a fibra corta e a fibra lunga consentendo un diverso trattamento, i dispersori (dispergers) sono utilizzati per migliorare i legami tra le fibre e di conseguenza incrementare la resistenza del materiale e per ridurre le impurità, la rifinitura (refiners) potrebbe essere richiesta per migliorare le caratteristiche delle fibre e l’aspetto visivo del materiale. La rimozione dell’inchiostro (deinking) risulta necessario qualora siano richiesti determinati gradi di lucentezza e purezza della carta o prodotto in carta da produrre. In ogni caso, l’eventualità di ricorrere alla disinchiostrazione dipende dalla qualità della carta da riutilizzare, dalle richieste del mercato, dalle tecnologie a disposizione. Le principali tecniche di rimozione dell’inchiostro sono:
� rimozione con flottazione; � rimozione con acqua (e successivo allontanamento delle ceneri).
La rimozione con flottazione è una tecnica che consiste nel distacco delle particelle di inchiostro dalle fibre tramite agenti disinchiostranti quali NaOH, silicato di sodio, perossido di idrogeno, saponi, acidi grassi, e nella successiva flottazione per stadi in superficie. Le operazioni principali sono:
� introduzione di aria per la creazione di bolle fini nella polpa; � flottazione in superficie delle particelle di inchiostro tramite le bolle; � rimozione dello strato di particelle accumulatosi in superficie.
In base alle dimensioni e alla tipologia di costruzione della singola cella di flottazione, ci potrebbero essere più celle in serie per realizzare una flottazione progressiva ed un controllo completo sullo stato di avanzamento della rimozione dell’inchiostro, al fine di ridurre uno sfibramento eccessivo a causa dei fanghi di disinchiostrazione. La schiuma e gli scarti di inchiostro, sono asciugati separatamente in una centrifuga o pressa fino al 50% circa del secco. I fanghi della disinchiostrazione, infine, sono inceneriti o inviati a discarica. Dopo la disinchiostrazione, la polpa subisce ulteriori trattamenti (presse ed essiccazioni) per la rimozione di ulteriori impurità e la dispersione delle particelle di inchiostro. Successivamente la polpa, che ha subito un incremento del secco da 5-12% al 25-30%, è nuovamente diluita. La disinchiostrazione per flottazione risulta efficiente per particelle di 5-100µm; per le particelle più piccole la rimozione avviene attraverso un processo multistadi di diluizione ed addensamento della polpa. In alcuni casi è anche richiesta la rimozione delle ceneri. Prima dell’ingresso nella torre di stoccaggio, la polpa spesso subisce una fase di sbiancamento (bleaching) tramite l’ausilio di agenti chimici sbiancanti quali il perossido di idrogeno, l’idrosolfito e acidi. Tali sostanze sono tipicamente aggiunte nel dispersore per intensificare la lucentezza ma, tuttavia, la reazione avviene all’interno della torre di sbiancamento, assicurando i giusti tempi di reazione. L’azione sbiancante del perossido di idrogeno è garantita dalla presenza di NaOH, silicato di sodio e agenti chimici. Infine, la polpa è pompata nelle vasche di stoccaggio e miscelazione (storage chests o mixing chests) che consentono la separazione dei processi di produzione della polpa, in tal caso derivante da carta riutilizzata, dal processo di produzione della carta. Nelle fasi di stoccaggio e miscelazione sono aggiunti additivi per correggere la consistenza delle fibre e migliorare la fase successiva di formazione del foglio.

Figura 9: Ciclo di processo dell’estrazione della polpa dalla carta da macero
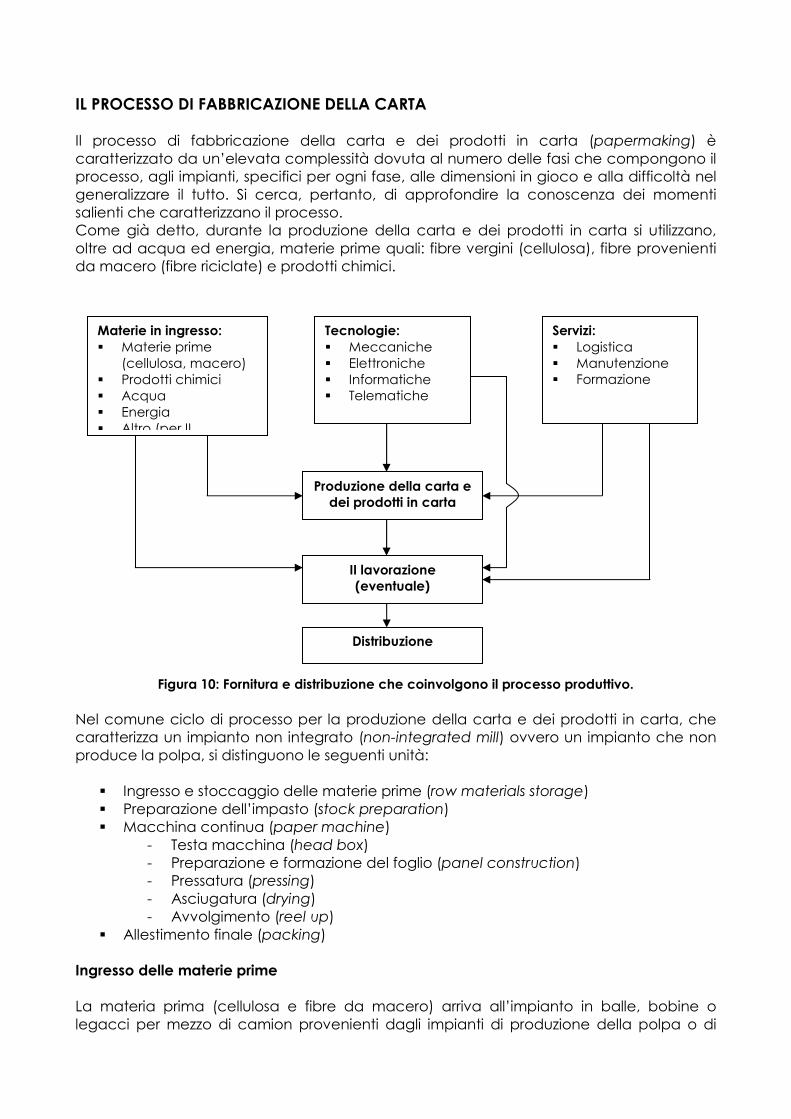
IL PROCESSO DI FABBRICAZIONE DELLA CARTA Il processo di fabbricazione della carta e dei prodotti in carta (papermaking) è caratterizzato da un’elevata complessità dovuta al numero delle fasi che compongono il processo, agli impianti, specifici per ogni fase, alle dimensioni in gioco e alla difficoltà nel generalizzare il tutto. Si cerca, pertanto, di approfondire la conoscenza dei momenti salienti che caratterizzano il processo. Come già detto, durante la produzione della carta e dei prodotti in carta si utilizzano, oltre ad acqua ed energia, materie prime quali: fibre vergini (cellulosa), fibre provenienti da macero (fibre riciclate) e prodotti chimici.
Figura 10: Fornitura e distribuzione che coinvolgono il processo produttivo.
Nel comune ciclo di processo per la produzione della carta e dei prodotti in carta, che caratterizza un impianto non integrato (non-integrated mill) ovvero un impianto che non produce la polpa, si distinguono le seguenti unità:
� Ingresso e stoccaggio delle materie prime (row materials storage) � Preparazione dell’impasto (stock preparation) � Macchina continua (paper machine)
- Testa macchina (head box) - Preparazione e formazione del foglio (panel construction) - Pressatura (pressing) - Asciugatura (drying) - Avvolgimento (reel up)
� Allestimento finale (packing) Ingresso delle materie prime La materia prima (cellulosa e fibre da macero) arriva all’impianto in balle, bobine o legacci per mezzo di camion provenienti dagli impianti di produzione della polpa o di
Materie in ingresso: � Materie prime
(cellulosa, macero) � Prodotti chimici � Acqua � Energia � Altro (per II
Tecnologie: � Meccaniche � Elettroniche � Informatiche � Telematiche
Servizi: � Logistica � Manutenzione � Formazione
Produzione della carta e dei prodotti in carta
II lavorazione (eventuale)
Distribuzione
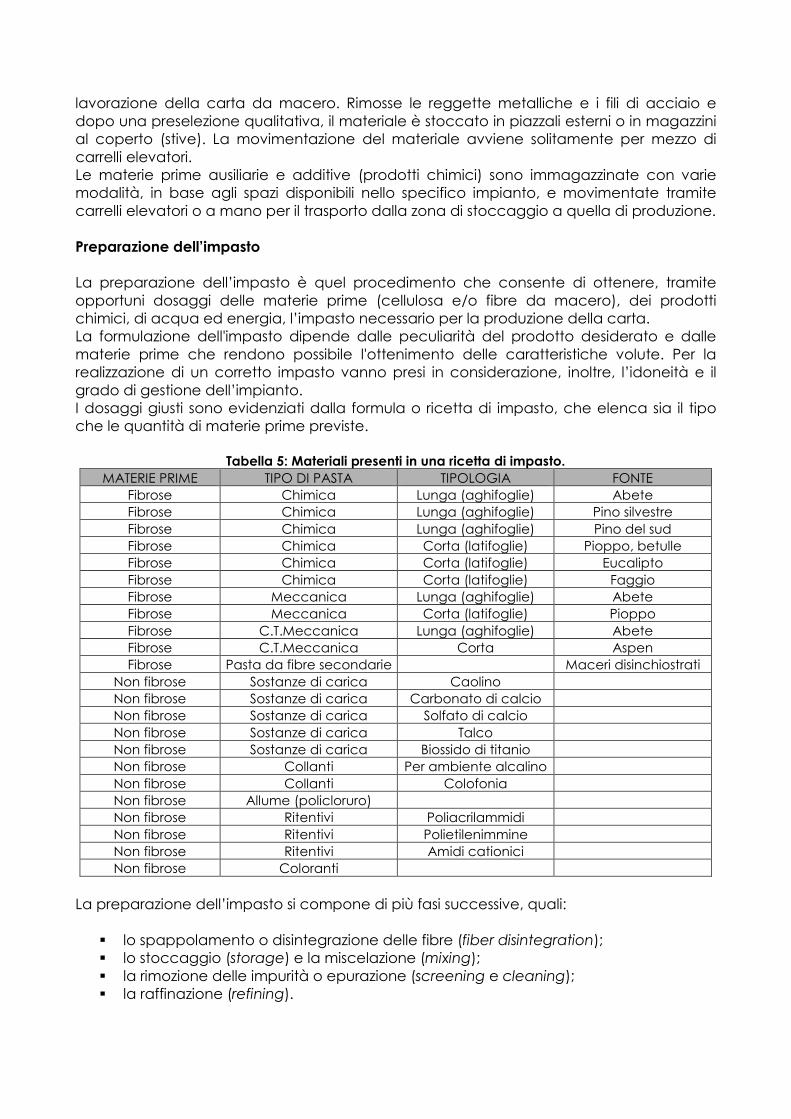
lavorazione della carta da macero. Rimosse le reggette metalliche e i fili di acciaio e dopo una preselezione qualitativa, il materiale è stoccato in piazzali esterni o in magazzini al coperto (stive). La movimentazione del materiale avviene solitamente per mezzo di carrelli elevatori. Le materie prime ausiliarie e additive (prodotti chimici) sono immagazzinate con varie modalità, in base agli spazi disponibili nello specifico impianto, e movimentate tramite carrelli elevatori o a mano per il trasporto dalla zona di stoccaggio a quella di produzione. Preparazione dell’impasto La preparazione dell’impasto è quel procedimento che consente di ottenere, tramite opportuni dosaggi delle materie prime (cellulosa e/o fibre da macero), dei prodotti chimici, di acqua ed energia, l’impasto necessario per la produzione della carta. La formulazione dell'impasto dipende dalle peculiarità del prodotto desiderato e dalle materie prime che rendono possibile l'ottenimento delle caratteristiche volute. Per la realizzazione di un corretto impasto vanno presi in considerazione, inoltre, l’idoneità e il grado di gestione dell’impianto. I dosaggi giusti sono evidenziati dalla formula o ricetta di impasto, che elenca sia il tipo che le quantità di materie prime previste.
Tabella 5: Materiali presenti in una ricetta di impasto. MATERIE PRIME TIPO DI PASTA TIPOLOGIA FONTE
Fibrose Chimica Lunga (aghifoglie) Abete Fibrose Chimica Lunga (aghifoglie) Pino silvestre Fibrose Chimica Lunga (aghifoglie) Pino del sud Fibrose Chimica Corta (latifoglie) Pioppo, betulle Fibrose Chimica Corta (latifoglie) Eucalipto Fibrose Chimica Corta (latifoglie) Faggio Fibrose Meccanica Lunga (aghifoglie) Abete Fibrose Meccanica Corta (latifoglie) Pioppo Fibrose C.T.Meccanica Lunga (aghifoglie) Abete Fibrose C.T.Meccanica Corta Aspen Fibrose Pasta da fibre secondarie Maceri disinchiostrati
Non fibrose Sostanze di carica Caolino Non fibrose Sostanze di carica Carbonato di calcio Non fibrose Sostanze di carica Solfato di calcio Non fibrose Sostanze di carica Talco Non fibrose Sostanze di carica Biossido di titanio Non fibrose Collanti Per ambiente alcalino Non fibrose Collanti Colofonia Non fibrose Allume (policloruro) Non fibrose Ritentivi Poliacrilammidi Non fibrose Ritentivi Polietilenimmine Non fibrose Ritentivi Amidi cationici Non fibrose Coloranti
La preparazione dell’impasto si compone di più fasi successive, quali:
� lo spappolamento o disintegrazione delle fibre (fiber disintegration); � lo stoccaggio (storage) e la miscelazione (mixing); � la rimozione delle impurità o epurazione (screening e cleaning); � la raffinazione (refining).

Mentre negli impianti integrati (che producono anche la polpa) le fibre sono già presenti in forma di sospensioni acquose, negli impianti non integrati, il materiale arriva nel locale di spappolamento tramite nastri trasportatori. In quest’ultimo caso, le essenze fibrose previste dalla ricetta d'impasto sono sottoposte a spappolamento in acqua mediante un’apposita macchina detta “pulper”. Il pulper è una vasca di acciaio, semichiusa, con la parte superiore cilindrica e la parte inferiore tronco-conica sul cui fondo è alloggiata una girante sagomata in grado di spappolare il materiale. La frantumazione, che avviene in presenza di acqua e prodotti chimici (talco per disperdere le eventuali impurità della cellulosa e vari additivi per il controllo del ciclo), comporta la formazione di una sospensione acquosa; in questo modo le fibre, che per effetto dell'acqua, si rilasciano e si ammorbidiscono, diventano pompabili. L’acqua in ingresso al pulper è in parte acqua di emungimento o derivazione, in parte acqua di recupero chiarificata. La percentuale dei due tipi di acqua varia in base alle esigenze produttive specifiche dell’impianto. La sospensione è successivamente pompata in tine ovvero cisterne munite di agitatore elettrico per l’omogeneizzazione della composizione, rimanendo in attesa dei trattamenti successivi. A questo punto, il passaggio successivo è la rimozione delle impurità (epurazione) attraverso le fasi di screening e/o cleaning. Con la fase di screening, le impurità sono rimosse facendo passare la sospensione attraverso uno screener caratterizzato da forature di varie dimensioni; le impurità rimosse sono poi espulse. Con la fase del cleaning, la separazione delle impurità dalla sospensione è effettuata tramite una macchina centrifuga (“epuratore”) a velocità regolabile che sostanzialmente divide le particelle più pesanti da quelle più leggere nelle modalità volute, in base al presupposto della separazione. L’epuratore è una macchina che funge da separatore ciclonico, con forma conica e punta rivolta verso il basso, in cui l’impasto entra tangenzialmente nella macchina. Le particelle più pesanti, sbattendo contro le pareti interne perdono parte della propria energia cinetica e per azione della forza peso, prevalente, precipitano sul fondo; le particelle più leggere, invece, continuano il loro moto elicoidale verso l’alto. Le particelle precipitate (solitamente residui di ferro, sassolini, scaglie di legno, pezzetti di plastica, ecc.), tramite una trappola posta sul fondo del separatore, sono raccolte in una vasca di accumulo periodicamente svuotata, ed inviate a smaltimento. L’operazione seguente è la raffinazione, allo scopo di sviluppare quelle caratteristiche di resistenza e macchinabilità già insite nelle fibre scelte. La raffinazione, infatti, è l'operazione che consente di ottenere dall'impasto fibroso quelle peculiarità richieste dall'utilizzatore che caratterizzano un determinato tipo di carta (carte resistenti, carte rigide, carte leggere, carte porcellanate, carte opache, ecc.). La raffinazione sottopone la fibra ad una serie di sbattimenti e compressioni attraverso dischi rotanti che consentono all'acqua di imbibirne sempre di più le fibrille interne rendendola sempre più plastica; questo incremento di plasticità consente la formazione di un maggior numero di aree di contatto, e quindi di legami, indispensabili per una buona resistenza e formazione del foglio. L’energia elettrica utilizzata nella fase di raffinazione varia tra 100 e 500 kW/h per la maggior parte dei casi fino a superare i 3000 kW/h per la realizzazione di carte particolari (in particolare, nel caso di impianti non integrati, la fase di refining determina il maggior consumo di energia elettrica). Tuttavia, la raffinazione, se inidonea o troppo spinta, produce anche effetti non sempre desiderabili ed opportuni come la smodata lacerazione della parete, l’accorciamento esagerato o l’eccessiva idratazione delle fibre. Sulle fibre di cellulosa la violenza dell'urto
delle lame del raffinatore non deve essere tale da devastare la superficie ad ogni colpo; e poiché le caratteristiche morfologiche e chimico-fisiche delle fibre sono peculiarità proprie di ogni tipo di essenza (abete, pino silvestre, pino del sud, pino della costa del pacifico, faggio, eucaliptus, ecc.) si intuisce l'opportunità di raffinarle eventualmente in modo selettivo (raffinazione separata). Inoltre, se da un lato aumentare la predisposizione delle fibre a creare più legami e punti di contatto porta a resistenze meccaniche migliori, dall'altro comporta un peggioramento della opacità. E poi, se si insiste con la raffinazione per esaltare le caratteristiche meccaniche di resistenza alla trazione, si accetta una minor resistenza alla lacerazione. All'impasto fibroso raffinato sono successivamente dosate, nelle proporzioni previste dalla ricetta, sostanze che conferiscono al prodotto finito determinate caratteristiche; in particolare si aggiungono:
� la colla e l'allume per dare una certa resistenza alla bagnatura o per regolare un assorbimento eccessivo di inchiostro per scrivere, impedendone il trapasso e la sbavatura;
� le sostanze di carica per conferire alla carta opacità, maggiore levigatura, lucentezza, brillantezza e migliore stampabilità. In particolare, le cariche minerali utilizzate nel processo produttivo, pur non concorrendo a conferire resistenza al foglio di carta, ne costituiscono sino al 50% in peso (carte patinate). Le sostanze minerali di carica più usate sono: il carbonato di calcio, ricavato macinando finissimamente scarti della lavorazione o dell'estrazione del marmo, il caolino, proveniente da cave e il talco, anch'esso di cava.
L’impasto con gli opportuni dosaggi passa successivamente in vasche opportune (tine di miscelazione e stoccaggio) per la miscelazione/omogeneizzazione di tutti i fattori che compongono l’impasto e al fine di ottenere i prodotti (carta o prodotti in carta) desiderati. Macchina continua - Testa macchina L'impasto, proveniente dalla tine di miscela e stoccaggio, pressoché completo in tutti i suoi componenti, è inviato tramite il tubo di adduzione al vaschino a livello costante. Tale apparecchiatura consente di evitare oscillazioni di battente sulla valvola della grammatura che regola il flusso della pasta in ingresso alla macchina di formazione del foglio, operando una vera e propria sconnessione idraulica. Il livello costante è garantito dalla presenza di un tubo di troppo pieno che consente lo stramazzo e l’immissione a monte della tina di stoccaggio e miscelazione delle quantità in eccesso. L’impasto, mediante la valvola della grammatura, è dosato nell'aspirazione della pompa di alimentazione (“fan pump”). Questa pompa diluisce e miscela la pasta prelevata dal vaschino e la trasferisce in cassa d'afflusso facendola prima passare attraverso un impianto di epurazione ed un assortitore (screener). Si tratta di una pompa centrifuga, normalmente a girante composta di due pezzi liberi di ruotare reciprocamente, che miscela l’impasto con acqua di diluizione. Mentre l’impasto proviene dal vaschino a livello costante, l’acqua di diluizione è derivata dalla torre di raccolta dell’acqua di sottotela. La pasta passa poi attraverso un selettore centrifugo ovvero un cestello rotante, posto all’interno di uno statore, che ha la duplice funzione di assicurare un’ulteriore purificazione e di migliorare l’omogeneizzazione e la dispersione delle fibre. La parte utile passa di seguito alla cassa d’afflusso mentre la parte di scarto è inviata ad un vibrovaglio per un’ulteriore separazione tra residuo riutilizzabile da reintrodurre nel

pulper e residuo da smaltire come rifiuto (nel caso di pura cellulosa il vibrovaglio viene escluso in quanto non si producono scarti da trattare come rifiuti). Conclusa la separazione centrifuga, la pasta arriva alla cassa d'afflusso che ha il compito di distribuire uniformemente sulla tela di formazione del foglio l'impasto diluito. La cassa d’afflusso è sostanzialmente una camera di collegamento alla macchina continua ed è caratterizzata da una lama regolabile attraverso la quale si regola il getto di pasta da immettere nella macchina continua. Il getto deve essere uniforme e presentare in ogni punto le stesse caratteristiche. La fluidodinamica all’interno della cassa è tale da non creare turbolenze bensì da originare un profilo delle velocità piatto lungo la sezione trasversale. Il complesso fan pump - epurazione - screen - cassa d'afflusso - torre acque è chiamato giro corto di macchina o testa macchina. Macchina continua - Preparazione e formazione del foglio La pasta, proveniente dalla cassa d’afflusso, stramazza e si deposita su di una tela (tela di formazione del foglio o tavola piana), che al tempo stesso permette il drenaggio dell’acqua che ha consentito il trasporto delle fibre e fornisce un supporto per le fibre stesse che vi si depositano. La tela è costituita da un fascio di tessuto reticolare filtrante, disposto ad anello e teso su cilindri rotanti in continuo ed agisce da setaccio, sostenendo le fibre e lasciando filtrare l’acqua verso il sistema di ricircolo delle acque di lavorazione (circuito corto). In questa fase inizia un drenaggio graduale e controllato, mediante degli elementi drenanti (“foils”) ovvero delle barre cuneiformi poste sotto la tela che, non solo sostengono la tela e il foglio, ma hanno la funzione di movimentare la pasta sulla tela, di richiamare nelle maglie della tela e sotto di essa l'acqua dell'impasto, di allontanare con la punta l'acqua richiamata nelle e sotto le maglie dal foil precedente. Sulla tela sono indirizzati spruzzi d’acqua a varie pressioni allo scopo di evitare intasamenti delle maglie a causa di piccole parti di fibra. Gli elementi cilindrici sui quali ruota la tela sono: il cilindro formatore (sul quale arriva il getto della cassa di afflusso e caratterizzato da diametro maggiore rispetto agli altri), il cilindro capotela (libero di allontanarsi e avvicinarsi al cilindro formatore), il cilindro tenditore (la cui funzione è di esercitare una certa tensione sulla tela), i cilindri di rinvio (la cui unica funzione è di fare da guida alla tela) e il cilindro di registro (libero di muoversi orizzontalmente in modo da consentire alla tela di rientrare nella sua posizione iniziale in caso di spostamenti).
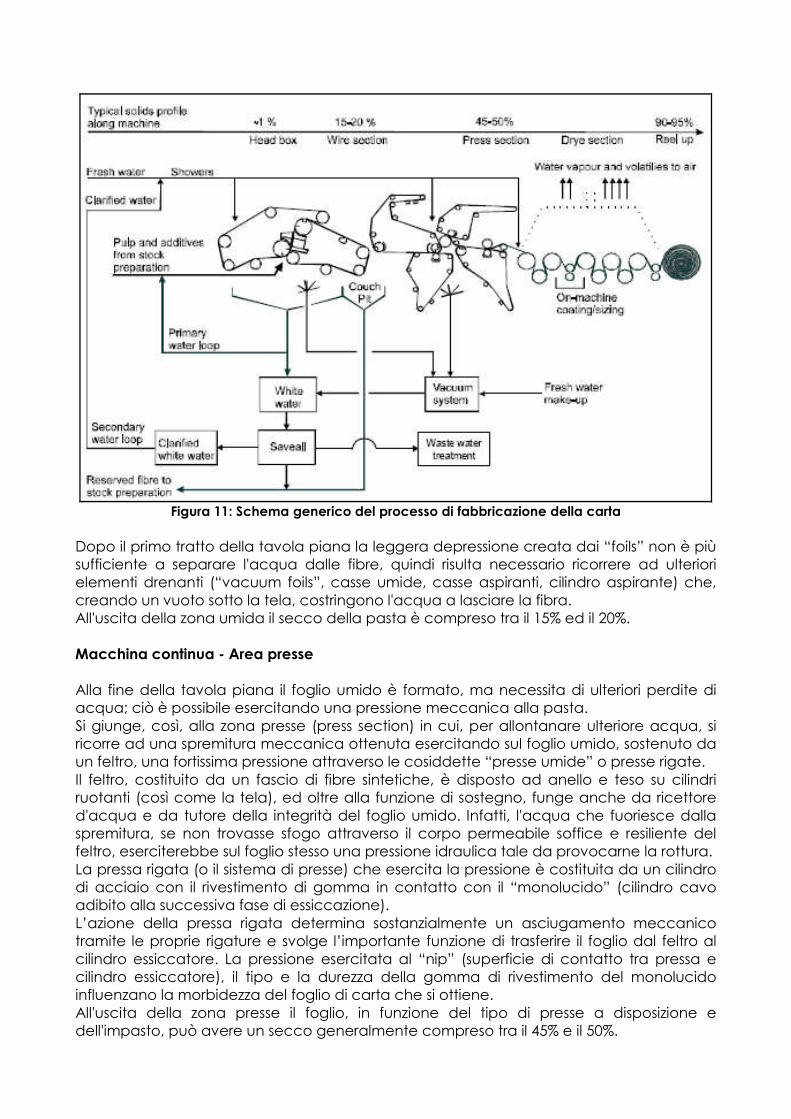
Figura 11: Schema generico del processo di fabbricazione della carta
Dopo il primo tratto della tavola piana la leggera depressione creata dai “foils” non è più sufficiente a separare l'acqua dalle fibre, quindi risulta necessario ricorrere ad ulteriori elementi drenanti (“vacuum foils”, casse umide, casse aspiranti, cilindro aspirante) che, creando un vuoto sotto la tela, costringono l'acqua a lasciare la fibra. All'uscita della zona umida il secco della pasta è compreso tra il 15% ed il 20%. Macchina continua - Area presse Alla fine della tavola piana il foglio umido è formato, ma necessita di ulteriori perdite di acqua; ciò è possibile esercitando una pressione meccanica alla pasta. Si giunge, così, alla zona presse (press section) in cui, per allontanare ulteriore acqua, si ricorre ad una spremitura meccanica ottenuta esercitando sul foglio umido, sostenuto da un feltro, una fortissima pressione attraverso le cosiddette “presse umide” o presse rigate. Il feltro, costituito da un fascio di fibre sintetiche, è disposto ad anello e teso su cilindri ruotanti (così come la tela), ed oltre alla funzione di sostegno, funge anche da ricettore d'acqua e da tutore della integrità del foglio umido. Infatti, l'acqua che fuoriesce dalla spremitura, se non trovasse sfogo attraverso il corpo permeabile soffice e resiliente del feltro, eserciterebbe sul foglio stesso una pressione idraulica tale da provocarne la rottura. La pressa rigata (o il sistema di presse) che esercita la pressione è costituita da un cilindro di acciaio con il rivestimento di gomma in contatto con il “monolucido” (cilindro cavo adibito alla successiva fase di essiccazione). L’azione della pressa rigata determina sostanzialmente un asciugamento meccanico tramite le proprie rigature e svolge l’importante funzione di trasferire il foglio dal feltro al cilindro essiccatore. La pressione esercitata al “nip” (superficie di contatto tra pressa e cilindro essiccatore), il tipo e la durezza della gomma di rivestimento del monolucido influenzano la morbidezza del foglio di carta che si ottiene. All'uscita della zona presse il foglio, in funzione del tipo di presse a disposizione e dell'impasto, può avere un secco generalmente compreso tra il 45% e il 50%.

Macchina continua - Area asciugatura Per andare oltre il 50%, si ricorre alla seccheria (drying section) ovvero all’eliminazione dell’acqua per evaporazione, appoggiando e premendo il foglio, mediante una tela ad anello chiuso (tela essiccatrice), su delle superfici riscaldate (cilindri essiccatori). Anche in questo caso l'acqua, evaporata attraverso la maglia della tela essicatrice, è estratta ed espulsa, dopo averne sfruttato la temperatura con degli scambiatori. Delle soffianti di aria calda provvedono ad eliminare ogni residuo di umidità dalle maglie delle tele che ritornano, asciutte e condizionate, a svolgere la loro funzione. Le tele essiccatrici sono tessuti che corredano le batterie essiccative ed hanno il compito di contribuire all’asciugamento del foglio mantenendolo il più possibile aderente alla superficie dei cilindri riscaldati per sfruttare al massimo il rendimento termico. L’acqua contenuta nel foglio evapora ed attraversa più o meno velocemente il tessuto essiccatore, a seconda che questo sia più o meno compatto. Il cilindro essiccatore è un cilindro cavo in ghisa o in acciaio, all’interno del quale viene immesso vapore prodotto dall’evaporatore. La carta in formazione subisce una doppia essiccazione da un lato ad opera del cilindro essiccatore (monolucido), dall’altro ad opera delle cappe poste al disopra del cilindro. Le cappe sospese sopra il cilindro monolucido hanno la funzione di asciugare la carta e allo stesso tempo di evitare l’umidità di condensa che potrebbe diffondersi in sala macchina. All’uscita dell’area essiccamento il foglio contiene solo il 5-10% di umidità. Macchina continua - patinatura (eventuale) Un’operazione successiva potrebbe consistere nel coprire la superficie di un foglio di carta con dei pigmenti minerali di ridotte dimensioni particellari per ottenere una miglior brillantezza ed uniformità di stampa, un bianco più elevato, una lisciatura superiore ed una lucidatura altrimenti irraggiungibile. L'operazione di stendere con uniformità, sulla superficie di un foglio, una patina avente un contenuto in solidi ben definito e la tinta desiderata è chiamata patinatura, e “patinatrici” sono dette le macchine che la rendono possibile. La patina è sostanzialmente composta da una miscela di pigmenti e leganti. Siccome i pigmenti una volta asciutti non rimarrebbero attaccati alla superficie del foglio (basterebbe una qualsiasi azione meccanica, uno sfregamento, una piegatura, una stropicciatura, per staccare la patina a pezzi o sotto forma di polvere e la carta sarebbe inutilizzabile), sono legati tra loro e alla superficie del foglio attraverso l'impiego di sostanze leganti. I pigmenti maggiormente utilizzati sono il carbonato di calcio e il caolino; qualche cartiera, ma non molte, impiegano ancora il bianco-satin, mentre sta crescendo l'impiego, nelle carte per rotocalco, del talco. Attualmente i leganti principali sono i lattici, soprattutto a base stirene butadiene e/o a base acrilica, seguiti dall'amido e, in misura minore, le proteine vegetali e l'alcool polivinilico. La lucentezza che deriva dalla fase di patinatura del foglio dipende dal tipo di pigmento usato e alle dimensioni delle sue particelle e dipendono dai ritenitori d'acqua, dai livellanti e dai regolatori di flusso. In definitiva, l'operazione patinatura consta delle seguenti operazioni: l'applicazione, sul foglio, di una dose eccessiva di patina, distribuzione su tutta la superficie, eliminazione dell'eccesso, asciugamento e condizionamento del foglio ad una ben definita umidità relativa.

Macchina continua - avvolgimento Il foglio asciugato, in uscita dall’area di essiccamento, è arrotolato a fine macchina in grandi bobine (“pope”) per poi passare alla ribobinatrice per l’allestimento finale in base alle specifiche richieste del cliente. Nello specifico, la carta è asportata dalla superficie del cilindro essiccatore tramite l’impiego di appositi coltelli, facilitati dalla presenza di prodotti chimici aggiunti alla pasta in fase di preparazione dell’impasto, che ne consentono il rapido distacco. Allestimento finale L'allestimento finale delle carte in rotolo avviene servendosi di macchine “ribobinatrici”, le quali provvedono a ricavare, partendo dal rotolo a tutta altezza di macchina continua, dei rotoli di altezza inferiore. In particolare, i bordi del foglio sbobinato sono continuamente rifilati tramite getti di acqua in pressione e rimessi nel ciclo di processo in testa alla fase di spappolamento al fine di ridurre i consumi di materia prima. Tuttavia, in alcuni casi, essendo la carta stata trattata con coloranti e additivi, necessiterebbe di un pretrattamento prima di essere introdotta nel sistema. Nell'allestimento della carta in formato sono impiegate macchine, le taglierine, che consentono di tagliare e raccogliere in fogli di dimensione voluta la carta avvolta in rotolo. Il taglio trasversale avviene sotto l’azione di un coltello che, in funzione della grammatura della carta, può tagliare contemporaneamente più fogli sovrapposti. I fogli tagliati sono raccolti su dei pallets (raccoglifoglio) che, accuratamente protetti da un idoneo avvolgimento solitamente in polietilene termoretraibile prenderanno la strada dei magazzini e, quindi, del cliente cui sono destinati. La carta tagliata può essere venduta impaccata in funzione della grammatura su pallet, in pacchi confezionati con un'apposita carta protettiva, generalmente politenata, oppure sfusa su pallet (bandierata) secondo le seguenti modalità:
� carta in rotolo (per stampa in roto-offset o in rotocalco o simili) � carta in formato (per stampa in offset piano)
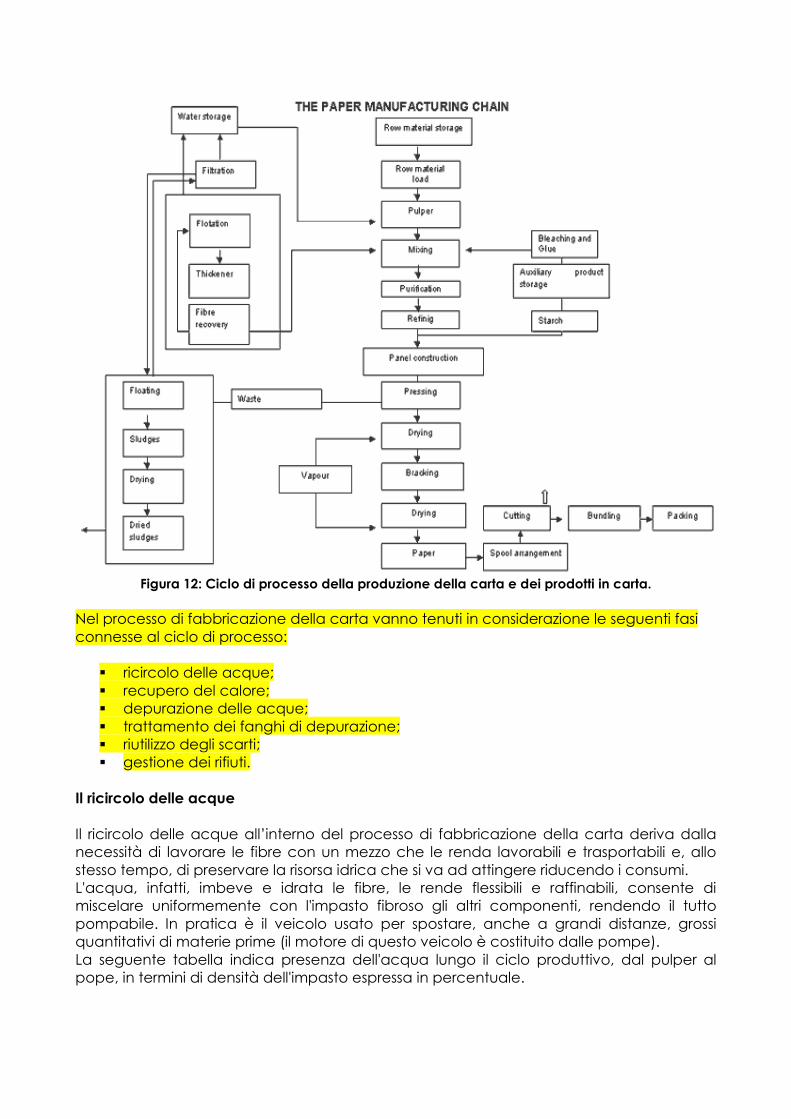
Figura 12: Ciclo di processo della produzione della carta e dei prodotti in carta.
Nel processo di fabbricazione della carta vanno tenuti in considerazione le seguenti fasi connesse al ciclo di processo:
� ricircolo delle acque; � recupero del calore; � depurazione delle acque; � trattamento dei fanghi di depurazione; � riutilizzo degli scarti; � gestione dei rifiuti.
Il ricircolo delle acque Il ricircolo delle acque all’interno del processo di fabbricazione della carta deriva dalla necessità di lavorare le fibre con un mezzo che le renda lavorabili e trasportabili e, allo stesso tempo, di preservare la risorsa idrica che si va ad attingere riducendo i consumi. L'acqua, infatti, imbeve e idrata le fibre, le rende flessibili e raffinabili, consente di miscelare uniformemente con l'impasto fibroso gli altri componenti, rendendo il tutto pompabile. In pratica è il veicolo usato per spostare, anche a grandi distanze, grossi quantitativi di materie prime (il motore di questo veicolo è costituito dalle pompe). La seguente tabella indica presenza dell'acqua lungo il ciclo produttivo, dal pulper al pope, in termini di densità dell'impasto espressa in percentuale.
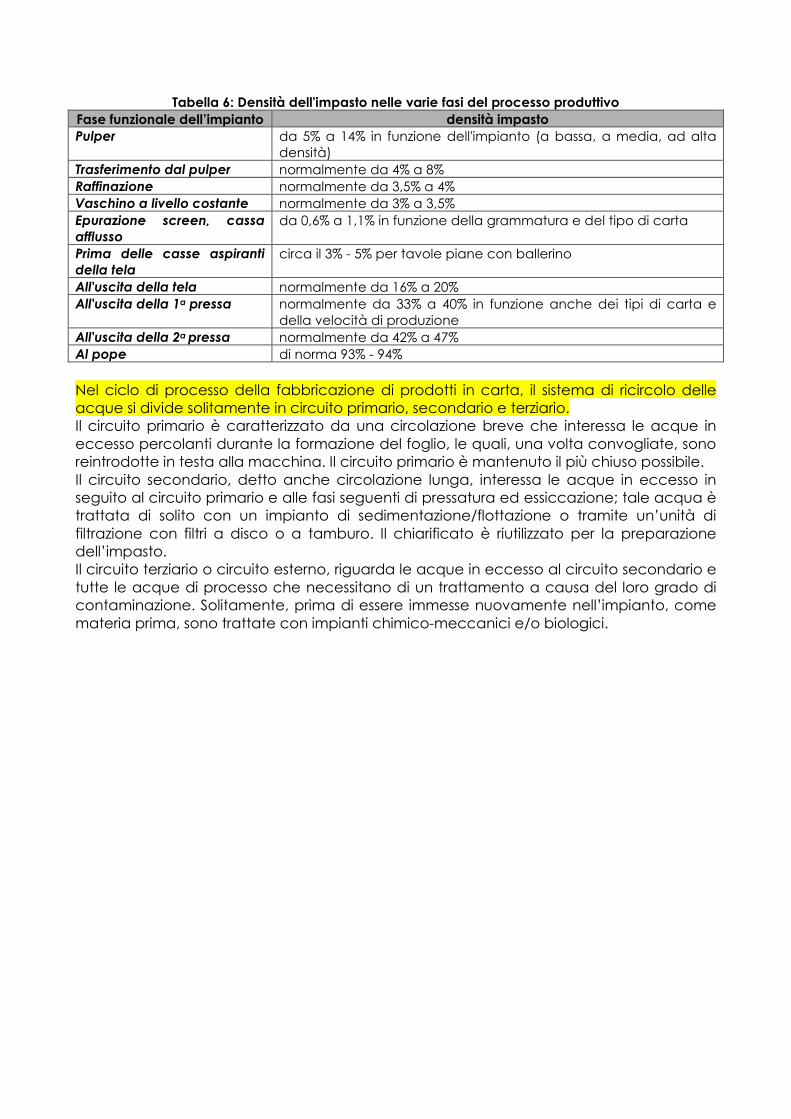
Tabella 6: Densità dell'impasto nelle varie fasi del processo produttivo Fase funzionale dell’impianto densità impasto Pulper da 5% a 14% in funzione dell'impianto (a bassa, a media, ad alta
densità) Trasferimento dal pulper normalmente da 4% a 8% Raffinazione normalmente da 3,5% a 4% Vaschino a livello costante normalmente da 3% a 3,5% Epurazione screen, cassa
afflusso
da 0,6% a 1,1% in funzione della grammatura e del tipo di carta
Prima delle casse aspiranti
della tela
circa il 3% - 5% per tavole piane con ballerino
All'uscita della tela normalmente da 16% a 20% All'uscita della 1a pressa normalmente da 33% a 40% in funzione anche dei tipi di carta e
della velocità di produzione All'uscita della 2a pressa normalmente da 42% a 47% Al pope di norma 93% - 94% Nel ciclo di processo della fabbricazione di prodotti in carta, il sistema di ricircolo delle acque si divide solitamente in circuito primario, secondario e terziario. Il circuito primario è caratterizzato da una circolazione breve che interessa le acque in eccesso percolanti durante la formazione del foglio, le quali, una volta convogliate, sono reintrodotte in testa alla macchina. Il circuito primario è mantenuto il più chiuso possibile. Il circuito secondario, detto anche circolazione lunga, interessa le acque in eccesso in seguito al circuito primario e alle fasi seguenti di pressatura ed essiccazione; tale acqua è trattata di solito con un impianto di sedimentazione/flottazione o tramite un’unità di filtrazione con filtri a disco o a tamburo. Il chiarificato è riutilizzato per la preparazione dell’impasto. Il circuito terziario o circuito esterno, riguarda le acque in eccesso al circuito secondario e tutte le acque di processo che necessitano di un trattamento a causa del loro grado di contaminazione. Solitamente, prima di essere immesse nuovamente nell’impianto, come materia prima, sono trattate con impianti chimico-meccanici e/o biologici.

Figura 13: Sistema di ricircolo delle acque
Il recupero del calore Tutto il calore utilizzato negli impianti di fabbricazione della carta si trasforma in aria esausta, normalmente caratterizzata da una temperatura di 80-85°C e da un’umidità di 140-160 gH2O/kgariasecca, che si disperderebbe in atmosfera. Un sistema di recupero del calore è costituito da un insieme di scambiatori di calore. Essi sono utilizzati:
� per fornire aria riscaldata al sistema; � in alcuni casi per compensare le perdite di calore nella fase umida; � per riscaldare l’acqua in ingresso all’impianto; � nella circolazione dell’acqua per ottenere aria calda.
In particolare, l’aria fornita al sistema e l’acqua sono riscaldate alla temperatura di rispettivamente 90-95°C e 45-60°C

Figura 14: Sistema di recupero del calore
Il trattamento delle acque reflue Il trattamento delle acque reflue di cartiera segue sostanzialmente lo schema tipico di un impianto di depurazione per acque reflue ed è quindi molto simile alla classica architettura di un impianto per il trattamento sanitario-ambientali delle normali acque reflue fognarie. L’unica differenza di rilievo risiede nell’utilizzo di biodischi nella fase di ossidazione biologica al posto della canonica vasca a fanghi attivi. I biodischi sono costituiti da pannelli di polietilene ad alta densità raccolti in più spicchi montati circolarmente lungo un albero cilindrico. La struttura è immersa per circa il 40% nell’acqua da depurare ed è mantenuta in rotazione lenta mediante un’apposita motorizzazione. I pannelli risultano esposti alternativamente all’acqua ed all’aria; sulla loro superficie si forma una flora batterica aerobica che utilizza come substrato nutritivo il contenuto organico inquinante dell’acqua. La superficie dei pannelli che esce dall’acqua, grazie alla lenta rotazione, trascina un film liquido: all’interfaccia di tale film avviene uno scambio gassoso che permette il continuo sviluppo della flora aerobica. La massa batterica in eccesso si distacca automaticamente e passa nel liquido, da cui dovrà essere separata in uno stadio di trattamento successivo. Il processo biologico avviene in continuo: in questo modo, le sostanze organiche solubili presenti nell’acqua sono trasformate in cellule batteriche. La disposizione del fango sui pannelli plastici concentra in volumi ridotti elevate quantità di fango biologico, ragione per cui i biodischi sono utilizzati soprattutto in campo industriale, dove il risparmio di spazio è un’esigenza primaria. Un altro pregio dei biodischi è anche quello di autoregolare l’allontanamento del fango biologico in eccesso, prodotto come risultato finale della depurazione. Nei biodischi il ciclo vitale del fango passa attraverso fasi di crescita, maturazione e morte, che determina in modo naturale e, senza intervento del gestore, il distacco della pellicola biologica vecchia.

Figura 15: Sistema di trattamento delle acque reflue da cartiera
Il trattamento biologico con biodischi, specialmente nel trattamento dei reflui di cartiera, consente inoltre altri vantaggi:
� bassi consumi energetici (circa 40% in meno rispetto ad un impianto a fanghi attivi); � minimo impegno da parte del personale di gestione; � nessun problema di “bulking” (risalita dei fanghi); � bassissimi livelli di rumore (data la bassa velocità di rotazione dei biodischi); � nessun problema di odori e/o aerosol; � minimo impatto ambientale (ogni biodisco è dotato di copertura).
A valle del trattamento biologico con biofiltri e alla successiva unità di sedimentazione del biofilm staccatosi dalle pareti del filtro, si assiste ad una fase di filtrazione per il riutilizzo delle acque nell’impianto (circolazione terziaria o esterna). Uno delle fonti di impatto più importanti dell’industria cartaria è, come detto, il consumo di acque di processo; il loro riutilizzo porta sicuramente i seguenti vantaggi:
� contenimento dei consumi; � maggiore abbattimento del BOD5 nell’effluente finale.
Per poter efficacemente riutilizzare le acque di processo, è necessario sottoporle ad una fase di filtrazione a valle della chiarificazione finale.
La filtrazione in letto di sabbia è usata frequentemente ed è un metodo molto valido per rimuovere i solidi in sospensione dall'acqua. I filtri a sabbia rientrano nella più ampia categoria dei filtri a gravità e sono costituiti da vasche a cielo aperto, in cui è posto il mezzo filtrante, costituito dalla sabbia disposta in strati a granulometria uniforme che in profondità diventa sempre più fine per incrementare la superficie specifica di adesione delle particelle da separare e i grani di sabbia. L’acqua entra dalla parte alta del letto filtrante, lo permea e ne esce dal fondo del sistema di drenaggio. I filtri a sabbia hanno un funzionamento in discontinuo, perché dopo un certo periodo di funzionamento, vanno rigenerati mediante lavaggio in controcorrente, allo scopo di rimuovere i solidi trattenuti; sono disponibili in diversi formati e materiali e funzionano sia manualmente che automaticamente. Accanto a questa tipologia classica di filtri, si stanno applicando specificatamente nell’industria cartaria i filtri a dischi. Questi presentano peculiarità che portano numerosi vantaggi:
� funzionamento completamente automatico; � elevata superficie di filtrazione con ingombro ridotto; � sistema di controlavaggio a tubi oscillanti, che assicura una pulizia migliore con il
minimo utilizzo di acqua; � elasticità di funzionamento sia in termini di portata che di carico trattabile; � basse perdite di carico; � estrema semplicità di gestione e manutenzione.
Questa tipologia di filtri può essere applicata per:
� filtrazione delle acque in uscita dal sedimentatore/flottatore finale; � filtrazione delle acque a valle del trattamento biologico a biodischi in alternativa al
sedimentatore finale. Il filtro a dischi è costituito da una serie di dischi filtranti montati solidalmente su un tubo centrale. L’acqua fluisce per gravità dal tubo centrale di alimentazione attraverso i pannelli filtranti montati sui dischi che operano sommersi per circa il 60% del loro diametro. I solidi sono trattenuti sulla superficie interna dei pannelli filtranti stessi che hanno normalmente una microluce di passaggio da 10 a 40 µm. L’accumulo dei solidi ostacola il passaggio dell’acqua attraverso i pannelli, con il conseguente innalzamento dell’altezza dell’acqua all’interno del filtro, fino ad intercettare un sensore di livello che determina la rotazione temporizzata dei dischi e l’effettuazione del ciclo di controlavaggio. La pressione dell’acqua di lavaggio stacca i solidi trattenuti dal mezzo filtrante, convogliandoli in una tramoggia di raccolta e scarico. Il controlavaggio, che utilizza una parte dell’acqua già filtrata, richiede dall’1 al 2% del totale della portata trattata, in funzione della concentrazione dei solidi sospesi in ingresso. Il sistema mobile di controlavaggio a tubi oscillanti assicura l’efficiente pulizia delle tele filtranti, l’aumento della durata delle stesse ed un risparmio del 20% nel consumo di acqua di controlavaggio. La gestione dei fanghi di depurazione Al trattamento delle acque reflue si accompagna la gestione dei fanghi. I fanghi derivanti dalla depurazione delle acque reflue di cartiera sono caratterizzati da un contenuto in sostanze organiche di circa il 20% del peso secco e da un potere calorifico che si attesta attorno a 2000 kcal/kg. Un semplice essiccamento a 100 °C
produce, generalmente, una perdita di peso superiore al 50%. La componente inorganica è data principalmente da SiO2, Al2O3 e, in taluni casi, MgO e CaO. Oggigiorno è in atto un cambiamento qualitativo dei fanghi prodotti dall’industria cartaria, provocato sia dalla qualità delle materie prime impiegate (materiali di recupero con contenuti di ceneri sempre più elevati), sia dall’evoluzione dei processi adottati in ambito produttivo (come ad esempio la sempre più elevata ritenzione di fibre nella zona di formazione). In conseguenza di questo cambiamento qualitativo, il comportamento del fango alla disidratazione risulta più critico, richiedendo accorgimenti tecnologici in precedenza non necessari per poter ottenere risultati apprezzabili in secco finale e portata trattata. È sempre più frequente la presenza sul mercato di “nastropresse” specifiche per la disidratazione dei fanghi di cartiera. La nastropressa è particolarmente indicata nei casi in cui è necessario ottenere una riduzione sostanziale del tenore in acqua del fango, nonché una facile trasportabilità dello stesso. Essa è generalmente installata a valle delle linee di trattamento dei fanghi, ed è costituita essenzialmente da un telaio con due robuste fiancate laterali collegate fra loro, una tramoggia di carico del fango, una vasca di accumulo e scarico dell'acqua filtrata, due teli coniugati attraverso i quali passa il fango da disidratare, dei rulli aventi funzione di drenaggio e pressione del fango, altri rulli aventi funzione di centraggio e tiro del telo, un sistema di lavaggio mediante ugelli, un motovariatore del tipo a vite senza fine che consente una velocità del nastro variabile. Il fango risulta disidratato, per stadi successivi, attraverso teli coniugati, dove viene pressato dai rulli; entra nella tramoggia ed è distribuito sul telo inferiore tramite un deflettore e, successivamente, incontra il telo superiore e subisce una bassa pressione. Continuando lo scorrimento, viene a contatto con un secondo rullo di grandi dimensioni, avente funzione di drenaggio dell'acqua, quindi un terzo rullo che esercita una pressione media; infine altri rulli esercitano un'elevata pressione con riduzione del tenore in liquido e volume del fango stesso. Dopo l'evacuazione dei fanghi i teli subiscono un lavaggio per l'allontanamento del materiale residuo. Il riciclaggio degli scarti Dall’inizio alla fine del processo produttivo si generano scarti di produzione di varia natura. Attraverso un sistema di riciclaggio degli scarti, le fibre utilizzate nel processo ma che poi sono scartate, in quanto non confacenti ai requisiti richiesti dal cliente oppure derivanti dalla lavorazione della pasta e della carta che ne deriva, sono quando possibile riutilizzate. In particolare, gli scarti di produzione derivano da varie fasi che compongono il ciclo di processo e dipendono dal tipo di prodotto e dal tipo di macchina di produzione; essi solitamente ammontano a circa il 5-20% della capacità di produzione dell’impianto. Un sistema di riciclaggio degli scarti di norma prevede due stoccaggi differenti, uno per gli scarti umidi e uno per gli scarti solidi. In particolare, gli scarti umidi sono inviati a sistemi di rimozione dell’acqua in eccesso, per il successivo mescolamento con gli scarti secchi. Ad ogni modo la pulizia degli scarti ha lo scopo di ridurre quella frazione che non può essere ricircolata, e inviata al pulper. La gestione dei rifiuti Per quanto riguarda la gestione dei rifiuti, l'industria cartaria produce una ridotta tipologia di rifiuti, classificati non pericolosi, che possono essere quindi smaltiti anche in discariche per rifiuti non pericolosi.

Da un punto di vista fenomenologico assumono rilievo i fanghi di cartiera (suddivisi in diverse tipologie) sempre più utilizzati nella produzione di altra carta, nell'industria dei laterizi, nei cementifici, per il ripristino ambientale e la copertura delle discariche, nei conglomerati edilizi, nei rilevati e nei sottofondi stradali. Tali fanghi, peraltro, sottoposti ad essiccamento potrebbero essere proficuamente utilizzati in cartiera per la produzione di energia, contribuendo al fabbisogno energetico degli impianti produttivi e sottraendo agli impianti di smaltimento quantità rilevanti di rifiuti. Altro residuo tipico dell'industria cartaria è quello derivante dal trattamento della carta da macero (scarti di pulper). Per esso la normativa già prevede delle norme tecniche per avviarlo a combustione con recupero di energia secondo tecnologie e modalità già consolidate.
INDIVIDUAZIONE DEGLI ASPETTI AMBIENTALI DIRETTI Tutte le attività che caratterizzano il ciclo di processo dell’industria del carta, interagiscono con l’ambiente, prelevando delle risorse (input) e rilasciando emissioni in aria, acqua e suolo (output); l’interazione con l’ambiente va descritta attraverso l’individuazione degli aspetti ambientali legati ad ogni fase del ciclo ed a quelle trasversali all’attività produttiva. Gli aspetti ambientali diretti di un’azienda appartenente al settore legno possono essere identificate in base frequenza di accadimento in:
� aspetto ambientale continuamente generato dalle attività svolte durante le varie fasi del ciclo di processo;
� aspetto ambientale che si genera per attività svolte trasversalmente a tutte le fasi del processo produttivo;
� aspetto ambientale relativo a condizioni anomale ovvero in caso di avvio-spegnimento impianti, fermata stagionale, manutenzioni, ecc.;
� aspetto ambientale legato a potenziali eventi incidentali, rischio incendio/esplosione.
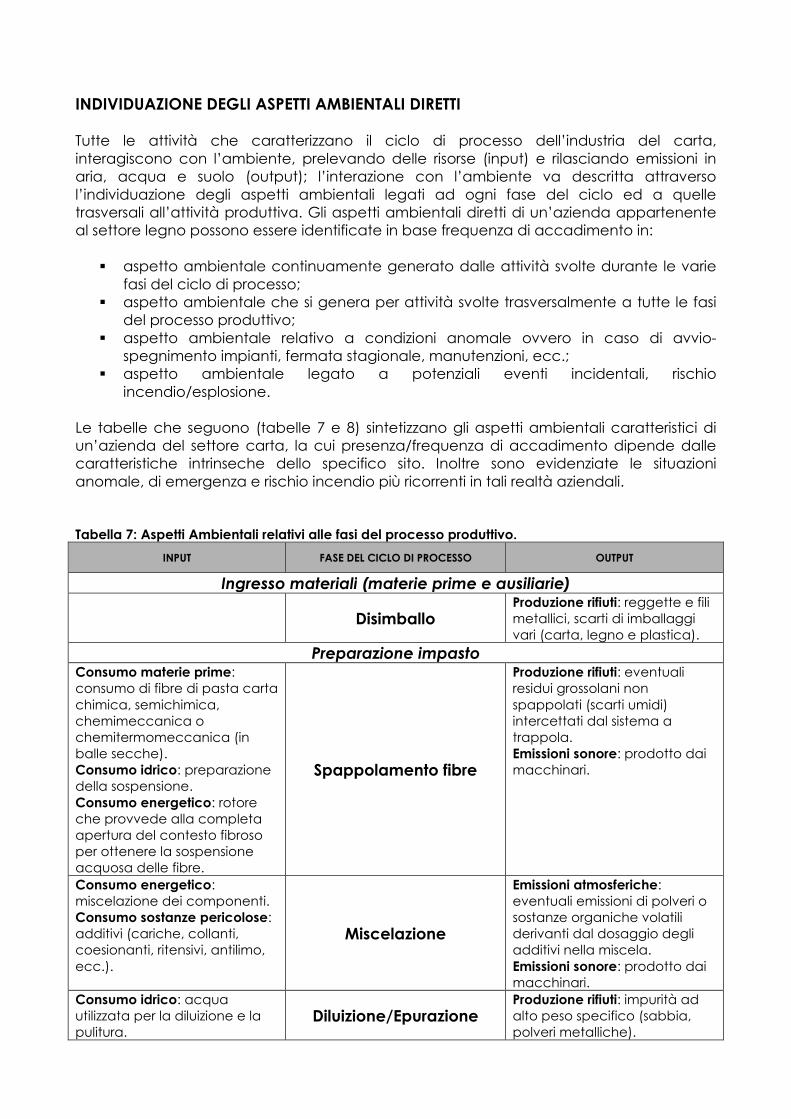
Le tabelle che seguono (tabelle 7 e 8) sintetizzano gli aspetti ambientali caratteristici di un’azienda del settore carta, la cui presenza/frequenza di accadimento dipende dalle caratteristiche intrinseche dello specifico sito. Inoltre sono evidenziate le situazioni anomale, di emergenza e rischio incendio più ricorrenti in tali realtà aziendali. Tabella 7: Aspetti Ambientali relativi alle fasi del processo produttivo.
INPUT FASE DEL CICLO DI PROCESSO OUTPUT
Ingresso materiali (materie prime e ausiliarie)
Disimballo Produzione rifiuti: reggette e fili metallici, scarti di imballaggi vari (carta, legno e plastica).
Preparazione impasto Consumo materie prime: consumo di fibre di pasta carta chimica, semichimica, chemimeccanica o chemitermomeccanica (in balle secche). Consumo idrico: preparazione della sospensione. Consumo energetico: rotore che provvede alla completa apertura del contesto fibroso per ottenere la sospensione acquosa delle fibre.
Spappolamento fibre
Produzione rifiuti: eventuali residui grossolani non spappolati (scarti umidi) intercettati dal sistema a trappola. Emissioni sonore: prodotto dai macchinari.
Consumo energetico: miscelazione dei componenti. Consumo sostanze pericolose: additivi (cariche, collanti, coesionanti, ritensivi, antilimo, ecc.).
Miscelazione
Emissioni atmosferiche: eventuali emissioni di polveri o sostanze organiche volatili derivanti dal dosaggio degli additivi nella miscela. Emissioni sonore: prodotto dai macchinari.
Consumo idrico: acqua utilizzata per la diluizione e la pulitura.
Diluizione/Epurazione Produzione rifiuti: impurità ad alto peso specifico (sabbia, polveri metalliche).

Consumo energetico: funzionamento delle pompe per la diluizione e del ciclone per la depurazione.
Emissioni sonore: prodotto dai macchinari.
Consumo energetico: per il funzionamento dei dischi di raffinatura.
Raffinazione Emissioni sonore: prodotto dai macchinari.
Macchina continua: Consumo idrico: diluizione della miscela. Consumo energetico: funzionamento delle pompe e dei miscelatori.
Testa macchina
Emissioni sonore: prodotto dai macchinari.
Consumo idrico: per evitare l’intasamento delle maglie della tela. Consumo energetico: funzionamento sistema di distribuzione impasto, azionamento rulli macchina continua.
Preparazione/Formazione del foglio
Scarichi idrici: reflui acquosi generati dalla rimozione di acqua dal semilavorato (in parte o totalmente ricircolata). Emissioni sonore: prodotto dai macchinari.
Consumo idrico: per evitare l’intasamento delle maglie del feltro. Consumo energetico: funzionamento sistema di pressatura (presse), azionamento rulli macchina continua.
Pressatura
Scarichi idrici: reflui acquosi generati dalla rimozione di acqua dal semilavorato (in parte o totalmente ricircolata). Emissioni sonore: prodotto dai macchinari.
Consumo energetico: funzionamento sistema asciugatura (cilindri essiccatori), azionamento rulli macchina continua. Asciugatura
Scarichi idrici: reflui acquosi generati dalla rimozione di acqua dal semilavorato (in parte o totalmente ricircolata). Emissioni atmosferiche: eventuali emissioni di vapore (in sistemi privi di recupero condense). Emissioni sonore: prodotto dai macchinari.
Consumo energetico: funzionamento del sistema di lisciatura (rulli).
Lisciatura Emissioni sonore: prodotto dai macchinari.
Consumo idrico: formulazione delle soluzioni per la patinatura. Consumo energetico: per la miscelazione delle soluzioni di patinatura e la conseguente distribuzione sulla carta, per la fase di asciugatura post-patinatura, per la calandratura (lucidatura con rulli) a caldo o a freddo, per l'accoppiamento (laminazione a freddo). Consumo di materiali vari: (polietilene, alluminio, silicone, paraffine, ecc.) per i
Finitura (eventuali patinatura, calandratura,
accoppiamento)
Emissioni atmosferiche: eventuale rilascio di polveri dalla fase di preparazione delle soluzioni di patinatura. Produzione rifiuti: scarti delle lavorazioni di finitura (residui di soluzione di patinatura; sfrdi di materiale per accoppiamento).

trattamenti di accoppiamento. Consumo sostanze pericolose: consumo di pigmenti e collanti per la patinatura. Consumo energetico: sistema di avvolgimento della carta sulle bobine.
Avvolgimento Emissioni sonore: prodotto dai macchinari.
Allestimento finale: Consumo energetico: per il funzionamento dei “riarrotolatori”.
Ribobinatura Emissioni sonore: prodotto dai macchinari.
Consumo energetico: per il funzionamento delle lame e delle taglierine. Rifilatura/Sezionatura
Emissioni sonore: prodotto dai macchinari. Produzione rifiuti: scarti di produzione (ricircolo totale o parziale degli scarti di produzione).
Consumo energia: energia elettrica. Consumo materie prime: carta, legno, ferro, plastica per il confezionamento del prodotto finito.
Imballaggio
Produzione rifiuti: scarti di imballaggi, prodotti non conformi
Prodotto finito (carta o prodotto in carta)

Tabella 8: Aspetti Ambientali relativi alle attività trasversali al ciclo di processo.
INPUT ATTIVITA’ TRASVERSALE AL CICLO DI
PROCESSO OUTPUT
Consumi idrici: per l’approvvigionamento idrico ad uso industriale. Consumi energetici: elettricità per il funzionamento delle pompe. Emergenza: incremento delle quantità approvvigionate in caso di incendio.
Gestione impianto ricircolo delle acque
Scarichi idrici: scarichi delle quantità non ricircolate nell’impianto di depurazione. Emergenza: bypass parziale o completo delle acque per lavori di manutenzione ordinaria/straordinaria.
Consumi energetici: elettricità per il funzionamento del sistema caldaie-evaporatore-cappe di essiccamento. Consumi idrocarburi: combustibile per il funzionamento delle caldaie. Consumi idrici: per la produzione del vapore in fase di essiccazione.
Gestione impianti termici e recupero calore
Emissioni atmosferiche: vapori per l’energia termica in eccesso. Questioni locali: emissioni calore, aspetto visivo delle tubazioni esterne. Rischio incendio: nei locali caldaie (zona di essiccazione). Emergenza: emissioni atmosferiche nocive in caso di incendio
Consumi energetici: elettricità per il funzionamento delle pompe e delle altre apparecchiature elettromeccaniche (valvole, dischi biologici, nastropresse, ecc.). Occupazione suolo: dipende dalle dimensioni dell’impianto.
Gestione impianto trattamento reflui
Scarichi idrici: scarichi in un corpo idrico ricettore dell’acqua non ricircolata. Emissioni atmosferiche: dispersioni gassose e aerosols. Questioni locali: odori, aspetto visivo dell’impianto. Produzione rifiuti: fanghi di depurazione secchi e umidi. Emergenza: supero dei limiti legislativi delle acque in uscita all’impianto
Emergenza: incremento di rifiuti in seguito a incendio.
Gestione scarti/rifiuti
Produzione rifiuti: scarti secchi e umidi (in parte ricircolabili). Emergenza: sversamento accidentale di rifiuti pericolosi sul suolo o nel corpo idrico. Rischio incendio: per lo stoccaggio dei rifiuti incendiabili.
Consumi idrici: uso industriale Lavaggio macchinari Scarichi idrici: acque reflue industriali.
Uso del terreno: eventuale occupazione di suolo all’aperto. Stoccaggio materie prime
e prodotto finito
Emergenza: sversamenti accidentali in fase di movimentazione o inadeguato contenimento dei rifiuti. Rischio incendio: relativo allo stoccaggio di materiali infiammabili.
Consumi idrocarburi: carburanti, oli per i mezzi di trasporto. Trasporti in/out
Emissioni atmosferiche: emissioni gas di scarico. Questioni locali: incremento traffico veicolare, fastidi alla comunità locale.
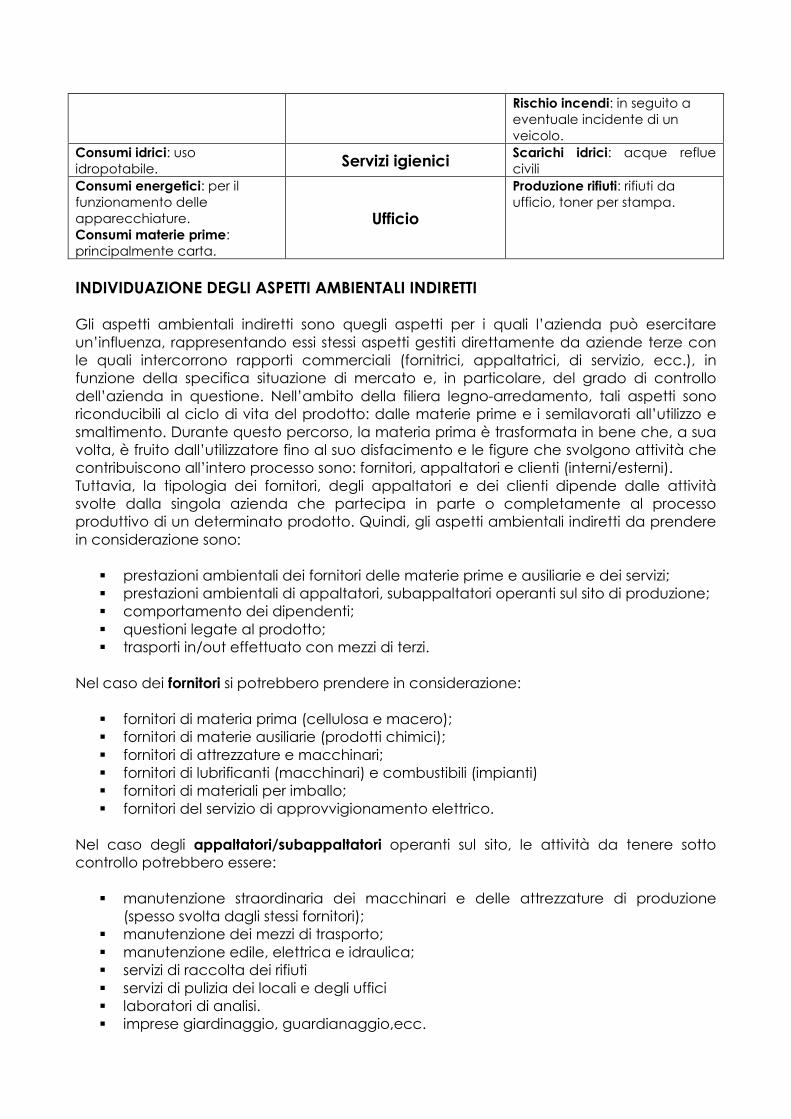
Rischio incendi: in seguito a eventuale incidente di un veicolo.
Consumi idrici: uso idropotabile. Servizi igienici Scarichi idrici: acque reflue
civili Consumi energetici: per il funzionamento delle apparecchiature. Consumi materie prime: principalmente carta.
Ufficio
Produzione rifiuti: rifiuti da ufficio, toner per stampa.
INDIVIDUAZIONE DEGLI ASPETTI AMBIENTALI INDIRETTI Gli aspetti ambientali indiretti sono quegli aspetti per i quali l’azienda può esercitare un’influenza, rappresentando essi stessi aspetti gestiti direttamente da aziende terze con le quali intercorrono rapporti commerciali (fornitrici, appaltatrici, di servizio, ecc.), in funzione della specifica situazione di mercato e, in particolare, del grado di controllo dell’azienda in questione. Nell’ambito della filiera legno-arredamento, tali aspetti sono riconducibili al ciclo di vita del prodotto: dalle materie prime e i semilavorati all’utilizzo e smaltimento. Durante questo percorso, la materia prima è trasformata in bene che, a sua volta, è fruito dall’utilizzatore fino al suo disfacimento e le figure che svolgono attività che contribuiscono all’intero processo sono: fornitori, appaltatori e clienti (interni/esterni). Tuttavia, la tipologia dei fornitori, degli appaltatori e dei clienti dipende dalle attività svolte dalla singola azienda che partecipa in parte o completamente al processo produttivo di un determinato prodotto. Quindi, gli aspetti ambientali indiretti da prendere in considerazione sono:
� prestazioni ambientali dei fornitori delle materie prime e ausiliarie e dei servizi; � prestazioni ambientali di appaltatori, subappaltatori operanti sul sito di produzione; � comportamento dei dipendenti; � questioni legate al prodotto; � trasporti in/out effettuato con mezzi di terzi.
Nel caso dei fornitori si potrebbero prendere in considerazione:
� fornitori di materia prima (cellulosa e macero); � fornitori di materie ausiliarie (prodotti chimici); � fornitori di attrezzature e macchinari; � fornitori di lubrificanti (macchinari) e combustibili (impianti) � fornitori di materiali per imballo; � fornitori del servizio di approvvigionamento elettrico.
Nel caso degli appaltatori/subappaltatori operanti sul sito, le attività da tenere sotto controllo potrebbero essere:
� manutenzione straordinaria dei macchinari e delle attrezzature di produzione (spesso svolta dagli stessi fornitori);
� manutenzione dei mezzi di trasporto; � manutenzione edile, elettrica e idraulica; � servizi di raccolta dei rifiuti � servizi di pulizia dei locali e degli uffici � laboratori di analisi. � imprese giardinaggio, guardianaggio,ecc.

Il comportamento dei dipendenti può essere esercitato non solo sulle attività direttamente svolte nell’impianto ma anche agendo sulla mobilità casa-lavoro. Le questioni legate al prodotto immesso sul mercato riguardano le implicazioni che si rilevano sull’ambiente durante il ciclo di vita dello stesso:
� aspetti legati alla produzione; � aspetti legati alla distribuzione; � aspetti legati all’uso; � aspetti legati al fine vita.
Gli aspetti legati al trasporto in/out effettuato con mezzi di terzi dipendono sostanzialmente dal traffico veicolare dovuto alle attività che si svolgono in azienda, sia per quanto riguarda la tipologia dei mezzi (pesanti o furgoni) che per il numero e la frequenza di transito.

Figura 16: Illustrazione degli Aspetti Ambientali di un impianto non integrato.
ELEMENTI DI COMPOSIZIONE DEL LEGNO CELLULOSA: E’ il principale componente chimico delle fibre ed è un carboidrato complesso la cui struttura, molto simile a quella dell’amido, dà, per idrolisi acida, un solo zucchero ovvero il glucosio. Si tratta pertanto di un polimero naturale, costituito da una catena molecolare di notevole lunghezza, formata da numerose unità di glucosio, unite le une alle altre in maniera lineare, mediante il legame 1-4 beta glucosilico. Queste catene molecolari della cellulosa, a struttura filiforme, si trovano incorporate nella parete delle fibre, associate a costituire dei fasci di molecole. Le singole catene filiformi della cellulosa sono associate a formare più fasci che prendono il nome di micelle; a loro volta, fasci di queste micelle si riuniscono fra loro per formare microfibrille che a loro volta si associano in macrofibrille. La molecola della cellulosa risponde alla formula chimica bruta (C6H10O5)n, dove n rappresenta il grado di polimerizzazione, conosciuto anche come DP (Degree of Polymerization); in altri termini n o DP indica il numero delle unità glucosiliche che compongono la molecola della cellulosa e che ne determinano la lunghezza. In natura esiste una sola cellulosa, comune a tutti i vegetali, ma con differenti valori di DP, variabile non solo da vegetale a vegetale ma anche nello stesso vegetale; per tale ragione il grado di polimerizzazione in ogni vegetale viene espresso da un valore medio (5.000 per i legni, 7.000-8.000 per le piante annuali). EMICELLULOSA: Componente della parete cellulare delle fibre, è costituita da molecole di zuccheri differenti che possono essere il mannosio, il glucosio, il galattosio, lo xilosio e l’arabinosio. A differenza della cellulosa (struttura cristallina), le emicellulose come la lignina, sono allo stato amorfo e sono aggregate alla cellulosa dalla quale possono essere separate parzialmente in condizioni opportune, per l’azione di basi e di acidi; il loro numero di DP delle loro molecole varia da 10 a 200 unità. La caratteristica principale delle emicellulose è la loro facile idratabilità, quando vengono in contatto con l’acqua: la conseguenza dell’imbibizione è il rigonfiamento delle emicellulose che a loro volta trasferiscono tale caratteristica alle pareti delle fibre di cui sono parte integrante. Queste due azioni, imbibizione e rigonfiamento, determinano una lubrificazione degli stati interni della fibra, aumentandone la flessibilità. Con il rigonfiamento aumenta il volume specifico e l’area di legame tra le varie fibre che si ripercuote positivamente sulle prestazioni del foglio. LIGNINA: E’ un polimero la cui molecola, molto complessa e a struttura tridimensionale, è formata da una sola unità, il fenilpropano, ripetuta numerosissime volte. Essa svolge in tutti i vegetali la funzione di legare e cementare fra loro le fibre per conferire ed esaltare la compattezza e la resistenza della pianta. La lignina è conosciuta come materiale incrostante, poiché ricopre le fibre come la corteccia intorno al tronco. ESTRATTIVI: In moltissimi vegetali è sempre presente una categoria di sostanze, principalmente di natura organica, cui si attribuisce la denominazione di materiale estraneo o estrattivi. Questi, pur ritrovandosi depositati nel lume e nelle pareti cellulari delle fibre, non sono considerati composti strutturali del legno al pari della lignina, della cellulosa e delle emicellulose. Le quantità degli estrattivi sono variabili anche nell’ambito della stessa specie e possono arrivare anche a valori del 30% e più, specialmente nelle piante secolari. Tra gli estrattivi rientrano anche i composti di natura inorganica, quali i sali dei metalli alcalini e alcalinoterrosi (calcio, magnesio, ecc.) rappresentanti principalmente da silicati;
questi ultimi però non vengono determinati sotto forma di ossidi mediante estrazione, ma solo dopo la combustione della materia organica (ceneri). LE PROPRIETÀ DELLA CARTA GRAMMATURA: è il peso specifico della carta espresso in grammi e riferito all’area di un metro quadro (g/m2). La massa complessiva è la somma dei materiali fibrosi, delle sostanze ausiliari e della carica così come dell’acqua. GRADO DI BIANCO: la luminosità (ISO) è il riferimento per il grado di bianco della carta, espressa in percentuale rispetto allo standard di luminosità (ossido di magnesio = 100%). Tanto più alto il grado di bianco, quanto più bianca è la carta. LUCIDO: l’indice del lucido nei fogli caratteristici indica la percentuale di luce riflessa sotto un definito angolo di incidenza. Una maggiore brillantezza ha l’effetto di una maggiore riflessione e quindi un maggiore grado di lucido. POROSITA’-LISCIO: la forma geometrica della superficie cartacea è definita come deviazione dalla superficie ideale perfettamente piana. Quanto più piccole ed uniformemente distribuite sono le irregolarità esistenti sulla superficie, tanto più liscia risulta la carta. Il metodo (PPS) è basato sulla misurazione della perdita d’aria tra la superficie della carta e la stessa testina di misura dello strumento. Nel caso che il PPS indichi rugosità, la profondità dei pori è misurata ad un definito cerchio. Tanto più è alto il valore misurato, quanto più è porosa la superficie della carta. OPACITA’: indica il grado di impenetrabilità dalla luce, espresso in percentuale rispetto alla luce riflessa. Più è alto il valore, più è opaca la carta, mentre la carta che lascia passare la luce oltre una certa percentuale è detta trasparente. UMIDITA’ RELATIVA: indica il rapporto percentuale tra l’umidità assoluta dell’aria e l’umidità dell’aria satura di vapore d’acqua (cioè tra i fogli di carta sul pallet o tra gli avvolgimenti di una bobina) ad una determinata temperatura. PH SUPERFICIE: il valore di pH indicato nei fogli caratteristici definisce il grado di pH superficiale della carta. I gradi di pH sono indicati su una scala da 0 a 14. Il valore misurato 7 segna il punto neutro che corrisponde ad acqua distillata. I valori inferiori a 7 indicano «acido in misura crescente», i valori superiori a 7 indicano invece «alcalino in misura crescente». Le carte con un pH superficiale intorno a 7 hanno le migliori condizioni per la stampa e l’ulteriore lavorazione. VOLUME SPECIFICO APPARENTE: spessore medio si esprima in micrometri. Per poter paragonare lo spessore delle carte con grammature diverse, si utilizza il volume specifico apparente della carta. Questo è lo spessore al quale si riferisce la grammatura base di 100 g/m2. Il calcolo si esegue secondo la formula: VSA= spessore(µm)/grammatura(g/m2)
GLOSSARIO DEI TERMINI TECNICI CALANDRATURA: trattamento meccanico a cui si sottopone il nastro di carta successivamente alla fabbricazione allo scopo di aumentarne la lisciatura e il lucido. Il trattamento è fatto per mezzo della calandra. La calandra non è in linea con la macchina continua. CARTA: la carta si distingue dal cartone o dal cartoncino principalmente per la grammatura, ossia peso espresso in grammi al metro quadro. Si può ritenere che la carta comprenda fogli fino a grammatura 200 gr/m2 CARTONE: il cartone si distingue dalla carta e dai cartoncini soprattutto per la grammatura. I cartoncini sono compresi tra i valori di grammatura 200 e 400 gr/m2; i cartoni sono fogli superiori a 400; possono raggiungere 1100 gr/m2. CASSA ASPIRANTE: elemento sottotela. È una cassetta chiusa in superficie da una piastra forata generalmente in ceramica. Una pompa ad anello liquido produce una forte aspirazione che attraverso i fori agisce sulla tela di formazione. CASSA D'AFFLUSSO: è il primo elemento della macchina continua. Ha la funzione di distribuire omogeneamente l'impasto sulla tela di formazione. È alimentata da un diffusore che ricircola l'impasto in eccesso. In uscita ha una apertura (bocca) regolabile a settori. CHIPS: piccoli pezzi di legno (approssimativamente due monete da 100 lire sovrapposte) ottenuti tranciando un tronco con una speciale macchina. CHIUSE (carte chiuse): questo termine indica una carta che, grazie ad una maggiore raffinazione, e all'utilizzo di materiale fine, risulta dopo la fabbricazione di bassa porosità. COLORI PRIMARI: sono il giallo, il magenta e il ciano. Sono gli unici colori materiali capaci, se "mescolati" in quantità diverse tra loro, di riprodurre qualsiasi sensazione colorata ottenibile a mezzo stampa. Alla stampa dei tre colori primari si deve aggiungere il nero. COMPRIMIBILITÀ: proprietà che ha un foglio di carta di livellare le proprie irregolarità superficiali nelle condizioni esistenti nella stampa della stessa. È un requisito essenziale per le carte destinate alla stampa diretta. DENSITÀ DI STAMPA: è sinonimo di forza di stampa o intensità di stampa; definisce l'effetto visivo della quantità di inchiostro sulla carta. DISINCHIOSTRAZIONE: trattamento mediante il quale, attraverso separazione per flottazione delle particelle di inchiostro secco, si ricicla la carta stampata per poterla riutilizzare nel processo di fabbricazione di carta bianca. EVIDENZIABILITÀ: è la caratteristica che esprime la capacità di un supporto, a parità di inchiostrazione, di rendere più evidente il segno stampato. Dipende sostanzialmente dal contrasto ottico (differenza di riflessione) tra l'elemento stampato (grafismo) e la carta (contrografismo). FINITURA SUPERFICIALE: termine generico con il quale si indica l'insieme delle caratteristiche superficiali della carta connesse con l'aspetto e il tatto della stessa. La finitura è una proprietà essenzialmente qualitativa che può essere apprezzata solo con

l'occhio e con il tatto, ma non è suscettibile di misura. È tuttavia possibile distinguere un gran numero di finiture diverse tra loro. FLESSOGRAFIA: stampa flessografica. Procedimento di stampa diretto che fa uso di una forma da stampa rilievografica costituita da gomma o lastre fotopolimeriche. Fa uso di macchine rotative pluricolori alimentate a bobina. È impiegato soprattutto per la stampa di imballaggi flessibili. È adatto alla stampa su carta e su laminati plastici o accoppiati. È utilizzato anche per la stampa di quotidiani. FOILS: elemento sottotela. Barre a rivestimento ceramico o plastico aventi una duplice funzione: sostenere la tela di formazione e, grazie al loro disegno a "cuneo", e data la velocità di scorrimento della tela su di essi, generare un effetto di "suzione" che aumenta la velocità di drenaggio dell'acqua. FORMA DA STAMPA: elemento preparato in modo da ricevere e trasferire inchiostro sul foglio di carta o supporto da stampa. Possono essere: rilievografiche, planografiche, incavografiche, permeografiche. Possono essere ottenute con tecniche manuali, fotochimicamente o per incisione elettronico-meccanica. GOFFRATA (carta goffrata): carta che è stata goffrata. Operazione cui si sottopone la carta e consistente nell'imprimere in essa un disegno decorativo in rilievo. Le carte goffrate non si possono stampare in tipografia e rotocalco a motivo dell'insufficiente grado di liscio. GRAMMATURA: peso della carta espresso in grammi e riferito all'area di un metro quadro. IMMAGINI MONOCROMATICHE: riproduzione monocromatica di un soggetto a colori che rappresenta uno solo dei colori primari che la costituiscono. Il risultato della selezione cromatica. INCHIOSTRABILITÀ: è la caratteristica che esprime la capacità di una superficie di ricevere inchiostro. Tale caratteristica è legata all'affinità fisico-chimica tra i due materiali (fase di adesione e di coesione) e al grado di liscio sia dell'elemento inchiostrante (forma da stampa o caucciù) che dell'elemento ricevente (carta). KENAF: pianta annuale usata come fonte di materia prima fibrosa. È un arbusto che cresce con facilità anche in terreni poveri d'acqua. LISCIATURA: trattamento al quale si sottopone il nastro di carta all'uscita della seccheria della macchina continua prima di riavvolgerla. Consiste nel far passare il nastro di carta tra una serie di cilindri a bombè controllato sovrapposti uno all'altro in modo che con l'ausilio della pressione si ottenga una superficie più liscia e uniforme. LISCIO (gradi di liscio): proprietà che dipende dalle irregolarità (solchi e risalti) esistenti sulla superficie della carta; quanto più piccole ed uniformemente distribuite sono tali irregolarità, tanto più liscia risulta la carta. MACCHINABILITÀ: insieme delle caratteristiche di una carta che la rendono facilmente lavorabile da una macchina da stampa e nelle fasi successive alla stampa. Tali caratteristiche sono legate alle proprietà fisiche e meccaniche della carta.

MARCATA (carta marcata): particolari tipi di carta sulla cui superficie, durante la fabbricazione è stato impresso un profilo o disegno. NUANCE: particolare tono di colore che viene dato alla carta bianca per modificare la caratteristica giallastra della materia fibrosa. Se il tono di colore è azzurro si parla di azzurraggio. OFFSET: stampa offset. Procedimento di stampa planografico detto indiretto perché il foglio, o supporto di stampa, non va a diretto contatto con la forma da stampa inchiostrata, ma con un telo gommato che fa da tramite. È il procedimento di stampa attualmente più diffuso (circa 60% degli stampati). È particolarmente adatto a stampare su supporti con basso grado di finitura superficiale. PATINA: miscela composta essenzialmente da pigmenti minerali dispersi nella soluzione acquosa, di una o più sostanze adesive, applicate a una o a tutte e due le superfici della carta durante la patinatura. POMPA DI ALIMENTAZIONE (fan pump): è una pompa centrifuga a doppia girante sfalsata che, spinta da un motore generalmente a numero di giri variabile, spinge l'impasto attraverso il circuito di alimentazione della macchina continua. La pompa aspirando acqua di recupero determina il grado di diluizione dell'impasto. POPE (arrotolatore): elemento finale della macchina continua che avvolge la carta su un albero in metallo. Il "pope" è provvisto di un dispositivo che permette di iniziare una nuova bobina senza fermare la macchina (cambio rullo). PULPER: è un grande spappolatore (circa 30 m3 ) nel quale viene introdotta acqua e balle di cellulosa. Grazie ad una girante che si muove ad alta velocità il pulper idrata ed elementarizza le fibre, producendo una sospensione ad una densità finale che varia dal 4% al 13%. RITENTIVI: prodotti chimici che grazie alle loro proprietà coagulanti o flocculanti agglomerano i vari componenti dell'impasto e ne limitano la perdita durante l'eliminazione dell'acqua per drenaggio sulla tela di formazione. ROTO-OFFSET: macchine da stampa di tipo offset alimentate da bobina. All'uscita della macchina vi è normalmente una piegatrice. La roto-offset è adatta per elevate tirature ed è impiegata per la stampa di lavori editoriali, di riviste e cataloghi e di quotidiani. Nel caso di stampati diversi dai quotidiani la macchina è fornita di forno per l'asciugamento rapido dell'inchiostro da stampa. ROTOCALCO: stampa rotocalco. Procedimento di stampa diretto che fa uso di una forma da stampa incavografica. È caratterizzato da macchine rotative veloci e di grande formato. È particolarmente indicato per la stampa di riviste e cataloghi e, in generale, per stampati a grande tiratura e con abbondanza di illustrazioni. SERIGRAFIA: stampa serigrafica. Procedimento di stampa diretta che fa uso di forma da stampa permeografica. È adatto a stampare su qualsiasi supporto. È caratterizzato da una grande intensità di inchiostrazione. Può stampare anche su oggettistica purché piana. SPARTO: graminacea a foglie tenaci, utili per cordoni, stuoie, carte; cresce in Tunisia, Algeria, Spagna. È coltivabile anche in zone poco irrigate.
STAMPA DIRETTA: sistema di stampa nel quale il foglio va a diretto contatto con la forma da stampa inchiostrata. STAMPABILITÀ: insieme delle caratteristiche di una carta che la rendono particolarmente adatta alla ricezione di un grafismo inchiostrato. Tali caratteristiche sono legate in modo particolare alla finitura superficiale, alla resistenza superficiale e all'assorbimento-affinità di inchiostro. STAMPATI COMMERCIALI: sinonimo di stampati che non siano libri, riviste, quotidiani od imballaggi. STAMPATI EDITORIALI: sinonimo di libri, di ogni tipo, formato e mole. TELA DI FORMAZIONE: è una rete multistrato ottenuta con fili in poliammide o poliestere fabbricata ad anello senza giunzione. Ha il compito di sostenere la carta che si sta formando e di lasciar fluire l'acqua con facilità. La faccia interna deve avere elevata resistenza all'usura meccanica (durata di almeno 6 mesi). TORRE RACCOLTA SOTTOTELA: è una vasca che raccoglie l'acqua drenata attraverso la rete di formazione ricca quindi di fibre, sostanze di carica, coloranti e altri composti dell'impasto. Quest'acqua viene perciò subito rimessa in ciclo per diluire l'impasto che entra nella pompa di alimentazione. VACUUM FOIL: elementi sottotela. Particolare insieme di foils racchiusi in una cassetta. Lo scarico confluendo in una gamba barometrica, innesca un fenomeno di aspirazione che forza il drenaggio dell'acqua. VALVOLA DELLA GRAMMATURA: è una strozzatura regolabile del tubo di mandata di impasto in ingresso alla pompa di alimentazione (fan pump). La regolazione di questa valvola cambia la grammatura finale a parità di condizioni operative della macchina continua. VASCHINO A LIVELLO COSTANTE: piccola vasca (200-1000 litri) che, posta ad una determinata altezza, alimentata da un impasto a densità controllata, genera una portata costante alla valvola di grammatura.