Processi di manutenzione e certificazione delle competenze ... · c Ng è la valutazione...
3
19 MANUTENZIONE, Tecnica e Management - SETTEMBRE 2011 MANUTENZIONE & CERTIFICAZIONE Stefano Sanna, Responsabile Coordinamento Sicurezza Attività di Manutenzione Francesco Gittarelli, Senior Consultant Festo Processi di manutenzione e certificazione delle competenze: l’esperienza Saras Rivisitazione dei processi e innalzamento delle competenze del personale di manutenzione D a tempo la situazione di mercato a livello mondiale costrin- ge le compagnie petrolifere a strategie volte a rendere più efficienti i processi produttivi a causa dei bassi margini di raffinazione. Per migliorare la redditività della raffineria si deve agire attraverso il miglioramento della efficienza operativa ed una più at- tenta analisi affidabilistica degli impianti di produzione. Lo sviluppo di nuovi processi e la implementazione di modelli organizzativi, richiede la crescita delle competenze professionali del personale di Raffineria (esercizio, tecnologia, manutenzione), quindi di avviare percorsi formativi capaci di fornire ai lavoratori conoscenze ed abilità pratiche ad ogni livello: tecnico, gestionale ed operativo. In riferimento al sistema di manuten- zione, da molti anni è presente l’esigenza di qualificare e certificare le competenze del personale di manutenzione secondo indirizzi europei, primo tra tutti il CEN TR 15628. In Italia molto è già stato fatto, gra- zie anche all’impegno della AIMAN. Oggi i riferimenti sono dati dal Regolamento N° 299 del CICPND per la certificazione delle competenza e dalla Norma UNI 11420:2011 “Qualifica del Personale di Manutenzione”. Entrambi i modelli di riferimento individua- no 3 livelli di professionalità: c Livello 1: Lo Specialista di Manutenzione c Livello 2: Il Supervisore di Manutenzione e Ingegnere di Manutenzione c Livello 3: Il Responsabile della Manuten- zione Processi e performance management in SARAS Nell’ambito del programma Focus volto a garantire la sua compe- titività, Saras ha recentemente rivisitato i processi di Asset Manage- ment, introducendo la visione del “Processo di Manutenzione” come insieme di fasi integrate tra loro. La responsabilità fase della Pianificazione Operativa è della Unità “Affidabilità e Disponibilità”, che ha come obiettivo il coordinamento degli interventi sugli asset (mantenimento, ingegneria, investimenti), mentre le attività di manutenzione sono state riorganizzate secondo un modello che prevede tre Unità (fig 1) c Project Management (interventi rilevanti di manutenzione con im- pianti in fermata) c Manutenzione Specialistica (interventi imprevisti e manutenzione pianificata con impianti in marcia) c Affidabilità e Manutenzione di Area (attività affidabilistiche, inter- venti di manutenzione ordinaria), integrata con l’Esercizio Le tre Unità hanno il compito di gestire il processo di Manuten- zione Pianificata e Non Pianificata, ovvero l’obiettivo di individuare e realizzare interventi di manutenzione degli asset al fine di massimiz- zare l’affidabilità e la disponibilità degli stessi, ottimizzandone il costo (diretto ed indiretto) ed assicurando gli standard di sicurezza. Dal programma di Asset Management e dall’ attività di Mappatura e bilancio delle competenze del personale di Raffineria è scaturito il piano formativo rivolto a tutto il personale di manutenzione, effettuato in stretta sinergia da Saras e Festo. La qualificazione delle competenze dei manutentori è un elemento fondamentale in quanto la manutenzione è assimilabile a quello che la stessa ISO 9001 sulla Qualità definisce “processi speciali” ovvero quei processi per i quali non è possibile un controllo post process. Infatti la qualità del lavoro di manutenzione risiede principalmente nella “qualità professionale” del manutentore, cioè in quell’ insieme di capacità e di conoscenze che lo rendono abile nell’assolvimento dei compiti assegnati. Oltre alla qualificazione che, come anticipato, sarà presto oggetto di una specifica Norma UNI, diventa una opportunità la certificazio- ne del personale di manutenzione in quanto la competenza acqui- sita e manifesta viene riconosciuta ed accertata da una Commissione esterna (di “terza” parte) attraverso un esame che, secondo il Regola- mento CICPND. comprende prove teorico-pratiche. 19-21 Art. Sanna.indd 19 01/09/11 10.17
Transcript of Processi di manutenzione e certificazione delle competenze ... · c Ng è la valutazione...
19MANUTENZIONE, Tecnica e Management - SETTEMBRE 2011
MANUTENZIONE&
CERTIFICAZIONE
Stefano Sanna, Responsabile Coordinamento Sicurezza
Attività di ManutenzioneFrancesco Gittarelli, Senior Consultant Festo
Processi di manutenzionee certificazione delle competenze: l’esperienza SarasRivisitazione dei processi e innalzamentodelle competenze del personale di manutenzione
Da tempo la situazione di mercato a livello mondiale costrin-ge le compagnie petrolifere a strategie volte a rendere più efficienti i processi produttivi a causa dei bassi margini di
raffinazione. Per migliorare la redditività della raffineria si deve agire attraverso il miglioramento della efficienza operativa ed una più at-tenta analisi affidabilistica degli impianti di produzione.
Lo sviluppo di nuovi processi e la implementazione di modelli organizzativi, richiede la crescita delle competenze professionali del personale di Raffineria (esercizio, tecnologia, manutenzione), quindi di avviare percorsi formativi capaci di fornire ai lavoratori conoscenze ed abilità pratiche ad ogni livello: tecnico, gestionale ed operativo.
In riferimento al sistema di manuten-zione, da molti anni è presente l’esigenza di qualificare e certificare le competenze del personale di manutenzione secondo indirizzi europei, primo tra tutti il CEN TR 15628. In Italia molto è già stato fatto, gra-zie anche all’impegno della AIMAN. Oggi i riferimenti sono dati dal Regolamento N° 299 del CICPND per la certificazione delle competenza e dalla Norma UNI 11420:2011 “Qualifica del Personale di Manutenzione”. Entrambi i modelli di riferimento individua-no 3 livelli di professionalità: c Livello 1: Lo Specialista di Manutenzione c Livello 2: Il Supervisore di Manutenzione e Ingegnere di Manutenzionec Livello 3: Il Responsabile della Manuten-zione
Processi e performance management in SARASNell’ambito del programma Focus volto a garantire la sua compe-
titività, Saras ha recentemente rivisitato i processi di Asset Manage-ment, introducendo la visione del “Processo di Manutenzione” come insieme di fasi integrate tra loro.
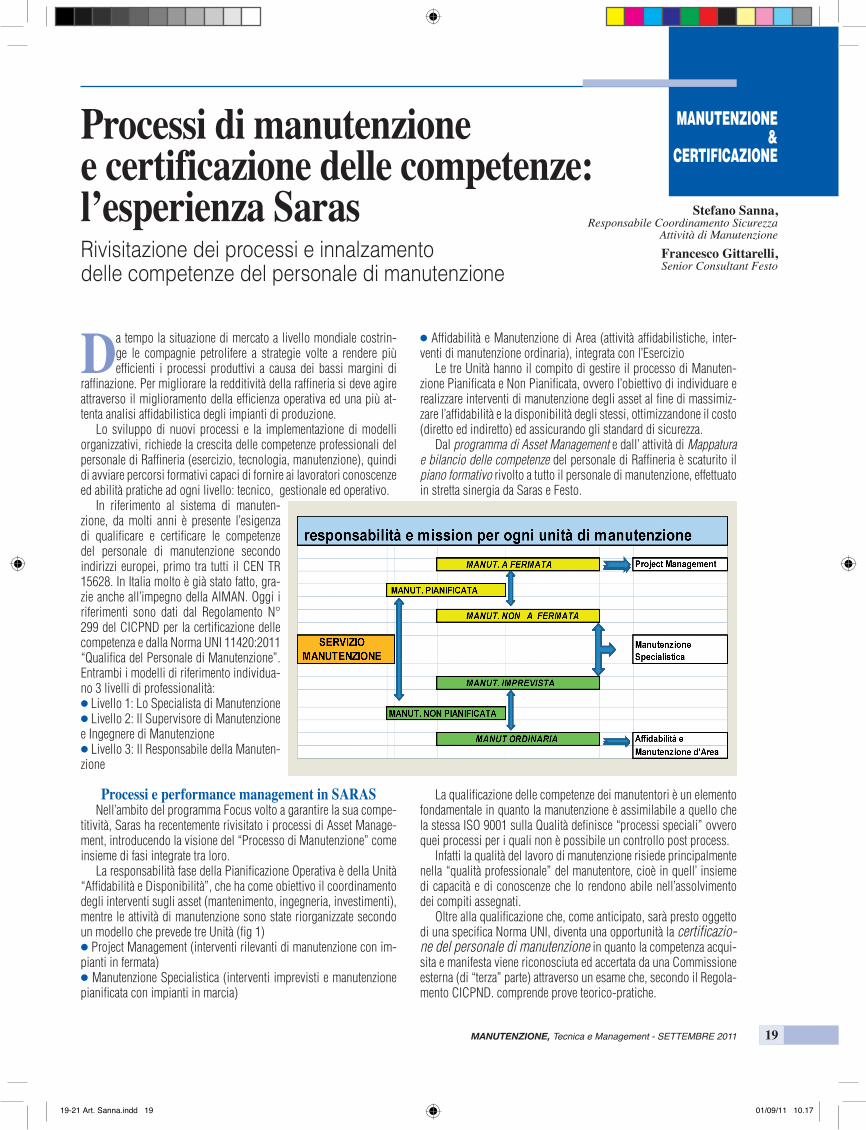
La responsabilità fase della Pianificazione Operativa è della Unità “Affidabilità e Disponibilità”, che ha come obiettivo il coordinamento degli interventi sugli asset (mantenimento, ingegneria, investimenti), mentre le attività di manutenzione sono state riorganizzate secondo un modello che prevede tre Unità (fig 1)c Project Management (interventi rilevanti di manutenzione con im-pianti in fermata)c Manutenzione Specialistica (interventi imprevisti e manutenzione pianificata con impianti in marcia)
c Affidabilità e Manutenzione di Area (attività affidabilistiche, inter-venti di manutenzione ordinaria), integrata con l’Esercizio
Le tre Unità hanno il compito di gestire il processo di Manuten-zione Pianificata e Non Pianificata, ovvero l’obiettivo di individuare e realizzare interventi di manutenzione degli asset al fine di massimiz-zare l’affidabilità e la disponibilità degli stessi, ottimizzandone il costo (diretto ed indiretto) ed assicurando gli standard di sicurezza.
Dal programma di Asset Management e dall’ attività di Mappatura e bilancio delle competenze del personale di Raffineria è scaturito il piano formativo rivolto a tutto il personale di manutenzione, effettuato in stretta sinergia da Saras e Festo.
La qualificazione delle competenze dei manutentori è un elemento fondamentale in quanto la manutenzione è assimilabile a quello che la stessa ISO 9001 sulla Qualità definisce “processi speciali” ovvero quei processi per i quali non è possibile un controllo post process.
Infatti la qualità del lavoro di manutenzione risiede principalmente nella “qualità professionale” del manutentore, cioè in quell’ insieme di capacità e di conoscenze che lo rendono abile nell’assolvimento dei compiti assegnati.
Oltre alla qualificazione che, come anticipato, sarà presto oggetto di una specifica Norma UNI, diventa una opportunità la certificazio-ne del personale di manutenzione in quanto la competenza acqui-sita e manifesta viene riconosciuta ed accertata da una Commissione esterna (di “terza” parte) attraverso un esame che, secondo il Regola-mento CICPND. comprende prove teorico-pratiche.
19-21 Art. Sanna.indd 19 01/09/11 10.17

MANUTENZIONE, Tecnica e Management - SETTEMBRE 201120
Al superamento delle prove previste viene rilasciato un “patentino individuale” con la indicazione del livello raggiunto e della specia-lizzazione.
Il piano formativo SARAS ha portato alla certificazione di tutto il personale di manutenzione, ovvero:c N° 10 Manager di Manutenzione, che hanno conseguito il certifi-cato CICPND di livello 3.c N° 56 Supervisore Gestionali di Manutenzione, che hanno conse-guito il certificato CICPND di livello 2.c N° 84 Supervisore Tecnicodi Manutenzione, che hanno consegui-to il certificato CICPND di livello 2 secondo le aree specialistiche di riferimento (meccanica, elettrica, strumentistica).
Nel presente articolo, a titolo esemplificativo, approfondiremo il processo di certificazione del personale di manutenzione della Unità “Affidabilità e Manutenzione di Area”.
Il processoper la qualificazione
e la certificazionedelle competenzedi manutenzione
della Unità Affidabilitàe Manutenzione d’Area
Il nuovo modello operativo di Affidabilità e Manutenzione di Area è finalizzato a rendere operative le singole Aree Produttive (Esercizio) nella gestione degli interventi di manutenzione routinaria. Obiettivi della Unità “Affidabilità e Manutenzione di Area” sono:c La diffusione della cultura della affidabilità nelle Aree Produttive, che include il personale di Esercizio nelle attività di automanutenzio-ne (check list, piccole attività, polifunzionalità).c Una maggiore reattività della manutenzione ordinaria (riduzione tempi di risposta della manutenzione e chiusura ordini di lavoro).c Migliore bilanciamento tra le esigenze produttive e le necessità manutentive dell’Area Produttiva.c Maggiore controllo dei costi e delle attività di manutenzione
Gli obiettivi sono pertanto finalizzati alla riduzione degli interven-ti di manutenzione ordinaria e sono perseguiti attraverso check list affidabilistiche, analisi delle cause di guasto (con strumenti quali la RCA), una programmazione strutturata (analisi a consuntivo di atti-vità svolte e costi), una gestione attenta delle informazioni (special-mente nel passaggio di consegne del turno e nella ottimizzazione del rapporto operativo con terzi) e dal Controllo Qualità
L’ organizzazione della Affidabilità e Manutenzione d’Area prevede la presenza di un Responsabile Affidabilità e Manutenzione di Area (in linea al Responsabile della Area Produttiva), di Programmatori di Area e di Assistenti di Area che rispondono ai seguenti compiti:c Responsabile di Affidabilità e Manutenzione di AreaGarantire l’affidabilità e la responsabilità target degli impianti dell’A-rea produttiva, ottimizzando i costi nel rispetto degli standard HSE e assicurando l’esecuzione degli interventi di manutenzione ordinaria dell’Area produttiva.c Programmatori di Affidabilità e Manutenzione di AreaPredisporre il piano target di manutenzione dell’area, integrando gli interventi di manutenzione ordinaria (della cui programmazione è di-rettamente responsabile), gli interventi di manutenzione pianificata non fermata e migliorie/modifiche, nel rispetto degli standard di HSE. c Assistenti di Affidabilità e Manutenzione di Area
Garantire l’esecuzione dei lavori di manutenzione ordinaria dell’Area, coerentemente con le proprie competenze, nel rispetto del program-ma di manutenzione in termini di tempi e costi e nel rispetto degli standard HSE.
Le specialità di manutenzione presenti nelle aree sono Elettrica, Meccanica, Strumentistica e Carpenteria.
Esaminiamo quindi il processo di formazione e certificazione di livello 2 CICPND delle figure professionali del:c Responsabile di Area Affidabilità e Manutenzione d’Area.c Programmatore di Area Affidabilità e Manutenzione d’Area.c Assistente di Area Affidabilità e Manutenzione d’Area.
Competenze certificate del personaledi manutenzione della Unità “Affidabilità
e Manutenzione d’ Area”Fasi di sviluppo del processo di certificazione:
Per essere ammessi agli esami di certificazione CICPND delle competenze di manutenzione di livello 2 occorre essere in possesso dei seguenti requisiti:c Esperienza professionale in manutenzione maturata in almeno 3 anni. c Partecipazione ad un percorso formativo di almeno 80 ore appro-vato dal CICPND.
Progettazione del Percorso Formativo peril personale di Affidabilità e Manutenzione Area
La progettazione del percorso formativo (obiettivi, contenuti, me-todi, attrezzature, manuali e valutazione) ha applicato i livelli di gra-ding utilizzati in Saras dal sistema di Mappatura delle competenze in uso e gestito dalla funzione HR, secondo la tabella:
Fig. 2
19-21 Art. Sanna.indd 20 01/09/11 10.17

21MANUTENZIONE, Tecnica e Management - SETTEMBRE 2011
Sono quindi state individuate le competenze tecniche attese per ogni ruolo e “pesate” con un grading corrispondente:
La progettazione formativa si è quindi sviluppata a partire dai “pi-lastri” delle professioni individuate.
Modalità di svolgimento degli esami di certificazione delle competenze del personale di manutenzione
della Unità Affidabilità e Manutenzione d’ AreaCome previsto dal Regolamento CICPND, lo svolgimento degli
esami di certificazione presuppone l’insediamento di una Commis-sione Esaminatrice composta da un Presidente (nominato dal CIP-ND), dal Responsabile del Centro Esami Festo e da Commissari Esa-me certificati di Livello 3.
La Commissione ha stabilito il criterio di valutazione attraverso:c Un Test Generale (40 domande)c Un Test Specifico (24 domande)c Una Prova Pratica
La valutazione finale N è stata calcolata secondo la formula:N = 0,25 Ng + 0,25 Ns + 0,5 Np
dove:c Ng è la valutazione dell’esame generale come rapporto tra risposte corrette / totale domande.c Ns è la valutazione dell’esame specifico come rapporto tra risposte corrette / totale domande.c Np è la valutazione dell’esame pratico in centesimi.
Successivamente la Commissione ha provveduto alla correzione dei questionari degli esami generali e specifici nonché alla valuta-zione del lavoro realizzato come prova pratica (la descrizione di una procedura operativa e di una istruzione per il manutentore di livello 1)
Per superare l’esame, ogni candidato ha ottenuto una valutazione finale N di almeno 80/100.
Stefano Sanna è attualmente responsabile del coordina-mento Sicurezza per le attività di manutenzione dell’Asset Management della Saras SpA, Laureato nel 1990 in ingegne-ria elettrotecnica a Cagliari ha sviluppato per 10 anni la sua esperienza in Enel nell’ambito del Servizo Tecnico delle Distribuzione elettrica fino a
ricoprire l’incarico di responsabi-le della Zona di Sassari.Dal 2001 in Saras S.p.A., dove ha ricoperto diversi ruoli nell’ambito dell’ Ingegneria di manutenzione, dell’area della manutenzione elet-trica e meccanica fino all’attuale responsabilità. Ha conseguito la
certificazione di terzo livello delle compe-tenze di manutenzione.
gli Autori
Francesco Gittarelli, Senior Consultant Festo, certificato Livello 3, è Responsabile del Centro Esami Festo-CICPND per la certificazione delle competenze di manutenzione e coordinato-re del Master Festo Academy
“European Maintenance Mana-ger”. Ricopre la funzione di coor-dinatore della Sezione Piemonte della AIMAN ed è membro della Commissione UNI sulle Qualifi-che di Manutenzione
Metodologia Formativa e Project WorkLa metodologia formativa utilizzata è stata quella della “Action
Learning”, pertanto la erogazione dei contenuti formativi è stata con-tinuamente correlata ed integrata con situazioni reali ( case history) generati dal processo produttivo specifico SARAS.
Elemento significativo della Action Learning è stato il “project work” che nell’approccio metodologico Festo non è mai una tesina finale,ovvero una “vetrina” del sapere acquisito, ma l’occasione per sperimentare sul campo, metodi e strumenti appresi nel contesto formativo.
Ogni progetto realizzato ha previsto un livello di conoscenza e di capacità operative documentabili, osservabili e misurabili, quindi valutabili e tracciabili.
Sviluppo dei Project WorkI punti chiave del project Work sono stati:
c La individuazione di un “bad actor”. c La individuazione del Team ( composto da professionalità eteroge-nee e guidate da un project leader Saras).c L’utilizzo di una metodologia di Problem Solving.
Il bad actor individuato era rappresentato da una anomalia o guasto “critico” pesato secondo criteri di frequenza, durata, effetti (inefficienza, ritardi, scarti, sicurezza ) e costi totali.
Ogni Project Work è stato quindi realizzato in riferimento a: c obiettivi attesi ( individuazione di un “cruscotto” KPI ); c metodologie adottate ( analisi OEE, Analisi Fmeca, Analisi RCA);c attrezzature e macchinari disponibili; c documentazione e materiale informativo disponibile;c sicurezza;c risultati attesi e valutabili.
Esempi di Project Work ( su un totale di 18 bad actor individuati):c Incremento del 20% della disponibilità del dissalatore. c Riduzione del 40% dei costi di manutenzione a rottura del sistema Vessel-Pompe.c Riduzione MTTR Scambiatori di Calore.c Altro…
Alcuni dei Project Work potranno essere inseriti tra le azioni pre-viste nelle aree di successo del processo Affidabilità e Manutenzione d’Area quali Affidabilità, Manutenzione e Monitoraggio, realizzando di fatto una linea di congiunzione tra l’intervento di formazione e certificazione del personale di manutenzione e gli obiettivi del nuovo progetto operativo.
19-21 Art. Sanna.indd 21 01/09/11 10.17