PROCESSI DI FORMATURA PLASTICA MASSIVA: TRAFILATURA .pdf · 2009-04-21 · 3 5 Processi di...
13
1 Processi di formatura plastica Processi di formatura plastica massiva massiva: Trafilatura : Trafilatura 1 PROCESSI DI FORMATURA PLASTICA MASSIVA: TRAFILATURA Processi di formatura plastica Processi di formatura plastica massiva massiva: Trafilatura : Trafilatura 2 • Operazione con la quale si obbliga una barra a passare attraverso un foro di dimensione inferiore, ricavato in una piastra chiamata filiera, in modo che il materiale si allunghi a spese dell'area normale alla direzione di trafilatura TRAFILATURA
Transcript of PROCESSI DI FORMATURA PLASTICA MASSIVA: TRAFILATURA .pdf · 2009-04-21 · 3 5 Processi di...
1
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura1
PROCESSI DI FORMATURA PLASTICA MASSIVA:
TRAFILATURA
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura2
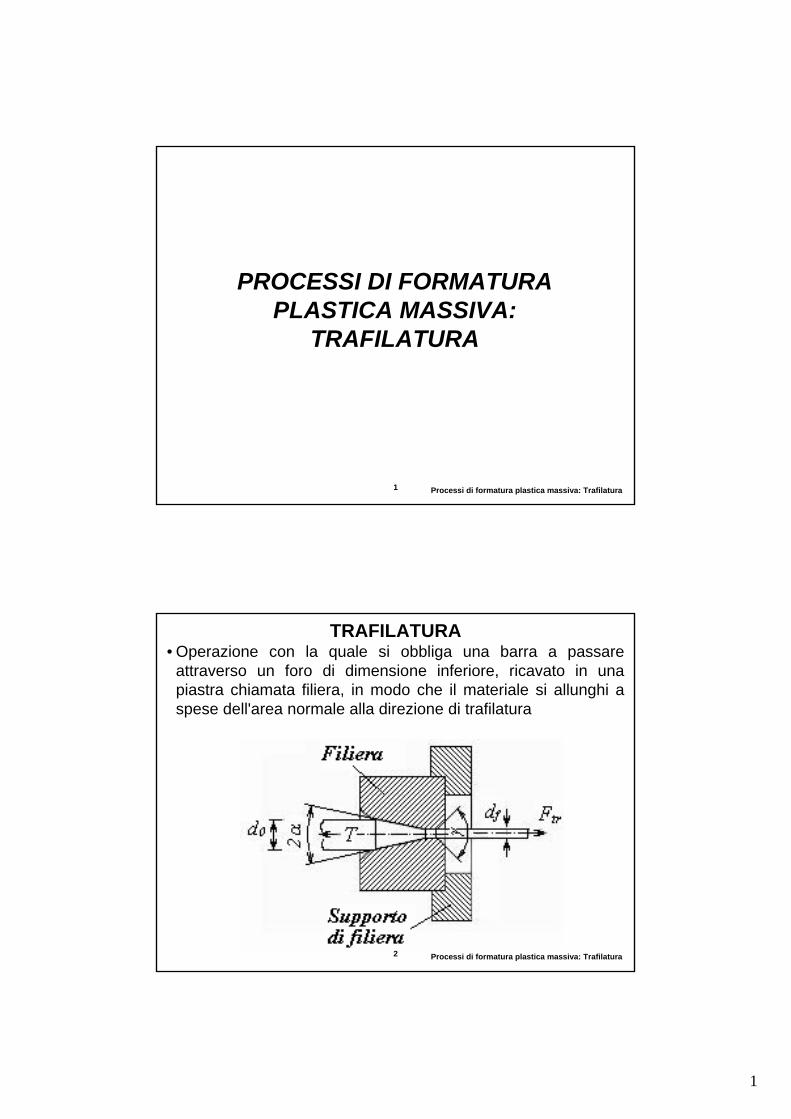
• Operazione con la quale si obbliga una barra a passare attraverso un foro di dimensione inferiore, ricavato in una piastra chiamata filiera, in modo che il materiale si allunghi aspese dell'area normale alla direzione di trafilatura
TRAFILATURA
2
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura3
• Prodotti della trafilatura:• barre• fili metallici• tubi
TRAFILATURAA seconda della sezione della barra di partenza si parla di:
• trafilatura di barre: sezione grande • trafilatura di fili: sezione piccola
Grezzi da trafilare: laminati, estrusi, trafilati
Trafilatura eseguita anche sui tubi per ridurne sia il diametro che lo spessore e per conferire loro maggiore resistenza meccanica e migliore finitura
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura4
Decapaggio:• permette di eliminare dalla superficie lo strato di ossidi formatosi durante
precedenti operazioni di laminazione o trattamenti termici di ricottura• compiuto in bagno di acido solforico o di acido cloridrico:
• in luogo del decapaggio si può eseguire:• scagliatura meccanica: realizzata facendo passare il filo fra rulli che lo
piegano alternativamente in un senso e in quello opposto in modo da rompere lo strato di ossido
• Disossidazione:• per via idraulica sottoponendo la vergella a getti di acqua in pressione • mediante processi di induzione che sfruttano la diversa dilatazione
termica dell'acciaio e dell'ossido• mediante pallinatura con sferette di acciaio lanciante contro la vergella
ad alta velocità
TRATTAMENTI PRELIMINARI
3
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura5
Preparazione dell’estremità del filo:• estremità del filo assottigliata ed appuntirla per consentire l'ingresso
del filo nella filiera• procedimento compiuto a macchina (martellatrice) oppure
chimicamente, mediante immersione in acido cloridrico diluito bollente
Fosfatazione:• immersione del filo in una soluzione acquosa di fosfati di Fe, Zn e
Mn ➠ sulla superficie del filo si ancorano piccoli cristalli di fosfati che esplicano un'azione lubrificante
TRATTAMENTI PRELIMINARI
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura6
Lubrificazione• Necessaria per ridurre l'attrito e facilitare il passaggio del
materiale nella filiera • Può avvenire:
• a secco• lubrificanti in polvere: predomina l'uso di sapone al Na e
di saponi metallici come gli stearati di Ca ed Al• grassi: si usano grassi organici o sintetici
• ad umido• materiale immerso completamente in lubrificanti liquidi
Nel caso di metalli ad alta resistenza come acciai si riveste il filo o la barra con metalli duttili (rame o stagno). Per il titanio si usano polimeri.
TRATTAMENTI PRELIMINARI
4
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura7
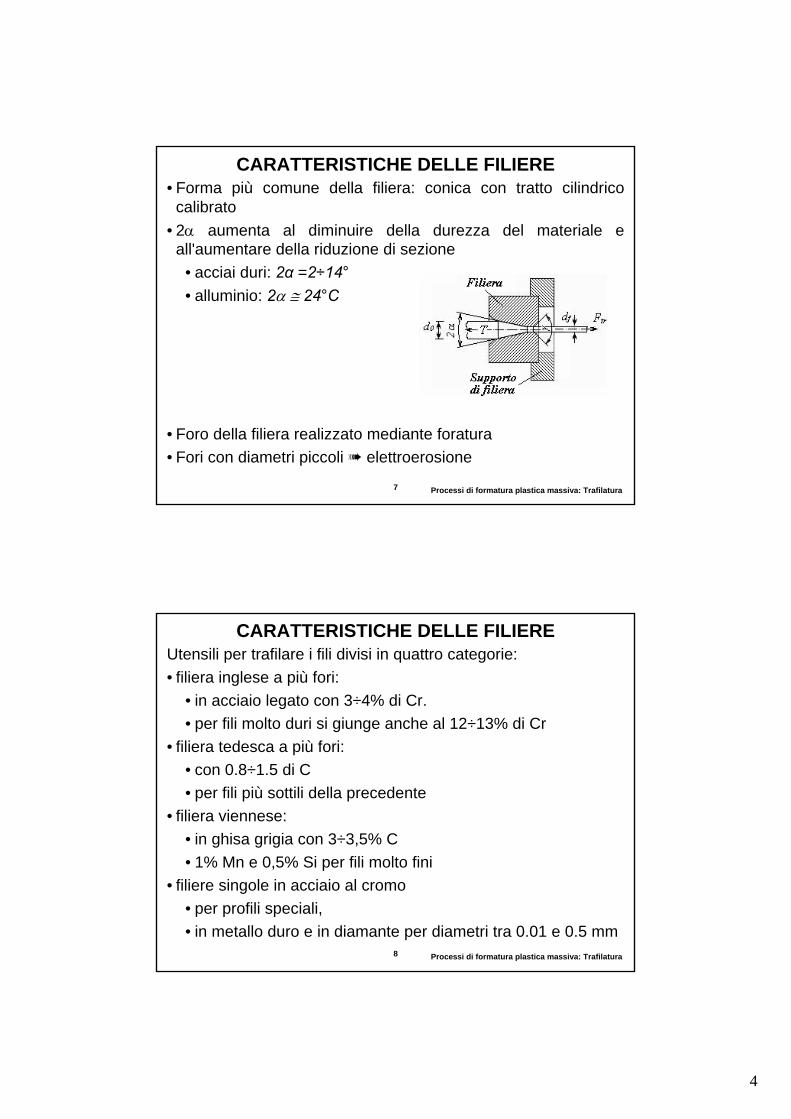
• Forma più comune della filiera: conica con tratto cilindrico calibrato
• 2α aumenta al diminuire della durezza del materiale e all'aumentare della riduzione di sezione
• acciai duri: 2α =2÷14°• alluminio: 2α ≅ 24°C
• Foro della filiera realizzato mediante foratura• Fori con diametri piccoli ➠ elettroerosione
CARATTERISTICHE DELLE FILIERE
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura8
Utensili per trafilare i fili divisi in quattro categorie:• filiera inglese a più fori:
• in acciaio legato con 3÷4% di Cr. • per fili molto duri si giunge anche al 12÷13% di Cr
• filiera tedesca a più fori:• con 0.8÷1.5 di C• per fili più sottili della precedente
• filiera viennese:• in ghisa grigia con 3÷3,5% C• 1% Mn e 0,5% Si per fili molto fini
• filiere singole in acciaio al cromo• per profili speciali, • in metallo duro e in diamante per diametri tra 0.01 e 0.5 mm
CARATTERISTICHE DELLE FILIERE
5
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura9
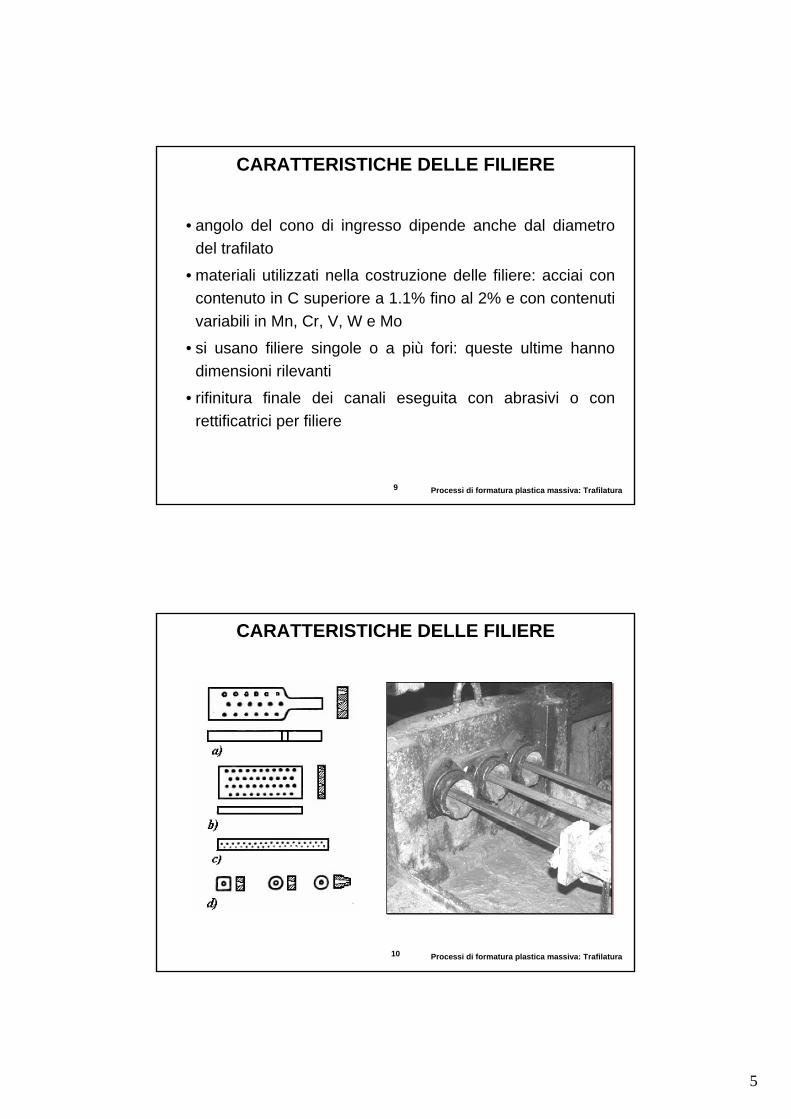
• angolo del cono di ingresso dipende anche dal diametro del trafilato
• materiali utilizzati nella costruzione delle filiere: acciai concontenuto in C superiore a 1.1% fino al 2% e con contenuti variabili in Mn, Cr, V, W e Mo
• si usano filiere singole o a più fori: queste ultime hanno dimensioni rilevanti
• rifinitura finale dei canali eseguita con abrasivi o con rettificatrici per filiere
CARATTERISTICHE DELLE FILIERE
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura10
CARATTERISTICHE DELLE FILIERE
6
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura11
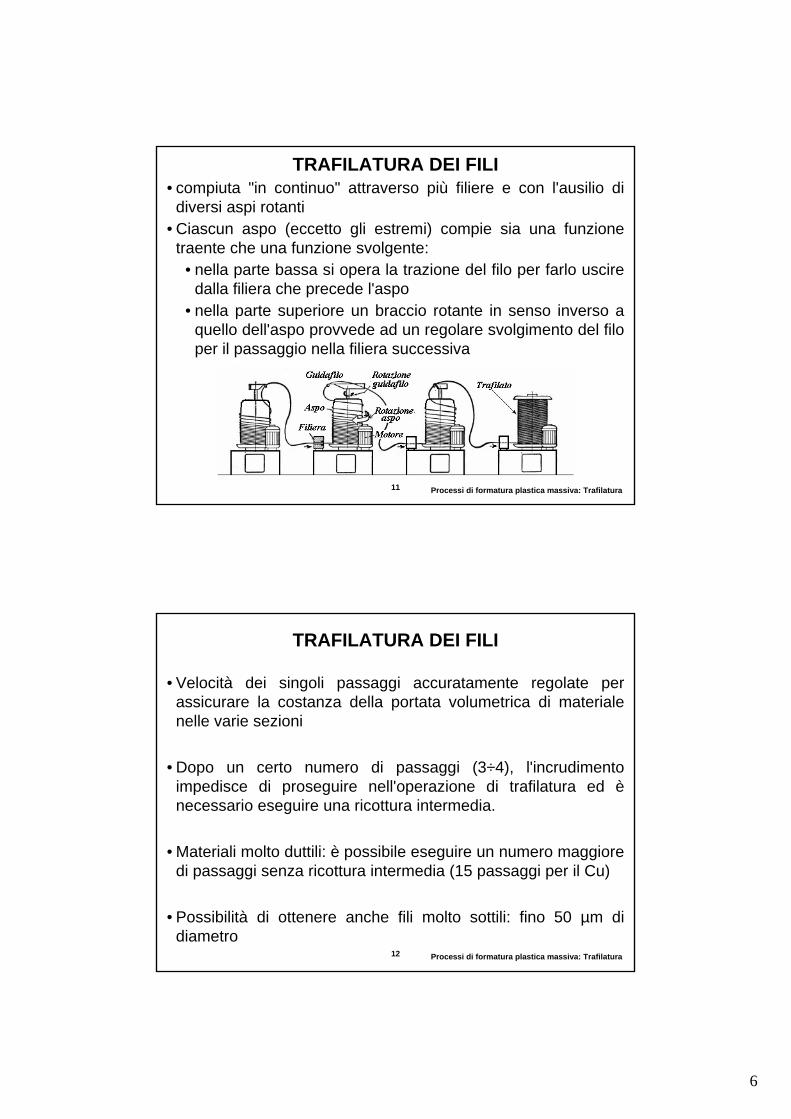
• compiuta "in continuo" attraverso più filiere e con l'ausilio di diversi aspi rotanti
• Ciascun aspo (eccetto gli estremi) compie sia una funzione traente che una funzione svolgente:
• nella parte bassa si opera la trazione del filo per farlo usciredalla filiera che precede l'aspo
• nella parte superiore un braccio rotante in senso inverso a quello dell'aspo provvede ad un regolare svolgimento del filo per il passaggio nella filiera successiva
TRAFILATURA DEI FILI
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura12
• Velocità dei singoli passaggi accuratamente regolate per assicurare la costanza della portata volumetrica di materiale nelle varie sezioni
• Dopo un certo numero di passaggi (3÷4), l'incrudimento impedisce di proseguire nell'operazione di trafilatura ed ènecessario eseguire una ricottura intermedia.
• Materiali molto duttili: è possibile eseguire un numero maggiore di passaggi senza ricottura intermedia (15 passaggi per il Cu)
• Possibilità di ottenere anche fili molto sottili: fino 50 µm di diametro
TRAFILATURA DEI FILI

7
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura13
TRATTAMENTI DI RICOTTURA
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura14
• Si usano banchi nei quali il materiale viene trafilato barra perbarra, per tratti lunghi al più come il banco stesso
• Barra trascinata attraverso la filiera con opportuni sistemi • Si possono trafilare barre di diametro fino ad oltre 20 mm• Barre trafilate molto resistenti a causa della loro struttura
fibrosa e sono superiori alle barre laminate per levigatezza della superficie, precisione e costanza del diametro ed omogeneità della struttura
TRAFILATURA DI BARRE

8
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura15
• Terminata la trafilatura dei fili o delle barre si potrà eseguire:• un trattamento termico finale di ricottura• la raddrizzatura (tirando il filo attraverso una serie di coppie
di rulli) • il taglio
• Filo metallico, infine, sottoposto ad ulteriori trattamenti per la produzione dei suoi derivati:
• cordatura dei cavi • bobinatura del filo di rame• fabbricazione dei chiodi• fabbricazione della rete metallica• ecc.
OPERAZIONI SUCCESSIVE ALLA TRAFILATURA
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura16
ANGOLO OTTIMALE DI FILIERA
αα ⋅++= CBATtot
A: lavoro di deformazioneB/α: lavoro speso per attrito (↓ se α ↑)
C⋅α: lavoro speso per distorsione (↑ se α ↑)

9
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura17
• Se:
nel trafilato si possono innescare degli allungamenti plastici indesiderati non dovuti all’azione della filiera
CONDIZIONE LIMITE DI TRAFILATURA
trafσ σ=
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura18
• Effetti: • aumento della forza di trafilatura• riduzione delle pressioni e quindi dell’usura della filiera
CONTROTIRO
bb
0
TA
σ =
10
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura19
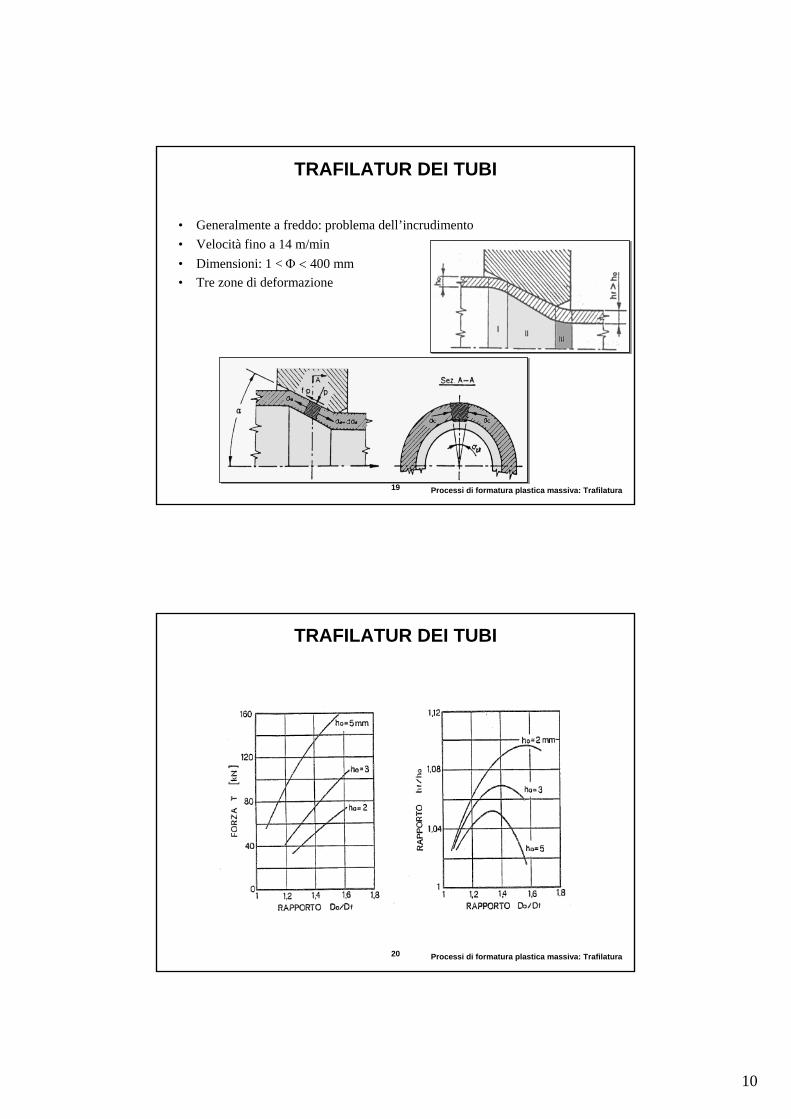
• Generalmente a freddo: problema dell’incrudimento• Velocità fino a 14 m/min• Dimensioni: 1 < Φ < 400 mm• Tre zone di deformazione
TRAFILATUR DEI TUBI
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura20
TRAFILATUR DEI TUBI
11
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura21
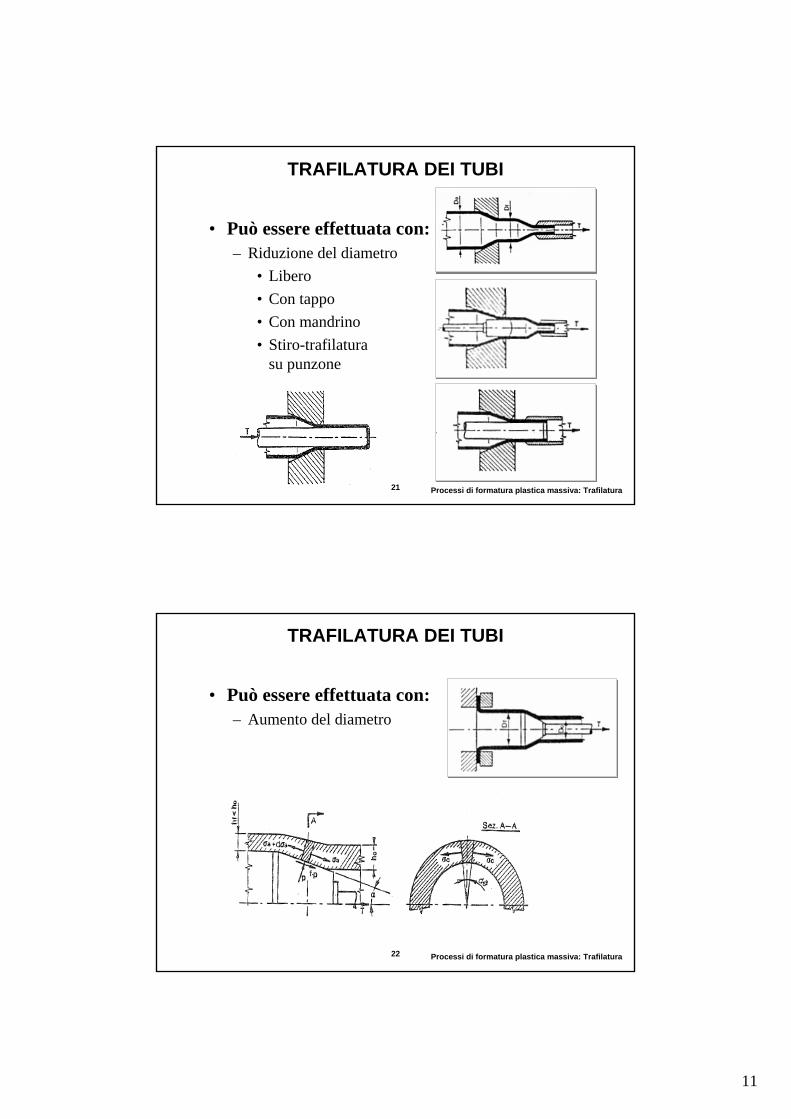
• Può essere effettuata con:– Riduzione del diametro
• Libero• Con tappo• Con mandrino• Stiro-trafilatura
su punzone
TRAFILATURA DEI TUBI
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura22
• Può essere effettuata con:– Aumento del diametro
TRAFILATURA DEI TUBI
12
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura23
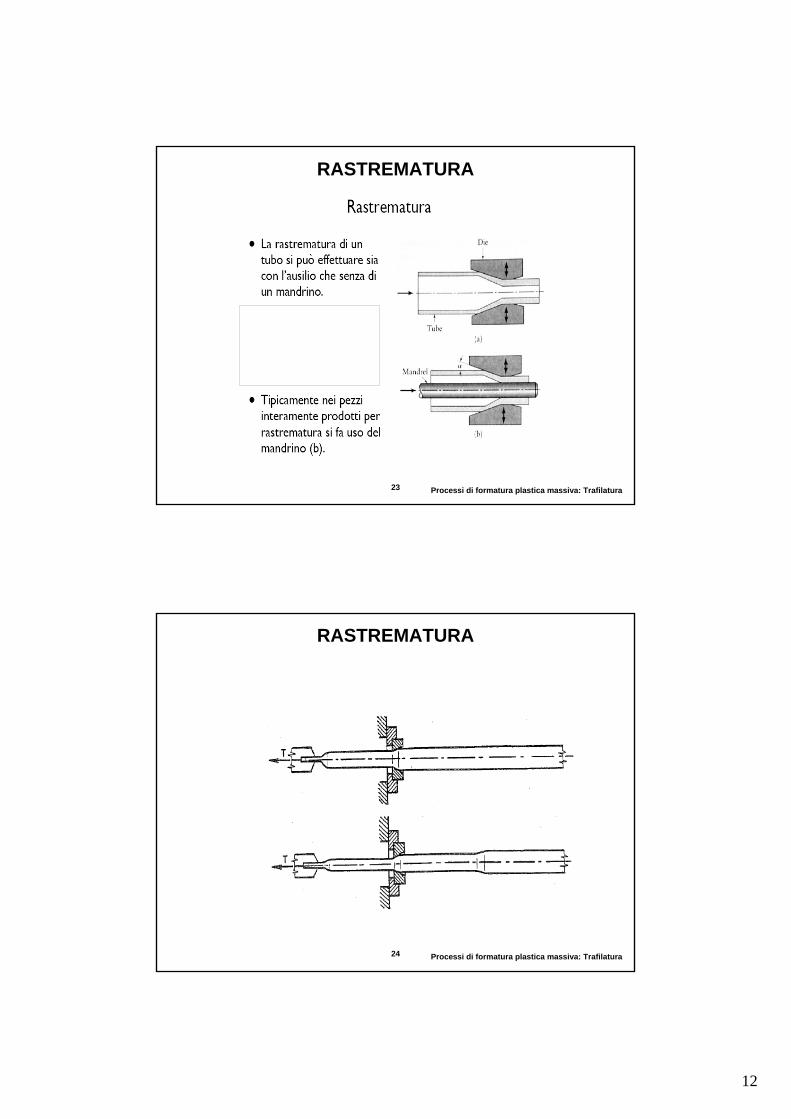
RASTREMATURA
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura24
RASTREMATURA

13
Processi di formatura plastica Processi di formatura plastica massivamassiva: Trafilatura: Trafilatura25
TRAFILATUR DEI TUBI