
FORMATURA IN GESSO - UniBG IN GESSO.pdf · metodi di formatura 02468101214161 forma in metallo...
24
FORMATURA IN GESSO Cagliani Claudio 22757 Colla Andrea 27771 Gelmi Guido 27620 Mapelli Serena 22492 1
Transcript of FORMATURA IN GESSO - UniBG IN GESSO.pdf · metodi di formatura 02468101214161 forma in metallo...
FORMATURA IN GESSO
Cagliani Claudio 22757
Colla Andrea 27771
Gelmi Guido 27620
Mapelli Serena 22492
1
La fusione in forme di gesso è un processo specializzato nella produzione di getti non ferrosi che
necessitano accuratezza dimensionale, basse rugosità e dettagli riprodotti più fedelmente rispetto a
quelli ottenibili con forme in sabbia o in forma permanente.
Generalmente sono riconosciuti quattro processi di formatura in gesso:
1. formatura convenzionale in gesso
2. unione di piastre modello
3. processo Antioch
4. processo di formatura in schiuma
APPLICAZIONI
La formatura in gesso viene utilizzata per produrre getti molto vicini alle dimensioni richieste, ad
esempio: ruote dei compressori, attrezzatura per componenti elettronici, sistemi di iniezione del
carburante per l’industria aerospaziale, sistemi per scambiatori di calore, oreficeria .
Se questi componenti venissero fusi con gli altri tipi di stampi risulterebbero molto più costosi.
Per la maggior parte delle fusioni solo una piccola porzione della produzione mondiale richiede le
caratteristiche della formatura in gesso.
Circa il 90% dei getti in gesso pesa meno di 9 Kg l’uno, i getti realizzati con le altre metodologie
pesano in media 34 Kg e vengono prodotti in volumi superiori anche se è stato realizzato con
successo un getto in lega di alluminio del peso di 1815 Kg .
VANTAGGI
La maggior parte dei vantaggi garantiti dall’uso della formatura in gesso sono:
2
1. finitura superficiale da 50 a 125 RMS ottenuti usando forme in gomma flessibili e
incorporando i vantaggi delle tecniche a cera persa permettendo di realizzare progetti
complessi .
2. la caratteristica fluidità dell’impasto agevola la realizzazione di forme complesse
3. l’accuratezza dimensionale dei getti è elevata
4. le sezioni sottili possono essere fuse perché il getto normalmente raffredda lentamente per le
caratteristiche isolanti del gesso; i limiti dello spessore delle pareti sono in funzione del
progetto del getto
5. il lento raffreddamento minimizza i ritiri e le deformazioni permettendo uniformità della
struttura e garantendo caratteristiche meccaniche elevate
6. la formatura in gesso permette un controllo preciso del gradiente termico della forma, questo
ottimizza le proprietà meccaniche desiderate in aree isolate di getti complessi
SVANTAGGI
Gli svantaggi nell’utilizzo della formatura in gesso dipendono dalle procedure di formatura e di
fusione:
1. costi elevati parzialmente causati dalla lunghezza delle procedure del processo e in parte del
non riutilizzo del gesso
2. la formatura in gesso richiede più attrezzature di quanto richieste negli altri metodi
3. la lunghezza del processo per la realizzazione degli stampi rende improponibile la
produzione di serie
4. con eccezione per la formatura in schiuma la permeabilità delle forme in gesso è più bassa
se comparata con quella in sabbia. Inoltre è solitamente necessario applicare pressione o
sottovuoto durante il riempimento dello stampo o realizzare una maggior permeabilità con
speciali procedure
3
COMPOSIZIONE DELLE FORME IN GESSO
In tutti i processi per realizzare le forme in gesso e le anime il principale componente è il solfato di
calcio altri materiali sono utilizzati per aumentare alcune proprietà come resistenza, permeabilità e
col abilità.
Le anime sono tipicamente realizzate con lo stesso materiale e lo stesso processo ma a volte
vengono prodotte come quelle per fusione in sabbia.
PRODUZIONE DELL’IMPASTO
Il gesso viene mischiato con acqua per realizzare l’impasto.
Quest’impasto viene immediatamente rovesciato sopra un modello o in una cassa d’anima, dove
solidifica prendendo la forma desiderata.
Il passo successivo è quello di seccare il gesso in modo tale da rimuovere l’acqua in eccesso.
Le temperature variano in funzione del processo di formatura:se viene usata la cera, la temperatura
deve essere sufficiente per la rimozione dei modelli in cera.
Le forme in gesso hanno bassa capacità termica infatti il tempo di raffreddamento dei getti è lento.
4
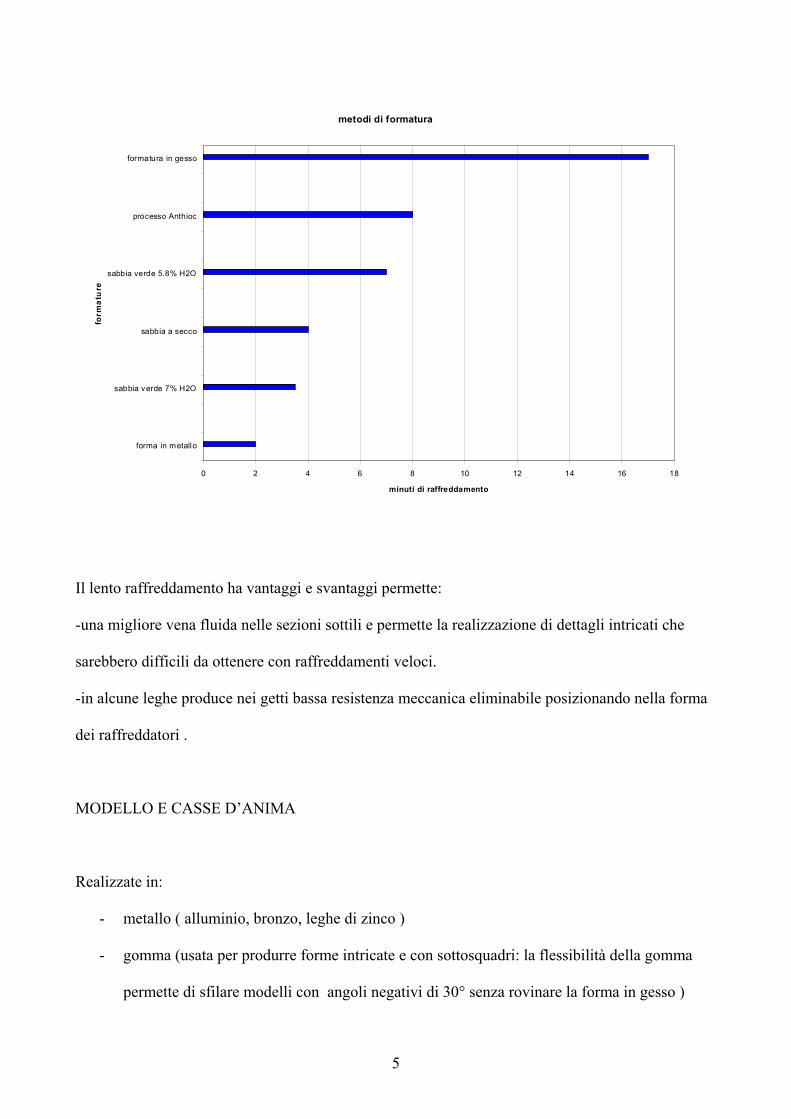
metodi di formatura
0 2 4 6 8 10 12 14 16 1
forma in metallo
sabbia verde 7% H2O
sabbia a secco
sabbia verde 5.8% H2O
processo Anthioc
formatura in gesso
form
atu
re
minuti di raffreddamento
8
Il lento raffreddamento ha vantaggi e svantaggi permette:
-una migliore vena fluida nelle sezioni sottili e permette la realizzazione di dettagli intricati che
sarebbero difficili da ottenere con raffreddamenti veloci.
-in alcune leghe produce nei getti bassa resistenza meccanica eliminabile posizionando nella forma
dei raffreddatori .
MODELLO E CASSE D’ANIMA
Realizzate in:
- metallo ( alluminio, bronzo, leghe di zinco )
- gomma (usata per produrre forme intricate e con sottosquadri: la flessibilità della gomma
permette di sfilare modelli con angoli negativi di 30° senza rovinare la forma in gesso )
5
- resine epossidiche ( usate quando vengono richiesti più modelli dato che possono essere
realizzate con stampi metallici e garantiscono stabilità dimensionali e lunga durata nel
tempo)
- legno ( poco usato data la scarsa compatibilità con l’acqua che provoca deformazioni
rigonfiamenti e scarsa stabilità dimensionale )
ESSICCAMENTO
Le forme in gesso costruite con qualsiasi processo devono essere seccate.
Le più comuni temperature di essiccamento hanno un delta che varia dai 120 ai 260°C.
Una volta ottenuto l’ottimo di temperatura questa va mantenuta con una tolleranza di + 6°C.
La temperatura di estrazione dai forni non deve essere superiore ai 205°C.
STAFFE
Le staffe sono solitamente costruite da ferro a basso tenore di carbonio o da alluminio.
Esse variano in funzione di :
dimensione del getto
numero di forme identiche da produrre
numero di stampi per ognuna
FUSIONE
Solo i metalli non ferrosi sono fusi in gesso ( per i ferrosi non è possibile date le elevata temperature
che farebbero subire trasformazione di fase al gesso ).
Alluminio
6
Tutte le leghe di alluminio che possono essere fuse con successo in sabbia sono ottime anche per la
fusione in gesso.
Le più usate sono A43, A344, A355, e la A357 come preferita.
Rame
Le leghe di rame che solitamente contengono più del 5% di piombo, non vengono utilizzate dato il
forte legame chimico, che può causare rugosità superficiali in contrapposizione alle caratteristiche
della formatura in gesso.
Leghe di magnesio
Non vengono usate data la possibilità di reazione ( esplosione) del magnesio con eventuali residui
di acqua.
Leghe di zinco
Sono frequentemente usate per la produzione di prototipi data la somiglianza con l’alluminio per
quanto riguarda i coefficienti termici di espansione.
PRODUZIONE FORME IN GESSO
Per produrre uno stampo bisogna seguire la seguente sequenza di passi:
1. miscelare gli ingrediente secchi :
-talco ceramico
-cenere
-sabbia
-cemento Portland
-fibre di vetro
-terra alba
2. aggiungere l’acqua
3. lasciare in ammollo per 2-4 minuti
7
4. miscelare per 2-4 minuti
5. rivestire le matrici o le casse d’anima
6. versare l’impasto liquido
7. lasciare riposare a temperatura ambiente per 15 minuti
8. rimuovere la matrice
9. asciugare lo stampo
10. assemblare anime e unire i semistampi
Miscelazione del composto liquido
Equipaggiamento richiesto per miscelare l’impasto è molto importante.
L’altezza del contenitore deve essere uguale al suo diametro superiore, quello inferiore due terzi di
quello superiore.
L’agitatore deve avere inclinazioni particolari.
8
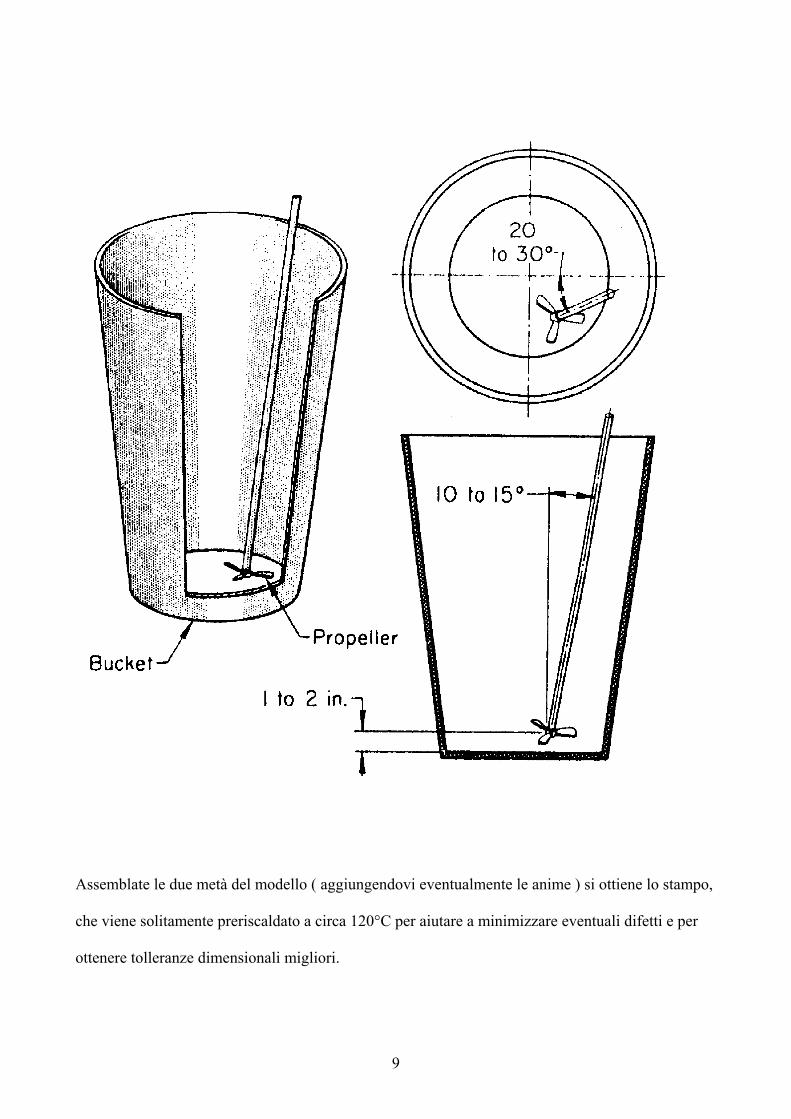
Assemblate le due metà del modello ( aggiungendovi eventualmente le anime ) si ottiene lo stampo,
che viene solitamente preriscaldato a circa 120°C per aiutare a minimizzare eventuali difetti e per
ottenere tolleranze dimensionali migliori.
9
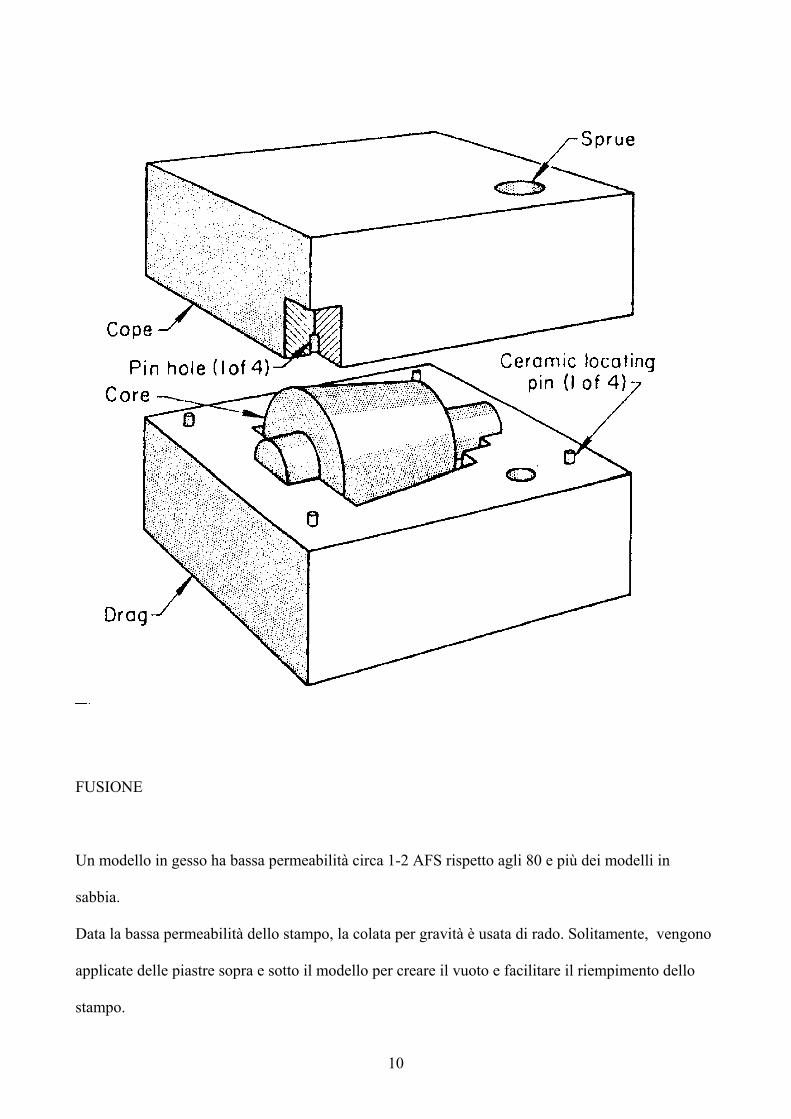
FUSIONE
Un modello in gesso ha bassa permeabilità circa 1-2 AFS rispetto agli 80 e più dei modelli in
sabbia.
Data la bassa permeabilità dello stampo, la colata per gravità è usata di rado. Solitamente, vengono
applicate delle piastre sopra e sotto il modello per creare il vuoto e facilitare il riempimento dello
stampo.
10
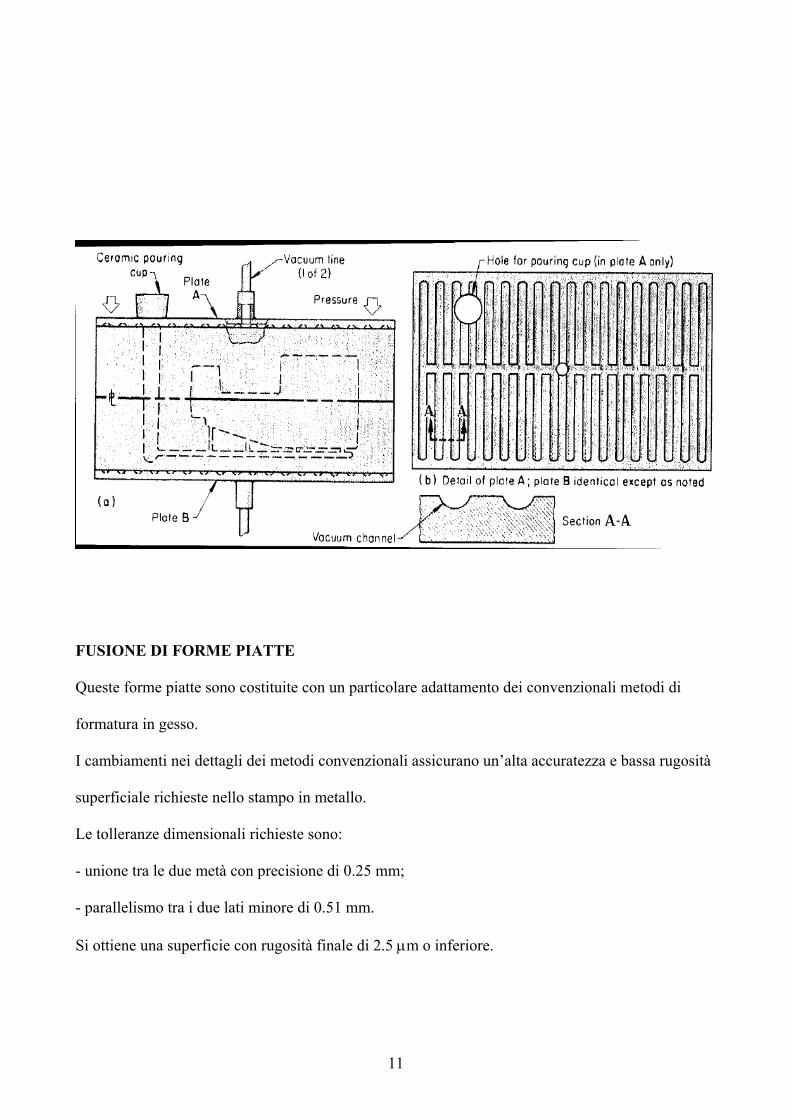
FUSIONE DI FORME PIATTE
Queste forme piatte sono costituite con un particolare adattamento dei convenzionali metodi di
formatura in gesso.
I cambiamenti nei dettagli dei metodi convenzionali assicurano un’alta accuratezza e bassa rugosità
superficiale richieste nello stampo in metallo.
Le tolleranze dimensionali richieste sono:
- unione tra le due metà con precisione di 0.25 mm;
- parallelismo tra i due lati minore di 0.51 mm.
Si ottiene una superficie con rugosità finale di 2.5 µm o inferiore.
11
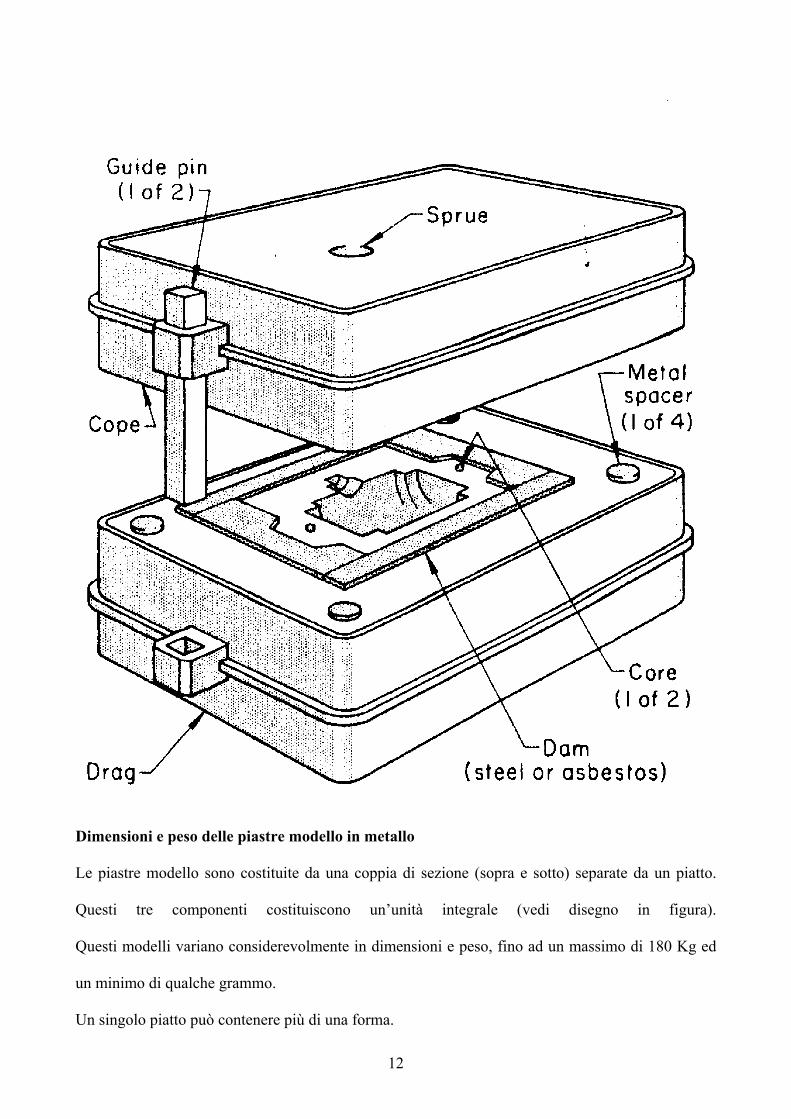
Dimensioni e peso delle piastre modello in metallo
Le piastre modello sono costituite da una coppia di sezione (sopra e sotto) separate da un piatto.
Questi tre componenti costituiscono un’unità integrale (vedi disegno in figura).
Questi modelli variano considerevolmente in dimensioni e peso, fino ad un massimo di 180 Kg ed
un minimo di qualche grammo.
Un singolo piatto può contenere più di una forma.
12
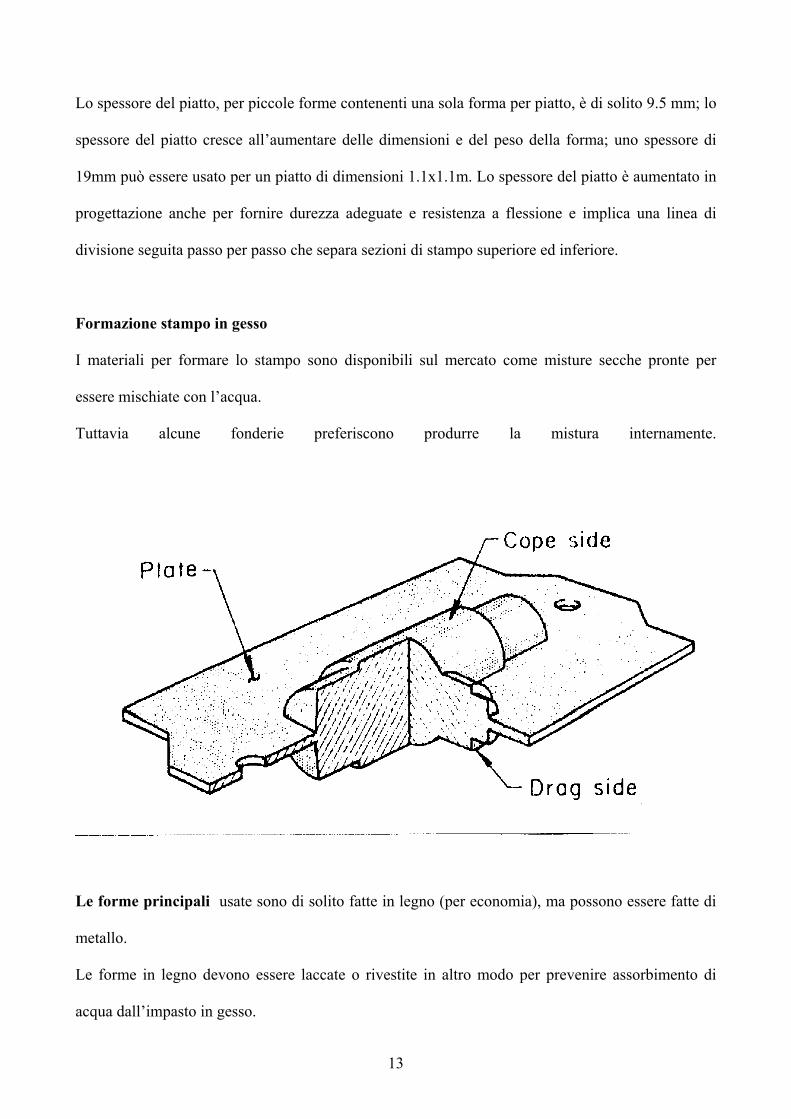
Lo spessore del piatto, per piccole forme contenenti una sola forma per piatto, è di solito 9.5 mm; lo
spessore del piatto cresce all’aumentare delle dimensioni e del peso della forma; uno spessore di
19mm può essere usato per un piatto di dimensioni 1.1x1.1m. Lo spessore del piatto è aumentato in
progettazione anche per fornire durezza adeguate e resistenza a flessione e implica una linea di
divisione seguita passo per passo che separa sezioni di stampo superiore ed inferiore.
Formazione stampo in gesso
I materiali per formare lo stampo sono disponibili sul mercato come misture secche pronte per
essere mischiate con l’acqua.
Tuttavia alcune fonderie preferiscono produrre la mistura internamente.
Le forme principali usate sono di solito fatte in legno (per economia), ma possono essere fatte di
metallo.
Le forme in legno devono essere laccate o rivestite in altro modo per prevenire assorbimento di
acqua dall’impasto in gesso.
13
Sono realizzate separatamente le forme dello stampo superiore ed inferiore. Prima della colata
dell’impasto di gesso la forma è coperta con un agente di rilascio.
Mescolamento e colata dell’impasto
Procedimenti ed attrezzature per il mescolamento e la colata dell’impasto nelle forme è
essenzialmente la stessa degli altri processi convenzionali.
E’ pratica comune eseguire diversi fori nella conchiglia con un chiodo o un filo di ferro
immediatamente dopo la colata dell’impasto.
I fori servono per due motivi: essi attraversano l’intera sezione della conchiglia provvedendo
all’evacuazione dei gas sviluppatasi durante la colata; inoltre attraverso questi fori è facilitata la
separazione delle conchiglie e la rimozione delle forme agendo sui canali di iniezione dell’aria
compressa.
Tempo di preparazione
L’impasto è preparato in 20-35 minuti; dopo la preparazione dell’impasto la forma è rimossa e la
conchiglia viene lasciata asciugare.
Asciugatura
Le conchiglie devono essere asciugate il più velocemente possibile dopo che il gesso è stato
preparato. Non sono possibili alte temperature, perché provocherebbero distorsioni e cambiamenti
nelle dimensioni.
Di solito le conchiglie sono asciugate dai 120 ai 205°C per 12-72 ore.
Dimensioni e spessore della conchiglia determinano la durata di permanenza nei forni di
asciugatura.
Il centro del più sottile spessore della conchiglia dovrebbe raggiungere al massimo 105°C prima
della completa asciugatura.
14
La permeabilità della conchiglia a questo punto è approssimativamente la stessa di una conchiglia
convenzionale (da 1 a 2 AFS).
Assemblaggio delle conchiglie
Dopo che le due metà della conchiglia hanno raggiunto la temperatura ambiente, vengono unite
come mostrato in figura.
L’assemblaggio è molto differente rispetto agli altri metodi convenzionali.
Le anime, se usate, sono posizionate nella metà inferiore della conchiglia.
Le anime interne sono usate solo in stampi di grosse dimensioni, affinché lo stampo sia più leggero
e più maneggevole. Esse sono costituite di sabbia.
Nelle sezioni pesanti è pratica comune inserire nella forma raffreddatori di alluminio a forma di
chiodo in numero da 50 a 100.
La parte superiore, allineata con spine di centraggio, è abbassata sopra quella inferiore (vedi figura).
Viene tenuta sollevata per una distanza uguale allo spessore desiderato del piatto.
In ogni angolo sono inseriti dei distanziatori in metallo dello stesso spessore e barriere in ferro o
Fiberfrax per formare il contorno desiderato.
Quando il metallo è colato, esso fluisce nello spazio tra la forma superiore ed inferiore, formando la
porzione di piatto del modello.
Metalli usati
Il modello è composto da alluminio legato, più frequentemente il 355 e 356.
Una fonderia usa quantità uguali di 356 e 319 per una maggiore duttilità e lavorabilità alle macchine
utensili.
La duttilità è importante perché la forma spesso richiede alte resistenze.
15
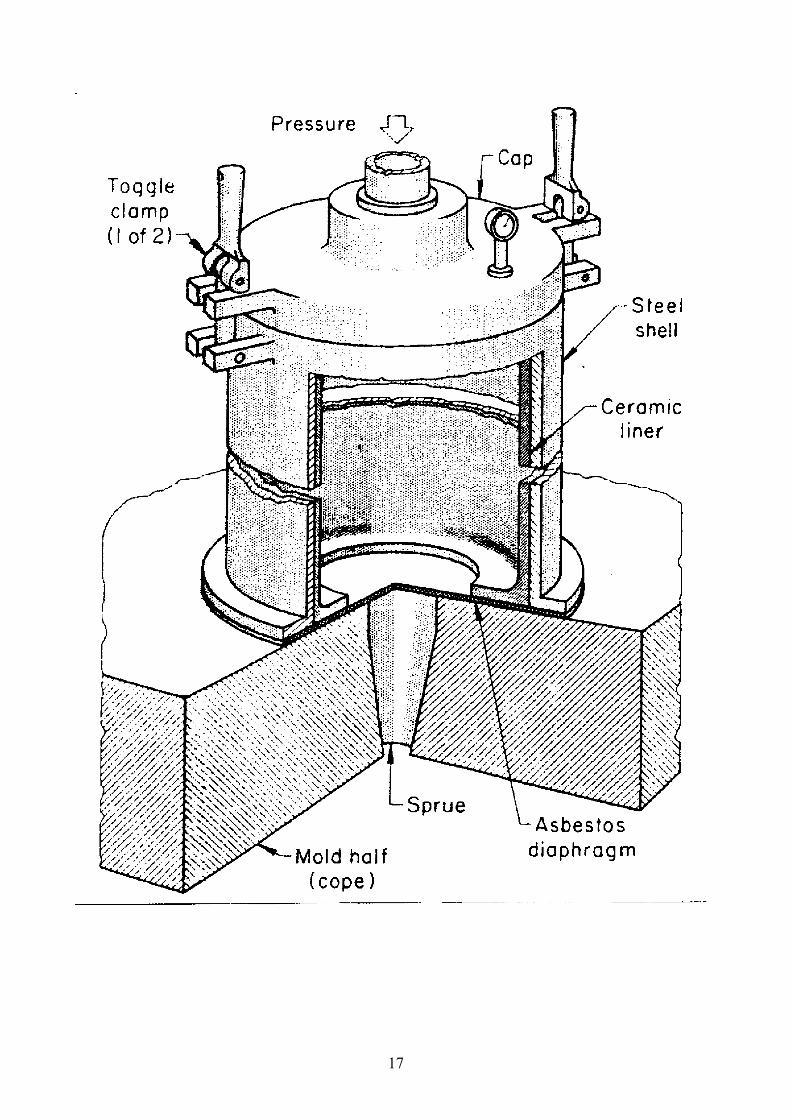
Colata
A causa della bassa permeabilità dello stampo sono necessari alcuni accorgimenti per consentire un
veloce e totale riempimento della conchiglia. Questi possono essere: l’iniezione in pressione oppure
l’aspirazione con vuoto dell’impasto. Di solito si usa l’iniezione perché le attrezzature per eseguirla
sono adattabili ad un maggior numero di dimensioni del flask.
Tuttavia tutte le fonderie usano una combinazione tra aspirazione ed iniezione.
L’atttrezzatura per creare pressione è mostrata in figura.
Il primo passo nel suo utilizzo è di mettere una pellicola di un foglio di Fiberfrax di spessore circa
3.1mm sopra l’iniettore nella conchiglia.
Un cilindro in ceramica è poi posizionato sopra la pellicola.
Un quantitativo stabilito di metallo è colato nel cilindro, ed un coperchio è posto in cima al cilindro
e lo chiude ermeticamente.
Al coperchio è collegato un compressore; dopo che il coperchio è stato chiuso, le valvole dell’aria
si aprono. L’aria in pressione contro il metallo fuso rompe la pellicola di Fiberfrax e spinge il
metallo nella cavità della conchiglia. Si raggiunge nell’iniettore una pressione dai 10 ai 17 Kpa per
circa 30 minuti.
16
17
IL PROCESSO DI ANTIOCO
Questo processo è stato sviluppato per superare le principali limitazioni dei convenzionali stampi ed
anime della colata in gesso, senza sacrificarne i vantaggi.
Se le forme inessicate sono parzialmente deidratate e successivamente è permesso di reidratarsi
senza disturbi esterni, i cristalli di gesso lentamente recristallizzano in grani della stessa dimensione
di quelli in sabbia. La conchiglia acquisisce quindi una maggiore porosità e permeabilità.
La permeabilità va dai 15 a 30 AFS considerando che la permeabilità di un modello convenzionale
in gesso è di soli 1-2 AFS.
La ricristallizzazione non avviene sulla superficie della conchiglia perché in essa non c’è
abbastanza acqua, consentendo di ottenere superfici lisce.
Come aggiunta all’alta permeabilità raggiunta con il processo di deidratazione-reidratazione, le
conchiglie prodotte hanno una maggiore capacità di scambio termico rispetto alle convenzionali,
perché sono composte approssimativamente del 50% di sabbia.
La figura 1 mostra che il tempo di raffreddamento in un processo di Antioco è solo del 20% più
lunga rispetto all’analogo in sabbia verde ed è meno della metà del tempo richiesto con una colata
convenzionale in gesso.
Inoltre, al contrario di ciò che avviene con gli altri processi, queste conchiglie non si ritirano; infatti
queste si espandono molto poco durante il processo
A causa della loro struttura porosa gli stampi hanno una bassa resistenza; questa caratteristica
consentendo una rapida eliminazione delle anime minimizza la possibilità di rotture durante il ritiro.
18
Per stampi molto grandi questa bassa resistenza rende necessario talvolta l’utilizzo di rinforzi
interni, che sono un rivestimento solido o in resina esattamente come per gli stampi in sabbia.
Quando è possibile, i rinforzi sono da evitare a causa della differenza di ritiro tra il metallo di
rinforzo ed i materiali dello stampo.
Dopo la prepazione, ma prima del trattamento di deidratazione-reidratazione, gli stampi del
processo di Antioco hanno una durezza relativamente alta; quando si usano delle forme in gomma
flessibile questa durezza permette dei sottosquadri di forme particolari, senza danneggiare gli
stampi. Questo fa del processo di Antioco il migliore metodo per la produzione di stampi con angoli
e spigoli vivi come per rotori o ugelli.
Il maggiore svantaggio di questo processo, oltre ai già elevati costi di tutte le colate in gesso, è un
elevato tempo di preparazione dello stampo che occupa attrezzature costose per lungo periodo.
Materiali dello stampo e delle anime
La mistura secca per gli stampi e per le anime usate nel processo di Antioco consiste in sabbia
silicea, gesso, talco n°2, ed un basso quantitativo di materiali (come cemento Portland) per il
controllo delle dilatazioni.
Tuttavia ogni fonderia stabilisce la mistura ottimale, che viene modificata a seconda delle
dimensioni e della forma da realizzare.
I risultati migliori si ottengono pesando accuratamente tutti gli elementi.
La massima riproducibilità si ottiene solamente con l’uso di specifiche formule.
Processo
Per produrre uno stampo bisogna seguire la seguente sequenza di passi:
1.miscelare gli ingrediente secchi :
2.aggiungere l’acqua
3.lasciare in ammollo per 1-3 minuti
19
4.miscelare per 2-4 minuti
5.rivestire le matrici o le casse d’anima
6.versare l’impasto liquido
7.lasciare riposare a temperatura ambiente per 15 minuti
8.rimuovere la matrice
9.deidratazione in autoclave (6-12ore)
11. reidratazione in aria (14 ore)
12. asciugatura delle conchiglie
13. assemblare anime e unire i semistampi
Il tempo di settaggio per un impasto ottimale è approssimativamente di 15-20 minuti.
Questo tempo può venire ridotto aggiungendo il 3% di terra alba e scaldando l’acqua; per esempio il
valore minimo è di 6-7 minuti con acqua a 32°.
La temperatura e l’umidità dell’atmosfera circostante ha una bassa influenza sul tempo di settaggio,
tuttavia è preferibile avere una temperatura atmosferica di 21-27°C.
Deidratazione
Il tempo tra la preparazione dell’impasto e l’inizio del ciclo di deidratazione non è tanto importante
quanto prevenire l’asciugamento dello stampo.
Se lo stampo è coperto può essere tenuto tutta la notte, o talvolta nel week-end, senza un
significativo impatto sulla susseguente deidratazione.
Se gli stampi sono messi in una stanza umida questi possono essere mantenuti per un lungo periodo
prima di essere deidratati. Tuttavia il ciclo di deidratazione dovrebbe cominciare il prima possibile,
dopo la rimozione della forma.
Per la deidratazione, gli stampi sono messi in uno autoclave sigillata e in cui viene insufflato vapore
in pressione (105 Kpa) per 6-8 ore.
20
Per stampi molto grandi l’operazione dura 12 ore.
Successivamente l’autoclave viene aperta e vengono rimossi gli stampi.
Reidratazione
Lo stampo resta a temperatura ambiente per 14 ore, successivamente è pronto per l’asciugatura.
Temperatura di asciugatura varia da 175 a 230°C ed il tempo di asciugatura da 1 a 70 ore.
Questo dipende principalmente dalle dimensioni dello stampo e dalla temperatura.
Il centro dello stampo deve raggiungere una temperatura minima di 120°C. E’ importante che lo
stesso ciclo sia usato per tutti gli stampi della stessa grandezza.
La massima riproducibilità delle dimensioni si può ottenere solo attraverso uno stretto controllo di
questo ciclo.
Assemblaggio dello stampo è lo stesso descritto per i convenzionali stampi per il gesso. Dopo che
lo stampo ha raggiunto la temperatura ambiente, le anime sono poste in quella inferiore e lo stampo
viene chiuso. La chiusura è assicurata dagli spinotti di centraggio; quelli usati negli stampi del
processo di Antioco sono di solito dai 13 ai 19 mm di diametro.
Composizione del metallo
Tutti gli allumini legati che possono essere usati nelle altre tipologie di colata in gesso possono
essere usati anche nel processo di Antioco, così come molte leghe di rame.
Il processo di Antioco è usato per leghe che devono essere fuse a temperature di circa 1040°C.
Colata
E’ generalmente possibile eseguire la colata per gravità usando sistemi di colata simili a quelli per
gli stampi in sabbia.
21
Gli stampi sono di solito alla temperatura ambiente all’inizio della colata.
Il vuoto nello stampo viene creato quando c’è difficoltà nel raggiungere i punti più difficili o
quando sezioni sottili non sono ben riempite.
La tecnica è la stessa di quella della colata convenzionale con il vuoto.
PROCESSO DI FORMATURA IN SCHIUMA
Esso permette di raggiungere una maggiore permeabilità dello stampo e una più elevata resistenza
rispetto al processo di Antioco.
Questo è ottenuto aggiungendo un agente schiumogeno come Alkyll Aryl sulfonate che viene
aggiunto all’impasto di gesso per formare una schiuma.
Questo metodo forma schiuma creando molte bolle d’aria nell’impasto, diminuendone la densità ed
aumentandone il volume.
In generale stando attenti alla composizione del metallo fuso, dimensioni, forma ed applicazioni
degli stampi in schiuma sono le stesse delle alte procedure della colata in gesso.
Caratteristiche
Gli stampi realizzati con la schiuma hanno superfici lisce con celle d’ara giusto sotto la superficie.
Durante il settaggio ed la seguente asciugatura degli stampi, queste celle d’aria si allargano
unendosi permettendo, appena il metallo viene colato, l’uscita di gas.
La permeabilità di questi stampi dipende principalmente dall’incremento di volume causato
dall’aggiunta di aria nell’impasto.
Per la maggior parte degli stampi, si raccomanda un incremento del volume del 50-100%.
Questo aumenta la permeabilità di 15-30 AFS.
Attrezzature per la creazione della schiuma variano a seconda dell’impasto utilizzato e agitano la
mistura secca con dell’acqua. Il mescolatore deve essere in grado di insufflare aria nell’impasto
22
producendo bolle d’aria non più grandi di 0.25 mm di diametro; bolle d’aria grandi non sono
permesse, poichè sotto la spinta metallostatica si romperebbero provocando difetti nello stampo.
Indipendentemente dal tipo di mescolatore utilizzato, più la sua potenza è elevata e maggiore è la
finitura superficiale dello stampo (bolle d’aria piccole).
Il mescolatore è costituito da due dischi uniti di 3 mm di spessore e 127 di diametro, e sono in
gomma; esistono rimescolatori più grossi, fino a 152 mm di diametro.
Processo
1. Mescolare, a 32-43°C, la polvere secca con poca acqua, fino a consistenza di 80-100 AFS; il
mescolatore usato dovrebbe avere 2 velocità: la più veloce per mischiare la polvere con
l’acqua, e la più lenta per fare entrare aria nell’impasto. I tempi di mescolamento variano fino
ad ottenere il 100% di aumento di volume.
2. Colare l’impasto
3. Attendere dai 20 ai 40 minuti. Questo tempo è funzione della temperatura dell’acqua, della
velocità del mescolatore, dalle caratteristiche della polvere e dalla consistenza.
4. Togliere le forme
5. Asciugare con asciugatori a temperature dai 175 ai 260°C per 8-16 ore (dipende dalle
dimensioni)
6. Assemblaggio e chiusura.
Composizione dei metalli
Vanno bene tutte le leghe di alluminio, ma le più compatibili, sono le alluminio-magnesio
Colata
Tutte le tecniche di colata sono applicabili a questo tipo di colata.
Le qualità isolanti fanno di questo processo uno dei migliori per qualità.
23

24


















