
PIANO DI SICUREZZA E COORDINAMENTO - … · Dott. Alessandra Sani Ing. Matteo Betti Valutazioni...
39
G.E.A.L. S.p.A. - GESTIONE ESERCIZIO ACQUEDOTTI LUCCHESI - Viale Luporini, 1348 Lucca ELABORATO: OGGETTO: DATA: COMUNE DI LUCCA PROGETTO DEFINITIVO PROGETTISTI Ing. Giovanni Simonelli COLLABORATORI TECNICI Ing. Simone Franchini Ing. Alessandro Moscatelli OTTOBRE 2016 Collegamento della frazione di Nozzano e di altre frazioni al depuratore di Pontetetto SCALA: Reti e Impianti Ing. Carmine Miulli Impianti Elettrici Studio Omega Progetti Geom. Andrea Patriarchi Opere Architettoniche Arch. Domenico Gramazio Arch. Massimo Giaconi Ing. Giuseppe Lorenzo Opere Strutturali Dott. Antonella Grazzini Valutazioni ambientali Dott. Alessandra Sani Ing. Matteo Betti Valutazioni acustiche Ing. Filippo Ciolli Studio Ass. Archa Indagini Archeologiche GEOLOGIA Geol. Nicola Cempini Geol. Alessandro Agnelli ESPROPRI Geom. Andrea Patriarchi P.I. Davide Moretti Geom. Alessandro Bettarini Rilievi topografici Geom. Marco Menichini Disegni DIRETTORE TECNICO Ing. Mario Chiarugi Geol. Carlo Ferri
Transcript of PIANO DI SICUREZZA E COORDINAMENTO - … · Dott. Alessandra Sani Ing. Matteo Betti Valutazioni...
G.E.A.L. S.p.A. - GESTIONE ESERCIZIO ACQUEDOTTI LUCCHESI - Viale Luporini, 1348 Lucca
ELABORATO:
OGGETTO:
DATA:
COMUNE DI LUCCA
PROGETTO DEFINITIVO
PROGETTISTI
Ing. Giovanni Simonelli
COLLABORATORI TECNICI
Ing. Simone Franchini
Ing. Alessandro Moscatelli
OTTOBRE 2016
Collegamento della frazione di Nozzano e di altre frazioni al
depuratore di Pontetetto
SCALA:
Reti e Impianti
Ing. Carmine MiulliImpianti Elettrici
Studio Omega Progetti
Geom. Andrea PatriarchiOpere Architettoniche
Arch. Domenico GramazioArch. Massimo Giaconi
Ing. Giuseppe LorenzoOpere Strutturali
Dott. Antonella GrazziniValutazioni ambientali
Dott. Alessandra Sani
Ing. Matteo BettiValutazioni acustiche
Ing. Filippo Ciolli
Studio Ass. ArchaIndagini Archeologiche
GEOLOGIA
Geol. Nicola Cempini
Geol. Alessandro Agnelli
ESPROPRI
Geom. Andrea PatriarchiP.I. Davide Moretti
Geom. Alessandro BettariniRilievi topografici
Geom. Marco MenichiniDisegni
DIRETTORE TECNICO
Ing. Mario Chiarugi
Geol. Carlo Ferri
1
PROVINCIA DI LUCCA
COLLEGAMENTO DELLA FRAZIONE DI NOZZANO E DI ALTRE FRAZIONI AL DEPURATORE DI PONTETETTO
PROGETTO DEFINITIVO
RELAZIONE TECNICA RELINING
2
INDICE
1 PREMESSA .................................................................................................................................... 6
2 DESCRIZIONE DELL’INTERVENTO .................................................................................................... 7
3 DESCRIZIONE DEL PROCESSO ......................................................................................................... 8
3.1 TERMINOLOGIA UTILIZZATA ..................................................................................................................... 83.2 ABBREVIAZIONI E SIMBOLI ...................................................................................................................... 83.3 GENERALITÀ ......................................................................................................................................... 93.4 CAMPO DI APPLICAZIONE DEL PROCESSO DI LINING ...................................................................................... 93.5 MANIFESTAZIONI DEL DANNO ...............................................................................................................103.6 LIMITI ALL'IMPIEGO .............................................................................................................................113.7 REQUISITI ..........................................................................................................................................113.8 MATERIALI .........................................................................................................................................11
3.8.1 Sistemi di resine ......................................................................................................................113.8.2 Substrato ................................................................................................................................12
3.9 PELLICOLE E RIVESTIMENTI ....................................................................................................................123.10 LINER A CALZA ....................................................................................................................................133.11 COSTRUZIONE DELLA PARETE DEL LINER ..................................................................................................13
3.11.1 Spessore del composito ..........................................................................................................133.11.2 Spessore di usura ....................................................................................................................13
3.12 PELLICOLA COME PARTE INTEGRANTE DEL LINER .......................................................................................143.13 CERTIFICAZIONI DI IDONEITÀ TECNICA .....................................................................................................14
4 ESECUZIONE ................................................................................................................................ 16
4.1 GUIDA DEL DEFLUSSO (MANTENIMENTO DEL FOSSO DI SCOLO) ....................................................................164.2 PROCESSI DI SPURGO ...........................................................................................................................164.3 OSTACOLI/ASSENZA DI OSTACOLI ...........................................................................................................164.4 MISURE EDILI PREPARATORIE ALL'INSTALLAZIONE DEL LINER .......................................................................164.5 LAVORI DI RIPARAZIONE PRECEDENTI L'INSTALLAZIONE DEL LINER ................................................................164.6 FALDA ACQUIFERA ...............................................................................................................................164.7 TARATURA DEI COLLEGAMENTI ..............................................................................................................164.8 ISPEZIONE ..........................................................................................................................................164.9 INSTALLAZIONE DEL LINER .....................................................................................................................16
4.9.1 Processo di installazione .........................................................................................................174.9.2 Processo di inversione (risvolto o controsacco) ......................................................................174.9.3 Processo di inserimento ..........................................................................................................174.9.4 Combinazione tra processo di inversione e di inserimento ....................................................174.9.5 Processo di indurimento .........................................................................................................174.9.6 Indurimento a caldo ...............................................................................................................174.9.7 Indurimento ai raggi UV .........................................................................................................184.9.8 Indurimento combinato ..........................................................................................................18
3
4.9.9 Documentazione durante l'installazione del liner ..................................................................18
5 LAVORI SUCCESSIVI ALL'INSTALLAZIONE DEL LINER ...................................................................... 19
5.1 PREMESSA .........................................................................................................................................195.2 PROVA DI TENUTA ...............................................................................................................................195.3 APERTURA DEGLI ALLACCI .....................................................................................................................195.4 COLLEGAMENTO DEGLI ALLACCI APERTI ...................................................................................................195.5 COLLEGAMENTO AI POZZETTI E/O VASCHE ...............................................................................................195.6 PROVE IN LOCO ...................................................................................................................................20
6 ASSICURAZIONE DELLA QUALITÀ – QUALIFICAZIONE .................................................................... 21
6.1 PROVINO DI MATERIALE .......................................................................................................................216.2 PRELIEVO E GRANDEZZA DEL PROVINO ....................................................................................................216.3 BOLLA DI ACCOMPAGNAMENTO DEL PROVINO .........................................................................................21
7 PROVE SUL MATERIALE ............................................................................................................... 22
7.1 PREMESSA .........................................................................................................................................227.2 PROVA DI FLESSIONE A 3 PUNTI .............................................................................................................22
7.2.1 Normative di riferimento in vigore .........................................................................................22
8 STRUMENTI DI VERIFICA .............................................................................................................. 23
8.1 PROVINI - FORMA E DIMENSIONI ...........................................................................................................238.2 ESECUZIONE DELLE PROVE SUL MATERIALE ...............................................................................................248.3 ULTERIORI INDICAZIONI ........................................................................................................................248.4 PROVA A PRESSIONE MASSIMA ..............................................................................................................258.5 SCORRIMENTO VISCOSO SU 24 ORE ........................................................................................................258.6 DETERMINAZIONE DEL TENORE DI STIRENE RESIDUO ..................................................................................268.7 STRUMENTI E METODI DI VERIFICA .........................................................................................................268.8 PROVINI ............................................................................................................................................268.9 CALORIMETRIA DIFFERENZIALE A SCANSIONE (ANALISI DSC) .......................................................................26
8.9.1 Strumenti e metodi di verifica ISO 11357 ...............................................................................278.9.2 Forma e massa dei provini ......................................................................................................278.9.3 Esecuzione delle prove ............................................................................................................278.9.4 Rappresentazione dei risultati ................................................................................................27
8.10 ANALISI SPETTROSCOPICA .....................................................................................................................278.10.1 Premessa ................................................................................................................................278.10.2 Strumenti o metodi di verifica ................................................................................................278.10.3 Esecuzione delle prove ............................................................................................................278.10.4 Rappresentazione dei risultati ................................................................................................27
8.11 DETERMINAZIONE DEL TENORE DI MATERIALE DI RIEMPIMENTO E DI VETRO ...................................................288.11.1 Premessa ................................................................................................................................288.11.2 Strumenti o metodi di verifica ................................................................................................288.11.3 Preparazione dei provini .........................................................................................................288.11.4 Rappresentazione dei risultati ................................................................................................28
8.12 PROVA DI TENUTA SUL PROVINO DI MATERIALE DEL LINER ..........................................................................28
4
8.12.1 Premessa ................................................................................................................................288.12.2 Strumenti o metodi di verifica ................................................................................................298.12.3 Preparazione dei provini .........................................................................................................298.12.4 Esecuzione delle prove sul materiale ......................................................................................298.12.5 Risultato della prova ...............................................................................................................298.12.6 Documentazione dei risultati delle prove sul materiale .........................................................29
8.13 PROVA STANDARD – PROVE AGGIUNTIVE ................................................................................................31
9 IMPORTO DELL’OPERA ................................................................................................................ 35
9.1 PREZZI ...............................................................................................................................................359.2 COMPUTO METRICO ............................................................................................................................38
5
INDICE DELLE FIGURE Figura 1 - Esempio di costruzione di un liner secondo UNI EN ISO 11296-4:2001-07 ...................................10Figura 2: Esempio di costruzione di una parete del liner ...............................................................................14 INDICE DELLE TABELLE Tabella 1 Sistemi di resine preferibilmente impiegati ...................................................................................12Tabella 2 Valori empirici sull'impiego e sulle possibilità applicative dei liner a calza ....................................14Tabella 3 Requisiti imposti agli strumenti di verifica secondo UNI EN ISO 178:2013-09 e UNI EN ISO 11296-4:2011-07 .......................................................................................................................................................23Tabella 4 Rappresentazione dei risultati ........................................................................................................29

6
1 PREMESSA La presente relazione tecnica approfondisce alcuni aspetti specialistici del progetto descritto nella Relazione illustrativa alla quale si rimanda (elaborato R.1). In particolare la presente relazione descrive le attività di manutenzione straordinaria necessarie sulla condotta esistente posta lungo la via Santeschi che sarà il recapito del collettore in progetto. La suddetta condotta è una condotta in calcestruzzo del diametro di 600 mm posta al di sotto del piano stradale ad una quota media di circa 1 m con pendenze variabili tra l’1 e il 2 ‰. Gli scopi principali dell’intervento di manutenzione straordinaria sono quelli di garantire una maggiore vita utile alla tubazione arrestando il processo di corrosione del calcestruzzo e abbassarne la scabrezza per garantire un miglior deflusso idraulico. Per raggiungere entrambi gli obbiettivi è stata prevista la realizzazione di una guaina interna in vetroresina. Per maggiori approfondimenti si rimanda ai successivi paragrafi. Per la verifica idraulica della condotta in progetto si rimanda al cap 15 della relazione idraulica R.2.
7
2 DESCRIZIONE DELL’INTERVENTO Essendo la funzionalità della condotta esistente (cemento diam.600) a valle del sollevamento Santeschi determinante per il funzionamento dell’intero sistema progettato, si prevede di realizzare il risanamento della condotta stessa, impermeabilizzandola, migliorandone le caratteristiche idrauliche in termini di scabrezza e, al tempo stesso, rinforzandola. L'intervento proposto prevede il risanamento totale delle tubazione, o "RELINING CONTINUO". Questa tecnica comporta l'inserimento all'interno del tubo esistente, per tutta la sua lunghezza, di un rivestimento di forma cilindrica "inliner" formato da un unico pezzo di calza in poliestere impregnata con resina epossidica termoindurente. Il relining permette la posa in opera della calza anche in presenza di curve e leggere variazioni di sezione. Questo "inliner", a lavoro ultimato, forma un nuovo tubo incollato all'interno di quello esistente comportando solo una leggerissima riduzione del diametro iniziale
. Lo spessore del nuovo rivestimento, infatti, può variare da 2mm a 12mm in funzione del diametro e dello stato di usura del tubo da risanare. Speciali frese robotizzate provvedono successivamente alla riapertura degli allacciamenti presenti sulla conduttura risanata.
In particolare occorrerà prevedere un idoneo impianto cantiere e l'utilizzo delle seguenti attrezzature:
• Impianto di indurimento a raggi UV • Nastro d’ installazione • Compressore 10.000 Lt. • Camioncino di accompagnamento • Impianto di video ispezione
Sarà effettuata la ispezione televisiva della condotta con videocamera. Prima dell'esecuzione dell'analisi della tubazione con videocamera la condotta deve essere pulita ad alta pressione Successivamente saranno effettuati Lavori di fresatura preliminare per la preparazione della condotta con Robot : I lavori sono da eseguire con una fresa robotizzata controllata mediante telecamere e telecomandata da un veicolo adatto. Infine sarà effettuato il Risanamento mediante Relining completo da pozzetto a pozzetto, mediante introduzione di un Inliner in fibra di vetro senza saldatura, indurito con dispositivo dotato di camera e luci. L' Inliner deve essere costituito di pura fibra di vetro senza giuntura cucita. I capitoli che seguono hanno lo scopo di definire nel dettaglio le attività necessarie al risanamento del tratto esistente della condotta a gravità e di quantificarne economicamente l’importo.
8
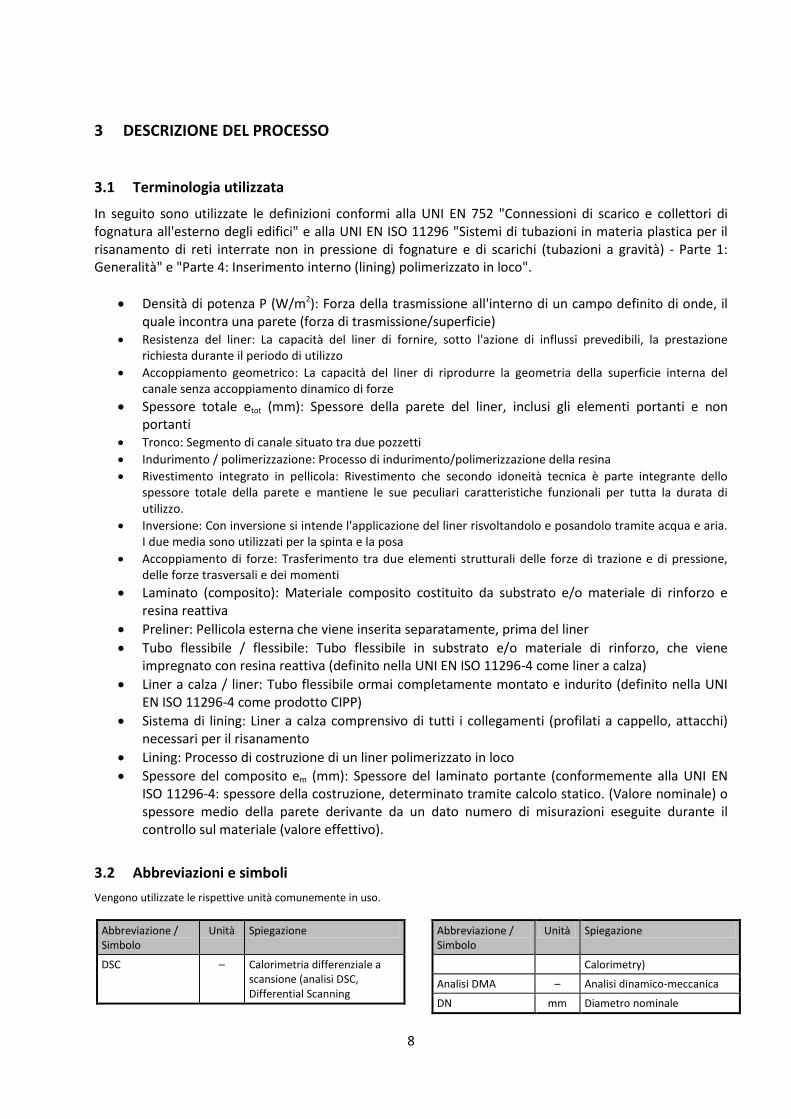
3 DESCRIZIONE DEL PROCESSO
3.1 Terminologia utilizzata
In seguito sono utilizzate le definizioni conformi alla UNI EN 752 "Connessioni di scarico e collettori di fognatura all'esterno degli edifici" e alla UNI EN ISO 11296 "Sistemi di tubazioni in materia plastica per il risanamento di reti interrate non in pressione di fognature e di scarichi (tubazioni a gravità) - Parte 1: Generalità" e "Parte 4: Inserimento interno (lining) polimerizzato in loco".
• Densità di potenza P (W/m2): Forza della trasmissione all'interno di un campo definito di onde, il quale incontra una parete (forza di trasmissione/superficie)
• Resistenza del liner: La capacità del liner di fornire, sotto l'azione di influssi prevedibili, la prestazione richiesta durante il periodo di utilizzo
• Accoppiamento geometrico: La capacità del liner di riprodurre la geometria della superficie interna del canale senza accoppiamento dinamico di forze
• Spessore totale etot (mm): Spessore della parete del liner, inclusi gli elementi portanti e non portanti
• Tronco: Segmento di canale situato tra due pozzetti • Indurimento / polimerizzazione: Processo di indurimento/polimerizzazione della resina • Rivestimento integrato in pellicola: Rivestimento che secondo idoneità tecnica è parte integrante dello
spessore totale della parete e mantiene le sue peculiari caratteristiche funzionali per tutta la durata di utilizzo.
• Inversione: Con inversione si intende l'applicazione del liner risvoltandolo e posandolo tramite acqua e aria. I due media sono utilizzati per la spinta e la posa
• Accoppiamento di forze: Trasferimento tra due elementi strutturali delle forze di trazione e di pressione, delle forze trasversali e dei momenti
• Laminato (composito): Materiale composito costituito da substrato e/o materiale di rinforzo e resina reattiva
• Preliner: Pellicola esterna che viene inserita separatamente, prima del liner • Tubo flessibile / flessibile: Tubo flessibile in substrato e/o materiale di rinforzo, che viene
impregnato con resina reattiva (definito nella UNI EN ISO 11296-4 come liner a calza) • Liner a calza / liner: Tubo flessibile ormai completamente montato e indurito (definito nella UNI
EN ISO 11296-4 come prodotto CIPP) • Sistema di lining: Liner a calza comprensivo di tutti i collegamenti (profilati a cappello, attacchi)
necessari per il risanamento • Lining: Processo di costruzione di un liner polimerizzato in loco • Spessore del composito em (mm): Spessore del laminato portante (conformemente alla UNI EN
ISO 11296-4: spessore della costruzione, determinato tramite calcolo statico. (Valore nominale) o spessore medio della parete derivante da un dato numero di misurazioni eseguite durante il controllo sul materiale (valore effettivo).
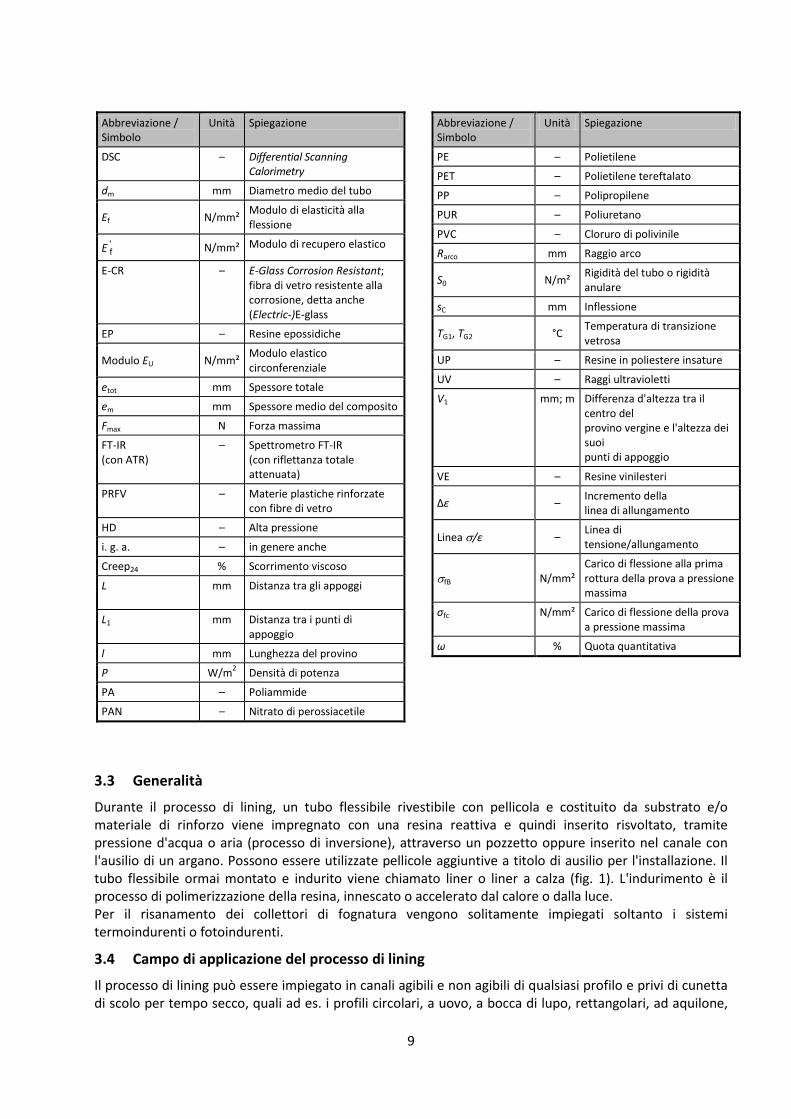
3.2 Abbreviazioni e simboli Vengono utilizzate le rispettive unità comunemente in uso.
Abbreviazione / Simbolo
Unità Spiegazione
DSC – Calorimetria differenziale a scansione (analisi DSC, Differential Scanning
Abbreviazione / Simbolo
Unità Spiegazione
Calorimetry)
Analisi DMA – Analisi dinamico-meccanica
DN mm Diametro nominale
9
Abbreviazione / Simbolo
Unità Spiegazione
DSC – Differential Scanning Calorimetry
dm mm Diametro medio del tubo
Ef N/mm² Modulo di elasticità alla flessione
E 'f N/mm² Modulo di recupero elastico
E-CR – E-Glass Corrosion Resistant; fibra di vetro resistente alla corrosione, detta anche (Electric-)E-glass
EP – Resine epossidiche
Modulo EU N/mm² Modulo elastico circonferenziale
etot mm Spessore totale
em mm Spessore medio del composito
Fmax N Forza massima
FT-IR (con ATR)
– Spettrometro FT-IR (con riflettanza totale attenuata)
PRFV – Materie plastiche rinforzate con fibre di vetro
HD – Alta pressione
i. g. a. – in genere anche
Creep24 % Scorrimento viscoso
L mm Distanza tra gli appoggi
L1 mm Distanza tra i punti di appoggio
l mm Lunghezza del provino
P W/m2 Densità di potenza
PA – Poliammide
PAN – Nitrato di perossiacetile
Abbreviazione / Simbolo
Unità Spiegazione
PE – Polietilene
PET – Polietilene tereftalato
PP – Polipropilene
PUR – Poliuretano
PVC – Cloruro di polivinile
Rarco mm Raggio arco
S0 N/m² Rigidità del tubo o rigidità anulare
sC mm Inflessione
TG1, TG2 °C Temperatura di transizione vetrosa
UP – Resine in poliestere insature
UV – Raggi ultravioletti
V1 mm; m Differenza d'altezza tra il centro del provino vergine e l'altezza dei suoi punti di appoggio
VE – Resine vinilesteri
Δε – Incremento della linea di allungamento
Linea σ/ε – Linea di tensione/allungamento
σfB N/mm² Carico di flessione alla prima rottura della prova a pressione massima
σfc N/mm² Carico di flessione della prova a pressione massima
ω % Quota quantitativa
3.3 Generalità
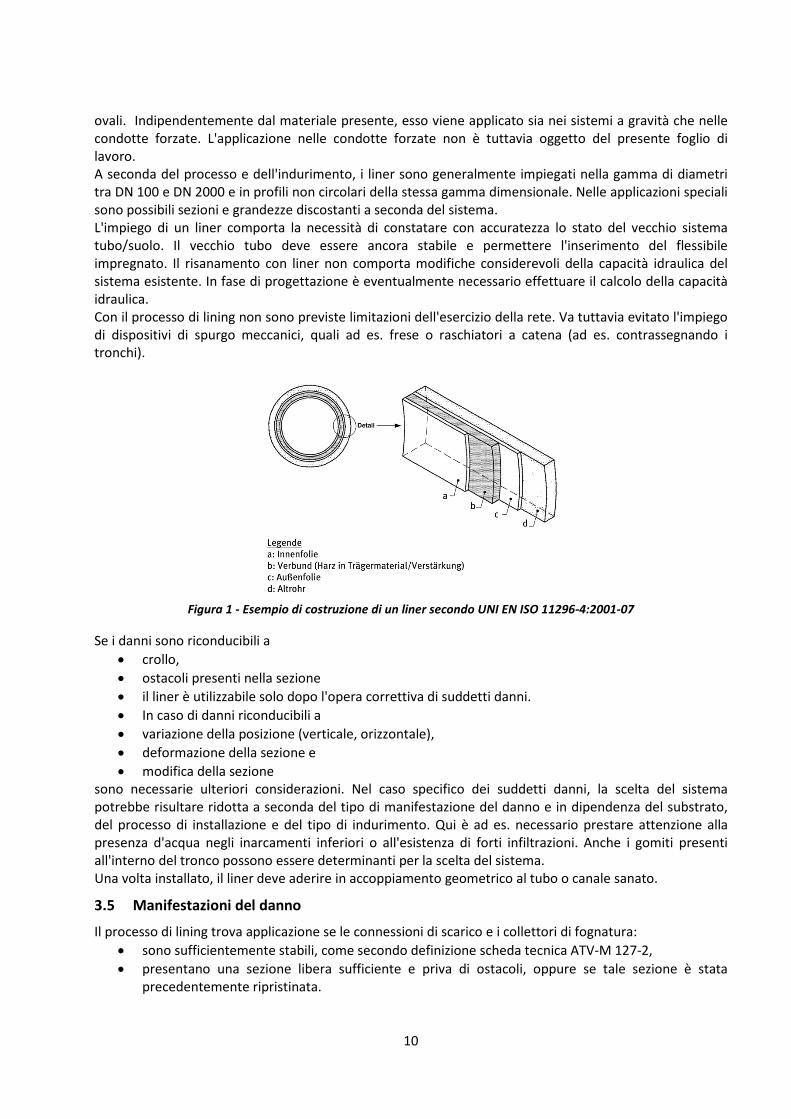
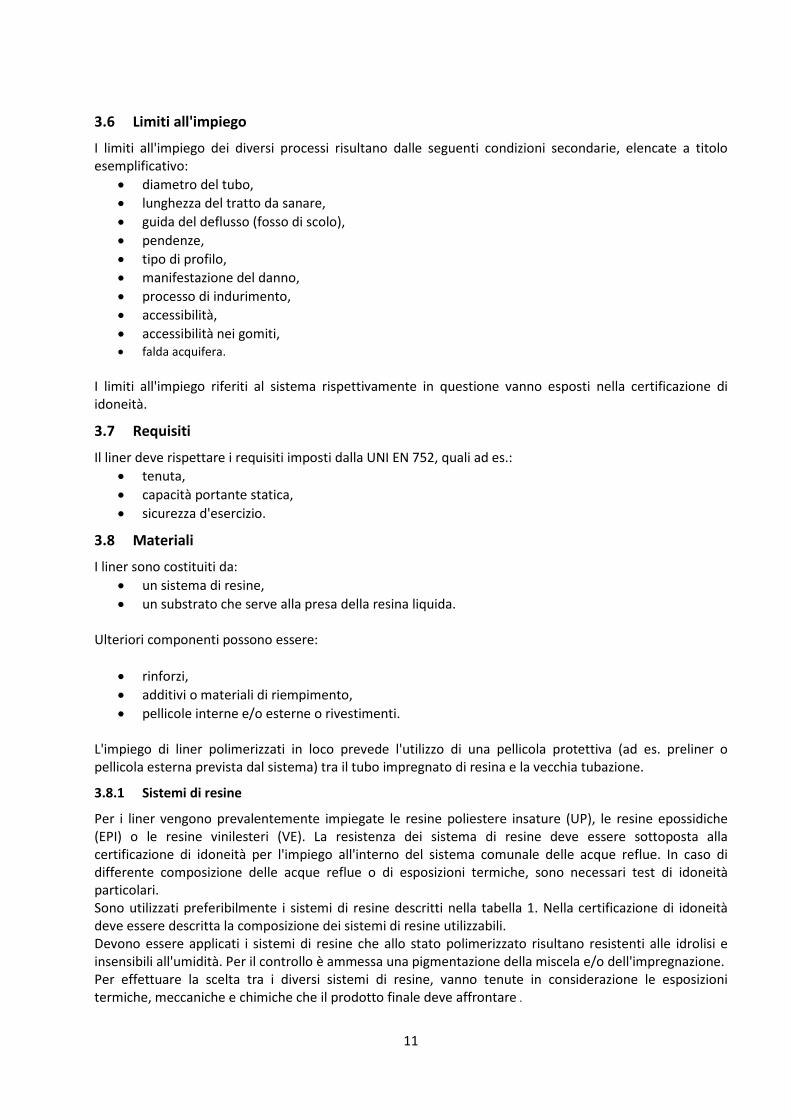
Durante il processo di lining, un tubo flessibile rivestibile con pellicola e costituito da substrato e/o materiale di rinforzo viene impregnato con una resina reattiva e quindi inserito risvoltato, tramite pressione d'acqua o aria (processo di inversione), attraverso un pozzetto oppure inserito nel canale con l'ausilio di un argano. Possono essere utilizzate pellicole aggiuntive a titolo di ausilio per l'installazione. Il tubo flessibile ormai montato e indurito viene chiamato liner o liner a calza (fig. 1). L'indurimento è il processo di polimerizzazione della resina, innescato o accelerato dal calore o dalla luce. Per il risanamento dei collettori di fognatura vengono solitamente impiegati soltanto i sistemi termoindurenti o fotoindurenti.
3.4 Campo di applicazione del processo di lining
Il processo di lining può essere impiegato in canali agibili e non agibili di qualsiasi profilo e privi di cunetta di scolo per tempo secco, quali ad es. i profili circolari, a uovo, a bocca di lupo, rettangolari, ad aquilone,
10
ovali. Indipendentemente dal materiale presente, esso viene applicato sia nei sistemi a gravità che nelle condotte forzate. L'applicazione nelle condotte forzate non è tuttavia oggetto del presente foglio di lavoro. A seconda del processo e dell'indurimento, i liner sono generalmente impiegati nella gamma di diametri tra DN 100 e DN 2000 e in profili non circolari della stessa gamma dimensionale. Nelle applicazioni speciali sono possibili sezioni e grandezze discostanti a seconda del sistema. L'impiego di un liner comporta la necessità di constatare con accuratezza lo stato del vecchio sistema tubo/suolo. Il vecchio tubo deve essere ancora stabile e permettere l'inserimento del flessibile impregnato. Il risanamento con liner non comporta modifiche considerevoli della capacità idraulica del sistema esistente. In fase di progettazione è eventualmente necessario effettuare il calcolo della capacità idraulica. Con il processo di lining non sono previste limitazioni dell'esercizio della rete. Va tuttavia evitato l'impiego di dispositivi di spurgo meccanici, quali ad es. frese o raschiatori a catena (ad es. contrassegnando i tronchi).
Figura 1 - Esempio di costruzione di un liner secondo UNI EN ISO 11296-4:2001-07
Se i danni sono riconducibili a
• crollo, • ostacoli presenti nella sezione • il liner è utilizzabile solo dopo l'opera correttiva di suddetti danni. • In caso di danni riconducibili a • variazione della posizione (verticale, orizzontale), • deformazione della sezione e • modifica della sezione
sono necessarie ulteriori considerazioni. Nel caso specifico dei suddetti danni, la scelta del sistema potrebbe risultare ridotta a seconda del tipo di manifestazione del danno e in dipendenza del substrato, del processo di installazione e del tipo di indurimento. Qui è ad es. necessario prestare attenzione alla presenza d'acqua negli inarcamenti inferiori o all'esistenza di forti infiltrazioni. Anche i gomiti presenti all'interno del tronco possono essere determinanti per la scelta del sistema. Una volta installato, il liner deve aderire in accoppiamento geometrico al tubo o canale sanato.
3.5 Manifestazioni del danno
Il processo di lining trova applicazione se le connessioni di scarico e i collettori di fognatura: • sono sufficientemente stabili, come secondo definizione scheda tecnica ATV-M 127-2, • presentano una sezione libera sufficiente e priva di ostacoli, oppure se tale sezione è stata
precedentemente ripristinata.
11
3.6 Limiti all'impiego
I limiti all'impiego dei diversi processi risultano dalle seguenti condizioni secondarie, elencate a titolo esemplificativo:
• diametro del tubo, • lunghezza del tratto da sanare, • guida del deflusso (fosso di scolo), • pendenze, • tipo di profilo, • manifestazione del danno, • processo di indurimento, • accessibilità, • accessibilità nei gomiti, • falda acquifera.
I limiti all'impiego riferiti al sistema rispettivamente in questione vanno esposti nella certificazione di idoneità.
3.7 Requisiti
Il liner deve rispettare i requisiti imposti dalla UNI EN 752, quali ad es.: • tenuta, • capacità portante statica, • sicurezza d'esercizio.
3.8 Materiali
I liner sono costituiti da: • un sistema di resine, • un substrato che serve alla presa della resina liquida.
Ulteriori componenti possono essere:
• rinforzi, • additivi o materiali di riempimento, • pellicole interne e/o esterne o rivestimenti.
L'impiego di liner polimerizzati in loco prevede l'utilizzo di una pellicola protettiva (ad es. preliner o pellicola esterna prevista dal sistema) tra il tubo impregnato di resina e la vecchia tubazione.
3.8.1 Sistemi di resine
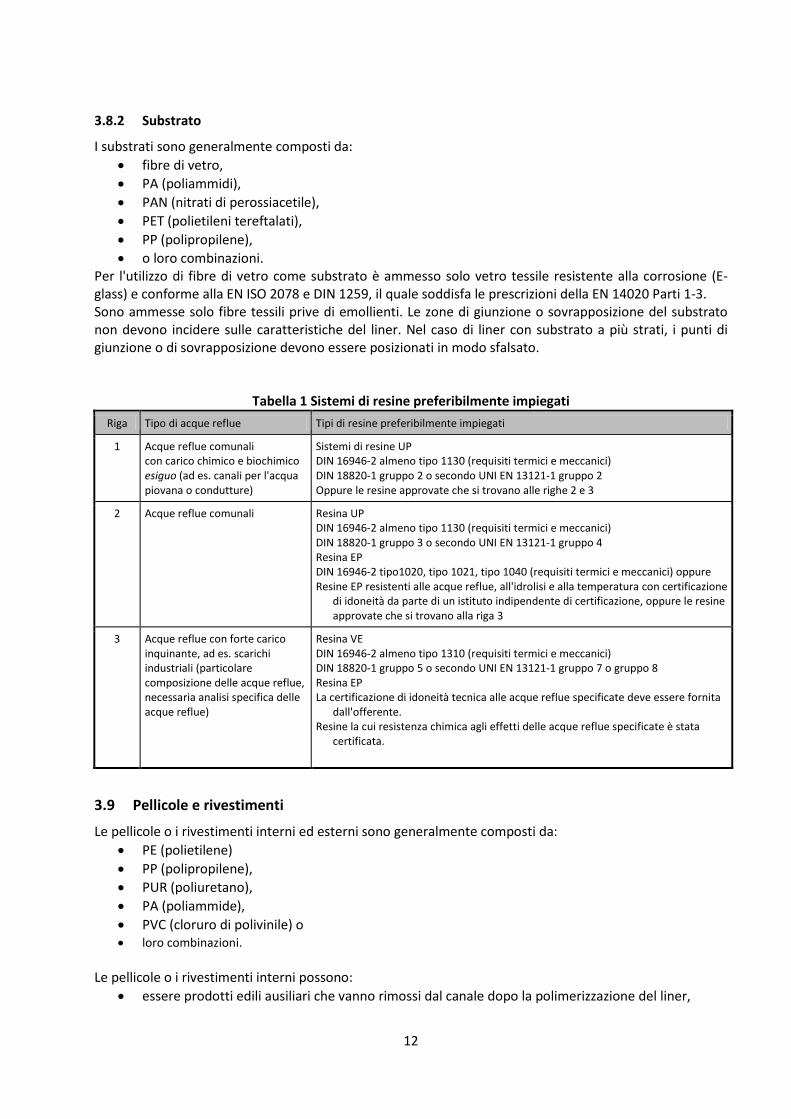
Per i liner vengono prevalentemente impiegate le resine poliestere insature (UP), le resine epossidiche (EPI) o le resine vinilesteri (VE). La resistenza dei sistema di resine deve essere sottoposta alla certificazione di idoneità per l'impiego all'interno del sistema comunale delle acque reflue. In caso di differente composizione delle acque reflue o di esposizioni termiche, sono necessari test di idoneità particolari. Sono utilizzati preferibilmente i sistemi di resine descritti nella tabella 1. Nella certificazione di idoneità deve essere descritta la composizione dei sistemi di resine utilizzabili. Devono essere applicati i sistemi di resine che allo stato polimerizzato risultano resistenti alle idrolisi e insensibili all'umidità. Per il controllo è ammessa una pigmentazione della miscela e/o dell'impregnazione. Per effettuare la scelta tra i diversi sistemi di resine, vanno tenute in considerazione le esposizioni termiche, meccaniche e chimiche che il prodotto finale deve affrontare .
12
3.8.2 Substrato
I substrati sono generalmente composti da: • fibre di vetro, • PA (poliammidi), • PAN (nitrati di perossiacetile), • PET (polietileni tereftalati), • PP (polipropilene), • o loro combinazioni.
Per l'utilizzo di fibre di vetro come substrato è ammesso solo vetro tessile resistente alla corrosione (E-glass) e conforme alla EN ISO 2078 e DIN 1259, il quale soddisfa le prescrizioni della EN 14020 Parti 1-3. Sono ammesse solo fibre tessili prive di emollienti. Le zone di giunzione o sovrapposizione del substrato non devono incidere sulle caratteristiche del liner. Nel caso di liner con substrato a più strati, i punti di giunzione o di sovrapposizione devono essere posizionati in modo sfalsato.
Tabella 1 Sistemi di resine preferibilmente impiegati Riga Tipo di acque reflue Tipi di resine preferibilmente impiegati
1 Acque reflue comunali con carico chimico e biochimico esiguo (ad es. canali per l'acqua piovana o condutture)
Sistemi di resine UP DIN 16946-2 almeno tipo 1130 (requisiti termici e meccanici) DIN 18820-1 gruppo 2 o secondo UNI EN 13121-1 gruppo 2 Oppure le resine approvate che si trovano alle righe 2 e 3
2 Acque reflue comunali Resina UP DIN 16946-2 almeno tipo 1130 (requisiti termici e meccanici) DIN 18820-1 gruppo 3 o secondo UNI EN 13121-1 gruppo 4 Resina EP DIN 16946-2 tipo1020, tipo 1021, tipo 1040 (requisiti termici e meccanici) oppure Resine EP resistenti alle acque reflue, all'idrolisi e alla temperatura con certificazione
di idoneità da parte di un istituto indipendente di certificazione, oppure le resine approvate che si trovano alla riga 3
3 Acque reflue con forte carico inquinante, ad es. scarichi industriali (particolare composizione delle acque reflue, necessaria analisi specifica delle acque reflue)
Resina VE DIN 16946-2 almeno tipo 1310 (requisiti termici e meccanici) DIN 18820-1 gruppo 5 o secondo UNI EN 13121-1 gruppo 7 o gruppo 8 Resina EP La certificazione di idoneità tecnica alle acque reflue specificate deve essere fornita
dall'offerente. Resine la cui resistenza chimica agli effetti delle acque reflue specificate è stata
certificata.
3.9 Pellicole e rivestimenti
Le pellicole o i rivestimenti interni ed esterni sono generalmente composti da: • PE (polietilene) • PP (polipropilene), • PUR (poliuretano), • PA (poliammide), • PVC (cloruro di polivinile) o • loro combinazioni.
Le pellicole o i rivestimenti interni possono:
• essere prodotti edili ausiliari che vanno rimossi dal canale dopo la polimerizzazione del liner,
13
• essere prodotti edili ausiliari che restano nel canale dopo la polimerizzazione del liner ma che non resistono chimicamente e fisicamente in modo duraturo agli influssi che si verificano durante il periodo di utilizzo,
• essere parte integrante del liner e resistere chimicamente e fisicamente in modo duraturo agli influssi che si verificano durante il periodo di utilizzo.
3.10 Liner a calza
Il liner deve presentare uno strato omogeneo di resina, senza inclusioni d'aria e senza punti difettosi. L'obiettivo del risanamento è l'installazione di un liner privo di corrugazioni. È possibile che si verifichino delle corrugazioni a causa delle condizioni secondarie particolari legate all'ubicazione, quali ad es. le possibilità di accesso, le modifiche della sezione, gli spostamenti della tubazione ecc. In questo caso valgono i seguenti limiti di tolleranza: Per i tragitti rettilinei e gli archi con un raggio di Rarco > 10 × DN valgono i limiti della UNI EN ISO 11296-4:2011-07: "Le corrugazioni non devono superare il 2% del diametro nominale oppure, nel caso di profili a uovo, non superare il diametro nominale più piccolo oppure i 6 mm. Fa fede il valore maggiore". Per gli archi con un raggio di 5 × DN ≤ Rarco ≤ 10 × DN valgono i seguenti limiti di tolleranza: per i profili circolari, corrugazioni max. fino a uno spessore del 3% del DN oppure 2 cm. Fa fede il valore maggiore, per i profili a uovo, corrugazioni max. fino a uno spessore del 3% del circuito idraulico equivalente oppure 2 cm. Per gli archi vale il valore minore fino a DN 600 (circuito idraulico equivalente) e il valore maggiore per >DN 600 (circuito idraulico equivalente). Per gli archi con un raggio Rarco < 5 × DN vanno fissate separatamente le tolleranze per la formazione di corrugazioni. La presenza di corrugazioni non deve compromettere la stabilità del liner, la sicurezza d'esercizio e la durata di utilizzo.
3.11 Costruzione della parete del liner
3.11.1 Spessore del composito
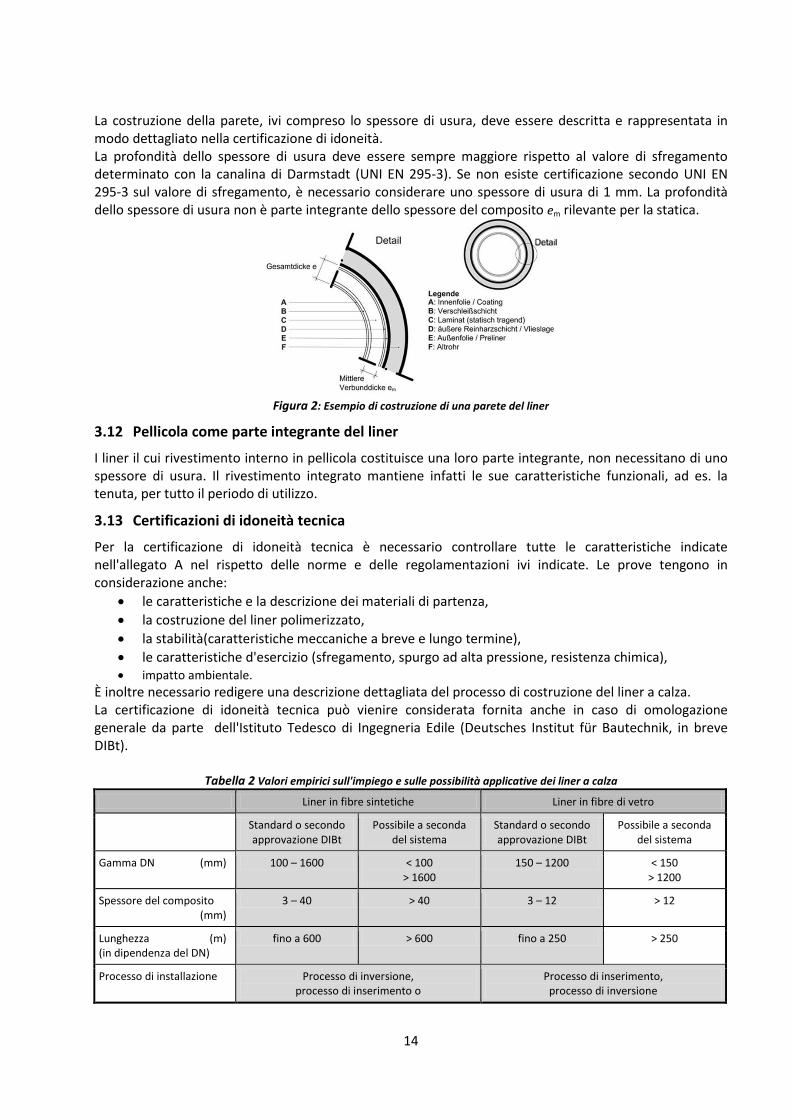
Lo spessore del composito em staticamente rilevante corrisponde allo spessore totale (vedi fig. 2) detratto degli spessori di:
• pellicola/rivestimento interni, • pellicola/rivestimento esterni, • strati di resina pura, • spessore di usura, • rinforzi a titolo ausiliario per l'installazione.
Indipendentemente da questo, allo stato polimerizzato deve essere rispettato uno spessore del composito em pari a ≥3,0 mm per una geometria del canale ≥DN 200 mm.
3.11.2 Spessore di usura
Lo spessore di usura deve garantire, per tutto il periodo di utilizzo, un esercizio sicuro dal punto di vista della resistenza fisica e chimica. Per questo va aggiunto uno spessore di usura allo spessore del composito em staticamente rilevante. L'idoneità di questo spessore di usura va certificato con prove conformi all'allegato A. Il grado di usura dello spessore di usura non deve incidere sulle altre funzioni del liner, quali ad es. la tenuta e la capacità portante. Lo spessore di usura può essere costituito da:
• un rivestimento sulla parte interna del liner, • uno strato di resina pura o • uno strato ricco di resina, legato con vetro, feltro o vello e applicato sul lato interno del liner.
14
La costruzione della parete, ivi compreso lo spessore di usura, deve essere descritta e rappresentata in modo dettagliato nella certificazione di idoneità. La profondità dello spessore di usura deve essere sempre maggiore rispetto al valore di sfregamento determinato con la canalina di Darmstadt (UNI EN 295-3). Se non esiste certificazione secondo UNI EN 295-3 sul valore di sfregamento, è necessario considerare uno spessore di usura di 1 mm. La profondità dello spessore di usura non è parte integrante dello spessore del composito em rilevante per la statica.
Figura 2: Esempio di costruzione di una parete del liner
3.12 Pellicola come parte integrante del liner
I liner il cui rivestimento interno in pellicola costituisce una loro parte integrante, non necessitano di uno spessore di usura. Il rivestimento integrato mantiene infatti le sue caratteristiche funzionali, ad es. la tenuta, per tutto il periodo di utilizzo.
3.13 Certificazioni di idoneità tecnica
Per la certificazione di idoneità tecnica è necessario controllare tutte le caratteristiche indicate nell'allegato A nel rispetto delle norme e delle regolamentazioni ivi indicate. Le prove tengono in considerazione anche:
• le caratteristiche e la descrizione dei materiali di partenza, • la costruzione del liner polimerizzato, • la stabilità(caratteristiche meccaniche a breve e lungo termine), • le caratteristiche d'esercizio (sfregamento, spurgo ad alta pressione, resistenza chimica), • impatto ambientale.
È inoltre necessario redigere una descrizione dettagliata del processo di costruzione del liner a calza. La certificazione di idoneità tecnica può vienire considerata fornita anche in caso di omologazione generale da parte dell'Istituto Tedesco di Ingegneria Edile (Deutsches Institut für Bautechnik, in breve DIBt).
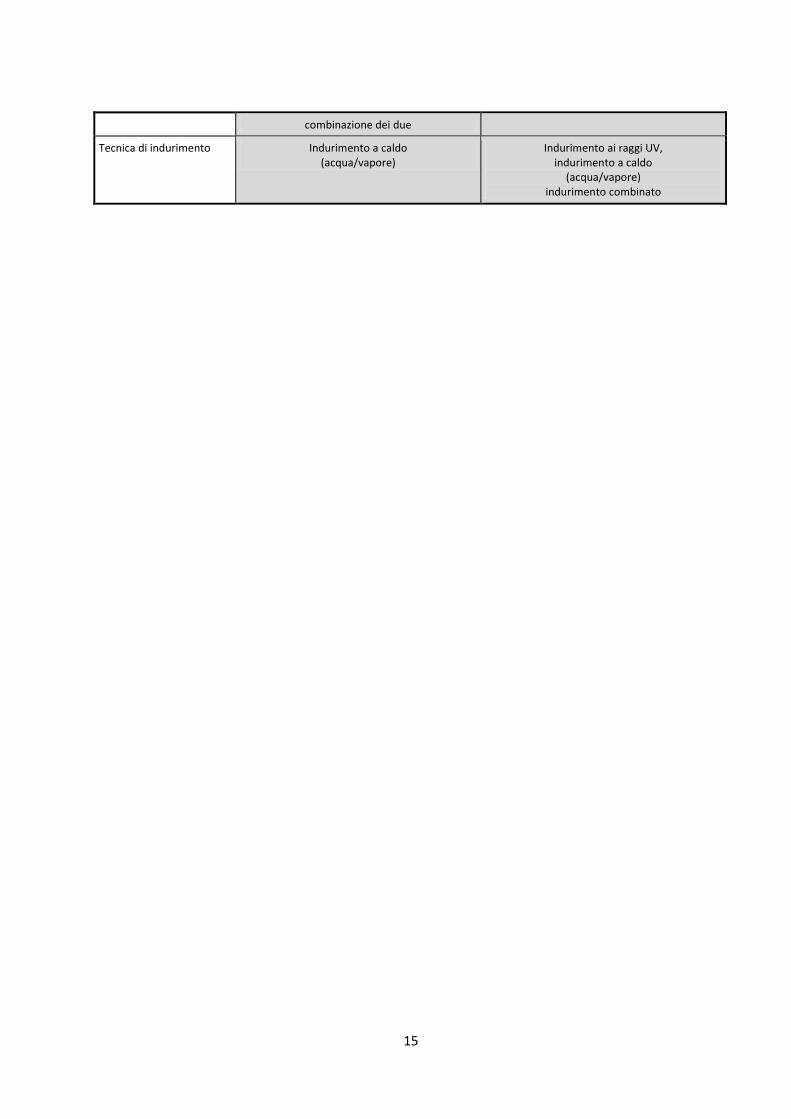
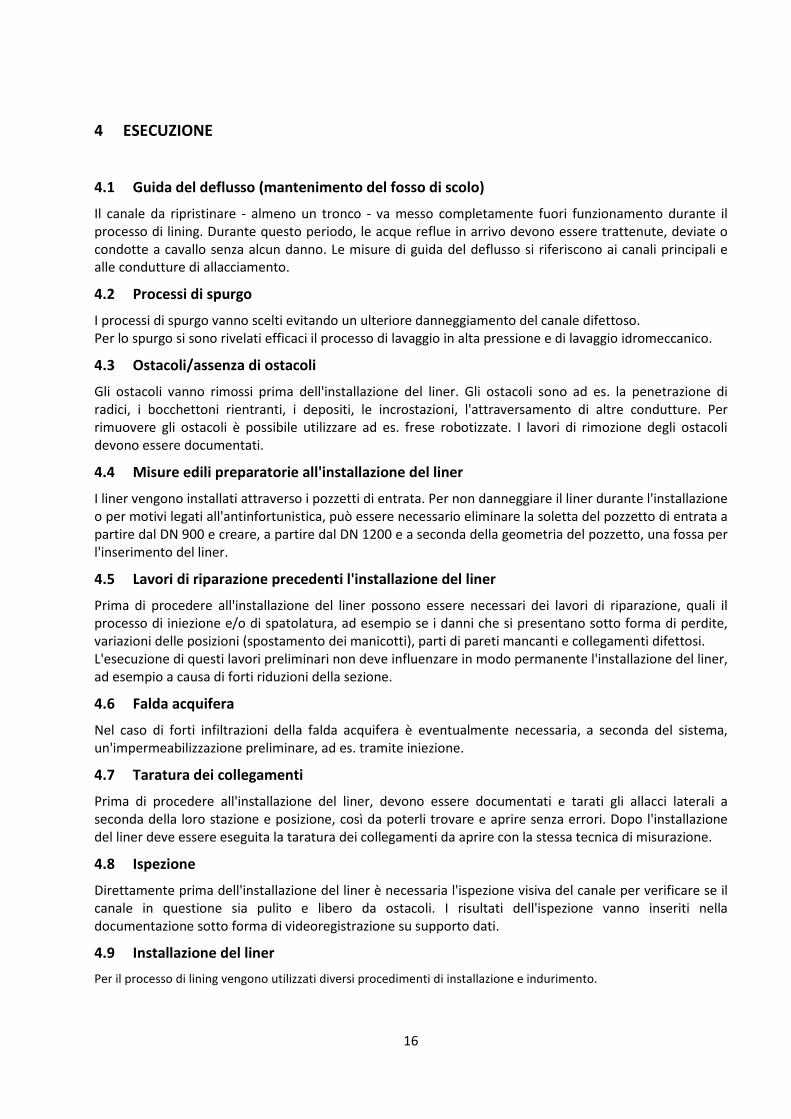
Tabella 2 Valori empirici sull'impiego e sulle possibilità applicative dei liner a calza Liner in fibre sintetiche Liner in fibre di vetro
Standard o secondo approvazione DIBt
Possibile a seconda del sistema
Standard o secondo approvazione DIBt
Possibile a seconda del sistema
Gamma DN (mm) 100 – 1600 < 100 > 1600
150 – 1200 < 150 > 1200
Spessore del composito (mm)
3 – 40 > 40 3 – 12 > 12
Lunghezza (m) (in dipendenza del DN)
fino a 600 > 600 fino a 250 > 250
Processo di installazione Processo di inversione, processo di inserimento o
Processo di inserimento, processo di inversione
15
combinazione dei due
Tecnica di indurimento Indurimento a caldo (acqua/vapore)
Indurimento ai raggi UV, indurimento a caldo
(acqua/vapore) indurimento combinato
16
4 ESECUZIONE
4.1 Guida del deflusso (mantenimento del fosso di scolo)
Il canale da ripristinare - almeno un tronco - va messo completamente fuori funzionamento durante il processo di lining. Durante questo periodo, le acque reflue in arrivo devono essere trattenute, deviate o condotte a cavallo senza alcun danno. Le misure di guida del deflusso si riferiscono ai canali principali e alle condutture di allacciamento.
4.2 Processi di spurgo
I processi di spurgo vanno scelti evitando un ulteriore danneggiamento del canale difettoso. Per lo spurgo si sono rivelati efficaci il processo di lavaggio in alta pressione e di lavaggio idromeccanico.
4.3 Ostacoli/assenza di ostacoli
Gli ostacoli vanno rimossi prima dell'installazione del liner. Gli ostacoli sono ad es. la penetrazione di radici, i bocchettoni rientranti, i depositi, le incrostazioni, l'attraversamento di altre condutture. Per rimuovere gli ostacoli è possibile utilizzare ad es. frese robotizzate. I lavori di rimozione degli ostacoli devono essere documentati.
4.4 Misure edili preparatorie all'installazione del liner
I liner vengono installati attraverso i pozzetti di entrata. Per non danneggiare il liner durante l'installazione o per motivi legati all'antinfortunistica, può essere necessario eliminare la soletta del pozzetto di entrata a partire dal DN 900 e creare, a partire dal DN 1200 e a seconda della geometria del pozzetto, una fossa per l'inserimento del liner.
4.5 Lavori di riparazione precedenti l'installazione del liner
Prima di procedere all'installazione del liner possono essere necessari dei lavori di riparazione, quali il processo di iniezione e/o di spatolatura, ad esempio se i danni che si presentano sotto forma di perdite, variazioni delle posizioni (spostamento dei manicotti), parti di pareti mancanti e collegamenti difettosi. L'esecuzione di questi lavori preliminari non deve influenzare in modo permanente l'installazione del liner, ad esempio a causa di forti riduzioni della sezione.
4.6 Falda acquifera
Nel caso di forti infiltrazioni della falda acquifera è eventualmente necessaria, a seconda del sistema, un'impermeabilizzazione preliminare, ad es. tramite iniezione.
4.7 Taratura dei collegamenti
Prima di procedere all'installazione del liner, devono essere documentati e tarati gli allacci laterali a seconda della loro stazione e posizione, così da poterli trovare e aprire senza errori. Dopo l'installazione del liner deve essere eseguita la taratura dei collegamenti da aprire con la stessa tecnica di misurazione.
4.8 Ispezione
Direttamente prima dell'installazione del liner è necessaria l'ispezione visiva del canale per verificare se il canale in questione sia pulito e libero da ostacoli. I risultati dell'ispezione vanno inseriti nella documentazione sotto forma di videoregistrazione su supporto dati.
4.9 Installazione del liner Per il processo di lining vengono utilizzati diversi procedimenti di installazione e indurimento.
17
Durante l'installazione è necessario assicurarsi che il sistema di resine non venga influenzato dalla condotta o dalla presenza di falda acquifera. A questo scopo sono utili: 1. pellicole/rivestimenti interni che dividono la tubazione dal sistema di resine. 2. Pellicole/rivestimenti esterni sul liner e/o liner protettivi (preliner) che proteggono il sistema di resine
dagli influssi della falda acquifera. Suolo e falda acquifera vengono protetti grazie all'impiego di pellicole esterne. In assenza di pellicola esterna sono necessarie prove aggiuntive sul sistema di resine che certifichino il basso impatto ambientale. È inoltre necessario certificare la resistenza all'idrolisi del sistema di resine.
4.9.1 Processo di installazione
Per l'installazione del liner si distingue tra processo di inversione e processo di inserimento.
4.9.2 Processo di inversione (risvolto o controsacco)
Con inversione si intende l'applicazione del liner risvoltandolo e posandolo tramite acqua e/o aria. I due medi sono utilizzati per la spinta e la posa. La pressione interna deve essere scelta in modo tale che il liner impregnato aderisca in accoppiamento geometrico alla parete della canalizzazione anche in presenza di falda acquifera. La pressione interna deve essere superiore almeno alla pressione della falda acquifera attualmente presente.
4.9.3 Processo di inserimento
Con il processo di inserimento il liner viene posto su una pellicola di scorrimento e inserito all'interno del canale da sanare tramite un argano. Il liner non deve essere danneggiato durante l'inserimento. Come medium di montaggio viene utilizzata l'aria. La pressione interna deve essere scelta in modo tale che il liner impregnato aderisca in accoppiamento geometrico alla parete della canalizzazione anche in presenza di falda acquifera. Non vanno superate le forze massime ammesse per l'inserimento.
4.9.4 Combinazione tra processo di inversione e di inserimento
La combinazione tra inversione e inserimento prevede l'inserimento di un flessibile nel pozzetto e l'inversione di un secondo flessibile all'interno del primo. I flessibili vengono posati e induriti assieme. Dopo l'indurimento si forma un liner con uno spessore composito. Tra i singoli liner non deve trovarsi alcuno strato divisorio (pellicola/ rivestimento). Per i rispettivi processi di installazione valgono le prescrizioni sopraccitate.
4.9.5 Processo di indurimento
Il processo di polimerizzazione avviene per indurimento a caldo oppure per indurimento ai raggi UV. È possibile una combinazione delle due tecniche di indurimento. Tutti gli strumenti di misurazione utilizzati devono essere calibrati regolarmente e conformemente alle indicazioni del costruttore.
4.9.6 Indurimento a caldo
L'indurimento a caldo può essere eseguito con acqua calda o vapore. L'andamento della pressione di posa e quello della temperatura devono essere costantemente documentati durante l'intera fase di indurimento e devono rispettare le prescrizioni contenute nel manuale del sistema. Per l'indurimento ad acqua calda è necessario documentare costantemente le temperature di avanzamento e di ritorno, le temperature tra liner e vecchio tubo nel terreno, nonché l'altezza della colonna d'acqua. Su tutti i pozzetti intermedi e sul pozzetto finale viene eseguita la documentazione periodica delle temperature tra liner e vecchio tubo utilizzando strumenti di misurazione. Le acque utilizzate per il processo, anche le acque sanate provenienti dai canali di acqua piovana, devono essere immesse nell'impianto di depurazione delle acque reflue. Per l'indurimento a vapore si eseguono periodicamente delle rilevazioni termiche elettroniche che vengono documentate sul pozzetto iniziale e finale, come anche sui pozzetti intermedi, rispettivamente
18
sul fondo, tra liner e vecchio tubo. Gli intervalli tra le misurazioni sono da impostare in modo da poter documentare i parametri di processo richiesti. Vengono inoltre registrate costantemente la pressione interna del liner e le temperature di ingresso e di uscita del vapore. Durante l'indurimento a vapore si forma condensa d'acqua che va estratta dal liner.
4.9.7 Indurimento ai raggi UV
Nel caso di un indurimento ai raggi UV è necessario assicurare il monitoraggio costante delle funzioni delle lampade. La tecnica di illuminazione impiegata deve essere appropriata al rispettivo tipo di liner. Vanno rispettati le velocità di avanzamento e il posizionamento delle lampade UV indicati dal costruttore del liner. La temperatura del liner deve essere misurata sulla sua superficie interna, in modo da adattare la velocità di avanzamento. L'andamento della pressione di posa, della velocità di avanzamento e della temperatura devono essere costantemente documentati durante l'intera fase di indurimento e devono rispettare le prescrizioni contenute nel manuale del sistema. Prima di procedere a ogni indurimento, è importante che le lampade UV siano state controllate e pulite conformemente a quanto indicato dal costruttore (ad es. eliminare impronte digitali, polvere ecc.). L'ineccepibilità generale della lampada e la sua pulizia superficiale sono aspetti fondamentali per il suo funzionamento e, di conseguenza, per l'esecuzione corretta dell'indurimento del liner. Per fare il controllo dell'intensità della lampada UV, si esegue una prima misurazione comparativa, dopo 400 ore d'esercizio, tra l'intensità di potenza delle lampade utilizzate e quella di una lampada di riferimento. La lampada di riferimento è una lampada calibrata e misurata. In seguito, ogni lampada viene controllata rispettivamente dopo ulteriori 150 ore di esercizio. Il controllo va eseguito come prova interna. La misurazione comparativa avviene con un sistema di misurazione che contempla una lampada di riferimento certificata e un sensore di misurazione. La lampada deve essere sostituita se si rileva una riduzione della potenza superiore al 30%. Per ogni lampada devono essere documentati e conservati in cantiere i seguenti risultati delle prove:
• numero di serie, • primo utilizzo della lampada, • ore di esercizio (processi di indurimento), • data del controllo, • valore misurato e risultato della prova, • identificazione della lampada di riferimento.
4.9.8 Indurimento combinato
Caratteristica dell'indurimento combinato è l'aggiunta di iniziatori d'indurimento al calore (perossidi), oltre che di iniziatori UV, nel processo produttivo dell'impregnazione dei flessibili. Il successivo indurimento viene attivato esclusivamente tramite raggi UV. Il calore esotermico che si crea con l'indurimento ai raggi UV, stimola gli iniziatori d'indurimento al calore. Se necessario per il sistema, l'indurimento combinato può essere impiegato su liner dalle pareti spesse, al fine di ottenere un indurimento completo anche nelle zone a ridotta intensità di raggi UV. Nell'indurimento combinato non è necessario alimentare il calore tramite fonti esterne. Per l'indurimento combinato è necessario misurare la temperatura tra vecchio tubo e liner rispettivamente sul pozzetto centrale, intermedio e finale. La velocità di avanzamento delle lampade UV, l'andamento della pressione di posa e della temperatura devono essere costantemente documentanti durante l'intera fase di indurimento e devono rispettare le prescrizioni contenute nel manuale del sistema.
4.9.9 Documentazione durante l'installazione del liner
I parametri descritti per i singoli processi d’installazione e indurimento, quali la temperatura, la pressione di posa e la velocità di avanzamento devono essere costantemente documentanti e rispettare le prescrizioni contenute nel manuale del sistema.
19
5 LAVORI SUCCESSIVI ALL'INSTALLAZIONE DEL LINER
5.1 Premessa
Una volta aperto il liner, devono essere eseguiti i lavori, le prove e i collegamenti ai pozzetti e agli allacci laterali come qui di seguito descritto.
5.2 Prova di tenuta
Prima di aprire gli accessi, è necessario testare la tenuta del liner secondo UNI EN 1610.
5.3 Apertura degli allacci
Gli allacci vengono aperti con frese robotizzate oppure manualmente nelle sezioni agibili dei canali.
5.4 Collegamento degli allacci aperti
Nella UNI EN ISO 11296-4 sono descritti i seguenti processi di collegamento degli accessi: • processo di spatolatura, • processo di inserimento a pressione, • processo di iniezione, • tecniche con profilati a cappello (secondo UNI EN ISO 11296-4), • laminati a mano (zona agibile).
L'esecuzione del collegamento deve essere a tenuta resistente nel tempo. Per la scelta del processo di collegamento è necessario tenere in considerazione lo stato in cui si trova la zona da collegare. Durante l'indurimento del liner si creano tensioni nel materiale. Le tensioni si creano a causa degli influssi termici e dei cambiamenti volumetrici (restringimento). Il collegamento può essere eseguito solo una volta che si sono estinte le tensioni nel liner. È generalmente possibile eseguire il collegamento a cielo aperto, tramite scavo, per ogni singolo raccordo.
5.5 Collegamento ai pozzetti e/o vasche
Per la scelta delle tecniche di collegamento ai pozzetti è necessario tenere in considerazione lo stato in cui si trova la zona da collegare. È in ogni caso necessario rimuovere eventuali infiltrazioni nella zona di transizione tra liner e struttura edile prima di procedere al collegamento. Il collegamento al pozzetto/vascha esistente comprende l'impermeabilizzazione duratura della fessura anulare che si trova tra vecchio tubo e liner, nonché il collegamento del liner alla parete del maufatto. Per il collegamento e l'impermeabilizzazione è possibile utilizzare le seguenti tecniche e/o i seguenti materiali:
• nastro waterstop, • laminato in PRFV, • sistemi di resine reattive, • cemento a base di resine reattive, • guarnizioni anulari.
Il progetto deve tenere conto di eventuali restrizioni a livello idraulico (riduzione della sezione) causate dall'opera di collegamento. Collegamento e impermeabilizzazione devono essere in grado di far fronte alla massima pressione prevista per la falda acquifera. Durante l'indurimento e la reazione del liner può verificarsi un restringimento (assiale/radiale). Il collegamento può essere eseguito solo una volta che si è concluso il processo di restringimento. È possibile contrastare tale cambiamento di lunghezza lasciando sporgere le estremità del liner dal
20
pozzetto. Il cambiamento di lunghezza va tenuto particolarmente presente quando si accorcia il liner per l'installazione delle guarnizioni anulari finali.
5.6 Prove in loco
Una volta installato, il liner deve essere sottoposto a ispezione visiva. Dal liner indurito deve essere prelevato un provino di materiale.
21
6 Assicurazione della qualità – Qualificazione
6.1 Provino di materiale
Per motivi legati all'assicurazione della qualità, è necessario prelevare dal liner un provino e sottoporlo al test sul materiale.
6.2 Prelievo e grandezza del provino
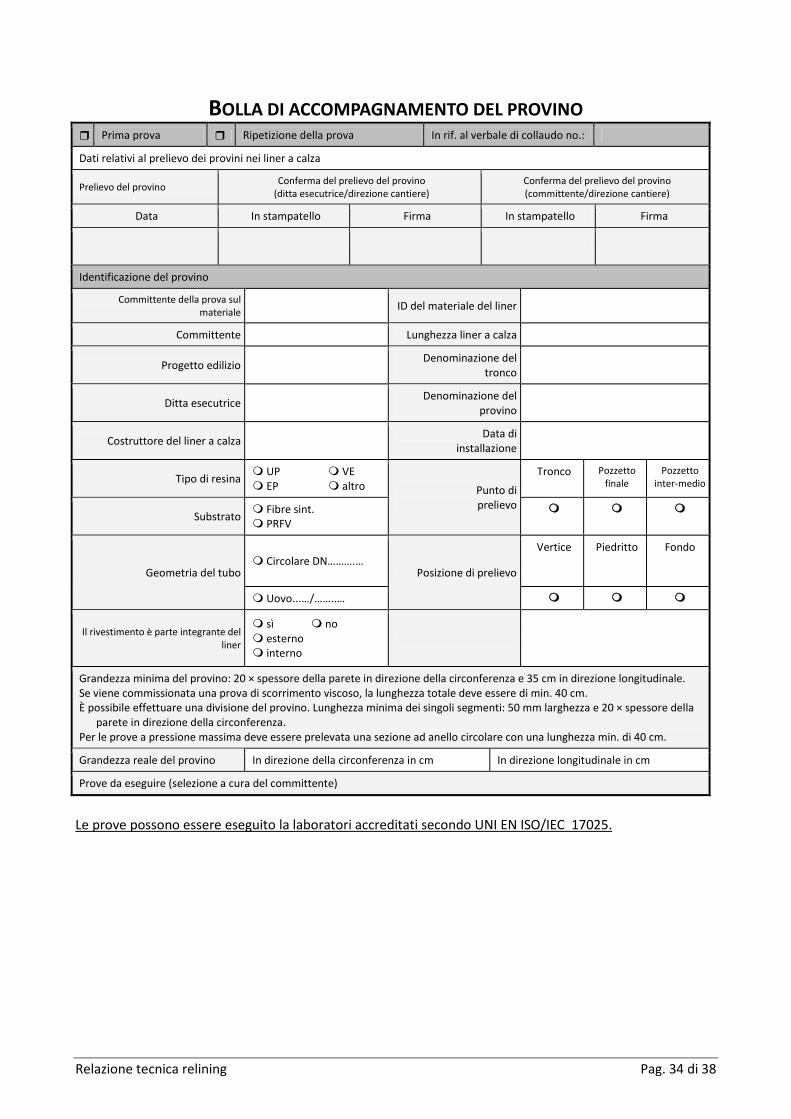
Il provino di materiale viene prelevato a scelta dal pozzetto o dal tronco sanato. Nel caso di un prelievo dal pozzetto, è necessario prendere misure atte a mantenere la forma del liner e ad evitare che esso espanda. Per i profili a uovo, il provino viene prelevato sotto al piedritto, nella zona in cui la curvatura è minore. Nel caso di profili agibili, il prelievo avviene preferibilmente nel tronco. Nel caso di superfici non lisce, ad es. nel caso di profili in muratura o di canali in cemento corrosi, il punto di prelievo previsto deve essere levigato prima dell'applicazione del liner. Per i liner con uno spessore totale della parete fino a 10 mm è necessario un provino della grandezza minima di 200 mm x 350 mm. Se lo spessore totale della parete è maggiore, la grandezza del provino deve corrispondere a 20 x spessore totale della parete in direzione della circonferenza x 350 mm in direzione longitudinale. Se viene commissionata una prova di scorrimento viscoso, la lunghezza totale deve essere di min. 400 mm. È possibile eseguire una divisione del provino. La grandezza minima dei singoli segmenti deve corrispondere a: 50 mm larghezza e 20 × spessore della parete in direzione della circonferenza. Per le prove a pressione massima deve essere prelevata una sezione ad anello circolare con una lunghezza min. di 400 mm.
6.3 Bolla di accompagnamento del provino
La bolla di accompagnamento del provino assicura che siano indicati tutti i dati necessari relativi al materiale e al cantiere. Il responsabile designato dalla ditta esecutrice è tenuto a controllare la completezza e la correttezza dei dati riportati e dell'identificazione della prova confermando con la firma. Una bolla di accompagnamento del provino è riprodotta nell'allegato.
22
7 PROVE SUL MATERIALE
7.1 Premessa
La prova sul materiale deve essere eseguita conformemente ai criteri descritti nella UNI EN ISO 11296-4. Eventuali scostamenti dalle direttive devono essere descritti in modo esplicito. Tutte le prove da eseguire sul materiale sono tese ad accertare che la qualità consegnata corrisponde effettivamente alla qualità commissionata. Le tolleranze ammesse per i risultati sono indicate nella UNI EN ISO 11296-4.
7.2 Prova di flessione a 3 punti
7.2.1 Normative di riferimento in vigore
UNI EN ISO 178: Materie plastiche - Determinazione delle proprietà flessionali UNI EN ISO 11296-4: Sistemi di tubazioni in materia plastica per il risanamento di reti interrate non in pressione di fognature e di scarichi (tubazioni a gravità) – Parte 4: Ripristino con tubi polimerizzati in loco, allegato B (normativo) - Modifiche della ISO 178 per le prove di flessione
23
8 STRUMENTI DI VERIFICA Sono ammessi esclusivamente gli strumenti di verifica che soddisfano i requisiti della UNI EN ISO 178 con le integrazioni della UNI EN ISO 11296-4 allegato B. Tabella 3 Requisiti imposti agli strumenti di verifica secondo UNI EN ISO 178:2013-09 e UNI EN ISO 11296-4:2011-
07 Struttura base Definizione secondo UNI EN ISO 178
Appoggio secondo UNI EN ISO 11296-4: Aggiunta alla normativa: appoggio inclinabile verticalmente in direzione dell'asse del provino.
Dado di compressione Dimensione del dado di compressione secondo UNI EN ISO 11296-4: inclinabile verticalmente in direzione dell'asse del provino (per verifica radiale: in direzione dell'asse longitudinale del provino)
Visualizzazione di forza e inflessione secondo UNI EN ISO 178
8.1 Provini - Forma e dimensioni
Prova in direzione della circonferenza secondo UNI EN ISO 11296-4. Se la differenza di altezza (V1) tra il centro del provino vergine e l'altezza dei suoi punti di appoggio supera 0,07 L1, dove L1 rappresenta la distanza tra i punti di appoggio (vedi UNI EN ISO 11296-4:2011-07, fig. B.1), allora la prova di flessione a 3 punti in direzione radiale non è più conforme alla norma. In questo caso va eseguita la prova a pressione massima secondo UNI EN 1228 oppure una prova di flessione a 3 punti in direzione assiale con le geometrie di provino indicate nella tabella B.1 della UNI EN ISO 11296-4:2011-07. In questo caso la procedura da seguire va accordata con l'appaltante. È in ogni caso necessario tenere presente che i risultati della prova devono essere confrontati con i risultati di una prova dello stesso tipo (assiale, radiale, prova a pressione massima).
Larghezza e lunghezza del provino
• secondo UNI EN ISO 11296-4:2011-07 • la larghezza del provino al momento del prelievo deve corrispondere a 50 mm ± 1 mm; • in caso di prelievo assiale, la larghezza del provino deve corrispondere a quanto indicato nella UNI
EN ISO 11296-4:2011-07 alla tabella B.1; • esecuzione della prova a pressione massima come secondo punto 5.2.3.
Spessore medio del composito em
Lo spessore del composito viene determinato sottraendo dallo spessore totale gli spessori della pellicola interna, della pellicola esterna e degli strati di resina pura. Lo strato di resina pura non deve superare il 20% dello spessore del composito. Il provino deve essere scartato se lo spessore degli strati esterni di resina pura è superiore a questo valore. Calcolo e scarto dei provini (scostamento del 10%) secondo UNI EN ISO 11296-4:2011-07, B.4.1. Lo spessore medio del composito em va indicato in mm e con un numero decimale dopo la virgola. I punti in cui viene misurato lo spessore del composito vengono marcati con colore, così da poter successivamente ricostruire il procedimento di calcolo. Lunghezza del provino l
l ≥ L + 4 × em (1)
24
8.2 Esecuzione delle prove sul materiale
Distanza tra gli appoggi L
Secondo UNI EN ISO 11296-4:2011-07, punto B.4.2 e B.4.3 (10 ± 1) × em ≤ L ≤ (16 ± 1) × em (2) La distanza tra gli appoggi di ogni prova va misurata con una precisione dimensionale di ±1 mm (calibro a corsoio) e va documentata con una fotografia da allegare al verbale di collaudo.
Secondo UNI EN ISO 11296-4:2011-07, punto B.4.4 e fig. B.1. Posizionamento del provino
Secondo UNI EN ISO 178: Velocità di carico
10 mm/min
5 N Forza iniziale
8.3 Ulteriori indicazioni
Il verbale di collaudo deve contenere tutti i dati geometrici del provino, delle distanze effettive tra gli appoggi L2 e della velocità di prova. La distanza tra gli appoggi va inoltre documentata con fotografie. Tolleranza ammessa ±1 mm. Determinazione σfB:
• Registrazione del valore di lettura: 0,02 s, 1 µm • Rilevamento della rottura:
Sensibilità: Allungamento 0,05 mm Caduta: 0,05 % Fmax
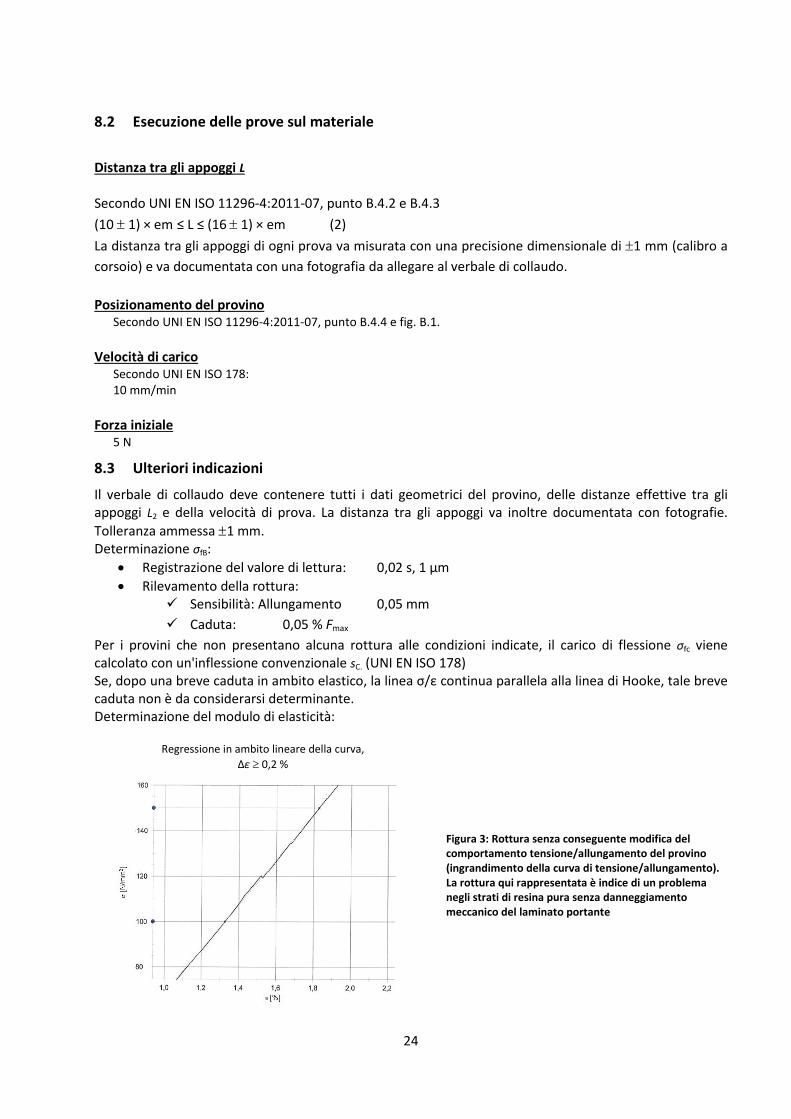
Per i provini che non presentano alcuna rottura alle condizioni indicate, il carico di flessione σfc viene calcolato con un'inflessione convenzionale sC. (UNI EN ISO 178) Se, dopo una breve caduta in ambito elastico, la linea σ/ε continua parallela alla linea di Hooke, tale breve caduta non è da considerarsi determinante. Determinazione del modulo di elasticità:
Regressione in ambito lineare della curva,
Δε ≥ 0,2 %
Figura 3: Rottura senza conseguente modifica del comportamento tensione/allungamento del provino (ingrandimento della curva di tensione/allungamento). La rottura qui rappresentata è indice di un problema negli strati di resina pura senza danneggiamento meccanico del laminato portante
25
8.4 Prova a pressione massima
UNI EN 1228 "Sistemi di tubazioni in materia plastica - Tubi in materiali duroplastici rinforzati con fibre di vetro (PRFV) - Determinazione della rigidità anulare specifica iniziale" e UNI EN ISO 11296-4.
Normativa di riferimento in vigore:
Determinazione secondo UNI EN ISO 11296-4:2011-07, B.4.1, Spessore medio del composito em
il numero e la distribuzione dei punti di misurazione è conforme alla UNI EN 1228, non è ammesso effettuare abrasioni degli strati di resina pura. Lo strato di resina pura non deve superare il 20% dello spessore del composito. Il provino deve essere scartato se lo spessore degli strati esterni di resina pura è superiore a questo valore. I punti in cui viene misurato lo spessore della parete vengono marcati con colore, così da poter ricostruire successivamente il procedimento di rilevamento dello spessore della parete. Lo spessore medio del composito em va indicato in mm e con un numero decimale dopo la virgola.
secondo UNI EN ISO 11296-4:2011-07, tabella 5 Lunghezza del provino
UNI EN 1228:1996-08, 7.3 Applicazione della sollecitazione
Tipo di carico: A Procedimento: B
Piastra + barra tonda appiattita, una delle quali inclinabile Suddivisione della sollecitazione:
5 N Forza iniziale
8.5 Scorrimento viscoso su 24 ore
Normativa di riferimento in vigore:
UNI EN ISO 899-2: Materie plastiche - Determinazione del comportamento allo scorrimento - Parte 2: Scorrimento a flessione mediante carico su tre punti. UNI EN 761: Sistemi di tubazioni in materia plastica - Tubi in materiali duroplastici rinforzati con fibre di vetro (PRFV) - Determinazione del fattore di scorrimento in asciutto. Creazione dei provini, determinazione delle dimensioni, dispositivo di verifica analogo alla UNI EN ISO 178 e alla UNI EN ISO 11296-4. Vanno applicate le formule di calcolo del carico di flessione e del modulo di elasticità analogamente alla UNI EN ISO 178 e alla UNI EN ISO 11296-4. Per il modulo di elasticità non va impiegato l'incremento lineare bensì la coppia di valori tensione/allungamento dopo 1 ora oppure dopo 24 ore (modulo secante).
5 N Sollecitazione iniziale
Inflessione iniziale: Determinazione della sollecitazione sul provino
26
m
202060d
L,s
⋅= (3)
Dove L rappresenta la distanza tra gli appoggi dm rappresenta il diametro medio del tubo
dopo 1 h e dopo 24 h Registrazione dati
L'intervallo di tempo tra installazione del liner ed esecuzione della prova è indicato nella certificazione di idoneità. Se la certificazione di idoneità non contiene alcun dato sull'intervallo di tempo, la prova va eseguita non prima di quattro settimane dalla data di installazione.
Per i provini del segmento trova applicazione la UNI EN ISO 899-2, per i provini del tubo la EN 761.
8.6 Determinazione del tenore di stirene residuo
Il tenore di stirene residuo permette di fare una valutazione dell'indurimento delle resine reattive contenenti stirolo.
DIN 53394-2: Prove sulle materie plastiche - Parte 2: Determinazione dello stirene monomerico in materiali da stampaggio in resine reattive a base di resine poliestere insature
Validità e normativa di riferimento in vigore:
8.7 Strumenti e metodi di verifica Gli strumenti e i metodi di verifica da applicare sono descritti in modo dettagliato nella DIN 53394-2.
8.8 Provini
Per il prelievo dei provini va utilizzato uno strumento di taglio diamantato; il raffreddamento della lama di taglio è ad acqua.
Prelievo dei provini
Il prelievo dei provini avviene sull'intero spessore del liner soggetto a verifica; i rivestimenti vanno rimossi. Caratteristica dei provini
secondo DIN 53394-2 Dimensioni dei provini
La preparazione dei provini è una parte integrante e importante dell'analisi nel processo di estrazione. I provini necessari per l'estrazione devono essere prelevati dal pezzo/materiale da stampaggio senza aggressioni termiche (ovvero evitando con attenzione il riscaldamento locale dei punti di taglio) e in modo tale che lo spessore del provino raccolto sia rappresentativo per il prodotto ottenuto.
Preparazione dei provini
Pellicole/rivestimenti devono essere rimossi direttamente prima dell'esecuzione della prova; Esecuzione delle prove
il numero di provini è conforme alla DIN 53394-2;
diclorometano secondo DIN 53394-2, Agente estrattore:
non è ammesso l'impiego di agenti estrattori differenti.
Conformemente alla DIN 53394-2, il risultato viene indicato come quota quantitativa ω in %. La quota quantitativa indicata si riferisce al calo di peso totale del materiale del liner.
Rappresentazione dei risultati
8.9 Calorimetria differenziale a scansione (analisi DSC)
L'analisi DSC permette di determinare l'indurimento dei sistemi di resine epossidiche e di compararlo a un valore di riferimento.
27
ISO 11357, Parti 1-7: Materie plastiche - Calorimetria differenziale a scansione (DSC) Validità e normativa di riferimento in vigore:
8.9.1 Strumenti e metodi di verifica ISO 11357
Trovano applicazione i metodi e gli strumenti di verifica citati nella norma indicata (EN ISO 11357-1). Il limite massimo della temperatura di prova corrisponde a 230°C (ISO 11357-2:2013).
8.9.2 Forma e massa dei provini
superficie con una sezione trasversale di min. 4 mm² (EN ISO 11357-1:2010, punto 6) Forma dei provini
ISO 11357-2:2013, sottopunto 9.2) Massa dei provini
8.9.3 Esecuzione delle prove
Pellicole/rivestimenti devono essere rimossi direttamente prima dell'esecuzione della prova. Il provino scelto per l'esecuzione della prova deve essere stato prelevato dalla zona esterna del laminato
portante. Vanno esclusi dalla prova i conglomerati esterni di resina pura.
8.9.4 Rappresentazione dei risultati
Conformemente alla norma ISO 11357-2:2013, punto 10, il risultato va indicato con le temperature di transizione del vetro TG1 e TG2.
8.10 Analisi spettroscopica
8.10.1 Premessa
Con l'analisi spettroscopica si verifica che la qualità della resina impiegata corrisponda alla qualità della resina offerta. Questo metodo non rileva la composizione quantitativa, bensì quella qualitativa. Ogni offerente deve presentare al rispettivo laboratorio di analisi un provino polimerizzato di riferimento per il suo sistema di resine per lining omologato da DIBt. Il laboratorio di analisi incaricato dal committente realizza uno spettro di riferimento per il provino dato. Validità e normativa di riferimento in vigore: nessuna norma in vigore; in riferimento a:
• ASTM 5576, Standard Practice for Determination of Structural Features in Polyolefins and Polyolefin Copolymers by infrared Spectrophotometry (FT-IR),
• DIN 55673, Materiali di rivestimento e relative materie prime – Spettrometria ravvicinata a infrarossi - Principi generali di esecuzione
8.10.2 Strumenti o metodi di verifica
FT-IR (con ATR) in riferimento alla DIN EN 1767: Prodotti e sistemi per la protezione e la riparazione di strutture edili portanti in cemento - Metodi di prova - Analisi a infrarossi
8.10.3 Esecuzione delle prove
• Permeabilità luminosa: risoluzione 2% della trasmissione • Sono necessarie almeno 8 scansioni • Comparazione con gli spettri di riferimento
8.10.4 Rappresentazione dei risultati
Devono essere effettuate rappresentazioni con il seguente campo min. di frequenza di onde:
28
da 600 cm–1 a 2000 cm–1
Deve essere determinato il grado di corrispondenza dei due spettri (spettro di riferimento e spettro del materiale testato) in riferimento alla posizione della banda. Gli spettri utilizzati nel test devono essere allegati al verbale della prova.
8.11 Determinazione del tenore di materiale di riempimento e di vetro
8.11.1 Premessa
Validità e normativa di riferimento in vigore: UNI EN 1172: Determinazione del tenore di vetro tessile e di materiale minerale di riempimento, processo di calcinazione (ISO 1172:1996) Questa norma prevede due procedimenti di calcinazione per la determinazione del tenore di vetro tessile e di materiale minerale di riempimento nelle materie plastiche rinforzate con fibre di vetro.
• Procedimento A: determinazione del tenore di vetro tessile in assenza di materiali di riempimento.
• Procedimento B: determinazione del tenore di vetro tessile e di materiale minerale di riempimento in
presenza di entrambi gli elementi. Contrariamente a quanto previsto dalla norma, la separazione dei residui avviene manualmente.
8.11.2 Strumenti o metodi di verifica
Gli strumenti e i metodi di verifica sono descritti in modo dettagliato nella UNI EN ISO 1172.
8.11.3 Preparazione dei provini
La preparazione dei provini è descritta al punto 6 "Preparazione dei provini" della UNI EN ISO 1172:1998-12.
8.11.4 Rappresentazione dei risultati
La rappresentazione avviene indicando sia la massa percentuale del materiale alla fine della prova che la massa percentuale del materiale all'inizio della prova, con riferimento alla massa totale del provino stesso. Il dato relativo ai materiali di riempimento utilizzati si trova nella certificazione di idoneità. 1° esempio: feltro in fibre sintetiche con idrossido di alluminio come materiale di riempimento. Il valore
misurato corrisponde al peso dell'ossido di alluminio nel provino. Il tenore di idrossido di alluminio va determinato aritmeticamente con i rapporti molari tra sostanza iniziale (idrossido di alluminio) e sostanza finale (ossido di alluminio) dopo la calcinazione.
2° esempio: per i substrati in PRFV senza materiale di riempimento, il valore misurato corrisponde al peso del provino.
La rappresentazione del risultato deve contenere la comparazione sul provino completo tra valore nominale (sostanza iniziale - quota quantitativa nel materiale composito) e valore reale (quota quantitativa della sostanza iniziale).
8.12 Prova di tenuta sul provino di materiale del liner
8.12.1 Premessa
Validità e normativa di riferimento in vigore: La prova di tenuta descritta nella UNI EN 1610 è una prova di tenuta eseguita per tronco. Essa non può essere ripresa da prove di laboratorio con superfici di prova molto ridotte. Per questo motivo la prova di tenuta descritta di seguito va eseguita sui provini di materiale del liner.
29
8.12.2 Strumenti o metodi di verifica
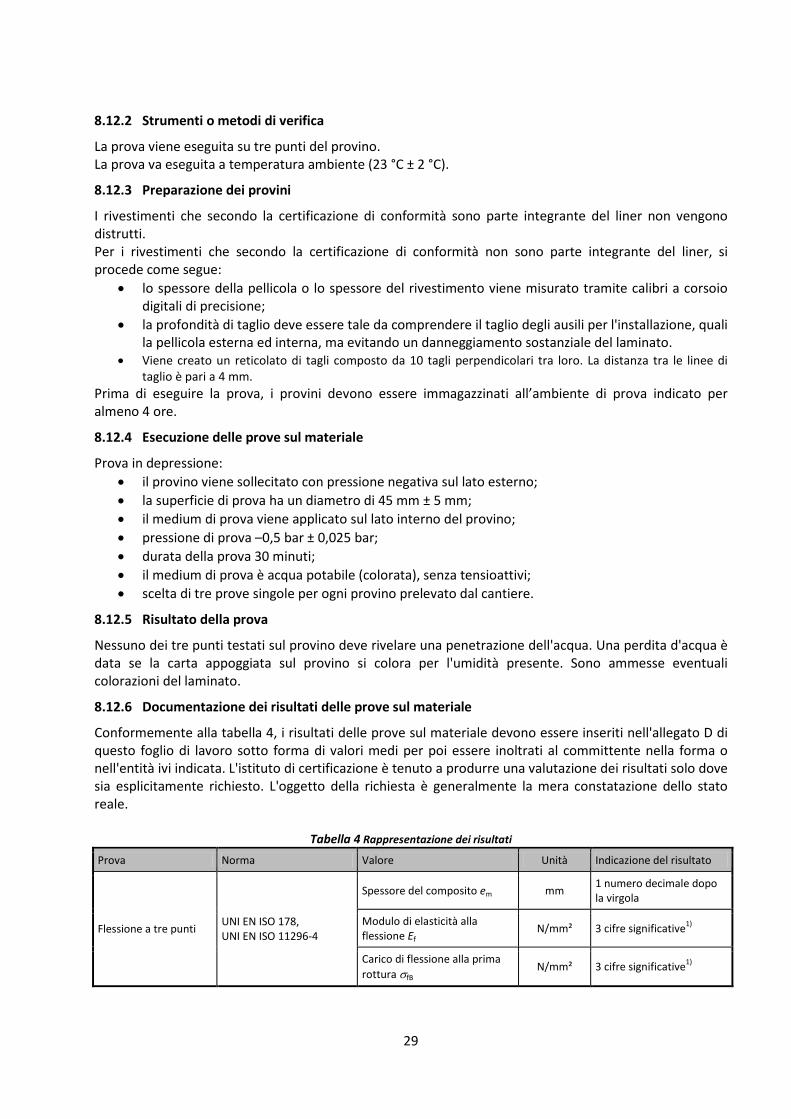
La prova viene eseguita su tre punti del provino. La prova va eseguita a temperatura ambiente (23 °C ± 2 °C).
8.12.3 Preparazione dei provini
I rivestimenti che secondo la certificazione di conformità sono parte integrante del liner non vengono distrutti. Per i rivestimenti che secondo la certificazione di conformità non sono parte integrante del liner, si procede come segue:
• lo spessore della pellicola o lo spessore del rivestimento viene misurato tramite calibri a corsoio digitali di precisione;
• la profondità di taglio deve essere tale da comprendere il taglio degli ausili per l'installazione, quali la pellicola esterna ed interna, ma evitando un danneggiamento sostanziale del laminato.
• Viene creato un reticolato di tagli composto da 10 tagli perpendicolari tra loro. La distanza tra le linee di taglio è pari a 4 mm.
Prima di eseguire la prova, i provini devono essere immagazzinati all’ambiente di prova indicato per almeno 4 ore.
8.12.4 Esecuzione delle prove sul materiale
Prova in depressione: • il provino viene sollecitato con pressione negativa sul lato esterno; • la superficie di prova ha un diametro di 45 mm ± 5 mm; • il medium di prova viene applicato sul lato interno del provino; • pressione di prova –0,5 bar ± 0,025 bar; • durata della prova 30 minuti; • il medium di prova è acqua potabile (colorata), senza tensioattivi; • scelta di tre prove singole per ogni provino prelevato dal cantiere.
8.12.5 Risultato della prova
Nessuno dei tre punti testati sul provino deve rivelare una penetrazione dell'acqua. Una perdita d'acqua è data se la carta appoggiata sul provino si colora per l'umidità presente. Sono ammesse eventuali colorazioni del laminato.
8.12.6 Documentazione dei risultati delle prove sul materiale
Conformemente alla tabella 4, i risultati delle prove sul materiale devono essere inseriti nell'allegato D di questo foglio di lavoro sotto forma di valori medi per poi essere inoltrati al committente nella forma o nell'entità ivi indicata. L'istituto di certificazione è tenuto a produrre una valutazione dei risultati solo dove sia esplicitamente richiesto. L'oggetto della richiesta è generalmente la mera constatazione dello stato reale.
Tabella 4 Rappresentazione dei risultati Prova Norma Valore Unità Indicazione del risultato
Flessione a tre punti UNI EN ISO 178, UNI EN ISO 11296-4
Spessore del composito em mm 1 numero decimale dopo la virgola
Modulo di elasticità alla flessione Ef
N/mm² 3 cifre significative1)
Carico di flessione alla prima rottura σfB
N/mm² 3 cifre significative1)
30
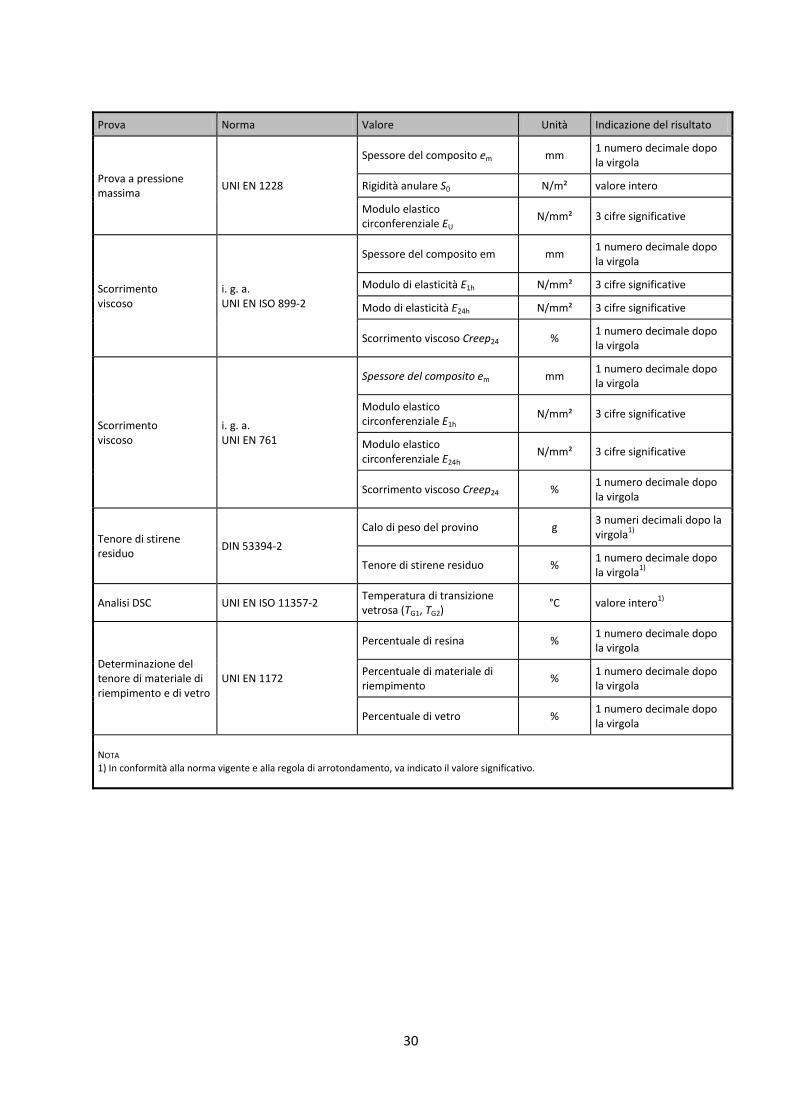
Prova Norma Valore Unità Indicazione del risultato
Prova a pressione massima UNI EN 1228
Spessore del composito em mm 1 numero decimale dopo la virgola
Rigidità anulare S0 N/m² valore intero
Modulo elastico circonferenziale EU N/mm² 3 cifre significative
Scorrimento viscoso
i. g. a. UNI EN ISO 899-2
Spessore del composito em mm 1 numero decimale dopo la virgola
Modulo di elasticità E1h N/mm² 3 cifre significative
Modo di elasticità E24h N/mm² 3 cifre significative
Scorrimento viscoso Creep24 % 1 numero decimale dopo la virgola
Scorrimento viscoso
i. g. a. UNI EN 761
Spessore del composito em mm 1 numero decimale dopo la virgola
Modulo elastico circonferenziale E1h N/mm² 3 cifre significative
Modulo elastico circonferenziale E24h N/mm² 3 cifre significative
Scorrimento viscoso Creep24 % 1 numero decimale dopo la virgola
Tenore di stirene residuo DIN 53394-2
Calo di peso del provino g 3 numeri decimali dopo la virgola1)
Tenore di stirene residuo % 1 numero decimale dopo la virgola1)
Analisi DSC UNI EN ISO 11357-2 Temperatura di transizione vetrosa (TG1, TG2) °C valore intero1)
Determinazione del tenore di materiale di riempimento e di vetro
UNI EN 1172
Percentuale di resina % 1 numero decimale dopo la virgola
Percentuale di materiale di riempimento % 1 numero decimale dopo
la virgola
Percentuale di vetro % 1 numero decimale dopo la virgola
NOTA 1) In conformità alla norma vigente e alla regola di arrotondamento, va indicato il valore significativo.
Relazione tecnica relining Pag. 31 di 38
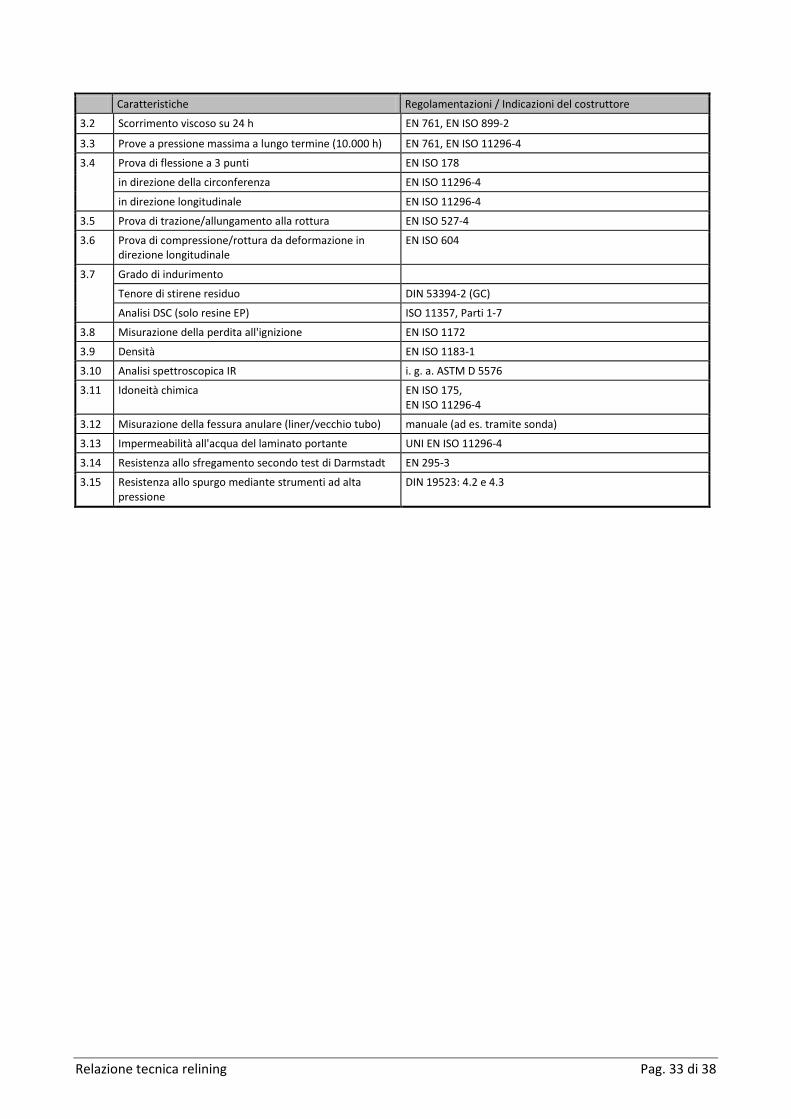
8.13 Prova standard – Prove aggiuntive
Per poter valutare la qualità del liner e il suo grado di indurimento, la prova standard consiste nella determinazione dei valori meccanici conformemente alla UNI EN ISO 178 e alla UNI EN ISO 11296-4. Nel caso di provini anulari la prova standard è eseguita secondo UNI EN 1228. Ulteriori prove sono utili solo nel caso di non conformità del risultato della prova standard. In caso di discostamenti dai valori nominali prescritti, il controllo della qualità del liner può avvenire tramite ulteriore prelievo di un provino dalla tubazione.
Relazione tecnica relining Pag. 32 di 38
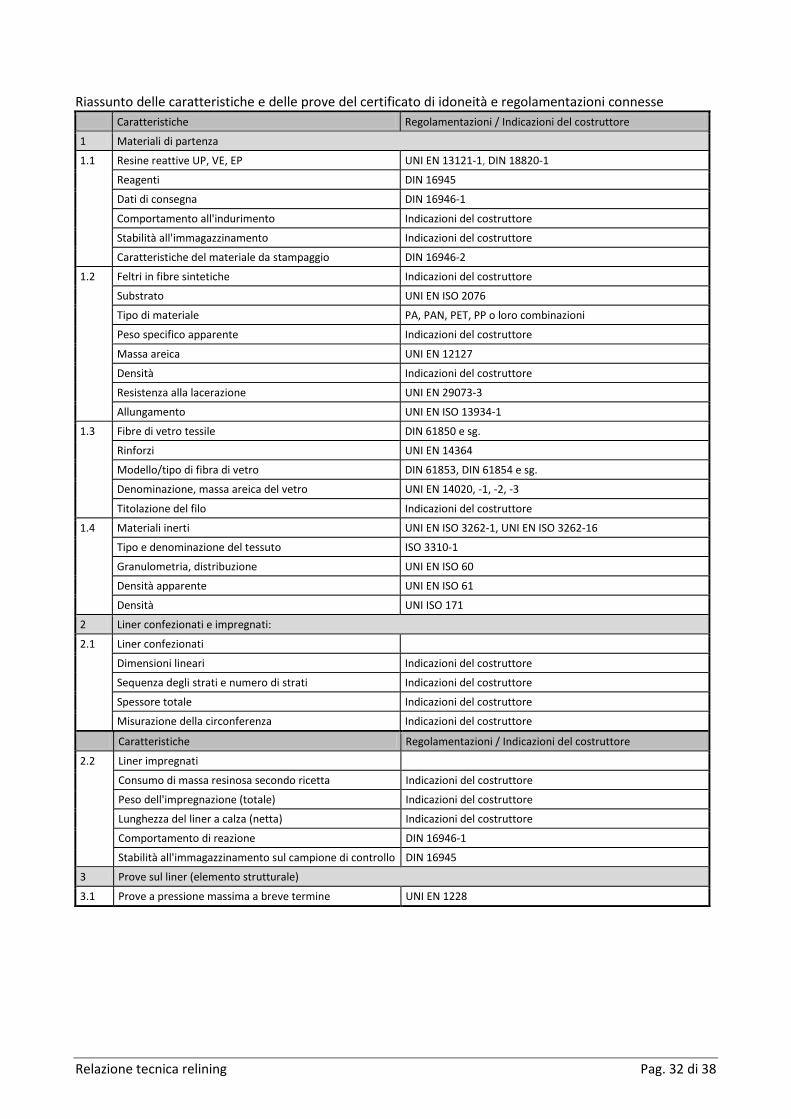
Riassunto delle caratteristiche e delle prove del certificato di idoneità e regolamentazioni connesse Caratteristiche Regolamentazioni / Indicazioni del costruttore
1 Materiali di partenza
1.1 Resine reattive UP, VE, EP UNI EN 13121-1, DIN 18820-1
Reagenti DIN 16945
Dati di consegna DIN 16946-1
Comportamento all'indurimento Indicazioni del costruttore
Stabilità all'immagazzinamento Indicazioni del costruttore
Caratteristiche del materiale da stampaggio DIN 16946-2
1.2 Feltri in fibre sintetiche Indicazioni del costruttore
Substrato UNI EN ISO 2076
Tipo di materiale PA, PAN, PET, PP o loro combinazioni
Peso specifico apparente Indicazioni del costruttore
Massa areica UNI EN 12127
Densità Indicazioni del costruttore
Resistenza alla lacerazione UNI EN 29073-3
Allungamento UNI EN ISO 13934-1
1.3 Fibre di vetro tessile DIN 61850 e sg.
Rinforzi UNI EN 14364
Modello/tipo di fibra di vetro DIN 61853, DIN 61854 e sg.
Denominazione, massa areica del vetro UNI EN 14020, -1, -2, -3
Titolazione del filo Indicazioni del costruttore
1.4 Materiali inerti UNI EN ISO 3262-1, UNI EN ISO 3262-16
Tipo e denominazione del tessuto ISO 3310-1
Granulometria, distribuzione UNI EN ISO 60
Densità apparente UNI EN ISO 61
Densità UNI ISO 171
2 Liner confezionati e impregnati:
2.1 Liner confezionati
Dimensioni lineari Indicazioni del costruttore
Sequenza degli strati e numero di strati Indicazioni del costruttore
Spessore totale Indicazioni del costruttore
Misurazione della circonferenza Indicazioni del costruttore
Caratteristiche Regolamentazioni / Indicazioni del costruttore
2.2 Liner impregnati
Consumo di massa resinosa secondo ricetta Indicazioni del costruttore
Peso dell'impregnazione (totale) Indicazioni del costruttore
Lunghezza del liner a calza (netta) Indicazioni del costruttore
Comportamento di reazione DIN 16946-1
Stabilità all'immagazzinamento sul campione di controllo DIN 16945
3 Prove sul liner (elemento strutturale)
3.1 Prove a pressione massima a breve termine UNI EN 1228
Relazione tecnica relining Pag. 33 di 38
Caratteristiche Regolamentazioni / Indicazioni del costruttore
3.2 Scorrimento viscoso su 24 h EN 761, EN ISO 899-2
3.3 Prove a pressione massima a lungo termine (10.000 h) EN 761, EN ISO 11296-4
3.4 Prova di flessione a 3 punti EN ISO 178
in direzione della circonferenza EN ISO 11296-4
in direzione longitudinale EN ISO 11296-4
3.5 Prova di trazione/allungamento alla rottura EN ISO 527-4
3.6 Prova di compressione/rottura da deformazione in direzione longitudinale
EN ISO 604
3.7 Grado di indurimento
Tenore di stirene residuo DIN 53394-2 (GC)
Analisi DSC (solo resine EP) ISO 11357, Parti 1-7
3.8 Misurazione della perdita all'ignizione EN ISO 1172
3.9 Densità EN ISO 1183-1
3.10 Analisi spettroscopica IR i. g. a. ASTM D 5576
3.11 Idoneità chimica EN ISO 175, EN ISO 11296-4
3.12 Misurazione della fessura anulare (liner/vecchio tubo) manuale (ad es. tramite sonda)
3.13 Impermeabilità all'acqua del laminato portante UNI EN ISO 11296-4
3.14 Resistenza allo sfregamento secondo test di Darmstadt EN 295-3
3.15 Resistenza allo spurgo mediante strumenti ad alta pressione
DIN 19523: 4.2 e 4.3
Relazione tecnica relining Pag. 34 di 38
BOLLA DI ACCOMPAGNAMENTO DEL PROVINO Prima prova Ripetizione della prova In rif. al verbale di collaudo no.:
Dati relativi al prelievo dei provini nei liner a calza
Prelievo del provino Conferma del prelievo del provino (ditta esecutrice/direzione cantiere)
Conferma del prelievo del provino (committente/direzione cantiere)
Data In stampatello Firma In stampatello Firma
Identificazione del provino
Committente della prova sul materiale
ID del materiale del liner
Committente Lunghezza liner a calza
Progetto edilizio Denominazione del tronco
Ditta esecutrice Denominazione del provino
Costruttore del liner a calza Data di installazione
Tipo di resina UP VE EP altro Punto di
prelievo
Tronco Pozzetto finale
Pozzetto inter-medio
Substrato Fibre sint. PRFV
Geometria del tubo Circolare DN……….…
Posizione di prelievo
Vertice Piedritto Fondo
Uovo...…/……..…
Il rivestimento è parte integrante del liner
sì no esterno interno
Grandezza minima del provino: 20 × spessore della parete in direzione della circonferenza e 35 cm in direzione longitudinale. Se viene commissionata una prova di scorrimento viscoso, la lunghezza totale deve essere di min. 40 cm. È possibile effettuare una divisione del provino. Lunghezza minima dei singoli segmenti: 50 mm larghezza e 20 × spessore della
parete in direzione della circonferenza. Per le prove a pressione massima deve essere prelevata una sezione ad anello circolare con una lunghezza min. di 40 cm.
Grandezza reale del provino In direzione della circonferenza in cm In direzione longitudinale in cm
Prove da eseguire (selezione a cura del committente)
Le prove possono essere eseguito la laboratori accreditati secondo UNI EN ISO/IEC 17025.
Relazione tecnica relining Pag. 35 di 38
9 IMPORTO DELL’OPERA
9.1 Prezzi
1. Impianto cantiere sistema C.I.P.P. – UV Liner : La voce compensa tutti gli oneri per l’installazione di cantiere, la manutenzione e gestione del cantiere, gli spostamenti lungo il percorso del collettore, i lavori di smontaggio e sgombero a lavori ultimati, i costi di viaggio, alla e dalla zona di lavoro, comprensivo di tutto il personale e materiale necessario per lo svolgimento di tutte le prestazioni necessarie. La voce comprende tutte le attrezzature, il personale e quant’altro necessario. Vengono utilizzate le seguenti attrezzature:
− Impianto di indurimento a raggi UV − Nastro d’ installazione − Compressore 10.000 Lt. − Camioncino di accompagnamento − Impianto di video ispezione
a corpo Euro 9.000
2. Ispezione televisiva della condotta e rilievi definitivi , con videocamera avente le seguenti caratteristiche : Videocamera a colori con „testa" girevole ed inclinabile. Il grado d'inclinazione deve essere di min. 90 gradi per ogni parte, l'angolazione 360 gradi. Deve essere possibile l'uso di proiettori supplementari. Sensibilità del segnale-video: 30 lux. Leggibilità del segnale-video necessario: 400 linee (Super-VHS). Prima dell'esecuzione dell'analisi della tubazione con videocamera la condotta deve essere pulita ad alta pressione a carico del committente. Nel prezzo è compreso il protocollo d’ ispezione e la fornitura dei filmati su CD DVD. Le immagini del diametro del tubo e del perimetro del pozzetto devono essere nitide. Nelle riprese video devono apparire i seguenti dati: data, luogo, tipo di condotta, materiale dei tubi, metri lineari percorsi. Tale lavorazione è necessaria per la verifica dello stato di pulizia della condotta , per la classificazione della classe di danno della condotta, per la definizione delle tratte di lancio e pozzetti d’inserimento e per l’ ordine definitivo dei materiali necessari all’ intervento di risanamento.
a m Euro 7,00
3. Lavori di fresatura preliminare per preparazione condotte fino DN 600 mm. con Robot : I lavori sono da eseguire con una fresa robotizzata controllata mediante telecamere e telecomandata da un veicolo adatto. La fresa robotizzata deve avere le seguenti specifiche: Testata di fresatura orientabile in modo tridimensionale; Controllo mediante telecamera integrata; Attrezzi di fresatura, foratura, levigatura e taglio nel canale. L'impiego della fresa robotizzata deve essere possibile in diametri tra DN 250 e DN 600 di tubi in calcestruzzo, grés, FZ, PVC, GFK, PEHD ed acciaio. Con la fresa robotizzata deve essere possibile intervenire sui seguenti danni: Allacciamenti laterali sporgenti e non, sedimentazioni e oggetti sporgenti di ogni tipo, lavori in diametri non accessibili con uomo. L' impiego della telecamera è compreso nel prezzo sottoindicato. La presente voce è prevista per i lavori di preparazione ante risanamento della condotta. 3.1. Impianto cantiere Robot fresa
a corpo Euro 1.500,00. 3.2. Lavori di fresatura con Robot fresa
ad ora Euro 280,00.
4. Risanamento condotte mediante Relining completo da pozzetto a pozzetto. E’ compresa la fornitura del materiale , le attrezzature ed il personale per l'installazione a regola d'arte. I costi d'installazione del cantiere e di viaggio del personale e delle attrezzature sono compensati in apposita voce. La voce prevede la fornitura ed introduzione di un Inliner in fibra di vetro senza saldatura, indurito con
Relazione tecnica relining Pag. 36 di 38
dispositivo dotato di camera e luci. L' Inliner deve essere costituito di pura fibra di vetro senza giuntura cucita. Tipo di vetro da utilizzare: vetro E-CR. Tipo di resina poliestere da utilizzare: Ortho-NPG Tipo 1140 secondo DIN 16946-2 Tipo 1310 secondo DIN 16946-2. Il Liner deve avere all’interno uno strato di resina pura da 0,4 mm. il tutto secondo normativa UNI EN ISO 11296-1, UNI EN ISO 11296-4. Il calcolo statico deve avvenire secondo ATV M 127/2 per la rispettiva classe di danno della condotta rilevata nella video ispezione preliminare. I relativi ulteriori parametri della condotta, del letto di posa ed il livello dell’acqua di falda devono essere comunicati dal committente. Il tutto secondo normativa UNI EN ISO 11296-1, UNI EN ISO 11296-4. L’impresa esecutrice deve dimostrare la corrispondenza del Liner alla UNI EN ISO 11294-4 tramite presentazione dei relativi certificati di laboratorio in merito a tutte le prove richiesta dalla stessa norma sulla pag. 12 Capitolo 5 (5.1/5.2/5.3/5.4/5.6/5.7/5.8). Inoltre l’impresa esecutrice deve dimostrare con rispettivi certificati di laboratorio prodotti da laboratorio accreditato a livello europeo la corrispondenza dei materiali che intende utilizzare per il risanamento della tubazione secondo tutte le prove descritte nella UNI EN ISO 11294-4 pag. 19 – Tabella 5 e pag. 20 – Tabella 6. I parametri delle resistenze meccaniche utilizzate nel calcolo statico del Liner secondo ATV M 127/2 devono corrispondere ai valori indicati nei certificati consegnati. Tutte le lavorazioni prima e durante il risanamento della tubazione devono corrispondere alla norma UNI EN ISO 11296-4. Dopo il risanamento oltre la video ispezione e la prova di tenuta della tratta risanata devono essere estratti dei campioni di Liner come descritto nella UNI EN ISO 11294-4 ed inviati ad un laboratorio accreditato da ACCREDIA o da analogo ente europeo per il quale valgono accordi internazionali di mutuo riconoscimento, cioè appartenenti alla rete EA -European Co-operation for Accreditation. Il prezzo per l'inserimento comprende inoltre:
− Il taglio del Liner nel pozzo di partenza e nel pozzo di arrivo; − L'apertura del Liner nei pozzetti intermedi e sigillatura con malte speciali; − Prelievo di campioni secondo UNI EN ISO 11296-4; − Esecuzione delle prove di laboratorio − Posa, prima del Liner, di un nastro di scorrimento sul quale sarà trainata la calza stessa
5. UV Liner -Inliner rinforzati con fibra di vetro impregnata di resina poliestere. Liner con un modulo di elasticità, rilevato secondo EN 1228 in N/mm² di ≥ 6.11o e carico di flessione in N/mm²≥ 110. -Sezione secondo disegni – DN 600 mm. sp. 5,1 mm.
a m Euro 348,00.-
(secondo UNI EN ISO 11296-4) -Dimensionamento eseguito secondo DWA-A 144-3.
6. Riapertura allacciamenti laterali in condotta fino DN 600 mm. con Robot : I lavori sono da eseguire con una fresa robotizzata controllata mediante telecamere e telecomandata da un veicolo adatto. La fresa robotizzata deve avere le seguenti specifiche: Testata di fresatura orientabile in modo tridimensionale controllata mediante telecamera integrata; Attrezzi di fresatura, foratura, levigatura e taglio nel canale. L'impiego della fresa robotizzata deve essere possibile in diametri tra DN 250 e DN 600 di tubi in calcestruzzo, gres, FZ, PVC, GFK, PEHD ed acciaio. Con la fresa robotizzata deve essere possibile intervenire nella riapertura di allacciamenti laterali chiusi dall’ inserimento del Liner dopo la polimerizzazione in diametri non percorribili con uomo. L' impiego della telecamera è integrato nella relativa posizione.
cad. Euro 300,00.
Relazione tecnica relining Pag. 37 di 38
7. Sigillatura allacciamenti laterali in condotte fino DN 600 mm. con Robot : I lavori consistono nell’ iniezione nella zona allaccio per creare un collegamento impermeabile tra allaccio e tubazione principale risanata con tecnologia KA-TE tramite iniezione di resine bi-componenti. Non si intendono compresi nella presente voce: i lavori di fresatura Inliner per apertura allaccio, i lavori di fresatura per creare la zona di iniezione resine, i lavori di By Pass, i lavori di pulizia con auto spurgo e lo smaltimento dei fanghi di lavaggio condotta i quali vengono contabilizzati separatamente. I carrelli di risanamento sono attrezzati per risanare danni localizzati nelle tubazioni e, tramite una telecamera, l’operatore specializzato riesce a guidare il Robot dal suo posto di comando installato su apposito automezzo. I carrelli devono essere predisposti per posizionare il cassero ed il pallone per eseguire il lavoro di iniezione tra l’allaccio e la tubazione principale con ugelli di iniezione. Inoltre i carrelli sono predisposti per cartucce e pompe tramite le quali è possibile iniettare o spalmare resine bi-componenti. Tutte le resine del tipo Epoxonic, MC Bauchemie o Sika devono rispondere alle prescrizioni secondo UNI EN 1542 e fogli di lavoro ATV-M 143-6 e RAL-M 143-16/5.3.10. Come attrezzatura accompagnatoria è prevista una vasta gamma di casseri e “palloni” che permettono di effettuare i lavori di risanamento di giunti e fessure. Il sistema deve essere attrezzato per eseguire risanamenti nelle zone di allaccio in tubazioni a gravità per diametri interni da DN 250 mm a DN 600 mm. L’operatore del Robot deve avere eseguito una formazione specializzata per la guida del Robot o avere un’ esperienza pluriennale. La voce viene contabilizzata a numero di allaccio risanato.
cad. Euro 1.000,00.-
7. Oneri di sicurezza per l’esecuzione di lavori, compreso: − D.P.I. per gli operai; − Elaborazione P.O.S. comprensivo di tutta la documentazione richiesta dal responsabile della
sicurezza; − Personale abilitato per il “Lavoro in luoghi confinati” secondo DPR 177/2011; − Opere provvisionali di sicurezza
a corpo Euro 3.500,00.
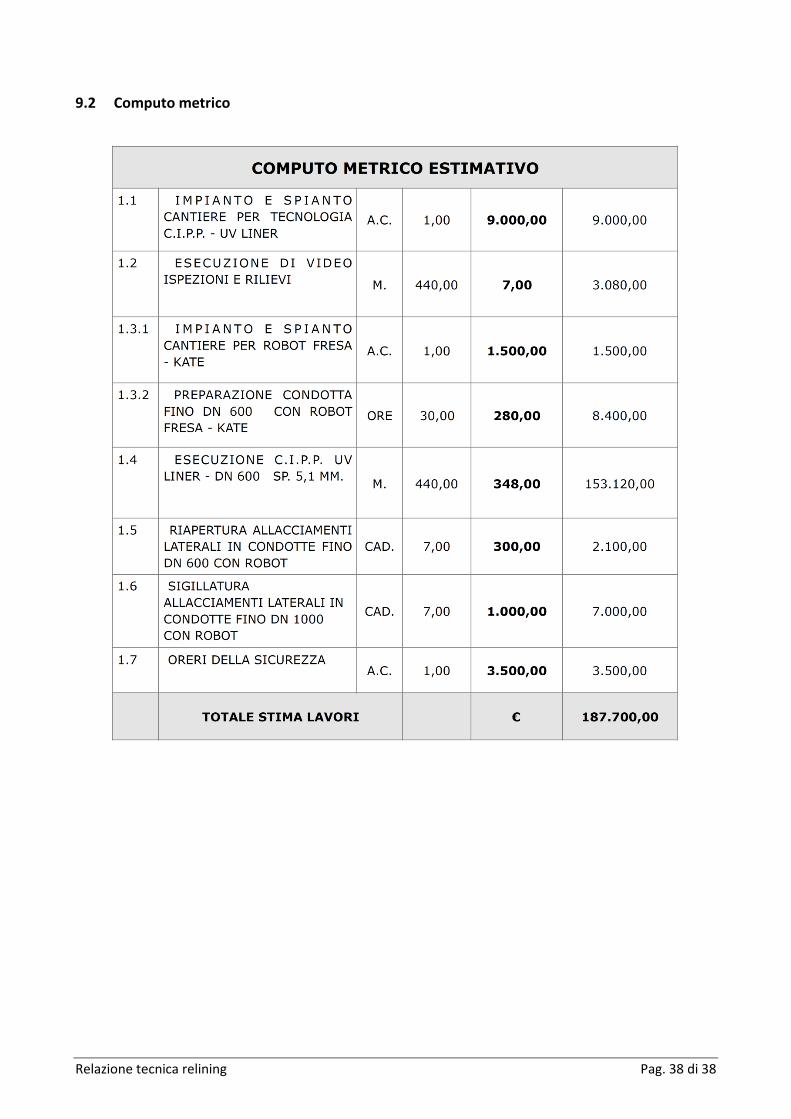
Relazione tecnica relining Pag. 38 di 38
9.2 Computo metrico


















