
Cronomaster filebatteria per auto con capacità tra 50 e 400 Ampére ora, batterie anche più...
13
Cronomaster ITALY APPARECCHIATURA di controllo di ASSENZA CORTOCIRCUITI Nelle piastre di BATTERIE Pb. CONCETTO DI FUNZIONAMENTO L’apparecchiatura verifica che non sussistano cortocircuiti, affermati o potenziali, per tutte la celle della batteria prima che le medesime vengano saldate attraverso i setti e collegate in serie tra loro. In questo modo, una piastra difettosa, opportunamente identificata e marchiata, può essere rimossa facilmente e reintegrata con altra buona, anche in tempo differito. Con una prima prova viene misurato il reale grado di umidità di ciascun elemento della batteria, e si verifica che non sussistano grossolani cortocircuiti od interruzioni. Nella prova successiva, che è il collaudo vero e proprio, si esegue una prova dielettrica tramite piccolissimi impulsi di alta tensione, tale da non costituire dissipazione di potenza tra le polarità ma di poter elevare la livello desiderato la differenza di potenziale di prova. Successivamente le batterie riscontrate Buone, avanzano sulla linea di produzione ed arrivano alla stazione in cui le celle vengono saldate. Anche per questo processo disponiamo di un sofisticato controllo di saldatura che regola il processo, evitando soffiature nel Pb del nocciolo fuso del ponticello, ed in grado di lanciare un allarme per qualsiasi irregolarità si riscontri nel ciclo. Dopo la saldatura le batterie arrivano alla stazione di collaudo finale dove viene effettuato nuovamente un test ad impulsi, chiamato SURGE Test, per verificare che durante l’operazione di saldatura non siano insorti dei difetti (ad esempio qualche micro goccia di Pb che cade nella bustina) Con il nostro Sistema TPC2005/STD o in versione LOW-COST, con gestione computerizzata e con specifici programmi software, i dati di processo vengono acquisiti, memorizzati e gestiti in modo tale da ottenere una tabella di dati per ogni singola batteria collaudata. I dati possono essere elaborati per analisi statistiche mediante il modulo software compreso nel programma fornito con la macchina. Dall’analisi delle gaussiane dei vari parametri, è addirittura possibile fare una previsione sull’andamento della qualità complessiva del prodotto, in modo da generare un allarme in caso di decadimento progressivo di uno di essi, ancor prima di produrre scarti. Tutti i dati ottenuti possono essere inviati sia su stampante che su file utilizzabile da un qualsiasi computer compatibile IBM con sistema MS-DOS od inviati in rete.
Transcript of Cronomaster filebatteria per auto con capacità tra 50 e 400 Ampére ora, batterie anche più...

CronomasterITALY
APPARECCHIATURA di controllo diASSENZA CORTOCIRCUITINelle piastre di BATTERIE Pb.
CONCETTO DI FUNZIONAMENTO
L’apparecchiatura verifica che non sussistano cortocircuiti, affermati o potenziali,per tutte la celle della batteria prima che le medesime vengano saldate attraverso i setti ecollegate in serie tra loro.
In questo modo, una piastra difettosa, opportunamente identificata e marchiata, puòessere rimossa facilmente e reintegrata con altra buona, anche in tempo differito.
Con una prima prova viene misurato il reale grado di umidità di ciascun elemento dellabatteria, e si verifica che non sussistano grossolani cortocircuiti od interruzioni.
Nella prova successiva, che è il collaudo vero e proprio, si esegue una prova dielettricatramite piccolissimi impulsi di alta tensione, tale da non costituire dissipazione di potenzatra le polarità ma di poter elevare la livello desiderato la differenza di potenziale di prova.
Successivamente le batterie riscontrate Buone, avanzano sulla linea di produzione edarrivano alla stazione in cui le celle vengono saldate.
Anche per questo processo disponiamo di un sofisticato controllo di saldatura che regolail processo, evitando soffiature nel Pb del nocciolo fuso del ponticello, ed in grado dilanciare un allarme per qualsiasi irregolarità si riscontri nel ciclo.
Dopo la saldatura le batterie arrivano alla stazione di collaudo finale dove vieneeffettuato nuovamente un test ad impulsi, chiamato SURGE Test, per verificare chedurante l’operazione di saldatura non siano insorti dei difetti (ad esempio qualche microgoccia di Pb che cade nella bustina)
Con il nostro Sistema TPC2005/STD o in versione LOW-COST, con gestionecomputerizzata e con specifici programmi software, i dati di processo vengono acquisiti,memorizzati e gestiti in modo tale da ottenere una tabella di dati per ogni singola batteriacollaudata. I dati possono essere elaborati per analisi statistiche mediante il modulosoftware compreso nel programma fornito con la macchina.
Dall’analisi delle gaussiane dei vari parametri, è addirittura possibile fare una previsionesull’andamento della qualità complessiva del prodotto, in modo da generare un allarme incaso di decadimento progressivo di uno di essi, ancor prima di produrre scarti.
Tutti i dati ottenuti possono essere inviati sia su stampante che su file utilizzabile da unqualsiasi computer compatibile IBM con sistema MS-DOS od inviati in rete.
Cronomaster
2
RILEVAMENTO DEL GRADO DI UMIDITÀ (prova isolamento in DC)
La prova viene effettuata in corrente continua, con un alimentatore programmabile conpotenza di taglia I per batterie piccole e medie, con la possibilità di limitazione dellacorrente massima; la tensione massima di prova è regolabile da menù,.
L'apparecchio si comporta in modo equiparabile ad un Mega Ohm-metro, con limitivariabili e programmabili dall’utente, il quale effettua più misure per ogni elemento e né fala media congrua, controlla altresì che la tensione di collaudo sia quella impostata e chenon si discosti di più di un certo coefficiente tra inizio e fine prova.
Il risultato delle misure è espresso in Kilo Ohm o Mega Ohm ed viene messo sul video incorrispondenza di ogni posizione-piastra, dell'elemento collaudato.
Un apposito algoritmo brevettato, trasforma questi valori in una serie di preset per lasuccessiva prova ad impulsi su quel medesimo elemento.
PROVA DI RIGIDITÀ DIELETTRICA AD IMPULSI (Surge test)Questa tecnologia permette di rilevare difetti che i metodi tradizionali di collaudo non
sono in grado di evidenziare, ad esempio impurità tra le piastre dovute a residui dilavorazione, piastre troppo vicine tra loro e perdite d’isolamento delle buste dei separatori.
Il test di rigidità dielettrica fra le piastre, viene effettuato con tecnologia impulsiva, ondelimitare la dissipazione di potenza senza peraltro dover limitare la tensione effettivamenteapplicata.
Alla cella in prova vengono applicati un certo numero di impulsi di alta tensione il cuidecadimento nel tempo è determinato dalla resistenza elettrica e dalla capacità presentatadalla cella.
Alla tensione impostata non devono verificarsi scariche elettriche, ne decadimentoanomali: ove questo avviene siamo in presenza di un difetto della cella che vieneimmediatamente rilevato dalla macchina.
Poiché il test è di tipo impulsivo non si corre il rischio di danneggiare le batterie, ilnumero di impulsi è programmabile in base ai dati del prodotto, così come la tensioned’impulso, tolleranza etc.
Questa tecnologia è stata ampiamente sperimentata nelle linee di fabbricazione dibatteria per auto con capacità tra 50 e 400 Ampére ora, batterie anche più piccole permotocicli o piccoli motori a scoppio possono venire collaudate nello stesso modo, evitandoin alcuni casi la verifica iniziale del grado di umidità

Cronomaster
3
MISURA DEL GRADO DI UMIDITÀ E DI ISOLAMENTO FRA LE PLACCHE

Cronomaster
4
GENERALITÀ
L'apparecchiatura è composta da un armadio elettronico di misura e gestionemovimenti, e da un'attrezzatura meccanica che deve essere adattata alle esigenza ditrasferimento pezzi ed alla filosofia di produzione del cliente.
Normalmente comprende due stazioni di collaudo, installate in modo contiguo, unastazione di evacuazione scarti, traslata di un passo rispetto all'ultima postazione di prova,una stazione di marcatura del settore di scarto, un accumulo pezzi difettosi.
Cronomaster
TPC2005/STD o LOW-COST
Stampante
collaudare e saldareBatteria da Batteria
collaudata e saldata
Armadio di misura

Cronomaster
5
Linea di collaudo Batterie
.
1. Stazione di scarico scarti, ascensore verso rulliera per accumulopezzi da riparare.
2. Marcatura (cancellabile) della posizione dell'elemento/i difettoso/i.
1
2
Cronomaster
6
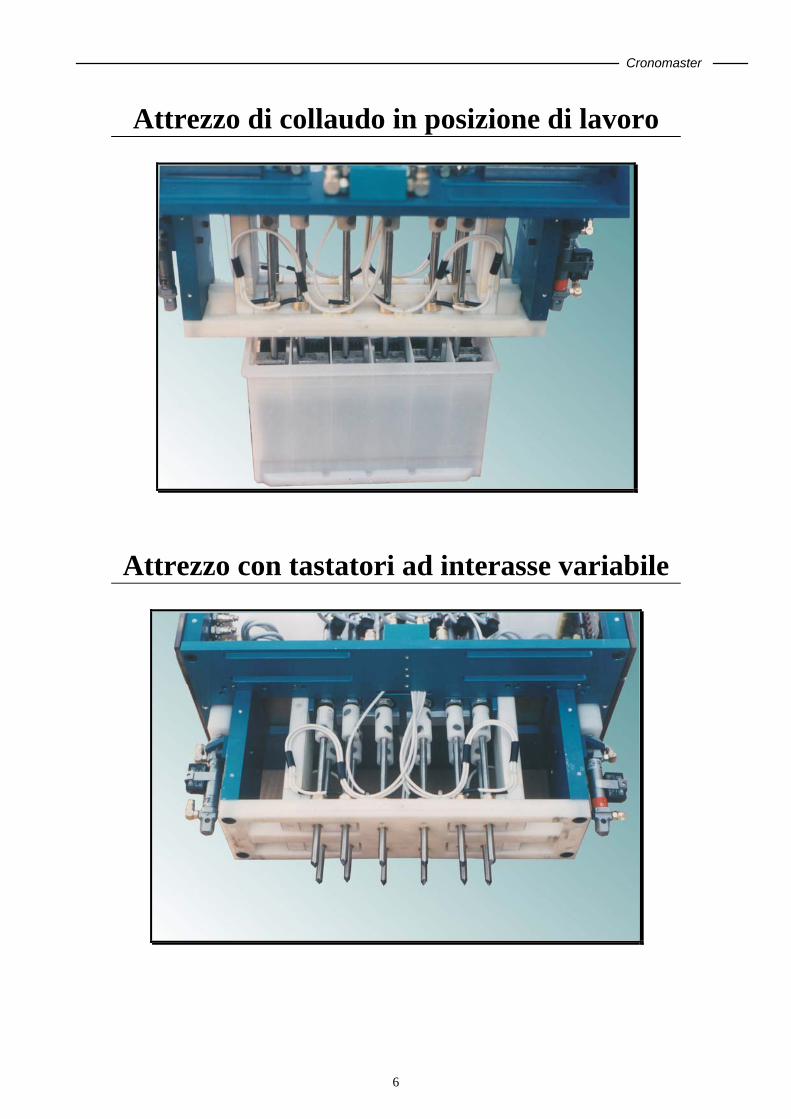
Attrezzo di collaudo in posizione di lavoro
Attrezzo con tastatori ad interasse variabile

Cronomaster
7
Marcatura degli scarti con segnalazionedell’elemento difettoso da sostituire

Cronomaster
8
Per dare un’idea d’insieme sul funzionamento della parte elettronica, alleghiamo unestratto da un manuale di istruzioni.
⇒ Descrizione del ciclo di misuraDopo l’inserimento della password personale, verrà richiesto all’operatore di introdurre il codice del modello.
Dopo aver collegato il pezzo da collaudare nella postazione di misura il programma attende il segnale di avviociclo.
Le procedure per le connessioni e per l’avvio del ciclo variano in base al tipo di stazione di collaudo utilizzata.In qualsiasi caso il ciclo prosegue effettuando in modo automatico tutte le misure e le dovute commutazioni,senza ulteriori interventi da parte dell’operatore.
• Il nome del modello collaudatoViene scritto in alto a sinistra.
• Il nome dell'utente
Viene scritto sotto il nome del modello.
• La configurazione della batteriaLa rappresentazione grafica della batteria ha lo scopo di controllare quale tipo di batteria si stia collaudando,poiché le commutazioni dei relè sono diverse per i due tipi.
• I box con gli esiti delle misureIn questi campi verranno visualizzati i valori rilevati Per ogni tipo di misura sono previsti sei passi (uno per ognicella). Naturalmente nella videata iniziale questi campi saranno vuoti. Alla sinistra dei due box appaiono deiquadrati che assumono colore verde quando quella particolare misura ha dato esito positivo per tutti i suoi passi,mentre assumono colore rosso quando la misura ha dato scarto.
• I contatoriSotto ciascun box appaiono 2 contatori che indicano il numero di prove buono/scarto rilevate per ciascun tipo ditest. Inoltre al centro dello schermo sono presenti i contatori totali..I contatori vengono azzerati automaticamente quando si ha una o più delle seguenti condizioni:
E' cambiata la data. E' cambiato il modello. E' cambiato il turno.
Cronomaster
9
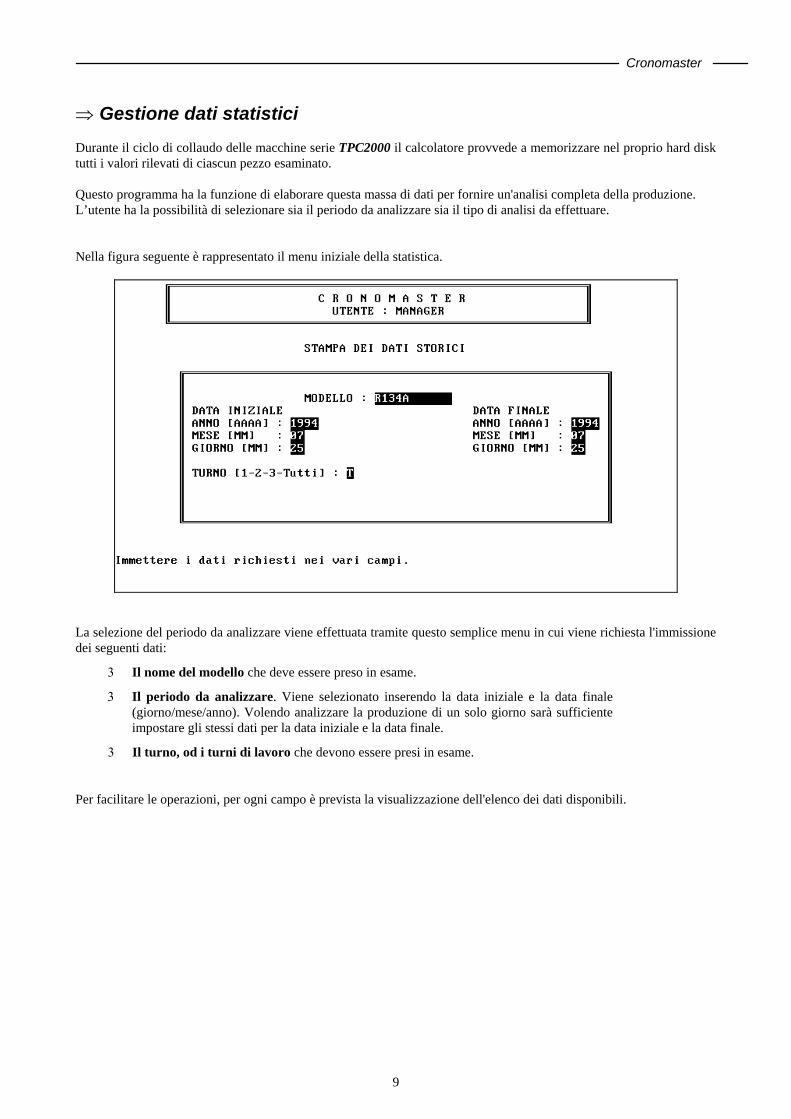
⇒ Gestione dati statisticiDurante il ciclo di collaudo delle macchine serie TPC2000 il calcolatore provvede a memorizzare nel proprio hard disktutti i valori rilevati di ciascun pezzo esaminato.
Questo programma ha la funzione di elaborare questa massa di dati per fornire un'analisi completa della produzione.L’utente ha la possibilità di selezionare sia il periodo da analizzare sia il tipo di analisi da effettuare.
Nella figura seguente è rappresentato il menu iniziale della statistica.
La selezione del periodo da analizzare viene effettuata tramite questo semplice menu in cui viene richiesta l'immissionedei seguenti dati:
3 Il nome del modello che deve essere preso in esame.
3 Il periodo da analizzare. Viene selezionato inserendo la data iniziale e la data finale(giorno/mese/anno). Volendo analizzare la produzione di un solo giorno sarà sufficienteimpostare gli stessi dati per la data iniziale e la data finale.
3 Il turno, od i turni di lavoro che devono essere presi in esame.
Per facilitare le operazioni, per ogni campo è prevista la visualizzazione dell'elenco dei dati disponibili.

Cronomaster
10
Risultati ottenutiI risultati che si possono ottenere dalla statistica sono i seguenti:
3 Totale dei pezzi esaminati con indicazione del numero di pezzi buoni e di scarto erelativa percentuale.
3 Esiti ottenuti dalle prove che forniscono un risultato numerico.Per ogni tipo di test viene indicato il totale delle prove eseguite, il numero dei pezzibuoni e di scarto e relatva percentuale.
3 Distribuzioni per classi dei valori numerici misurati.
3 Generazione dei grafici.
Tutti i dati ottenuti dall''analisi statistica possono essere visualizzati su schermo o inviati ad una stampante qualsiasi (ilmodello deve essere specificato in precedenza).

Cronomaster
11
PINZA DI SALDATURA / UNIONE TRA PIASTRE ADIACENTI
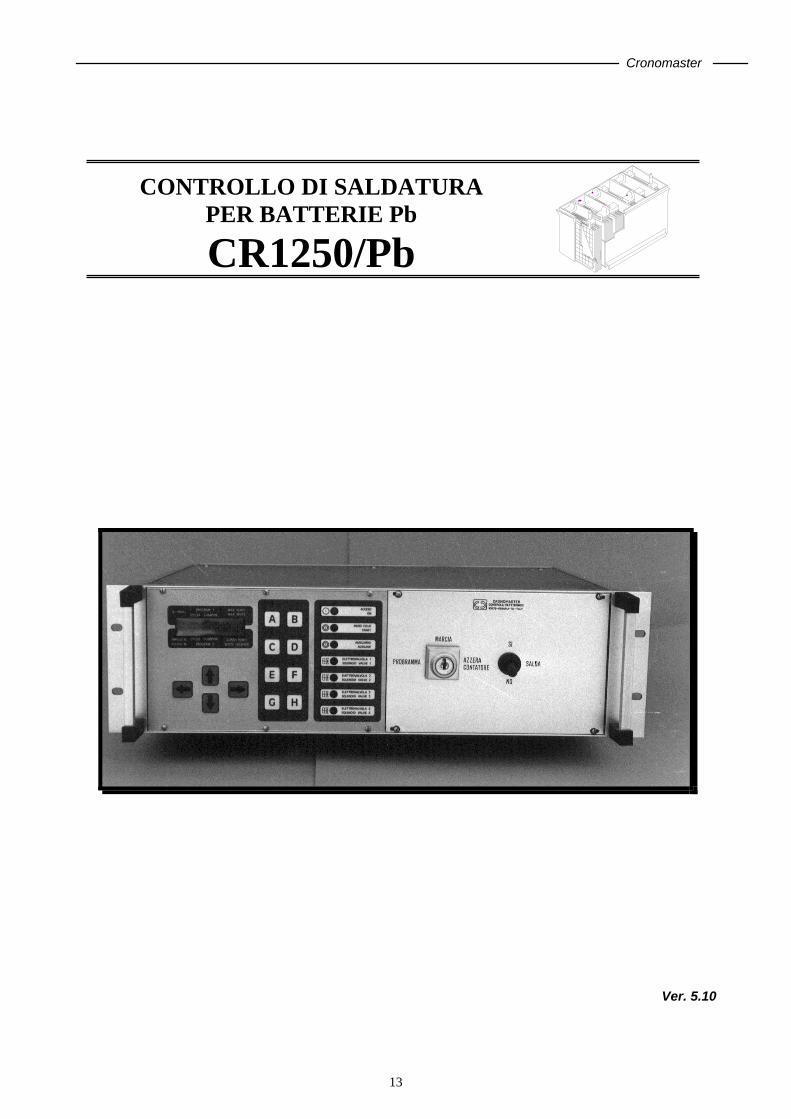
Per eseguire una corretta saldatura, si può usare il controllo di saldatura, modello CR1250/Pb, chepuò essere configurato con un algoritmo di regolazione del calore particolarmente studiato perottimizzare la fusione dei metalli a basso punto di fusione (Pb, Sn, Ag/Sn).In particolare viene utilizzato nell'unione con saldatura a resistenza degli "straps" di batterie perauto.
Cronomaster
12
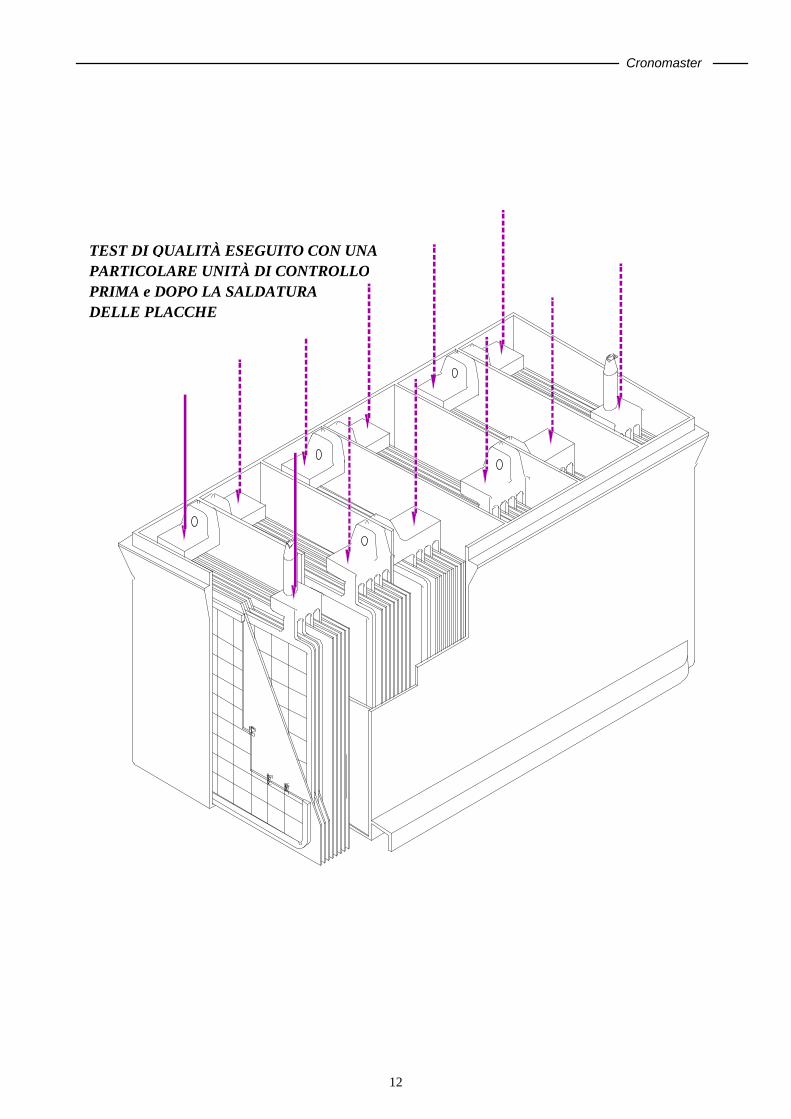
TEST DI QUALITÀ ESEGUITO CON UNAPARTICOLARE UNITÀ DI CONTROLLOPRIMA e DOPO LA SALDATURADELLE PLACCHE
Cronomaster
13
CONTROLLO DI SALDATURAPER BATTERIE Pb
CR1250/Pb
Ver. 5.10



![Presentazione rino scoppio convegno lecce città digitale 22 aprile 2012 [modalità compatibilità]](https://static.fdocumenti.com/doc/165x107/559309341a28ab23498b4718/presentazione-rino-scoppio-convegno-lecce-citta-digitale-22-aprile-2012-modalita-compatibilita.jpg)













