Ottobre 2011 · 2011-10-26 · tà aumentando così la potenza degli ultrasuoni in vasca. 1.1.2....
26
Il lavaggio con ultrasuoni Ottobre 2011
Transcript of Ottobre 2011 · 2011-10-26 · tà aumentando così la potenza degli ultrasuoni in vasca. 1.1.2....
Il lavaggiocon ultrasuoni
Ottobre 2011
Indice degli argomenti
1. IL LAVAGGIO CON ULTRASUONI pag. 31.1. Principio di funzionamento pag. 41.1.1. Unità radianti pag. 41.1.2. Frequenza di funzionamento pag. 4Fig. 1 - Principio di funzionamento e nomenclatura di una vasca a ultrasuoni pag. 41.1.3. Trasduttori magnetici pag. 51.1.4. Trasduttori piezoelettrici pag. 5Fig. 2 - Principio di funzionamento di un trasduttore magnetostrittivo. pag. 51.1.5. Generatori elettronici pag. 6Fig. 3 - Principio di funzionamento di un trasduttore piezoelettrico. pag. 6Fig. 4 - Esploso di un trasduttore piezoelettrico. pag. 61.1.6. Modulazione pag. 7Fig. 5 - Aspetto del pannello frontale del generatore pag. 71.2. Dimensionamento dell’impianto pag. 81.3. Caratteristiche della vasca di lavaggio pag. 8Fig. 6 - Dimensionamento impianto a ultrasuoni per impianto a braccia. pag. 9Fig. 7 - Dimensionamento impianto a ultrasuoni per impianto a carro. pag. 91.4. Avviamento dell’impianto pag. 101.5. Funzionamento normale pag. 111.6. Manutenzione ordinaria pag. 11
2. LE APPLICAZIONI DEGLI ULTRASUONI pag. 132.1. Un po’ di storia pag. 132.2. La situazione attuale pag. 132.3. Gli impianti con detergenti acquosi pag. 142.3.1. Il lavaggio degli oli leggeri pag. 152.3.2. Il lavaggio delle paste di lucidatura pag. 152.3.3. I risciacqui con ultrasuoni pag. 152.3.4. Gli ultrasuoni nella zincatura pag. 152.3.5. Gli ultrasuoni nella cromatura pag. 162.4. Gli impianti con solventi alternativi pag. 162.5. Impianti a solventi classici pag. 17Fig. 8 Schema di una lavatrice a solventi classici pag. 172.6. Impianti ermetici pag. 18
3. Il lavaggio sulla linea galvanica pag. 193.1. Proprietà dei detergenti pag. 193.1.1. Effetto bagnante pag. 193.1.2. Effetto emulsionante pag. 193.1.3. Effetto solubilizzante pag. 193.1.4. Effetto saponificante pag. 193.1.5. Effetto disperdente pag. 203.1.6. Effetto complessante pag. 203.2. Azione meccanica pag. 203.2.1. Movimentazione dei pezzi pag. 203.2.2. Aria insufflata pag. 203.2.3. Pompe di ricircolo pag. 203.2.4. Pompaggio ad alta pressione pag. 213.3. Cicli di trattamento pag. 223.3.1. Preparazione dell'ottone pag. 223.3.2. Preparazione del ferro pag. 233.3.3. Preparazione della zama pag. 243.3.4. Preparazione dell'alluminio pag. 24
4. Bibliografia pag. 25
Giorgio C. Krüger
Il lavaggio a ultrasuoni e la preparazionedelle superfici prima della deposizioneCorso di laurea EFUN - CORSO DI BASE AIFM autunno 2011
1. IL LAVAGGIO CON ULTRASUONI
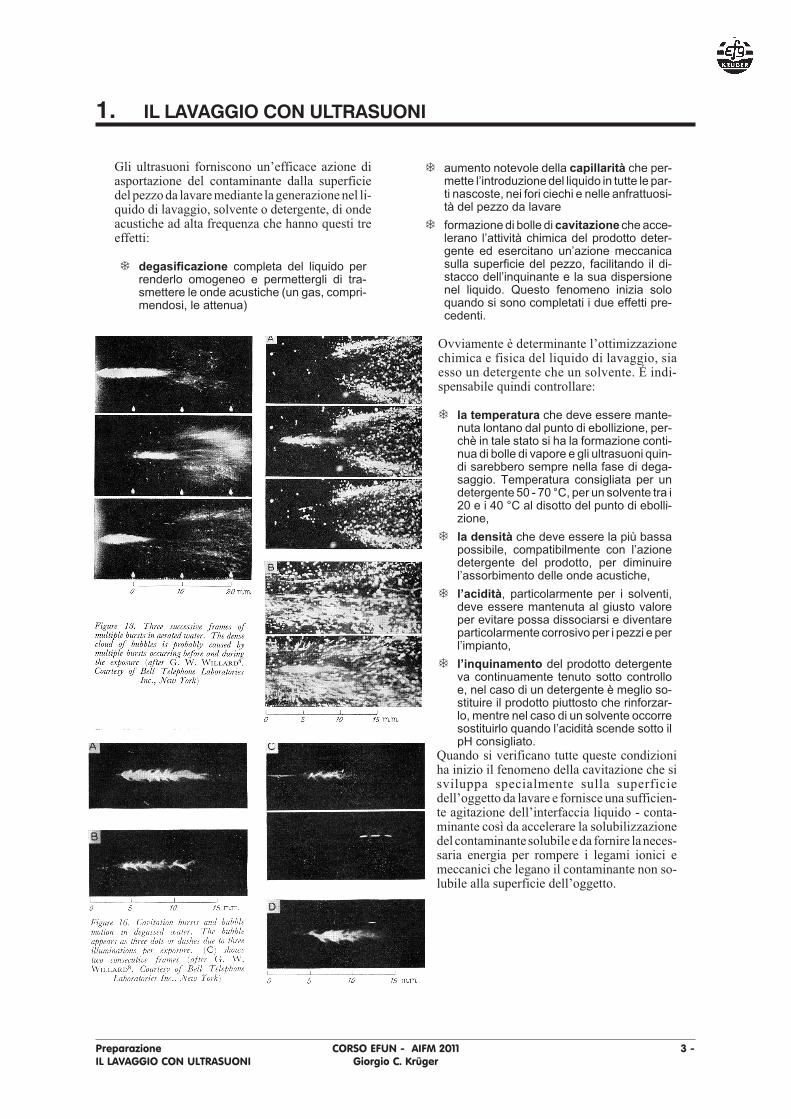
Gli ultrasuoni forniscono un’efficace azione diasportazione del contaminante dalla superficiedel pezzo da lavare mediante la generazione nel li-quido di lavaggio, solvente o detergente, di ondeacustiche ad alta frequenza che hanno questi treeffetti:
T degasificazione completa del liquido perrenderlo omogeneo e permettergli di tra-smettere le onde acustiche (un gas, compri-mendosi, le attenua)
T aumento notevole della capillarità che per-mette l’introduzione del liquido in tutte le par-ti nascoste, nei fori ciechi e nelle anfrattuosi-tà del pezzo da lavare
T formazione di bolle di cavitazione che acce-lerano l’attività chimica del prodotto deter-gente ed esercitano un’azione meccanicasulla superficie del pezzo, facilitando il di-stacco dell’inquinante e la sua dispersionenel liquido. Questo fenomeno inizia soloquando si sono completati i due effetti pre-cedenti.
Ovviamente è determinante l’ottimizzazionechimica e fisica del liquido di lavaggio, siaesso un detergente che un solvente. É indi-spensabile quindi controllare:
T la temperatura che deve essere mante-nuta lontano dal punto di ebollizione, per-chè in tale stato si ha la formazione conti-nua di bolle di vapore e gli ultrasuoni quin-di sarebbero sempre nella fase di dega-saggio. Temperatura consigliata per undetergente 50 - 70 °C, per un solvente tra i20 e i 40 °C al disotto del punto di ebolli-zione,
T la densità che deve essere la più bassapossibile, compatibilmente con l’azionedetergente del prodotto, per diminuirel’assorbimento delle onde acustiche,
T l’acidità, particolarmente per i solventi,deve essere mantenuta al giusto valoreper evitare possa dissociarsi e diventareparticolarmente corrosivo per i pezzi e perl’impianto,
T l’inquinamento del prodotto detergenteva continuamente tenuto sotto controlloe, nel caso di un detergente è meglio so-stituire il prodotto piuttosto che rinforzar-lo, mentre nel caso di un solvente occorresostituirlo quando l’acidità scende sotto ilpH consigliato.
Quando si verificano tutte queste condizioniha inizio il fenomeno della cavitazione che sisviluppa specialmente sulla superficiedell’oggetto da lavare e fornisce una sufficien-te agitazione dell’interfaccia liquido - conta-minante così da accelerare la solubilizzazionedel contaminantesolubile e da fornire laneces-saria energia per rompere i legami ionici emeccanici che legano il contaminante non so-lubile alla superficie dell’oggetto.
Preparazione CORSO EFUN - AIFM 2011 3 -IL LAVAGGIO CON ULTRASUONI Giorgio C. Krüger
1.1. Principio di funzionamento
Generando in un liquido delle vibrazioni a unafrequenza ultrasonica di 20 - 40 kHz, cioè delleonde di pressione e depressione che si ripetono 20- 40 mila volte al secondo, si producono migliaiadi microscopiche bollicine di vapore che conti-nuano a gonfiarsi fino a raggiungere dimensionivisibili, cioè dell’ordine del millimetro.
Ma a un certo punto queste bollicine collassano,cioè implodono, poichè la loro pressione interna èminore di quella del liquido, e cosí producono,nelle loro immediate vicinanze, delle onde dipressione dell’ordine del migliaio di atmosfere.Questo fenomeno, detto “CAVITAZIONE”, dura,dalla formazione delle bollicine alla loro implo-
sione, qualche decimillesimo di secondo e si ripe-te in continuazione.
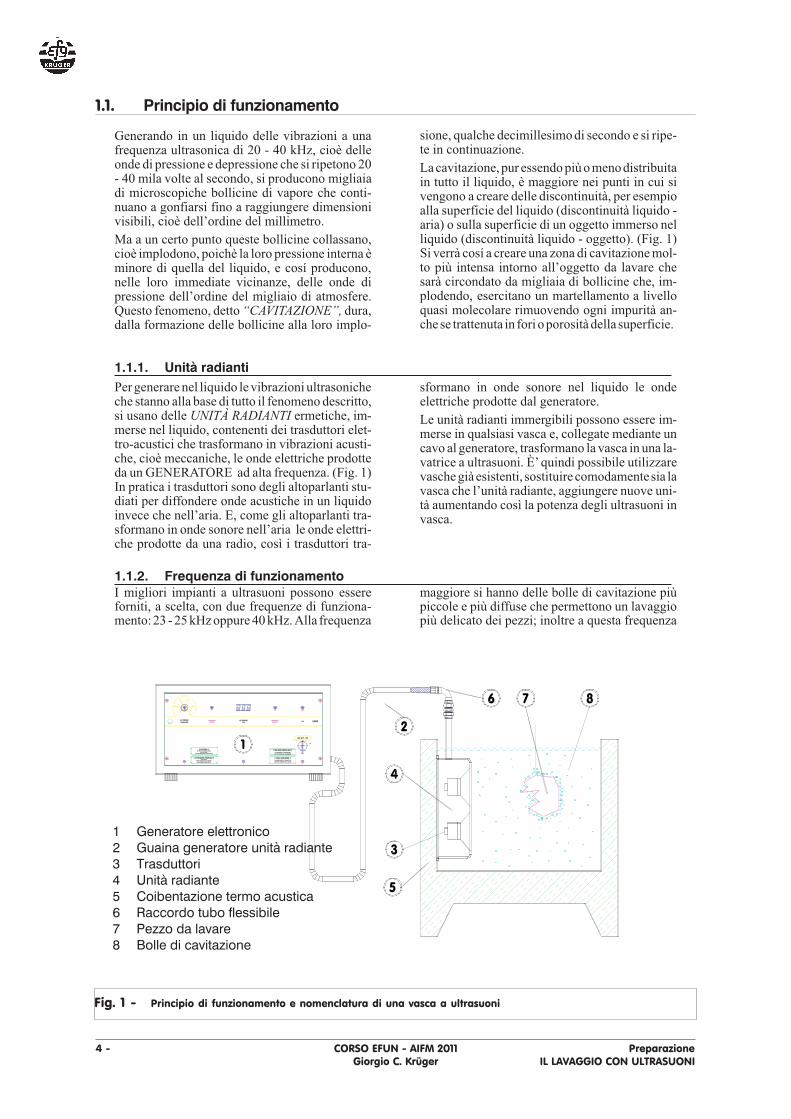
La cavitazione, pur essendo più o menodistribuitain tutto il liquido, è maggiore nei punti in cui sivengono a creare delle discontinuità, per esempioalla superficie del liquido (discontinuità liquido -aria) o sulla superficie di un oggetto immerso nelliquido (discontinuità liquido - oggetto). (Fig. 1)Si verrà cosí a creare una zona di cavitazione mol-to più intensa intorno all’oggetto da lavare chesarà circondato da migliaia di bollicine che, im-plodendo, esercitano un martellamento a livelloquasi molecolare rimuovendo ogni impurità an-che se trattenuta in fori o porosità della superficie.
1.1.1. Unità radianti
Per generare nel liquido le vibrazioni ultrasonicheche stanno alla base di tutto il fenomeno descritto,si usano delle UNITÀ RADIANTI ermetiche, im-merse nel liquido, contenenti dei trasduttori elet-tro-acustici che trasformano in vibrazioni acusti-che, cioè meccaniche, le onde elettriche prodotteda un GENERATORE ad alta frequenza. (Fig. 1)In pratica i trasduttori sono degli altoparlanti stu-diati per diffondere onde acustiche in un liquidoinvece che nell’aria. E, come gli altoparlanti tra-sformano in onde sonore nell’aria le onde elettri-che prodotte da una radio, così i trasduttori tra-
sformano in onde sonore nel liquido le ondeelettriche prodotte dal generatore.
Le unità radianti immergibili possono essere im-merse in qualsiasi vasca e, collegate mediante uncavo al generatore, trasformano la vasca in una la-vatrice a ultrasuoni. È’ quindi possibile utilizzarevasche già esistenti, sostituire comodamentesia lavasca che l’unità radiante, aggiungere nuove uni-tà aumentando così la potenza degli ultrasuoni invasca.
1.1.2. Frequenza di funzionamentoI migliori impianti a ultrasuoni possono essereforniti, a scelta, con due frequenze di funziona-mento:23 - 25 kHz oppure 40 kHz. Alla frequenza
maggiore si hanno delle bolle di cavitazione piùpiccole e più diffuse che permettono un lavaggiopiù delicato dei pezzi; inoltre a questa frequenza
4 - CORSO EFUN - AIFM 2011 PreparazioneGiorgio C. Krüger IL LAVAGGIO CON ULTRASUONI
Fig. 1 - Principio di funzionamento e nomenclatura di una vasca a ultrasuoni
1 Generatore elettronico2 Guaina generatore unità radiante3 Trasduttori4 Unità radiante5 Coibentazione termo acustica6 Raccordo tubo flessibile7 Pezzo da lavare8 Bolle di cavitazione
la rumorosità dell’impianto è inferiore. In linea dimassima un impianto funzionante a 40 kHz ri-chiede una potenza specifica (Watt/litro) maggio-re del 20 - 30% rispetto a un impianto funzionantea 23 kHz.
Alla frequenza di 23 kHz le bolle di cavitazionesono di maggiori dimensioni e permettono un mi-glior lavaggio di particolari massicci e pesanti,pur con una rumorosità superiore ad un impiantoa40 kHz.
1.1.3. Trasduttori magnetici
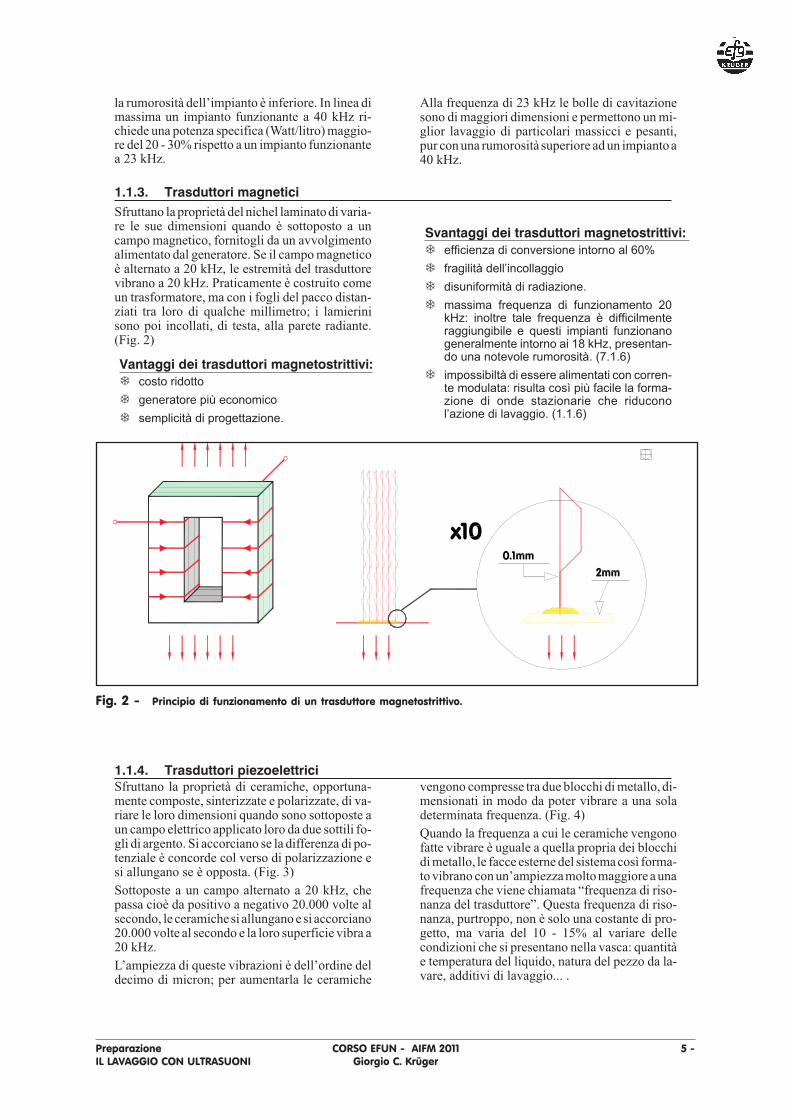
Sfruttano la proprietà del nichel laminato di varia-re le sue dimensioni quando è sottoposto a uncampo magnetico, fornitogli da un avvolgimentoalimentato dal generatore. Se il campo magneticoè alternato a 20 kHz, le estremità del trasduttorevibrano a 20 kHz. Praticamente è costruito comeun trasformatore, ma con i fogli del pacco distan-ziati tra loro di qualche millimetro; i lamierinisono poi incollati, di testa, alla parete radiante.(Fig. 2)
Vantaggi dei trasduttori magnetostrittivi:T costo ridotto
T generatore più economico
T semplicità di progettazione.
Svantaggi dei trasduttori magnetostrittivi:T efficienza di conversione intorno al 60%
T fragilità dell’incollaggio
T disuniformità di radiazione.
T massima frequenza di funzionamento 20kHz: inoltre tale frequenza è difficilmenteraggiungibile e questi impianti funzionanogeneralmente intorno ai 18 kHz, presentan-do una notevole rumorosità. (7.1.6)
T impossibiltà di essere alimentati con corren-te modulata: risulta così più facile la forma-zione di onde stazionarie che riduconol’azione di lavaggio. (1.1.6)
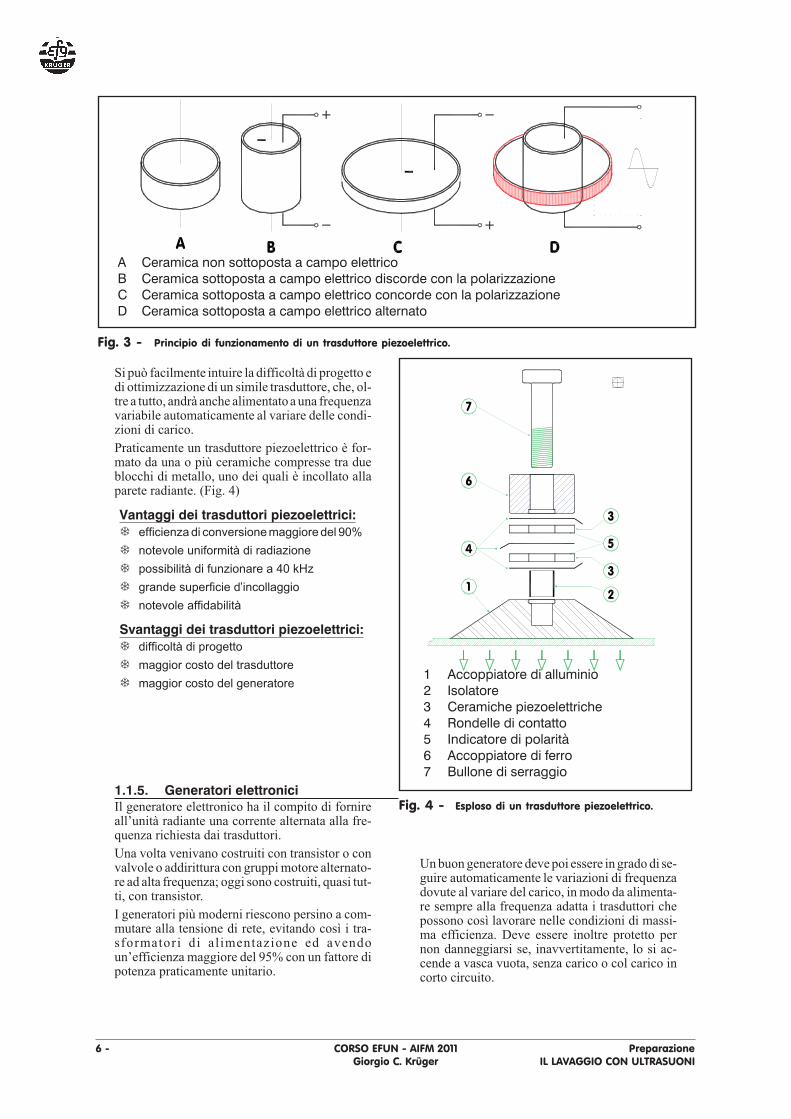
1.1.4. Trasduttori piezoelettriciSfruttano la proprietà di ceramiche, opportuna-mente composte, sinterizzate e polarizzate, di va-riare le loro dimensioni quando sono sottoposte aun campo elettrico applicato loro da due sottili fo-gli di argento. Si accorciano se la differenza di po-tenziale è concorde col verso di polarizzazione esi allungano se è opposta. (Fig. 3)
Sottoposte a un campo alternato a 20 kHz, chepassa cioè da positivo a negativo 20.000 volte alsecondo, le ceramichesi allungano e si accorciano20.000 volte al secondo e la loro superficie vibra a20 kHz.
L’ampiezza di queste vibrazioni è dell’ordine deldecimo di micron; per aumentarla le ceramiche
vengono compresse tra due blocchi di metallo, di-mensionati in modo da poter vibrare a una soladeterminata frequenza. (Fig. 4)
Quando la frequenza a cui le ceramiche vengonofatte vibrare è uguale a quella propria dei blocchidi metallo, le facce esterne del sistemacosì forma-to vibrano con un’ampiezzamoltomaggiore a unafrequenza che viene chiamata “frequenza di riso-nanza del trasduttore”. Questa frequenza di riso-nanza, purtroppo, non è solo una costante di pro-getto, ma varia del 10 - 15% al variare dellecondizioni che si presentano nella vasca: quantitàe temperatura del liquido, natura del pezzo da la-vare, additivi di lavaggio... .
Preparazione CORSO EFUN - AIFM 2011 5 -IL LAVAGGIO CON ULTRASUONI Giorgio C. Krüger
Fig. 2 - Principio di funzionamento di un trasduttore magnetostrittivo.
Si può facilmente intuire la difficoltà di progetto edi ottimizzazione di un simile trasduttore, che, ol-tre a tutto, andrà anche alimentatoa una frequenzavariabile automaticamente al variare delle condi-zioni di carico.
Praticamente un trasduttore piezoelettrico è for-mato da una o più ceramiche compresse tra dueblocchi di metallo, uno dei quali è incollato allaparete radiante. (Fig. 4)
Vantaggi dei trasduttori piezoelettrici:T efficienza di conversione maggiore del 90%
T notevole uniformità di radiazione
T possibilità di funzionare a 40 kHz
T grande superficie d’incollaggio
T notevole affidabilità
Svantaggi dei trasduttori piezoelettrici:T difficoltà di progetto
T maggior costo del trasduttore
T maggior costo del generatore
1.1.5. Generatori elettroniciIl generatore elettronico ha il compito di fornireall’unità radiante una corrente alternata alla fre-quenza richiesta dai trasduttori.
Una volta venivano costruiti con transistor o convalvole o addirittura con gruppi motore alternato-re ad alta frequenza; oggi sono costruiti, quasi tut-ti, con transistor.
I generatori più moderni riescono persino a com-mutare alla tensione di rete, evitando così i tra-sformatori di alimentazione ed avendoun’efficienza maggiore del 95% con un fattore dipotenza praticamente unitario.
Un buon generatore deve poi essere in grado di se-guire automaticamente le variazioni di frequenzadovute al variare del carico, in modo da alimenta-re sempre alla frequenza adatta i trasduttori chepossono così lavorare nelle condizioni di massi-ma efficienza. Deve essere inoltre protetto pernon danneggiarsi se, inavvertitamente, lo si ac-cende a vasca vuota, senza carico o col carico incorto circuito.
6 - CORSO EFUN - AIFM 2011 PreparazioneGiorgio C. Krüger IL LAVAGGIO CON ULTRASUONI
Fig. 3 - Principio di funzionamento di un trasduttore piezoelettrico.
A Ceramica non sottoposta a campo elettricoB Ceramica sottoposta a campo elettrico discorde con la polarizzazioneC Ceramica sottoposta a campo elettrico concorde con la polarizzazioneD Ceramica sottoposta a campo elettrico alternato
Fig. 4 - Esploso di un trasduttore piezoelettrico.
1 Accoppiatore di alluminio2 Isolatore3 Ceramiche piezoelettriche4 Rondelle di contatto5 Indicatore di polarità6 Accoppiatore di ferro7 Bullone di serraggio
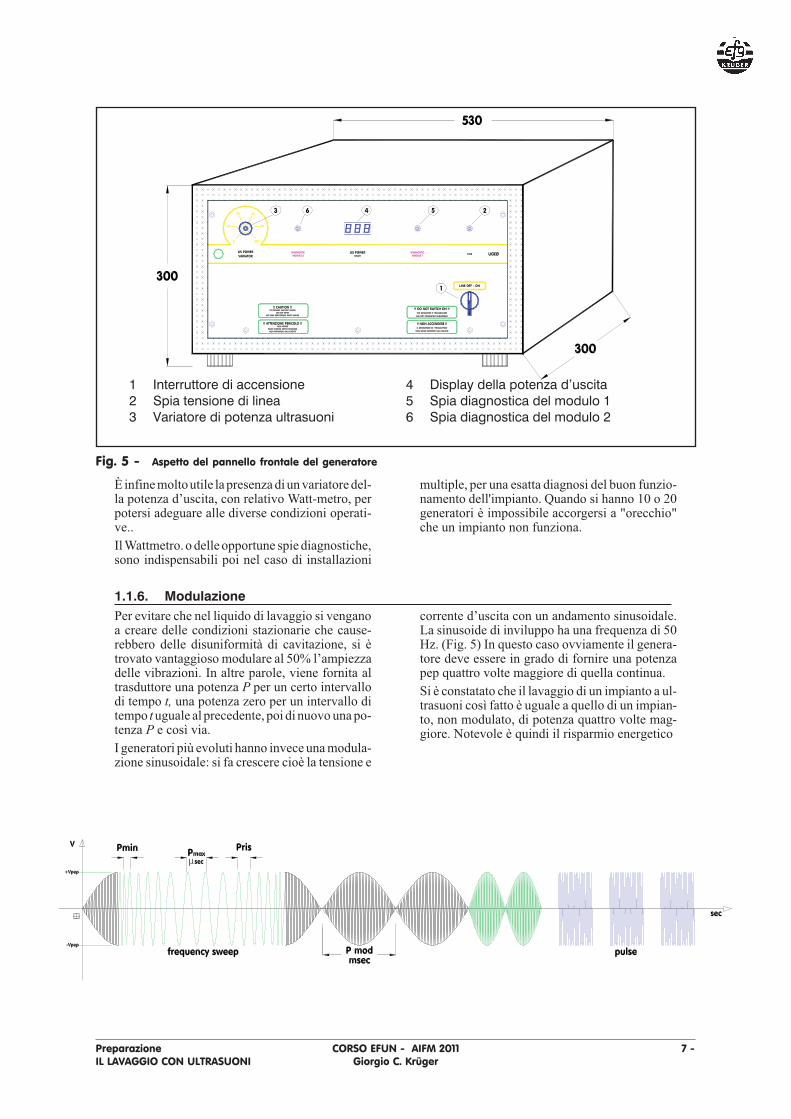
È infine moltoutile la presenza di un variatore del-la potenza d’uscita, con relativo Watt-metro, perpotersi adeguare alle diverse condizioni operati-ve..
Il Wattmetro.o delle opportune spie diagnostiche,sono indispensabili poi nel caso di installazioni
multiple, per una esatta diagnosi del buon funzio-namento dell'impianto. Quando si hanno 10 o 20generatori è impossibile accorgersi a "orecchio"che un impianto non funziona.
1.1.6. Modulazione
Per evitare che nel liquido di lavaggio si venganoa creare delle condizioni stazionarie che cause-rebbero delle disuniformità di cavitazione, si ètrovato vantaggioso modulare al 50% l’ampiezzadelle vibrazioni. In altre parole, viene fornita altrasduttore una potenza P per un certo intervallodi tempo t, una potenza zero per un intervallo ditempo t uguale al precedente, poi di nuovo una po-tenza P e così via.
I generatori più evoluti hanno invece una modula-zione sinusoidale: si fa crescere cioè la tensione e
corrente d’uscita con un andamento sinusoidale.La sinusoide di inviluppo ha una frequenza di 50Hz. (Fig. 5) In questo caso ovviamente il genera-tore deve essere in grado di fornire una potenzapep quattro volte maggiore di quella continua.
Si è constatato che il lavaggio di un impianto a ul-trasuoni così fatto è uguale a quello di un impian-to, non modulato, di potenza quattro volte mag-giore. Notevole è quindi il risparmio energetico
Preparazione CORSO EFUN - AIFM 2011 7 -IL LAVAGGIO CON ULTRASUONI Giorgio C. Krüger
Fig. 5 - Aspetto del pannello frontale del generatore
1 Interruttore di accensione2 Spia tensione di linea3 Variatore di potenza ultrasuoni
4 Display della potenza d’uscita5 Spia diagnostica del modulo 16 Spia diagnostica del modulo 2
1.2. Dimensionamento dell’impianto
Asecondo delle esigenze, cioè del grado di inqui-namento e del materiale dei pezzi e del tempo dilavaggio richiesto, occorrono da 4 a 50 W per litrodi liquido. Generalmente le unità radianti sono di-sposte sulle pareti laterali della vasca, possibil-mente contrapposte per ottimizzare il lavaggio.
Per un corretto dimensionamento dell’impiantooccorre tenere ben presente che i trasduttori ac-coppiano al liquido delle onde di compressione edecompressione planari, quindi con un angolo diapertura molto limitato. Occorre perciò che la su-perficie delle unità radianti sia praticamenteuguale alla superficie del telaio che occorre lava-re.
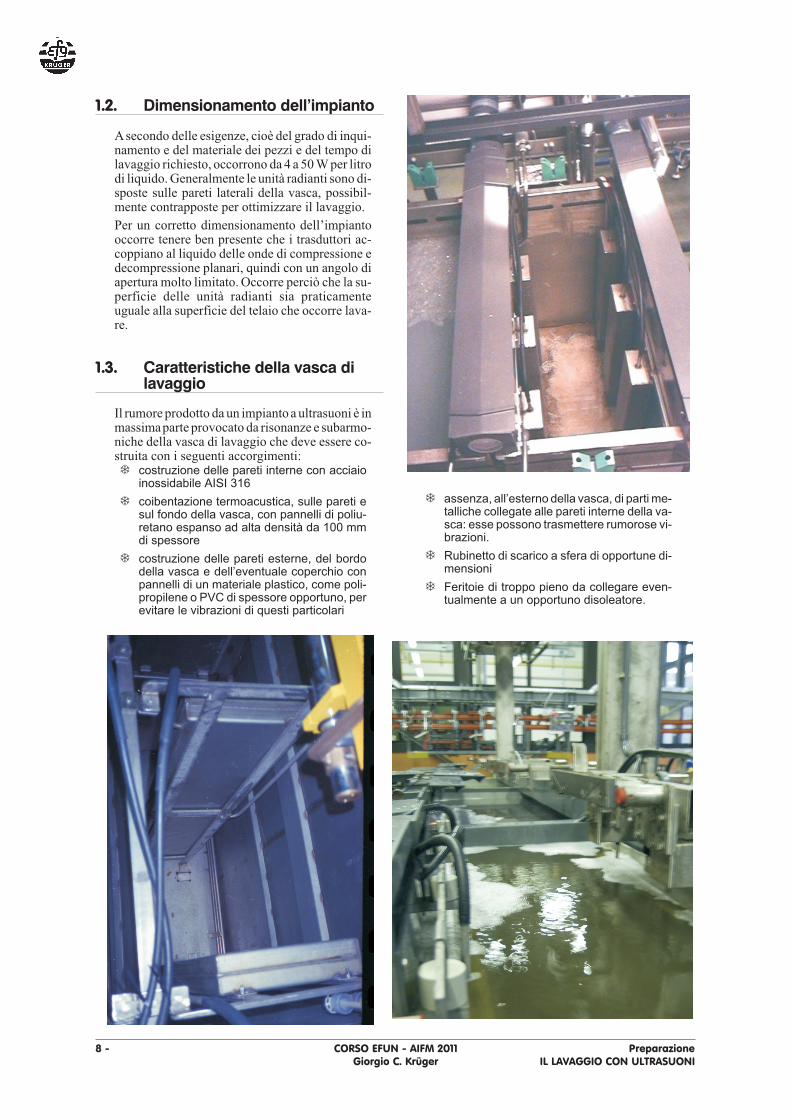
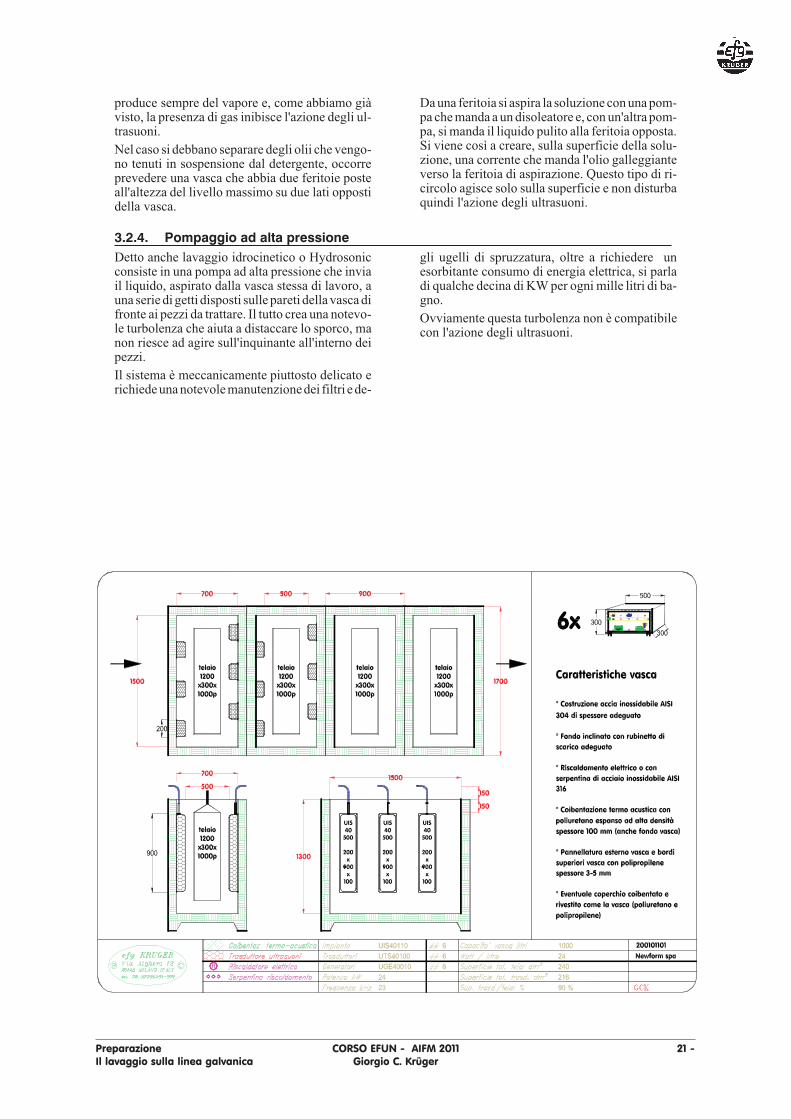
1.3. Caratteristiche della vasca dilavaggio
Il rumore prodotto da un impianto a ultrasuoni è inmassimaparte provocato da risonanze e subarmo-niche della vasca di lavaggio che deve essere co-struita con i seguenti accorgimenti:T costruzione delle pareti interne con acciaio
inossidabile AISI 316
T coibentazione termoacustica, sulle pareti esul fondo della vasca, con pannelli di poliu-retano espanso ad alta densità da 100 mmdi spessore
T costruzione delle pareti esterne, del bordodella vasca e dell’eventuale coperchio conpannelli di un materiale plastico, come poli-propilene o PVC di spessore opportuno, perevitare le vibrazioni di questi particolari
T assenza, all’esterno della vasca, di parti me-talliche collegate alle pareti interne della va-sca: esse possono trasmettere rumorose vi-brazioni.
T Rubinetto di scarico a sfera di opportune di-mensioni
T Feritoie di troppo pieno da collegare even-tualmente a un opportuno disoleatore.
8 - CORSO EFUN - AIFM 2011 PreparazioneGiorgio C. Krüger IL LAVAGGIO CON ULTRASUONI
Preparazione CORSO EFUN - AIFM 2011 9 -IL LAVAGGIO CON ULTRASUONI Giorgio C. Krüger
18x
US 1 US 2 Lav. Cr
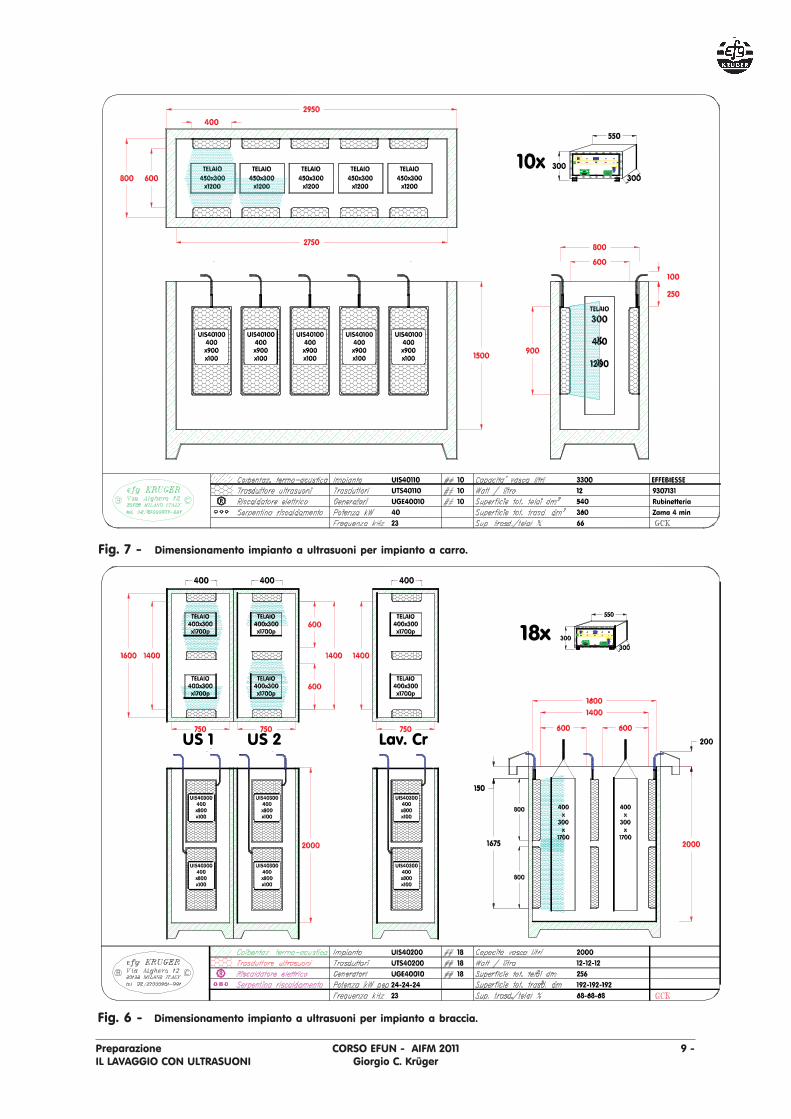
Fig. 6 - Dimensionamento impianto a ultrasuoni per impianto a braccia.
Fig. 7 - Dimensionamento impianto a ultrasuoni per impianto a carro.
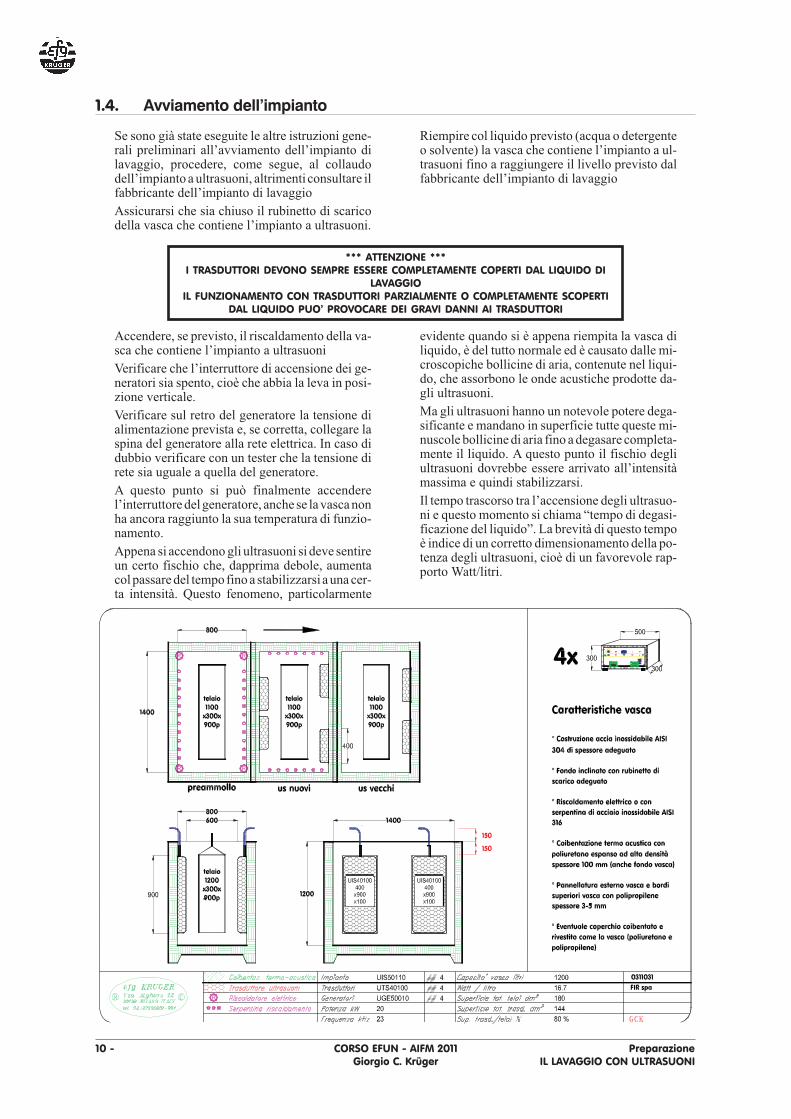
1.4. Avviamento dell’impianto
Se sono già state eseguite le altre istruzioni gene-rali preliminari all’avviamento dell’impianto dilavaggio, procedere, come segue, al collaudodell’impianto a ultrasuoni, altrimenti consultare ilfabbricante dell’impianto di lavaggio
Assicurarsi che sia chiuso il rubinetto di scaricodella vasca che contiene l’impianto a ultrasuoni.
Riempire col liquido previsto (acqua o detergenteo solvente) la vasca che contiene l’impianto a ul-trasuoni fino a raggiungere il livello previsto dalfabbricante dell’impianto di lavaggio
*** ATTENZIONE ***I TRASDUTTORI DEVONO SEMPRE ESSERE COMPLETAMENTE COPERTI DAL LIQUIDO DI
LAVAGGIOIL FUNZIONAMENTO CON TRASDUTTORI PARZIALMENTE O COMPLETAMENTE SCOPERTI
DAL LIQUIDO PUO’ PROVOCARE DEI GRAVI DANNI AI TRASDUTTORI
Accendere, se previsto, il riscaldamento della va-sca che contiene l’impianto a ultrasuoni
Verificare che l’interruttore di accensione dei ge-neratori sia spento, cioè che abbia la leva in posi-zione verticale.
Verificare sul retro del generatore la tensione dialimentazione prevista e, se corretta, collegare laspina del generatore alla rete elettrica. In caso didubbio verificare con un tester che la tensione direte sia uguale a quella del generatore.
A questo punto si può finalmente accenderel’interruttore del generatore, anche se lavasca nonha ancora raggiunto la sua temperatura di funzio-namento.
Appena si accendono gli ultrasuoni si deve sentireun certo fischio che, dapprima debole, aumentacol passare del tempofino a stabilizzarsi a una cer-ta intensità. Questo fenomeno, particolarmente
evidente quando si è appena riempita la vasca diliquido, è del tutto normale ed è causato dalle mi-croscopiche bollicine di aria, contenute nel liqui-do, che assorbono le onde acustiche prodotte da-gli ultrasuoni.
Ma gli ultrasuoni hanno un notevole potere dega-sificante e mandano in superficie tutte queste mi-nuscole bollicine di aria fino a degasare completa-mente il liquido. A questo punto il fischio degliultrasuoni dovrebbe essere arrivato all’intensitàmassima e quindi stabilizzarsi.
Il tempo trascorso tra l’accensione degli ultrasuo-ni e questo momento si chiama “tempo di degasi-ficazione del liquido”. La brevità di questo tempoè indice di un corretto dimensionamento della po-tenza degli ultrasuoni, cioè di un favorevole rap-porto Watt/litri.
10 - CORSO EFUN - AIFM 2011 PreparazioneGiorgio C. Krüger IL LAVAGGIO CON ULTRASUONI
1.5. Funzionamento normale
Assicurarsi che l’impianto abbia raggiunto latemperatura di funzionamento prevista
Accendere gli ultrasuoni qualche minuto prima diintrodurre i primi pezzi da lavare per favorire ildegasaggio della soluzione detergente.
Alcuni generatori sono muniti di un variatore del-la potenza d’uscita che permette di variare la po-tenza, e quindi il consumo e la rumorosità, in fun-zione dell’effettivo inquinante presente sui pezzida lavare. Il valore ottimale di potenza va trovatosperimentalmente, tenendo conto che una potenzapiù bassa di quella necessaria non pulisce perfet-
tamente i pezzi, mentre una potenza più elevata diquella necessaria non produce alcun inconvenien-te
Se l’impianto di lavaggio non è munito di allarmiin caso di livello del liquido troppo basso, control-lare ogni tanto che questo non scenda al di sottodel limite superiore degli ultrasuoni: in tal casoaggiungere del nuovo liquido
E’ del tutto normale che il rumore prodotto dagliultrasuoni possa variare: influiscono il tipo di li-quido presente in vasca, la sua temperatura e laconformazione dei pezzi da lavare presenti.
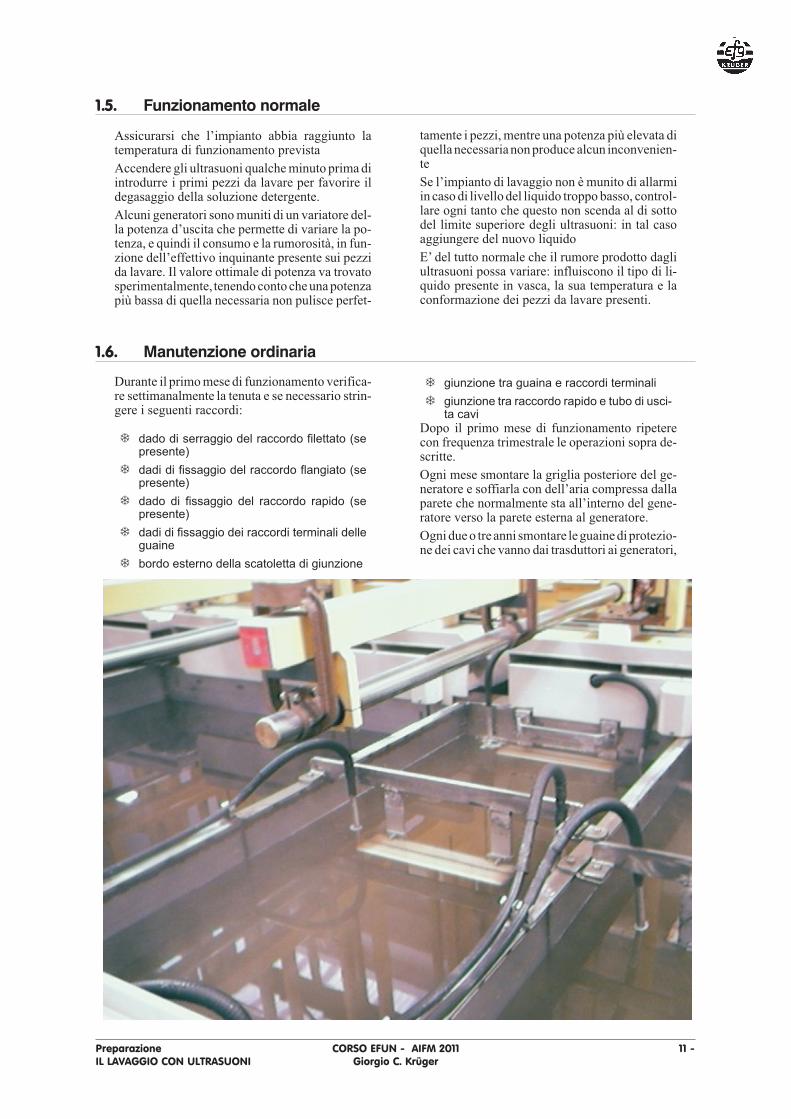
1.6. Manutenzione ordinaria
Durante il primo mese di funzionamento verifica-re settimanalmente la tenuta e se necessario strin-gere i seguenti raccordi:
T dado di serraggio del raccordo filettato (sepresente)
T dadi di fissaggio del raccordo flangiato (sepresente)
T dado di fissaggio del raccordo rapido (sepresente)
T dadi di fissaggio dei raccordi terminali delleguaine
T bordo esterno della scatoletta di giunzione
T giunzione tra guaina e raccordi terminali
T giunzione tra raccordo rapido e tubo di usci-ta cavi
Dopo il primo mese di funzionamento ripeterecon frequenza trimestrale le operazioni sopra de-scritte.
Ogni mese smontare la griglia posteriore del ge-neratore e soffiarla con dell’aria compressa dallaparete che normalmente sta all’interno del gene-ratore verso la parete esterna al generatore.
Ogni due o tre anni smontare leguaine di protezio-ne dei cavi che vanno dai trasduttori ai generatori,
Preparazione CORSO EFUN - AIFM 2011 11 -IL LAVAGGIO CON ULTRASUONI Giorgio C. Krüger

verificare le condizioni dei cavi elettrici, even-tualmente sostituirli e sostituire in ogni caso leguaine.
*** ATTENZIONE ***LE LINEE ELETTRICHE TRA TRASDUTTORI E GENERATORI
SONO A TENSIONE ELEVATAPRIMA DI QUALSIASI CONTROLLO SU QUESTE LINEE
SPEGNERE L’INTERRUTTORE GENERALEE TOGLIERE TENSIONE A TUTTO L’IMPIANTO
12 - CORSO EFUN - AIFM 2011 PreparazioneGiorgio C. Krüger IL LAVAGGIO CON ULTRASUONI
TERMINOLOGIAVibrazioni oscillazioni periodiche alternate di un corpo o di una molecola
Frequenza (f) numero di vibrazioni nell’unità di tempo, cioè in un secondo;si misura in Hertz = Hz = cicli al secondo. 1 kHz = 1000 Hz
Periodo (T) tempo impiegato per una oscillazione completa; è collegato alla frequenzadalla relazione T = 1/f ; si misura in secondi e sue frazioni
Suono vibrazione acustica a frequenza udibile, compresa cioè tra 20 e 16.000 Hz
Ultrasuoni vibrazione acustica a frequenza maggiore di 20 kHz, non udibile perciòdall’orecchio umano
Atmosfera unità di pressione : 1 atmosfera = 1 kg per cm2
Micron sottomultiplo del metro: 1 micron = 1/1000 di mm
Trasduttore elettro acustico: apparecchio che trasforma le onde elettriche in vibrazioniacustiche, per esempio l’altoparlante di una radio.
Generatore apparecchio elettronico che produce corrente elettrica alternata ad alta fre-quenza ( 20 - 40 kHz)
Efficienza di una macchina: rapporto tra potenza d’uscita e potenza assorbita in entrata,sempre minore dell’unità
2. LE APPLICAZIONI DEGLI ULTRASUONI
2.1. Un po’ di storia
Si incomincia negli anni 50 a utilizzare industrial-mente le onde acustiche prodotte da emettitori diultrasuoni per coadiuvare il lavaggio dei pezzi im-mersi in vasche caricate con opportuni agenti chi-mici.
Negli anni 60 i primi utilizzatori, al di là dei settoriad alta tecnologia come gli aereonautici e i milita-ri, furono gli orafi e i galvanotecnici. I primiutiliz-zavano piccole vaschette da pochi litri in cui lava-vano con acqua e detergente i gioielli alla finedella lavorazione; l’asciugatura avveniva poi ma-nualmente, tanto i gioielli andavano presi e con-trollati uno per uno. Erano gli anni d’oro in cui ca-pitava di sentirsi offrire un chilo d’oro in cambiodi una vaschetta a ultrasuoni da 5 litri ( 1 kg d’oro= 750.000 lire, 1 vaschetta = 800.000 lire).
I galvanici, invece, utilizzavano gli ultrasuoni,come tutt’ora, nei primi lavaggi ad acqua e deter-gente in testa alla linea galvanica e non avevanoquindi il problema di asciugare i pezzi che, dopo il
lavaggio, passavano ad altri trattamenti sempre inacqua.
Dalla seconda metà degli anni 60 incominciaronoa diffondersi i solventi clorurati e fluorurati che,oltre ad avere un ottimo potere detergente, aveva-no l’incomparabile vantaggio di permettere, conmacchine in verità non troppo complicate, unasemplice e perfetta asciugatura del pezzo.
Iniziò così una rapida diffusione degli impianti dilavaggio a solvente in tutte le officine meccani-che, sia per il lavaggio finale che per quello inter-stadio.
Molto spesso questi impianti erano muniti di ul-trasuoni che, talvolta, avevano solo il compito diimpreziosire il giocattolo, dandogli un aspetto“elettronico”. In realtà, anche pochi Watt/litroproducono un’ottima cavitazione in questi tipi disolvente, grazie al loro elevato rv (densità x velo-cità del suono nel mezzo), alla bassa viscosità e alridotto valore di tensione di vapore.
2.2. La situazione attuale
All’inizio degli anni 90, con la criminalizzazionedei solventi classici, sono iniziate le perplessitàdegli utenti che fino al giorno prima erano beata-mente felici delle loro mega - multistadio che con-sumavano solo pochi quintali di solvente almese.
All’utilizzatore che ha la necessità di installare unnuovo impianto di lavaggio si presentano le se-guenti possibilità:
La prima possibilità viene citata unicamente adonore della fantasia mediterranea, anche se le ri-chieste in tal senso siano più numerose di quantosi possa pensare.Negli ultimi tre casi le cose volgono a favore dei
poveri costruttori di ultrasuoni, dato che i pochiWatt/litro sufficienti per gli impianti a solventitradizionali vanno ora sostituiti con potenze spe-cifiche ben maggiori.
Preparazione CORSO EFUN - AIFM 2011 13 -LE APPLICAZIONI DEGLI ULTRASUONI Giorgio C. Krüger
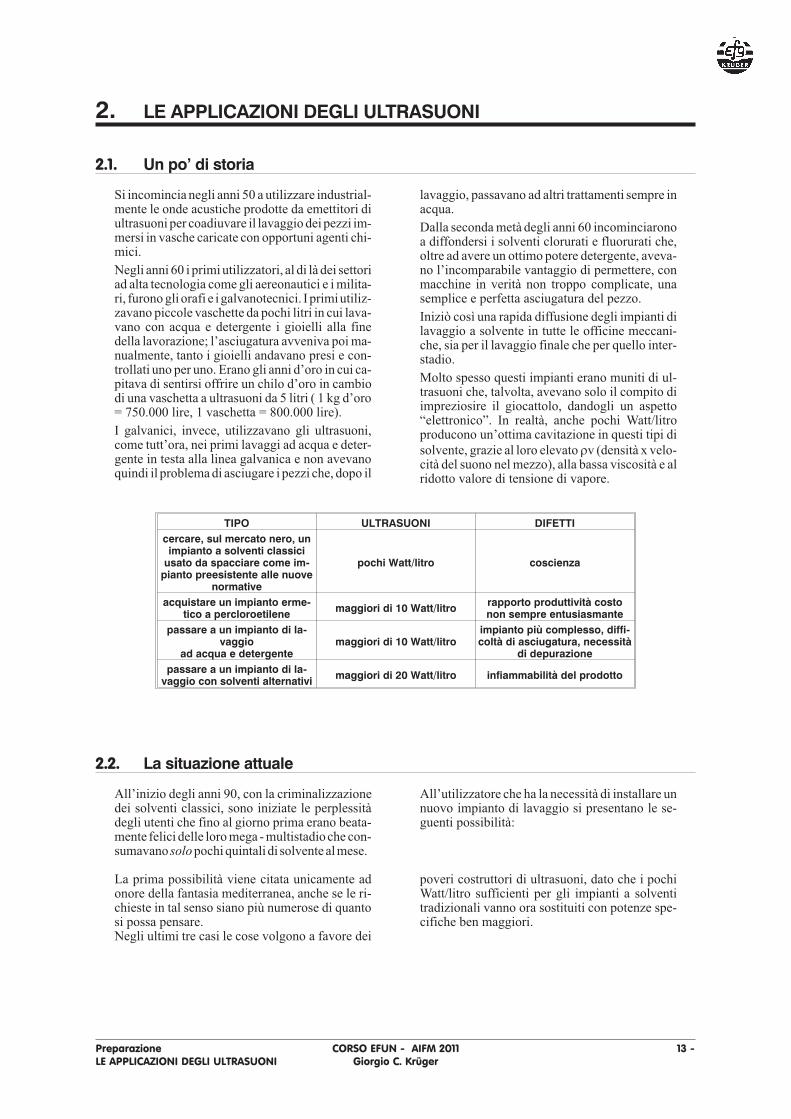
TIPO ULTRASUONI DIFETTI
cercare, sul mercato nero, unimpianto a solventi classici
usato da spacciare come im-pianto preesistente alle nuove
normative
pochi Watt/litro coscienza
acquistare un impianto erme-tico a percloroetilene maggiori di 10 Watt/litro rapporto produttività costo
non sempre entusiasmante
passare a un impianto di la-vaggio
ad acqua e detergentemaggiori di 10 Watt/litro
impianto più complesso, diffi-coltà di asciugatura, necessità
di depurazione
passare a un impianto di la-vaggio con solventi alternativi maggiori di 20 Watt/litro infiammabilità del prodotto
2.3. Gli impianti con detergenti acquosi
Il lavaggio in acqua e sapone è sempre esistito, findai tempi dei romani, tuttavia non è mai stato pre-so molto in considerazione, al di fuori del settoregalvanico, finchè si poteva scegliere, a causa delledifficoltà che si incontrano nell’asciugatura delpezzo.
Ciononostante già nel 1978 è stato messo in fun-zione. presso una nota verniciatura in conto terzi,un impiantodi lavaggio a immersionecon ultrasu-oni in acqua e detergente in vasche di circa cinquem3: il ciclo prevedeva lavaggio, fosfatazione, ri-sciacquo e asciugatura. I particolari trattati, car-penterie di ferro per elaboratori, erano prodotti dauna grande ditta che approvò, sia teoricamenteche praticamente, il ciclo di trattamento.
Visti i buoni risultati, dopo un paio d’anni venneinstallatoun altro impiantoanalogo, sempre in va-sche di circa cinque m3, per il trattamento dellepressofusioni di alluminio che servivano da basa-mento ai videoterminali.
Certo, visti oggi questi due impianti presentanodei discreti problemi di produttività dovuti, spe-cialmente all’inefficienza della movimentazione,
ma i risultati qualitativi erano nettamente superio-ri a quelli che si ottenevano col lavaggio a spruzzonel tunnel di verniciatura
Dal punto di vista del lavaggio i cicli a detergentecontinueranno a garantire dei buoni risultati, pur-chè si rispettino i seguenti parametri costruttivi.
T Opportuno dimensionamento del ciclo e delnumero di vasche di trattamento
T Opportuno dimensionamento della potenzadegli ultrasuoni, tenendo ben presente che,al di là del corretto valore di potenza specifi-ca (W/litro), gli ultrasuoni si propagano in unliquido in maniera rettilinea, cioè con un pic-colissimo angolo di apertura, e che tutta lasuperficie dei pezzi da trattare deve essereesposta agli ultrasuoni
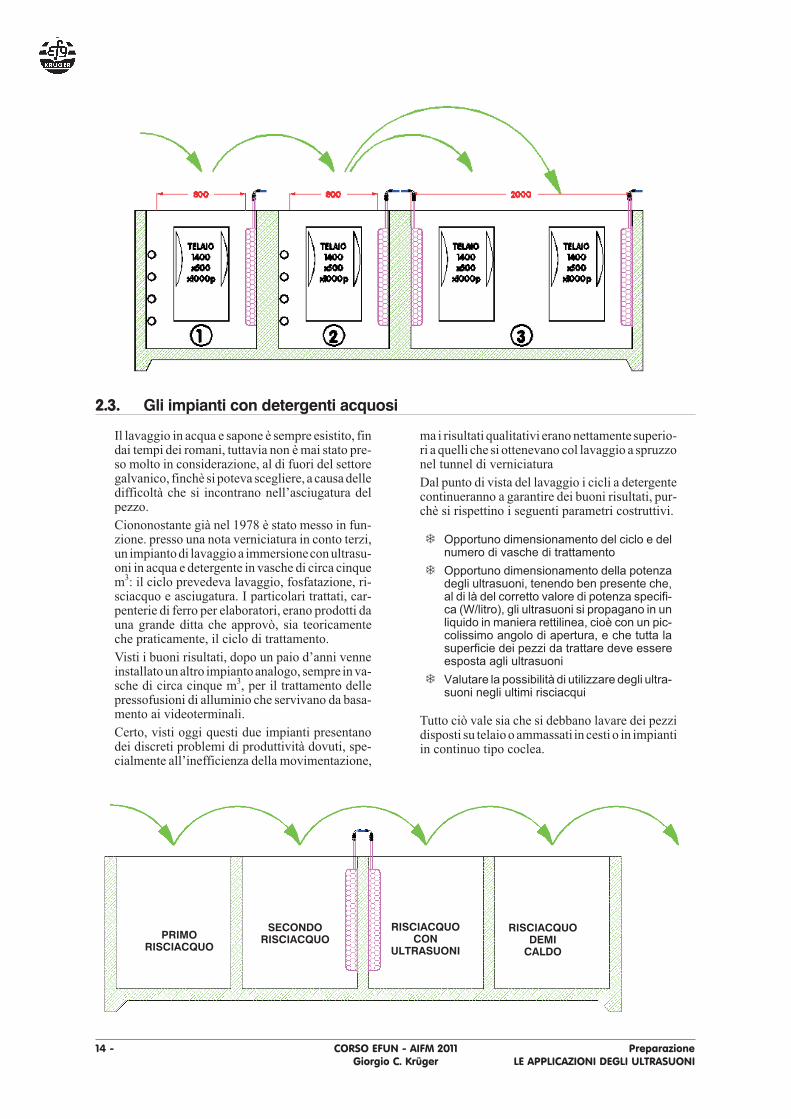
T Valutare la possibilità di utilizzare degli ultra-suoni negli ultimi risciacqui
Tutto ciò vale sia che si debbano lavare dei pezzidisposti su telaio o ammassati in cesti o in impiantiin continuo tipo coclea.
14 - CORSO EFUN - AIFM 2011 PreparazioneGiorgio C. Krüger LE APPLICAZIONI DEGLI ULTRASUONI
PRIMORISCIACQUO
SECONDORISCIACQUO
RISCIACQUOCON
ULTRASUONI
RISCIACQUODEMI
CALDO

Preparazione CORSO EFUN - AIFM 2011 15 -LE APPLICAZIONI DEGLI ULTRASUONI Giorgio C. Krüger
2.3.1. Il lavaggio degli oli leggeri
Esempi tipici di questa categoria sono i particolaridi ferro o di alluminio inquinati con oli di taglio odi stampaggio, trattati sia su telai che in cesti o ba-rili. Dal punto di vista del lavaggio è meglio osser-vare le seguenti norme:T Utilizzare una o due vasche di prelavaggio,
a secondo della quantità di olio presente suipezzi.
T Installare degli ultrasuoni, con un livello dipotenza di pochi W/litro, nelle prime due va-sche: si avrà così una migliore bagnabilità
dei pezzi e un più rapido affioramento dell’o-lio in superficie
T Prevedere un efficiente sistema di separa-zione dell’olio
T Installare degli ultrasuoni con una potenzadai 7 ai 15 W/litro nella terza vasca, a secon-do della tipologia e della disposizione deipezzi da trattare
T Installare degli ultrasuoni con una potenzadi qualche W/litro nella vasca di risciacquo,specialmente se i particolari trattati presen-tano dei fori ciechi o dei lamierati scatolati
2.3.2. Il lavaggio delle paste di lucidatura
La tipologia tipica di questi pezzi è rappresentatada particolari di ottone o di zama che vengono lu-cidati, manualmente o su macchine automatiche,con paste di lucidatura. In questi casi è importanteun accurato studio e messa a punto non solo del ci-clo di lavaggio, ma anche del ciclo di lavorazioneprecedente: un eccesso di pasta di lucidatura rima-sta sul pezzo non solo è difficile da lavare, maspesso può provocare delle corrosioni, special-
mente sui pezzi di zama.Attenersi comunque ai seguenti suggerimenti:T Prevedere almeno una vasca di preammollo
con una potenza specifica degli ultrasuoni di5-10 W/litro
T Installare da 10 a 20 W/litro di ultrasuoni nel-la vasca di lavaggio, considerando che è in-dispensabile disporre i trasduttori su ambe-due le pareti della vasca
2.3.3. I risciacqui con ultrasuoni
Notoriamente la fase più critica di un impianto dilavaggio ad acqua è l’asciugatura dei pezzi dopo illavaggio. Molto spesso i particolari da trattarepresentano fori e zone scatolate da cui è molto dif-ficile rimuovere non solo l’inquinante maanche lasoluzione detergente che, se rimane intrappolata,rischia di fuoruscire durante la fase di asciugaturamacchiando i pezzi.
Il primo effetto degli ultrasuoni in un liquido e didegasarlo e di aumentare il fenomeno di capillari-tà, permettendo il ricambio di liquido anche inzone difficili. D’altra parte per evidenziare questifenomeni è sufficiente una relativamente bassapotenza specifica (2-3 W/litro), per cui anche laspesa d’acquisto di un tale impianto a ultrasuoniresta su livelli accettabili.
2.3.4. Gli ultrasuoni nella zincaturaNon è sempre vero che la zincatura sia un tratta-mento povero, con scarso valore aggiunto, chenon può permettersi tecnologie avanzate e quindicostose. Ecco un ciclo studiato e applicato da unagrossa zincatura francese.
Problema: su un impianto a telaio che trattaprevalentemente lamierati puntati e ribattuti pertelefonia e informatica si hanno notevoli mac-chiature e colature dovute al trascinamentodel ba-gno acido di zincatura che fuoriesce dopo il bagnodi passivazione.
Soluzione: inserire un impianto a ultrasuoninel secondo risciacquo dopo il bagno di zincatura,subito prima della vasca di passivazione.
Gli ultrasuoni offrono spesso un insostituibileaiuto quando i particolari da trattare presentanofori e zone scatolate da cui è molto difficile rimuo-vere non solo l’inquinante ma anche le soluzionidi trattamento che, se rimangono intrappolate, ri-schiano di uscire durante le fasi di asciugaturamacchiando i pezzi.
PRELAV LAV 1° R R
US 3° R RDEMI
SOFF FOR
Il primo effetto degli ultrasuoni in un liquido e didegasarlo e di aumentare il fenomeno di capillari-tà, permettendo il ricambio di liquido anche inzone difficili.
D’altra parte per evidenziare questi fenomeni èsufficiente una relativamente bassa potenza spe-cifica (3-7 W/litro), per cui anche la spesad’acquisto di un tale impianto a ultrasuoni resta sulivelli accettabili.
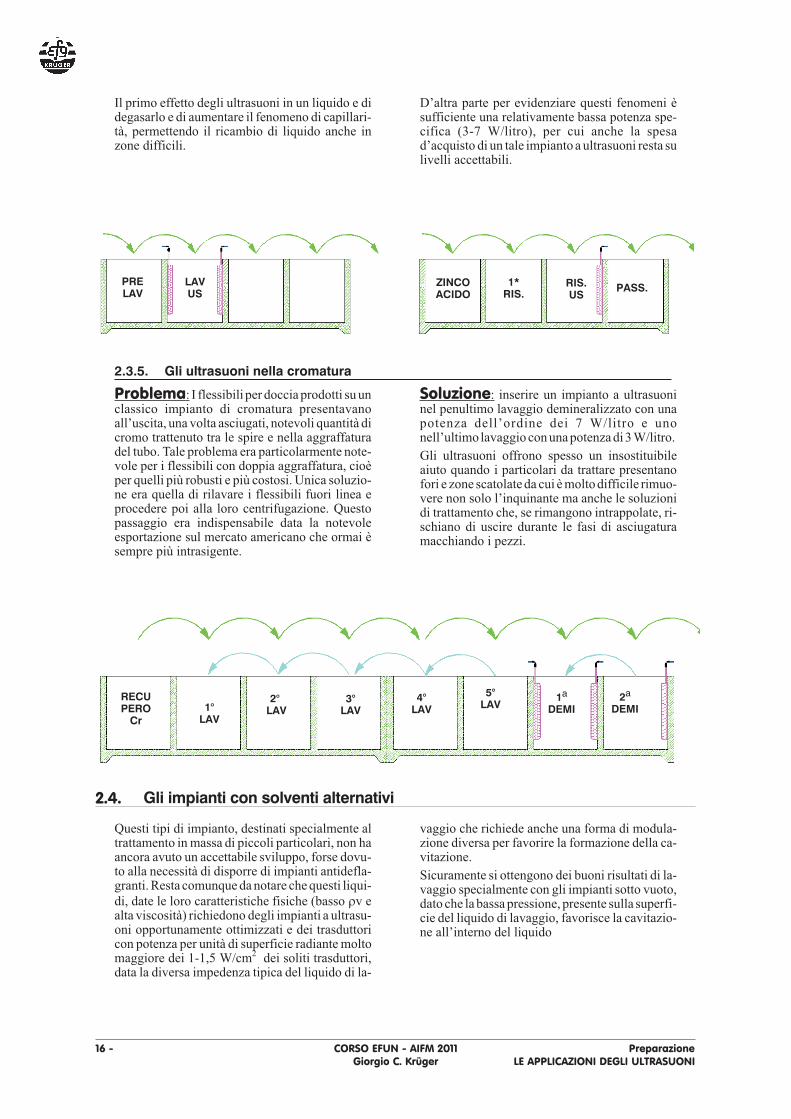
2.3.5. Gli ultrasuoni nella cromatura
Problema: I flessibili per doccia prodotti su unclassico impianto di cromatura presentavanoall’uscita, una volta asciugati, notevoli quantità dicromo trattenuto tra le spire e nella aggraffaturadel tubo. Tale problema era particolarmente note-vole per i flessibili con doppia aggraffatura, cioèper quelli più robusti e più costosi. Unica soluzio-ne era quella di rilavare i flessibili fuori linea eprocedere poi alla loro centrifugazione. Questopassaggio era indispensabile data la notevoleesportazione sul mercato americano che ormai èsempre più intrasigente.
Soluzione: inserire un impianto a ultrasuoninel penultimo lavaggio demineralizzato con unapotenza dell’ordine dei 7 W/litro e unonell’ultimolavaggio con una potenza di 3 W/litro.
Gli ultrasuoni offrono spesso un insostituibileaiuto quando i particolari da trattare presentanofori e zone scatolate da cui è molto difficile rimuo-vere non solo l’inquinante ma anche le soluzionidi trattamento che, se rimangono intrappolate, ri-schiano di uscire durante le fasi di asciugaturamacchiando i pezzi.
2.4. Gli impianti con solventi alternativi
Questi tipi di impianto, destinati specialmente altrattamento in massa di piccoli particolari, non haancora avuto un accettabile sviluppo, forse dovu-to alla necessità di disporre di impianti antidefla-granti. Resta comunque da notare che questi liqui-di, date le loro caratteristiche fisiche (basso rv ealta viscosità) richiedono degli impianti a ultrasu-oni opportunamente ottimizzati e dei trasduttoricon potenza per unità di superficie radiante moltomaggiore dei 1-1,5 W/cm2 dei soliti trasduttori,data la diversa impedenza tipica del liquido di la-
vaggio che richiede anche una forma di modula-zione diversa per favorire la formazione della ca-vitazione.
Sicuramente si ottengono dei buoni risultati di la-vaggio specialmente con gli impianti sotto vuoto,dato che la bassa pressione, presente sulla superfi-cie del liquido di lavaggio, favorisce la cavitazio-ne all’interno del liquido
16 - CORSO EFUN - AIFM 2011 PreparazioneGiorgio C. Krüger LE APPLICAZIONI DEGLI ULTRASUONI
PRELAV
LAVUS
ZINCOACIDO
1*RIS.
RIS.US
PASS.
RECUPERO
Cr1°
LAV
2°LAV
3°LAV
4°LAV
5°LAV
1a
DEMI2a
DEMI
2.5. Impianti a solventi classici
Questi impianti rappresentano una discreta popo-lazione del nostro pianeta e, ormaicaduti in disusoper i noti problemi ecologici, meriterebbero di es-sere redenti e nobilitati con l’uso di prodotti menonocivi.
Anche se probabilmente sono stati totalmenteam-mortizzati, rientra sempre in una corretta gestioneecologica delle risorse cercare di evitare di smalti-re delle attrezzature che potrebbero invece essereriutilizzate.
La cosa non è però semplice ed è possibile solo inun ristretto numero di casi, non tanto per problemidi lavaggio, ma piuttosto per problemi di risciac-quo e di asciugatura finale.
Come abbiamo già visto un ciclo di trattamento adacqua ideale comporta le seguenti fasi:
T prelavaggio con o senza ultrasuoni
T lavaggio con ultrasuoni
T 1° risciacquo
T 2° risciacquo con ultrasuoni
T 3° risciacquo
T 4° risciacquo demineralizzato
T soffiatura con aria fredda
T forno di asciugatura
Sarebbero quindi richieste8 vasche di trattamento
o comunque 8 posizioni diverse e, anche volendo-si limitare e abolendo il prelavaggio e il 3° risciac-quo, resterebbero sempre 6 diversi passaggi.
La maggior parte degli impianti a solvente esi-stenti possiede due o al massimo tre vasche e po-trebbe quindi essere utilizzata solo per le primedue o tre fasi del trattamento: lavaggio a ultrasuo-ni, 1° risciacquo e risciacquo con ultrasuoni.
Occorre poi tenere ben presente che il ciclo in ac-qua e detergente richiede dei tempi di trattamentoben superiori a quelli che erano richiesti da un im-pianto a solvente e quindi le considerazioni se-guenti si applicano solo a grandi impianti con unaproduttività relativamente bassa.
Ovviamente bisogna poi prevedere di potenziarela parte a ultrasuoni già esistente nell’impiantoche era stataa suo tempodimensionataper l’uso disolventi e aveva quindi una potenza nettamenteinferiore a quella necessaria per lavare in acqua.
Come si vede il lavoro è notevole e coinvolge sial’impiantista che il produttore di ultrasuoni ed ècomunque possibile, a mioparere, solo su impian-ti abbastanza grandi e previsti per una bassa pro-duttività.. Solo un accurato e preciso calcolo deicosti può dire se è conveniente la trasformazione ol’acquisto di un nuovo impianto appositamentedimensionato
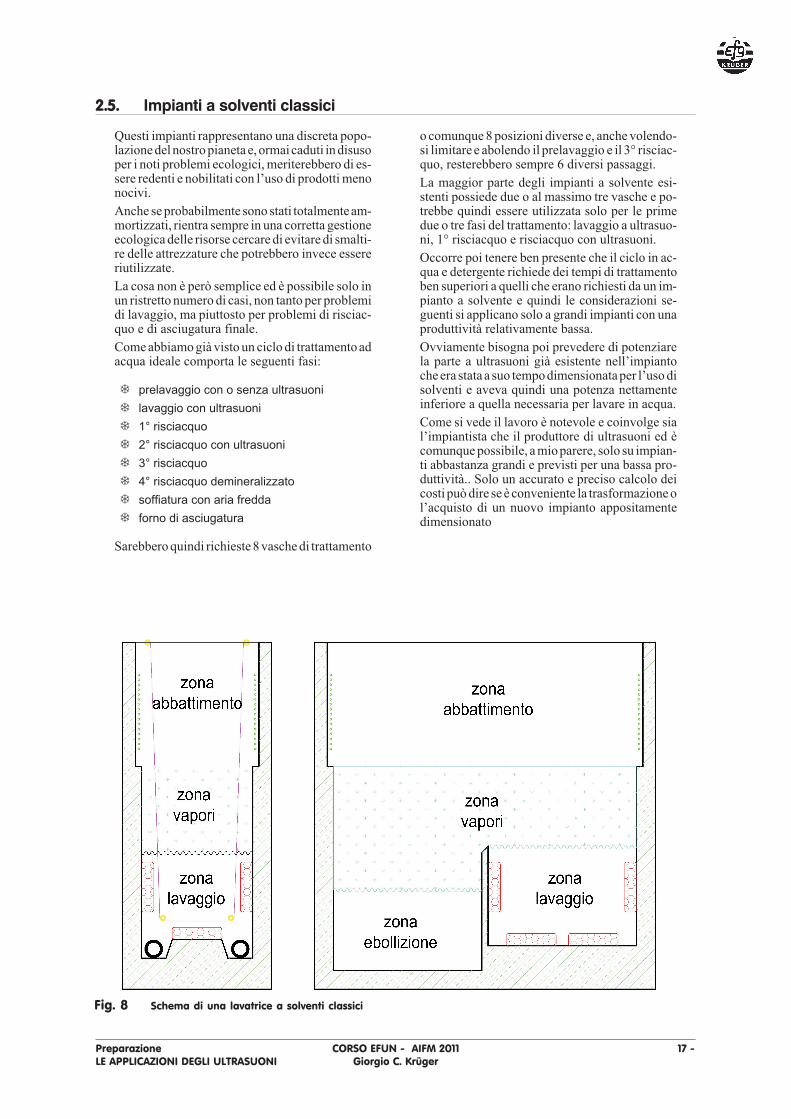
Preparazione CORSO EFUN - AIFM 2011 17 -LE APPLICAZIONI DEGLI ULTRASUONI Giorgio C. Krüger
Fig. 8 Schema di una lavatrice a solventi classici
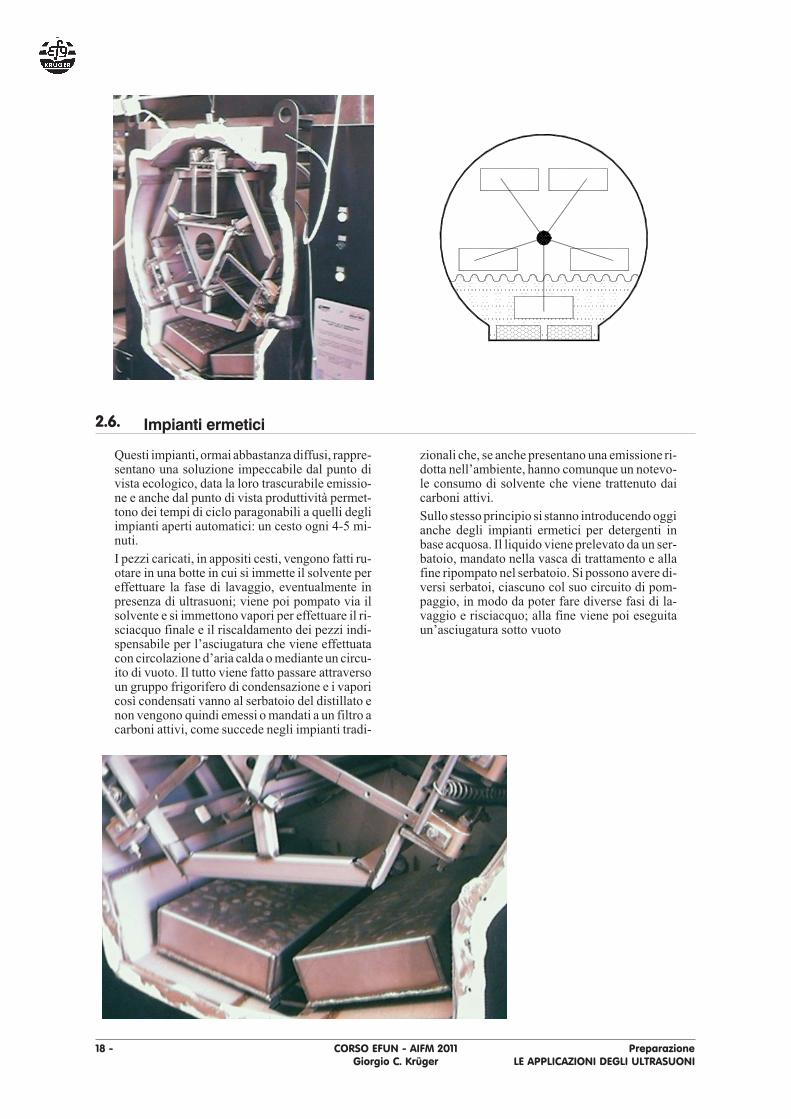
2.6. Impianti ermetici
Questi impianti, ormai abbastanza diffusi, rappre-sentano una soluzione impeccabile dal punto divista ecologico, data la loro trascurabile emissio-ne e anche dal punto di vista produttività permet-tono dei tempi di ciclo paragonabili a quelli degliimpianti aperti automatici: un cesto ogni 4-5 mi-nuti.
I pezzi caricati, in appositi cesti, vengono fatti ru-otare in una botte in cui si immette il solvente pereffettuare la fase di lavaggio, eventualmente inpresenza di ultrasuoni; viene poi pompato via ilsolvente e si immettono vapori per effettuare il ri-sciacquo finale e il riscaldamento dei pezzi indi-spensabile per l’asciugatura che viene effettuatacon circolazione d’aria calda o mediante un circu-ito di vuoto. Il tutto viene fatto passare attraversoun gruppo frigorifero di condensazione e i vaporicosì condensati vanno al serbatoio del distillato enon vengono quindi emessi o mandati a un filtro acarboni attivi, come succede negli impianti tradi-
zionali che, se anche presentano una emissione ri-dotta nell’ambiente, hanno comunque un notevo-le consumo di solvente che viene trattenuto daicarboni attivi.
Sullo stesso principio si stanno introducendo oggianche degli impianti ermetici per detergenti inbase acquosa. Il liquido viene prelevato da un ser-batoio, mandato nella vasca di trattamento e allafine ripompato nel serbatoio. Si possono avere di-versi serbatoi, ciascuno col suo circuito di pom-paggio, in modo da poter fare diverse fasi di la-vaggio e risciacquo; alla fine viene poi eseguitaun’asciugatura sotto vuoto
18 - CORSO EFUN - AIFM 2011 PreparazioneGiorgio C. Krüger LE APPLICAZIONI DEGLI ULTRASUONI
3. Il lavaggio sulla linea galvanica
Amioavviso, ogniqualvolta sia possibile, è consi-gliabile eseguire le operazioni di preparazioneall'inizio della linea galvanica, evitando i cosidetti
lavaggi fuori linea che richiedono un inutile ma-neggiamento dei particolari, infatti:
T almeno un operatore è necessario per ali-mentare e scaricare un impianto di lavaggio,per quanto questo sia automatico.
T Inoltre un ciclo di lavaggio richiedeun'asciugatura, spesso più difficoltosa dellavaggio stesso, specialmente adesso che isolventi sono stati messi all'indice
T Si rende necessaria una logistica operativatale da evitare problemi di ossidazione e cor-rosione ai pezzi lavati in attesa del tratta-mento di deposizione che deve comunqueessere fatto nel più breve tempo possibile.
Ovviamente i ciclidi pretrattamentoe i prodotti dausare sono diversi a secondo del materiale di baseda trattare e del deposito metallurgico che voglia-mo eseguire.
3.1. Proprietà dei detergenti
1 prodotti base utilizzati per confezionare undetergente chimico sono: Soda caustica, fosfati,metasilicati,carbonati, disperdenti organici, com-plessanti organici, tensioattivi anionici e non io-nici, anfoteri, saponi, antisedimentanti.
L'impiego dei vari prodotti nella formulazione diuno sgrassante chimico e le loro percentuali, sonodeterminati dal tipo di metallo da sgrassare, dallatemperatura di impiego, dal ciclo in cui viene in-serito, dalle modalità di utilizzo.
3.1.1. Effetto bagnante
L'effetto che lo sgrassante esplica attraverso i ten-sioattivi in esso contenuti. 1 tensioattivi tendono asciogliere lo strato di sporco che c'è sul metallo,medianteabbassamentodella tensione superficia-
le e interfacciale, e spostamento dell'aria presentenell'interfaccia metallo-sporco.
L'effetto bagnante è, in pratica, il primo requisitoper sgrassare un metallo.
3.1.2. Effetto emulsionante
Una volta avvenuto l'effetto bagnante, può verifi-carsi l'effetto emulsionante. Questo è semplice-mente la dispersione di due liquidi reciprocamen-te immiscibili. Il verificarsi dell'effetto
emulsionante dipende, in primo luogo, dai tipi diolio incontrati, e dalla scelta del tensioattivo, ed insecondo luogo da fattori quali il pH della soluzio-ne, la temperatura e l'agitazione.
3.1.3. Effetto solubilizzante
E' il processo per cui la solubilità di una sostanzain una soluzione (in questo caso acquosa), vieneincrementata attraverso la scelta di specifici ten-
sioattivi. Nel caso specifico, è la possibilità di so-lubilizzare in acqua alcune parti dei contamin ti, diper sé insolubili.
3.1.4. Effetto saponificante
E' costituito dalla reazione tra un olio contenenteacidi grassi reattívi, con alcali liberi, per formare
un sapone. Esempio di olii saponificabili sonoquelli vegetali, animali o di balene. Il sapone for-mato diventa solubile in acqua.
Preparazione CORSO EFUN - AIFM 2011 19 -Il lavaggio sulla linea galvanica Giorgio C. Krüger
3.1.5. Effetto disperdente
E' il processo per cui lo sporco viene disgregato inparticelle molto piccole nella soluzione detergen-te. Viene mantenuto in questo stato, evitando chesi riagglomeri.
3.1.6. Effetto complessante
E' il processo per cui ioni presenti nella soluzionecome Calcio (Ca++) e Magnesio (Mg++), ed ioniche possono entrare in soluzione successivamen-te,quali me (Fe, Zn, Cu), vengono dísattivati pri-ma che possano reagire con altre sostanze, e for-mare precipitati insolubili, od inibire l'effettodisperdente della soluzione.
Tipico esempio è l'intorbidamento di un'acquadura, quando in essa vengono sciolti saponi o par-ticolari tensioattivi. Il sapone reagisce con CalcioeMagnesio, dando luogo aprecipitati insolubili.
Il complessante ha, inoltre, un altro effetto sui me-talli che possono trovarsi in soluzione (tipo Fe,Zn, Cu, Pb).
Questì metalli, se complessati, facilitano il pro-cesso di distaccamento dello sporco dal pezzo edevitano la formazione di prodotti che inibisconocon il tempol'effetto disperdente della soluzione.
3.2. Azione meccanica
L'azione chimica del detergente sui pezzi deve es-sere coadiuvata da un'azione meccanica che favo-risca la rimozione dell'inquinante. Gli ultrasuoni,comeabbiamo visto, producono sul pezzo una no-
tevole azione meccanica, ma si possono applicarealtri tipi di azione meccanica.
3.2.1. Movimentazione dei pezzi
Si ottiene con un opportuno motoriduttore chesposta la barra portatelai: il movimentopuò essereorizzontale o verticale, meglio ancora se percorreun'orbita circolare del diametro di pochi centime-tri.
Può essere utilizzata anche nelle vasche in cuisono presenti ultrasuoni e favorisce l'uniformitàdi diffusione della cavitazione sulla superficie delpezzo. In questo caso deve essere piuttosto lenta:5 - 10 cicli al minuto
3.2.2. Aria insufflata
Si ottine con delle ventole ad alta pressione chemandano aria in tubature disposte sul fondo dellavasca, permettendo così un notevole rimescola-
mentodella soluzione. Tale sistemanon è utilizza-bile in presenza di ultrasuoni, dato che ne annulle-rebbe l'effetto, ma è molto diffuso nelle vasche dipreammollo in cui ipezzi stazionano lungamente.
3.2.3. Pompe di ricircoloAspirano dal fondo della vasca e mandano sullesuperficie del liquido; sono normalmentecollega-te a un impianto di filtraggio che permette di man-tenere pulita la soluzione. Largamente diffusenelle vasche di deposizione di nichel e rame sia
elettrolitico che chimico, si utilizzano talvolta an-che nelle vasche di preparazione per separaredalla soluzione gli inquinanti solidi o oleosi.
Normalmente questi sistemi convivono male congli ultrasuoni, dato che una qualunque pompa
20 - CORSO EFUN - AIFM 2011 PreparazioneGiorgio C. Krüger Il lavaggio sulla linea galvanica
produce sempre del vapore e, come abbiamo giàvisto, la presenza di gas inibisce l'azione degli ul-trasuoni.
Nel caso si debbano separare degli olii che vengo-no tenuti in sospensione dal detergente, occorreprevedere una vasca che abbia due feritoie posteall'altezza del livello massimo su due lati oppostidella vasca.
Da una feritoia si aspira la soluzione con una pom-pa che manda a un disoleatore e, con un'altra pom-pa, si manda il liquido pulito alla feritoia opposta.Si viene così a creare, sulla superficie della solu-zione, una corrente che manda l'olio galleggianteverso la feritoia di aspirazione. Questo tipo di ri-circolo agisce solo sulla superficie e non disturbaquindi l'azione degli ultrasuoni.
3.2.4. Pompaggio ad alta pressione
Detto anche lavaggio idrocinetico o Hydrosonicconsiste in una pompa ad alta pressione che inviail liquido, aspirato dalla vasca stessa di lavoro, auna serie di getti disposti sulle pareti della vasca difronte ai pezzi da trattare. Il tutto crea una notevo-le turbolenza che aiuta a distaccare lo sporco, manon riesce ad agire sull'inquinante all'interno deipezzi.
Il sistema è meccanicamente piuttosto delicato erichiede una notevole manutenzionedei filtri e de-
gli ugelli di spruzzatura, oltre a richiedere unesorbitante consumo di energia elettrica, si parladi qualche decina di KW per ogni mille litri di ba-gno.
Ovviamente questa turbolenza non è compatibilecon l'azione degli ultrasuoni.
Preparazione CORSO EFUN - AIFM 2011 21 -Il lavaggio sulla linea galvanica Giorgio C. Krüger

3.3. Cicli di trattamento
E' impossibile fare un elenco esaustivo di tutti i ci-cli di pretrattamento, dato che la galvanica èun'arte e non un mestiere, ciascuno personalizza eadegua alle sue esigenze i già numerosi cicli dibase esistenti.
Cerchiamo di riassumere così i diversi cicli di pre-trattamento differenziandoli in base ai metalli datrattare, anche se spesso si vedono delle linee mi-stepreviste per il trattamentodi svariatimateriali.
3.3.1. Preparazione dell'ottone
T La prima vasca di disoleatura è utile quandosi ha molto inquinamento da olio, talvolta fat-ta solo con acqua, talvolta con detergenti abassa concentrazione, ma sempre a unatemperatura di 90 - 95 °C.
T La seconda vasca serve per i pezzi sporchidi pasta di lucidatura che sarebbe meglionon far passare nella prima vasca, per nonfarli arrivare nella terza vasca troppo poveridi grassi, con solo gli abrasivi sulla superfi-cie del pezzo. Inoltre si potrebbe avere unaeccessiva ossidazione dei pezzi
T La quarta e la quinta vasca servono a bloc-care, data l'alcalinità della soluzione, qua-lunque trascinamento di saponi che potreb-
be provocare pericolosi fenimeni di sbuccia-tura di tutto il deposito
T Non è consigliabile un risciacquo prima delleelettrolitiche dato che anch'esse sono alcali-ne e la quinta vasca serve già a bloccare isaponi.
T Nella vasca di neutralizzazione si può ag-giungere una piccola quantità di acido citrico(2-3 g/l) utile specialmente per le leghe adalto contenuto di Pb. E' invece sconsigliabi-le, a parer mio, l'aggiunta di HF.
T Particolarmente critico è il lavaggio primadel nichel: occorre evitare che trascini inde-siderat i tensioat t iv i nel la vasca ditrattamento
22 - CORSO EFUN - AIFM 2011 PreparazioneGiorgio C. Krüger Il lavaggio sulla linea galvanica
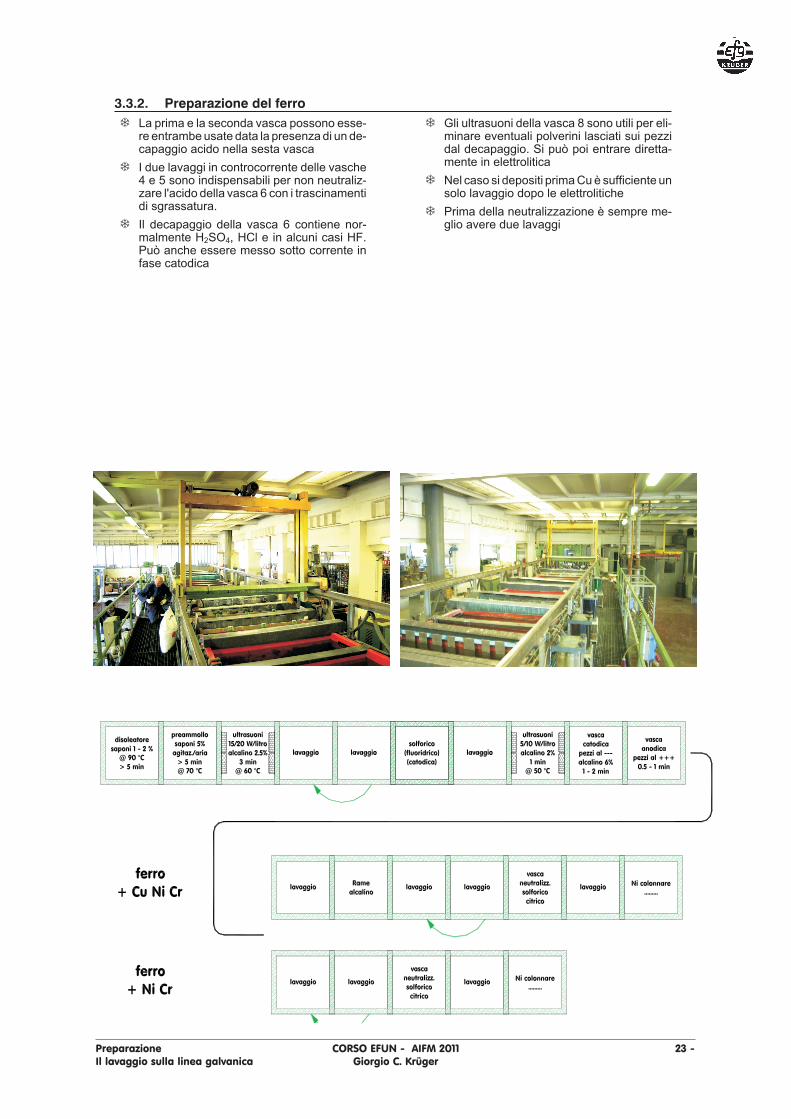
3.3.2. Preparazione del ferro
T La prima e la seconda vasca possono esse-re entrambe usate data la presenza di un de-capaggio acido nella sesta vasca
T I due lavaggi in controcorrente delle vasche4 e 5 sono indispensabili per non neutraliz-zare l'acido della vasca 6 con i trascinamentidi sgrassatura.
T Il decapaggio della vasca 6 contiene nor-malmente H2SO4, HCl e in alcuni casi HF.Può anche essere messo sotto corrente infase catodica
T Gli ultrasuoni della vasca 8 sono utili per eli-minare eventuali polverini lasciati sui pezzidal decapaggio. Si può poi entrare diretta-mente in elettrolitica
T Nel caso si depositi prima Cu è sufficiente unsolo lavaggio dopo le elettrolitiche
T Prima della neutralizzazione è sempre me-glio avere due lavaggi
Preparazione CORSO EFUN - AIFM 2011 23 -Il lavaggio sulla linea galvanica Giorgio C. Krüger
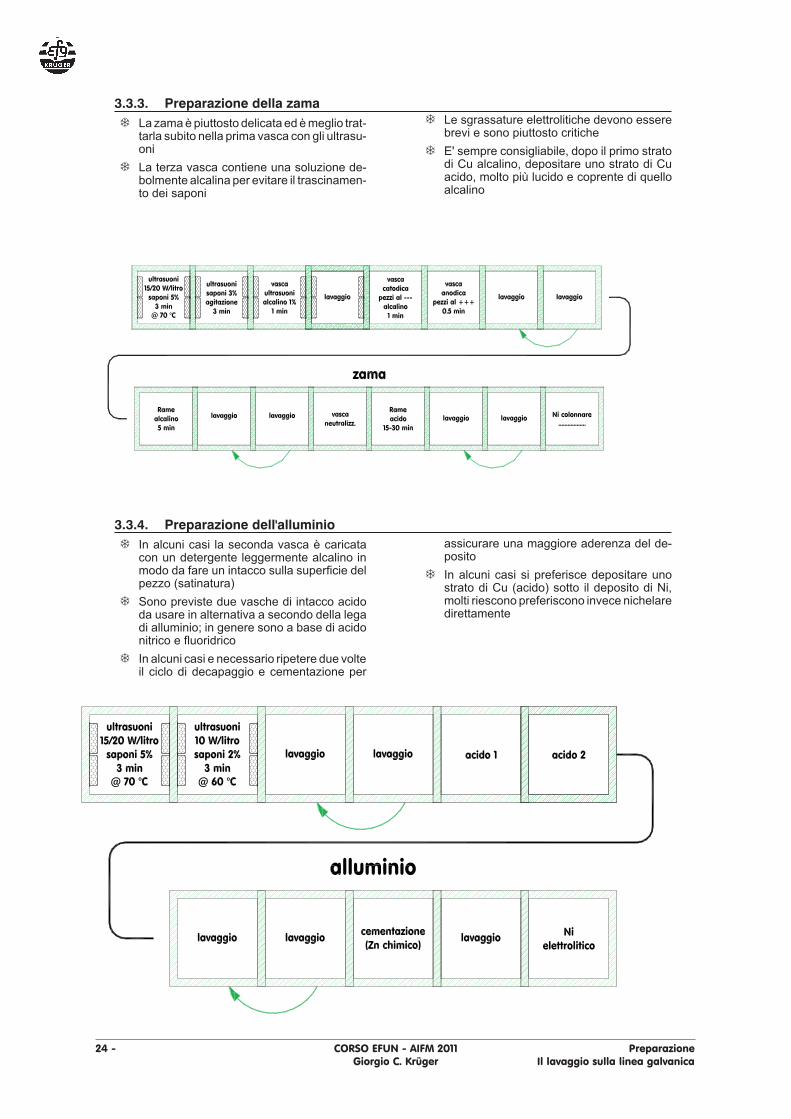
3.3.3. Preparazione della zama
T La zama è piuttosto delicata ed è meglio trat-tarla subito nella prima vasca con gli ultrasu-oni
T La terza vasca contiene una soluzione de-bolmente alcalina per evitare il trascinamen-to dei saponi
T Le sgrassature elettrolitiche devono esserebrevi e sono piuttosto critiche
T E' sempre consigliabile, dopo il primo stratodi Cu alcalino, depositare uno strato di Cuacido, molto più lucido e coprente di quelloalcalino
3.3.4. Preparazione dell'alluminio
T In alcuni casi la seconda vasca è caricatacon un detergente leggermente alcalino inmodo da fare un intacco sulla superficie delpezzo (satinatura)
T Sono previste due vasche di intacco acidoda usare in alternativa a secondo della legadi alluminio; in genere sono a base di acidonitrico e fluoridrico
T In alcuni casi e necessario ripetere due volteil ciclo di decapaggio e cementazione per
assicurare una maggiore aderenza del de-posito
T In alcuni casi si preferisce depositare unostrato di Cu (acido) sotto il deposito di Ni,molti riescono preferiscono invece nichelaredirettamente
24 - CORSO EFUN - AIFM 2011 PreparazioneGiorgio C. Krüger Il lavaggio sulla linea galvanica
4. Bibliografia
Jack Blitz Ultrasonics: methods and application. London 1971S. Flügge Akustik II. Handbuch der Physik. Berlin 1962J. van Randeraat Piezoelectric ceramics. Philips Eindhoven 1974L. D. Rozenberg High intensity ultrasonic fields. New York 1971E. Bertorelle Trattato di galvanotecnicaGalvanotecnica Annate varieEFG Krüger Sistemi di lavaggio a ultrasuoni (1976)EFG Krüger Manuale d’uso termoregolatori elettronici (1980)EFG Krüger Manuale d’uso Ampèreorametri elettronici (1980)EFG Krüger Manuale d’uso pH-metri digitali (1982)EFG Krüger Manuale d’uso impianti a ultrasuoni (1975 - 2002)EFG Krüger Manuale d’uso alimentatori a impulsi (1982 - 2002)Giorgio Krüger Controllo dei processi galvanici AIG Torino 1991Giorgio Krüger Controllo dei processi galvanici AIG Lecco 1992Giorgio Krüger Corso di base AIFM Milano 1993-94-95-96-97-98-99-2000-01-02Giorgio Krüger Controllo dei processi galvanici San Maurizio 1994Giorgio Krüger Il futuro della galvanotecnica AIAS Barcellona 1994Giorgio Krüger Giornata sul Lavaggio Industriale - ANVER Milano 1995-96Giorgio Krüger Controllo dei processi galvanici Corso Ktema Bologna 1995Giorgio Krüger Corso di progettazione impianti - Politecnico di Torino 1998Giorgio Krüger Corso sui trattamenti superficiali - Università di Trento 1998
Note:
Preparazione CORSO EFUN - AIFM 2011 25 -Bibliografia Giorgio C. Krüger
Ottobre 2011© Giorgio KRÜGER - email: [email protected]
MILANO - ITALY -( +39 335604 6776
Indice
AAria insufflata pag. 20
Atmosfera pag. 12
Avviamento dell'impianto pag. 10
Azione meccanica pag. 20
CCicli di trattamento pag. 22
capillarità pag. 3
cavitazione pag. 3 - 4
ceramiche piezoelettriche pag. 5
criminalizzazione dei solventi pag. 13
Ddegasificazione pag. 3
Dimensionamento ultrasuoni pag. 8
EEffetto bagnante pag. 19
Effetto complessante pag. 20
Effetto disperdente pag. 20
Effetto emulsionante pag. 19
Effetto saponificante pag. 19
Effetto solubilizzante pag. 19
Efficienza pag. 12
FFrequenza pag. 4
Funzionamento ultrasuoni pag. 11
Ggeneratore elettronico pag. 6
Iimmergibili pag. 4
impianti con detergenti pag. 14
impianti con solventi alternaativi pag. 16
Il lavaggio in linea pag. 19 - 24
Impianti con solventi clorurati pag. 17
Impianti ermetici pag. 18
Llavaggio degli oli pag. 15
lavaggio delle paste pag. 15
MManutenzione ultrasuoni pag. 11
Micron pag. 12
Modulazione pag. 7
Movimentazione dei pezzi pag. 20
PPeriodo pag. 12
Pompaggio ad alta pressione pag. 21
Pompe di ricircolo pag. 20
Preparazione del ferro pag. 23
Preparazione dell'alluminio pag. 24
Preparazione dell'ottone pag. 22
Preparazione della zama pag. 24
Proprietà dei detergenti pag. 19
SSuono pag. 12
TTERMINOLOGIA pag. 12
Trasduttori magnetici pag. 5
Trasduttori piezoelettrici pag. 5
UUltrasuoni pag. 12
Unità radianti pag. 4
VVibrazioni pag. 12
Ssolubilizzazione pag. 3
storia ultrasuoni pag. 13
Uultrasuoni nei risciacqui pag. 15
ultrasuoni nella cromatura pag. 16
ultrasuoni nella zincatura pag. 15
Vvasca di lavaggio pag. 8
26 - CORSO AIFM 2011 IndiceGiorgio C. Krüger
!! per qualunque chiarimento scrivetemi:gk@gkappa-com