Nozioni base sul controllo numerico
61
1 CENNI DI MACCHINE A CONTROLLO NUMERICO
description
Macchine utensili e linguaggio ISO
Transcript of Nozioni base sul controllo numerico
1
CENNI DI MACCHINE A CONTROLLO NUMERICO
2
MACCHINE UTENSILI TRADIZIONALI (GENERALITA’)
MACCHINE VIA VIA SEMPRE MENO USATE MA COMUNQUE UTILI PER CAPIRE I MOVIMENTI NECESSARIE A GENERARE LE VARIE MORFOLOGIE DI SUPERFICIE
TORNI - SUPERFICI ASSIALSIMMETRICHE
FRESATRICI – SUPERFICI CONTORNATE E DI FORMA VARIA
• FUNZIONAMENTO E RISULTATI OTTENUTI DIPENDONO FORTEMENTEDALL’OPERATORE E DALLE SUE CAPACITA’ PROFESSIONALI
· TEMPI PASSIVI (CHE NON COMPORTANO TAGLIO) ELEVATI(FASI COMUNQUE NECESSARIE COME IL MONTAGGIO E LO SMONTAGGIO DEL
PEZZODALLE ATTREZZATURE – IMPOSTAZIONI DI PARAMETRI DI LAVORO ATTRAVERSODEI LEVERAGGI – TEMPI PER IL POSIZIONAMENTO E PER I CAMBI UTENSILE)
· SCARSA VERSATILITA’(POSSIBILITA’ SU OGNI MACCHINA UTENSILE DI EFFETTUARE SOLO CERTE
LAVORAZIONI)
· COSTO RELATIVAMENTE BASSO RISPETTO ALLE MACCHINE A CN
3
AUTOMAZIONE MACCHINE UTENSILI E LORO EVOLUZIONE
ESSENZIALMENTE SI SONO AVUTI DUE TIPI DI PROGRESSO:
NUOVI MATERIALI PER UTENSILI ⇒ PRODUZIONE ORARIA DI TRUCIOLO AUMENTATA
AUMENTO DEL GRADO DI AUTOMAZIONE DELLE MACCHINE UTENSILI
⇒ CAMBIO DEL SISTEMA DI PRODUZIONE
COSA SI INTENDE CON IL TERMINE “AUTOMAZIONE”?
INSIEME DELLE TECNICHE E DEI METODI PER SOSTITUIRE O RIDURRE L’INTERVENTO UMANO IN UNA ATTIVITA’ LAVORATIVA
4
ESEMPI DI STRATEGIE DELL’AUTOMAZIONE NELLE M.U.
COMBINARE LE OPERAZIONIPEZZI COMPLESSI CHE RICHIEDONO SUCCESSIVE OPERAZIONI (FRESATURA – FORATURA –ALESATURA) POSSONO ESSERE LAVORATI SU UNA SOLA MACCHINA UTENSILE
⇒ RISPARMIO SUL NUMERO DI MACCHINE⇒ SPAZIO OCCUPATO E TEMPI DI TRASPORTO⇒ TEMPI DI MONTAGGIO E SMONTAGGIO⇒ ETC…ETC
⇒ PROGETTAZIONE DEI CENTRI DI LAVORAZIONE
ELIMINARE O RIDURRE L’INTERVENTO UMANO DI CONTROLLO DELLE MACCHINEIMPOSTAZIONE DEI VARI MODI DI TAGLIO, AVANZAMENTO – CAMBIO UTENSILE
⇒ RIDUZIONE DEI TEMPI PASSIVI - DIMINUZIONE DEGLI ERRORI
• ELIMINARE LE OPERAZIONI MANUALI DI MONTAGGIO E SMONTAGGIO⇒ UTILIZZO DI MECCANISMI VARI
5
ESEMPI DI STRATEGIE DELL’AUTOMAZIONE NELLE M.U.
EFFETTUARE OPERAZIONI CONTEMPORANEE
AD ES. FORATURA DI PIU’ FORI CONTEMPORANEAMENTE UTILIZZANDO TRAPANI PLURIMANDRINI CON NOTEVOLE RISPARMIO DI TEMPI ATTIVI E PASSIVI
· INTEGRARE LE OPERAZIONI
AD ES. COLLEGARE LE VARIE MACCHINE IN UN SOLO SISTEMA DI LAVORAZIONE MEDIANTE SISTEMI DI MOVIMENTAZIONE AUTOMATICA, RIDUCENDO COSI’ I TEMPI
PASSIVI DI TRASPORTO DA UNA MACCHINA ALL’ALTRA ED ANCHE I TEMPI STESSI DI MONTAGGIO E SMONTAGGIO
· PREVEDERE OPERAZIONI DI CONTROLLO DIMENSIONALE
UTILIZZO DI DISPOSITIVI DI MISURA IN GRADO DI OPERARE SULLA STESSA MACCHINA INVECE DI RIMANDARE IL CONTROLLO AD UNA FASE SUCCESSIVA FUORI MACCHINA
⇒ RIDUCE IL TEMPO DI CONTROLLO SUCCESSIVO E PERMETTE DI CORREGGEREDIRETTAMENTE LA MACCHINA EVITANDO LA PROSECUZIONE DI UN PEZZO CHE SARA’ POI DA SCARTARE
·
6
ESEMPI DI STRATEGIE DELL’AUTOMAZIONE NELLE M.U.
AUMENTARE LA FLESSIBILITA’
DIMINUIRE I TEMPI DI PREPARAZIONE (SET UP) NECESSARI AL CAMBIO PRODOTTO. LA FLESSIBILITA’ E’ IL CONCETTO BASE DEL CN E DI TUTTE LE SUE APPLICAZIONI
INTEGRARE LE VARIE ATTIVITA’
USO DI SISTEMI CAD-CAM, CAPP E DI MACCHINE CNC PER LA PROGETTAZIONE, LA PROGRAMMAZIONE E LA LAVORAZIONE, CONSIDERANDO QUINDI IL SISTEMA PRODUTTIVO COME UNA UNICA ATTIVITA’ INTEGRATA CON FACILITA’ DI SCAMBIO DI INFORMAZIONI TRA UNA ATTIVITA’ E L’ALTRA
7
STRATEGIE DELL’AUTOMAZIONE NELLE M.U.VANTAGGI E SVANTAGGI
VANTAGGI:RIDUZIONE DEI TEMPI DI LAVORAZIONE
· RIDUZIONE DEI COSTI DI MANO D’OPERA· MIGLIORAMENTO DELLA QUALITA’ DEL PRODOTTO· MIGLIORAMENTO DELLA PRODUTTIVITA’ (EFFICIENZA MACCHINE-SISTEMA)· RIDUZIONE DEL COINVOLGIMENTO UMANO E DEGLI ERRORI
AUMENTO DELLA SICUREZZA DELL’OPERATORE
ùSVANTAGGI:
· ELEVATO COSTO INIZIALE DI MACCHINE E DISPOSITIVI· PROBLEMI DI AFFIDABILITA’ E MANUTENZIONE· IMPIEGO DI MANO D’OPERA CON MAGGIORE PROFESSIONALITA’ E
PREPARAZIONE DI BASE
8
AUTOMAZIONE “RIGIDA” DEI SISTEMI PRODUTTIVI
ERANO MACCHINE UTENSILI TRADIZIONALI TRASFORMATE MEDIANTE APPLICAZIONE DI DISPOSITIVI MECCANICI AVENTI LA FUNZIONE DI ABBREVIARE I TEMPI DI CAMBIO UTENSILE, CAMBIO PEZZO, POSSIBILITA’ DI EFFETTUARE PIU’ OPERAZIONI CONTEMPORANEE.
MOTIVO PRINCIPALE E’ STATO LA LORO FORMA DI “AUTOMAZIONE RIGIDA”, CIOE’CON NOTEVOLI DIFFICOLTA’ AD AFFRONTARE RAPIDI E FREQUENTI CAMBI DI PRODUZIONE COME QUELLI IMPOSTI DALLE CARATTERISTICHE DEL MERCATOATTUALE.
LE MODERNE TECNOLOGIE ELETTRONICHE ED INFORMATICHE HANNO INVECE CONSENTITO DI AVERE MACCHINE MOLTO FLESSIBILI, OVVERO CON CAPACITA’ DI ADATTARE LA MACCHINA ED IL SISTEMA PRODUTTIVO NEL SUO COMPLESSO ALLE RAPIDE VARIAZIONI DEL PRODOTTO.
9
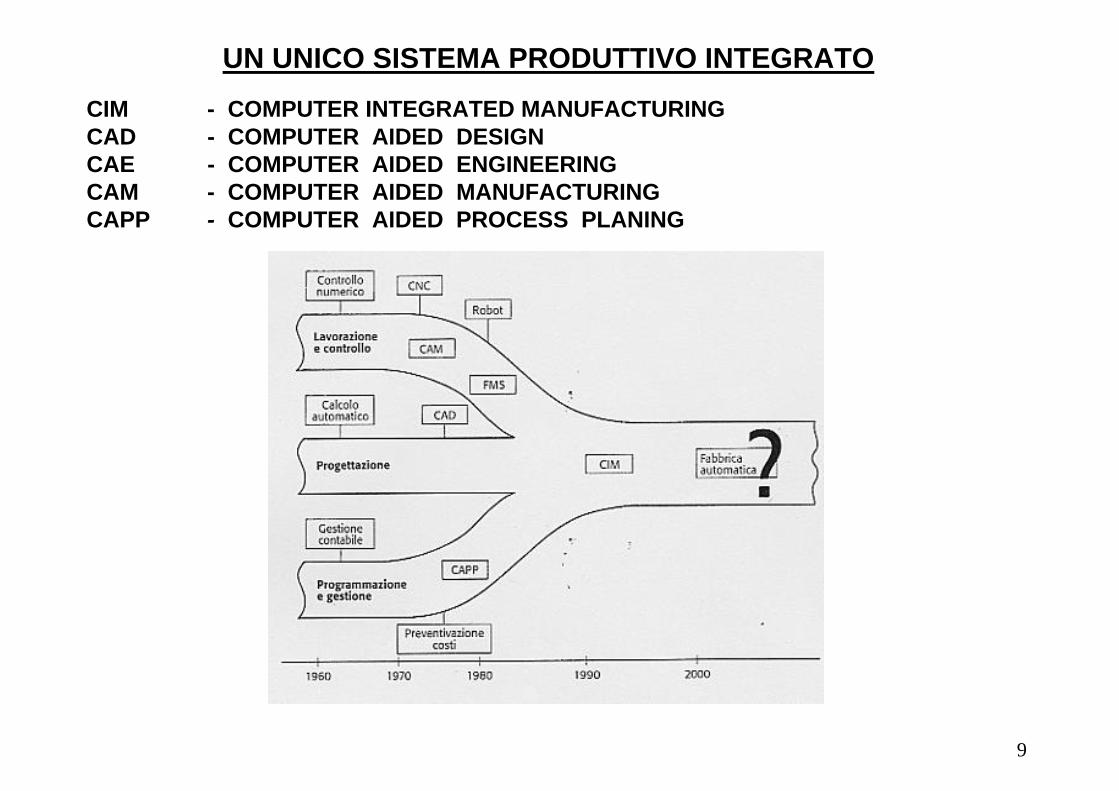
UN UNICO SISTEMA PRODUTTIVO INTEGRATOCIM - COMPUTER INTEGRATED MANUFACTURINGCAD - COMPUTER AIDED DESIGNCAE - COMPUTER AIDED ENGINEERINGCAM - COMPUTER AIDED MANUFACTURINGCAPP - COMPUTER AIDED PROCESS PLANING
10
TECNICHE CAPP PER LO STUDIO DEL CICLO DI LAVORAZIONE
LO STUDIO DI UN CICLO DI LAVORAZIONE DI UN PEZZO E’ IL RISULTATO DI UNA SERIE COMPLESSA DI ATTIVITA’ QUALI:
• INTERPRETAZIONE DI DISEGNI
• CONSULTAZIONE DI BASE DATI E TABELLE
• CALCOLI
• SCELTE OTTIMIZZATE
LE TECNICHE CHE VANNO SOTO IL NOME DI CAPP SONO TECNICHE INFORMATICHE TESE A RIDURRE, MIGLIORARE ED EVENTUALMENTE ELIMINARE QUESTE ATTIVITA’CHE NORMALMENTE IN UNA AZIENDA VENGONO SVOLTE DA PERSONE CON ELEVATA ESPERIENZA
11
INTEGRAZIONE CAD-CAM
L’UTILIZZO DEI MODERNI SISTEMI CAD COMPORTA IL VANTAGGIO CHE IL DATA-BASE NEL QUALE VIENE RIVERSATO TUTTO IL LAVORO DI PROGETTAZIONE CONTIENE, IN FORMA CODIFICATA, TUTTE LE INFORMAZIONI GEOMETRICHE RELATIVE AL PROGETTO.
E’ OVVIO CHE PER ARRIVARE AL PROGETTO FINITO IN GENERE AVRO’ BISOGNO DI UNA SERIE DI INTERAZIONI DALL’AMBIENTE CAD ALL’AMBIENTE CAE PER ANALISI STATICHE E DINAMICHE FINO ALL’OTTENIMENTO DEL PROGETTO FINALE.
COSA SIGNIFICA INTEGRARE L’ASPETTO DELLA PROGETTAZIONE CAD CON L’ASPETTO DELLA PROGRAMMAZIONE CAM DEL CONTROLLO NUMERICO DELLA MACCHINA?
• - ELABORAZIONE ED UTILIZZO DEI DATI CONTENUTI NEL DATABASE DEL CAD
• - SVILUPPO DEL CICLO DI LAVORAZIONE FINO ALLA GENERAZIONE DEL PROGRAMMA A CN
12
INTEGRAZIONE CAD-CAM
GLI ATTUALI SOFTWARE CAD CHE VANNO PER LA MAGGIORE HANNO AL LOROINTERNO IL COSIDETTO “MODULO CN” O “MANUFACTURING”, CIOE’ APPLICAZIONI CHE CONSENTONO ALL’UTENTE DI COSTRUIRE IN MODO INTERATTIVO A VIDEO IL PROGRAMMA DI LAVORAZIONE PER LA MACCHINA A CN , SFRUTTANDO I DATI GEOMETRICI DEL PEZZO PRESENTI NEL DATABASE.TALI SISTEMI GENERANO AUTOMATICAMENTE DELLE TRAIETTORIE UTENSILE, DOPO AVER RICEVUTO DALL’UTENTE TUTTE LE INFORMAZIONI RELATIVE ALL’UTENSILE, AL CICLO DI LAVORAZIONE, AI PARAMETRI TECNOLOGICI, ECC.
TUTTO IL PROCESSO E’ GESTITO DALL’UTILIZZATORE CHE DEVE FORNIRE TUTTA LA SUA CONOSCENZA TECNOLOGICA ATTRAVERSO SCELTE INTERATTIVE: IL COMPUTER DIVENTA QUINDI UN MEZZO PER SEMPLIFICARE CERTI ASPETTI DELLA PROGRAMMAZIONE MA NON SI PUO’ PARLARE DI INTEGRAZIONE.
LA VERA INTEGRAZIONE CAD-CAM LA SI HA QUANDO SI DISPONE DI UN SOFTWARE IN GRADO DI INTERPRETARE I DATI CONTENUTI NEL DATABASE CAD E DI CONVERTIRLI, CON “EVENTUALI” INTERVENTI INTERATTIVI, IN PROGRAMMA DI LAVORAZIONE A CN “PRONTO ALL’USO”.
13
INTEGRAZIONE CAD-CAM
TALI TECNICHE INFORMATICHE VANNO SOTTO IL NOME DI CAPP.
IN REALTA’ LA TECNICHE CAPP SONO QUALCOSA DI PIU’ AMPIO, CIOE’ UNA VERA E PROPRIA PROGRAMMAZIONE DELLA PRODUZIONE IN TUTTI I SUOI ASPETTI TECNICI ED ORGANIZZATIVI,IN ALTRE PAROLE, LA SCELTA DEI PROCESSI PRODUTTIVI E DEI VARI PARAMETRI TECNOLOGICI NECESSARI PER LA PRODUZIONE DEI PEZZI TENENDO CONTO ANCHE DEI FATTORI ORGANIZZATIVI ED ECONOMICI OLTRE CHE DI QUELLI TECNOLOGICI.
14
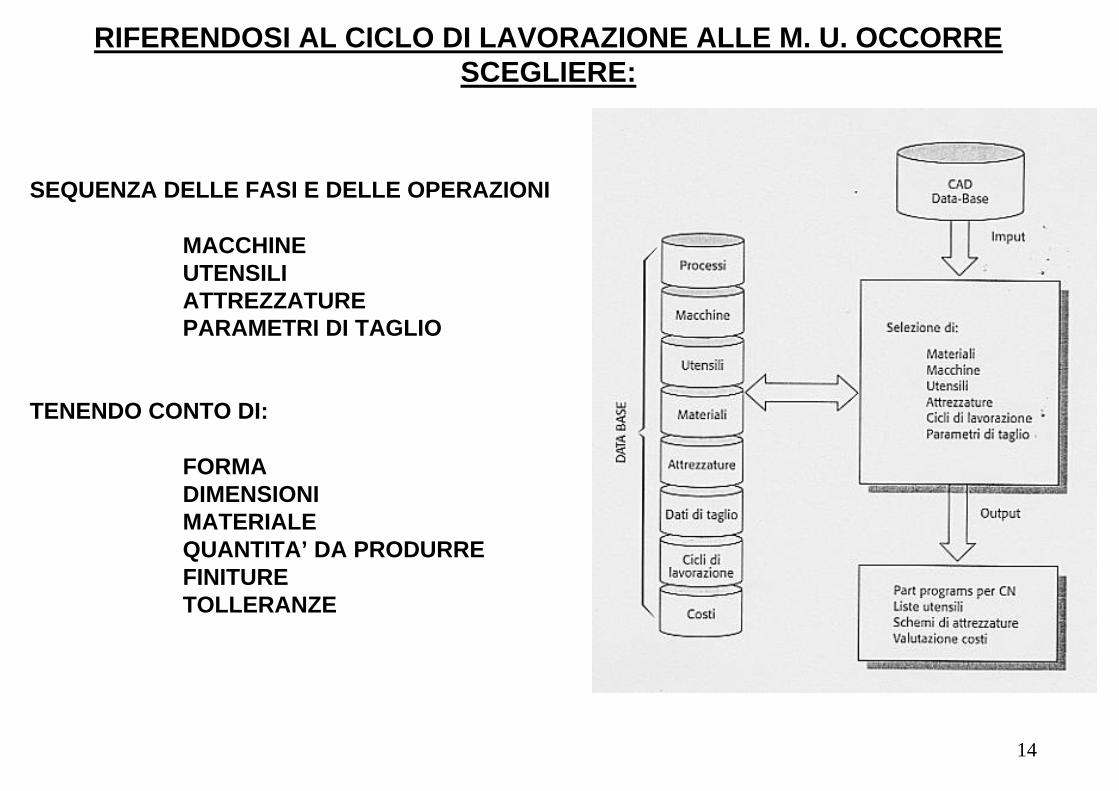
RIFERENDOSI AL CICLO DI LAVORAZIONE ALLE M. U. OCCORRE SCEGLIERE:
SEQUENZA DELLE FASI E DELLE OPERAZIONI
MACCHINEUTENSILIATTREZZATUREPARAMETRI DI TAGLIO
TENENDO CONTO DI:
FORMADIMENSIONIMATERIALEQUANTITA’ DA PRODURREFINITURETOLLERANZE
15
LE PROBLEMATICHE DEI SISTEMI CAPP
E’ DIFFICILE REALIZZARE UN SISTEMA CAPP COMPLETO DI USO GENERALE, COMPLETAMENTE AUTOMATICO ED INTEGRATO CON LA FASE CAD.
LE DIFFICOLTA’ SI POSSONO SINTETIZZARE DEI PUNTI SEGUENTI:
INTEGRAZIONE CON LA FASE CAD
E’ NECESSARIO CHE IL PROGETTISTA LAVORI CON DEI SOFTWARE CHE UTILIZZANOFORM-FEATURES SELEZIONABILI DA MENU’ IN MODO CHE NEL DATABASE FINALE DEL
PEZZO SIANO DISPONIBILI INFORMAZIONI SIA TECNOLOGICHE CHE GEOMETRICHE CHE PERMETTANO AL SOFTWARE CAPP DI GESTIRLE CORRETTAMENTE
CONOSCENZA TECNOLOGICA
SE IL SISTEMA CAPP DEVE SOSTITUIRE PARZIALMENTE O TOTALMENTE LA FIGURA DEL PROGRAMMATORE DELLA PRODUZIONE, E’ INDISPENSABILE CHE CONTENGA, OPPORTUNAMENTE CODIFICATA, TUTTA LA CONOSCENZA TECNOLOGICA NECESSARIA A RISOLVERE I PROBLEMI CHE GLI VERRANNO POSTI (SEQUENZA DELLE FASI NEI CICLI DI LAVORAZIONE, GEOMETRIA DEGLI UTENSILI, PARAMETRI DI TAGLIO, ATTREZZATURE, ECC) QUESTO PER QUALUNQUE TIPO DI PEZZO, DI MATERIALE DA LAVORARE E PER QUALUNQUE CADENZA PRODUTTIVA.
16
CRITERI DI PROGETTAZIONE DI PARTI LAVORATI ALLE M.U.
LA PIANIFICAZIONE DEL CICLO DI LAVORAZIONE DI UN PEZZO NON INIZIA DOPO AVER DISEGNATO LO STESSO MA INVECE E’ PROPRIO NELLA FASE DI PROGETTAZIONE CHE
VANNO TENUTI IN DEBITA CONSIDERAZIONE I DIVERSI PROBLEMI LEGATI ALLA PRODUZIONE ED IN PARTICOLARE ALLE MACCHINE UTENSILI.
⇒ VARIAZIONI DI PROGETTO INIZIALE CHE CONSENTANO DI AGEVOLARE LE VARIE LAVORAZIONI E QUINDI DI RIDURRE I TEMPI ED I COSTI DI PRODUZIONE
17
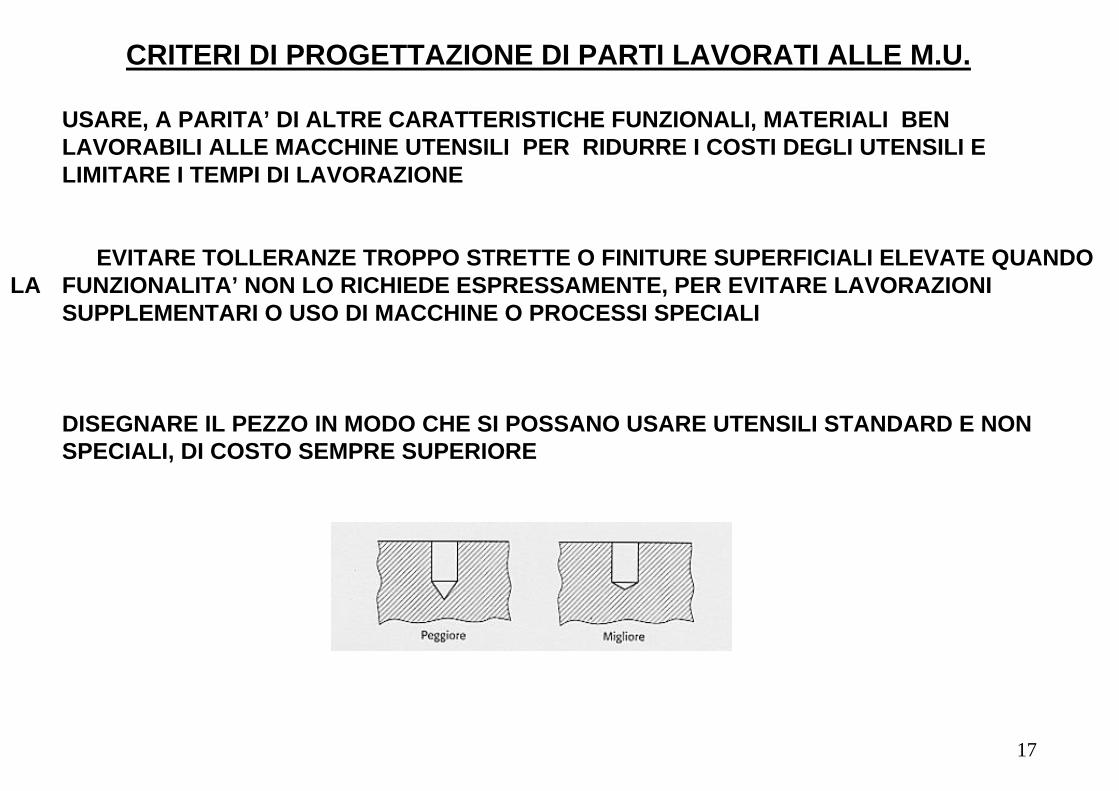
CRITERI DI PROGETTAZIONE DI PARTI LAVORATI ALLE M.U.
USARE, A PARITA’ DI ALTRE CARATTERISTICHE FUNZIONALI, MATERIALI BEN LAVORABILI ALLE MACCHINE UTENSILI PER RIDURRE I COSTI DEGLI UTENSILI E LIMITARE I TEMPI DI LAVORAZIONE
EVITARE TOLLERANZE TROPPO STRETTE O FINITURE SUPERFICIALI ELEVATE QUANDO LA FUNZIONALITA’ NON LO RICHIEDE ESPRESSAMENTE, PER EVITARE LAVORAZIONI
SUPPLEMENTARI O USO DI MACCHINE O PROCESSI SPECIALI
DISEGNARE IL PEZZO IN MODO CHE SI POSSANO USARE UTENSILI STANDARD E NON SPECIALI, DI COSTO SEMPRE SUPERIORE

18
CRITERI DI PROGETTAZIONE DI PARTI LAVORATI ALLE M.U.
DISEGNARE IL PEZZO IN MODO CHE MOLTE (SE POSSIBILE TUTTE) LE OPERAZIONI POSSANO ESSERE ESEGUITE NELLO STESSO PIAZZAMENTO E POSSIBILMENTE CON
LO STESSO UTENSILE
PREVEDERE NEL PEZZO SUPERFICI IDONEE AL RIFERIMENTO ED AL BLOCCAGGIO ED EVITARE CHE IL RIFERIMENTO SIA FATTO SU SUPERFICI CON BAVE O ANGOLI DI SFORMO
USARE SEMILAVORATI DISPONIBILI IN COMMERCIO, EVITANDO COSI’ LAVORAZIONI INUTILI

19
CRITERI DI PROGETTAZIONE DI PARTI LAVORATI ALLE M.U.
EVITARE PARETI SOTTILI IN FRESATURA PERCHE’ SI INFLETTEREBBERO SOTTO L’AZIONE DELLE FORZE DI TAGLIO O FORI LAVORATI CON ELEVATO RAPPORTO PROFONDITA’/DIAMETRO IN QUANTO RICHIEDEREBBERO UTENSILI POCO RIGIDI
EVITARE FORME RIENTRANTI PER EVITARE LAVORAZIONI SUPPLEMENTARI
20
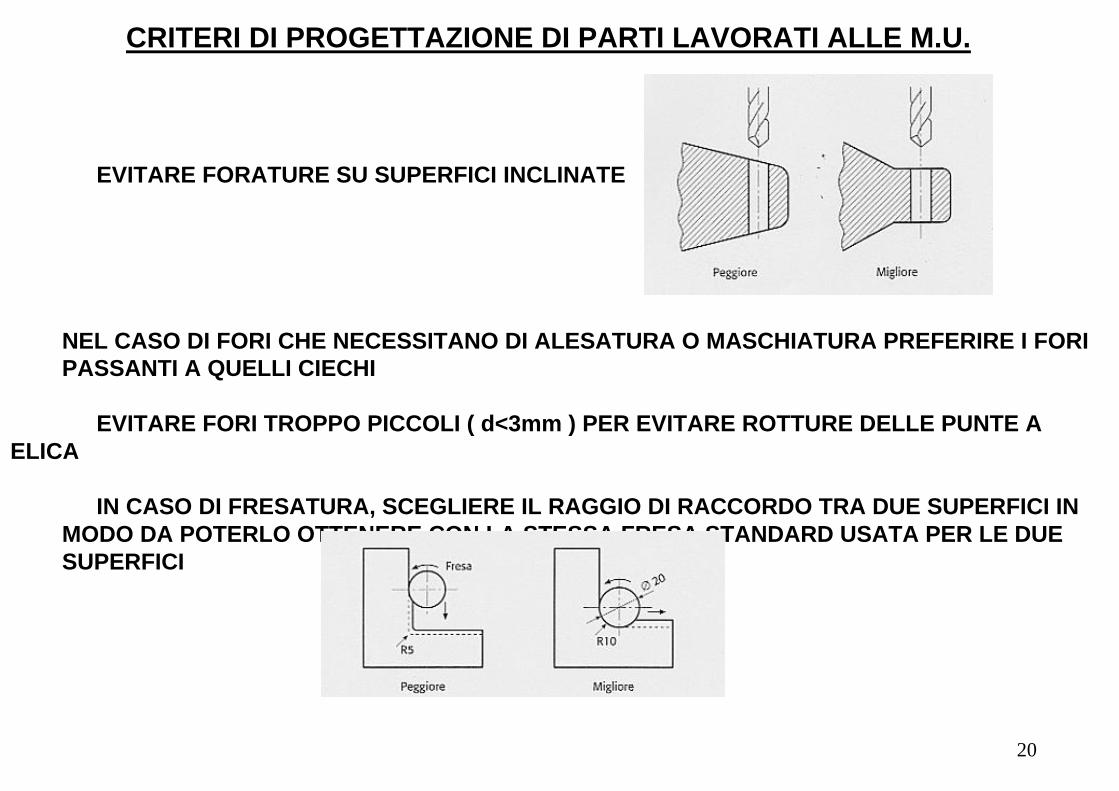
CRITERI DI PROGETTAZIONE DI PARTI LAVORATI ALLE M.U.
EVITARE FORATURE SU SUPERFICI INCLINATE
NEL CASO DI FORI CHE NECESSITANO DI ALESATURA O MASCHIATURA PREFERIRE I FORI PASSANTI A QUELLI CIECHI
EVITARE FORI TROPPO PICCOLI ( d<3mm ) PER EVITARE ROTTURE DELLE PUNTE A ELICA
IN CASO DI FRESATURA, SCEGLIERE IL RAGGIO DI RACCORDO TRA DUE SUPERFICI IN MODO DA POTERLO OTTENERE CON LA STESSA FRESA STANDARD USATA PER LE DUE SUPERFICI

21
CRITERI DI PROGETTAZIONE DI PARTI LAVORATI ALLE M.U.
PER EVITARE SPIGOLI VIVI, PREVEDERE TRA LE DUE SUPERFICI SMUSSI PIUTTOSTO CHE RAGGI DI RACCORDO, IN QUANTO PIU’ ECONOMICI DA REALIZZARE SIA IN FRESATURA CHE IN TORNITURA
DISEGNARE LE SEDI PER LINGUETTA IN MODO CHE POSSANO ESSERE REALIZZATE CON UNA SEMPLICE FRESA CILINDRICA A CODOLO
PREVEDERE ZONE DI DISIMPEGNO DELL’UTENSILE CIOE’ GOLE DI SCARICO
22
IL CONTROLLO NUMERICO
COME E’ NOTO LE MACCHINE UTENSILI SONO CARATTERIZZATE DA MOVIMENTI DEL PEZZO E DELL’UTENSILE CHE SONO:
MOTO DI TAGLIOMOTO DI AVANZAMENTO
MOTO DI APPOSTAMENTO
LE VARIE MACCHINE UTENSILI E LE VARIE LAVORAZIONI SI DISTINGUONO ANCHE PER LA TIPOLOGIA DI TALI MOTI.
LA TECNOLOGIA DEL CONTROLLO NUMERICO E’ UN METODO PER “CONTROLLARE”AUTOMATICAMENTE, CON ELEVATA PRECISIONE E RIPETIBILITA’, QUESTI MOTI SULLA
BASE DI UN PROGRAMMA SCRITTO IN UN LINGUAGGIO OPPORTUNO.
AD ESEMPIO CONTROLLANDO CONTEMPORANEAMENTE IL MOVIMENTO DI ALIMENTAZIONE DI UN PEZZO IN FRESATURA SECONDO LE TRE DIREZIONI DELLO SPAZIO ( ASSI CONTROLLATI ) OTTENIAMO SUPERFICI LAVORATE DI FORMA COMPLESSA DIFFICILMENTE OTTENIBILI CON ALTRE TECNICHE
23
SCHEMA DI FUNZIONAMENTO GENERICO DI UNA MACCHINA A C.N.OGNI ASSE HA UN SUO SISTEMA DI MOVIMENTAZIONE, BASATO SU DI UN MOTORE ELETTRICO CHE METTE IN ROTAZIONE UNA VITE COLLEGATA CINEMATICAMENTE AL CARRO PORTAUTENSILI (NEL CASO DI UN TORNIO) O ALLA TAVOLA PORTAPEZZO (NEL
CASO DI ALTRE MACCHINE) E UN TRASDUTTORE CHE RILEVA LA POSIZIONE ISTANTANEA DEL COMPONENTE IN MOVIMENTO
MOTORI E TRASDUTTORI SONO GESTITI DA UNA UNITA’ ELETTRONICA CHIAMATAUNITA’ DI GOVERNO, STRUTTURALMENTE SIMILE AD UN NORMALE CALCOLATORE.L’ UNITA’ DI GOVERNO SVOLGE LA FUNZIONE DI:
GESTIRE , SULLA BASE DI OPPORTUNI PROGRAMMI, UN NUMERO ELEVATO DI ASSI CONTEMPORANEAMENTE
PROVVEDERE A CONTROLLARE IL MOTO DI TAGLIO MEDIANTE UN MOTORE ED UN TRASDUTTORE DI VELOCITA’ IN MODO DA OTTENERE UNA GAMMA CONTINUA DI VELOCITA’ DI ROTAZIONE E NON A GRADINI COME NELLA M.U. TRADIZIONALI
EVENTUALE GESTIONE DEL SISTEMA DI CAMBIO UTENSILE AUTOMATICO
EVENTUALE GESTIONE DELLA MOVIMENTAZIONE DEL PEZZO
EVENTUALE ESECUZIONE DI CONTROLLI OPERATIVI E FUNZIONALI
24
FLESSIBILITA’ OPERATIVA DELLE MACCHINE A C.N.
LA FLESSIBILITA’ OPERATIVA DI UNA MACCHINA A C.N. E’ LEGATA ALLA POSSIBILITA’ DI PROGRAMMAZIONE ED ALLA POSSIBILITA’ DI UTILIZZARE MAGAZZINI CON UTENSILI RICHIAMABILI IN LAVORAZIONE DAL PROGRAMMA STESSO.
INFATTI, LA FORMA DEL PEZZO LAVORATO DIPENDE DAL TIPO E DALLA SEQUENZA DEI MOVIMENTI DEGLI ASSI X, Y E Z, NONCHE’ DAGLI UTENSILI USATI, CIOE’, DA AZIONI ESEGUITE E CONTROLLATE DALL’ U.D.G. SULLA BASE DI UN PROGRAMMA SCRITTO DALL’UTENTE
25
CENTRI DI LAVORAZIONE A CN
MACCHINE MULTISCOPO ALTAMENTE FLESSIBILI GRAZIE AD UN NUMERO ELEVATO DI UTENSILI DISPONIBILI IN UN MAGAZZINO.
FRESATURAFORATURAALLARGATURAFILETTATURAALESATURA
SONO COSTRUITE IN NUMEROSE VERSIONI, DI SVARIATE DIMENSIONI, CON UN NUMERO DI ASSI VARIABILI E CON VARI TIPI DI ATTREZZATURE OPZIONALI.
LA DISTINZIONE FONDAMENTALE PUO’ ESSERE FATTA IN BASE ALLA POSIZIONE DELL’ASSE DEL MANDRINO:
VERTICALEORIZZONTALE
IL PEZZO E’ POSIZIONATO SUL PALLET O BANCALE DELLA MACCHINA ATTRAVERSO IDONEE ATTREZZATURE
26
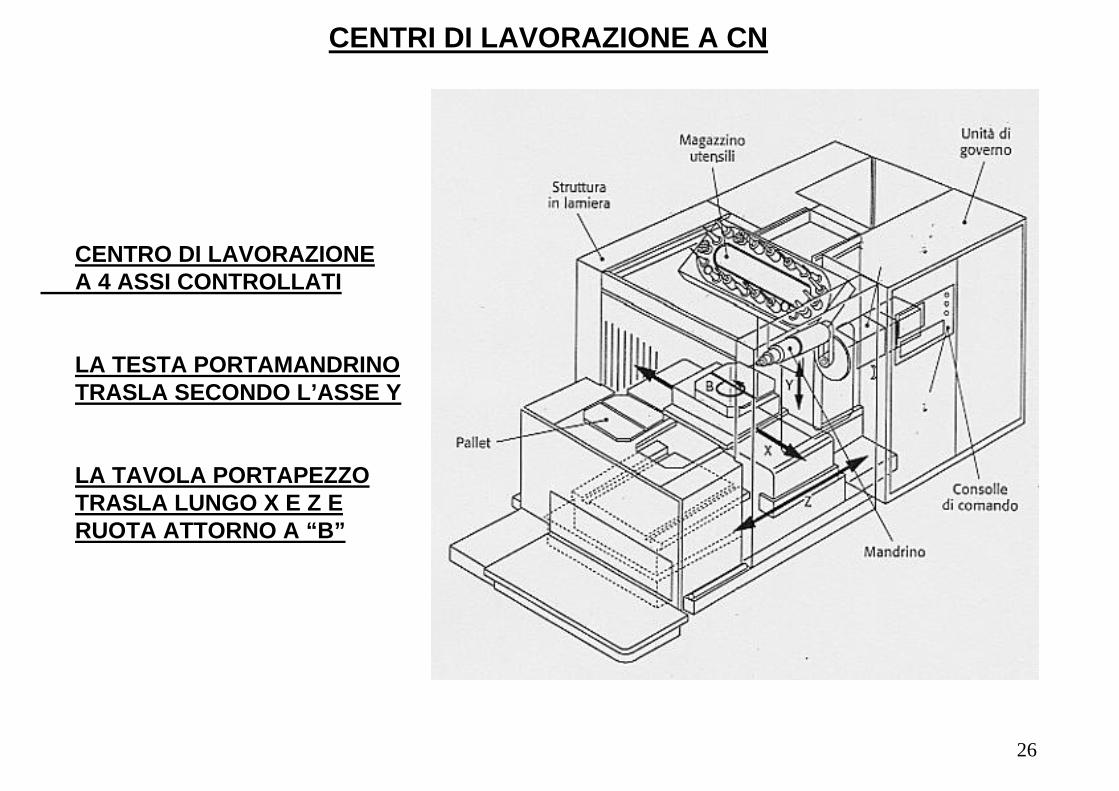
CENTRI DI LAVORAZIONE A CN
CENTRO DI LAVORAZIONEA 4 ASSI CONTROLLATI
LA TESTA PORTAMANDRINOTRASLA SECONDO L’ASSE Y
LA TAVOLA PORTAPEZZOTRASLA LUNGO X E Z ERUOTA ATTORNO A “B”
27
SPECIFICHE TECNICHE PER LA SCELTA DELLA MACCHINA
CAMPO OPERATIVO O “CUBO DI LAVORO” CORRISPONDENTE ALLE DIMENSIONI DELLA ZONA DOVE IL MANDRINO PUO’ OPERARE SECONDO GLI ASSI DI TRASLAZIONE X, Y E Z. TALE INFORMAZIONE E’ INDISPENSABILE PER VALUTARE LE MAX DIMENSIONI DEI PEZZI LAVORABILI E DELLE LAVORAZIONI EFFETTUABILI
LA POSIZIONE DEL MANDRINO (VERTICALE, ORIZZONTALE, INCLINATO)
IL NUMERO DEGLI ASSI CONTROLLATI E LA MASSIMA VELOCITA’ DI SPOSTAMENTO IN RAPIDO
LA PRECISIONE DI POSIZIONAMENTO, IN GENERE DELL’ORDINE DI ± 0,01 mm O INF.
LA POTENZA DEL MANDRINO ED IL CAMPO DI REGIMI DI ROTAZIONE
28
SPECIFICHE TECNICHE PER LA SCELTA DELLA MACCHINA
IL TIPO E LE DIMENSIONI DELL’ATTACCO PORTAUTENSILI
IL TIPO DI MAGAZZINO E LE SUE CARATTERISTICHE TECNICHE
LA PRESENZA O MENO DEL DISPOSITIVO PER CAMBIO PALLET
I CENTRI DI LAVORAZIONE, A DIFFERENZA DELLE M.U. TRADIZIONALI, SONO COMPLETAMENTE PROTETTI DA STRUTTURE IN LAMIERA DOTATE DI AMPIE FINESTRE
DALLE QUALI L’OPERATORE PUO’ CONTROLLARE L’ANDAMENTO DELLA LAVORAZIONE SENZA RISCHIO DI INFORTUNI.
29
STRUTTURA E COMPONENTISTICA MECCANICA - BANCALI
LE ESIGENZE DI FLESSIBILITA’ RICHIESTE ALLE MACCHINE A CN COME ANCHE L’AUMENTO DELLE VELOCITA’ DI TAGLIO PERMESSE DAI NUOVI MATERIALI PER UTENSILI E LA CONSEGUENTE NECESSITA’ DI MAGGIORI POTENZE DISPONIBILI HANNO COSTRETTO I
PROGETTISTI DI QUESTE MACCHINE AD UNO STUDIO APPROFONDITO DELLE PARTI FONDAMENTALI DELLA STRUTTURA IN MODO DA GARANTIRE ELEVATA RIGIDEZZA STATICA E DINAMICA, PRECISIONE E RIPETIBILITA’ SUL POSIZIONAMENTO DEGLI ASSI E CAPACITA’ DI SMORZAMENTO DEI FENOMENI VIBRATORI.
AVREMO COSI’:
BANCALI STRUTTURALI IN GHISA FUSA PER AVERE ELEVATI VALORI DI RIGIDEZZA ED ELEVATE CARATTERISTICHE DI SMORZAMENTO INTERNO (STRUTTURA PROPRIA LAMELLARE
GUIDE DI BANCALI O MONTANTI IN ACCIAIO RIPORTATO MECCANICAMENTE SULLA STRUTTURA DI GHISA PER OTTENERE IDONEA RESISTENZA A ELEVATI CARICHI SPECIFICI
30
STRUTTURA E COMPONENTISTICA MECCANICA - GUIDE LE GUIDE SU CUI SCORRONO LA TAVOLA O LA TESTA SONO UNA DELLE PARTI PIU’IMPORTANTI DELLA MACCHINA IN QUANTO LA LORO PRECISIONE INFLUENZADIRETTAMENTE I RISULTATI DELLA LAVORAZIONE.
UNO DEI PROBLEMI PIU’ IMPORTANTI E’ QUELLO DI RIUSCIRE A RIDURRE L’ATTRITO E A MANTENERLO COSTANTE ANCHE A VELOCITA’ DI SPOSTAMENTO BASSE, ONDE EVITARE IL FENOMENO DELLO “STICK-SLIP”, OSSIA DEL MOVIMENTO A SCATTI CHE UNA PARTE MOBILE PUO’ AVERE A BASSA VELOCITA’, PER ES. IN QUELLE CHE SI HANNO IN UN MOTO DI ALIMENTAZIONE IN FRESATURA O FORATURA.
I METODI PER RISOLVERE IL PROBLEMA SONO ESSENZIALMENTE TRE:
UTILIZZARE ATTRITO VOLVENTE ANZICHE’ ATTRITO RADENTE, IMPIEGANDO ELEMENTI DI ROTOLAMENTO COME GUIDE LINEARI A RICIRCOLAZIONE DI SFERE
RIVESTIRE LE GUIDE DI STRISCIAMENTO IN ACCIAIO CON MATERIALI PLASTICI ADATTI CHE, OLTRE A POSSEDERE ELEVATA RESISTENZA A COMPRESSIONE ED ALL’USURA ED UNA DILATAZIONE TERMICA SIMILE ALL’ACCIAIO, SONO CARATTERIZZATI DA UN COEFFICIENTE DI ATTRITO DI VALORE APPROX COSTANTE CON LA VELOCITA’
UTILIZZARE UN SISTEMA DI SOSTENTAMENTO IDROSTATICO, NEL QUALE OLIO IN PRESSIONE IN APPOSITE CAVITA’ MANTIENE COMPLETAMENTE SEPARATI I DUE ORGANI IN MOVIMENTO RELATIVO, ANNULLANDO COSI’ L’ATTRITO.
31
STRUTTURA E COMPONENTISTICA MECCANICA – IL MANDRINO
E’ L’ORGANO MECCANICO PIU’ IMPORTANTE DEL CENTRO DI LAVORAZIONE.
AD ESSO SONO RICHIESTE PRESTAZIONI ELEVATISSIME IN QUANTO DEVE LAVORARE:
- CON ALTE COPPIE A BASSA VELOCITA’ (NEL CASO DI FRESATURE DI SPIANATURA)
- PICCOLE COPPIE ED ALTA VELOCITA’ (NEL CASO DI FORATURE PER ESEMPIO CON PUNTE DI PICCOLO DIAMETRO)
E’ REALIZZATO IN ACCIAIO LEGATO AD ALTA RESISTENZA E MONTATO SU CUSCINETTI DI SPINTA E RADIALI DI ELEVATISSIMA PRECISIONE
ALL’INTERNO RECA IL DISPOSITIVO PER IL BLOCCAGGIO DEL PORTAUTENSILE,DISPOSITIVO INDISPENSABILE PER IL FUNZIONAMENTO DEL CAMBIO UTENSILE AUTOMATICO
ESISTONO ANCHE DEGLI ELETROMANDRINI, OVVERO MANDRINI AD ACCOPPIAMENTO DIRETTO, SENZA ORGANI DI TRASMISSIONE, CON IL MOTORE ELETTRICO
TROVANO IMPIEGO NEI CASI IN CUI LA VELOCITA’ ANGOLARE RICHIESTA AL MANDRINO SIA DELL’ORDINE DEI 10000-15000 giri/min ED OLTRE.
32
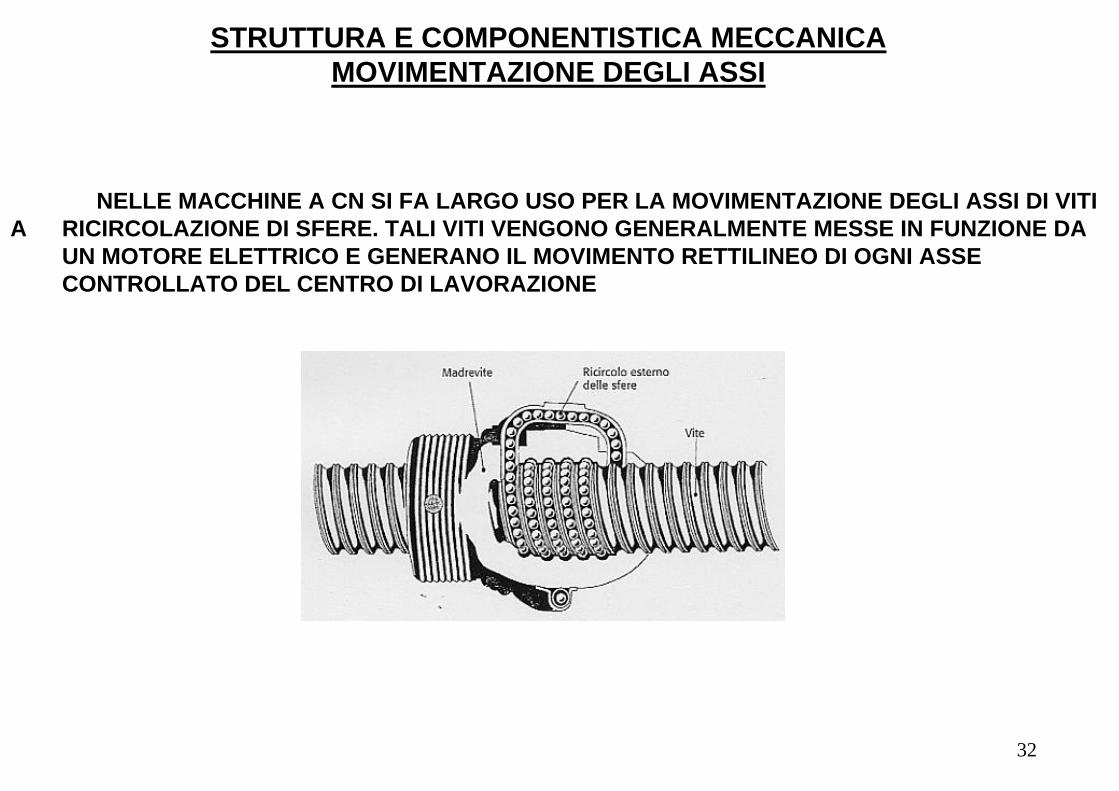
STRUTTURA E COMPONENTISTICA MECCANICA MOVIMENTAZIONE DEGLI ASSI
NELLE MACCHINE A CN SI FA LARGO USO PER LA MOVIMENTAZIONE DEGLI ASSI DI VITI A RICIRCOLAZIONE DI SFERE. TALI VITI VENGONO GENERALMENTE MESSE IN FUNZIONE DA
UN MOTORE ELETTRICO E GENERANO IL MOVIMENTO RETTILINEO DI OGNI ASSE CONTROLLATO DEL CENTRO DI LAVORAZIONE
33
STRUTTURA E COMPONENTISTICA MECCANICA MOVIMENTAZIONE DEGLI ASSI
CARATTERISTICHE PRINCIPALI:
ELEVATO RENDIMENTO ( >90% ) CHE PERMETTE DI USARE BASSE COPPIE PER L’AVANZAMENTO E DI OTTENERE DURATE ELEVATE
GIOCO TRA VITE E MADREVITE MOLTO RIDOTTO (QUALCHE MICRON) CHE PUO’ ESSERE ANNULLATO MEDIANTE PRECARICO. TALE CARATTERISTICA E’ MOLTO IMPORTANTE PERCHE’ FAVORISCE L’USO DI TRASDUTTORI DI POSIZIONE INDIRETTI PIUTTOSTO CHE DIRETTI, DI COSTO GENERALMENTE SUPERIORE
L’ELIMINAZIONE DELL’ATTRITO DI STRISCIAMENTO PERMETTE DI EVITARE IL FENOMENO DELLO “STICK-SLIP” E DI OTTENERE MOVIMENTI CONTINUI A VELOCITA’BASSISSIME
34
STRUTTURA E COMPONENTISTICA MECCANICA UTENSILI E PORTAUTENSILI
LE MOLTE LAVORAZIONI EFFETTUABILI SU QUESTO TIPO DI MACCHINA E LA CONSEGUENTE NECESSITA’ DI CAMBIO AUTOMATICO DELL’UTENSILE, RICHIEDONO UN’INTERFACCIA STANDARDIZZATA TRA UTENSILE E MANDRINO CHE E’ APPUNTO IL PORTAUTENSILE
E’ POSSIBILE DISTINGUERE DUE PARTI:
- UNA PARTE SUPERIORE TRONCO-CONICA CON FLANGIA AVENTE FUNZIONE DI COLLEGAMENTO AL MANDRINO DELLA MACCHINA
- UNA PARTE INFERIORE AVENTE FUNZIONE DI ALLOGGIAMENTO UTENSILE
LA PARTE SUPERIORE E’ DISPONIBILE SECONDO DUE TIPOLOGIE STANDARDIZZATE:
35
STRUTTURA E COMPONENTISTICA MECCANICA UTENSILI E PORTAUTENSILI
ISO – IL RIFERIMENTO ASSIALE E’ SVOLTO DALLA PARTE CONICA. IL CODOLO A FUNGO VIENE AFFERRATO DAL DISPOSITIVO DI TRAZIONE CHE SI TROVA ALL’INTERNO DEL MANDRINO PER TRATTENERE IN POSIZIONE IL PORTAUTENSILE.
LE DUE SCANALATURE SULLA FLANGIA SERVONO PER LA TRASMISSIONE DELLA COPPIA DURANTE IL TAGLIO GRAZIE ALL’ACCOPPIAMENTO CON UN DENTE DI TRASCINAMENTO PRESENTE SUL MANDRINO
HSK – IL CORPO PORTAUTENSILE E’ CAVO (Hollow Shaft) ED IL DISPOSITIVO DI RITENZIONE AGISCE IN DETTA CAVITA’ DALL’INTERNO VERSO L’ESTERNO. LA POSIZIONE ASSIALE E’STABILITA DAL CONTATTO TRA MANDRINO ED UNA APPOSITA SUPERFICIE DI BATTUTA PRESENTE SUL PORTAUTENSILE. LA TRASMISSIONE DELLA COPPIA PUO’ AVVENIRE CON LO STESSO SISTEMA ISO OPPURE TRAMITE SCANALATURE POSTE ALLA BASE INFERIORE.
36
STRUTTURA E COMPONENTISTICA MECCANICA UTENSILI E PORTAUTENSILI
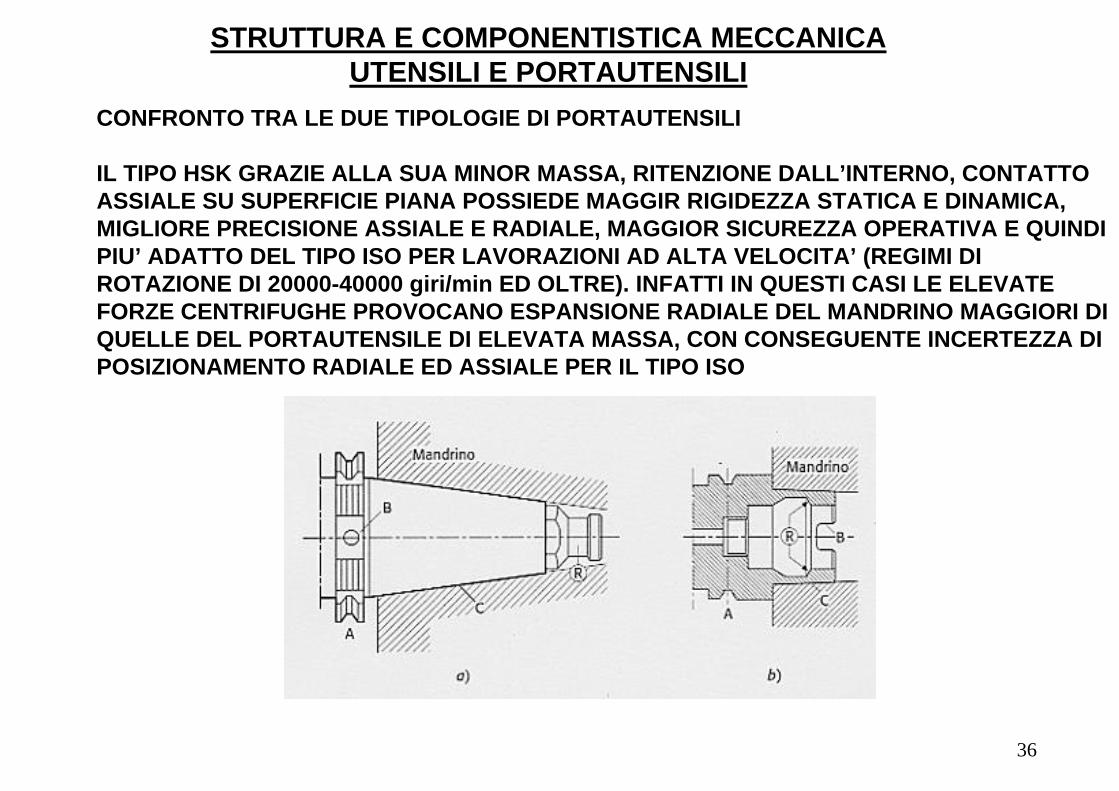
CONFRONTO TRA LE DUE TIPOLOGIE DI PORTAUTENSILI
IL TIPO HSK GRAZIE ALLA SUA MINOR MASSA, RITENZIONE DALL’INTERNO, CONTATTO ASSIALE SU SUPERFICIE PIANA POSSIEDE MAGGIR RIGIDEZZA STATICA E DINAMICA, MIGLIORE PRECISIONE ASSIALE E RADIALE, MAGGIOR SICUREZZA OPERATIVA E QUINDI PIU’ ADATTO DEL TIPO ISO PER LAVORAZIONI AD ALTA VELOCITA’ (REGIMI DI ROTAZIONE DI 20000-40000 giri/min ED OLTRE). INFATTI IN QUESTI CASI LE ELEVATE FORZE CENTRIFUGHE PROVOCANO ESPANSIONE RADIALE DEL MANDRINO MAGGIORI DI QUELLE DEL PORTAUTENSILE DI ELEVATA MASSA, CON CONSEGUENTE INCERTEZZA DI POSIZIONAMENTO RADIALE ED ASSIALE PER IL TIPO ISO
37
STRUTTURA E COMPONENTISTICA MECCANICA UTENSILI E PORTAUTENSILI
38
STRUTTURA E COMPONENTISTICA MECCANICA UTENSILI E PORTAUTENSILI
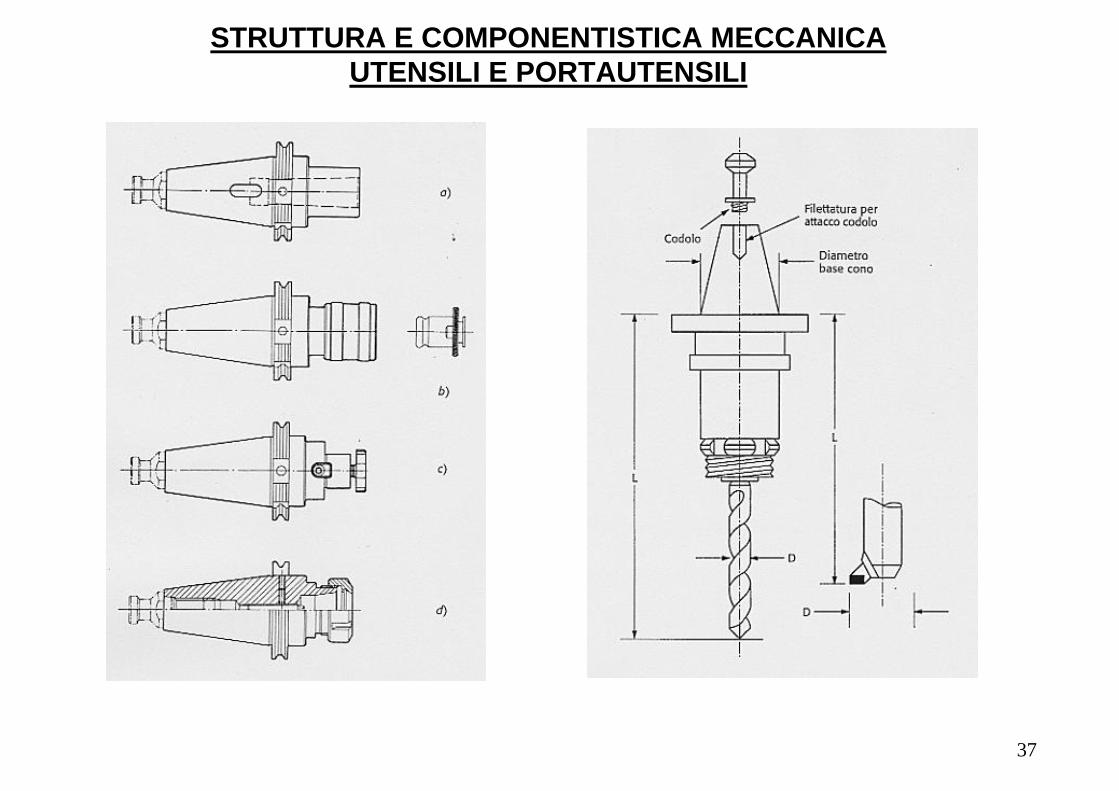
PRIMA DI MONTARE UN UTENSILE NEL MAGAZZINO DI UN CENTRO DI LAVORO E’INDISPENSABILE MISURARE LE DUE QUOTE “D” ED “L”LE DUE QUOTE SONO DETTE I “CORRETTORI” DELL’UTENSILE E VENGONO UTILIZZATE
DALL’UDG PER TENER CONTO, NEL POSIZIONAMENTO DEGLI ASSI, DELLA DIVERSA LUNGHEZZA DEI VARI UTENSILI
L’OPERAZIONE DI MISURA E/O REGOLAZIONE CHE PERMETTE DI RILEVARE IL VALORE DEI CORRETTORI SI CHIAMA “PRESETTING” E VIENE NORMALMENTE ESEGUITA SU SEMPLICI
DISPOSITIVI DI MISURA A CONTROLLO NUMERICO
LA PREPARAZIONE DEGLI UTENSILI SI SVOLGE IN UN LOCALE DETTO TOOL-ROOM E COMPRENDE:
IL MONTAGGIO NEL PORTA UTENSILIIL PRESETTING (DETRMINAZIONE DEI CORRETTORI “D” ED “L”)IL CONTROLLO DELLO STATO DELL’UTENSILEMEMORIZZAZIONE DEI CORRETTORI
39
STRUTTURA E COMPONENTISTICA MECCANICA UTENSILI E PORTAUTENSILI
I VALORI DEI CORRETTORI DEVONO ESSERE NOTI ALL’ UDG DELLA MACCHINA E CIO’PUO’ AVVENIRE IN DIVERSI MODI:
INSERIMENTO NELLA FLANGIA DEL PORTAUTENSILE DI UN CHIP MAGNETICO(DISPOSITIVO A LETTURA E SCRITTURA) SUL QUALE SONO MEMORIZZATI I
CORRETTORI, I CUI VALORI, POSSONO ESSERE LETTI SENZA CONTATTO TRAMITE APPOSITE TESTE DI LETTURA A BORDO MACCHINA;
TRASMISSIONE DELLA TABELLA DEI CORRETTORI DEI VARI UTENSILI DAL COMPUTER DELLA TOOL-ROOM ALLA UDG TRAMITE RETE O FLOPPY DISK;
SEMPLICE IMMISSIONE MANUALE DEI VALORI DEI CORRETTORI DALLA CONSOLLE DI OGNI UNITA’ DI GOVERNO (METODO SCONSIGLIATO PER L’ALTA POSSIBILITA’ DI
ERRORI)
40
MAGAZZINI UTENSILI
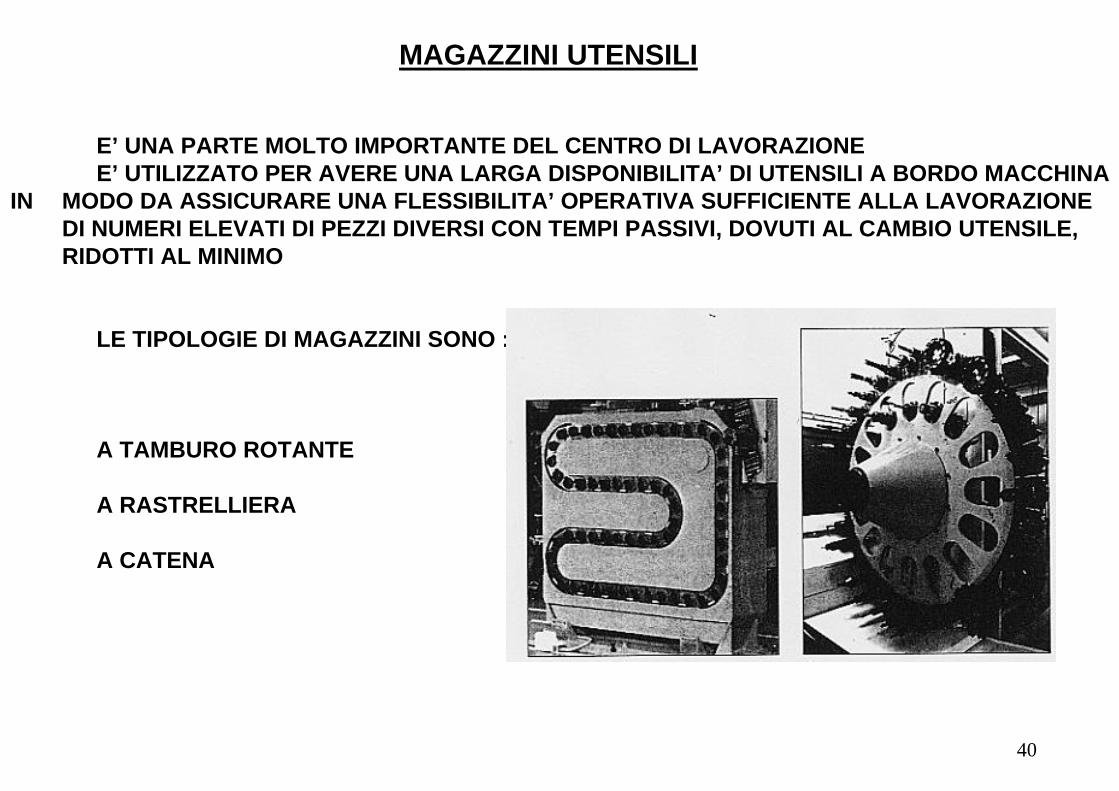
E’ UNA PARTE MOLTO IMPORTANTE DEL CENTRO DI LAVORAZIONEE’ UTILIZZATO PER AVERE UNA LARGA DISPONIBILITA’ DI UTENSILI A BORDO MACCHINA
IN MODO DA ASSICURARE UNA FLESSIBILITA’ OPERATIVA SUFFICIENTE ALLA LAVORAZIONE DI NUMERI ELEVATI DI PEZZI DIVERSI CON TEMPI PASSIVI, DOVUTI AL CAMBIO UTENSILE, RIDOTTI AL MINIMO
LE TIPOLOGIE DI MAGAZZINI SONO :
A TAMBURO ROTANTE
A RASTRELLIERA
A CATENA
41
CARATTERISTICHE NECESSARIE AL MAGAZZINO UTENSILI
DISPOSITIVO DI CAMBIO UTENSILE – SISTEMI ATC (Automatic Tool Changer)E’ IL MECCANISMO AUTOMATICO CHE ESEGUE LA SOSTITUZIONE DELL’UTENSILE NEL
MANDRINO CON QUELLO SCELTO DAL PROGRAMMA, CHE SI TROVA NEL MAGAZZINO
SISTEMA DI SELEZIONE UTENSILESI INTENDE CON QUESTO TERMINE IL METODO CON IL QUALE LA MACCHINA REPERISCE
NEL MAGAZZINO L’UTENSILE RICHIESTO DAL PROGRAMMA
A STAZIONE CODIFICATA – OGNI POSIZIONE DEL MAGAZZINO E’ NUMERATA ED IL PROGRAMMA CHIAMA IN REALTA’ UNA POSIZIONE NEL MAGAZZINO NELLA QUALE DEVE ESSERE MONTATO L’UTENSILE GIUSTO
A UTENSILE CODIFICATO – GLI UTENSILI VENGONO MONTATI NEL MAGAZZINO IN MODO CASUALE E L’UTENSILE RICHIESTO DAL PROGRAMMA VIENE TROVATO TRAMITE LA LETTURA DELLE INFORMAZIONI CONTENUTE NELL’ETICHETTA O NEL CHIP MAGNETICO
A UTENSILE PROGRAMMATO – LA DISPOSIZIONE DEGLI UTENSILI NEL MAGAZZINO E’CASUALE E, ALL’ATTO DEL MONTAGGIO, VIENE COMPILATA UNA TABELLA DI CORRISPONDENZA TRA NUMERO DELLA POSIZIONE DEL MAGAZZINO E NUMERO
UTENSILE CHE VIENE POI TRASMESSA ALL’ UDG.
42
CARATTERISTICHE MAGAZZINO UTENSILI
CAPACITA’ DEL MAGAZZINO – NUMERO DI UTENSILI CHE POSSON TROVAR POSTO NEL MAGAZZINO STESSO (150 –200)
TEMPO DI CAMBIO UTENSILE – MISURATO COME TRUCIOLO-TRUCIOLO (2-3 sec.)
43
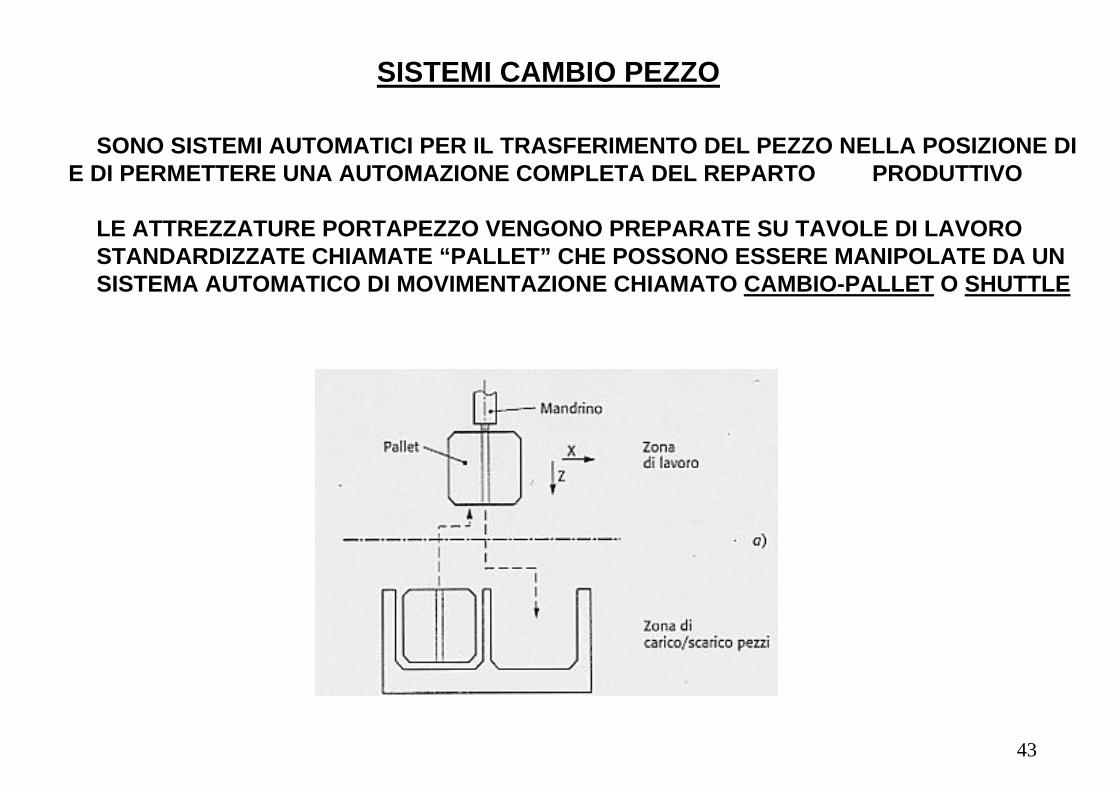
SISTEMI CAMBIO PEZZO
SONO SISTEMI AUTOMATICI PER IL TRASFERIMENTO DEL PEZZO NELLA POSIZIONE DI E DI PERMETTERE UNA AUTOMAZIONE COMPLETA DEL REPARTO PRODUTTIVO
LE ATTREZZATURE PORTAPEZZO VENGONO PREPARATE SU TAVOLE DI LAVOROSTANDARDIZZATE CHIAMATE “PALLET” CHE POSSONO ESSERE MANIPOLATE DA UN SISTEMA AUTOMATICO DI MOVIMENTAZIONE CHIAMATO CAMBIO-PALLET O SHUTTLE
44
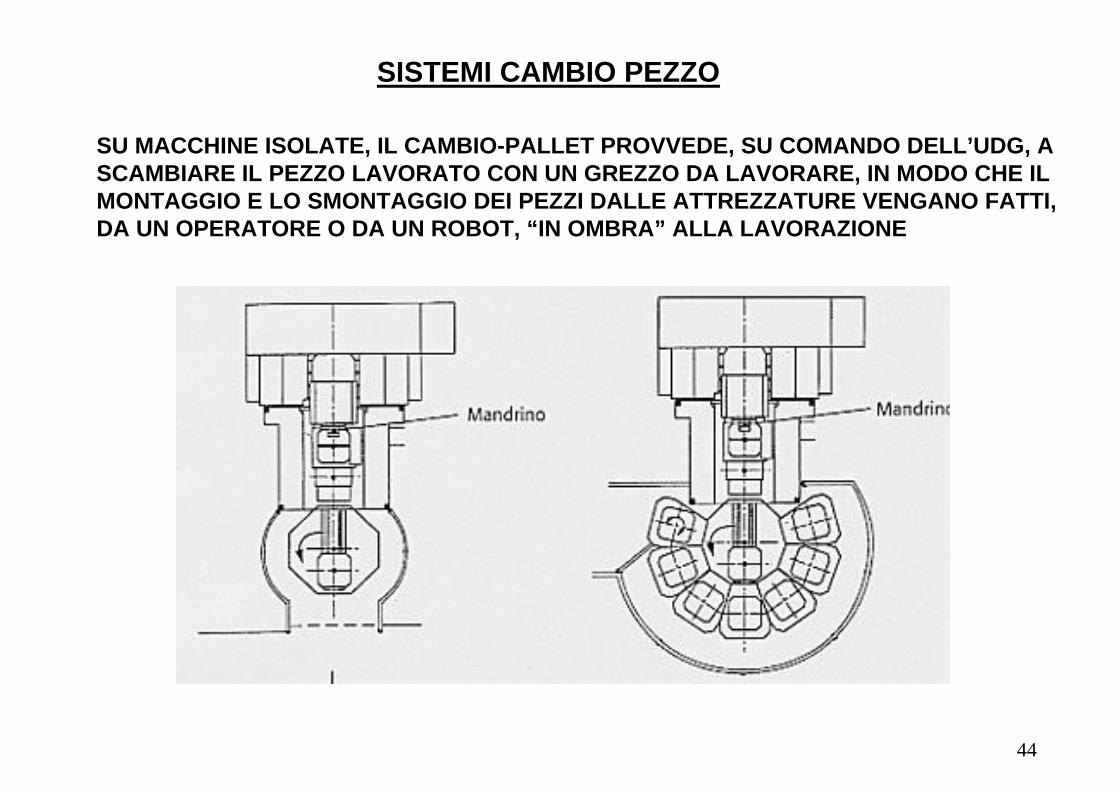
SISTEMI CAMBIO PEZZO
SU MACCHINE ISOLATE, IL CAMBIO-PALLET PROVVEDE, SU COMANDO DELL’UDG, A SCAMBIARE IL PEZZO LAVORATO CON UN GREZZO DA LAVORARE, IN MODO CHE IL MONTAGGIO E LO SMONTAGGIO DEI PEZZI DALLE ATTREZZATURE VENGANO FATTI,DA UN OPERATORE O DA UN ROBOT, “IN OMBRA” ALLA LAVORAZIONE
45
SISTEMA DI CONTROLLO DELLE MACCHINE A CN
SISTEMA DI CONTROLLO DEGLI ASSI
IL CONTROLLO E’ DEL TIPO AD ANELLO CHIUSO PER RAGIONI DI PRECISIONE E DI INSENSIBILITA’ AI DISTURBI.
IL SEGNALE ELETTRICO CHE, OPPORTUNAMENTE AMPLIFICATO, PILOTA IL MOTORE DELL’ASSE, E’ SEMPRE IL CONFRONTO TRA IL VALORE PROGRAMMATO ED IL VALORE
MISURATO ISTANTE X ISTANTE DA UN APPOSITO TRASDUTTORE.ESISTONO SEMPRE DUE ANELLI DI QUESTO TIPO, UNO IN VELOCITA’ ED UNO IN
POSIZIONE
IL TRASDUTTORE DI VELOCITA’ E’ COSTITUITO SPESSO DA UNA DINAMO TACHIMETRICA, CIOE’ DA UNA PICCOLA DINAMO, REALIZZATA CON MATERIALI FERROMAGNETICI, CALETTATA SULL’ALBERO DEL MOTORE. FORNISCE UN SEGNALE IN TENSIONE PROPORZIONALE ALLA VELOCITA’ ANGOLARE CON UN ERRORE DI LINEARITA’ MOLTO LIMITATO.
46
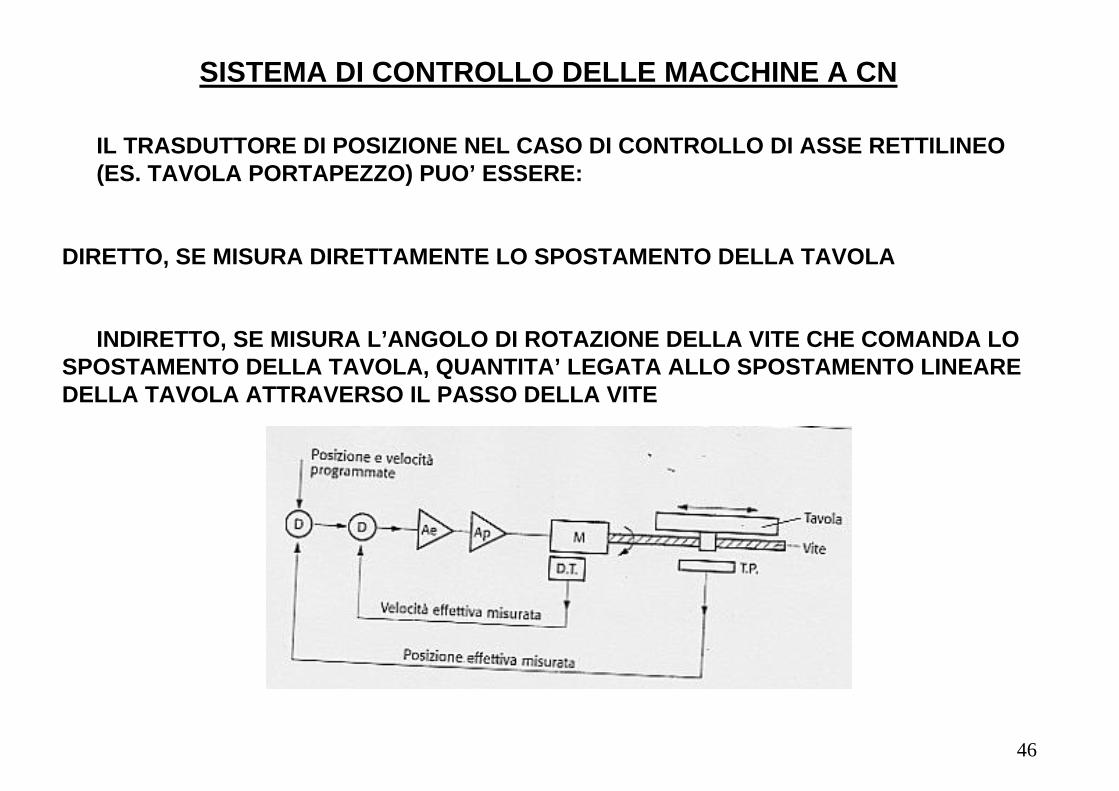
SISTEMA DI CONTROLLO DELLE MACCHINE A CN
IL TRASDUTTORE DI POSIZIONE NEL CASO DI CONTROLLO DI ASSE RETTILINEO (ES. TAVOLA PORTAPEZZO) PUO’ ESSERE:
DIRETTO, SE MISURA DIRETTAMENTE LO SPOSTAMENTO DELLA TAVOLA
INDIRETTO, SE MISURA L’ANGOLO DI ROTAZIONE DELLA VITE CHE COMANDA LO SPOSTAMENTO DELLA TAVOLA, QUANTITA’ LEGATA ALLO SPOSTAMENTO LINEARE DELLA TAVOLA ATTRAVERSO IL PASSO DELLA VITE
47
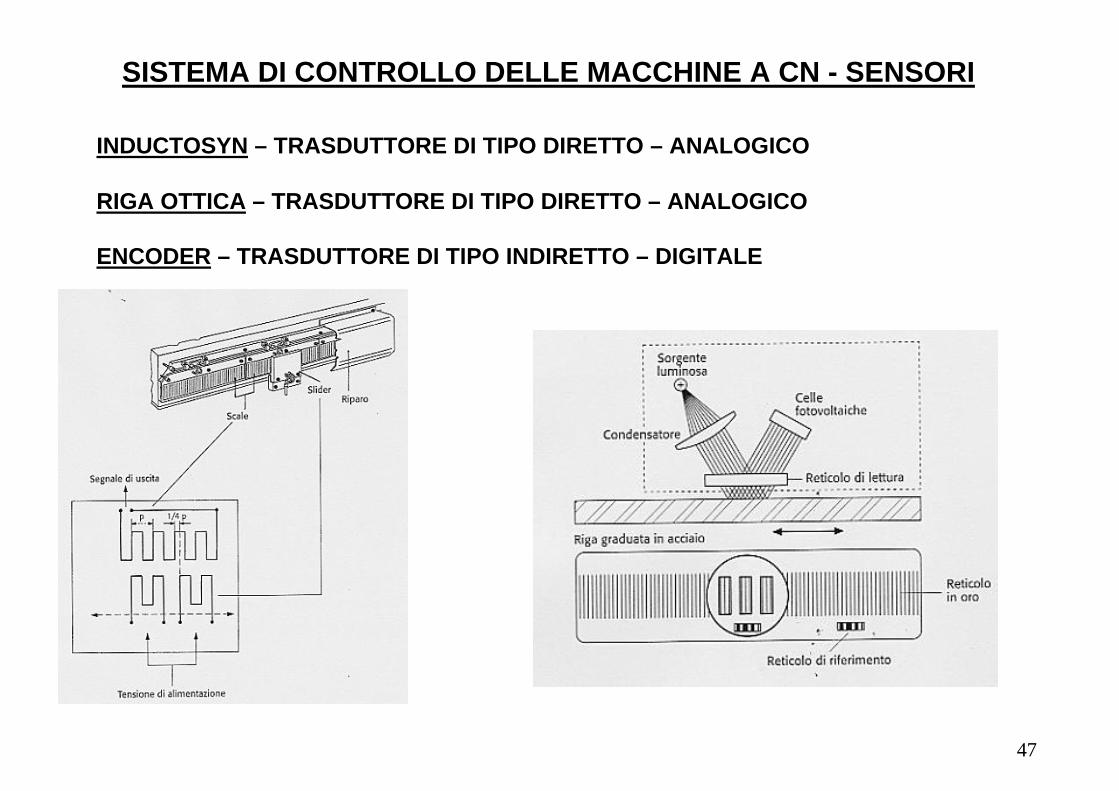
SISTEMA DI CONTROLLO DELLE MACCHINE A CN - SENSORI
INDUCTOSYN – TRASDUTTORE DI TIPO DIRETTO – ANALOGICO
RIGA OTTICA – TRASDUTTORE DI TIPO DIRETTO – ANALOGICO
ENCODER – TRASDUTTORE DI TIPO INDIRETTO – DIGITALE
48
IL MOTORE ELETTRICO
IL MOTORE CHE FA RUOTARE LA VITE DI COMANDO DELLA TAVOLA PUO’ ESSERE SIA DEL TIPO A C.C. CHE A C.A. PILOTATO CON FREQUENZA VARIABILE.
L’AZIONAMENTO TRADIZIONALE COSTITUITO DALLA COPPIA MOTORE-VITE VIENE SEMPRE DI PIU’ SOSTITUITO DAL MOTORE ELETTRICO LINEARE (SENZA ORGANI DI TRASMISSIONE) NEI CENTRI DI LAVORAZIONE CHE NECESSITANO DI ELEVATE VELOCITA’DI POSIZIONAMENTO IN RAPIDO ( DELL’ORDINE DI 70 m/min E ACCELERAZIONI DI 2g ).
49
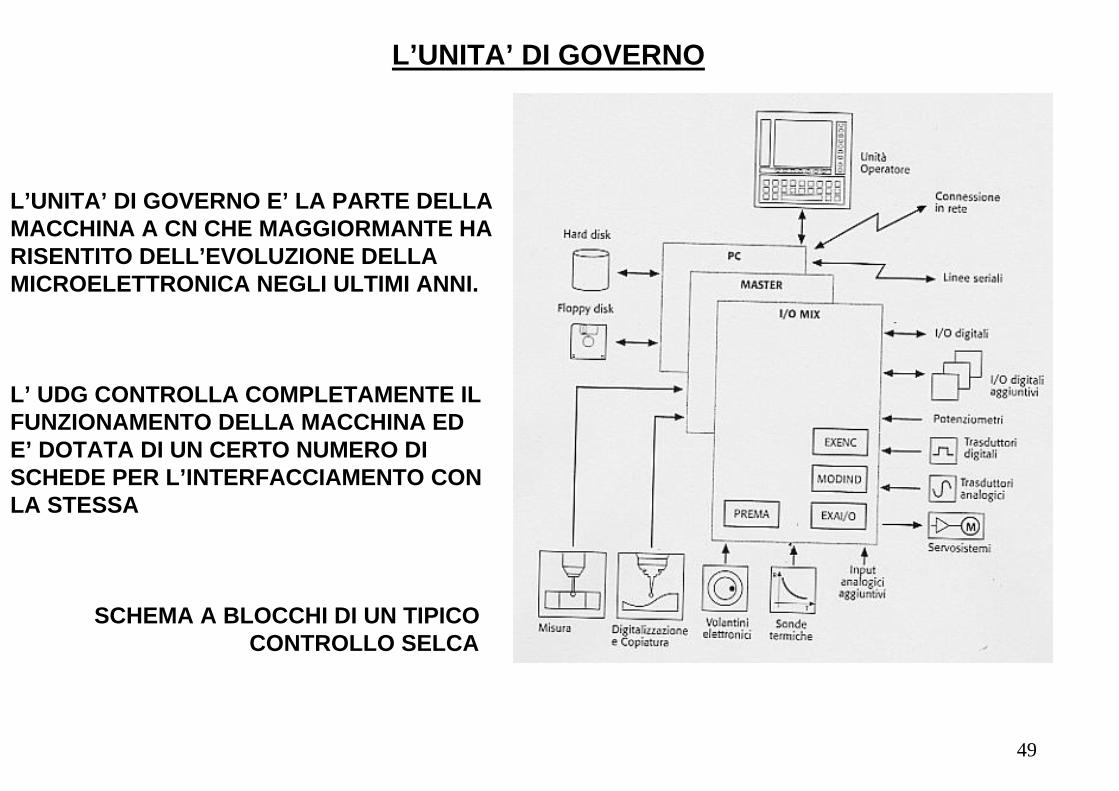
L’UNITA’ DI GOVERNO
L’UNITA’ DI GOVERNO E’ LA PARTE DELLAMACCHINA A CN CHE MAGGIORMANTE HARISENTITO DELL’EVOLUZIONE DELLAMICROELETTRONICA NEGLI ULTIMI ANNI.
L’ UDG CONTROLLA COMPLETAMENTE ILFUNZIONAMENTO DELLA MACCHINA EDE’ DOTATA DI UN CERTO NUMERO DISCHEDE PER L’INTERFACCIAMENTO CONLA STESSA
SCHEMA A BLOCCHI DI UN TIPICOCONTROLLO SELCA
50
L’UNITA’ DI GOVERNO
LA STRUTTURA DELL’ UDG E’ BASATA SULLE TRE SEGUENTI SCHEDE:
SCHEDA MICROPROCESSORE – USATA PER LA GESTIONE DELL’INTERFACCIA CON L’OPERATORE, DELLA MEMORIA RAM E DEI SUPPORTI MAGNATICI (HARD DISK), DELLE PERIFERICHE E DELLE COMUNICAZIONI (CON ALTRI CNC O COMPUTER CENTRALI);
SCHEDA MASTER – HA COMPITI IMPORTANTI CHE RICHIEDONO ELEVATE VELOCITA’ DI CALCOLO QUALI INTERPOLAZIONI, GENERAZIONI DI SEGNALI PER IL CONTROLLO DEGLI ASSI, ESECUZIONE DEL PROGRAMMA DI LOGICA DELLA MACCHINA, GESTIONE DI EVENTUALI TASTATORI PER COPIATURA O MISURA;
UNA O PIU’ SCHEDE DI INPUT/OUTPUT CON CIRCUITI DI INTERFACCIA ANALOGICI E DIGITALI VERSO LA MACCHINA PER I SERVOSISTEMI (AZIONAMENTI ASSI),
TRASDUTTORI VARI, DISPOSITIVI DI CAMBIO PEZZO E CAMBIO UTENSILE,MICROINTERRUTTORI DI FINE CORSA, ECC.
UNA UNITA’ OPERATORE COSTITUITA DA UN VIDEO A COLORI E TASTIERA, CON TASTI FUNZIONALI E PROGRAMMABILI BASATA SU UN SOFTWARE DI INTERFACCIA A MENU
51
LA PROGRAMMAZIONE DELLE MACCHINE A CN
I CENTRI DI LAVORO SONO MACCHINE ALTAMENTE AUTOMATIZZATE E FLESSIBILI ⇒POSSONO ADATTARSI FACILMENTE A PRODUZIONI MOLTO VARIABILI GRAZIE AL FATTO CHE SONO PROGRAMMABILI OVVERO ESEGUONO LA LAVORAZIONE DI UN CERTO PEZZO SULLA BASE DI UN PROGRAMMA SCRITTO DALL’UTENTE.
L’EVOLUZIONE DELLE UDG HA PORTATO IMPORTANTI CONSEGUENZE NEL CAMPODELLA PROGRAMMAZIONE – INFATTI OGGI LA MAGGIOR PARTE DELLE LAVORAZIONI PUO’
ESSERE PROGRAMMATA MANUALMENTE CON ESTREMA SEMPLICITA’ SENZA MOLTI CALCOLI NECESSARI INVECE FINO A QUALCHE TEMPO FA.
QUESTO METODO DI PROCEDERE VIENE DETTO “PROGRAMMAZIONE MANUALE” ED UTILIZZA LINGUAGGI MOLTO SEMPLICI CHE VARIANO DA COSTRUTTORE A
COSTRUTTORE NONOSTANTE LE ESIGENZE DI STANDARDIZZAZIONE PORTINO ALLE RACCOMANDAZIONI ISO.
UN’ EVOLUZIONE DELLA PROGRAMMAZIONE MANUALE E’ LA “PROGRAMMAZIONE INTERATTIVA” O “CONVERSAZIONALE” CHE VIENE USATA DIRETTAMENTE SULL’ UDG PER GENERARE IL PART PROGRAM RICHIESTO PER LA LAVORAZIONE DI UN PEZZO.
52
NOZIONI DI PROGRAMMAZIONE MANUALE
SCRIVERE UN PROGRAMMA DI LAVORAZIONE A CN SIGNIFICA TRADURRE TUTTE LE INFORMAZIONI NECESSARIE AL FUNZIONAMENTO DELLA MACCHINA ED ALLA ESECUZIONE DEL PEZZO DESIDERATO IN UN CODICE INTERPRETABILE DALL’ UDG DELLA MACCHINA.
LE INFORMAZIONI NECESSARIE SONO:
INFORMAZIONI SULLA TRAIETTORIA DEGLI UTENSILI RISPETTO AL PEZZO, SIA DI TIPO GEOMETRICO ( MOVIMENTI LINEARI – ARCHI DI CIRCONFERENZA – ECC) SIA SULLE MODALITA’ DI MOVIMENTO (AVANZAMENTI DI LAVORO, IN RAPIDO, CON CORREZIONE RAGGIO UTENSILE, ECC. )
INFORMAZIONI SUI PARAMETRI TECNOLOGICI – SI TRATTA DI COMUNICARE ALL’UDG I VALORI DELLA VELOCITA’ DI TAGLIO E DELL’AVANZAMENTO PRESCELTI IN FASE DI STUDIO DEL CICLO DI LAVORAZIONE
INFORMAZIONI AUSILIARIE MA INDISPENSABILI PER LA LAVORAZIONE QUALI LA SELEZIONE DELL’UTENSILE, L’USO DI FLUIDI DA TAGLIO, IL CARICO/SCARICO PEZZI
DAL PALLET, ECC
53
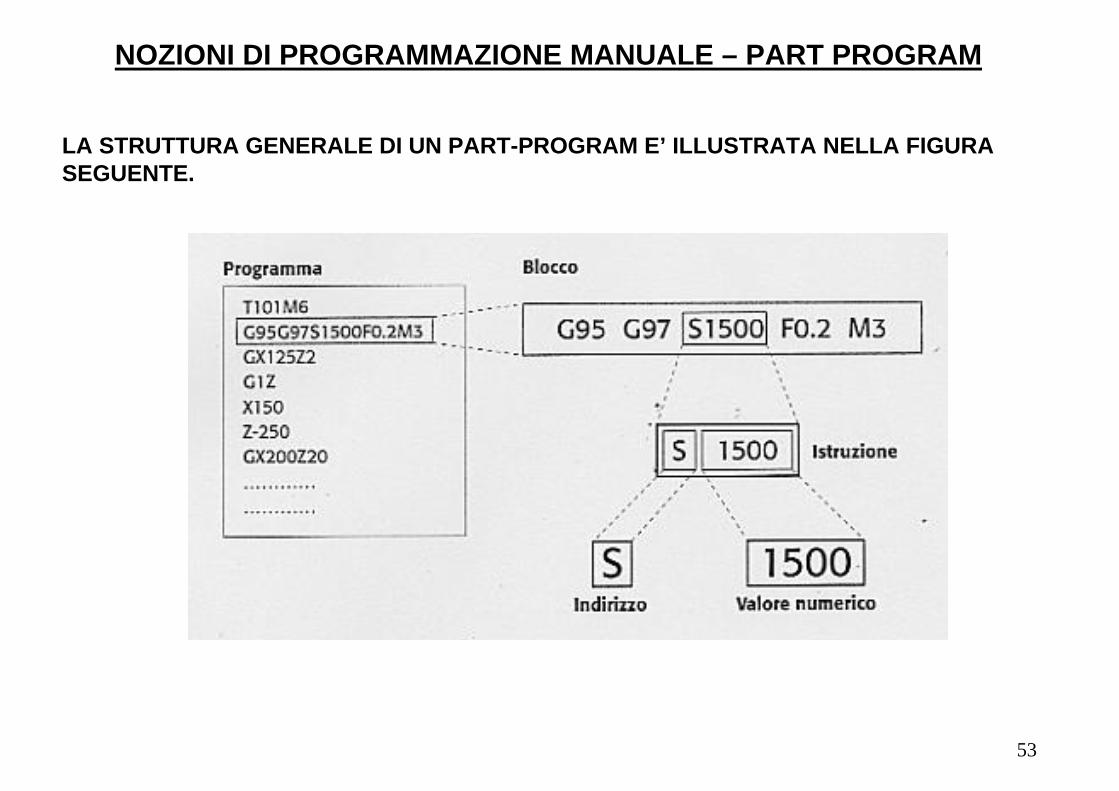
NOZIONI DI PROGRAMMAZIONE MANUALE – PART PROGRAM
LA STRUTTURA GENERALE DI UN PART-PROGRAM E’ ILLUSTRATA NELLA FIGURA SEGUENTE.
54
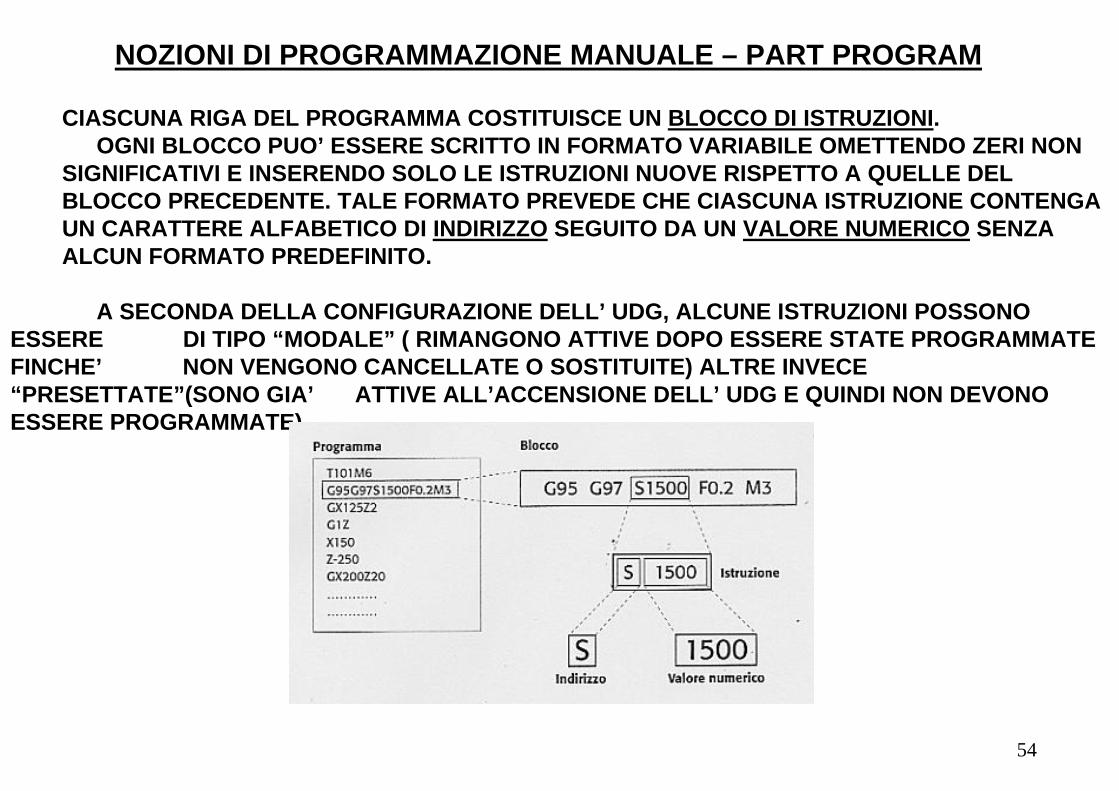
NOZIONI DI PROGRAMMAZIONE MANUALE – PART PROGRAM
CIASCUNA RIGA DEL PROGRAMMA COSTITUISCE UN BLOCCO DI ISTRUZIONI.OGNI BLOCCO PUO’ ESSERE SCRITTO IN FORMATO VARIABILE OMETTENDO ZERI NON
SIGNIFICATIVI E INSERENDO SOLO LE ISTRUZIONI NUOVE RISPETTO A QUELLE DEL BLOCCO PRECEDENTE. TALE FORMATO PREVEDE CHE CIASCUNA ISTRUZIONE CONTENGA UN CARATTERE ALFABETICO DI INDIRIZZO SEGUITO DA UN VALORE NUMERICO SENZA ALCUN FORMATO PREDEFINITO.
A SECONDA DELLA CONFIGURAZIONE DELL’ UDG, ALCUNE ISTRUZIONI POSSONO ESSERE DI TIPO “MODALE” ( RIMANGONO ATTIVE DOPO ESSERE STATE PROGRAMMATE FINCHE’ NON VENGONO CANCELLATE O SOSTITUITE) ALTRE INVECE “PRESETTATE”(SONO GIA’ ATTIVE ALL’ACCENSIONE DELL’ UDG E QUINDI NON DEVONO ESSERE PROGRAMMATE).
55
NOZIONI DI PROGRAMMAZIONE MANUALE – ISTRUZIONI “ISO”
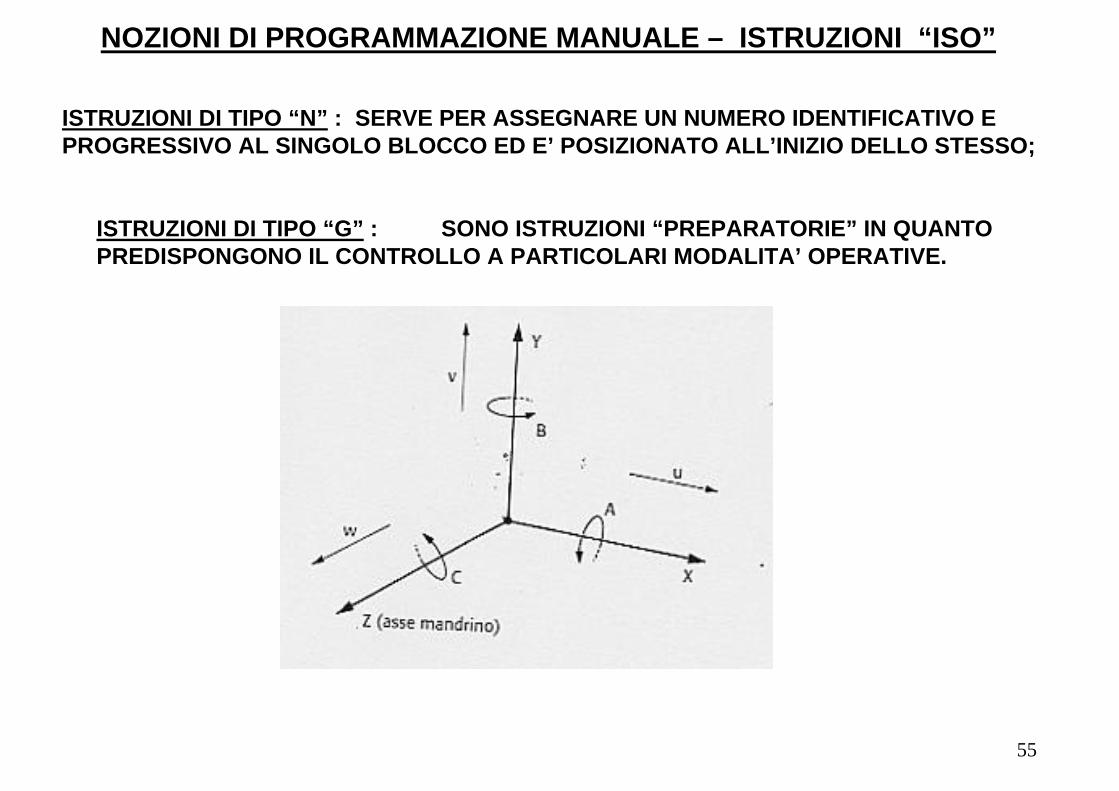
ISTRUZIONI DI TIPO “N” : SERVE PER ASSEGNARE UN NUMERO IDENTIFICATIVO E PROGRESSIVO AL SINGOLO BLOCCO ED E’ POSIZIONATO ALL’INIZIO DELLO STESSO;
ISTRUZIONI DI TIPO “G” : SONO ISTRUZIONI “PREPARATORIE” IN QUANTO PREDISPONGONO IL CONTROLLO A PARTICOLARI MODALITA’ OPERATIVE.
56
NOZIONI DI PROGRAMMAZIONE MANUALE – ISTRUZIONI “ISO”
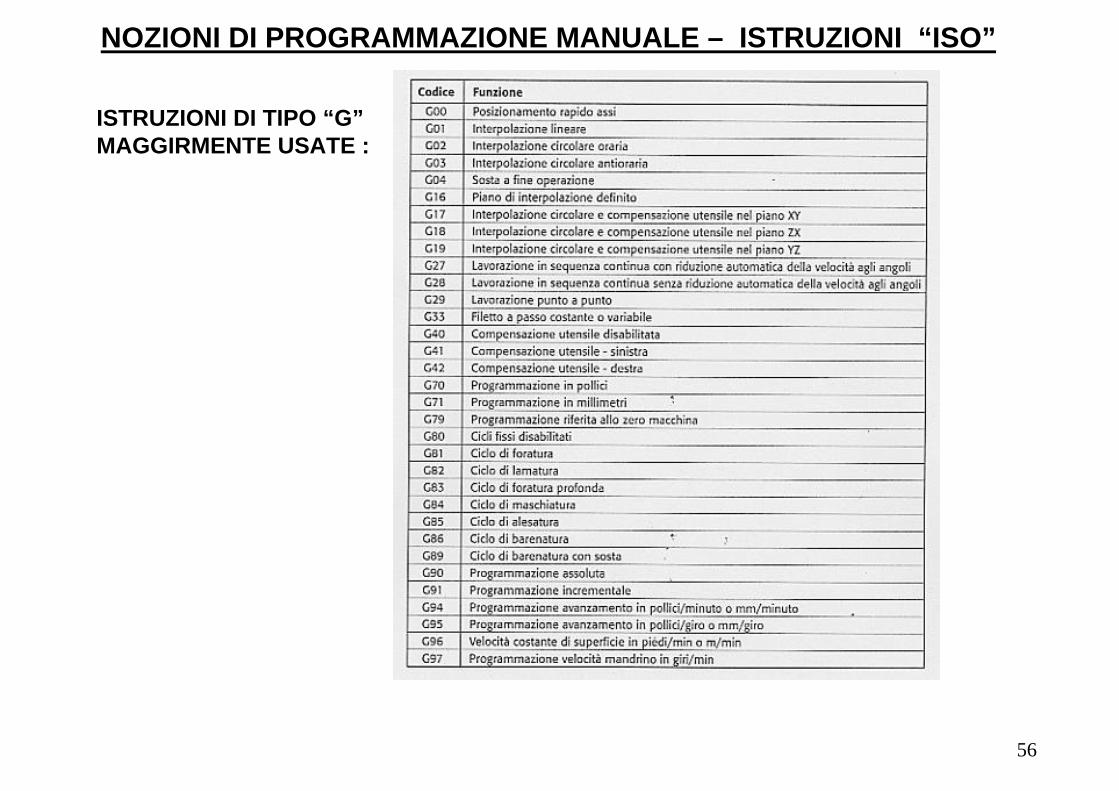
ISTRUZIONI DI TIPO “G”MAGGIRMENTE USATE :
57
NOZIONI DI PROGRAMMAZIONE MANUALE – ISTRUZIONI “ISO”
ISTRUZIONI DIMENSIONALI – SERVONO PER DEFINIRE IL PERCORSO RELATIVOUTENSILE-PEZZO ED IN PARTICOLARE QUALI ASSI DEVONO MUOVERSI.L’INDIRIZZO DI QUESTE ISTRUZIONI COINCIDE CON IL NOME DELL’ASSE CHE E’
NECESSARIO MUOVERE SECONDO LA CONVENZIONE ILLUSTRATA NELLA FIGURA,CIOE’ CON LE LETTERE X, Y, Z, A, B, ETC..
IL VALORE NUMERICO DEVE ESSERE RIFERITO AD UNA ORIGINE DEGLI ASSI CHE IL PROGRAMMATORE IN GENERE FISSA A SUA DISCREZIONE (ZERO-PEZZO).
PER EFFETTUARE TRAITTORIE LINEARI NON PARALLELE AD UN ASSE O TRAIETTORIE CIRCOLARI E’ NECESSARIO CHE L’ UDG MUOVA IN MODO COORDINATO DUE O PIU’ ASSI CONTEMPORANEAMENTE:
58
NOZIONI DI PROGRAMMAZIONE MANUALE – ISTRUZIONI “ISO”
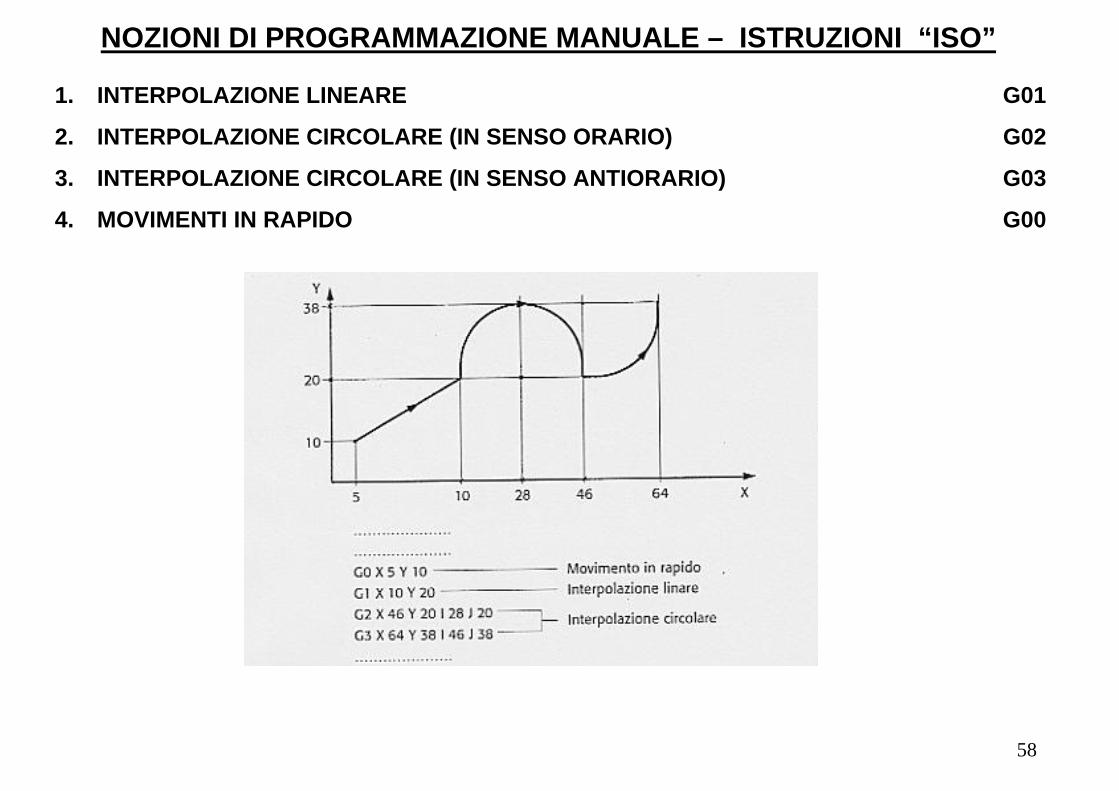
1. INTERPOLAZIONE LINEARE G01
2. INTERPOLAZIONE CIRCOLARE (IN SENSO ORARIO) G02
3. INTERPOLAZIONE CIRCOLARE (IN SENSO ANTIORARIO) G03
4. MOVIMENTI IN RAPIDO G00
59
NOZIONI DI PROGRAMMAZIONE MANUALE – ISTRUZIONI “ISO”
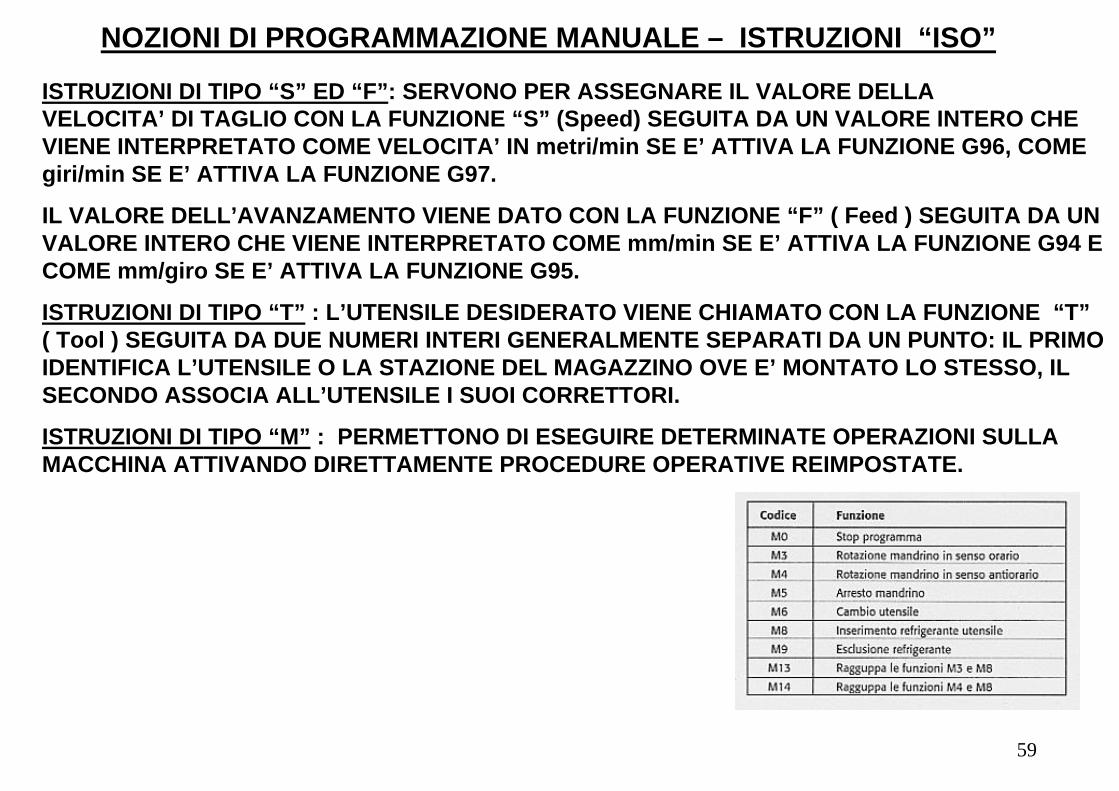
ISTRUZIONI DI TIPO “S” ED “F”: SERVONO PER ASSEGNARE IL VALORE DELLA VELOCITA’ DI TAGLIO CON LA FUNZIONE “S” (Speed) SEGUITA DA UN VALORE INTERO CHE VIENE INTERPRETATO COME VELOCITA’ IN metri/min SE E’ ATTIVA LA FUNZIONE G96, COME giri/min SE E’ ATTIVA LA FUNZIONE G97.
IL VALORE DELL’AVANZAMENTO VIENE DATO CON LA FUNZIONE “F” ( Feed ) SEGUITA DA UN VALORE INTERO CHE VIENE INTERPRETATO COME mm/min SE E’ ATTIVA LA FUNZIONE G94 E COME mm/giro SE E’ ATTIVA LA FUNZIONE G95.
ISTRUZIONI DI TIPO “T” : L’UTENSILE DESIDERATO VIENE CHIAMATO CON LA FUNZIONE “T”( Tool ) SEGUITA DA DUE NUMERI INTERI GENERALMENTE SEPARATI DA UN PUNTO: IL PRIMO IDENTIFICA L’UTENSILE O LA STAZIONE DEL MAGAZZINO OVE E’ MONTATO LO STESSO, IL SECONDO ASSOCIA ALL’UTENSILE I SUOI CORRETTORI.
ISTRUZIONI DI TIPO “M” : PERMETTONO DI ESEGUIRE DETERMINATE OPERAZIONI SULLA MACCHINA ATTIVANDO DIRETTAMENTE PROCEDURE OPERATIVE REIMPOSTATE.
60
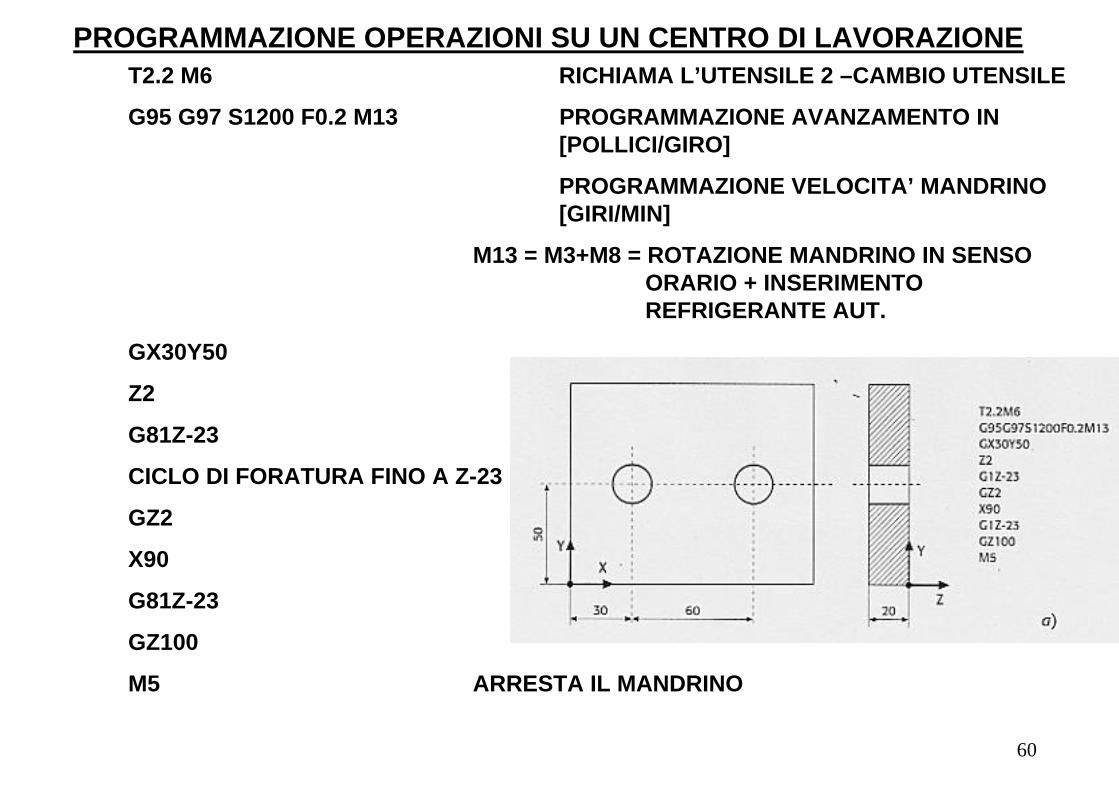
PROGRAMMAZIONE OPERAZIONI SU UN CENTRO DI LAVORAZIONET2.2 M6 RICHIAMA L’UTENSILE 2 –CAMBIO UTENSILE
G95 G97 S1200 F0.2 M13 PROGRAMMAZIONE AVANZAMENTO IN [POLLICI/GIRO]
PROGRAMMAZIONE VELOCITA’ MANDRINO [GIRI/MIN]
M13 = M3+M8 = ROTAZIONE MANDRINO IN SENSO ORARIO + INSERIMENTO REFRIGERANTE AUT.
GX30Y50
Z2
G81Z-23
CICLO DI FORATURA FINO A Z-23
GZ2
X90
G81Z-23
GZ100
M5 ARRESTA IL MANDRINO
61
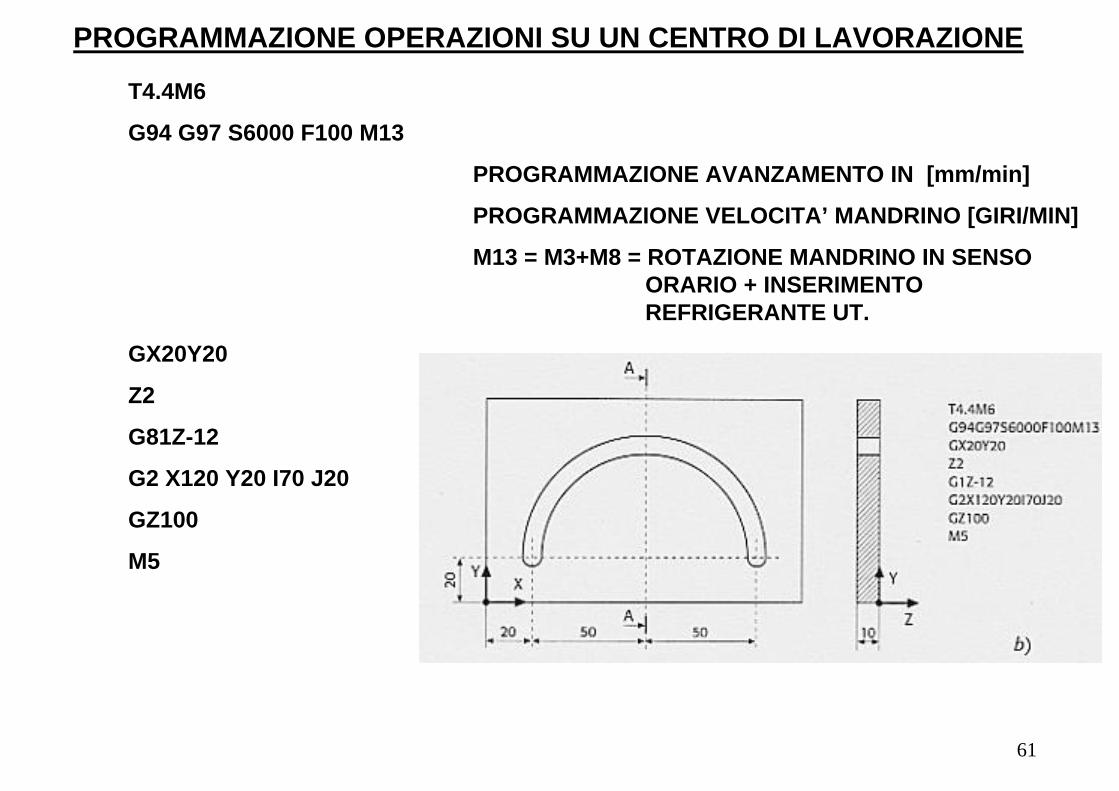
PROGRAMMAZIONE OPERAZIONI SU UN CENTRO DI LAVORAZIONE
T4.4M6
G94 G97 S6000 F100 M13
PROGRAMMAZIONE AVANZAMENTO IN [mm/min]
PROGRAMMAZIONE VELOCITA’ MANDRINO [GIRI/MIN]
M13 = M3+M8 = ROTAZIONE MANDRINO IN SENSO ORARIO + INSERIMENTO REFRIGERANTE UT.
GX20Y20
Z2
G81Z-12
G2 X120 Y20 I70 J20
GZ100
M5