MONOGRAFIE - gelmini.it 2apart.pdf · lare visivamente il colore desiderato con l’uso di fondini...
43
MONOGRAFIE Manuale di Qualità Data: Marzo 1995 PARTE QUARTA Pag. n° 328 S.R.L. RIDUZIONE DEI PUNTI, CORREZIONE DEL COLORE Nonostante l’uso di scanner elettronici sempre più sofisticati, il ritocco manuale delle selezioni mediante riduzio- ne chimica dei punti rimane nella tecnologia pratica di molte aziende, in attesa che si estingua totalmente la spe- cie dei cromisti ritoccatori. Il ritoccatore cromista opera sulle pellicole di selezione per modificarne localmente le caratteristiche in funzione della stampa finale, riducendo con apposite soluzioni le dimensioni dei punti retinati. In passato il ritocco delle pellicole per rotocalco veniva effettuato riducendo la densità del tono continuo; oggi, grazie ai sistemi di roto- conversione o di rotocalco retinata, anche in questo campo si opera con la riduzione del punto. Considerato per certi aspetti un artista, il ritoccatore cromista deve avere sicuramente doti di abilità manuale uni- te ad una specifica sensibilità alle problematiche del colore per poter valutare sinteticamente l’originale, le sele- zioni, la prova e la prevedibile stampa finale. Inoltre deve saper interpretare le istruzioni scritte e verbali in merito ai desideri del cliente, integrandole nel contesto dei parametri tecnici inchiostro, carta, condizioni di stampa, per poter decidere quali correzioni sono necessarie sui film per raggiungere il risultato cromatico desiderato. INFORMAZIONI IN MERITO ALLE CORREZIONI Dl COLORE Le decisioni del cromista, basate sulla soggettività e sulla esperienza personale, possono essere integrate e coa- diuvate da adeguati metodi di comunicazione che facilitano la comprensione tra il cliente, il venditore e il cromi- sta. La descrizione verbale di un colore o di una sua variazione non è mai molto attendibile; ogni persona può avere in mente una differente immagine di quel colore e, di conseguenza, il rischio di errore interpretativo è mol- to elevato. Le referenze fisiche servono come ponte alla comunicazione corretta; se ognuno può vedere un campione del colore desiderato ci sono molte probabilità di ottenere il risul- tato cromatico corrispondente. Le condizioni di osservazione sono di fondamentale importanza. É essenziale che l’illuminazione dell’area desti- nata all’osservazione e al controllo sia alla temperatura di colore di 5000 K (gradi Kelvin) e tutte le persone che devono decidere sulla validità di una selezione devono vedere l’originale, le pellicole e la prova in queste condi- zioni di illuminazione standard; ciò è particolarmente importante per il cliente e per il cromista. Inoltre le cabine di controllo a luce normalizzata operanti nella stessa azienda devono essere comparate visivamente affiancate e misurate con un termocolorimetro per accertarne l’uguaglianza. Attenzione! Nonostante che le etichette di differenti illuminatorie visori indichino tutte la temperatura di 5000 K può accadere che le reali condizioni di illuminazione non siano le stesse. Misurate ogni cabina e ogni visore con un buon termocolorimetro come, ad esempio, il Minolta Color Meer II. Scale di colore realizzate con gli stessi inchiostri usati in produzione offrono una gamma sistematica di colori di differenti tonalità e forze realmente riproducibili; costituiscono quindi un ottimo sistema di comparazione e di referenza per le comunicazioni. Molti stampatori e studi di fotolito forniscono regolarmente queste scale di colore, che possono anche essere acquistate da vari distributori; comunque, trattandosi di produzioni effettuate con differenti tipi di carte e inchio- stri, la loro validità è relativa. Alla fine di questo capitolo pubblichiamo un elenco di fonti d’acquisto per queste scale e per le pellicole retinate che vi consentono di produrle in proprio. Il cromista confronta abitualmente i valori di punto sulle pellicole di selezione con quelii delle scale di colore stam- pate internamente e può così determinare quali percentuali di punto dei colori di quadricrom ia sono necessarie per ottenere una determinata tinta. In questo modo è possibile rilevare se la selezione è corretta in tutta l’imma- gine o se esistono zone che richiedono interventi correttivi. Sono oggi disponibili sistemi di misurazione assistiti da computer con il densitometro interfacciato a una stam- pante, in grado di fornire al cromista i valori percentuali di punto per ogni gradino della scala colore; confrontan- do i valori desiderati con quelli misurati sulle pellicole di selezione, il computer determina le correzioni che ven- gono poi scritte dalla stampante. Riduzione dei punti, correzione del colore
Transcript of MONOGRAFIE - gelmini.it 2apart.pdf · lare visivamente il colore desiderato con l’uso di fondini...

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Pag. n° 328
S.R.L.
RIDUZIONE DEI PUNTI, CORREZIONE DEL COLORE
Nonostante l’uso di scanner elettronici sempre più sofisticati, il ritocco manuale delle selezioni mediante riduzio-ne chimica dei punti rimane nella tecnologia pratica di molte aziende, in attesa che si estingua totalmente la spe-cie dei cromisti ritoccatori.
Il ritoccatore cromista opera sulle pellicole di selezione per modificarne localmente le caratteristiche in funzionedella stampa finale, riducendo con apposite soluzioni le dimensioni dei punti retinati. In passato il ritocco dellepellicole per rotocalco veniva effettuato riducendo la densità del tono continuo; oggi, grazie ai sistemi di roto-conversione o di rotocalco retinata, anche in questo campo si opera con la riduzione del punto.
Considerato per certi aspetti un artista, il ritoccatore cromista deve avere sicuramente doti di abilità manuale uni-te ad una specifica sensibilità alle problematiche del colore per poter valutare sinteticamente l’originale, le sele-zioni, la prova e la prevedibile stampa finale. Inoltre deve saper interpretare le istruzioni scritte e verbali in meritoai desideri del cliente, integrandole nel contesto dei parametri tecnici inchiostro, carta, condizioni di stampa, perpoter decidere quali correzioni sono necessarie sui film per raggiungere il risultato cromatico desiderato.
INFORMAZIONI IN MERITO ALLE CORREZIONI Dl COLORE
Le decisioni del cromista, basate sulla soggettività e sulla esperienza personale, possono essere integrate e coa-diuvate da adeguati metodi di comunicazione che facilitano la comprensione tra il cliente, il venditore e il cromi-sta. La descrizione verbale di un colore o di una sua variazione non è mai molto attendibile; ogni persona puòavere in mente una differente immagine di quel colore e, di conseguenza, il rischio di errore interpretativo è mol-to elevato.Le referenze fisiche servono come ponte alla comunicazionecorretta; se ognuno può vedere un campione del colore desiderato ci sono molte probabilità di ottenere il risul-tato cromatico corrispondente.
Le condizioni di osservazione sono di fondamentale importanza. É essenziale che l’illuminazione dell’area desti-nata all’osservazione e al controllo sia alla temperatura di colore di 5000 K (gradi Kelvin) e tutte le persone chedevono decidere sulla validità di una selezione devono vedere l’originale, le pellicole e la prova in queste condi-zioni di illuminazione standard; ciò è particolarmente importante per il cliente e per il cromista. Inoltre le cabine dicontrollo a luce normalizzata operanti nella stessa azienda devono essere comparate visivamente affiancate emisurate con un termocolorimetro per accertarne l’uguaglianza.
Attenzione! Nonostante che le etichette di differenti illuminatorie visori indichino tutte la temperatura di 5000 Kpuò accadere che le reali condizioni di illuminazione non siano le stesse. Misurate ogni cabina e ogni visore conun buon termocolorimetro come, ad esempio, il Minolta Color Meer II.
Scale di colore realizzate con gli stessi inchiostri usati in produzione offrono una gamma sistematica di colori didifferenti tonalità e forze realmente riproducibili; costituiscono quindi un ottimo sistema di comparazione e direferenza per le comunicazioni.
Molti stampatori e studi di fotolito forniscono regolarmente queste scale di colore, che possono anche essereacquistate da vari distributori; comunque, trattandosi di produzioni effettuate con differenti tipi di carte e inchio-stri, la loro validità è relativa. Alla fine di questo capitolo pubblichiamo un elenco di fonti d’acquisto per questescale e per le pellicole retinate che vi consentono di produrle in proprio.
Il cromista confronta abitualmente i valori di punto sulle pellicole di selezione con quelii delle scale di colore stam-pate internamente e può così determinare quali percentuali di punto dei colori di quadricrom ia sono necessarieper ottenere una determinata tinta. In questo modo è possibile rilevare se la selezione è corretta in tutta l’imma-gine o se esistono zone che richiedono interventi correttivi.
Sono oggi disponibili sistemi di misurazione assistiti da computer con il densitometro interfacciato a una stam-pante, in grado di fornire al cromista i valori percentuali di punto per ogni gradino della scala colore; confrontan-do i valori desiderati con quelli misurati sulle pellicole di selezione, il computer determina le correzioni che ven-gono poi scritte dalla stampante.
Riduzione dei punti, correzione del colore

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Riduzione dei punti, correzione del colore Pag. n° 329
S.R.L.
Altri strumenti di comunicazione comprendono il kit di fiItri della Kodak «Color Print Viewing Filter Kit (R-25)», lascala della GATF Color Communicator, il regolo a disco della Murphy e quello della Norton. Ognuno di questi arti-coli costituisce un aiuto per il cliente che vuole comunicare in modo corretto le sue specifiche richieste su undeterminato colore.
Il kit Kodak R-25 permette al cliente di osservare la prova colore o l’originale e di simulare le variazioni necessa-rie per ottenere il colore voluto. Una volta visualizzato l’effetto cromatico richiesto, il cliente può comunicare alcromista le variazioni necessarie mediante un numero di filtro; osservando la prova con il filtro indicato il cromi-sta è in grado di stabilire il tipo e l’entità dell’intervento correttivo.
La Graphic Arts Technical Foundation (GATF) ha sviluppato il Color Communicator, che aiuta l’utilizzatore a simu-lare visivamente il colore desiderato con l’uso di fondini retinati (tints) a colori, realizzati con pellicole 3M Color-Key, da sovrapporre al supporto di stampa. I valori percentuali dei tints indicati sul Color Communicator servonoal cromista come riferimenti per il suo lavoro di messa a punto.
Analizzatori video possono essere usati per fotografare le pellicole di selezione; i valori registrati magneticamen-te vengono visualizzati su un monitor a colori per simulare l’effetto cromatico della stampa finale. Se il risultatonon appare corretto si possono effettuare delle correzioni elettroniche operando sui componenti tricromici rica-vando da questa operazione le indicazioni necessarie all’effettivo ritocco dei film di selezione.
TECNICHE Dl RIDUZIONE DEL PUNTO
ll ritocco chimico, o riduzione a umido, consiste nell’immergere le pellicole in una soluzione riducente (originaria-mente conosciuta come «indebolitore di Farmer» a base di ferricianuro di potassio e iposolfito di sodio, oggisostituiti da prodotti meno inquinanti). Per controllare la riduzione del diametro dei punti si opera con successiveimmersioni per tempi brevi fino a raggiungere il valore di riduzione prestabilito. Per effettuare la riduzione su areelimitate si provvede a coprire la parte rimanente con una apposita vernice protettiva impermeabile, asportabile alavoro finito con il relativo solvente. Per vedere l’effetto del ritocco chimico sul film è utile coprire metà della sca-la retinata attaccando una striscia di nastro adesivo sull’emulsione asciutta prima di iniziare la riduzione. In que-sto modo è possibile controllare la misura dell’intervento correttivo ad ogni passaggio confrontando, con l’aiutodel lentino, le forze originali e quelle ridotte, gradino per gradino. In finale l’effetto del ritocco sarà chiaramentevisibile sulla scala nella prova colore.
Il ritocco a secco è un processo fotografico che consente di modificare le dimensioni dei punti mediante doppieesposizioni controllate su pellicole contatto e autopositive per duplicazione. Le correzioni si ottengono con lasovraesposizione di tutta la pellicola per gli interventi generalizzati, o sovraesponendo aree parziali, attraversospeciali maschere, per gli interventi localizzati. Rispetto al ritocco chimico, che opera solo in riduzione, il ritoccoa secco consente anche correzioni in aumento della forza di punto mediante un intermedio negativo. Il ritocca-tore che opera con questo sistema deve conoscere esattamente l’effetto di una determinata esposizione sullavariazione del punto; mediante esposizioni di prova e registrazione dei valori ottenuti è possibile realizzare un gra-fico che consenta di predeterminare l’esposizione corretta in funzione dei valori di punto da raggiungere.
ll ritocco a secco assistito dal computer è oggi possibile grazie a sistemi dedicati offerti da Agfa, DuPont e Kodak.Questi sistemi computerizzati aiutano l’operatore a determinare quali interventi correttivi sono necessari e comeattuarli. Alcuni di questi sistemi sono interfacciati con i densitometri e con gli espositori a contatto; ciò consenteal computer di controllare tutte le esposizioni e di effettuare una compensazione per i differenti assorbimenti lumi-nosi dovuti ai diversi film sovrapposti.
IL CONTROLLO DELLE CORREZIONI
Una volta decise le correzioni da effettuare sulle pellicole di selezione e stabilite le rispettive entità, il ritoccatorecromista deve passare alla fase operativa controllando che i valori prestabiliti vengano rispettati. Ciò significa chele percentuali di punto, prima e dopo gli interventi correttivi, devono essere misurate con il densitometro e ispe-zionate visivamente con l’aiuto del lentino o di altri strumenti ottici adeguati.
Il controllo di qualità nella riduzione dei punti si basa su precisi scambi di informazioni tra il cliente e il cromista,nonché sulla perfetta conoscenza delle procedure di ritocco e delle possibilità operative dei sistemi computeriz-zati. Maggiori informazioni sui sistemi di ritocco a secco si trovano nel testo della conferenza di Anthony Stanton

PARTE QUARTA Riduzione dei punti, correzione del colore
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 330
S.R.L.
«Gli effetti delle tecniche di ritocco a secco nella correzione delle immagini retinate».
GUIDE E ACCESSORI PER IL RITOCCO COLORE
ByChrome Color Charts (Tabelle cromatiche)
GATF Color Communicator, 7030 (Scale di simulazione colore)
Kodak Color Print Viewing Filter Kit R-25 (Serie di filtri)
Murphy Color Wheel (Regolo cromatico a disco)
Pantone Color Wheel (Regolo cromatico a disco)
RIT Process Printing Ink Gamut (PIG) Chart (Tabella cromatica retinata per differenti inchio-stri) (positiva o negativa, 60,40,25 linee/cm)
VISORI A LUCE NORMALIZZATA 5000 K
GTI Graphic Technology Inc.; Just Normlicht Inc.; Logan Electric; MacBeth; Pantone Inc.; Stacor
PUNZONATRICI E SISTEMI Dl REGISTRO PER MONTAGGI
Agfa Accurate; Bergman; Berkey; ByChrome; Carlson; Chemco; Dainippon Screen; DuPont; Heidelberg; Kodak;Komori; Krause; Leoni; Mapigraf Misomex; Protocol Theimer
STRUMENTI Dl MISURA E CONTROLLO PER IL MONTAGGIO
Beta Screen Screen Tint Guide (Pellicola campione fondini).
ByChrome Screen-Angle Gauge (Misuratore di angolazioni)
ByChrome Scale retinate su pellicola.
Dainippon Screen Crocini di registro adesivi
DICO Screen Tint Percentage Determiner (Comparatore per determinare la percentuale dipunto dei fondini).
DuPont Contact Exposure Test Target (Scala test per determinare l’esposizione a contatto).
DuPont Dot Size Comparator A-85519 (Comparatore di percentuali di punto).
DuPont Quick Check Targets A-85519-1 (Scale per controllo rapido).
GATF Film negativo Image Control Marks System 7134 (Sistema di marcatura per pellicolecomprendente spie di registro e crocini adesivi).
GATF Screen-Angle Guide Package 7031 (Confezione comprendente pellicole test per ladeterminazione delle angolazioni convenzionali e punto-Laser e l’opuscolo ScreenPatterns in Printing 7211).
GATF T-Kap 7040, Cappuccio collimatore per lentino
DICO T-Kap 7041, idem per lentino Paragon 12x.
Kodak Contact Control Guide C-2 Q-94 (Test di controllo per la stampa a contatto).
Kodak Dry DotEtching Dot Change Guide Q-23a (Test di controllo delle variazioni di punto persistemi di ritocco a secco).
Policrom Screens Misuratore universale di angolazioni, con scala continua per determinare la lineatura diretino.
Policrom screens Comparatore di percentuali di punto negative e positive dal 5%al 95%.
PolicromScreens Screen Tester - Misuratore di lineature e di angolazioni a campi separati.
PolicromScreens Crocini di registro di alta precisione ad effetto interferenziale.
Policrom Screens Crocini di registro e segni di taglio adesivi.
RIT Screen-Angle Selector (Indicatore delle angolazioni di retino)

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Riduzione dei punti, correzione del colore Pag. n° 331
S.R.L.
RIT Screen Pattern Analyzer and Rescreening Key SPARK Kit (Kit di pellicole guida peranalizzare il moiré ed evitarlo nella riproduzione di immagini già retinate).
Tobias Para-Mag 10 - Lentino collimatore
3M Photomechanical Color Calculator.
UGRA PCW Plate Control Wedge (Scala di controllo per copiatura su lastre)
X-Mark Crocini di registro su nastro trasparente.
FORNITORI Dl TAVOLE Dl CONTROLLO COLORE
ByChrome Co.; Du Pont; Fujifilm; Graphic Arts Technical Foundation (GATF); Kodak; Pantone Inc.; RochesterInstitute of Technology, T&E Center S.D.; Scott Printing Co. Inc.; 3M

PARTE QUARTA Controllo qualità: preparazione lastre
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 332
S.R.L.
CONTROLLO QUALITÀ: PREPARAZIONE LASTRA
Il reparto di preparazione delle lastre è interessato al controllo di numerose variabili che intervengono in questaparte del processo.Indipendentemente dall’evoluzione tecnologica delle lastre offset e dei prodotti ad esse collegati, i principi basi-lari del controllo rimangono immutati e l’uso degli strumenti adatti deve garantire che tutte le lastre prodotterispondano alle specifiche qualitative prestabilite.
Prima di iniziare qualunque operazione di produzione o di controllo occorre determinare chiaramente quali sonole caratteristiche di una lastra corretta. Successivamente si passa ad ottimizzare il processo per ottenere lastreaccettabili, senza difetti.
Quando il processo è sotto controllo sono possibili piccole correzioni per mantenere la produzione entro lo stan-dard.
IDENTIFICAZIONE DELLE CARATTERISTICHE DELLA LASTRA
L’operatore addetto alla preparazione delle lastre (il litografo fotoincisore, nella terminologia tradizionale) valutavisivamente le scale di controllo aiutandosi con il lentino o facendo uso di un microscopio con reticolo incorpo-rato; per misurazioni oggettive può utilizzare strumenti meccanici od elettronici che forniscono dati numerici.Molti degli attributi della lastra con i relativi metodi di valutazione sono stati individuati dal professor RobertChung, del Rochester Institute of Technology. Vedi, ad esempio, i dati in Tabella 12-1.
Tutti questi attributi, come il diametro dei punti, la profondità dell’incisione, la misura del rilievo e i valori tonalisono in parte condizionati dalle variazioni dei materiali. La partita di fabbricazione delle lastre e dei prodotti chi-mici di trattamento, i sistemi di esposizione e sviluppo sono tutti fattori che influenzano la qualità finale dellalastra. Altri parametri dipendono da esigenze particolari della macchina da stampa o sono stabiliti dalle specifi-che per le differenti pubblicazioni. Ad esempio, le specifiche della «National Advertising», definiscono gli standardper le pellicole, le lastre l’ordine di stampa, la lineatura, le forze di punto, il grado di UCR ecc.Tutti questi parametri sono elencati nell’opuscolo PrintMedia Data.
Tabella 12-1 Relazione tra esposizione totale, intensità e durata dell’irradiazione sulla lastra
Intensità di Tempo inEsposizione irradiazione: E secondi:t
12000 200 60
12000 100 120
PREPARAZIONE DEI CILINDRI ROTOCALCO
La preparazione dei cilindri per stampa rotocalcografica è abbastanza differente dalla preparazione delle lastreoffset, anche se i nuovi sistemi di rotocalco retinata (rotoconversione) hanno avvicinato in parte le due tecnolo-gie. Si tratta, comunque, di un processo molto specializzato e complesso, soggetto a numerose variabili, cherichiede una trattazione particolare non prevista in questo libro.
FATTORI DETERMINANTI NELL’ESPOSIZIONE DELLA LASTRA
Per poter controllare l’esposizione delle lastre è necessario capire ciò che avviene in questa fase e conoscere glieffetti delle radiazioni luminose sull’immagine e i metodi per misurarli.
La legge di reciprocità dell’esposizione esprime l’ammontare dell’esposizione mediante una determinata sorgen-te di radiazioni; I’esposizione dipende dalla quantità di radiazione attinica che investe la lastra. La relazione vie-ne espressa dall’equazione
H = E x t
dove H rappresenta la quantità totale della radiazione che colpisce la lastra, E è l’intensità della radiazione sulla

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Controllo qualità: preparazione lastre Pag. n° 333
S.R.L.
lastra e t è il tempo di esposizione. Entro certi limiti, variazioni dell’intensità (E) possono essere compensate convariazioni del tempo (t), in modo che l’esposizione totale (H) rimanga costante. Vedi tabella 12-1.
L’errore di reciprocità prevale nella pratica a causa di errori nel calcolo dei tempi per compensare esattamente levariazioni di intensità luminosa e di attinicità deila radiazione. Queste variazioni sono dovute prevalentemente adue fattori: le fluttuazioni di voltaggio nella rete e l’invecchiamento delle lampade.
Alcuni espositori utilizzano lampade fluorescenti per esporre le lastre fotopolimere usate in flessografia e in tipo-grafia. Queste lampade hanno una forte emissione di radiazioni ultraviolette (la parte non visibile dello spettro)comprese nella sensibilità spettrale dei fotopolimeri. L’invecchiamento delle lampade fluorescenti produce unadiminuzione del le radiazioni UV che non viene avvertita dall’operatore. Per individuare queste variazioni di inten-sità luminosa è opportuno montare sulla lastra una spia di controllo a microlinee; è così possibile intervenire tem-pestivamente compensando in misura corretta la diminuzione di intensità con l’aumento del tempo di esposizio-ne. Alcune lastre per flexo, come la Cyrel, sono traslucide e non possono essere ispezionate visivamente; in que-sti casi si deve ricorrere ad un più accurato controllo strumentale dell’esposizione.
Al posto di un normale temporizzatore è preferibile usare un integratore dell’esposizione con una corretta sensi-bilità spettrale, possibilmente uguale a quella delle lastre impiegate. L’integratore è in grado di ridurre drastica-mente gli effetti dell’errore di reciprocità.
La legge dell’inverso del quadrato ci dice che l’entità della radiazione sulla superficie della lastra dipende dalladistanza tra la sorgente luminosa e il piano di esposizione. Se la distanza cambia, la variazione di intensità lumi-nosa sulla lastra è inversamente proporzionale al quadrato della distanza stessa. In altre parole un dimezzamen-to della distanza aumenta di quattro volte l’energia luminosa che colpisce la lastra.
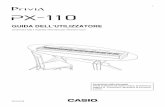
Ciò spiega perchè gli operatori preferiscono tenere la lastra ad una ragionevole distanza dalla sorgente lumino-sa, anche a scapito dell’intensità luminosa sul piano di esposizione. Aumentando la distanza si minimizza la dif-ferenza di esposizione tra il centro e i bordi. La figura 12-A mostra il caso di una lastra posta troppo vicina allasorgente; si avrà un eccesso di esposizione al centro e una sottoesposizione agli angoli. Secondo una regolagenerale la minima distanza per un’esposizione corretta deve essere uguale a 1,5 volte la diagonale del formatolastra, in modo che la differenza di esposizione tra centro e angoli sia inferiore a un gradino sulla scala di con-trollo.
INTEGRATORE PER IL CONTROLLO DELL’ESPOSIZIONE
Questo utilissimo strumento utilizza una fotocellula per misurare costantemente l’intensità del flusso luminoso sulpiano dell’espositore. L’operatore digita il valore totale dell’esposizione basandosi sui risultati di precedenti pro-ve e l’integratore compensa automaticamente le variazioni di intensità luminosa aumentando o diminuendo pro-porzionalmente il tempo di posa in modo che il valore totale H rimanga costante. Data la posizione della fotocel-lula vengono automaticamente compensate anche le variazioni di distanza dalla sorgente.
Fig. 12-AÈ facile rilevare comela distanza del centrodelle lastre allasorgente «d1» risultapiù breve di quelladagli angoli «d2»

PARTE QUARTA Controllo qualità: preparazione lastre
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 334
S.R.L.
Come è noto la maggior parte delle lastre sono più sensibili alle radiazioni ultraviolette che a quelle dello spettrovisibile; pertanto sono le radiazioni UV che hanno la maggiore influenza sullo strato e devono essere catturatedalla fotocellula per un corretto monitoraggio. La fotocellula impiegata per il controllo dcll’esposizione deve ave-re la stessa sensibilità spettrale della lastra ed essere munita di un filtro UV. Quando la fotocellula impiegata è deltipo a largo spettro, il filtro UV risulta indispensabile per tagliare le radiazioni non corrispondenti alla sensibilitàcromatica della lastra.Questo fattore non va sottoval utato, dato che vengono sovente usate, negli integratori, fotocellule per reproca-mera che non hanno le caratteristiche specifiche per gli espositori di lastre.
CALCOLO DELL’ESPOSIZIONE OTTIMALE
Il corretto tempo di esposizione deve essere stabilito prima del suo inizio effettivo. I fabbricanti di lastre consi-gliano determinati valori di esposizione per ottenere un sufficiente indurimento dello strato in funzione del tratta-mento di sviluppo e spoglio, ma si tratta sempre di valori indicativi, utili solo per un test iniziale.
Date le differenti condizioni ambientali e la varietà delle apparecchiature è indispensabile effettuare una serie diprove per ogni espositore e per ogni tipo di lastra impiegato.
Una scala a gradini è costituita da una striscia di pellicola fotografica con numerosi gradini di densità crescentecon incremento costante. Una scala di questo tipo, viene usata normalmente come guida sensitometrica permisurare la sensibilità delle lastre e stabilire l’esposizione richiesta nella condizione di impiego. Il numero esattodei gradini non è importante; ciò che importa è il rapporto tra i valori di densità della scala e e i risultati ottenutisulla lastra. Esiste una precisa relazione tra il valore di densità in trasmissione di ogni gradino e la corrisponden-te percentuale di trasmittanza; sulla base di questa relazione è possibile utilizzare la scala a gradini per determi-nare rapidamente l’esposizione ottimale per una determinata combinazione di espositore e lastra.
La scala impiegata universalmente per questo scopo ha gradini con incrementi di densità di 0.15; i fabbricanti siriferiscono a questo tipo di scala per indicare un determinato gradino, di densità conosciuta, come gradino criti-co. In pratica questo gradino deve avere una densità che consenta il passaggio di una quantità di luce sufficien-te a modificare la solubilità dello strato sensibile; il risultato è visibile sulla lastra dopo esposizione e sviluppo. Sela prova di esposizione presenta un gradino critico diverso da quello consigliato, occorre modificare l’esposizio-ne. Per spostare di un gradino il risultato occorre moltiplicare o dividere il tempo di esposizione per 1,4: per spo-starlo di due gradini il fattore richiesto è 2. La tabella 12-2 fornisce esempi di calcolo dell’esposizione riferiti allascala a gradini. Alcuni modelli di integratori sono calibrati sui gradini della scala invece che sui valori di densità;è possibile digitare direttamente il numero del gradino voluto eliminando la necessità di successivi calcoli.
Tabella 12-2 Calcolo del tempo di esposizione con l’uso della scala dei grigi a gradini
GRADINO No DENSITÀ FATTORE DI ESPOSIZIONE SPOSTAMENTO DI
1 0.15 1.4 1 gradino
2 0.30 2.0 2 gradini
3 0.45 2.8 3 gradini
4 0.60 4.0 4 gradini
5 0.75 5.6 5 gradini
6 0.90 8.0 6 gradini
7 1.05 11.0 7 gradini
8 1.20 16.0 8 gradini
9 1.35 22.0 9 gradini
10 1.50 32.0 10 gradini
PERCHÉ L’ESPOSIZIONE E COSI’ CRITICA ?
I negativi e i positivi retinati copiati a contatto con pellicole lith o rapidaccess sono normalmente ad alto contra-sto, a punto duro, cioè con punti nitidi di alta densità e fondi pieni perfettamente coprenti. Nel caso di retinati prodotti in prima generazione con retini a contatto i punti ottenuti si presentano alonati spe-

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Controllo qualità: preparazione lastre Pag. n° 335
S.R.L.
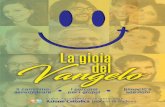
cie nei valori minimi e sono definiti a punto morbido. La Figura 12-C illustra la differenza tra i due tipi di punto.
Le lastre offset sono concepite secondo un criterio di discriminazione totale fra la parte stampante e quella nonstampante; vale a dire che devono esistere solo due valori ben distinti: i punti dell’immagine e l’assenza di punti,senza valori intermedi. In base a questo principio la scala a gradini dovrebbe essere resa con due sole tonalità,invece il contrasto delle lastre non è tale da ottenere l’assoluta separazione tra parte chiara e parte scura.
Il contrasto della lastra è rappresentato, nella scala di controllo, dal numero di gradini che separano il nero mas-simo dalla trasparenza assoluta; minore è il numero dei gradini riprodotti e maggiore è il contrasto dello stratosensibile. Se la lastra è in grado di riprodurre molti gradini di varie densità significa che può registrare anche l’a-lone dei punti morbidi, ma questi punti, oltre ad avere una dimensione non definita, non hanno un sicuro anco-raggio e rischiano di perdersi nel corso della tiratura.
I retinati di prima generazione hanno punti con densità variabile all’interno dei punti stessi, che possono esserecopiati sulla lastra con differenti dimensioni a seconda dell’esposizione. Una forte esposizione può bruciare l’a-lone copiando solo il nucleo centrale del punto (vedi Figura 12-C). Variazioni di esposizione da lastra a lastra odisuniformità di illuminazione sulla singola lastra, si traducono in variazioni dimensionali di punto con alterazionidella tonalità e dell’equilibrio cromatico in stampa. Di qui la necessità di utilizzare solo e sempre punti di massi-ma nitidezza come quelli ottenuti in copiatura a contatto.
SCALE GUIDA PER L’ESPOSIZIONE SU LASTRA
Le scale di grigi a gradini, o altri tipi di guide sensitometriche, costituiscono utili strumenti per controllare l’espo-sizione e per fornire adeguate indicazioni sulla possibilità di utilizzare le pellicole fornite dal reparto preparazione.
Non tutte le guide contengono la scala delle densità a tono continuo; alcune sono costituite solo da gradini reti-nati e da mire di risoluzione e hanno applicazioni specifiche su lastre di tipo particolare, come le lastre fotopoli-mere a rilievo.
MIRE Dl CONTROLLO A MICROLINEE
Nel 1975, in un rapporto dell’Associazione Internazionale degli Istituti di Ricerca delle Arti Grafiche (IARIGAI),Bosse e Werner hanno dichiarato che la risoluzione della lastra può essere influenzata negativamente dalladispersione della luce durante l’esposizione. É stato dimostrato che un elemento importante da tenere sotto con-trollo in tutte le fasi della preparazione e della stampa è la larghezza dei,tratti fini nell’immagine. Il controllo dimen-sionale dei microelementi, siano essi tratti o punti, è essenziale ai fini della risoluzione e della nitidezza di stam-pa. La ricerca di Bosse e Werner si basa principalmente sull’uso di mire e scale a microlinee per il controllo del-l’esposizione di tutti i materiali sensibili nel processo di riproduzione. Le strisce di misurazione precisa FOGRA
Fig. 12-CIllustrazione di puntimorbidi di primagenerazione e di puntiduri ottenuti induplicazione contatto

PARTE QUARTA Controllo qualità: preparazione lastre
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 336
S.R.L.
PMS I e ll, le scale System Brunner e le UGRA PCW sono gli esempi più noti di queste scale a microlinee usateuniversalmente nei reparti che praticano il controllo sistematico della qualità.
CONTROLLI NEL TRATTAMENTO DELLE LASTRE
Il controllo dello sviluppo delle moderne lastre offset presensibilizzate non presenta particolari difficoltà; il gradi-no critico è in gran parte controllato dall’esposizione e il processo di sviluppo automatico in macchina rende piùfacile il mantenimento dello standard qualitativo. Comunque è necessario un minimo di controllo per assicurarela costanza del tempo di sviluppo e della pressione meccanica.
Le lastre ad incisione profonda consentono un certo intervento sul gradino critico della scala durante lo sviluppocon conseguente modifica della resa tonale; anche in questo caso la scala a gradini si dimostra indispensabileper controllare l’azione combinata dell’esposizione e dello sviluppo.
Anche il processo di sviluppo e spoglio delle lastre fotopolimere a rilievo può essere controllato facilmente utiliz-zando speciali test di monitoraggio sulla concentrazione e sull’efficienza chimica dei bagni. La maggior parte diqueste soluzioni vengono sostituite o rigenerate in base alla loro capacità di asportare i materiali non stampanti,oppure semplicemente in funzione del tempo di spoglio; questo monitoraggio è indispensabile per evitare che imateriali non polimerizzati rimangano sulla lastra.
Per controllare lo sviluppo possono essere usati gli idrometri, strumenti che misurano l’energia delle soluzioni lito-grafiche nel trattamento delle lastre offset, o la forza degli acidi nei processi di fotoincisione, o la concentrazionedel percloruro ferrico nell’incisione rotocalco.
Le lastre diazo e fotopolimeriche richiedono sovente una post-esposizione o un trattamento di «cottura» in appo-siti forni a temperatura controllata. Le attrezzature e gli strumenti impiegati per queste operazioni consentono unadeguato controllo dei fattori in gioco.
ACCERTAMENTO DELLA QUALITÀ PER LE LASTRE
E’ buona norma stabilire una procedura di prove periodiche in modo da evitare problemi potenziali, rilevando intempo eventuali anomalie delle apparecchiature di esposizione o l’invecchiamento delle lampade. Ogni sistemaè soggetto a deterioramento anche quando sia dotato di sofisticati sistemi di monitoraggio; la prevenzione èsempre utile ad evitare costosi contrattempi e nessuno può permettersi il lusso di tener ferma la macchina dastampa a causa di lastre difettose o mal preparate.
0gni lastra deve essere analizzata e giudicata prima di passare al reparto stampa, in modo da accertare la suacompletezza e conformità alle specifiche. Un’ispezione accurata deve verificare i seguenti parametri: presenza ditutti i componenti immagine/testo, corretto posizionamento delle scale di controllo, pulizia delle immagini, assen-za di sporchi o residui nelle aree non stampanti, assenza di caratteri rotti o di linee saltate nelle composizioni,uniformità e completezza della laccatura protettiva. Altri elementi e attributi qualitativi possono essere valutaticon l’aiuto di un lentino o, meglio, di un microscopio.
VALUTAZIONE DELLE LASTRE OFFSET
Le lastre offset sono generalmente considerate corrette quando le scale guida di controllo indicano un correttorapporto esposizione/sviluppo; pertanto queste scale devono sempre essere presenti sulle lastre; per evitaredisturbo al lavoro possono essere situate nella zona di attacco in prossimità delle ganasce. Le migliori specifichedi valutazione sono quelle stabilite dallo stampatore per le sue effettive condizioni di stampa; in mancanza di que-ste si possono usare le specifiche indicate dal fabbricante delle lastre, che consentono almeno di determinare lacostanza di risultato.
VALUTAZIONE DELLE LASTRE A RILIEVO
Le lastre a rilievo per stampa tipografica e per flessografia richiedono una valutazione più accurata che com-prende il controllo della profondità di incisione, dell’altezza del rilievo, dell’angolo di spalla dei punti; anche la

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Controllo qualità: preparazione lastre Pag. n° 337
S.R.L.
durezza della lastra e il diametro di punto nelle alte luci sono fattori di primaria importanza.
L’altezza del rilievo può essere misurata con un micrometro o con un microscopio/profondimetro; il micrometrodeve essere messo a punto per l’uso su lastra metallica e opportunamente smussato per l’uso su lastre tenere.
L’angolo di spalla sui punti, ovvero l’esatta pendenza della spalla, si determina mediante comparazione del valo-re di profondità del punto con la larghezza della spalla e calcolando la tangente dell’angolo. La larghezza dellaspalla si misura facilmente con un microscopio munito di reticolo quotato. Un fotoincisore esperto è in grado dimisurare rapidamente la spalla anche con un semplice lentino di sufficiente ingrandimento. Su alcuni tipi di lastrela pendenza della spalla è influenzata dall’esposizione, su altri dal processo di incisione e spoglio.
La percentuale di punto non è facilmente misu rabi le sulle lastre da stampa; occorre ricorrere ad un lentino spe-ciale o ad un microscopio con reticolo. Disponendo di punti rotondi si possono convertire le misurazioni dei dia-metri di punto in valori percentuali di punto usando la Tabella 12-3. Normalmente non si misurano le percentualidi punto sulla lastra, bensì sulla pellicola retinata, dando per certo che non intervengano variazioni nella copiatu-ra su lastra.Per certi studi speciali sulle caratteristiche di stampa può essere indispensabile la misura diretta sulla lastra off-set; in questi casi si usa un densitometro in riflessione incorporando un determinato fattore «n» relativo alla diffu-sione della luce a causa della superficie metalIica.
Lo spessore delle lastre di gomma usate in flessografia è un elemento dipendente dal processo di fusione/for-matura; quando le lastre vengono plasmate a caldo esistono delle barre di controllo che ne limitano lo spessoree delle flange che ne determinano la finitura superficiale. Analogamente, nella fabbricazione delle lastre ai foto-polimeri viene controllato lo spessore totale, ma ben poco si può fare per modificare lo spessore durante il pro-cesso di fotoincisione.
Lo spessore della lastra è un fattore di fondamentale importanza nella stampa tipografica e flessografica; lasuperficie deve essere calibrata in base al cilindro di supporto della macchina. L’altezza corretta garantisce chela superficie della lastra ruoti alla stessa velocità superficiale del cilindro stampa, evitando sdoppiamentidell’immagine e producendo una stampa a perfetto contatto su tutta l’area.
Lo spessore delle lastre di gomma può essere misurato con un micrometro speciale a punta allargata per evita-re la penetrazione nella gomma; per le lastre fotopolimere, più dure, è sufficiente un micrometro a punta norma-le.
Tabella 12-3 Conversione da diametro di punto a percentualeSistema metrico: diametri di punto in centesimi di millimetro
Punto Punto Lineature di retino (linee per centimetro)alte om-luci bre
22 26 30 34 40 44 48 54 60 70
3% 9.2 7.6 6.9 5.8 5.1 4.6 4.1 3.8 3.3 2.9
5% 95% 11.7 9.9 8.6 7.6 6.4 5.8 5.3 4.8 4.3 3.8
7.5% 92.5% l4.2 12.2 10.4 9.1 7.9 7.1 6.6 5.8 5.1 4.6
10% 90% 16.5 14.0 12.0 10.7 9.1 8.2 7.6 6.8 6.0 5.4
15% 85% 20.0 17.0 14.7 12.4 11.2 10.2 9.2 8.4 7.4 6.2
20% 80% 23.3 19.8 17.0 15.0 12.7 11.7 10.7 9.6 8.6 7.5
25% 75% 25.4 22.0 19.0 16.7 14.5 12.9 11.9 10.7 9.6 8.4

PARTE QUARTA Controllo qualità: preparazione lastre
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 338
S.R.L.
Tabella 12-4 Parametri utili nella preparazione delle lastre
Processo Parametri Unità Strumentazione richiesta
Fotoincisione Alto rilievo micron micrometro profondimetro
Angolo di spalla gradi micrometri
Gomma Superficie mat micron micrometri
Calibrazione lastra micron micrometri
Fotopolimeri in rilievo Punto minimo isolato micron micrometri
Massima densità pellicola densità densitometro a riflessione
Punto minimo del retinato percentuale di punto misuratore di area di punto
Minima larghezza di linea micron micrometro
Flessografia Allungamento di immagine percento lastra Vernier
Durezza Shore A Durometro per Shore A
Litografia (offset) Gradino critico densità densitometro a trasmissione
Intensità attinica µ watt/cm2 misuratore UV
Distanza di esposizione centimetri metro a nastro
Angolo di contatto gradi misuratore di angolo di c.
Esposizione lumen sec. integratore
Valore tonale di scala esame visuale lentino
Topografia della lastra esame visuale microlinee/occhio
Rotocalco Profondità delle celle millicrom (µm) microscopio
Rapporto cella/spalla rapporto microscopio
Concentraz. del percloruro Baumé idrometro o misurat. Baumé
Tutti controllo apparenza lastra esame visuale occhioe difettiPulizia dell’area senzaimmagineMacchie nei fondiCaratteri rottiPunti mancanti nei retinatiMacchie nei fondini
La durezza delle lastre a rilievo è misurata con un durometro; i valori di misurazione sono espressi in gradi Shore«A»; una lettura da 0 a 10 indica massima morbidezza, mentre valori tra 90 e 100 indicano massima durezza. Lelastre flessografiche di gomma o ai fotopolimeri hanno valori ideali Shore «A» compresi tra 50 e 60. Per determi-nare la miglior durezza per una particolare lastra flessografica occorre esaminare diverse prove di trasferimento

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Controllo qualità: preparazione lastre Pag. n° 339
S.R.L.
inchiostro ottenute con lastre di diversa durezza, individuando quella che fornisce il maggior dettaglio di imma-gine.
ll diametro del punto nelle alte luci delle lastre a rilievo non deve essere troppo piccolo perchè c’è il rischio che ipunti minimi non stampino correttamente o si perdano. La mancanza di punti nell’immagine retinata salta subitoall’occhio e causa un effetto di sgranatura con perdita di morbidezza dell’immagine. Per contro i punti nelle lucinon possono essere troppo grossi per non creare una spiacevole velatura dei toni chiari con perdita di brillantez-za. La maggioranza delle lastre fotopolimere hanno bisogno di punti nelle alte luci con diametro intorno a 0.07-0.12 mm. Il minimo valore di punto richiesto varia secondo il tipo di lastra; mediante prove con vari fondini reti-nati (tints) è possibile determinare quale minimo puntino può essere mantenuto per ogni lineatura.
Con le lastre ai fotopolimeri non è possibile usare la vecchia tecnica dei fotoincisori di ridurre con successivi pas-saggi di acido la dimensione del punto minimo; la dimensione corretta del punto deve essere prodotta sul film dacopiare sulla lastra, tenendo presente che il valore di punto dipende dall’esposizione, non dallo sviluppo.

PARTE QUARTA Controllo qualità: prove colore
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 340
S.R.L.
CONTROLLO QUALITÀ: PROVE COLORE
La prova colore ha assunto una posizione preminente come il più importante strumento di controllo qualitativonelle Arti Grafiche. Il creativo, il pubblicitario, I’editore, il fotolitista e lo stampatore, si affidano tutti alla precisio-ne della prova colore per determinare la qualità delle selezioni e controllare la qual ità di stampa. Giudizi che coin-volgono lavori per miliardi sono emessi giornalmente sulla base di questa prova. Prima che il colore possa esse-re controllato occorre trovare una via per comunicare come deve apparire, quali sono le esigenze e i parametridella sua riproduzione. Possiamo usare descrizioni tecniche o fantasiose, ma il metodo verbale rimane sempreun fatto soggettivo in quanto le persone coinvolte nei processi di riproduzione non interpretano le definizioni cro-matiche allo stesso modo. In questo contesto la prova colore si dimostra il metodo di comunicazione più praticoe affidabile, facile da capire e utile per qualsiasi confronto. La prova di una selezione è confrontata con l’origina-le per verificare se è stato raggiunto il risultato desiderato; il fotolitista manda la prova al pubblicitario per dimo-strargli come apparirà il suo annuncio in stampa. Se la prova è «OK» diviene automaticamente il documento del-l’approvazione a tutti gli effetti e passa allo stampatore come riferimento di ciò che si vuole ottenere nella stam-pa finale. Sia che si tratti di un lavoro commerciale, di una pagina pubblicitaria o di un imballo illustrato, la provaOK costituisce un contratto non scritto che dimostra esattamente ciò che il cliente si aspetta quando il lavorosarà stampato. Troppo spesso capita di sentire questa rimostranza da parte di clienti insoddisfatti: «perchè leriproduzioni stampate non sono uguali alla prova che io ho approvato?» Anche in questo caso la prova colore havalore di documento, termine di paragone accettato da tutti gl i addetti ai lavori e punto d i partenza per la ricer-ca di errori e difetti.
La prova colore ci fa vedere il risultato di una selezione ma non ci dice quali modifiche devono essere apportatequando la selezione non è corretta e neppure ci dice quanto possiamo scostarci dalla prova stessa nel corso del-la stampa. Per queste valutazioni è sempre necessario l’intervento intelligente di personale qualificato, in gradodi spiegare con le parole la natura e la misura delle correzioni. Dato che l’industria grafica si basa sostanzialmentesulla prova colore per decidere interventi qualitativi sulla riproduzione, col rischio di grossi danni quando le deci-sioni sono errate, è assolutamente necessario che gli utilizzatori di questo strumento ne conoscano a fondo lecaratteristiche, i tipi disponibili, le diverse possibilità di utilizzo, di calibrazione e di controllo.
LE FINALITÀ DELLA PROVA COLORE
Stampare in macchina una riproduzione è un lavoro che richiede tempo e comporta spese elevate per tutta lafase preparatoria e per I’effettiva tiratura. Eseguire l’intero ciclo della riproduzione e andare in stampa senza unaguida di riferimento è come costruire una casa senza un progetto. Sarebbe un modo troppo costoso di vedere unrisultato, specie nel caso di risultati insoddisfacenti che richiedono il rifacimento della selezione. La funzione pri-maria della prova colore è proprio quella di evitare questa via assurda e costosa verificando i risultati di selezio-ne in una fase iniziale del processo in modo da poter intervenire subito con correzioni o rifacimenti.
La prova colore simula visivamente cio che si otterra da una selezione nella stampa finale con la carta e gli inchio-stri prestabiliti.
Questa simulazione deve apparire esattamente uguale alla riproduzione finale in macchina; pur non essendo indi-spensabile la copia punto per punto delle pellicole retinate, deve comprendere anche l’ingrossamento del puntonella misura prevista per quelle particolari condizioni di stampa. L’attendibilità della prova dipende dalla sua pre-cisione, dalla sua costanza e dalla sua controllabilità.
FUNZIONI Dl UNA PROVA COLORE
Thomas Dunn, nel Dunn Report del maggio ‘86, puntualizza che ci sono diversi usi per una prova colore; il primoè nell’ambito creativo. Una volta prodotte le pellicole di selezione qualcuno deve apporre la sua firma per certifi-care che iI risultato è accettabile, per dare il suo «OK».
Nella produzione di Dellicole retinate la Drova è usata come «interazione del colore» (riferimento del colore giu-sto). La condizione base è che le pellicole stampate corrispondano alla prova colore. Possono essere, all’occor-renza, pre-prove, prove a perdere o prove buone.
Nella fase finale abbiamo a prova contrattuale”, cioè il campione ufficialmente approvato al quale il processo di

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Controllo qualità: prove colore Pag. n° 341
S.R.L.
stampa deve attenersi. In altri termini la prova è ciò che il cliente si aspetta di vedere nello stampato finale.
Per controllare i fogli di montaggio finiti si esegue, talvolta, una prova di posizione, o prova di registro”; si trattadi una prova di grandi dimensioni che interessa tutto il foglio per controllare che siano presenti tutti gli elementi eche tutto risulti perfettamente a registro. Generalmente questa prova non viene utilizzata per giudicare la qualitàdel colore.
VARI TIPI Dl PROVE COLORE
Prendendo in prestito la terminologia anglosassone possiamo dividere i sistemi di prove in due grandi famiglie, leprove «hard»” e le prove «soft». La prova hard è fisicamente un campione su materiale pellicolare o cartaceo chepuò essere facilmente consegnato al cliente; può essere una stampa di torchio con carta e inchiostro o una pro-va non stampata, detta anche prova chimica, entrambe ottenute dalle pellicole di selezione. Alcuni sistemi di pro-va non stampata utilizzano la sovrapposizione di strati colorati, altri sono a strato unico e altri richiedono un trat-tamento finale per imitare la superficie lucida della carta patinata. Anche per il settore rotocalco si possono ave-re oggi prove hard da pellicole retinate, utilizzando inchiostri per torchio o toner con tinte uguali a quelle degliinchiostri per rotocalco. I sistemi integrati di impaginazione e di elaborazione immagine possono produrre provehard direttamente dai dati digitali mediante esposizione di materiali fotografici a colori in appositi plotter, con osenza la struttura del retino. Le prove digitali, ipotizzate negli anni ‘80, sono oggi una realtà in evoluzione e rap-presentano la soluzione avanzata del problema con l’uso di nuove tecnologie, come l’elettrofotografia, i tonerliquidi e la stampa ink-jet Le prove soffsono costituite da immagini a colori su monitor utilizzate principalmentenella valutazione dell’originale, ma oggi in grado di soddisfare diverse esigenze, specie in virtù della loro imme-diatezza. Possono essere usate per valutare rapidamente i risultati del setup dello scanner prima di avviare lascansione effettiva, oppure per visualizzare in tempo reale l’effetto di un ritocco o di una elaborazione creativa sulSistema. Inoltre, la prova soft viene usata per verificare l’impaginazione di immagini e l’imposizione delle pagine,nonchè per verificare le immagini di pellicole non più disponibili, ma delle quali sono stati memorizzati i dati.
Le prove di stampa sono state per anni la sola via per verificare il risultato delle selezioni. Queste prove sono ese-guite utilizzando la stessa carta e gli stessi inchiostri previsti per la produzione; quando ciò non avviene la vali-dità della prova scade perchè le differenze superficiali della carta e le variazioni cromatiche e fisiche degli inchio-stri esaltano la diversità del risultato. Anche le differenze dovute al tipo di macchina impiegato sono molto evi-denti e non è certo facile simulare in macchina a foglio l’effetto di una stampa in rotooffset.
Ciò premesso occorre rilevare la non economicità di una prova eseguita in macchina da stampa, a meno che ilnumero delle prove richieste non sia talmente elevato da costituire una mini-tiratura con possibile utilizzo com-merciale (campionature, cataloghi per venditori ecc.)
L’alternativa intelligente alla stampa in macchina è costituita dal torchio tiraprove; si tratta di attrezzature moto-rizzate a uno o più colori, con macinazione dell’inchiostro, in grado di eseguire fogli prova di grande formato intempi relativamente brevi. Una delle ragioni in favore della prova di torchio è la possibilità di eseguire le stampedei singoli colori separati e in sequenza (le progressive), oltre a numerose prove a quattro colori per molteplici usi.L’operatore al torchio può variare le caratteristiche di inchiostrazione e pressione per simulare le condizioni distampa, ma queste interpretazioni sono sovente empiriche e inattendibili oltre a mancare di standardizzazione.Per ovviare a questi inconvenienti, alcuni fabbricanti hanno realizzato torchi a quattro colori totalmente automa-tici e macchine specifiche per prove; queste attrezzature di alta tecnologia sono dotate di strumenti sofisticati perprogrammare i valori di ingrossamento di punto e per controllare la bagnatura e l’inchiostrazione in modo da otte-nere prove calibrate in funzione delle differenti condizioni di stampa in produzione.
Le prove chimiche si sono sviluppate all’inizio degli anni ‘60 con l’introduzione delle «prove Watercote», prodot-te in una centrifuga per fotoincisione, e con le Ozalid a strati diazoici sviluppabili ai vapori di ammoniaca.Successivamente 3M ha introdotto il sistema a pellicole sovrapposte Color-Key, e Enco i sistemi similari NAPS ePAPS. Tutti questi sistemi, basati sulla sovrapposizione a registro di sottili pellicole monocrome per l’osservazio-ne in riflessione sulla carta, erano condizionati dalla difficoltà e inattendibilità della valutazione.
Lo sviluppo da parte di DuPont del sistema Cromalin ha dato, in tempi più recenti, un notevole impulso alla pro-va chimica come complemento o come alternativa alla prova di stampa. Basata sulla laminazione di sottilissimistrati di fotopolimero su un supporto bianco, questa prova utilizza toner colorati in polvere distribuiti manual-mente con un tampone o automaticamente in una apposita macchina. Le variabili umane nel processo sono mini-mizzate dagli automatismi e la costanza di risultato consente di utilizzare oggi il Cromalin come prova sistemati-

PARTE QUARTA Controllo qualità: prove colore
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 342
S.R.L.
ca.
3M ha introdotto inizialmente il sistema Transfer-Key e successivamente il Matchprint; entrambi con esposizionee laminazione su un unico supporto. Il processo Matchprint consiste in una sequenza di esposizioni con tratta-menti di sviluppo/spoglio e di laminazione eseguiti in due apposite attrezzature automatiche. Su principio ana-logo è basata la prova colore Color Art della Fujifilm.
Kodak e Coulter fabbricano entrambi un’apparecchiatura per automatizzare la prova colore hard. Il KodakSignature e il Coulter KC Color Proofer caricano e trattano con il toner ogni strato colore in sequenza automati-ca; I’operatore deve solamente inserire le pellicole per l’esposizione e prelevare la prova pronta per essere lami-nata sulla carta. Questi sistemi utilizzano una lastra fotoconduttrice e sfruttano la tecnologia elettrostatica e itoner liquidi che forniscono risultati di alta risoluzione. Anche il sistema Stork Colorproofing rientra in questa tec-nologia avanzata con possibilità di sviluppo nell’ambito delle prove digitali.
L’evoluzione dell’industria grafica spinge a ricercare nuovi sistemi di prova sempre più veloci e meno costosi;occorre infatti considerare che mentre uno scanner può produrre una selezione in 15 minuti, occorrono altri 30minuti per avere una prova hard.L’esecuzione e la valutazione della prova rallentano considerevolmente il proceso; quando poi la selezione non èaccettabile si ha un ulteriore ritardo per rimontare il fotocolor e rifare selezione e prova, con un costo almeno rad-doppiato. In pratica il tempo di scansione effettiva può essere inferiore a 5 minuti, ma il montaggio dell’originalee il setup richiedono un tempo maggiore.
Per pura informazione dobbiamo ricordare tra le prove chimiche i Cibachrome e le carte colore Kodak, utilizzatein rotocalco per provare i positivi di selezione a tono continuo; un sistema ormai tramontato da quando la roto-calco si è convertita alla retinatura.
La prova colore fotografica è stata riproposta nel 1986 con l’uso di esposizioni a luce colorata attraverso i nega-tivi retinati su carta fotografica a colori. Tom Morgan, un esperto litografo, presidente della J. Tom MorganEnterprises Inc., ha introdotto diverse versioni di questo sistema con tempi e costi differenti. Chesley Carlson, diMinneapolis, ha presentato il Proofmaster, un sistema a filtri additivi con un programmatore dell’eposizione ingrado di esporre la prova in 5 minuti; durante il trattamento in sviluppatrice Kreonite si procede all’esposizione diprove successive creando un ciclo produttivo sufficientemente rapido. Per la sua semplicità e velocità ilProofmaster sembra interessare il settore dei quotidiani.
La prova soft è stata utilizzata sin dall’introduzione del primo sistema Scitex; la sua prerogativa è quella di con-sentire all’operatore la visione dell’immagine su un monitor a colori e la sua manipolazione in modo da simularela riproduzione stampata. Lo scanner è programmato dall’operatore in base al setup ottimale; effettuata la scan-sione delI’originale, le informazioni suIla selezione sono catturate dalla memoria a disco per essere visualizzatesul monitor immediatamente o successivamente. Se il risultato non è valido può essere corretto operando allaconsole o mediante una nuova scansione con setup modificato. I fabbricanti di scanner producono stazioni dipre-setup dotate di monitor colore che consentono all’operatore di effettuare una prova rapida in bassa risolu-zione per controllare il setup. Se tutto è corretto lo scanner esegue la scansione definitiva in risoluzione normale,in caso contrario si corregge il setup prima di eseguire la selezione. Per non rallentare il ciclo produttivo con que-sto tipo di verifica sono oggi disponibili stazioni di setup fuori linea che operano a risoluzione normalee non inter-feriscono con la fase esecutiva delle selezioni. Le prove soft costituiscono un valido aiuto al lavoro di prepara-zione e alla riduzione dei tempi operativi; tuttavia, la maggioranza dei clienti ha bisogno di una prova hard sullaquale poter esprimere il proprio giudizio e appore un benestare scritto, valido nel tempo a tutti gli effetti.
Kodak propone il Preview Electronic Image Network, costituito da due o più monitor collegati via modem perconsentire alla fotolito di trasmettere una prova colore soft al cliente o allo studio creativo per I’osservazione con-temporanea in diretta. Quando l’immagine appare contemporaneamente sui monitor del cliente e del fotolitista,anche a grande distanza, i due sono in grado di parlarsi e di decidere insieme le correzioni da apportare. Ciò puòfar guadagnare tempo in produzione, oltre a far risparmiare il materiale delle prove hard.
L’osservazione delle prove soft richiede una certa intelligenza e precauzione da parte di chi giudica per trasfor-mare mentalmente ciò che si vede in ciò che potrà essere ottenuto in stampa. I fosfori del tubo catodico, che ren-dono visibile l’immagine sul monitor, non possono riprodurre certe combinazioni di colore; inoltre non è possibi-le per una prova soft uguagliare la luminanza di una prova hard, mentre la risoluzione del monitor è considere-volmente inferiore a quella del processo di stampa. Un monitor dispone di 512 o di 1024 pixels per riga su tuttolo schermo e la risoluzione verticale è all’incirca uguale; quindi lo schermo presenta una struttura più grossolana

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Controllo qualità: prove colore Pag. n° 343
S.R.L.
di quella delle immagini retinate, il che crea una certa difficoltà nella valutazione del dettaglio.
Le prove digitali dirette sono prodotte direttamente dai pixel immagazzinati nella memoria del Sistema page-makeup. Una stampante di punti a colori può produrre una prova colori hard; anche se la sua risoluzione è mol-to bassa e la qualità cromatica non corrisponde alla riproduzione stampata, può fornire una buona indicazionesulla correttezza dei dati memorizzati. L’effetto delle mezzetinte stampate può essere simulato esponendo la car-ta fotografica a colori nell’unità Hell Proof Recorder. 3M e Crosfield hanno collaborato nella produzione di provedigitali hard utilizzando l’unità di esposizione Crosfield Datrax per esporre immagini retinate su materialeMatchprint ad alta sensibilità. Dainippon Screen propone il suo Plotter a Laser colorati CLP 300 per produrre pro-ve colore ad alta risoluzione dai dati dei suoi Sistemi Sigmagraph su carte fotografiche a colori o su pellicole pia-ne a colori (secondi originali). Ci troviamo sicuramente in un campo dove l’evoluzione è rapida e continua e leinnovazioni presentate alla Drupa 90 stanno consolidandosi nel mercato. Citiamo in primo luogo il sistema StorkDot-Generated Digital Colour Proofing, che utilizza direttamente i dati digitali integrandoli con dati interpretatividelle caratteristiche di stampa da simulare; I’unità di esposizione laser è della Scitex e la risoluzione può rag-giungere i 100 pixel/mm, con possibilità di produrre immagini retinate fino a 70 linee/cm. Tra i sistemi di alta tec-nologia in via di completamento va ricordato quello di Kodak, disponibile sul mercato dall’autunno del ‘91, cheprevede la scrittura mediante laser su un tamburo sul quale sono avvolti il materiale ricevente intermedio e il lami-nato colorato; dopo la scrittura e il transfer dei quattro monocromil si procede, in un’apposita apparecchiatura,al trasferimento finale su carta. Sempre in questa famiglia di sistemi di alto livello si colloca il 3M DigitalMatchprint basato sull’elettrofotografia, che utilizza un grande tamburo ricoperto di un fotoconduttore organicoriutilizzabile caricato elettrostaticamente; I’immagine rasterizzata da un Laser infrarosso e composta da tonerliquidi, viene generata a registro sul cilindro per essere poi prelevata da un supporto intermedio e trasferita sucarta.Vanno poi ricordati i sistemi di prove digitali veloci Ink Jet, nati come complemento del DTP e del Postscript, eoggi considerati interessanti anche per alcune applicazioni in ambiente superiore grazie al loro costo contenuto.Il meccanismo si basa sullo spruzzo di gocce microscopiche di inchiostri colorati pompate attraverso 4 ugellicontrollati da un cristallo vibratore; le microgocce vengono discriminate mediante una carica elettrostaticacomandata dal calcolatore e quelle non caricate raggiungono la carta montata su un cilindro rotante performarel’immagine. La risoluzione è intorno a 10 pixel per millimetro e la velocità di produzione intorno a 6 minuti per unaprova 24x30 a 300 punti/pollice. Tra le più note attrezzature per prove Ink Jet citiamo la Smartjet della Iris, cheprevede una applicazione alle Arti Grafiche con 1800 punti/pollice, la Spectrajet Iris/Chemco e la Exceleretor del-la Stork, che offre un formato fino a 84x118 cm.
LA CALIBRAZIONE Dl UN SISTEMA Dl PROVA COLORE
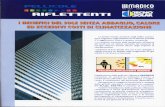
Ogni sistema di prova deve essere calibrato sul sistema di stampa cui è destinato; per fare ciò occorre procede-re a ritroso partendo da una serie di pellicole di selezione stampate in precedenza con risultato positivo. Questepellicole vengono provate nel sistema prescelto e sulla base di questa prova vengono effettuate tutte le regola-zioni e modifiche di esposizione, di toner, di inchiostri, di trattamento, fino al raggiungimento della prova correttauguale alla stampa. A questo punto il sistema può essere considerato a punto, cioè calibrato. Riferiamo, in pro-posito, una procedura per controllare se una prova è calibrata sul sistema di stampa, consigliato da Francis L.Cox nel rapporto tecnico No 1 della GATF intitolato Come correlare i risultati di stampa con le prove di prestam-pa. Con questo metodo la prova e il foglio di macchina sono misurati con un densitometro; quindi i risultati ven-gono riportati su un foglio per diagrammi Color Hexagon della GATF e i due esagoni ottenuti vengono confronta-ti: se risultano identici significa che la prova è calibrata, diversamente si rilevano facilmente le aree su cui inter-venire.
Post trattamenti sulla prova possono essere necessari quando si usano supporti di differenti fabbricazioni;sovente occorrono tecniche particolari per simulare il risultato di stampa, specialmente nel caso di prodotti perimballaggio in cartone o di giornali quotidiani su carte di bassa qualità. In genere si fa ricorso a laminazioni par-ticolari, a toners, o a verniciature mat per ridurre la brillantezza della prova. Questo problema non riguarda la pro-va di torchio che può essere eseguita sullo stesso supporto impiegato in produzione.
L’ingrossamento del punto in stampa (DotGain) è un altro fattore da considerare; si tratta infatti della variabile conmaggiore influenza sulla riproduzione a colori. Sotto questo aspetto risulta particolarmente difficile la calibrazio-ne di un sistema di prove destinato a differenti macchine nello stesso stabilimento o addirittura a macchine situa-te in diversi stabilimenti, come avviene in campo editoriale. Nel 1984 la Graphic Communication Association(GCA), con la collaborazione di 3M, DuPont e Kodak, ha rilevato che l’ingrossamento di punto medio nelle rota-tive web offset su carta da edizione era del 22 % con lastre negative e 18 % con lastre positive.

PARTE QUARTA Controllo qualità: prove colore
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 344
S.R.L.
La variabilità massima per differenti rotative era compresa tra il 16% e il 40 %.3 Come è possibile per un repartodi fotolito calibrare le proprie prove su variabili così ampie? Ovviamente, non essendo possibile adattarsi a tuttele condizioni, la calibrazione standard deve basarsi sulle condizioni di stampa standardizzate. Le pubblicazioniperiodiche negli Stati Uniti hanno accettato come standard le specifiche contenute nell’opuscolo RecommendedSpecifications for Web Offset Publications (SWOP) ove la lineatura di retino standard è fissata a 54 linee/cm; peri fondi pieni la densità è stabiIità dal le Standard Offset ColorReferences della I PA. In Europa esistono le specifi-che della FIPP (Federazione Internazionale della Stampa Periodica) pubblicate anche in italiano e distribuite daTaga Italia, dall’Editrice Zeta’s e dalle Case che hanno collaborato alla loro preparazione (DuPont, PolicromScreens, 3M). Il valore di ingrossamento di punto per le prove colore dovrebbe essere del 18% misurato su unfondino retinato al 40%. La GCA produce una placca di referenza colore per densitometri a riflessione, T-Ref, percalibrare i densitometri in modo che le letture di vari apparecchi siano uguali.
Le prove colore in rotocalco retinata sono oggi possibili con pigmenti corrispondenti agli inchiostri; gli inchiostriper rotocalco del Gruppo Vl rientrano nelle specifiche SW0P per tinta e forza; in Europa la FIPP e la ERA (EuropenRotogravure Association) stanno operando su un progetto di standardizzazione che dovrebbe portare ad analo-ghe specifiche per le pubblicazioni in rotocalco. Le grosse industrie del settore cartotecnico e imballaggio hannorealizzato inchiostri e toner per prove, calibrati sui loro inchiostri da stampa usati in produzione.
CONTROLLO Dl QUALITA SULLA PROVA COLORE
Il controllo della prova colore è assolutamente necessario per garantirne la costanza qual itativa. La calibrazionedel metodo è una componente essenziale, ma il controllo sistematico da parte dell’esecutore della prova è fon-damentale per assicurare che ogni prova sia eseguita secondo le specifiche. Le variabili di ogni sistema devono
Fig. 13-AIl Color Hexagon dellaGATF
Fig. 13-BGuide perl’esposizione delleprove colore 3M eDu Pont

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Controllo qualità: prove colore Pag. n° 345
S.R.L.
essere conosciute e controllate, sia che si tratti di prove di stampa che di prove chimiche; occorre misurare l’e-sposizione, le densità degli inchiostri, I’ingrossamento di punto, utilizzando gli strumenti adatti e le strisce di con-trollo per poter giungere ad una valutazione oggettiva e sicura.
Scale e guide di controllo sono usate anche per le prove chimiche. 3M utilizza una mira test per l’esposizione conaree per la misura dei fondi pieni e dei tints. Le mire a microlinee sono molto utili per stabilire con precisione sel’esposizione e il trattamento sono corretti e per rilevare cambiamenti nell’ingrossamento di punto.
DuPont utilizza la Com Guide della System Brunner per controllare l’esposizione del Cromalin misurando i fondipieni, i tints e le microlinee. Esiste anche una scala Brunner per misurare il dot gain con elementi a linee grosse efini.
Il comparatore per prove non stampate GCA/GATF è uno strumento molto utile nel controllo di qualità, studiatoper aiutare i pubblicitari a verificare la precisione delle loro prove. Contiene un assortimento di fondi pieni, di fon-dini retinati, di fondi e tints sovrapposti e zone indicative per l’ingrossamento di punto; include, inoltre, un’imma-gine per il confronto visivo con la prova standard.Quando un grafico pubblicitario esamina la prova accostata alla prova standard, rileva facilmente se ci sono del-le differenze sostanziali; ciò indica che la prova non ha rispettato i valori standard prescritti dalle specifiche SW0P.
PERCHÉ IL FOGLIO Dl MACCHINA NON É UGUALE ALLA PROVA ?
Teoricamente una prova colore è calibrata e controllata per essere uguale alla stampa; se ciò non avviene occor-re indagare sulle possibili cause, tra le quali indichiamo di seguito le più probabili.
La differenza delle superfici. Questa può essere una ragione abbastanza frequente, infatti l’apparenza dell’imma-gine stampata cambia molto in funzione della lucentezza o dell’opacità del supporto. Il Transfer-Key 3M è unaprova in pellicola, il Matchprint è costituito da strati pellicolari laminati su carta e il Cromalin è laminato suKromkote, tutte superfici molto lucide che non hanno la stessa riflessione dell’inchiostro su carta. Le superficilucide aumentano la saturazione dei colori, mentre quelle opache, mattate, ne riducono la densità; queste diffe-renze sono maggiormente evidenti quando confrontiamo una prova chimica con una stampa su carta per quoti-diani. I post trattamenti, dei quali abbiamo già riferito in questo capitolo, possono risolvere in parte questo incon-veniente; in pratica si tratta di ridurre la lucidità dei Cromalin e, in certi casi, di aumentare quella del Matchprint.
La differenza di ingrossamento del punto può essere un’altra causa determinante. Quasi tutti i sistemi di provehanno un certo valore dHdot gaim predeterminato; se questo valore è superiore a quello della macchina, la stam-pa risulterà svuotata nei toni medi e lo stampatore dovrà aumentare l’intensità dell’inchiostro e la pressione percercare di imitare il dot gain della prova.L’operazione contraria, quando la macchina ha un dot gain superiore a quello della prova, consente una corre-zione non sempre sufficiente. L’ingrossamento di punto (dot gain) ha un ruolo importante nel controllo della tona-
Fig. 13-CIl comparatore perprove chimicheGCA/GATF

PARTE QUARTA Controllo qualità: prove colore
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 346
S.R.L.
lità di colore della riproduzione; variando la densità dei fondi pieni si riesce a modificare, entro certi limiti,I’ingrossamento di punto. Questo è il solo intervento possibile per l’operatore, infatti la macchina non dispone diuna manopola per «dot gain».
Le differenze di esposizione nei sistemi di prova chimica influenzano la tonalità della prova determinando inco-stanza di risultati; le variazioni sensitometriche dei materiali sono all’origine del problema; occorre quindi analiz-zare ogni partita e ogni scatola per misurare queste variazioni e correggere opportunamente le esposizioni. Sitratta di una messa a punto relativamente semplice, che richiede un minimo di preparazione e la conoscenza deiprincipi elementari della sensitometria.
OSSERVAZIONE DELLE PROVE E DEI FOGLI Dl MACCHINA
Molti dei materiali usati nelle prove chimiche sono tendenzialmente metamerici, cioè cambiano colore sotto dif-ferenti sorgenti luminose; occorre tener conto di questo fatto quando si procede all’osservazione visiva delle pro-ve in confronto con l’originale o/e con il foglio di macchina. Lo standard ANSI di illuminazione per questo tipo diconfronto stabilisce in 5000 K (gradi Kelvin) la temperatura di colore. Utilizzando sorgenti luminose diverse c’è ilrischio di non rilevare eventuali differenze cromatiche .
CONTROLLO DELLA COSTANZA QUALITATIVA DELLE PROVE COLORE
Un’azienda che vuole impostare in modo serio il controllo delle prove deve adottare questa metodologia stan-dardizzata: ogni operatore addetto alle prove colore esegue, a scadenze prestabilite, una prova da una selezio-ne standard e la confronta con la prova precedente dello stesso set di pellicole; qualora si riscontrino delle diffe-renze, le scale di controllo servono a determinare la natura del problema.
La prova colore è uno strumento indispensabile per il controllo di qualità che può far risparmiare all’industria cifreenormi; il segreto per ottenere buoni risultati economici e produttivi consiste nel saper scegliere il sistema di pro-va adatto ad ogni situazione. 0gni sistema, infatti, ha le sue caratteristiche peculiari per rispondere a determina-te esigenze; la prova soft sul monitor di uno scanner preview o di un sistema di impaginazione, non può ancoraessere usata come «prova contrattuale», anche se si sta lavorando per migliorarne le prestazioni; le prove chimi-che, un tempo giudicate non attendibili, oggi sono usate correntemente e, talvolta, preferite alle prove di stampaper la loro maggiore costanza. In ogni caso l’uso sistematico del sistema appropriato garantisce il miglioramen-to qualitativo delle riproduzioni con un incremento di produttività e un minor consumo di materiali; il tutto si tra-duce in aumento degli utili.

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Conoscenza delle variabili di stampa Pag. n° 347
S.R.L.
CONOSCENZA DELLE VARIABILl Dl STAMPA
Se chiedete a chiunque operi nel settore della stampa quale sia la fase più importante del ciclo di produzione perun prodotto di qualità, la risposta più probabile è: I’uscita dei fogli dalla macchina. E’ qui che si conclude il cicloe che appare il risultato totale di tutte le fasi di lavorazione; è a questo punto che possiamo registrare un risulta-to eccellente, o mediocre o del tutto inaccettabile. Normalmente quando si riscontrano dei difetti in stampa sitende ad addossarne l’intera responsabilità agli stampatori; a loro volta questi ultimi tendono a considerare per-fetto il loro lavoro scaricando tutte le responsabilità sulla preparazione. Tuttavia per svolgere il nostro compitocon obiettività al servizio della qualità totale, dobbiamo continuare la nostra analisi dando per scontato che illavoro di preparazione sia stato controllato e che la squadra addetta alla stampa abbia ricevuto lastre perfette.
L’obiettivo primario del reparto stampa è quello di applicare l’inchiostro sul supporto prestabilito per produrre lamigliore qualità possibile; il prodotto stampato deve avere caratteristiche costanti di colorazione, contrasto, niti-dezza in relazione ai materiali scelti dal cliente.
Il cliente si aspetta un prodotto visivamente costante per tutta la tiratura, ma, considerate le numerose variabiliche possono influenzare il giudizio visivo, dobbiamo trovare il modo di misurare e controllare gli elementi variabi-li più evidenti.
OTTIMIZZAZIONE DEL PROCESSO Dl STAMPA
Il macchinista deve ottimizzare il processo attuando delle regolazioni sulla macchina in funzione del tipo di inchio-stro, della carta, della lastra, cioè delle condizioni di stampa; questa messa a punto precisa e controllata deveminimizzare le variabili del processo in modo che il prodotto stampato risulti uguale alla prova approvata dalcliente. A questo punto il compito del macchinista è quello di controllare la costanza di produzione evitando flut-tuazioni di bilanciamento cromatico, di tonalità, di registro su tutta la tiratura.
L’ottimizzazione del processo di stampa costituisce il primo passo nel programma di controllo; una macchina chenon stampa in modo corretto non è controllabile e crea continue fluttuazioni; una macchina perfettamente rego-lata e funzionante in condizioni ottimali è in grado di assicurare la costanza su tutta la tiratura e per lunghi perio-di. Per poter ottimizzare e controllare il processo di stampa è utile conoscere quali sono gli attributi graditi alcliente e quali i difetti più criticabili.
Elenchiamo qui di seguito alcuni tra i difetti maggiormente contestati dai clienti:
impastamento maculazione di fondo
variazione di colore strappamento superficiale
sdoppiamento fuori registro
asciugamento irregolare sovrastampa irregolare
eccesso di antiscartino riporti
impronte parassite sbavature
capperi striature
macchie sfregamenti superficiali
moiré grinze
Il cliente desidera un lavoro accettabile, con caratteristiche costanti e prodotto entro i tempi stabiliti, mentre lostampatore considera importante portare a termine la tiratura in tempi ragionevoli con il minimo scarto; è quindinecessario che il reparto stampa sia sensibile ai due aspetti del problema: il profitto e la qualità accettabile. Sitenga presente che la carta rappresenta sovente il 50 per cento del costo totale di produzione e non è pensabiledi avere difetti di stampa che rendano inaccettabile un’intera tiratura; produrre la qualità è più importante di farpassare 50.000 fogli di carta in macchina a tempo di record per poi accorgersi che sono tutti da scartare.
Ognuno degli attributi di un prodotto stampato può essere influenzato dalle diverse regolazioni possibili in mac-china; è quindi importante che gli operatori capiscano che ogni intervento sui vari organi di comando deve esse-re calibrato in funzione di un esatto risultato.

PARTE QUARTA Conoscenza delle variabili di stampa
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 348
S.R.L.
VARIABILI Dl MACCHINA
La GATF ha trattato in un interessante volume, intitolato Lithographic Pressman’s Handbook, le variabili di mac-china e la loro influenza sui fattori qualitativi della stampa. Questa eccellente fonte di informazione esamina indettaglio le interrelazioni tra le variabili della macchina offset e ne mette in evidenza le relazioni di causa-ed-effet-to.
Un elenco delle variabili più comuni che si incontrano nella stampa su macchina offset dovrebbe includere anchele seguenti voci:
ingrossamento di punto contrasto di stampa
allungamento di punto sovrastampa
spessore del film d’inchiostro colorazione dell’inchiostro
temperatura dell’inchiostro emulsione dell’inchiostro
velocità di asciugamento spessore della carta
lisciatura della carta efficienza superficiale carta
umidità relativa della carta tensione superficiale carta
pH della carta pH della soluzione di bagnatura
durezza del caucciù spessore del caucciù
temperatura ambiente umidità relativa ambiente
temperatura dell’essiccatore avanzamento nell’essiccatore
temp. rullo raffreddamento velocità di macchina
velocità dell’aria UCR
sovrastampa totale copertura totale
durezza dei rulli spessore dell’impilamento
pressione dei rulli pressione dei cilindri
usura lastra o cilindro tensione della bobina
Pur non essendo completa in assoluto, questa lista comprende le variabili più importanti e dimostra che il man-tenimento dello standard qualitativo impone all’operatore il controllo di numerosi fattori e le decisioni operativeper effettuare le correzioni più urgenti.
MISURAZIONI, CAMPIONATURE E REGOLAZIONI
L’operatore deve utilizzare tutti gli strumenti disponibili per misurare la maggior parte delle variabili, in modo daportare la macchina alle condizioni ottimali di funzionamento e di resa qualitativa. Sono infatti misurabili: il tirodell’inchiostro, la pressione dei cilindri, il pH della bagnatura, I’umidità relativa ecc. Alla fine di questo capitolodiamo un elenco degli strumenti di misura adatti allo scopo.
Quando si opera in condizioni ottimali la messa a punto risulta relativamente facile; si tratta di effettuare alcunestampe iniziali di prova e apportare i mmediatamente le correzioni richieste prima che lo scostamento dal cam-pione si accentui. Fortunatamente le molte variabili del processo di stampa tendono a compensarsi tra loro ed èquindi possibile intervenire con leggere correzioni.
In ogni processo il segreto del controllo consiste nel correggere l ‘effeffo dideriva immediatamente al suo appari-re, andando in senso contrario allo scostamento, prima che l ‘entita della deviazione renda inaccettabile il pro-dotto.
Ciò richiede uno sforzo di concentrazione da parte delI’operatore alla macchina che deve seguire attentamentela qualità dei fogli in uscita, utilizzando gli strumenti di misura, ma anche l’abilità del proprio occhio educato dal-l’esperienza a riconoscere le minime variazioni. In effetti1 quando questo tipo di controllo viene effettuato siste-maticamente, le eventuali fluttuazioni residue non sono tali da compromettere l’accettabilità della produzione.
L’ottimizzazione di ogni parametro della stampa offset richiede l’attuazione di alcune procedure; indichiamo qui

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Conoscenza delle variabili di stampa Pag. n° 349
S.R.L.
di seguito un ordine consigliabile per tenere sotto controllo molte delle variabili considerate.
PROCEDURE Dl OTTIMIZZAZIONE DELLA MACCHINA DA STAMPA
1. Regolare la pressione e lo spessoramento dei cilindri secondo i valori raccomandati dal fabbricante della mac-china.
2. Scegliere la sequenza dei colori secondo le migliorí condizioni di sovrapposizione, tenendo conto dell’equili-brio cromatico e delle difficoltà di sovrastampa degli strati, del tiro e della viscosità degli inchiostri. La sequen-za più comune in stampa offset è: Nero, Cyan, Magenta e Giallo, ma non sempre è quella giusta.
3. Regolare lo spessore dello strato di inchiostro in funzione del contrasto di stampa, della tonalità dei fondi in tri-cromia e in quadricromia, e delllngrossamento del punto consentito per il tipo di supporto da stampare.
Esiste una sequenza di lavoro praticata dalla maggioranza dei reparti stampa: si parte dalla prova colore stan-dardizzata sulla base delle effettive condizioni di stampa e approvata dal cliente; questa prova «OK» viene con-segnata alI’operatore di macchina che effettua tutte le regolazioni necessarie per ottenere la stampa uguale allaprova e mantenerla costante per tutta la tiratura.
Questa procedura ha un ordine logico, ma in molti casi porta a delle situazioni contradditorie; nonostante che laprova e la stampa siano state standardizzate una sull’altra, può capitare che il primo foglio macchina di un lavo-ro non corrisponda alla prova «OK» e siano necessarie delle modifiche alle condizioni ideali di stampa.Vediamo più avanti come questa situazione, apparentemente irregolare, possa costituire la procedura corretta.

PARTE QUARTA La scelta della sequenza di stampa dei colori
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 350
S.R.L.
LA SCELTA DELLA SEQUENZA Dl STAMPA DEI COLORI
Con l’avvento delle macchine a quattro colori, la tradizionale sequenza Giallo-Magenta-Cyan-Nero è stata gra-dualmente sostituita da quella Cyan-Magenta-Giallo, col nero come ultimo o come primo colore.
La sequenza tradizionale era basata sul fatto che l’inchiostro Giallo disponibile in passato era fortemente opacoe doveva essere stampato per primo per non influenzare la sovrapposizione con gli altri colori, specie nei fondipieni, e per consentire una corretta lettura al densitometro in riflessione. 0ggi che anche l’inchiostro giallo dispo-ne di una sufficiente trasparenza, queste precauzioni non sono più necessarie e gli stampatori utilizzano regolar-mente le sequenze Nero-Cyan-Magenta-Giallo e Cyan-Magenta-Giallo-Nero.
Inoltre l’uso delle offset a quattro colori, da foglio e da bobina, rende meno importante la misura dei fondi pienicome mezzo di controllo del colore e del «trapping».
Le macchine a quattro colori consentono ai macchinisti di osservare la riproduzione completa all’uscita fogli e dieffettuare rapide correzioni alla densità degli inchiostri per uguagliare la stampa alla prova «OK» . Per ottenere laperfetta sovrapposizione dei colori i macchinisti compensano i fattori come la viscosità e il tiro degli inchiostri ol’ingrossamento di punto, mediante la regolazione delle densità; queste, a loro volta, determinano la tonalità dicolore, la brillantezza e la saturazione dei colori sovrapposti. Anche la forma di punto dei retinati e la sequenza distampa influenzano i colori sovrapposti, dato che influenzano il «trapping» degli inchiostri.
IL TRAPPING E I SUOI EFFETTI
ll trapping è un termine comune nella tecnologia della stampa che non ha un esatto termine corrispondente in ita-liano; rappresenta la capacità di un inchiostro di aderire alla superficie sulla quale viene stampato. Questa super-ficie è il supporto (normalmente carta) per il primo inchiostro della sequenza; ma per gli altri inchiostri può esse-re ancora la carta olo strato di inchiostro già stampato, o parzialmente la carta e l’inchiostro.
L’ultima situazione (punti stampati parzialmente su carta e parzialmente sul film dell’inchiostro precedente) è ilcaso più comune nella riproduzione in quadricromia, dove i retinati Cyan, Magenta, Giallo e Nero sono stampatiin sovrapposizione. Le zone di ombra e i fondi pieni hanno bisogno che gli inchiostri aderiscano totalmente unosull’altro. Il «trapping» è normalmente indicato in valore percentuale, dove il 100% indica che tutto l’inchiostro èstato trasferito ed ha aderito alla superficie carta, inchiostro o carta e inchiostro. Senza addentrarci nel merito delmetodo di misurazione, diciamo che il trapping è determinato convenzionalmente dalla seguente equazione:
D.tà del colore sovrapposto - D.tà del primo colore stampato x 100
D.ta del secondo colore stampato
dove le densità sono misurate usando il filtro complementare del secondo colore stampato.
Il concetto di trapping, dell’inchiostro è centrato sul ruolo determinante della forma di punto e dell’ordine di stam-pa sulla precisione del colore ottenuto per sovrapposizione. La forma di punto è importante in quanto l’inchiostroaderisce più rapidamente alla carta che non allo strato umido di un altro inchiostro; conseguentemente, una tona-lità di colore costituita da punti stampati uno vicino all’altro ha tinta, brillantezza e saturazione differenti da quel-le ottenute per punti sovrapposti o parzialmente sovrapposti.L’esperienza insegna che questo fattore non è considerato universalmente; infatti alcuni stampatori credono chel’ultimo colore della sequenza, non essendo coperto da altri inchiostri, abbia una maggiore influenza sulla tintadei colori sovrapposti; altri ritengono che l’inchiostro finale sia meno determinante non essendo in grado di ade-rire totalmente alle superfici già coperte da tre inchiostri; al contrario, questa cattiva aderenza, o basso valore di«trapping», ha un’influenza negativa molto consistente sulla qualità del colore.
La sequenza Cyan-Magenta-Giallo puo produrre una migliore resa dei colori sovrapposti anche quando sussisto-no problemi di trapping.
Questa affermazione è stata conval idata dai risultati d i uno studio condotto nell’estate del 1982 dalla GraphicCommunication Association (GCA) e citato nel Volume 3, No 6 di The Quality Control Scanner. La GCA avevainviato delle pellicole di prova a 16 stampatori che le avevano montate insieme a normali pellicole di pubblicitàgià stampate in precedenza. La stampa di questi nuovi montaggi era stata effettuata in modo che le immagini del-

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA La scelta della sequenza di stampa dei colori Pag. n° 351
S.R.L.
la pubblicità risultassero uguali a quelle della precedente tiratura; non erano state date prove colore di riferimen-to, né istruzioni su valori di densità da rispettare; agli operatori era stato raccomandato di produrre ciò che a lorogiudizio doveva essere una buona stampa a colori. Le prove di stampa così ottenute erano state giudicate da 3M,DuPont, S.D.Warren e Inmont. Lo studio era stato un’ottima occasione per confrontare le caratteristiche di stam-pa di 16 differenti rotative web offset; i risultati avevano evidenziato una grande variazione nelle densità e nelletinte degli inchiostri, anche se gli inchiostri usati dai 16 stampatori erano tutti considerati inchiostri normalizzatiSWOP.
Nonostante le differenti tinte degli inchiostri, tutte le stampe erano risultate visivamente simili; inoltre, diagram-mando i valori di tinta in un esagono colore della GATF, si era rilevato che i colori composti Rosso, Verde e Bluerano centrati su analoghi valori di tinta, ma differivano per la saturazione. Ciò significa che gli operatori alla mac-china erano convinti che il controllo della tinta nei colori sovrapposti fosse più importante del controllo della satu-razione. Un altro risutato interessante si è avuto mettendo in relazione le curve delle tonalità con le sequenze distampa delle 16 macchine in esame.
LA SEQUENZA Dl STAMPA INFLUENZA LA TONALITÀ DEI COLORI COMPOSTI
Per capire le ragioni di questa influenza sulla riproduzione è importante sapere che gli inchiostri, specie il Cyan eil Magenta, appaiono contaminati al nostro occhio; il Cyan sembra contaminato dal Magenta e il Magenta sem-bra contaminato dal Giallo. Le correzioni colore nel processo di selezione devono compensare questa contami-nazione apparente, ma talvolta ciò non è possibile e ne risulta una ulteriore difficoltà in stampa.
Tabella 14-1 Prove di stampa GCA su 16 rotative nel 1982
Cyan Magenta Giallo Nero
Fondi pieni
alto 1.44 1.48 0.96 1.95
medio 1.11 1.18 0.94 1.56
basso 0.86 0.93 0.69 1.30
differenza 0.58 0.55 0.27 0.63
Dot gain totale
alto 34 30 42 46
medio 19 20 23 28
basso 12 12 13 18
differenza 22 18 29 28
Errore di tinta
alto 46 63 8
medio 26 49 5
basso 23 43 3
differenza 23 20 5
Rosso Verde Blu
Trapping
alto 76 102 79
medio 63 84 71
basso 45 65 67
differenza 31 37 12
Quando si usa la sequenza Cyan-Magenta-Giallo in una macchina a quattro elementi si minimizza il problemacausato dalla scarsa aderenza degli inchiostri nella stampa bagnato su bagnato e dalla contaminazione dei pig-menti. Una sequenza tradizionale Giallo-Magenta-Cyan accentua il problema della contaminazione se il trappingè scarso. Per esempio, il Rosso formato dalla sovrapposizione del Magneta sul Giallo, in condizioni di trappinginsufficiente risulta ancora più arancio; se usiamo invece l’ordine di stampa attuale Cyan-Magenta-Giallo, un

PARTE QUARTA La scelta della sequenza di stampa dei colori
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 352
S.R.L.
eventuale trapping insuffi ciente del Giallo sul Magenta rende il Rosso meno aranciato e più bluastro; ne risultaun colore più simile al «Rosso pompieri» o al Rosso Ferrari”, che tutti amano vedere in stampa. Con questa nuo-va sequenza di stampa il difetto di trapping del Giallo produce un risultato migliore di quello ottenibile con unGiallo al 100%. La situazione è simile nel caso del Blu composto da Cyan e Magenta, che risulta sempre troppopurpureo a causa della contaminazione degli inchiostri; I’uso della sequenza tradizionale aggrava la situazioneper un trapping scarso del Cyan sul Magenta; usando la sequenza attuale l’insufficiente trapping del Magenta sulCyan si traduce in cieli più azzurri e ombre più fredde.
L’ANALISI DEI DATI CONFERMA LA TESI DELLA SEQUENZA C-M-G
I dati dello studio condotto dalla GCA sono la dimostrazione della validità del nuovo ordine di stampa Cyan-Magenta-Giallo, come confermano i risultati di 14 stampatori su 16 che hanno utilizzato questa sequenza, doveil Nero è stato variamente utilizzato come primo, ultimo o intermedio. Solamente uno stampatore aveva usatol’ordine tradizionale; quando le tinte prodotte dai 16 stampatori sono state diagrammate nell’esagono della GATF,solo quest’ultimo presentava i Blu rossastri e i Rossi aranciati, mentre i suoi Verdi risultavano giusti.
Anche l’analisi delle percentuali di trapping degli inchiostri stampati sulle 16 macchine avvalora il concetto che lasequenza Cyan-Magenta-Giallo aiuta a compensare la contaminazione dei colori. Con la sequenza tradizionale ilblu più piacevole si riscontrava con un trapping Cyan su Magenta dell’83%; lo stesso Blu era stato ottenuto perla sequenza C-M-G con un trapping Magenta su Cyan solo del 68%; un Rosso piacevole era stato prodotto conun trapping Giallo su Magenta del 59%; per quanto riguarda i Rossi con la stessa sequenza il valore di trappingGiallo su Magenta era 74%, Qualità e produttivita nell’indust-ia grafica contro un trapping Magenta su Giallodell’84% per la sequenza tradizionale. In ogni caso la riduzione delle percentuali di trapping con l’ordine tradi-zionale di stampa accentua lo scostamento delle tinte composte dai valori ottimali.
L’inchiostro Magenta causa molte più variazioni su tutta la riproduzione rispetto al Cyan e al Giallo; è quindi par-ticolarmente importante, quando si stampa su macchina monocolore o bicolore, mettere il Magenta per ultimo.Comunque i risultati dello studio della GCA confermano che per le quattro-colori I ‘ordine di stampa correttorimane C-M-G con il nero in ogni posizione per compensare le difficoltà di trapping. Critiche a questo studio han-no evidenziato che una riproduzione a colori raramente è costituita solo da fondi pieni, anche se i problemi ditrapping si riscontrano maggiormente sui pieni. La nostra analisi ha dimostrato che la sequenza C-M-G usa le piùbasse percentuali di trapping per correggere le apparenze di contaminazione nei colori sovrapposti, specie perCyan e Magenta; per questa ragione è la sequenza che consente di ottenere più facilmente la riproduzione dicolori precisi e critici.
CYAN
GREEN
YELLOW
BLUE
MAGENTA
RED
Fig.14-AL’esagono dei coloridella GATF illustracome le tinte ottenutecoi colori sovrappostisono raggruppate,come riferito daGeorge Leyda2

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA La valutazione dell’ingrossamentodi punto (dot gain) Pag. n° 353
S.R.L.
LA VALUTAZIONE DELL’INGROSSAMENTO Dl PUNTO (DOT GAIN)
In stampa offset le variazioni di tinta sono maggiormente influenzate dall’ingrossamento di punto che da ognialtra variabile; la quantità di inchiostro impressa sulla carta influenza il dot gain e questo, a sua volta, influenza ilcontrasto di stampa. Sembrerebbe che un maggior spessore del film di inchiostro dovesse produrre un maggiorcontrasto, ma in pratica accade esattamente il contrario: troppo inchiostro riduce il contrasto perchè causa uneccesso di ingrossamento del punto.
Il dotgain è precisamente la crescita dimensionale di un punto retinato dal momento della sua generazione supellicola fino alla sua stampa finale sulla carta (o su ogni altro supporto considerato).
Il dot gain incontrollato è da considerare tra le maggiori cause di spreco nella produzione offset; quando si stam-pano immagini retinate in bianco-nero o a colori il dot gain può cambiare il contrasto d’immagine, causare la per-dita di definizione, I’impastamento delle ombre e il drastico cambio delle tonalità di colore.
La variazione dei colori è probabilmente il più grande problema che si riscontra nella stampa offset; nelle rotativeda bobina usate per l’editoria si riscontra uno scarto del 15 per cento, gran parte del quale è dovuto a fluttuazio-ni del colore. Dato che il dot gain ha la maggiore influenza sul fattore colore è indispensabile conoscerlo a fondoper poterlo controllare e compensare. Esistono due tipi di dot gain: fisico e ottico.
DOT GAIN FISICO E DOT GAIN OTTICO
ll dot gain fisico è un ingrossamento meccanico della dimensione di punto originale; può capitare nella lavora-zione delle pellicole, durante la preparazione della lastra o nel corso della stampa, se si verificano dei cambi dicaratteristiche dell’inchiostro o della carta, o di altre condizioni di stampa. L’autore ha osservato un caso nel qua-le lo stampatore era preoccupato dal fatto che un 27%di punto sul film positivo diventava un 33% sul negativo.
Nel corso della stampa il dot gain fisico può essere circonferenziale, uniforme attorno al punto, oppure può esse-re irregolare o direzionale a causa di difetti di stampa come l’allungamento o lo sdoppiamento.
L’allungamento (termine inglese «slur») è l’ingrossamento del punto causato dallo schiacciamento dell’inchiostroin una direzione; i punti possono acquistare la forma di un ovale o di una cometa; se questo capita in un solocolore si determina un cambiamento di colorazione; se capita su tutti i colori può causare un aumento generaledi tono, un imbottimento e impastamento delle immagini.
Lo sdoppiamento è un difetto evidente che si manifesta quando i punti sono stampati due volte fuori registro.Dato che la quantità di inchiostro in eccedenza può raggiungere il 50 per cento, il difetto di sdoppiamento puòprovocare il prevalere di un colore sugli altri, problemi di sovrastampa e modifiche al contrasto d’immagine.
CYAN
GREEN
YELLOW
BLUE
MAGENTA
RED
Fig. 14-BL’esagono colore dellaGATF mostra le tintecomposte comerisultato dellasequenza di stampasecondo Southworth3

PARTE QUARTA La valutazione dell’ingrossamentodi punto (dot gain)
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 354
S.R.L.
L’aumento ottico del punto è presente ogni volta che si deposita l’inchiostro sulla carta. Quando la luce illuminala superficie stampata, una parte delle r,adiazioni luminose è catturata dalle fibre e dispersa all’interno del sup-porto cartaceo, mentre altre radiazioni sono trattenute sotto la superficie dei punti di inchiostro e altre ancoraattorno al perimetro dei punti stessi (vedi Figura 14-C).L’aumento ottico del punto è fortemente influenzato da fattori geometrici come la forma e la dimensione dei sin-goli punti, dipendenti dalle caratteristiche originali del retino, dalla lineatura, dalla percentuale.
Questo «dot gain», di tipo ottico produce un aumento uniforme e proporzionale del diametro dei punti nelle variezone: ombre, toni medi e alte luci; tuttavia, come è illustrato nella Figura 14-D, I’area di crescita è maggiore attor-no ai punti di grande circonferenza. Pertanto I’ingrossamento di punto totale è più evidente nei toni medi, cioè nei valori intorno al 50%.La Figura 14-E rappresenta la curva caratteristica del «dot gain» per la stampa offset.
DENSITÀ DEI FONDI PIENI E INGROSSAMENTO DEL PUNTO (DOT GAIN)
La densità dei fondi pieni (SID) rappresenta la quantità di inchiostro depositata sulla carta. Molti studi di ricercahanno dimostrato che il valore SID influenza l’ingrossamento del punto in modo determi nante e in m isura supe-riore ad ogn i altro fattore. Franz Sigg, nel suo intervento alla Conferenza TAGA 1970, ha riferito i risultati di un suostudio nel quale sono evidenziate le variazioni della curva tonale di riproduzione in base allo spessore dello stra-to di inchiostro stampato. Più alta è la densità dei fondi pieni per una determi nata cond izione di stampa e mag-giore è I’aumento di densità dei toni medi (vedi Figura 14-F).
Lo stesso effetto sulla curva può essere illustrato mediante la misurazione di una scala stampata e il trasferimentodei dati su un diagramma di contrasto stampa, come il PC Paper del RIT; questo tipo di diagramma consente dimettere in rapporto i valori percentuali della pellicola retinata con le corrispondenti densità prodotte in stampa.Una linea retta dal punto zero al valore di denità del pieno (SID) rappresenta la curva teorica della «condizione distampa perfetta», cioè senza aumento ottico del punto. Nella Figura 14-F si nota chiaramente che la pendenzadella curva aumenta con I’aumentare della densità dell’inchiostro. Ancora più importante è l’effetto sul dot gainnei toni medi; infatti all’aumento della densità nei toni medi corrisponde una diminuzione di contrasto nelleombre, con tendenza all’appiattimento. Un aumento d’inchiostro sulla stampa può portare ad un risultato di ripro-duzione contrario a quello desiderato; si noti, inoltre, che aumentando la quantità d’inchiostro si sposta la parteripida della curva verso le alte luci, causando un’ulteriore perdita di contrasto nelle ombre e un generale appe-santimento della tonalità. E’ quindi importante mantenere la densità dei fondi pieni al valore ottimale per mini-mizzare l’ingrossamento del punto lungo tutta la gamma delle tonalità.
Il contrasto di stampa è determinabile nel corso della tiratura con alcune semplici misurazioni e con un facile cal-colo: si sottrae la densità di un fondino al 70% dalla densità del fondo pieno e si divide per la densità del fondopieno.
Fig. 14-CCause dell’aumentoottico del punto

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA La valutazione dell’ingrossamentodi punto (dot gain) Pag. n° 355
S.R.L.
EFFETTO DELLA CARTA SULL’INGROSSAMENTO DEL PUNTO
Gli operatori di macchina dicono che non è possibile stampare sulla carta di bassa qualità lo stesso livello diinchiostro della carta patinata a causa dell’impastamento delle immagini retinate. In pratica le caratteristiche
40
30
20
10
0 25 50 75 100
DOT GAIN
AREA DEL PUNTO RETINATO (%)
0.00.0
0.4
0.8
1.2
1.6
2.0
0.4 0.8 1.2 1.8 2.0 2.4 2.8
DE
NS
ITÀ
(R
IPR
OD
UZ
ION
E)
DENSITÀ (ORIGINALE)
SID
MAGENTA
Fig. 14-DAumento di punto perdifferenti diametri
Fig. 14-ECurva del dot gain perla stampa offset
Fig. 14-FInfluenza della densitàdei pieni (SID) sullariproduzione tonale: ladensità dei toni medidiminuisce con lariduzione della quantitàdi inchiostro

PARTE QUARTA La valutazione dell’ingrossamentodi punto (dot gain)
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 356
S.R.L.
superficiali della carta influenzano sensibilmente sia le zone retinate che i fondi pieni; infatti, mentre la lucidità del-le carte patinate rende lucido anche il film d’inchiostro elevando la densità dei pieni, la rugosità delle carte nontrattate fa penetrare l’inchiostro nelle fibre impedendo la formazione di uno strato lucido di alta densità. Per con-tro, la diffusione dell’inchiostro sulle superfici rugose e porose delle carte meno pregiate favorisce l’ingrossa-mento del punto; ne consegue che quando lo stampatore aumenta l’inchiostrazione cresce il dot gain nei tonimedi, ma la crescita di densità dei pieni rimane marginale.
Stan Rosen, durante il corso di laurea al Rochester Institute of Technology, ha verificato questa teoria (i cui risul-tati sperimentali non sono stati pubblicati) utilizzando un campione per prove costituito da diversi fondini retina-ti con differenti percentuali e lineature, stampando con una offset da foglio un assortimento irregolare di carte,mantenendo costante l’inchiostrazione per tutta la tiratura. I risultati sono stati secondo le previsioni: la densitàdei fondi pieni diminuisce con la diminuzione qualitativa della carta (vedi Figura 14-G). Partendo dal 50% di pun-to si raggiunge con una retta verticale il valore di densità prodotto, quindi si traccia una linea a destra fino al valo-re di stampa perfetta per scendere poi sulla percentuale di punto corrispondente; in questo modo è possibile rile-vare dal diagramma la percentuale di ingrossamento del punto.Si noti che quando l’inchiostrazione non varia, la percentuale di ingrossamento del punto rimane costante per tut-te le carte; questo sembra indicare che è la quantità d’inchiostro a determinare le variazioni di dot gain e non tan-to la qualità della carta.
LINEATURA DEL RETINO E INGROSSAMENTO DEL PUNTO
I dati rilevati da Rosen dimostrano anche l’influenza della lineatura del retino sull’ingrossamento del punto nellastampa litografica (vedi Figura 14-H). Il dot gain cresce nei toni medi in funzione della frequenza dei punti, peresempio passando da 25 a 60 linee al centimetro. Indipendentemente dal tipo di carta abbiamo un dot gain del2% con retinati a 25 linee/cm, del 15% a 48 linee/cm e del 28% a 60 linee/cm.
Un retinato a 25 linee non ha praticamente ingrossamento di punto, mentre a 60 linee l’ingrossamento è moltoelevato; il superamento della lineatura 60 può creare problemi seri in molti casi, quando le condizioni di stampae le caratteristiche di carta e inchiostro non siano ottimali. Alcuni stampatori sono in grado di stampare immagi-ni retinate a lineature molto fini, ma solo riservando speciale attenzione al tipo di caucciù, alla viscosità dell’in-chiostro, al bilanciamento acqua/inchiostro. Quando si usano lineature finissime occorre mantenere aperti i tonimedi e le ombre riducendo opportunamente la densità dei fondi pieni.
La maggior parte delle scale di controllo per la stampa litografica si basa sul rapporto tra la lineatura di retino e ildot gain; vengono usate normalmente lineature più fini di quelle delle immagini stampate, in modo che ogni mini-ma variazione nelle condizioni di stampa sia immediatamente evidenziata sulla scala di controllo, così che si pos-sa intervenire prima che venga interessata la qualità dell’immagine. Tra le scale di questo tipo segnaliamo laSharpness Gauge della GA TF.
C = CARTA PATINATAN = CARTA GIORNALEUC = CARTA NON PATINATA
DENSITÀ (ORIGINALE)
DE
NS
ITÀ
(RIP
RO
DU
ZIO
NE
)
C
UC
N
2,0
1,6
1,2
0,6
0,4
0,00,0 0,4 0,8 1,2 1,6 2,0 2,4 2,8 3,2
Fig. 14-GDensità dei pieni sudifferenti tipi di cartecon inchiostrazionecostante

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA La valutazione dell’ingrossamentodi punto (dot gain) Pag. n° 357
S.R.L.
ALTRI FATTORI CHE INFLUENZANO L’INGROSSAMENTO DEL PUNTO
Alan De Paoli, in uno studio sui fattori che influenzano il dot gain, giunge alla conclusione che l’ingrossamento dipunto dipende essenzialmente dal tipo di carta, dal tipo di inchiostro e dalla densità dei fondi pieni, mentre nonsarebbero in causa il tipo di caucciù, la pressione, la soluzione di bagnatura e la velocità di macchina.
Felix Brunner, in Eurostandard Cromalin, dimostra che le variazioni dimensionali dei punti influenzano le tonalitàdell’immagine assai più delle variazioni di densità dei colori pieni. In linea generale, aumentando le densità deicolori pieni aumentano proporzionalmente i valori di dot gain. Uno stampatore che voglia assicurarsi una tiraturacon tolleranze ristrette dovrebbe scegliere dei parametri di controllo tali da minimizzare il dot gain in un’areaabbastanza ampia; dovrebbe quindi stampare con una gamma ristretta di spessori d’inchiostro tale da non ave-re effetti considerevoli sull’ingrossamento del punto.
CHE COSA SIGNIFICA TUTTO CIO’?
• La densità dei fondi pieni deve essere ottimizzata per controllare il dot gain in determinate condizioni.Diminuendo questi valori si può diminuire il dot gain nei toni medi, ma si influenzano le ombre e si indebolisco-no i colori saturi e sovrapposti.
• La scelta della lineatura di retino deve rappresentare un compromesso tra un accettabile dot gain e una giustaresa dei dettagli, tenendo presente che una lineatura troppo fine può impastare le ombre.
• Con carte di qualità scadente si possono avere valori inferiori di densità nei pieni pur con un aumento dell’in-chiostro e un conseguente maggiore ingrossamento del punto.
CONTROLLO DELLA MACCHINA
Come già detto, I’ingrossamento del punto non è necessariamente un fattore negativo, purchè venga mantenu-to sotto controllo; questo fattore può essere calcolato in fase di selezione dei colori in funzione delle vostre effet-tive condizioni di stampa; ovviamente se queste selezioni rispondono alle vostre esigenze non è detto che pos-sano risolvere i problemi di altri stampatori.
L’aumento di contrasto (in gergo brillantamento) è un’operazione richiesta dallo stampatore quando le condizionidi stampa tendono ad aumentare la forza di punto nei toni medi e nelle luci. Consiste essenzialmente in una ridu-zione del punto sulle pellicole retinate o in una sovraesposizione nella copiatura su lastre positive. Le lastre ten-dono a contrastarsi con l’usura, mentre l’inchiostrazione in macchina non ha grande influenza sul contrasto e nonconsente di ridurre le forza nelle luci.
Se le condizioni di stampa sono costanti è possibile diagrammare le principali caratteristiche e regolare le curve
30
20
10
0,00,0 20 40 60 80 100
RETINO A 25 LINEE
% PUNTO (ORIGINALE)D
OT
GA
IN
RETINO A 60 LINEEFig. 14-HInfluenza della lineaturasul dot gain

PARTE QUARTA La valutazione dell’ingrossamentodi punto (dot gain)
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 358
S.R.L.
di retinatura in funzione del dot gain; i toni medi possono essere programmati ai corretti valori di densità e per-centuale di punto senza eccessive difficoltà.
Un’eccessiva fluttuazione del dot gain nel corso della tiratura può provocare gravi cambiamenti di colore. Unoperatore di macchina stampa i colori di quadricromia per produrre determinate tinte composte in base allasovrapposizione di differenti forze di Cyan, Magenta, Giallo e Nero. Se la percentuale di punto di un printer, peresempio il Magenta, cambia nel tono medio dal 50% al 60% si possono verificare notevoli sbilanciamenti cro-matici: le carnagioni tendono al rosso, i toni neutri diventano rosati, i verdi si sporcano, i cieli azzurri si tingono dirosa. Nel caso del giallo le variazioni sono meno visibili ad occhio nudo anche se i suoi valori di dot gain sonomolto alti; è quindi indispensabile ricorrere al densitometro. In ogni caso è compito delloperatore regolare oppor-tunamente l’inchiostrazione in modo che i risultati di stampa siano costanti pur dovendo Qualità e produttivitànell’industria grafica abbassare, in certi casi, la densità dei pieni; occorre però evitare un eccesso in questa dire-zione per non danneggiare la saturazione delle tinte forti.
ANALISI DU PONT DELLE CONDIZIONI Dl STAMPA PER L’OFFSET DA FOGLIO
La Società Du Pont ha svolto uno studio statistico/analitico delle condizioni di stampa i cui risultati sono stati rac-colti nella sua pubblicazione North American Commercial Print Survey. I dati raccolti si riferiscono a 60 aziendegrafiche americane analizzate negli anni 1987 e 1988. Lo studio esamina le tecniche di stampa e le tendenze alfine di determinare quali sono gli standard seguiti dall’industria grafica. Per esempio, è risultato che l’84 per cen-to degli stampatori usa la sequenza di stampa Nero-Cyan-Magenta-Giallo, il 7 per cento Cyan-Magenta-Giallo-Nero e il 4 per cento Giallo-Cyan-Magenta-Nero. La tabella 14-2 presenta i dati relativi alle densità, al dot gain,
Tabella 14-2 Analisi Du Pont offset da foglio, 1988
Cyan Magenta Giallo Nero
Densità pieno
alta 1.70 1.78 1.50 2.00
media 1.35 1.42 1.23 1.68
bassa 1.10 1.12 1.00 1.33
differenza 0.60 0.66 0.50 0.67
Dot gain totale
alto 28 36 28 45
medio 20 20 18 23
basso 10 8 6 10
differenza 18 28 22 35
Errore di tinta
alto 23 48 8.2
medio 20 43 5.0
basso 18 35 2.5
differenza 05 13 5.7
Grigio
alto 14.7 14.8 3.5
medio 9.4 11.5 1.9
basso 7.6 9.6 0.8
differenza 7.1 5.2 2.7
Trapping Rosso Verde Blu
alto 100 48 94
medio 70 43 72
basso 52 35 46
differenza 48 13 48

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA La valutazione dell’ingrossamentodi punto (dot gain) Pag. n° 359
S.R.L.
all’errore di tinta e alla sovrapposizione degli inchiostri (trapping). I valori di area del punto sono stati letti sul gra-dino del 50% per un retinato a 60 linee/cm.7
MISURAZIONE DELL’AREA DEL PUNTO
Per la misurazione precisa dell’area dei punti occorre il densitometro, in quanto l’occhio umano non è affidabileper questo scopo. Questa misura si effettua sulla pellicola retinata azzerando un densitometro a trasmissione sulbordo trasparente del film o su una zona di punto minimo tutto alonato (senza nucleo), nel caso di retinatura conpunto morbido.
L’area del punto ottica (ODA) è costituita dalla quantità di luce assorbita dalla zona retinata in esame, stampatasul supporto (carta). E’ espressa come valore percentuale della superficie coperta dai punti stampati per ottene-re una certa densità, assumendo che non ci sia stato schiacciamento dei punti e che la superficie bianca del sup-porto rifletta il 100 per cento. Per calcolare l’area del punto ottica si usa l’equazione di Murray e Davies, metten-do in relazione i valori della densità ottica con la riflettanza.Il valore ottenuto di area del punto ottica (ODA) indical’area totale coperta dai punti quando esistano «condizioni di stampa perfette». Talora questo valore vieneespresso come area effettiva del punto (EDA) quando si tenga conto di altri fattori, come l’insufficiente riflessio-ne della superficie carta, I’eccesso di assorbimento luminoso dell’inchiostro e la diffusione della luce ad opera delsupporto carta. Il valore di riflettanza così ottenuto può essere uguale a quello di un punto più grande stampatoin condizioni ottimali. Un 50% con un alto dot gain può avere la stessa densità di un punto al 70% con una stam-pa perfetta. All’esame visivo con un lentino a 10 ingrandimenti il punto stampato può apparire più piccolo di quel-lo previsto dal calcolo.
Il valore ODA rappresenta una misurazione totale dell’area di punto che tiene in considerazione il dot gain fisico(schiacciamento/ingrossamento reale) e quello ottico. In effetti questa misura mette in relazione la quantità tota-le di luce riflessa dal fondo retinato con quella riflessa dal fondo pieno. Possiamo calcolare l’entità del dot gainse conosciamo il valore percentuale di punto della pellicola retinata, anche se non possiamo sempre individuarela causa precisa di un particolare ingrossamento del punto.
L’area del punto fisica (PDA) è la misura reale del punto che esclude dal calcolo il dot gain ottico; per il calcolo diquest’area si usa l’equazione di Yule-Nielson. Per quanto riguarda poi gli aspetti pratici della misura fisica delpunto connessi alla lineatura delle immagini retinate, occorre ricordare che gli stampatori hanno sempre risoltosemplicisticamente l’interazione carta-lineatura usando retinati a basso numero di linee per le carte scadenti e alineature fini per le carte di qualità superiore.
Per misurare l’area del punto occorre prima di tutto azzerare il densitometro sul bianco della carta, indi effettua-re le misurazioni sul fondo pieno e sui fondini retinati. Molti densitometri danno direttamente il valore di area delpunto sul display e sono, quindi, più pratici di quelli a misura densitometrica, che richiedono una tabella di con-versione. Con l’aiuto di un piccolo calcolatore si possono ottenere i valori di area del punto ottica (ODA) o di areafisica (PDA).Con l’inserimento del coefficiente correttivo n = 1.6 si ottiene un’approssimazione media di area che tiene contodi numerosi fattori, come l’effetto diffusione, la lineatura del retinato, il tipo di carta ecc.

PARTE QUARTA Determinazione dello spessore ideale dellostrato d’inchiostro
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 360
S.R.L.
DETERMINAZIONE DELLO SPESSORE IDEALE DELLO STRATO D’lNCHIOSTRO
La quantità d’inchiostro stampato influenza direttamente il contrasto di stampa e l’ingrossamento del punto; per-tanto è importante determinare l’esatto spessore dello strato inchiostro stabilendo, nel contempo, un livelloragionevole di dot gain in funzione della forza di colore che vogliamo ottenere. Le quantità dei tre inchiostri delprocesso (Cyan, Magenta, Giallo) sono determinanti per il bilanciamento cromatico e devono essere prestabilitetenendo conto di vari fattori.
Tabella 14-3 Densità d’inchiostro tipiche per offset
Carta patinata Carta non patinataGiallo 0.90 Giallo 0.80
Magenta 1.30 Magenta 1.15
Cyan 1.30 Cyan 1.15
Nero 1.60 Nero 1.40
L’inchiostro Magenta produce normalmente un considerevole ingrossamento del punto, inoltre è la densità delMagenta che determina il livello di inchiostrazione per i tre colori; nella pratica, quindi, si regola il Magenta inmodo che stampi ad un livello intorno all’80 per cento di quella densità (misurata con un densitometro dotato difiltri a banda larga). L’inchiostro Cyan viene stampato normalmente ad una densità simile a quella del Magenta.Va ricordato che tutte le misurazioni vanno effettuate con il filtro complementare al colore dell’inchiostro in esa-me. La Tabella 14-3 riporta alcuni valori densitometrici tipici per la stampa offset a quattro colori.
MACCHINA DA STAMPA MONOCOLORE
In genere, su una macchina monocolore si stampa per primo il Cyan seguito dal Giallo, in modo da poter regola-re la composizione dei verdi; il Maqenta viene stampato per terzo. Il bilanciamento dei colori può essere control-lato visivamente e la densità del pieno di Magenta può essere utilizzata come elemento di regolazione per cor-reggere i rossi e le carnagioni. La sequenza C-G-M fornisce la migliore possibilità di controllo anche all’ultimominuto.
MACCHINA DA STAMPA BICOLORE
Sulla bicolore si stampano normalmente il Giallo e il Nero nel primo passaggio e il Cyan seguito dal Magenta nelsecondo passaggio; in questo modo si dispone di una buona possibilità di controllo sul bilanciamento cromati-co e tonale.
Alla conferenza IARIGAI 1977, I’ing. Blokhuis ha presentato una relazione intitolata «L’effetto sulla qualità di stam-pa dei vari livelli d’inchiostrazione nella stampa offset a quattro colori»; nella sua indagine sulle condizioni distampa litografica, Blokhuis ha trovato che lo spessore dell’inchiostro Magenta ha la maggiore influenza sullevariazioni di tinta rispetto agli altri due inchiostri del processo colore e che la densità dei fondi pieni condizionamaggiormente la resa delle ombre e solo marginalmente le alte luci. Ciò riconferma l’importanza di avere i puntidelle alte luci già corretti sulla pellicola, in quanto non è possibile compensare in macchina le imperfezioni di que-sta parte della curva tonale.
Misurando le caselle retinate per il bilanciamento del grigio sulle apposite scale di controllo, è possibile regolarela corretta quantità di inchiostro al fine del bilanciamento cromatico. Oggigiorno le scale dei grigi retinate sonocalibrate per produrre i grigi neutri quando le densità dei pieni di colore sono equilibrate e le forze di punto sonostampate correttamente secondo i valori della Tabella 14-4. Nel corso della tiratura queste scale diventano un uti-le strumento di controllo del bilanciamento dei grigi e della costanza d’inchiostrazione; è possibile utilizzare unascala di grigi stampata in precedenza con il solo inchiostro nero per un confronto visivo diretto con le scale stam-pate in tricromia, in condizioni standardizzate d’illuminazione a 5000K. Una raccomandazione. non fidatevi delvostro occhio per determinare il grigio neutro, può essere facilmente ingannato.

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Determinazione dello spessore ideale dellostrato d’inchiostro Pag. n° 361
S.R.L.
Tabella 14-4 Percentuali di punto che producono i grigi bilanciati nellamaggioranza delle macchine
Cyan Magenta GialloAlte luci 7% 5% 5%
Toni medi 63% 50% 50%
Ombre 97% 90% 90%
Una volta che le forze e il bilanciamento degli inchiostri sono stati ottimizzati per una determinata macchina e perogni tipo di carta, questi valori possono essere usati come punto di partenza per ottenere il colore giusto per ognilavoro. Può essere necessario effettuare alcuni scostamenti da queste densità ideali”, ma ciò èammissibile quando si tratti di soddisfare le richieste di un cliente, o di avvicinarsi maggiormente al risultato diuna prova, o di correggere ulteriormente una selezione ancora imperfetta.
CONDIZIONI Dl OSSERVAZIONE VISIVA
Il colore apparente sul foglio di macchina cambia secondo le differenti condizioni di illuminazione del foglio stes-so; questa è la ragione per la quale si deve insistere affinche vengano utilizzate le corrette condizioni di osserva-zione visiva stabilite dagli standard dell’ANSI (Istituto nazionale americano di standardizzazione).Nell’industria grafica queste condizioni sono standardizzate con illuminazione alla temperatura di colore di5000K.
Le specifiche dell’ANSI comprendono le seguenti raccomandazioni: il livello di illuminazione deve essere di 200candele/piede; nella zona destinata all’esame visivo dei fogli non devono esistere sorgenti di luce parassite epareti colorate; le lampade devono essere sostituite ogni 2500 ore.
Un’altra importante raccomandazione: non fidatevi della memoria quando giudicate il colore; questo tipo di giu-dizio richiede il confronto diretto tra la prova OK e il foglio di macchina. Le zone da valutare devono essere posteaffiancate in modo che siano viste simultaneamente, per questo occorre talvolta piegare il foglio di macchina otagliarne una parte. Non è mai consigliabile confrontare il foglio di macchina con le diapositive originali; questotipo di confronto, non sempre significativo, comporterebbe, comunque, due sistemi ottici differenti per vedere intrasparenza e in riflessione con la stessa temperatura di colore.

PARTE QUARTA Controllo colore nel reparto stampa
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 362
S.R.L.
CONTROLLO COLORE NEL REPARTO STAMPA
Nelle Arti Grafiche si continua a parlare e a scrivere molto a proposito del controllo del colore e negli ultimi annisi è sviluppata una notevole esperienza sulle variazioni della resa cromatica in stampa e sulle cause che le deter-minano. Oggi, dopo gli ultimi sviluppi della tecnologia, con l’aumentata presenza dell’elettronica e dell’informati-ca, possiamo dire che il controllo totale del colore in stampa è un fatto acquisito.
É ormai assodato che l’approvazione al foglio di macchina scaturisce dal confronto con una prova colore indi-cante i desideri del cliente, dopodiché la macchina viene tenuta sotto controllo per assicurare la costanza dellatonalità cromatica nel corso della tiratura. Nonostante le inevitabili fluttuazioni di alcuni fattori, è possibile man-tenere la costanza del risultato variando opportunamente la densità dei fondi pieni; ciò si attua con l’uso di undensitometro, che può anche non essere un densitometro per la misura del colore.
PROCEDURE PER IL CONTROLLO DEL COLORE
Dal punto di vista del cliente il controllo del colore deve assicurare la realizzazione di un prodotto senza variazio-ni di tinta o di intensità per tutta la tiratura. L’idea che tenendo costante la densità dei pieni si riesca ad ottenerela costanza del colore nel corso della tiratura è una reminiscenza dei tempi passati, quando la stampa in quadri-cromia veniva effettuata con macchine monocolore.Oggi, con l’uso delle quattro colori, questo concetto non è più valido; infatti gli operatori di queste macchine ten-dono a modificare le densità dei pieni d’inchiostro per controllare la tonalità e la forza di colore in funzione dellevariabili del processo di stampa.
Le condizioni di variabilità su una macchina da stampa sono numerose; George Leyda, della 3M, ha segnalatonel rapporto al meeting TAGA dell’84 che sono stati rilevati almeno 100 fattori determinanti nel test per la stam-pa condotto dalla Graphic Communication Association (GCA) nel 1983. Per controllare adeguatamente una mac-china da stampa offset dovrebbero esistere, su ogni elemento, delle manopole di regolazione per il dot gain,I’allungamento di punto, lo sdoppiamento, il trapping ecc.; la console di una macchina offset sembrerebbe cosìil quadro comandi di una cabina di pilotaggio; invece ogni elemento stampa dispone solo di due controlli basila-ri: uno per l’inchiostro e uno per l’acqua.
LA SEQUENZA DEL CONTROLLO COLORE
L’attuale procedura per ottimizzare il controllo del colore usa la sequenza indicata qui di seguito:
1. Controllo delle condizioni di stampa. Determinare la corretta sequenza di stampa; ottimizzare le densità deipieni per il massimo contrasto di stampa; regolare il bilanciamento dei colori sovrapposti calibrandola quantitàd’inchiostro in base al dot gain e al trapping.
2. Calibrazione del sistema di prova. La prova dovrebbe simulare visivamente il risultato ottenuto nelle condizio-ni sopra stabilite.
3. Esecuzione di una prova colori da una selezione. Utilizzare il metodo calibrato e le procedure di controllo sta-bilite in modo che la prova risulti corretta e costante.
4. Ottenimento dell’OK del cliente per la prova. Il cliente si aspetta una tiratura con la stessa qualità visiva dellaprova.
5. Regolazione della macchina da stampa. Le zone retinate con i vari colori composti prodotte sul foglio campio-ne devono apparire uguali alle zone corrispondenti sulla prova OK, sia per la colorazione che per la saturazio-ne.
6. Correzione delle densita dei fondi pieni sui fogli di produzione per ottenere la costanza qualitativa. Ogni ripro-duzione deve apparire con la stessa tonalità di colore anche se possono cambiare le caratteristiche di dot gain,trapping, allungamento o sdoppiamento del punto ecc.

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Controllo colore nel reparto stampa Pag. n° 363
S.R.L.
L’IMPORTANZA DELLA PROVA COLORE
Sembrerebbe, da quanto detto, che l’industria grafica si sforzi di regolare il metodo di prova in modo da ugua-gliare visivamente i risultati di macchina, per poi regolare la macchina in modo che la produzione risulti ugualealla prova. Ci troviamo, forse, in un circolo vizioso nel tentativo di rincorrere il perfetto controllo del colore; tutta-via, alla luce dei risultati, possiamo dire che questo strano processo sta funzionano in modo positivo.
Gary Field asseriva, durante la riunione del Comitato colore TAGA 1983, che per definire correttamente il coloredobbiamo usare le parole per descriverlo, le misurazioni per quantificarlo, o affidarci a una referenza fisica peresemplificarne gli attributi desiderath. La prova colore è, in effetti, un termine di contratto tra il cliente e lo stam-patore; in altre parole costituisce una enunciazione in forma visiva di come dovrebbe apparire la stampa secon-do il cliente e di ciò che lo stampatore ha promesso di produrre. La tecnica più efficiente per ottenere il controllodel colore si basa oggi sulla prova colore usata come standard; si tratta, senza dubbio, di una referenza fisicamolto attendibile che non richiede descrizioni verbali e che può essere utilizzata dalle persone interessate percomunicare effettivamente ciò che si desidera in termini di riproduzione.
Una prova colore, per poter essere utile, deve uguagliare il prodotto stampato, ma deve anche assicurare ripeti-bilità e costanza.
Proprio in virtù di queste caratteristiche la prova colore è divenuta il metodo di comunicazione del colore più uti-lizzato dall’industria grafica.
IL CONTROLLO DELLE VARIABILI
Nel corso degli anni si è giunti da più parti alla stessa conclusione: ci sono variabili più importanti della densitàdei fondi pieni; infatti è possibile vedere delle buone stampe con densità basse e con densità alte. Viceversa lestampe scadenti hanno sempre un eccessivo ingrossamento del punto che determina toni eccessivamente scu-ri e colori sfasati.
La grande diffusione delle macchine a quattro colori ha certamente contribuito al generale miglioramento dellaqualità di stampa, ma non ha fatto registrare un’adeguata diffusione del densitometro nei controlli in macchina,come era logico sperare.
Gli operatori, purtroppo, tendono a regolare la macchina per ottenere l’uguaglianza con la prova basandosiesclusivamente sulla valutazione visiva; essi regolano l’inchiostrazione come se dovessero correggere il bilan-ciamento cromatico su un televisore.Certamente questa tecnica approssimativa lascia molto perplessi e ci si chiede come possa l’occhio di un mac-chinista, per quanto esperto, sostituirsi al densitometro.
Richard Maurer, noto esperto della Kodak in campo grafico, nel suo intervento alla conferenza TAGA del 1975,intitolato Relazione tra lo spessore dell’inchiostro nella stampa a colori e il processo di riproduzione, ha riferito suirisultati delle sue esperienze, effettuate variando sensibilmente le densità dei pieni di Giallo e di Magenta nel cor-so della tiratura, ma regolando correttamente la tonalità delle selezioni in funzione della stampa. Egli ha trovatoche l’uguaglianza delle tonalità di colore è un fattore più importante della quantità di inchiostro trasferito; infatti èriuscito ad ottenere ottime stampe anche con bassi spessori di inchiostro, per cui non ci sarebbe alcun vantag-gio ad usare alti livelli d’inchiostrazione.
John Gaston, nella sua tesi di laurea all’RlT, riferisce che gli operatori del controllo di qualità sono più sensibili allevariazioni di tonalità del colore che non alle differenze di densità dei fondi pieni.Chikashi Hashimoto, anche lui laureato dell’RlT, con la sua tesi ha approfondito i problemi del controllo colorenella produzione di etichette, dimostrando che il controllo delle tinte risulta molto più efficace quando gli opera-tori alla macchina usano il densitometro in appoggio alla valutazione visiva.4 Dal canto suo Daniel Lake, nella suatesi per il Master all’RlT, ha messo in evidenza le correlazioni tra le misure di densità dei fondi pieni e le variazio-ni di tonalità nelle aree retinate dell’immagine. Egli ha notato, in particolare, che una macchina sotto controllo rie-sce a produrre una qualità accettabile pur con delle variazioni di densità del Magenta intorno a 0.20( + /-0.10).
Felix Brunner ha dimostrato pubblicamente, a Spectrum 83 e in Eurostandard Cromalin, che le variazioni di dotgain possono influenzare il colore della riproduzione stampata assai di più delle differenze di densità dei fondi pie-

PARTE QUARTA Controllo colore nel reparto stampa
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 364
S.R.L.
ni; egli ha sostenuto infatti che è di fondamentale importanzatenere sotto controllo l’ingrossamento del punto.
Le prove di tiratura effettuate dalla GCA nell’82 su 16 rotative web offset hanno dimostrato quanto siano impor-tanti i colori composti per sovrapposizione ai fini del controllo da parte degli operatori alla macchina (vedi capi-tolo precedente). Ogni squadra di macchinisti aveva ricevuto una composizione di prova da stampare insieme adun’immagine pubblicitaria nelle normali condizioni di produzione.Le analisi con I’esagono GATF hanno rilevato che ogni squadra aveva prodotto i colori composti molto simili peril trapping, il dot gain e gli altri fattori di stampa. Questo fatto è molto significativo dato che le squadre non ave-vano avuto modo di scambiarsi informazioni né di riferirsi ad una prova colore o ad un test precedente.
La conclusione e evidente: il controllo dei fondini retinati sovrappostiperla tonalità e la forza dei colori costituiscel’elemento più importante su cui operare.
La tonalità del colore è più importante della sua forza o saturazione; infatti se chiediamo a chi acquista i prodot-ti della stampa quale sia il criterio base di giudizio sulla qualità, la risposta più comune è: una riproduzione con icolori voluti dal cliente. In altre parole l’elemento fondamentale è la fedeltà del colore, non la quantità d’inchiostroche abbiamo depositato sulla carta.
IL CONTROLLO DEL COLORE CON IL DENSITOMETRO
Gli operatori alla macchina, come si è detto, correggono le inevitabili variazioni dei fattori di stampa regolandol’inchiostrazione in modo da produrre una tonalità di colore costante nelle aree dei colori composti. Ma le varia-zioni di tonalità in queste aree sono dovute alle variazioni del dot gain, prodotte, in massima parte, dalle continuemodifiche al livello di inchiostrazione da parte degli operatori che cercano di mantenere, o di ristabilire,I’uguaglianza con il foglio campione. Per cui deve risultare utile agire in senso contrario controllando le variazio-ni di dot gain intervenendo sulle densità dei fondi pieni.
Automatizzando il processo è possibile ottenere un miglior controllo; dato che il controllo in macchina si basaprincipalmente sul livello d’inchiostrazione, dovrebbe essere possibile quantificare i valori desiderati dei fondiretinati e misurarne la densità invece di misurare i fondi pieni. A causa del fenomeno di fusione ottica del mosai-co di punti, I’osservatore vede il colore totale dell’area come quantità di radiazioni primarie, Rosso-Verde-Blu,riflesse dall’area stessa; pertanto le variazioni di dot gain e trapping hanno un effetto notevole sulla visione cro-matica dell’osservatore. É quindi logico effettuare le misurazioni dei colori stampati secondo le componenti pri-marie (R-V-B) confrontando questi valori con le corrispondenti letture del foglio campione.
Ricerche recenti hanno dimostrato la validità della misura colorimetrica in sostituzione di quella densitometrica;in attesa di poter dare ampia informazione su questa nuova metodologia e tenuto conto della diffusione attualedei densitometri a riflessione, ci sembra giusto ricordare che un densitometro usato correttamente è più che suf-ficiente per misurare la riflettanza Rosso-Verde-Blu di un’area colorata. Una procedura automatizzata può utiliz-zare uno dei cosiddetti densitometri intelligenti per misurare la prova colore o il foglio campione e determinare ivalori guida, o valori di controllo, di particolari zone all’interno dell’area stampata. Questi valori possono essereconfrontati immediatamente con i corrispondenti valori rilevati in macchina al passaggio del foglio.
Questo tipo di densitometro automatico è in grado di indicare simultaneamente le letture con i tre filtri di ogni areamisurata; queste letture effettuate sul foglio campione servono come valori guida per le misurazioni in macchinasui fogli della tiratura, per determinare i corrispondenti contenuti di Cyan, Magenta e Giallo.
L’azzeramento del densitometro viene fatto sul foglio campione, dopodiché le letture sui fogli di produzione sonoconfrontate con quelle del campione per rilevare se i contenuti di C-M-G sono uguali o differenti. Se i valori delfoglio di produzione sono diversi da zero, significa che l’immagine non è più uguale a quella del campione e cheoccorre un’azione correttiva; la correzione necessaria viene automaticamente indicata dal display del densito-metro per le tre letture simultanee. Queste letture, ovviamente, non rilevano quale parametro è cambiato nellecondizioni di stampa, ma indicano esattamente quali densità d’inchiostro sono necessarie per compensare lavariazione e ripristinare il bilanciamento dei colori.
Può capitare di avere la corretta tonalità di colore senza la corretta saturazione; in questo caso le tre letture indi-cheranno un errore la cui correzione sarà rappresentata dal livello di bilanciamento richiesto. Il mantenimento del-l’equilibrio cromatico è molto più critico del mantenimento della forza di colore.

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Controllo colore nel reparto stampa Pag. n° 365
S.R.L.
A questo punto ciò che non conosciamo è l’entità delle variazioni accettabili, sia per la tonalità che per la forza dicolore; quando questo valore può essere definito se ne può determinare l’algoritmo e programmarlo nel sistema.In base all’esperienza ci sembra di poter affermare che la procedura risulta più attendibile se effettuiamo l’azze-ramento del densitometro su una prova che su un foglio di macchina.
CHIUDERE IL CIRCUITO
Con la tecnologia oggi disponibile è già possibile applicare in modo totalmente automatizzato i principi sopraenunciati creando una macchina in grado di emettere un segnale d’allarme non appena si determina uno sco-stamento dalle condizioni standard. E’ormai realtà il sistema a circuito chiuso per il controllo dei settori d’inchio-strazione dei calamai, e le macchine dell’ultima generazione sono già dotate di questo dispositivo. Le marchetecnologicamente più avanzate dispongono anche di un rilevatore del livello di bagnatura. I densitometri a micro-processori sono in grado di effettuare molteplici calcoli e numerosi punti di controllo possono essere program-mati sul foglio macchina per controllare la costanza di produzione. Con l’uso di una tavola digitalizzata è possi-bile stabilire le coordinate x e y per ogni punto di lettura e sono stati realizzati nuovi modelli di densitometri chepossono essere posizionati secondo le coordinate prestabilite. Presentati alla Drupa 82 come possibili soluzionifuture, questi sistemi appartengono ormai alla tecnologia corrente. I densitometri sulla macchina o sulla consoledi controllo possono essere usati per leggere aree specifiche su fogli macchina senza dover dipendere dalle pic-cole barre di controllo, talvolta non disponibili per motivi di spazio.
Utilizzando la tecnologia odierna e le conoscenze sul controllo del colore, I’industria grafica deve essere in gra-do di controllare il colore in modo totalmente automatizzato. I costruttori di macchine e di strumenti hanno sfog-giato alla recente Drupa 90 tutta la gamma delle possibili soluzioni, comprendenti l’uso di telecamere a CCD, dispettrofotometri a scansione, di scanner per lastre, di sistemi a ciclo chiuso per il controllo della bagnatura; il tut-to in un quadro di sistematizzazione globale con l’assistenza di calcolatori sempre più piccoli, ma sempre piùsofisticati. Il risultato di questa nuova invasione elettronica/informatica nel nostro campo dovrebbe essere unmiglior controllo della stampa a colori, una maggiore costanza di produzione e, dulcis in fundo, clienti più soddi-sfatti.

PARTE QUARTA Sistemi di controllo del colore
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 366
S.R.L.
SISTEMI Dl CONTROLLO DEL COLORE
Il controllo del colore è, da sempre, un impegno prioritario per l’industria grafica che può contare su un grannumero di sistemi di controllo per le macchine da stampa in uso in ogni parte del mondo.Tutti questi sistemi hanno gli stessi obiettivi:
• ottimizzare le molteplici condizioni di stampa,
• assicurare la costanza del colore mediante il controllo delle caratteristiche di stampa.
La maggioranza di questi sistemi utilizza strumenti di prova simili tra loro, pur con differenti configurazioni, costi-tuiti da scale e mire di controllo con fondi pieni e retinati, singoli e a colori sovrapposti, tint a tre colori per il bilan-ciamento dei grigi, per il dot gain e lo sdoppiamento, per il controllo dell’esposizione lastre.
Per molti anni si è cercato di rendere costante il colore controllando le densità dei fondi pieni, ma ci si è resi con-to che è più importante guardare all’effetto totale prodotto dai vari parametri di stampa. Per monitorizzare que-ste caratteristiche sono state realizzate apposite strisce di controllo e speciali tabelle di prova che consentono dideterminare quando esiste un certo tipo di problema o quando un parametro è fuori standard, fornendo anche learee per un’accurata misurazione.
Come già detto in questo stesso capitolo, il cliente si aspetta tonalità di colore costanti e fedeli nel suo prodotto;le tonalità sono generate dalla sovrapposizione dei punti dei retinati e, in gran parte, dai punti affiancati. Unavariazione di densità nei fondi pieni produce anche una variazione di dimensione dei punti, con conseguentecambio della tonalità di colore.
Una certa quantità di dot gain è sempre presente e può essere tollerata purchè sia costante; la presenza di unragionevole ingrossamento di punto può essere faci I mente compensata i n fase di preparazione delle pellicoleretinate.
Il più efficiente controllo del colore si ottiene operando su due elementi: la tonalità della stampa e il dot gain diogni singolo colore; quindi la densità dei pieni d’inchiostro deve essere variata per mantenere costanti tonalità esaturazione.
Questa condizione è analoga al controllo della velocità nell’automobile; non si misura la corsa del pedale del-l’acceleratore, ma la velocità effettiva del veicolo; nell’esempio l’acceleratore rappresenta la misura del punto ela velocità rappresenta la densità.
In una riproduzione a colori è importante la densità o il tono che si vede, non la misura del punto, dato che l’oc-chio non vede i singoli punti, ma l’apparenza generale creata dai punti. Se la tonalità appare corretta all’osserva-tore significa che le dimensioni dei punti sono corrette, indipendentemente dalla percentuale di dot gain del pro-cesso.
Ci sono diversi sistemi di controllo a disposizione, sviluppati per controllare l’effetto ottico globale delle numero-se caratteristiche di stampa; qui di seguito ne illustriamo alcuni con le loro differenze e similarità.
SISTEMA BRUNNER
L’interesse universale per il Sistema Brunner è pienamente giustificato; Felix Brunner, di Locarno Svizzera, ha svi-luppato e perfezionato il suo sistema fin dal 1973 e insieme ai suoi soci ha studiato migliaia di macchine da stam-pa in Europa e negli Stati Uniti.Grazie allo sviluppo di questo enorme data basen Brunner è stato in grado di paragonare le diverse condizioni distampa e di giungere a utili conclusioni.
Egli sostiene che il controllo colore richiede il controllo della fedeltà di tinta, della gradualità dei toni e della niti-dezza. Il colore ha una gamma di tolleranza, una dimensione di variazione accettabile; le tolleranze orizzontali siriferiscono alle variazioni all’interno del foglio stampato, quelle verticali si riferiscono alle variazioni nel corso del-la tiratura.
Il colore può variare in luminosità, saturazione e tinta. La luminosità può essere influenzata dalle variazioni nelle

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Sistemi di controllo del colore Pag. n° 367
S.R.L.
tinte composte e dalla quantità di inchiostro Nero; la tinta può cambiare secondo tre direzioni, può avere più omeno Cyan, più o meno Magenta, più o meno Giallo. Quando i tre colori hanno lo stesso dot gain il risultato puòessere accettabile; un +/- 2% di differenza nel dot gain fra i tre colori può essere appena visibile, mentre una dif-ferenza intorno al 4% è al limite dell’accettabilità.
Al suo seminario, Brunner illustra l’importanza del dot gain costante mostrando differenti serie di fogli di macchi-na: una serie ha differenti dot gain per ogni colore ma densità dei pieni simili; un’altra serie ha dot gain simili madifferenti densità dei pieni; una terza serie presenta dot gain costanti e densità dei fondi pieni molto vicine.Questi esempi dimostrano che con valori simili di dot gain per i tre colori si producono risultati accettabili, men-tre quando i dot gain sono diversi i risultati sono da scartare. Questo fatto è stato anche riferito da Richerd Maurernel suo intervento alla Conferenza TAGA 75. La ricerca di Brunner conferma che il controllo del dot gain è il piùsignificativo per garantire la fedeltà e la costanza del tono di colore.
La striscia di controllo stampa Sistema Brunner contiene molti elementi, tuttavia le mire a microlinee per misura-re e controllare il dot gain sono la base principale del sistema.
L’elemento «Supermicromeasuring» costituisce il fulcro del Sistema Brunner; è l’equivalente di un retinato a 60linee/cm e consiste in una mira di punti rotondi da 1/2% a 99 1/2%, punti quadrati al 50%, linee parallele oriz-zontali e verticali al 50%, crocini negativi e positivi. Dato che l’allungamento del punto è, in pratica, un dot gaindirezionale, le linee parallele funzionano come mire di controllo di questo allungamento (slur).
Brunner ha posto un fondino a 25 linee/cm al 50% affiancato all’elemento «supermicromeasuring» per facilitarela misurazione con qualsiasi densitometro a riflessione. Dato che un retinato a 25 linee ha pochissimo dot gainrispetto ad un 60 linee, si misurano con i filtri complementari le densità del 50% per entrambe le lineature; alladifferenza si aggiunge il valore fisso 0.05 e si ottiene il valore approssimato del dot gain per il sistema lastra/stam-pa. Ci spieghiamo con un esempio:
densità retinato 60 l. 0.55 -densità retinato 25 l. 0.40 =
differenza di densità 0.15 +valore fisso 0.05 =
dot gain totale 60 l. 0.20 cioè 20%
Questo valore è indicativo per un retinato a 60 linee e sarà diverso per altre lineature. Il dot gain ottico è sempremaggiore con retinati a lineature più fini in quanto è maggiore il numero di punti e quindi il numero delle periferieche si allargano e si schiacciano. Brunner dice che su questo fattore si basa la teoria della zona di bordo perchèil dot gain ottico è funzione dello schiacciamento radiale e della circonferenza del punto.
Le curve . «isocontour» TM indicano il profilo dell’area di punto da 0%a 100%per una determinata condizione di
Fig. 15-AL’elemento«Supermicromeasuring»del Sistema Brunnerfortemente ingrandito

PARTE QUARTA Sistemi di controllo del colore
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 368
S.R.L.
lastra e stampa. Le misurazioni devono essere fatte in base alla lineatura utilizzata applicando la formula diMurray-Davies che consente di ottenere l’area totale del punto ottico (ODA) detta anche area effettiva del punto(EDA).
La misurazione del dot gain utilizzando il metodo Brunner consente di compensare le differenze strumentali deidensitometri; Brunner consiglia infatti di usare un densitometro a riflessione non polarizzato con filtri a bandastretta e con un’apertura minima di 3,5 mm.
L’elemento «supermicromeasuring» può anche essere usato per valutare la risoluzione della lastra; quando lacroce negativa e quella positiva, osservate con lo speciale microscopio Brunner a 25 ingrandimenti, si presenta-no di uguale dimensione, significa che la lastra è esposta correttamente.
I campi a microlinee costituiscono un altro elemento per stabilire se l’esposizione della pellicola o della lastra ècorretta; essi hanno dimostrato di essere più precisi delle scale a gradini usate correntemente per molti anni.Tuttavia Brunner mette in guardia sul fatto che le microlinee possono risultare meno valide quando vengano usa-te su lastre a bassa risoluzione. Come riferimento pratico per le lastre positive, è da considerarsi corretta I ‘espo-sizione che mantiene nitido e completo il gradino 11 micron e perde parzialmente il gradino 8 micron. Rolf Bossee Werner Gerhard, sulla base di una ricerca per la FOGRA, hanno riferito nel ‘75 che l’occhio umano è in grado dirilevare una variazione di soli 3 micron in un campo di osservazione circoscritto, come è appunto quello delle mirea microlinee.
I fondini retinati (tints) al 25% e 75% concorrono al rilevamento dei dati necessari per tracciare la curvaIsocontourTM delle caratteristiche di stampa; questa curva può quindi essere confrontata con quelle similari di
Fig. 15-BUn ingrandimentodegli elementi retinatia lineatura grossa e alineatura fine delSistema Brunner
Fig. 15-CEsempio di mira acampi di microlinee delSistema Brunner

MONOGRAFIEManuale di Qualità
Data: Marzo 1995
PARTE QUARTA Sistemi di controllo del colore Pag. n° 369
S.R.L.
Brunner e DuPont, basate sui campioni di stampa dell’indagine in campo mondiale.
Un elemento per il bilanciamento dei grigi è posizionato a fianco di un fondino retinato al 50%per il Nero; è costi-tuito da un 50% per il Cyan, un 41% per il Magenta e un 41% per il Giallo. La stampa di questo elemento deveprodurre un tono di grigio medio perfettamente neutro; si nota invece che con certe serie di inchiostri il tono ètendente al bruno-rossastro; in quel caso occorre ridurre Magenta e Giallo al valore 38%.
I fondi pieni per il rapping sono un altro elemento fondamentale del Sistema Brunner che consente di misurareesattamente i colori ottenuti per sovrapposizione (Rosso, Verde, Blu) e di rilevare le insufficienze di copertura deisingoli strati.
La formula Brunner per il trapping è differente da quella proposta dalla GATF:
T =Ds1 + Ds2
(Ds1 + Ds2)
Dove Ds1 è la densità del pieno del primo strato di inchiostro misurata con un filtro complementare al colore delsecondo inchiostro, Ds2 è la densità del pieno del secondo strato misurata con il filtro complementare al suocolore. Ds1 + Ds2 è la densità del pieno dei due inchiostri sovrapposti misurati con il filtro complementare al colo-re del secondo inchiostro. L’equazione proposta dalla GATF sembra, forsel più rispondente agli aspetti pratici delproblema trapping.
La composizione di prova del Sistema Brunner è costituita da una pellicola che raggruppa tutti gli elementi neces-sari alla valutazione delle caratteristiche di stampa di una determinata macchina: strisce e scale di controllo,tabelle di bilanciamento dei grigi, esempi di lavori offset commerciali, limiti di tolleranze, nonchè elementi icono-grafici per facilitare il confronto visivo. Brunner ha creato delle speciali strisce di controllo stampa per macchinedotate di sistemi automatici come il CPC della Heidelberg, il CCT della Roland e per l’Eurostandard Press (reti-nati a 40 linee per quotidiani e flexo).
Tutte le macchine da stampa possono essere analizzate e ottimizzate con l’uso di questo utile strumento di con-trollo; i rappresentanti della System Brunner sono sicuramente disponibili per intervenire in aiuto degli operatoriper facilitarne l’utilizzo e l’analisi dei risultati. La composizione in oggetto può anche essere usata per provare unamacchina di nuova installazione prima dell’accettazione definitiva; in alcuni casi viene inserita una clausola nelcontratto d’acquisto per specificare che l’accettazione è subordinata al risultato positivo di una prova con que-sta composlzlone.
I densitometri consigliati per il Sistema Brunner. Si tratta di apparecchi prodotti da diversi fabbricanti, risponden-ti a determinati requisiti, come la dotazione di filtri a banda stretta e l’apertura di 4 mm. La MacBeth propone perla misurazione in manuale il modello 1118-SB; MacBeth e X-Rite dispongono entrambi di un densitometro ascansione per misurare la Print Control Strip del Sistema Brunner, dotati di monitor CRT che visualizza l’ora, ladata, i valori di referenza, le densità rilevate, il dot gain e il trapping.
0
5
10
16%
OFFSET COM GUIDE POS
21%
13% 13%
16%
10%
10 20 25 30 40 50 60 70 75 80 90 100
15
20
%
Dot area coverage (%) in the halftone film
Hal
fto
ne d
ot
gro
wth
Fig. 15-DUna tipica curvaIsocontour delSistema Brunner

PARTE QUARTA Sistemi di controllo del colore
MONOGRAFIEManuale di Qualità
Data: Marzo 1995
Pag. n° 370
S.R.L.
Esistono numerosi altri sistemi di controllo per la stampa, altrettanto validi e aggiornati in base alle esigenze delnostro settore, tuttavia dobbiamo riconoscere a Brunner il merito di aver contribuito notevolmente alla ricerca eallo sviluppo di questa tecnologia nell’industria grafica e di aver dimostrato che l’ingrossamento del punto è sicu-ramente la variabile più importante da controllare.