Modulo 6.1 Ciclo di lavorazione - My LIUCmy.liuc.it/MatSup/2004/Y70750/Corso di Tecnologia Meccanica...
76
LIUC - Ingegneria Gestionale 1 Corso di Tecnologia Meccanica Modulo 6.1 Ciclo di lavorazione
Transcript of Modulo 6.1 Ciclo di lavorazione - My LIUCmy.liuc.it/MatSup/2004/Y70750/Corso di Tecnologia Meccanica...
LIUC - Ingegneria Gestionale 1
Corso di Tecnologia Meccanica
Modulo 6.1Ciclo di lavorazione

LIUC - Ingegneria Gestionale 2
Il ciclo di lavoro

LIUC - Ingegneria Gestionale 3
Finitura
Bonifica, tempra..
Lavorazioni di semifinitura
Distensione mediante ricottura intermedia
Lavorazioni di sgrossatura
Preparazione del pezzo (sabbiatura, tracciatura, troncatura)

LIUC - Ingegneria Gestionale 4
Gli utensili
LIUC - Ingegneria Gestionale 5
Caratteristiche dei materiali per utensili
Durezza a caldo: per resistere alle alte temperature raggiunte a causa di:
Deformazione del trucioloAttrito truciolo/utensileAttrito pezzo/utensile
Resistenza all’usura: a causa dello strisciamento pezzo/utensile

LIUC - Ingegneria Gestionale 6
Caratteristiche dei materiali per utensili
Resilienza o tenacità: perché un materiale fragile comporterebbe la rottura dell’utensile in caso di urto specie nelle operazioni con taglio interrottoProprietà termiche: il calore che si sviluppa nell’area di contatto deve potersi facilmente disperdere per evitare il surriscaldamento

LIUC - Ingegneria Gestionale 7
Caratteristiche dei materiali per utensili
Proprietà chimiche: occorre di fatto evitare, a causa delle alte temperature, fenomeni di
OssidazioneFusione e saldatura truciolo/utensile
Basso coefficiente di attrito per ridurre il surriscaldamento
Uso di liquidi refrigeranti
LIUC - Ingegneria Gestionale 8
Scelta dei materiali per utensili
Parametri tecnici in funzione di:Materiale in lavorazioneTipo di lavorazione da effettuare
Parametri economici in funzione di:Velocità di lavorazioneCaratteristiche di durataTempi di lavorazione ed uso macchina

LIUC - Ingegneria Gestionale 9
Nitruri,boruri
abrasivi
Diamanti
Materialiceramici
Carburimetallici
sinterizzati
Leghefuse nonferrose
Acciailegati
specialirapidi
Acciailegati
speciali
Acciainon legatispeciali
Materiali

LIUC - Ingegneria Gestionale 10
Acciai non legati speciali
La durezza dipende dal tenore di carbonio tra 0,5 e 1,5%Per sviluppare ulteriormente tale durezza:
Tempra (790-830 °C) – 67 HRCRinvenimento (200-300 °C) – 63-65 HRC
UNI2955C70KU – C100KU – C120 KU - …..Temperatura dell’utensile tra 250 e 300 °C

LIUC - Ingegneria Gestionale 11
Acciai legati specialitenore di carbonio tra 0,6 e 1,5%Altri elementi a formare carburi insolubili nel reticolo:
Cromo per la resistenza all’usuraVanadio e nickel per la tenacitàTungsteno e molibdeno per la durezza a caldoManganese e silicio per la stabilità
Per sviluppare ulteriormente tale durezza:Tempra (790-830 °C) – 67 HRCRinvenimento (200-300 °C) – 63-65 HRC
UNI2955107 CrV 3 KU – 110 W 4 KU – X215 CrW 12 1 KU - …..Temperatura utensile non superiore a 300 °C

LIUC - Ingegneria Gestionale 12
Acciai legati speciali rapidi o superrapidi (HSS)
tenore di carbonio tra 0,8 e 1,5%Altri elementi a formare carburi insolubili nel reticolo:
Cromo 4%per la resistenza all’usuraVanadio 3% per la tenacitàTungsteno 20% (e molibdeno) per la durezza a caldocobalto 12% per la stabilità ad alta temperatura nei superrapidi
Per sviluppare ulteriormente tale durezza:Tempra (790-830 °C) – 67 HRCRinvenimento (200-300 °C) – 63-65 HRC
UNI2955HS 18-0-1 – HS 1-8-1 – HS 10-4-3-10 …..Prodotti anche tramite sinterizzazioneTemperatura utensile non superiore a 600 °C
LIUC - Ingegneria Gestionale 13
Leghe fuse non ferrose
Formate solo da:Cromo 25-30 % per la resistenza all’usuraTungsteno 15-20% per la durezza a caldoCobalto 45-50% per la stabilità ad alta temperatura
Non necessitano trattamento termicoAdatte a lavorare materiali molto usurantiProdotti per fusione o sinterizzazione in forma di barrette65 HRC – molto fragilistellitiTemperatura utensile non superiore a 800 °C

LIUC - Ingegneria Gestionale 14
Carburi metallici (Widia)Wi-dia ovvero “wie diamant”Prodotti per sinterizzazione: surriscaldamento (1400-1600 °C) ad alta pressione di polveri finissime senza fusione:
Carburo di Tungsteno (CW) 15-20% per la durezza a caldoCobalto 45-50% come legante
Aggiunti poi altri elementi:Carburi di titanio, di tantalio, di niobio
Adatte ad elevate prestazioni:Elevatissima durezza 78HRC anche a 900-1000 °CElevata resistenza a compressioneElevata conducibilità termica
UNI 4972Gruppi P, M, K a seconda del tipo di materiale da lavorareP01 – P30 – M20 – K40 - ……
LIUC - Ingegneria Gestionale 15
Materiali ceramici
Ossidi sinterizzati e cermets:Dalla sinterizzazione dell’allumina (Al2O3) con ossidi di silicio e cromo ed alcuni carburi metallici (Mo, Cr, V)Resistenza all’usuraBasso coefficiente di attritoBassa conducibilità termicaElevata fragilitàNecessitano macchine precise e stabili
LIUC - Ingegneria Gestionale 16
Diamanti
Durezza stabile ed elevatissima anche a temperature molto elevate (1000 °C)Utilizzati diamanti impuri e sintetici (prodotti per sinterizzazione) per lavorazioni ad altissima temperatura e per affilatura utensiliVengono sfaccettati per ottenere appositi angoli di taglio ed incastonati su supporti metallici

LIUC - Ingegneria Gestionale 17
Tipi di utensile
Utensili a testa singola: sono utilizzati in tornitura, piallatura, limatura e stozzaturaUtensili a più denti: sono quelli utilizzati in foratura, fresatura, alesatura e brocciaturaUtensili con geometria indefinita: sono utilizzati nelle operazioni di rettifica

LIUC - Ingegneria Gestionale 18
Il truciolo

LIUC - Ingegneria Gestionale 19
Fattori determinanti
Il truciolo, ovvero parte di materiale che si distacca dal pezzo in lavorazione per mezzo dell’azione dell’utensile, si deforma in modo diverso in funzione di:
Velocità di taglioGeometria dell’utensileCaratteristiche del metallo in lavorazioneCaratteristiche del materiale dell’utensile

LIUC - Ingegneria Gestionale 20
Tipi di truciolo
Spaccato:Basse velocità, alte profondità di passata, materiali fragiliTruciolo spezzettato
RecisoBasse velocità, alte profondità di passata, materiali plasticicontinuità del truciolo ma sezione disomogenea
FluenteMateriali plastici con velocità i taglio e profondità di passata corretteTruciolo continuo e ben levigato
LIUC - Ingegneria Gestionale 21
Tagliente di riporto
È costituito da parte del materiale del pezzo che per l’elevata temperatura e pressione aderisce al tagliente dell’utensileStaccandosi provoca usura dell’utensile ed irregolarità sulla superficie del pezzoPuò essere evitato con:
Maggiori velocità di taglioUso di lubrorefrigrantiAumentando l’angolo di spoglia superiore dell’utensile

LIUC - Ingegneria Gestionale 22
Rompitruciolo
È una curvatura del tagliente che obbliga il truciolo a curvarsi secondo un raggio rc
Tale curvatura porta il truciolo alla rottura e dunque al suo distaccoCiò evita che l’eccessiva lunghezza del truciolo fluente causi impedimento e pericolo per operatori e macchina

LIUC - Ingegneria Gestionale 23
Temperatura dell’utensile
Resistenze per asportare il truciolo:di deformazione interna del materiale (70%)di attrito esterno tra utensile e materiale (30%)
L’energia spesa si trasferisce dunque essenzialmente in energia cinetica delle molecole e dunque in caloreRischi per l’utensile.
Crollo della durezzaOssidazionePerdita dell’affilatura

LIUC - Ingegneria Gestionale 24
Fluidi da taglio
Oli da taglioOli minerali puriOli compostiOli estrema pressione (EP)
Soluzioni acquoseOli emulsionabiliFluidi sintetici
Scelta del lubrificante in funzione di:
Materiale in lavorazioneMateriale Dell’utensileTipo di lavorazione

LIUC - Ingegneria Gestionale 25
Usura utensile e grado di finitura
LIUC - Ingegneria Gestionale 26
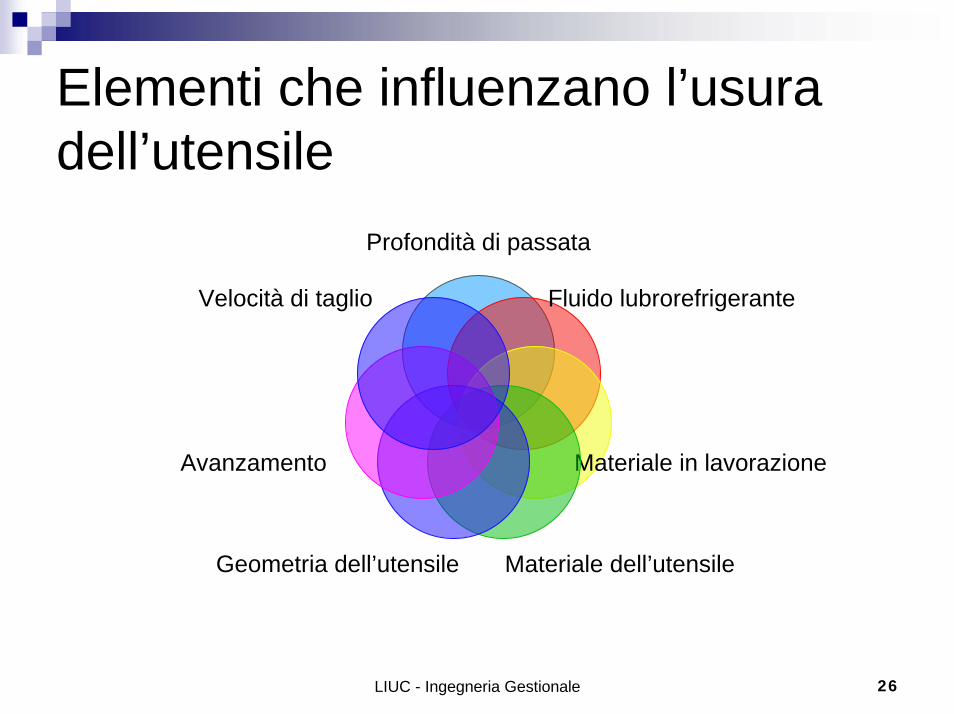
Elementi che influenzano l’usura dell’utensile
Profondità di passata
Fluido lubrorefrigerante
Materiale in lavorazione
Materiale dell’utensileGeometria dell’utensile
Avanzamento
Velocità di taglio
LIUC - Ingegneria Gestionale 27
Durata utensile in tornitura
Relazione di Taylor
definita passata di profonditàprefissato oavanzament
pezzo utensile binomio :da dipendenti costanti sono ,C r,
(min) utensiledell' durata la èh (m/min) tagliodi velocitàla è v
ove
h
→→→
=⋅ hr Chv

LIUC - Ingegneria Gestionale 28
Relazione di Taylor esplicita
1 a uguale è pa prodotto il quandomin 60 a pari utensiledell' durata una una consentireper
tagliodi velocitàdella valoreil esprime Cove
60
nm
60
60
⋅
⎟⎠⎞
⎜⎝⎛⋅⋅
= rnm hpa
Cv

LIUC - Ingegneria Gestionale 29
Relazione di Kronenberg
materialideifunzionein tabellatisonocostantidelle valorii
p/a da espresso forma di rapporto il èG p)a(s truciolodi sezione la è s
min 60 a pari utensiledell' durata una una consentireper tagliodi velocitàdella valoreil esprime C
ove60
5
60
60
⋅=
⎟⎠⎞
⎜⎝⎛⋅
=⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
⋅
rf
g
hs
GCv
LIUC - Ingegneria Gestionale 30
Durata utensile in fresaturaLe variabili che intervengono ad influenzare la durata dell’utensile nel caso di fresatura sono maggiori:
Tipo di fresaLavorazione concorde o discordeMateriale costituente l’utensileAngoli caratteristici dell’utensileNumero dei denti e diametro della fresaMateriale costituente il pezzo in lavorazioneAvanzamento e profondità di passataLarghezza del pezzo in fresaturaPosizione della fresa rispetto al pezzoTipo di fluido lubrorefrigerante utilizzato
LIUC - Ingegneria Gestionale 31
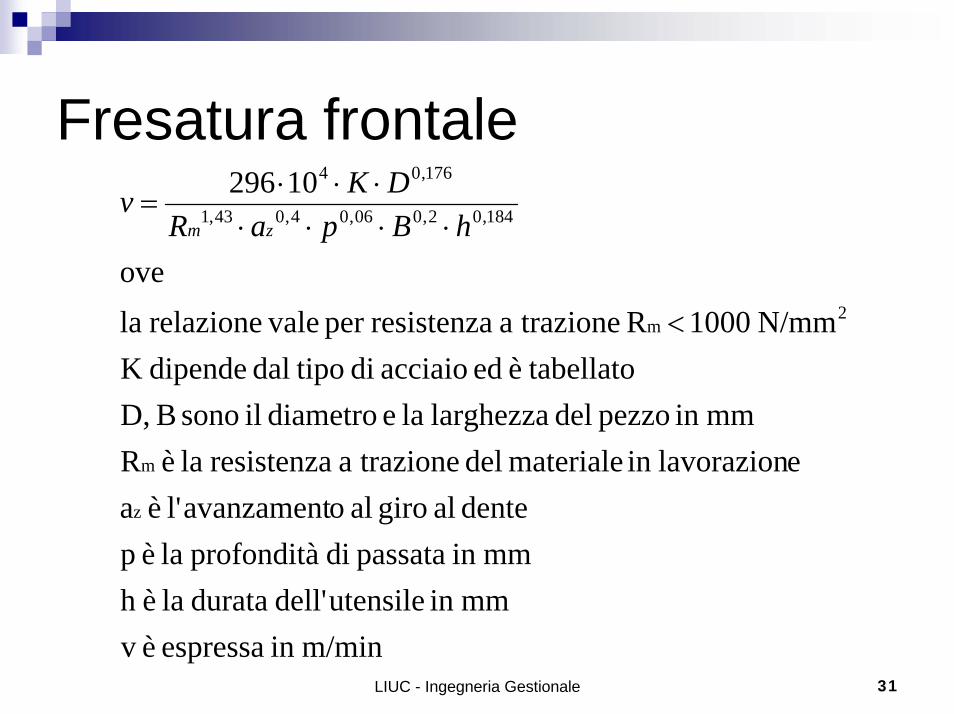
Fresatura frontale
m/minin espressa è vmmin utensiledell' durata la èh
mmin passata di profondità la è p dente al giro al oavanzamentl' è a
elavorazionin materiale del trazionea resistenza la è Rmmin pezzo del larghezza la e diametro il sono B D,
tabellatoè ed acciaio di tipodal dipendeK N/mm 1000R trazionea resistenzaper valerelazione la
ove
10296
z
m
2m
184,02,006,04,043,1
176,04
<
⋅⋅⋅⋅⋅⋅⋅
=hBpaR
DKvzm
LIUC - Ingegneria Gestionale 32
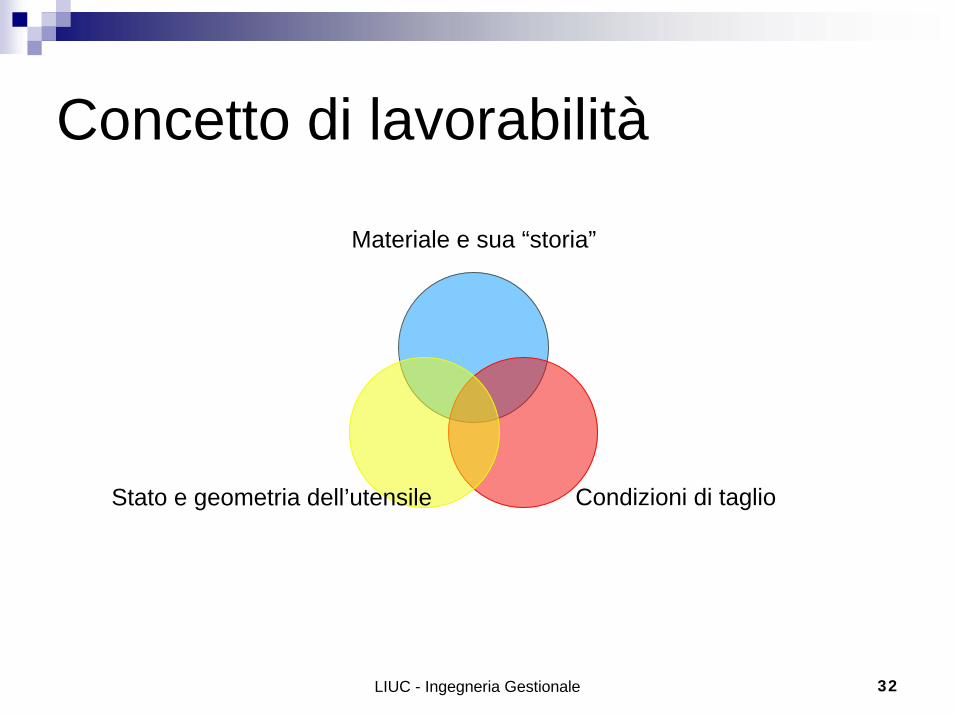
Concetto di lavorabilità
Materiale e sua “storia”
Condizioni di taglioStato e geometria dell’utensile

LIUC - Ingegneria Gestionale 33
Indice di lavorabilità
(UNI4838) 23Mn S 9 CF velocitàalta adacciaiol' campione materiale come assume si ove
100vv
campione materaile del 15
provain materiale del 15⋅=I

LIUC - Ingegneria Gestionale 34
Concetto di rugosità
Rugosità teoricaDipende dall’avanzamento prefissato e dagli angoli caratteristici dell’utensile utilizzato
Rugosità effettivaÈ sempre maggiore di quella teorica in quanto deve tenere conto di altri fattori quali le vibrazioni della macchina, i taglienti di riporto, l’usura dell’utensile, ….

LIUC - Ingegneria Gestionale 35
Tornitura
Il grado di finitura dipende da:AvanzamentoRaggio di puntaAngoli dei taglienti dell’utensile
In condizioni reali esistono poi altri fattori:Materiale in lavorazioneVelocità di taglioUsura dell’utensile
LIUC - Ingegneria Gestionale 36
Fresatura
Fresatura discorde:Il tagliente tende a slittare e dunque ricalcare il materiale così che pur presentando una rugositàinferiore, manifesta una superficie ruvida ed opaca
Fresatura concordeL’altezza delle creste risulta maggiore per ragioni geometriche e dunque la rugosità risulterà giocoforza maggiore

LIUC - Ingegneria Gestionale 37
Rettifica
La rugosità teorica non è determinabile a prioriDipende dalla granulometria dell’abrasivo utilizzato nonché da altri fattori presenti quali:
Condizioni della rettificatriceStato di usura della molaTipo di materiale in lavorazione

LIUC - Ingegneria Gestionale 38
Definizione del ciclo di lavorazione
LIUC - Ingegneria Gestionale 39
Il ciclo di lavorazione
Insieme delle operazioni necessarie per fabbricare un pezzo attraverso una successione di processi tecnologici che consentono il raggiungimento di una determinata geometria finale:
FusioneStampaggioAsportazione di truciolo……
LIUC - Ingegneria Gestionale 40
Scelta del ciclo
La scelta oculata del ciclo inteso come macchine, utensili, procedure, attrezzature incidono enormemente sulla qualità ed il costo finale del pezzoIl know-how dell’azienda in tal senso èdeterminante per la sua sopravvivenza nel tempo
LIUC - Ingegneria Gestionale 41
Definizione del ciclo
Non esiste una soluzione univoca alla definizione del ciclo di lavorazioneNella scelta entrano in gioco molteplici fattori quali l’esperienza dei tecnici preposti, la tradizione aziendale, il livello di aggiornamento alle tecnologie più recenti, la disponibilità di risorse interne, …..
LIUC - Ingegneria Gestionale 42
Modello di definizione del ciclo
1. Analisi critica del progetto e e dei dati di partenza2. Scelta dei processi e sequenza delle fasi3. Raggruppamento delle operazioni in sottofasi4. Scelta della sequenza delle singole operazioni5. Scelta degli utensili6. Scelta dei parametri di taglio7. Progettazione delle attrezzature8. Definizione delle procedure di controllo9. Calcolo dei tempi e dei costi10. Stesura dei fogli di lavorazione e, nel caso di utilizzo di
macchine CN, dei part program

LIUC - Ingegneria Gestionale 43
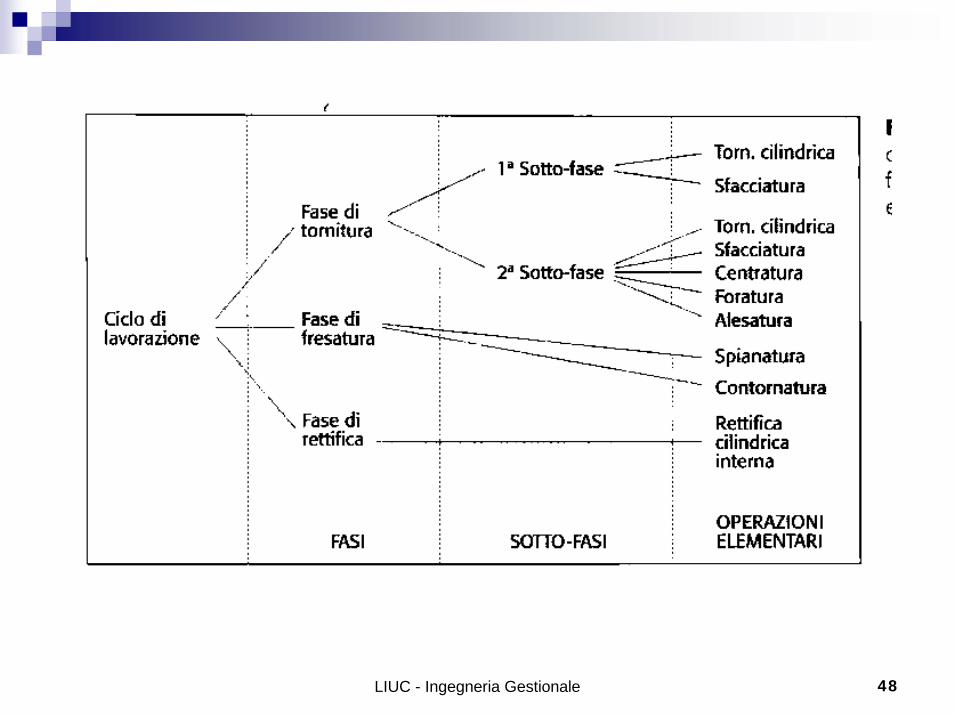
Definizioni
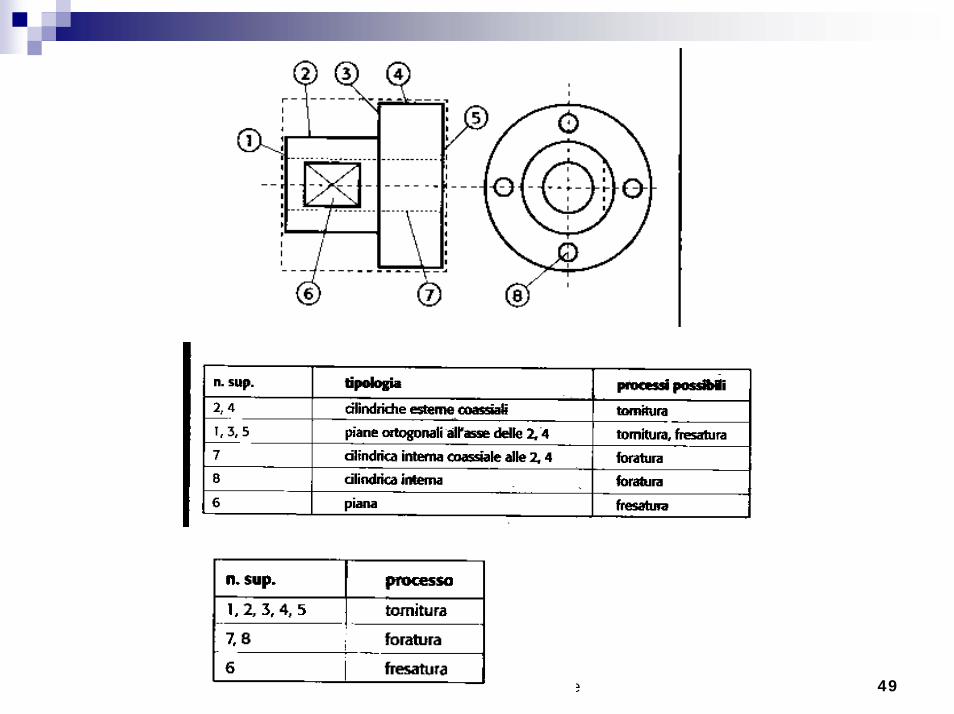
Fase: insieme ordinato di operazioni realizzate presso un medesimo posto di lavoro (es. fase di fresatura, di controllo, …)Sottofase: insieme ordinato di operazioni da eseguire presso un medesimo posto di lavoro con il medesimo piazzamento del pezzo (es. torniture con un prefissato posizionamento del pezzo, ….)Operazione: lavorazione di una superficie elementare realizzata con un unico utensile (es. tornitura cilindrica esterna, stozzatura di un cava, …...)
LIUC - Ingegneria Gestionale 44
Analisi dei dati di partenza
Dimensioni del pezzo che influenzano macchine ed attrezzatureTolleranze dimensionali che influenzano macchine, utensili, posizionamenti, operazioni, …Qualità superficiale che influenza la scelta del processo e dei parametri di taglio
LIUC - Ingegneria Gestionale 45
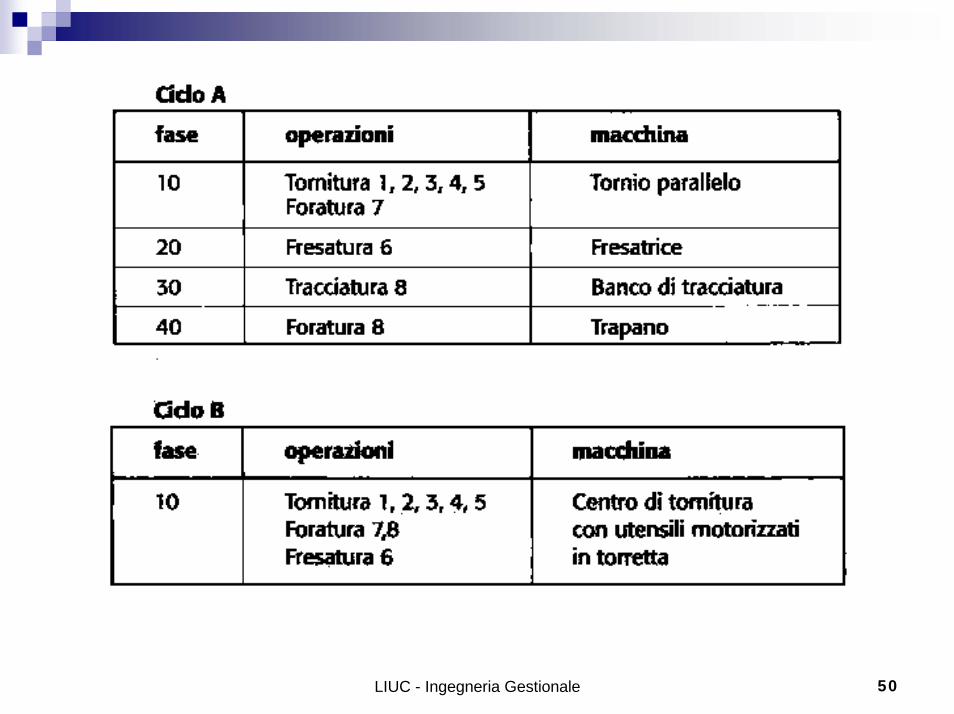
Definizione delle fasi
In tale scelta entrano in gioco diversi elementi:Presenza di vincoli nella sequenziazioneIn assenza di particolari vincoli, considerazioni di ottimizzazione dei flussi logistici all’interno dello shop-floorAltro elemento è dato dalla presenza di colli i bottiglia o della particolare e contingente pianificazione in funzione del carico di lavoro sulle macchine disponibili

LIUC - Ingegneria Gestionale 46
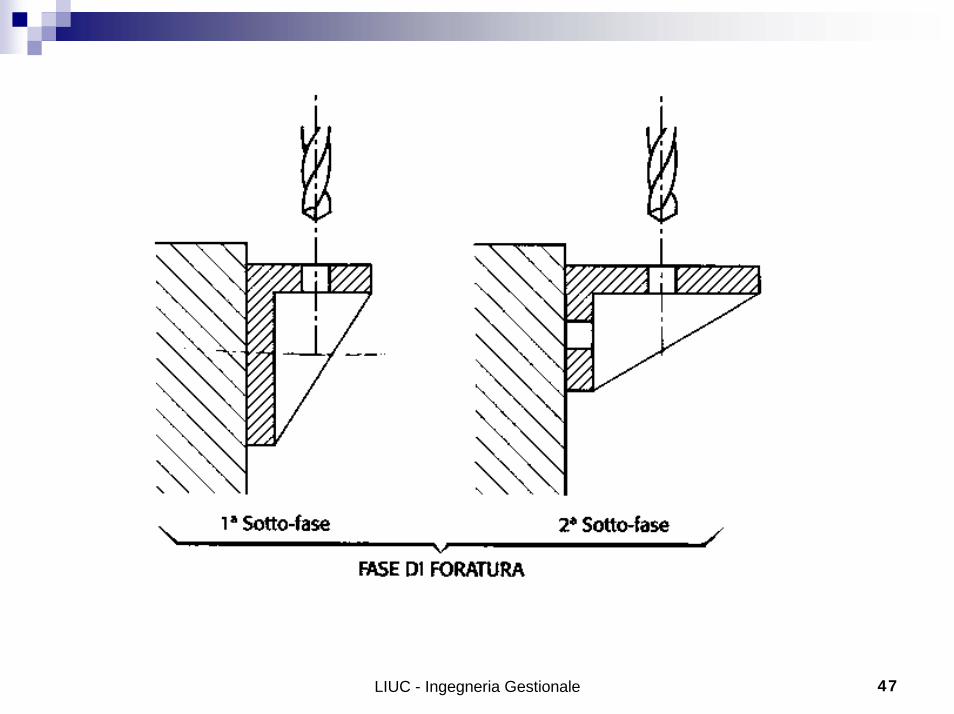
Definizione delle sottofasi
Evidentemente si cerca di minimizzare il numero dei posizionamentiIn taluni casi occorre comunque cambiare più posizionamentiÈ a volte necessario tornare a tale definizione dopo aver definito le operazioni elementari
LIUC - Ingegneria Gestionale 47
LIUC - Ingegneria Gestionale 48
LIUC - Ingegneria Gestionale 49
LIUC - Ingegneria Gestionale 50
LIUC - Ingegneria Gestionale 51
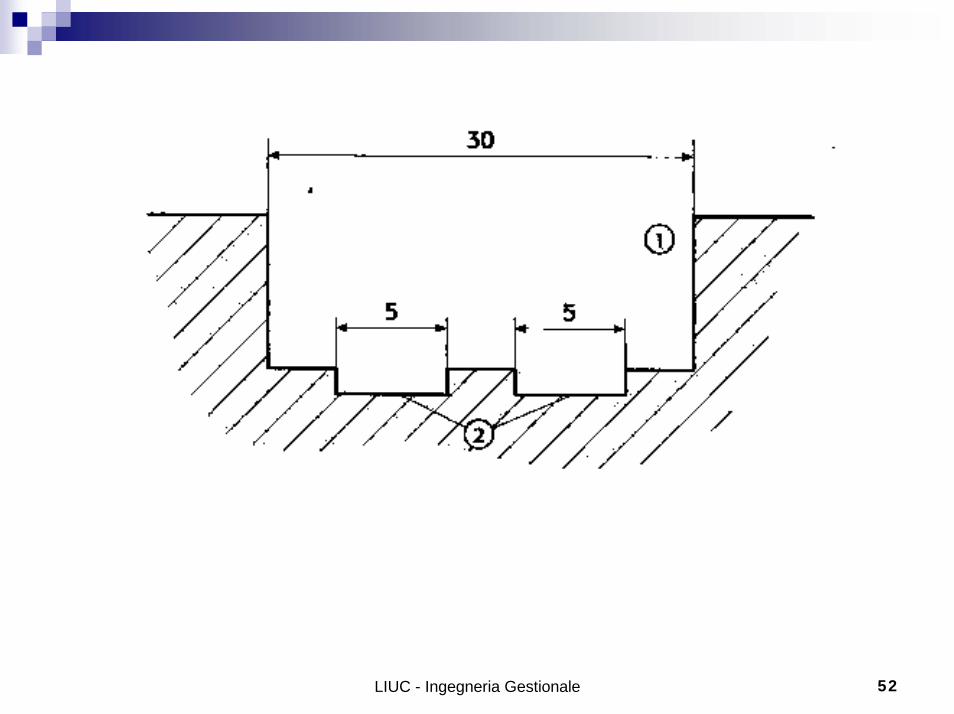
Sequenza delle operazioni
Esistono vincoli oggettiviMinimizzare i percorsi utensile ed il cambio di questiValutare il grado di automazione della macchinaConsiderare esigenze di tipo dimensionaleValutare esigenze di tipo tecnologico
LIUC - Ingegneria Gestionale 52

LIUC - Ingegneria Gestionale 53

LIUC - Ingegneria Gestionale 54

LIUC - Ingegneria Gestionale 55
LIUC - Ingegneria Gestionale 56
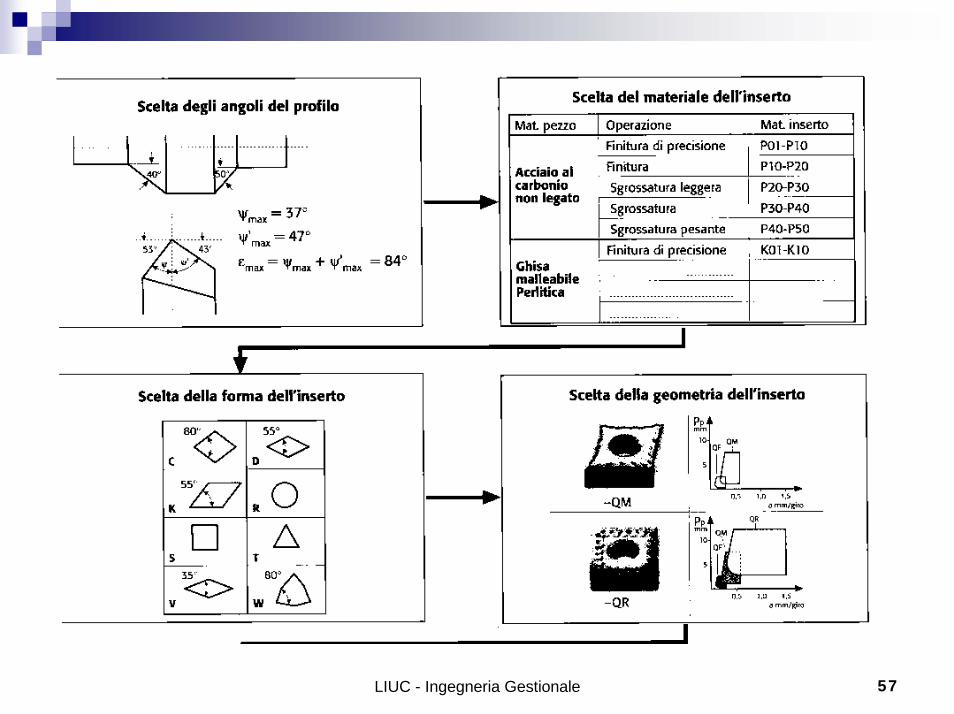
Scelta degli utensili
Da ciò dipende spesso la qualità e l’economicitàdi tutto il cicloParametri di scelta:
Geometria di taglioMateriale del taglienteForma e dimensioni dell’inserto (angoli, raggi di raccordo, ….)Forma e dimensioni del portautensileDisponibilità a magazzino o sul mercatoCosti
LIUC - Ingegneria Gestionale 57

LIUC - Ingegneria Gestionale 58

LIUC - Ingegneria Gestionale 59
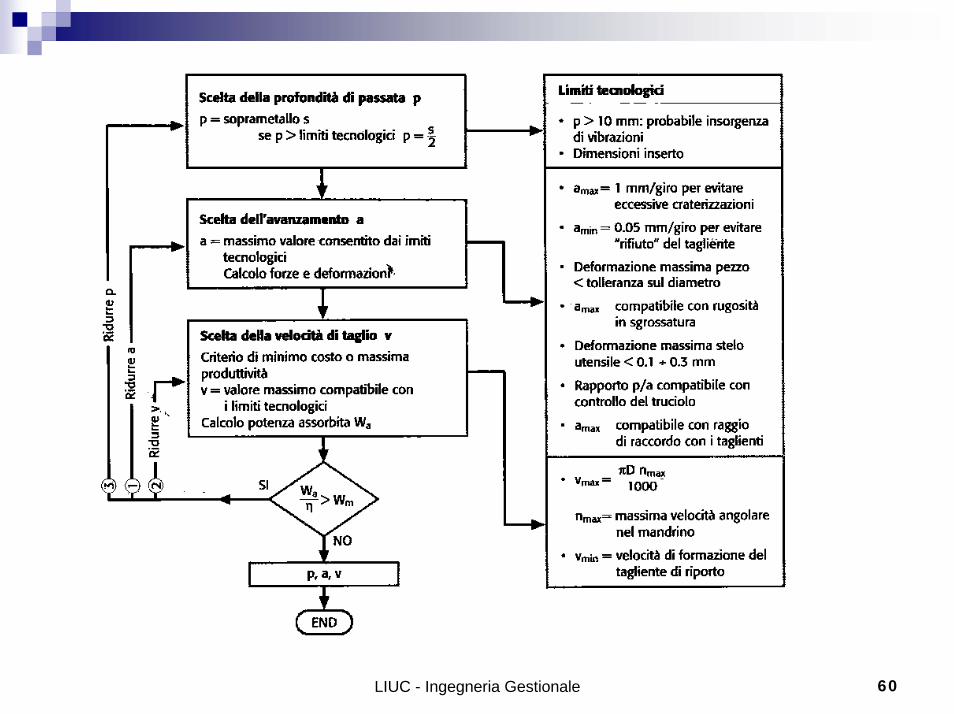
Scelta dei parametri di taglio
La sequenza dei passaggi dipende dal tipo di operazioneTale scelta determina di fatto altri fattori quali:
Il tempo macchina (contatto pezzo-utensile)Il tempo di lavorazione (ovvero comprensivo di setup)La durata dell’utensileIl costo della lavorazioneIl grado di finitura della superficieLa forza e la potenza richieste
LIUC - Ingegneria Gestionale 60
LIUC - Ingegneria Gestionale 61
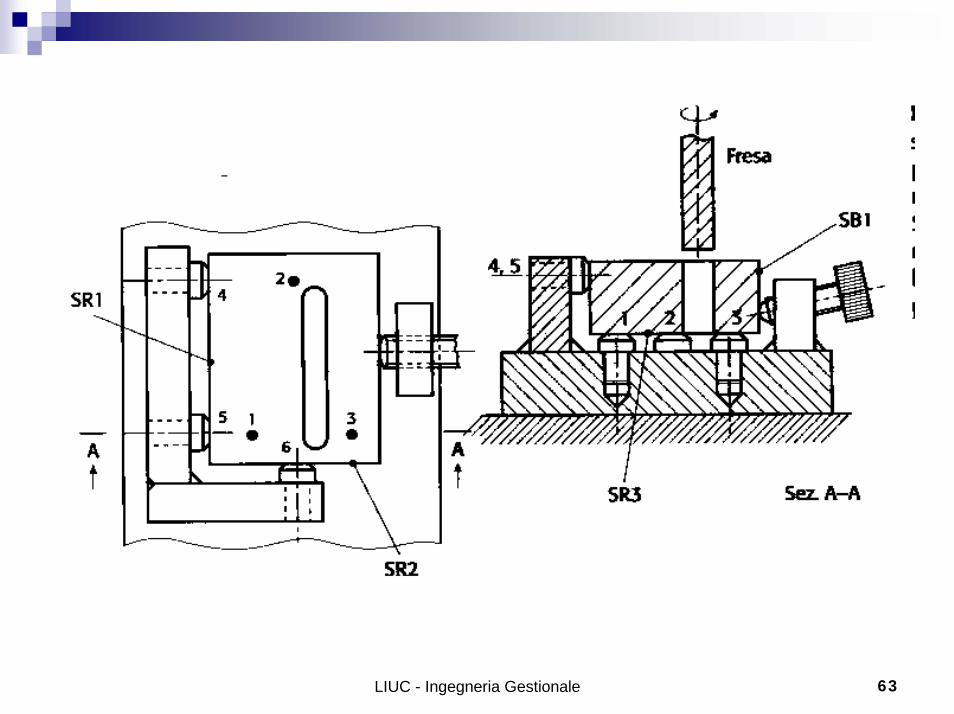
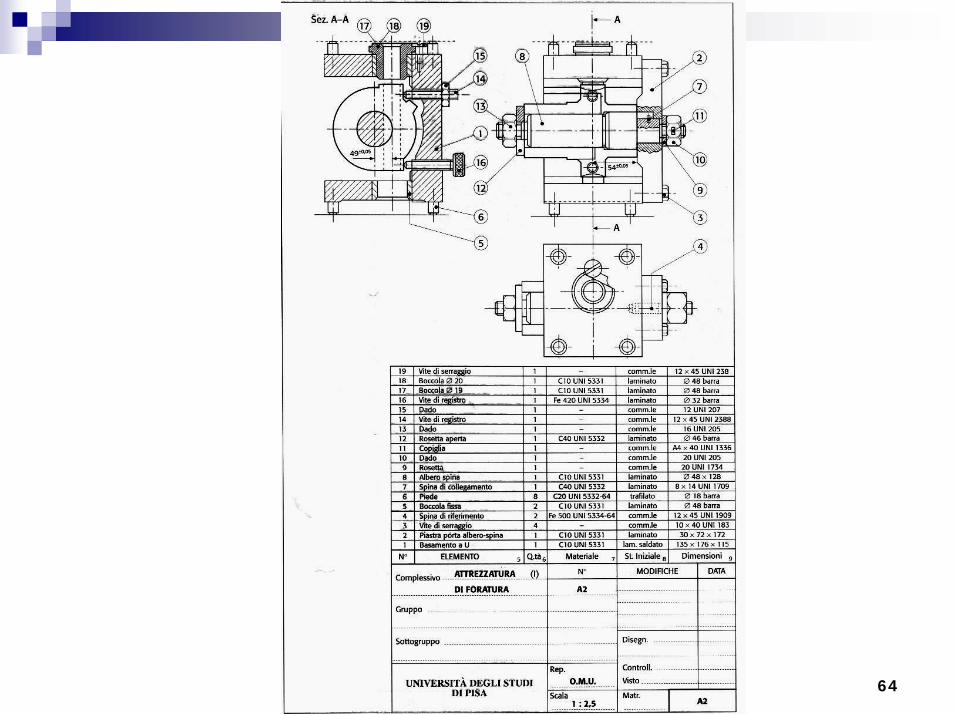
Scelta delle attrezzature
Individuazione delle superfici di riferimentoDeterminazione dei punti di afferraggio e di bloccaggio del pezzoClassificazione delle attrezzature
Standard: sono quelle che normalmente sono in dotazione delle macchine utensiliSpeciali: si utilizzano e necessitano di progettazione specifica in caso di pezzi “difficili” o nel caso si esigano particolari condizioni (facilità di fissaggio, automazione, necessità di particolari riferimenti, …)

LIUC - Ingegneria Gestionale 62
LIUC - Ingegneria Gestionale 63
LIUC - Ingegneria Gestionale 64
LIUC - Ingegneria Gestionale 65
Scelta delle procedure di controllo
Diverse esigenze di precisione e qualitàinfluenzano tale faseVanno verificate le dimensioni, le tolleranze, il grado di finitura, ….Esistono diverse macchine allo scopo per valutazioni oggettive:
Strumenti manualiStrumenti speciali (maschere, dime, ….)Macchine di misura e controllo numerico

LIUC - Ingegneria Gestionale 66
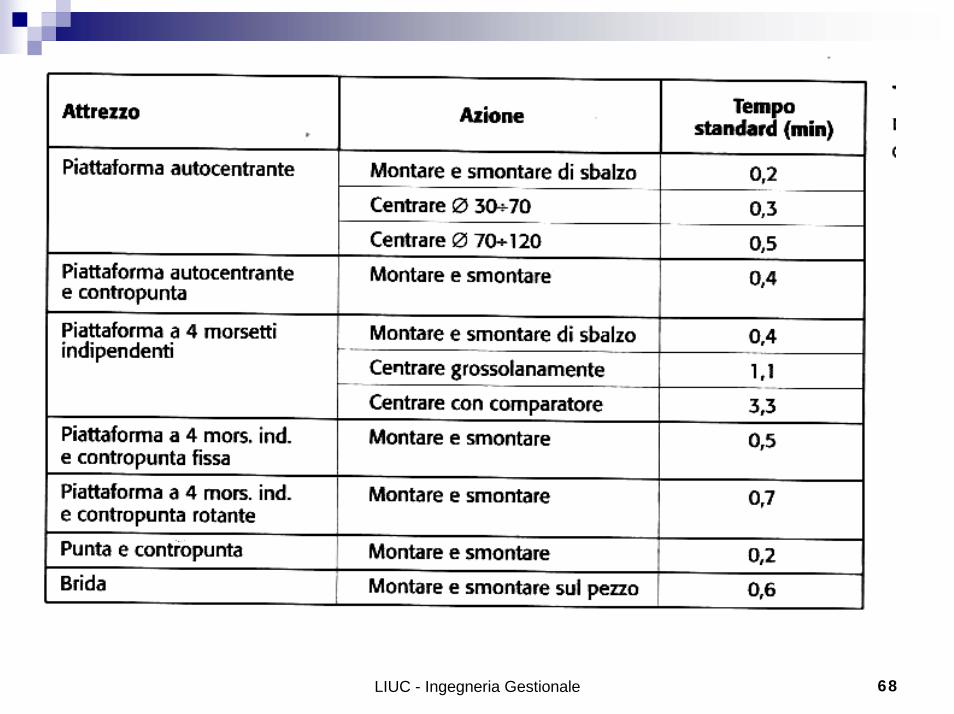
Calcolo dei tempi e dei costi
Tali due parametri consentono di operare precise scelte tra i cicli alternativi individuatiTempi:
Attivi, ovvero effettivi di lavorazione calcolati con i parametri di taglioPassivi, ovvero di bloccaggio del pezzo, avvicinamento dell’utensile, ….calcolati con metodi MTM (Methods and Time Measurement)Di preparazione della macchina utensile sempre con tabelle MTM fornite dal costruttore

LIUC - Ingegneria Gestionale 67
LIUC - Ingegneria Gestionale 68

LIUC - Ingegneria Gestionale 69
Calcolo dei tempi e dei costi
CostiCosto della manodoperaCosto della forza motriceCosto di ammortamento delle attrezzature e delle macchineCosto dei materiali di consumoCosto degli utensiliCosto delle operazioni di riaffilatura ed accessorieQuota di copertura dei costi generali dell’azienda….
LIUC - Ingegneria Gestionale 70
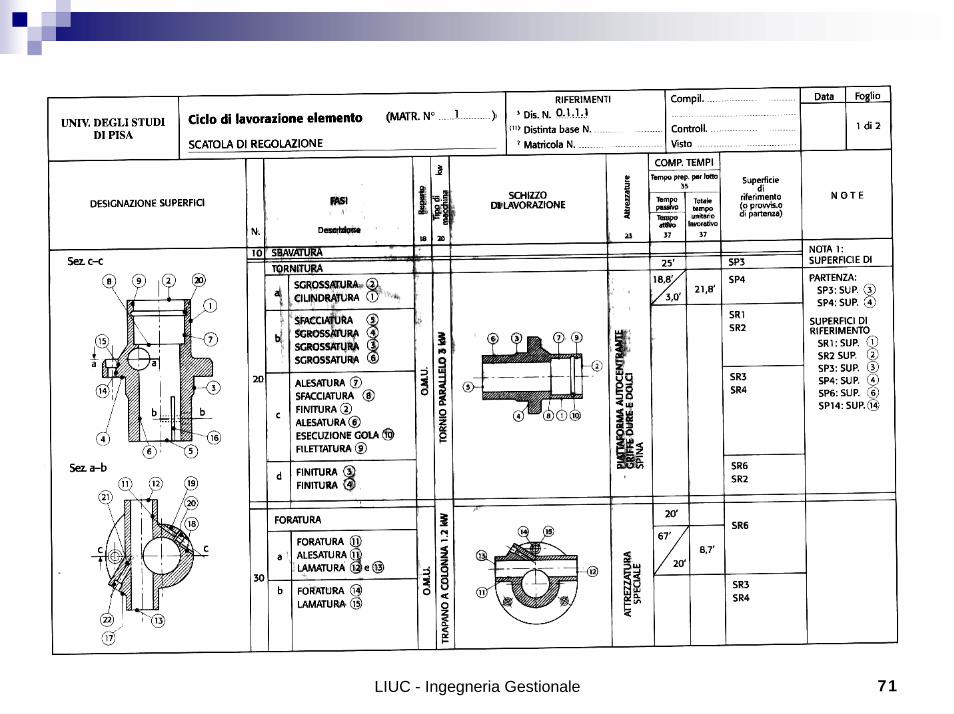
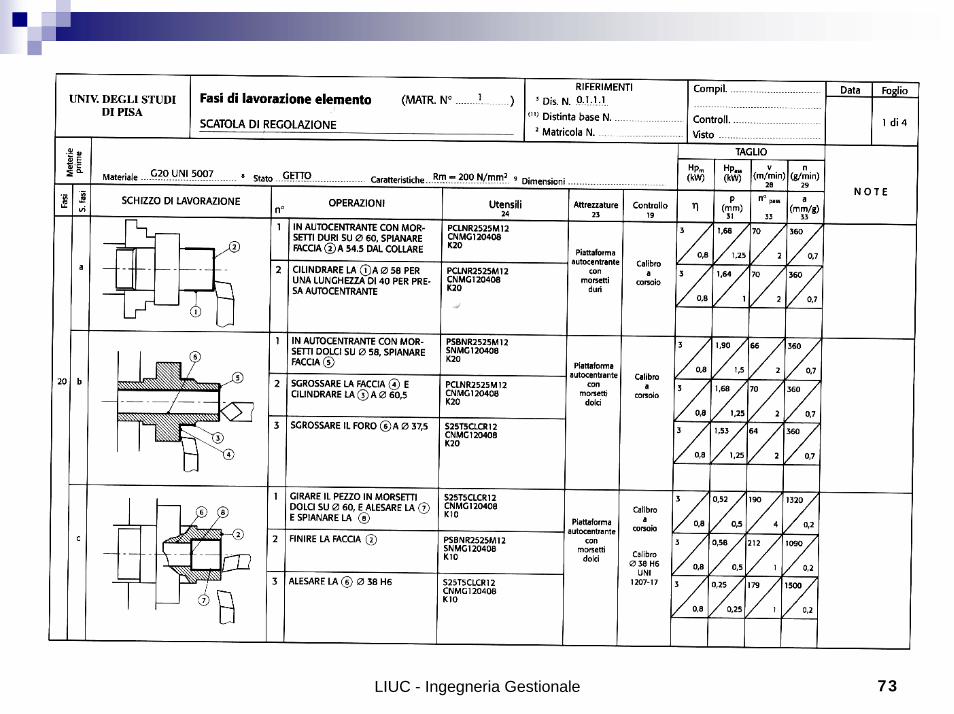
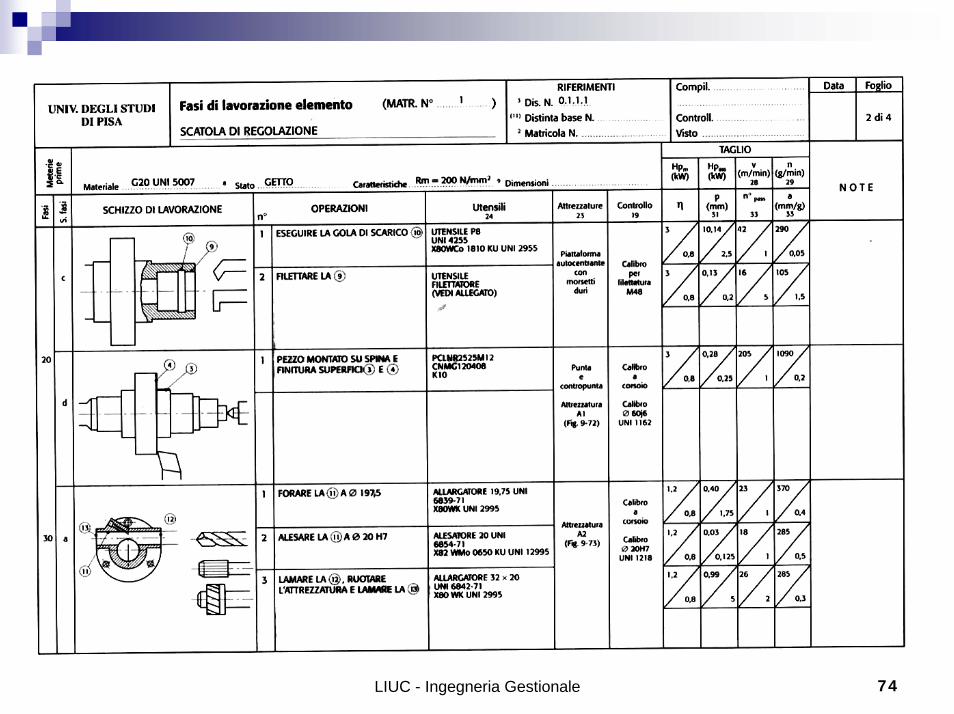
Stesura dei fogli di lavorazione
Devono contenere tutte le informazioni necessarie ad una corretta esecuzione delle lavorazioni previsteDevono essere realizzati su stampati standard per essere immediatamente comprensibiliEsempi
LIUC - Ingegneria Gestionale 71

LIUC - Ingegneria Gestionale 72
LIUC - Ingegneria Gestionale 73
LIUC - Ingegneria Gestionale 74

LIUC - Ingegneria Gestionale 75

LIUC - Ingegneria Gestionale 76