Maschi a rullare InnoForm - emuge-franken.com · Il procedimento della maschiatura per deformazione...
28
Maschi a rullare InnoForm Produzione di filettature interne senza asportazione di truciolo Tecnica di filettatura
Transcript of Maschi a rullare InnoForm - emuge-franken.com · Il procedimento della maschiatura per deformazione...
Maschi a rullare InnoFormProduzione di filettature interne senza asportazione di truciolo
Tecnica di filettatura
Threading TechnologyContents
Tecnica di filettaturaSommario
Introduzione 3
Gamma di selezione InnoForm 4 - 5
Maschi a rullare InnoForm 6 - 13
Gruppi di materiali e velocità periferica 14
Il procedimento della maschiatura per deformazione 15
Struttura del maschio a rullare 16
Rivestimenti e strati autolubrificanti 17
Il pezzo 18
Comportamento di deformazione e momento torcente 19
Tolleranze dei maschi a rullare 20
Diametro di prefabbricazione della filettatura 21 - 22
Controllo e tolleranze della filettatura interna rullata 23
Refrigerazione e lubrificazione 24
Serraggio dell’utensile 25 - 26
Tecnica di filettaturaIntroduzione
3
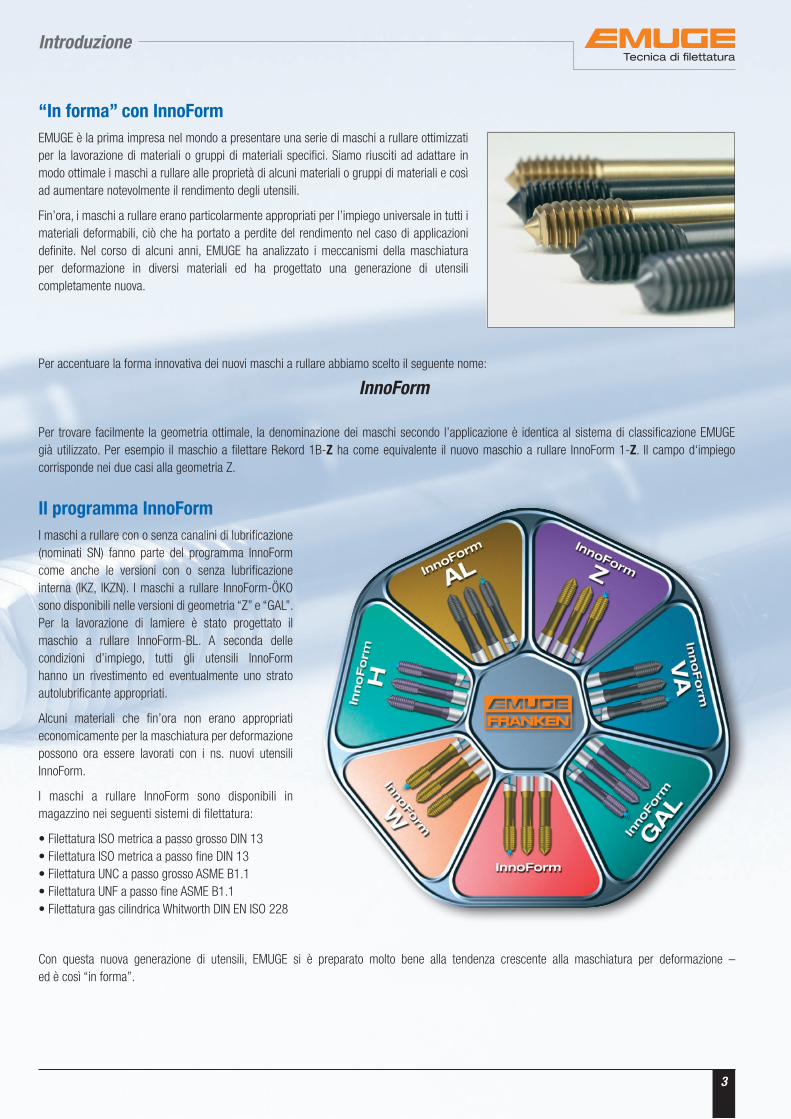
“In forma” con InnoFormEMUGE è la prima impresa nel mondo a presentare una serie di maschi a rullare ottimizzati per la lavorazione di materiali o gruppi di materiali specifici. Siamo riusciti ad adattare in modo ottimale i maschi a rullare alle proprietà di alcuni materiali o gruppi di materiali e così ad aumentare notevolmente il rendimento degli utensili.
Fin’ora, i maschi a rullare erano particolarmente appropriati per l’impiego universale in tutti i materiali deformabili, ciò che ha portato a perdite del rendimento nel caso di applicazioni definite. Nel corso di alcuni anni, EMUGE ha analizzato i meccanismi della maschiatura per deformazione in diversi materiali ed ha progettato una generazione di utensili completamente nuova.
Per accentuare la forma innovativa dei nuovi maschi a rullare abbiamo scelto il seguente nome:
InnoForm
Per trovare facilmente la geometria ottimale, la denominazione dei maschi secondo l’applicazione è identica al sistema di classificazione EMUGE già utilizzato. Per esempio il maschio a filettare Rekord 1B-Z ha come equivalente il nuovo maschio a rullare InnoForm 1-Z. Il campo d‘impiego corrisponde nei due casi alla geometria Z.
Il programma InnoFormI maschi a rullare con o senza canalini di lubrificazione (nominati SN) fanno parte del programma InnoForm come anche le versioni con o senza lubrificazione interna (IKZ, IKZN). I maschi a rullare InnoForm-ÖKO sono disponibili nelle versioni di geometria “Z” e “GAL”. Per la lavorazione di lamiere è stato progettato il maschio a rullare InnoForm-BL. A seconda delle condizioni d’impiego, tutti gli utensili InnoForm hanno un rivestimento ed eventualmente uno strato autolubrificante appropriati.
Alcuni materiali che fin’ora non erano appropriati economicamente per la maschiatura per deformazione possono ora essere lavorati con i ns. nuovi utensili InnoForm.
I maschi a rullare InnoForm sono disponibili in magazzino nei seguenti sistemi di filettatura:
• Filettatura ISO metrica a passo grosso DIN 13 • Filettatura ISO metrica a passo fine DIN 13 • Filettatura UNC a passo grosso ASME B1.1 • Filettatura UNF a passo fine ASME B1.1 • Filettatura gas cilindrica Whitworth DIN EN ISO 228
Con questa nuova generazione di utensili, EMUGE si è preparato molto bene alla tendenza crescente alla maschiatura per deformazione – ed è così “in forma”.

4
Tecnica di filettaturaGamma di selezione InnoForm
4
InnoForm Esecuzione di base dei maschi a rullare InnoForm, adatta per l’impiego universale in acciai. Una geometria ottimizzata ed un rivestimento di nitruro di titanio portano ad un alto rendimento di questo maschio a rullare. In confronto ai prodotti standard, il rendimento di questo nuovo utensile in C45k è superiore di fino al 500%.
InnoForm-AL Questo maschio a rullare è principalmente adatto per leghe di allumino malleabili e metalli non ferrosi. In condizioni di lubrificazione normali, p.es. con emulsione, questi materiali mostrano una forte tendenza all’adesione durante la deformazione della filettatura. Per ottenere, malgrado questo comportamento sfavorevole del materiale, un risultato di lavoro positivo, questo maschio a rullare è munito di un rivestimento che offre una buona proprietà di attrito e scorrimento e così una sicurezza di processo ottimale.
InnoForm-W Questo maschio a rullare è adatto per acciai dolci. Grazie alla sua geometria particolare l’utensile permette una deformazione ottimale della filettatura. Il rivestimento di nitruro di titanio assicura una protezione ottimale contro l’usura ed una buona proprietà di attrito.
InnoForm-GAL Nell’impiego dei maschi a rullare in fusioni di alluminio, particolarmente con una elevata percentuale di silicio, i lobi vengono fortemente sollecitati. Inoltre questi materiali fragili hanno un cattivo comportamento di deformazione, ciò che porta a risultati negativi relativi alla qualità superficiale e la qualità di filettatura completa. Per ottenere tuttavia degli ottimi risultati relativi al processo di maschiatura e all’usura, abbiamo ottimizzato la geometria dell’utensile e abbiamo applicato un rivestimento duro sul maschio a rullare.
InnoForm-VA Questo maschio a rullare è stato progettato per l’impiego in acciai inossidabili. Da un lato questi materiali hanno un comportamento molto adesivo che può portare a saldature a freddo oppure, in caso di un’introduzione di forze elevata, ad una saldatura dei lobi con il materiale del pezzo. Dall’altro, questi materiali possono solidificarsi fortemente durante la deformazione, ciò che può portare ad un forte carico dei lobi. Per reagire a questi due effetti principali, abbiamo progettato una geometria che presenta una stabilità molto elevata. Di più, la combinazione di un rivestimento duro speciale con uno strato autolubrificante permette una protezione ottimale contro l’usura ed anche una riduzione dell’adesione.
InnoForm-H Quest’utensile è adatto per l’impiego in materiali con capacità di deformazione limitata, p.es. GGV. La sua geometria particolare, associata ad un rivestimento duro corrispondente, garantisce una qualità elevata della filettatura realizzata ed un’alta resistenza all’usura.
Numero di filetti M10-6H, C45, lubrificazione con emulsione, foro cieco
700%
600%
500%
400%
300%
200%
100%
0%
Prodo
tto st
anda
rd 1
Prodo
tto st
anda
rd 2
Prodo
tto st
anda
rd 3
Prodo
tto st
anda
rd 4
EMUG
E Inn
oForm
-TIN

5
Tecnica di filettaturaGamma di selezione InnoForm
5
InnoForm-Z Un utensile che risponde ad altissime esigenze. Questo maschio a rullare è adatto per l’impiego in acciai e leghe di acciai plastici con alta resistenza. Una geometria ottimizzata ed un rivestimento duro permettono di mettere al sicuro le forze di deformazione elevate e di ridurre le forze d’attrito risultanti ed il carico termico ai lobi.
InnoForm-GAL-ÖKO e InnoForm-Z-ÖKOI maschi a rullare che devono rispondere ad esigenze ancora più alte relative all’attrito ed al carico termico, come sorgono con lubrificazione minimale, devono non solo essere muniti di una geometria ottimale specifica per il materiale, ma richiedono anche ulteriori misure. Per questo scopo vengono applicati dei rivestimenti autolubrificanti sull’utensile e viene realizzato l’approvvigionamento del settore di deformazione mediante lubrorefrigerazione interna. Per l’impiego di un nuovo utensile, la combinazione di queste due caratteristiche di costruzione porta al miglioramento del comportamento di introduzione di questo maschio a rullare malgrado le cattive condizioni di lubrificazione, ciò che permette un processo di produzione sicuro ed un aumento del rendimento.
InnoForm-BL A seconda del materiale scelto, gli utensili InnoForm-BL basano sugli utensili di base InnoForm. L’imbocco degli utensili InnoForm-BL però è stato allungato per garantire una perfetta centratura dell’utensile. La lunghezza elevata dell’utensile garantisce un’inversione della marcia sicura, anche nel caso di cicli d’inversione imprecisi.
Varianti d’esecuzione InnoFormGli utensili di base della serie InnoForm sono completati di ulteriori varianti. Per la costruzione vengono rispettate anche le condizioni marginali del caso d’applicazione. Così p.es. i canalini di lubrificazione dell’utensile vengono utilizzati per migliorare l’adduzione del lubrorefrigerante fino al punto di deformazione. Un foro per la lubrificazione interna serve a guidare il lubrorefrigerante attraverso l’utensile, ciò che è vantaggioso per la lavorazione di fori ciechi. Nel caso di un filetto molto corto, la lunghezza dell’imbocco viene adattata in maniera adeguata.
Utensili speciali InnoFormSe non esiste l’utensile idoneo per un caso d’applicazione particolare nel ns. vasto programma di maschi a rullare InnoForm, siamo in grado di produrre l’utensile InnoForm appropriato secondo le specifiche del cliente, a condizione di conoscere le condizioni generali e di avere un disegno del pezzo da lavorare. Per la progettazione dell’utensile possono essere rispettate dimensioni e tolleranze speciali del filetto, profili speciali del filetto, forme costruttive speciali e procedimenti particolari per la maschiatura tagliata e rullata combinata.
6
Tecnica di filettaturaInnoForm 1
6
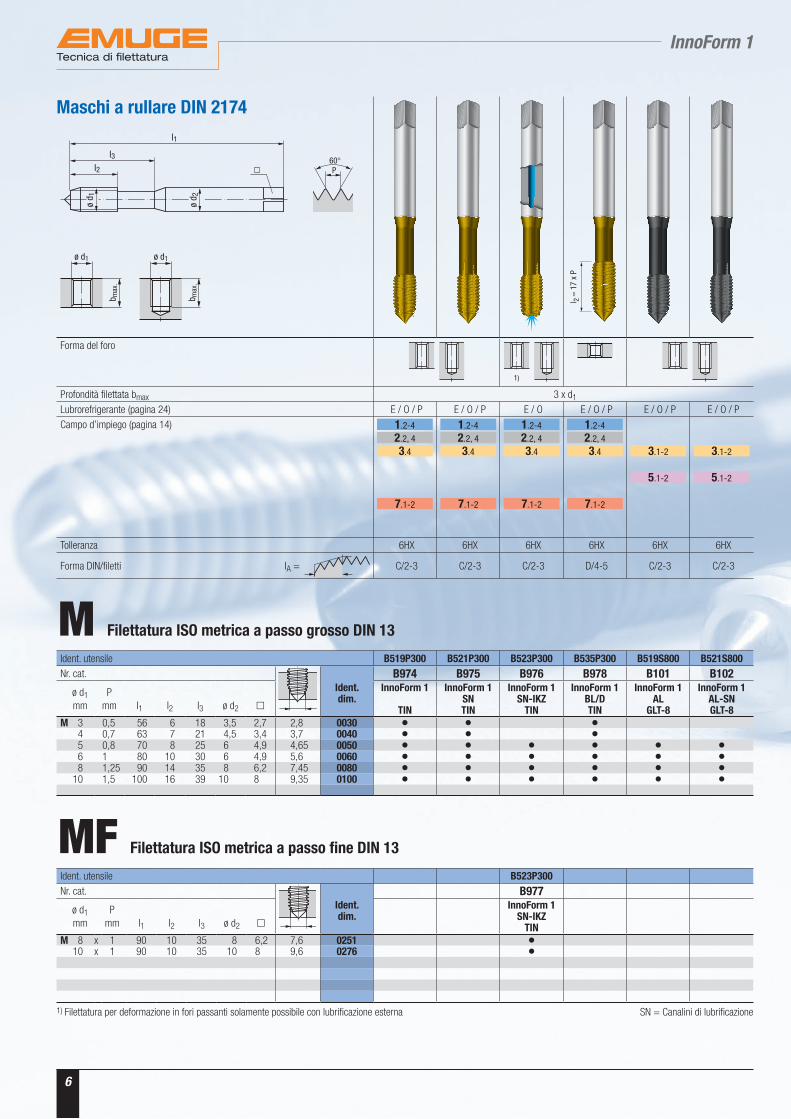
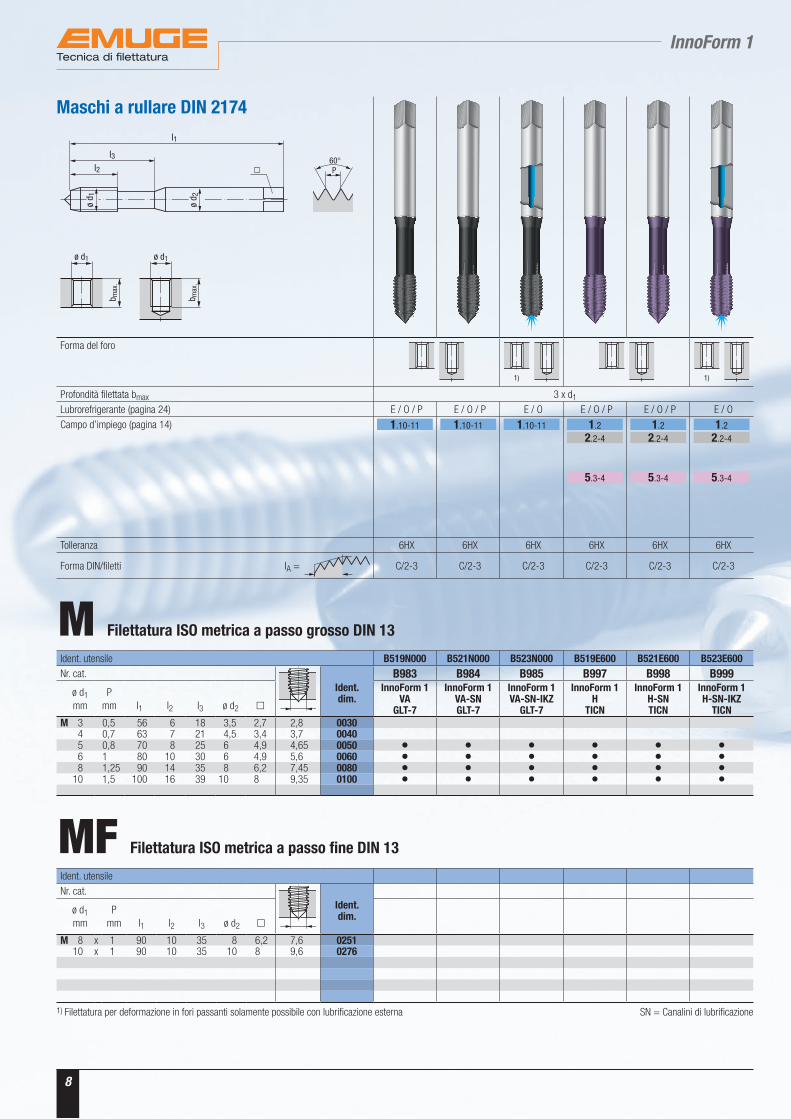
Maschi a rullare DIN 2174
Forma del foro
1)
Profondità filettata bmax 3 x d1
Lubrorefrigerante (pagina 24) E / O / P E / O / P E / O E / O / P E / O / P E / O / PCampo d’impiego (pagina 14)
Tolleranza 6HX 6HX 6HX 6HX 6HX 6HX
Forma DIN/filetti IA = C/2-3 C/2-3 C/2-3 D/4-5 C/2-3 C/2-3
l1
ø d 1
l2
ø d 2
l3
P60°
ø d1
b max
.
b max
.
ø d1
l 2 ≈
17
x P
1.2-42.2, 43.4
7.1-2
1.2-42.2, 43.4
7.1-2
1.2-42.2, 43.4
7.1-2
1.2-42.2, 43.4
7.1-2
5.1-2
3.1-2
5.1-2
3.1-2
M Filettatura ISO metrica a passo grosso DIN 13Ident. utensile B519P300 B521P300 B523P300 B535P300 B519S800 B521S800Nr. cat. B974 B975 B976 B978 B101 B102
ø d1mm
P mm I1 I2 I3 ø d2
Ident. dim.
InnoForm 1
TIN
InnoForm 1 SN TIN
InnoForm 1 SN-IKZ
TIN
InnoForm 1 BL/D TIN
InnoForm 1 AL
GLT-8
InnoForm 1 AL-SN GLT-8
M 3 0,5 56 6 18 3,5 2,7 2,8 0030 • • • 4 0,7 63 7 21 4,5 3,4 3,7 0040 • • • 5 0,8 70 8 25 6 4,9 4,65 0050 • • • • • • 6 1 80 10 30 6 4,9 5,6 0060 • • • • • • 8 1,25 90 14 35 8 6,2 7,45 0080 • • • • • • 10 1,5 100 16 39 10 8 9,35 0100 • • • • • •
MF Filettatura ISO metrica a passo fine DIN 13Ident. utensile B523P300Nr. cat. B977
ø d1mm
P mm I1 I2 I3 ø d2
Ident. dim.
InnoForm 1 SN-IKZ
TINM 8 x 1 90 10 35 8 6,2 7,6 0251 • 10 x 1 90 10 35 10 8 9,6 0276 •
1) Filettatura per deformazione in fori passanti solamente possibile con lubrificazione esterna SN = Canalini di lubrificazione
Tecnica di filettaturaInnoForm 1
7
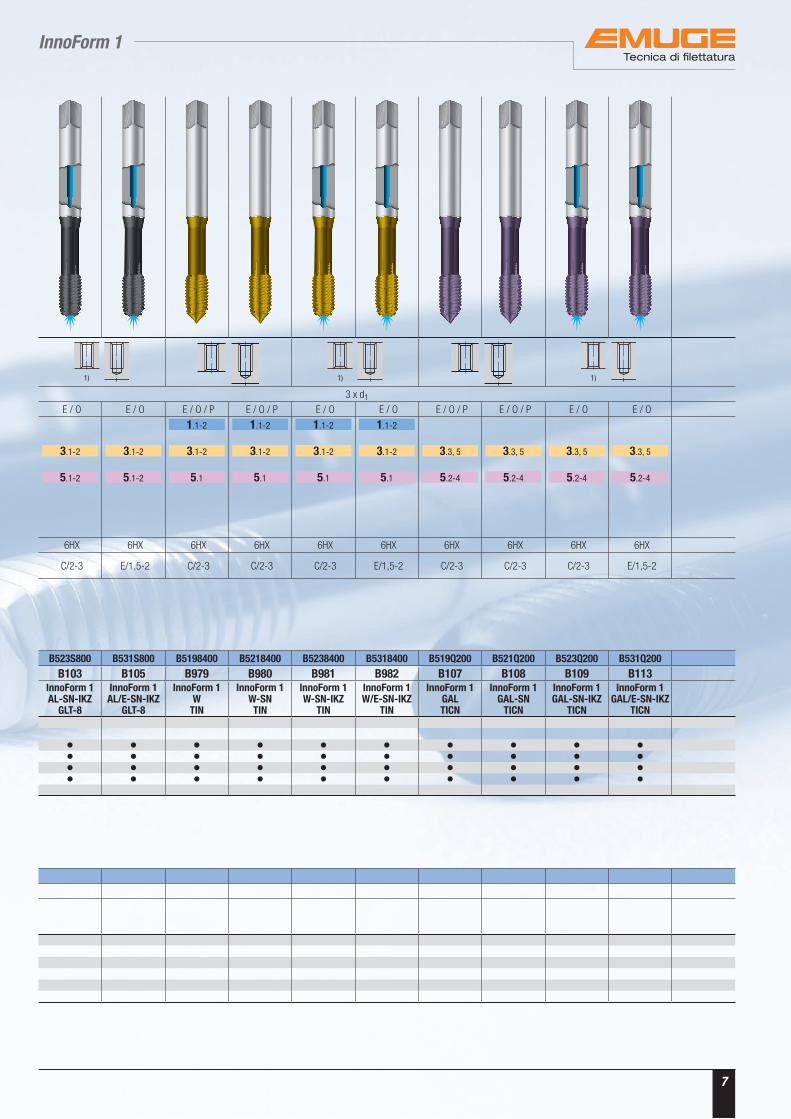
1) 1) 1)
3 x d1
E / O E / O E / O / P E / O / P E / O E / O E / O / P E / O / P E / O E / O
6HX 6HX 6HX 6HX 6HX 6HX 6HX 6HX 6HX 6HX
C/2-3 E/1,5-2 C/2-3 C/2-3 C/2-3 E/1,5-2 C/2-3 C/2-3 C/2-3 E/1,5-2
1.1-2
3.1-2
1.1-2
3.1-2
1.1-2
3.1-2
1.1-2
3.1-2
5.1
3.1-2
5.1
3.1-2 3.3, 5 3.3, 5 3.3, 5 3.3, 5
5.15.15.1-25.1-2 5.2-4 5.2-4 5.2-4 5.2-4
B523S800 B531S800 B5198400 B5218400 B5238400 B5318400 B519Q200 B521Q200 B523Q200 B531Q200B103 B105 B979 B980 B981 B982 B107 B108 B109 B113
InnoForm 1 AL-SN-IKZ
GLT-8
InnoForm 1 AL/E-SN-IKZ
GLT-8
InnoForm 1 W
TIN
InnoForm 1 W-SN TIN
InnoForm 1 W-SN-IKZ
TIN
InnoForm 1 W/E-SN-IKZ
TIN
InnoForm 1 GAL TICN
InnoForm 1 GAL-SN
TICN
InnoForm 1 GAL-SN-IKZ
TICN
InnoForm 1 GAL/E-SN-IKZ
TICN
• • • • • • • • • •• • • • • • • • • •• • • • • • • • • •• • • • • • • • • •
Tecnica di filettaturaInnoForm 1
8
Maschi a rullare DIN 2174
Forma del foro
1) 1)
Profondità filettata bmax 3 x d1
Lubrorefrigerante (pagina 24) E / O / P E / O / P E / O E / O / P E / O / P E / OCampo d’impiego (pagina 14)
Tolleranza 6HX 6HX 6HX 6HX 6HX 6HX
Forma DIN/filetti IA = C/2-3 C/2-3 C/2-3 C/2-3 C/2-3 C/2-3
l1
ø d 1
l2
ø d 2
l3
P60°
ø d1
b max
.
b max
.
ø d1
1.10-11 1.10-11 1.10-11 1.22.2-4
5.3-4 5.3-4
M Filettatura ISO metrica a passo grosso DIN 13Ident. utensile B519N000 B521N000 B523N000 B519E600 B521E600 B523E600Nr. cat. B983 B984 B985 B997 B998 B999
ø d1mm
P mm I1 I2 I3 ø d2
Ident. dim.
InnoForm 1 VA
GLT-7
InnoForm 1VA-SNGLT-7
InnoForm 1VA-SN-IKZ
GLT-7
InnoForm 1H
TICN
InnoForm 1H-SNTICN
InnoForm 1H-SN-IKZ
TICNM 3 0,5 56 6 18 3,5 2,7 2,8 0030 4 0,7 63 7 21 4,5 3,4 3,7 0040 5 0,8 70 8 25 6 4,9 4,65 0050 • • • • • • 6 1 80 10 30 6 4,9 5,6 0060 • • • • • • 8 1,25 90 14 35 8 6,2 7,45 0080 • • • • • • 10 1,5 100 16 39 10 8 9,35 0100 • • • • • •
MF Filettatura ISO metrica a passo fine DIN 13Ident. utensileNr. cat.
ø d1mm
P mm I1 I2 I3 ø d2
Ident. dim.
M 8 x 1 90 10 35 8 6,2 7,6 0251 10 x 1 90 10 35 10 8 9,6 0276
1) Filettatura per deformazione in fori passanti solamente possibile con lubrificazione esterna SN = Canalini di lubrificazione
1.2 1.22.2-4 2.2-4
5.3-4
Tecnica di filettaturaInnoForm 1
9
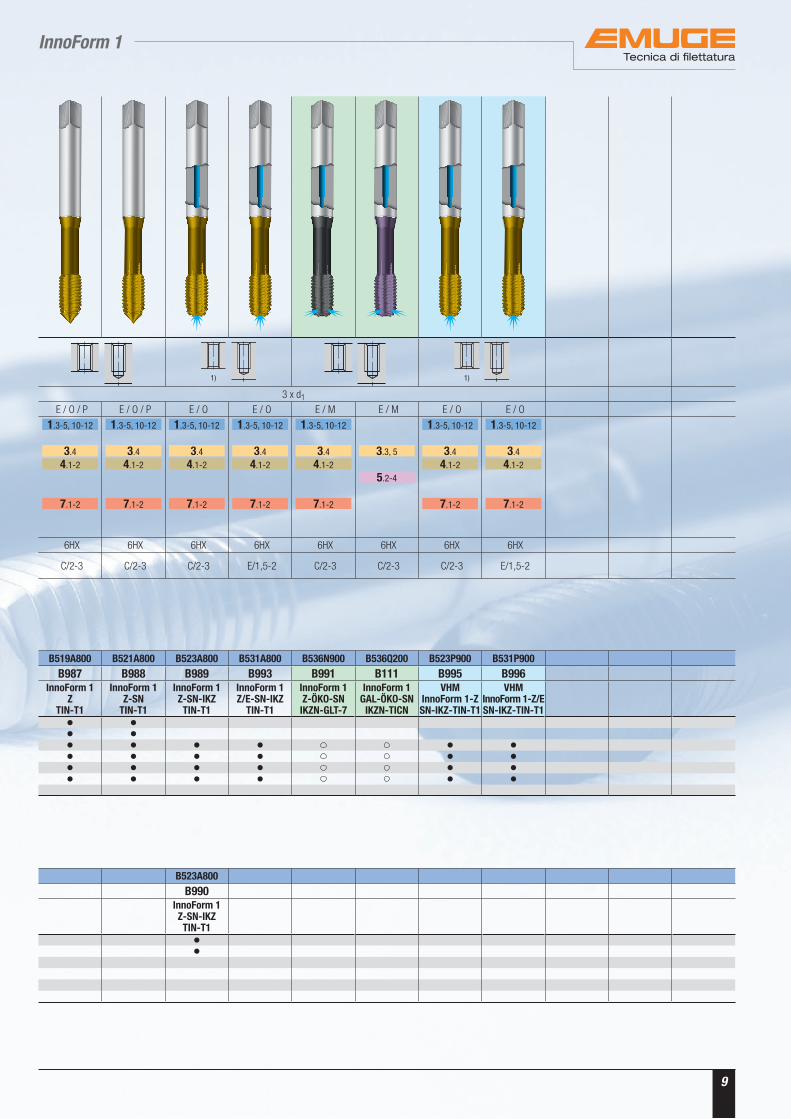
1) 1)
3 x d1
E / O / P E / O / P E / O E / O E / M E / M E / O E / O
6HX 6HX 6HX 6HX 6HX 6HX 6HX 6HX
C/2-3 C/2-3 C/2-3 E/1,5-2 C/2-3 C/2-3 C/2-3 E/1,5-2
1.3-5, 10-12
3.4
1.3-5, 10-12
3.4
1.3-5, 10-12
3.4 3.4 3.4
5.2-4
3.3, 5 3.4 3.4
B519A800 B521A800 B523A800 B531A800 B536N900 B536Q200 B523P900 B531P900B987 B988 B989 B993 B991 B111 B995 B996
InnoForm 1Z
TIN-T1
InnoForm 1Z-SN
TIN-T1
InnoForm 1Z-SN-IKZTIN-T1
InnoForm 1Z/E-SN-IKZ
TIN-T1
InnoForm 1Z-ÖKO-SNIKZN-GLT-7
InnoForm 1GAL-ÖKO-SN
IKZN-TICN
VHMInnoForm 1-ZSN-IKZ-TIN-T1
VHM InnoForm 1-Z/E SN-IKZ-TIN-T1
• •• •• • • • • •• • • • • •• • • • • •• • • • • •
B523A800B990
InnoForm 1Z-SN-IKZTIN-T1
••
1.3-5, 10-121.3-5, 10-12 1.3-5, 10-12 1.3-5, 10-12
4.1-2 4.1-2 4.1-2 4.1-2 4.1-2 4.1-2 4.1-2
7.1-2 7.1-2 7.1-2 7.1-2 7.1-2 7.1-2 7.1-2
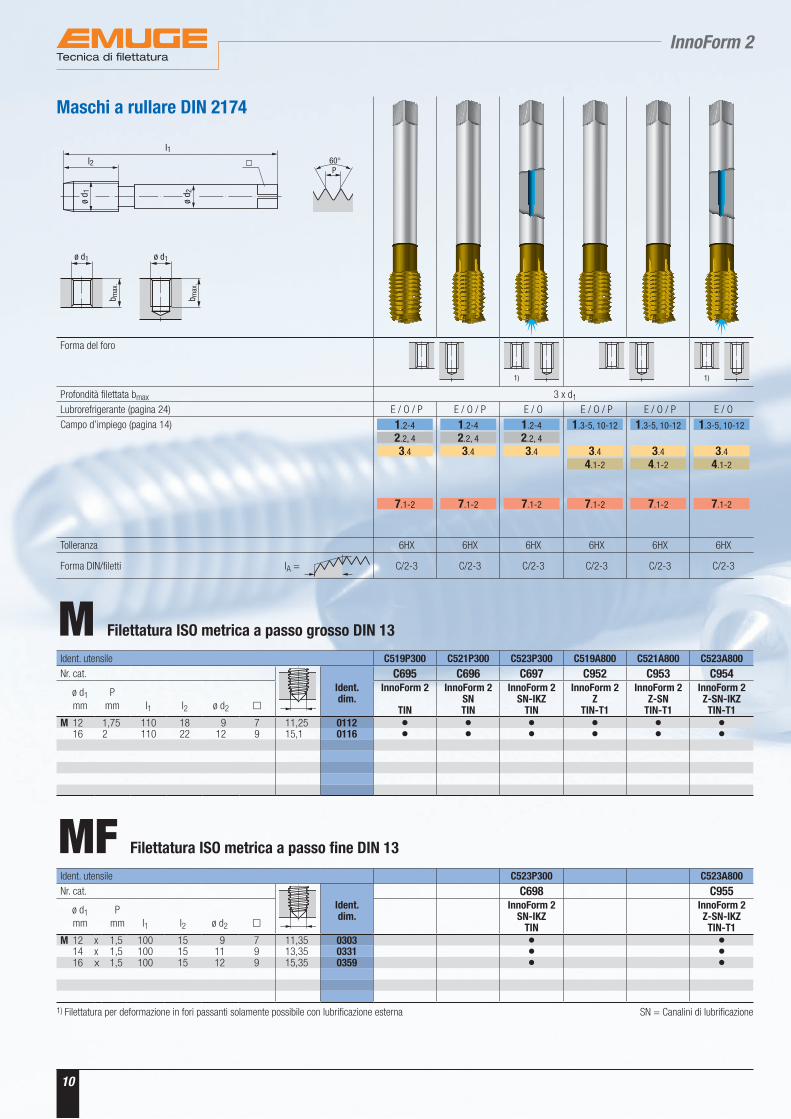
Maschi a rullare DIN 2174
Forma del foro
1) 1)
Profondità filettata bmax 3 x d1
Lubrorefrigerante (pagina 24) E / O / P E / O / P E / O E / O / P E / O / P E / OCampo d’impiego (pagina 14)
Tolleranza 6HX 6HX 6HX 6HX 6HX 6HX
Forma DIN/filetti IA = C/2-3 C/2-3 C/2-3 C/2-3 C/2-3 C/2-3
ø d 2
ø d 1
l2
l1
P60°
ø d1
b max
.
b max
.
ø d1
1.2-4 1.2-4 1.2-4 1.3-5, 10-12
M Filettatura ISO metrica a passo grosso DIN 13Ident. utensile C519P300 C521P300 C523P300 C519A800 C521A800 C523A800Nr. cat. C695 C696 C697 C952 C953 C954
ø d1mm
P mm I1 I2 ø d2
Ident. dim.
InnoForm 2
TIN
InnoForm 2SNTIN
InnoForm 2SN-IKZ
TIN
InnoForm 2Z
TIN-T1
InnoForm 2Z-SN
TIN-T1
InnoForm 2Z-SN-IKZTIN-T1
M 12 1,75 110 18 9 7 11,25 0112 • • • • • • 16 2 110 22 12 9 15,1 0116 • • • • • •
MF Filettatura ISO metrica a passo fine DIN 13Ident. utensile C523P300 C523A800Nr. cat. C698 C955
ø d1mm
P mm I1 I2 ø d2
Ident. dim.
InnoForm 2SN-IKZ
TIN
InnoForm 2Z-SN-IKZTIN-T1
M 12 x 1,5 100 15 9 7 11,35 0303 • • 14 x 1,5 100 15 11 9 13,35 0331 • • 16 x 1,5 100 15 12 9 15,35 0359 • •
1.3-5, 10-12 1.3-5, 10-122.2, 42.2, 42.2, 4
3.4 3.4 3.4 3.4 3.4 3.44.1-2 4.1-2 4.1-2
7.1-2 7.1-2 7.1-27.1-27.1-27.1-2
10
InnoForm 2Tecnica di filettatura
1) Filettatura per deformazione in fori passanti solamente possibile con lubrificazione esterna SN = Canalini di lubrificazione
11
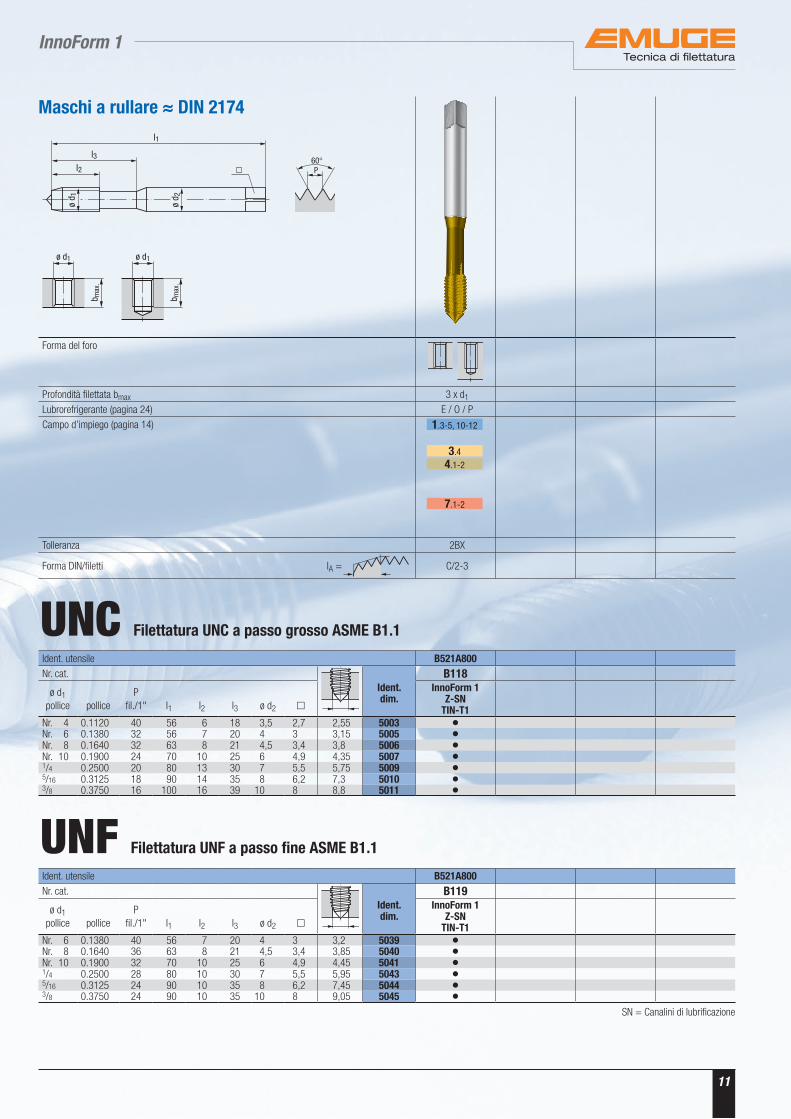
Tecnica di filettaturaInnoForm 1
Maschi a rullare ≈ DIN 2174
Forma del foro
Profondità filettata bmax 3 x d1
Lubrorefrigerante (pagina 24) E / O / PCampo d’impiego (pagina 14)
Tolleranza 2BX
Forma DIN/filetti IA = C/2-3
l1
ø d 1
l2ø
d 2
l3
P60°
ø d1
b max
.
b max
.
ø d1
UNC Filettatura UNC a passo grosso ASME B1.1Ident. utensile B521A800Nr. cat. B118
ø d1pollice pollice
P fil./1" I1 I2 I3 ø d2
Ident. dim.
InnoForm 1Z-SN
TIN-T1Nr. 4 0.1120 40 56 6 18 3,5 2,7 2,55 5003 •Nr. 6 0.1380 32 56 7 20 4 3 3,15 5005 •Nr. 8 0.1640 32 63 8 21 4,5 3,4 3,8 5006 •Nr. 10 0.1900 24 70 10 25 6 4,9 4,35 5007 •1/4 0.2500 20 80 13 30 7 5,5 5,75 5009 •5/16 0.3125 18 90 14 35 8 6,2 7,3 5010 •3/8 0.3750 16 100 16 39 10 8 8,8 5011 •
UNF Filettatura UNF a passo fine ASME B1.1
1.3-5, 10-12
3.44.1-2
7.1-2
Ident. utensile B521A800Nr. cat. B119
ø d1pollice pollice
P fil./1" I1 I2 I3 ø d2
Ident. dim.
InnoForm 1Z-SN
TIN-T1Nr. 6 0.1380 40 56 7 20 4 3 3,2 5039 •Nr. 8 0.1640 36 63 8 21 4,5 3,4 3,85 5040 •Nr. 10 0.1900 32 70 10 25 6 4,9 4,45 5041 •1/4 0.2500 28 80 10 30 7 5,5 5,95 5043 •5/16 0.3125 24 90 10 35 8 6,2 7,45 5044 •3/8 0.3750 24 90 10 35 10 8 9,05 5045 •
SN = Canalini di lubrificazione
12
InnoForm 2Tecnica di filettatura
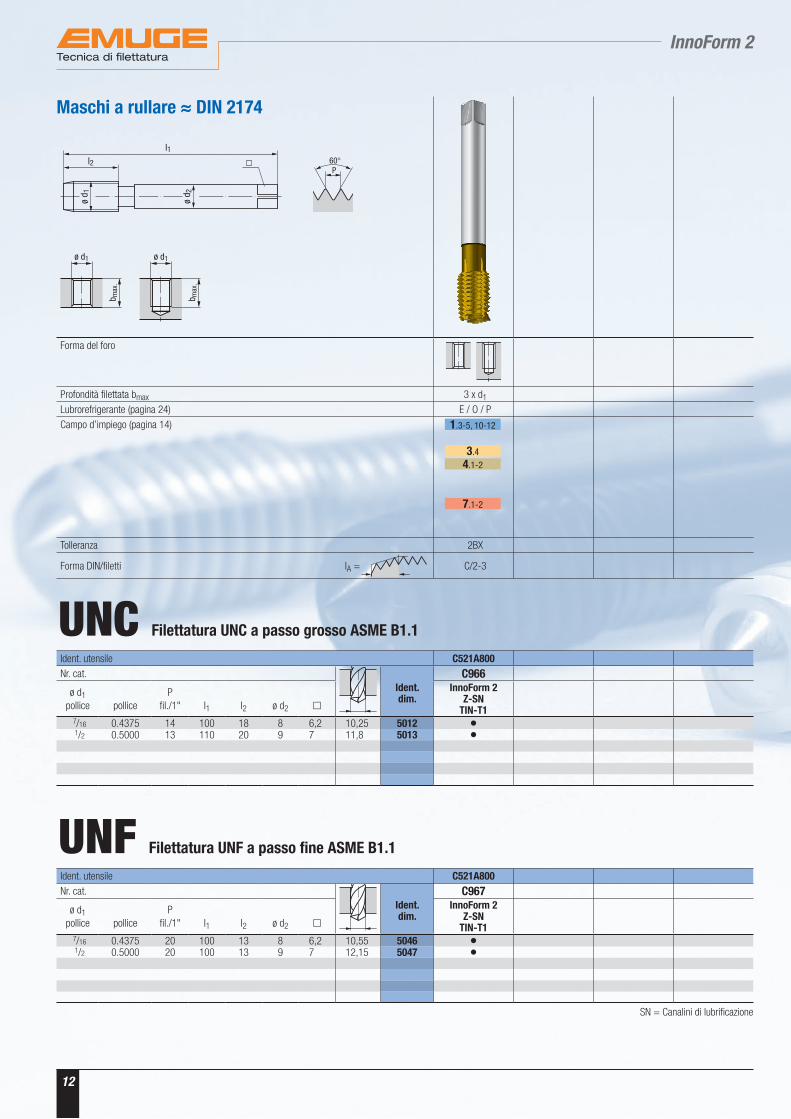
Maschi a rullare ≈ DIN 2174
Forma del foro
Profondità filettata bmax 3 x d1
Lubrorefrigerante (pagina 24) E / O / PCampo d’impiego (pagina 14)
Tolleranza 2BX
Forma DIN/filetti IA = C/2-3
UNC Filettatura UNC a passo grosso ASME B1.1Ident. utensile C521A800Nr. cat. C966
ø d1pollice pollice
P fil./1" I1 I2 ø d2
Ident. dim.
InnoForm 2Z-SN
TIN-T17/16 0.4375 14 100 18 8 6,2 10,25 5012 •1/2 0.5000 13 110 20 9 7 11,8 5013 •
UNF Filettatura UNF a passo fine ASME B1.1
1.3-5, 10-12
3.44.1-2
7.1-2
SN = Canalini di lubrificazione
ø d 2
ø d 1
l2
l1
P60°
ø d1
b max
.
b max
.
ø d1
Ident. utensile C521A800Nr. cat. C967
ø d1pollice pollice
P fil./1" I1 I2 ø d2
Ident. dim.
InnoForm 2Z-SN
TIN-T17/16 0.4375 20 100 13 8 6,2 10,55 5046 •1/2 0.5000 20 100 13 9 7 12,15 5047 •
13
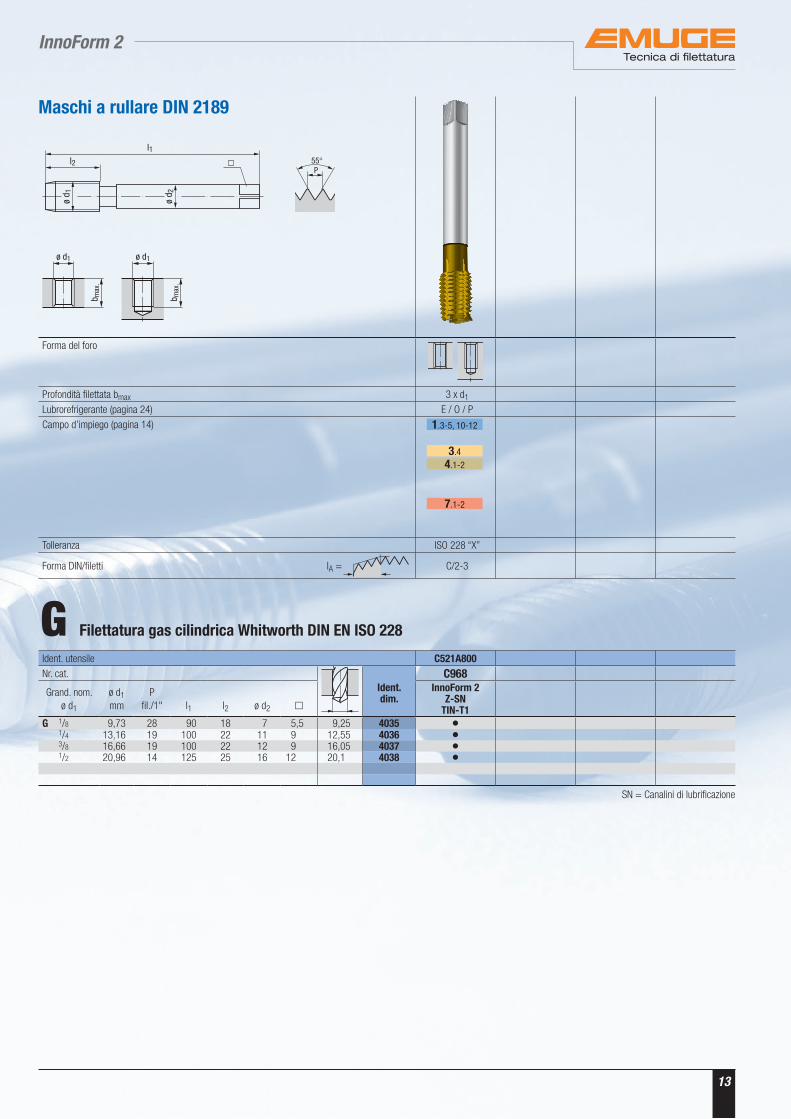
Tecnica di filettaturaInnoForm 2
Maschi a rullare DIN 2189
Forma del foro
Profondità filettata bmax 3 x d1
Lubrorefrigerante (pagina 24) E / O / PCampo d’impiego (pagina 14)
Tolleranza ISO 228 “X”
Forma DIN/filetti IA = C/2-3
G Filettatura gas cilindrica Whitworth DIN EN ISO 228Ident. utensile C521A800Nr. cat. C968Grand. nom.
ø d1
ø d1mm
P fil./1" I1 I2 ø d2
Ident. dim.
InnoForm 2Z-SN
TIN-T1G 1/8 9,73 28 90 18 7 5,5 9,25 4035 • 1/4 13,16 19 100 22 11 9 12,55 4036 • 3/8 16,66 19 100 22 12 9 16,05 4037 • 1/2 20,96 14 125 25 16 12 20,1 4038 •
1.3-5, 10-12
3.44.1-2
7.1-2
SN = Canalini di lubrificazione
ø d 2
ø d 1
l2
l1
P55°
ø d1
b max
.
b max
.
ø d1
14
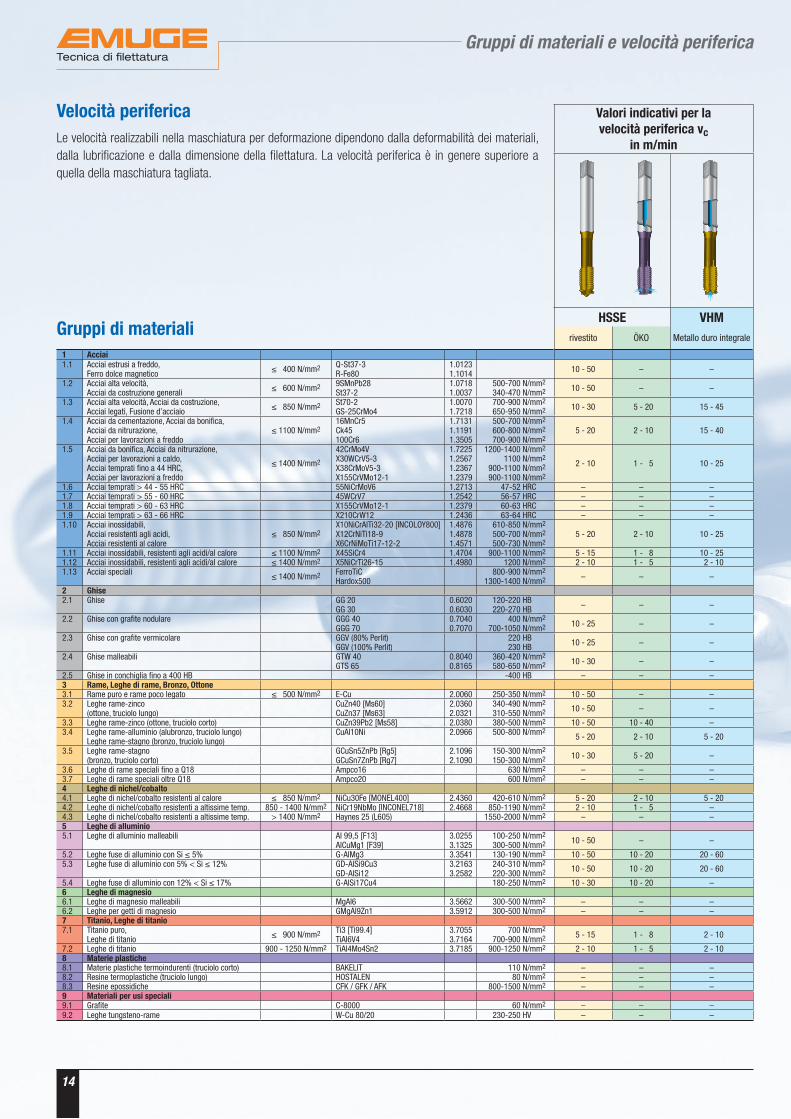
Gruppi di materiali e velocità perifericaTecnica di filettatura
Valori indicativi per la velocità periferica vc
in m/min
Gruppi di materiali HSSE VHMrivestito ÖKO Metallo duro integrale
1 Acciai1.1 Acciai estrusi a freddo,
Ferro dolce magnetico ≤ 400 N/mm2 Q-St37-3R-Fe80
1.01231.1014 10 - 50 – –
1.2 Acciai alta velocità,Acciai da costruzione generali ≤ 600 N/mm2 9SMnPb28
St37-21.07181.0037
500-700 N/mm2
340-470 N/mm2 10 - 50 – –
1.3 Acciai alta velocità, Acciai da costruzione,Acciai legati, Fusione d’acciaio ≤ 850 N/mm2 St70-2
GS-25CrMo41.00701.7218
700-900 N/mm2
650-950 N/mm2 10 - 30 5 - 20 15 - 45
1.4 Acciai da cementazione, Acciai da bonifica,Acciai da nitrurazione,Acciai per lavorazioni a freddo
≤ 1100 N/mm216MnCr5Ck45100Cr6
1.71311.11911.3505
500-700 N/mm2
600-800 N/mm2
700-900 N/mm2 5 - 20 2 - 10 15 - 40
1.5 Acciai da bonifica, Acciai da nitrurazione, Acciai per lavorazioni a caldo,Acciai temprati fino a 44 HRC,Acciai per lavorazioni a freddo
≤ 1400 N/mm2
42CrMo4VX30WCrV5-3X38CrMoV5-3X155CrVMo12-1
1.72251.25671.23671.2379
1200-1400 N/mm2
1100 N/mm2
900-1100 N/mm2
900-1100 N/mm2
2 - 10 1 - 5 10 - 25
1.6 Acciai temprati > 44 - 55 HRC 55NiCrMoV6 1.2713 47-52 HRC – – –1.7 Acciai temprati > 55 - 60 HRC 45WCrV7 1.2542 56-57 HRC – – –1.8 Acciai temprati > 60 - 63 HRC X155CrVMo12-1 1.2379 60-63 HRC – – –1.9 Acciai temprati > 63 - 66 HRC X210CrW12 1.2436 63-64 HRC – – –1.10 Acciai inossidabili,
Acciai resistenti agli acidi,Acciai resistenti al calore
≤ 850 N/mm2X10NiCrAlTi32-20 [INCOLOY800]X12CrNiTi18-9X6CrNiMoTi17-12-2
1.48761.48781.4571
610-850 N/mm2
500-700 N/mm2
500-730 N/mm2 5 - 20 2 - 10 10 - 25
1.11 Acciai inossidabili, resistenti agli acidi/al calore ≤ 1100 N/mm2 X45SiCr4 1.4704 900-1100 N/mm2 5 - 15 1 - 8 10 - 251.12 Acciai inossidabili, resistenti agli acidi/al calore ≤ 1400 N/mm2 X5NiCrTi26-15 1.4980 1200 N/mm2 2 - 10 1 - 5 2 - 101.13 Acciai speciali ≤ 1400 N/mm2 FerroTiC
Hardox500 800-900 N/mm2
1300-1400 N/mm2 – – –
2 Ghise2.1 Ghise GG 20
GG 300.60200.6030
120-220 HB 220-270 HB – – –
2.2 Ghise con grafite nodulare GGG 40GGG 70
0.70400.7070
400 N/mm2
700-1050 N/mm2 10 - 25 – –
2.3 Ghise con grafite vermicolare GGV (80% Perlit)GGV (100% Perlit)
220 HB 230 HB 10 - 25 – –
2.4 Ghise malleabili GTW 40GTS 65
0.80400.8165
360-420 N/mm2
580-650 N/mm2 10 - 30 – –
2.5 Ghise in conchiglia fino a 400 HB -400 HB – – –3 Rame, Leghe di rame, Bronzo, Ottone3.1 Rame puro e rame poco legato ≤ 500 N/mm2 E-Cu 2.0060 250-350 N/mm2 10 - 50 – –3.2 Leghe rame-zinco
(ottone, truciolo lungo)CuZn40 [Ms60] CuZn37 [Ms63]
2.03602.0321
340-490 N/mm2
310-550 N/mm2 10 - 50 – –
3.3 Leghe rame-zinco (ottone, truciolo corto) CuZn39Pb2 [Ms58] 2.0380 380-500 N/mm2 10 - 50 10 - 40 –3.4 Leghe rame-alluminio (alubronzo, truciolo lungo)
Leghe rame-stagno (bronzo, truciolo lungo)CuAl10Ni 2.0966 500-800 N/mm2
5 - 20 2 - 10 5 - 20
3.5 Leghe rame-stagno(bronzo, truciolo corto)
GCuSn5ZnPb [Rg5]GCuSn7ZnPb [Rg7]
2.10962.1090
150-300 N/mm2
150-300 N/mm2 10 - 30 5 - 20 –
3.6 Leghe di rame speciali fino a Q18 Ampco16 630 N/mm2 – – –3.7 Leghe di rame speciali oltre Q18 Ampco20 600 N/mm2 – – –4 Leghe di nichel/cobalto4.1 Leghe di nichel/cobalto resistenti al calore ≤ 850 N/mm2 NiCu30Fe [MONEL400] 2.4360 420-610 N/mm2 5 - 20 2 - 10 5 - 204.2 Leghe di nichel/cobalto resistenti a altissime temp. 850 - 1400 N/mm2 NiCr19NbMo [INCONEL718] 2.4668 850-1190 N/mm2 2 - 10 1 - 5 –4.3 Leghe di nichel/cobalto resistenti a altissime temp. > 1400 N/mm2 Haynes 25 (L605) 1550-2000 N/mm2 – – –5 Leghe di alluminio5.1 Leghe di alluminio malleabili Al 99,5 [F13]
AlCuMg1 [F39]3.02553.1325
100-250 N/mm2
300-500 N/mm2 10 - 50 – –
5.2 Leghe fuse di alluminio con Si ≤ 5% G-AlMg3 3.3541 130-190 N/mm2 10 - 50 10 - 20 20 - 605.3 Leghe fuse di alluminio con 5% < Si ≤ 12% GD-AlSi9Cu3
GD-AlSi123.21633.2582
240-310 N/mm2
220-300 N/mm2 10 - 50 10 - 20 20 - 60
5.4 Leghe fuse di alluminio con 12% < Si ≤ 17% G-AlSi17Cu4 180-250 N/mm2 10 - 30 10 - 20 –6 Leghe di magnesio6.1 Leghe di magnesio malleabili MgAl6 3.5662 300-500 N/mm2 – – –6.2 Leghe per getti di magnesio GMgAl9Zn1 3.5912 300-500 N/mm2 – – –7 Titanio, Leghe di titanio7.1 Titanio puro,
Leghe di titanio ≤ 900 N/mm2 Ti3 [Ti99.4]TiAl6V4
3.70553.7164
700 N/mm2
700-900 N/mm2 5 - 15 1 - 8 2 - 10
7.2 Leghe di titanio 900 - 1250 N/mm2 TiAl4Mo4Sn2 3.7185 900-1250 N/mm2 2 - 10 1 - 5 2 - 108 Materie plastiche8.1 Materie plastiche termoindurenti (truciolo corto) BAKELIT 110 N/mm2 – – –8.2 Resine termoplastiche (truciolo lungo) HOSTALEN 80 N/mm2 – – –8.3 Resine epossidiche CFK / GFK / AFK 800-1500 N/mm2 – – –9 Materiali per usi speciali9.1 Grafite C-8000 60 N/mm2 – – –9.2 Leghe tungsteno-rame W-Cu 80/20 230-250 HV – – –
Velocità perifericaLe velocità realizzabili nella maschiatura per deformazione dipendono dalla deformabilità dei materiali, dalla lubrificazione e dalla dimensione della filettatura. La velocità periferica è in genere superiore a quella della maschiatura tagliata.

Il procedimento della maschiatura per deformazioneTecnica di filettatura
15
Il procedimentoLa maschiatura per deformazione è attribuita, secondo DIN 8583-5, ai procedimenti di deformazione a pressione. La filettatura interna è prodotta mediante la pressione dei denti posizionati elicoidalmente nel preforo.
L’utensile di deformazione ha un imbocco conico e un tratto di guida cilindrico. In queste due parti si forma il passo della filettatura in modo elicoidale. Nella sezione trasversale, verticalmente all’asse dell’utensile, si può vedere un profilo poligonale. Ne risultano dei lobi con profilo di filettatura attivo.
L’imbocco ha la forma di un cono nel quale il passo del filetto elicoidale si ingrandisce nel diametro. Durante il processo di deformazione l’imbocco produce la filettatura, i lobi ingranano l’uno dopo l’altro con l’avanzamento radiale e deformano la filettatura. Così il materiale del pezzo fluisce dalle creste lungo i fianchi fino al nocciolo della filettatura. Si producono fianchi lisci e il tipico “artiglio” nel nocciolo della filettatura.
Il tratto di guida cilindrico del maschio a rullare liscia la superficie della filettatura creata a deformazione e serve come guida assiale dell’utensile.
A seconda del materiale da lavorare, i vantaggi essenziali della maschiatura per deformazione sono l’alta qualità superficiale e la rigidità statica e dinamica elevata della filettatura. La lunghezza filettata da realizzare non è limitata da trucioli da asportare, ciò che porta ad un aumento della sicurezza di processo.
La buona autoguida dell’utensile evita errori di taglio assiali. L’eccellente rigidità dell’utensile è particolarmente utile per la lavorazione di piccole misure.
Pezzo
Maschio a rullare
16
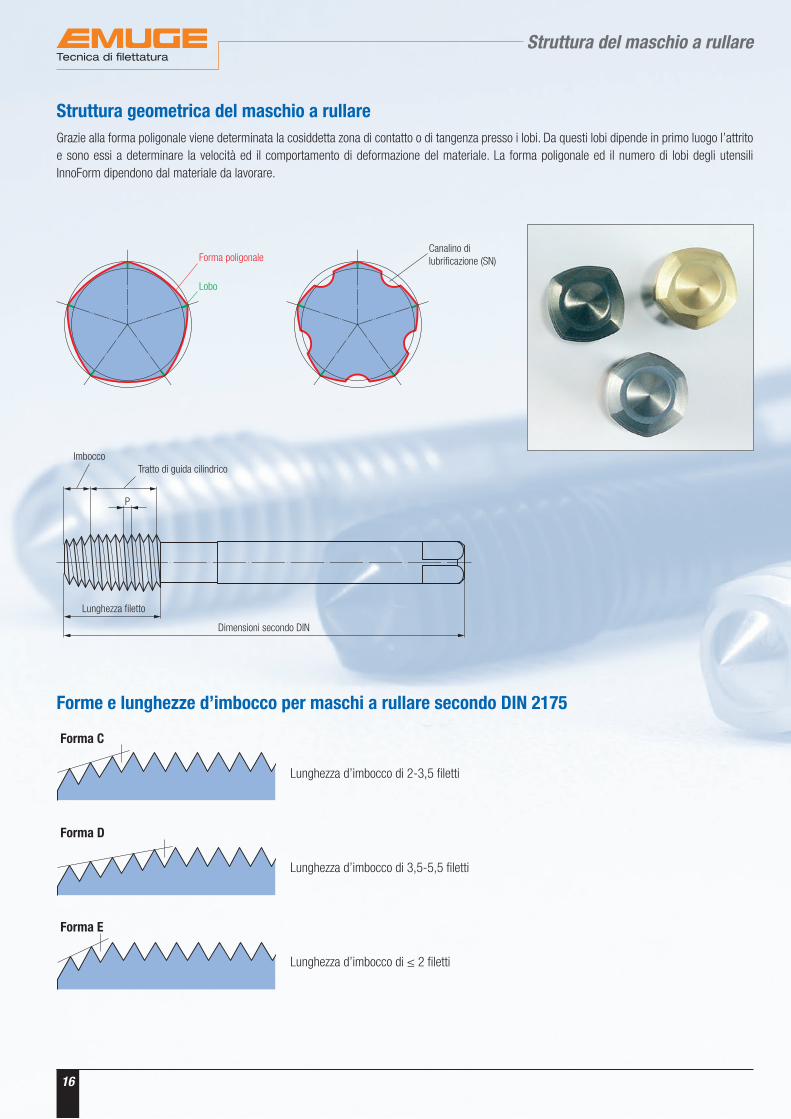
Struttura del maschio a rullareTecnica di filettatura
Struttura geometrica del maschio a rullareGrazie alla forma poligonale viene determinata la cosiddetta zona di contatto o di tangenza presso i lobi. Da questi lobi dipende in primo luogo l’attrito e sono essi a determinare la velocità ed il comportamento di deformazione del materiale. La forma poligonale ed il numero di lobi degli utensili InnoForm dipendono dal materiale da lavorare.
Forma poligonale
Lobo
Canalino di lubrificazione (SN)
P
ImboccoTratto di guida cilindrico
Dimensioni secondo DIN
Lunghezza filetto
Forme e lunghezze d’imbocco per maschi a rullare secondo DIN 2175
Forma C
Lunghezza d’imbocco di 2-3,5 filetti
Forma D
Lunghezza d’imbocco di 3,5-5,5 filetti
Forma E
Lunghezza d’imbocco di ≤ 2 filetti

Rivestimenti e strati autolubrificantiTecnica di filettatura
17
RivestimentiA seconda del caso d’applicazione, i maschi a rullare InnoForm sono muniti dei seguenti rivestimenti oppure strati autolubrificanti:
TIN Nitruro di titanio (giallo oro)La durezza di circa 2300 HV, la buona proprietà antifrizione ed una buona aderenza del rivestimento portano ad un miglioramento della durata dell’utensile. Questo rivestimento mono-strato ha una resistenza fino a circa 600 °C.
TIN-T1 Nitruro di titanio (giallo oro)La durezza di circa 3000 HV è ottenuta mediante il rivestimento multi-strato.
TICN Carbonitruro di titanio (grigio-azzurro)La durezza è circa 3000 HV. Il rivestimento TICN ha una resistenza fino a circa 400 °C.
GLT-7 Rivestimento di base con strato autolubrificante (grigio scuro)La durezza è circa 3000 HV. La combinazione di un rivestimento multi-strato e di uno strato autolubrificante porta ad un buon comportamento di inserimento ed una resistenza elevata all’usura. Il rivestimento ha una resistenza fino a circa 400 °C.
GLT-8 Rivestimento in carbonio amorfo, tipo diamante (grigio scuro)La durezza è circa 2500 HV. Questo rivestimento mono-strato è molto adatto per la lavorazione di metalli non ferrosi e di alluminio con una bassa percentuale di silicio (< 9% Si). Il basso coefficiente di attrito riduce il rischio d’aderenza del materiale. Il rivestimento ha una resistenza fino a circa 350 °C.
18
Il pezzoTecnica di filettatura
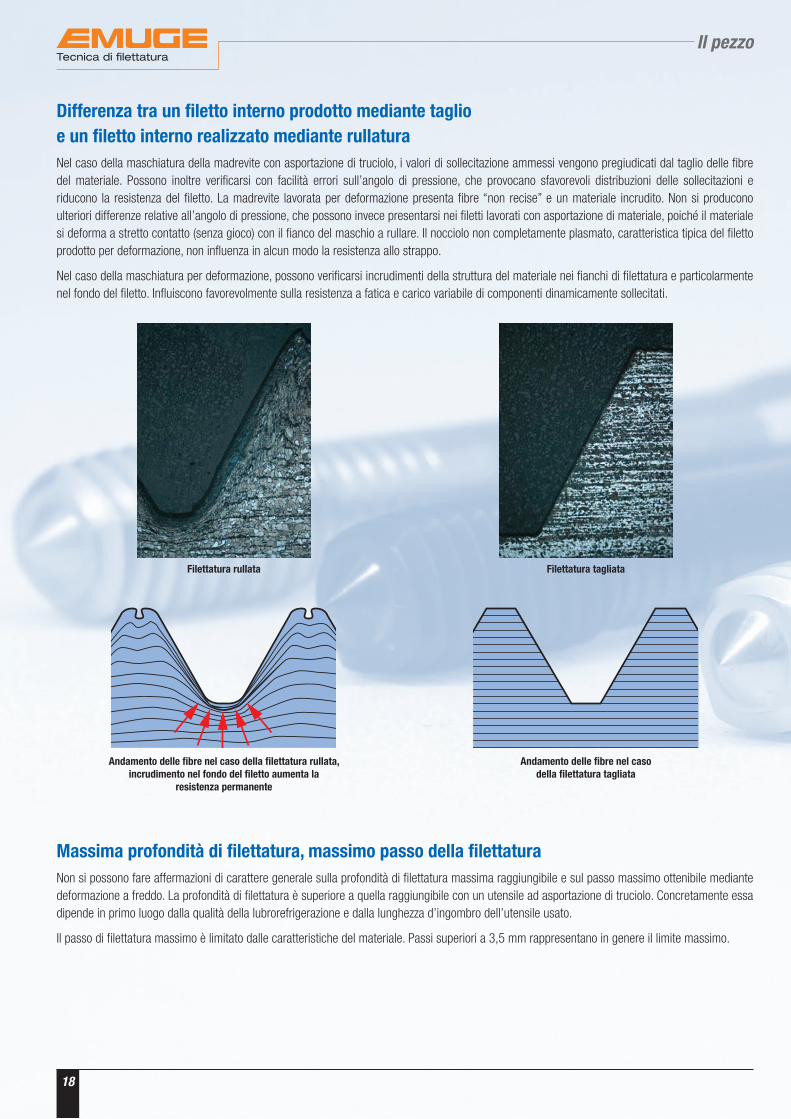
Differenza tra un filetto interno prodotto mediante taglio e un filetto interno realizzato mediante rullaturaNel caso della maschiatura della madrevite con asportazione di truciolo, i valori di sollecitazione ammessi vengono pregiudicati dal taglio delle fibre del materiale. Possono inoltre verificarsi con facilità errori sull’angolo di pressione, che provocano sfavorevoli distribuzioni delle sollecitazioni e riducono la resistenza del filetto. La madrevite lavorata per deformazione presenta fibre “non recise” e un materiale incrudito. Non si producono ulteriori differenze relative all’angolo di pressione, che possono invece presentarsi nei filetti lavorati con asportazione di materiale, poiché il materiale si deforma a stretto contatto (senza gioco) con il fianco del maschio a rullare. Il nocciolo non completamente plasmato, caratteristica tipica del filetto prodotto per deformazione, non influenza in alcun modo la resistenza allo strappo.
Nel caso della maschiatura per deformazione, possono verificarsi incrudimenti della struttura del materiale nei fianchi di filettatura e particolarmente nel fondo del filetto. Influiscono favorevolmente sulla resistenza a fatica e carico variabile di componenti dinamicamente sollecitati.
Filettatura rullata Filettatura tagliata
Andamento delle fibre nel caso della filettatura rullata, incrudimento nel fondo del filetto aumenta la
resistenza permanente
Andamento delle fibre nel caso della filettatura tagliata
Massima profondità di filettatura, massimo passo della filettaturaNon si possono fare affermazioni di carattere generale sulla profondità di filettatura massima raggiungibile e sul passo massimo ottenibile mediante deformazione a freddo. La profondità di filettatura è superiore a quella raggiungibile con un utensile ad asportazione di truciolo. Concretamente essa dipende in primo luogo dalla qualità della lubrorefrigerazione e dalla lunghezza d’ingombro dell’utensile usato.
Il passo di filettatura massimo è limitato dalle caratteristiche del materiale. Passi superiori a 3,5 mm rappresentano in genere il limite massimo.
Comportamento di deformazione e momento torcenteTecnica di filettatura
19
Caratteristiche del materiale del pezzoNon tutti i materiali sono appropriati per la maschiatura per deformazione. Devono presentare un minimo di plasticità e non devono superare un valore limite di resistenza. I materiali appropriati hanno una resistenza inferiore a 1400 N/mm2 ed un allungamento alla rottura minimo del 5%. Inoltre i materiali differenti e le loro leghe hanno delle proprietà di plasticità e comportamenti di incrudimento specifici. È evidente che p.es. leghe plastiche di alluminio, acciai ad alta resistenza e materiali inossidabili reagiscono in maniera completamente differente.
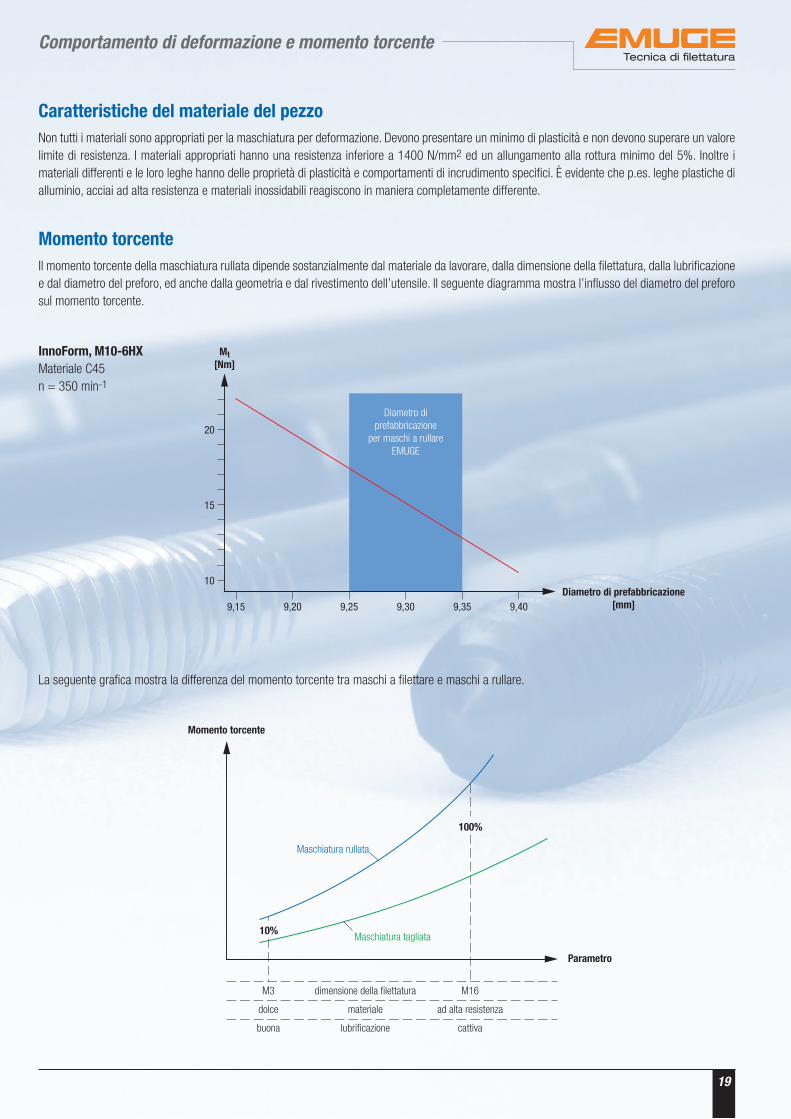
Momento torcenteIl momento torcente della maschiatura rullata dipende sostanzialmente dal materiale da lavorare, dalla dimensione della filettatura, dalla lubrificazione e dal diametro del preforo, ed anche dalla geometria e dal rivestimento dell’utensile. Il seguente diagramma mostra l’influsso del diametro del preforo sul momento torcente.
InnoForm, M10-6HXMateriale C45 n = 350 min-1
La seguente grafica mostra la differenza del momento torcente tra maschi a filettare e maschi a rullare.
9,15
10
15
20
9,20 9,25 9,30 9,35 9,40Diametro di prefabbricazione
[mm]
Diametro di prefabbricazione
per maschi a rullare EMUGE
10%
100%
Momento torcente
Parametro
M3 dimensione della filettatura M16
dolce materiale ad alta resistenza
buona lubrificazione cattiva
Maschiatura tagliata
Maschiatura rullata
Mt [Nm]

20
Tolleranze dei maschi a rullareTecnica di filettatura
Tolleranze della parte filettataLa parte filettata del maschio a rullare viene realizzata con una tolleranza più alta rispetto a quella del maschio a tagliare perché il materiale riprende una posizione definibile sulla base della quota di ritorno elastico.
Il filetto realizzato è pertanto più piccolo della parte filettata del maschio a rullare. Non è infatti possibile riavvitare nuovamente a mano quest’ultimo nel filetto, una volta terminata la rullatura, operazione che invece è generalmente eseguibile senza problemi nel caso del maschio a tagliare. Di conseguenza è necessario creare una parte filettata del maschio a rullare più prossima alla soglia di tolleranza superiore della madrevite.
0
6H
6H
6HX
6HX
ISO
2
Filettatura interna
Diametro medio nominale (base)
Tolleranza del diametro medio della filettatura interna secondo DIN ISO 965-1
Tolleranza del diametro medio del maschio secondo DIN EN 22857
Tolleranza del diametro medio del maschio a rullare secondo norma EMUGE
Tolleranza del diametro medio del maschio secondo norma EMUGE
Tolleranza del diametro medio del calibro a tampone non passa secondo DIN ISO 1502
Tolleranza del diametro medio del calibro a tampone passa secondo DIN ISO 1502
+µm
Diametro di prefabbricazione della filettaturaTecnica di filettatura
21
Influsso del diametro di prefabbricazioneNel caso di diametri troppo piccoli di prefabbricazione, il materiale del pezzo viene deformato in modo eccessivo e si producono delle forze di processo molto elevate. Se il preforo è troppo grande, il nocciolo del filetto non può essere sufficientemente deformato, cioè il diametro del nocciolo diventa troppo grande. Per poter escludere questi effetti negativi, la tolleranza del diametro di prefabbricazione è molto limitata. Nei casi d’applicazione con comportamento di deformazione particolare può essere quindi necessario deviare dal diametro di prefabbricazione raccomandato e determinare il diametro di prefabbricazione appropriato per mezzo di prove.
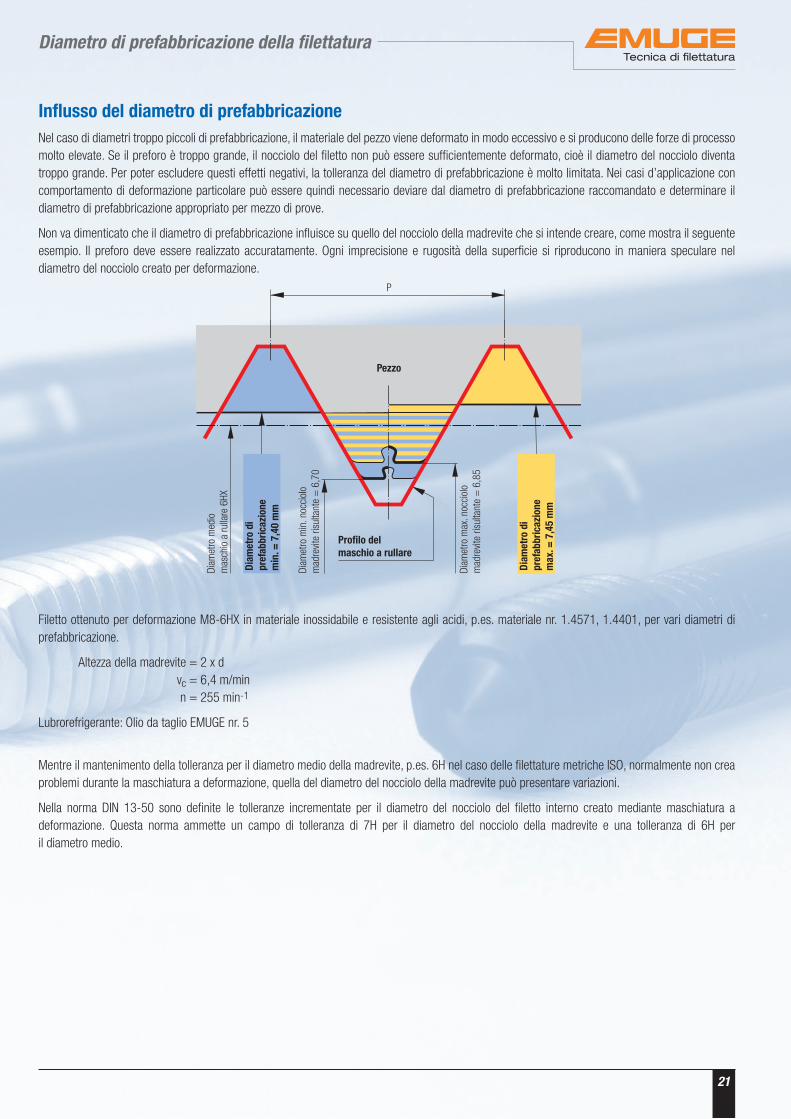
Non va dimenticato che il diametro di prefabbricazione influisce su quello del nocciolo della madrevite che si intende creare, come mostra il seguente esempio. Il preforo deve essere realizzato accuratamente. Ogni imprecisione e rugosità della superficie si riproducono in maniera speculare nel diametro del nocciolo creato per deformazione.
Filetto ottenuto per deformazione M8-6HX in materiale inossidabile e resistente agli acidi, p.es. materiale nr. 1.4571, 1.4401, per vari diametri di prefabbricazione.
Altezza della madrevite = 2 x d vc = 6,4 m/min n = 255 min-1
Lubrorefrigerante: Olio da taglio EMUGE nr. 5
Mentre il mantenimento della tolleranza per il diametro medio della madrevite, p.es. 6H nel caso delle filettature metriche ISO, normalmente non crea problemi durante la maschiatura a deformazione, quella del diametro del nocciolo della madrevite può presentare variazioni.
Nella norma DIN 13-50 sono definite le tolleranze incrementate per il diametro del nocciolo del filetto interno creato mediante maschiatura a deformazione. Questa norma ammette un campo di tolleranza di 7H per il diametro del nocciolo della madrevite e una tolleranza di 6H per il diametro medio.
P
Pezzo
Profilo del maschio a rullare
Diam
etro
di
pref
abbr
icazio
ne
min
. = 7
,40
mm
Diam
etro
di
pref
abbr
icazio
ne
max
. = 7
,45
mm
Diam
etro
med
io
mas
chio
a ru
llare
6HX
Diam
etro
min
. noc
ciol
o
mad
revit
e ris
ulta
nte
= 6
,70
Diam
etro
max
. noc
ciol
o
mad
revit
e ris
ulta
nte
= 6
,85
22
Diametro di prefabbricazione della filettaturaTecnica di filettatura
Diametro di prefabbricazione raccomandatoIl diametro di prefabbricazione raccomandato deve eventualmente essere adattato alle condizioni d’impiego.
M Filettatura ISO metrica a passo grosso DIN 13
Simbolo di filettatura
Diametro di prefabbricazione
min. max. mmM 3 2,79 2,82 2,8 4 3,69 3,73 3,7 5 4,64 4,68 4,65 6 5,55 5,60 5,6 8 7,41 7,48 7,45 10 9,28 9,37 9,35 12 11,16 11,25 11,25 16 15,02 15,14 15,1
G Filettatura gas cilindrica Whitworth DIN EN ISO 228
Simbolo di filettatura
Diametro di prefabbricazione
min. max. mmG 1/8 9,25 9,32 9,25
1/4 12,48 12,56 12,553/8 15,99 16,06 16,051/2 20,02 20,12 20,1
Punte elicoidaliCome service offriamo punte elicoidali e punte a gradino per le dimensioni M3-M16 disponibili da magazzino.
I diametri della parte di foratura sono stati scelti in relazione ai nostri consigli per la prefabbricazione in funzione della maschiatura a deformazione.
MF Filettatura ISO metrica a passo fine DIN 13
Simbolo di filettatura
Diametro di prefabbricazione
min. max. mmM 8 x 1 7,55 7,60 7,6 10 x 1 9,55 9,60 9,6 12 x 1,5 11,29 11,38 11,35 14 x 1,5 13,29 13,38 13,35 16 x 1,5 15,29 15,38 15,35
UNC Filettatura UNC a passo grosso ASME B1.1
Simbolo di filettatura
Diametro di prefabbricazione
min. max. mmNr. 4 - 40 2,54 2,58 2,55Nr. 6 - 32 3,12 3,17 3,15Nr. 8 - 32 3,79 3,83 3,8Nr. 10 - 24 4,31 4,36 4,35
1/4 - 20 5,72 5,79 5,75 5/16 - 18 7,23 7,31 7,3 3/8 - 16 8,73 8,82 8,8 7/16 - 14 10,20 10,30 10,25 1/2 - 13 11,71 11,82 11,8
UNF Filettatura UNF a passo fine ASME B1.1
Simbolo di filettatura
Diametro di prefabbricazione
min. max. mmNr. 6 - 40 3,21 3,24 3,2Nr. 8 - 36 3,83 3,87 3,85Nr. 10 - 32 4,45 4,49 4,45
1/4 - 28 5,92 5,97 5,95 5/16 - 24 7,43 7,49 7,45 3/8 - 24 9,02 9,08 9,05 7/16 - 20 10,49 10,56 10,55 1/2 - 20 12,08 12,15 12,15
Controllo e tolleranze della filettatura interna rullataTecnica di filettatura
23
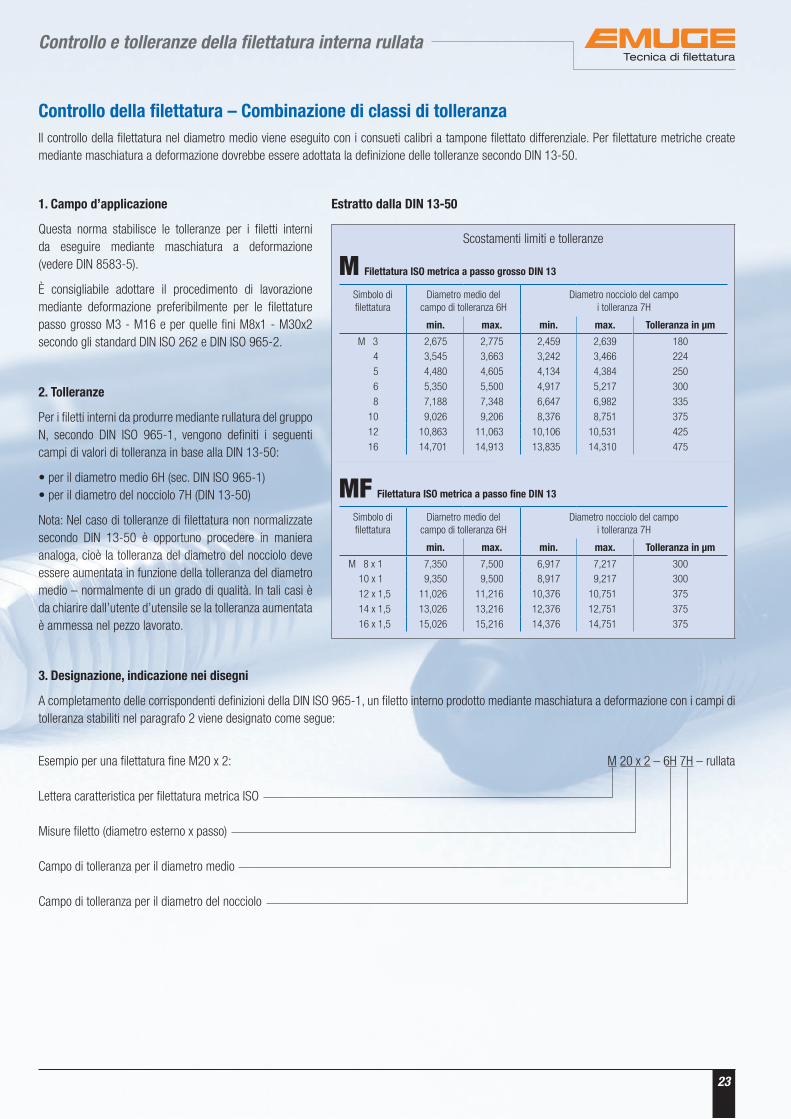
Controllo della filettatura – Combinazione di classi di tolleranzaIl controllo della filettatura nel diametro medio viene eseguito con i consueti calibri a tampone filettato differenziale. Per filettature metriche create mediante maschiatura a deformazione dovrebbe essere adottata la definizione delle tolleranze secondo DIN 13-50.
1. Campo d’applicazione Estratto dalla DIN 13-50
Questa norma stabilisce le tolleranze per i filetti interni da eseguire mediante maschiatura a deformazione (vedere DIN 8583-5).
È consigliabile adottare il procedimento di lavorazione mediante deformazione preferibilmente per le filettature passo grosso M3 - M16 e per quelle fini M8x1 - M30x2 secondo gli standard DIN ISO 262 e DIN ISO 965-2.
2. Tolleranze
Per i filetti interni da produrre mediante rullatura del gruppo N, secondo DIN ISO 965-1, vengono definiti i seguenti campi di valori di tolleranza in base alla DIN 13-50:
• per il diametro medio 6H (sec. DIN ISO 965-1) • per il diametro del nocciolo 7H (DIN 13-50)
Nota: Nel caso di tolleranze di filettatura non normalizzate secondo DIN 13-50 è opportuno procedere in maniera analoga, cioè la tolleranza del diametro del nocciolo deve essere aumentata in funzione della tolleranza del diametro medio – normalmente di un grado di qualità. In tali casi è da chiarire dall’utente d’utensile se la tolleranza aumentata è ammessa nel pezzo lavorato.
3. Designazione, indicazione nei disegni
A completamento delle corrispondenti definizioni della DIN ISO 965-1, un filetto interno prodotto mediante maschiatura a deformazione con i campi di tolleranza stabiliti nel paragrafo 2 viene designato come segue:
Esempio per una filettatura fine M20 x 2: M 20 x 2 – 6H 7H – rullata Lettera caratteristica per filettatura metrica ISO Misure filetto (diametro esterno x passo) Campo di tolleranza per il diametro medio Campo di tolleranza per il diametro del nocciolo
Scostamenti limiti e tolleranze
M Filettatura ISO metrica a passo grosso DIN 13
Simbolo di filettatura
Diametro medio del campo di tolleranza 6H
Diametro nocciolo del campo i tolleranza 7H
min. max. min. max. Tolleranza in µmM 3 2,675 2,775 2,459 2,639 180 4 3,545 3,663 3,242 3,466 224 5 4,480 4,605 4,134 4,384 250 6 5,350 5,500 4,917 5,217 300 8 7,188 7,348 6,647 6,982 335 10 9,026 9,206 8,376 8,751 375 12 10,863 11,063 10,106 10,531 425 16 14,701 14,913 13,835 14,310 475
MF Filettatura ISO metrica a passo fine DIN 13
Simbolo di filettatura
Diametro medio del campo di tolleranza 6H
Diametro nocciolo del campo i tolleranza 7H
min. max. min. max. Tolleranza in µmM 8 x 1 7,350 7,500 6,917 7,217 300 10 x 1 9,350 9,500 8,917 9,217 300 12 x 1,5 11,026 11,216 10,376 10,751 375 14 x 1,5 13,026 13,216 12,376 12,751 375 16 x 1,5 15,026 15,216 14,376 14,751 375
24
Refrigerazione e lubrificazioneTecnica di filettatura
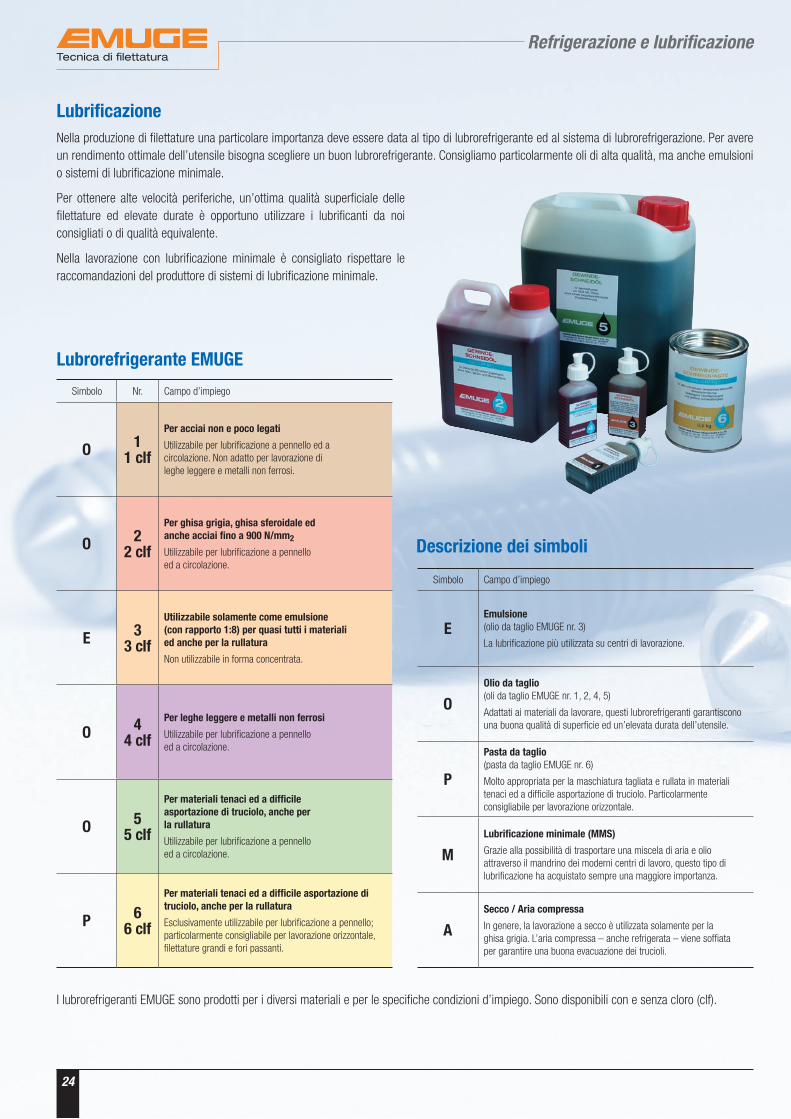
LubrificazioneNella produzione di filettature una particolare importanza deve essere data al tipo di lubrorefrigerante ed al sistema di lubrorefrigerazione. Per avere un rendimento ottimale dell’utensile bisogna scegliere un buon lubrorefrigerante. Consigliamo particolarmente oli di alta qualità, ma anche emulsioni o sistemi di lubrificazione minimale.
Per ottenere alte velocità periferiche, un’ottima qualità superficiale delle filettature ed elevate durate è opportuno utilizzare i lubrificanti da noi consigliati o di qualità equivalente.
Nella lavorazione con lubrificazione minimale è consigliato rispettare le raccomandazioni del produttore di sistemi di lubrificazione minimale.
Lubrorefrigerante EMUGE
Descrizione dei simboli
I lubrorefrigeranti EMUGE sono prodotti per i diversi materiali e per le specifiche condizioni d’impiego. Sono disponibili con e senza cloro (clf).
Simbolo Nr. Campo d’impiego
O 11 clf
Per acciai non e poco legatiUtilizzabile per lubrificazione a pennello ed a circolazione. Non adatto per lavorazione di leghe leggere e metalli non ferrosi.
O 22 clf
Per ghisa grigia, ghisa sferoidale ed anche acciai fino a 900 N/mm2Utilizzabile per lubrificazione a pennello ed a circolazione.
E 33 clf
Utilizzabile solamente come emulsione (con rapporto 1:8) per quasi tutti i materiali ed anche per la rullaturaNon utilizzabile in forma concentrata.
O 44 clf
Per leghe leggere e metalli non ferrosiUtilizzabile per lubrificazione a pennello ed a circolazione.
O 55 clf
Per materiali tenaci ed a difficile asportazione di truciolo, anche per la rullaturaUtilizzabile per lubrificazione a pennello ed a circolazione.
P 66 clf
Per materiali tenaci ed a difficile asportazione di truciolo, anche per la rullaturaEsclusivamente utilizzabile per lubrificazione a pennello; particolarmente consigliabile per lavorazione orizzontale, filettature grandi e fori passanti.
Simbolo Campo d’impiego
EEmulsione (olio da taglio EMUGE nr. 3)
La lubrificazione più utilizzata su centri di lavorazione.
OOlio da taglio (oli da taglio EMUGE nr. 1, 2, 4, 5)
Adattati ai materiali da lavorare, questi lubrorefrigeranti garantiscono una buona qualità di superficie ed un’elevata durata dell’utensile.
P
Pasta da taglio (pasta da taglio EMUGE nr. 6)
Molto appropriata per la maschiatura tagliata e rullata in materiali tenaci ed a difficile asportazione di truciolo. Particolarmente consigliabile per lavorazione orizzontale.
MLubrificazione minimale (MMS)Grazie alla possibilità di trasportare una miscela di aria e olio attraverso il mandrino dei moderni centri di lavoro, questo tipo di lubrificazione ha acquistato sempre una maggiore importanza.
ASecco / Aria compressaIn genere, la lavorazione a secco è utilizzata solamente per la ghisa grigia. L’aria compressa – anche refrigerata – viene soffiata per garantire una buona evacuazione dei trucioli.

Serraggio dell’utensileTecnica di filettatura
25
Serraggio dell’utensileEMUGE Vi offre un vasto programma di mandrini per utensili di filettatura, p.es.
• mandrini a cambio rapido • mandrini a pinze • apparecchi di maschiatura
Qualunque utensile è da serrare Vi offriamo la soluzione ottimale. A seconda del caso d’impiego i ns. mandrini sono muniti di caratteristiche di rendimento specifiche.
.
Gli apparecchi di maschiatura delle serie GRN-NC e SWITCH-MASTER® sono concepiti per filettature destre su macchine CNC. Grazie ad un meccanismo ad ingranaggi integrato, viene evitata l’inversione di rotazione del mandrino della macchina al ritorno, ciò che porta ad un risparmio di tempo grazie a cicli più corti ed ad un risparmio del mandrino della macchina grazie alla rotazione destra costante. Inoltre è realizzata una durata massima degli utensili di filettatura ed un risparmio di energia poiché la corrente assorbita resta costante.
Per l’adattamento dei maschi e maschi a rullare in mandrini a cambio rapido Vi offriamo un vasto programma di bussole a cambio rapido.

26
Serraggio dell’utensileTecnica di filettatura
Sistema di serraggio PGRIl sistema di serraggio PGR “powRgrip®” è l’alternativa meccanica ai mandrini di calettamento a caldo e ad espansione idraulica ed è adatto per il serraggio di utensili in metallo duro e HSS. In confronto al serraggio a caldo non c’è nessun cambiamento termico della struttura del portautensili.
Il sistema PGR permette un serraggio sicuro nel campo di tolleranza h9 (tipo PGR-GB) e h6 (tipo PGR) e convince con un’alta trasmissione di coppia e un’alta precisione di concentricità. Un dispositivo per il presettaggio dell’utensile è inserito nella pinza.
powRgrip® è un marchio registrato di REGO-FIX AG.
Sistema di monitoraggio utensile DDUI mandrini con elettronica DDU e l’unità d’elaborazione dei segnali di misura di ARTIS permettono di rilevare le forze di lavorazione risultanti nella produzione di filettature per mezzo di strisce di estensimetri direttamente sul portautensile.
Il nuovo sistema di monitoraggio utensile DDU è stato recentemente sviluppato a partire dal sistema ICS. Con questo sistema è possibile rilevare il momento torcente e, simultaneamente, le forze assiali durante la produzione di filettature.

ZP
1001
9 . I
T
8H 0
3200
9 Fl
· R
ev. B
P
rint
ed in
Ger
man
y
EMUGE-Werk Richard Glimpel GmbH & Co. KG · Fabrik für PräzisionswerkzeugeNürnberger Straße 96-100 · 91207 Lauf · GERMANY · Tel. +49 (0) 9123 / 186-0 · Fax +49 (0) 9123 / 14313
FRANKEN GmbH & Co. KG · Fabrik für PräzisionswerkzeugeFrankenstraße 7/9a · 90607 Rückersdorf · GERMANY · Tel. +49 (0) 911 / 9575-5 · Fax +49 (0) 911 / 9575-327
[email protected] · www.emuge-franken.com · www.frankentechnik.de
AUSTRIA
EMUGE Präzisionswerkzeuge GmbHPummerinplatz 2 · 4490 St. Florian Tel. +43-7224-80001 · Fax +43-7224-80004
BELGIUM
EMUGE-FRANKEN B.V.Handelsstraat 28 · 6851EH Huissen · NETHERLANDS Tel. +31-26-3259020 · Fax +31-26-3255219
BRAZIL
EMUGE-FRANKEN Ferramentas de Precisão Ltda.Ouvidor Peleja, 452 - Vila Mariana São Paulo - SP, Brasil, 04128-000 Tel. +55-11-3805-5066 · Fax +55-11-2275-7933
CANADA
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121 · USA Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650
CHINA
EMUGE-FRANKEN Precision Tools (Suzhou) Co. Ltd.No. 728 Fengting Avenue · Weiting Town Suzhou Industrial Park · 215122 Suzhou Tel. +86-512-62860560 · Fax +86-512-62860561
CZECH REPUBLIC
EMUGE-FRANKEN servisní centrum, s.r.o.Molákova 8 · 62800 Brno-Líšeň Tel. +420-5-44423261 · Fax +420-5-44233798
DENMARK
EMUGE-FRANKEN ABToldbodgade 18, 5.sal · 1253 København K Tel. +45-70-257220 · Fax +45-70-257221
FINLAND
Emuge-Franken ABEtelä Esplanadi 24 · 00130 Helsinki Tel. +35-8-207415740 · Fax +35-8-207415749
FRANCE
EMUGE SARL2, Bd de la Libération · 93284 Saint Denis Cedex Tel. +33-1-55872222 · Fax +33-1-55872229
GREAT BRITAIN
EMUGE U.K. Limited2 Claire Court, Rawmarsh Road · Rotherham S60 1RU Tel. +44-1709-364494 · Fax +44-1709-364540
HUNGARY
EFT Szerszámok és Technológiák Magyarország Kft.Gyár u. 2 · 2040 Budaörs Tel. +36-23-500041 · Fax +36-23-500462
INDIA
EMUGE IndiaPlot No.: 92 & 128, Kondhanpur, Taluka: Haveli · District Pune-412 205 Tel. +91-20-24384941 · Fax +91-20-24384028
ITALY
EMUGE-FRANKEN S. r. l.Via Carnevali, 116 · 20158 Milano Tel. +39-02-39324402 · Fax +39-02-39317407
JAPAN
EMUGE-FRANKEN K. K. Nakamachidai 1-32-10-403 · Tsuzuki-ku Yokohamashi, 224-0041 Tel. +81-45-9457831 · Fax +81-45-9457832
LUXEMBOURG
Dirk Gerson OttoGässelweg 16a · 64572 Büttelborn · GERMANY Tel. +49-6152-910330 · Fax +49-6152-910331
MALAYSIA
EMUGE-FRANKEN (Malaysia) SDN BHDNo. 603, 6th Fl., West Wing, Wisma Consplant II, No. 7 Jalan SS 16/1, Subang Jaya, Selangor Darul Ehsan Tel. +60-3-56366407 · Fax +60-3-56366405
NETHERLANDS
EMUGE-FRANKEN B.V.Handelsstraat 28 · 6851EH Huissen Tel. +31-26-3259020 · Fax +31-26-3255219
NORWAY
Emuge Franken Teknik AS Nedre Åsemulvegen 6 · 6018 Ålesund Tel. +47-70169870 · Fax +47-70169872
POLAND
EMUGE-FRANKEN Technikul. Chłopickiego 50 · 04-275 Warszawa Tel. +48-22-8796730 · Fax +48-22-8796760
PORTUGAL
EMUGE-FRANKENAv. António Augusto de Aguiar, nº 108 - 8º andar · 1050-019 Lisboa Tel. +351-213146314 · Fax +351-213526092
ROMANIA
EMUGE-FRANKEN Tools Romania SRLStr. Tulcea, Nr. 24/3 · 400594 Cluj-Napoca Tel. +40-264-597600 · Fax +40-264-597600
SERBIA
EMUGE-FRANKEN Tooling Service d.o.o.Adi Endre ul.77 · 24400 Senta Tel. +381-24-817000 · Fax +381-24-817000
SINGAPORE
Eureka Tools Pte Ltd.194 Pandan Loop # 04-10 · Pantech Industrial Complex · Singapore 128383Tel. +65-6-8745781 · Fax +65-6-8745782
SLOVAK REPUBLIC
EMUGE-FRANKEN nástroje spol. s.r.o.Lubovníková 19 · 84107 Bratislava Tel. +421-2-6453-6635 · Fax +421-2-6453-6636
SLOVENIA
EMUGE-FRANKEN tehnika d.o.o.Streliška ul. 25 · 1000 Ljubljana Tel. +386-1-4301040 · Fax +386-1-2314051
SOUTH AFRICA
EMUGE S.A. (Pty.) Ltd.2, Tandela House, Cnr. 12th Ave. & De Wet Street · 1610 Edenvale Tel. +27-11-452-8510/1/2/3/4 · Fax +27-11-452-8087
SPAIN
EMUGE-FRANKEN, S.L.Calle Fructuós Gelabert, 2-4 4º 1ª · 08970 Sant Joan Despí (Barcelona) Tel. +34-93-4774690 · Fax +34-93-3738765
SWEDEN
EMUGE FRANKEN ABHagalundsvägen 43 · 70230 Örebro Tel. +46-19-245000 · Fax +46-19-245005
SWITZERLAND
RIWAG Präzisionswerkzeuge AGWinkelbüel 4 · 6043 Adligenswil Tel. +41-41-3756600 · Fax +41-41-3756601
THAILAND
EMUGE-FRANKEN (Thailand) co., ltd.1213/54 Ladphrao 94, Khwaeng/Khet Wangthonglang · Bangkok 10310 Tel. +66-2-559-2036,(-8) · Fax +66-2-530-7304
TURKEY
EMUGE-FRANKEN Hassas Kesici Takım San. Ltd. Şti.Atatürk Mah. Girne Cad. Ataşehir, Plaza No:30 Kat:3 D. 7 Ataşehir34764 Kadıköy İstanbul Tel. +90-216-455-1272 · Fax +90-216-455-6210
USA
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121 Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650
VIETNAM
VIAT33-Ho Dac Di Street · Dong Da Dist HanoiTel. +84-4-5333120 · Fax +84-4-5333215









![maschi metallo duro - vergnano.com · Tipo di codolo: norma Vergnano Maschio con scanalature diritte Maschio a rullare con ... 8,6 0,090 0,070 10,4 0,110 0,090 f [mm/min] = f [mm/giro]](https://static.fdocumenti.com/doc/165x107/5bda981b09d3f2bb648d12b8/maschi-metallo-duro-tipo-di-codolo-norma-vergnano-maschio-con-scanalature.jpg)