magazine - Tecnedit Edizioni Srl · ERRATA CORRIGE Sul numero 35, edizione di marzo, è stato...
76
anno X - numero 36 giugno 2015 Organo ufficiale di Assocompositi magazine magazine Seguici su: Gruppo Compositi Magazine | @Compositi_mag www.compositimagazine.it Poste Italiane spa . Spedizione in abbonamento Postale - D.L. 353/2003 (conv. In L.27/02/2004 n.46) art. 1, comma1, DCB Milano
Transcript of magazine - Tecnedit Edizioni Srl · ERRATA CORRIGE Sul numero 35, edizione di marzo, è stato...

anno X - numero 36 giugno 2015
O r g a n o u f f i c i a l e d i A s s o c o m p o s i t i
magazinemagazine
Seguici su: Gruppo Compositi Magazine | @Compositi_mag w
ww
.com
posi
tim
agaz
ine.
itP
oste
Ital
iane
spa
. S
pedi
zion
e in
abb
onam
ento
Pos
tale
- D
.L. 3
53/2
003
(co
nv. I
n L.
27/0
2/20
04 n
.46
) art
. 1, c
omm
a1, D
CB
Mila
no

DEVI RINFORZARE IL SOLAIO?
Info di prodotto
Mapei con voi: approfondiamo insieme su www.mapei.it
Da Mapei l’esclusiva tecnologia che ti permette di rinforzare i solai con solo 1.5 ÷ 3 cm di spessore grazie al calcestruzzo fibro-rinforzato ad elevatissime prestazioni meccaniche. Planitop HPC Floor è la malta cementizia concepita per il rinforzo di solai in caso di ristrutturazione o adeguamento sismico in completa assenza di armatura.
LA SOLUZIONE SOTTILE E VELOCE.
(High Performancemicro-Concrete)
Planitop HPCPlanitop HPCPlanitop HPCFloorFloor
/mapeispa

DEVI RINFORZARE IL SOLAIO?
Info di prodotto
Mapei con voi: approfondiamo insieme su www.mapei.it
Da Mapei l’esclusiva tecnologia che ti permette di rinforzare i solai con solo 1.5 ÷ 3 cm di spessore grazie al calcestruzzo fibro-rinforzato ad elevatissime prestazioni meccaniche. Planitop HPC Floor è la malta cementizia concepita per il rinforzo di solai in caso di ristrutturazione o adeguamento sismico in completa assenza di armatura.
LA SOLUZIONE SOTTILE E VELOCE.
(High Performancemicro-Concrete)
Planitop HPCPlanitop HPCPlanitop HPCFloorFloor
/mapeispa
C
M
Y
CM
MY
CY
CMY
K
PUB_TRADE-TIPO.pdf 1 22/05/15 18.24


3Compositi
Assocompositi is 10 years old!
Assocompositi compie 10 anni!
Prof. Roberto Frassine, Presidente Assocompositi
Founded in May 2005, our association has just celebrated its 10th birthday.In 10 years the number of members has doubled, rising from 30 to over 60 compa-nies.This result was possible thanks to the effor-ts and support of all the members, allowing us to develop new technical and promotional activities that we have made us representa-tive of the sector not only in Italy but also in-ternationally.The strong connection with the European Association, which Assocompositi took over as pro tempore Chairman, offers us the op-portunity to have a vantage point of view also on community strategies and to antici-pate the trends of the global market.We thank all our members for their ongoing support and for the trust.Their increasing involvement in our activities is for us not only a source of personal sati-sfaction but also a tangible sign that the As-sociation moves in tune with its members.
Fondata a maggio 2005, la nostra associazione ha appena festeggiato il suo decimo compleanno.In questi anni il numero dei soci è raddoppiato, portandosi da 30 a oltre 60 aziende.Questo risultato è stato possibile grazie all’im-pegno di tutti i soci che hanno continuato a so-stenerci permettendoci di fornire servizi sem-pre nuovi e di sviluppare attività normative, fieristiche e convegnistiche che ci hanno resi rappresentativi del settore non solo in Italia ma anche a livello internazionale.La forte connessione con l’Associazione euro-pea, di cui Assocompositi ha assunto la pre-sidenza pro tempore, ci offre l’opportunità di avere un osservatorio privilegiato anche sulle strategie comunitarie e di anticipare i trend del mercato globale.Ringraziamo tutti i nostri soci per il costante so-stegno e per la fiducia che continuano ad ac-cordarci; il loro sempre maggiore coinvolgimen-to nelle nostre attività è per noi non solo fonte di soddisfazione personale ma anche il segno tangibile che l’Associazione si muove in sinto-nia con i propri associati.
Editoriale
ERRATA CORRIGE Sul numero 35, edizione di marzo, è stato pubblicato l’articolo “Valutazione non distruttiva di danni da impatto a bassa velocità su laminati compositi sottili” a firma di De Angelis G., Dati E., Marrone M., Berna-bei M.. Lo stesso articolo ha visto anche la preziosa collaborazione del Prof. Paolo Guadenzi e del Dott. Luca Lampa-ni del Dipartimento di Ingegneria Meccanica ed Aerospaziale dell’Università “Sapienza” di Roma che hanno anche prodotto, e reso disponibili, i provini in materiale composito indispensabili allo svolgimento dello studio.

The ROLO bike – lighter, stiffer, faster!
Minimize mass: OptiStruct®
Maximize stiffness: OptiStruct®
High performance composites
See the Rolo bike and learn more about
composite simulation at the European ATC,
the largest industrial conference on
simulation driven design, in Paris from
September 29th to October 1st, 2015.
Learn more at altairatc.com/europe

5Compositi
Anno X – Numero 36Year X – Issue 36
Giugno 2015June 2015
Periodicità trimestraleQuarterly review
abbonamento Italia € 25,00 abbonamento Estero € 50,00 una copia € 7,00
Registrazione al tribunale diMilano n. 189 del 20/03/2006
Pubblicità e Marketingvia Delle Foppette, 620144 Milano – Italytel. +39 0236517115fax. +39 0236517116
e-mail:[email protected]
Progetto graficoimpaginazione e fotolito
Photo type – settingBonazzi grafica - Sondrio
Stampa - Printed byBonazzi grafica - Sondrio
È vietata la riproduzione, anche parziale, senza l’autorizzazione
della casa editriceReproduction even partial is
forbidden, without the permissionof the publisher
Direttore responsabilePublishing manager
Liliana Pedercini
Coordinamento di redazioneEditing Co-ordination
Anna Schwarz
Ufficio CommercialeSales officeSara Sturla
Comitato Tecnico – ScientificoTechnical Scientific Committee
Luigi AscioneAndrea BenedettiRoberto Frassine
Alfonso MaffezzoliOrazio Manni
Mario MarchettiClaudio Migliaresi
Carlo PoggiMarino Quaresimin
Andrea RattiGiuseppe Sala
Antonino ValenzaMaurizio Vedani
A questo numero hanno collaborato
ContributorsMarcello Agrati
P.A. Carraro Annalisa Cassinelli
E. CestinoGianni CioniG. De Luca
Luciano De OtoDaniela Di Cecco
Francesca Di Paolo G. Frulla
Antonio GerardiFabrizio GindreM. Quaresimin
Marco RegiFederica Rossetti
Marco RuozzoFabrizio SarasiniMichal Simkovic
Francesco SintoniJacopo Tirillò
Marco ValenteDiego ZanoliniM. Zappalorto
Sommario
EDITORIALE
VITA ASSOCIAZIONE
Miscele polimeriche di farina di legno con fibre di vetro riciclatoRecycled glass fibres in wood flour thermoplastic compositesMarco Valente, Jacopo Tirillò, Fabrizio Sarasini
Ottimizzazione di processiLiquid Composite Moldingcon analisi numeriche complesseAdvanced numerical analyses for Liquid Composite Molding optimizationAntonio Gerardi, Annalisa Cassinelli
Nuovo paradigma per la previsione della resistenza a fatica dei compositiNew paradigm for the predictionof the fatigue strength of the composite materialsMarco Regi e Francesco Sintoni
Protezioni balistiche in composito a bordo delle naviComposite ballisticprotections on shipsG. De Luca
Strategie innovative per la progettazione a fatica di parti strutturali in compositoInnovative strategies for the design against fatigue of composite partsQuaresimin M., Zappalorto M., Carraro P.A.
3
6
9
17
25
31
38
Trasporti eco-sostenibili con i compositi termoplasticiEco-sustainable transport with the use of thermoplastic compositesDaniela Di Cecco, Francesca Di Paolo, Federica Rossetti
Fornitore e clienteIntervista a Gianni Cioni, Marcello Agrati, Michal Simkovic
Lamborghini punta sulla competenza in-houseIntervista a Luciano De Oto
Il sistema per il taglio e la finitura con laser CO2Intervista a Marco Ruozzo
Un partner affidabileIntervista a Fabrizio Gindre
VETRINA
Rigidezza equivalentedi travi snelle con parete sottilein materiale anisotropoEquivalent stiffness evaluationof anisotropic thin-walled slender beamsG. Frulla, E. Cestino
Specialisti del carbonio anche nel settore medicaleDiego Zanolini
Speciale Softwaredi progettazione
45
49
50
52
54
56
59
65
68
69
31
56
50

Compositi 6
4° Convegno nazionale AssocompositiIl 6 e 7 maggio 2015 Assocompositi ha organizzato il suo 4°Convegno Nazionale presso Fiera Milano-Rho nell’ambito di PLAST 2015. Il Convegno, realizzato in collaborazione con Assocomaplast, ha registrato una buona partecipazione di pubblico. Si è svolto in 4 sessioni tematiche (costruzioni/ materiali e tecnologie/trasporti/sostenibilità) e ha dato ai partecipanti la possibilità di visitare sia il Salone PLAST che EXPO Milano 2015. Un sentito ringraziamento va a Mapei e Cefla, sponsor rispettivamente delle sessioni tematiche costruzioni e sostenibilità, e al Comitato scientifico (Prof.L. Ascione, Prof. C. Poggi, Ing. M. Iannone, Prof. M. Quaresimin, Prof. A. Ratti, Prof. V. Carvelli, Prof. A. Maffezzoli) per la preziosa collaborazione. Gli abstract del convegno sono già online nel nostro sito web, mentre gli atti completi (pubblicati con codice ISBN) saranno disponibili a partire da luglio.
Nuovi SociSiamo molto lieti di dare il benvenuto a 4 nuovi Soci Ordinari:
• Ecodime Italia, società che eroga formazione specialistica per la lavorazione dei materiali compositi (www.ecodimeitalia.com);
• DUNA-Corradini SpA, azienda modenese attiva dal 1957 che sviluppa e commercializza poliuretani e resine epossidiche
(www.dunagroup.com); • Persico Marine che fornisce una gamma
completa di servizi: dalla progettazione al design, alla produzione di prototipi, modelli, stampi, sistemi di automazione e yacht chiavi in mano (www.persicomarine.com);
• Tec Eurolab, centro qualificato per il testing sui materiali, dotato delle più moderne attrezzature per poter eseguire analisi accurate su molteplici tipologie di materiale e offrire un supporto tecnico qualificato su materiali, prodotti e processi (www.tec-eurolab.com).
Approvazione Linee Guida FRPDopo una lunga gestione, lo scorso 19 febbraio la 1a Sezione del Consiglio Superiore dei Lavori Pubblici ha approvato la tanto attesa Linea Guida dal titolo “Linea Guida per l’identificazione, la qualificazione ed il controllo di accettazione di compositi fibrorinforzati (FRP) da utilizzarsi per il consolidamento strutturale di costruzioni esistenti”. La bozza iniziale era stata predisposta da un apposito Gruppo di Lavoro nominato dal Presidente del Consiglio Superiore dei Lavori Pubblici e composto da: Ing. Pietro Baratono (Coordinatore), Arch. Mario Avagnina, Ing. Antonio Lucchese, Ing. Emanuele Renzi, Prof. Luigi Ascione, Prof. Gaetano Manfredi, Prof. Giorgio Monti, Prof. Antonio Nanni, Prof. Carlo Poggi, Prof. Marco Savoia, Prof. Gianni Royer. Alla sua redazione avevano attivamente partecipato Fornitori e Produttori di FRP afferenti ad Assocompositi. Tale bozza era stata trasmessa dal Coordinatore al Servizio Tecnico Centrale
nel dicembre 2011. Successivamente il testo della suddetta bozza aveva subito una profonda modificazione sia da parte del Servizio Tecnico Centrale, sia da parte della Commissione Relatrice incaricata dell’affare in vista dell’esame ed approvazione da parte della 1a Sezione del Consiglio Superiore. In occasione dell’adunanza del 26 giugno 2014 la bozza così modificata sollevò vari dubbi e perplessità, tanto che la 1a Sezione ravvisò la necessità di un ulteriore approfondimento da parte della Commissione Relatrice. I lavori della Commissione così integrata sono iniziati in data 12 novembre 2014 e si sono conclusi in data 17 febbraio 2015 pervenendo ad un testo concordato, approvato nella già richiamata adunanza del 19 febbraio 2015, che sostanzialmente ricalca quello originario di quattro anni prima. Per ulteriori informazioni e approfondimenti invitiamo a contattare la nostra Segreteria.
Riclassificazione stirene posticipata a gennaio 2016È stato pubblicato sulla GUUE L 78 del 24 marzo 2015 il Regolamento (UE) 2015/491 che modifica il Regolamento (UE) n. 605/2014 (6° ATP al CLP) posticipando la sua data di applicazione al 1° gennaio 2016. La modifica si è resa necessaria in quanto il periodo transitorio fino all’applicazione del regolamento (UE) n. 605/2014 è significativamente più breve rispetto a quelli applicati per i precedenti adattamenti al progresso tecnico e scientifico. Dieci mesi sono apparsi insufficienti a consentire agli operatori economici di adattarsi alle nuove regole, alcune delle quali riguardano sostanze chimiche ampiamente utilizzate come la formaldeide e lo stirene, quindi è stata posticipata la data di applicazione del 6 ATP per concedere un periodo transitorio in linea con la prassi dei precedenti adattamenti al progresso tecnico del regolamento (CE) n. 1272/2008. Di conseguenza vengono differiti anche i termini per la redazione dell’aggiornamento del Documento di Valutazione del Rischio al 1° febbraio 2016.
Ultimo stand disponibile per Composites Europe 2015Assocompositi in collaborazione con Reed Exhibition coordina anche per il 2015 il Padiglione italiano nell’ambito di Composites Europe che si terrà a Stoccarda dal 22 al 24 settembre prossimi. Per i Soci sono previsti stand a prezzi fortemente scontati. Poiché è ancora disponibile un solo stand, in caso di interesse si prega di contattare la nostra Segreteria al più presto.
Report JEC Europe 2015 e novità per il 2016Per il terzo anno consecutivo Assocompositi ha coordinato il Padiglione italiano all’interno di JEC Europe. L’area collettiva ha ospitato i Soci ICR, CEL, Dear Composites, Compositi Magazine, Mates, Maroso, Quanta e Vetorix. Dal prossimo anno ci saranno grandi cambiamenti per lo show parigino che si chiamerà JEC World e si trasferirà nel quartiere fieristico di Paris Nord Villepinte. Siamo già al lavoro per organizzare un Padiglione Italia tutto nuovo, che avrà un layout innovativo e di grande impatto. Ulteriori aggiornamenti saranno inviati ai Soci da metà giugno.

Fiere JEC Americas Huston2-4 giugno, USA
Paris Air Show15-21 giugno, Francia
JEC Americas Huston2-4 giugno, USA
Paris Air Show15-21 giugno, Francia
CARBON 201512-17 luglio, Germania
China Composites Expo 20152-4 settembre, Cina
SPE ACCE 20158-10 settembre, USA
IBEX 201515-17 settembre, USA
Composites Europe 201522-24 settembre, Germania
Convegni ICMAC 201524-25 giugno, UK
Experimental Techniques and Testing of Composite Materials9-10 luglio, Italia
Summer school Fatigue and Damage Mechanics of Composite Materials13-17 luglio, Italia
ICCM2019- 24 luglio, Danimarca
5th ECCOMAS 7-9 settembre, UK
1st ICC22-24 settembre, Germania
CALENDARIO PROSSIMI EVENTI
Proposte espositive per i SociInformiamo gentilmente che è ancora possibile aderire alle seguenti offerte espositive scontate riservati ai nostri Soci: partecipazione con l’ICE a Eurasian Composite Show di Istanbul; stand scontati a Composites Meetings che si terrà a Nantes dal 4 al 5 novembre 2015. Per informazioni: [email protected]
Prove sperimentali FRP e FRCMIl Laboratorio Prove Materiali, Strutture e Costruzioni (LPM) del Politecnico di Milano ha recentemente ottenuto l’accreditamento delle prove di caratterizzazione meccanica di materiali FRP e FRCM in accordo a quanto previsto nelle norme ISO/IEC 17025. Per informazioni: www.lpm.polimi.it
Scuola e corso estivo sui compositi dell’Università di PadovaIl Dipartimento di Tecnica e Gestione dei sistemi industriali dell’Università di Padova (Prof. Marino Quaresimin) organizza in luglio 2015 presso la sede di Vicenza i seguenti corsi: Summer School Fatigue and Damage Mechanics of Composite Materials e Experimental Techniques and Testing of Composite Materials. Per ulteriori informazioni:http://static.gest.unipd.it/damageschool2015/
Assemblea dei Soci 2015Il 22 maggio si è tenuta a Milano l’Assemblea ordinaria dei Soci. Oltre all’approvazione dei bilanci, si sono svolte le elezioni per il rinnovo delle cariche sociali. Altre informazioni sono disponibili presso la nostra Segreteria.


9Compositi
Miscele polimeriche di farinadi legno con fibre di vetro riciclatoStudio delle proprietà meccaniche e della microstruttura dei compositi additivati con farina di legno a base di polietilene a bassa densità (LDPE) modificati con fibre corte di vetro riciclato. Per la miscelazione intima dei costituenti è stato realizzato un impianto nel quale il calore è generato per attrito: valida alternativa a basso costo a processi tradizionali come l’estrusione.
ne da parte dell’ambiente marino, delle muffe, degli insetti unitamente ad una ri-dotta tendenza alla formazione di scheg-ge. Tra i filler inorganici comunemen-te utilizzati in queste miscele stampabili a caldo le fibre di vetro ne rappresenta-no la tipologia maggiormente impiegata e conosciuta anche se sono ormai noti i problemi relativi allo smaltimento dei loro compositi a matrice termoindurente. Una alternativa al conferimento in disca-rica dei suddetti compositi termoindu-renti può essere rappresentata dal rici-clo delle fibre di vetro e il loro successivo impiego come filler in WPC, con eviden-ti vantaggi in termini di impatto ambien-tale in considerazione del fatto che in Eu-ropa circa 150000 tonnellate di scarto a base di fibre di vetro vengono smaltite in discarica ogni anno.
MATERIALI E METODICome matrice è stato utilizzato il polieti-lene a bassa densità LD 250 fornito dal-la ExxonMobil con le seguenti proprietà: MFI = 5 g/10min (190°C/2,16 kg), densi-tà = 0,916 g/cm3, carico di rottura a fles-sione = 15±1,21 MPa, modulo elastico a flessione = 460±47 MPa, durezza Shore D = 48±0.37 (a temperatura ambiente). La farina di legno di faggio è stata fornita dalla società La.So.Le. Est srl. L’analisi gra-nulometrica ha evidenziato una distribuzio-ne dei diametri nell’intervallo 250-500 µm.
compositi additivati con farina di legno (WPCs) stanno riscuoten-do un interesse negli ultimi anni in virtù di una crescente attenzio-
ne alle problematiche ambientali. L’im-piego del legno può aiutare a ridurre l’im-patto ambientale delle materie plastiche. Tali compositi sono riciclabili ed ecoso-stenibili, dal momento che il filler legno-so può essere ottenuto dagli scarti del-la lavorazione del legno o dalla segatura alla pari della matrice polimerica, la quale non necessariamente deve essere pura ma può derivare da operazioni di riciclo di prodotti a fine vita. I polimeri comunemente impiegati come matrice nei WPC includono il polietile-ne (sia a bassa che ad alta densità) [1], il polipropilene [2] e il polivinilcloruro [3]. Il mercato globale di tali compositi è sta-to valutato intorno ai 2,64 miliardi di dol-lari nel 2012 con previsioni di crescita fino a 5,39 miliardi di dollari entro il 2019, con un tasso di crescita annuale compo-sto (CAGR) pari a 10,8% tra il 2013 e il 2019. I compositi con matrice in polieti-lene hanno dominato il mercato globale dei WPC nel 2012, con le maggiori appli-cazioni confinate nel settore delle costru-zioni, mentre quelli a matrice in polivinil-cloruro mostrano le maggiori prospettive di crescita in virtù del loro crescente im-piego nel settore degli infissi. Per quanto riguarda i settori applicativi, quello delle costruzioni ha rappresentato da solo, nel
2012, oltre il 70% del volume totale della richiesta di WPC mentre è il settore au-tomobilistico quello in maggiore espan-sione [4]. Un altro settore in espansio-ne è quello della nautica. Considerando la forte crescita del settore anche in ter-mini di migliaia di chilometri di pontili gal-leggianti o di deck in legno con cui sono realizzate la maggior parte delle coper-te di imbarcazioni, risulta evidente l’enor-me potenziale di questi materiali. Il legno è un materiale versatile, di facile lavora-zione e biodegradabile, ma mostra una certa variabilità in termini di qualità uni-ta ad una ridotta durabilità. Inoltre esso tende ad usurarsi con facilità in ambien-te marino, a subire l’attacco di microor-ganismi marini e a supportare la crescita di alghe. Le assi di legno che realizzano il piano di calpestio dei pontili galleggianti possono sformarsi e deformarsi in modo disuniforme causando pericoli durante il passeggio. Per ovviare a tali problemi è necessario prevedere periodiche opera-zioni di ispezione e sostituzione. Un’alter-nativa economica e a bassa manutenzio-ne al legno per la realizzazione di ponti galleggianti, pontili e stazioni di ormeg-gio è rappresentata dai WPC. È possibile conseguire un’ampia gamma di proprietà a seconda della natura dei singoli costi-tuenti e del rapporto polimero/filler. Ri-spetto al legno, tali WPC mostrano una durabilità superiore in virtù della maggio-re resistenza all’umidità, all’aggressio-
I
Marco Valente, Jacopo Tirillò, Fabrizio Sarasini - Dipartimento di Ingegneria Chimica Materiali Ambiente, Sapienza - Universitá di Roma
Fig.1: Micrografie SEM di fibre a di legno, b di fibre di vetro riciclate e c vergini
a b c

10 Compositi
RISULTATI E DISCUSSIONELa figura 1a mostra una micrografia SEM della farina di legno utilizzata nel-la sperimentazione. Essa è formata da fasci di fibre piuttosto che da fibre indi-viduali con rapporti di forma molto bas-si (di solito tra 1 e 5). Sebbene un basso rapporto di forma deprima l’efficienza del rinforzo, le prestazioni meccaniche del composito risultante appaiono sod-disfacenti per molte applicazioni. Infatti, l’impiego di fibre di legno come rinfor-zo in materiali compositi a matrice po-limerica è ancora nettamente inferiore a quello della farina di legno a causa dei maggiori costi e delle difficoltà di pro-cesso che si verificano quando si utiliz-zano i processi tipici dello stampaggio delle materie plastiche. Le fibre di vetro riciclate (fig.1b) mostrano una morfolo-gia completamente diversa da quelle vergini (fig.1c). Appaiono infatti intima-mente aggrovigliate senza però la pre-senza evidente di danneggiamenti su-perficiali. Si può notare la presenza di residui della precedente matrice ter-moindurente sulla superficie delle fibre. La morfologia aggrovigliata delle fibre di vetro riciclate può influenzare in modo si-gnificativo le condizioni di processo e le proprietà meccaniche dei compositi ibri-di risultanti. La tabella 2 riporta la durezza dei compositi in funzione della tempera-tura e si può notare come, per i compo-siti con la sola farina di legno, la durezza aumenti all’aumentare del tenore di filler. Tale incremento risulta maggiormente evidente all’aumentare della temperatura, ove la matrice polimerica subisce un ram-mollimento mentre la farina di legno non risulta subire modificazioni fino a 60 °C. La presenza delle fibre di vetro comporta un ulteriore miglioramento della durezza
Come filler inorganico è stata usata fibra di vetro E derivante dal riciclo meccanico di manufatti in vetroresina (matrice polie-stere) provenienti dal settore automobili-stico. Per esigenze di confronto, sono sta-te utilizzate anche fibre corte di vetro E vergini di lunghezza pari a 3 mm. La mor-fologia dei rinforzi impiegati nella presen-te sperimentazione è mostrata in figura 1. La resistenza all’umidità dei compositi è stata confrontata con quella di un legno tropicale (Ipê) tradizionalmente impiega-to in pavimenti per esterni (decking). Il processo di fabbricazione dei composi-ti, mostrato in figura 2, si è articolato in due fasi: una prima fase di miscelazione intima dei costituenti che sfrutta le for-ti azioni di taglio e la rapida velocità di ro-tazione (~3000 rpm) per generare calore in grado di eliminare l’umidità e fondere la matrice termoplastica ed una succes-siva fase di stampaggio per compressio-ne della massa omogenea. La tabella 1 riporta la designazione e la formulazione di tutti i materiali realizzati e caratterizzati. Dalle piastre di dimensioni 200 mm × 200 mm × 10 mm sono stati ricavati i campioni (200 mm × 30 mm × 10 mm) per le prove di flessione a quattro punti secondo la norma ASTM D7264 esegui-te con una velocità di 2 mm/min ed uno span di 140 mm mediante una macchi-na di prova universale Zwick/Roell Z010 con cella di carico da 10 kN. Le prove di durezza Shore D sono state esegui-te secondo la norma ASTM D2240 con un durometro digitale S1 della Instron mediando 30 misurazioni per ciascu-na formulazione a due diverse tempe-rature, temperatura ambiente (23 °C) e 60 °C (±2 °C). La resistenza all’estra-zione delle vite è stata valutata secon-
do la normativa ASTM D1037 utilizzan-do una vite con lunghezza filettata pari a 18 mm e diametro maggiore pari a 5 mm. Le prove di assorbimento di ac-qua sono state condotte secondo quan-to prescritto dalla norma ASTM D570. Per ciascuna formulazione tre campioni sono stati condizionati per 24h a 105 °C prima di essere immersi in acqua distil-lata per 2 h e 24 h ad una temperatura di 23±2 °C. Le superfici di frattura dei campioni al termine delle prove di fles-sione sono state osservate mediante un microscopio elettronico a scansione (SEM) Philips XL40. Prima dell’osserva-zione al microscopio i campioni sono sta-ti rivestiti con oro mediante sputtering.
- Miscele polimeriche di farina di legno con fibre di vetro riciclato -
Fig.2: Processo produttivo dei composite ibridi
Composite sample code
LDPE content
Wood flourcontent
Glass fibrecontent
Recycled glass fibre
contentLDPE80W20 80 20 - -
LDPE65W35 65 35 - -
LDPE50W50 50 50 - -
LDPE35W65 35 65 - -
LDPE45W45V10 45 45 10 -
LDPE40W40V20 40 40 20 -
LDPE60W30V10 60 30 10
LDPE50W30V20 50 30 20 -
LDPE60W30R10 60 30 - 10
LDPE50W30R20 50 30 - 20
LDPE45W45R10 45 45 - 10
LDPE40W40R20 40 40 - 20Note. LDPE, W, V and R codes stand for low-density polyethylene, wood flour, virgin glass fibres and recycled glass fibres, respectively
Tab.1: Formulazioni dei compositi additivati con farina di legno (percentuale in peso)

11Compositi
risultati dell’assorbimento di acqua sono riassunti nella tabella 4. L’assorbimento di acqua aumenta all’au-mentare del tenore di farina di legno pur mantenendosi nettamente inferiore a quello del materiale di riferimento costi-tuito dal legno Ipê a causa del carattere fortemente idrofilo del legno non bilancia-to dal carattere idrofobo della matrice po-limerica. A parità di tenore di fibra di le-gno, l’aggiunta di fibre di vetro siano esse vergini o riciclate comporta un aumento dell’assorbimento di acqua a causa del-la scarsa adesione interfacciale con il po-lietilene. Le micrografie al SEM (fig.4) mostrano sia una omogenea dispersio-ne dei rinforzi a conferma dell’efficacia
soprattutto ad alta temperatura mentre non si notano differenze significative tra i contributi offerti dalle fibre di vetro vergi-ni e riciclate. I risultati della caratterizza-zione a flessione dei compositi sono in-vece mostrati nella figura 3. Come commento generale, la resisten-za a flessione tende ad aumentare al di-minuire del tenore di farina di legno ed anche la presenza di fibre di vetro non risulta essere benefica. Si notano mi-glioramenti sono nel caso dei composi-ti ibridi rispetto ai compositi con i teno-ri maggiori di farina di legno (65 % in peso) anche se non sufficienti per su-perare le resistenze mostrate dai com-positi con bassi tenori di farina di legno (LDPE80W20). Tale comportamento è caratteristico dei compositi a matrice ter-moplastica con fibre corte e particelle, specialmente nel caso di rinforzi lignocel-lulosici [7]. In tali compositi il processo micromeccanico principale responsabile della deformazione è il debonding. La di-minuzione della resistenza a flessione è perciò da ascrivere alla debole interfaccia tra polimero e rinforzo (farina di legno e fibra di vetro) che rende inefficace il tra-sferimento degli sforzi dalla matrice alle fibre. Le fibre di vetro riciclate forniscono valori di resistenza confrontabili con quel-li offerti dalle fibre vergini, sottolineando ancora una volta come le operazioni di ri-ciclo non abbiano influenzato negativa-mente l’efficienza di rinforzo delle fibre di vetro anche se risulta necessario l’u-tilizzo di un adatto compatibilizzante tra polimero termoplastico e fibra di vetro. Il modulo elastico al contrario ha eviden-ziato un notevole aumento in funzione del tenore di entrambi i rinforzi anche se con risultati migliori nel caso dell’aggiun-ta delle fibre di vetro, sia vergini che rici-
clate. In genere il modulo elastico risulta essere molto meno influenzato dal livello di adesione interfacciale di quanto non lo sia il carico di rottura [8]. La tabella 3 rias-sume i risultati relativi alla prova di estra-zione della vite ove, per tenere conto del-le differenze di spessore tra i campioni, i valori sono espressi in forza per unità di lunghezza della vite inserita nel compo-sito (N/mm). La presenza delle fibre di vetro gio-ca un ruolo positivo bilanciando l’effet-to negativo causato dall’introduzione della farina di legno, come risulta evi-dente confrontando tra loro i compositi LDPE50W50 e LDPE50W30V20 oppure LDPE45W45V10 e LDPE40W40V20. I
- Miscele polimeriche di farina di legno con fibre di vetro riciclato -
Note: values in parentheses are standard deviations
Tab.2: Durezza Shore D dei compositi ibridi
Composite sample code
Screw withdrawal resistance (N/mm) COVa (%)
LDPE80W20 91.63 8.60
LDPE65W35 91.92 2.92
LDPE50W50 57.16 4.45
LDPE35W65 48.09 8.25
LDPE45W45V10 65.27 5.91
LDPE40W40V20 76.91 9.12
LDPE60W30V10 85.85 7.04
LDPE50W30V20 93.06 8.75
LDPE60W30R10 75.04 9.23
LDPE50W30R20 81.66 5.97
LDPE45W45R10 63.34 2.63
LDPE40W40R20 71.79 10.05a COV = coefficient of variation
Tab.3: Prova di estrazione delle vite
Composite sample code
Room temperature 60°C
LDPE80W20 55.16 (0.87) 36.00 (0.86)
LDPE65W35 56.59 (1.62) 37.86 (1.31)
LDPE50W50 57.89 (1.08) 44.15 (1.33)
LDPE35W65 58.93 (1.29) 44.54 (1.78)
LDPE45W45V10 59.86 (1.65)) 45.81 (1.68)
LDPE40W40V20 62.64 (1.43) 48.28 (2.03)
LDPE60W30V10 59.01 (1.64) 45.32 (1.28)
LDPE50W30V20 59.49 (1.96) 47.34 (1.69)
LDPE60W30R10 59.38 (0.99) 45.23 (1.26)
LDPE50W30R20 60.07 (1.02) 46.31 (1.58)
LDPE45W45R10 59.47 (1.15) 45.94 (1.18)
LDPE40W40R20 61.38 (1.07) 47.28 (1.09)
Fig.3: Resistenza alla flessione e modulo dei composite a base di polietilene a basa densità (LDPE)

12 Compositi
pos Part A Appl Sci Manuf 2010;41:199–206.[3] Jiang H, Kamdem DP. Development of poly(-vinyl chloride)/wood composites. A literature re-view. J Vinyl Addit Technol 2004;10:59–69.[4] Wood-Plastic Composites Market (Polyethylene, Polypropylene, Polyvinyl Chlo-ride and Others) for Building & Construction, Automotive, Electrical and Other Applications - Global Industry Analysis, Size, Share, Growth, Trends and Forecast, 2013 - 2019. 2014.[5] Carus M, Eder A, Dammer L, Korte H, Scholz L, Essel R, et al. Wood-Plastic Com-posites (WPC) and Natural Fibre Composites (NFC): European and Global Markets 2012 and Future Trends. 2014.[6] Väntsi O, Kärki T. Utilization of recycled mineral wool as filler in wood–polypropy-lene composites. Constr Build Mater 2014;55:220–6.[7] Taçdemır M, Biltekin H, Caneba GT. Pre-paration and characterization of LDPE and PP-Wood fiber composites. J Appl Polym Sci 2009;112:3095–102.[8] Nunez AJ, Sturm PC, Kenny JM, Aran-guren MI, Marcovich NE, Reboredo MM. Mechanical characterization of polypropyle-ne-wood flour composites. J Appl Polym Sci 2003;88:1420–8.
del processo produttivo, sia la non ottimale compatibilità interfacciale tra matrice e rin-forzi. Le superfici di frattura sono infatti do-minate da fenomeni di debonding e pull-out che giustificano la diminuzione di resistenza e l’aumento di assorbimento di acqua.
CONCLUSIONIAl fine di valutare la possibilità di impiego di fibre di vetro riciclate come filler in com-positi termoplastici additivati con farina di legno sono state studiate le proprietà mec-caniche e la microstruttura di WPC modifi-cati mediante fibre corte di vetro al variare della percentuale in peso. I materiali com-positi ibridi sono stati fabbricati median-te un processo in due stadi costituito da una fase di miscelazione mediante un mi-scelatore appositamente realizzato e una successiva fase di stampaggio a compres-sione. La sperimentazione ha comportato la valutazione delle proprietà meccaniche a flessione (resistenza e modulo elasti-co), della durezza in funzione della tempe-ratura, della resistenza all’estrazione della vite e dell’assorbimento di umidità. La pre-senza del rinforzo ibrido (vetro e farina
RINGRAZIAMENTI/ACKNOWLEDGEMENTSThe results presented are to be placed inside the “Project for the promotion of a culture of innova-tion and technology transfer - mari-ne sector” approved and funded by the Region of Lazio with determina-tion n. B03034 of 22/05/2012. The actuator of this Project is the Polo interprovinciale formativo della nau-tica Rome-Latina which the I.I.S.S. “G. Caboto “is the leader.
BIBLIOGRAFIA/REFERENCES[1] Adhikary KB, Pang S, Staiger MP. Dimen-sional stability and mechanical behaviour of wood–plastic composites based on recycled and virgin high-density polyethylene (HDPE). Compos Part B Eng 2008;39:807–15.[2] Dányádi L, Móczó J, Pukánszky B. Effect of various surface modifications of wood flour on the properties of PP/wood composites. Com-
- Miscele polimeriche di farina di legno con fibre di vetro riciclato -
Composite sample code Water absorption (%)
2h 24h
LDPE80W20 0.20 (0.01a) 0.38 (0.01)
LDPE65W35 0.54 (0.03) 1.03 (0.03)
LDPE50W50 1.45 (0.01) 3.25 (0.17)
LDPE35W65 3.18 (0.44) 7.16 (0.64)
LDPE45W45V10 1.21 (0.09) 2.85 (0.22)
LDPE40W40V20 1.13 (0.14) 2.56 (0.25)
LDPE60W30V10 0.35 (0.01) 0.66 (0.01)
LDPE50W30V20 0.46 (0.03) 0.83 (0.05)
LDPE60W30R10 0.31 (0.01) 0.57 (0.02)
LDPE50W30R20 0.61 (0.06) 1.16 (0.05)
LDPE45W45R10 1.31 (0.01) 2.79 (0.07)
LDPE40W40R20 1.97 (0.40) 4.61 (0.96)a Values are average of three replicates and values in parentheses are standard deviations
Tab.4: Assorbimento di acqua dei composite ibridi
Fig.4: Micrografie SEM delle superfici di frattura tipiche per compositi contenenti a farina di legno, b fibre di vetro vergini e c riciclato
a b c
di legno) si è mostrata positiva ai fini dell’incremento del modulo elastico e della durezza mentre si è registrata la di-minuzione della resistenza all’estrazione delle vite all’aumentare del tenore di fari-na di legno. Tale comportamento è stato parzialmente mitigato dall’aggiunta delle fibre di vetro. Alla luce dei risultati speri-mentali, le fibre di vetro riciclate hanno evidenziato un comportamento confron-tabile con quello di analoghe fibre di ve-tro non derivanti da riciclo. In tal modo è possibile offrire una soluzione alternativa ai problemi di smaltimento dei composi-ti termoindurenti a fine vita conservando delle proprietà soddisfacenti per appli-cazioni non strutturali. La caratterizza-zione morfologica ha inoltre evidenziato come il processo di fabbricazione adotta-to, benché discontinuo, rappresenti una soluzione economicamente efficiente e rapida per la realizzazione e l’omogeneiz-zazione di miscele difficilmente proces-sabili con le tradizionali tecniche di lavo-razione dei materiali plastici.

13Compositi
Recycled glass fibres in wood flour thermoplastic compositesResults of a project investigating the possibility of using glass fibres obtained from thermoset composites in combination with wood flour reinforced low density polyethylene (LDPE) composites. The effect of recycled glass fibre contents on water absorption behaviour, mechanical properties, screw withdrawal resistance and microstructure of the hybrid composites was addressed. The compounding step in the composite manu-facturing process was performed by a customized kinetic mixer designed to allow the intimate mixing of high amount of reinforcement with the polymer matrix: a cheaper alternative to traditional extrusion processes.
of 460 ± 47 MPa, a Shore D hardness of 48 ± 0.37 (at room temperature). Wood flour (WF) of hardwood beech was kindly supplied by La.So.Le. Est Srl – Italy. The sieve analysis showed that most of the wood particles fall in the 35–60 mesh sizes, with the corresponding diameter ranging between 500 and 250 µm, respectively. Both chopped virgin E-glass fibres (length = 3 mm) and recycled ones were used as reinforcement. The recycled fibres were obtained from mechanical recycling of glass fibre reinforced polyester composites coming from the automotive industry. The morphology of the used reinforcements is shown in figure 1. For comparison purposes, samples of Ipê wood (labelled as I) were used for water absorption tests. Ipê is a tropical wood often used in outdoor applications (decking). The manufacturing process is shown schematically in figure 2. A compression moulding machine was used to mould the square plates (200 mm × 200 mm × 10 mm) from which the samples for the characterization were cut. A custom-made kinetic mixer was used to blend the polymer and the reinforcements (wood flour and glass fibres). Kinetic mixing is a batch polymer processing technique that uses high shear and rapid rotational motion (~3000 rpm) to create frictional heat sufficient to volatilize moisture and melt thermoplastics. Polymer and fillers are fed to the mixing chamber, rapidly (~3 min) brought to melting temperature of polymers, mixed and then discharged as a thoroughly homogenized molten mass. A summary of the samples manufactured and tested are reported in table 1. The flexural properties were measured in four point bend tests at room temperature using a Zwick/Roell Z010 equipped with a 10 kN load cell. The tests were performed in accordance with ASTM D 7264 with the following test parameters: crosshead speed of 2 mm/min, support span length of 140 mm. The specimens were obtained from the square plates with the following dimensions: 200 mm × 30 mm × 10 mm (L × W× t). Shore D hardness measurements were carried out according
ood plastic composites (WPCs) are relatively new materials which are gaining considerable attention in these environment-conscious
times. The use of wood, a natural and renewable resource, can help to reduce the carbon footprint of plastics and their proportion in municipal solid waste. Moreover, WPCs are potentially recyclable and can be considered sustainable materials, as the wood can be obtained from sawdust or scrap wood products as well as the plastic, which can be mainly derived from consumer and industrial recycling efforts. The present generation of WPCs comprises a very broad range of materials, from those manufactured from 100% post-consumer waste to those containing pulped wood and engineering resins. Common polymers used in WPCs include polyethylene (low and high density) [1], polypropylene [2] and polyvinyl chloride [3]. The global wood-plastic composites market has been valued at USD 2.64 billion in 2012 and is anticipated to reach USD 5.39 billion in 2019, expanding at a CAGR (compound annual growth rate) of 10.8% between 2013 and 2019. Polyethylene wood-plastic composites dominated the global wood-plastic composites market in 2012. The major application of polyethylene wood-plastic composites is in building and construction industry. Polyvinyl chloride wood-plastic composite is expected to be the fastest growing product segment of the market during the forecast period owing to its growing application in window and decking applications. Building and construction was the largest application segment of the wood-plastic composites and accounted for over 70% of the total volume demand in 2012. Exterior building and construction products manufactured using wood-plastic composites offer high resistance to fading and scratching. Additionally, automotive is expected to be the fastest growing application of the market owing to the increasing substitution of conventional materials such as metals by wood-plastic composites [4]. In this framework, fibreglass and more recently wood-plastic composites are making
inroads against traditional wood, steel and cement materials in the marina industry. Given that there is a huge quantity of miles of decking/walkway, this is where the potential is most apparent. Although wood – nature’s own composite – is versatile, easily fabricated, biodegradable and has a traditional feel, it can vary in quality and has limited life. Wood wears smooth, easily becoming slippery when wet. It can rot, suffer attack by marine organisms and may support the growth of algae. Walkway planks can sag and warp unevenly, creating a trip hazard. Even the hardwood walkways normally used are subject to these depravations and need replacing periodically. Moreover, hardwoods are becoming more difficult to source and therefore more expensive. In this regard, a low maintenance alternative to timber for docks, pontoons, jetties, walkways, docking stations and similar applications is represented by WPCs. A wide range of properties can be achieved depending on the nature of the material components used and the wood/plastic ratio. WPCs suited for marina applications behave like wood, can be cut with conventional woodworking tools and are dimensionally stable over time. However, they are more moisture resistant than wood and more resilient to weather, rot, mould growth, insects, cracking and splintering. Glass fibres are known to be a suitable reinforcement for polymers. An effective way to enhance the performance of glass fibre while minimizing cost and landfill disposal of thermoset composites would greatly improve the economic attractiveness of WPCs. A possible approach to this issue would be using glass fibres which have been recovered from post-industrial waste. About 150,000 tonnes per year of different glass fibre waste go to European landfills.
MATERIALS AND METHODSLow density polyethylene (LD 250), supplied by ExxonMobil Chemical, has the following properties: a MFI of 5 g /10 min (190 °C/2.16 kg), a density of 0.916 g /cm3, a flexural strength of 15 ± 1.21 MPa, a flexural modulus
W
Marco Valente, Jacopo Tirillò, Fabrizio SarasiniDipartimento di Ingegneria Chimica Materiali Ambiente, Sapienza - Università di Roma

14 Compositi 14 Compositi
to ASTM D 2240, using a Shore Model S1 Digital Durometer by Instron. The hardness value for each sample was calculated as the average of 30 measurements at two different temperatures, namely 23 (room temperature) and 60 °C (± 2 °C). The screw withdrawal test (ASTM D 1037) determines the load required to pull a screw from the panel specimen. The threaded length was 18 mm with a major diameter = 5 mm. The screw was hand-driven perpendicular to the face of the panel (18 mm) into each specimen immediately before testing. Three screws for each composite type were tested. The screws were withdrawn at a uniform speed (2 mm/min) until maximum load was recorded at room temperature (23 ± 2 °C). Water absorption tests were performed in accordance with ASTM D 570. Three specimens were oven dried at 105 °C for 24 h. The conditioned specimens were immersed in distilled water for 2 h and 24 h at a temperature of 23 ± 2 °C. The fracture surfaces of the flexural test specimens were investigated using a scanning electron microscope (Philips XL40). All specimens were sputter coated with gold prior to examination.
RESULTS AND DISCUSSIONFigure 1a shows a SEM micrograph of the wood flour used in this study. Wood flour is made of fibre bundles rather than individual wood fibres with small aspect ratios (usually 1–5). Though the low aspect ratio can reduce the reinforcing ability, mechanical performance of the composite is sufficient for many applications. In fact, the use of wood fibres in polymer composites still greatly lags behind that of wood flour because of greater cost and increased processing difficulties when using traditional plastics processing methods. The virgin glass fibres are short fibres traditionally used in composites, as can be seen in figure 1c. Recycled glass fibres appear to be completely different from the virgin ones, as can be clearly seen in figure 1b. They appear to be heavily entangled and they do not seem to suffer from evident surface damage. However, it was noted the presence of some residual resin coming from the previous mechanical recycling operation. The entanglement could affect to a great extent both the processing and mechanical properties of the resulting hybrid composites. A summary of hardness data is presented in table 2. As for wood flour composites, hardness of polymer matrix is found to slightly increase with increasing WF content. The increase is more evident at higher temperatures, where the polymer suffers from a softening effect with increasing temperature, whilst WF is not affected by temperatures as high as 60 °C. The presence of glass fibres causes a further improvement of hardness especially at higher temperatures, whilst a significant difference between virgin and recycled fibres is not observed, thus confirming the positive role of recycled glass fibres. As a whole, the presence of both WF and glass
fibres is beneficial as regards the hardness of the thermoplastic polymer investigated, especially at high temperature where they are able to counteract effectively the polymer softening. The flexural strength and stiffness of the composites measured using four point bending tests are shown in figure 3. As a general comment, the flexural strength of the composites increases with decreasing wood content in the matrix. The addition of glass fibres does not cause an improvement of flexural strength compared with the neat polymer, even though an enhancement of strength occurred for hybrid composites in comparison with those having higher amount of wood flour (65 wt.%). Nevertheless, this increase is not sufficient to attain the strength values of composites reinforced with the smallest amount of wood flour (LDPE80W20). This is quite a common feature for filled thermoplastic composites, especially for composites reinforced with lignocellulosic fillers [7]. In particulate filled and short fibre reinforced composites the dominant micromechanical deformation process is the debonding of the phases. The decrease in flexural strength is therefore to be ascribed to a poor interface between polymer and reinforcement (WF and glass fibres) which makes ineffective the transfer of stress from the matrix to the fibres. The recycled glass fibres provided strength values comparable with those of the virgin ones, thus highlighting that recycling operation did not affect the reinforcing efficiency of the fibres, even though a suitable compatibilizing agent is needed between glass and thermoplastic polymer. The flexural modulus of the composites exhibited a different behaviour with a marked increase with reinforcement content. This trend is even more significant with the addition of glass fibres, both virgin and recycled. Modulus is usually less dependent of interfacial adhesion than strength is [8]. Results for screw withdrawal resistance are given in table 3. In order to take into account any difference in specimen’s thickness, the values are presented in force per unit of embedded screw length (N/mm). The presence of glass fibres has a positive role on the screw strength of hybrid composites, offsetting the decrease caused by increasing wood flour content as can be seen, for instance, by comparing LDPE50W50 and LDPE50W30V20 or LDPE45W45V10 and LDPE40W40V20. Results of water absorption are given in table 4. Water absorption increases with increasing wood content in the composites, a trend that is found for both 2 h and 24 h water immersion tests, but it was nevertheless very low as compared with the control samples (Ipê wood), because the matrix polymers are hydrophobic, whereas the control samples are hydrophilic. Virgin glass fibres caused an increase in water absorption, which can be ascribed to the poor interface between fillers and matrix. The effect of recycled glass fibres is comparable to that of the
- Recycled glass fibres as filler in wood flour thermoplastic composites -
virgin ones. As a whole, SEM micrographs (fig.4) show that a good and homogeneous dispersion of the fillers, both WF and glass fibres, has been achieved through the use of the two step manufacturing process. The compounding step was also able to allow an adequate level of dispersion of the recycled glass fibres, regardless of their high entanglement. This is a confirmation of the effectiveness of the manufacturing process used. Only at higher fibre contents some localized agglomerations of fibres occurred. From micrographs is evident that debonding and pull-out dominate the fracture surface, thus confirming the poor interfacial bonding as proposed in the discussion on the mechanical properties. These features provide an explanation of the decrease in strength and increase in water absorption.
CONCLUSIONSHybrid thermoplastic composites from wood flour and recycled glass fibres were manufactured through a two-step process involving a kinetic mixer and a compression moulding machine. To evaluate the effect of recycled glass fibres, hybrid composites containing virgin glass fibres were also manufactured and tested. Mechanical properties of the composites including flexural modulus and strength, hardness as a function of temperature, screw withdrawal resistance and water absorption behaviour were studied. The flexural modulus and hardness were found to increase as a function of increasing wood flour and glass fibre content, whilst the flexural strength and screw withdrawal resistance decreased as a function of increasing wood flour content, even though a positive effect due to the addition of glass fibres was found. The recycled glass fibres showed a behaviour comparable to that of the virgin ones. This result can offer a suitable solution to disposal problems of thermoset composites at end-of-life while retaining satisfactory properties for cosmetic or semi-structural applications. As a general conclusion, morphological and mechanical characterization confirm that the manufacturing procedure adopted represents a cost-effective and fast solution to the fabrication and homogenization of highly entangled blend of polymers and fillers.
All the mentioned figuresrefer to the italian version
Tab.1: Wood plastic composite formulations (percent by weight)Tab.2: Shore D hardness of hybrid compositesTab.3: Screw withdrawal resistance of compositesTab.4: Water absorption of hybrid compositesFig.1: SEM micrographs of (a) WF, (b) recycled and (c) virgin glass fibresFig.2: Manufacturing process of the hybrid compositesFig.3: Flexural strength and modulus of LDPE-based compositesFig.4: SEM micrographs of typical fracture surfaces for composites containing (a) wood flour, (b) virgin and (c) recycled glass fibres
via F. Turati, 747 - Pievesestina - 47522 Cesena (FC) Italiatel +39.0547.316311 - fax +39.0547.317591
made in Italy
“Co-make your business”è la nostra missione. Co-make, co-business, per raggiungere insieme ai nostri clienti gli obbiettivi.La nostra missione, la vera anima di Celbo, è rigorosa: rispondere alle esigenze dei clienti con soluzioni immediate, complete, just in time. Questo significa fornire prodotti esattamente come li avete richiesti, nei tempi stabiliti e nelle quantità previste. Con un parco macchine di 15 presse che vanno dalle 150 alle 2.000 T, Celbo stampa a compressione particolari in SMC sia a base di vetro che carbonio, fornendo ai propri clienti un servizio completo, dalla progettazione all’eventuale verniciatura del particolare stesso.
Un risultato raggiunto grazie ad una flessibilità progettuale e produttiva che ci consente di far fronte in modo ottimale a qualsiasi esigenza.
celb
o.co
m
co-make your business
pagina_002.indd 1 18/05/15 17:57

via F. Turati, 747 - Pievesestina - 47522 Cesena (FC) Italiatel +39.0547.316311 - fax +39.0547.317591
made in Italy
“Co-make your business”è la nostra missione. Co-make, co-business, per raggiungere insieme ai nostri clienti gli obbiettivi.La nostra missione, la vera anima di Celbo, è rigorosa: rispondere alle esigenze dei clienti con soluzioni immediate, complete, just in time. Questo significa fornire prodotti esattamente come li avete richiesti, nei tempi stabiliti e nelle quantità previste. Con un parco macchine di 15 presse che vanno dalle 150 alle 2.000 T, Celbo stampa a compressione particolari in SMC sia a base di vetro che carbonio, fornendo ai propri clienti un servizio completo, dalla progettazione all’eventuale verniciatura del particolare stesso.
Un risultato raggiunto grazie ad una flessibilità progettuale e produttiva che ci consente di far fronte in modo ottimale a qualsiasi esigenza.
celb
o.co
m
co-make your business
pagina_002.indd 1 18/05/15 17:57

Progettiamo e costruiamo autoclavi per il trattamento dei materiali in compositi e termoplastici, per tutti i settori industriali come l’aeronautica,
l’aerospaziale, l’automotive, il nautico ecc. , con dimensioni strutturali e soluzioni tecniche personalizzate secondo le esigenze del Cliente.
Equipaggiamo le nostre autoclavi con i più avanzati ed affi dabili sistemi di controllo SCADA (SUPERVISORY CONTROL AND DATA ACQUISITION), o DCS
(DISTRIBUTED CONTROL SYSTEM), in confi gurazione standard o ridondante, per soddisfare le sempre più restrittive richieste di gestione dinamica dei cicli
e completa rintracciabilità dei dati di processo. La ricerca, lo sviluppo e l’esperienza acquisita negli anni, ci hanno
permesso di mettere a punto una nuova generazione di autoclavi con un rapporto qualità/prezzo competitivo, una tecnologia all’avanguardia,
elevate performance, e con costi di esercizio e manutenzione molto ridotti rispetto alle autoclavi tradizionali.
We design and build autoclaves for thermoplastic and com-posite materials treatment, for all industrial fi elds like aeronau-tical, aerospace, automotive, naval, etc., with structural sizes and technical solutions personalized according to the require-ments of the Customer. We equip our autoclaves with the most advanced and reliable control systems SCADA (SUPERVISORY CONTROL AND DATA ACQUISITION), or DCS (DISTRIBUTED CONTROL SYSTEM), in standard or redundant confi guration, to satisfy the more and more restrictive requests of dynamic running of cycles and complete traceability of the process data. The research, development and experience gained in the years, allowed us to create a new generation of autoclaves with a competitive quality/price ratio, a van technology, high performances and with working and maintenance costs much reduced compared to traditional autoclaves.
italmatic nuovo.indd 1 17/03/10 21.23
Italmatic Presse Stampi s.r.l.Via Tazio Nuvolari s.n. - 55061 Fraz. Carraia - Capannori (Lu) - Italy Tel. +39.02.95300545 • Fax +39.02.95300199E-mail: [email protected] • www.italmatic.net
italmatic.indd 1 16/01/14 16.31

17Compositi
Ottimizzazione di processi Liquid Composite Molding con analisi numeriche complesseVengono presentati due casi studio riguardanti due componenti del settore della nautica realizzati tramite tecnologia VARTM: una paratia e la console di guida di un’ imbarcazione. Tramite l’utilizzo di codici di calcolo avanzati e opportunamente implementati è stata ottimizzata la loro realizzazione, analizzando le fasi più critiche del processo: il posizionamento del tessuto di rinforzo sullo stampo e il processo di impregnazione dello stesso tessuto ad opera della resina, individuando per quest’ultima la migliore strategia di iniezione.
delle proprietà non sempre note dei ma-teriali impiegati o del tempo necessario per definire correttamente il sistema di iniezione ed aspirazione della resina.Per evitare, quindi, un approccio di tipo trial and error, soprattutto quando i costi degli scarti e degli stampi sono eleva-ti, è fondamentale ricorrere alla model-lazione numerica avanzata.Si è deciso, quindi, di studiare la realiz-zazione mediante VARTM di una para-tia e di una console di guida di un’im-barcazione.La paratia è un elemento trasversale della struttura dello scafo, tipicamente utilizzata per incrementarne la rigidez-za strutturale o per separare differenti ambienti. Quella esaminata è stata rica-vata da un pannello piano di dimensio-ni 1200x620 mm. Utilizzando un codice di calcolo fluidodinamico si è analizzata la fase di impregnazione dei tessuti di
ell’industria navale uno degli obiettivi primari è la riduzione del peso dei componenti impie-gati attraverso l’utilizzo di nuovi
materiali. In tal senso, i materiali com-positi fibrorinforzati, garantendo eleva-te proprietà meccaniche e pesi limitati, sono sempre più utilizzati rispetto ai ma-teriali metallici tradizionali.Attualmente i processi più prometten-ti per la realizzazione di componen-ti in composito sono quelli denomina-ti Liquid Composite Molding - LCM, in essi si assiste all’impregnazione di un rinforzo secco con resina liquida, in seguito all’applicazione di un gradien-te di pressione. Esistono differenti tipi di processi LCM che differiscono tra di loro essenzial-mente per la tipologia di stampo utiliz-zato (chiuso, semichiuso, flessibile), per i livelli di pressione e velocità della resi-na in ingresso e per i valori di tempera-tura raggiunti durante il processo.Rispetto ai processi tradizionali di lay-up manuale, tali tecniche consentono di ot-tenere superfici complesse, parti inte-grate, buona finitura superficiale, lami-nati di qualità superiore, con un minor impiego di manodopera e, soprattutto, riducendo l’esposizione degli operatori ad agenti chimici nocivi.Uno dei processi LCM più diffusi è il Re-sin Transfer Molding - RTM : la resina li-quida, miscelata con iniziatori o induren-ti, è iniettata in una cavità tra stampo e controstampo in cui è stata sistemata precedentemente una preforma secca. Il componente rimane nello stampo du-rante la cura della resina ed è estratto solo dopo la completa polimerizzazione della matrice. Gli svantaggi di tale pro-cesso sono i costi elevati per la realiz-zazione del doppio stampo e le elevate pressioni necessarie per far fluire la re-sina all’interno del rinforzo.
Una variante dell’RTM è il Vacuum As-sisted Resin Transfer Molding - VARTM. In questo processo il controstampo vie-ne sostituito con un sacco elastomerico e la resina è iniettata per effetto dell’ap-plicazione del vuoto. Un mezzo di distri-buzione ad alta permeabilità, posto tra il tessuto ed il sacco, consente alla resi-na di fluire velocemente e di riempire in tempi ridotti tutto lo stampo. L’assenza del controstampo e la sua so-stituzione con un sacco flessibile riduce i costi rispetto all’RTM, rendendo tale tecnica particolarmente adatta alla re-alizzazione di componenti di grandi di-mensioni, come nel settore delle co-struzioni nautiche.Come per tutti i processi LCM, produrre un componente in materiale composito mediante VARTM può essere molto im-pegnativo a causa della complessità ge-ometrica del componente da realizzare,
N
Antonio Gerardi, Annalisa Cassinelli - Consorzio CETMA
Fig.1: Schematizzazione del processo RTM
Progettiamo e costruiamo autoclavi per il trattamento dei materiali in compositi e termoplastici, per tutti i settori industriali come l’aeronautica,
l’aerospaziale, l’automotive, il nautico ecc. , con dimensioni strutturali e soluzioni tecniche personalizzate secondo le esigenze del Cliente.
Equipaggiamo le nostre autoclavi con i più avanzati ed affi dabili sistemi di controllo SCADA (SUPERVISORY CONTROL AND DATA ACQUISITION), o DCS
(DISTRIBUTED CONTROL SYSTEM), in confi gurazione standard o ridondante, per soddisfare le sempre più restrittive richieste di gestione dinamica dei cicli
e completa rintracciabilità dei dati di processo. La ricerca, lo sviluppo e l’esperienza acquisita negli anni, ci hanno
permesso di mettere a punto una nuova generazione di autoclavi con un rapporto qualità/prezzo competitivo, una tecnologia all’avanguardia,
elevate performance, e con costi di esercizio e manutenzione molto ridotti rispetto alle autoclavi tradizionali.
We design and build autoclaves for thermoplastic and com-posite materials treatment, for all industrial fi elds like aeronau-tical, aerospace, automotive, naval, etc., with structural sizes and technical solutions personalized according to the require-ments of the Customer. We equip our autoclaves with the most advanced and reliable control systems SCADA (SUPERVISORY CONTROL AND DATA ACQUISITION), or DCS (DISTRIBUTED CONTROL SYSTEM), in standard or redundant confi guration, to satisfy the more and more restrictive requests of dynamic running of cycles and complete traceability of the process data. The research, development and experience gained in the years, allowed us to create a new generation of autoclaves with a competitive quality/price ratio, a van technology, high performances and with working and maintenance costs much reduced compared to traditional autoclaves.
italmatic nuovo.indd 1 17/03/10 21.23
Italmatic Presse Stampi s.r.l.Via Tazio Nuvolari s.n. - 55061 Fraz. Carraia - Capannori (Lu) - Italy Tel. +39.02.95300545 • Fax +39.02.95300199E-mail: [email protected] • www.italmatic.net
italmatic.indd 1 16/01/14 16.31

18 Compositi
rinforzo, valutando l’uniformità ed i tem-pi di riempimento. Successivamente, lo stesso componente è stato realizzato in laboratorio. L’altro componente esaminato è una struttura secondaria di un’imbarcazio-ne, la console di comando. Essendo la geometria più complessa, attraverso l’ausilio di un codice di calcolo struttu-rale, opportunamente implementato, si è analizzato il posizionamento del tessu-to di rinforzo sullo stampo al fine di in-dividuare e ridurre le zone con probabile formazione di difetti. Successivamente, si è studiato il processo di impregnazio-ne del tessuto di rinforzo, individuando il sistema di iniezione della resina in gra-do di garantire un riempimento omoge-neo in tempi ridotti.La console si è supposta essere costitu-ita inizialmente da due parti distinte, cia-scuna avente dimensioni 95 x 40 x 20 cm (HxLxP) ed uno spessore di 6 mm. Una volta realizzati i due gusci possono essere giuntati per incollaggio.
LA MODELLAZIONE NUMERICA DI PROCESSI VARTMAnalisi della fase di Draping Una delle principali criticità che si in-contra in un processo LCM è la realiz-zazione della preforma, soprattutto per la produzione di componenti di forma complessa. Se su di essa si formano delle distorsioni eccessive, grinze o pie-ghe, queste andranno a creare, nel com-ponente finale, dei difetti di produzione.Un’analisi numerica della deformazio-ne della preforma consente di capire come il rinforzo si adatterà alla forma dello stampo (draping) e di individuare eventuali zone critiche. In questo modo è possibile intervenire sul rinforzo con tagli e/o overlap per minimizzarne le di-storsioni e di garantire la realizzazione di componenti esenti da difetti.La maggior parte dei codici commercia-li fanno riferimento a modelli cinematici
- Ottimizzazione di processi Liquid Composite Molding con analisi numeriche complesse -
Fig.2: Schematizzazione del processo VARTM Fig.3: Schema della paratia prima e dopo il taglio
Fig.4: Modello CAD della console
Fig.5: Passaggi del tool di Draping sviluppato da CETMA

19Compositi
che considerano il tessuto costituito da una rete di fibre inestensibili, ignorando la risposta non lineare del tessuto a sfor-zi di taglio, wrinkling e possibile scorri-mento relativo fra le fibre.Per superare tali limitazioni, si è svilup-pato un tool in grado di analizzare il com-portamento del rinforzo attraverso un modello meccanico continuo che ten-ga conto delle proprietà meccaniche del tessuto come la rigidezza strutturale e a taglio nelle differenti direzioni. Tali informazioni sono inserite nel tool attraverso un’apposita routine sviluppa-ta in Matlab. Nella fase di pre-processing, svolta in HyperWorks, si sono importati la geometria dello stampo della conso-le di comando e il file con i parame-tri del tessuto.Successivamente, mediante il codice LS-Dyna, si è simulato il processo di lay-up del tessuto sulla superficie del-lo stampo. Lo stato deformativo delle fibre è stato valutato attraverso un in-dice di forma “F”, calcolato sulla base delle deformazioni di ogni singola cel-la di tessuto.Attraverso una mappa a colori è possibi-le evidenziare le zone con tessuto inde-formato (verde), mediamente deforma-to (arancione) e altamente deformato (rosso) (fig.6). Per la console, le zone con distorsione massima sono presenti in prossimità della base; valori intermedi si hanno, in-vece, in corrispondenza della sommità. Per ridurre tali deformazioni, si è inter-venuti sulla geometria del tessuto, ef-fettuando opportuni tagli.Ripetendo l’analisi con tali modifiche, si è osservato come le distorsioni nel tes-suto si siano nettamente ridotte, annul-lando quelle con un valore critico dell’in-dice di forma (fig.7).
Analisi della fase di iniezione della resinaIn un processo LCM, una volta che il tessuto di rinforzo è stato posizionato nello stampo, questo viene chiuso me-diante un sacco a vuoto e viene iniettata la resina liquida in pressione. Per ottenere un composito di buona qualità, è importante evitare che la re-sina si accumuli in zone specifiche del manufatto, determinando la formazione di punti di debolezza e fragilità. Inoltre, occorre impedire che si creino percor-si preferenziali attraverso i quali la resi-na possa raggiungere i canali di uscita prima di avere completato il riempimen-to dello stampo e l’impregnazione delle fibre. Ciò può causare nel componente finale difettosità come vuoti, delamina-zioni, dry spot, che ne andranno a com-promettere la funzionalità.
- Ottimizzazione di processi Liquid Composite Molding con analisi numeriche complesse -
Fig.6: Shape factor del tessuto nell’ipotesi iniziale
Fig.7: Shape factor del tessuto modificato
Fig.8: Avanzamento del fronte di resina (rosso) con flusso rettilineo

Don’t miss the UK’s largest compositematerials, design & processing event
For more details on visiting and exhibiting visit
www.compositesexhibition.comHosted as part ofAdvanced Engineering UK group of events
www.advancedengineeringuk.com
Media and industry Partners include
Once again The Composites Engineering Show brings together even more designers,
engineers, procurement, and management teams from OEMs and top tier organisations,
to meet and network with supply chain partners across sectors including:
Automotive Motorsport Aerospace & Defence Transportation Wind Energy
Offshore Oil & Gas Civil Engineering / Construction Marine Consumer
Manufacturing and more . . .
Join us this November 4 / 5 at the NEC for the very latest in composites
materials, moulding & processing equipment, trade processors &
fabricators, design, simulation, test & automation partners and much
more…. under one giant roof.
PRE-REGISTER TODAY - VISIT WWW.COMPOSITESEXHIBITION.COM
COMPOSITES_Compositi_A4_MAY 2015:Layout 1 15/5/15 12:09 Page 1

21Compositi
Anche in questo caso, le analisi nume-riche sono uno strumento indispensabi-le per stimare il tempo di riempimento della preforma, ottimizzare il sistema di iniezione e aspirazione della resina e la progettazione degli stampi.Utilizzando un codice general purpose, quale ANSYS/FLUENT, è stato definito un modello numerico basato sulla leg-ge di Darcy e validato attraverso l’anali-si di due casi semplici teorici: l’iniezione di resina in uno stampo bidimensiona-le con inlet su uno dei lati o da posizio-ne centrale. Per entrambi i casi, è nota l’espressio-ne analitica che descrive l’avanzamento del fronte fluido in funzione del tempo.I risultati numerici ottenuti con ANSYS/FLUENT hanno evidenziato un totale ac-cordo con quelli analitici, confermando la validità del modello implementato. Definito il modello numerico, si è pro-ceduto con la sua applicazione ai due casi studio (paratia e console di coman-do), allo scopo di ottimizzare la strate-gia di iniezione della resina nel proces-so VARTM.La paratia è stata realizzata usando tes-suti in fibra di vetro e lino, un core in PET e resina epossidica; le proprietà di poro-sità e permeabilità di tali materiali era-no state precedentemente determinate.Il tempo impiegato per infondere com-pletamente i tessuti è stato di circa un’ora con un fronte di avanzamento della resina uniforme, in ottimo accordo con quanto previsto dalle simulazioni.
- Ottimizzazione di processi Liquid Composite Molding con analisi numeriche complesse -
Fig.9: Avanzamento del fronte di resina (rosso) con flusso radiale
Fig.11: Confronto tra il risultato sperimentale e numerico del riempimento della preforma dopo 25 minuti
b
a
Fig.10: Paratia realizzata

22 Compositi
ca di 43 cm e con un diametro di 8 mm.Il tempo di riempimento dello stampo si è ridotto a 2500 secondi, con un cam-mino costante e regolare del fronte di flusso della resina che impregna tutta la preforma.
CONCLUSIONISi è illustrato come sia possibile studia-re e ottimizzare la produzione di com-ponenti complessi per il settore nava-le da realizzare in materiale composito mediante processi LCM. Sono stati ana-lizzati due componenti: una paratia e la console di guida di un’imbarcazione.Strumenti fondamentali per l’otteni-mento di componenti di qualità risulta-no essere i codici di calcolo avanzati. In tal senso, utilizzando un tool opportuna-mente implementato con LS-Dyna, si è potuto analizzare e prevedere la fase di draping di un tessuto di rinforzo sul-lo stampo per la realizzazione della con-sole di comando. Inoltre, per entram-bi i componenti, si è definito e validato un modello numerico fluidodinamico in ANSYS/FLUENT in grado di simulare il processo di impregnazione del tessuto di rinforzo ad opera della resina e di otti-mizzare il tempo e le modalità di riempi-mento dello stampo. Il confronto con i dati sperimentali ha confermato la validità dei modelli nume-rici implementati.
BIBLIOGRAFIA/REFERENCES- Liércio A. Isoldi, Cristiano P. Oliveira, Luiz A. O. Rocha, Jeferson A. Souza, Sandro C. Ami-co, “Three-Dimensional Numerical Modeling of RTM and LRTM Processes”, J. of the Braz. Soc. of Mech. Sci. & Eng. April-June 2012, Vol. XXXIV, No. 2 / 105;- V. Antonucci, M. Giordano, L. Nicolais, “Liq-uid Molding Processes”, Handbook of Poly-mer Blends and Composites, Vol. 2, Chapter 2, Ed. K. Kulshreshtha, C. Vasile, 2002;- P. Potluri, S. Sharma, R. Ramgulan., “Com-prehensive drape modelling for moulding 3D textile preforms”, Science Direct, Compos-ites Part A: Applied Science and Manufactur-ing, Vol. 32, Issue 10, October 2001, Pages 1415–1424;- Morren, G., Bottiglieri, M., Bossuyt, S., Sol, H., Lecompte, D., Verleye, B. and Lomov, S.V., 2009, “A Reference Specimen for Per-meability Measurements of Fibrous Rein-forcements for RTM”, Composites Part A: Applied Science and Manufacturing, Vol. 40, pp. 244-250;- G. Sala, L. Di Landro, A. Airoldi, P. Betti-ni, “Tecnologie per infusione: RTM, VARTM e RFI. Tecnologie dei PMC a fibra disconti-nua: SPRAY-UP, RIM, BMC, SMC”, Tecnolo-gie e materiali aerospaziali, Ver. 01, Cap. 41;- U. Morano, “Analisi dei Parametri Tecnolo-gici in un Processo RIFT” (2005).
Analogamente si è analizzata la realizza-zione di una console in fibra di vetro e matrice epossidica, ipotizzando diversi schemi di iniezione e individuando quel-lo in grado di assicurare una completa impregnazione delle fibre e di minimiz-zare la durata del processo.La prima configurazione analizzata è stata quella più semplice, con un cana-le di iniezione centrale posto in direzio-ne longitudinale, lungo 68 cm e con un diametro di 8 mm. Il sistema di aspira-zione è lungo il bordo più esterno del-
la console.Il tempo di riempimento calcolato è sta-to di circa 4000 secondi con un avan-zamento della resina nel tessuto abba-stanza uniforme.Nella successive configurazioni analiz-zate, sono stati aggiunti alcuni canali tra-sversali a quello centrale, caratterizzati da differenti valori di lunghezza e di re-ciproca distanza. In figura 13 sono ripor-tati i risultati relativi alla configurazione ottimale: i canali trasversali sono due, lunghi 16 cm, ad una distanza recipro-
- Ottimizzazione di processi Liquid Composite Molding con analisi numeriche complesse -
Fig.12: Avanzamento del fronte di resina utilizzando la prima configurazione del sistema di iniezione
Fig.13: Avanzamento del fronte di resina utilizzando la configurazione ottimizzata del sistema di iniezione

23Compositi
Advanced numerical analyses for Liquid Composite Molding optimizationTwo case studies are presented. In particular, two naval components, manufactured by VARTM technology, were examined: a bulkhead and a boat driving console. Using advanced and implemented numerical codes, the more critical steps of the manufacturing process were analyzed and optimized: the fabric lay-up on the mold and the reinforcement impregnation process, finding the best configuration for the resin injection system.
sible to shape the fabric with overlaps and cuts in order to minimize the distortions and to make free-defects components.The most commercial codes for draping simulations are based on kinematic mod-els, considering the fabric as a net of rigid fibers. Non-linear behavior of the fabric under shear stress, wrinkles and fibers sliding is not considered.To overtake these limits, a specific tool was developed which analyzes fabric as a solid continuum sheet, taking into ac-count the mechanical properties as stiff-ness and shear module.Fabric and fibers properties were defined by a specific routine developed in Matlab code.In the pre-processing step, the mold ge-ometry of the driving console and the fabric properties file were imported in HyperWorks code.After that, the fabric lay-up on the driv-ing console mold was simulated using LS-Dyna code. Fibers distortion was evaluated calculating a “shape factor F” in each fabric cell.As result, a colored map shows 3 levels of distortions: not-deformed (green), medium deformed (orange) and high de-formed (red) fabric reinforcement (fig.6).In the analyzed driving console, high fab-ric distortion areas were maximum at the base; on the contrary, medium values were at the top.In order to reduce these deformations, specific cuts were made on the fabric.In this way, the fabric distortions were significantly reduced and there weren’t areas with critical value of the shape in-dex (fig.7).
Resin Injection AnalysisIn LCM process, the preform is draped, then the mold is closed by a vacuum bag and the resin is injected.To obtain a composite of good quality, it is important to avoid resin storing in specific zones of the component, causing points of weakness and fragility. Furthermore, it has to avoid that the liquid reaches output channels before having completed the mold filling and the fibers impregnation. This may cause defects such as voids, delamination, dry spots, which compro-
ne of the main goals in the naval industry is to reduce the com-ponents weight, using new ma-terials, as fiber reinforced com-
posites. In fact, composite materials are largely used thanks to their remark-able properties such as high mechanical strength and lightweight.Liquid Composite Molding (LCM) is the generic name for a family of manufactur-ing processes for composite materials, in which a dry fiber reinforcement is laid up on a mold, then the mold is closed and a resin is injected in the cavity as conse-quence of a pressure gradient.There are many variants of LCM process which differ in terms of mold type (closed, semi-closed, flexible), of pressure and ve-locity of the resin input and in terms of temperatures during the process.Compared with traditional manufacturing processes, these techniques allow to ob-tain complex surfaces, integrated parts, good surface finish, superior quality lam-inates in terms of thickness uniformity and defects reduction. Moreover, LCM processes are low labour intensive and they reduce the workers’ exposure risk to harmful volatiles.Resin Transfer Molding (RTM) is the most popular LCM manufacturing process: a catalyzed thermosetting resin is injected in a cavity, between a mold and a coun-ter-mold, where a dry fiber preform was placed. Finally, after curing the part is demolded. Main disadvantages are the cost of the molds and the high pressures in order to force the resin through the fabric.Vacuum Assisted Resin Transfer Molding (VARTM) is a variant of the traditional RTM process. In VARTM, the upper half of a conventional mold is replaced by a vacuum bag and the resin is injected under vacuum. Moreover, a distribution network is used which allows the resin to flow large distances through the fabric in short times.The substitution of the counter-mold with the vacuum bag reduces the costs and makes VARTM attractive for the manu-facturing of large-scale components, es-pecially in the naval sector. In LCM pro-cess, manufacturing a composite part by
VARTM can be very difficult because of complex geometry, of material properties not always known or of a long set-up of the resin injection system.In order to avoid a “trial and error” ap-proach, especially when the cost of waste and the molds are high, advanced numeri-cal modelling is a fundamental support.For these reasons, VARTM manufacturing of two naval components was studied: a bulkhead and a boat driving console.The bulkhead is a wall within the hull of a ship, used to increase the structural rigidity of the vessel or to separate dif-ferent compartments. The bulkhead was obtained from a flat panel of dimensions 1200x620 mm. The impregnation pro-cess was analyzed using a fluid-dynamic code, evaluating the resin flow and the filling time. After that, the same compo-nent was manufactured in laboratory.Another component analyzed was a boat driving console, characterized by a complex geometry. A structural numer-ical model was implemented to analyze the fabric distortion during draping and to minimize the critical areas. After that, reinforcement impregnation process was simulated by a fluid-dynamic code in or-der to optimize the injection system and to reduce the filling time.Initially, the console was constituted by two distinct parts, whose dimensions were: 95 x 40 x 20 cm (HxLxP) and with a thickness of 6 mm. These shells can be joined by gluing.
VARTM PROCESSES NUMERICAL MODELLING Draping AnalysisIn LCM manufacture processes, a very critical step is the draping of the rein-forcement onto the mold surface, espe-cially for complex geometries. During the lay-up preform, the presence of defects in the reinforcement fabrics, as excessive distortions, wrinkling, twisting, can have significant effects on the final properties of the composite component.Numerical analyses of the reinforcement distortion are essential to understand the draping of the preform on the mold and to define critical areas. In this way, it is pos-
O
Antonio Gerardi, Annalisa Cassinelli - Consorzio CETMA

COMPOSITESA VELOX PASSION
LA SOLUZIONE MIGLIORE PER LE TUE ESIGENZE NEL SETTORE DEI COMPOSITI!
IL TUO PARTNER PER LE MATERIE PRIME ED I PRODOTTI SPECIALI!
• Resine Poliestere
• Gelcoats, paste adesive
• Catalizzatori
• Rinforzi fi bra di vetro, carbonio,
fi bra aramidica, ibridi
• Materiali d’anima (Coremat,
Soric, PVC, ecc.)
• Fibre bio (lino, juta, ecc.)
e preimpregnati eco
• Materiali ausiliari per la lavorazione
sottovuoto ed in autoclave
• Epoxy prepreg
• Macchinari ed accessori ausiliari
• Ed altro
VELOX ITALIA srl
Tel. 0039 024 451 761
www.velox.com
VEL-21-15_Anzeige_Composites-Italy_RZ.indd 1 28.04.15 10:06
mise the mechanical properties of the component. Also in this case, numerical analyses are a fundamental tool in order to evaluate the filling time, to optimize resin injection and extrac-tion systems and to improve mold design.Using a “general purpose” code, as ANSYS/FLUENT, a Dar-cy’s law based numerical model was defined and validated, simulating a resin injection process in 2D geometries. Two simple cases were studied: rectilinear and radial resin flow.Both problems have an analytical solution, describing the flow front position vs time. The analytical results were compared with the ANSYS/FLU-ENT results, showing an excellent agreement and confirming the validity of the developed model.Defined the numerical model, it was used to simulate the two cases study (bulkhead and driving console), in order to opti-mize the injection strategy in the VARTM process.In particular, the bulkhead was manufactured using glass fib-ers, linen fibers, a core in PET and an epoxy resin. Porosity and permeability properties of these materials were defined before. The filling time was about an hour and the resin front flow was uniform. The numerical and experimental results are in good agreement.In the same way, the driving console manufacturing process was studied and different injection systems were analyzed, monitoring the fibers impregnation and the filling time. The console was manufactured using epoxy matrix and fiber glass. The first configuration analyzed was characterized by a central injection channel (68 cm length, 8 mm of diameter), placed in the longitudinal direction. Outlet channel is along the external edge of the console.Calculated filling time was about 4000 seconds with a homo-geneous resin flow in the fabric.After that, different configurations were analyzed, adding transversal channels to the center one. Several simulations were carried out, changing geometrical parameters of these channels. In the optimized solutions, there were two transver-sal channels: 16 cm length and 43 cm far.Calculated filling time was reduced at 2500 seconds; the fab-ric impregnation was always uniform and complete.
CONCLUSIONSThis article shows that advanced numerical analyses are a fun-damental tool in order to obtain high quality composite compo-nents by LCM manufacturing process. Two naval components were studied and optimized: a bulk-head of a hull and a boat driving console.A specific tool was developed using LS-Dyna in order to ana-lyze the draping of the reinforcement fabric on the console mold. Areas characterized by high distortion of the fibers were identified and reduced.Furthermore, for both components, it was defined and validat-ed a fluid-dynamic numerical model in ANSYS/FLUENT, able to simulate the resin injection process in the reinforcement fabric. It was possible to value different injection strategies, choosing the best configuration as function of the total filling time and of the homogenous impregnation of the fabric. The numerical and experimental results were in perfect agree-ment, validating the developed models.
All the mentioned figuresrefer to the italian version
Fig.1: RTM processFig.2: VARTM processFig.3: Bulkhead geometryFig.4: CAD Model of the consoleFig.5: Draping Tool developed by CETMAFig.6: Shape factor on the fabric reinforcementFig.7: Shape Factor on the modified fabricFig.8: Resin volume of fraction in a rectilinear fillingFig.9: Resin volume of fraction in a circular filling Fig.10: The Bulkhead prototypeFig.11: Comparison between experimental and ANSYS/FLUENT results after 25 minutesFig.12: Calculated filling time in the first injection schemeFig.13: Calculated filling time in the optimized injection scheme

25Compositi
Nuovo paradigma per la previsione della resistenza a fatica dei compositiIl nuovo approccio al calcolo della vita residua utile dei materiali compositi basato sull’uso del teoremadi Bayes potrebbe avere interessanti ricadute in ambito navale.
lutare il comportamento dello scafo in un ambiente operativo di questo tipo e non noto a priori (a meno di valori nomi-nali massimi ammissibili calcolati in fase di progetto). La progettazione dello scafo avviene di-mensionando, in base al materiale, gli elementi strutturali per supportare ca-richi e stress secondo gli ammissibili e ai requisiti nominali (massimizzando e/o ottimizzando specifiche funzioni qua-li, ad esempio, la stabilità e la tenuta). Inoltre, si usano set specifici di formu-le semiempiriche riportate nei registri di classificazione. In tal senso si distinguo-no la robustezza primaria (la nave è inte-sa come una trave soggetta a momen-ti flettenti verticali e orizzontali, torcenti - critici per scafi con grandi aperture sui ponti -, stress di taglio), la robustezza
l moto di un natante sottoposto all’azione di onde è un moto ar-monico complesso a cui è asso-ciata una sollecitazione di tipo
ciclico agente sotto la linea di galleggia-mento le cui caratteristiche dipendono dalla sua velocità e dai parametri fisici dell’onda (pulsazione, ampiezza, perio-do, vettore d’onda, ecc.) (fig.1). Come conseguenza di questa azione, la fatica meccanica (manifestazione macroscopica dell’accumulo di micro-cricche che gradualmente aumentano di dimensione con l’aumentare dei ci-cli di sollecitazione) gioca un ruolo im-portante nella progressione del danneg-giamento originato nel composito dello scafo da una serie di cause (processi di osmosi o l’urto contro oggetti sommer-si) ed esaltato dall’effetto congiunto del-le onde e dei motori (quando in funzio-ne), e del bending prodotto dall’acqua. Sebbene il comportamento a fatica meccanica dei compositi sia una temati-ca ben nota, la progettazione della strut-tura della barca viene spesso fatta con il supporto anche di approcci caratteristi-ci dei materiali metallici e del legno. Ad esempio il limite di durata (o resistenza a fatica) che viene utilizzato è pari alla metà della ultimate strength statica, ma di fatto, nel caso del composito, questa grandezza meccanica viene a dipende-re non solo dalle caratteristiche mec-caniche stand alone dei materiali com-ponenti, ma anche da altri fattori quali l’orientamento delle fibre (la cui frazio-ne può variare da oltre il 65% a meno del 25%).Che il limite a fatica di natanti sottopo-sti all’effetto delle onde possa assume-re un’importanza rilevante è dimostrato dal fatto che si stima che barche nel cor-so della loro vita operativa interagiscono con le onde fino a 10 milioni di volte.Il materiale composito, sia nella sua ac-cezione generale di vetroresina, che di sandwich, che d’infuso in RTM, oggi è il materiale adottato nella pressoché to-talità delle imbarcazioni, indipendente-
mente dalla dimensione, costo e dall’uso (agonistico, amatoriale, trasporto, etc.).Per la selezione e scelta del composito nel caso delle applicazioni marine è ne-cessario far riferimento alle dimensioni dello scafo, allo spettro delle sollecita-zioni e al tempo di vita.Ed è in relazione a questi parametri che viene operata la scelta sul tipo di fibra (carbonio per la resistenza strutturale, vetro per la resistenza e la leggerezza, Kevlar per la resistenza dinamica, ultra-leggere come il Nomex), sulla matrice (polimerica - PMC - idonea per le fibre di cui sopra, metallica - MMC - idonea per fibre quali il carburo di silicio, ce-ramica - CMC - che non è d’interesse in quest’ambito) e sul processo (Hand lay up, prettamente “artigianale”, siste-mi ad infusione - es. RTM - che di fat-to sono quelli più vicini a un concetto di produzione industriale su larga scala). Se è banale osservare che la fibra (tape, textile o braid che sia) definisce la resi-stenza del composito, non lo è ricorda-re che è la matrice a ‘’dialogare’’ con il mondo esterno.In ambito navale, ad esempio, è la tipo-logia di acqua (salina o meno) a gioca-re un ruolo importante insieme ai cari-chi applicati (tab.1). La poliestere è la più usata, anche se la vinilstirene pre-senta una significativa resistenza alle sollecitazioni dinamiche (urti), all’acqua e agli agenti chimici. L’epossidica è di gran lunga la migliore, ma d’impiego ti-picamente aerospaziale.Il materiale composito, la lunghezza am-missibile dello scafo (S ), la lunghezza L e l’altezza H dell’onda sono, quindi, gli elementi da prendere in considerazione in modo integrato nella progettazione e nell’utilizzo di una barca realizzata con tale materiale. Quanto detto sino ad ora riguarda le sol-lecitazioni agenti sullo scafo (e, quindi, sul composito) di tipo puramente ran-dom /dinamiche. Fermo restando la ne-cessità della conoscenza sia analitica che sperimentale della resistenza mec-canica di quest’ultimo, è complesso va-
I
Marco Regi e Francesco Sintoni
Fig.2: Danneggiamento da fatica in una strutturain composito
Fig.1: Natante in navigazione in presenza di onde

secondaria (relativa alla travi longitudinali rinforzate e com-prese tra due paratie sottoposte a carichi sia locali che glo-bali) e quella terziaria (comportamento del fasciame com-preso tra due elementi longitudinali e trasversali contigui dello scafo).Nel primo caso, definiti i carichi agenti, si calcola il campo di sollecitazione e di deformazione. Nel fare questo posso-no essere usati semplicemente approcci statici (gli effetti di-namici random d’onda e di moto della nave sono considerati assumendo carichi di tipo statico opportunamente maggio-rati), nonché ipotesi di linearità che permettono la sovrappo-sizione degli effetti. Se, però, questo approccio è rappresentativo della realtà in condizioni di mare calmo, nel caso reale delle onde com-plesse sarà necessario usare modelli probabilistici ipotizzan-do previsioni di breve periodo (distribuzione spettrale nel tempo) e previsioni di lungo periodo (distribuzione spettra-le dei carichi sommatoria di tutti quelli tipici di breve perio-do estesa a un periodo che è quello nominale di esercizio).Il dimensionamento dei singoli elementi strutturali e delle campate deve essere calcolato di modo che la struttura (in-tesa in pratica come un telaio) resista e non colassi sotto l’a-zione dei carichi agenti, compresi quello della struttura e del carico utile imbarcato. Relativamente al rivestimento esso deve garantire la sua resistenza strutturale, ma anche la pro-tezione nei confronti del fluido marino. Il principale fenome-no di innesco del danneggiamento del materiale composito di un’imbarcazione è quello dell’osmosi, ovvero un processo di infiltrazione/assorbimento di acqua all’interno del materia-le dovuto alla porosità intrinseca dello stesso e alla non per-fetta impermeabilità della resina e del rivestimento esterno. Laddove la resina non è completamente polimerizzata l’ac-qua assorbita interagisce chimicamente con le catene poli-meriche creando microbolle la cui densità, essendo diversa da quella dell’acqua, crea una pressione osmotica che fa da driving force all’ulteriore assorbimento del fluido nella bol-la e all’innesco di meccanismi di delaminazione delle regio-ni circostanti (nota 1).Naturalmente altre forme di danneggiamento sono causate da carichi superiori a quelli nominali e da urti/impatti con og-getti sommersi o semisommersi (nota 2) (fig.2).
IL TEOREMA DI BAYESLa statistica bayesiana - sviluppata (secondo alcuni per cal-colare la probabilità dell’esistenza di Dio) nel 18.mo secolo da un ministro presbiteriano di nome Thomas Bayes (nota 3) - è un insieme di regole matematiche pensate per ge-stire l’utilizzo di dati al fine di avere uno strumento logico/analitico che consente sia di aggiornare continuamente un insieme di dati e/o conoscenze pregresse/esistenti che di approcciare soluzioni probabilistiche a problemi complessi.Nel suo ambito la probabilità perde la tipica caratteristica di oggettività per diventare soggettiva: la probabilità di un evento ha il significato del grado di fiducia che una persona ha, secondo le sue informazioni ed opinioni, circa l’avverar-si dell’evento (nota 4). L’affermazione precedente ha come importante ricaduta il fatto che la probabilità che si verifichi l’evento dipende dal li-vello di conoscenza dello stesso ed è aggiornabile all’aumen-tare della conoscenza stessa. In questo contesto, quindi, si parla di probabilità a priori (dipendente dall’informazione co-nosciuta prima dell’analisi dei dati) e di probabilità che si veri-fichi un evento dato il verificarsi di un altro evento (probabilità a posteriori dipendente dall’analisi dei dati). Basata sull’idea intuitiva che la probabilità di un evento quantifichi il grado di fiducia nell’occorrenza dello stesso, la statistica bayesiana, muovendosi in modo ciclico all’interno del paradigma pregiu-dizio + indizio
R conclusione, fornisce uno strumento logico che permette l’aggiornamento del valore della probabilità (P) dell’evento secondo una rete logica di propagazione dell’in-

27Compositi
ed in remoto” qualsiasi apparato. Ciò si-gnifica che l’analisi dei dati acquisiti può essere fatta anche in tempo reale utiliz-zando un’ulteriore tool logico basato sul modello di Bayes che si contraddistingue per un livello di accuratezza superiore.
certezza e sulla base delle informazioni raccolte/disponibili.
L’APPROCCIO BAYESIANOI materiali compositi per impiego mari-no sono soggetti a processi di danneg-giamento da fatica meccanica che, a dif-ferenza dei metalli, si caratterizza come l’effetto di più meccanismi subcritici (frattura del materiale di matrice, dela-minazione locale e globale, rottura delle fibre, ecc.) la cui progressione è influen-zata dalle caratteristiche del materiale, dalla sequenza di stacking, dai livelli di sollecitazione, ecc. ed è scandita da so-glie di pronostica importanti per l’analisi e nel controllo del processo di danneg-giamento stesso. L’incertezza nell’evoluzione del danneg-giamento, nella sua misura, nel modo con cui le diverse modalità di danneg-giamento subcritico lo influenzano al crescere del numero di cicli da fatica meccanica, rende la statistica di Bayes una risposta agile e capace. Quest’ulti-ma, attraverso l’aggiornamento delle in-formazioni acquisite da diverse sorgen-ti (sensori, modelli, dati di letteratura, ecc.), permette la realizzazione di mo-delli prognostici meno incerti e più ac-curati di quelli basati sulla statistica tra-dizionale. Tenere sotto controllo in modo accura-to l’intero processo di danneggiamento del composito del natante e delle soglie di transizione da un meccanismo sub-critico all’altro consente anche una più accurata previsione di fine vita (End Of Life, EOL), avvalendosi, però, di princi-pi fisici (cioè, confronto dell’energia as-sociata a ciascun meccanismo di dan-no sottocritico) e non di metodologie di tipo data – driven. Per queste ragio-ni la statistica bayesiana può diventare un tool di indubbio interesse nell’asses-sment strutturale delle imbarcazioni. Analizzando l’evoluzione dell’energia ri-lasciata nel processo di frattura del composito al crescere del numero di cicli di fatica meccanica n, è possibile comprendere meglio e prevedere come
il processo di danneggiamento progre-disce nelle sue diverse fasi (cioè, dela-minazione locale e globale, rottura del-la fibra, ecc. indotta da microfessure esistenti, microbolle, etc.) confrontan-do statisticamente le misurazioni della densità di danno ed i valori di densità di danno forniti dal modello in termini di probabilità.La statistica bayesiana applicata al caso della fatica meccanica di pannelli in ma-teriale composito permette l’elaborazio-ne di diagrammi del tipo di quello di fi-gura 3 che riportano l’energia liberata in funzione della densità di cricche prodot-ta dai diversi meccanismi di danneggia-mento, evidenziando la presenza di due punti critici in cui si verifica il passaggio da un meccanismo di danneggiamento all’altro. Questi punti del grafico defini-scono le soglie di prognostica che sono molto importanti nella previsione della vita residua di esercizio della struttura.
CONCLUSIONIL’articolo introduce un nuovo approc-cio statistico per il calcolo del valore sti-mato di vita residua utile dei composi-ti polimerici (utilizzabile in tutti i settori di applicazione, tra cui il navale) basato sui valori di energia rilasciati nei diversi modi di danneggiamento associati alla fatica meccanica di un materiale com-posito. Il modello probabilistico fornisce la sti-ma delle soglie di cut - off del danneg-giamento le quali cambiano dinami-camente man mano che nuovi dati di fatica sono resi disponibili. È in questo contesto che il teorema di Bayes forni-sce uno strumento metodologico po-tente ed agile (nonchè robusto e affi-dabile) adatto a far fronte alla gestione di una grande mole di dati sulla cinetica del danneggiamento.Va, infine, evidenziato che questo ap-proccio può essere introdotto, median-te lo sviluppo di software dedicati, all’in-terno dei data logger ovvero in tutti quei strumenti/sensori che monitorano (con funzioni anche di post analisys) “in live
Nuovo paradigma per la previsione della resistenza a fatica dei compositi
Tab.1 - Criteri di scelta delle resine di matrice
Resin Polyester Vinilstirene Epoxy
AdvantageEconomical
Easy to be foundEasy to be machined
Highly resistant to chimica and environmental agents Mechanical characteristics
superior to Polyester
High mechanical characteristics High workability time
Exercise Tmax esercizio about 200°C
Low strain while curing
Disadvantage
Medium mechanical properties Chemical emissions during
manufacturing High workability limited time
High strain while curing
Postcuring to improve propertiesStyrene high concentration
High cost High strains while curing
High costNot easy to be machined
Nota 1: Sebbene l’osmosi è di fatto non eliminabile totalmente, esso può essere rallentato/ridotto attraverso l’uso di re-sine epossidiche pure con il seguente procedimento che passa per le fasi di rimozione del rivestimento esterno (gel coat), asciugatura della carena, applica-zione mediante hand lay up della resina pura di cui sopra, applicazione del gel coat, polimerizzazione.Nota 2: Per la parte relativa al danneg-giamento da osmosi si ringrazia l’Ing. Fulvio Ferraro, carissimo collega al Cen-tro Sviluppo Materiali S.p.a, oltre che profondo conoscitore della tecnologia dei materiali compositi e grosso appas-sionato di nautica.Nota 3: Thomas Bayes è stato un ma-tematico e ministro presbiteriano ingle-se, ricordato per i suoi studi nel campo della matematica e della filosofia e noto come l’inventore del teorema sulla pro-babilità condizionata pubblicato postu-mo nel 1763.Nota 4: La definizione è presa dal libro “Probabilità e scelte razionali” – Edito dal-la società Armando Editore e scritto dai dott. Paolo Agnoli e Francesco Piccolo.
Fig.3: Meccanismi di danneggiamento e loro evolu-zione nel processo di fatica meccanica

28 Compositi 28 Compositi
New paradigm for the prediction of the fatigue strength of the composite materialsA new approach to the calculation of the remaining useful life of composite materials based on the useof the Bayes’ theorem could have interesting implications in the naval field.
nical strength of the material, it is com-plex to evaluate the behavior of the hull in an operating environment of this type which is not known a priori (for less than the maximum rated admissible va-lues calculated in the design phase).The design of the hull is carried out by sizing, according to the material, the structural elements in order to support the load and the stress according to the allowables and the nominal requiremen-ts (by maximizing and/or optimizing spe-cific functions such as, for example, the stability and the seal). In addition, spe-cific sets of semi-empirical formulas re-ported in the records of classification are used. In this sense we distinguish the primary robustness (the ship is intended as a beam subjected to the bending ver-tical and horizontal moment, twisting - critical for hulls with large openings on the bridges -, shear stress), the secon-dary robustness (relative to the longitu-dinal beams reinforced and comprised between two bulkheads subjected to both local and global loads) and the ter-tiary robustness (the behavior of plan-king between two contiguous longitudi-nal and transverse hull elements).In the first case, once defined the acting loads, the field of stress and strain is calculated by using simply static appro-aches (the dynamic random effects due to the wave and to the motion of the ship are considered by assuming appro-priately increased static loads), as well as the assumption of linearity that al-lows the superposition of the effects.If, however, this approach is represen-tative of the reality in calm sea condi-tions, in the real case of complex waves probabilistic models are requested whi-le assuming short-term (spectral distri-bution of loads over time) and long-term forecasts (spectral distribution of loads which are the sum of all those typical of the short period, but extended to the whole nominal operating time).
he motion of a vessel subjected to the action of waves is an har-monic complex motion in which a complex cyclic stress acting
under the waterline is associated who-se characteristics depend on its velo-city and on the physical parameters of the wave (pulsation, amplitude, period, wave vector, etc.) (fig.1).As a result of this action, the mechani-cal fatigue damage (i.e., the macrosco-pic manifestation of the micro-cracks accumulation which gradually increa-se in size while the stress cicles incre-ase) plays an important role in the pro-gression of the damage originated in the composite hull from such causes as osmosis processes and collision with submerged objects. The coupled action of waves and engine (when run-ning) matched to the bending produced by the sea water exalts the damage pro-gression.Although the mechanical fatigue beha-vior of composites is a wellknown issue, the design of the boat structure is often made according with the same approa-ches used with metals and wood. For example, the used lifetime limit (or fati-gue strength) is the half of the ultimate static strength, but , in the case of the composite materials this mechanical entity depends not only on the stand alone mechanical characteristics of the component materials, but also by such other factors as, for example, the orien-tation of the fibers, which fraction can vary from over 65% to less than 25%.The fatigue limit of the vessels subjected to the effect of the waves can take a significant importance as it is demonstrated by the fact that boats du-ring their lifetime interact with waves up to 10 million times.The composite material in the gene-ral term of fiberglass, sandwich or infu-sed RTM is today the material used in almost all the boats regardless of size,
cost and usage (competitive, recrea-tional, transportation, etc.). For the se-lection and choice of composites in ma-rine applications it is necessary to refer to the size of the hull, to the spectrum of the stresses and to the boat lifetime.The choice of the type of fiber (Carbon for structural strength, glass for stren-gth and lightness, Kevlar for the dyna-mic resistance, Nomex for lightweight applications), of the matrix (Polymeric - PMC - suitable for the above mentio-ned fibers, metal - MMC - suitable for fibers such as silicon carbide, ceramic - CMC - which is not of interest in this area) and of the process (Hand lay-up which is a purely “craft’’ method, infu-sion systems - e.g. RTM - which de fac-to are closest to the concept of a large scale industrial production) is driven by these parameters. If it is trivial to obser-ve that the fiber (tape, textile or braid) defines the strength of the composite, the ‘’dialogue’’ of the composite mate-rial with the outside world is demanded to the matrix.In the naval field, for example, it is the type of water (saline or less) to play an important role together with the applied loads (tab.1). The polyester is the most used, although the vinilstirene presen-ts a significant resistance to both dyna-mic stresses (bumps), and to water and chemical agents. The epoxy is by far the best, but employed typically in ae-rospace applications.The composite material, the allowable length of the hull (S), the length L and the height H of the wave are, therefore, the elements to be taken integrally into account in the design and use of a boat made by such type of material.All what said up to now has, in fact, the meaning of purely random and dynamic stresses acting on the hull (and, there-fore, on the composite). Notwithstan-ding the need of both an analytical and experimental knowledge of the mecha-
T
Marco Regi e Francesco Sintoni

29Compositi
After defining the boundary condi-tions, the dimensioning of each indivi-dual structural element and of the spans must be done so that the structure (in practice thought as a frame) can resist and does not colapse under the action of the acting loads, including the structure and the embarked payload ones. Relati-vely to the coating, it must ensure both its own structural strength and also the protection in respect of the fluid mari-ne environment. The main phenomena of ignition of the composite material da-mage of a boat vessel is the osmosis, which is the process of water infiltra-tion/absorption into the material due to the intrinsic porosity of the not perfect impermeability of the resin and the ex-ternal coating.Whenever the resin is not completely cured, the absorbed water chemically interact with the polymer chains crea-ting microbubbles whose density, being different from that of the water, creates an osmotic pressure that is the driving force to the further absorption of the fluid in the bubble and of all the trigger mechanisms of delamination of the ma-terial surrounding regions. Of course, other forms of damage are triggered by loads greater than the nominal ones and from shock/impact with submerged or semi-submerged objects (fig.2).
BAYES AND HIS THEOREMThe bayesian statistics - developed in the 18th century by a Presbyterian min-ister named Thomas Bayes - is a set of mathematical rules designed to man-age large amounts of data in order to have a logical/analytical tool which al-lows to update a set of prior or existing data and/or knowledge as well as to ap-proach complex problems by means of a very smart probabilistic methodology.In the sphere of the bayesian statistics the probability loses the typical charac-teristic of objectivity to become subjec-tive: the likelihood of an event has the meaning of the degree of confidence that a person has, according to his in-formation and opinion, about the event occurrence.The previous statement has the import-ant effect that the probability that the event occurs depends on the level of knowledge of it and that this probability is upgradeable with the increase of the knowledge itself. In this context, there-fore, there is the prior probability, which is dependent on information known be-fore the data analysis and the probabil-ity of occurrence of an event given the occurrence of another event (posterior
probability which depends on the han-dled data analysis).Thus, based, as mentioned, on the intu-itive idea that the probability of an event quantifies the degree of confidence in its occurrence, the bayesian statistics, therefore, provides a logical tool that, by cyclically moving within the para-digm injury + clue R conclusion and on the basis of the progressively collected available information, allows the updat-ing of the probability value related to the event according to a logical route of un-certainty propagation.
THE BAYES’ APPROACHThe composite materials for marine use are subjected to mechanical fatigue-ba-sed damage processes that, unlike me-tals, are characterized as the effect of multiple subcritical mechanisms (fractu-re of the matrix material, local and glo-bal delamination, breakage of the fibers, etc.) whose progression is influenced by the characteristics of the material, by the sequence of stacking, by the stress-levels, and so forth, and is mar-ked by prediction thresholds which are important for the analysis and the con-trol of the damage process itself.The uncertainty in the damage evolu-tion, in its measure, in the way by which the different modes of subcritical dama-ge influence its growth as the number of mechanical fatigue cycles increa-ses, makes the Bayes’ statistics a nim-ble and smart response in constructing, through the update of the information acquired from different sources (sen-sors, models, data from the literature, etc.), less uncertain and more accurate prognostic models than those based on the traditional statistics.Taking more accurately under control the whole damage process of both the boat vessel composite and the transi-tion thresholds from a subcritical me-chanism to another, also allows a more accurate prediction of the structure end of life (EOL), by using in this case, however, physical principles (i.e., com-parison of the energy associated with each subcritical damage mechanism) and not data driven-based methodolo-gies. For these reasons, the bayesian statistics can become a tool of great in-terest in the structural assessment of boats and more generally marine infra-structures.By analyzing the evolution of the ener-gy released in the process of composi-te fracture as the number of mechani-cal fatigue cycles grows, it is possible to better understand and predict how the
damage process progresses in its diffe-rent stages (i.e., local and global dela-mination, fiber breakage, etc. induced by existing microcracks, microbubbles, etc.) by statistically comparing in terms of probability the damage density mea-surements and the damage density va-lues given by the model.The bayesian statistics applied to the case of the mechanical fatigue of pa-nels in composite material allows the processing of diagrams of the type of fi-gure 3 that show the energy released as a function of crack density produced by the different damage mechanisms, and that highlights the presence of two criti-cal points in which occurs the transition from a damage mechanism to another. These graph points define prognostic thresholds which are remarkable in fo-recasting the residual exercise life of the structure.
CONCLUSIONSThis article introduces a new statistical approach to the calculation of the esti-mated value of remaining useful life of polymer composites (usable in all areas of application, including the naval one) which is based on the values of the energy released in the different modes of damage associated to the mechani-cal fatigue of the material.The Bayes probabilistic model provides the estimation of cut - off thresholds of the damage which change dynamically as new fatigue data and measuremen-ts are available. It is in this context that the Bayes’ theorem provides a power-ful and flexible methodological tool (as well as robust and reliable) suitable to deal with the handling of large amounts of data related to the damage kinetics.Finally, it should be also underlined that this approach can be introduced, through the development of dedicated software, in data-loggers or in all those instruments/sensors that monitor any apparatus “in live and in remote”. This means that the analysis of the acquired data can be carried out both in real time and in post analysis by using a Bayes model ‘’logical tool’’ which is characte-rized by a level of higher accuracy.
All the mentioned figuresrefer to the italian version
Tab.1: Selection criteria of resin matrixFig.1: Ship sailing over wavesFig.2: Fatigue damage in the composite structureFig.3: Damage mechanisms and their evolution during the mechanical fatgue process

Digimat-VA
PER INFORMAZIONI: [email protected]
Digimat-VA (“Virtual Allowables”) è una soluzione efficiente che consente agli ingegneri di effettuare comparazioni virtuali tra i materiali prima di procedere alla realizzazione dei test sperimentali per la qualifica degli ammissibili. Generando ammissibili virtuali, gli ingegneri possono cominciare il processo di progettazione del componente parallelamente alla definizione degli ammissibili di progetto.
Digimat- VA è una soluzione verticale pensata per calcolare al computer, anziché testare fisicamente, il comportamento dei provini in composito (intagliati, con foro cieco o passante…), selezionando e calcolando gli ammissibili dei materiali compositi.
VISIT US AT www.mscsoftware.com
• Definisce in pochi click la matrice di test
La soluzione integrataper gli Ammissibili Virtuali
Allowables...At Your Fingertip
PERCHÉ DIGIMAT-VA?
• Trasforma una matrice di test in analisi a elementi finiti per ottenere gli ammissibili virtualmente
• Crea modelli di materiale multiscala basati sulla scheda tecnica del composito
• Tiene in considerazione le variabili di processo
• Può andare oltre le procedure raccomandate dal CMH17
Digimat-VA

31Compositi
Protezioni balistiche in composito a bordo delle naviNell’ambito dei progetti di ricerca di IMAST (TRASPORTI - DM 24440) e (MACADI - DM 60683) sono state sviluppate protezioni balistiche in composito ottimizzate per l’utilizzo a bordo delle navi, come alternativa all’uso dell’acciaio balistico convenzionale. La ricerca è stata prima focalizzata sulla scelta e la combina-zione dei materiali grazie a simulazioni numeriche e una campagna di prove sperimentali al poligono di tiro. Successivamente è stato curato lo sviluppo di modelli di simulazione numerica degli impatti balistici.
er rispondere alle sfide globa-li del mercato e alle molteplici esigenze provenienti dai moder-ni settori industriali è necessario
proporre nuove soluzioni attingendo a tecnologie e criteri ingegneristici diver-si. Infatti l’innovazione richiede sempre più un approccio multisettoriale e multi-disciplinare, soprattutto nel settore dei materiali compositi. IMAST, il Distretto Tecnologico sull’Ingegneria dei Mate-riali Compositi Polimerici e delle Strut-ture, propone tale approccio agendo da knowledge integrator tra le competen-ze scientifiche e tecnologiche dei pro-pri soci: imprese, università, enti e cen-tri di ricerca. Ha promosso e promuove collaborazioni su scala nazionale e inter-nazionale, agendo come holding dei la-boratori dei soci. Da questo approccio sono nate e continuano a nascere pro-gettualità comuni.Per il settore navale l’IMAST, in collabo-razione con socio Centro per gli Studi di Tecnica Navale (CETENA S.p.A), società del Gruppo FINCANTIERI, ha attivato di-versi filoni di ricerca finalizzati all’utiliz-zo a bordo nave di materiali polimerici e compositi multifunzionali, con l’obiettivo di ridurre il peso delle strutture e il con-sumo di combustibile, di sviluppare nuo-vi sistemi adesivi e di giunzione resisten-ti al fuoco semplificando l’assemblaggio di componenti a bordo e realizzare siste-mi multifunzionali quali ad esempio le protezioni balistiche in composito. Que-sta tematica ha avuto inizio con il pro-getto TRASPORTI “Soluzioni integra-te per la progettazione e realizzazione di elementi in composito per applicazio-ni nel settore dei trasporti” (DM 24440) ed è proseguita con il progetto MACADI “Sviluppo di Modelli e metodi di calcolo per l’Analisi di strutture in materiale po-limerico e composito sotto Carichi Dina-mici e d’Impatto” (DM 60683), entram-bi finanziati dal MIUR.La protezione balistica, un tempo ap-pannaggio esclusivo del naviglio milita-re, è diventata progressivamente d’in-teresse anche per il settore diporto e megayacht e per le navi mercantili in generale, a causa dell’attuale scenario
P
G. De Luca - CETENA S.p.A. (Fincantieri Group) e IMAST Scarl “Technological District on Engineering of polymeric and composite Materials and Structures”
Fig.1: Fregata Carlo Bergamini, programma FREMM (Cortesia Fincantieri e MMI)
Fig.2: Configurazione tipica delle protezioni balistiche sviluppate
Digimat-VA
PER INFORMAZIONI: [email protected]
Digimat-VA (“Virtual Allowables”) è una soluzione efficiente che consente agli ingegneri di effettuare comparazioni virtuali tra i materiali prima di procedere alla realizzazione dei test sperimentali per la qualifica degli ammissibili. Generando ammissibili virtuali, gli ingegneri possono cominciare il processo di progettazione del componente parallelamente alla definizione degli ammissibili di progetto.
Digimat- VA è una soluzione verticale pensata per calcolare al computer, anziché testare fisicamente, il comportamento dei provini in composito (intagliati, con foro cieco o passante…), selezionando e calcolando gli ammissibili dei materiali compositi.
VISIT US AT www.mscsoftware.com
• Definisce in pochi click la matrice di test
La soluzione integrataper gli Ammissibili Virtuali
Allowables...At Your Fingertip
PERCHÉ DIGIMAT-VA?
• Trasforma una matrice di test in analisi a elementi finiti per ottenere gli ammissibili virtualmente
• Crea modelli di materiale multiscala basati sulla scheda tecnica del composito
• Tiene in considerazione le variabili di processo
• Può andare oltre le procedure raccomandate dal CMH17
Digimat-VA

Organised by
COMPOSITES EUROPE 10. Salone Europeo e Foro per i Materiali Compositi, Tecnologie ed Applicazioni
www.composites-europe.com
22.–24.9.2015 Fiera di Stuttgart|
Partners
Le visioni diventano realtà.
CE(2015)_210x297+3_ITA.indd 1 26.05.15 10:09

33Compositi
Il composito utilizzato nelle configura-zioni finali è di tipo fibro-ceramico, cioè costituito da un pannello base in lamina-to di fibra aramidica (Twaron) e resina
internazionale e l’incremento del rischio di attacchi di pirateria e terrorismo. Sulle navi militari è richiesta una coraz-zatura per la plancia di comando e alcu-ne zone sensibili, quali i depositi muni-zioni, contro potenziali attacchi di tipo asimmetrico, condotti con armi portatili o spallabili. Il livello di protezione richie-sto dalle varie normative in uso preve-de tipicamente minacce quali proiettili 7.62x51, di tipo ball ordinario o perfo-rante, e 12.7x99 perforante. Per quanto concerne le applicazioni civili, per i me-gayacht e per le navi mercantili che ope-rano in zone ritenute pericolose viene prevista una zona nave protetta in caso di abbordaggio definita “cittadella”.Tradizionalmente la corazzatura viene realizzata con acciaio balistico, che pre-senta un costo contenuto ma anche un peso elevato e difficoltà tecnologiche di integrazione a bordo. La problemati-ca del peso della protezione è rilevante non tanto come valore assoluto rispet-to al dislocamento totale, ma in quanto localizzata sui ponti alti, e pertanto con elevato momento statico. Ne consegue l’innalzamento del centro di gravità e la riduzione della stabilità nave, parame-tro che impatta sensibilmente sul pro-getto di una moderna unità navale. Dal punto di vista dell’integrazione a bor-do, l’acciaio balistico presenta proble-matiche di corrosione e saldabilità con l’acciaio normale dello scafo; inoltre ri-sulta incompatibile con le sovrastruttu-re in lega leggera. Una valida alternativa è rappresentata dalle protezioni in mate-riale composito, già diffuse in altri setto-ri industriali, ma ancora poco impiega-te sulle grandi navi per problematiche di costo e di rispetto delle severe normati-ve navali e militari. Nel progetto TRASPORTI IMAST ha utilizzato un approccio multidisciplina-re per sviluppare soluzioni in materia-le composito per il settore dei trasporti. Hanno partecipato al progetto il CETE-NA S.p.A. (Fincantieri group), ELASIS (FIAT group) e l’Istituto dei Materiali Compositi e Biomedici del CNR. La si-nergia tra i partner industriali (automoti-ve e navale) e la collaborazione con enti di ricerca eccellenti operanti sul tema dei compositi, ha permesso di sviluppa-re una piattaforma multiobiettivo e nuo-ve metodologie di calcolo, sperimen-tazione e progettazione di strutture in materiale composito.Per il settore automotive, infatti, è stato realizzato il portellone di un’autovettura in polimero fibrorinforzato e per il setto-re navale, invece, sono stati progettati e realizzati dei pannelli di compartimenta-zione al fuoco e dei pannelli di protezio-ne balistica.Nel caso delle protezioni balistiche la piattaforma multiobiettivo ha permesso di identificare i materiali e la tecnologia realizzativa più idonei per il settore na-vale. In particolare sono state sviluppa-te soluzioni ad hoc, con pannelli di tipo
add-on, cioè da installare direttamen-te dietro l’acciaio da scafo del fascia-me nave, per la protezione da proiettili 7.62x51 Nato ball ordinario e perforante.
- Protezioni balistiche in composito a bordo delle navi -
Fig.3: Test di sparo al poligono e analisi post-mortem di proiettile e pannelli
Fig.4: Strumentazioni del Dipartimento di Ingegneria Meccanica e Aerospaziale del Politecnico di Torino(DIMEAS) – SHPB e Gas Gun. Cortesia DIMEAS

34 Compositi
fenolica con un rivestimento di piastrel-le in ceramica balistica (allumina sinte-rizzata). La figura 2 mostra la configura-zione tipica. La ceramica ha la funzione di frammen-tare i penetratori d’acciaio dei proietti-li perforanti, ma è stato mostrato che in questo caso un aumento proporziona-le dello strato d’allumina rispetto al lami-nato può essere globalmente sfruttato per contenere i costi di produzione. L’uti-lizzo di resina fenolica ha consentito il ri-spetto delle norme navali sull’emissione di fumi e la tossicità in caso di incendio previste dall’IMO, International Maritime Organization, (FTP code, Annex 1, parte 2, ISO 5659:1994). Grazie alla simulazio-ne numerica dell’impatto e a un’estensi-va campagna di prove al poligono è stato possibile ottimizzare la soluzione, consi-derando nel sistema anche il contributo balistico dell’acciaio del fasciame nave e trovando il giusto compromesso tra ridu-zione dei pesi e contenimento dei costi dei materiali e di produzione. Le prove al vero al poligono sono sta-te condotte utilizzando la metodologia di prova “V50”, secondo lo standard “MIL-STD-662F - V50 BALLISTIC TEST FOR ARMOUR” del dipartimen-to della difesa USA. Questo sistema ha consentito di quantificare l’effettiva prestazione dei pannelli e confrontare le soluzioni migliori, e di individuare la distanza ottimale di montaggio tra fa-sciame e protezione dal punto di vista dell’efficienza balistica. La figura 3 mostra alcuni test condot-ti al poligono; si evidenzia l’analisi “post mortem”, con la verifica degli strati dan-neggiati e della modalità di rottura del proiettile recuperato. Il progetto MACADI verte sullo svilup-po di strumenti di modellazione, simu-lazione e validazione sperimentale de-gli impatti dinamici (bassa, media e alta velocità), per strutture in materiale com-posito del settore trasporti (automotive, aeronautico e navale). Anche per que-sto progetto IMAST ha adoperato un approccio multidisciplinare coinvolgen-do nella ricerca soci industriali del setto-re navale (CETENA), aeronautico (Alenia Aermacchi e CIRA) e automotive (Cen-tro Ricerche Fiat), cui si aggiungono i soci accademici quali il Dipartimento di Ingegneria Aerospaziale (DIAS) dell’U-niversità di Napoli “Federico II” e il Di-partimento di Ingegneria Meccanica e Aerospaziale del Politecnico di Torino (DIMEAS). Proprio grazie a questo ap-proccio multidisciplinare vengono stu-diati e sviluppati nuovi modelli matema-tici previsionali, frutto dell’interazione di differenti competenze, che vanno dal crash dell’automobile all’urto della fuso-liera di un aereo in fase di atterraggio, all’impatto balistico per le navi.Dal punto di vista della balistica nava-le MACADI rappresenta il naturale pro-seguimento di TRASPORTI, e nasce dall’esigenza di affinare le simulazioni
- Protezioni balistiche in composito a bordo delle navi -
Fig.5: Materiali componenti delle protezioni testati
Fig.6: Test SHPB trazione su acciaio scafo – confronto test reale/simulazione
Fig.7: Simulazione impatto proiettile con acciaio scafo

35Compositi
tiche tecnologiche proprie dell’acciaio balistico convenzionale. È stato inoltre mostrato come l’analisi numerica, appli-cata al settore dei compositi polimerici, possa essere utilizzata come un effica-ce strumento progettuale. Si segnala che, anche grazie alle otti-mizzazioni e ai risultati conseguiti nei progetti IMAST, per le navi militari FIN-CANTIERI attualmente in progetto e di prossima costruzione è previsto l’u-so estensivo di corazzature in materiale composito avanzato, con un importante salto tecnologico per il settore.
numeriche attraverso la caratterizzazio-ne e la modellazione del comportamen-to ad altissima velocità di deformazione (strain-rate) di tutti i materiali coinvolti nel fenomeno impatto balistico. Obiet-tivo finale è ottenere attraverso l’analisi F.E. uno strumento progettuale efficace con buone capacità previsionali, in termi-ni di resistenza delle configurazioni e sti-ma della velocità balistica limite VBL (ve-locità teorica minima del proiettile per cui si verifica la completa perforazione del bersaglio). Per le simulazioni numeri-che condotte dal CETENA è stato scelto il codice ad elementi finiti di tipo esplicito Dytran della MSC Software. A tal fine è stata condotta ed è tutt’o-ra in corso da parte DIMEAS del Poli-tecnico di Torino una campagna di test dinamici altamente specialistici con strumentazioni e attrezzature all’avan-guardia, quali tre Split Hopkinso Pressu-re Bar (SHPB) di compressione e di tra-zione e un cannone a gas (Gas Gun). Concettualmente il sistema proietti-le/bersaglio è stato scomposto in tutti i suoi componenti, mostrati in figura 5, e cioè il proiettile perforante (e in parti-colare il penetratore in acciaio), l’allumi-na, l’acciaio scafo e il laminato aramidi-co-fenolico, con lo scopo di identificare e sviluppare per ciascuno di essi i mo-delli costitutivi più idonei alla simulazio-ne dinamica. Dai componenti sono stati ricavati pro-vini di diverse tipologie che sono sta-ti testati con prove statiche, dinamiche a elevato strain rate e in temperatura (sono tutt’ora in corso le prove al Gas Gun sul laminato). Già in questa fase l’a-nalisi F.E. è risultata funzionale e com-plementare alle prove di laboratorio, permettendo di progettare e ottimizza-re i test e in seguito di tarare i modelli. I modelli selezionati sono quello di John-son e Cook per i componenti metallici, il modello di Johnson Holmqist e altri mo-delli equivalenti per l’allumina, mentre è attualmente in sviluppo un modello ad hoc per il laminato aramidico-fenolico. La figura 6 mostra il confronto tra i ri-sultati del test a elevato strain rate alla SHPB di trazione dell’acciaio dello sca-fo e la simulazione numerica, da cui si evince un perfetto accordo. La figura 7 mostra la simulazione dell’impatto di un proiettile 7.62x51 per-forante con l’acciaio scafo. La velocità residua calcolata per il proiettile all’usci-ta differisce da quella misurata al vero di appena il 2%, confermando la bontà del modello. La figura 8 mostra alcune delle simula-zioni condotte sull’allumina, e in parti-colare la riproduzione di una prova alla SHPB e l’impatto con un penetratore di proiettile 7.62x51 perforante. La figura 9 mostra una simulazione fun-zionale al progetto di una prova del la-minato aramidico-fenolico al gas gun, al fine di stimare preliminarmente la V
BL del sistema.
CONCLUSIONIAttraverso l’approccio multidisciplina-re di IMAST, nell’ambito dei progetti di ricerca TRASPORTI e MACADI è stato possibile progettare e realizzare soluzio-ni innovative in composito multifunzio-nali da adoperare a bordo nave. In parti-colare le soluzioni di protezione balistica sviluppate permettono di ottenere un sensibile risparmio di peso rispetto alle corazzature navali tradizionali (cir-ca il 40% con riferimento alla minaccia 7.62x51 A.P.), nel rispetto delle normati-ve navali e risolvendo alcune problema-
- Protezioni balistiche in composito a bordo delle navi -
Fig.8: Simulazioni sull’allumina: test alla SHPB e impatto con penetratore proiettile 7.62x51 AP
Fig.9: Simulazione test al Gas Gun dei pannelli aramidico/fenolici e identificazione velocità balistica limite VBL

36 Compositi 36 Compositi
Composite ballisticprotections on shipsBallistic protections made out of composite materials and optimized for the use on ships were realized as an alternative to the use of conventional ballistic steel within the framework of the IMAST research projects TRASPORTI - DM 24440 and MACADI - DM 60683. The research activity was initially focused on the choice and assembly of materials by means of numerical simulations and an experimental campaign at a shooting range. Numerical simulation models of ballistic impacts were subsequently developed.
which are already widespread in other industries but have been scarcely used so far on large ships due issues like cost and compliance with the strict naval and military standards.IMAST implemented in the project TRASPORTI a multisciplinary approach aimed at the development of compos-ite materials solutions for the transpor-tation industry. CETENA S.p.A. (Fincan-tieri group), ELASIS (FIAT group) and the CNR Institute of Composite and Bi-omedical Materials participated in the project. The synergy between indus-trial (automotive and shipbuilding) part-ners and the collaboration with research centers of excellence working on the topic of composite materials allowed for the development of a multi-objec-tive platform and of new computation, experimentation and design methods for composite structures.Indeed a fiber-reinforced polymeric car door was realized for the automotive in-dustry, while in the context of shipbuild-ing fire compartmentalization panels and ballistic protection panels were de-signed and manufactured.In the case of ballistic protections the multi-objective platform allowed to identify the materials and of the man-ufacturing technology most suited to the shipbuilding industry. In particular, ad hoc solutions were developed with add-on panels, i.e. elements to be in-stalled directly beneath the ship’s hull steel plating for the protection from 7.62x51 NATO ball and armor-piercing rounds.The composite used in the final config-urations is a fiber-ceramic material, i.e. it is based on an aramyd-fiber (Twaron) laminated panel with the addition of a phenolic resin and a coating of ballistic ceramic tiles (syntered alumina). Figure 2 shows the typical configuration.
n order to meet the global mar-ket challenges and the multiple needs of the different modern
industries it is necessary to offer new solutions drawing on a range of tech-nologies and engineering criteria. In-deed innovation requires an increasing-ly multisectoral and multidisciplinary approach, especially in the field of composite materials. IMAST, the Tech-nological District on Engineering of pol-ymeric and composite Materials and Structures, offers this approach acting as a knowledge integrator between the scientific and technological expertise of its associates: companies, univer-sities, research institutes and bodies. IMAST has been promoting collabo-rations on a national and internation-al scale acting as a holding of its asso-ciates’ laboratories. Common projects have been born and keep blossoming from this approach.In collaboration with its associate Cen-tro per gli Studi di Tecnica Navale (CE-TENA S.p.A.), a company of the FIN-CANTIERI Group, IMAST has activated a range of research lines for the ship-building industry, focusing on the use of polymeric materials and multifunction-al composites in ships with the aim of: Reduction of the weight of structures and fuel consumption; Development of new fire-resistant adhesive and jointing systems by streamlining the assembly of components on board; Realization of multifunctional systems such as com-posite ballistic protections. This top-ic started with the project TRASPOR-TI “Integrated solutions for the design and realization of composite elements for applications in the transportation field” (DM 24440) and continued with the project MACADI “Development of models and methods for the analysis of structures in polymer and compos-ite materials under dynamic and im-
pact loads” (DM 60683). Both pro-jects were funded by the MIUR.Ballistic protection progressively evolved from being in the past an ex-clusive hallmark of military fleets to at-tracting interest in the field of recrea-tional boating and megayachts as well as of merchant ships in general, too, due to the current international situ-ation and the increased risk of pirate and terroristic attacks.Military vessels require an armour pro-tection of the forebridge and of some sensitive areas (such as ammunition depots) against potential asymmetric attacks performed by means of porta-ble or shoulder-fired weapons. The pro-tection level required by various stand-ards of current use typically takes into account threats like 7.62x51 ball and armor-piercing rounds and 12.7x99 ar-mor-piercing rounds. Concerning civil applications, a protected area used in case of boarding and defined “citadel” is foreseen for megayachts and mer-chant ships operating in areas deemed dangerous.The armour protection is usually made out of ballistic steel, a low-cost solution that unfortunately also features heavy weight and difficulties in the integra-tion on board. The critical issue of the protection weight does not lie in the lo-cal entity of the load but in the place-ment in the upper decks which results in a large static moment. Consequently the protection raises the center of mass and decreases the ship stability, a pa-rameter with a significant impact on the design of modern ships. Concerning the on-board integration, ballistic steel exhibits issues regarding corrosion and welding with the conventional steel used in the hull. Furthermore it turns out to be incompatible with the lightweight alloy superstructures. A valid alternative lies in the use of composite protections,
I
G. De Luca - CETENA S.p.A. (Fincantieri Group) and IMAST Scarl “Technological District on Engineering of polymeric and composite Materials and Structures”

37Compositi
The purpose of the ceramic material is the fragmentation of the steel piercing shell, but it has been shown that in this case a proportional increase in the alu-mina layer with respect to the laminate can be exploited to reduce the overall manufacturing costs. The use of a phe-nolic resin allowed for the complaince with the standards on smoke emis-sion and toxicity in case of fire issued by IMO, the International Maritime Or-ganization (FTP code, Annex 1, part 2, ISO 5659:1994). Thanks to the numer-ical simulation of the impact and to an extensive test campaign in a shooting range an optimal solution was achieved including in the system the ballistic con-tribution of the ship steel plating and the right compromise was found between weight reduction and material and man-ufacturing cost.The shooting range tests were per-formed using the “V50” test meth-od according to the “MIL-STD-662F - V50 BALLISTIC TEST FOR ARMOUR” standard of the US Department of De-fense. This method allowed for the quantitative evaluation of the real per-formance of the panels and for the comparison of different solutions as well as the for the identification of the optimal mounting distance between the plating and the protection in terms of ballistic efficiency.Figure 3 shows some of the test per-formed in the shooting range. Notice the “post-mortem” analysis with the evaluation of the damaged layers and the failure mechanism of the projectile.The MACADI project consists in the de-velopment of tools for the modelling, simulation and experimental validation of impacts at low, medium and high ve-locity in composite structures for the transportation industry (automotive, aviation and marine transportation). IM-AST again implemented a multidiscipli-nary approach to the project including in the research activity industrial asso-ciates coming from shipbuilding (CET-ENA), aviation (Alenia Aermacchi and CIRA) and automotive (Centro Ricerche FIAT) as well as academic partners such as the Aerospace Engineering De-partment (DIAS) of the Napoli Univer-sity “Federico II” and the Mechanical and Aerospace Engineering Depart-ment (DIMEAS) of the Torino Polytech-nic. This approach allows for the study of new predictive mathematical models thanks to the interaction of different ex-pertise ranging from car crash to the im-pact of an airplane fuselage at landing, to ballistic impacts in ships.
From the viewpoint of naval ballistics MACADI represents the natural follow-ing of TRASPORTI and stems from the need of refining the numerical simula-tions by means of the characterization and modelling of the strain rate behav-iour at very high speed of all materials involved in the ballistic impact phenom-enon. The ultimate goal is to achieve through the use of FE analysis a design tool with good predictive power con-cerning the structural strength of the configuration under analysis and the es-timate of the ballistic limit velocity VBL (minimum theoretical velocity of the projectile resulting in the complete per-foration of the target). The explicit finite elemet code Dytran by MSC Software was chosen for the numerical simula-tions performed by CETENA.A campaign of specially tailored dynam-ics test has been performed and pres-ently continues to this aim at the DI-MEAS in the Torino Polytechnic, where state-of-the art instrumentation and equipment is used, e.g. three Split Hop-kinson Pressure Bars (SHPB) for com-pression and tensile tests and a gas gun.The projectile/target system was con-ceptually broken up into its compo-nents, shown in Fig. 5, i.e. the ar-mor-piercing round (and in particular the steel penetrator), the alumina, the steel of the hull and the aramid-phenolic lam-inate, with the purpose of identifying and developing the models most suited to the numerical simulation for each of the elements. Specimens of different types were ob-tained from the components and tested by means of static tests, dynamic tests at high strain rate and high temperature tests (Gas Gun tests on the laminate are still ongoing). The FE analysis proved useful and complementary to the labora-tory tests already at this stage, allowing for the design and optimization of tests first and successively for the calibration of models. The choices fell on the John-son-Cook model for the metallic com-ponents, the Johnshon-Holmquist and equivalent models for alumina, while an ad hoc model is currently under devel-opment for the aramid-phenolic lami-nate. Figure 6 shows the comparison be-tween the high strain rate SHBP tensile test of the hull steel and the numerical simulation, where one can notice a per-fect agreement.Figure 7 shows the simulation of the im-pact of a 7.62x51 armor-piercing round with the hull steel. The calculated resid-ual velocity of the round coming out of
the target differs from the measured one by a mere 2%, thus confirming the validity of the model.Figure 8 shows some of the simula-tions performed on the alumina and in particular the reproduction of a SHPB test and the impact with a 7.62x51 ar-mor-piercing round.Figure 9 shows a simulation performed to design a Gas Gun test of the ara-mid-phenolic laminate so that a prelim-inary estimate of the system’s VBL can be drawn.
CONCLUSIONSThe design and realization of innovative, multifunctional composite solutions for the use in ships was made possible within the research projects TRASPOR-TI and MACADI thanks to the multidis-ciplinary approach of IMAST. In par-ticular the ballistic protection solutions thus developed allow for a significant weight reduction with respect to tradi-tional ship armour protections (approxi-mately 40% when 7.62x51 armor-pierc-ing rounds are considered) while they are compliant with naval standards and solve some technology issues typical of conventional ballistic steel. Further-more it was demonstrated that numer-ical analysis applied to the field of pol-ymer composites can be used as an effective design tool.We remark that, also thanks to the opti-mization and the results achieved in the IMAST projects, FINCANTIERI military vessels presently being designed and soon to be built will make extensive use of shieldings implementing advanced composite materials, representing an important technological leap forward in this industry.
All the mentioned figuresrefer to the italian version
Fig.1: Carlo Bergamini frigate, FREMM program (Cour-tesy Fincantieri and MMI)Fig.2: Typical configuration of the developed ballistic protectionsFig.3: Shooting range tests and post-mortem analysis of projectiles and panelsFig.4: Instrumentation of the Mechanical and Aerospace Engineering Department (DIMEAS) of the Torino Poly-technic – SHPB and Gas Gun. Courtesy DIMEASFig.5: Tested materials of the protectionsFig.6: SHPB tensile test of the hull steel – real test/sim-ulation comparisonFig.7: Simulation of projectile impact with the hull steelFig.8: Simulations of alumina: SHPB tests with 7.62x51 AP penetratorFig.9: Gas Gun test simulation of aramid-phenolic pan-els and identification of the ballistic limit velocity VBL

38 Compositi
Strategie innovative per la progettazione a fatica di parti strutturali in compositoIl gruppo di ricerca sui compositi del DTG - Università di Padova ha condotto un’attività di caratterizzazione e modellazione volta allo sviluppo di una procedura per la previsione della diminuzione di rigidezza di laminati soggetti a carichi ciclici: uno strumento importante per una progettazione affidabile di parti strutturali in composito avanzato.
vo più immediato della progettazione a fatica è quello di evitare la rottura fina-le. È importante però considerare che la vita a fatica di un laminato in composi-to è caratterizzata da un’evoluzione pro-gressiva del danno che avviene tramite diversi meccanismi di danneggiamento e che può portare a perdite di rigidezza consistenti (fino al 30-40%) anche mol-to prima della rottura finale. La rigidezza rappresenta spesso un parametro fon-damentale nella progettazione di parti in composito, per cui è essenziale esse-re in grado di prevederne la diminuzio-ne in presenza di carichi ciclici, in modo da assicurare una progettazione più affi-dabile ma anche ottimizzata e quindi più economica.L’evoluzione del danneggiamento in la-minati in composito è un fenomeno complesso che coinvolge processi ge-rarchici e su scale di lunghezza diverse, nonché dipendenti dai materiali utilizza-ti, dalla sequenza di sovrapposizione, dalla tipologia di carico e dalla condizio-ne di multiassialità [2]. Lo sviluppo di una metodologia di progettazione affi-dabile non può che prevedere l’utilizzo di modelli basati sui meccanismi di dan-neggiamento che si manifestano alle diverse scale di lunghezza e la loro in-tegrazione in una procedura di progetta-zione multi-scala e multi-meccanismo.Questo tipo di approccio basato sul-la meccanica del danneggiamento è alla base dell’attività di ricerca condot-ta dall’Università di Padova orientata alla caratterizzazione e modellazione del comportamento a fatica di compo-siti avanzati.
DANNEGGIAMENTO E ROTTURA A FATICA IN MATERIALI COMPOSITIL’evoluzione del danno a fatica in la-minati in composito coinvolge diversi meccanismi di danneggiamento, con-correnti o sequenziali, il cui risultato è la perdita di rigidezza, prima, e la rottura finale, poi. Tipicamente il primo evento di danno su scala macroscopica è rap-presentato dall’innesco di cricche nelle posizioni più critiche degli strati inclinati
egli ultimi anni l’industria au-tomobilistica ha dovuto fron-teggiare il bisogno di diminu-ire i consumi di carburante, e
le conseguenti emissioni di CO2, sen-za penalizzare le performance su stra-da. Ciò ha portato alla necessità di dimi-nuire il peso dei veicoli, richiamando un crescente utilizzo di materiali composi-ti, anche per la progettazione di compo-nenti strutturali. Questi, infatti, offrono numerosi vantaggi in quanto sono carat-terizzati da rigidezza e resistenza speci-fiche molto elevate, permettendo anche di “progettare” il materiale a seconda di determinate esigenze, potendone varia-re sia i costituenti sia l’architettura.La maggior parte dei componenti realiz-zati in composito, sia in ambiente auto-motive che in altri settori industriali, è soggetta a carichi di esercizio ciclici che possono portare all’innesco ed evolu-zione del danno. Questo si manifesta con una perdita di proprietà meccaniche (rigidezza e resistenza residua) e può portare alla rottura del componente. Di conseguenza, per migliorare l’affidabili-tà del prodotto finale, si rende indispen-sabile la progettazione a fatica nella fase
di ingegnerizzazione delle parti struttu-rali in materiale composito.Per far fronte alla richiesta di strumenti di progettazione a fatica adeguati in ambito automotive, e non solo, il gruppo di ricer-ca sui materiali compositi del DTG - Uni-versità di Padova sta lavorando da qual-che anno allo sviluppo di una procedura progettuale per la previsione dell’inne-sco ed evoluzione del danno, la perdita di rigidezza e la rottura finale di lamina-ti in composito soggetti a carichi ciclici.In questo contesto la progettazione a fa-tica si può declinare in diverse forme:
• progettazione ad innesco del danno• progettazione a rigidezza• progettazione a resistenza.
Attualmente alcuni campi di applicazio-ne richiedono una progettazione volta ad evitare l’innesco di danno, basti pen-sare a componenti contenenti fluidi in pressione in ambiente automotive, quali ad esempio il distributore della benzina agli iniettori. In questi casi è fondamen-tale essere in grado di prevedere i cicli spesi per l’innesco della prima cricca in una data condizione di carico.In altre circostanze, in cui è preferibile un approccio damage tolerant, l’obietti-
N
Quaresimin M., Zappalorto M., Carraro P.A. - Dipartimento di Tecnica e Gestione dei sistemi industriali, Università di Padova
Fig.1: Curve S-N per l’innesco di cricche off-axis in laminati vetro/epossidica [0/602/0/-602]s e [0/502/0/-502]s [2]

39Compositi
(off-axis) rispetto ai carichi esterni. Que-sto fenomeno è descrivibile tramite tipi-che curve di Wöhler, come si può evin-cere dai dati riportati in figura 1 relativi all’innesco di cricche in laminati in ve-tro/epossidica [0/θ2/0/-θ2]s testati dagli autori [1]. È importante notare come le curve di innesco dipendano dall’angolo di off-axis, in quanto il fenomeno è for-temente influenzato dalla condizione di multiassialità locale [3, 4].L’innesco delle prime cricche in un lami-nato multi-direzionale può rappresenta-re un evento da evitare in alcuni compo-nenti in cui la presenza di danno non è tollerata, tuttavia ciò non comporta il ce-dimento del laminato, grazie alla presen-za di strati più resistenti e alla re-distri-buzione tensionale tramite le interfacce. Infatti, l’innesco di una cricca è segui-to dalla sua propagazione nella direzio-ne delle fibre e dal successivo innesco di cricche multiple all’aumentare del nu-mero di cicli (fig.2). La densità di cricche aumenta progressivamente fino al rag-giungimento di uno stato di saturazione, immediatamente seguito o precedu-to dall’innesco di delaminazioni che poi propagano fino alla rottura finale.L’accumulo di cricche negli strati off-a-xis rappresenta la principale causa del-la perdita di rigidezza in laminati mul-ti-direzionali. A riprova di questo fatto si osservi l’andamento della rigidezza e della densità di cricche in un lamina-to [0/502/0/-502]s riportato in figura 3. Gran parte della perdita di rigidezza av-viene nelle prime fasi della vita a fatica, in cui l’aumento della densità di cricche è molto veloce. Alla saturazione del-la densità di cricche corrisponde anche una stabilizzazione della rigidezza su un valore che è circa il 20% più basso ri-spetto al modulo iniziale.Tipicamente l’innesco e propagazione di delaminazioni hanno un effetto più contenuto sulla rigidezza, ma hanno il ruolo fondamentale di far progredire il danneggiamento, isolare gli strati off-a-xis e promuovere quindi la rottura delle fibre negli strati a 0°, causando così la rottura finale. Questa si manifesta con una diminuzione di rigidezza molto bru-sca, come evidenziato in figura 4, dove è rappresentata schematicamente la ti-pica evoluzione del danno in un lamina-to multi-direzionale.
MODELLAZIONE DEL DANNEGGIAMENTO A FATICACon l’obiettivo di descrivere in modo ac-curato l’evoluzione del danno e svilup-pare quindi procedure di progettazione affidabili e di validità generale è neces-sario formulare dei modelli per la previ-sione dei cicli spesi per l’innesco delle prime cricche (Ni,c), per l’innesco e pro-pagazione di cricche multiple (Np,c), per l’innesco di delaminazioni (Ni,d) e la loro
Fig.2: Evoluzione del danno e rottura a fatica in un laminato vetro/epossidica [0/602/0/-602]s [2]
Fig.3: Evoluzione della densità di cricche e diminuzione di rigidezza in un laminato vetro/epossidica [0/502/0/-502]s [2]
Fig.4: Andamento tipico della rigidezza di un laminato soggetto a carichi ciclici
propagazione (Np,d), ed infine per la rot-tura finale (Nf) (fig.5).Negli ultimi anni gli autori hanno mes-so a punto una procedura per la previ-sione dell’evoluzione del danno a fatica caratterizzato dall’innesco e propagazio-ne di cricche multiple ed il conseguente calo di proprietà meccaniche, fornendo
così uno strumento fondamentale per la progettazione a rigidezza di componenti e strutture in composito. Tale procedu-ra comprende ed integra modelli basati sulla meccanica del danneggiamento e fornisce come risultati la densità di cric-che e la diminuzione di rigidezza in fun-zione del numero di cicli, a partire dalla

40 Compositi
- Strategie innovative per la progettazione a fatica di parti strutturali in composito -
Gent.mi,di seguito è riportata la lista delle correzioni e miglioramenti alle bozze per il contributo su Compositi Magazine "Progettazione a fatica di parti strutturali in composito" di Quaresimin, Zappalorto, Carraro. Ringraziandovi per il lavoro svolto, vi chiediamo gentilmente di implementare le modifiche suggerite di seguito.Cordialmente,Marino Quaresimin
MODIFICHE AL TESTO:
il titolo in italiano deve essere il seguente: Strategie innovative per la progettazione a fatica di parti strutturali in composito
il titolo in inglese deve essere il seguente: Innovative strategies for the design against fatigue of composite parts
- pag. 39, riga 15: per favore, sostituire [0/y2/0/-y2]s con [0/θ2/0/-θ2]s ;
- pag 42, sottotitolo: per favore sostituire l'intero sottotitolo con il seguente:" The Composite Materials Group at DTG - University of Padova has carried out an extensive experimental and modelling activity aimed at developing a procedure for the prediction of damage evolution and stiffness degradation in laminates under cyclic loads. This represents a powerful tool for a more reliable design of composite parts."
- pag 42, prima colonna, riga 16: per favore rimuovere la parola "an";
- pag 42, sezione "fatigue damage and failure in composites", riga 11: per favore, sostituire [0/y2/0/-y2]s con [0/θ2/0/-θ2]s ;
- pag 42, sezione "fatigue damage and failure in composites", riga 17: per favore aggiungere la parola "states" dopo "stress".
Figure:- fig. 5 è diversa da quella sottomessa. Si riporta di seguito la figura originale da sostituire
- fig. 7 è praticamente illeggibile, se possibile va portata a due colonne, magari ricavando spazio rimpicciolendo le fig 1, 4, 5 e 6, attualmente anche troppo grandi.
Nel flusso di informazioni del paper la attuale figura 2 dovrebbe essere prima della figura 1, (come era nella versione originale inviata) alla luce del ridimensionamento della attuale figura 1 a pagina 38 sarebbe opportuno ritornare alla versione originale (vanno poi corretti i richiami nel testo italiano e inglese..)
Number of cycles
Ni,c Ni,d Nf
cycles for multiple cracks initiation and propagation
Np,c
cycles for delamination propagation
Np,d
1
Fig.5: Sequenza di danneggiamento a fatica in laminati multi-direzionali
Fig.6: Meccanismi di danneggiamento a scala microscopica: a immagine al microscopio SEM di una superficie di frattura [4] e b micrografia di uno strato off-axis soggetto a carico ciclico [5]
a b
sequenza di sovrapposizione, la con-dizione di carico e alcune basilari pro-prietà dei materiali utilizzati.Visto che la diminuzione di rigidezza è dovuta all’accumulo di cricche negli strati off-axis, un criterio di innesco in condizioni di carico multiassiali è stato recentemente presentato da Carraro e Quaresimin [6]. Questo criterio ricono-sce la natura multi-scala del processo di innesco, e si basa proprio sull’utiliz-zo di parametri tensionali alla micro-sca-la, rappresentativi della driving force per l’evoluzione del danno a livello micro-scopico. Tali parametri sono stati defi-niti sulla base dei meccanismi osserva-ti tramite analisi microscopiche (fig.6) che hanno rivelato come l’innesco di una macro-cricca sia il risultato di un’e-voluzione del danno alla micro-scala [5].Integrando questo criterio con conside-razioni di tipo statistico e un sofisticato strumento di analisi tensionale sviluppa-to dagli autori [7] è possibile stimare l’in-nesco delle prime cricche e l’evoluzione della loro densità fino allo stato di satu-razione, tramite la procedura proposta [8]. Essa include anche la descrizione della fase di propagazione delle cricche innescate mediante curve tipo-Paris, Fig.7: Procedura per la previsione dell’evoluzione del danno a fatica in laminati multi-direzionali [8]

41Compositi
nonché la stima della rigidezza, effettuata sulla base della densità e della lunghezza delle cricche, tramite il modello analitico presentato in [7].La procedura sviluppata, schematicamente rappresentata in fi-gura 7, è stata applicata ai laminati testati in [1], ottenendo un ottimo accordo sia per quanto riguarda l’evoluzione della densi-tà di cricche sia per la diminuzione di rigidezza (fig.8).Il gruppo sta lavorando attualmente all’estensione della pro-cedura alla previsione dell’innesco e propagazione delle de-laminazioni e della rottura finale, in modo da fornire uno stru-mento completo, affidabile e generale per la previsione del comportamento a fatica di laminati in composito.
BIBLIOGRAFIA[1] M. Quaresimin, P.A. Carraro, L. Pilgaard Mikkelsen, N. Lucato, L. Vivian, P. Brøndsted, B. F. Sørensen, J. Varna, R. Talreja. Damage evolution under internal and external multiaxial cyclic stress state: a comparative analysis, Compos Part B-Eng 2014, 61, 282–290.[2] M. Quaresimin, L. Susmel, R. Talreja. Fatigue behaviour and life assessment of composite laminates under multiaxial loadings. Int J Fatigue 2010, 32, 2-16.[3] M. Quaresimin, P.A. Carraro P.A. On the investigation of the biaxial fatigue behaviour of unidirectional composites. Compos Part B-Eng 2013, 54, 200-208.[4] M. Quaresimin, P.A. Carraro, Damage initiation and evolution in glass/epoxy tubes subjected to combined tension-torsion fatigue loading, Int J Fatigue, 2014, 63, 25–35.[5] M. Quaresimin, P.A. Carraro, L. Maragoni. Damage evolution at the microscopic scale in off-axis plies under fatigue loading, to appear.[6] P.A. Carraro, M. Quaresimin. A damage based model for crack initiation in unidirectional composites under multiaxial cyclic loa-ding, Compos Sci Technol 2014, 99, 154–163.[7] P.A. Carraro, M. Quaresimin. A stiffness degradation model for cracked multidirectional laminates with cracks in multiple layers. Int J Solids Struct 2015, 58, 34–51.[8] P.A. Carraro, L. Maragoni, M. Quaresimin. Assessment of matrix cracking in multidirectional laminates under cyclic loading, to appear.
Fig.8: Previsione dell’evoluzione della densità di cricche a) e diminuzione di rigidezza in un laminato vetro/epossidica [0/502/0/-502]s b)

42 Compositi 42 Compositi
Innovative strategies for the design against fatigue of composite partsThe Composite Materials Group at DTG - University of Padova has carried out an extensive experimental and modelling activity aimed at developing a procedure for the prediction of damage evolution and stiffness degradation in laminates under cyclic loads. This represents a powerful tool for a more reliable design of composite parts.
the existing cracks had propagated and new ones initiated. The crack density in-creases until a saturation condition, usual-ly followed, or preceded, by the initiation of delaminations which then propagate for the remaining fatigue life.Even if the initiation of multiple off-axis cracks and delaminations is not critical for final failure, these mechanisms lead to the degradation of the global elastic proper-ties and can trigger fibre failure. Figure 3 shows the trend of the elastic modulus of a [0/502/0/-502]s laminate and the crack density evolution in the off-a-xis plies. Most of stiffness loss occurs in the earlier stages of fatigue life, where the crack density increases steeply. Then when the crack density reaches a satu-rated value the rate of stiffness degrada-tion becomes very low. This is a proof that off-axis cracks are the main responsible for the loss of stiffness, the initiation and propagation of delaminations providing only a minor contribution in this sense.A schematic of the typical stiffness trend for multidirectional laminates is shown in figure 4.
MODELLING FATIGUE DAMAGE EVOLUTIONIf design target is avoiding the final failure, the entire damage process must be mo-delled, with the aim to predict the cycles spent for the first crack initiation (Ni,c), the cycles for crack multiplication and propa-gation (Np,c), the life to the initiation of de-laminations (Ni,d), the cycles spent for the propagation of delaminations (Np,d) and eventually the final failure (Nf) (fig.5).However, from the experimental observa-tions reported above it is clear that a com-posite part under fatigue loading can lose a significant amount of stiffness, and the-refore become unsuitable for in-service application, much before its final failure. For this reason, and considering the im-portance of stiffness as a design parame-ters for composite structures, it is impor-tant to develop a model to predict also the degradation of elastic properties throu-ghout fatigue life. Such a model would al-low a more reliable and also optimised de-sign to be made.A damage-based design procedure has been recently developed by the Com-posite Group of the University of Pado-va to predict damage evolution and the
omposite materials are excellent candidates for the development of reliable lightweight componen-ts and structures, complying with
the needs, in the automotive industry, of decreasing fuel consumptions and CO2 emissions and, at the same time, increa-sing the performances. Most of structural components manu-factured with composite materials are subjected to cyclic loads during the in-ser-vice life, which might lead to progressive damaging and, in turn, to the loss of stiff-ness, residual strength and, eventually, to final failure.Thus, the “design against fatigue” is es-sential to improve the reliability of compo-site structural parts. To meet the demand of tools for designing against fatigue of composites in the automotive, as well as other, industrial fields, the present authors are developing a design procedure suitable to predict the initiation of damage, its evo-lution leading to the degradation of elastic properties and final failure for composite la-minates under cyclic loading.In fact, the “design against fatigue” can be divided into:
• design against crack initiation (no damage)
• design against stiffness degradation• design against failure.
At present, for some applications the aim of fatigue design is to avoid the onset of any kind of damage. In this case being able to predict the cycles spent for the ini-tiation of the first crack is essential.In other circumstances, in which a damage tolerant approach is adopted, avoiding fati-gue failure is of course the most obvious goal in the design of a part. However, be-cause of the several damage mechanisms characterising the fatigue life of composi-te laminates, structural components under cyclic loading can lose a significant part of their stiffness (up to 30-40%, depending on the lay-up) much before the final failure. As stiffness is often one of the most im-portant parameters in the design of a com-posite component, being able to predict its degradation under prescribed loading con-ditions is essential for a safer and also che-aper design. However, the fatigue behaviour of compo-site materials is not an easy task, mainly when considering that cyclic loads can be very complex and in multiple directions.
As it will be deeply discussed later, the development of damage in composite la-minates is characterised by multiscale and hierarchical processes, from damage ini-tiation at the microscopic scale to the on-set and propagation of macro-cracks and delaminations leading to final failure. The-se mechanisms are also dependent on the materials adopted, the lay-up and the loading type and multiaxial conditions [2].The only way to deal with such a compli-cated problem and come out with reliable design methods is to develop models ba-sed on the damage mechanisms actual-ly occurring at the several length scales [2] and link them in a multiscale and mul-ti-mechanism design procedure.This damage-based approach is the ba-sis of the research activity carried out in the fatigue field in the last years by the Composite Materials Group at DTG - Uni-versity of Padova. The modelling strategy is briefly summarised in the next sections taking advantage of some representative experimental results. FATIGUE DAMAGE AND FAILURE IN COMPOSITESFatigue damage evolution in composite la-minates is a complex phenomenon, invol-ving several damage mechanisms leading to the degradation of the stiffness and load bearing capabilities and eventually to the final failure. Typically, the first macrosco-pic (observable) event of damage is the initiation of cracks in the off-axis plies. As an example, the S-N curves for crack ini-tiation in the off-axis layers of Glass/Epoxy [0/θ2/0/-θ2]s laminates tested by the au-thors [1] are reported in figure 1. It can be seen that the trend can be suitably descri-bed by a Whöler-like power law, which is however different for the two orientations investigated, because of the different local multiaxial stress states [3, 4].Due to the presence of tougher layers, the initiation of the first crack in multi-directional laminates does not bring to complete failure, but is followed by the propagation of the initiated cracks in the fibres direction and by the initiation of further cracks as the number of cycles is increased.This is for instance documented by figu-re 2 for a [0/602/0/-602]s laminate. In this case several cracks were already initiated after 5000 cycles. Then, at 10000 cycles,
C
Quaresimin M., Zappalorto M., Carraro P.A. - Dipartimento di Tecnica e Gestione dei sistemi industriali, Università di Padova

density evolution (fig.8a) and the resulting stiffness degradation (fig.8b). The Group is now working to comple-te the model including the prediction of the initiation and propagation of delamina-tions and the final failure, thus providing a universal and reliable tool for the desi-gn against fatigue damage and failure of composite parts.
All the mentioned figuresrefer to the italian version
Fig.1: S-N curves for off-axis cracks initiation in Glass/Epoxy (G/E) [0/602/0/-602]s and [0/502/0/-502]s lamina-tes [2]Fig.2: Fatigue damage evolution and failure in a G/E [0/602/0/-602]s laminate [2]Fig.3: Crack density evolution and stiffness degradation in a G/E [0/502/0/-502]s laminate [2]Fig.4: Schematic of the typical stiffness trend in multidi-rectional laminates under fatigueFig.5: Sequence of damage evolution in multidirectional laminates under fatigueFig.6: Damage mechanisms at the microscopic scale: a) SEM image of a fracture surface [4] and b) micrograph on an off-axis ply under fatigue loading [5]Fig.7: Procedure for the assessment of fatigue damage evolution in multidirectional laminates [8]Fig.8: Prediction of crack density evolution a) and stiff-ness degradation in G/E [0/502/0/-502]s laminates b)
stiffness degradation in composite lami-nates. It will be briefly described in the following. As already proved the stiff-ness degradation is mainly due to the ini-tiation and propagation of multiple off-a-xis cracks. Therefore a criterion to predict crack initiation, capable of accounting for multiaxial stress states, must be defined. Also in this case, a damage-based appro-ach is necessary, mainly considering the multiscale nature of composite materials. In fact, the initiation of a macro-crack is the consequence of a damage process occurring at the microscopic scale (the length scale of the inter-fibre distance) since the early stages of fatigue. This was proved by the present authors [4, 5], who showed that the initiation of an off-a-xis crack was the result of the initiation, accumulation and coalescence of multi-ple micro-cracks in the matrix, inclined to the fibres, at least in the presence of she-ar stress, as shown in figures 6a and 6b.On the basis of the damage modes ob-served at the microscopic scale, Carraro and Quaresimin [6] proposed a criterion for crack initiation based on the use of lo-cal stress parameters (Local Hydrostatic Stress, LHS, and Local Maximum Princi-pal Stress, LMPS) as equivalent stresses for the representation of the S-N curves. The criterion resulted in good agreement with a large bulk of experimental data.
This criterion, coupled with the classical lamination theory, is useful to predict the initiation of the first cracks is the off-axis plies of a laminate. Predicting the crack density evolution, which can be then cor-related to the stiffness degradation, requi-res to include a more refined stress analy-sis to evaluate the stress fields in the plies considering the stress re-distribution due to the presence of already initiated cracks. Such a model was also developed by the authors [7]. This analytical model, a part from computing the stress re-distribu-tions, allows one to calculate with a very good accuracy the laminate stiffness on the basis of the crack density on its plies.Based on the crack initiation criterion, combined with fundamental statistical considerations, on the stress-redistribu-tion and stiffness model, and using Pa-ris-like curves to describe crack propaga-tion, the authors developed a procedure for predicting the crack density evolution and then the stiffness degradation un-der fatigue loading [8]. The procedure is actually a simulation of fatigue life, im-plementing the above mentioned analyti-cal tools within a code. A schematic flow-chart is shown in figure 7.The procedure was applied to [0/50
2/0/-502]s laminates tested by the authors, obtaining a very satisfactory agreement with experimental data, both for the crack

4th International Polyurethane Industry Exhibition 2nd Composites Industry and Production Technologies Exhibition
Istanbul Expo Center
www.putecheurasia.com www.eurasiancomposites.com
THIS FAIR IS ORGANIZED WITH THE PERMISSION OF TOBB (THE UNION OF CHAMBERS AND COMMODITY EXCHANGES OF TURKEY) IN ACCORDANCE WITH THE LAW NO.5174
Phone : +90 212 324 00 00 Fax : +90 212 324 37 57sales@artk com.trwww.artk com.tr
Media Partner In Cooperation with Organiser
Eurasia’s Leading Polyurethane & Composites Industry Platform
ChemstrySector Platformand Members

45Compositi
Trasporti eco-sostenibili con i compositi termoplasticiUtilizzare i compositi termoplastici per trasformare componenti e struttura dei veicoli commerciali leggeri, aumentandone il valore del mezzo (a parità di prezzo) ed assicurandone un’elevata sostenibilità ambientale.A questo obiettivo risponde il progetto Matreco realizzato nell’ambito delle attività del Polo Innovazione Automotive.
estetica. Entrambi i componenti hanno la caratteristica di poter essere parzial-mente o totalmente integrati.Nel corso delle fasi di lavoro, sono sta-ti realizzati dei dimostratori in materiale composito per ognuno dei componenti selezionati. Considerando i complessivi obiettivi del progetto, sono stati indivi-duati quattro materiali compositi a ma-trice termoplastica con poliammide ed un materiale termoindurente, a descri-zione dello stato attuale della tecnologia sui materiali compositi comunemente impiegati. Il componente traversa, trat-tandosi di un componente strutturale, è sottoposto al processo di cataforesi, per cui la scelta di una resina termoplasti-ca in grado di non subire variazioni e de-formazioni alla temperatura di 200 °C è stata di fondamentale importanza.
ra le aziende appartenenti al Polo Innovazione Automotive, Consorzio abruzzese che coin-volge circa 70 aziende in ambito
automotive, vi sono realtà aventi com-petenze coerenti con quelle richieste dal progetto Matreco - materiali avan-zati per trasporti eco-sostenibili -, che vede il coinvolgimento di numerosi par-tner a livello nazionale. Per tale ragione, il Centro Ricerche Fiat, anch’essa ade-rente al Consorzio, ha affidato alla So-cietà Consortile Innovazione Automoti-ve e Metalmeccanica (IAM) l’attività di progettazione, sviluppo e realizzazione di un’applicazione strutturale e/o este-tica (pannello, struttura, particolare sof-fiato, ecc.).Per meglio rispondere alle esigenze del progetto, su indicazione del Centro Ri-cerche Fiat, sono state selezionate ap-plicazioni strutturali ed estetiche d’im-patto nel settore automotive e nella fattispecie sui veicoli commerciali e pro-fessionali leggeri.
Obiettivo del progetto Matreco, realizza-to nell’ambito del Pon – Ricerca e com-petitività 2007-13, è la ricerca di mate-riali ad alto contenuto tecnologico e di un loro competitivo processo di trasfor-mazione per la realizzazione di compo-nenti e strutture, funzionalizzati alla sod-disfazione del cliente (più valore a pari prezzo) e contraddistinte da un’elevata sostenibilità ambientale (meno consu-mi nel ciclo vita a pari prestazioni, dall’e-strazione della materia prima al riciclo/ri-uso del materiale finale).Nello specifico, il progetto ha permesso di acquisire competenze abilitanti su ma-teriale termoplastico, processi e meto-dologie e realizzare componenti termo-plastici per veicoli commerciali leggeri.Il progetto ha riguardato due applicazio-ni individuate su veicolo: traversa pa-diglione anteriore e padiglione anterio-re. La prima caratterizzata da una forma complessa, ha una funzionalità pretta-mente strutturale, mentre la seconda, di grandi dimensioni, ha una funzionalità
T
Daniela Di Cecco, Francesca Di Paolo, Federica Rossetti - Polo Innovazione Automotive
Fig.1: Applicazioni inizialmente individuate
Fig.2: Stampo prototipale del componente padiglio-ne anteriore
Fig.3: Stampo prototipale del componente traversa padiglione anteriore
4th International Polyurethane Industry Exhibition 2nd Composites Industry and Production Technologies Exhibition
Istanbul Expo Center
www.putecheurasia.com www.eurasiancomposites.com
THIS FAIR IS ORGANIZED WITH THE PERMISSION OF TOBB (THE UNION OF CHAMBERS AND COMMODITY EXCHANGES OF TURKEY) IN ACCORDANCE WITH THE LAW NO.5174
Phone : +90 212 324 00 00 Fax : +90 212 324 37 57sales@artk com.trwww.artk com.tr
Media Partner In Cooperation with Organiser
Eurasia’s Leading Polyurethane & Composites Industry Platform
ChemstrySector Platformand Members

46 Compositi
Poiché tale metodologia è più rapida e non comporta problemi di contatto con superfici calde, per l’attività è stato de-ciso di riscaldare la lastra ad induzio-ne mediante l’utilizzo di lampade infra-rosse. La lastra viene poi messa sullo stampo (anch’esso può essere riscalda-to) dove assume la forma con applica-zione di un controstampo. Per ogni materiale è stato realizzato un dimostratore per entrambi i componenti individuati. Lo svolgimento delle attività inerenti la prototipazione dei particolari scelti è stata affidata ad un’azienda con-sorziata specializzata nella lavorazione e produzione di componenti in fibra di car-bonio e vetroresina.
CONCLUSIONIIl processo di lavorazione di materiali pre-impregnati con resine termoplasti-che è sicuramente possibile con linee dedicate, che permetterebbero la ripe-tibilità del processo. La linea dovreb-be essere integrata di alimentatore con banco scaldante, che permetta il riscal-damento di entrambe le superfici del materiale, ed estrattore robotizzato ab-binato a macchina rifilatrice. Il materiale base della linea deve essere costituito essenzialmente da lastre. La compatta-zione del materiale risulta essere infatti uno degli aspetti fondamentali per una buona riuscita del processo di stampag-gio, poiché questo contribuisce alla non delaminazione dello stesso.
Per le loro particolari caratteristiche, quali le buone proprietà fisico-mecca-niche, l’alta tenacità, il buon compor-tamento alla fatica ed il relativo basso costo, le resine termoplastiche con po-liammide sono particolarmente indicate per il settore automotive e per applica-zioni industriali. L’utilizzo del termopla-stico nel campo dei materiali compositi offre un ampio range di vantaggi:
• brevi tempi di ciclo (automazio-ne del lay-up e del processo di stampaggio): tipicamente 2 mi-nuti o meno
• brevi tempi di consolidamento au-mento delle caratteristiche di tena-cità, resistenza a impatto e fatica
• buone caratteristiche di infiamma-bilità
• possibilità di lavorazioni post for-matura, quali correzioni e formatu-ra, in più steps
• durata di conservazione illimitata e bassa rischiosità nel maneggia-re il materiale
• elevata riciclabilità, sia durante il processo tecnologico (riutilizzo de-gli scarti), sia dopo la vita in servizio.
Tra le resine termoplastiche sono stati selezionati materiali Tencate, Bond La-minates, Structura e Ferrari Carbon. Tra i materiali termoindurenti è stato scelto un materiale Delta-Preg. Per tale attivi-tà è stato scelto il processo di termofor-matura. Si tratta di un processo discon-tinuo, che permette di trasformare semilavorati come lastre piane in ogget-ti di forma voluta mediante uno stampo.
- Trasporti eco-sostenibili con i compositi termoplastici -
Il Polo Innovazione AutomotiveIl Polo Innovazione Automotive raggruppa circa 70 tra piccole e medie imprese, gran-di aziende globalizzate, università, istituti di ricerca, enti e istituzioni. Si trova in Abruzzo, in prossimità della Val di Sangro; qui la filiera automotive è una forte realtà costituita da un gruppo di società operanti nel settore e dell’ingegneria, a partire dalle grandi aziende fino ai sub fornitori di piccole parti. E’ l’area dove ha sede la Sevel (join venture tra Fca e il gruppo Psa), Polo europeo per la produ-zione di veicoli commerciali e professionali, leggeri e trasporto persone e cose, con ca-pacità produttiva di 300.000 veicoli/anno e circa 6.200 addetti diretti e altri 4.500 nell’in-dotto in Abruzzo. La presenza di questo patrimonio industriale ha spinto la Società Consortile Innovazione Automotive e Metalmeccanica (IAM, sog-getto gestore) a costituire un Polo - il Polo Innovazione Automotive - che diventasse punto di riferimento per il territorio per incre-mentare le competenze e migliorare la diffu-sione delle conoscenze nell’automotive e nel metalmeccanico.
Obiettivo del Polo è favorire aggregazioni per mettere a sistema competenze, esperienze e strutture per attività di R&D, progettazio-ne-industrializzazione e produzione di veicoli dedicati e specializzati per il trasporto di pro-dotti all’utente finale in una logica sostenibile e smart. Tra i circa 70 partner del Polo: Fca, Honda, Denso, Bonfiglioli, ma anche Univer-sità e Centri di Ricerche.Il Polo coinvolge le aziende partner in diversi progetti di ricerca: progetti di ricerca e svi-luppo sperimentale nell’ambito del FP7 (VII Programma Quadro dell’Unione Europea); progetti nazionali di ricerca e sviluppo speri-mentale Industria 2015 - Ministero Ambiente - Pon 2007-13; progetti di ricerca industriale e sviluppo sperimentale presentati nell’ambito del POR FERS 2007-2013 Regione Abruzzo; progetti di trasferimento tecnologico. Le sue principali direttive di ricerca sono l’innovazione di prodotto, focalizzata su nuovi archetipi ed architetture per LCV (Li-ght commercial vehicle), e l’innovazione di processo, con l’obiettivo di migliorare il rap-porto fra peso/costi/performance attraverso
l’impiego di materiali innovativi e tecnologie abilitanti. Le tematiche ambientali, legate alla qualità e/o tracciabilità dei prodotti e dei processi, e le normative sono invece le te-matiche trasversali. Il Polo conta oggi 8 progetti di R&D attivi a livello regionale, mentre altri 8, tra nazionali ed europei, sono in corso tramite il soggetto gestore. Il Polo ha attivato circa 25 iniziative di trasferimento tecnologico verso i soci, che mirano ad obiettivi di breve termine come ad esempio le analisi di fattibilità per l’applica-zione di una certa tecnologia già disponibile ad un prodotto differente, il miglioramento della qualità od ottimizzazioni del processo dal punto di vista costi o sotto l’aspetto tec-nico, anche tramite l’applicazione di metodo-logie adatte e all’avanguardia.Il Polo Innovazione Automotive d’Abruzzo è tra i promotori del “Cluster Trasporti Italia 2020”, associazione costituita da sessanta neoasso-ciati, in rappresentanza dei maggiori player italiani, industriali e scientifici, tra cui Fiat, An-saldo Breda ed Ansaldo STS, Rete Ferroviaria Italiana, Fincantieri, Consiglio Nazionale delle Ricerche, Politecnico di Milano e di Torino.
Fig.4: Lastra di materiale composito posizionata sopra lo stampo
Fig.5: Padiglione anteriore stampato in uno dei materiali compositi individuati

47Compositi
Eco-sustainable transport with the use of thermoplastic compositesTo use thermoplastic composites to transform components and structure of light commercial vehicles, with the aim of increasing the value of the vehicles (at the same price) and ensure high environmental sustainabi-lity. The Matreco project meets this ambitious objective. It is realized within the activities of the Automotive Innovation Pole.
purely structural functionality, while the second, large in size, has an aesthetic functionality. Both components have the characteristic of being able to be partially or fully integrated.During work phases, for each item se-lected some demonstrators in compos-ite material have been realized. Con-sidering the overall objectives of the project, four composite materials with polyamide thermoplastic matrix have been selected.It is important to specify that the roof front crossbeam, being a structural component, is subjected to cataphore-sis process, so it was very important the choice of a thermoplastic resin that isn’t subjected to variations and defor-mations at a temperature of 200 ° C.For their particular characteristics, such as good physical-mechanical properties,
mong Companies associated to the Automotive and Mechanical Innovation Consortium (IAM)
there are some having skills consist-ent with those required by the Matre-co project - advanced materials for en-vironmentally sustainable transport -, that involves many partners at national level. For this reason, Centro Ricerche Fiat (CRF), also partner of the Consorti-um, has committed the design, the de-velopment and the manufacturing of an structural and/or aesthetic compo-nent (panel, frame, blown parts, etc.) to IAM.On CRF’s suggestion, structural and aesthetic applications of impact in the automotive sector and, in particular, in light commercial and professional vehi-cles field have been selected in order to respond better to needs of the project.
The aim of the Matreco Project is, in fact, the scouting of materials with high technological contents and their com-petitive transformation process for the realization of components and struc-tures, which are functionalized to cus-tomer satisfaction (more value at same price) and characterized by high envi-ronmental sustainability (less consump-tion in the life cycle at same perfor-mance, from raw material extraction to recycling / reuse of the final material).Specifically, the project has allowed us to acquire qualifying competences on ther-moplastic material, processes and meth-odologies to realize thermoplastic com-ponents for light commercial vehicles.The project involved two applications detected on the vehicle: roof front crossbeam and front roof. The first is characterized by a complex form, has a
A
Daniela Di Cecco, Francesca Di Paolo, Federica Rossetti - Automotive Innovation Pole
The Automotive Innovation PoleThe Automotive Innovation Pole consists of a group of about 70 globalized companies, both LEs and SMEs, universities, research institu-tes, organizations and institutions. The Pole is located in the Abruzzo Region near the Val di Sangro; here the automotive industry is a strong reality composed of a group of enterpri-ses (from large companies to the sub supplier of small parts) operating in that sector and engineering. It is the area where the Sevel is located (a joint venture between FCA and the PSA Group), the largest factory in Europe for the production of light commercial vehicles, with a production capacity of 300.000 trucks per year, 6.200 direct employees and about 4.500 in the supplier network.The presence of this industrial heritage has encouraged the Automotive and Mechanical Innovation Consortium (acronym IAM) to create a Pole - Automotive Innovation Pole - to became a point of reference for this area in order to increase the skills and to improve the dissemination of knowledge in the auto-motive and mechanical fields.The Automotive Innovation Pole aims at sup-porting the reinforcement of the interactions
among the companies, through sharing of facilities, knowledge exchange, R&D activi-ties, technology transfer initiatives, design, industrialization and manufacturing of dedi-cated and specialized vehicles for the tran-sport of goods to the end user, in a sustai-nable and smart logic.About 70 partners are part of the Pole, in-cluding FCA, Honda, Denso, Bonfiglioli, but also universities and research centers.The Automotive Innovation Pole involves partner companies in several research projects: Seventh Framework Program of European Union for Research & Innovation; National R&D projects in industrial innova-tion program by the Ministry of economic development (Energy and Sustainable Mo-bility); Regional R&D projects funded under POR FERS 2007-2013 – Abruzzo Region; Te-chnology transfer projects.The main guidelines of these R&D projects are product innovation, meaning new ar-chetypes and architectures for LCV (light commercial vehicle), and process innovation, with the goal of improving the ratio between weight/cost/performance through the use of
innovative materials and enabling technolo-gies. On the other hand the cross-cutting themes are the environmental contents, related to the quality and traceability of pro-ducts and processes, and the regulations and standards.The Pole is currently involved in 8 Regional R&D projects, while other 8 projects, in-cluding National and European, are mana-ged by the IAM Consortium. The Pole has also launched about 25 technology transfer projects answering the needs of specific stakeholders, which aim at achieve short-term objectives such as the feasibility analy-sis for the application of a certain technology or quality improvement processes.The Automotive Innovation Pole is also one of the promoters of the Cluster “Trasporti Ita-lia 2020” (National Technological Cluster on Transportation and the “Italy 2020” project), which is an association consisting of sixty members, representing all the major Italian industrial and scientific players, including FCA, Ansaldo Breda and Ansaldo STS, RFI (the Italian Railway), Fincantieri, National Re-search Council, University of Milan and Turin.

48 Compositi 48 Compositi
- Eco-sustainable transport with the use of thermoplastic composites -
SPECIALINSERT
Ad ogni materiale il sistema di fissaggio più adattorapidità di montaggio della vite di collegamento che, a diffe-renza del dado autobloccante, non richiede l’ausilio di due chiavi di serraggio.
CARATTERISTICHE TECNICHELa gamma di prodotti Specialinsert si arricchisce ulteriormente con l’introduzione a catalogo di nuove serie di prodotti, tra cui i perni a rivetto versione inox della serie TCPX, che rappresenta-no un’ottima soluzione tecnica quando la necessità è ottenere un filetto maschio su laminati e scatolati. Il montaggio, facile e veloce, può essere effettuato con la stessa attrezzatura pneu-matica utilizzata per l’installazione dell’inserto a deformazione madrevite mediante l’ausilio di equipaggiamenti specifici. Infine, si segnalano anche i rivetti tubolari filettati per mate-riali a bassa resistenza della serie TC/INT, la particolare geo-metria del corpo ne garantisce l’applicazione anche su mate-riali teneri (come plastica, vetroresina ecc.) oltre a quella su laminati e scatolati.
Specialinsert, da oltre 40 anni nel mercato dei fasteners, ha mantenuto l’iniziale specializzazione nei sistemi di fis-saggio meccanici affiancando alla realizzazione di soluzio-ni in proprio la distribuzione di prodotti in esclusiva. Dota-ta di un proprio stabilimento di produzione e di un ufficio studi e progettazione, destina la maggior parte dei propri investimenti in R&S finalizzati a ideare nuovi sistemi di fis-saggio. Specialinsert vende in Italia e in tutto il mondo, tut-ta la produzione è interamente realizzata in Italia. Il siste-ma di qualità aziendale è certificato dal 1997 presso l’ente certificatore ICIM.Tra le principali novità di prodotto spicca l’inserto filettato a de-formazione Deform-Nut Autobloccante. Ideato, brevettato e prodotto da Specialinsert, abbina i vantaggi del classico rivet-
to a deformazio-ne alla funzione dei dadi auto-bloccanti. Il suo utilizzo offre la possibilità di ot-tenere notevoli vantaggi tecni-ci: installazione su parti senza possibilità di ac-cesso dall’inter-no; imperdibilità garantita dal fis-saggio mecca-nico sulla sede; Serie TCPX SerieTC/INT
Coppie di serraggio medie per una corretta posa in opera
M 6 M 8
Coppia serraggio Nm 91 8
Valori di riferimento max per prodotti in acciaio
M 6 M 8
Carichi trazione N 13000 21000
Momenti frenanti in linea con quanto prescritto dalla norma DIN
di riferimento
high toughness, good fatigue behavior and the relative low cost, thermoplas-tic resins with polyamide are particular-ly suitable for automotive and industrial applications. The use of the thermo-plastic in the field of composite mate-rials, in fact, offers a wide range of ad-vantages:
• short cycle times (automatic lay-up process and molding process): typically 2 minutes or less
• short time consolidation• increased toughness, resistance
to impact and fatigue• good flammability characteristics• possibility of post forming oper-
ations, such as corrections and forming, in several steps
• unlimited shelf- life and low risk in handling the material
• high recyclability, both during the technological process (re-use of waste), and after the service life.
Among the thermoplastic resins, mate-rials such as Tencate, Bond Laminates, Structura and Ferrari Carbon were se-lected. Among the thermosetting ma-
terials, a Delta-Preg material has been chosen. For this activity, it was chosen the thermoforming process. It is a dis-continuous process, in which semi-fin-ished product, such as flat sheets, are shaped by punch and die.Since this methodology is faster and does not involve contact problems with hot surfaces, for the activity it was decided to heat the sheet by in-duction using infrared lamps. Then the sheet is placed on the mold (it can be heated too) where it take the shape with the application of a punch.A demonstrator has been manufac-tured for each material and for both identified components. The imple-mentation of the prototyping activities of selected parts has been entrusted to another associated enterprise spe-cialized in processing and manufac-turing of components made of carbon fiber and fiberglass.
CONCLUSIONSThe outcome reached by the Matre-co project is that the processing of the
pre-impregnated materials with ther-moplastic resins is certainly possible with dedicated production lines, which would allow the repeatability of the process. The line should be integrated with hot bench, which allows the heat-ing of both material surfaces, and ro-botized extractor combine with trim-ming machine. The basic material of the line must be essentially composed of sheets. The compaction of the materi-al appears to be, in fact, one of the fun-damental aspects for the success of the molding process, because this contrib-ute to non-delamination of it.
All the mentioned figuresrefer to the italian version
Fig.1: Applications initially identifiedFig.2: Prototypical front roof mould Fig.3: Prototypical roof front crossbeam mouldFig.4: A composite sheet placed on the moldFig.5: Front roof moulded in one of identified composite material

49Compositi
compositi. È proprio questo know-how “dal campo” che talvolta risulta esse-re cruciale, necessariamente comple-mentare alle tecniche simulative virtuali nell’impostazione progettuale e fonda-mentale nella validazione di un prodot-to. In questo senso, tutti i nuovi prodotti necessitano di un lavoro di squadra, con la piena partecipazione del cliente, so-prattutto nella fase di avviamento, lad-dove la velocità di reazione ad aspetti imprevisti risulta essere un reale valore aggiunto di GSI.
La storia del Gruppo Global System International (GSI), società specia-lizzata nella produzione di compositi strutturali nel settore automotive con differenti tecnologie SMC, si contrad-distingue per un forte rapporto con le case produttrici. La ricerca di soluzioni che favoriscano lo sviluppo di un prodotto di elevata base tecnologica, realizzato attraverso una stretta collaborazione, è il sistema con cui GSI si è proposta al mercato.Un partner, dunque un collaboratore ef-ficace, la cui competenza ed esperien-za riescono a fornire un supporto vali-do per chi, come Lamborghini, Ferrari e Volskwagen, si avvale di un team di esperti che quotidianamente necessita-no di risposte e chiarimenti specifici.Questa “chiave del successo”, che sembra l’imperativo categorico su cui si sviluppa buona parte delle soluzioni in-novative sui materiali compositi, è per GSI un “sistema” sperimentato e valido attraverso il quale l’azienda è risultata il collaboratore ideale per molte case au-tomobilistiche. GSI è il partner che cerca, insieme al costruttore, la miglior soluzione, sulla scorta delle profonde conoscenze delle proprie tecnologie.Abbiamo rivolto alcune domande a:Gianni Cioni - R&D, PMO ManagerMarcello Agrati - Technical ManagerMichal Simkovic - Key Account Manager.
Cosa significa per voi la collabora-zione con il cliente?Condizione fondamentale alla base di una proficua collaborazione è una pro-fonda comprensione dei requisiti e delle necessità del cliente.Questo permette di poter sviluppare il prodotto dalla fase di concept con solu-zioni tecniche e tecnologiche appropria-te e solide, oltre che con uno sguardo ri-volto al processo realizzativo in ottica di “design for manufacturing”.
La ricerca e le competenze all’inter-no delle case di costruzione sono co-stantemente alimentate e rinnovate. Come collaborate a questa crescita?Attraverso una costante condivisione con il cliente delle necessità future, GSI imposta la propria Ricerca e Sviluppo principalmente sulle tecniche di trasfor-mazione e integrazione sistemistica, in modo da rendere esecutivi e realizzabi-li processi ed applicazioni di nuovi mate-riali che vengono solitamente sviluppati dai grandi OEM.
Altrettanto importante è il mantenimen-to di contatti con tutti i Tier2 facenti par-ti del network dell’OEM, condividendo lo stato dell’arte e l’evoluzione di tutte le tecnologie che risultano complementa-ri alla realizzazione di sistemi complessi.
Risolvere insieme ha il significato di un lavoro in team. Potete farci qual-che esempio?GSI mette a disposizione le proprie competenze, maturate negli anni di pro-duzione e trasformazione dei materiali
Fornitore e clienteUn legame di collaborazione imprescindibile

50 Compositi
presentando la Sesto Elemento, la cui vasca è stata realizzata grazie ad un ma-teriale brevettato, denominato “Forged composite”.Nel 2011 viene presentata l’Aventador, il cui telaio è composto da una mono-scocca interamente in fibra di carbonio, per la quale sono stati depositati oltre 15 brevetti su tecnologie e processi ine-renti i materiali compositi.L’Aventador rappresenta lo state of the art delle tecnologie relative ai composi-ti, dal momento che Lamborghini fa tut-to al proprio interno, grazie alla sua de-cennale esperienza in questo ambito, dal concept all’engineering, alla simula-zione, ai proto, agli stampi per la serie, ai componenti di serie, fino al repair, che è gestito direttamente dall’azienda gra-zie a specialisti altamente qualificati de-nominati “Flying Doctors”.
La vostra esperienza a volte è con-frontata e coadiuvata da rappor-ti con altre aziende come quello re-cente con la Boeing, quali benefici ha portato? Il vantaggio del rapporto con Boeing, ini-ziato nel 2007, si è concretizzato in due ambiti principali. Il primo ha riguardato direttamente il progetto Aventador, ed in particolare la crashworthiness, che è stata portata avanti assieme ai tecni-ci della Boeing, in particolare del repar-to “Phantom Works”, che ha studiato il comportamento a crash del nuovissimo Boeing 787.Grazie al supporto dei tecnici Boeing siamo riusciti ad implementare, per la prima volta in ambito automotive, un processo denominato “Building Block Approach” che ha consentito di ridurre i tempi e i costi di sviluppo. Questo ap-proccio inoltre ci ha consentito di tenere bassi i pesi e di lavorare su elevatissimi standard di sicurezza occupanti, come hanno dimostrato i recenti crash acca-duti negli USA ed in CINA.Il secondo ambito di collaborazione ha riguardato la messa a punto di una stra-tegia di repair della vettura, che ha visto l’implementazione in ambito automoti-ve di tecnologie utilizzate in ambito ae-ronautico.
Lamborghini ha una lunga storia re-lativa ai materiali compositi, vuole illustrarci i passaggi principali? La storia dei materiali compositi in Lam-borghini nasce nel 1983 quando fu re-alizzata la prima monoscocca in carbo-nio per la Countach. Successivamente si iniziarono ad introdurre componen-ti in fibra di vetro per componenti tipo Body-panels e nel 1985 si passò all’in-troduzione di fibre di carbonio nel com-posito per molti dei componenti di car-rozzeria della Countach.Nel 1990 si è iniziato ad impiegare la fi-bra di carbonio per parti strutturali del telaio sul progetto Diablo (tunnel, arco passaruota, pavimento).Nel 2001 la Murcielago presentava tut-ta la carrozzeria esterna in carbonio e un telaio ibrido acciaio / carbonio.Nel 2006 per la prima volta viene intro-dotta la tecnologia del RTM per body panels di grandi dimensioni in Classe A sulla Gallardo Spyder, che presentava il cofano motore in questa tecnologia.Nel 2010 la Lamborghini introduce per la costruzione dei propri telai la tecnolo-gia AMC (Advanced SMC) a fibre corte,
Lamborghini punta sulla competenza in-houseIntervista a Luciano De Oto,Dirigente dell’Advanced Composite Development Center in Automobili Lamborghini S.p.A.

51Compositi
Università, che non sempre indirizza-no la ricerca e l’innovazione in maniera tale da poter essere correttamente im-piegata nel mondo automotive. Pertan-to la competenza in-house è l’elemen-to chiave per gestire correttamente le scelte tecniche e tecnologiche, ottimiz-zando le risorse a disposizione e garan-tendo al prodotto finale i massimi stan-dard di qualità e affidabilità di processo.
I nostri flying doctors hanno infatti se-guito corsi presso Boeing per i moduli di “Basic Composite Repair” e poi pres-so la Abaris Co., che negli Stati Uniti si occupa di formare e certificare i tecni-ci abilitati alla riparazione di strutture in composito.Inoltre, nel settembre 2014, la Lambor-ghini e il TUV hanno ufficializzato la pri-ma procedura per la riparazione di strut-ture in composito in ambito automotive che sia mai stata scritta.Pertanto, da quella data, qualunque co-struttore automotive volesse certificare il processo di riparazione delle proprie vetture in materiale composito, dovrà seguire lo standard Lamborghini.
La Aventador è un’auto di cui dal progetto, scelta dei materiali fino alla sua realizzazione è completa-mente sviluppato all’interno della vostra azienda, competenze e ricer-ca sono alla base di questo risultato, ce ne vuole parlare?Abbiamo deciso strategicamente nel 2007 di mantenere il più possibile al no-stro interno il know how dei materiali compositi.Il primo passo è stata l’apertura di un nostro laboratorio di Ricerca all’interno dell’Università di Washington a Seattle, con lo scopo di portare nel mondo auto-motive il più possibile tecnologie e pro-cessi impiegati in ambito aeronautico.Questo ci ha consentito di fare enormi passi in avanti per quanto riguarda le no-stre conoscenze e in particolare ci ha aperto la porta alla collaborazione con Boeing, ma anche con tutta la rete dei suoi fornitori strategici.
In questo modo abbiamo potuto rinfor-zare le nostre competenze interne, che sono poi confluite nel risultato dell’A-ventador.L’Aventador è stato il risultato di uno sforzo ingegneristico molto grande, che ha dimostrato tutto il nostro potenziale in termini di Ricerca e Sviluppo sui ma-teriali compositi. Al netto dell’attivià di crashworthiness portata avanti con la Boeing, tutto il resto della simulazione BIW e dell’ingegneria è stato fatto inte-ramente in Lamborghini, inclusi i proto-tipi e le preserie.Inoltre, il fatto di avere il processo pro-duttivo in casa ci ha dato enormi van-taggi dal punto di vista dei costi, ma soprattutto della qualità del prodotto fi-nale, che può essere monitorato costan-temente e direttamente da noi.
Fino a che punto le competenze in-house sono sufficienti e compati-bili con le continue evoluzioni e solu-zioni sperimentate con i compositi?Sono sufficienti nella misura in cui si ab-bia la competenza per fare uno scou-ting dell’innovazione a 360° in giro per il mondo, si definiscano quali tecnologie e quali processi possano essere imple-mentati all’interno, e si dedichi il tem-po e le risorse corrette per validare tutto quanto proviene dal mondo della ricer-ca, della supply chain, dell’aeronautica o dell’industria, per il settore automotive.Ovviamente uno dei problemi maggio-ri che ho riscontrato all’esterno di Lam-borghini è proprio una generale mancan-za di competenze interne che portano i principali OEM ad affidarsi a fornitori,

52 Compositi
completo di taglio o finitura dei materia-li plastici e compositi, interamente realiz-zato da TÈAS, che prevede una sorgen-te laser CO2, il cui raggio viene condotto mediante un braccio articolato fino ad
Il sistema da taglio che avete svilup-pato, nato per la materia plastica, ha ottenuto un largo consenso nel mon-do dei compositi, di cosa si tratta?LASER T* è un sistema integrato e
La società si è presentata per la pri-ma volta al JEC di Parigi. Come sie-te entrati nel settore dei compositi?TÈAS è una società italiana specializzata nel settore dell’automazione industriale. Con esperienza decennale progettia-mo e costruiamo impianti complessi, di elevato contenuto tecnologico, con la massima qualità ed altissimi gradi di si-curezza: dalla meccanica ai sistemi elet-trici, al software, di cui possediamo la più ampia conoscenza. Al nostro inter-no vantiamo, inoltre, di un Team dedica-to esclusivamente alla R&D. Ormai sette anni fa, grazie a questa propen-sione all’innovazione dei processi tecnolo-gici, abbiamo introdotto negli stabilimenti produttivi del settore elettrodomestico un sistema integrato di taglio laser per la fini-tura delle celle plastiche utilizzate all’inter-no di frigoriferi e congelatori. Grazie al nostro sistema, denominato LA-SER T*, la finitura ed il taglio delle celle plastiche realizzate con processo di ter-moformatura poteva essere realizzato mediante un processo flessibile, ad altis-sima qualità e dai costi irrisori per manu-tenzione ed adeguamento/introduzione di nuovi modelli rispetto ai sistemi tradizio-nali a microfrese o matrice/punzone. Nel corso degli anni, il consolidamento di tale applicazione in ambito industria-le, nel settore dell’elettrodomestico pri-ma e in altri settori poi, ci ha portato ad intensificare la ricerca su differenti ma-teriali e in diversi campi di applicazione, ottenendo eccellenti risultati nel vasto mondo dei materiali compositi.Da tali successi è nato il desiderio di pro-muovere il sistema anche in ambito fieri-stico, a partire dal JEC di Parigi. Il grande successo ottenuto al JEC ha conferma-to la bontà della strada intrapresa e l’inte-resse del mondo industriale verso i van-taggi che tale tecnologia offre.In realtà, il nostro “entrare” nel setto-re dei materiali compositi tramite la por-ta principale del JEC altro non è che un piacevole “ritornare” da una porta di-versa. Infatti grandi società nel campo della produzione di fibra di vetro, come Owens Corning o PPG (anch’esse pre-senti al JEC come espositori), sono al tempo stesso per noi clienti storici per quanto riguarda la fornitura di sistemi automatici di handling all’interno degli stessi stabilimenti di produzione.
Il sistema per il taglio e la finitura con laser CO2Intervista a Marco Ruozzo, Sales Manager di TÈAS Spa
Stand presso la fiera JEC

53Compositi
• nessuna necessità di effettuare seconde operazioni di finitura dei bordi di taglio, quali la sbavatura o la levigatura, anche ad elevate ve-locità nominali di taglio
• la presenza di un apposito senso-re garantisce la corretta e costan-te distanza focale durante il taglio, sempre assicurata indipendente-mente dalla tolleranza superficia-le del prodotto.
Giusto per fare un esempio, un nostro importante cliente nel campo dell’au-tomotive ha intravisto nel sistema LA-SER T* l’opportunità di incrementare le dimensioni dei canali di alimentazio-ne necessari nel processo di stampag-gio ad iniezione, riducendone il tempo ed aumentando la qualità finale del ma-nufatto. L’allargamento dei canali di ali-mentazione è possibile proprio grazie al grado di finitura superficiale ottenibile mediante il taglio laser della materozza, che non necessita di seconde lavorazio-ni di sbavatura e levigazione.
Per quali applicazioni e per che tipo di materiali avete le più frequenti ri-chieste?Il sistema TÈAS LASER T* per il taglio e la finitura con laser CO2 è rivolto a tut-te le tipologie di materiali non metallici, quali le plastiche in genere, ABS, polisti-rolo, plexiglass i termoformati, i tessuti e soprattutto la grande varietà di mate-riali compositi (fibra di vetro, fibra di car-bonio, kevlar).Al momento le richieste più frequen-ti vengono dal mondo dell’automotive, anche se i settori industriali di applica-zione del sistema TÈAS LASER T* sono molto vari e potenzialmente illimitati, in quanto legati semplicemente alla tipolo-gia di materiale da tagliare.Laddove sia richiesta alta flessibilità, per la molteplicità di diversi modelli da dover gestire, ripetibilità della pro-duzione su scala considerevole e qua-lità, LASER T* trova ampie possibilità di impiego.
una testa di taglio movimentata da un ro-bot. A completamento del sistema è pre-vista anche l’installazione di un apposito sistema di raccolta ed evacuazione sfridi, nonché una cabina di protezione con re-lativo sistema di aspirazione e filtraggio del particolato derivante dal processo di taglio per l’abbattimento dei fumi.LASER T* assicura i massimi standard di sicurezza, pulizia dell’area di lavoro e rispetto ambientale.La nostra esperienza nel campo dell’au-tomazione ci consente al tempo stesso di poter integrare il sistema nella miglio-re soluzione impiantistica per le specifi-che esigenze dei nostri clienti.In base ai risultati di una pre-campiona-tura effettuata sui materiali utilizzati dai nostri clienti ed alla cadenza produttiva richiesta, definiamo per ciascuna appli-cazione specifica i corretti parametri di taglio da raggiungere e di conseguenza eseguiamo la scelta della sorgente laser e della testa di taglio ottimale per l’appli-cazione stessa.Mediante LASER T*, il cliente è in gra-do di produrre autonomamente qualsiasi nuovo modello o aggiungere una varian-te di design semplicemente modifican-do a livello software il ciclo di lavoro del-la macchina. La programmazione di cicli di lavoro diversi è estremamente user friendly e curata da TÈAS esattamente a tale scopo (ossia la massima semplicità). Tutte le operazioni di taglio e finitura vengono memorizzate in un database per forma e posizione (valori parame-trizzati) e richiamati in modo semplice all’interno del ciclo di lavoro specifico. I rivoluzionari benefici ottenuti da nostri clienti grazie al sistema LASER* si pos-sono così sintetizzare:
• totale flessibilità• raggiungimento di elevate caden-
ze produttive con l’utilizzo di teste di taglio ad altissima velocità
• abbattimento totale dei costi di ge-stione (niente più spese per con-sumo di punzoni, frese di taglio, etc…) grazie ai costi nulli di gestio-ne di un sistema di taglio laser
• abbattimento dei costi di modifica e adeguamento dei sistemi di ta-glio tradizionali meccanici per po-ter processare nuovi modelli/va-rianti di design del prodotto
• altissimi standard qualitativi, com-parabili con quelli ottenibili con al-tre tecnologie.
In sintesi, LASER T* assicura la mas-sima flessibilità e precisione, consen-tendo al tempo stesso un notevole abbattimento dei costi di gestione e ma-nutenzione.
Fino a che livello può essere richie-sta la precisione utilizzando questo sistema?A fronte dei vantaggi descritti, in tutte le applicazioni realizzate ad oggi siamo riu-sciti a garantire ai nostri clienti, grazie ad un’opportuna definizione dei parametri di esercizio, un livello di qualità super-ficiale assolutamente comparabile, se non migliorativo, ai processi tradizionali, motivo che li ha spinti ad abbandonare i sistemi di taglio tradizionali.Le ragioni alla base di tale considerazio-ne sono facilmente identificabili nei se-guenti punti di forza dei sistemi laser:
• l’assenza di contatto meccanico con il pezzo in lavorazione garanti-sce da un lato la preservazione del materiale processato e dall’altro il non decadimento nel tempo del-le qualità del taglio (il consumo ad esempio di punzoni o frese com-porta un comportamento non co-stante nel tempo del processo)
• lo spot size può essere opportuna-mente regolato secondo la speci-fica applicazione
• pulizia della superficie (ad esem-pio i sistemi laser possono esse-re utilizzati per tutte le tipologie di materiali compositi che verrebbe-ro invece rovinate da un sistema di taglio ad acqua)
• massima precisione della geome-tria di taglio grazie all’accuratezza dei moderni sistemi di controllo

54 Compositi
stre produzioni possono infatti andare dai 500 agli oltre 30.000 pezzi/anno!
La fama nel settore è una conse-guenza del passaparola dei tecnici, è stato così anche per Celbo?Certamente, dopo i primi risultati e ve-rificata la nostra competenza abbiamo ottenuto collaborazioni con altri produt-tori sia nel settore delle macchine agri-cole che in altri, quali i veicoli industria-li o quello specifico delle automobili. Non è stato solo un passaparola, infatti si tratta di comparti molto differenti tra loro. Diciamo piuttosto che dopo gli ot-timi risultati dimostrati, oltre alla dispo-nibilità a fornire collaborazione costante anche in fase di progetto, è stato più fa-cile proporci ed allargare il nostro cam-po di azione. Attualmente tra i principali clienti per i quali produciamo, sia direttamente che indirettamente, annoveriamo nomi im-portanti, oltre alla già citata Argo Trac-tors, quali CNH Industrial, Agritalia e BCS nel settore agricolo, Iveco per i vei-coli industriali, Nissan, Suzuki, Ferrari, Lamborghini, Porsche e Mc Laren nel settore automobilistico.
Il mercato si evolve, la vostra sensi-bilità vi ha portato ad orientarvi ver-so le fibre di carbonio, quando è av-venuta questa tendenza e perché?L’orientamento delle differenti case au-tomobilistiche, unito alla peculiarità di un prodotto in grado di offrire perfor-mance migliori, è stato l’invito anche per noi a seguire questo cambiamento. Il primo esperimento con l’SMC a base di fibre di carbonio è stato per noi quello di aver collaborato nel 2010, e stampato con le nostre presse, una scocca/tela-io portante totalmente in SMC carbonio per una concept car della Lamborghini: la “Sesto Elemento”. Questo ambizio-so progetto ci ha permesso di acquisi-re un’ottima esperienza nello stampag-gio di questo materiale.Nello specifico questo telaio, con incor-porate le sedute (fig.3 e 4), è stato re-alizzato in un’unica stampata utilizzando
mo proposti come partner tecnici e non semplicemente come fornitori.Attualmente per la Argo Tractors stam-piamo, assembliamo e verniciamo non solo i cofani, ma anche i tetti ed i para-fanghi delle loro linee di prodotto (fig.2).
Quanto conta la flessibilità in que-sto comparto e soprattutto cosa si-gnifica per voi?Per noi flessibilità significa essere non solo dei puri esecutori, ma soprattutto dei consulenti in grado di supportare l’a-zienda nello sviluppo del prodotto.L’obiettivo è avvicinarci il più possibile a ciò che desidera il cliente e, nei limi-ti possibili, aiutarlo ad apportare quelle modifiche che consideriamo essenzia-li perché il prodotto finale possa risul-tare tecnicamente ed economicamente “meglio ottimizzato”, rispettando i tem-pi ed i volumi dettati dal mercato. Le no-
Avete iniziato con Landini, di cosa vi siete occupati? Celbo nasce producendo cassette ed armadi per i settori elettrico e delle tele-comunicazioni ma, effettivamente, nel settore delle macchine agricole, in par-ticolare nel settore dei trattori, abbiamo iniziato a metà degli anni ’90 con la Lan-dini, oggi Argo Tractors. Ci siamo occu-pati inizialmente del semplice stampag-gio di un cofano in SMC con l’utilizzo di stampi di proprietà del cliente (fig.1). Successivamente siamo stati chiamati allo sviluppo dei nuovi prodotti sin dal loro design. La collaborazione era ne-cessaria per poter offrire suggerimenti tecnici anche sulla scelta del design per far sì che il pezzo potesse essere stam-pabile ed al minor costo possibile. Si è trattato infatti di una sorta di co-proget-tazione. In questa prima fase si è trat-tato di cofani per trattori su cui ci sia-
Un partner affidabileNata negli anni ’70 la Celbo è un’azienda che, con la sua attenzione al dettaglio unita alla profonda co-noscenza dello stampaggio in SMC, l’ha portata negli anni ad essere riconosciuta tra le più interessanti aziende nel settore automotive come un affidabile partner con cui collaborare. Il suo supporto inizia sin dal design del particolare, alla progettazione degli stampi fino ad arrivare, attraverso incontri tecnici, prove e ottimizzazioni, alla realizzazione di un prodotto altamente ottimizzato.
Ne abbiamo parlato con Fabrizio Gindre, Direttore Commerciale della Celbo.
Fig.1 Fig.2
Fig.3 Fig.4

55Compositi
del tutto simili. L’esperienza maturata in tanti anni di stampaggio con SMC vetro si è rivelata molto utile nel passaggio allo stampaggio di compositi in carbonio.
Progetti per il futuro?Nel prossimo futuro verrà sempre di più richiesta la nostra tecnologia per lo sviluppo di particolari sia utilizzan-do SMC carbonio che SMC vetro con basso peso specifico. Relativamente a quest’ultimo stiamo già utilizzando ma-teriali ultra leggeri per applicazioni dove il peso della vettura assume un’impor-tanza fondamentale. Per questo colla-boriamo a stretto contatto con i prin-cipali produttori di materia prima per trovare le formulazioni più adatte alle singole applicazioni.
circa 35 kg di materiale. Il pezzo veni-va stampato con tempi, e di conseguen-za costi, decisamente inferiori rispetto alle altre consolidate tecnologie con cui si producevano, e si producono tutt’og-gi, particolari in carbonio, una per tutte l’autoclave.Questo esperimento ci ha aperto le por-te a molte altre applicazioni con l’utilizzo di questo interessante materiale, adot-tato soprattutto dalle case automobili-stiche di altissima gamma (fig.5).
Ci vuole parlare del vostro parco macchine?Abbiamo 15 presse che vanno dalle 150 alle 2.000 Ton di potenza. Questo ci per-mette di destinare sempre le produzio-ni alla pressa più adatta, ottimizzandone i costi. Per lo stampaggio del SMC carbo-nio le nostre presse sono perfettamente adatte. Lo dimostrano le diverse produ-zioni che eseguiamo attualmente (fig.6).
Di cosa necessita il cliente evoluto di oggi?Oggi il cliente non cerca più un mero fornitore ma un consulente tecnico in grado di risolvere delle problematiche e di seguirlo, sin dai primissimi passi, nel-lo sviluppo di un nuovo prodotto. Gra-zie anche a consolidate collaborazioni esterne (più che ventennali), la Celbo è in grado di fornire ai suoi clienti tut-to quanto è necessario, dalla progetta-zione dei particolari partendo anche da “pelli in classe C”, alla progettazione e realizzazione degli stampi, fino alla rea-lizzazione dei pezzi con la possibilità di fornirli anche assemblati con gli acces-sori richiesti e/o verniciati (fig.7).
Lavorate con i più importanti grup-pi automobilistici del comparto, può dirci quali e soprattutto a quali pro-getti avete o state partecipando?Come già accennato, oggi la Celbo for-nisce, sia direttamente che indiretta-mente, i succitati clienti. Per entrare un po’ più nello specifico, oltre alla prima esperienza della Sesto Elemento, per la Lamborghini produciamo sia parti di carrozzeria in SMC a base di fibra di ve-tro che particolari in SMC a base di fibra di carbonio. In questo caso (carbonio) stampiamo l’ossatura dello schienale del sedile della Aventador nonché alcu-ni particolari di rinforzo per il tetto del-la vettura stessa. Per la Ferrari produ-ciamo, e forniamo direttamente, molti dei fondi aerodinamici delle loro vettu-re. Per la Porsche forniamo un kit ae-rodinamico in SMC carbonio che viene montato sul fondo della vettura con de-gli elementi di aerodinamica attiva. In-fine, stiamo facendo degli esperimenti,
per un’altra nota casa di vetture sporti-ve, sulla produzione di particolari stam-pati con la nostra tecnologia inserendo negli stampi, e quindi co-stampando, degli inserti prodotti in autoclave con caratteristiche meccaniche decisamen-te superiori.
SMC vetro e SMC carbonio... c’è un punto comune?Certamente sì! La tecnologia delle pres-se e, per certi versi, degli stampi sono
Fig.5 Fig.6
Fig.7

56 Compositi
KIMIA SPA
In occasione dell’EXPO è stato ripensato il collocamento all’interno del Palazzo Sforze-sco della scultura Michelangiolesca della Pietà Rondanini. Si è trattato di un intervento delicato per il valore della scultura, del suo peso e della sua geometria complessa, dato il forte sviluppo in altezza in relazione alla piccola base. È stata progettata e realizzata da un team di aziende internazionale una speciale piattafor-ma antisismica e antivibrante a far da supporto alla statua. I compositi sono entrati in cam-po nel momento in cui si è affrontata la problematica di come garantire l’ancoraggio della statua al basamento antisismico sottostante, senza danneggiarla o alterarla in alcun modo. Kimia S.p.A., azienda italiana specializzata in materiali e tecnologie per il restauro e re-cupero edilizio e monumentale, ha ideato, ingegnerizzato e testato il presidio di anco-
Materiali compositi a soccorso della Pietà Rondanini
raggio in CFRP, Kimitech FRP-LOCK PR. L’azienda ha:• sviluppato il sistema Kimitech FRP-LOCK PR, testando-
ne all’interno del proprio laboratorio le prestazioni• confrontato le adesioni offerte dalle resine impiegabili
per l’incollaggio su supporti con differenti scabrezze su-perficiali
• dimostrato la reversibilità dell’intervento• partecipato ad una campagna di test promossa dal Poli-
tecnico di Milano per assicurarsi dell’idoneità della solu-zione proposta
• predisposto indagini radiografiche per asseverare la qua-lità del Kimitech FRP-LOCK, successivamente incollato sulla statua.
SCELTA DEL SISTEMA DI FISSAGGIOLo studio preliminare del sistema di fissaggio ha riguardato un’attenta analisi dei vincoli di cui tener conto: la non planari-tà della base, la necessità di rendere l’intervento reversibile, la possibilità di avere un sistema utilizzabile anche per applica-zioni verticali “sopra testa” e la forza di lavoro di circa 800 Kg.Il presidio Kimitech FRP-LOCK PR scelto, di dimensioni conte-nute, abbinato a resine pastose era in grado di saturare even-tuali concavità presenti nel supporto, ma allo stesso tempo garantendo una semplice rimozione. Inoltre, l’impiego di pri-mer ad elevata viscosità compatibile con la resina di incollag-gio, evitava percolamenti di resina in profondità. Tutti i mate-riali proposti, grazie alle loro caratteristiche di tixotropia, sono agevolmente utilizzabili anche per applicazioni sopra-testa. Af-finché il presidio avesse un’area di incollaggio compatibile con le resistenze del marmo sono stati eseguiti i test sperimenta-li presso i laboratori qualità e ricerca e sviluppo dell’azienda.
INGEGNERIZZAZIONE DEL PRESIDIOIl presidio di forma circolare, realizzato con un processo di la-minazione di tessuti in fibra di carbonio intorno ad un’anima metallica, si presenta come un disco in materiale composito in cui la base costituisce la superficie di incollaggio. Al centro del presidio è presente un elemento metallico filettato, sul quale si avvita il cilindro di metallo che si integra nel basamento. Già da tempo l’azienda ha brevettato un dispositivo di ancoraggio per tessuti in carbonio che prevede la coesistenza di elementi compositi e metallici, ingegnerizzato per impedire la delamina-zione delle fibre del rinforzo. Il Kimitech FRP-LOCK.Il nuovo presidio circolare progettato per la Pietà Rondanini ap-partiene alla stessa famiglia del Kimitech FRP-LOCK. Essendo realizzato in carbonio annegato in una matrice epossidica, pre-senta ottime caratteristiche di compatibilità con le resine di in-collaggio del sistema al supporto. La specifica disposizione e la stratificazione dei tessuti in carbonio utilizzata gli conferisce le caratteristiche di omogeneità e resistenza confermate dai test sperimentali effettuati.
TEST PRELIMINARITest di laboratorio hanno riguardato la scelta della procedura di incollaggio per individuare il ciclo più performante che garantis-se la reversibilità richiesta. Come primer per la superficie lapi-dea è stata proposta la resina epossidica bicomponente a me-dia viscosità Kimitech CMP. L’interazione tra supporto e primer

viscoso Kimitech CMP è stata studiata con test di adesio-ne realizzati mediante pull-off tester per verificare l’efficacia dell’adesivo. I valori di adesione ottenuti sono risultati supe-riori al doppio del valore progettuale richiesto, per i quali è av-venuta la rottura del supporto. L’esecuzione dei test di distac-co sul sistema applicato su supporto in marmo, rispettando il ciclo applicativo primer+resina (Kimitech CMP+Kimitech EP-TX) ha permesso di valutare l’efficacia dell’incollaggio del si-stema, in grado di garantire un valore di adesione superiore al doppio del valore di progetto richiesto.È stata verificata la reversibilità dell’incollaggio per garantire la non invasività del sistema previsto, mediante distacco dal supporto, per surriscaldamento della superficie di adesione con un getto d’aria ad elevata temperatura.Successivamente, una campagna sperimentale in collabo-razione con il Politecnico di Milano ha riguardato un’anali-si di maggior dettaglio del sistema di incollaggio, eseguen-do test su supporti con due differenti scabrezze superficiali.Nella predisposizione del piano di prova si è deciso di di-sporre di tre differenti campioni per ciascun tipo di suppor-to (marmo liscio e marmo ruvido), per verificare la ripetibi-lità delle prove. Il risultato dei test ha comportato la rottura per decoesione dello strato superficiale del supporto, rag-giungendo valori più alti nei supporti a maggiore scabrezza.
SISTEMI DI CONTROLLOIl controllo di produzione del presidio è stato eseguito in ana-logia con i controlli tipicamente eseguiti sul sistema Kimite-ch FRP-LOCK mediante esame radiografico del dispositivo, per controllarne l’omogeneità e la compattezza e l’assenza di bolle d’aria e vuoti interni, possibili cause di rotture pre-mature. L’analisi radiografica, eseguita con il supporto del laboratorio diagnostico Unilab Sperimentazione, ha eviden-ziato un ottimo grado di compattezza ed uniformità del di-spositivo. Non si segnalano presenze di macchie di minor contrasto tipicamente associate a vuoti d’aria interni. Qualo-ra fossero state presenti anomalie, si sarebbero evidenziate con la presenza di elementi aventi forma tondeggiante e/o irregolare di colore chiaro.
KimiaPRODOTTI & TECNOLOGIE PER IL RECUPERO EDILIZIO
www.kimia.it Tel. (0039) 075.591.80.71
1. Presidio antidelaminazione per rinforzi strutturali con FRP
Dallo specialista di materiali e soluzioni per il recupero edilizio...
2. Computabile direttamente nel progetto migliorando il tasso di sfruttamento del rinforzo
3. Ideale per supporti con scarse caratteristiche meccaniche e/o soggetti a sollecitazioni dinamiche
Kimitech FRP-LOCK®
Ancoraggio antidelaminazione brevettato per rinforzi FRP
[email protected] (0039) 075.591.33.78
Una speciale versione di Kimitech FRP-LOCK® è saldamente incollata alla base della statua, assicurandone l’ancoraggio al basamento antisismico sottostante.
Servizio su misura e supporto progettuale. Anche nei casi più delicati:
Pietà Rondanini di Michelangelo

21 – 22 September 2015 ICS International Congress Center Stuttgart
www.composites-germany.org
„Composites – On the path to becoming a key industry?“
Register now atwww.composites-germany.org
Composites Germany: Members
1st International Composites Congress (ICC)In conjunction with COMPOSITES EUROPE (22 – 24 September 2015)
Partner Country: United StatesKey Note Speech „US Composites Market“
In cooperation with
With AVK Innovation Award Ceremony

59Compositi
Rigidezza equivalente di travi snelle con parete sottilein materiale anisotropoI compositi in parete sottile sono fondamentali per le configurazioni ad elevato allungamento dei velivoli civili e su quelle non convenzionali dei velivoli non pilotati. Per queste è necessario un modello analitico accurato già durante la fase preliminare di progettazione. Vengono presentati uno schema di simulazione del comportamento di strutture snelle mediante un modello trave equivalente e un confronto tra risultati analitici, FE e sperimentali.
nulle nel rispetto delle ipotesi di sezione tubolare in parete sottile
• il flusso di taglio assunto costan-te nel rispetto della teorie di Ba-tho-Bredt
• le deformazioni si considerano piccole e tali da rimanere in elasti-cità lineare.
La matrice di rigidezza dell’elemento di sezione risulta quindi:
Se la sezione è simmetrica [B]=0l’espressione di [A] e [D] diventano:
Si determinano quindi i risultanti tensio-nali correlando la trazione Fx e i momen-ti flessionali (My e Mz) e torsionale (Mx) con il flusso di taglio e la tensione as-siale sulla sezione. Queste risultanti ri-ferite al sistema di riferimento globale sono determinate dalle relazioni in equa-zione 3.
elle nuove generazioni di velivo-li civili in composito e nelle con-figurazioni non convenzionali di velivoli HALE-UAV (High Altitu-
de Long Endurance UAV) la flessibili-tà dell’ala accoppiata con le elevate di-mensioni in apertura può produrre, in condizioni di volo normali, deflessioni di livello superiore rispetto ai velivoli di progettazione più tradizionale. Per que-sto è conveniente adottare un modello strutturale appropriato e capace di tene-re in conto la particolarità del comporta-mento strutturale di queste tipologie di velivoli [Frulla 2004, Romeo 2006, Frul-la 2010b].Il modello considerato è basato sull’ap-prossimazione trave delle strutture ad elevato allungamento e include la va-lutazione delle rigidezze equivalen-ti di sezioni alari di forma semplice in composito e parete sottile. Esso inclu-de anche gli effetti di eventuali accop-piamenti che dovessero originarsi per effetto della variabilità dei materiali o delle laminazioni in modo da miglio-rare la rappresentatività del modello trave classico per l’utilizzo nei proble-mi strutturali non lineari [Tang 2001, Cestino 2006, Romeo 2006, Frulla 2010a, Frulla 2010b, Friedmann 2004, Friedmann 2009]. Si introducono le usuali ipotesi sul flusso di taglio (co-stante) e si trascurano le risultanti di tensione circonferenziali. Si definisco-no le componenti della deformazione secondo la formulazione classica in-cludendo componenti di spostamen-to aggiuntive nel piano della sezione. Il flusso di taglio viene determinato me-diante una formulazione mista [Berdi-chevsky 1992] che include sia i termi-ni membranali sia i termini di rigidezza locale delle pannellature. Il modello trave equivalente viene quindi defini-to a partire dalla determinazione del-
le rigidezze equivalenti della sezione reale. Si presentano i risultati per due casi diversi: una sezione a singola cel-la in composito e una sezione che pre-vede la presenza di pannelli irrigiditi con orientazione non allineata alla di-rezione dell’apertura della trave. Il pri-mo caso viene realizzato con pannelli sottili in composito con diverse lami-nazioni per produrre accoppiamenti flesso - torsionali e estenso - flessio-nali inclusi nella derivazione; il secon-do caso prevede la presenza di pan-nelli isotropi ma irrigiditi ed orientati in modo da provocare nella struttura accoppiamenti similari. La correlazio-ne analitico/numerico/sperimentale si è rivelata soddisfacente confermando la validità dell’approssimazione analiti-ca sviluppata.
MODELLO STRUTTURALEIndicando le componenti di spostamen-to generalizzato con u(x,t), v(x,t), w(x,t) e Φ (x,t), come in figura 1, è possibile introdurre due sistemi di riferimento in-terdipendenti: uno cartesiano globale (x,y,z) ed uno locale (x,s,n) localizzato sul pannello costituente la sezione del-la struttura, con asse “n” normale al pia-no medio ed “s” tangente al piano me-dio ed orientato lungo il contorno (fig.1) (Cestino-Frulla 2014). Assunzioni e ipo-tesi:
• la sezione non si deforma nel suo piano
• si trascura l’effetto del taglio tra-sversale (t/2h≤ 0,1 t/2w ≤ 0,1 2w/L ≤ 0,1 2h/L≤0,1)
• la sezione si assume in condi-zione di free-warping (si trascu-ra l’effetto del bi-moment) valida per le configurazioni alari ad ele-vato allungamento
• le risultanti tensionali in direzione circonferenziale sono considerate
N
G. Frulla, E. Cestino - Politecnico di Torino, DIMEAS
(1)
(2)
(3)
21 – 22 September 2015 ICS International Congress Center Stuttgart
www.composites-germany.org
„Composites – On the path to becoming a key industry?“
Register now atwww.composites-germany.org
Composites Germany: Members
1st International Composites Congress (ICC)In conjunction with COMPOSITES EUROPE (22 – 24 September 2015)
Partner Country: United StatesKey Note Speech „US Composites Market“
In cooperation with
With AVK Innovation Award Ceremony

60 Compositi
stituito da due profilati a C in alluminio sui lati destro e sinistro e con il pannel-lo superiore ed inferiore costituiti da 4 strati (spessore totale 1mm) in prepreg T700 unidirezionale a 18 gradi rispetto alla lunghezza del cassone stesso (con-dizioni di Cura: 2hr @ 135°C) (fig.2 de-stra). La figura 2 (sinistra) mostra l’alle-stimento della prova sperimentale per questa configurazione e la correlazio-ne numerico/sperimentale della defles-sione (misurata dai trasduttori TR-R e TR-L) dovuta ad un carico trasversale applicato all’estremità libera. Tale cor-relazione risulta soddisfacente consi-derando una certo livello di dispersione sui valori delle caratteristiche meccani-che del composito e dimostra l’accop-piamento flesso - torsionale come atte-so per tale configurazione.
PANNELLO IRRIGIDITO EQUIVALENTE: CORREZIONE LOCALE E TERMINIDI ACCOPPIAMENTO In questa configurazione si utilizzano due pannelli irrigiditi in alluminio come pannelli superiore ed inferiore in modo da incrementare l’effetto locale sul-le rigidezze equivalenti. Questi pannel-li sono realizzati in configurazione sim-metrica mediante fresatura dal pieno (dimensioni iniziali piastra: larghezza 60 mm, lunghezza 1200 mm spessore 10 mm caratteristiche piastra: Al6060 - Es=58000 MPa Gs=21805 MPa ni=0,33) con orientamento dei corren-ti ad un angolo di 25 gradi rispetto alla lunghezza del cassone. Questo angolo dovrebbe produrre il massimo effetto di accoppiamento (Cestino-Frulla 2014) (fig.3). La sezione finale del pannello ir-rigidito presenta uno spessore equiva-
Al secondo membro delle relazioni in equazione 3 si osserva che il primo ter-mine è relativo al comportamento mem-branale mentre il secondo si riferisce al contributo di rigidezza locale del pannel-lo incluso nella derivazione. L’approssi-mazione di Eulero-Bernoulli per la tra-ve equivalente permette di relazionare questi risultanti con l’allungamento as-siale e le curvature della sezione, otte-nendo una matrice di rigidezza globale Cij per la trave equivalente, riportata nel-le equazioni 4 e 5.
La prima matrice rappresenta il contri-buto membranale (simile a quanto ri-portato in Frulla 2010a, Frulla 2010b e Cestino 2010b) mentre la seconda in equazione 4 contiene i termini di rigi-dezza locali. Una configurazione partico-lare è quella denominata “Circumferen-tially Asymmetric Stiffness” (CAS) che
produce una matrice di rigidezza globa-le come quella dell’equazione 5. I valo-ri dei coefficienti di tale matrice sono ri-portati nell’equazione 6 (Ω rappresenta l’area della sezione racchiusa dalla linea media del contorno della sezione come dalla teoria di Bredt):
CASSONE ALARE IN COMPOSITOLa soluzione analitica di prima appros-simazione (membranale) relativa ad una configurazione CAS viene confrontata con un modello FEM (QUAD4) per veri-ficare e validare l’accuratezza del model-lo trave equivalente. Il comportamento statico di un cassone a sezione rettan-golare cava con pannellature a differenti angoli di laminazione (Frulla 2011, Cesti-no 2011, Cestino-Frulla 2014) permette di identificare la configurazione che pre-senta l’accoppiamento flesso-torsiona-le massimo con i pannelli superiore ed inferiore unidirezionali con un angolo di laminazione di 18 gradi. Il cassone uti-lizzato per la verifica sperimentale è co-
- Rigidezza equivalente di travi snelle con parete sottile in materiale anisotropo -
Fig.1: Sistemi di riferimento
Fig.2: Allestimento sperimentale (sinistra) e confronto numerico/sperimentale per il cassone composito (destra)
(4)
(5)
(6)
Fig.3: Allestimento sperimentale e confronto numerico/sperimentale per il cassone isotropo con pannelli irrigiditi

lente di 4 mm con pannello intermedio di supporto spesso 2 mm. Questi due pannelli sono poi collegati mediante incol-laggio strutturale ai profilati a C (20X40X2 mm) dello stes-so alluminio, per la realizzazione del cassone. La lunghezza libera del cassone una volta inserito nella macchina di pro-va risulta di 1100 mm. La deflessione e la rotazione all’estre-mo libero viene misurata da due trasduttori TR-L e TR-R po-sizionati come in figura 3. Il risultato sperimentale viene poi confrontato con i valori numerici ottenuti con due modelli FE uno dei quali è costituito da elementi solidi (TET in fig.3c) mentre l’altro consiste di elementi piastra (QUAD4 fig.3d) che simulano i pannelli superiore ed inferiore come laminati costituiti da due strati in 2D ortotropo equivalente spessi 4 mm, ciascuno dei quali simula l’effetto dei correnti, ed uno strato intermedio in alluminio di 2 mm che simula il suppor-to piano. Le caratteristiche della trave equivalente vengo-no determinate con la procedura descritta. Lo spostamento trasversale del modello FE solido viene confrontato in figura 3c con il dato sperimentale (deflessione media dei due tra-sduttori e rotazione), mentre la deflessione e rotazione all’e-stremo libero della configurazione piastra viene confrontata con lo sperimentale in figura 3d. Il risultato analitico inclusi-vo dell’effetto della rigidezza locale è confrontata con lo spe-rimentale in figura 3b.Dalle figure 3b, 3c, 3d si osserva che la correlazione teori-co/numerico/sperimentale risulta adeguata e soddisfacente per confermare la validità dell’approssimazione teorica sulle grandezze equivalenti di tali configurazioni strutturali anche in presenza di accoppiamento.
CONCLUSIONI L’inserimento nel modello di primo livello (membranale) dell’effetto della rigidezza locale dei pannelli risulta adegua-to per la simulazione del comportamento di configurazioni trave-equivalente rappresentative di strutture allungate in parte sottile chiusa in composito. La corrispondenza è stata mostrata in due casi rappresentativi: una sezione rettango-lare cava in composito con accoppiamento flesso - torsiona-le e una sezione rettangolare cava in materiale isotropo con pannelli superiore ed inferiore irrigiditi e orientati in modo da mostrare accoppiamento flesso - torsionale. La correlazio-ne numerico/sperimentale ha confermato la validità dell’ap-prossimazione analitica descritta.
BIBLIOGRAFIA/REFERENCESArmanios E.A., Badir, A.M. (1995), “Free Vibration Analysis of Anisotropic Thin-walled Closed-Section Beams”. AIAA Journal Vol. 33, No. 10, October 1995. pp. 1905-1910.Berdichevsky V., Armanios E.A., Badir, A.M. (1992), “The-ory of Anisotropic Thin-Walled closed-cross-section Be-ams”. Composites Engineering. Vol. 2, no.5-7, pp.411-432.Cestino, E., (2006). Design of very long-endurance solar powered UAV. PhD Dissertation Politecnico di Torino, Aero-space Dept., Torino, 2006.Cestino E., Frulla G., Marzocca P. (2010a), “Aeroelastic sca-ling laws with considerations to the design of an experimen-tal slender wing model”, 27th ICAS 2010, Proc. (Nice (Fran-ce)) 19 – 24 September. Cestino E., Frulla G. (2010b), “Critical Aeroelastic Behaviour of slender composite wings in an incompressible flow” Composite Materials in Engineering Structures , NOVA Pu-blisher 2010. Cestino E., Frulla G., Perotto E., Marzocca P. (2011), “Theo-retical and Experimental Flutter Predictions in High Aspect Ratio Composite Wings”. SAE INTERNATIONAL JOURNAL

IROP 23-02-2009 8:59 Pagina 31
I.R.O.P. di F.lli Zanacca srlVia Martiri della Liberazione, 107/A – 43126 Vicofertile (PR) – ITALY
tel.+39 0521 992968/9 – Fax +39 0521 992379e-mail: [email protected]
www.irop.it
Nata nel 1956, da molti anni IROP progetta e realizza
AUTOCLAVI PER MATERIALI COMPOSITILe autoclavi a chiusura rapida IROP sono progettate e costruite secondola Direttiva 97/23/CE “PED”e riportano la marcatura “CE”. Esse vengonorealizzate in svariate dimensioni secondo le “specifiche” del cliente e tro-vano largo impiego in diversi settori industriali da quello aeronautico espaziale a quello automobilistico e sportivo in generale.Nella costruzione IROP si avvale dei più moderni criteri tecnologici. IROPha inoltre recentemente ottenuto anche la Licenza di Costruzione Cineseper l’esportazione diretta in detto paese.
Equivalent-Plate Stiffnesses for Stiff-ened Laminated-Composite Plates and Plate-Like Lattices”. NASA/TP-2011-216882, Langley Research Center, Hampton, Virginia. Romeo, G., Frulla, G., Cestino, E., Mar-zocca, P., Tuzcu, I, (2006), “Nonlinear Aeroelastic Modelling and Experiments of Flexible Wings,” Proc. of 47th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, Materials Confe-rence, Newport RI, 1-4 May 2006.Tang, D., Dowell, E.H. (2001), “Experi-mental and Theoretical Study on Aero-elastic Response of High-Aspect-Ratio Wings,” AIAA Journal, Vol. 39, No. 8, pp. 419-429.Reddy J.N. (1997) “Mechanics of Lami-nated Composite Plates “CRC, Press Boca Raton , Florida Reddy J.N. (1984) “Energy and Variatio-nal methods in applied mechanics”. Wi-ley-Interscience, New York. Cestino E., Frulla G. (2014) “Analysis of slender thin-walled anistropic box-be-ams including local stiffness and cou-pling effects”. Aircraft Engineering and Aerospace Technology: An international Journal, (AEAT), vol. 86/4, pp.345-355.
OF AEROSPACE, vol. 4 n. 2, pp. 1365-1372. - ISSN 1946-3855Crespo da Silva, M.R.M., Glynn, C.C. (1978),” Nonlinear Flexural-Flexural-Tor-sional Dynamics of Inextensional Be-ams. Equations of Motion”. Journal of Structural Mechanics, Vol. 6(4), pp. 437-448.Frulla G., Cestino E. (2011), “Structu-ral Analysys of Slender Composite Thin-Walled Box-Beam for Aeroelastic Applications”. AIRTEC 6th International Conference - Supply on the Wings, Fran-kfurt, Germany, 2-4-November 2011. ISBN 9783942939010.Frulla G., Cestino E. (2010a), “Flutter Analysis Of A High Aspect Ratio Com-posite Wing Test-Model”, AIRTEC 5th International Conference - Supply on the Wings (Frankfurt - Germany) November 2-4 2010.Frulla G., Cestino E., Marzocca P., (2010b), “Critical behaviour of slender wing configurations” Proc. of the insti-tution of mechanical engineers. Part G, Journal of Aerospace Engineering ,Vol.224, pp.527-636.Frulla G.; Cestino E (2009),” Prelimi-nary design of aeroelastic experimental
slender wing model”. AIRTEC2009 Int. Conf., Frankfurt - Germany, 3-5 Novem-ber 2009.Frulla, G., (2004), “Aeroelastic Behavior of a Solar-Powered High-Altitude Long Endurance Unmanned Air Vehicle (HA-LE-UAV) Slender Wing”. Proc. of the in-stitution of mechanical engineers. Part G, Journal of Aerospace Engineering, Vol. 218, Special Issue.Friedmann, P.P., Glaz, B., Palacios, R., (2009), “A moderate deflection com-posite helicopter rotor blade model with an improved cross-sectional analy-sis”. International Journal of Solids and Structures, Vol. 46 (10), pp. 2186–2200.Friedmann P.P. (2004), “Aeroelastic sca-ling for rotary-wing aircraft with applica-tions”, Journal of Fluids and Structures , Vol.19, pp. 635–650.Hodges, D.H., Dowell, E.H. (1974),” Nonlinear Equations of Motion for the Elastic Bending and Torsion of Twisted Non Uniform Rotor Blades”, NASA TN D-7818.Nayfeh, A.H., Pai, P.F.(2004),” Linear and Non-linear Structural Mechanics”, Wiley Interscience, New York.Nemeth M.P. (2011), “A Treatise on
- Rigidezza equivalente di travi snelle con parete sottile in materiale anisotropo -

63Compositi
IROP 23-02-2009 8:59 Pagina 31
I.R.O.P. di F.lli Zanacca srlVia Martiri della Liberazione, 107/A – 43126 Vicofertile (PR) – ITALY
tel.+39 0521 992968/9 – Fax +39 0521 992379e-mail: [email protected]
www.irop.it
Nata nel 1956, da molti anni IROP progetta e realizza
AUTOCLAVI PER MATERIALI COMPOSITILe autoclavi a chiusura rapida IROP sono progettate e costruite secondola Direttiva 97/23/CE “PED”e riportano la marcatura “CE”. Esse vengonorealizzate in svariate dimensioni secondo le “specifiche” del cliente e tro-vano largo impiego in diversi settori industriali da quello aeronautico espaziale a quello automobilistico e sportivo in generale.Nella costruzione IROP si avvale dei più moderni criteri tecnologici. IROPha inoltre recentemente ottenuto anche la Licenza di Costruzione Cineseper l’esportazione diretta in detto paese.
Equivalent stiffness evaluation of anisotropic thin-walled slender beamsThin-walled Fiber-reinforced laminated composites play an important role in the new slender structural confi-guration of current and future generations of innovative civil aircraft and unconventional unmanned configu-rations. For these configurations it is necessary an accurate beam model during the preliminary design phase. A proper structural beam scheme based on the first level membrane assumption is modified adding specific local stiffness of the composite laminate. The equivalent analytical and FE beam behaviour has been determi-ned and compared with experimental results in order to validate the considered analytical stiffness relations.
thin-walled tube hypothesis• the shear flow is considered con-
stant in the spirit of the Batho-Bre-dt theory
• the strains are small and the linear elasticity theory has been applied.
The stiffness matrix is then reduced as follows:
If symmetric lamination holds, [B]=0 and the expressions of the [A] and [D] matrices become:
The stiffness can be derived from the constitutive equations, in terms of stress resultants by relating traction Fx, torsional Moment Mx, and the bend-ing moments My and Mz to the shear flow and axial stress. These beam-wise section resultants along the global ref-erence system can now be determined by means of the equation 3.
n the next generation of com-posite civil aircrafts and uncon-ventional configurations, such as High Altitude Long Enduran-
ce (HALE-UAV) aircraft, wing flexibility, coupled with a long wing span, could lead to large deflections during normal flight operation. An appropriate structu-ral model capable of taking into consi-deration specific structural behaviour of such kind of configurations should be adopted [Frulla 2004, Romeo 2006, Frulla 2010b]. The present model is ba-sed on a beam-wise approximation of slender configurations and it includes the evaluation of the equivalent stiff-ness for simple/thin-walled laminated/stiffened sections with different cou-pling effects to be connected to impro-ved beam-wise equivalent models to be used in non-linear structural simu-lations [Tang 2001, Cestino 2006, Ro-meo 2006, Frulla 2010a, Frulla 2010b, Friedmann 2004, Friedmann 2009]. Assumptions on the shear flow (con-stant) and negligibility of the circumfe-rential stress resultant have been intro-duced into the derivation. The strains have been represented through displa-cement components, according to the classical beam theory, including the ad-ded displacements in the section pla-ne. The shear flow is determined by a mixed formulation as cited in Berdiche-vsky 1992. Membrane and local pla-te stiffness effects have been included in the equivalent model. The equivalent beam model has been derived from the calculation of the equivalent stiffness of the real section. Two different examples have been studied and presented in the following. A single cell composite box was considered first. This box is made up of thin plate elements with different lay-ups. The walls of the box are built
with unidirectional or multidirectional composite plies. This wing-box section originates a certain bending-torsion/bending-extension coupling effect, whi-ch is accounted for in the beam formula-tion. A stiffened box, made of isotropic material, but with the stiffeners orien-ted so that they originate the expected coupling effect, is considered for the se-cond case. A satisfactory Experimental and analytical/FE comparison has been obtained confirming the validity of the presented analytical approximation.
STRUCTURAL MODELThe beam behaviour is described through the longitudinal transverse dis-placements u(x,t), v(x,t) and w(x,t) re-spectively, and the torsional angle Φ (x,t), as shown in figure 1. Two mutu-ally interrelated coordinate systems are introduced: the first one is the or-thogonal Cartesian global coordinate system (x, y, z) and the second one is the local plate coordinate x,s,n, where the n-axis is normal to the middle sur-face of a plate element, while the s-ax-is is tangent to the middle surface and is directed along the contour line of the cross-section (fig.1). More details can be derived as in Cestino-Frulla 2014. The following assumptions have been introduced:
• the cross-sections do not de-form in their own planes transver-se shear effects are discarded (t/2h≤ 0,1 t/2w ≤ 0,1 2w/L ≤ 0,1 2h/L≤0,1)
• a free warping assumption (bi-mo-ment effect discarded), valid for a high aspect ratio wing has been considered
• the circumferential resultant stress and moment are then assu-med to be zero according to the
I
G. Frulla, E. Cestino - Politecnico di Torino, DIMEAS
(1)
(2)
(3)

64 Compositi 64 Compositi
aim of comparing the results obtained in the test: 1) a solid model (“TET” ele-ments fig.3c) 2) a Shell (Quad 4 ele-ments fig.3d) model, in which the top and bottom panels were constituted by equivalent laminated material con-sisting of two layers of 4mm thick 2D equivalent orthotropic material to simu-late the stiffeners separated by a 2 mm layer of aluminium which formed the supporting skin. Their equivalent pro-perties were determined according to the procedure described above. Figure 3c shows the experimental/numerical comparison related to the solid model. The FE-solid measurements of the two transducers are compared with experi-mental results and the average value of the vertical displacement and rotation about the x axis are reported in figure 3c. In a similar manner, the results re-lated to the FE shell model are shown in figure 3d. The results obtained with the theoretical model, inclusive of the local and coupling effects, are shown in figure 3b. The experimental results are in good agreement with both the finite element models and the theoretical model, thus confirming that a stiffened wing-box can be treated adequately, at a design stage, with equivalent beam models, even in the presence of configurations that have bending torsion couplings.
CONCLUSIONS The first level approximation (membra-ne) for the equivalent box beam stiff-ness has been evaluated and assessed by means of FE calculations and experi-mental tests. The obtained relationships have been modified in order to include the local stiffness effect, on the basis of the preliminary simplifying hypotheses. Two cases have been presented and compared with both FE and experimen-ts: a composite wing box configuration, with coupling effects, and a wing box, with stiffened panels in a coupled confi-guration. The experimental and numeri-cal data exhibit quite a good agreement, even in the presence of bending-torsion coupling validating the presented proce-dure.
All the mentioned figuresrefer to the italian version
Fig.1: Beam Reference SystemFig.2: Experimental setups and experimental/numerical comparisons for a composite wing-boxFig.3: Experimental setup and numerical/experimental results for isotropic stiffened wing-box
The second term on the right-hand side of the equivalent relations is represen-tative of the plate stiffness contribution to the global stiffness of the thin-walled configuration. Euler–Bernoulli beam ap-proximations are introduced to connect the section rotations to the transverse displacement derivatives. By substitu-ting the expression of the stress resul-tants and the strain with the displace-ment variables (elongation e and beam curvatures ri), the equivalent beam stif-fness Cij can be obtained as equations 4 and 5.
The first matrix in eq.4 is consistent with the first membrane approximation in Frulla 2010a, Frulla 2010b and Ces-tino 2010b, while the second matrix in equation 4 includes the local plate stiff-ness effect. Specific relations, such as those that represent coupled configura-tions, can be derived in complex cases, that is, the Circumferentially Asymmet-ric Stiffness (CAS) models in equation 5. The CAS stiffness coefficients are computed in the following way (Ω rep-resents the area enclosed by the mid-line of the contour section according to the classical Bredt theory):
COMPOSITE WING BOX CONFIGURATION In order to assess the accuracy of the prediction of a CAS wing-box structu-re, the analytical solution (membra-ne approximation) is compared with
a QUAD4 FEM model that simulates the thin-box structure. The static beha-viour of a composite rectangular closed cross-section, at different ply angles, as shown in Frulla 2011, Cestino 2011, Ce-stino-Frulla 2014 allow to identify a ma-ximum bending/torsion coupling for a UD layup angle configuration of the top and bottom side of the box equal to 18°. An experimental model, with vertical si-des consisting of two C-shaped alumi-nium profiles and the top and bottom sides made by T700 Carbon prepreg po-sitioned at UD 18° (Cure conditions 2hr @ 135°C) with a total thickness around 1mm (4 layers) has been manufactured and tested in order to validate theore-tical stiffness evaluation. The figure 2 (left) shows the experimental setup for this configuration together with the nu-merical comparison of the experimental deflection measured by the right (TR-R) and left (TR-L) transducers when a tran-sversal load is applied at the free end. The numerical/experimental compari-son is quite satisfactory demonstrating a bending torsion coupling as expected. A slight difference on the measuremen-ts could be due to the dispersion of the mechanical characteristics of the com-posite material.
STIFFENED EQUIVALENT PLATE MODELS - LOCAL CORRECTION AND COUPLING TERMS In order to validate the procedure with local corrections and coupling, an alumi-nium thin-walled beam has been desi-gned and tested. The upper and lower sides of the beam are composed of stif-fened panels oriented at 25°, that is the angle developing the maximum cou-pling effect as in Cestino-Frulla 2014 (fig.3). The stiffeners are in a symme-trical configuration with respect to the mean plane of the skin panel. The upper and lower plates were obtained by me-chanical milling, starting from a 60 mm wide, 1200 mm long and 10 mm thick aluminium plate (Al6060 - Es=58000 MPa Gs=21805 MPa ni=0,33). The fi-nal structure had showed a thickness of the equivalent-stiffener layer of 4mm and a plate-wall thickness of 2 mm. The upper and lower stiffened panels were then bonded onto two C-shaped spars with a constant section of 20X40 mm and thickness equal to 2 mm, made of the same 6060 aluminium. The total free length of the cantilever beam was 1100 mm. Two displacement transdu-cers (TR-L and TR-R), were placed at the tip section with the aim of measu-ring its deflection and rotation (fig.3). Two finite element models were defi-ned by MSC Patran-Nastran with the
- Equivalent stiffness evaluation of anisotropic thin-walled slender beams -
(4)
(5)
(6)

65Compositi
Per l’analisi meccanica questi prodot-ti possono essere schematizzati come delle travi a sbalzo con un incastro in estremità e caricate in modo distribuito. La distribuzione del carico (fig.6), il rela-tivo fattore di sicurezza e l’assorbimen-to sono valori regolamentati dalla nor-mativa CEI-EN-60601.
Tipicamente le sezioni di questi compo-nenti sono dei sandwich con spessore variabile (fig.3 e 4) dai 40 ai 100 milli-metri. Per ogni componente vengono eseguite diverse analisi ad elementi fi-niti (FEM) in conformità alle specifiche esigenze del prodotto: su tutta la strut-tura (fig.7) o su alcune zone particola-ri (fig.8).
In fase di progetto, grazie alla flessibi-lità che i compositi offrono, possono essere realizzate differenti tipologie di componenti: strutture 100% carbonio piane - strutture 100% carbonio sago-mate (fig.2) - strutture sandwich carbo-nio-schiuma (fig.3) - strutture sandwich complesse (fig.4).
Lettini radiologiciUn esempio pratico sono i lettini radiolo-gici (fig.5) che vengono impiegati su dif-ferenti tipologie di macchine dalle classi-che radiografie piane alle più complesse tomografie assiali sia per pazienti di cor-poratura standard che bariatrica (obesi).
Tipicamente questi prodotti devono ri-spondere principalmente a quattro re-quisiti funzionali:
• vincoli di flessione imposti dal cliente
• vincoli di resistenza della normati-va CEI-EN-60601-1
• vincoli radiologici della normativa CEI-EN-60601-1-3
• non produrre artefatti nell’immagi-ne radiologica.
La grande esperienza maturata da Lami-flex nel carbonio ha dato il via ad una se-rie di collaborazioni specialistiche in vari campi.Il connubio delle competenze tra l’azien-da bergamasca e i suoi numerosi clien-ti hanno favorito non solo la costruzio-ne di modelli di procedura, ma anche la nascita di nuove applicazioni. Lamiflex ha fatto di questo metodo uno standard attraverso il quale ha saputo sviluppare prodotti interessanti.Negli ultimi 20 anni Lamiflex ha avvia-to diverse linee di prodotti per il settore medicale ed in particolare per la realiz-zazione di componenti per impianti ra-diologici chiamati a garantire alti valori di radiotrasparenza e meccanici. La radiotrasparenza dei materiali, a pari-tà di spessore, dipende dall’energia dei fotoni, dal numero atomico del materia-le e dalla densità. In figura 1 viene ri-portata una fluoroscopia di un compo-nente: nella zona centrale, più scura, un inserto in legno.
Per questo tipo di applicazione sono sta-ti impiegati compositi rinforzati con fibre di carbonio e schiume PMI in grado di offrire particolari caratteristiche di cui ri-spettivamente
Carbonio:caratteristiche meccaniche elevatestruttura molecolare ibridata sp2: si ha una buca di potenziale ed i raggi x lo at-traversano
Schiuma: caratteristiche meccaniche elevatebassa densità.
Specialisti del carbonio anche nel settore medicaledi Diego Zanolini - Lamiflex SPA

66 Compositi
sono impiegabili sia in RTM che in auto-clave. Grazie agli investimenti fatti negli anni Lamiflex dispone di differenti solu-zioni produttive (presse, impianti RTM ed autoclavi) che vengono impiegate a seconda dalla tipologia del componente (geometria), delle caratteristiche mecca-niche e del rateo produttivo (tab.1).
Per determinare la conformità ai requi-siti radiologici Lamiflex si è dotata di un impianto fluoroscopia (fig.9) con possi-bilità di realizzare misure di assorbimen-to dosimetrico.Grazie a questo impianto è possibile os-servare se le geometrie interne del pro-dotto presentino artefatti o meno. È pos-sibile con prove successive modificare la geometria per migliorare l’immagine.
Le anime utilizzabili per questo tipo di sandwich sono principalmente i poliu-retani espansi o le schiume PMI. Que-sti due tipi di rinforzo hanno caratteristi-che meccaniche, radiologiche e di costo molto differenti. Le prime, facilmente re-peribili con costi e prestazioni meccani-che basse, funzionano bene per le strut-ture incollate a freddo; le seconde, con costi e prestazioni meccaniche elevate,
Il Gruppo Quanta, multinazionale italiana nel settore delle ri-sorse umane e della formazione, ha coinvolto nel 2013 due partner di prestigio, HP Composites Technologies e Tekno Compositi, per dare vita al Composites Skills Development, il primo Contratto di Rete del settore. La Rete investe molte energie nello studio dell’evoluzione tec-nologica dei materiali (con particolare riferimento alla fibra di carbonio e ai materiali compositi), utilizza strutture e compe-tenze altamente qualificate, analizza i fabbisogni del settore e delle sue professionalità per rispondere alle esigenze di un campo in continua evoluzione. Dalla sua costituzione la Rete ha sviluppato un network di rilievo all’interno del settore, par-tecipando a importanti appuntamenti internazionali e nazionali come il JEC di Parigi e l’Air Show di Le Bourget.Il primo frutto della Rete è Quanta Composite Learning & Trai-ning, la scuola che professionalizza giovani talenti e, grazie a Quanta Agenzia per il Lavoro, li introduce nel mondo del lavo-ro. Sviluppandosi dal know-how della Rete, la scuola si rivol-ge anche a privati ed aziende erogando percorsi di formazione continua ad alta specializzazione utilizzando fondi regionali, na-zionali, europei ed interprofessionali. L’offerta formativa si divide in due tipologie, corsi in program-mazione (come quelli per Laminatori Materiali Compositi, Conduttori Autoclave e Finitori) e corsi customizzabili (come quelli per Controlli Tridimensionali, Controlli Non Distruttivi e
QUANTA
Tecniche di Riparazione dei Materiali Compositi), tutti basa-ti sulla commistione tra docenza diretta e attività pratica con macchinari specifici.Nel corso del 2014 Quanta Composite Learning & Training ha formato 150 ragazzi, raggiungendo risultati di inserimen-to aziendale pari al 95%; per il primo semestre 2015 i risultati raggiunti sono stati anche superiori, con la formazione di 130 ragazzi e la stessa percentuale di placement.
Formazione e lavoro nei materiali compositi
CARATTERISTICA TECNOLOGIA GEOMETRIA PROPRIETÀ
MECCANICHERATEO
PRODUTTIVO
PRESSA Piane / sagomate Standard Medio / alta
RTM Sagomati / sandwich Standard Medio / alta
AUTOCLAVE Sagomati / sandwich
Standard / alta rigidità Bassa
Fig.9
Tab.1
Fig.10: Geometria originale, transizione repentina tra la zona del tassello e la tavolaFig.11: Geometria modificata, presenza di una zona a con-trasto decrescente

67Compositi
Polynt ha sviluppato una nuova gam-ma di materiali compositi ad alte pre-stazioni rinforzati con fibra di carbonio. Per la loro produzione è stata installata la prima linea industriale interamente dedicata alla produzione di compound a fibra di carbonio. Questi compound, SMC (Sheet Moulding Compound) e BMC (Bulk Moulding Compound), hanno come principale caratteristica quella di essere rinforzati con fibre di carbonio ad alto modulo (T700) in per-centuale variabile tra il 45% e il 60% in peso, offrendo un ampio spettro di soluzioni. Gli SMC sono disponibili in diverse grammature e con diverse tipologie di fibra, 3K, 12K e 48K conferendo un nuovo “Carbon Look” più isotropo e maculato rispetto ai classici pre-preg twill e plain. Tutti gli SMC in fibra di car-bonio sono disponibili con due tipolo-gie di resina: vinilestere e epossidica. La prima è più indicata per tecnologie ad alta produttività, quale lo stampag-gio a compressione, mentre la seconda è utilizzata principalmente nei processi sotto vuoto, in autoclave o in forno, e per compressione a caldo. In entram-bi i casi, i materiali SMC fibra di carbo-nio trovano applicazioni in diversi setto-ri: automotive (pannellature interne ed esterne, componenti semi-strutturali, ecc.), trasporti, industria, biomedica-le, sport, tempo libero. Inoltre il siste-ma SMC a base epossidica è idoneo per la costruzione di stampi in carbo-nio in autoclave garantendo leggerez-za, un bassissimo coefficiente di dila-tazione e un’elevata resistenza termica (Tg 200°C) oltre a un sensibile rispar-mio economico rispetto ai tradiziona-li pre-preg twill oggi impiegati per tale applicazione. Alla gamma SMC in fibra di carbonio appartengono anche i materiali rinfor-zati con fibre unidirezionali e con tap-petti di fibra di carbonio riciclata. Se le fibre unidirezionali garantiscono presta-zioni meccaniche eccezionali, i tappe-ti di fibra riciclata, disponibili in diver-se grammature (200-400-600 gr/m2), sono il compromesso ideale prestazio-ne/costo.La gamma di prodotti con fibra di car-bonio si completa con i BMC. Anche in questo caso sono disponibili sia in ver-sione vinilestere che epossidica e la lunghezza delle fibre va da un minimo di 3 mm a un massimo di 12 mm. Le percentuali in peso di carbonio variano tra il 45 al 55% in funzione dell’applica-zione finale. Tali BMC sono trasforma-bili con tutte le tecnologie a pressa cal-da (compressione, transfer, ecc.).
POLYNT
Prima linea industriale per compound a fibra di carbonio
“Carbon Look” SMC fibra di carbonio.
Particolare produttivo degli SMC in fibra di carbonio.
Particolare di un manufatto realizzato con SMC fibra di carbonio. (Concessione Mast Elements srl)

68 Compositi
I materiali compositi costituiscono una sfida per i team di Ri-cerca e Sviluppo, che devono ogni volta identificare la formula-zione appropriata per l’uso richiesto. I software di simulazione ANSYS consentono agli ingegneri che sviluppano compositi di prevedere rapidamente con affidabilità come i loro prodotti si comporteranno nel mondo reale. ANSYS Composite Prep-Post (ACP) è una soluzione di pre e post - processing per ma-teriali compositi stratificati, integrata nel portafoglio softwa-re ANSYS. La soluzione consente di modellare efficacemente le strutture composite più complesse e, allo stesso tempo, di comprendere potenziali difetti dei prodotti in anticipo. Gli uten-ti possono sottoporre i prodotti a semplici stress fisici e cal-colare i danni progressivi, la delaminazione e le cricche. Le ca-pacità di post-processing della tecnologia consentono inoltre agli utenti di condurre approfondite indagini sull’integrità del prodotto finale e sul suo comportamento. Gli utenti possono visualizzare i risultati globali o effettuare un’analisi dettaglia-ta a livello dei singoli strati. ACP dà al progettista gli strumen-ti migliori con cui progettare questi materiali. Con così tante opzioni di design composito correlati, sono indispensabili de-
Verme Projects è una società di progettazione operante nel settore della nautica da diporto con la visione di unire inge-gneria e design, sviluppando progetti integrati per ridurre al minimo i tempi di sviluppo prodotto. Oggi l’azienda collabora con progettisti e cantieri di fama, il proprio sistema di sviluppo applicato alle carene plananti ha portato al raggiungimento di prestigiosi riconoscimenti. L’utilizzo degli strumenti numerici per la simulazione delle strutture in composito gioca un ruolo chiave poiché vengo-no fornite risposte rapide ed ingegneristicamente rilevanti ai numerosi requisiti che emergono durante l’allestimento di un motoryacht. La progettazione è affrontata in diverse fasi, dal-la definizione dello stile e al calcolo ed ottimizzazione intensi-va. In seguito viene affrontata la fase di sviluppo di dettaglio lasciata all’esperienza ed alla creatività quotidiana. In questa fase non è possibile trascurare forme e stile, la loro integra-zione è il principale obiettivo. Verme Projects porta avanti le proprie attività di progettazione con il supporto di ESAComp ed ANSYS che, in modo complementare, consentono di ripro-durre in maniera accurata sistemi molto complessi, verifican-do e migliorando le prestazioni strutturali delle varie configu-razioni analizzate.
ANSYS
ENGINSOFT - VERME PROJECTS
La soluzione di pre e post - processing per compositi stratificati
Strumenti numericiper la progettazione di motoryacht
gli strumenti corretti per definire le loro proprietà e i diversi percor-si. È complesso analizzare le zone di sforzo di materiali anisotropi in fase di post-elaborazione, perché si possono avere differenti mate-riali e fibre che vanno in direzioni diverse. È necessario esaminare ogni strato e scoprire le direzioni delle fibre, poichè queste de-terminano la probabilità di rottura. ACP fornisce gli strumen-ti per ottenere una panoramica rapida e semplice delle pre-stazioni. Inoltre, consente di assemblare il materiale in strati e stabilire quale strato si trova sulla parte superiore e la sua di-rezione; si può anche simulare il modo in cui è drappeggiato sullo stampo. Nel differenziare i prodotti ANSYS dalla concorrenza, gioca un ruolo fondamentale la piattaforma Workbench, che offre ai progettisti un flusso di lavoro efficiente e flessibile. I prodotti ANSYS hanno anche la capacità di cambiare rapidamente una funzionalità di progettazione e ricalcolare la soluzione senza dover partire da zero. Quindi la sfida è posta dalla necessità di sviluppare rapida-mente nuovi compositi senza compromettere le loro qualità materiali. Il post-processing rende i risultati dei calcoli di si-mulazione disponibili ai non professionisti coinvolti nella scien-za dei materiali. ANSYS ha l’unico strumento sul mercato che può produrre trame colorate per dare all’utente una chiara idea di ciò che sta accadendo nella simulazione. Non è necessario essere un esperto di simulazione meccanica, è sufficiente co-noscere le modalità di fabbricazione dei compositi.
Un recente caso affrontato dall’azienda riguarda l’ottimizzazio-ne acustica di una navetta dislocante. In queste imbarcazioni il comfort acustico e l’adozione di strutture sandwich devono essere opportunamente valutati in funzione delle fonti prima-rie del rumore a bordo (motori, propulsione). Attraverso gli strumenti di analisi dei pannelli disponibili in ESAComp è stata effettuata una prima valutazione delle frequenze proprie, indi-viduando in maniera rapida le configurazioni geometriche e di laminazione che potevano partecipare a forme modali nell’in-torno del moto a velocità di crociera. Successivamente è stato costruito un modello di dettaglio in ANSYS per cogliere il com-portamento dinamico globale della porzione di nave attorno al motore. Il modello numerico è stato validato con delle pro-ve sperimentali a bordo senza allestimento. I risultati nel ran-ge di frequenza di interesse (25-75 Hz) erano in accordo con i risultati della simulazione. Validato il modello strutturale è sta-to possibile completare le simulazioni in configurazione di bar-ca allestita e galleggiante, derivandone le opportune conside-razioni ed ottimizzazioni.La collaborazione con EnginSoft ha permesso all’azienda di scegliere ed implementare efficacemente gli strumenti ESA-Comp ed ANSYS.
Speciale Software di progettazione

69Compositi
Speciale Software di progettazione
Il Gruppo CRP, azienda attiva nella ricerca e sviluppo di tecno-logie e di materiali innovativi nell’ambito del 3D printing e nel-le lavorazioni meccaniche di alta precisione, sta dando vita ad un nuovo percorso applicativo dei suoi materiali Windform uni-ti alla fabbricazione additiva, conosciuta come stampa 3D. Il campo è quello delle ortesi generative.Grazie alla tecnologia additiva e ai materiali per sinterizza-zione laser di CRP Technology, è possibile creare su misura una ortesi dalle importanti prestazioni. Il progetto di ricerca è partito quasi un anno fa in collaborazione tra CRP Technolo-gy e MHOX Design, studio di design generativo che svilup-pa estensioni corporee, oggetti che integrano il corpo umano per mutarne le potenzialità in ambito estetico, sportivo, me-dicale. La realizzazione in 3D printing dell’ortesi generativa, prevede: la scansione dell’arto del paziente, la generazione del modello 3D di ortesi e la costruzione in fabbricazione ad-ditiva e materiali Windform dell’ortesi.MHOX Design gestisce le prime due fasi attraverso lo svilup-po e utilizzo di software proprietario, orientato alla gestione automatizzata di sistemi di mass-customization di prodotto. La procedura prevede che l’arto del paziente sul quale deve essere applicata l’ortesi, tramite processi di scansione basati su tecnologia a infrarossi o luce strutturata, venga acquisito in ambiente digitale; la scansione avviene nell’ambulatorio medi-co, grazie alla portabilità del sensore e alla sua facilità di utiliz-zo Plug-and-Play. Grazie alle tecniche di design generativo e simulazioni di feno-meni biologici è possibile generare la forma delle ortesi, per-sonalizzata sul corpo del paziente ed ottimizzata per il succes-sivo 3D printing. Si ottiene una riduzione dei costi e dei tempi
GRUPPO CRP
di realizzazione, dando vita ad un’ortesi che rispecchia una fe-dele riproduzione della parte interessata, senza alcun tipo di esame invasivo.Il materiale utilizzato da CRP Technology per questo tipo di ap-plicazione è il Windform GT, che grazie alle sue caratteristiche di elasticità, impermeabilità, resistenza trova ampio impiego in questo campo. È un materiale a base poliammidica caricato con fibre di vetro e per le sue peculiarità è adatto in applicazio-ni in cui il materiale deve flettere anche per lungo tempo sen-za andare incontro a rottura. Non si parla solo di prestazioni di alto livello, ma anche di un elevato fattore estetico. Lo studio per la fabbricazione di ortesi generative da parte del Gruppo CRP, di cui CRP Technology fa parte, sta suscitando interes-se da parte degli addetti al settore. Attraverso questa meto-dologia costruttiva è possibile realizzare ortesi per arti superio-ri, inferiori, gessi e fairings. CRP Technology e MHOX Design insieme a professionisti della riabilitazione e della fisioterapia stanno investigando la costruzione di dispositivi per pazienti con deficit dei muscoli peronei. Il dispositivo realizzato con la tecnologia della fabbricazione additiva e Windform GT è sta-to sottoposto ad una serie di test funzionali. La sperimentazio-ne ha approfondito la modalità statica applicata al paziente e quella dinamica sul paziente. La fabbricazione additiva e il 3d printing combinati ai materiali Windform stanno aprendo nuo-ve frontiere applicative.
La nuova frontiera delle ortesi generative
Hexagon Metrology an-nuncia il rilascio di RS3, un nuovo scanner che offre un incredibile mi-glioramento della per-formance per il ROMER
Absolute Arm.RS3 è disponibile con tutti i nuovi sistemi di misura por-tatili ROMER Absolute Arm SI o come aggiornamen-to per i sistemi già installa-ti. Raddoppia la frequenza di scansione del preceden-te scanner integrato RS2, consentendo la verifica del-lo stesso pezzo in circa la metà del tempo. Anche la densità della nuvola di punti è aumentata, il che significa una velocità di acquisizione massima più di nove volte maggiore rispetto al passa-to, con una scansione più rapida e più dettagliata sen-
HEXAGON METROLOGY
Il nuovo scanner laser per un collaudo ancora più rapidoza alcuna incidenza sulla precisione. Gli utilizzatori potranno trarre vantaggio dall’ultima versione del software RDS, carat-terizzato dalla tecnologia SMART che consente il controllo in tempo reale del braccio e riduce il tempo medio tra interven-ti di manutenzione.Il ROMER Absolute Arm con scanner integrato, che unisce scansione non contatto e rilevamento tattile, è un sistema di misura portatile polivalente adatto per la verifica di nuvole di punti, benchmark di prodotti, reverse engineering, prototipa-zione rapida, assemblaggio virtuale e applicazioni di fresatu-ra in CNC. Le misure con scanner e tastatore tattile posso-no essere eseguite senza soluzione di continuità in un’unica sessione. Lo scanner RS3 garantisce la qualità e la facilità d’uso alla quale gli utilizzatori sono abituati sin dal lancio del ROMER Absolute Arm nel 2010.“Il ROMER Absolute Arm con scanner integrato è già noto per i suoi eccellenti risultati di scansione anche su superfici diffi-cili, come la fibra di carbonio e l’acciaio, ma il miglioramen-to della performance dell’RS3 rispetto al modello precedente, l’RS2, è davvero straordinario”, afferma Stephan Amann, Pro-duct Line Manager di Hexagon Metrology. “I sistemi già in-stallati presso i clienti possono essere aggiornati rapidamente senza dover inviare il braccio al costruttore”.A partire da aprile tutte le nuove unità del ROMER Absolute Arm con scanner integrato sono fornite con scanner RS3.

70 Compositi
Lo sviluppo di un prodotto in composito laminato richiede un’attenzione particolare alla gestione dei numerosi aspetti le-gati alla produzione del manufatto. Ad oggi, il flusso di lavoro di realizzazione di un prodotto in composito presenta numero-se inefficienze. La causa principale è la mancanza di integra-zione e di condivisione dei dati tra progettazione, analisi FEM e produzione del manufatto.Lo sviluppo di componenti in compositi richiede una stretta interazione tra progettisti, analisti strutturali e responsabili di produzione, a partire dalle fasi concettuali fino a quelle esecu-tive. Per il successo del prodotto è indispensabile un flusso di lavoro codificato e una piattaforma di comunicazione omo-genea tra i vari soggetti che prendono parte allo sviluppo del prodotto, affinché il laminato venga definito in un modo com-prensibile a ciascuno di essi (proprietà delle pelli, orientamen-to delle fibre, stratifica delle pelli). Anaglyph ha sviluppato Laminate Tools, un software pensato proprio per affrontare le sfide sostenute dagli ingegneri nelle varie fasi di progettazione, analisi e produzione di strutture in laminati compositi. Si tratta di una piattaforma unificata che riunisce gli strumen-ti tipici della progettazione del laminato (importazione CAD stampo, gestione del singolo ply e del laminato, drappeggio delle pelli), dell’analisi ad elementi finiti (supporto dei solutori Nastran, Ansys, Abaqus, Radioss), della produzione (sviluppo in piano delle pelli, generazione del ply-book, supporto di pro-iettori laser e PlyMatch). Il software, distribuito in Italia da SmartCAE, fornisce un mez-zo intuitivo per definire la sequenza di laminazione utilizzando la logica “per pelli”, in maniera da riflettere accuratamente la composizione per pelli fisiche della struttura, consentendo la
SMARTCAE
Dal progetto al manufattoin composito laminato
Simulazione del drappeggio del laminato su un alettone aerodinamico e sviluppo in piano delle pelli
Analisi strutturale di una ruota in mate-riale composito
Simulazione del drappeggio sulla care-na di una granturismo
Speciale Software di progettazione
BETA CAE Systems offre, all’interno dei suoi pre e post - processor, stru-menti specifici per modellare, simulare e analizzare il comportamento di prodotti realizzati in materiale composito laminato con rinforzo in fibra. In particolare, il Laminate Tool e la Draping Toolbar di ANSA, e la Composite Post Toolbar di µETA, consentono di automatizzare le fasi di modellazione ed analisi dei risultati – anche in accoppiamento con software di ottimizza-zione – offrendo tutti gli strumenti necessari per l’esecuzione di simulazio-ni avanzate.Il Laminate Tool, integrato nel pre-processor ANSA, permette di importare, creare e modificare le proprietà dei laminati, quali caratteristiche dei mate-riali, orientamento delle fibre, sequenza di laminazione; il Draping Tool ag-giunge la possibilità di simulare l’orientamento delle fibre.La CompositePost Toolbar, inclusa nel post-processor µETA, fornisce una valutazione veloce e attendibile delle proprietà dei compositi grazie all’am-pia disponibilità di metodi per il calcolo di sforzi, direzioni critiche, fattori di sicurezza, criteri di rottura, ecc. Tutti i risultati 2D e 3D ottenibili, calcolati basandosi sui tensori di stress ed i limiti caratteristici dei materiali per ridur-re la quantità di dati da processare, possono infine essere esportati in re-port dettagliati riferiti sia alle singole lamine sia all’intero laminato.Questi strumenti, insieme alle funzionalità standard di ANSA e µETA, rap-presentano una soluzione all’avanguardia per la modellazione e l’analisi di qualsiasi tipologia di prodotti realizzati con i compositi.
BETA CAE SYSTEMS
Strumenti per simulazioni avanzate
simulazione del drappeggio, la gestione della laminazione nel modello FEM, lo sviluppo in piano delle pelli per il nesting e il taglio, la creazione automatica del ply-book.L’utilizzo di Laminate Tools nelle varie fasi di progettazione, analisi strutturale e produzione di un manufatto in composito, velocizza l’intero flusso di lavoro, limita gli errori nel passaggio dei dati, garantendo un notevole risparmio nei costi di realizza-zione e negli scarti di produzione.

71Compositi
Altair è stata selezionata da Artemis Racing come fornitore tecnico per la squadra che compete alla 35esima edizione del-la America’s Cup del 2017. Le aree di interesse per la pro-gettazione di questo catamarano a vela rigida della nuova era includono lo sviluppo di compositi, le simulazioni aerodinami-che, l’ottimizzazione strutturale e le interazioni fluido-struttu-ra. La tecnologia di ottimizzazione dei compositi di Altair Op-tiStruct® è lo strumento per aiutare le aziende a progettare efficientemente le strutture in composito, utilizzato da più di vent’anni nei principali settori industriali, inclusi l’aerospaziale, l’automotive, l’energia eolica e le attrezzature sportive.Artemis Racing rappresenta il Kungliga Svenska Segel Säll-skapet (KSSS - il Royal Swedish Yacht Club), il quinto più antico yacht club al mondo ed è stato uno degli sfidanti al record du-rante la 34esima edizione della America’s Cup. Artemis Racing vanta ben sette campioni olimpici tra le sue fila ed altri tecnici esperti si sono aggiunti al già numeroso team di progettazione.Tutti i team dell’America’s Cup parteciperanno con un’imbar-cazione AC45s alle America’s Cup World Series, che avranno inizio questa estate, prima di lanciare il modello AC62 che ver-rà messo in campo dal team per le America’s Cup Challenger Series del 2017.Le lamine e la vela rigida hanno migliorato enormemente velocità, stabilità e manovrabilità di queste imbarcazioni da regata. La vela rigida fornisce maggiore portanza di una vela tradizionale oltre ad una minore resistenza aerodinamica. I materiali compositi sono stati utilizzati in larga maniera per la costruzione dello yacht. Gli yacht che partecipano all’America’s Cup sono costruiti utilizzando sandwich di lamine e strutture a nido d’ape, particolarmente effi-cienti nel sopportare i carichi delle regate. “Grazie ad OptiStruct, sono in grado di analizzare la struttura in composito dell’imbarca-
ALTAIR
zione e valutare differenti opzioni strutturali in maniera ripetuta e sistematica, velocizzando i cicli di progettazione e affinando con-temporaneamente la struttura complessiva”, ha dichiarato Tho-mas Tison, Ingegnere Strutturale della Artemis Racing.L’impegno di Altair nei processi di ottimizzazione legati all’A-merica’s Cup ha avuto inizio nel 1995 con il PACT95 Young America, ed è continuato durante tutti gli anni 2000. La part-nership con Artemis Racing ha avuto inizio nel 2011.“L’innovativa tecnologia per l’ottimizzazione dei compositi di Altair permette di ottenere la disposizione ottimale del mate-riale nelle strutture laminate ed a nido d’ape”, ha spiegato Ro-bert Yancey, Vice President of Aerospace and Composite So-lutions ad Altair. “Questo consente di ottenere le più leggere strutture possibili”.Una previsione accurata del comportamento dei compositi è fon-damentale quando si progettano navi da regata per competizioni d’élite. Viene eseguita l’ottimizzazione di scafi, strutture, attrez-zature, sistemi di vele e altri elementi.La squadra può quindi verificare la risposta del prototipo virtuale dell’imbarcazione per affinare la forma dello scafo e le proporzio-ni complessive del progetto migliorandone quindi le prestazioni.
Artemis Racing sceglie Altaircome fornitore tecnico
Fonte: Artemis Racing
Il processo di definizione degli ammissibili dei materiali com-positi per un determinato progetto è un lavoro lungo e spesso costoso, a causa delle tempistiche e delle spese relative all’e-secuzione di numerosi test fisici sui materiali, che rallentano il design del relativo componente. Il nuovo prodotto di e-Xstream engineering, azienda di MSC Software, promette però di rivoluzionare il processo di defi-nizione degli ammissibili, riducendo in misura notevole tem-pi e costi e consentendo di procedere parallelamente allo stu-dio dei materiali e alla progettazione del componente. Grazie a queste sue caratteristiche innovative, Digimat-VA ha ottenuto il JEC Innovation Award 2015.Digimat-VA (Virtual Allowables) è una soluzione verticale pen-sata per calcolare al computer, anziché testare fisicamente, il comportamento dei provini in composito (intagliati, con foro cieco o passante…), selezionando e calcolando gli ammissibi-li dei materiali compositi. Il software genera dei campioni vir-tuali a cui applica i carichi e ottiene i dati di test, incluso il trat-tamento statistico per il calcolo degli ammissibili. L’utente può scegliere da un database o definire qualsiasi sistema di ma-teriali, una varietà di lay-up, diversi tipi di test e di condizioni ambientali. È possibile preparare ed eseguire le prove virtuali,
MSC SOFTWARE
post-processare i risultati e generare un report personalizzato. Dalle validazioni è emerso che l’errore di previsione è contenu-to, entro il 10%. Il solutore FEM non lineare, che comprende anche la tecnologia di danneggiamento progressivo, accoppia-to alla funzione di modellazione multiscala di Digimat, permet-te di ottenere risultati affidabili.Gli sviluppatori di Digimat-VA sottolineano che il software non è progettato per sostituire completamente i test fisici utilizza-ti per sviluppare i dati relativi agli ammissibili. Invece, generan-do ammissibili virtuali, gli ingegneri possono iniziare la proget-tazione di componenti in parallelo con i test relativi ai materiali.
La soluzione integrata per calcolare gli ammissibili virtualmente
Speciale Software di progettazione

72 Compositi
Capricorn Composite GmbH, located close to Germany’s fa-mous Nürburgring race track, manufactures prepreg compo-site parts for the automotive and medical industries, serving clients such as Porsche and Audi. They relied on the nesting software supplied with their GFM CM10 CNC cutter which generated inefficient nests, wasting prepreg material often costing up to €150 per square metre. In addition to delive-ring inefficient nests, the software was slow and complex to use. Separate CAD software was also used to import or de-sign plies. Said Arndt Hartelt, Factory Manager: “Previously we didn’t think about the software and possible inefficiencies. As the company grew we saw our expenditure on prepreg grow - it’s now our biggest capital spend per month. We decided to allo-cate a dedicated resource to evaluate if it was possible to im-prove nesting efficiency and reduce or even recycle waste”.The company set about defining the key points for comparing prospective systems. Material savings and overall cost were the two main considerations, however they also wanted to en-sure that the chosen system could support any brand of CNC cutter, and was modular, allowing cost-effective expansion in the future. Simon Ring, Project Manager for Nesting Efficien-cy was an Intern who joined in August 2014 and was appoin-ted to oversee the project as part of his thesis, focussing on reducing material usage as well as waste management. Simon identified several systems, also including an update to their existing software. They attended the Composite Euro-pe show in 2014, providing JETCAM Composite GmbH with a series of plies for nesting. Within 10 minutes JETCAM Expert had beaten the original nests by 15%. Further tests showed that JETCAM nests were at least 1% better than its closest competitor.The decision was made in December 2014 to select JETCAM Expert, along with JETCAM Orders Controller (JOC) Premium Automation, with installation set for early February. The week before the on-site installation all software was installed remo-tely, and was operational in under an hour. Implementation, training and a review period was scheduled over the five days on-site, with Capricorn able to produce dynamic nests and ge-nerate working NC code for the GFM from the first day. After the first three days of training staff started cutting jobs on the shop floor. Said Simon: “One of our programmers was new to the company, with no CNC or CAM experience at all, but both staff were able to use the software competently after the trai-ning. The first morning we ran the cutter with JETCAM nests we saved €1500!” Capricorn currently use a digitiser to trace physical ply templates.
JETCAM INTERNATIONAL
Return on investiment at around 2 weeks
This information is passed to JETCAM Expert, with the built in CAD facility allowing staff to quickly complete the ply from the traced points and add profiling information. A side bene-fit of this was that they can now discontinue the maintenan-ce contract for their previous CAD software as well as the old CAM software.The inclusion of JOC Premium Automation allowed existing CAD (DXF etc.) files to be imported and processed in bulk - Excel spreadsheets often detailing up to 100 CAD files at a time could be automatically imported and processed, rea-dy for nesting. Furthermore, staff could simply drag and drop complete kits of plies into work lists for nesting, specifying quantities and nesting for multiple materials with a single cli-ck. Simon estimates that the CAD import process alone was 30% faster than before, staff saving around 20% of their time overall, with tasks being much simpler to perform.During the implementation Capricorn identified some impro-vements that could deliver further time savings during CAD import, such as automatically passing rotation and mirroring information with the CSV for the associated CAD files. This in-formation was passed back to JETCAM and new builds of the software were provided the following day with the new fun-ctionality added.With any mission-critical process good support is paramount. In addition to telephone support JETCAM Composite also provided remote support. This helped to demonstrate any concepts that Capricorn staff required additional assistance with after the training. Capricorn are considering upgrading JOC Premium Automa-
tion to JETCAM’s award-winning CrossTrack composite manufactu-ring suite. This will allow them to track material and material life, from the freezer, onto the cutter and throu-gh to kitting. The company is conti-nuing to focus on reducing material waste, and CrossTrack will provide this by identifying rolls to use based on remaining life as well as providing full traceability to exacting aerospace standards, from the finished compo-site part back to the roll.With the improved material utilisa-tion and reduction in programming time Capricorn conservatively esti-mate the return on investment at around two weeks.
Speciale Software di progettazione

Con Laminate Tools e PlyMatchmigliora e ottimizza il workflow nella realizzazione dei componenti in materiale composito laminato
Velocizza la progettazioneCon Laminate Tools è possibile semplificare la progettazione dei laminati grazie alla simulazione CAE (Computer Aided Engineering) del drappeggio delle pelli sullo stampo. Il progettista è in grado di identificare rapidamente quelle zone del prodotto in cui possono nascere problemi di realizzazione, quali grinze e eccessive distorsioni delle fibre, e può intervenire introducendo dei tagli sulla pelle virtuale o simulando altri accorgimenti come se si trattasse di una operazione reale di messa a punto.
Migliora le prestazioniAttraverso le interfacce FEM di Laminate Tools,l’analista può utilizzare i dati del progettista perrealizzare il modello strutturale del laminato. Grazie alsupporto nativo dei solutori Nastran, Ansys e Abaqus è possibileottimizzare le prestazioni del prodotto senza modificare gli standardaziendali. Introdurre un ply di rinforzo nel modello FEM non è mai stato così semplice!
Aumenta la produttivitàI dati della laminazione progettata e analizzata possono esserecondivisi con la produzione grazie alla generazione automaticadel PlyBook e all’esportazione del profilo 3D oppure dello sviluppoin piano delle pelli, riducendo i costi legati al cattivo uso del materiale e migliorando la qualità e ripetibilità del prodotto.
Riduci gli erroriPlyMatch è un sistema hardware e software di Realtà Estesa che consente al laminatore di identificare con precisione come posizionare la pelle modellata con Laminate Tools sullo stampo, minimizzando gli errori di produzione e riducendo i tempi di realizzazione del manufatto.
Inizia a risparmiare da oggiRichiedi un colloquio con uno dei nostri esperti, scoprirai come sia possibile risparmiare tempo nelle fasi di progettazione e ridurre i costi legati agli errori di produzione, aumentando i profitti e la competitività della tua Azienda.




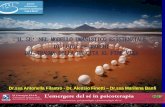


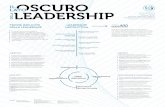



![[eBook - Ita - Fumetti] Walt Disney - Paperino e La Visita Distruttiva](https://static.fdocumenti.com/doc/165x107/53fffad3dab5ca2b778b4572/ebook-ita-fumetti-walt-disney-paperino-e-la-visita-distruttiva.jpg)