Longitudinal Seamer mod. BR
8
Serie BR Impianti per la saldatura longitudinale Serie BR Longitudinal seamwelders
-
Upload
laura-pattuzzi -
Category
Documents
-
view
212 -
download
0
description
Longitudinal Seamer mod. BR are designed for butt welding of circular/rectangular ferrule or flat sheet with a thickness from 0,5 mm up to 10 mm and lenght from 500 mm up to 6000 mm
Transcript of Longitudinal Seamer mod. BR

Serie BRImpianti per la saldatura longitudinale
Serie BR Longitudinal seamwelders
imp BR 2009 12-06-2009 9:43 Pagina 3

p 01
Impianti per la saldatura longitudinale serie BR
Il banco di bloccaggio della serie BR èrealizzato per la saldatura longitudinaledi virole circolari/rettangolari e lamierepiane entrambe con giunto testa a testa,spessori da 0,5 mm a 10 mm e lunghezzeda 500 mm a 6000 mm. Le tecnologie disaldatura applicabili sono MIG/MAG, TIG,PLASMA e ARCO SOMMERSO.La struttura dell'impianto è statastudiata e realizzata con particolareattenzione all'ergonomia e alla praticitàd'utilizzo da parte dell'operatore; loschermo touchscreen a colori delcontrollo numerico è posto su unaconsolle regolabile così come i pulsantidei comandi bimanuali sono posti difronte all'operatore, permettendo unafacile gestione dell'impianto.Cuore dell'impianto è il supporto virolarealizzato in lega di rame al cromo-zircomo che conferisce una notevoleresistenza all'usura e al contempoconsente tramite l'utilizzo dei pettinipressori a comando pneumatico direalizzare l'effetto “chill-shunt” ovvero lacapacità di assorbire e dissipare inmaniera uniforme lungo il giunto ilcalore generato dal processo di saldaturaal fine di eliminare le distorsioni, digarantire una penetrazione uniforme e dicontrollare il ritiro. Il supporto è pertantocompleto di canali per il passaggio delliquido di raffreddamento con relativosensore di flusso e di cava conimmissione del gas di protezione alrovescio per evitare l'ossidazione delbagno di saldatura e favorire la pienapenetrazione.Le fasi eseguite dall'operatore sono leseguenti:• inserisce la virola sopra il supporto inrame con lama di centraggio bassa echiude il gancio di supporto adazionamento pneumatico tramitecomando bimanuale• appoggia il lembo posteriore della
virola alla lama di centraggio ed alla battutadi zero laterale fissa sulla sinistra e blocca lavirola attivando con comando a pedale la filaposteriore di pettini indipendenti• solleva la lama di centraggio adazionamento pneumatico tramite comandobimanuale• accosta il lembo anteriore della virola aquello precedentemente bloccato conl'ausilio della battuta di zero laterale eblocca la virola attivando con comando apedale la fila anteriore di pettiniindipendenti. La distanza tra la parteinferiore della fila di pettini e il supporto inlamiera è stata precedentemente regolata(quale set-up impianto) tramite due grani infunzione dello spessore al fine di evitare ilsormonto tra le due lamiere• preme il pulsante di start che avvia il ciclodi saldatura (discesa torcia, innesco coneventuale ritardo partenza per favorire lacreazione del bagno di saldatura, saldaturaper la lunghezza impostata, spegnimentodell'arco con evanescenza della corrente dafermo o in corsa, sollevamento torcia conrientro alla massima velocità al punto dipartenza, apertura della fila anteriore eposteriore di pettini)• apre il gancio con comando pneumaticobimanuale e scarica la virola saldataL'impianto è gestito dal controllo numericocon interfaccia operatore touchscreen acolori dal quale s’impostano i seguentiparametri:• Lunghezza di saldatura• Velocità di saldatura• Ritardo partenza• Evanescenza di fine saldatura• Protezione gassosa al rovescio• Protezione gassosa superiore• Saldatura a tratti• Saldatura a tratti in senso opposto • Richiamo programmi di saldatura (doveprevisto dal generatore)• Filo Freddo (velocità, ritardo partenza eritiro filo allo spegnimento dell'arco)
• Arc Voltage Control (quale secondoasse del controllo numerico) mantienecostante lo stick out della torcia inapplicazioni TIG e PLASMA.MECOME realizza un'ampia gamma dibanchi di bloccaggio:• Saldatura Esterna mod. BR• Saldatura Interna/Piana mod. BRI• Saldatura Combinata mod. BRC• Saldatura Elevabile mod. BRE• Saldatura Verticale mod. BRVSaldatura esterna, è utilizzato quando sidesidera una saldatura dall'esterno dellavirola con penetrazione verso l'interno.Saldatura interna/piana, è utilizzato perlamiere piane e virole di grande diametrocon lunghezze che raggiungono i 6000mm con una saldatura dall'interno dellavirola e penetrazione verso l'esterno. Ilvantaggio di questi impianti è l'assenzadi limite nel diametro della virola che sipuò saldare se non le dimensionidell'edificio all'interno del quale si troval'impianto. In questi impianti il supportodella virola in rame non è fissato alclassico tubo ma bensì ad una rigidastruttura di base.Saldatura combinata, uniscel'ergonomia d'utilizzo della versioneesterna per i piccoli diametri allaflessibilità della versione interna perquelli grandi. Di solito tale versione èofferta con un distanziale che vieneimbullonato tra la base ed il banco dibloccaggio per consentire di raggiungerecon saldatura esterna (nel caso dilunghezze utili elevate) il diametrominimo saldabile dall'interno.Saldatura elevabile, è una variazionedella versione combinata poiché ildistanziale da imbullonare è sostituitocon un cilindro idraulico che consenteun'agevole variazione della quota dilavoro dal suolo e quindi del diametrodella virola da saldare dall'esterno,restando invariata la caratteristica disaldatura dall'interno.
Saldatura verticale, è utilizzataprincipalmente nella realizzazione di
serbatoi di grande dimensioni perl'industria alimentare e vinicoladove il flusso produttivo prevede
una lavorazione della virolacon asse di rotazione verticale(necessario in quanto lospessore della lamiera nonsupera i 5 mm con diametri
che raggiungo i 4000 mm eall'interno dello stesso non vi sonostrutture che lo rendono rigido per
consentire una lavorazione in orizzontalesu posizionatori a rulli). Tale impianto siunisce di solito a calandre verticali esuccessivamente a tavole rotanti fisse alsuolo con manipolatori per la saldaturacircolare in cornice.
BANCO DI BLOCCAGGIOMOD BR 3000 CLONGITUDINAL SEAMERMOD BR 3000 C
imp BR 2009 12-06-2009 9:43 Pagina 4

p 02
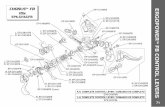
Centralina di refrigerazioneCooling unit
Filo freddoCold wire unit
PendolatoreOscillating unit
AVC Sensore tensione arcoAVC Arc voltage control unit
Immissione gas protezione inversaLower emission of protective gas
Supporto amagneticoNon-magnetic support
Scarpetta protezione gas superioreUpper emission of protective gas
Sistema automatico di chiusura edallineamento lembiAutomatic edge alignment system
Supporto inserimento virolaregolabile in altezzaVariable height support for bendedsheet insertion
Supporti laterali virola perBRC/BRILateral ferrule supports forBRC/BRI
Svincolo pneumatico supportobarra di ramePneumatic retractable copper barsupport
Distanziale per BR/BRCRiser block for BR/BRC
Supporto meccanico per saldatura coniDevice for cone welding
imp BR 2009 12-06-2009 9:43 Pagina 5

p 03
BANCO DI BLOCCAGGIOPER PRODOTTI CONGIUNTI AD ANGOLO
LOCKING BENCHFOR ANGLE JOINTS
BANCO DI BLOCCAGGIO IN ARCOSOMMERSO MOD BR 1000 AUTO
SUBMERGED ARC LOCKING BENCHMOD BR 1000 AUTO
BANCO DI BLOCCAGGIOMOD BR 1500 AUTO
PLASMA LOCKING BENCHMOD BR 1500 AUTO
BANCO DI BLOCCAGGIO VERTICALEMOD BRV 2000
VERTICAL LOCKING BENCHMOD BRV 2000
BANCO DI BLOCCAGGIO MOD. BRE 2500COMPLETO DI DISPOSITIVO PER
SALDATURA CONI
VARIABLE HEIGHT LOCKING BENCHMOD BRE 2500 COMPLETE
WITH CONE WELDING DEVICE
BANCO DI BLOCCAGGIO COMPLETODI POSIZIONI 0°-90°
LOCKING BENCH COMPLETEWITH 0°-90° ROTATION
BANCO DI BLOCCAGGIOMOD BRI 3000 CON TECNOLOGIA
PLASMA KEY-HOLE
LOCKING BENCHMOD BRI 3000 PLASMA KEY-HOLE
BANCO DI BLOCCAGGIO DOPPIOIN VERSIONE AUTO
DOUBLE LOCKING BENCH
imp BR 2009 12-06-2009 9:43 Pagina 6

p 04
SaldaturaesternaExternal
weld
BR 500BR 600BR 1000BR 1100BR 1300BR 1500BR 2000BR 2500BR 3000
Lunghezza utiledi saldatura A
Usable weldinglength A
515618
1030113313391545206025753090
Diametro minimovirola mm
Minimum rolled sheetdiameter in mm
707080
100120130160180250
Diametro massimovirola mm B
Maximum rolled sheetdiameter in mm B
800800800800800800
1100**1100**1100**
Lunghezzatotale mm CTotal length
in mm C
200021002500260028003000350040004700
Larghezzatotale mm DTotal width
in mm D
800800800800800800950950
1000
Altezzatotale mm ETotal height
in mm E
185018501850185018501850210021002250
Peso kgWeight in Kg
104011001280135015002000245029005300
SaldaturainternaInternal
weld
BRI 1500BRI 2000BRI 2500BRI 3000BRI 3500BRI 4000BRI 5000
Lunghezza utiledi saldatura
Usable weldinglength
1545206025753090360541205150
Diametro minimo
virola mmMinimum rolledsheet diameter
in mm
1100110012001200120012001300
Diametromassimo
virola mmMaximum rolledsheet diameter
in mm
A secondadelle esigenze
Depending onrequirements
Lunghezzatotale mm
Total lengthin mm
3400390042004900540059007000
Larghezzatotale mmTotal width
in mm
800100010001000105010501100
Altezzatotale mm
Total heightin mm
1150115016501650180018001800
Peso kgWeight in Kg
2100238029005300590063007200
Saldaturaesterna/interna
External/internalweld
BRC 1500BRC 2000BRC 2500BRC 3000BRC 3500BRC 4000BRC 5000
Lunghezzautile di
saldatura
Usableweldinglength
1545206025753090360541205150
Diametro minimovirola saldatura
interna mmMinimum
diameter of rolledsheet for internal
welding in mm
1100110011001100110013001300
Diametro massimovirola saldatura
interna mmMaximum
diameter of rolledsheet for internal
welding in mm
A secondadelle esigenze
Depending onrequirements
Lunghezzax larghezza totale mm
Lengthx width
Total in mm
3000x8003500x8004000x9504700x10005000x10005500x10006000x1000
Altezzatotale mm
Total heightin mm
Dipende daldiametro dellavirola per la
saldatura esterna
Depending ondiameter of
rolled sheet forexternal welding
Peso kg
Weight in Kg
2100238029005300590063007200
Diametro minimovirola saldatura
esterna mmMinimum
diameter of rolledsheet for external
welding in mm
130160180250300350460
Diametro massimovirola saldatura
esterna mmMaximum
diameter of rolledsheet for external
welding in mm
A secondadelle esigenze
Depending onrequirements
A B B D E
A B B C C DxE F
C
A B B D EC
** Diametro incrementabile con l'utilizzo del distanziale vedi pg. 02 - Increase the diameter with the riser block see pg. 02
imp BR 2009 12-06-2009 9:44 Pagina 7

p 05
Questo impianto rappresenta un importantepasso avanti nella tecnica associata allasaldatura longitudinale di corpi cilindrici oaltre geometrie, in particolare per quelleaziende che richiedono un elevato volumedi produzione associato ad una minimapresenza dell’operatore.Il banco di bloccaggio automatico nasce dauna evoluzione tecnica di quello standard aseguito dell’implementazione di sistemimeccanici per il carico, l’allineamento, ilbloccaggio e la saldatura delle virole.
VantaggiIl ciclo di lavoro di questa tipologiad’impianto richiede da parte dell’operatorela sola introduzione della virola che èsupporta sia inferiormente che lateralmente. Da questo momento in poi tutte la fasi
(allineamento longitudinale e trasversale,bloccaggio e saldatura) sono effettuate inautomatico tramite una serie di dispositivimeccanici ad azionamento pneumatico.Durante queste fasi l’operatore è libero dicaricare/scaricare un altro impiantosimilare o di preparare una virola perquesta fase (calandratura) o quellesuccessive legate al ciclo produttivo delprodotto finale.Al termine del ciclo di saldatura, l’impiantorilascia la virola per lo scarico manuale e siresetta automaticamente per un nuovociclo di lavoro.I banchi di bloccaggio automatici MECOMEsono progettati tenendo in conto lasicurezza di chi vi lavora in primis el’intuitività dei comandi al fine diconsentire, dopo un training di circa 2 ore,
anche ad un operatore non specializzato dipoter lavorare con l’impianto.Un importante caratteristica del banco dibloccaggio MECOME è la rapidità neltempo di attrezzaggio (mediamenteinferiore ai 5 minuti) al variare deldiametro, della lunghezza o dello spessoredella virola; ciò è ottenuto sia richiamandodal C.N. il corretto programma di saldaturasia variando tramite volantini la posizionedella battuta pneumatica anteriore, delsupporto virola e delle mascherepneumatiche di chiusura (in funzione delrapporto diametro/spessore).Anche per questo banco di bloccaggioautomatico sono presenti una serie diaccessori in grado di aumentare laperformance dell'impianto.
This plant represents an important stepforward the techniques associated with theseam welding of cylindrical and otherregular shaped parts, for companiesrequiring high volume seam welding output coupled with minimal operatorintervention.The MECOME range of automatic seamwelders is based upon standard productswith the addition of a number of featuresto enhance the loading, alignement,clamping and welding of the part.
BenefitsTo operate the machine, the operatorsimply pushes the ferrule on to the
mandrel, it is guided by guide rails on thesides and on the bottom. From this point, the operation is completelyautomatic, the alignment and closing ofthe weld seam is carried out using specialair-operated devices working with theclamping fingers. This is followed by a fullautomatic, preprogrammed welding cycle.During the welding cycle, the operator isfree to load/unload a second seam welderor to prepare parts for the next operation.At the end of the welding cycle, the seamwelder automatically releases the weldedpart and resets itself for the next cycle.
MECOME automatic seam welders aredesigned with safety in mind and, followinga short period of training (2 hours), cannormally be operated by semi-skilledpersonnel.An important feature of MECOMEautomatic seam welders is the ability torapidly change from one size ferrule(diameter / length) to another. This isachieved simply by calling up theappropriate welding schedule held in theN.C. memory and by changing the height ofthe support, the position of the backreference and the jigs (if necessarycompare to ratio diameter/thickness).Changeover from one type of part to thenext can normally be achieved in less then5 minutes.A wide range of accessories is available toenhance the performance of automaticseam welders.
Impianti per la saldatura longitudinale serie BR AUTO
Longitudinal seamwelder series BR AUTO
BANCO DI BLOCCAGGIO MOD BR 2000 AUTOLONGITUDINAL SEAMER MOD BR 2000 AUTO
imp BR 2009 12-06-2009 9:44 Pagina 8

p 06
Series BR longitudinal welding systems
BR longitudinal seamers are designed forbutt welding of circular/rectangularferrule or flat sheet with a thicknessfrom 0,5 mm up to 10 mm and lenghtfrom 500 mm up to 6000 mm. Thewelding technologies suitable areMIG/MAG, WIG, PLASMA and SAW.The structure of the seamer is designedand built for operator 's ergonomics; thecolor touchscreen display of thenumerical control in installed on amoveable console while the buttons forthe bi-manual control are placed in frontof the operator, for an easy plantmanagement.The heart of the system is theferrule/sheet sheet support, made of acopper alloy for the maximum wearresistance and at the same time due tothe pneumatic clamping system realizesthe “chill-shunt” effect that is thecapacity to absorb and dissipate alongthe joint the welding heating input toreduce distortion, to guarantee thepenetration and to control theburnbacks.The ferrule/sheet copper support iscomplete of channels for coolant liquidwith flux sensor (optional) and backupprotective gas to avoid the oxidation ofthe welding pool and guarantee the fullpenetration.The sequence of operations is :• with the aligning blade in loweredposition, the operator slides the ferruleover the copper support and closes thepneumatic hook• the operator leans the back ferruleedge on the blade and on the rear stopto lock it by back pneumatic clampingsystem by foot pedal
• the operator raises the blade bypneumatic control• the operator approaches the front ferruleedge to the one already blocked by the helpof the rear stop and blocks it by the frontpneumatic clamping system by foot pedal.The distance between the clamping systemand the copper bar can be adjusted (as aplant set-up) to prevent the riding-up of thefront edge over the back one• the operator presses the cycle button andthe welding cycle starts (lower the torch,start the arc, weld the ferrule, stop the arc,raise the torch coming back to the startingpoint at maximum speed, opening the frontand rear clamping system• the operator opens the hook and unloadsthe welded ferruleThe longitudinal seamer is ccontrolled byN.C. with colors touchscreen display able tomanage the following parameters:• welding lenght• welding speed• start carriage delay• welding fading end• back-up protection• upper protection• spot welding• opposite spot welding• welding program selection• cold wire (speed, start delay, wire retractat welding end)• Arc Voltage Control (as a second N.C. axle)only for WIG/PLASMAThe range of MECOME welding seamer ismanily composed by:• External seamer mod. BR• Internal seamer mod. BRI• Combination seamer mod. BRC• Elevating seamer mod. BRE• Vertical seamer mod. BRV
External longitudinal seamer is usedwhere it is desidered to weld from theouside of the ferrule with penetrationbead in the insideInternal longitudinal seamer is designedfor application where the diameter of theferrule to be welded is large. It doesn'temploy a conventional support; instead,it is fitted with a sturdy base structureon which the insert holder and thecopper support are mounted. Theadvantage of this design is that there isvirtually no limit to the diameter of theferrule that can be welded. The onlylimitations are the size and facilities ofthe building in which the seamwelder issituated.Combination longitudinal seamer isdesigned to join the ergonomic featureof the external one for small diametersand the flexibility of the internal one forbig diameters. Combination longitudinalseamer is supplied with a removeableriser which increases the diameter ferrulethat can be welded underneath thetabletop to be able to reach with theexternal welding (in case of high useablelength) the minimal welding innerdiameter.Elevating longitudinal seamer isessentially a variation of the combinationmodel. Instead of a fixed height riser, thetabletop and copper support on thismodel are mounted on support columnson which they can be moved up anddown. Movement is effected using ahydraulic cylinder with special fail-safevalves to ensure that the unit remainsfirmly in position, even in the even ofpower failure.
Vertical longitudinal seamer is mainlydesigned ferrules with big diameters andsmall thickness (wine/food storage tanks)so that the production flow requires theaxis of the ferrule in vertical positionalso for the circular welding (thickness of5 mm maximum with diameter up to3000 mm). Usually this plant isconnected with vertical bending machineand flat table position with column-booms
imp BR 2009 12-06-2009 9:43 Pagina 1

p 01
TRKPosizionatori a tavolarotante serie leggera
Lightweight turntablepositioners
TRPPosizionatori a tavolarotante serie pesante
Heavy duty turntablepositioners
PRPosizionatori a rulli
Roller positioners
MABManipolatori a bandiera
Welding booms
AUTOMAZIONIImpianti speciali
Special systems
ROBOTSIsole robotizzate
Stand-alone robotic plants
Impianti Automatici di saldatura Via Fornace IIa Strada - 35010 ARSEGO (Padova) ItalyTel. +39 049 9330425 - Fax +39 049 9330434www.mecome.it e-mail: [email protected]
Rivenditore - Dealer
Mec
ome
si ri
serv
a di
app
orta
re le
mod
ifich
e ch
e rit
errà
opp
ortu
ne se
nza
alcu
n pr
eavv
iso
- M
ecom
e re
serv
es th
e rig
ht to
mak
e an
y ap
prop
riate
mod
ifica
tions
with
out p
rior n
otic
e. 0
6/09
imp BR 2009 12-06-2009 9:43 Pagina 2