
La Vostra Linea diretta con Innovazione e...
41
MARLOK® C1650 è un acciaio maraging ad elevatissima resistenza, progettato per essere utilizzato in applica- zioni come acciaio da stampi, specialmente per matrici di lunga durata ed alta finitura superficiale in operazio- ni di pressofusione leghe d’alluminio che richiedano un'alta resistenza alla fatica termica. PERCHÈ USARE MARLOK®? MARLOK® C1650 possiede numerosi vantaggi rispetto ai tradizionali acciai per lavorazione a caldo. ✔ MAGGIOR VITA MATRICI –minori cricche da fatica termica ✔ ECCELLENTE QUALITA' SUPERFICIALE - nessun carburo nella struttura martensitica. ✔ FACILE TRATTAMENTO TERMICO - semplice, una sola sosta a bassa temperatura. ✔ FACILE LAVORABILITA' - nessun carburo duro. ✔ FACILE EDM - nessuna "coltre bianca " dura. ✔ ECCELLENTE SALDABILITA’ – materiale a conte- nuto di carbonio bassissimo. QUANDO USARE MARLOK® ? MARLOK® C1650 diventa un'eccellente scelta quando… ✔ VOI AVETE PROBLEMI CON CRICCHE DA FATI- CA TERMICA. ✔ NECESSITIATE DI UNA ECCELLENTE QUALITA' SUPERFICIALE DEL GETTO. ✔ NECESSITIATE DI MINIMO DUE STAMPI PER COMPLETARE LA PRODUZIONE. ✔ NECESSITIATE DI UN ELEVATO NUMERO DI PEZZI IN UN BREVE PERIODO. ✔ NECESSITIATE DI UNA ECCELLENTE STABILI- TA' DIMENSIONALE. ✔ NECESSITIATE DI MODIFICARE TRAMITE SAL- DATURA LE VOSTRE MATRICI. Note. Le proprietà mostrate in quest’opuscolo sono valori tipici. Normali variazioni nelle dimensioni e condizioni di trattamento termico possono causare differenze da questi valori. Per eventua- li informazioni aggiuntive Vi preghiamo di contattare il ns. ser- vizio tecnico. Analisi Chimica Media Carbonio < 0.01% Nickel 14.00% Molibdeno 4.50% Cobalto 10.50% Titanio 0.25% MARLOK C 1650 ® M.Z.F. srl Tel. 02.26263092 Fax 02.26226919 - E-mail: [email protected] - Web: www.mzf.it La Vostra Linea diretta con Innovazione e Qualità La Vostra Linea diretta con Innovazione e Qualità RESISTENZA E TENACITÀ Le proprietà meccaniche del Marlok a temperatura ambiente ed ad alta temperatura sono indicate di segui- to. Il MARLOK® C1650 possiede valori di resistenza meccanica superiori del 20% dei normali acciai per lavo- razione a caldo AISI H 11 , AISI H13 , ecc. Più impressionante è il confronto tra i valori di tenacità del MARLOK® C1650, che supera di ben due volte i valori dei migliori acciai da pressofusione rifusi di ulti- ma generazione. Proprietà Meccaniche a temperatura ambiente. Proprietà Valori Minimi Valori tipici Densità δ 8,09 g/cm 3 Resistenza a trazione Rm 1450 MPa 1500 MPa Limite di snervamento Rp 0,2 1400 MPa 1500 MPa Modulo d’elasticità E 186 GPa Allungamento A5 5% 8 – 12% Strizione Z 20% 35 – 45% Tenacità-Charpy V CVN 20 J 25 – 35 J Frattura Tenace KIC 100 MPa√m Durezza HRC 47 - 51 Dilatazione Termica α 10 x 10e-6 m/m °K Conducibilità Termica K 26 – 34 W/m°K Proprietà Meccaniche ad elevate temperature. Proprietà T° Ambiente + 200° C + 400° C Resistenza a trazione 1600 MPa 1460 MPa 1240 MPa Limite di snervamento 1500 MPa 1300 MPa 1150 MPa Allungamento, A5 10% 11% 14% Strizzone, Z 40% 45% 64% Tenacità-Charpy V 25 Joule 35 Joule 45 Joule Applicazioni Tipiche: Matrici pressofusione Stampi materie plastiche leghe d’alluminio Matrici pressofusione Inserti per pressofusione leghe di Zinco lavorati d’EDM Particolari sottoposti Stampi che necessitano ad elevate sollecitazioni alta indeformabilità
Transcript of La Vostra Linea diretta con Innovazione e...
MARLOK® C1650 è un acciaio maraging ad elevatissimaresistenza, progettato per essere utilizzato in applica-zioni come acciaio da stampi, specialmente per matricidi lunga durata ed alta finitura superficiale in operazio-ni di pressofusione leghe d’alluminio che richiedanoun'alta resistenza alla fatica termica.
PERCHÈ USARE MARLOK®?
MARLOK® C1650 possiede numerosi vantaggi rispettoai tradizionali acciai per lavorazione a caldo.
✔ MAGGIOR VITA MATRICI –minori cricche da faticatermica
✔ ECCELLENTE QUALITA' SUPERFICIALE - nessuncarburo nella struttura martensitica.
✔ FACILE TRATTAMENTO TERMICO - semplice, unasola sosta a bassa temperatura.
✔ FACILE LAVORABILITA' - nessun carburo duro.✔ FACILE EDM - nessuna "coltre bianca " dura.✔ ECCELLENTE SALDABILITA’ – materiale a conte-
nuto di carbonio bassissimo.
QUANDO USARE MARLOK® ?
MARLOK® C1650 diventa un'eccellente scelta quando…
✔ VOI AVETE PROBLEMI CON CRICCHE DA FATI-CA TERMICA.
✔ NECESSITIATE DI UNA ECCELLENTE QUALITA'SUPERFICIALE DEL GETTO.
✔ NECESSITIATE DI MINIMO DUE STAMPI PERCOMPLETARE LA PRODUZIONE.
✔ NECESSITIATE DI UN ELEVATO NUMERO DIPEZZI IN UN BREVE PERIODO.
✔ NECESSITIATE DI UNA ECCELLENTE STABILI-TA' DIMENSIONALE.
✔ NECESSITIATE DI MODIFICARE TRAMITE SAL-DATURA LE VOSTRE MATRICI.
Note. Le proprietà mostrate in quest’opuscolo sono valori tipici.Normali variazioni nelle dimensioni e condizioni di trattamentotermico possono causare differenze da questi valori. Per eventua-li informazioni aggiuntive Vi preghiamo di contattare il ns. ser-vizio tecnico.
Analisi Chimica MediaCarbonio < 0.01%Nickel 14.00%Molibdeno 4.50%Cobalto 10.50%Titanio 0.25%
MARLOK C 1650®
M.Z.F. srl Tel. 02.26263092 Fax 02.26226919 - E-mail: [email protected] - Web: www.mzf.it
La Vostra Linea diretta con Innovazione e QualitàLa Vostra Linea diretta con Innovazione e Qualità
RESISTENZA E TENACITÀ
Le proprietà meccaniche del Marlok a temperaturaambiente ed ad alta temperatura sono indicate di segui-to. Il MARLOK® C1650 possiede valori di resistenzameccanica superiori del 20% dei normali acciai per lavo-razione a caldo AISI H 11 , AISI H13 , ecc.Più impressionante è il confronto tra i valori di tenacitàdel MARLOK® C1650, che supera di ben due volte ivalori dei migliori acciai da pressofusione rifusi di ulti-ma generazione.
Proprietà Meccaniche a temperatura ambiente.
Proprietà Valori Minimi Valori tipiciDensità δ 8,09 g/cm3
Resistenza a trazione Rm 1450 MPa 1500 MPaLimite di snervamento Rp 0,2 1400 MPa 1500 MPaModulo d’elasticità E 186 GPaAllungamento A5 5% 8 – 12%Strizione Z 20% 35 – 45%Tenacità-Charpy V CVN 20 J 25 – 35 JFrattura Tenace KIC 100 MPa√mDurezza HRC 47 - 51Dilatazione Termica α 10 x 10e-6 m/m °KConducibilità Termica K 26 – 34 W/m°K
Proprietà Meccaniche ad elevate temperature.
Proprietà T° Ambiente + 200° C + 400° CResistenza a trazione 1600 MPa 1460 MPa 1240 MPaLimite di snervamento 1500 MPa 1300 MPa 1150 MPaAllungamento, A5 10% 11% 14%Strizzone, Z 40% 45% 64%Tenacità-Charpy V 25 Joule 35 Joule 45 Joule
Applicazioni Tipiche:
Matrici pressofusione Stampi materie plasticheleghe d’alluminioMatrici pressofusione Inserti per pressofusioneleghe di Zinco lavorati d’EDMParticolari sottoposti Stampi che necessitanoad elevate sollecitazioni alta indeformabilità
danilo
Nuovo timbro
danilo
MZF TEL SITO
danilo
Timbro

ELETTROEROSIONE (EDM) DI MARLOK®COMPARAZIONE DELLE PROCEDURE
MARLOK® C1650• La quantità di EDM può essere ridotta, grazie alle
variazioni dimensionali prevedibili durante il tratta-mento di invecchiamento. EDM lascia la superficie incondizioni di solubilizzazione, la quale è molto dutti-le (durezza 28 - 32 HRC) e totalmente esente da cric-che.
• Nessuna lavorazione meccanica è necessaria, il tratta-mento di precipitazione indurisce la superficie per lecondizioni di esercizio.
Acciai per Lavorazioni a Caldo (H11-H13)• Eccessivi sovrametalli devono essere lasciati necessa-
riamente a causa delle variazioni dimensionali edistorsioni non prevedibili durante il trattamento ter-mico.
• EDM forma uno strato "temprato"( coltre bianca) sullasuperficie, il quale è duro e fragile (Durezza 56 - 58HRC) e contiene cricche (2-4 per cm.) La coltre bian-ca è dura e fragile e deve essere rimossa meccanica-mente con spreco di tempo e talvolta è impossibile daeliminare su particolari complessi lasciando microcric-che pericolosissime
Trattamento termico di precipitazione dopoelettroerosione (EDM):
Se MARLOK®è in condizioni di solubilizzazione (= stato di fornitura),
un normale trattamento termico di precipitazionea 525°C per 6 ore è sufficiente.
Se MARLOK®è stato già invecchiato (=Hrc 47-50) e viene eseguita
una lavorazione di elettroerosione (EDM), un corto trattamento di precipitazione
a 500°C per 3 oredeve essere tassativamente eseguito.
Trattamento termico di precipitazione dopo SaldaturaUsare esclusivamente elettrodi TIG Marlok
dia. 1,2-2,4mmSe MARLOK®
è in condizioni di solubilizzazione (= stato di fornitura),un normale trattamento termico di precipitazione
a 525°C per 6 ore è sufficiente.Se MARLOK®
è stato già invecchiato (=Hrc 47-50) e deve essere salda-to, nessun preriscaldo deve essere eseguito, (max 150°C)
un corto trattamento di precipitazionea 500°C per 3 ore
deve essere tassativamente eseguito.Durezza zona saldata HRC 48-50
MARLOK C 1650®
La Vostra Linea diretta con Innovazione e Qualità
TRATTAMENTO TERMICO DEL MARLOK®Trattamento d’Invecchiamento per precipitazione
Il solo trattamento per indurire uno stampo in MARLOK®prima dell’uso consiste in un singolo trattamento termi-co di precipitazione. Il trattamento di invecchiamento per precipitazioneconsiste nel:• Riscaldare fino a 525°C con una salita massima non
superiore a 150°C/ora• Mantenimento per 6 ore per pezzi con spessore fino a
70 mm. Aggiungere 1 minuto per ogni mm di spesso-re in più.
• Raffreddamento in aria o in forno con un raffredda-mento corrispondente a 1 bar.
Nessun forno in atmosfera protettiva o in sottovuotosono necessari per l’indurimento del MARLOK® perchéquesto acciaio non contiene carbonio e quindi la decar-burazione sulla superficie non è un problema. Dopo indurimento la durezza del MARLOK® è di 47 - 51HRC.
Le variazioni dimensionali sono prevedibili durante l’o-perazione d’invecchiamento. Nessuna deformazione.(ritiro massimo. -0.0005 mm/mm, -0.05%)Riducendo la quantità di materiale da lavorare dopo trat-tamento termico. Le operazioni finali di finitura possono essere facilmen-te eseguite nelle condizioni indurite.
M.Z.F. srl Tel. 02.26263092 Fax 02.26226919 - E-mail: [email protected] - Web: www.mzf.it
POLI
GRA
FIC
A S
. FA
UST
INO
TEL
. 030
/704
9300
.M. 9
5601
18 M
.Z.
0
10
20
30
40
50
60
Temperatura °C di Invecchiamento
525° C x 6 ore
Hrc
danilo
Nuovo timbro
danilo
MZF TEL SITO

La Vostra Linea diretta con Innovazione e Qualità 1 (2)
M.Z.F. srl Via Venezia , 3/7 - 20099 Sesto S
SALDATURA MARLOK ®
GENERALE
Poiché l’acciai per lavorazioni a caldo al cromo MARLOK® è essenzialmente senza Carbonio, questo gli conferisce un’eccellente saldabilità. MARLOK® viene saldato con il processo GTAW (gas tungsten. arc welding, TIG). La procedura di saldatura è facile da seguire poichè nessun preriscaldo è necessario, non occorre mantenere temperature elevate durante il processo di saldatura e nessun speciale tipo di raffreddamento dopo saldatura è necessario.
Va notato che la saldatura e la zona termicamente alterata (HAZ) del MARLOK® sono molli dopo saldatura, pertanto deve essere tassativamente eseguito un trattamento termico di precipitazione.
Su materiale già indurito:
Saldatura + invecchiamento in forno salita max: 150°C /ora a 500°C per 3 ore -raffreddamento in aria
PARAMETRI E PRO
Metodo di SaldPosizione di SGas ProtettivoFlusso Gas : Tipo di SaldatuCordoni di SalElettrodo Sing
BacchettØ 1.2 mm 3/64" 2.4 mm 3/32"
☺Nessun pre
☺ Non occodurante la sa
☺Nessuna ricdopo saldatu
☺La saldatura
☺Il detensionatrattamento d
☺Le proprietà
Comparazioni di procedimenti di saldatura tra Marlok e Acciai tipo H11-1.2343 – H13-1.2344 -1.2367
MARLOK® ACCIAIO AL CROMO PER LAVORAZIONI A CALDO
riscaldo ☻ Il preriscaldo è tassativo
rre mantenere la temperatura ldatura
☻La temperatura durante la saldatura deve essere mantenuta
hiesta per il raffreddamento ra
☻Raffreddamento molto lento è richiesto dopo saldatura
è dolce e facile da lavorare ☻La saldatura è dura e difficile da lavorare
mento viene eseguito con il i post saldatura
☻Rinvenimenti di distensione sono richiesti dopo saldatura
del materiale sono simili tra il ☻Le proprietà del materiale sono considerevolmente
Tel:02-26263092 Telefax: 02-26226919 .Giovanni (Mi) e-mail: [email protected]
CEDURE
atura: aldatura: :
ra:
Gas tungsten arc welding (GTAW) (Tig) 1G, 2G Argon SR, 99.99% Ar 8 - 12 litri/min. manuale
datura olo, passate multiple.
a Corrente A
Voltaggio V
DC/AC Polarità
Velocita di passata
120 - 140 15 - 17 DC +
7 - 10 cm/min 2 3/4 - 4 inc/min
190 - 210 17 - 19 DC +
12 - 18 cm/min 4 3/4 - 7 inc/min
web:www.mzf.it

La Vostra Linea diretta con Innovazione e Qualità 2 (2)
M.Z.F. srl Tel:02-26263092 Telefax: 02-26226919 Via Venezia , 3/7 - 20099 Sesto S.Giovanni (Mi) e-mail: [email protected]
Procedura di Saldatura per MARLOK® C1650
Note: No preriscaldo
1. Rimuovere completamente le cricche prima della saldatura. Usuare liquidi penetranti o polveri magnetiche per ispezionare che la cricca sia stata rimossa. Pulire la zona di saldatura da grassi, sporco o ossidazioni.
2. Usare solamente elettrodi in MARLOK® C1650. ricordarsi di rimuovere il rivestimento protettivo dalle bacchette TIG, usando carta vetrata o acetone
3. Rimuovere il film di ossido che si forma dopo saldatura tra una passata e l’altra usando un utensile in carburo o una smeriglio.
4. Non superare i 150°C durante la saldatura
5. Evitare correnti d’aria durante la saldatura e mantenere il flusso di protezione dell’Argon
Dopo Saldatura di stampi gia Invecchiati eseguire trattamento di invecchiamento a:
500° C per 3 ore OTTIMI RISULTATI SI OTTENGONO UTILIZZANDO ELETTRODI DI MARLOK PER
SALDARE STAMPI USURATI IN ACCIAI H11 – 1.2343 H13 - 1.2344- 1.2367
web:www.mzf.it

MARLOK® C1650ACCIAIO PER MATRICI
MARLOK® C1650 è un acciaio maraging ultraresistente progettato esclusivamente per l’utilizzo in applicazioni di pressofusione alluminio, specialmente dove si richiedano alta resistenza alla fatica termica, lunghe produzioni, e una superficie di finitura molto elevata.MARLOK® C1650 è fornito allo stato solubilizzato. L’indurimento avviene tramite un singolo trattamento a bassa temperatura di invecchiamento.L’acciaio dopo invecchiamento mostra una struttura totalmente martensitica attraverso tutto lo spessore dello stampo. Stampi di notevoli dimensioni possono essere uniformemente induriti semplicemente aumentando il tempo di invecchiamento ottenendo caratteristiche di isotropicità elevatissime,eliminando altresì il problema delle distorsioni e deformazioni causate dal trattamento termico quando si utilizzano gli acciai Aisi H11 o H13.
MARLOK® microstruttura è completamente martensitica indipendentemente dallo spessore trattato.Fini componenti intermetallici (precipitati) si formano nella matrice martensitica con un semplice trattamento termico aumentando le caratteristiche di resistenza dell’acciaio.
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

MARLOK C 1650
MARLOK ® C1650acciaio per utensili principalmente utilizzato nell’industria della pressofusione delle leghe di alluminio. per inserti e stampi per materie plastiche
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
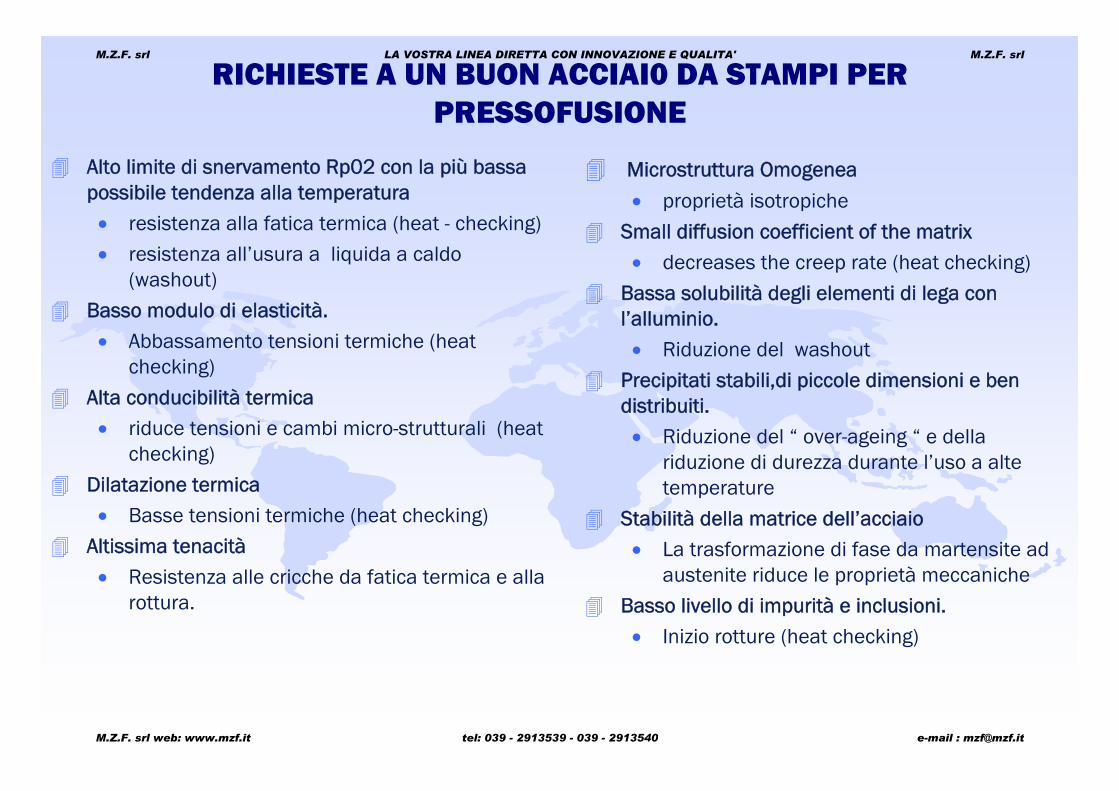
RICHIESTE A UN BUON ACCIAI0 DA STAMPI PER PRESSOFUSIONE
Alto limite di snervamento Rp02 con la più bassa possibile tendenza alla temperatura
• resistenza alla fatica termica (heat - checking)• resistenza all’usura a liquida a caldo
(washout)Basso modulo di elasticità.
• Abbassamento tensioni termiche (heat checking)
Alta conducibilità termica• riduce tensioni e cambi micro-strutturali (heat
checking)Dilatazione termica
• Basse tensioni termiche (heat checking)Altissima tenacità
• Resistenza alle cricche da fatica termica e alla rottura.
Microstruttura Omogenea
• proprietà isotropicheSmall diffusion coefficient of the matrix
• decreases the creep rate (heat checking)Bassa solubilità degli elementi di lega con l’alluminio.
• Riduzione del washoutPrecipitati stabili,di piccole dimensioni e ben distribuiti.
• Riduzione del “ over-ageing “ e della riduzione di durezza durante l’uso a alte temperature
Stabilità della matrice dell’acciaio• La trasformazione di fase da martensite ad
austenite riduce le proprietà meccanicheBasso livello di impurità e inclusioni.
• Inizio rotture (heat checking)
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

HISTORY OF MARLOK®
MARLOK® fù usato come primo impiego nella costruzione dei sommergibili per alta profondità MIR-1 and MIR-2
I dati tecnici di questi batiscafi sono sottoindicati:Operatività a profondità di 6000 metri
Diametro sfera principale di 2.1 metriLunghezza 7.8 m, larghezza 3.6 m, altezza 3.0 mCrew 3Peso a secco 18.6 tPartenza costruzione Maggio 1985Accettazione Dicembre 1987Builder Rauma-Repola (Finland)Prove Oceanografiche (Profondità)
MIR-1 6170 mMIR-2 6120 m
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
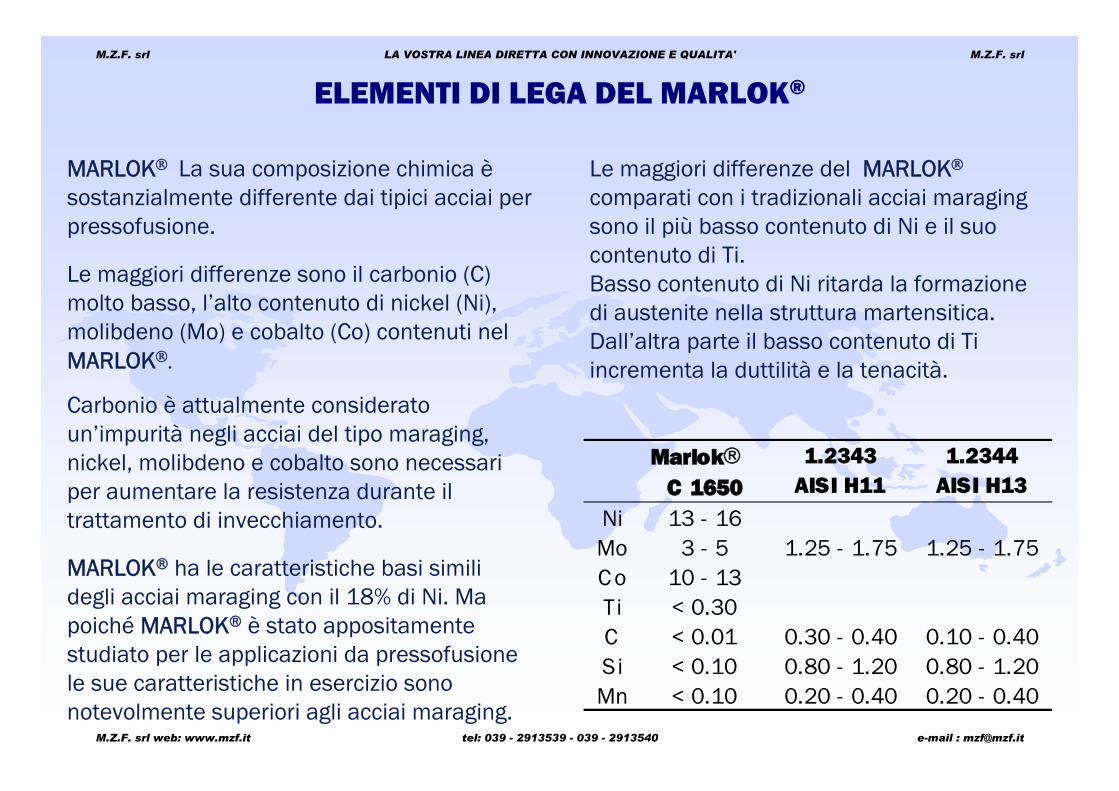
ELEMENTI DI LEGA DEL MARLOK®
MARLOK® La sua composizione chimica è sostanzialmente differente dai tipici acciai per pressofusione.
Le maggiori differenze sono il carbonio (C) molto basso, l’alto contenuto di nickel (Ni), molibdeno (Mo) e cobalto (Co) contenuti nel MARLOK®.
Carbonio è attualmente considerato un’impurità negli acciai del tipo maraging, nickel, molibdeno e cobalto sono necessari per aumentare la resistenza durante il trattamento di invecchiamento.
MARLOK® ha le caratteristiche basi simili degli acciai maraging con il 18% di Ni. Ma poiché MARLOK® è stato appositamente studiato per le applicazioni da pressofusione le sue caratteristiche in esercizio sono notevolmente superiori agli acciai maraging.
Marlok® C 1650
1.2343 AISI H11
1.2344 AISI H13
Ni 13 - 16Mo 3 - 5 1.25 - 1.75 1.25 - 1.75C o 10 - 13Ti < 0.30C < 0.01 0.30 - 0.40 0.10 - 0.40Si < 0.10 0.80 - 1.20 0.80 - 1.20Mn < 0.10 0.20 - 0.40 0.20 - 0.40
Le maggiori differenze del MARLOK®
comparati con i tradizionali acciai maraging sono il più basso contenuto di Ni e il suo contenuto di Ti.Basso contenuto di Ni ritarda la formazione di austenite nella struttura martensitica. Dall’altra parte il basso contenuto di Ti incrementa la duttilità e la tenacità.
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
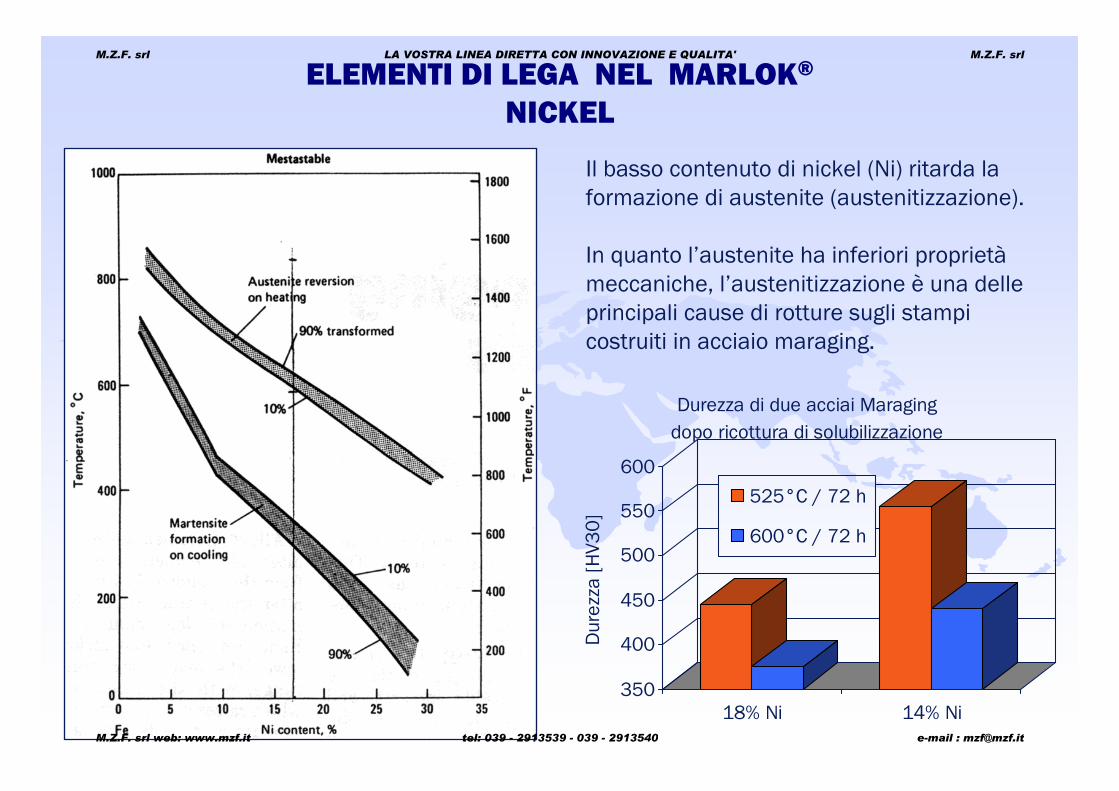
ELEMENTI DI LEGA NEL MARLOK®
NICKEL
Il basso contenuto di nickel (Ni) ritarda la formazione di austenite (austenitizzazione).
In quanto l’austenite ha inferiori proprietà meccaniche, l’austenitizzazione è una delle principali cause di rotture sugli stampi costruiti in acciaio maraging.
350
400
450
500
550
600
Dur
ezza
[HV3
0]
18% Ni 14% Ni
525°C / 72 h
600°C / 72 h
Durezza di due acciai Maragingdopo ricottura di solubilizzazione
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

PROPRIETA’ MECCANICHE DI MARLOK®
Modulo di Elasticità E 186 GPa
Allungamento A5 8 - 12 %
Strizione Z 35 - 45 %
Impact Energy min. CVN 20 J
Fracture Toughness min. KIC 100 MPa√m
Durezza HRC 47 - 51
Dilatazione termica α 10 x 10-6
35-400°C, 95-750°F m/m °K
Conducibilità Termica K 26 - 34200-600°C, 400-1100°F W/m °K
VALORI TIPICI A TEMPERATURE ELEVATERoom +200°C +400°C
temperature (390°F) (750°F)Limite di Rottura 1600 MPa 1460 MPa 1240 MPaRm (232 ksi) (212 ksi) (180 ksi)
Limite di snervamento 1500 MPa 1300 MPa 1150 MPa
Re (218 ksi) (189 ksi) (166 ksi)
Allungamento 10% 11% 14%A5
Reduction of Area 40% 45% 64%Z
Impact Energy 25 J 35 J 45 JCVN (19 ft lb) (26 ft lb) (33 ft lb)
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

TENSIONI TERMICHE DEL MARLOK®
( )
( )2
6
2
6
0
0
0
55.2103.12,207
13
86.1100.10,186
,,
mmNTKmmmmGPaE
HAISI
mmNTKmmmmGPaE
MARLOK
LLEE
TLLTTT
eTermicaDilatazionitàodielasticModulETensioni
toAllungamenLdifferenzaaTemperaturT
rmicheTensioniTe
rmicheTensioniTe
Δ×=⎯⎯⎯⎯⎯ →⎯
⋅==
Δ×=⎯⎯⎯⎯⎯ →⎯
⋅==
Δ==
Δ=Δ−=Δ
===
=Δ=Δ
−
−
σ
α
σ
α
εσ
α
ασ
o
o
Questo calcolo schematico basato sui valori del modulo di elasticità e di dilatazione termica illustra l’influenza delle tensioni termiche causate dall’alluminio fuso sul MARLOK® e AISI H13.
200 700
MARLOK
AISI H13
0
250
500
750
1000
1250
Tens
ioni
term
iche
sul
laSu
perf
icie
del
lo s
tam
po [M
Pa]
TEMPERATURA SULLA SUPERFICIE DELLO STAMPO(°C)Cuore temperatura stampo 200 °C
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

CONDUCIBILITA’ TERMICA DEL MARLOK®
600
Cond
ucib
ilità
Ter
mic
a (W
/mK
)
20 22 24 26 28 30 32 34
0 100 200 300 400 500 Temperatura (°C)
MARLOK® C 1650
AISI H 13
La conducibilità termica del MARLOK® è generalmente migliore comparata ai tradizionali acciai per lavorazione a caldo usati in pressofusione come AISI H13 e H11.
Ciclo di Pressofusione
Tempo
Temperatura Superficiale dello
Stampo
Bassa conducibilità
Alta conducibilità
ΔT
ΔT
Miglior conducibilità termica significa ridurre la temperatura di lavoro specialmente sulla superficie dello stampo. Questo è molto importante per la durata delle matrici da pressofusione.
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
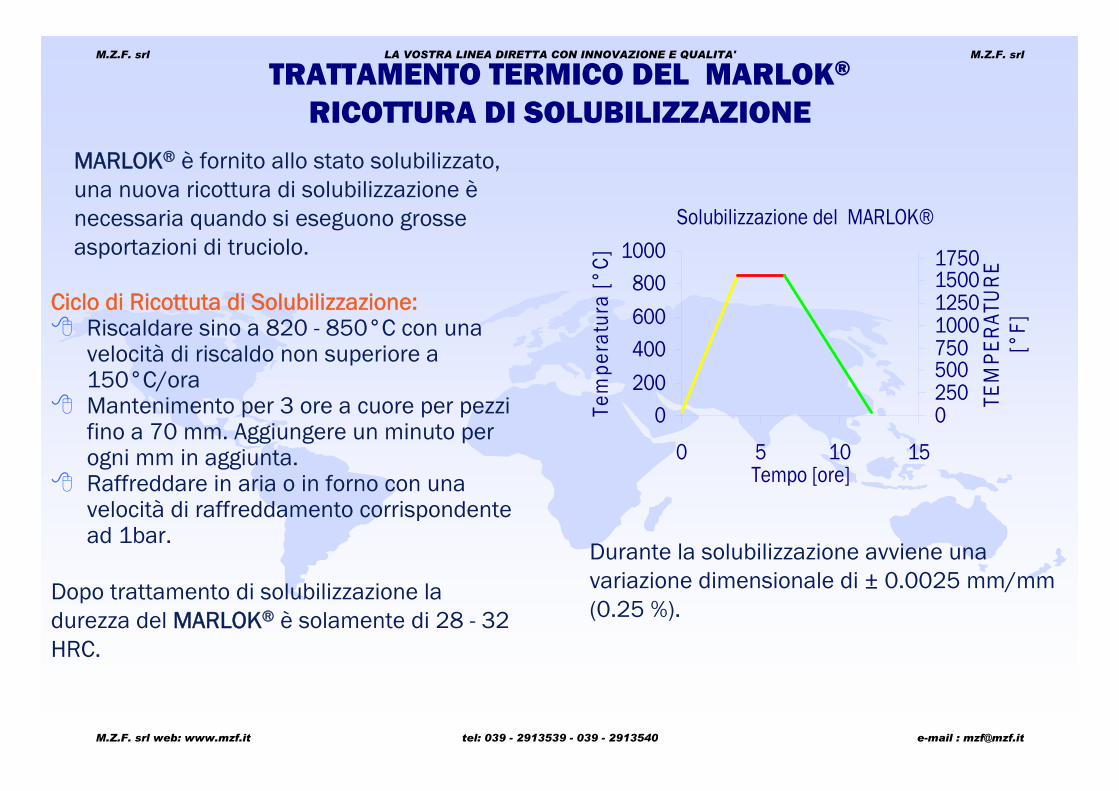
TRATTAMENTO TERMICO DEL MARLOK®
RICOTTURA DI SOLUBILIZZAZIONE
Ciclo di Ricottuta di Solubilizzazione:Riscaldare sino a 820 - 850°C con una velocità di riscaldo non superiore a 150°C/ora Mantenimento per 3 ore a cuore per pezzi fino a 70 mm. Aggiungere un minuto per ogni mm in aggiunta.Raffreddare in aria o in forno con una velocità di raffreddamento corrispondente ad 1bar.
0200
400600
8001000
0 5 10 15Tempo [ore]
Tem
pera
tura
[°C]
02505007501000125015001750
TEM
PER
ATU
RE
[°F]
Solubilizzazione del MARLOK®
MARLOK® è fornito allo stato solubilizzato, una nuova ricottura di solubilizzazione è necessaria quando si eseguono grosse asportazioni di truciolo.
Dopo trattamento di solubilizzazione la durezza del MARLOK® è solamente di 28 - 32 HRC.
Durante la solubilizzazione avviene una variazione dimensionale di ± 0.0025 mm/mm (0.25 %).
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

TRATTAMENTO TERMICO DEL MARLOK®
Trattamento di Invecchiamento per precipitazione
Il solo trattamento per indurire le matrici in MARLOK®
prima dell’uso, prevede una singola stasi come trattamento termico di invecchiamento.
Trattamento termico di invecchiamento:Riscaldo fino a 525°C ,non superando il
gradiente di 150°C/h Mantenere per 6 ore per un blocco sino a 70 mm. Aggiungere 1 minuto per ogni millimetro oltre i 70 mm.Raffreddare in aria o in forno con un raffreddamento pari all’aria.
Le variazioni dimensionali sono prevedibili durante il trattamento di invecchiamento. (restringimento max.-0.0005 mm/mm, -0.05%) potendo così ridurre al minimo il sovrametallo.Il Marlok dopo trattamento di invecchiamento con una durezza di HRC 47-51 è facilmente lavorabile.
20
25
30
35
40
45
50
55
Dur
ezza
[HR
C]
1 m
in
4 m
in
10 m
in
30 m
in 1 h
2 h
6 h
18 h
72 h
Durezza del MARLOK® dopo INVECCHIAMENTO a 525°C
Nessun trattamento sottovuoto o con speciali atmosfere è necessario durante il trattamento di invecchiamento. Siccome il MARLOK® non contiene carbonio, la decarburazione della superficie non è un problema.Dopo trattamento di invecchiamento la Durezza del MARLOK® è di 47 - 51 HRC.
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

TRATTAMENTO TERMICO DEL MARLOK®
Trattamento di Invecchiamento per precipitazione
Il solo trattamento per indurire le matrici in MARLOK®
prima dell’uso, prevede una singola stasi come trattamento termico di invecchiamento.
Trattamento termico di invecchiamento:Riscaldo fino a 525°C ,non superando il
gradiente di 150°C/h Mantenere per 6 ore per un blocco sino a 70 mm. Aggiungere 1 minuto per ogni millimetro oltre i 70 mm.Raffreddare in aria o in forno con un raffreddamento pari all’aria.
Le variazioni dimensionali sono prevedibili durante il trattamento di invecchiamento. (restringimento max.-0.0005 mm/mm, -0.05%) potendo così ridurre al minimo il sovrametallo.Il Marlok dopo trattamento di invecchiamento con una durezza di HRC 47-51 è facilmente lavorabile.
20253035404550
Dur
ezza
[HR
C]
6 h
Durezza del MARLOK® dopo INVECCHIAMENTO a 525°C
Nessun trattamento sottovuoto o con speciali atmosfere è necessario durante il trattamento di invecchiamento. Siccome il MARLOK® non contiene carbonio, la decarburazione della superficie non è un problema.Dopo trattamento di invecchiamento la Durezza del MARLOK® è di 47 - 51 HRC.
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

Trattamento termico del MARLOK®
TRATTAMENTO DI INVECCHIAMENTOIndurimento per precipitazione
-0.08 -0.07 -0.06 -0.05 -0.04 -0.03 -0.02
Res
trin
gim
ento
%
500 513 525 538 550
Temperatura di Precipitazione°C
Trasversale LongitudinaleTrasversale Corto
MARLOK® C1650,Tempo di Invecchiamento 6 ore
Durante il trattamento di precipitazione, un piccolo e uniforme restringimento su tutte le dimensioni avviene nel MARLOK®.
La variazione di restringimento dopo invecchiamento è -0.0003 mm/mm (-0.03 %). La massima è -0.0005 mm/mm, (-0.05 %).
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
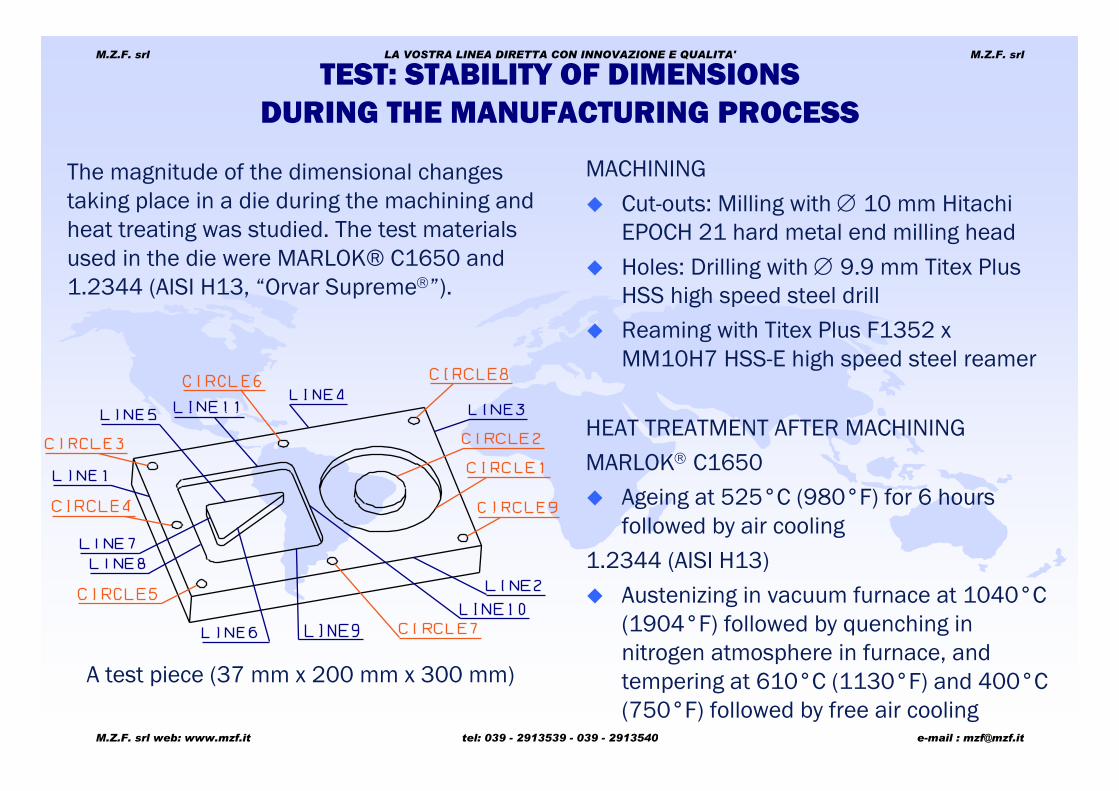
TEST: STABILITY OF DIMENSIONSDURING THE MANUFACTURING PROCESS
MACHINING
Cut-outs: Milling with ∅ 10 mm HitachiEPOCH 21 hard metal end milling head
Holes: Drilling with ∅ 9.9 mm Titex Plus HSS high speed steel drillReaming with Titex Plus F1352 x MM10H7 HSS-E high speed steel reamer
HEAT TREATMENT AFTER MACHININGMARLOK® C1650
Ageing at 525°C (980°F) for 6 hoursfollowed by air cooling
1.2344 (AISI H13)Austenizing in vacuum furnace at 1040°C (1904°F) followed by quenching in nitrogen atmosphere in furnace, and tempering at 610°C (1130°F) and 400°C (750°F) followed by free air cooling
The magnitude of the dimensional changestaking place in a die during the machining and heat treating was studied. The test materialsused in the die were MARLOK® C1650 and 1.2344 (AISI H13, “Orvar Supreme®”).
A test piece (37 mm x 200 mm x 300 mm)
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

TEST: STABILITY OF DIMENSIONSDURING THE MANUFACTURING PROCESS
Circle 1
Circle 2
Circles 3 - 9 min
Circles 3 - 9 max 0,11 %0,24 %
-0,06 %0,00 %
-0,02 %-0,02 %
-0,03 %-0,06 %
-0,15 % -0,05 % 0,05 % 0,15 % 0,25 %
Circle 1
Circle 2
Circles 3 - 9 min
Circles 3 - 9 max
DIAMETERS
Marlok1.2344 (H13)
Line 1 and 3
Line 2 and 4
Line 8 and 10
Line 9 and 11 -0,02 %0,05 %
-0,03 %-0,02 %
0,00 %0,07 %
-0,02 %-0,01 %
-0,10 % -0,05 % 0,00 % 0,05 % 0,10 %
Line 1 and 3
Line 2 and 4
Line 8 and 10
Line 9 and 11
DISTANCE BETWEEN LINES
Marlok1.2344 (H13)
Circle 3 and 9
Circle 8 and 9
All others min
-0,03 %0,09 %
-0,02 %-0,02 %-0,02 % 0,09 %-0,02 % 0,04 %-0,02 %
0,01 %-0,02 % 0,02 %
-0,10 % -0,05 % 0,00 % 0,05 % 0,10 % 0,15 %
Circle 3 and 9
Circle 8 and 9
All others min
DISTANCE BETWEEN CIRCLES
Marlok1.2344 (H13)
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

TEST: STABILITY OF DIMENSIONSDURING THE MANUFACTURING PROCESS
0,005
0,1577
0,002
0,2167
0 0,1 0,2 0,3mm
Upper surface
Bottom surface
VARIAZIONE DELLA PLANARITA'
Marlok1.2344 (H13)
-0,02%
0,10%
-0,02%
0,02%
-0,10% -0,05% 0,00% 0,05% 0,10% 0,15%
Line 1 and Circle2
Line 4 and Circle2
DISTANZA TRA LINEE E CERCHI
Marlok1.2344 (H13)
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
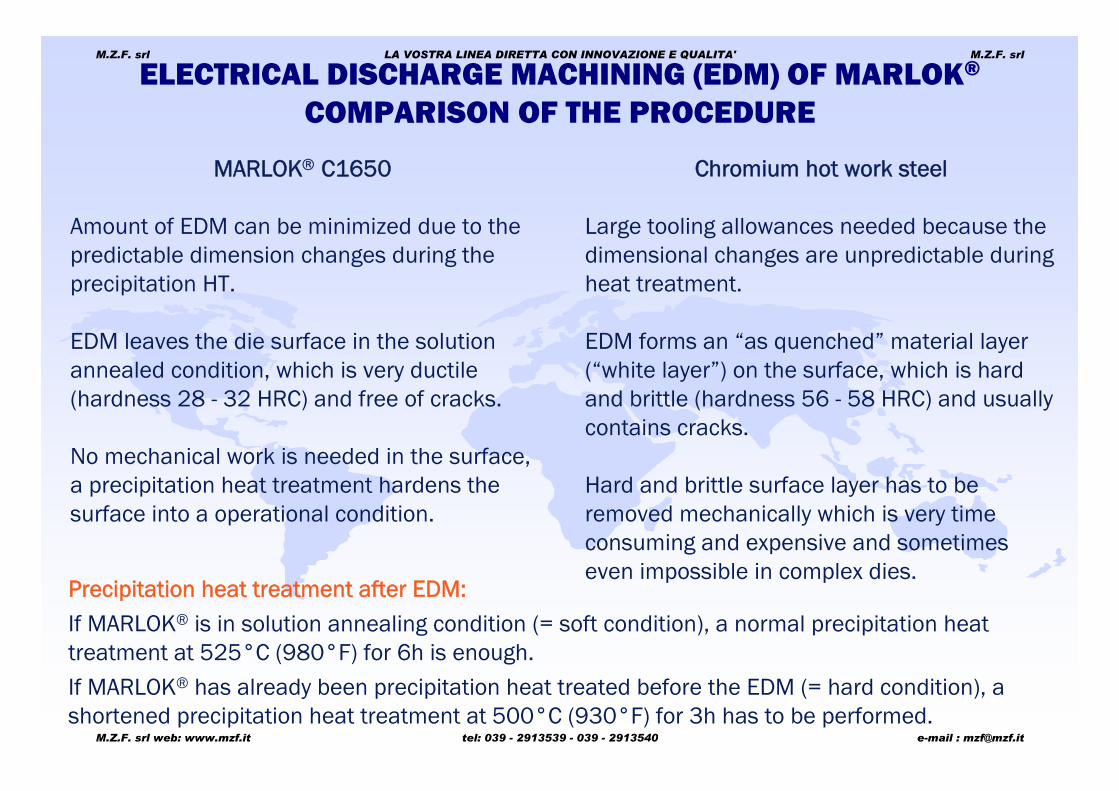
ELECTRICAL DISCHARGE MACHINING (EDM) OF MARLOK®
COMPARISON OF THE PROCEDURE
MARLOK® C1650
Amount of EDM can be minimized due to the predictable dimension changes during the precipitation HT.
EDM leaves the die surface in the solutionannealed condition, which is very ductile(hardness 28 - 32 HRC) and free of cracks.
No mechanical work is needed in the surface, a precipitation heat treatment hardens the surface into a operational condition.
Chromium hot work steel
Large tooling allowances needed because the dimensional changes are unpredictable duringheat treatment.
EDM forms an “as quenched” material layer(“white layer”) on the surface, which is hard and brittle (hardness 56 - 58 HRC) and usuallycontains cracks.
Hard and brittle surface layer has to beremoved mechanically which is very time consuming and expensive and sometimeseven impossible in complex dies.
Precipitation heat treatment after EDM:If MARLOK® is in solution annealing condition (= soft condition), a normal precipitation heattreatment at 525°C (980°F) for 6h is enough.If MARLOK® has already been precipitation heat treated before the EDM (= hard condition), a shortened precipitation heat treatment at 500°C (930°F) for 3h has to be performed.
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

ELETTROEROSIONE (EDM) DEL MARLOK®
DUREZZA SUPERFICIALE DOPO DIFFERENTI TRATTAMENTI
MARLOK® : Solution annealing + EDM
MARLOK® : Solution annealing + EDM + 525°C/6 ore
Superficie Risolidificata Strato Ri-solubilizzato
MaterialeBase
HRC 20
HRC 60
Profilo di Durezza
Superficie Risolidificata Strato Ri-solubilizzato
HRC 20
HRC 60
Profilo di Durezza
MARLOK® : 525°C/6ore + EDM
Superficie Risolidificata Strato Ri-solubilizzato
MaterialeBase
HRC 20
HRC 60
Profilo di Durezza
MARLOK® : 525°C/6ore + EDM + 500°C/3ore
Superficie Risolidificata Strato Ri-solubilizzato
MaterialeBase
HRC 20
HRC 60
Profilo di Durezza
MaterialeBase
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
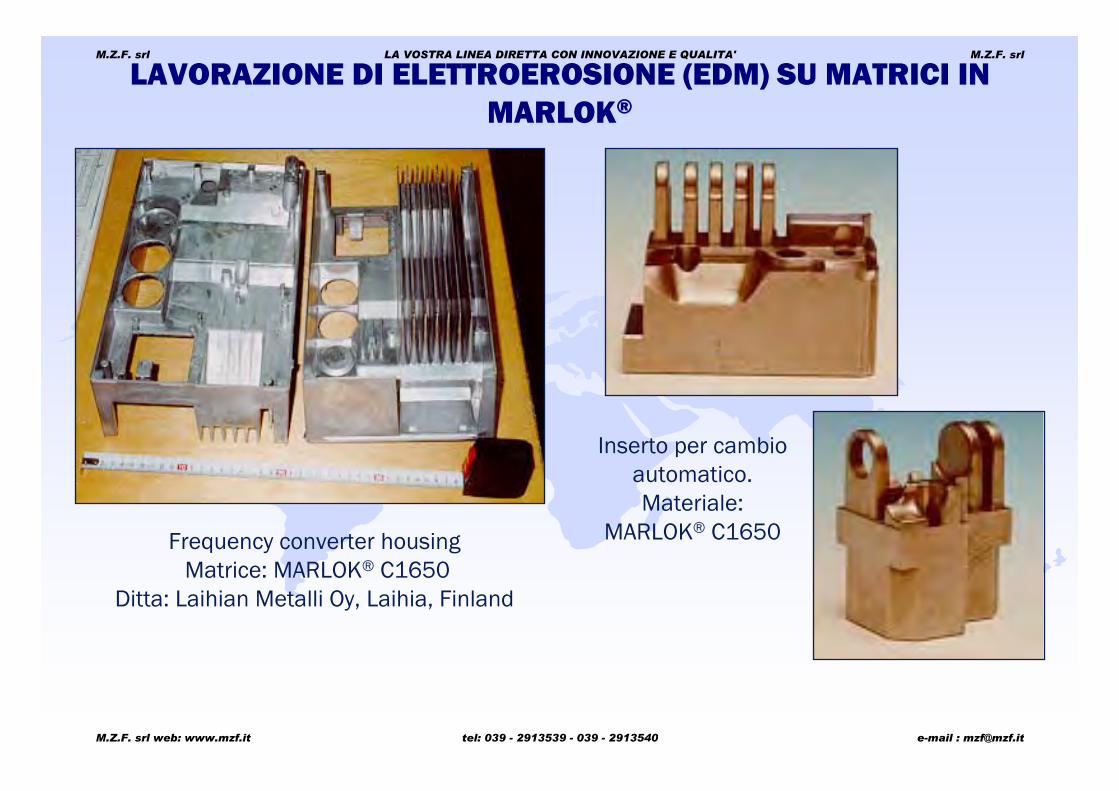
LAVORAZIONE DI ELETTROEROSIONE (EDM) SU MATRICI IN MARLOK®
Frequency converter housingMatrice: MARLOK® C1650
Ditta: Laihian Metalli Oy, Laihia, Finland
Inserto per cambio automatico.Materiale:
MARLOK® C1650
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
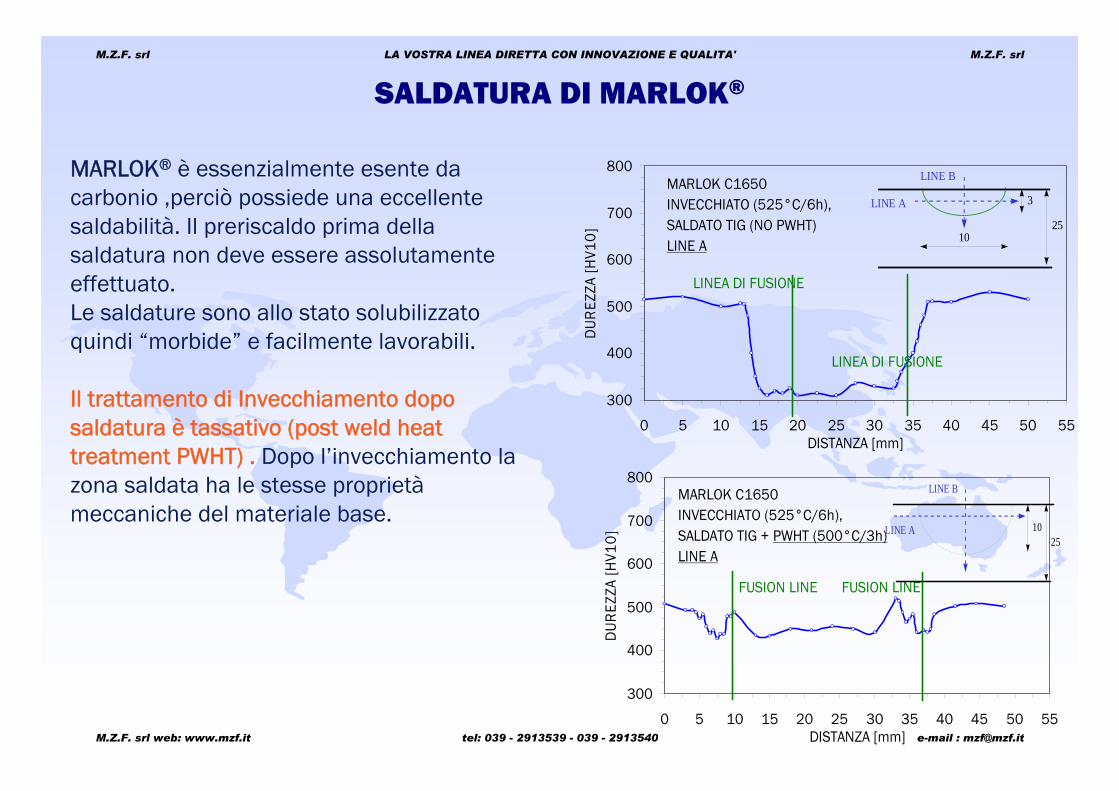
SALDATURA DI MARLOK®
MARLOK® è essenzialmente esente da carbonio ,perciò possiede una eccellente saldabilità. Il preriscaldo prima della saldatura non deve essere assolutamente effettuato.Le saldature sono allo stato solubilizzato quindi “morbide” e facilmente lavorabili.
Il trattamento di Invecchiamento dopo saldatura è tassativo (post weld heattreatment PWHT) . Dopo l’invecchiamento la zona saldata ha le stesse proprietà meccaniche del materiale base.
MARLOK C1650INVECCHIATO (525°C/6h),SALDATO TIG (NO PWHT)LINE A
300
400
500
600
700
800
0 5 10 15 20 25 30 35 40 45 50 55DISTANZA [mm]
DU
REZ
ZA [H
V10
]
LINEA DI FUSIONE
LINEA DI FUSIONE
LINE A
LINE B
1025
3
MARLOK C1650INVECCHIATO (525°C/6h),SALDATO TIG + PWHT (500°C/3h)LINE A
300
400
500
600
700
800
0 5 10 15 20 25 30 35 40 45 50 55DISTANZA [mm]
DU
REZ
ZA [H
V10
]
FUSION LINE FUSION LINE
LINE A
LINE B
1025
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

Saldatura del MARLOK®
PROCEDURA
Le cricche devono essere interamente rimosse prima della saldatura. Usare solamente elettrodi in MARLOK® C1650 ricordandosi di rimuovere il film di ossidazione dagli elettrodi con tela o acido.Il processo di saldatura da usare è il GTAW (TIG)
• Posizione di Saldatura: 1G, 2G• String Bead• Gas protettivo: Argon SR, 99.99% Ar• Quantità di Gas: 8 - 12 litri/minuto• Tipo saldatura: Manuale• Singolo elettrodo,Passate multiple
Nessun Preriscaldo. Evitare correnti d’aria che possono interrompere il flusso protettivo del gas Argon. Rimuovere l’ossido formatosi prima di procedere al successivo riporto.La temperatura per ogni passata non deve superare i 150°C.
Un trattamento termico di Invecchiamento dopo saldatura è tassativo.
Precipitation heat treatment after welding(PWHT):
Se MARLOK® è in condizioni di solubilizzazione (stato di fornitura), è sufficiente eseguire un trattamento di precipitazione a 525°C per 6 ore.
Se MARLOK® è in condizioni indurite 48-50 HRC dopo saldatura è tassativo eseguire un breve trattamento a 500°C per 3 ore.
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
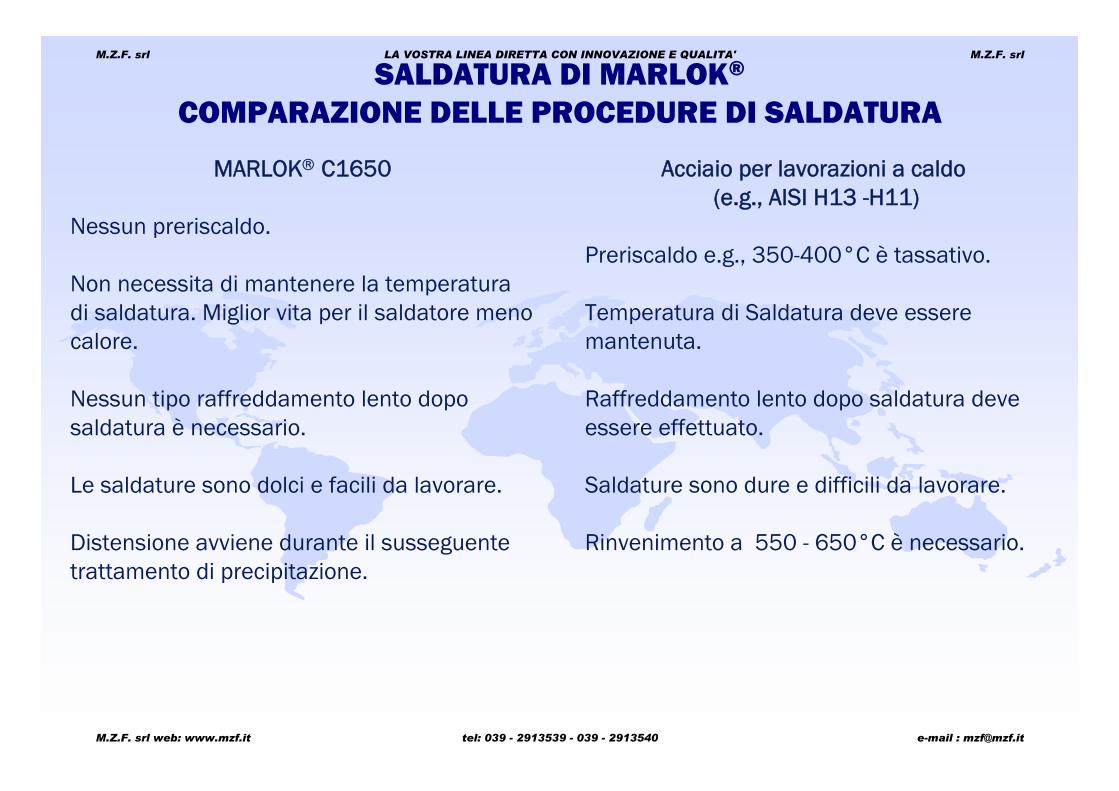
SALDATURA DI MARLOK®
COMPARAZIONE DELLE PROCEDURE DI SALDATURA
MARLOK® C1650
Nessun preriscaldo.
Non necessita di mantenere la temperatura di saldatura. Miglior vita per il saldatore meno calore.
Nessun tipo raffreddamento lento dopo saldatura è necessario.
Le saldature sono dolci e facili da lavorare.
Distensione avviene durante il susseguente trattamento di precipitazione.
Acciaio per lavorazioni a caldo(e.g., AISI H13 -H11)
Preriscaldo e.g., 350-400°C è tassativo.
Temperatura di Saldatura deve essere mantenuta.
Raffreddamento lento dopo saldatura deve essere effettuato.
Saldature sono dure e difficili da lavorare.
Rinvenimento a 550 - 650°C è necessario.
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

RISULTATI REALI DI MARLOK®
NORTH AMERICA
Vacuum cleaner part
Outboard motorpropeller
Outdoor light fixture
Video guncomponent
100000350000
8000
60000
0 100000 200000 300000 400000
Pezzi
Vacuum cleaner part
Outboard motorpropeller
Outdoor light fixture
Video guncomponent
ALTRI
Marlok
AISI H13
50000, no repairs
40000, several repairs
80000
5000
Throttle body core
Valve cover
Transmission ring
Transmission part
Water pump
40000180000
50000100000
80000200000
200000290000
55000160000
0 50000 100000 150000 200000 250000 300000
Pezzi
Throttle body core
Valve cover
Transmission ring
Transmission part
Water pump
AUTOMOBILISTICO
Marlok
AISI H13
Risultati ottimi sono stati ottenuti con MARLOK® in varie applicazioni su stampi da pressofusione di alluminio.L’aumento della vita dello stampo è stata dall’1.5 a 3 volte. La riduzione di costi del rifacimento stampi del 50% è stata raggiunta.
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
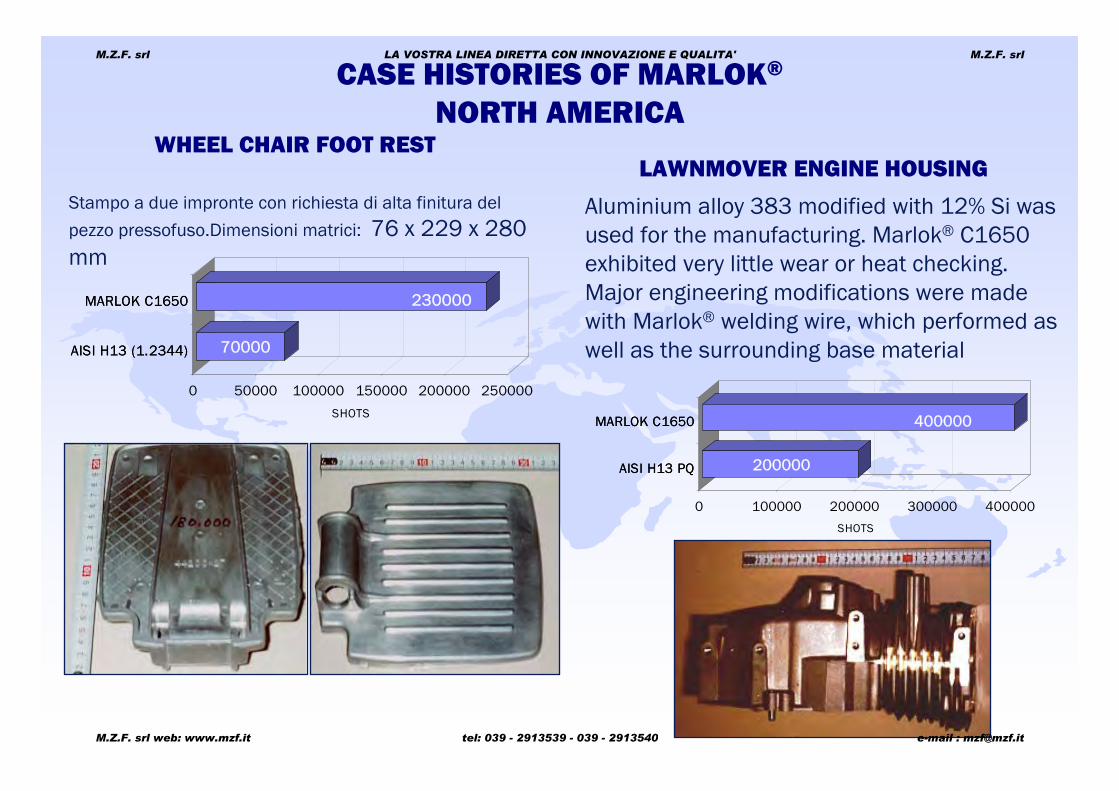
CASE HISTORIES OF MARLOK®
NORTH AMERICA
AISI H13 (1.2344)
MARLOK C1650
70000
230000
0 50000 100000 150000 200000 250000
SHOTS
AISI H13 (1.2344)
MARLOK C1650
WHEEL CHAIR FOOT RESTLAWNMOVER ENGINE HOUSING
AISI H13 PQ
MARLOK C1650
200000
400000
0 100000 200000 300000 400000
SHOTS
AISI H13 PQ
MARLOK C1650
Stampo a due impronte con richiesta di alta finitura del
pezzo pressofuso.Dimensioni matrici: 76 x 229 x 280 mm
Aluminium alloy 383 modified with 12% Si wasused for the manufacturing. Marlok® C1650 exhibited very little wear or heat checking. Major engineering modifications were made with Marlok® welding wire, which performed aswell as the surrounding base material
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

CASE HISTORIES OF MARLOK®
EUROPE
30000
50000
78500
0 25000 50000 75000 100000Pezzi
1.2344 (H13)
1.2367
MARLOK C1650
Matrici per componenti di un labirinto per cambio automatico prodotto in pressofusione alluminio
Ditta: Julius Schüle, Schwäbisch Gmünd, Germany
1.2344 (H13)
1.2799 (maraging)
MARLOK C1650
40000
35000
100000
0 25000 50000 75000 100000SHOTS
1.2344 (H13)
1.2799 (maraging)
MARLOK C1650
Upper and lower die inserts of a four-cavity aluminium pressure casting die for steam cushioning cover component of a Daimler-Benz car engine
Firm: Ritter-Alu, Wendlingen, Germany
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

CASE HISTORIES OF MARLOK®
JAPAN
SKD61 #1
SHO
TS TOTAL AMOUNTOF SHOTS
SHOTS BEFOREFIRST REPAIR
20852
1896
16494 16566
23239 22817
2367 2749 3873 3803
SKD61 #2 SKD61 #3MARLOK #1 MARLOK #2
Aumento dei pezzi prima della prima saldatura ∼ 164 %Totale aumento di pezzi ∼ 128 %
Risparmio su pezzo pressofusousandor MARLOK®
~ JPY 90 / pezzo
V6-CYL ENGINE BLOCK DIE (ISUZU)
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
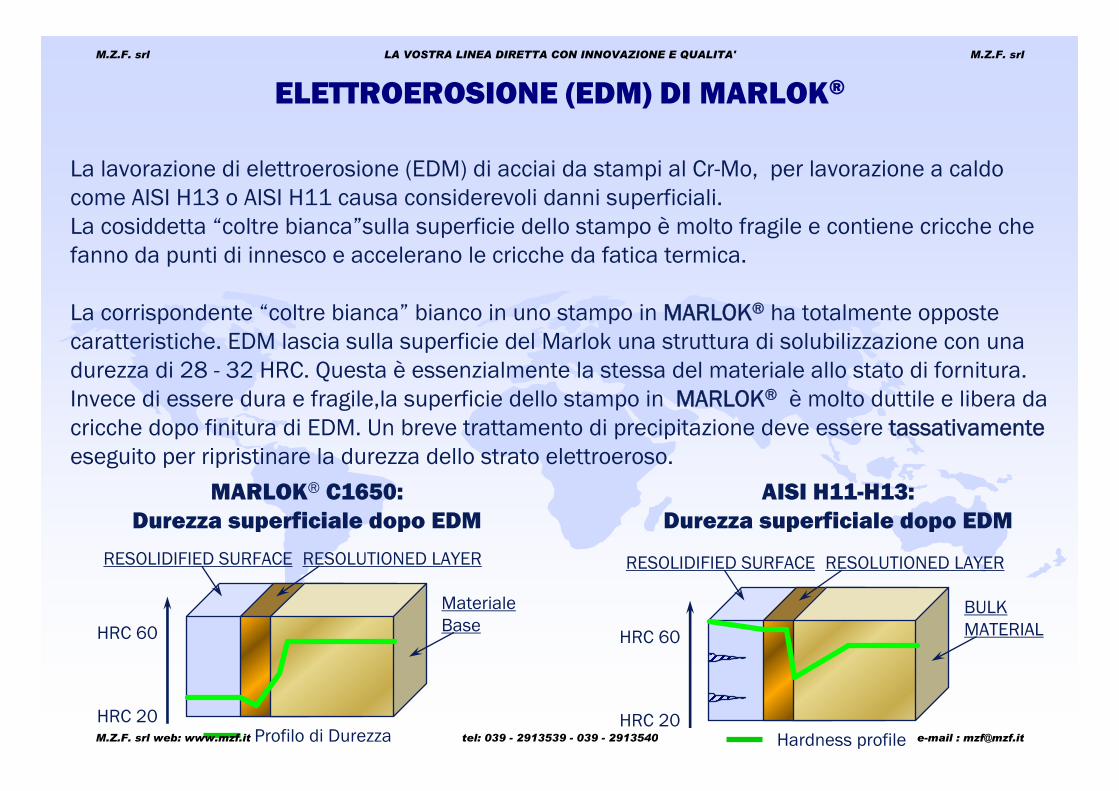
ELETTROEROSIONE (EDM) DI MARLOK®
La lavorazione di elettroerosione (EDM) di acciai da stampi al Cr-Mo, per lavorazione a caldo come AISI H13 o AISI H11 causa considerevoli danni superficiali.La cosiddetta “coltre bianca”sulla superficie dello stampo è molto fragile e contiene cricche che fanno da punti di innesco e accelerano le cricche da fatica termica.
La corrispondente “coltre bianca” bianco in uno stampo in MARLOK® ha totalmente opposte caratteristiche. EDM lascia sulla superficie del Marlok una struttura di solubilizzazione con una durezza di 28 - 32 HRC. Questa è essenzialmente la stessa del materiale allo stato di fornitura. Invece di essere dura e fragile,la superficie dello stampo in MARLOK® è molto duttile e libera da cricche dopo finitura di EDM. Un breve trattamento di precipitazione deve essere tassativamenteeseguito per ripristinare la durezza dello strato elettroeroso.
RESOLIDIFIED SURFACE RESOLUTIONED LAYER
BULKMATERIAL
HRC 20
HRC 60
Hardness profile
RESOLIDIFIED SURFACE RESOLUTIONED LAYER
MaterialeBase
HRC 20
HRC 60
Profilo di Durezza
AISI H11-H13:Durezza superficiale dopo EDM
MARLOK® C1650:Durezza superficiale dopo EDM
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
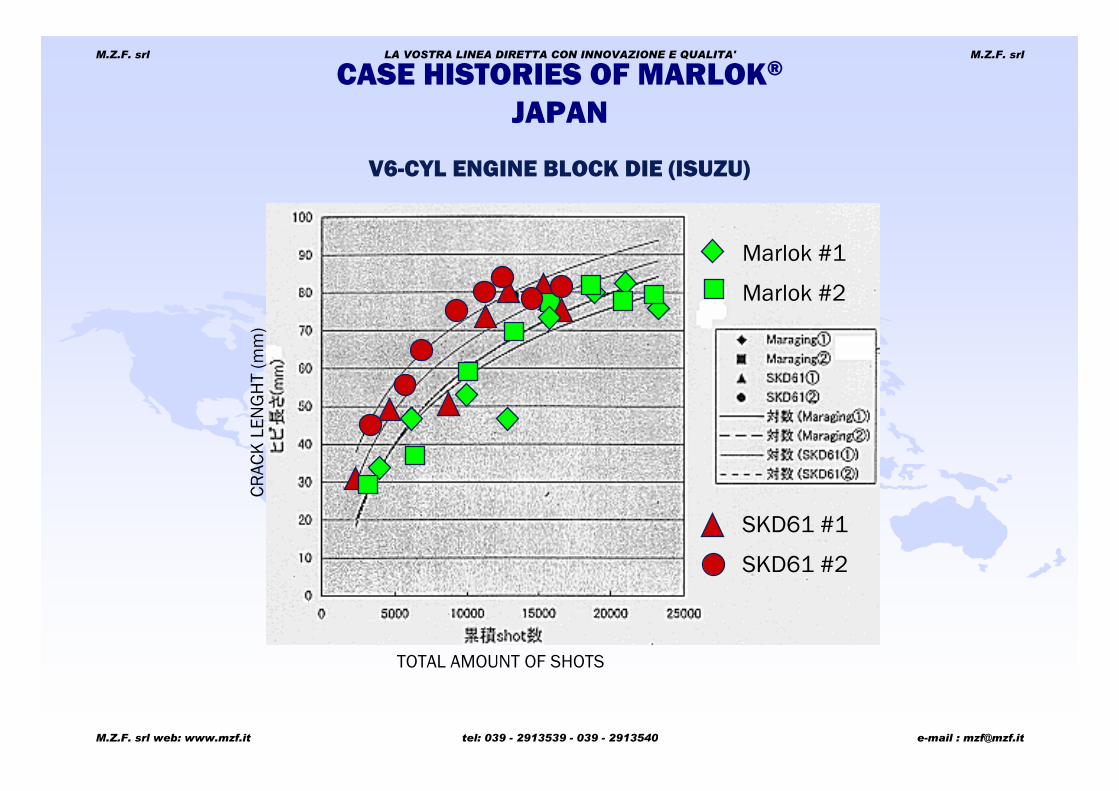
CASE HISTORIES OF MARLOK®
JAPAN
Marlok #1
Marlok #2
SKD61 #1
SKD61 #2
TOTAL AMOUNT OF SHOTS
CRAC
K L
ENG
HT
(mm
)
V6-CYL ENGINE BLOCK DIE (ISUZU)
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

COST STRUCTURE
600 kg 1320 lbs
2600 kg5730 lbs
6000 kg13230 lbs
3
97
5
95
7
93
0
25
50
75
100
%
600 kg 1320 lbs
2600 kg5730 lbs
6000 kg13230 lbs
Insert steel Other costs
SOURCE: BCG INTERVIEWS
H13 Marlok* Marlok**
1010
8080
280
80
256
0255075
100125150175
H13 Marlok* Marlok**
Material Heat treatment Machining
*savings in machining not included**savings in machining included
Par t produced byT win C ity Die C asting C o., U SA
MARLO K PQ H13Acciaio stampo $ 920 $ 210lavorazione e tratt.termico $ 2.500 $ 2.500Layout $ 180 $ 180campionatura $ 600 $ 600TO TALE $ 4.200 $ 3.490
Die life, shots 230000 70000C osts at 210000 parts $ 4.200 $ 10.470C osts per part $ 0,02 $ 0,05
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
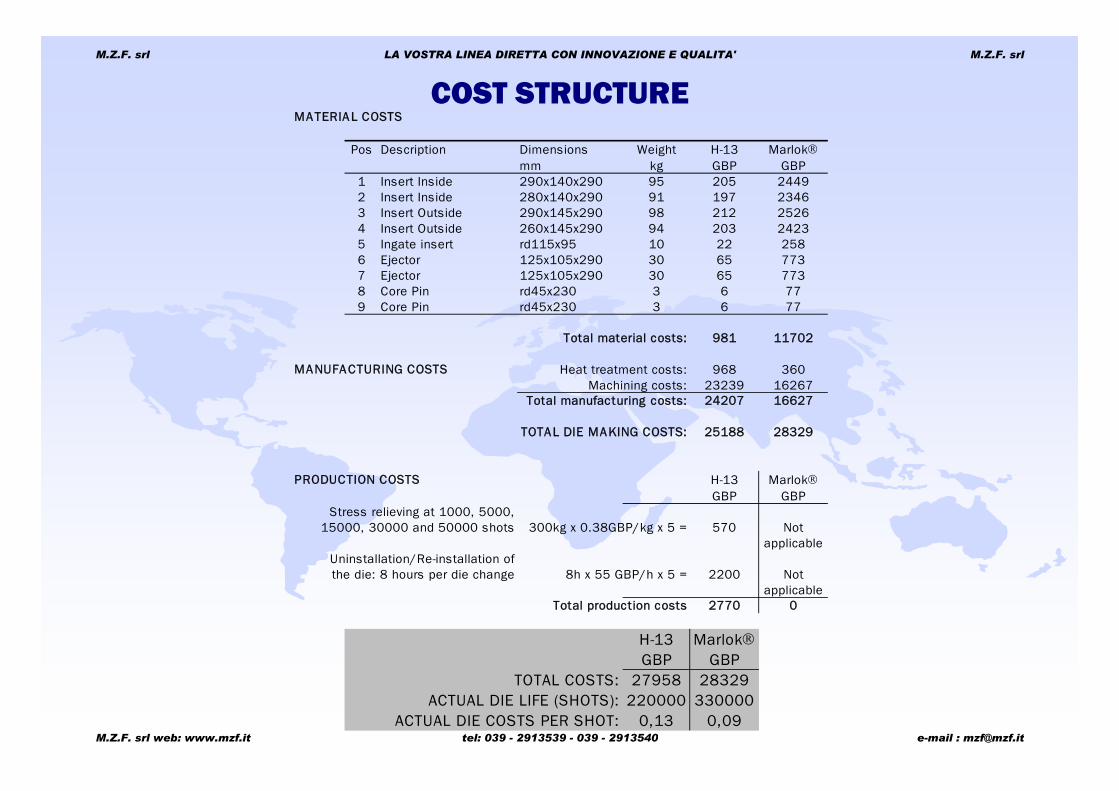
COST STRUCTUREMATERIA L COSTS
Pos Description Dimensions Weight H-13 Marlok®mm kg GBP GBP
1 Insert Inside 290x140x290 95 205 24492 Insert Inside 280x140x290 91 197 23463 Insert Outside 290x145x290 98 212 25264 Insert Outside 260x145x290 94 203 24235 Ingate insert rd115x95 10 22 2586 Ejector 125x105x290 30 65 7737 Ejector 125x105x290 30 65 7738 Core Pin rd45x230 3 6 779 Core Pin rd45x230 3 6 77
Total material costs: 981 11702
MANUFA CTURING COSTS Heat treatment costs: 968 360Machining costs: 23239 16267
Total manufacturing costs: 24207 16627
TOTA L DIE MAKING COSTS: 25188 28329
PRODUCTION COSTS H-13 Marlok®GBP GBP
Stress relieving at 1000, 5000,15000, 30000 and 50000 shots 300kg x 0.38GBP/kg x 5 = 570 Not
applicableUninstallation/Re-installation ofthe die: 8 hours per die change 8h x 55 GBP/h x 5 = 2200 Not
applicableTotal production costs 2770 0
H-13 Marlok®GBP GBP
TOTAL COSTS: 27958 28329ACTUAL DIE LIFE (SHOTS): 220000 330000
ACTUAL DIE COSTS PER SHOT: 0,13 0,09
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

PRODUZIONE DEL MARLOK®
BARRE FUCINATE E FRESATE
SCELTA ACCURATA DEL ROTTAME DI PARTENZA
VIM (VACUUM INDUCTION MELTING)
VAR (VACUUM ARGON REMELTING)
FORGIATURA E TRATTAMENTO TERMICO
LAVORAZIONI, CONTROLLI E PROVE
ALTERNATIVE
Near Net Shape (NNS) fusioni
Near Net Shape (NNS) matrici costruite con il metodo della metallurgia delle polveri (P/M)
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
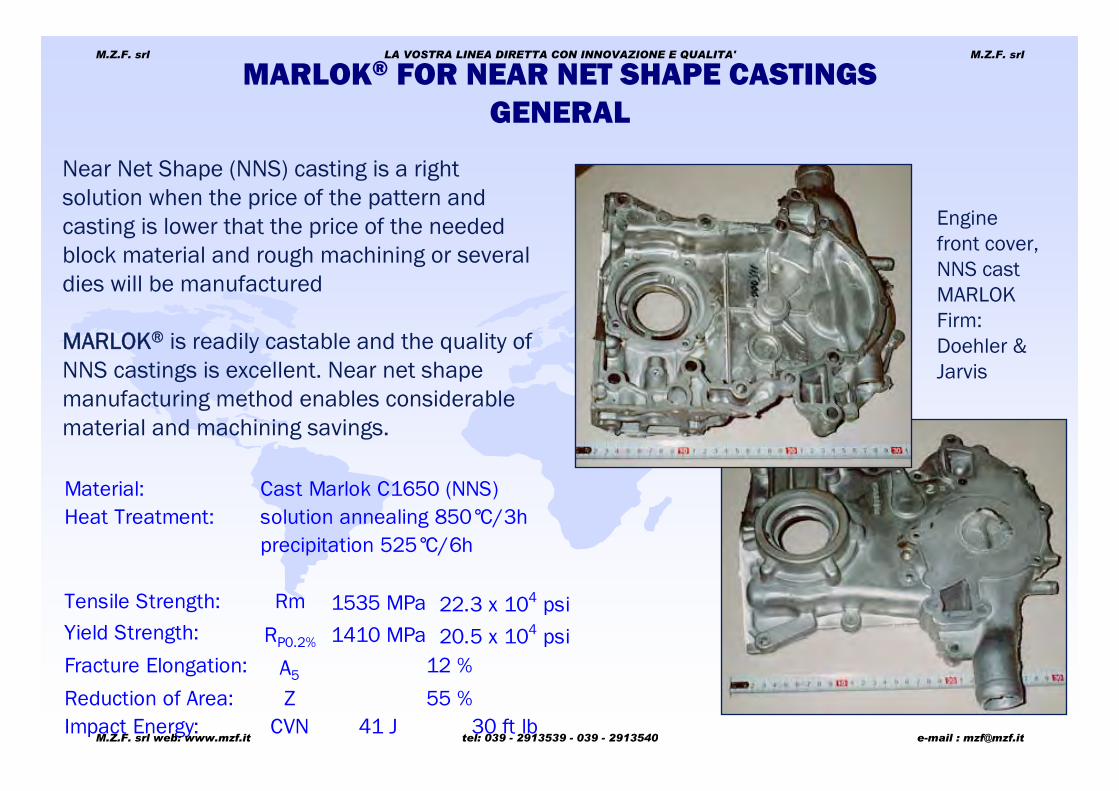
MARLOK® FOR NEAR NET SHAPE CASTINGSGENERAL
Near Net Shape (NNS) casting is a right solution when the price of the pattern and casting is lower that the price of the neededblock material and rough machining or severaldies will be manufactured
MARLOK® is readily castable and the quality of NNS castings is excellent. Near net shapemanufacturing method enables considerablematerial and machining savings.
Material: Cast Marlok C1650 (NNS)Heat Treatment: solution annealing 850°C/3h
precipitation 525°C/6h
Tensile Strength: Rm 1535 MPa 22.3 x 104 psiYield Strength: RP0.2% 1410 MPa 20.5 x 104 psiFracture Elongation: A5 12 %
Reduction of Area: Z 55 %Impact Energy: CVN 41 J 30 ft lb
Enginefront cover, NNS castMARLOKFirm: Doehler & Jarvis
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
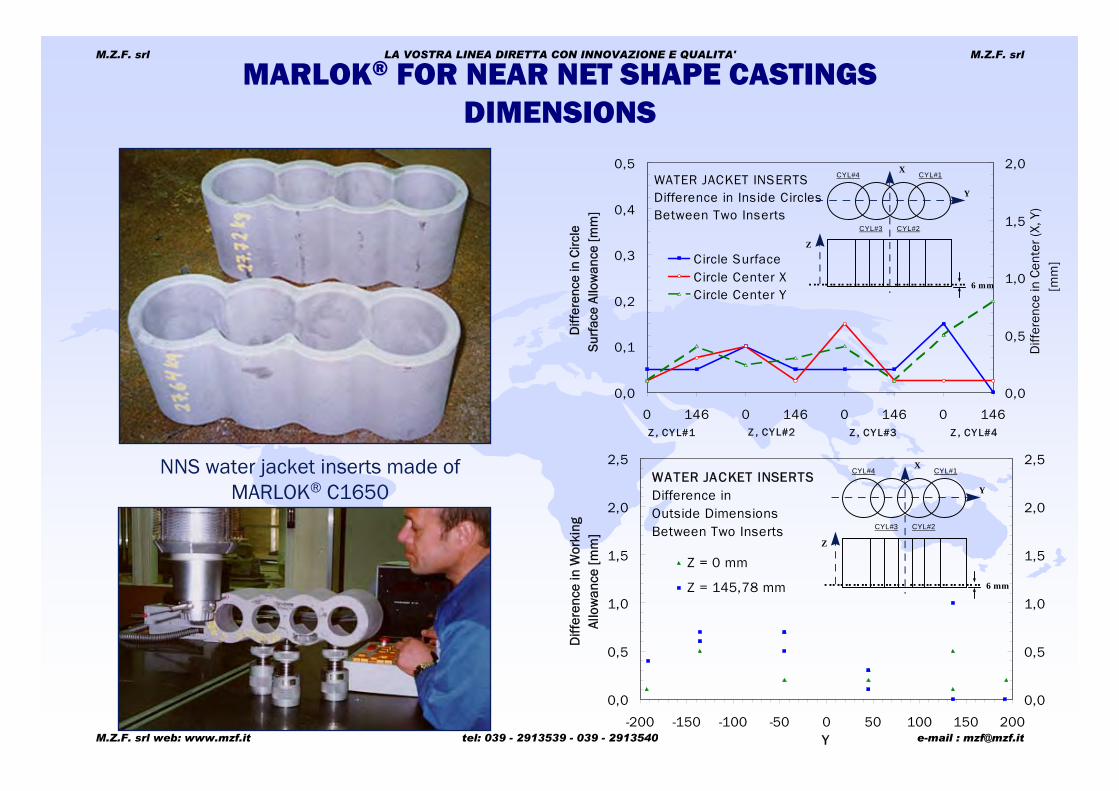
MARLOK® FOR NEAR NET SHAPE CASTINGSDIMENSIONS
WATER JACKET INSERTSDifference in Inside CirclesBetween Two Inserts
0,0
0,1
0,2
0,3
0,4
0,5
0 146 0 146 0 146 0 146
Diff
eren
ce in
Circ
le
Surf
ace
Allo
wan
ce [m
m]
0,0
0,5
1,0
1,5
2,0
Diff
eren
ce in
Cen
ter (
X, Y
) [m
m]C ircle Surface
Circle Center XCircle Center Y
Z , C Y L#1 Z , CY L#2 Z , C Y L#3 Z , CY L#4
CYL#1
CYL#2CYL#3
Y
X
6 mm
Z
CYL#4
WATER JACKET INSERTSDifference inOutside DimensionsBetween Two Inserts
0,0
0,5
1,0
1,5
2,0
2,5
-200 -150 -100 -50 0 50 100 150 200Y
Diff
eren
ce in
Wor
king
Al
low
ance
[mm
]
0,0
0,5
1,0
1,5
2,0
2,5
Z = 0 mm
Z = 145,78 mm
CYL#1
CYL#2CYL#3
Y
X
6 mm
Z
CYL#4NNS water jacket inserts made ofMARLOK® C1650
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]

P/M MARLOK® FOR NEAR NET SHAPE DIES
Powder metallurgically (P/M) producedMARLOK® is an ideal solution for the die where the internal cooling lines are difficult or even impossible to situate to the optimum places.
Near Net Shape (NNS) manufacturing methodenables also considerable material and machining savings.
Ruota per un veicolo militareMateriale stampo: MARLOK® C1650 P/M
Ditta: Laihian metalli, Laihia, Finland
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
VANTAGGI DEL MARLOK®
SULLE PROPRIETA’ RICHIESTE AD UN ACCIAIO PER MATRICI
CRICCHE DA FATICA TERMICA (HEAT CHECKING)Altissima resilienzaCVN > 20 J (15 ft lb)
Altissima frattura tenaceKIC > 100 MPa√m (90 ksi√in)
Basso coefficiente di dilatazione termicaα = 10 x 10-6 m/m °K (5.6 x 10-6 in/in°F)
Ottima conducibilità termicaK = 26 - 34 W/m °K (180 - 235 BTUin/ft2
h°F)
ROTTURE (GROSS CRACKING)Altissima resilienza
CVN > 20 J (15 ft lb)Altissima frattura tenaceKIC > 100 MPa√m (90 ksi√in)
Bassissimo modulo di elasticitàE = 186 GPa (27.0 x 106 psi)
Eccezionale risposta in trattamento termico a 525°C, nessun raffreddamento rapido richiesto.
EROSIONE E CORROSIONE (WASHOUT)Ottima conducibilità termicaLa resistenza all’ossidazione e alla corrosione del MARLOK® è migliore a causa del suo alto contenuto degli elementi di lega.
ADESIONE (SOLDERING)Ottima conducibilità termicaK = 26 - 34 W/m °K
MARLOK® possiede una bassa tendenza all’adesione con l’alluminio.MARLOK® non contiene carburi e la superficie dello stampo è esente da particelle dure.
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
VANTAGGGI USANDO MARLOK®
LONGER DIE LIFE50 % to double, even triple, die life comparedto that of the traditional hot working tool steels
⇒ longer series with a single component⇒ series can be completed with a smaller
number of diesGood surface quality can be maintained longer during production (no carbides !)
⇒ better polishability⇒ better aesthetic parts over the die life
EASY MACHININGMARLOK® is delivered in soft annealed condition (hardness HRC 28 - 32)MARLOK® contains no hard carbides
⇒ Machining costs of MARLOK® can be up to 30 % lower than that of 1.2344 (AISI H-13)
Spark erosion (EDM) is easy both in soft and hard conditions
FACILE TRATTAMENTO TERMICOIndurimento con una singola sosta di trattamento
termico (525°C per 6 ore)• piccoli, uniformi e prevedibili variazioni
dimensionali (ritiro max. 0.05 %)• nessuna decarburazione (nessuna necessità
di usare sottovuoto o atmosfere protettive)• nessuna distorsione• Eccessivi sovrametalli di lavorazione dopo
trattamento termico possono essere ridotti o addirittura eliminati
FACILE MANUTENZIONENessuna periodica distensione dopo produzioneFacile saldabilità.(dovuto al basso contenuto di C )Miglior resistenza alla corrosione
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]
QUANDO MARLOK® E’ SPECIALMENTE INDICATOCOME MATERIALE PER MATRICI DA PRESSOFUSIONE?
Quando il Vostro problema sono le cricche da fatica termica.
Quando necessitiate di più di uno stampo nuovo per completare la produzione !
Quando un elevato numero di pezzi deve essere prodotto in un periodo di tempo ridotto !
Quando eccezionali doti di stabilità dimensionale durante il trattamento termico sono richieste.
Quando necessitiate di modificare lo stampo esistente tramite saldatura, usando elettrodi Marlok.!
Quando la qualità del pezzo prodotto richieda elevate caratteristiche di finitura superficiale !
M.Z.F. srl LA VOSTRA LINEA DIRETTA CON INNOVAZIONE E QUALITA' M.Z.F. srl
M.Z.F. srl web: www.mzf.it tel: 039 - 2913539 - 039 - 2913540 e-mail : [email protected]











![Inserti fresa ad HFC - FRAISA · Inserti fresa ad HFC NUOVO [ 2 ] L‘applicazione principale del sistema di fresatura HFC è la sgrossatura ad alto rendimento. La gamma di materiali](https://static.fdocumenti.com/doc/165x107/5f0de2ca7e708231d43c911b/inserti-fresa-ad-hfc-fraisa-inserti-fresa-ad-hfc-nuovo-2-laapplicazione.jpg)





