
La tecnologia RFId nella produzione di suole per calzature ... · Uso della tecnologia RFId in...
16
La tecnologia RFId nella produzione di suole per calzature Ing Marco Cognigni
Transcript of La tecnologia RFId nella produzione di suole per calzature ... · Uso della tecnologia RFId in...

La tecnologia RFId nella produzione di suole per
calzature
Ing Marco Cognigni
Eurosuole Spa
La Eurosuole è leader mondiale nella produzione di suole destinate alla calzatura.
Capacità produttiva:
Linea gomma: 30.000 paia/g
Linea poliuretano: 60.000 paia/g
Linea go-pu: 3.000 paia/g
Circa 210 dipendentiFatturato nel 2008 di circa 36.000.000 euro
Certificazione ISO 14001 ottenuta nel 2004


Uso della tecnologia RFId in Eurosuole
1. Identificazione degli stampi e programmazione automatica delle macchine di stampaggio e dei robots antropomorfi (1995-1999)
2. Selezione, Stoccaggio, Ricomposizione delle suole stampate e Avanzamento della produzione (2002-2004)
3. Attività di testing sui tags in UHF per applicazioni che richiedono maggiori distanza sulle letture ( in corso )

Identificazione degli stampi e programmazione automatica delle macchine di stampaggio e dei robots antropomorfi
Responsabile del progetto: Eurosuole (1995-1999)
Realizzazione: Ced Eurosuole, Autec, Itaca, Pantanetti, Hi Pro
TAGS: tipo passivi forniti dalla Hi Pro, 125 KHz, Only Read. Il chip è immerso in un guscio per resistere alla T° di circa 80°
Nell’applicazione vi sono in uso circa 20.000 tags

Breve descrizione dell’applicazione- Officina stampi: ad ogni nuovo stampo realizzato, viene associato un tag.
Al codice univoco del tag, vengono associate delle informazioni caratteristiche dello
stampo
codice tag: 763537 stampo: 3452 calzata: 38 verso: dx

- Il responsabile della divisione pu compila una scheda tecnica in cui sono definiti tutti i parametri importanti per il processo di stampaggio, come ad esempio il peso per calzata, i pesi differenti al variare del compound utilizzato ...
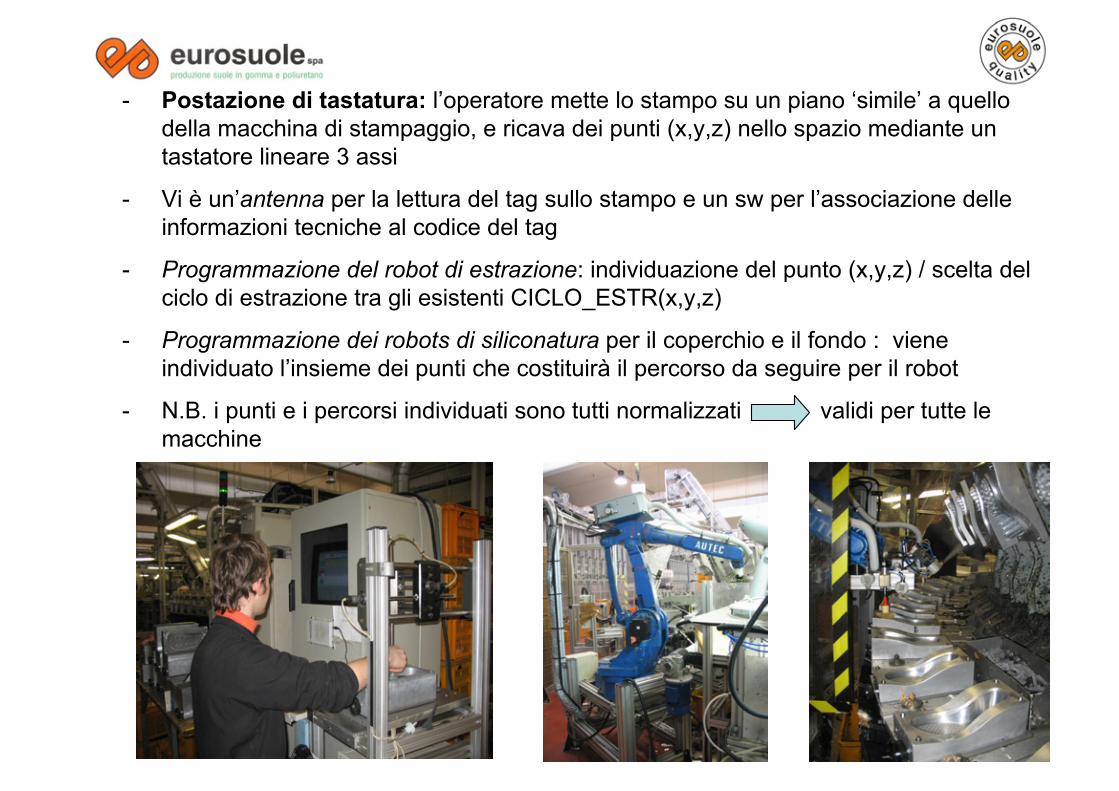
- Postazione di tastatura: l’operatore mette lo stampo su un piano ‘simile’ a quello della macchina di stampaggio, e ricava dei punti (x,y,z) nello spazio mediante un tastatore lineare 3 assi
- Vi è un’antenna per la lettura del tag sullo stampo e un sw per l’associazione delle informazioni tecniche al codice del tag
- Programmazione del robot di estrazione: individuazione del punto (x,y,z) / scelta del ciclo di estrazione tra gli esistenti CICLO_ESTR(x,y,z)
- Programmazione dei robots di siliconatura per il coperchio e il fondo : viene individuato l’insieme dei punti che costituirà il percorso da seguire per il robot
- N.B. i punti e i percorsi individuati sono tutti normalizzati validi per tutte le macchine

Lo stampaggio è il processo più critico della produzione di una suola
- Esso avviene su una giostra di 60 stazioni
- Un colatore che riempie lo stampo di 2 materiali miscelati che, reagendo tra loro, permettono di ottenere il prodotto dopo circa 240’’
- Parametri critici: Temperatura, inclinazioni dello stampo motorizzate, peso da colare, portata delle pompe e velocità del miscelatore, tipologia di siliconatura,
- Due robots antropomorfi distribuiscono il silicone sia sul fondo che sul coperchio, assicurando che il materiale non si appiccichi sugli stampi
- Un robots antropomorfo esegue l’estrazione automatica della suola colata
- Lettore di tag sincronizzato con la macchina di stampaggio
-Quando lo stampo viene montato sulla giostra del pu, un’antenna provvede a leggere l’identificativo del tag che viene trasmesso al pc supervisore
-Il pc effettua una query al DB centrale richiedendo le info tecniche associate al tag progr colatore (peso suola, portata pompe, mixer)
progr robot di estrazione (ciclo di estraz, coordinate)
progr robots siliconatori ( percorso e q.tà di silicone )
- Le info recuperate, vengono poi trasmesse da un sw dedicato ai vari PLC dei robots, in modo che vengano eseguiti i ‘JOBS’ caratteristici per quel TAG (stampo)
-Il Sw è progettato su 3 livelli:
-Livello macchina: PC supervisore che colloquia con i vari PLC
-Livello dipartimentale: schede tecniche della divisione pu
-Livello Centrale: informazioni del gestionale e DB prodotto finito
Obiettivi raggiunti con l’applicazione Identificazione Stampi con RFID
- Tag che programma automaticamente le macchine minor errori da parte dell’operatore nell’ interfacciarsi a sistemi complessi quali robots antropomorfi
- Riqualificazione dell’operatore che passa a ruolo di supervisore del processo
- Possibilità di personalizzare i cicli di lavorazione in base ai tags che transitano davanti all’antenna
- Migliore qualità del prodotto in quanto i parametri critici vengono settati in automatico e vengono riproposte le ‘ultime migliori condizioni di stampaggio’
- Aumento dell’efficienza delle macchine
- Le INFO associate al tag dello stampo sono il punto di partenza per tutte le successive applicazioni di avanzamento

Selezione, Stoccaggio, Ricomposizione delle suole stampate e Avanzamento della produzione
Responsabile del progetto : Eurosuole (2002-2004)
Realizzazione: Ced Eurosuole, Autec, Itaca, Hi Pro,Passeri,Pantanetti
TAGS: tipo passivi forniti dalla Hi Pro, 125 KHz, Only Read. Il tag è in formato CARD
Nell’applicazione vi sono in uso circa 4.000 tags
Breve descrizione dell’applicazione
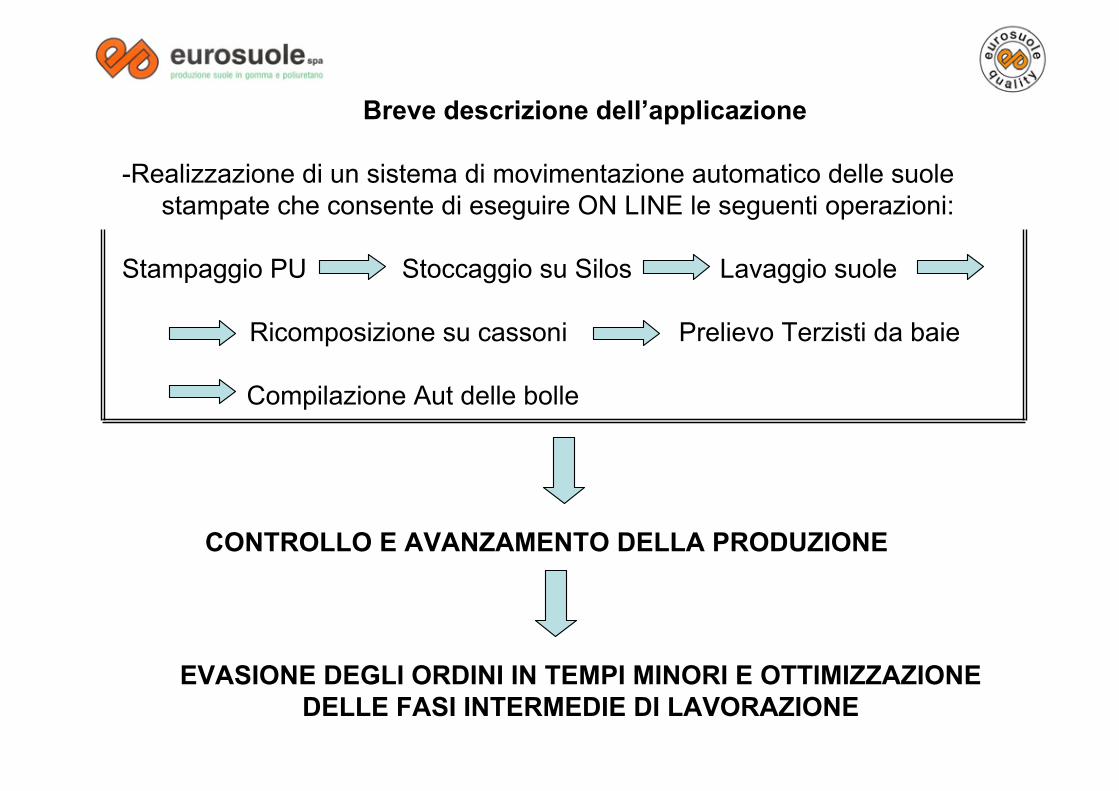
-Realizzazione di un sistema di movimentazione automatico delle suole stampate che consente di eseguire ON LINE le seguenti operazioni:
Stampaggio PU Stoccaggio su Silos Lavaggio suole
Ricomposizione su cassoni Prelievo Terzisti da baie
Compilazione Aut delle bolle
CONTROLLO E AVANZAMENTO DELLA PRODUZIONE
EVASIONE DEGLI ORDINI IN TEMPI MINORI E OTTIMIZZAZIONE DELLE FASI INTERMEDIE DI LAVORAZIONE

-Grazie alla tecnologia RFId, le INFO associate al tag dello stampo passano di fase in fase senza nessun intervento manuale a costituire i dati dell’ etichetta del cassone che poi verrà prelevato dal terzista
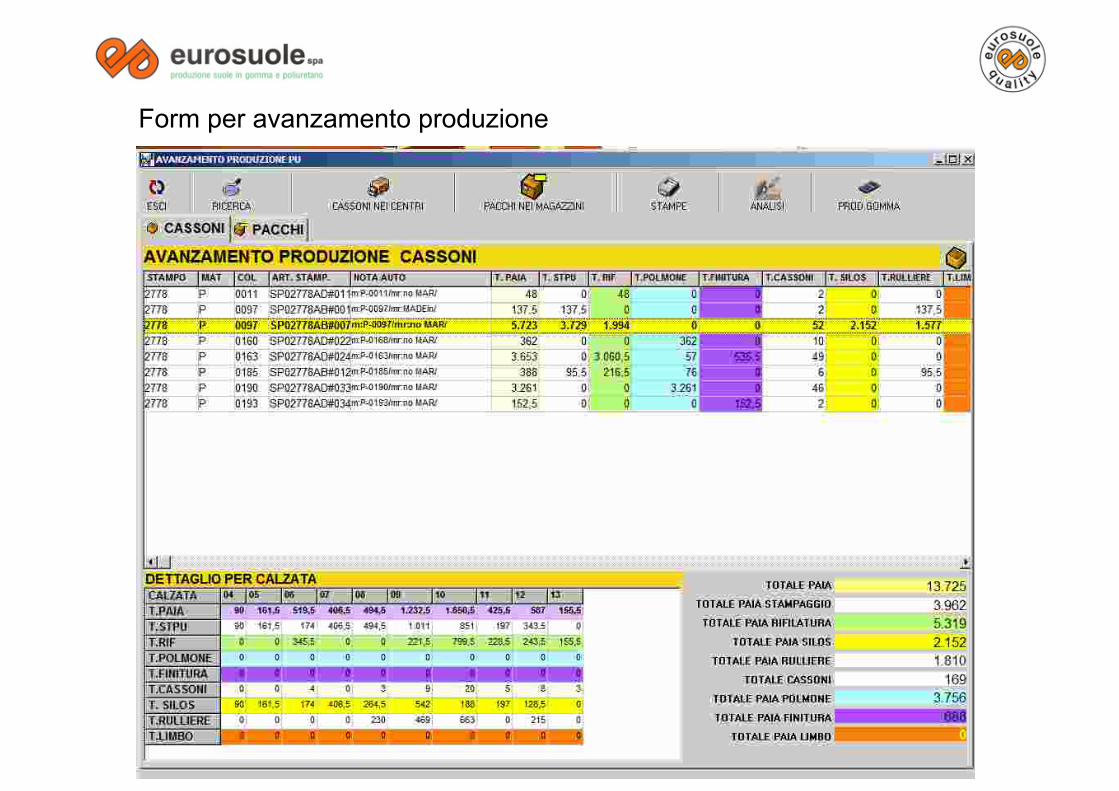
Form per avanzamento produzione
Obiettivi raggiunti col sistema di movimentazione automatica e Controllo dell’avanzamento della produzione con RFId
- Riduzione dei ‘lead times’ dei prodotti con conseguente accorciamento nei tempi di consegna
- Recupero d’efficienza dei reparti
- Eliminazione degli stoccaggi intermedi
- Informazione sui semilavorati a disposizione della programmazione in tempo reale col massimo dettaglio: articolo / calzata / qtà
- Riduzione degli errori in fase decisionale
- Migliorato il livello del servizio fornito al cliente



![eurosuole · 2019. 11. 6. · 7 eurosuole spa ILANIO DI SOSTENI ILITA’ 2018 Key data KEY DATA [102-4] [102-9] [102-10] Marchi, prodotti e servizi 2016 2017 2018 I NOSTRI AZIONISTI](https://static.fdocumenti.com/doc/165x107/604e94a71eac0b36fb7cee0c/2019-11-6-7-eurosuole-spa-ilanio-di-sosteni-ilitaa-2018-key-data-key-data.jpg)














