
La programmazione in codice ISO Standard · CNC CONTROLLO NUMERICO CONTINUO O COMPUTERIZZATO. MENU...
49
IL CONTROLLO NUMERICO DELLE MACCHINE UTENSILI La programmazione in codice ISO Standard
Transcript of La programmazione in codice ISO Standard · CNC CONTROLLO NUMERICO CONTINUO O COMPUTERIZZATO. MENU...

IL CONTROLLO NUMERICO
DELLE MACCHINE UTENSILI
La programmazione
in codice
ISO Standard
IL CONTROLLO NUMERICO
DELLE MACCHINE UTENSILI
MENU
Introduzione
Caratteristiche
Tipologia
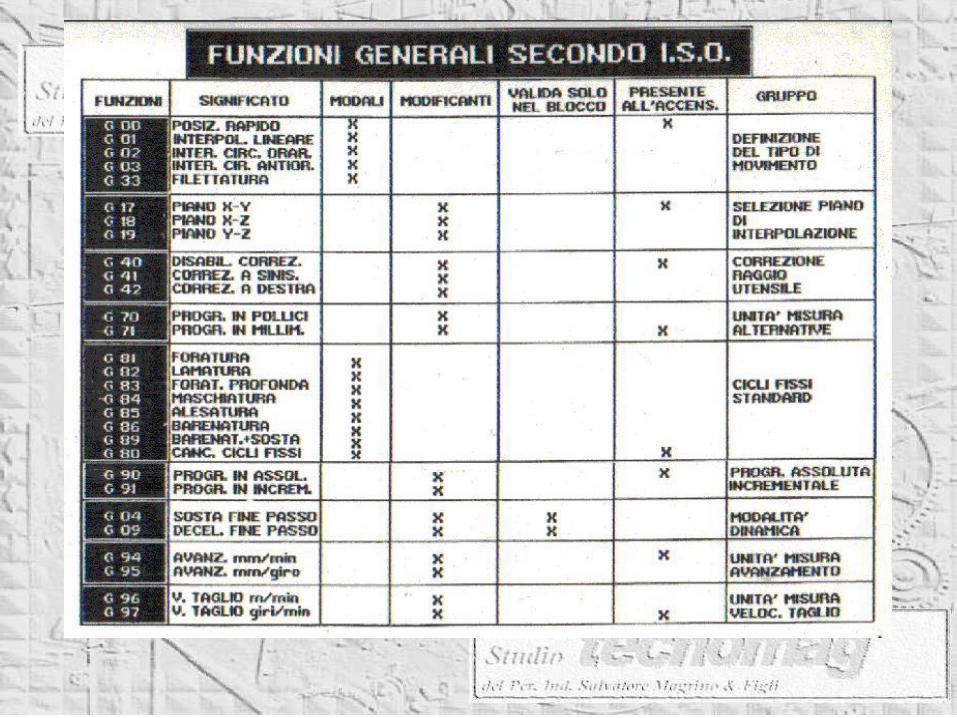
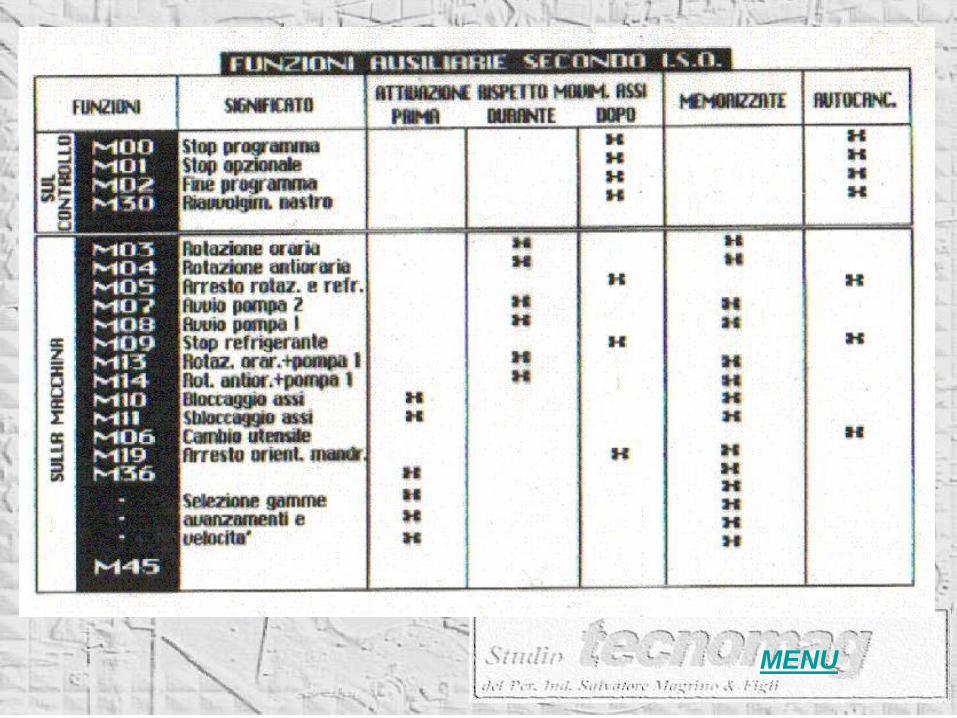
Codice di programmazione
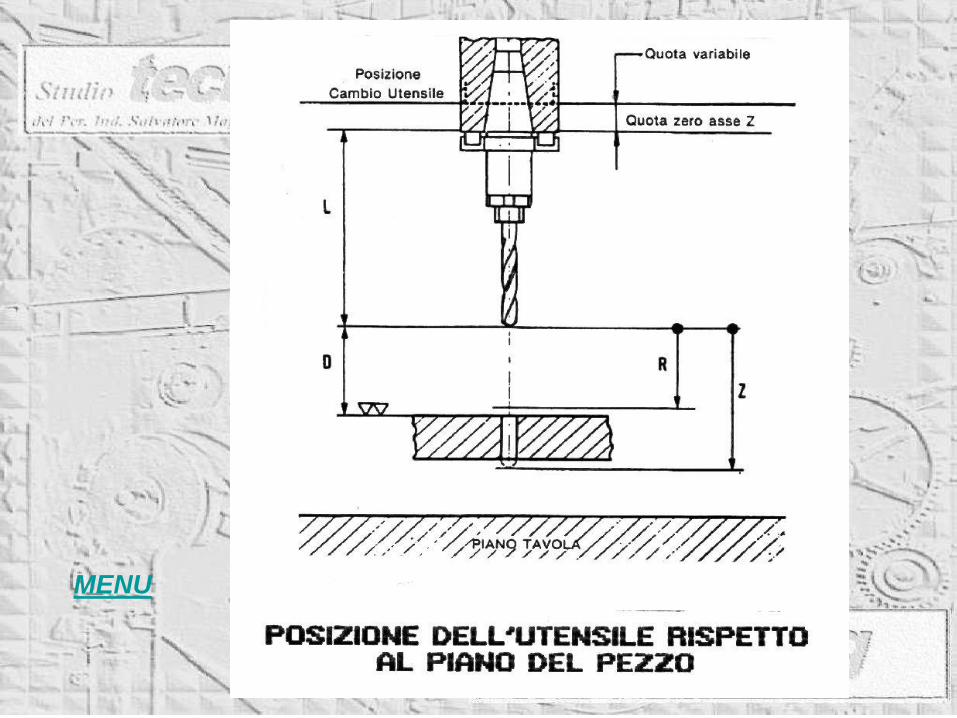
Presetting utensili
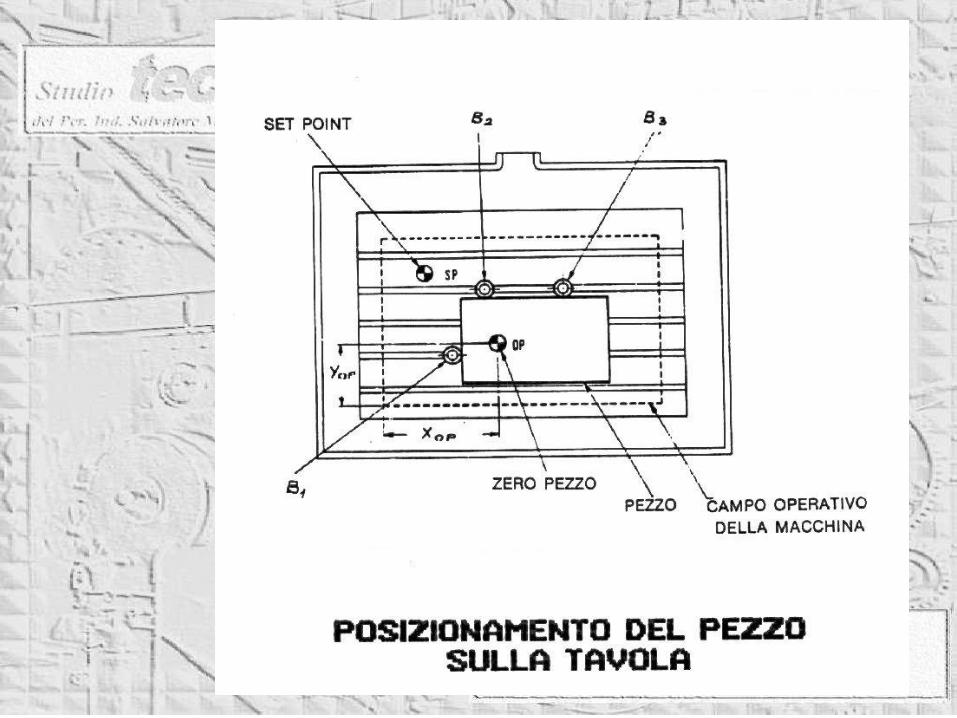
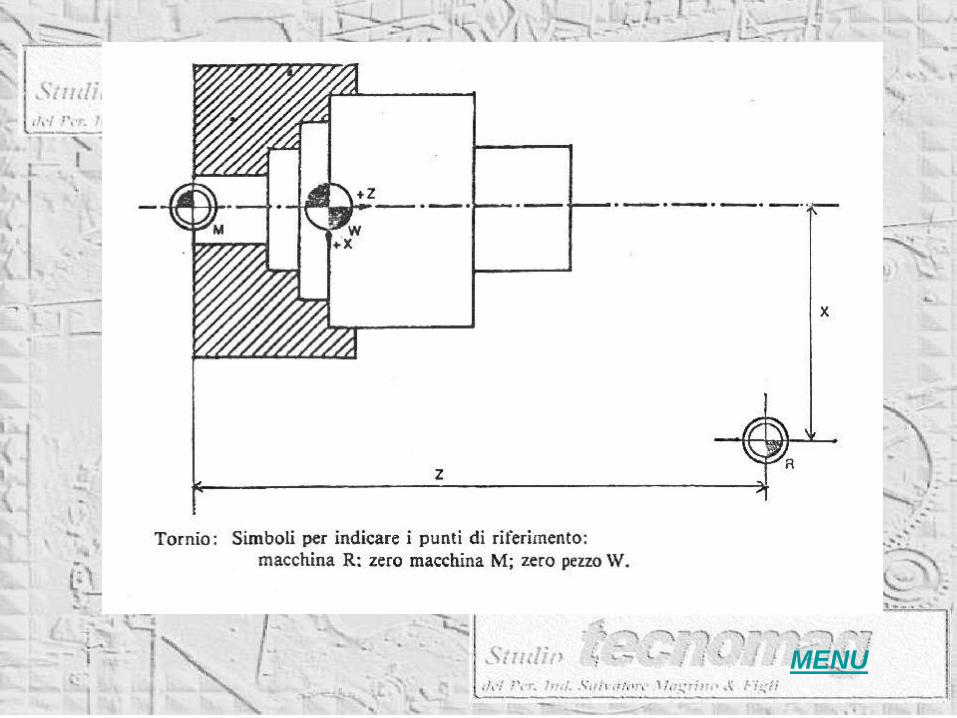
Origini
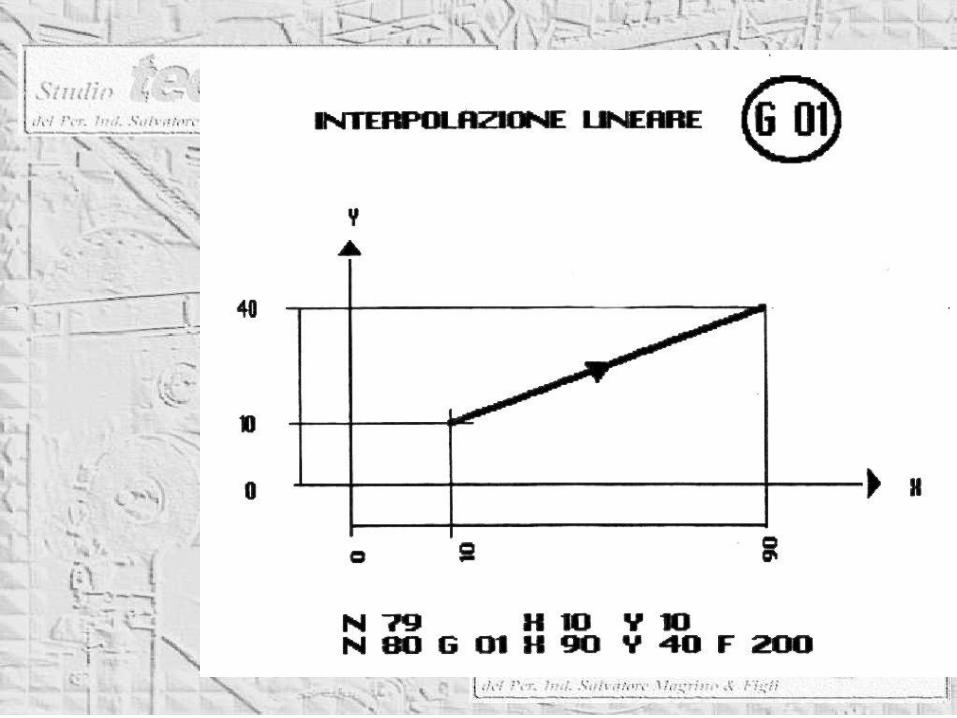
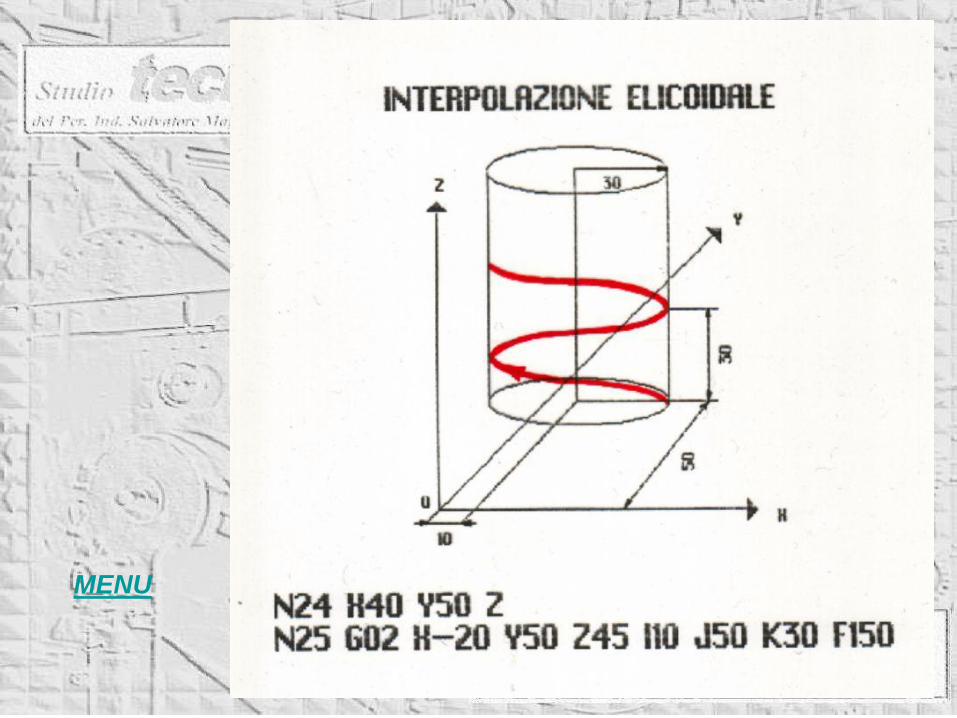
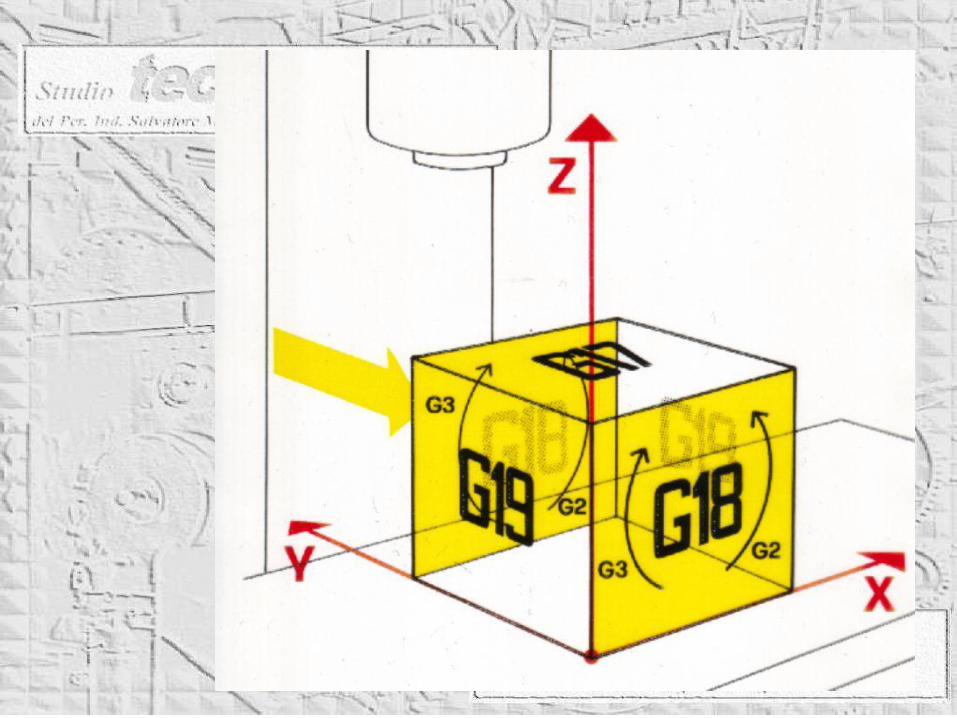
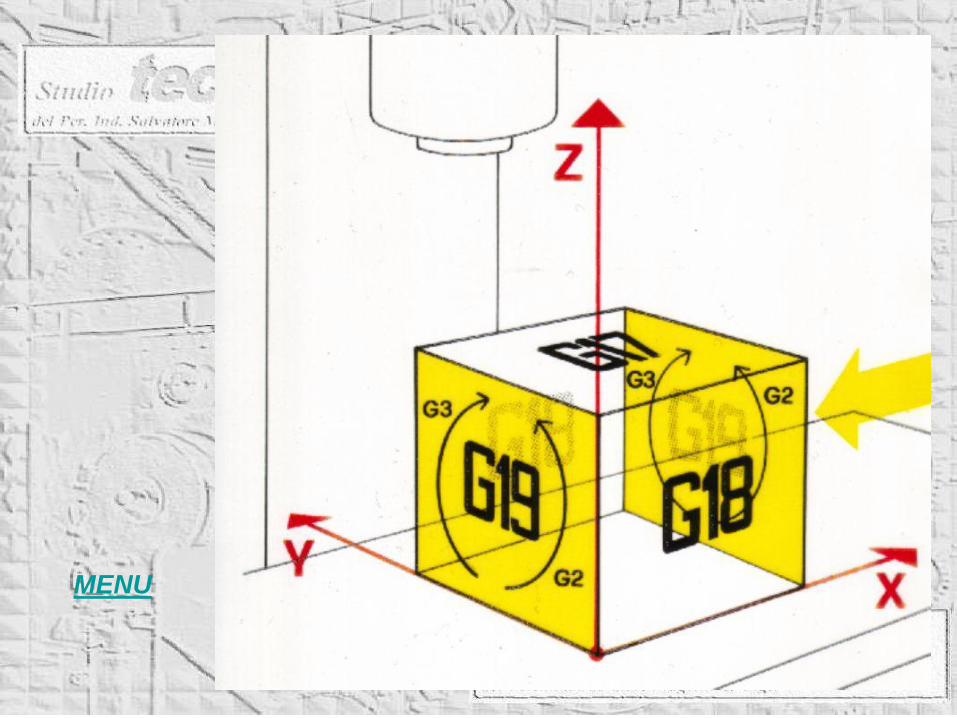
Interpolazione
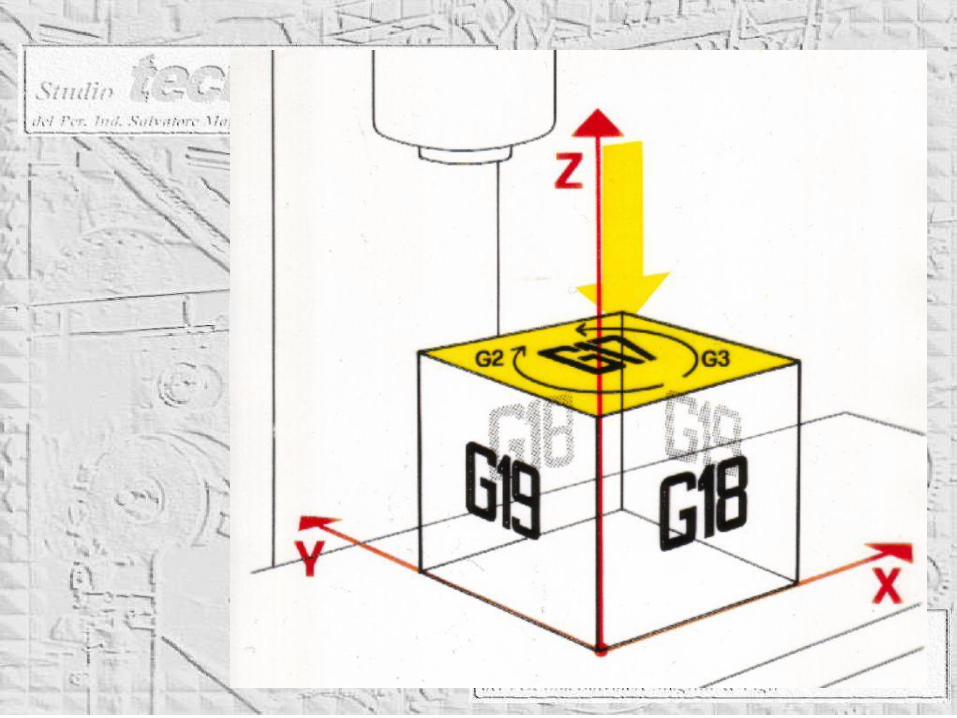
Piani di interpolazione
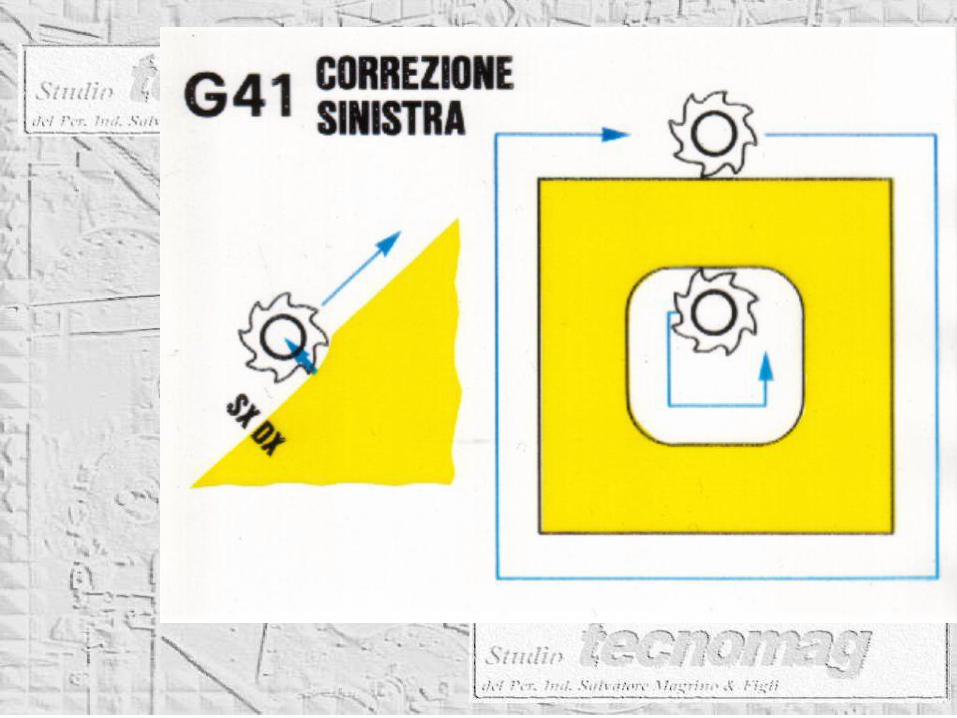
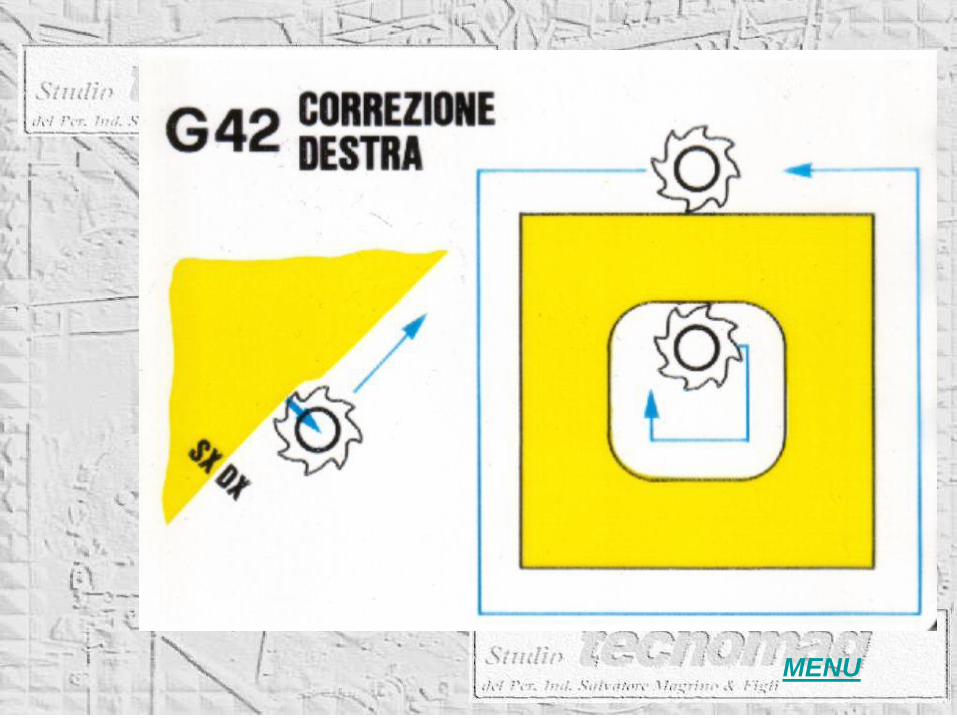
Compensazione utensile
Esempi per tornitura
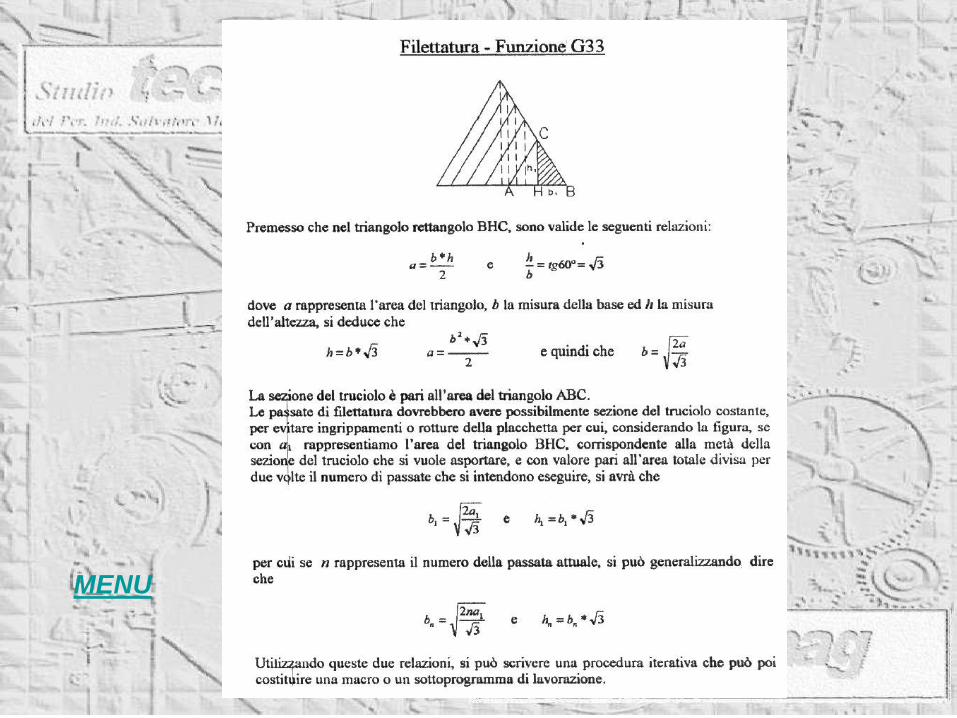
Filettatura al tornio
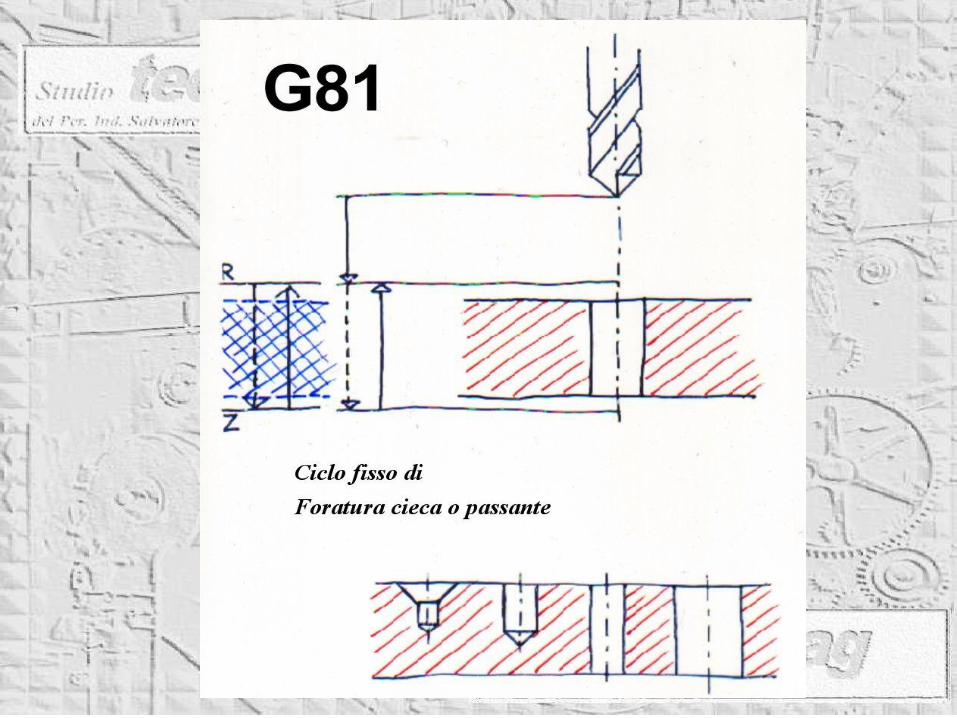
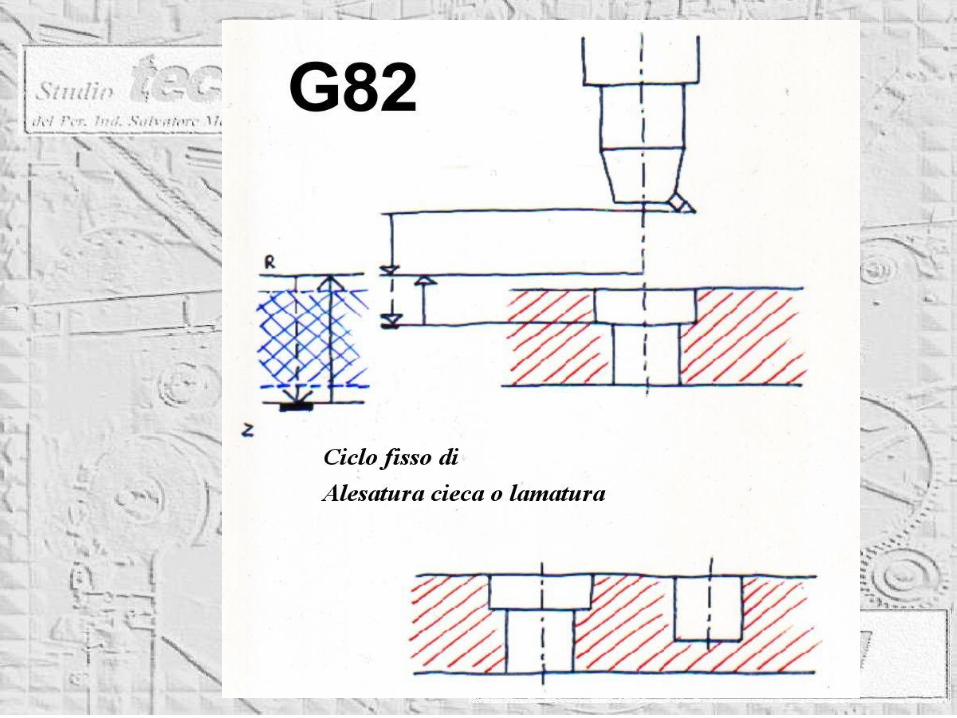
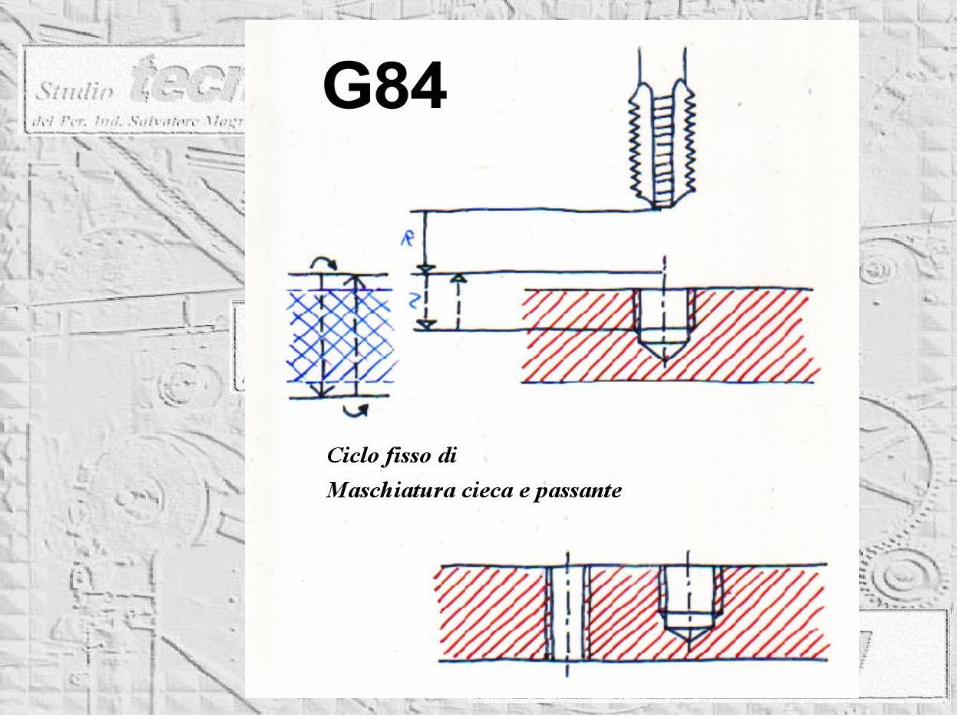
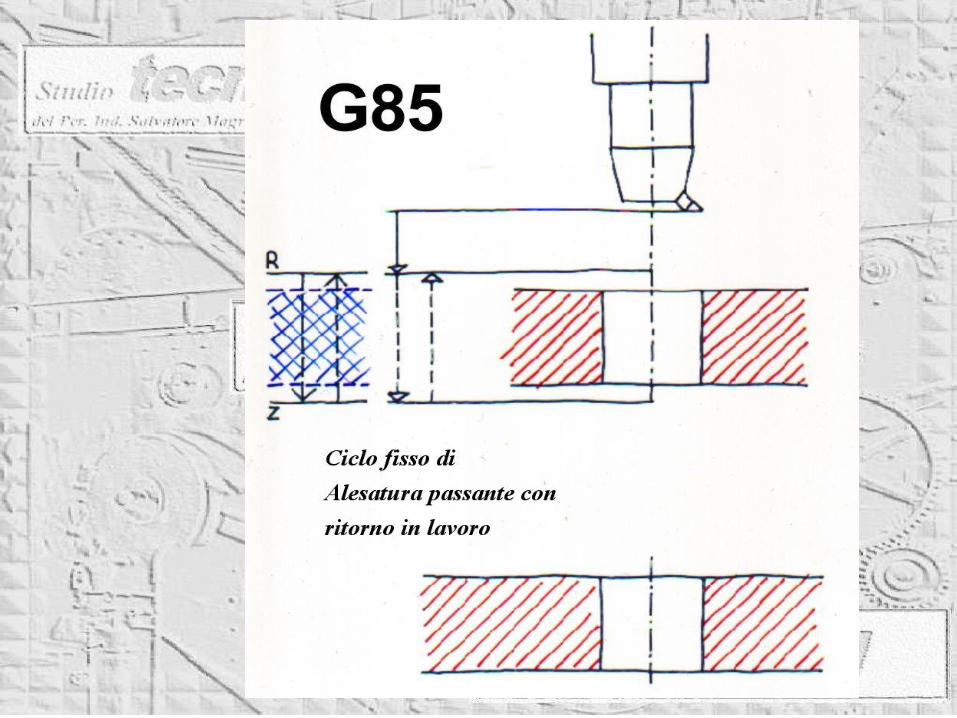
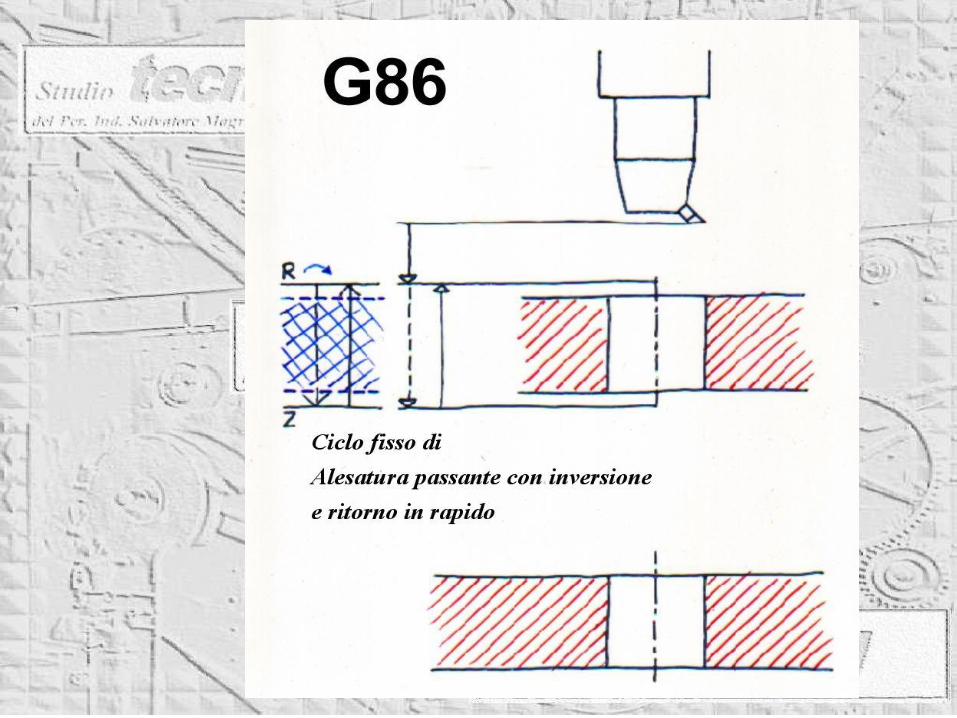
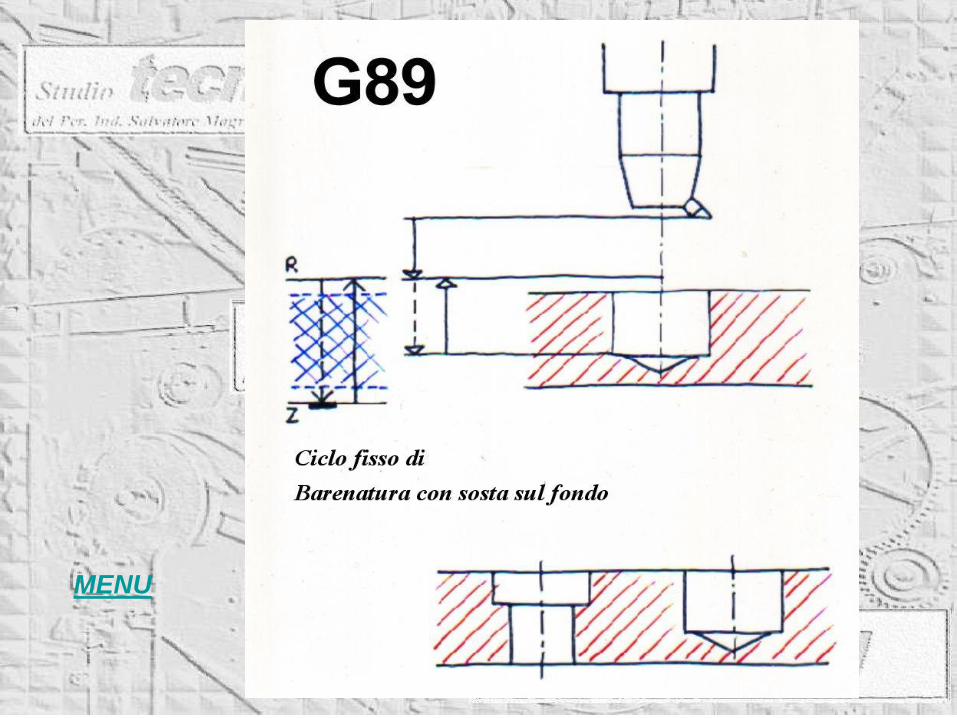
Cicli fissi
Programmazione
Fine presentazione
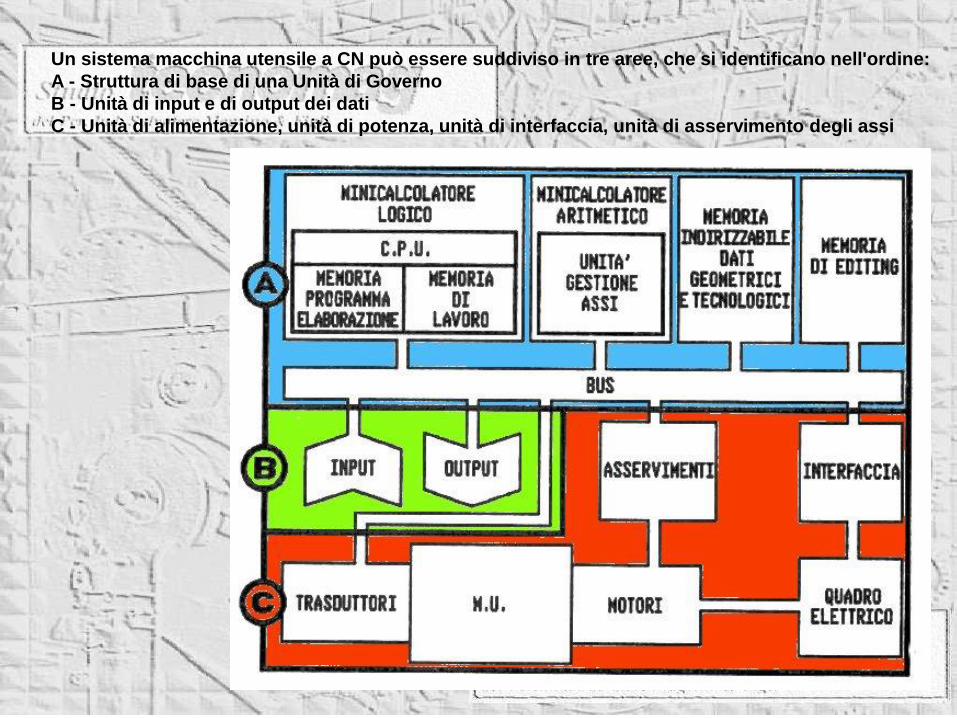
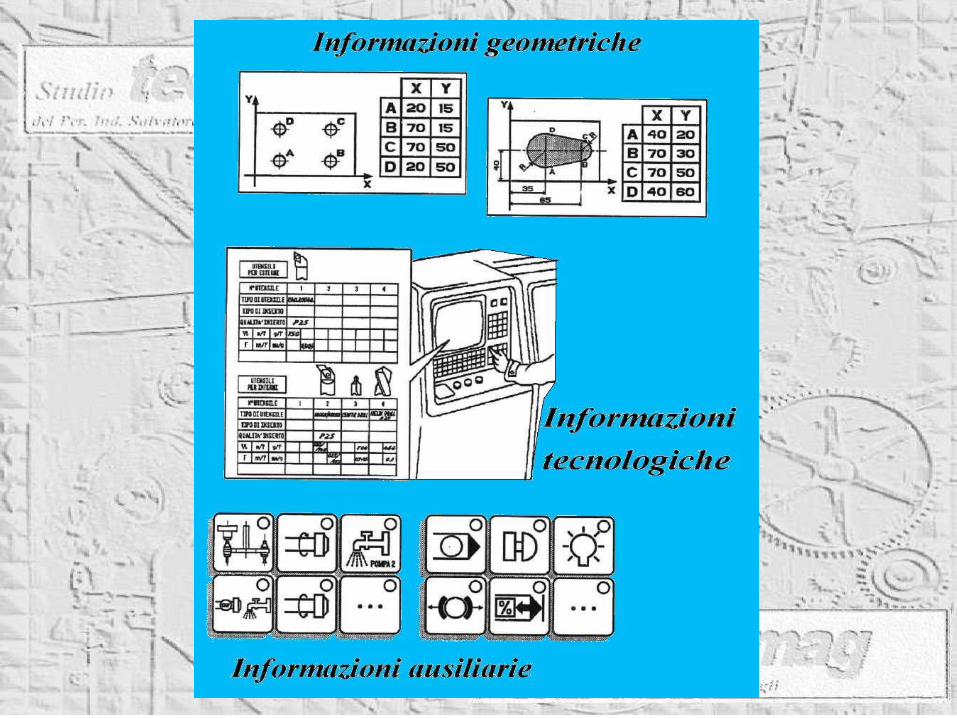
Un sistema macchina utensile a CN può essere suddiviso in tre aree, che si identificano nell'ordine:
A - Struttura di base di una Unità di Governo
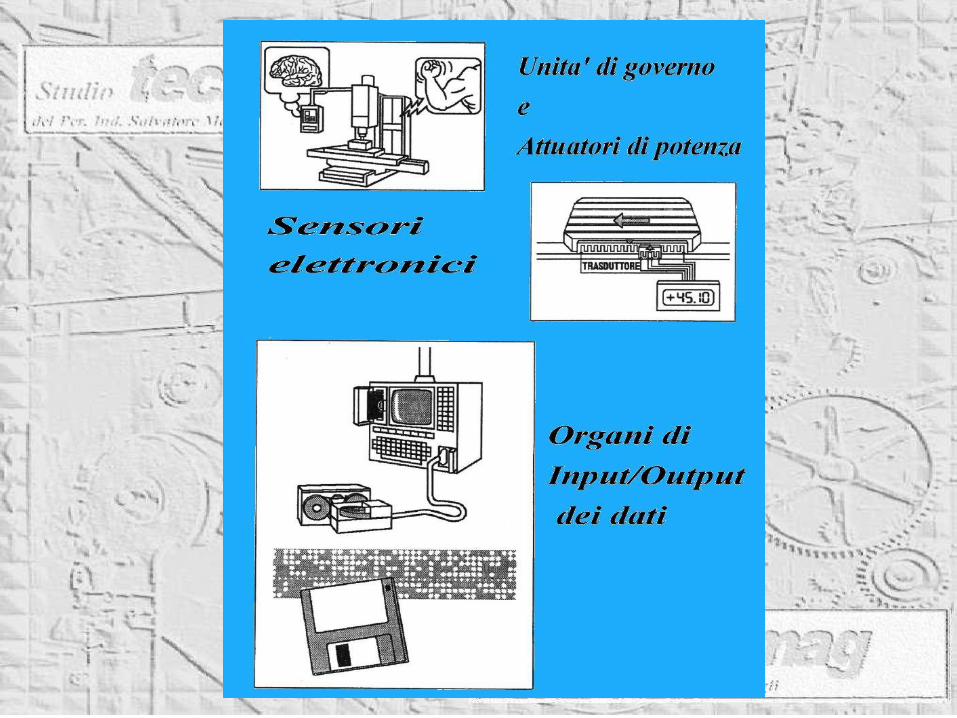
B - Unità di input e di output dei dati
C - Unità di alimentazione, unità di potenza, unità di interfaccia, unità di asservimento degli assi
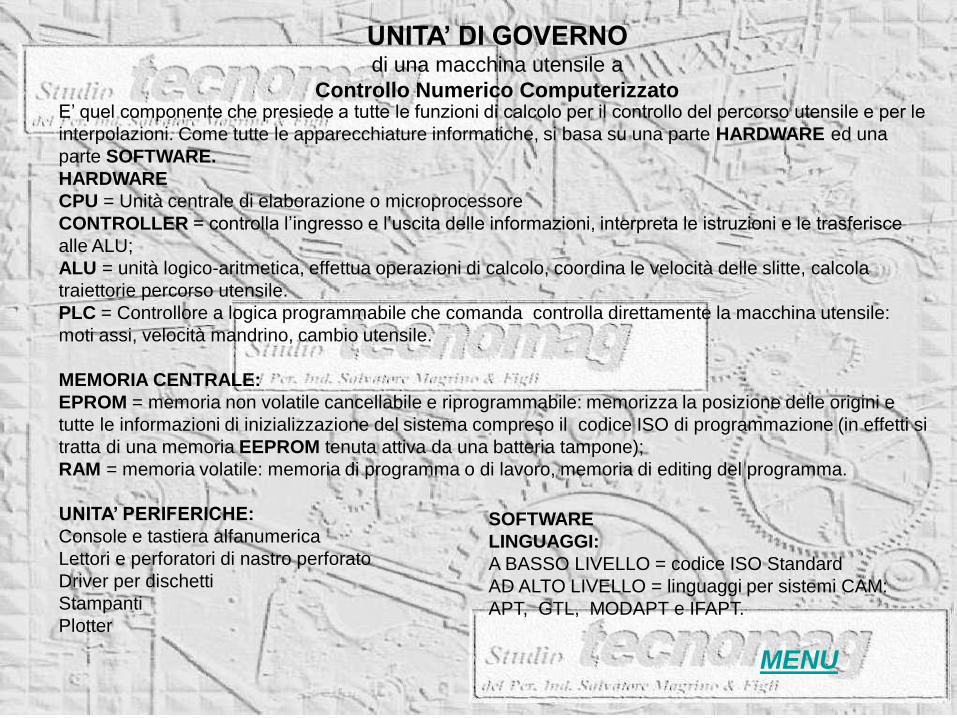
UNITA’ DI GOVERNO
di una macchina utensile a
Controllo Numerico Computerizzato
E’ quel componente che presiede a tutte le funzioni di calcolo per il controllo del percorso utensile e per le
interpolazioni. Come tutte le apparecchiature informatiche, si basa su una parte HARDWARE ed una
parte SOFTWARE.
HARDWARE
CPU = Unità centrale di elaborazione o microprocessore
CONTROLLER = controlla l’ingresso e l’uscita delle informazioni, interpreta le istruzioni e le trasferisce
alle ALU;
ALU = unità logico-aritmetica, effettua operazioni di calcolo, coordina le velocità delle slitte, calcola
traiettorie percorso utensile.
PLC = Controllore a logica programmabile che comanda controlla direttamente la macchina utensile:
moti assi, velocità mandrino, cambio utensile.
MEMORIA CENTRALE:
EPROM = memoria non volatile cancellabile e riprogrammabile: memorizza la posizione delle origini e
tutte le informazioni di inizializzazione del sistema compreso il codice ISO di programmazione (in effetti si
tratta di una memoria EEPROM tenuta attiva da una batteria tampone);
RAM = memoria volatile: memoria di programma o di lavoro, memoria di editing del programma.
UNITA’ PERIFERICHE:
Console e tastiera alfanumerica
Lettori e perforatori di nastro perforato
Driver per dischetti
Stampanti
Plotter
SOFTWARE
LINGUAGGI:
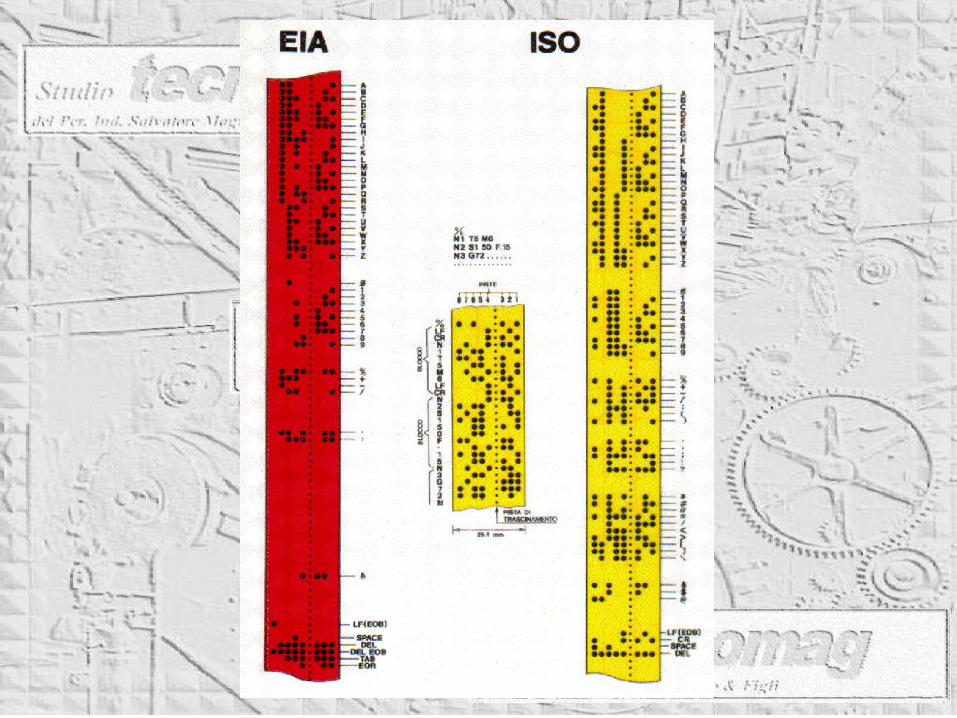
A BASSO LIVELLO = codice ISO Standard
AD ALTO LIVELLO = linguaggi per sistemi CAM:
APT, GTL, MODAPT e IFAPT.
MENU
Riduzione possibilità di VIBRAZIONI:
Equilibratura statica e dinamica degli organi in movimento e dei pezzi in lavorazione;
Rigidezza strutturale della macchina;
Introduzione di volani e/o ammortizzatori idraulici come smorzatori ed assorbitori di vibrazioni;
Livellamento ottimale su basamento di calcestruzzo;
Distribuzione adeguatamente uniforme del peso della macchina sul terreno di appoggio.
Riduzione ATTRITO sulle guide di scorrimento e sugli organi meccanici di comando:
II valore del coefficiente di attrito dipende dal carico, dal materiale, dalla finitura superficiale, dalla quantità e
qualità di lubrificante, dalla velocità relativa.
Si ricorda che
Fn = pn . S e f =Fa / Fn
pn = pressione specifica
S = superficie di contatto
Fa = forza di attrito
Fn = carico normale
Tipi di attrito: secco, untuoso, fluidodinamico, volvente, fluidostatico.
Guide di scorrimento a bassa rugosità superficiale;
Utilizzazione di materiali a basso coefficiente di attrito (turcite);
Utilizzazione di cuscinetti a sfere e viti a ricircolazione di sfere (coefficienti molto bassi da 0,001 a 0,002);
Utilizzazione del sostentamento idrostatico delle guide.
CARATTERISTICHE
delle macchine utensili CNC finalizzate
alla QUALITA’ della produzione

SERVOCOMANDI:
Sistemi di regolazione in anello chiuso;
Sistemi di controllo posizionamento e velocità;
Sistemi di regolazione automatica;
Azionamenti;
Regolazione della velocità.
COLLAUDO:
Verifiche geometriche seconda UNI;
Verifiche funzionali secondo ISO.
SISTEMI DI CONTROLLO:
Misura e registrazione utensili in macchina (manuale ed automatico);
Controllo dell’usura e rottura dell’utensile;
Controllo dimensionale pezzi lavorati;
Rilevatori di posizione: INDUCTOSYN e RESOLVER;
Rilevatori di velocità: DINAMO TACHIMETRICHE;
Precisione di posizionamento e precisione di ripetibilità relative ad ogni asse.
CARATTERISTICHE
delle macchine utensili CNC finalizzate
alla QUALITA’ della produzione
MENU

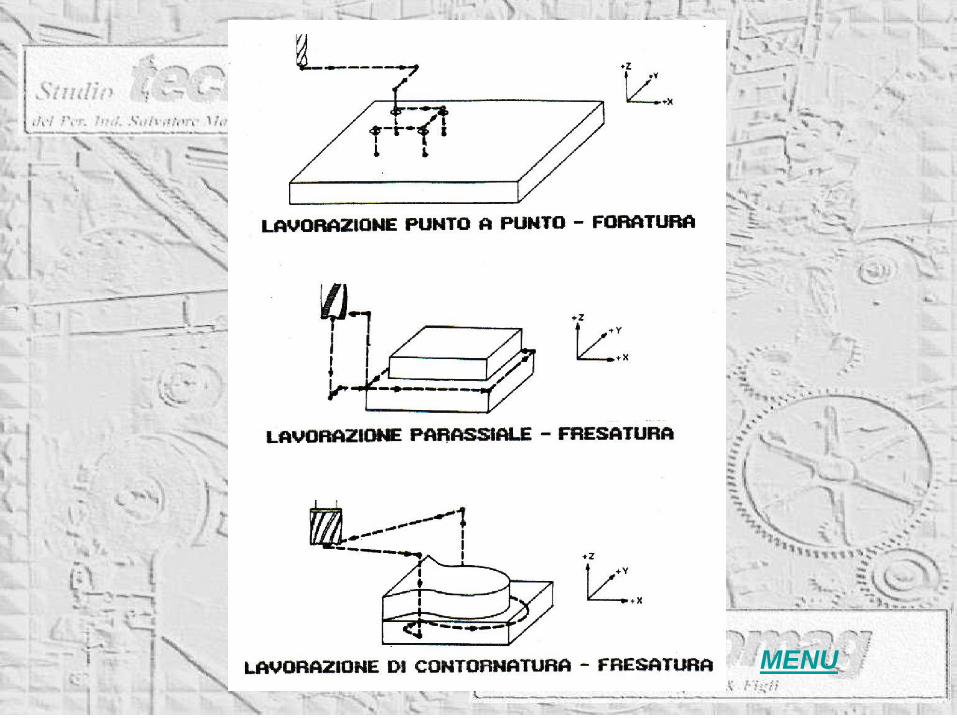
CNP
CONTROLLO NUMERICO
PUNTO A PUNTO
CNZ
CONTROLLO NUMERICO
ZIG-ZAG E PARASSIALE
CNC
CONTROLLO NUMERICO
CONTINUO O
COMPUTERIZZATO
MENU
MENU
MENU
MENU
MENU
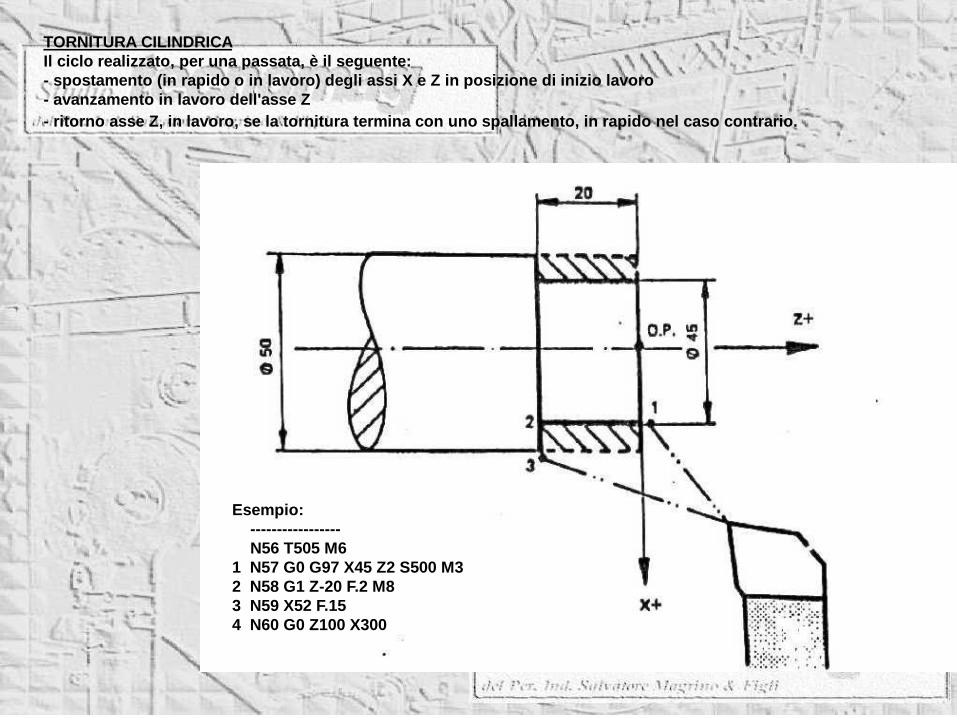
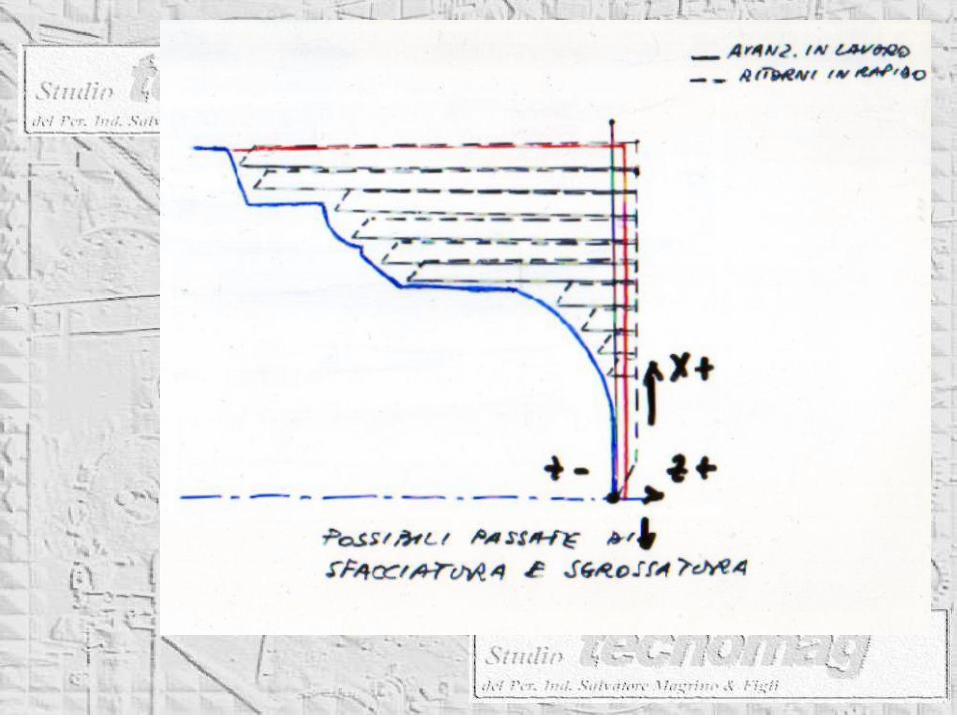
TORNITURA CILINDRICA
Il ciclo realizzato, per una passata, è il seguente:
- spostamento (in rapido o in lavoro) degli assi X e Z in posizione di inizio lavoro
- avanzamento in lavoro dell'asse Z
- ritorno asse Z, in lavoro, se la tornitura termina con uno spallamento, in rapido nel caso contrario.
Esempio:
-----------------
N56 T505 M6
1 N57 G0 G97 X45 Z2 S500 M3
2 N58 G1 Z-20 F.2 M8
3 N59 X52 F.15
4 N60 G0 Z100 X300
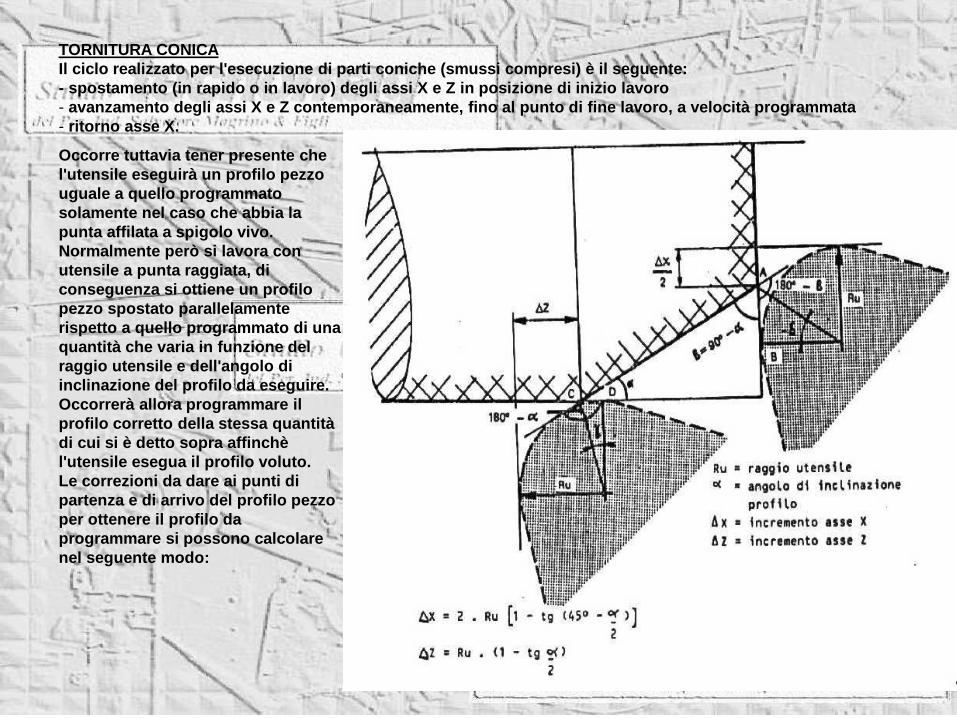
TORNITURA CONICA
Il ciclo realizzato per l'esecuzione di parti coniche (smussi compresi) è il seguente:
- spostamento (in rapido o in lavoro) degli assi X e Z in posizione di inizio lavoro
- avanzamento degli assi X e Z contemporaneamente, fino al punto di fine lavoro, a velocità programmata
- ritorno asse X.
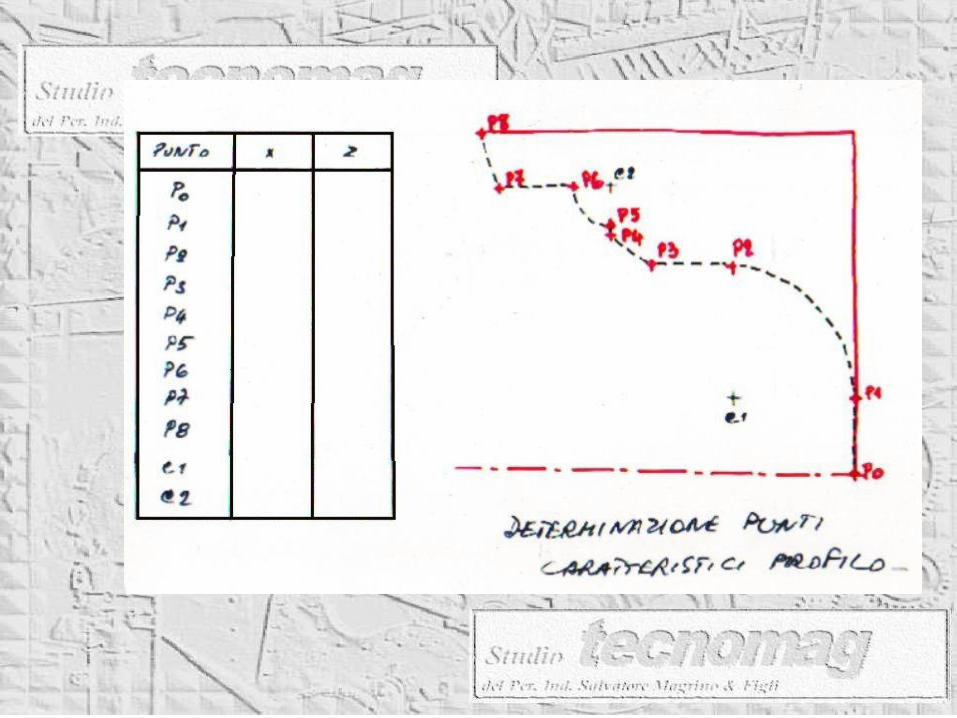
Occorre tuttavia tener presente che
l'utensile eseguirà un profilo pezzo
uguale a quello programmato
solamente nel caso che abbia la
punta affilata a spigolo vivo.
Normalmente però si lavora con
utensile a punta raggiata, di
conseguenza si ottiene un profilo
pezzo spostato parallelamente
rispetto a quello programmato di una
quantità che varia in funzione del
raggio utensile e dell'angolo di
inclinazione del profilo da eseguire.
Occorrerà allora programmare il
profilo corretto della stessa quantità
di cui si è detto sopra affinchè
l'utensile esegua il profilo voluto.
Le correzioni da dare ai punti di
partenza e di arrivo del profilo pezzo
per ottenere il profilo da
programmare si possono calcolare
nel seguente modo:
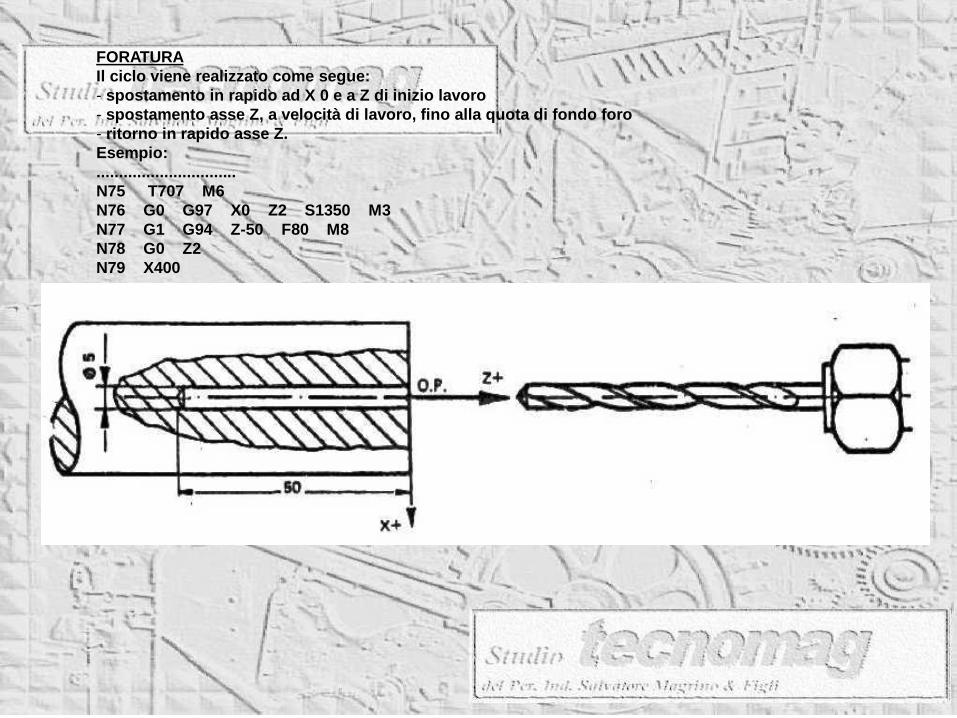
FORATURA
Il ciclo viene realizzato come segue:
- spostamento in rapido ad X 0 e a Z di inizio lavoro
- spostamento asse Z, a velocità di lavoro, fino alla quota di fondo foro
- ritorno in rapido asse Z.
Esempio:
...............................
N75 T707 M6
N76 G0 G97 X0 Z2 S1350 M3
N77 G1 G94 Z-50 F80 M8
N78 G0 Z2
N79 X400
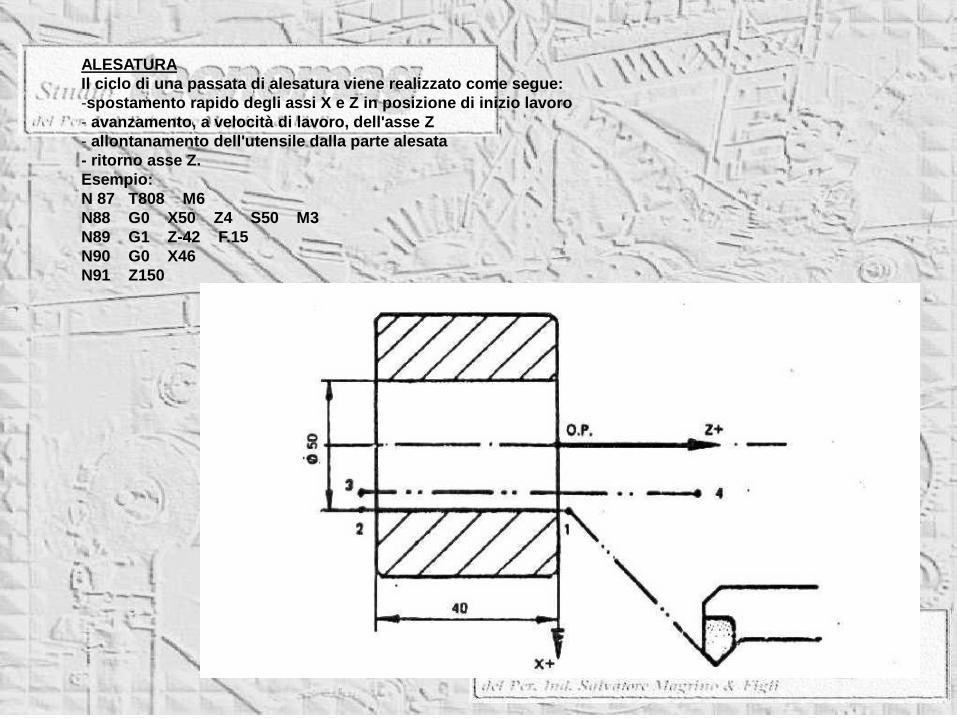
ALESATURA
Il ciclo di una passata di alesatura viene realizzato come segue:
-spostamento rapido degli assi X e Z in posizione di inizio lavoro
- avanzamento, a velocità di lavoro, dell'asse Z
- allontanamento dell'utensile dalla parte alesata
- ritorno asse Z.
Esempio:
N 87 T808 M6
N88 G0 X50 Z4 S50 M3
N89 G1 Z-42 F.15
N90 G0 X46
N91 Z150
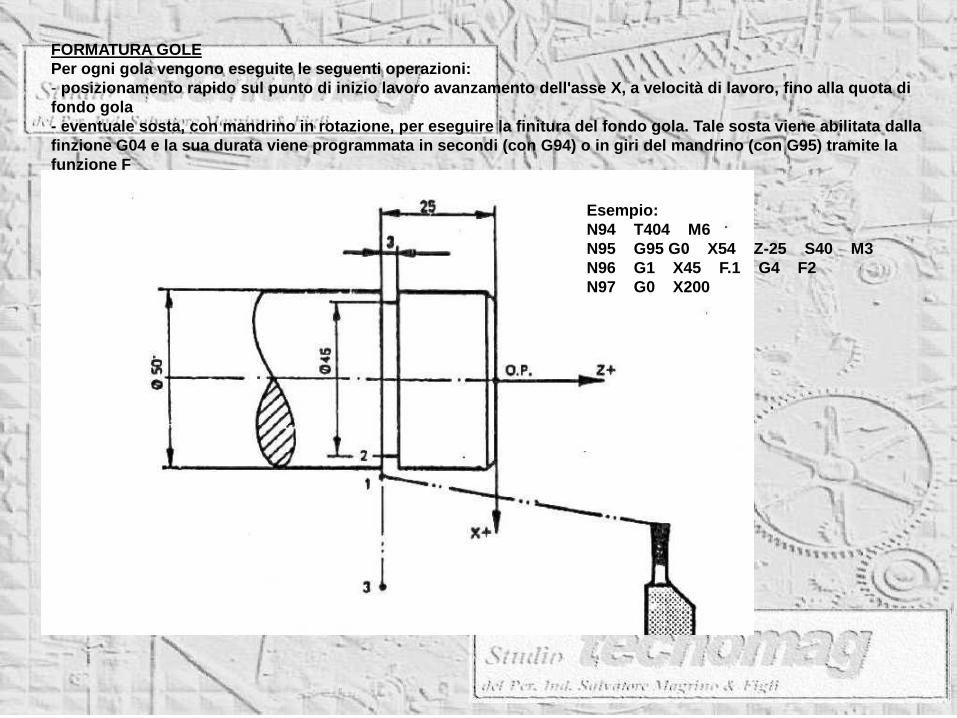
FORMATURA GOLE
Per ogni gola vengono eseguite le seguenti operazioni:
- posizionamento rapido sul punto di inizio lavoro avanzamento dell'asse X, a velocità di lavoro, fino alla quota di
fondo gola
- eventuale sosta, con mandrino in rotazione, per eseguire la finitura del fondo gola. Tale sosta viene abilitata dalla
finzione G04 e la sua durata viene programmata in secondi (con G94) o in giri del mandrino (con G95) tramite la
funzione F
- ritorno asse X.
Esempio:
N94 T404 M6
N95 G95 G0 X54 Z-25 S40 M3
N96 G1 X45 F.1 G4 F2
N97 G0 X200
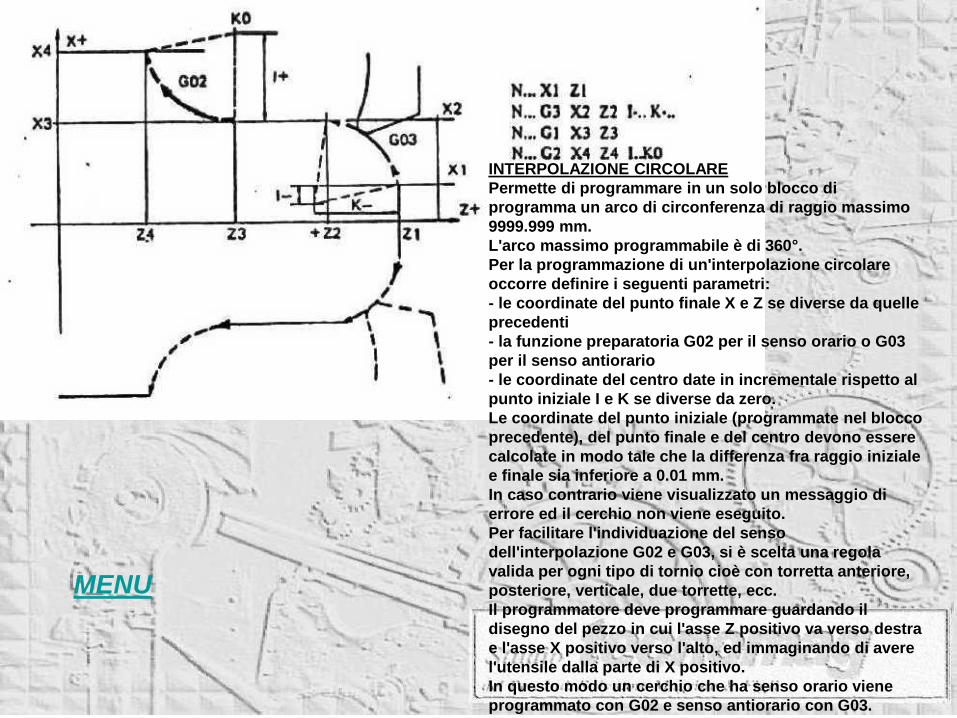
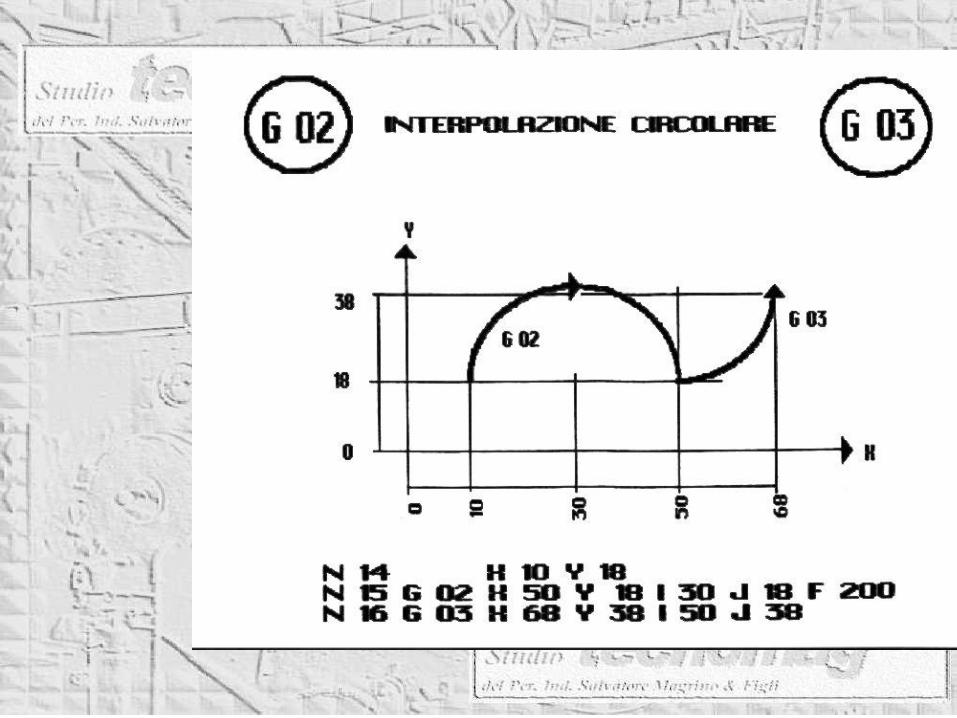
INTERPOLAZIONE CIRCOLARE
Permette di programmare in un solo blocco di
programma un arco di circonferenza di raggio massimo
9999.999 mm.
L'arco massimo programmabile è di 360°.
Per la programmazione di un'interpolazione circolare
occorre definire i seguenti parametri:
- le coordinate del punto finale X e Z se diverse da quelle
precedenti
- la funzione preparatoria G02 per il senso orario o G03
per il senso antiorario
- le coordinate del centro date in incrementale rispetto al
punto iniziale I e K se diverse da zero.
Le coordinate del punto iniziale (programmate nel blocco
precedente), del punto finale e del centro devono essere
calcolate in modo tale che la differenza fra raggio iniziale
e finale sia inferiore a 0.01 mm.
In caso contrario viene visualizzato un messaggio di
errore ed il cerchio non viene eseguito.
Per facilitare l'individuazione del senso
dell'interpolazione G02 e G03, si è scelta una regola
valida per ogni tipo di tornio cioè con torretta anteriore,
posteriore, verticale, due torrette, ecc.
Il programmatore deve programmare guardando il
disegno del pezzo in cui l'asse Z positivo va verso destra
e l'asse X positivo verso l'alto, ed immaginando di avere
l'utensile dalla parte di X positivo.
In questo modo un cerchio che ha senso orario viene
programmato con G02 e senso antiorario con G03.
MENU
MENU

MENU

Fine Unità