![v } o [ u u ] ] } v v v ] µ ] À ] o ] u } o } } ] o µ v µ ...](https://static.fdocumenti.com/doc/165x107/62ad8c4dbc7ac74a47348b46/v-o-u-u-v-v-v-o-u-o-o-v-.jpg)
v } o [ u u ] ] } v v v ] µ ] À ] o ] u } o } } ] o µ v µ ...

LA DENTATURADI MICROINGRANAGGI
Fig. 1 - Finitura con creatore in metallo duro (µ-skiving).
92
OT
TOB
RE
20
18
ORGA
NI D
I TRA
SMISS
IONE
LAVORAZIONI PER INGRANAGGI
a varietà di ingranaggi è praticamente infinita e, se parliamo di dimensioni, spazia da microingranaggi impiega-ti negli orologi, a particolari strumen-ti di misura, agli immensi ingranaggi di grandi impianti che possono raggiun-gere diametri di oltre dieci metri. Se si esamina a occhio nudo un piccolis-simo ingranaggio di modulo inferiore a 0,1 mm è quasi impossibile distin-guere nettamente le sue caratteristi-che: è necessario usare una specia-le lente di ingrandimento o un micro-scopio. Per un tecnico abituato a trat-tare ingranaggi “normali”, per esem-pio quelli usati nel settore automobi-
listico, risulta facile immaginare tut-te le difficoltà per dentare e finire in-granaggi così piccoli. In tutte le fasi di costruzione si incontrano difficili pro-blemi, che solo una specializzazione spinta può risolvere. Pensiamo al solo carico e scarico sulla macchina ope-ratrice di ingranaggi con diametro in-torno al millimetro, al suo bloccaggio e trascinamento, agli utensili da utilizza-re in tornitura e dentatura, agli appa-recchi di controllo.
Tecnologia spinta per microingranaggiSi tratta quindi di una tecnologia par-ticolare, che poche aziende sono in grado di gestire in modo adeguato. Una di queste è la Affolter Technolo-gies S.A. con sede in Svizzera e con filiali in tutte le aree del mondo con tecnologie avanzate. Questa azienda produce una serie di dentatrici a cre-atore specifiche per ingranaggi pic-colissimi che possono avere modu-li fino a 0,02 mm. Queste dentatri-ci sono tutte a controllo numerico di concezione Affolter e sono dotate di motori lineari e di direct drive per gli assi rotativi. In base al tipo di mac-
china e al suo allestimento, i control-li numerici possono gestire fino a 12 assi. Tutte le macchine possono es-sere dotate di caricatore automatico in varie versioni, secondo le esigen-ze dei clienti e alla forma dei pezzi. Oltre alle difficoltà tecniche relative ai dispositivi di centraggio, bloccag-gio e di trascinamento, particolare at-tenzione deve essere posta all’accu-ratezza delle corse degli utensili, alla gestione dei getti di lubro-refrigeran-te che potrebbero facilmente impedi-re il corretto posizionamento dei par-ticolari da lavorare, alla assoluta pre-cisione dei dispositivi di presa dei ca-ricatori automatici. Sono tutte proble-matiche sconosciute nel mondo de-gli ingranaggi di dimensioni maggiori.
Quattro versioni per maggiori possibilitàLa Affolter presenta quattro modelli di dentatrici, le cui caratteristiche tecni-che principali sono elencate nella ta-bella 1. Solo la dentatrice AF90 non è completamente automatica e ha delle limitazioni nella inclinazione del man-drino porta-creatore solo ± 10°. Il mo-dulo più piccolo realizzabile è 0,02mm;
L
LA PRODUZIONE DI INGRANAGGI DI DIMENSIONI MOLTO PICCOLE PRESENTA DELLE CARATTERISTICHE CHE SOLO AZIENDE FORTEMENTE SPECIALIZZATE, POSSONO AFFRONTARE CON SUCCESSO. LE MACCHINE DENTATRICI CHE ESEGUONO I MICROINGRANAGGI DEVONO POTER GESTIRE LE FASI DI CARICO, DENTATURA E SCARICO CON ASSOLUTA PRECISIONE.
Franco Veronese
[email protected] 92 19/09/18 12:55
93
OT
TOB
RE
20
18
ORGA
NI D
I TRA
SMISS
IONE
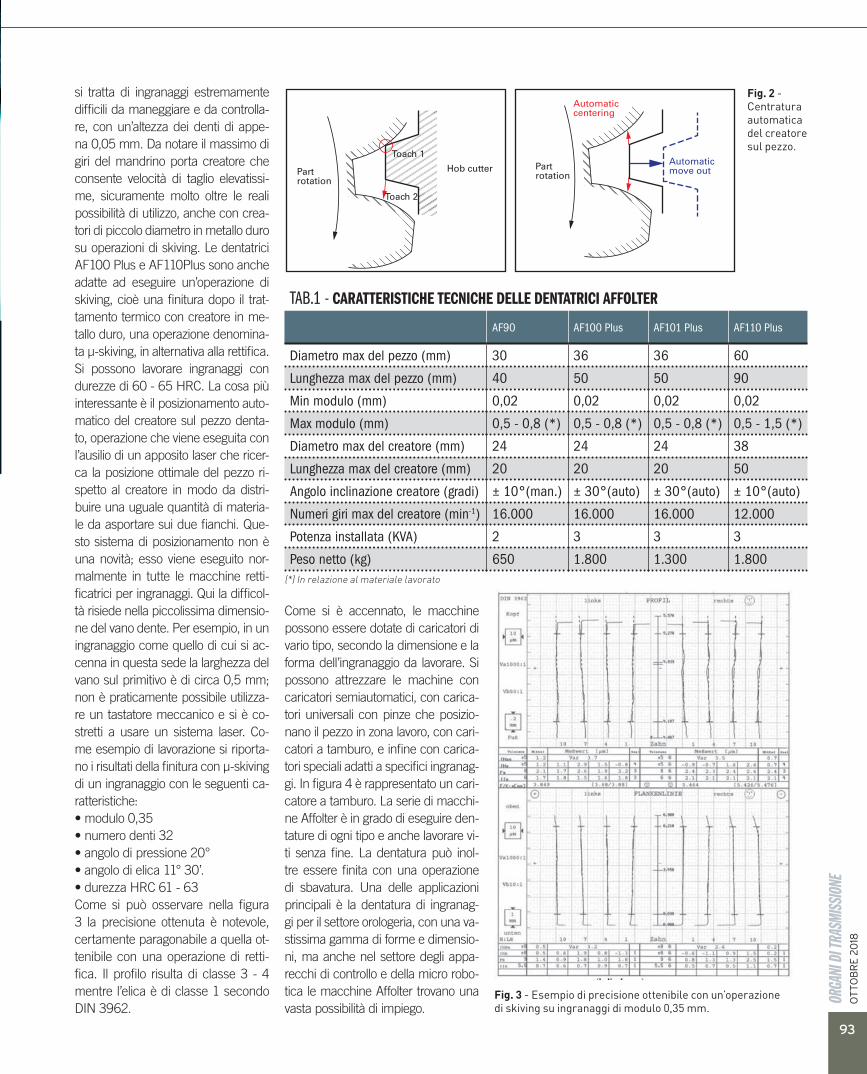
si tratta di ingranaggi estremamente difficili da maneggiare e da controlla-re, con un’altezza dei denti di appe-na 0,05 mm. Da notare il massimo di giri del mandrino porta creatore che consente velocità di taglio elevatissi-me, sicuramente molto oltre le reali possibilità di utilizzo, anche con crea-tori di piccolo diametro in metallo duro su operazioni di skiving. Le dentatrici AF100 Plus e AF110Plus sono anche adatte ad eseguire un’operazione di skiving, cioè una finitura dopo il trat-tamento termico con creatore in me-tallo duro, una operazione denomina-ta µ-skiving, in alternativa alla rettifica. Si possono lavorare ingranaggi con durezze di 60 - 65 HRC. La cosa più interessante è il posizionamento auto-matico del creatore sul pezzo denta-to, operazione che viene eseguita con l’ausilio di un apposito laser che ricer-ca la posizione ottimale del pezzo ri-spetto al creatore in modo da distri-buire una uguale quantità di materia-le da asportare sui due fianchi. Que-sto sistema di posizionamento non è una novità; esso viene eseguito nor-malmente in tutte le macchine retti-ficatrici per ingranaggi. Qui la difficol-tà risiede nella piccolissima dimensio-ne del vano dente. Per esempio, in un ingranaggio come quello di cui si ac-cenna in questa sede la larghezza del vano sul primitivo è di circa 0,5 mm; non è praticamente possibile utilizza-re un tastatore meccanico e si è co-stretti a usare un sistema laser. Co-me esempio di lavorazione si riporta-no i risultati della finitura con µ-skiving di un ingranaggio con le seguenti ca-ratteristiche:• modulo 0,35• numero denti 32• angolo di pressione 20°• angolo di elica 11° 30’.• durezza HRC 61 - 63Come si può osservare nella figura 3 la precisione ottenuta è notevole, certamente paragonabile a quella ot-tenibile con una operazione di retti-fica. Il profilo risulta di classe 3 - 4 mentre l’elica è di classe 1 secondo DIN 3962.
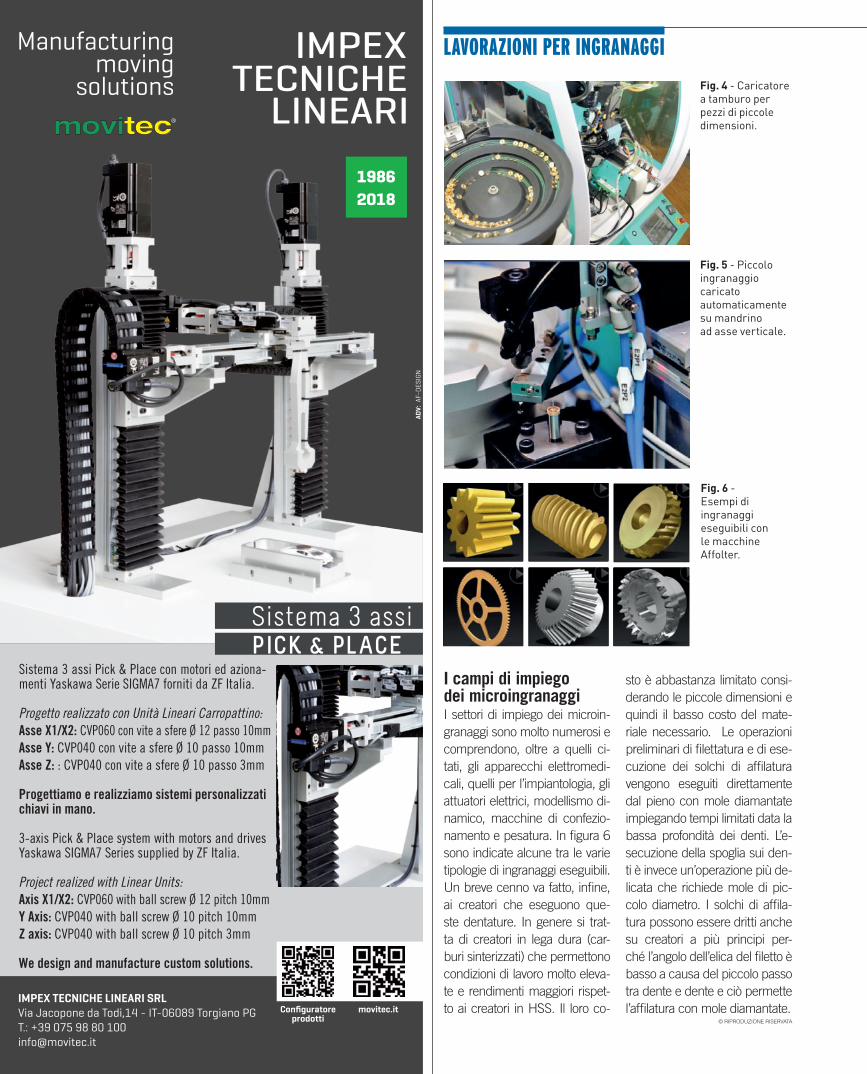
Come si è accennato, le macchine possono essere dotate di caricatori di vario tipo, secondo la dimensione e la forma dell’ingranaggio da lavorare. Si possono attrezzare le machine con caricatori semiautomatici, con carica-tori universali con pinze che posizio-nano il pezzo in zona lavoro, con cari-catori a tamburo, e infine con carica-tori speciali adatti a specifici ingranag-gi. In figura 4 è rappresentato un cari-catore a tamburo. La serie di macchi-ne Affolter è in grado di eseguire den-tature di ogni tipo e anche lavorare vi-ti senza fine. La dentatura può inol-tre essere finita con una operazione di sbavatura. Una delle applicazioni principali è la dentatura di ingranag-gi per il settore orologeria, con una va-stissima gamma di forme e dimensio-ni, ma anche nel settore degli appa-recchi di controllo e della micro robo-tica le macchine Affolter trovano una vasta possibilità di impiego.
TAB.1 - CARATTERISTICHE TECNICHE DELLE DENTATRICI AFFOLTER
AF90 AF100 Plus AF101 Plus AF110 Plus
Diametro max del pezzo (mm) 30 36 36 60
Lunghezza max del pezzo (mm) 40 50 50 90
Min modulo (mm) 0,02 0,02 0,02 0,02
Max modulo (mm) 0,5 - 0,8 (*) 0,5 - 0,8 (*) 0,5 - 0,8 (*) 0,5 - 1,5 (*)
Diametro max del creatore (mm) 24 24 24 38
Lunghezza max del creatore (mm) 20 20 20 50
Angolo inclinazione creatore (gradi) ± 10°(man.) ± 30°(auto) ± 30°(auto) ± 10°(auto)
Numeri giri max del creatore (min-1) 16.000 16.000 16.000 12.000
Potenza installata (KVA) 2 3 3 3
Peso netto (kg) 650 1.800 1.300 1.800(*) In relazione al materiale lavorato
PartrotationPart
rotation
Toach 2
Toach 1
Hob cutter
Automaticcentering
Automaticmove out
Fig. 2 - Centratura automatica del creatore sul pezzo.
Fig. 3 - Esempio di precisione ottenibile con un’operazione di skiving su ingranaggi di modulo 0,35 mm.
[email protected] 93 19/09/18 12:55
LAVORAZIONI PER INGRANAGGI
I campi di impiego dei microingranaggi I settori di impiego dei microin-granaggi sono molto numerosi e comprendono, oltre a quelli ci-tati, gli apparecchi elettromedi-cali, quelli per l’impiantologia, gli attuatori elettrici, modellismo di-namico, macchine di confezio-namento e pesatura. In figura 6 sono indicate alcune tra le varie tipologie di ingranaggi eseguibili. Un breve cenno va fatto, infine, ai creatori che eseguono que-ste dentature. In genere si trat-ta di creatori in lega dura (car-buri sinterizzati) che permettono condizioni di lavoro molto eleva-te e rendimenti maggiori rispet-to ai creatori in HSS. Il loro co-
sto è abbastanza limitato consi-derando le piccole dimensioni e quindi il basso costo del mate-riale necessario. Le operazioni preliminari di filettatura e di ese-cuzione dei solchi di affilatura vengono eseguiti direttamente dal pieno con mole diamantate impiegando tempi limitati data la bassa profondità dei denti. L’e-secuzione della spoglia sui den-ti è invece un’operazione più de-licata che richiede mole di pic-colo diametro. I solchi di affila-tura possono essere dritti anche su creatori a più principi per-ché l’angolo dell’elica del filetto è basso a causa del piccolo passo tra dente e dente e ciò permette l’affilatura con mole diamantate.
© RIPRODUZIONE RISERVATA
Fig. 5 - Piccolo ingranaggio caricato automaticamente su mandrino ad asse verticale.
Fig. 6 - Esempi di ingranaggi eseguibili con le macchine Affolter.
Fig. 4 - Caricatore a tamburo per pezzi di piccole dimensioni.
[email protected] 94 19/09/18 12:55
![DETERMINA ACQUISTO PERIFERICHE PON SMART CLASS · 2020. 7. 13. · & } v ] ^ µ µ o ] µ } ] t W } P u u K ] À } E Ì ] } v o ^W o µ } o U } u v Ì u ] v ] o [ v ] u v } _ î ì](https://static.fdocumenti.com/doc/165x107/60bec5ae7a9f7c59006ef3fd/determina-acquisto-periferiche-pon-smart-class-2020-7-13-v-.jpg)
![o o } ] u v } o o o ] } v ] À } o ] o o [ } ] v - Salute · Ds W D o ] À v } W,D W W } o ] u ] o v ] P µ v ] ^s^ l s& W ^ } ] Ç ( } s µ o ^ µ P Ç l u ] v s v } µ & } µ u](https://static.fdocumenti.com/doc/165x107/6037a1c8fef07f441d576b56/o-o-u-v-o-o-o-v-o-o-o-v-salute-ds-w-d-o-v-wd.jpg)
![o µ o v µ o µ o ] W } µ ] ] } v o ] µ i µ À v ] o X - UVa...Currículo de la E.S.O. en el curso 2014/2015), se cursa en el tercer curso de Secundaria. Sin embargo y dado el](https://static.fdocumenti.com/doc/165x107/5e67be49feca013f806ccb9c/o-o-v-o-o-w-v-o-i-v-o-x-uva-currculo.jpg)
![v µ } À ] u ] ] ^ } o À o µ Ì ] } v P o ] o µ v v ] } v ... · u } v } ] o } /> ZhK>K >> WZKs /Es >^/ r > [ u À o µ o } v } v Ì o } u v Ì À ] o µ v o u } v } ] o } />](https://static.fdocumenti.com/doc/165x107/5f5407591cfec858193f7fc4/v-u-o-o-oe-v-p-o-o-v-v-v-u-v-o-.jpg)

![Programmazione di Dipartimento Lingue ... - e-torricelli.it · & ] v o ] o [ o v v Ì ^ µ } o > À } } o ] ] u v } ] > ] v P µ ^ À ] o µ } u v Ì o ] v P µ ] ] Z ] v À ] u ]](https://static.fdocumenti.com/doc/165x107/60a1d6edda43d3319c7846fb/programmazione-di-dipartimento-lingue-e-v-o-o-o-v-v-oe-.jpg)
![PT-2019-Graduatoria Studenti Generiche Provvisoria OK · ' o ] µ v ] ] o µ ] } P v } u ] µ o ] v } } U } À v v } U o o } o o } v À } Ì ] } v U v o } µ u v Ì ] } v](https://static.fdocumenti.com/doc/165x107/5e2bfaa5f867ca42442b0cae/pt-2019-graduatoria-studenti-generiche-provvisoria-ok-o-v-o-p.jpg)

![o } v o d ( ( ] ] · D µ v } U d À ] } U W ] v Ì v } µ o o } ] u ] ^ µ o X / v µ v ] v } v } v µ } ] ] o ï o µ P o ] } } v o](https://static.fdocumenti.com/doc/165x107/60415a566b06c9643f77357a/o-v-o-d-d-v-u-d-u-w-v-oe-v-o-o-u-o-x-v.jpg)



![D /dK W Y µ o ] o o [ ] v P v u v } o } v ] µ } o u ] P o ...€¦ · W } P Ì ] } v U u ] v } ] ( ( µ ] } v ] µ u v ] o À ] ( ] À o µ Ì ] } v P o ] o µ v v ] X](https://static.fdocumenti.com/doc/165x107/5f4d95ba68593756d475ddc7/d-dk-w-y-o-o-o-v-p-v-u-v-o-v-o-u-p-o-w-p-oe-v-u.jpg)

![WZ/D W Zd - abcdeidiritti.it · î } v } o o } o o } } ] u o ] W } o } µ v ] } À ] ] ( ] o ] o X ï X ï ô / v ( } µ v ] µ o o À } } u o ] } À µ µ ] À ] Ì ] }](https://static.fdocumenti.com/doc/165x107/5f0b319f7e708231d42f4f56/wzd-w-zd-v-o-o-o-o-u-o-w-o-v-o-o-x-.jpg)
![Curricolo di Istituto - Istituto Comprensivo Calderini Tuccimei · / ] µ } } u v ] À } ^ o ] v ] t d µ ] u ] _ µ ] } o } ] / ] µ } 3uhphvvd ,o &xuulfror txdoh vwuxphqwr shgdjrjlfr](https://static.fdocumenti.com/doc/165x107/60514ae708557e14e30be6d6/curricolo-di-istituto-istituto-comprensivo-calderini-u-v-o.jpg)
![} µ u v } o o P } o WdK& ~ P P ] } v u v } î ì í ó l î ì í ... di... · W P o ] o µ v v ] ] o µ ] W / À o [ µ ] ] Ì ] } v ] } u v Ì ] ] o ] v ] } ...](https://static.fdocumenti.com/doc/165x107/5b9810e209d3f253748bae05/-u-v-o-o-p-o-wdk-p-p-v-u-v-i-i-i-o-l-i-i-i-di.jpg)
![Z } u U í ò } } î ì í õ > ( ] P µ } ( ] } v o o o [ ] µ ...](https://static.fdocumenti.com/doc/165x107/627d0533d104f100cd79d00c/z-u-u-gt-p.jpg)
![h v ] ( ] µ } µ o ] ] } P P } } } v Ì ] µ ] ] · Title: Microsoft PowerPoint - RI-CREAZIONE Author: pc02 Created Date: 5/9/2019 2:27:51 PM](https://static.fdocumenti.com/doc/165x107/603e86cf6ca68f74d841dd0e/h-v-o-p-p-v-oe-title-microsoft-powerpoint-.jpg)