ISTRUZIONI - QUICK Tooling · 2015-12-21 · Le istruzioni sono state redatte per operatori...
44
ISTRUZIONI PER L’USO A1 & A2 GODRONATORI AD ASPORTAZIONE
Transcript of ISTRUZIONI - QUICK Tooling · 2015-12-21 · Le istruzioni sono state redatte per operatori...

ISTRUZIONIPER L’USO
A1 & A2GODRONATORI AD ASPORTAZIONE

Sommario
SOMMARIO
1. Cenni generali ................................................... 2 1.1 Introduzione............................................... 2 1.2 Struttura dei godronatori ............................ 3
2. Godronatori A1 ................................................. 5 2.1 Dati tecnici ................................................. 5 2.2 Tavola prospettica: Componenti principali 6 2.3 Regolazione del godronatore A1/KF.......... 7 2.4 Misurazione ottica A1/KF ......................... 12 2.5 Regolazione del godronatore A1/FL ........ 13 2.6 Misurazione ottica A1/FL ......................... 17 2.7 Adattatore per tornitura longitudinale ...... 18
3. Godronatori A2 ............................................... 19 3.1 Dati tecnici ............................................... 19 3.2 Tavola prospettica: Componenti principali20 3.3 Regolazione del godronatore A2/KF........ 21 3.4 Misurazione ottica A2/KF ......................... 26 3.5 Regolazione del godronatore A2/FL ........ 27 3.6 Misurazione ottica A2/FL ......................... 31
4. Unità del refrigerante A1/A2...........................32 4.1 Informazioni generali ................................32 4.2 Dati tecnici ...............................................32 4.3 Panoramica: componenti principali..........33 4.4 Montaggio / messa in funzione ................34 4.5 Pulizia dell’unità del refrigerante ..............35 4.6 Adeguamento del gambo A2 ...................36
5. Pezzi soggetti ad usura ..................................37 6. Godronatura di pezzi con spallamenti ..........37 7. Godrone con smusso .....................................38 8. Problemi e loro soluzione ..............................39 9. Misure e passi standard .................................40 10. Valori indicativi per avanzamenti e velocità
di taglio ..........................................................41
1

Cenni generali Introduzione
1. Cenni generali 1.1 Introduzione
Leggere attentamente il manuale d’uso prima di usare gli apparecchi a godronare Quick!
Le istruzioni sono state redatte per operatori qualificati nel settore della lavorazione ad asportazione di truciolo.
Il rispetto del manuale d’uso: aumenta l’affidabilità di impiego,
aumenta la durata utile degli utensili,
evita tempi improduttivi.
Ci si riserva il diritto di apportare modifiche tecniche agli utensili per quanto riguarda i dati e le figure del presente manuale d’uso.
Simboli presenti in questo manuale
ATTENZIONE:
Avvisa del fatto che le lavorazioni possono danneggiare l’utensile e/o il centro di lavoro se non rispettano quanto indicato.
AVVERTENZA:
Fornisce informazioni aggiuntive sull’impiego dei godronatori Quick.
Evidenziazioni nel testo:
Questo simbolo contrassegna gli elenchi
Questo simbolo contrassegna un’ istruzione
2
Cenni generali Struttura dei godronatori
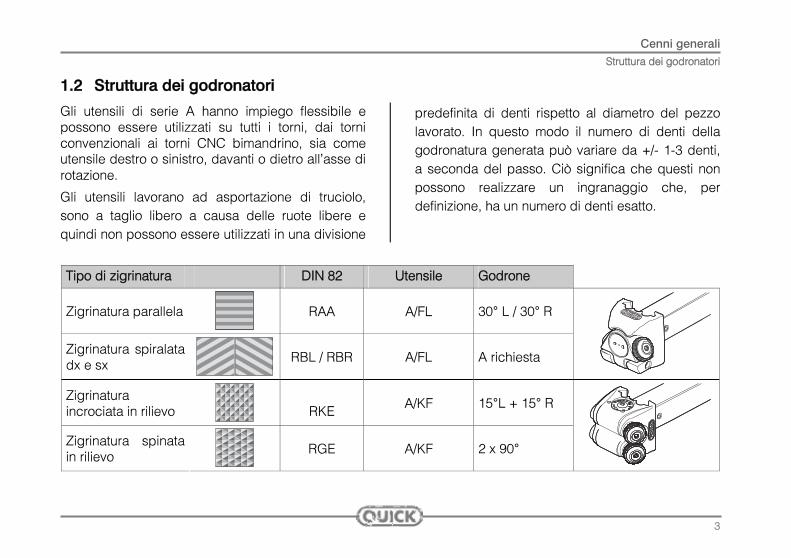
1.2 Struttura dei godronatori
Gli utensili di serie A hanno impiego flessibile e possono essere utilizzati su tutti i torni, dai torni convenzionali ai torni CNC bimandrino, sia come utensile destro o sinistro, davanti o dietro all’asse di rotazione.
Gli utensili lavorano ad asportazione di truciolo, sono a taglio libero a causa delle ruote libere e quindi non possono essere utilizzati in una divisione
predefinita di denti rispetto al diametro del pezzo lavorato. In questo modo il numero di denti della godronatura generata può variare da +/- 1-3 denti, a seconda del passo. Ciò significa che questi non possono realizzare un ingranaggio che, per definizione, ha un numero di denti esatto.
Tipo di zigrinatura DIN 82 Utensile Godrone
Zigrinatura parallela
RAA A/FL 30° L / 30° R
Zigrinatura spiralata dx e sx
RBL / RBR A/FL A richiesta
Zigrinatura incrociata in rilievo RKE A/KF 15°L + 15° R
Zigrinatura spinata in rilievo
RGE A/KF 2 x 90°
3
Cenni generali Struttura dei godronatori
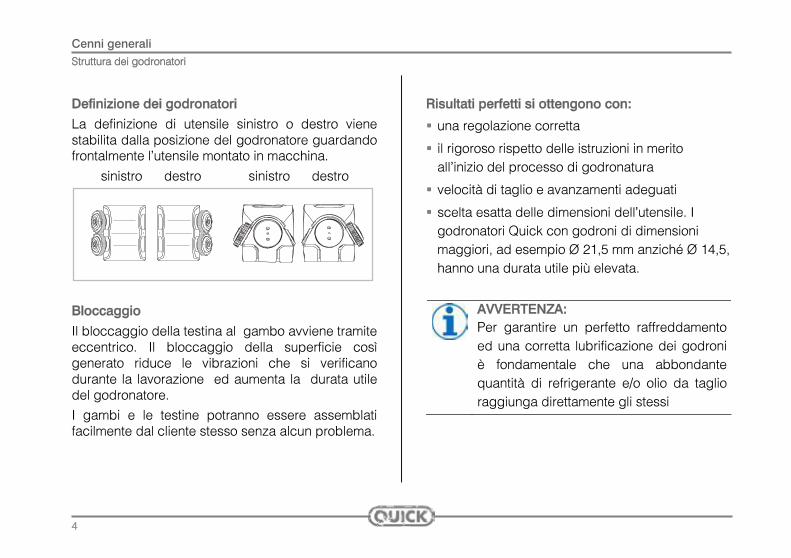
Definizione dei godronatori
La definizione di utensile sinistro o destro viene stabilita dalla posizione del godronatore guardando frontalmente l’utensile montato in macchina.
sinistro destro sinistro destro
Bloccaggio
Il bloccaggio della testina al gambo avviene tramite eccentrico. Il bloccaggio della superficie così generato riduce le vibrazioni che si verificano durante la lavorazione ed aumenta la durata utile del godronatore. I gambi e le testine potranno essere assemblati facilmente dal cliente stesso senza alcun problema.
Risultati perfetti si ottengono con:
una regolazione corretta
il rigoroso rispetto delle istruzioni in merito all’inizio del processo di godronatura
velocità di taglio e avanzamenti adeguati
scelta esatta delle dimensioni dell’utensile. I godronatori Quick con godroni di dimensioni maggiori, ad esempio Ø 21,5 mm anziché Ø 14,5, hanno una durata utile più elevata.
AVVERTENZA: Per garantire un perfetto raffreddamento ed una corretta lubrificazione dei godroni è fondamentale che una abbondante quantità di refrigerante e/o olio da taglio raggiunga direttamente gli stessi
4
Godronatori A1 Dati tecnici
5
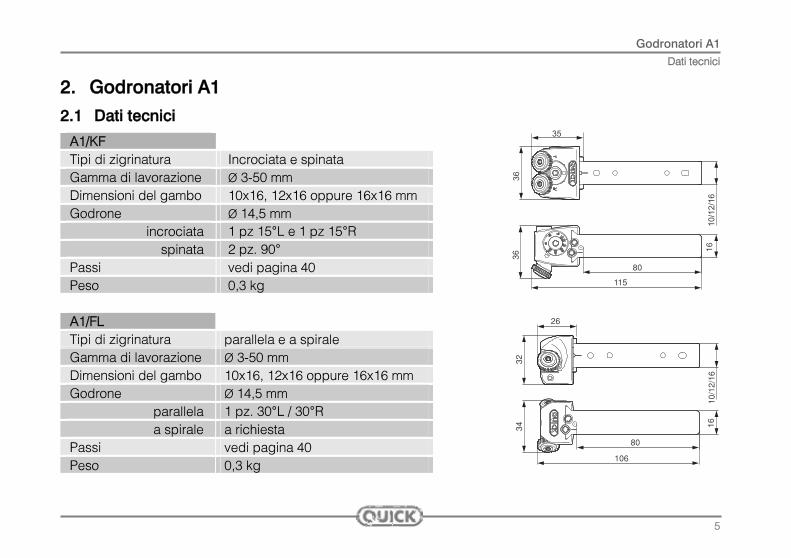
2. Godronatori A1 2.1 Dati tecnici
A1/KF Tipi di zigrinatura Incrociata e spinata Gamma di lavorazione Ø 3-50 mm Dimensioni del gambo 10x16, 12x16 oppure 16x16 mm Godrone Ø 14,5 mm
incrociata 1 pz 15°L e 1 pz 15°R spinata 2 pz. 90°
Passi vedi pagina 40 Peso 0,3 kg
A1/FL Tipi di zigrinatura parallela e a spirale Gamma di lavorazione Ø 3-50 mm Dimensioni del gambo 10x16, 12x16 oppure 16x16 mm Godrone Ø 14,5 mm
parallela 1 pz. 30°L / 30°R a spirale a richiesta
Passi vedi pagina 40 Peso 0,3 kg
10/1
2/1
6
35
36
115
16
80
36
10/1
2/16
26
32
16
106
80
34
Godronatori A1 Tavola prospettica: Componenti principali
6
8
2
2
3
3
4
4
5
5
12
67 1
13
14
1
11
11
10
10
9
9
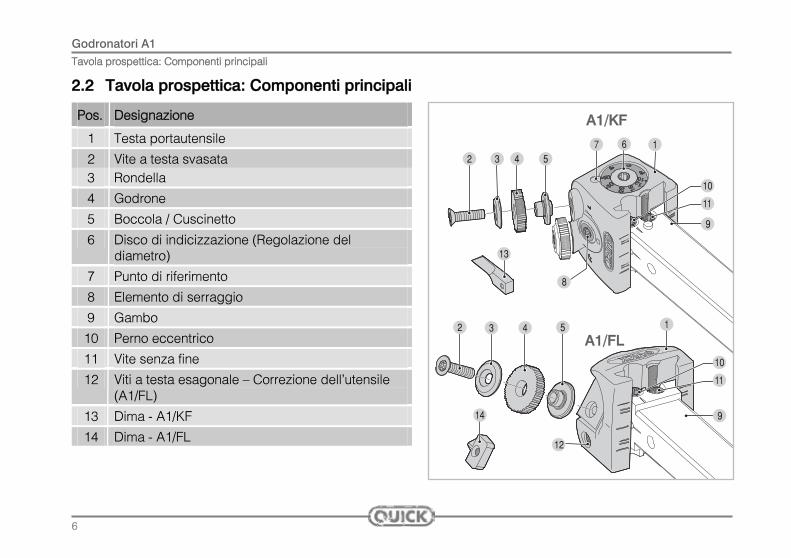
2.2 Tavola prospettica: Componenti principali
Pos. Designazione
1 Testa portautensile 2 Vite a testa svasata 3 Rondella 4 Godrone 5 Boccola / Cuscinetto 6 Disco di indicizzazione (Regolazione del
diametro) 7 Punto di riferimento 8 Elemento di serraggio 9 Gambo 10 Perno eccentrico 11 Vite senza fine 12 Viti a testa esagonale — Correzione dell’utensile
(A1/FL) 13 Dima - A1/KF 14 Dima - A1/FL
A1/KF
A1/FL
Godronatori A1 Regolazione del godronatore A1/KF
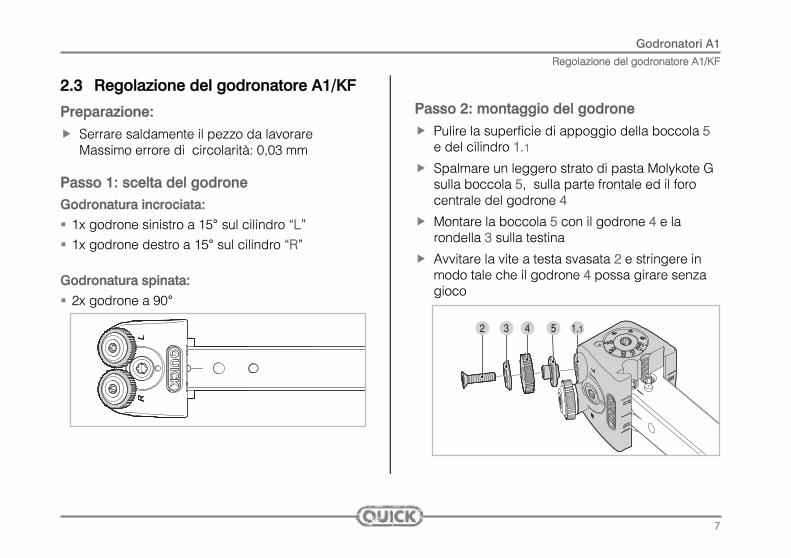
2.3 Regolazione del godronatore A1/KF
Preparazione:
Serrare saldamente il pezzo da lavorare Massimo errore di circolarità: 0,03 mm
Passo 1: scelta del godrone Godronatura incrociata:
1x godrone sinistro a 15° sul cilindro “L” 1x godrone destro a 15° sul cilindro “R”
Godronatura spinata:
2x godrone a 90°
Passo 2: montaggio del godrone
Pulire la superficie di appoggio della boccola 5 e del cilindro 1.1
Spalmare un leggero strato di pasta Molykote G sulla boccola 5, sulla parte frontale ed il foro centrale del godrone 4
Montare la boccola 5 con il godrone 4 e la rondella 3 sulla testina
Avvitare la vite a testa svasata 2 e stringere in modo tale che il godrone 4 possa girare senza gioco
2 3 4 5 1.1
7
Godronatori A1 Regolazione del godronatore A1/KF
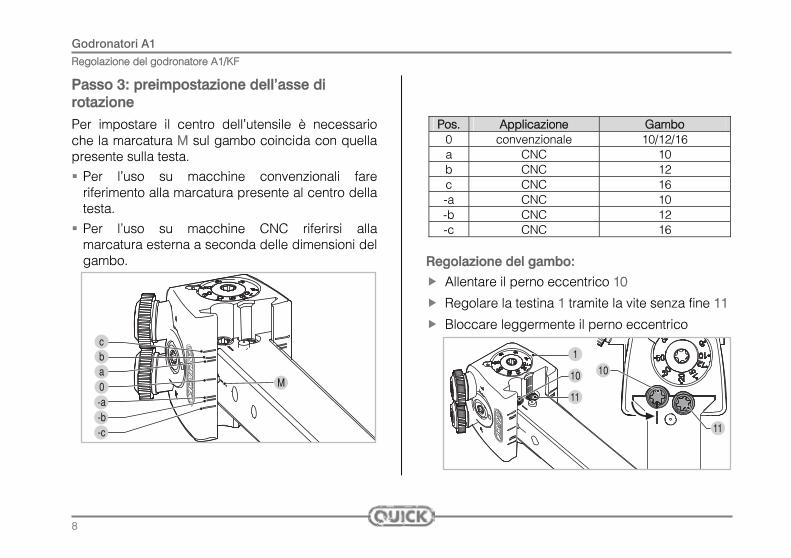
Passo 3: preimpostazione dell’asse di rotazione Per impostare il centro dell’utensile è necessario che la marcatura M sul gambo coincida con quella presente sulla testa. Per l’uso su macchine convenzionali fare
riferimento alla marcatura presente al centro della testa. Per l'uso su macchine CNC riferirsi alla
marcatura esterna a seconda delle dimensioni del gambo.
a
-c
0
b
-b
c
-a
M
Pos. Applicazione Gambo 0 convenzionale 10/12/16 a CNC 10 b CNC 12 c CNC 16 -a CNC 10 -b CNC 12 -c CNC 16
Regolazione del gambo:
Allentare il perno eccentrico 10
Regolare la testina 1 tramite la vite senza fine 11
Bloccare leggermente il perno eccentrico
1
10
11
10
11
8
Godronatori A1 Regolazione del godronatore A1/KF
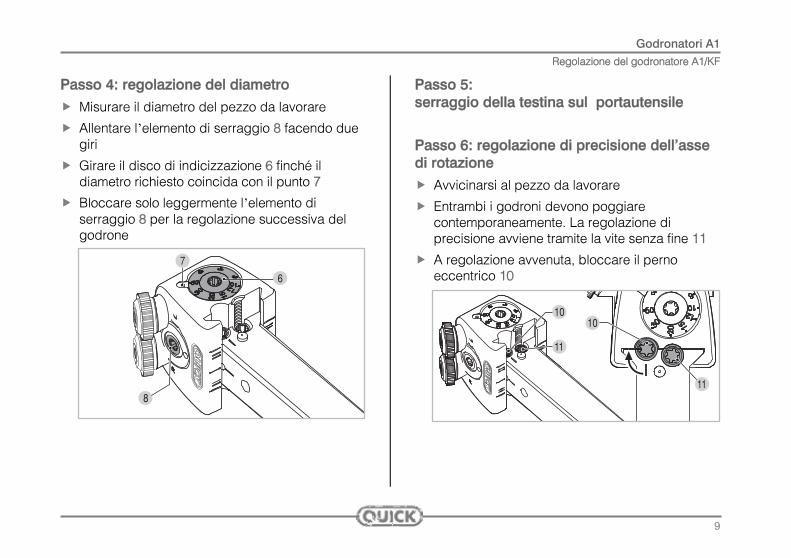
Passo 4: regolazione del diametro
Misurare il diametro del pezzo da lavorare
Allentare l’elemento di serraggio 8 facendo due giri
Girare il disco di indicizzazione 6 finché il diametro richiesto coincida con il punto 7
Bloccare solo leggermente l’elemento di serraggio 8 per la regolazione successiva del godrone
8
6
7
Passo 5: serraggio della testina sul portautensile
Passo 6: regolazione di precisione dell’asse di rotazione
Avvicinarsi al pezzo da lavorare
Entrambi i godroni devono poggiare contemporaneamente. La regolazione di precisione avviene tramite la vite senza fine 11
A regolazione avvenuta, bloccare il perno eccentrico 10
11
1010
11
9
Godronatori A1 Regolazione del godronatore A1/KF
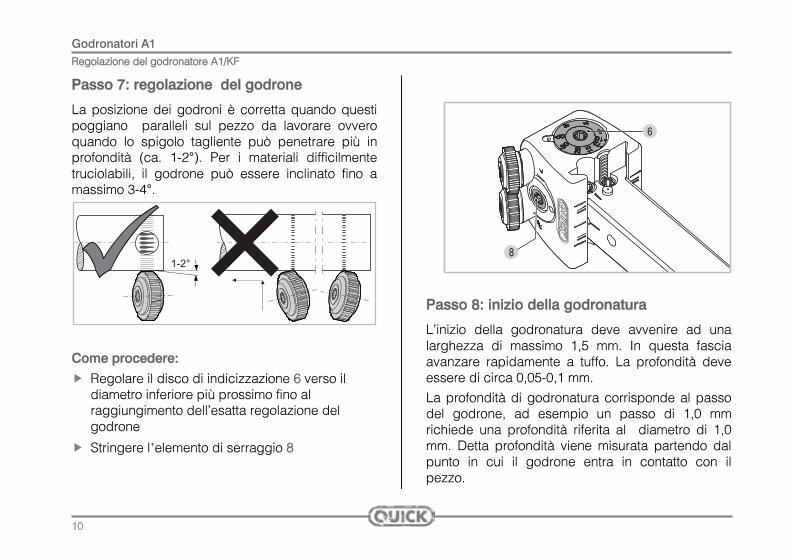
Passo 7: regolazione del godrone
La posizione dei godroni è corretta quando questi poggiano paralleli sul pezzo da lavorare ovvero quando lo spigolo tagliente può penetrare più in profondità (ca. 1-2°). Per i materiali difficilmente truciolabili, il godrone può essere inclinato fino a massimo 3-4°.
Come procedere:
Regolare il disco di indicizzazione 6 verso il diametro inferiore più prossimo fino al raggiungimento dell’esatta regolazione del godrone
Stringere l’elemento di serraggio 8
8
6
Passo 8: inizio della godronatura
L’inizio della godronatura deve avvenire ad una larghezza di massimo 1,5 mm. In questa fascia avanzare rapidamente a tuffo. La profondità deve essere di circa 0,05-0,1 mm. La profondità di godronatura corrisponde al passo del godrone, ad esempio un passo di 1,0 mm richiede una profondità riferita al diametro di 1,0 mm. Detta profondità viene misurata partendo dal punto in cui il godrone entra in contatto con il pezzo.
10

Godronatori A1 Regolazione del godronatore A1/KF
11
Dopo circa 2-3 secondi, tramite l’avanzamento assiale inizia la godronatura del pezzo. Il rigonfiamento dello stesso non può essere predeterminato perchè varia a seconda del materiale. La profondità della godronatura deve essere tale da mantenere lo spigolo tagliente del godrone.
max 1,5 mm
ATTENZIONE: E’ assolutamente vietato godronare il pezzo utilizzando il godrone frontal-mente sul piano assiale. E’ possibile solo parzialmente, iniziare la godronatura in mezzo al pezzo.
AVVERTENZA: Fare attenzione a che lo smusso di protezione all’inizio del pezzo venga fatto dopo la godronatura.
Quanto maggiore è il passo, tanto minore sarà l’avanzamento. La velocità di taglio e l’avanzamento non influenzano il passo.
AVVERTENZA: Nel caso in cui la godronatura non fosse esatta, è possibile ripetere il processo di godronatura dopo aver corretto l’utensile.
Passo 9: Godronatura
Godronatori A1 Misurazione ottica A1/KF
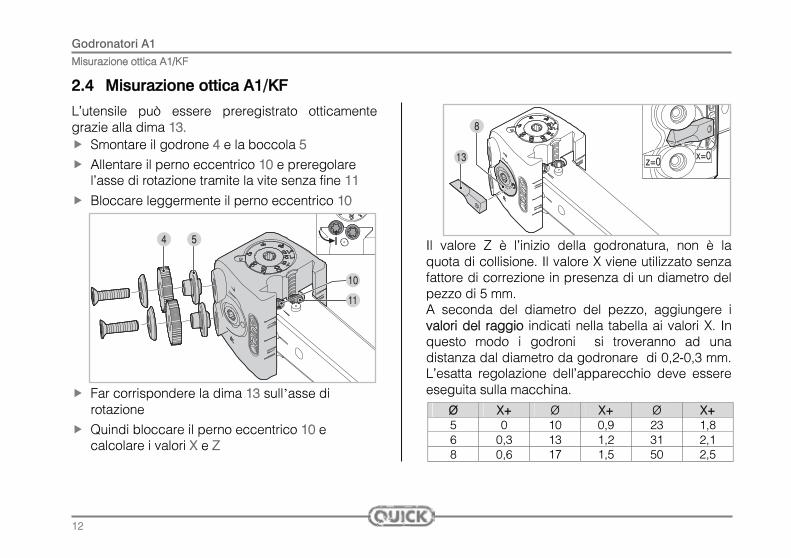
2.4 Misurazione ottica A1/KF
L’utensile può essere preregistrato otticamente grazie alla dima 13. Smontare il godrone 4 e la boccola 5 Allentare il perno eccentrico 10 e preregolare
l’asse di rotazione tramite la vite senza fine 11
Bloccare leggermente il perno eccentrico 10
4 5
11
10
Far corrispondere la dima 13 sull’asse di
rotazione Quindi bloccare il perno eccentrico 10 e
calcolare i valori X e Z
x=0z=013
8
Il valore Z è l’inizio della godronatura, non è la quota di collisione. Il valore X viene utilizzato senza fattore di correzione in presenza di un diametro del pezzo di 5 mm. A seconda del diametro del pezzo, aggiungere i valori del raggio indicati nella tabella ai valori X. In questo modo i godroni si troveranno ad una distanza dal diametro da godronare di 0,2-0,3 mm. L’esatta regolazione dell’apparecchio deve essere eseguita sulla macchina.
Ø X+ Ø X+ Ø X+ 5 0 10 0,9 23 1,8 6 0,3 13 1,2 31 2,1 8 0,6 17 1,5 50 2,5
12
Godronatori A1 Regolazione del godronatore A1/FL
2.5 Regolazione del godronatore A1/FL
Preparazione:
Serrare saldamente il pezzo di lavorazione Massimo errore di circolarità: 0,03 mm
Passo 1: scelta del godrone Godronatura parallela – apparecchio destro: 1x godrone destro a 30° Godronatura parallela – apprarecchio sinistro: 1x godrone sinistro a 30°
AVVERTENZA: L’apparecchio destro permette la godronatura solo con mandrini a rotazione destra. L’apparecchio sinistro permette la godronatura solo con mandrini a rotazione sinistra.
Godronatura spiralata: A seconda dell’inclinazione della spirale sul pezzo utilizzare godroni a 15°, 30° oppure 90°. Per l’elevato numero di variazioni possibili si consiglia di consultare il rivenditore e/o il produttore.
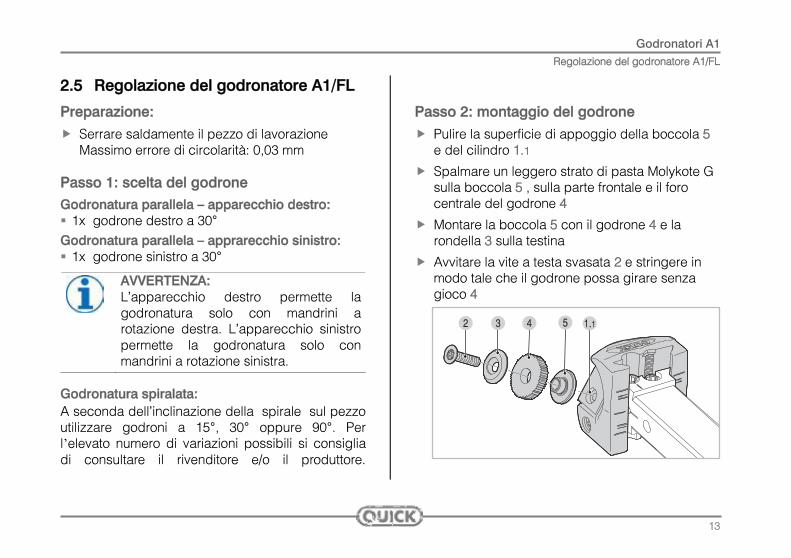
Passo 2: montaggio del godrone
Pulire la superficie di appoggio della boccola 5 e del cilindro 1.1
Spalmare un leggero strato di pasta Molykote G sulla boccola 5 , sulla parte frontale e il foro centrale del godrone 4
Montare la boccola 5 con il godrone 4 e la rondella 3 sulla testina
Avvitare la vite a testa svasata 2 e stringere in modo tale che il godrone possa girare senza gioco 4
2 3 4 5 1.1
13
Godronatori A1 Regolazione del godronatore A1/FL
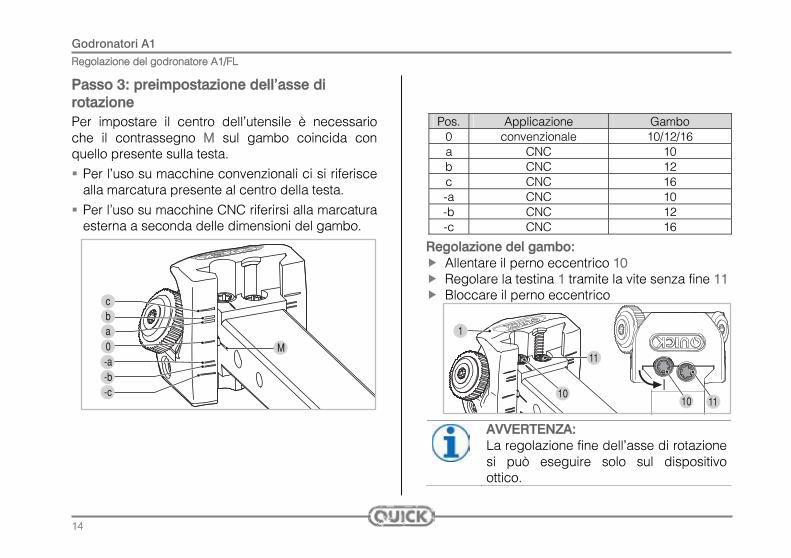
Passo 3: preimpostazione dell’asse di rotazione Per impostare il centro dell’utensile è necessario che il contrassegno M sul gambo coincida con quello presente sulla testa. Per l’uso su macchine convenzionali ci si riferisce
alla marcatura presente al centro della testa. Per l'uso su macchine CNC riferirsi alla marcatura
esterna a seconda delle dimensioni del gambo.
a
-c
0
b
-b
c
-a
M
Pos. Applicazione Gambo 0 convenzionale 10/12/16 a CNC 10 b CNC 12 c CNC 16 -a CNC 10 -b CNC 12 -c CNC 16
Regolazione del gambo: Allentare il perno eccentrico 10 Regolare la testina 1 tramite la vite senza fine 11 Bloccare il perno eccentrico
10 11
1
11
10
AVVERTENZA: La regolazione fine dell’asse di rotazione si può eseguire solo sul dispositivo ottico.
14

Godronatori A1 Regolazione del godronatore A1/FL
Passo 4: serraggio della testina nel portautensile
Passo 5: regolazione del godrone
La posizione dei godroni è corretta quando questi poggiano paralleli sul pezzo da lavorare, ovvero quando lo spigolo tagliente può penetrare più in profondità (ca. 1-2°). Per i materiali difficilmente truciolabili, il godrone può essere inclinato fino a massimo 3-4°.
Come procedere:
La correzione avviene facendo oscillare leggermente il godrone nel portautensili
Passo 6: inizio della godronatura L’inizio della godronatura deve avvenire ad una larghezza di massimo 1,5 mm. In questa fascia avanzare rapidamente a tuffo. La profondità deve essere di circa 0,05-0,1 mm.
La profondità di godronatura corrisponde al passo del godrone, ad esempio un passo di 1,0 mm richiede una profondità riferita al diametro di 1,0 mm. Detta profondità viene misurata partendo dal punto in cui il godrone entra in contatto con il pezzo.
Dopo circa 2-3 secondi, tramite l’avanzamento assiale inizia la godronatura del pezzo. Il rigonfiamento dello stesso non può essere predeterminato perchè varia a seconda del materiale. La profondità della godronatura deve essere tale da mantenere lo spigolo tagliente del godrone.
max 1,5 mm
15
Godronatori A1 Regolazione del godronatore A1/FL
16
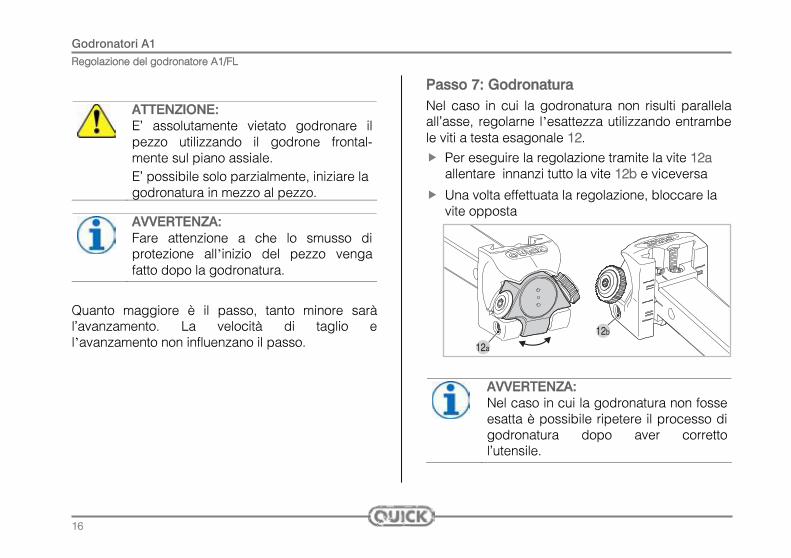
AVVERTENZA: Nel caso in cui la godronatura non fosse esatta è possibile ripetere il processo di godronatura dopo aver corretto l’utensile.
Nel caso in cui la godronatura non risulti parallela all’asse, regolarne l’esattezza utilizzando entrambe le viti a testa esagonale 12.
12b
12a
Una volta effettuata la regolazione, bloccare la vite opposta
Per eseguire la regolazione tramite la vite 12a allentare innanzi tutto la vite 12b e viceversa
Passo 7: Godronatura
Quanto maggiore è il passo, tanto minore sarà l’avanzamento. La velocità di taglio e l’avanzamento non influenzano il passo.
AVVERTENZA: Fare attenzione a che lo smusso di protezione all’inizio del pezzo venga fatto dopo la godronatura.
ATTENZIONE: E’ assolutamente vietato godronare il pezzo utilizzando il godrone frontal-mente sul piano assiale. E’ possibile solo parzialmente, iniziare la godronatura in mezzo al pezzo.
Godronatori A1 Misurazione ottica A1/FL
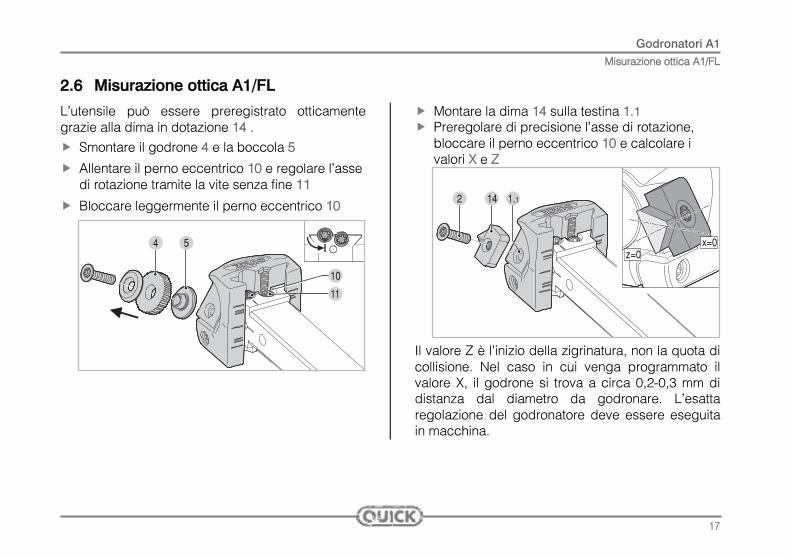
2.6 Misurazione ottica A1/FL
L’utensile può essere preregistrato otticamente grazie alla dima in dotazione 14 . Smontare il godrone 4 e la boccola 5
Allentare il perno eccentrico 10 e regolare l’asse di rotazione tramite la vite senza fine 11
Bloccare leggermente il perno eccentrico 10
4 5
11
10
Montare la dima 14 sulla testina 1.1 Preregolare di precisione l’asse di rotazione,
bloccare il perno eccentrico 10 e calcolare i valori X e Z
z=0x=0
14 1.12
Il valore Z è l’inizio della zigrinatura, non la quota di collisione. Nel caso in cui venga programmato il valore X, il godrone si trova a circa 0,2-0,3 mm di distanza dal diametro da godronare. L’esatta regolazione del godronatore deve essere eseguita in macchina.
17
Godronatori A1 Adattatore per tornitura longitudinale
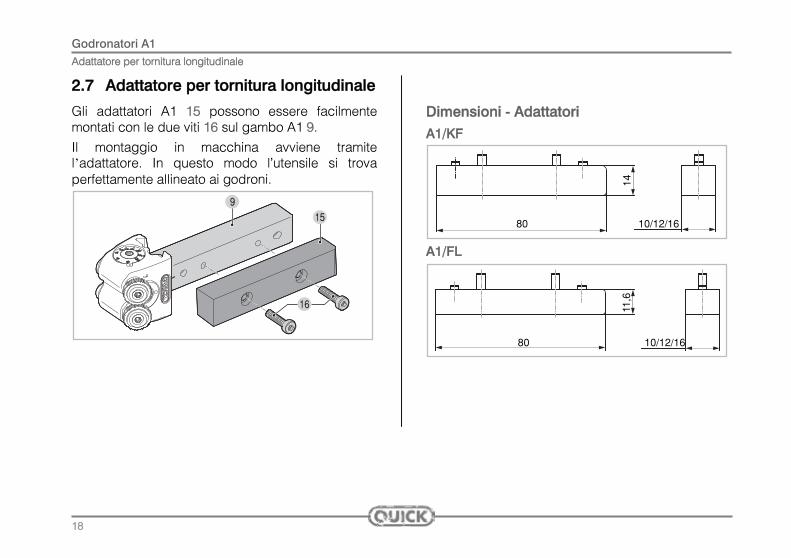
2.7 Adattatore per tornitura longitudinale
Gli adattatori A1 15 possono essere facilmente montati con le due viti 16 sul gambo A1 9. Il montaggio in macchina avviene tramite l’adattatore. In questo modo l’utensile si trova perfettamente allineato ai godroni.
9
16
15
Dimensioni - Adattatori A1/KF
80
14
10/12/16
A1/FL
80
11,6
10/12/16
18
Godronatori A2 Dati tecnici
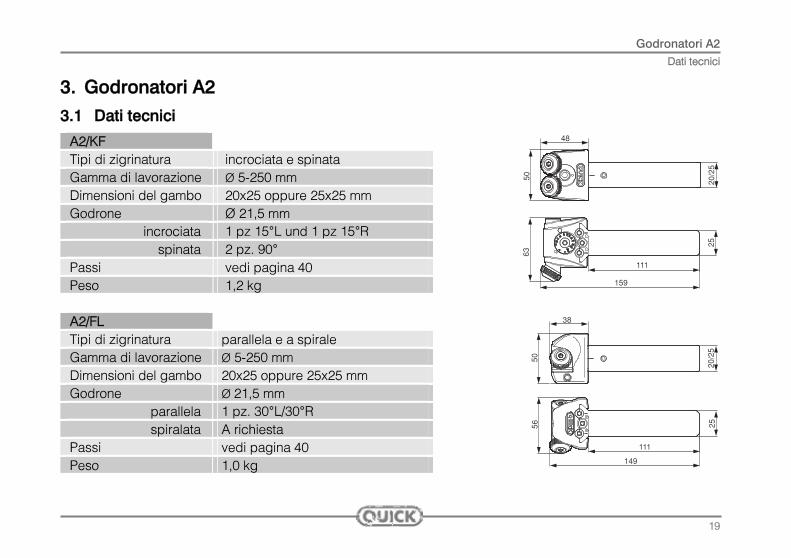
3. Godronatori A2 3.1 Dati tecnici
A2/KF Tipi di zigrinatura incrociata e spinata Gamma di lavorazione Ø 5-250 mm Dimensioni del gambo 20x25 oppure 25x25 mm Godrone Ø 21,5 mm
incrociata 1 pz 15°L und 1 pz 15°R spinata 2 pz. 90°
Passi vedi pagina 40 Peso 1,2 kg
A2/FL Tipi di zigrinatura parallela e a spirale Gamma di lavorazione Ø 5-250 mm Dimensioni del gambo 20x25 oppure 25x25 mm Godrone Ø 21,5 mm
parallela 1 pz. 30°L/30°R spiralata A richiesta
Passi vedi pagina 40 Peso 1,0 kg
50 20/2
5
48
25
111
159
63
20/2
5
38
50
25
149
111
56 19
Godronatori A2 Tavola prospettica: Componenti principali
20
8
52 3 4
13
2 3 4 5
14
1
10
10
11
9
67 1
11
10
10
9
12
A2/KF
A2/FL
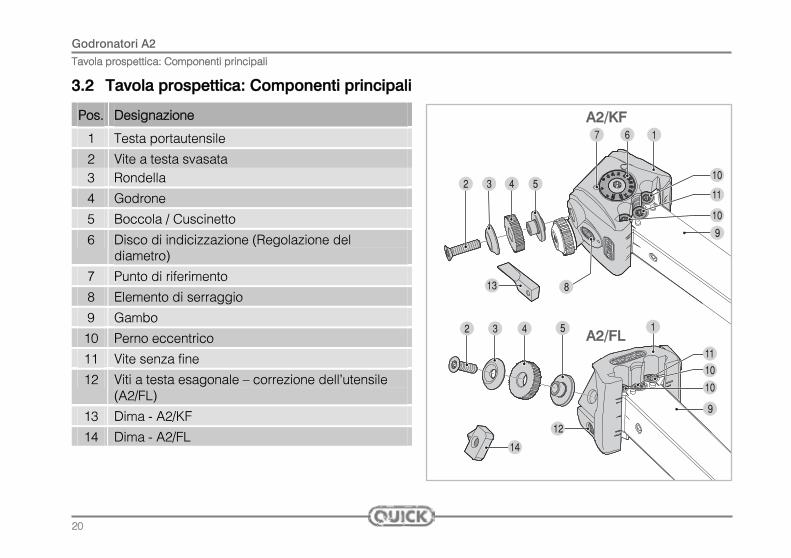
3.2 Tavola prospettica: Componenti principali
Pos. Designazione
1 Testa portautensile 2 Vite a testa svasata 3 Rondella 4 Godrone 5 Boccola / Cuscinetto 6 Disco di indicizzazione (Regolazione del
diametro) 7 Punto di riferimento 8 Elemento di serraggio 9 Gambo 10 Perno eccentrico 11 Vite senza fine 12 Viti a testa esagonale — correzione dell’utensile
(A2/FL) 13 Dima - A2/KF 14 Dima - A2/FL
Godronatori A2 Regolazione del godronatore A2/KF
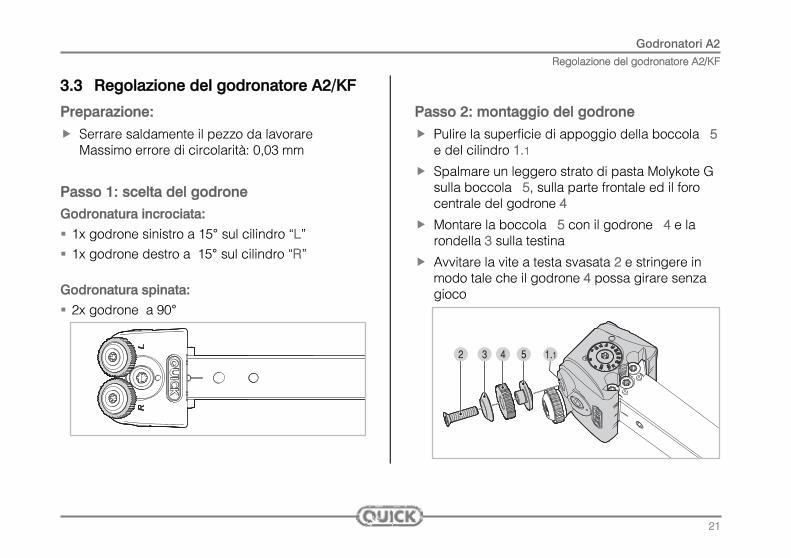
3.3 Regolazione del godronatore A2/KF
Preparazione:
Serrare saldamente il pezzo da lavorare Massimo errore di circolarità: 0,03 mm
Passo 1: scelta del godrone Godronatura incrociata:
1x godrone sinistro a 15° sul cilindro “L” 1x godrone destro a 15° sul cilindro “R”
Godronatura spinata:
2x godrone a 90°
Passo 2: montaggio del godrone
Pulire la superficie di appoggio della boccola 5 e del cilindro 1.1
Spalmare un leggero strato di pasta Molykote G sulla boccola 5, sulla parte frontale ed il foro centrale del godrone 4
Montare la boccola 5 con il godrone 4 e la rondella 3 sulla testina
Avvitare la vite a testa svasata 2 e stringere in modo tale che il godrone 4 possa girare senza gioco
1.13 42 5
21
Godronatori A2 Regolazione del godronatore A2/KF
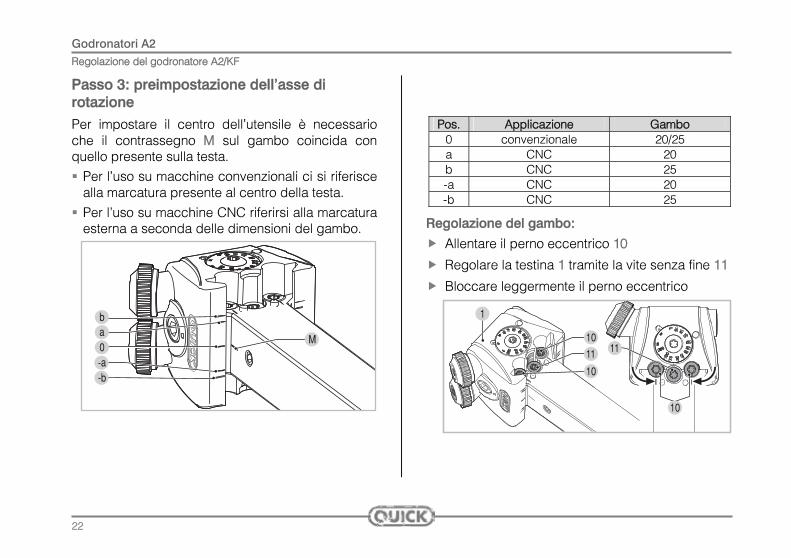
Passo 3: preimpostazione dell’asse di rotazione Per impostare il centro dell’utensile è necessario che il contrassegno M sul gambo coincida con quello presente sulla testa. Per l’uso su macchine convenzionali ci si riferisce
alla marcatura presente al centro della testa. Per l'uso su macchine CNC riferirsi alla marcatura
esterna a seconda delle dimensioni del gambo.
-b
-a
0
a
b
M
Pos. Applicazione Gambo 0 convenzionale 20/25 a CNC 20 b CNC 25 -a CNC 20 -b CNC 25
Regolazione del gambo:
Allentare il perno eccentrico 10
Regolare la testina 1 tramite la vite senza fine 11
Bloccare leggermente il perno eccentrico
10
11
1
11
10
10
22
Godronatori A2 Regolazione del godronatore A2/KF
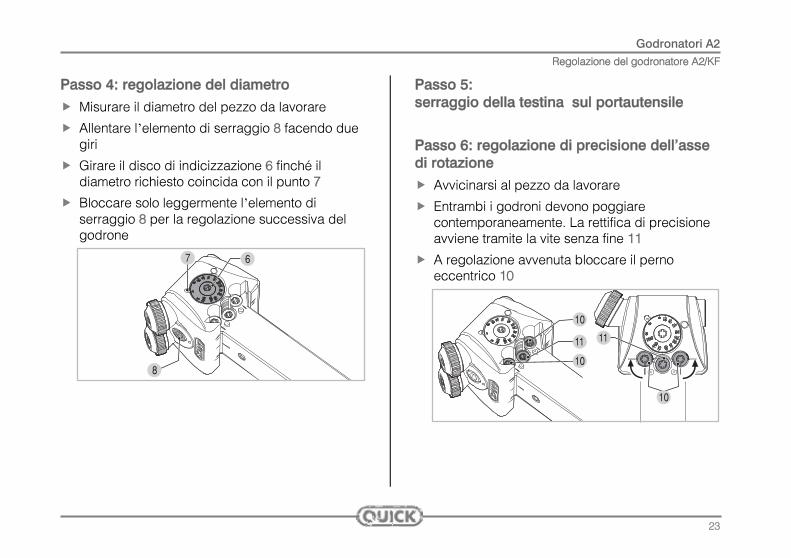
Passo 4: regolazione del diametro
Misurare il diametro del pezzo da lavorare
Allentare l’elemento di serraggio 8 facendo due giri
Girare il disco di indicizzazione 6 finché il diametro richiesto coincida con il punto 7
Bloccare solo leggermente l’elemento di serraggio 8 per la regolazione successiva del godrone
67
8
Passo 5: serraggio della testina sul portautensile
Passo 6: regolazione di precisione dell’asse di rotazione
Avvicinarsi al pezzo da lavorare
Entrambi i godroni devono poggiare contemporaneamente. La rettifica di precisione avviene tramite la vite senza fine 11
A regolazione avvenuta bloccare il perno eccentrico 10
10
1111
10
10
23
Godronatori A2 Regolazione del godronatore A2/KF
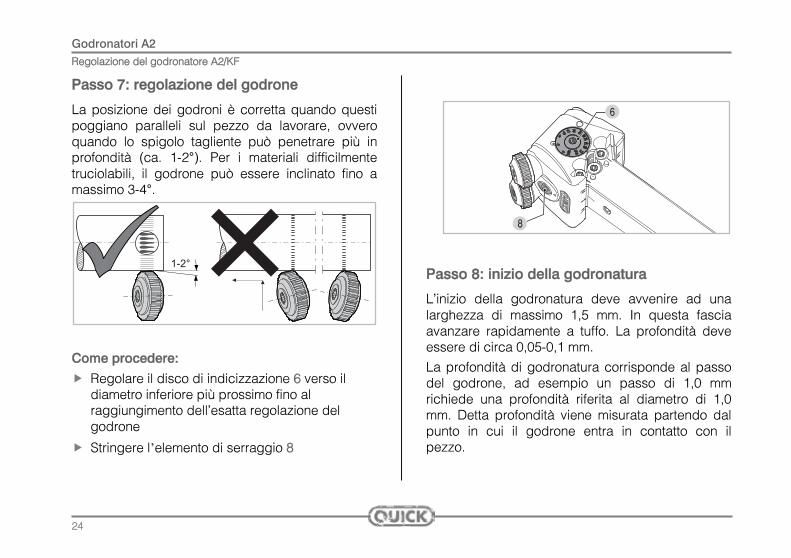
Passo 7: regolazione del godrone
La posizione dei godroni è corretta quando questi poggiano paralleli sul pezzo da lavorare, ovvero quando lo spigolo tagliente può penetrare più in profondità (ca. 1-2°). Per i materiali difficilmente truciolabili, il godrone può essere inclinato fino a massimo 3-4°.
Come procedere:
Regolare il disco di indicizzazione 6 verso il diametro inferiore più prossimo fino al raggiungimento dell’esatta regolazione del godrone
Stringere l’elemento di serraggio 8
8
6
Passo 8: inizio della godronatura
L’inizio della godronatura deve avvenire ad una larghezza di massimo 1,5 mm. In questa fascia avanzare rapidamente a tuffo. La profondità deve essere di circa 0,05-0,1 mm. La profondità di godronatura corrisponde al passo del godrone, ad esempio un passo di 1,0 mm richiede una profondità riferita al diametro di 1,0 mm. Detta profondità viene misurata partendo dal punto in cui il godrone entra in contatto con il pezzo.
24
Godronatori A2 Regolazione del godronatore A2/KF
25
AVVERTENZA: Nel caso in cui la godronatura non fosse esatta è possibile ripetere il processo di godronatura dopo aver corretto l’utensile.
Quanto maggiore è il passo, tanto minore sarà l’avanzamento. La velocità di taglio e l’ avanzamento non influenzano il passo.
AVVERTENZA: Fare attenzione a che lo smusso di protezione all’inizio del pezzo venga fatto dopo la godronatura.
Passo 9: Zigrinatura
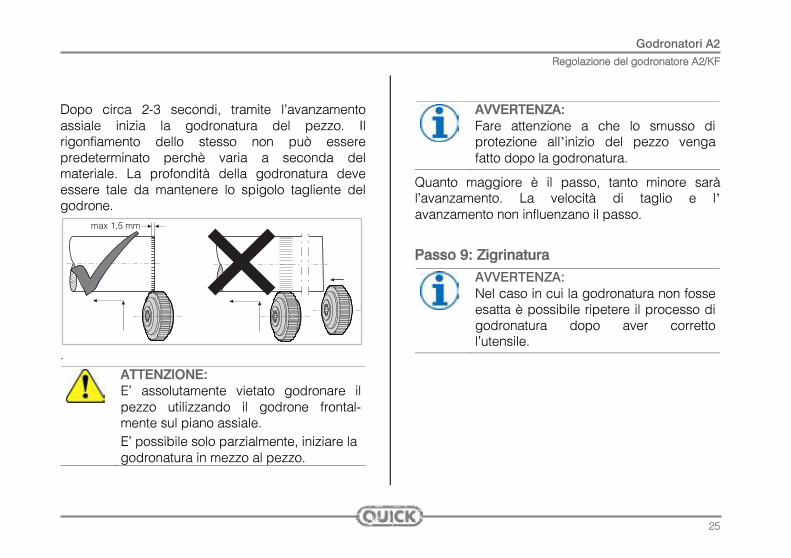
Dopo circa 2-3 secondi, tramite l’avanzamento assiale inizia la godronatura del pezzo. Il rigonfiamento dello stesso non può essere predeterminato perchè varia a seconda del materiale. La profondità della godronatura deve essere tale da mantenere lo spigolo tagliente del godrone.
ATTENZIONE: E’ assolutamente vietato godronare il pezzo utilizzando il godrone frontal-mente sul piano assiale. E’ possibile solo parzialmente, iniziare la godronatura in mezzo al pezzo.
max 1,5 mm
.
Godronatori A2 Misurazione ottica A2/KF
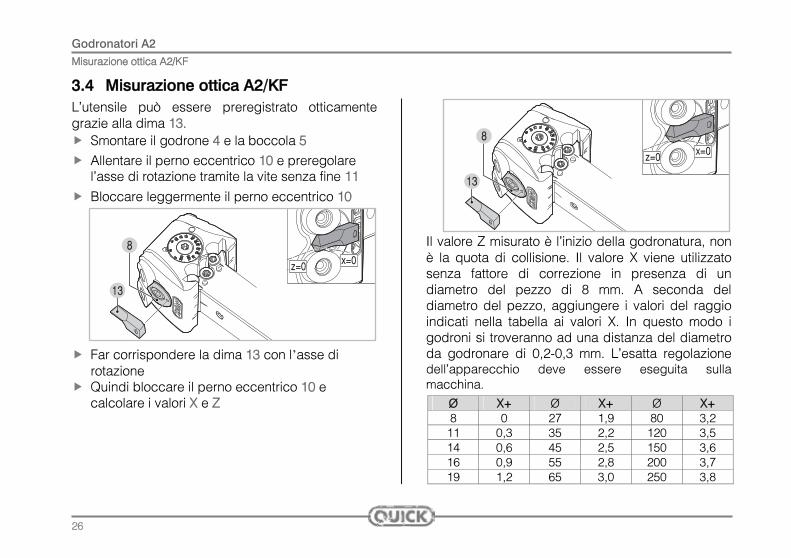
3.4 Misurazione ottica A2/KF L’utensile può essere preregistrato otticamente grazie alla dima 13. Smontare il godrone 4 e la boccola 5 Allentare il perno eccentrico 10 e preregolare
l’asse di rotazione tramite la vite senza fine 11
Bloccare leggermente il perno eccentrico 10
x=0z=0
13
8
Far corrispondere la dima 13 con l’asse di
rotazione Quindi bloccare il perno eccentrico 10 e
calcolare i valori X e Z
x=0z=0
13
8
Il valore Z misurato è l’inizio della godronatura, non è la quota di collisione. Il valore X viene utilizzato senza fattore di correzione in presenza di un diametro del pezzo di 8 mm. A seconda del diametro del pezzo, aggiungere i valori del raggio indicati nella tabella ai valori X. In questo modo i godroni si troveranno ad una distanza del diametro da godronare di 0,2-0,3 mm. L’esatta regolazione dell’apparecchio deve essere eseguita sulla macchina.
Ø X+ Ø X+ Ø X+ 8 0 27 1,9 80 3,2
11 0,3 35 2,2 120 3,5 14 0,6 45 2,5 150 3,6 16 0,9 55 2,8 200 3,7 19 1,2 65 3,0 250 3,8
26
Godronatori A2 Regolazione del godronatore A2/FL
3.5 Regolazione del godronatore A2/FL Preparazione:
Serrare saldamente il pezzo da lavorare . Massimo errore di circolarità: 0,03 mm
Passo 1: scelta del godrone Godronatura parallela – apparecchio destro: 1x godrone destro a 30° Godronatura parallela – apparecchio sinistro: 1x godrone sinistro 30°
AVVERTENZA: L’apparecchio destro permette la godronatura solo con mandrini a rotazione destra. L’apparecchio sinistro permette la godronatura solo con mandrini a rotazione sinistra.
Godronatura spiralata:
In base all’inclinazione della spirale richiesta sul pezzo di lavorazione montare il godrone con spirale a 15°, 30° oppure 90°. In base al numero di possibili variazioni è consigliabile consultare il rivenditore e/o il produttore.
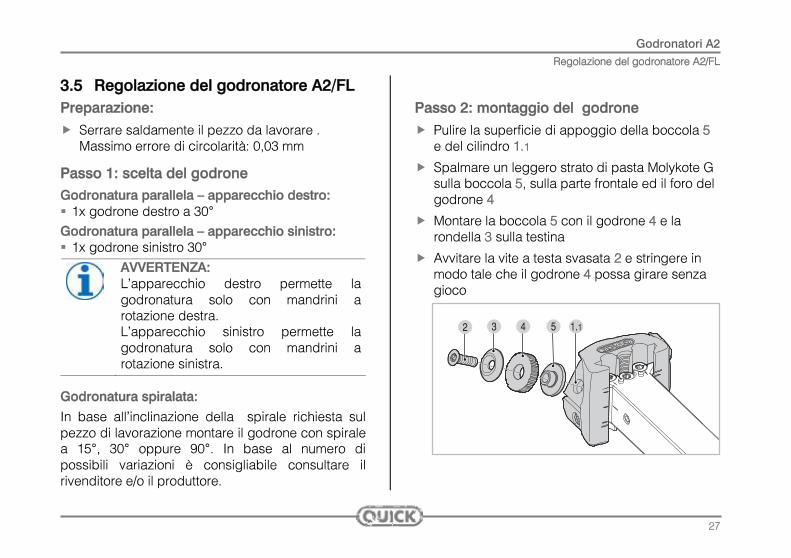
Passo 2: montaggio del godrone
Pulire la superficie di appoggio della boccola 5 e del cilindro 1.1
Spalmare un leggero strato di pasta Molykote G sulla boccola 5, sulla parte frontale ed il foro del godrone 4
Montare la boccola 5 con il godrone 4 e la rondella 3 sulla testina
Avvitare la vite a testa svasata 2 e stringere in modo tale che il godrone 4 possa girare senza gioco
2 3 4 5 1.1
27

Godronatori A2 Regolazione del godronatore A2/FL
Passo 3: regolazione dell’asse di rotazione Per impostare il centro dell’utensile è necessario che il contrassegno R sul gambo coincida con quello presente sulla testa. Per l’uso su macchine convenzionali ci si riferisce
alla marcatura presente al centro della testa. Per l'uso su macchine CNC riferirsi alla marcatura
esterna a seconda delle dimensioni del gambo.
M
-b-b
-a-a
0
aa
bb
Pos. Applicazione Gambo
0 convenzionale 20/25 a CNC 20 b CNC 25 -a CNC 20 -b CNC 25
Impostazione: Allentare il perno eccentrico 10 Regolare la testina 1 tramite la vite senza fine 11 Bloccare di nuovo il perno eccentrico
11
10
10
10
11
1
AVVERTENZA: La regolazione di precisione dell’asse di rotazione può essere effettuata solo sull’apposito dispositivo ottico.
28
Godronatori A2 Regolazione del godronatore A2/FL
Passo 4: serraggio del godrone sulla testina
Passo 5: regolazione del godrone
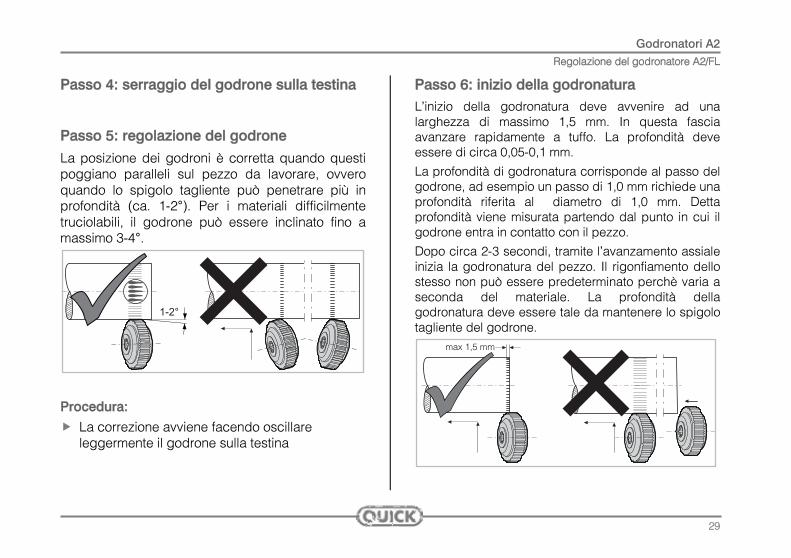
La posizione dei godroni è corretta quando questi poggiano paralleli sul pezzo da lavorare, ovvero quando lo spigolo tagliente può penetrare più in profondità (ca. 1-2°). Per i materiali difficilmente truciolabili, il godrone può essere inclinato fino a massimo 3-4°.
Procedura:
La correzione avviene facendo oscillare leggermente il godrone sulla testina
Passo 6: inizio della godronatura L’inizio della godronatura deve avvenire ad una larghezza di massimo 1,5 mm. In questa fascia avanzare rapidamente a tuffo. La profondità deve essere di circa 0,05-0,1 mm.
La profondità di godronatura corrisponde al passo del godrone, ad esempio un passo di 1,0 mm richiede una profondità riferita al diametro di 1,0 mm. Detta profondità viene misurata partendo dal punto in cui il godrone entra in contatto con il pezzo.
Dopo circa 2-3 secondi, tramite l’avanzamento assiale inizia la godronatura del pezzo. Il rigonfiamento dello stesso non può essere predeterminato perchè varia a seconda del materiale. La profondità della godronatura deve essere tale da mantenere lo spigolo tagliente del godrone.
max 1,5 mm
29
Godronatori A2 Regolazione del godronatore A2/FL
30
AVVERTENZA: Nel caso in cui la godronatura non fosse esatta è possibile ripetere il processo di godronatura dopo aver corretto l’utensile.
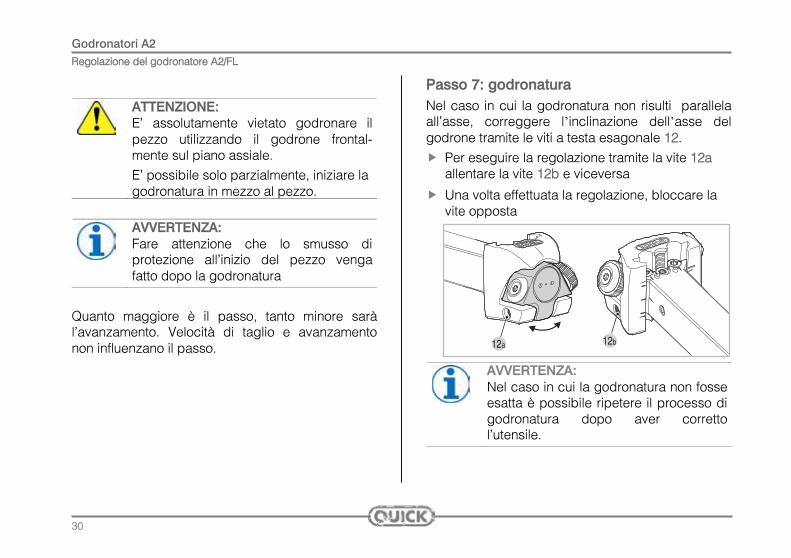
Nel caso in cui la godronatura non risulti parallela all’asse, correggere l’inclinazione dell’asse del godrone tramite le viti a testa esagonale 12.
12b12a
Una volta effettuata la regolazione, bloccare la vite opposta
Per eseguire la regolazione tramite la vite 12a allentare la vite 12b e viceversa
Passo 7: godronatura
Quanto maggiore è il passo, tanto minore sarà l’avanzamento. Velocità di taglio e avanzamento non influenzano il passo.
AVVERTENZA: Fare attenzione che lo smusso di protezione all’inizio del pezzo venga fatto dopo la godronatura
ATTENZIONE: E’ assolutamente vietato godronare il pezzo utilizzando il godrone frontal-mente sul piano assiale. E’ possibile solo parzialmente, iniziare la godronatura in mezzo al pezzo.
Godronatori A2 Misurazione ottica A2/FL
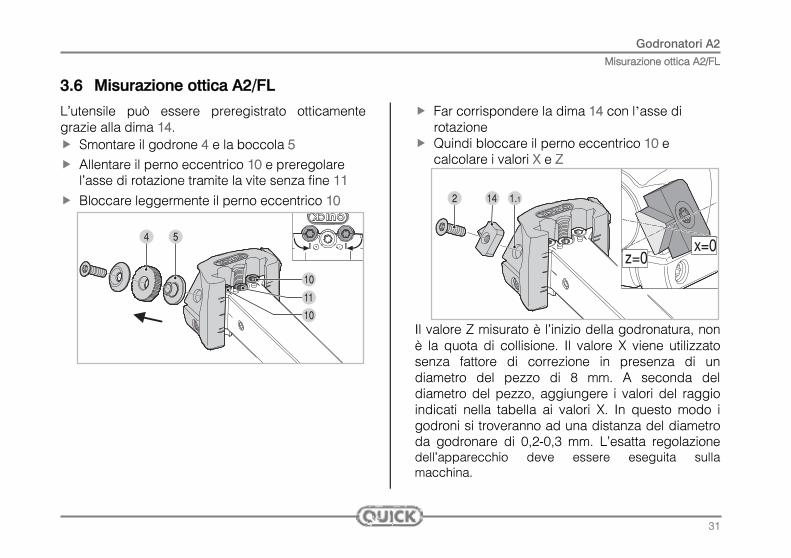
3.6 Misurazione ottica A2/FL
L’utensile può essere preregistrato otticamente grazie alla dima 14. Smontare il godrone 4 e la boccola 5 Allentare il perno eccentrico 10 e preregolare
l’asse di rotazione tramite la vite senza fine 11
Bloccare leggermente il perno eccentrico 10
4 5
11
10
10
Far corrispondere la dima 14 con l’asse di rotazione
Quindi bloccare il perno eccentrico 10 e calcolare i valori X e Z
z=0x=0
2 14 1.1
Il valore Z misurato è l’inizio della godronatura, non è la quota di collisione. Il valore X viene utilizzato senza fattore di correzione in presenza di un diametro del pezzo di 8 mm. A seconda del diametro del pezzo, aggiungere i valori del raggio indicati nella tabella ai valori X. In questo modo i godroni si troveranno ad una distanza del diametro da godronare di 0,2-0,3 mm. L’esatta regolazione dell’apparecchio deve essere eseguita sulla macchina.
31
Unità del refrigerante A1/A2 Informazioni generali
4. Unità del refrigerante A1/A2 4.1 Informazioni generali
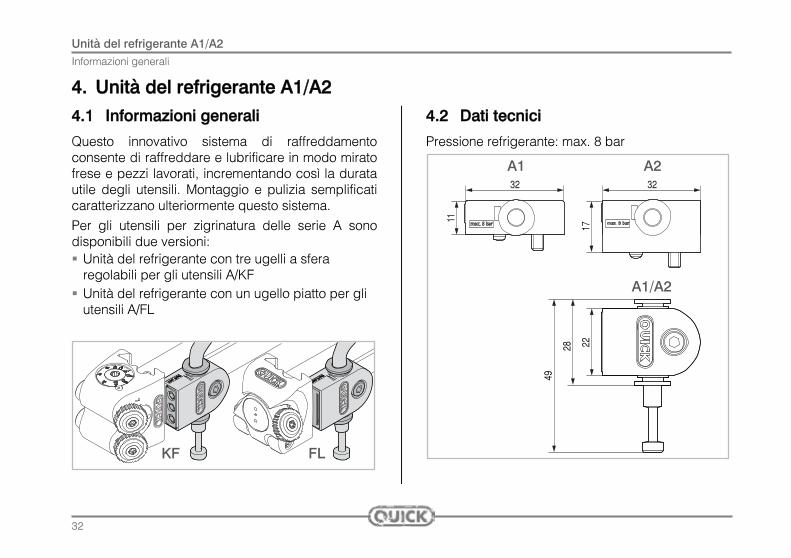
Questo innovativo sistema di raffreddamento consente di raffreddare e lubrificare in modo mirato frese e pezzi lavorati, incrementando così la durata utile degli utensili. Montaggio e pulizia semplificati caratterizzano ulteriormente questo sistema. Per gli utensili per zigrinatura delle serie A sono disponibili due versioni: Unità del refrigerante con tre ugelli a sfera
regolabili per gli utensili A/KF Unità del refrigerante con un ugello piatto per gli
utensili A/FL
7
KF FL
4.2 Dati tecnici
Pressione refrigerante: max. 8 bar
32
11
17
22
28
49
32
A1 A2
A1/A2
32

Unità del refrigerante A1/A2 Panoramica: componenti principali
4.3 Panoramica: componenti principali
1
1
8
8
2
3
4
4
5
5
5
5
6
6
7
7
Pos. Denominazione
1 Alloggiamento 2 Blocco ugelli KF - 3 ugelli regolabili 3 Blocco ugello FL — ugello piatto 4 Guarnizione 5 Collegamento a innesto 6 Tappo filettato 7 Tubo del refrigerante 8 Vite a testa cilindrica
KF
FL
33
Unità del refrigerante A1/A2 Montaggio / messa in funzione
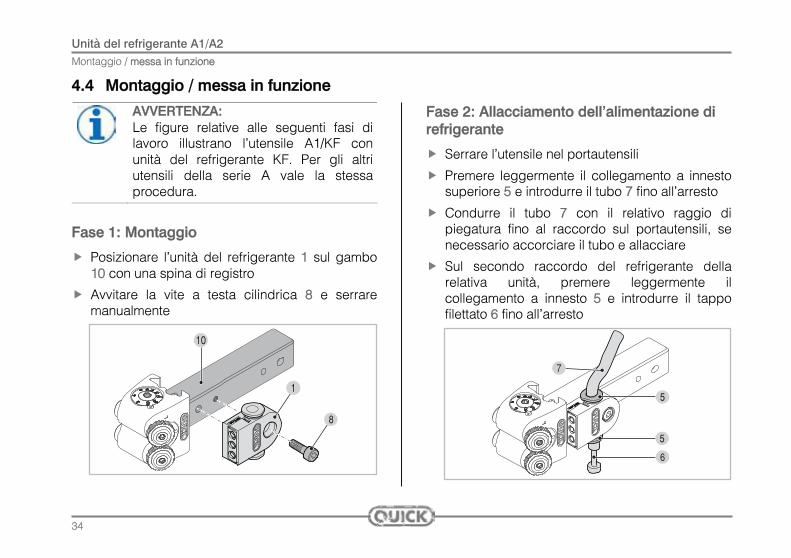
4.4 Montaggio / messa in funzione
AVVERTENZA: Le figure relative alle seguenti fasi di lavoro illustrano l’utensile A1/KF con unità del refrigerante KF. Per gli altri utensili della serie A vale la stessa procedura.
Fase 1: Montaggio
Posizionare l’unità del refrigerante 1 sul gambo 10 con una spina di registro
Avvitare la vite a testa cilindrica 8 e serrare manualmente
10
1
8
Fase 2: Allacciamento dell’alimentazione di refrigerante
Serrare l’utensile nel portautensili
Premere leggermente il collegamento a innesto superiore 5 e introdurre il tubo 7 fino all’arresto
Condurre il tubo 7 con il relativo raggio di piegatura fino al raccordo sul portautensili, se necessario accorciare il tubo e allacciare
Sul secondo raccordo del refrigerante della relativa unità, premere leggermente il collegamento a innesto 5 e introdurre il tappo filettato 6 fino all’arresto
5
5
6
7
34
Unità del refrigerante A1/A2 Pulizia dell’unità del refrigerante
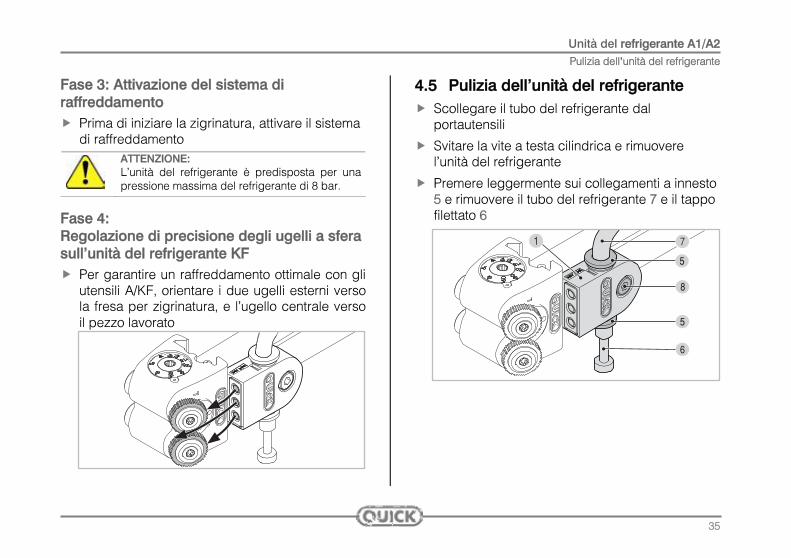
Fase 3: Attivazione del sistema di raffreddamento Prima di iniziare la zigrinatura, attivare il sistema
di raffreddamento
ATTENZIONE: L’unità del refrigerante è predisposta per una pressione massima del refrigerante di 8 bar.
Fase 4: Regolazione di precisione degli ugelli a sfera sull’unità del refrigerante KF Per garantire un raffreddamento ottimale con gli
utensili A/KF, orientare i due ugelli esterni verso la fresa per zigrinatura, e l’ugello centrale verso il pezzo lavorato
4.5 Pulizia dell’unità del refrigerante Scollegare il tubo del refrigerante dal
portautensili
Svitare la vite a testa cilindrica e rimuovere l’unità del refrigerante
Premere leggermente sui collegamenti a innesto 5 e rimuovere il tubo del refrigerante 7 e il tappo filettato 6
771
8
5
5
6
35
Unità del refrigerante A1/A2
36
Adeguamento del gambo A2
Prima dell’introduzione dell’unità del refrigerante, nei modelli A2/KF e A2/FL non erano previsti fori per l’inserimento. Per poter montare successivamente l’unità del refrigerante occorre adeguare i gambi.
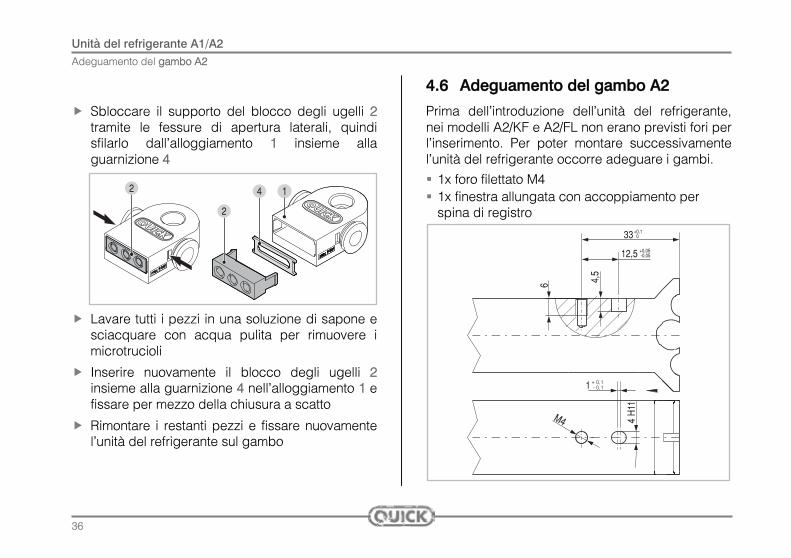
Sbloccare il supporto del blocco degli ugelli 2 tramite le fessure di apertura laterali, quindi sfilarlo dall’alloggiamento 1 insieme alla guarnizione 4
1
2
2 4
Lavare tutti i pezzi in una soluzione di sapone e
sciacquare con acqua pulita per rimuovere i microtrucioli
Inserire nuovamente il blocco degli ugelli 2 insieme alla guarnizione 4 nell’alloggiamento 1 e fissare per mezzo della chiusura a scatto
Rimontare i restanti pezzi e fissare nuovamente l’unità del refrigerante sul gambo
4.6 Adeguamento del gambo A2
1x foro filettato M4 1x finestra allungata con accoppiamento per
spina di registro
1+ 0,1- 0,1
4 H
11
M4
6
4,5
33+0,1
0
12,5+0,05-0,05
Pezzi soggetti ad usura
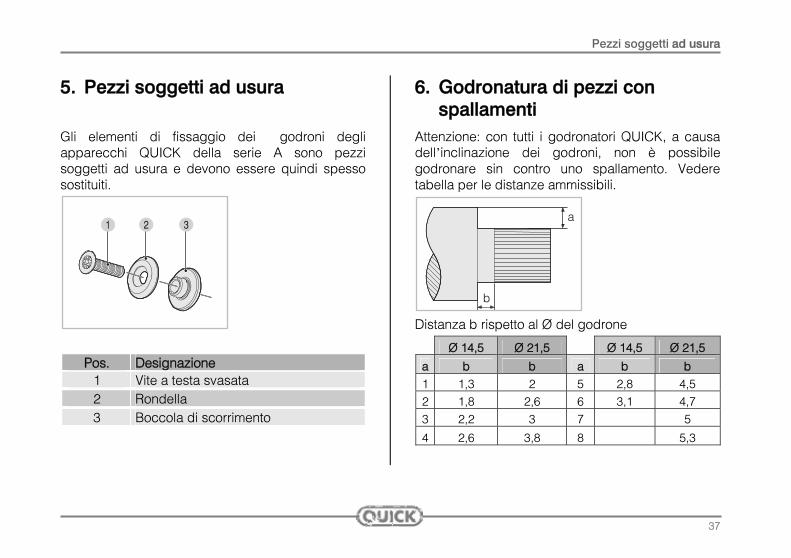
5. Pezzi soggetti ad usura
Gli elementi di fissaggio dei godroni degli apparecchi QUICK della serie A sono pezzi soggetti ad usura e devono essere quindi spesso sostituiti.
1 2 3
P s. o Designazione 1 Vite a testa svasata 2 Rondella 3 Boccola di scorrimento
6. Godronatura di pezzi con spallamenti
Attenzione: con tutti i godronatori QUICK, a causa dell’inclinazione dei godroni, non è possibile godronare sin contro uno spallamento. Vedere tabella per le distanze ammissibili.
b
a
Distanza b rispetto al Ø del godrone
Ø 14,5 Ø 21,5 Ø 14,5 Ø 21,5
a b b a b b 1 1,3 2 5 2,8 4,5 2 1,8 2,6 6 3,1 4,7 3 2,2 3 7 5
4 2,6 3,8 8 5,3
37
Godrone con smusso
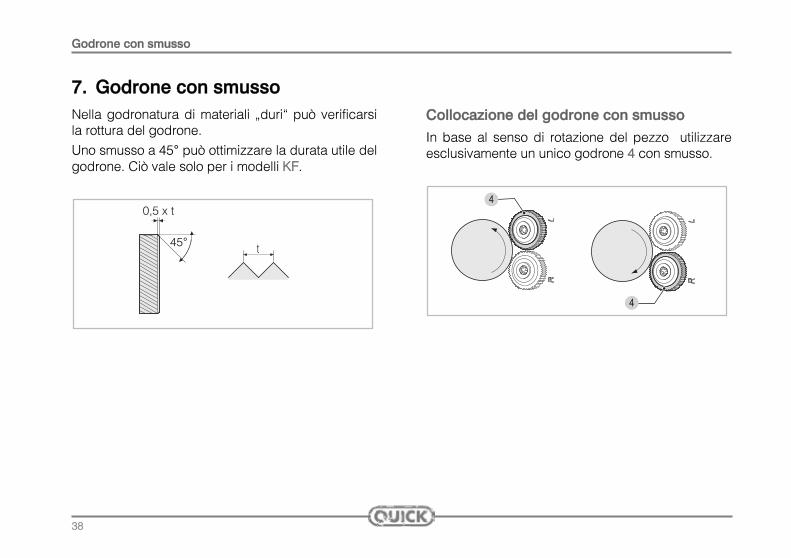
7. Godrone con smusso Nella godronatura di materiali „duri“ può verificarsi la rottura del godrone. Uno smusso a 45° può ottimizzare la durata utile del godrone. Ciò vale solo per i modelli KF.
0,5 x t
t45°
Collocazione del godrone con smusso
In base al senso di rotazione del pezzo utilizzare esclusivamente un unico godrone 4 con smusso.
4
4
38
Problemi e loro soluzione
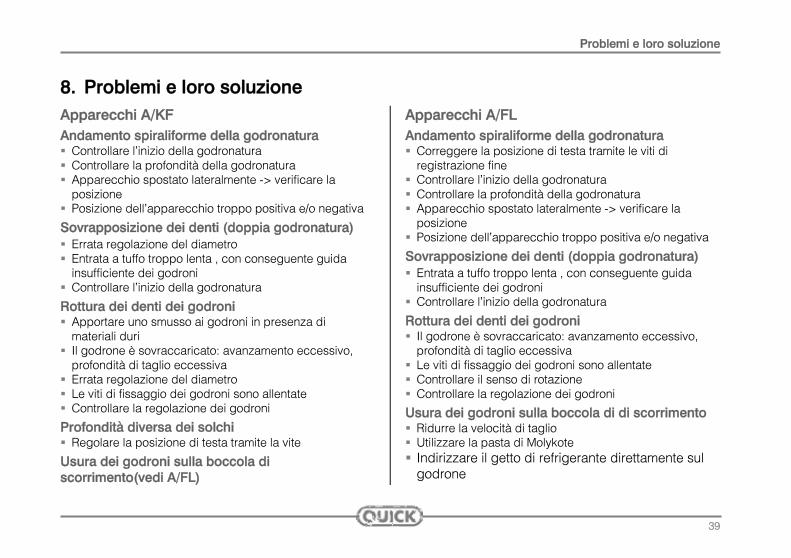
8. Problemi e loro soluzioneApparecchi A/KF Andamento spiraliforme della godronatura Controllare l’inizio della godronatura Controllare la profondità della godronatura Apparecchio spostato lateralmente -> verificare la
posizione Posizione dell’apparecchio troppo positiva e/o negativa
Sovrapposizione dei denti (doppia godronatura) Errata regolazione del diametro Entrata a tuffo troppo lenta , con conseguente guida
insufficiente dei godroni Controllare l’inizio della godronatura
Rottura dei denti dei godroni Apportare uno smusso ai godroni in presenza di
materiali duri Il godrone è sovraccaricato: avanzamento eccessivo,
profondità di taglio eccessiva Errata regolazione del diametro Le viti di fissaggio dei godroni sono allentate Controllare la regolazione dei godroni
Profondità diversa dei solchi Regolare la posizione di testa tramite la vite
Usura dei godroni sulla boccola di scorrimento(vedi A/FL)
Apparecchi A/FL Andamento spiraliforme della godronatura Correggere la posizione di testa tramite le viti di
registrazione fine Controllare l’inizio della godronatura Controllare la profondità della godronatura Apparecchio spostato lateralmente -> verificare la
posizione Posizione dell’apparecchio troppo positiva e/o negativa
Sovrapposizione dei denti (doppia godronatura) Entrata a tuffo troppo lenta , con conseguente guida
insufficiente dei godroni Controllare l’inizio della godronatura
Rottura dei denti dei godroni Il godrone è sovraccaricato: avanzamento eccessivo,
profondità di taglio eccessiva Le viti di fissaggio dei godroni sono allentate Controllare il senso di rotazione Controllare la regolazione dei godroni
Usura dei godroni sulla boccola di di scorrimento Ridurre la velocità di taglio Utilizzare la pasta di Molykote Indirizzare il getto di refrigerante direttamente sul
godrone
39
Misure e passi standard
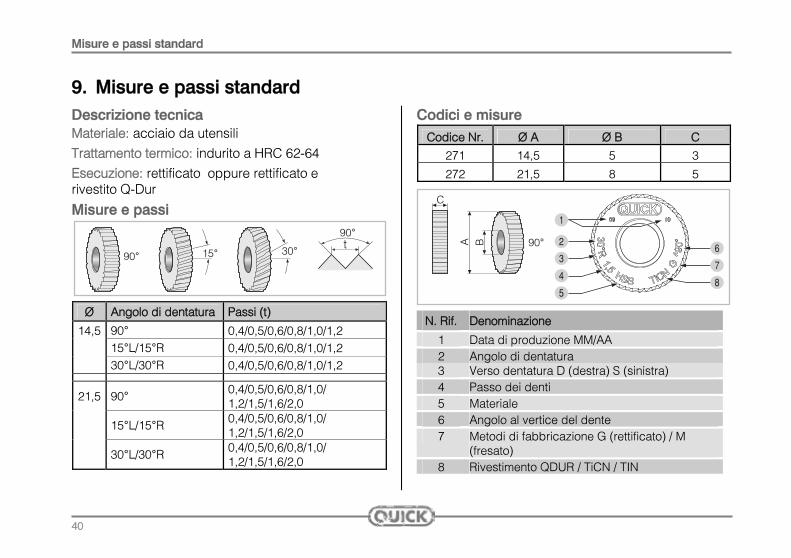
9. Misure e passi standard Descrizione tecnica Materiale: acciaio da utensili Trattamento termico: indurito a HRC 62-64 Esecuzione: rettificato oppure rettificato e rivestito Q-Dur
Misure e passi 90°
t90°
30°15°
Ø Angolo di dentatura Passi (t)
14,5 90° 0,4/0,5/0,6/0,8/1,0/1,2 15°L/15°R 0,4/0,5/0,6/0,8/1,0/1,2 30°L/30°R 0,4/0,5/0,6/0,8/1,0/1,2
21,5 90° 0,4/0,5/0,6/0,8/1,0/ 1,2/1,5/1,6/2,0
15°L/15°R 0,4/0,5/0,6/0,8/1,0/ 1,2/1,5/1,6/2,0
30°L/30°R 0,4/0,5/0,6/0,8/1,0/ 1,2/1,5/1,6/2,0
Codici e misure Codice Nr. Ø A Ø B C
271 14,5 5 3
272 21,5 8 5
N. Rif. Denominazione
1 Data di produzione MM/AA 2 Angolo di dentatura 3 Verso dentatura D (destra) S (sinistra) 4 Passo dei denti 5 Materiale 6 Angolo al vertice del dente 7 Metodi di fabbricazione G (rettificato) / M
(fresato) 8 Rivestimento QDUR / TiCN / TIN
40

Valori indicativi per avanzamenti e velocità di taglio
10. Valori indicativi per avanzamenti e velocità di taglio
Pezzo Ø 3-12
Pezzo Ø 12-40
Pezzo Ø 40-250
Materiale godrone Ø
V m/min
s mm/giro
V m/min
s mm/giro
V m/min
s mm/giro
14,5 45 0,07-0,09 40 0,07-0,09 Acciaio sino a 600 N/mm² 21,5 60 0,07-0,14 60 0,07-0,15 55 0,07-0,15
14,5 35 0,06-0,08 30 0,06-0,08 Acciaio sino a 900 N/mm² 21,5 50 0,06-0,12 45 0,06-0,12 40 0,06-0,12
14,5 30 0,06-0,08 28 0,06-0,08 Acciai inossidabili 21,5 40 0,06-0,12 35 0,06-0,12 32 0,06-0,12
Ot58 14,5 70 0,08-0,12 60 0,08-0,12 21,5 100 0,08-0,20 100 0,08-0,20 90 0,08-0,20
Ot60 14,5 60 0,06-0,10 60 0,06-0,10 21,5 90 0,07-0,15 90 0,07-0,15 80 0,07-0,15
41
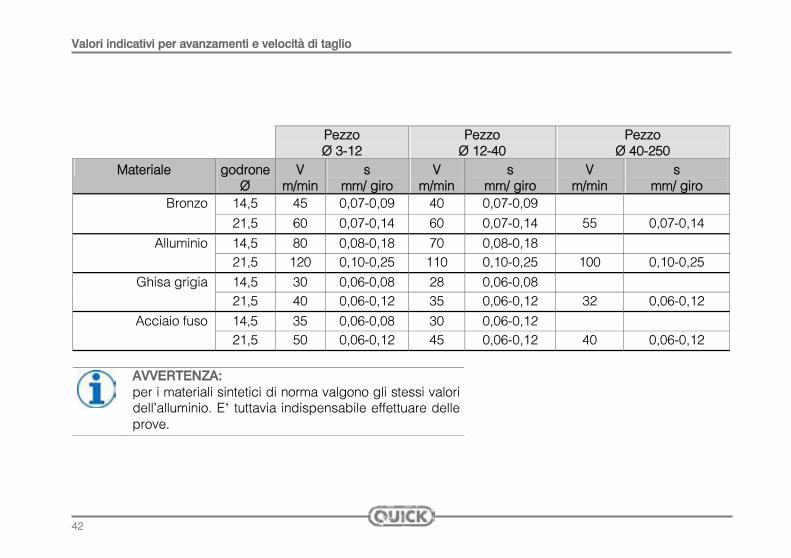
Valori indicativi per avanzamenti e velocità di taglio
42
Pezzo Ø 3-12
Pezzo Ø 12-40
Pezzo Ø 40-250
Materiale godrone Ø
V m/min
s mm/ giro
V m/min
s mm/ giro
V m/min
s mm/ giro
Bronzo 14,5 45 0,07-0,09 40 0,07-0,09 21,5 60 0,07-0,14 60 0,07-0,14 55 0,07-0,14
Alluminio 14,5 80 0,08-0,18 70 0,08-0,18 21,5 120 0,10-0,25 110 0,10-0,25 100 0,10-0,25
Ghisa grigia 14,5 30 0,06-0,08 28 0,06-0,08 21,5 40 0,06-0,12 35 0,06-0,12 32 0,06-0,12
Acciaio fuso 14,5 35 0,06-0,08 30 0,06-0,12 21,5 50 0,06-0,12 45 0,06-0,12 40 0,06-0,12
AVVERTENZA: per i materiali sintetici di norma valgono gli stessi valori dell’alluminio. E’ tuttavia indispensabile effettuare delle prove.
04.2014 1° edizione. con riserva di modifiche tecniche ed errori di stampa. © Tutti i contenuti, incluse le figure e i grafici, sono protetti da diritti d’autore. e’ vietata qualunque riproduzione o rappresentazione di singoli contenuti senza previa autorizzazione del titolare dei diritti Hommel+Keller Präzisionswerkzeuge GmbH. Tutti i diritti riservati.
QUICK Tooling GmbHBrunnenstraße 36
78554 Aldingen | Germania
Tel.: +49 7424 98198-0
Fax: +49 7424 98198-230
www.quick-tooling.com