ISTRUZIONI D’USO E MANUTENZIONE INSTRUCTIONS FOR … · 930 Poids kg 500 X 2150 3x 380 Vac...
255
OMOGENEIZZATORE/POMPA AD ALTA PRESSIONE HOMOGENIZER/HIGH PRESSURE PUMP ISTRUZIONI D’USO E MANUTENZIONE INSTRUCTIONS FOR USE AND MAINTENANCE BETRIEBSANLEITUNG INSTRUCTIONS D’EMPLOI ET ENTRETIEN INSTRUCCIONES PARA EL USO Y EL MANTENIMIENTO HANDLEIDING Via M. da Erba Edoari, 29/A 43100 Parma, Italy Tel: +39 0521/965411 Fax: +39 0521/242819 Internet: htttp://www.niro-soavi.it E-mail: [email protected]
Transcript of ISTRUZIONI D’USO E MANUTENZIONE INSTRUCTIONS FOR … · 930 Poids kg 500 X 2150 3x 380 Vac...

OMOGENEIZZATORE/POMPA AD ALTA PRESSIONEHOMOGENIZER/HIGH PRESSURE PUMP
ISTRUZIONI D’USO E MANUTENZIONE
INSTRUCTIONS FOR USE AND MAINTENANCE
BETRIEBSANLEITUNG
INSTRUCTIONS D’EMPLOI ET ENTRETIEN
INSTRUCCIONES PARA EL USO Y EL MANTENIMIENTO
HANDLEIDING
Via M. da Erba Edoari, 29/A43100 Parma, Italy
Tel: +39 0521/965411Fax: +39 0521/242819
Internet: htttp://www.niro-soavi.itE-mail: [email protected]
Niro Soavi S.p.A
PRESENTATION
Cher client, En vous remerciant encore de la préférence que vous avez bien voulu nous accorder, j'ai le plaisir de vous confirmer notre entière disponibilité pour vous garantir une utilisation efficace et satisfaisante de notre machine. Nous vous rappelons qu'une bonne connaissance des arguments traités, à travers la lecture attentive de ce manuel, est une condition essentielle pour utiliser la machine de façon correcte et en toute sécurité. Aucune opération ne doit être effectuée sur et avec ces machines sans avoir préalablement lu et compris le mode d'emploi et d'entretien. Veuillez agréer nos salutations distinguées. Pour toute information complémentaire, support technique ou éclaircissement, nous vous remercions de bien vouloir nous contacter à l'adresse suivante:
Niro Soavi S.p.A. Via Mario da Erba Edoari 29/A - Parme, Italie tel. +39 0521 965411 fax +39 0521 242819 e-mail: [email protected] Internet: http://www.niro-soavi.it
0C00SE0B.DOC 0.0.1

Niro Soavi S.p.A
TABLE DES MATIERES GENERALE - SECTIONS
1. Caractéristiques techniques 2. Informations générales 3. Fonctionnement et utilisation de la machine 4. Entretien 5. Catalogue pièces détachées 6. Schémas électriques 7. Documentation sous-traitants et composants
COMMENT CONSULTER CE MANUEL
Le manuel est divisé en 7 sections comme l'indique la table des matières. Chaque section est divisée en chapitres et paragraphes et suit sa propre numération de pages. Une table des matières spécifique est prévue au début de chaque section. Les figures et les tableaux auxquels se réfère le texte sont numérotés à l'intérieur de chaque section. Pour l'installation de la machine, lire attentivement les indications de la section 2 chapitre 2.8 et en particulier le paragraphe 2.8.5
0C00SE0B.DOC 0.0.2

Niro Soavi S.p.A
SECTION 1
CARACTERISTIQUES TECHNIQUES – TABLE DES MATIERES
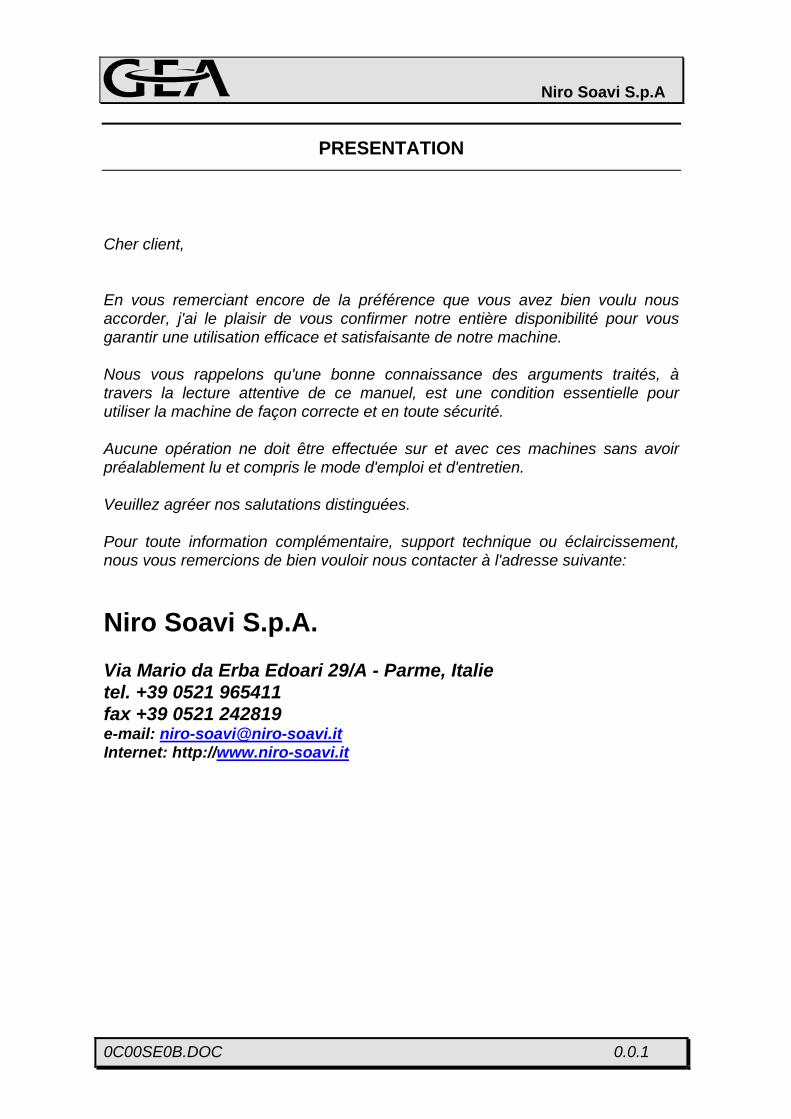
1.1. SPECIFICATIONS TECHNIQUES 1.2. FLOW-SHEET 1.3. LEGENDE FLOW-SHEET (SPEC 102) 1.4. DESSIN D'INSTALLATION 1.5. SPECIFICATIONS DE CONSOMMATION (SPEC 103) 1.6. SEQUENCE DE FONCTIONNEMENT (SEUL SANS TABLEAU
ELECTRIQUE FOURNI PAR NIRO SOAVI) 1.7. SPECIFICATIONS ELECTRIQUES 1.8. DECLARATION DE CONFORMITE’ «CE»
1c00se0b.doc 1.0.1

04.11.02DATE
1943NUMERO DE SERIE
X X
Protection 23
X
X
X
Puissance dispersée kW
930 Poids kg
500 X
2150
3x 380 Vac Tension AuxiliaireHz
X
47__00194303.pdf N° Feuille 3
Entrée cables
Installé entre la Machine
ConstructionType
RaffroidissementCôte Posterieur
Haut
Bas
Position bôite a bornes
Dimensions Normes de constructions
Courant cours-circuit sym. 9 kA
Hauteur (mm)
Tension de Alimentation
Bas
TRAVAIL NIRO SOAVI
Profond. (mm) IEC
Ventilation forcée
Conditionée
Echangeur de chaleur
0,5
MODELE MACHINE
NS 3110/90
CARACTERISTIQUES DU PANNEAU ELECTRIQUE 0
REV.
PVC
Naturel
Informations Generales
Installé sur la Machine
Côte Face
AccessibilitéCôte Droit
Côte Gauche
IP
11/220015
Installé sur le mur
Vertical
Acier vernis
Acier inox
SPEC-E2B
SIG.
MIB
Données Electriques
Large (mm) 300
24V / 50 Hz
50
Haut
Dessin Vue Exterieur
Remarque
Reference : Document Disposition Exterieur
PHONE : +39.0521.965411 - FAX : +39.0521.242819
Niro-Soavi S.p.A.via M. da Erba Edoari, 29/A43100 PARMA (ITALY)
Specialty ProductsDivision
46__1943-E2B.xls
04.11.02 0DATE REV.
11/220015 1943TRAVAIL NIRO SOAVI NUMÉRO DE SÉRIE
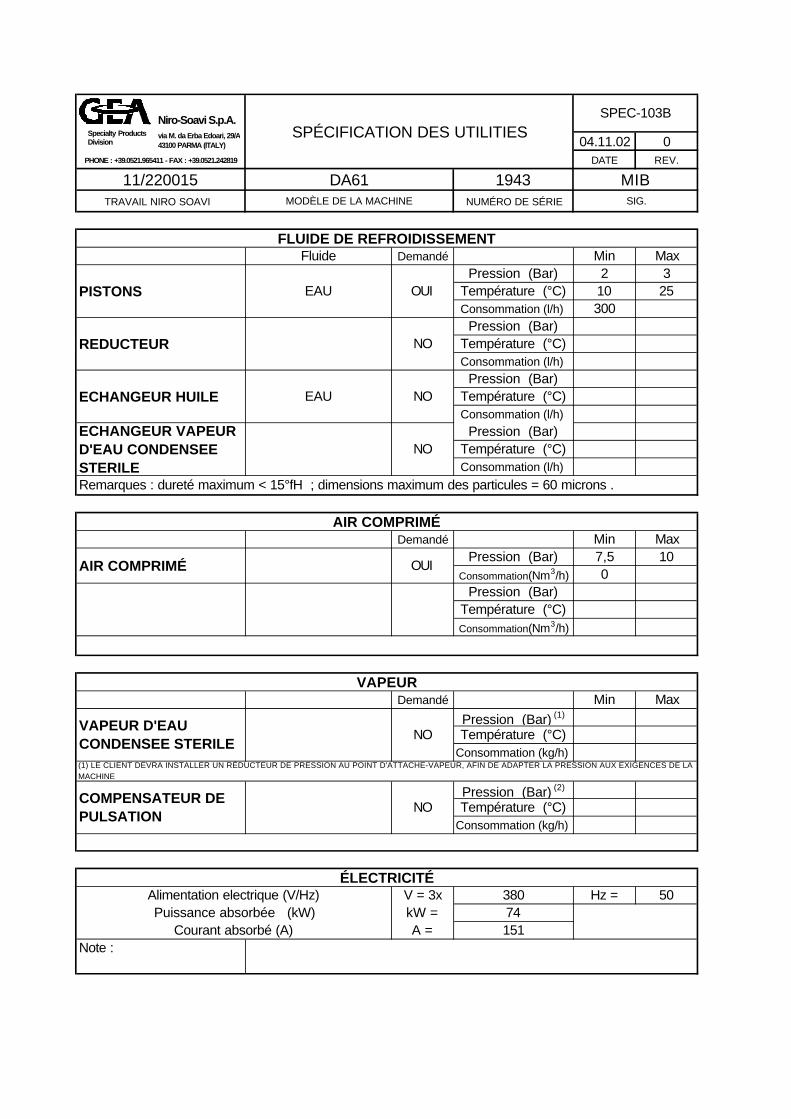
Fluide Demandé Min MaxPression (Bar) 2 3
Température (°C) 10 25Consommation (l/h) 300
Pression (Bar)Température (°C)Consommation (l/h)
Pression (Bar)Température (°C)Consommation (l/h)
Pression (Bar)Température (°C)Consommation (l/h)
Demandé Min MaxPression (Bar) 7,5 10
Consommation(Nm3/h) 0Pression (Bar)
Température (°C)Consommation(Nm3/h)
Demandé Min MaxPression (Bar) (1)
Température (°C)Consommation (kg/h)
Pression (Bar) (2)
Température (°C)Consommation (kg/h)
V = 3x 380 Hz = 50kW = 74A = 151
Note :
(1) LE CLIENT DEVRA INSTALLER UN RÉDUCTEUR DE PRESSION AU POINT D'ATTACHE-VAPEUR, AFIN DE ADAPTER LA PRESSION AUX EXIGENCES DE LA MACHINE
MIBMODÈLE DE LA MACHINE
DA61
PISTONS
FLUIDE DE REFROIDISSEMENT
EAU
NO
OUI
SPEC-103BSPÉCIFICATION DES UTILITIES
SIG.
REDUCTEUR
NO
ECHANGEUR VAPEUR D'EAU CONDENSEE STERILE
NO
AIR COMPRIMÉ
ECHANGEUR HUILE EAU
Remarques : dureté maximum < 15°fH ; dimensions maximum des particules = 60 microns .
NOVAPEUR D'EAU CONDENSEE STERILE
OUIAIR COMPRIMÉ
VAPEUR
NO
ÉLECTRICITÉAlimentation electrique (V/Hz)Puissance absorbée (kW)
Courant absorbé (A)
COMPENSATEUR DE PULSATION
PHONE : +39.0521.965411 - FAX : +39.0521.242819
Niro-Soavi S.p.A.via M. da Erba Edoari, 29/A43100 PARMA (ITALY)
Specialty ProductsDivision
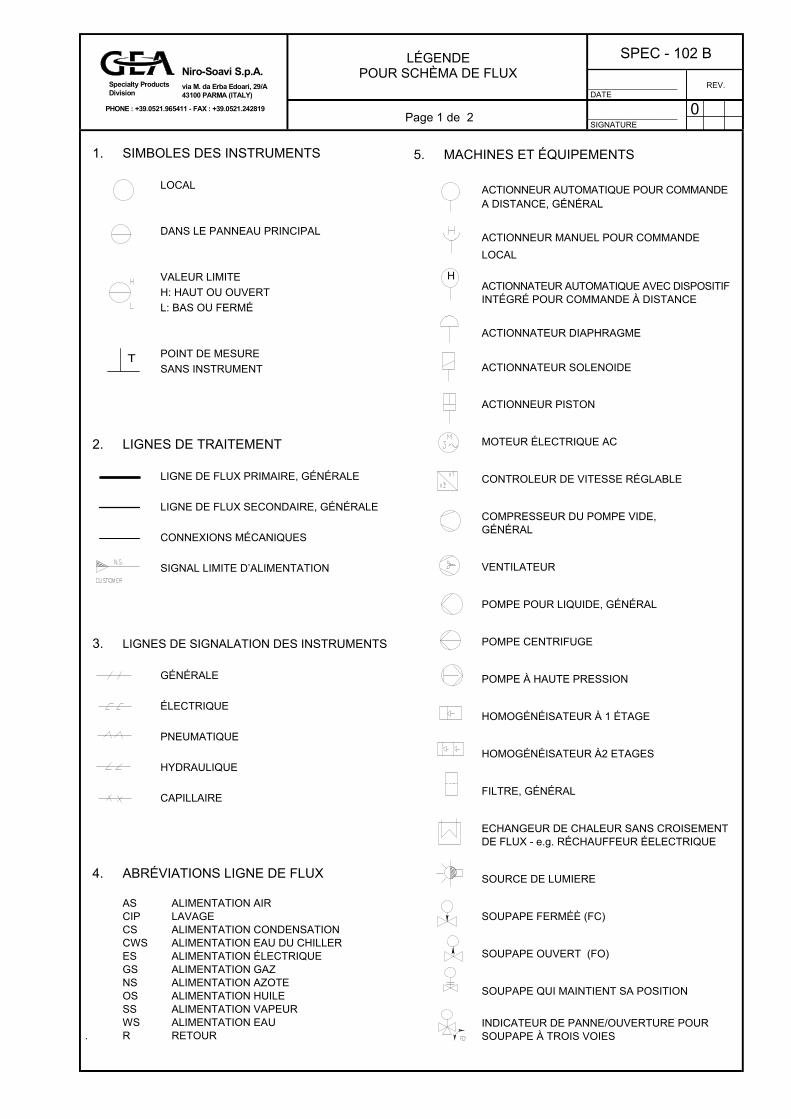
LÉGENDEPOUR SCHÈMA DE FLUX
SPEC - 102 B
____________________ REV. DATE
Page 1 de 2 ____________________ SIGNATURE
0
1. SIMBOLES DES INSTRUMENTS
LOCAL
DANS LE PANNEAU PRINCIPAL
VALEUR LIMITEH: HAUT OU OUVERTL: BAS OU FERMÉ
POINT DE MESURESANS INSTRUMENT
2. LIGNES DE TRAITEMENT
LIGNE DE FLUX PRIMAIRE, GÉNÉRALE
LIGNE DE FLUX SECONDAIRE, GÉNÉRALE
CONNEXIONS MÉCANIQUES
SIGNAL LIMITE D’ALIMENTATION
3. LIGNES DE SIGNALATION DES INSTRUMENTS
GÉNÉRALE
ÉLECTRIQUE
PNEUMATIQUE
HYDRAULIQUE
CAPILLAIRE
4. ABRÉVIATIONS LIGNE DE FLUX
AS ALIMENTATION AIRCIP LAVAGECS ALIMENTATION CONDENSATIONCWS ALIMENTATION EAU DU CHILLERES ALIMENTATION ÉLECTRIQUEGS ALIMENTATION GAZNS ALIMENTATION AZOTEOS ALIMENTATION HUILESS ALIMENTATION VAPEURWS ALIMENTATION EAU
. R RETOUR
5. MACHINES ET ÉQUIPEMENTS
ACTIONNEUR AUTOMATIQUE POUR COMMANDEA DISTANCE, GÉNÉRAL
ACTIONNEUR MANUEL POUR COMMANDELOCAL
ACTIONNATEUR AUTOMATIQUE AVEC DISPOSITIFINTÉGRÉ POUR COMMANDE À DISTANCE
ACTIONNATEUR DIAPHRAGME
ACTIONNATEUR SOLENOIDE
ACTIONNEUR PISTON
MOTEUR ÉLECTRIQUE AC
CONTROLEUR DE VITESSE RÉGLABLE
COMPRESSEUR DU POMPE VIDE,GÉNÉRAL
VENTILATEUR
POMPE POUR LIQUIDE, GÉNÉRAL
POMPE CENTRIFUGE
POMPE À HAUTE PRESSION
HOMOGÉNÉISATEUR À 1 ÉTAGE
HOMOGÉNÉISATEUR À2 ETAGES
FILTRE, GÉNÉRAL
ECHANGEUR DE CHALEUR SANS CROISEMENTDE FLUX - e.g. RÉCHAUFFEUR ÉELECTRIQUE
SOURCE DE LUMIERE
SOUPAPE FERMÉÈ (FC)
SOUPAPE OUVERT (FO)
SOUPAPE QUI MAINTIENT SA POSITION
INDICATEUR DE PANNE/OUVERTURE POUR SOUPAPE À TROIS VOIES
T
H
PHONE : +39.0521.965411 - FAX : +39.0521.242819
Niro-Soavi S.p.A.via M. da Erba Edoari, 29/A43100 PARMA (ITALY)
Specialty ProductsDivision

LÉGENDEPOUR SCHÈMA DE FLUX
SPEC - 102 B
____________________ REV. DATE
Page 2 de 2
____________________ SIGNATURE
6. LETTRES DE CODE POUR UNE BONNE IDENTIFICATION DES FONCTIONS DES INSTRUMENTS
PREMIER LETTRE LETTRE SUIVANTE (1) VARIABLE INITIALE OU MESURÉE MODIFICATEUR AFFICHAGE AUTOMATIQUE OU FONCTION
DE SORTIE
A ALARMEB AFFICHAGE AUTOMATIQUE (2)C CONTRÔLE (4)D DENSITÉ DIFFÉRENCEE TOUTES LES VARIANTES ÉLECTRIQUES (5) ÉLÉMENT SENSIBLEF DÉBIT DE FLUX RATIOG CALIBRAGE, POSITION OU LONGUEURH UTILISATION MANUELLEI INDICATION (3)J SCANK TEMPS OU TEMPS PROGRAMMÉL NIVEAUM HUMIDITÉN CHOIX DE L'USAGER CHOIX DE L'USAGERO CHOIX DE L'USAGERP PRESSION OU VIDE CONJONCTION TEST-POINTQ QUALITÉ (5) INTÉGRÉE OU TOTALISÉE INTÉGRÉE OU ADDITIONNÉÉR RADIATION NUCLÉAIRE ENREGISTRAMENTS VITESSE OU FRÉQUENCE COMMUTATION (2)T TEMPÉRATURE TRANSMISSIONU MULTIVARIABLE NITÉ MULTIFONCTIONNELLEV VISCOSITÉ SOUPAPE, HUMECTANT, ACTIONNEUR, ÉLÉMENTW POIDS OU FORCEX NON SPÉCIFIÉ (5) FONCTIONS NON CLASSIFIÉESY VIBRATIONS RELAIS POUR L'INFORMATISATION, RELAISZ URGENCE / SÉCURITÉ EN ACTION (2)
EXAMPLE : PDIRC INDICATION DE PRESSION DE DIFFÉRENTIEL, ENREGISTREMENT ETCONTRÔLE , PREMIÉR LETTRE P, MODIFICATEUR D,LETTRES SUIVANTES I,R,C
1) SÉQUENCE NORMALE DE LETTRES SUIVANTES : B.I.R.C.T.Q.S.Z.A.2) TYPE DE SIGNAL : ON/OFF3) TYPE DE SIGNAL : CONTINU4) TYPE DE SIGNAL : NORMALEMENT CONTINU. SI "ON-OFF", EN AJOUTE "S"5) LA NOTE SOULIGNE LES PROPRIÉTÉS DES MESURES. Par example POUR LES LETTRES "E, I, U, P" OU "F"
PHONE : +39.0521.965411 - FAX : +39.0521.242819
Niro-Soavi S.p.A.via M. da Erba Edoari, 29/A43100 PARMA (ITALY)
Specialty ProductsDivision
0
29.10.02DATE
1943NUMÉRO DE SÉRIE
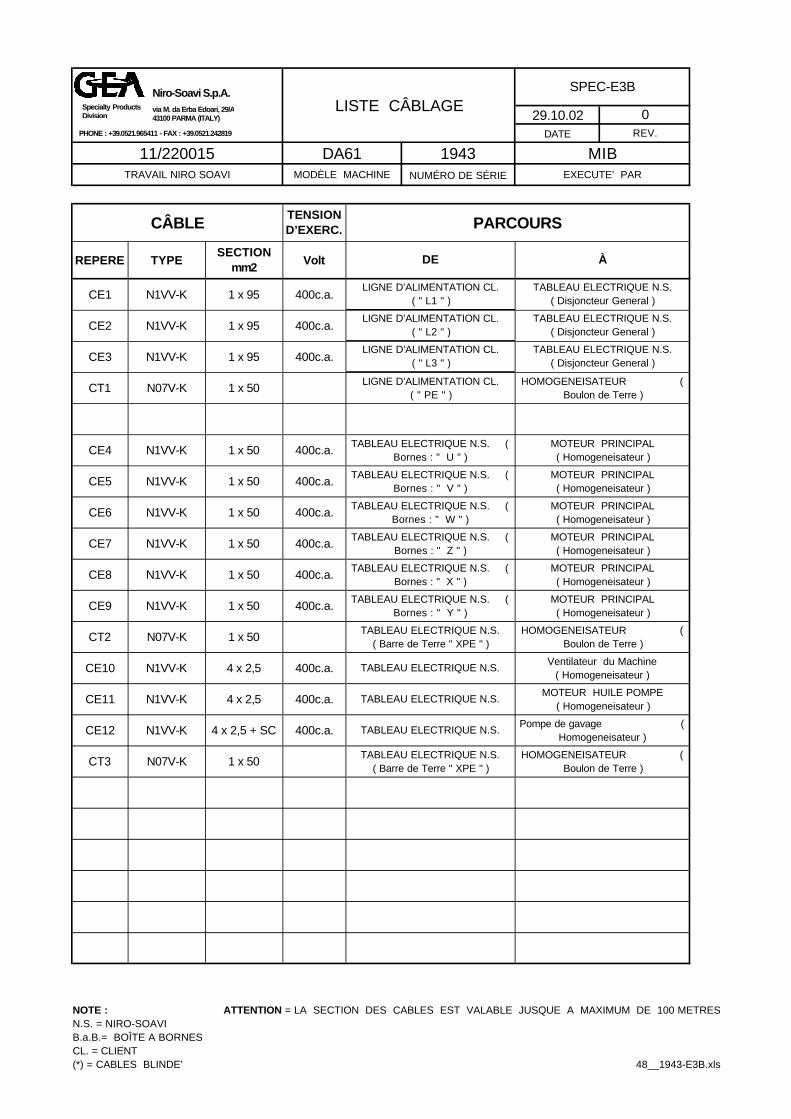
TENSION D’EXERC.
REPERE TYPE SECTION mm2 Volt
CE1 N1VV-K 1 x 95 400c.a.
CE2 N1VV-K 1 x 95 400c.a.
CE3 N1VV-K 1 x 95 400c.a.
CT1 N07V-K 1 x 50
CE4 N1VV-K 1 x 50 400c.a.
CE5 N1VV-K 1 x 50 400c.a.
CE6 N1VV-K 1 x 50 400c.a.
CE7 N1VV-K 1 x 50 400c.a.
CE8 N1VV-K 1 x 50 400c.a.
CE9 N1VV-K 1 x 50 400c.a.
CT2 N07V-K 1 x 50
CE10 N1VV-K 4 x 2,5 400c.a.
CE11 N1VV-K 4 x 2,5 400c.a.
CE12 N1VV-K 4 x 2,5 + SC 400c.a.
CT3 N07V-K 1 x 50
TABLEAU ELECTRIQUE N.S. MOTEUR HUILE POMPE ( Homogeneisateur )
TABLEAU ELECTRIQUE N.S. Pompe de gavage ( Homogeneisateur )
TABLEAU ELECTRIQUE N.S. ( Bornes : " V " )
MOTEUR PRINCIPAL ( Homogeneisateur )
TABLEAU ELECTRIQUE N.S. ( Bornes : " W " )
MOTEUR PRINCIPAL ( Homogeneisateur )
À
CÂBLE PARCOURS
DE
LIGNE D’ALIMENTATION CL. ( " L1 " )
TABLEAU ELECTRIQUE N.S. ( Disjoncteur General )
REV.
TRAVAIL NIRO SOAVI
LISTE CÂBLAGE
11/220015 DA61 MIB
SPEC-E3B
EXECUTE’ PARMODÈLE MACHINE
0
TABLEAU ELECTRIQUE N.S. ( Disjoncteur General )
LIGNE D’ALIMENTATION CL. ( " L2 " )
TABLEAU ELECTRIQUE N.S. ( Bornes : " U " )
MOTEUR PRINCIPAL ( Homogeneisateur )
LIGNE D’ALIMENTATION CL. ( " L3 " )
TABLEAU ELECTRIQUE N.S. ( Disjoncteur General )
LIGNE D’ALIMENTATION CL. ( " PE " )
HOMOGENEISATEUR ( Boulon de Terre )
TABLEAU ELECTRIQUE N.S. ( Barre de Terre " XPE " )
HOMOGENEISATEUR ( Boulon de Terre )
TABLEAU ELECTRIQUE N.S. ( Bornes : " Z " )
MOTEUR PRINCIPAL ( Homogeneisateur )
TABLEAU ELECTRIQUE N.S. Ventilateur du Machine ( Homogeneisateur )
TABLEAU ELECTRIQUE N.S. ( Bornes : " X " )
MOTEUR PRINCIPAL ( Homogeneisateur )
TABLEAU ELECTRIQUE N.S. ( Bornes : " Y " )
MOTEUR PRINCIPAL ( Homogeneisateur )
TABLEAU ELECTRIQUE N.S. ( Barre de Terre " XPE " )
HOMOGENEISATEUR ( Boulon de Terre )
PHONE : +39.0521.965411 - FAX : +39.0521.242819
Niro-Soavi S.p.A.via M. da Erba Edoari, 29/A43100 PARMA (ITALY)
Specialty ProductsDivision
NOTE :N.S. = NIRO-SOAVIB.a.B.= BOÎTE A BORNESCL. = CLIENT(*) = CABLES BLINDE’
ATTENTION = LA SECTION DES CABLES EST VALABLE JUSQUE A MAXIMUM DE 100 METRES
48__1943-E3B.xls
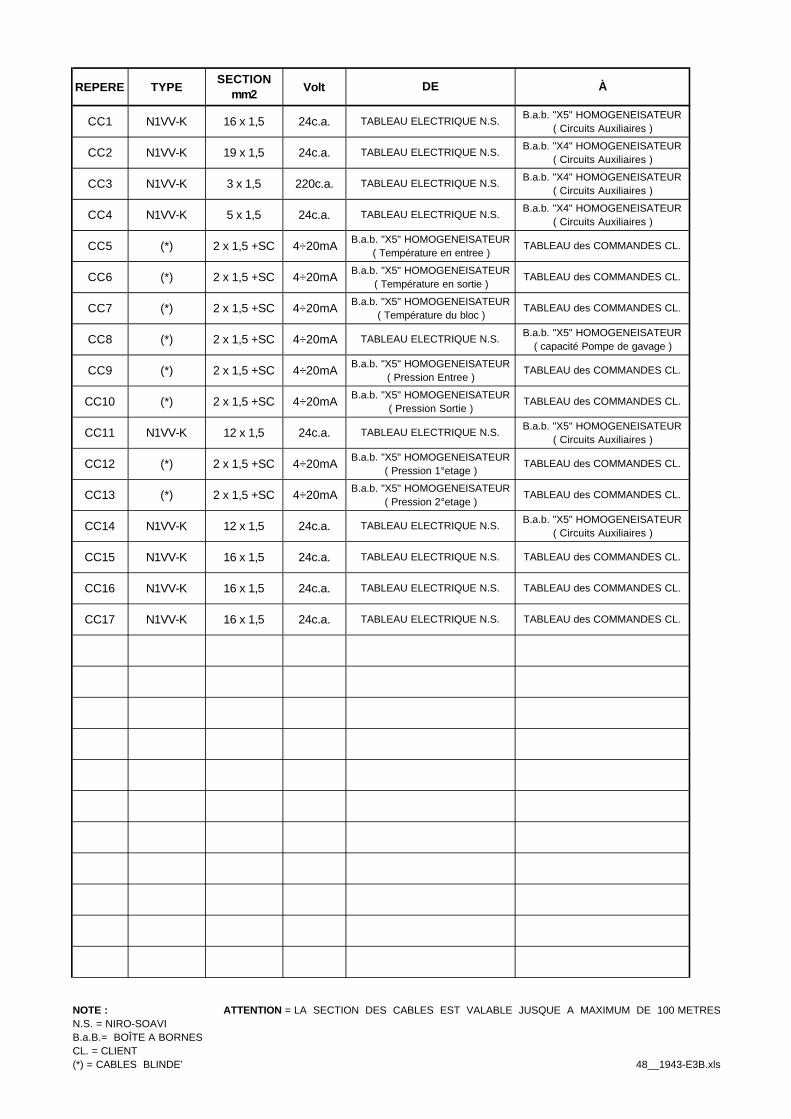
REPERE TYPE SECTION mm2 Volt
CC1 N1VV-K 16 x 1,5 24c.a.
CC2 N1VV-K 19 x 1,5 24c.a.
CC3 N1VV-K 3 x 1,5 220c.a.
CC4 N1VV-K 5 x 1,5 24c.a.
CC5 (*) 2 x 1,5 +SC 4÷20mA
CC6 (*) 2 x 1,5 +SC 4÷20mA
CC7 (*) 2 x 1,5 +SC 4÷20mA
CC8 (*) 2 x 1,5 +SC 4÷20mA
CC9 (*) 2 x 1,5 +SC 4÷20mA
CC10 (*) 2 x 1,5 +SC 4÷20mA
CC11 N1VV-K 12 x 1,5 24c.a.
CC12 (*) 2 x 1,5 +SC 4÷20mA
CC13 (*) 2 x 1,5 +SC 4÷20mA
CC14 N1VV-K 12 x 1,5 24c.a.
CC15 N1VV-K 16 x 1,5 24c.a.
CC16 N1VV-K 16 x 1,5 24c.a.
CC17 N1VV-K 16 x 1,5 24c.a.
TABLEAU ELECTRIQUE N.S. B.a.b. "X5" HOMOGENEISATEUR ( Circuits Auxiliaires )
TABLEAU ELECTRIQUE N.S. TABLEAU des COMMANDES CL.
TABLEAU ELECTRIQUE N.S. TABLEAU des COMMANDES CL.
TABLEAU ELECTRIQUE N.S. TABLEAU des COMMANDES CL.
B.a.b. "X5" HOMOGENEISATEUR ( Pression 1°etage )
TABLEAU des COMMANDES CL.
B.a.b. "X5" HOMOGENEISATEUR ( Pression 2°etage )
TABLEAU des COMMANDES CL.
B.a.b. "X5" HOMOGENEISATEUR ( Pression Sortie )
TABLEAU des COMMANDES CL.
TABLEAU ELECTRIQUE N.S. B.a.b. "X5" HOMOGENEISATEUR ( Circuits Auxiliaires )
TABLEAU ELECTRIQUE N.S. B.a.b. "X5" HOMOGENEISATEUR ( capacité Pompe de gavage )
B.a.b. "X5" HOMOGENEISATEUR ( Pression Entree )
TABLEAU des COMMANDES CL.
B.a.b. "X5" HOMOGENEISATEUR ( Température en sortie )
TABLEAU des COMMANDES CL.
B.a.b. "X5" HOMOGENEISATEUR ( Température du bloc )
TABLEAU des COMMANDES CL.
TABLEAU ELECTRIQUE N.S. B.a.b. "X4" HOMOGENEISATEUR ( Circuits Auxiliaires )
B.a.b. "X5" HOMOGENEISATEUR ( Température en entree )
TABLEAU des COMMANDES CL.
TABLEAU ELECTRIQUE N.S. B.a.b. "X5" HOMOGENEISATEUR ( Circuits Auxiliaires )
TABLEAU ELECTRIQUE N.S. B.a.b. "X4" HOMOGENEISATEUR ( Circuits Auxiliaires )
TABLEAU ELECTRIQUE N.S. B.a.b. "X4" HOMOGENEISATEUR ( Circuits Auxiliaires )
DE À
NOTE :N.S. = NIRO-SOAVIB.a.B.= BOÎTE A BORNESCL. = CLIENT(*) = CABLES BLINDE’
ATTENTION = LA SECTION DES CABLES EST VALABLE JUSQUE A MAXIMUM DE 100 METRES
48__1943-E3B.xls
Niro Soavi S.p.A
SECTION 2 INFORMATIONS GENERALES
TABLE DES MATIERES
2.1. SECURITE 2.1.1 INFORMATIONS DE SECURITE 2.1.2 SECURITE DU PERSONNEL 2.1.3 UTILISATION DANS DES ZONES DANGEREUSES
2.2. LABEL CE ET CERTIFICATION ISO 9000 2.3. IDENTIFICATION DE LA MACHINE 2.4. GARANTIE
2.4.1 OBJET DE LA GARANTIE 2.4.2 DUREE DE LA GARANTIE 2.4.3 MODALITES D'APPLICATION 2.4.4 EXCLUSIONS ET LIMITATIONS 2.4.5 RENVOI DU MATERIEL
2.5. TRANSPORT 2.6. RECEPTION ET CONTROLE 2.7. STOCKAGE
2.7.1 STOCKAGE AVANT L'INSTALLATION 2.7.2 STOCKAGE POUR UNE PERIODE SUPERIEURE A 3 MOIS
2.8. INSTALLATION 2.8.1 POSITIONNEMENT 2.8.2 ACCES AUX PARTIES INTERIEURES 2.8.3 NIVELLEMENT DE LA MACHINE 2.8.4 RACCORDEMENT AUX UTILITES ET A LA LIGNE DE PRODUIT 2.8.5 INDICATIONS POUR L'INSTALLATION 2.8.6 POSITIONNEMENT DES APPAREILS ELECTRIQUES 2.8.7 RACCORDEMENTS ELECTRIQUES 2.8.8 SENS DE ROTATION DES MOTEURS ELECTRIQUES
2.9. REMARQUES PARTICULIERES 2.9.1 TABLEAU ELECTRIQUE A LA CHARGE DU CLIENT 2.9.2 MOTEUR ELECTRIQUE FOURNI PAR LE CLIENT
2.10. REMARQUES CONCERNANT LES ESSAIS FINAUX 2.11. NETTOYAGE DE LA MACHINE 2.12. DEMOLITION ET DEMANTELEMENT 2.13. OPTIONS
2.13.1 DEUXIEME ÉTAGE D'HOMOGENEISATION 2.13.2 VERSION ASEPTIQUE
2.13.2.1 STERILISATION DE LA MACHINE 2.13.2.2 REGLAGE DU DEBIT DE L'EAU DE REFROIDISSEMENT 2.13.2.3 DETRARTRAGE ET LAVAGE
2.13.3 SYSTEME D'HOMOGENEISATION PARTIELLE 2.13.3.1 FONCTIONNEMENT DU CIRCUIT DE BY-PASS
2C001E0B.DOC 2.1.0
Niro Soavi S.p.A
2.1. SECURITE
Le présent MODE D'EMPLOI ET D'ENTRETIEN fait partie intégrante de la machine et doit l'accompagner tout au long de sa vie jusqu'à son démantèlement. Pour TOUTE opération se reporter SYSTEMATIQUEMENT aux indications de ce manuel. Interdire absolument l'utilisation de la machine aux opérateurs ne connaissant pas l'intégralité du contenu de ce manuel.
Les seules opérations autorisées sont celles décrite dans ce MODE D'EMPLOI. Pour les autres opérations exceptionnelles contacter le Service Après Vente NIRO SOAVI. ATTENTION: Il est interdit de modifier l'étalonnage des composants ou des parties de la machine et de modifier les paramètres des composants programmables, sauf autorisation écrite expresse de NIRO-SOAVI.
Les réglages sont effectués par NIRO-SOAVI au moment des essais de mise en service et répondent aux impératifs de sécurité et de fonctionnement de la machine: leur modification entraîne la déchéance immédiate de la garantie. De plus, la modification des dispositifs de sécurité compromet le fonctionnement en sécurité de la machine et donc dégage NIRO-SOAVI de toute responsabilité en cas d'accident imputable à ces modifications.
Ce MODE D'EMPLOI ET D'ENTRETIEN doit être conservé dans un lieu accessible à tous les intéressés et de manière à rester toujours en bon état et lisible. Tous les opérateurs doivent connaître les indications contenues dans ce manuel, suivre les normes de sécurité, utiliser les dispositifs de protection individuelle et ne pas porter de vêtements ou d'accessoires pouvant se prendre dans les organes en mouvement.
Avant toute intervention sur la machine, les opérateurs doivent avoir pris connaissance de toutes les instructions contenues dans ce manuel. ATTENTION: Pour des raisons de sécurité pendant le transport, la machine est livrée SANS HUILE DE LUBRIFICATION. La première chose à faire sur la machine est de la remplir d'huile comme indiqué à la section 4 – ENTRETIEN.
2C001E0B.DOC 2.1.1

Niro Soavi S.p.A 2.1.1 INFORMATIONS DE SECURITE
La machine est construite de façon à protéger les opérateurs des risques éventuels, mais ceci ne les élimine pas totalement tant pour le personnel que pour les machines ou les équipements. Les normes et les règles générales de sécurité sur le lieu de travail pour les opérateurs et les choses doivent être scrupuleusement suivies, en faisant particulièrement attention pour éviter les accidents. La machine ne doit être utilisée que si est en parfait état de conservation, de marche et d'entretien et si toutes les prescriptions de ce manuel ont été respectées. La machine ne doit être utilisée que pour les opérations pour lesquelles elle a été construite et approuvée. Toute utilisation pour d'autres prestations ou en dehors des limites d'utilisation autorisées dégage le constructeur de toute responsabilité en cas de dommages aux personnes ou aux choses et entraîne la déchéance de la garantie. Un entretien non-conforme aux indications de ce manuel, tout comme l'utilisation de pièces détachées non originales, met en danger le personnel utilisant la machine 2.1.2 SECURITE DU PERSONNEL
L'utilisation de la machine ne doit être autorisée qu'à du personnel ayant lu le MANUEL MODE D'EMPLOI ET D'ENTRETIEN et ayant les connaissances techniques nécessaires pour effectuer leurs mansions, en utilisant les instruments et les équipements adaptés. Seul le personnel autorisé doit avoir accès à la machine pour sa conduction ou son entretien. Les vêtements de travail doivent être tels qu'ils protègent le personnel des risques de happement par les parties en mouvement ou des contacts avec les parties coupantes, pointues ou à haute température. Nous conseillons de porter en permanence gants de protection, lunettes et chaussures de sécurité. Toutes les mesures de protection individuelle contre le bruit produit par la machine doivent, d'autre part, être adoptées. Le personnel doit connaître et être capable d'utiliser les équipements servant aux opérations d'entretien ordinaire et exceptionnel. En particulier, les présentes instructions doivent être connues par tout le personnel pouvant utiliser ou interagir avec la machine: - Le personnel chargé du transport et de la manutention de la machine - Le personnel chargé du branchement de la machine et de ses utilités - Le personnel chargé d'utiliser la machine - Le personnel chargé de l'entretien de la machine - Le personnel chargé des essais de fonctionnement et de contrôle des
caractéristiques du produit traité
2C001E0B.DOC 2.1.2
Niro Soavi S.p.A 2.1.3 UTILISATION DANS DES ZONES DANGEREUSES
L'utilisation de la machine dans des zones dangereuses n'est permise que si la machine a été construite pour être utilisée dans ces zones et si elle contient des composants certifiés pour ce type d'utilisation. L'identification des zones dangereuses et leur classification doivent être spécifiées par le client selon sa responsabilité. L'installation électrique de l'établissement et les raccordements à la terre et aux équipotentiels doivent être effectués de façon à éviter tout risque d'explosion. L'utilisateur doit, à ses frais, installer des détecteurs de fuites de gaz, de liquides ou de vapeurs dangereuses ainsi qu'un système de ventilation et d'extraction des fumées et des vapeurs de la zone dangereuse. L'ensemble du personnel doit être informé des éventuels dangers de la zone dangereuse ou dérivant de l'utilisation de produits nocifs aux personnes et à l'environnement. Les outils et les équipements utilisés dans les zones dangereuses doivent être compatibles avec une utilisation dans les zones en question. Leur sélection est de la responsabilité de l'utilisateur de la machine. Il est très important de contrôler régulièrement la tension des courroies afin d'éviter les surcharges dangereuses et les surchauffes pouvant entraîner des risques d'incendie ou d'explosion.
2C001E0B.DOC 2.1.3
Niro Soavi S.p.A
2.2. LABEL CE ET CERTIFICATION ISO 9000
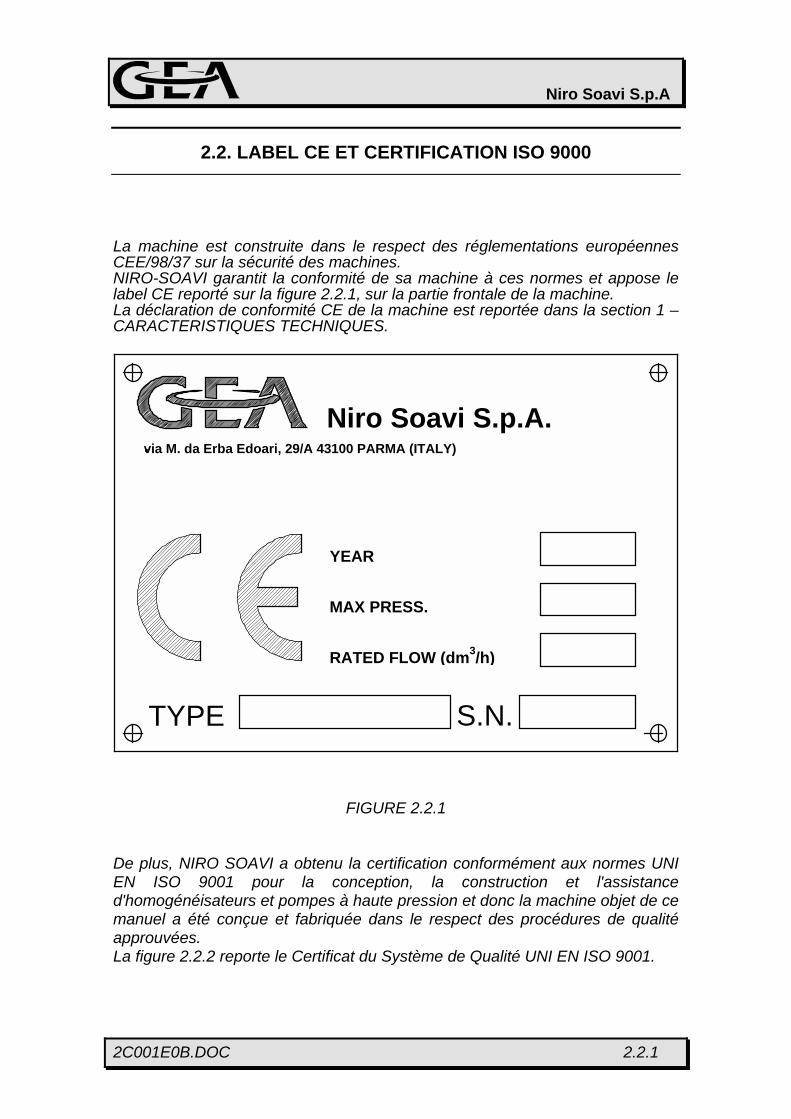
La machine est construite dans le respect des réglementations européennes CEE/98/37 sur la sécurité des machines. NIRO-SOAVI garantit la conformité de sa machine à ces normes et appose le label CE reporté sur la figure 2.2.1, sur la partie frontale de la machine. La déclaration de conformité CE de la machine est reportée dans la section 1 – CARACTERISTIQUES TECHNIQUES.
TYPE S.N.
RATED FLOW (dm3/h)
MAX PRESS.
YEAR
via M. da Erba Edoari, 29/A 43100 PARMA (ITALY)
Niro Soavi S.p.A.
FIGURE 2.2.1 De plus, NIRO SOAVI a obtenu la certification conformément aux normes UNI EN ISO 9001 pour la conception, la construction et l'assistance d'homogénéisateurs et pompes à haute pression et donc la machine objet de ce manuel a été conçue et fabriquée dans le respect des procédures de qualité approuvées. La figure 2.2.2 reporte le Certificat du Système de Qualité UNI EN ISO 9001.
2C001E0B.DOC 2.2.1
Niro Soavi S.p.A
FIGURE 2.2.2
2C001E0B.DOC 2.2.2

Niro Soavi S.p.A
2.3. IDENTIFICATION DE LA MACHINE
La machine est identifiée par la plaque (fig. 2.2.1), apposée sur le panneau frontal (ou sur le panneau de protection de la transmission pour les versions sans carter de protection – Hercules), qui reporte, outre la marque du constructeur, les informations suivantes: - Modèle et type - Numéro de matricule Le numéro de matricule est imprimé également sur la tête de compression. Dans toute la correspondance entre le client et le service après vente NIRO-SOAVI indiquer toujours le numéro de matricule de la machine.
2C001E0B.DOC 2.3.1
Niro Soavi S.p.A
2.4. GARANTIE
Sauf conditions différentes précisées dans la confirmation de commande, les termes et les conditions de la garantie dont les suivants: 2.4.1 OBJET DE LA GARANTIE
NIRO-SOAVI garantit la qualité des composants et de la construction de ses machines et s'engage, pendant la période de garantie à réparer ou à remplacer gratuitement les pièces dont la rupture ou l'usure précoce est due à un défaut de qualité des matériaux, un défaut d'usinage ou à un mauvais montage. La garantie ne s'applique pas pour les pièces dont la rupture ou l'usure précoce est due à: - La négligence de l'utilisateur, en ce qui concerne le contrôle des niveaux, le
nettoyage des filtres, les services auxiliaires, une insuffisance de la pression d'alimentation de la machine;
- Une utilisation de la machine en dehors des prestations contractuelles, en particulier en ce qui concerne la pression maximum, le débit, le produit traité, les températures de travail et de lavage, la pression d'alimentation, les caractéristiques des utilités requises;
- L'utilisation d'outils non adaptés pour l'entretien ordinaire et exceptionnel; - Un entretien insuffisant ou incorrect; - Des modifications ou des interventions sur la machine effectuées
directement ou indirectement sans l'approbation préalable de NIRO-SOAVI; - Le non-respects des prescriptions contenues dans LE MANUEL MODE
D'EMPLOI ET D'ENTRETIEN; - L'utilisation incorrecte de la machine, dans de mauvaises conditions de
fonctionnement ou en suivant des procédures erronées; - L'utilisation incorrecte de la machine ou un dessin erroné de la ligne
d'alimentation; - L'utilisation de composants non adaptés en amont ou en aval de la
machine, et en particulier l'utilisation de pompes d'alimentation non adaptées.
Pour cela, il est fondamental de connaître et d'appliquer les indications contenues dans ce manuel, afin de garantir une utilisation correcte et efficace de la machine. L'utilisation de la machine et la lecture du MANUEL MODE D'EMPLOI ET D'ENTRETIEN de la machine comportent l'acceptation intégrale des conditions de garantie. Pour de plus amples informations concernant l'application de la garantie, se reporter aux conditions générales de vente.
2C001E0B.DOC 2.4.1
Niro Soavi S.p.A 2.4.2 DUREE DE LA GARANTIE
La garantie a une durée de 12 mois à compter de la date de livraison, sauf conditions différentes indiquées dans la confirmation de commande. Le terme est unique et ne pourra être prorogé suite au remplacement ou de la réparations de composants pendant la période de garantie. 2.4.3 MODALITES D'APPLICATION
Pour la détermination des causes et donc de l'application ou non de la garantie, NIRO-SOAVI doit recevoir les pièces dont le client demande le remplacement. Les frais d'envoi de ces pièces sont, en tout état de cause, à la charge du client. Les travaux de réparation ou de remplacement en garantie seront, selon la décision de NIRO-SOAVI, effectués dans ses propres ateliers, dans un atelier tiers ou sur place. Les frais d'envoi du matériel sur place seront toujours à la charge du client, en particulier en cas d'envoi sous pli urgent de matériel ou de pièces de rechange. En cas d'intervention sur place, seront à la charge du client les sources d'énergie, les équipements extraordinaires, le personnel auxiliaire éventuel et les frais de voyage, d'hôtel et de restaurant des techniciens NIRO-SOAVI.
2.4.4 EXCLUSIONS ET LIMITATIONS
Ne sont pas couverts par la garantie le matériel et les pièces consommables telles que par exemple tous les joints des pistons de pompage et les rondelles anti-extrusion et de support, le logement des soupapes de sécurité, les filtres, etc. et les pièces dont il n'est pas possible de déterminer, à priori, la durée telles que les lampes, les fusibles, les pistons de pompage et leur revêtement éventuel, les soupapes de pompage et leurs logements, les soupapes d'homogénéisation et les manomètres. Pour les composants et les accessoires achetés auprès de fournisseurs extérieurs, la garantie donnée au client correspondra à la garantie accordée à NIRO-SOAVI par ces fournisseurs. 2.4.5 RENVOI DU MATERIEL
Avant de renvoyer à NIRO-SOAVI les pièces dont il demande le remplacement ou la réparation en garantie, le client devra le communiquer pour approbation au service après vente NIRO-SOAVI. Les pièces devront être emballées comme il se doit afin d'éviter qu'elles ne soient endommagées pendant le transport et accompagnées de: - la référence de la commande - le n° de matricule de la machine - le n° de code de la pièce - La description détaillée du défaut et de la façon dont il s'est manifesté. Les pièces couvertes par la garantie seront livrées franco usine; les pièces remplacées resteront la propriété de NIRO-SOAVI et devront être renvoyées franco usine.
2C001E0B.DOC 2.4.2
Niro Soavi S.p.A
2.5. TRANSPORT
ATTENTION: Faire connaître ces instructions à tout le personnel concerné par le transport et l'installation de la machine.
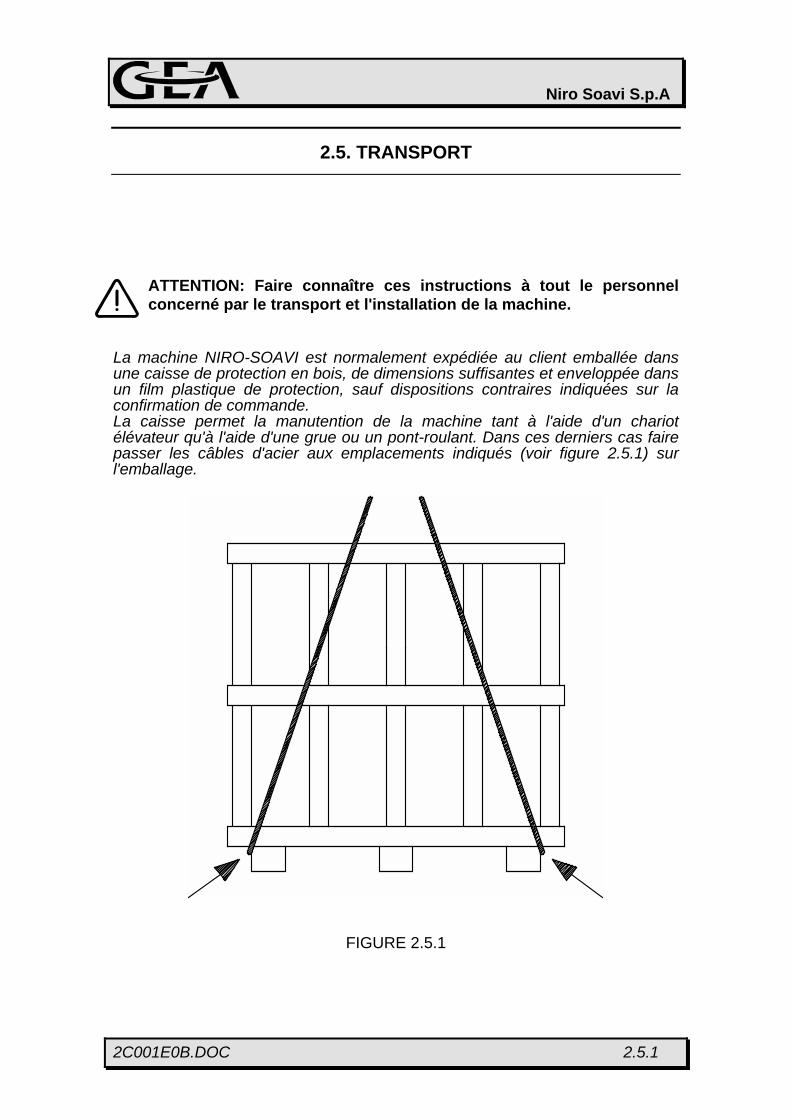
La machine NIRO-SOAVI est normalement expédiée au client emballée dans une caisse de protection en bois, de dimensions suffisantes et enveloppée dans un film plastique de protection, sauf dispositions contraires indiquées sur la confirmation de commande. La caisse permet la manutention de la machine tant à l'aide d'un chariot élévateur qu'à l'aide d'une grue ou un pont-roulant. Dans ces derniers cas faire passer les câbles d'acier aux emplacements indiqués (voir figure 2.5.1) sur l'emballage.
FIGURE 2.5.1
2C001E0B.DOC 2.5.1
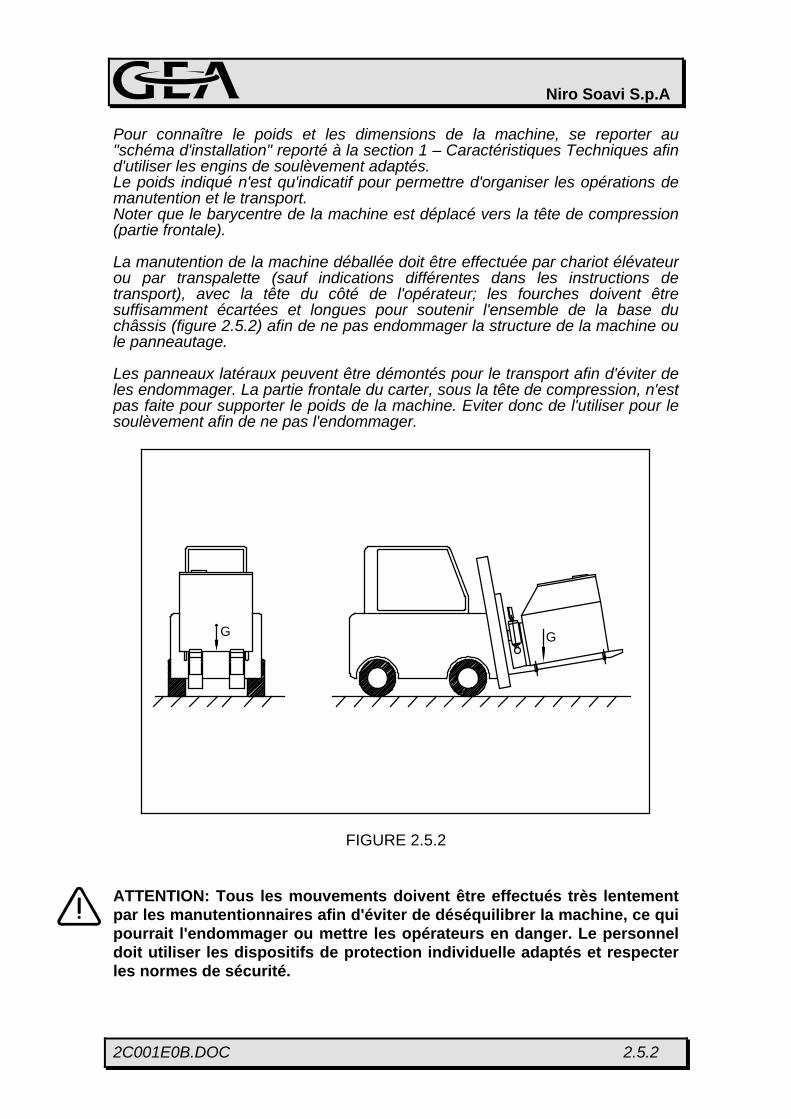
Niro Soavi S.p.A Pour connaître le poids et les dimensions de la machine, se reporter au "schéma d'installation" reporté à la section 1 – Caractéristiques Techniques afin d'utiliser les engins de soulèvement adaptés. Le poids indiqué n'est qu'indicatif pour permettre d'organiser les opérations de manutention et le transport. Noter que le barycentre de la machine est déplacé vers la tête de compression (partie frontale). La manutention de la machine déballée doit être effectuée par chariot élévateur ou par transpalette (sauf indications différentes dans les instructions de transport), avec la tête du côté de l'opérateur; les fourches doivent être suffisamment écartées et longues pour soutenir l'ensemble de la base du châssis (figure 2.5.2) afin de ne pas endommager la structure de la machine ou le panneautage. Les panneaux latéraux peuvent être démontés pour le transport afin d'éviter de les endommager. La partie frontale du carter, sous la tête de compression, n'est pas faite pour supporter le poids de la machine. Eviter donc de l'utiliser pour le soulèvement afin de ne pas l'endommager.
G G
FIGURE 2.5.2
ATTENTION: Tous les mouvements doivent être effectués très lentement par les manutentionnaires afin d'éviter de déséquilibrer la machine, ce qui pourrait l'endommager ou mettre les opérateurs en danger. Le personnel doit utiliser les dispositifs de protection individuelle adaptés et respecter les normes de sécurité.
2C001E0B.DOC 2.5.2

Niro Soavi S.p.A ATTENTION: Avant tout déplacement de la machine, contrôler que le parcours et la zone de positionnement ne contiennent aucun obstacle. ATTENTION: Avant tout déplacement de la machine, lire attentivement ces instructions. Tous les opérateurs impliqués dans la manutention de la machine doivent connaître les consignes de transport et de manutention, ainsi que les normes de sécurité habituelles.
ATTENTION: N'utiliser que des dispositifs de soulèvement homologués et adaptés au poids de la machine à soulever, indiqué dans le dessin dimensionnel de la Section 1 - CARACTERISTIQUES TECHNIQUES
Eviter absolument de rester sous les charges suspendues. ATTENTION: Le sol sur lequel est installée la machine doit être en mesure de supporter 150% du poids indiqué dans le dessin dimensionnel de la Section 1 - CARACTERISTIQUES TECHNIQUES.
2C001E0B.DOC 2.5.3

Niro Soavi S.p.A
2.6. RECEPTION ET CONTROLE
Une fois la machine hors de l'usine, tout dommage est imputable au transporteur, que ce soit une compagnie de transport ou un véhicule du client, sauf dispositions différentes spécifiées dans la confirmation de commande. Au moment de la livraison, contrôler: - La correspondance entre le colisage et le contenu effectif de l'emballage; - L'intégrité de l'emballage, afin d'identifier les dommages évidents à
contester immédiatement au transporteur; - Les éventuels dommages de la machine dus à de mauvaises conditions de
transport, imputables au transporteur. Le service expéditions NIRO-SOAVI est néanmoins toujours à votre disposition pour des éclaircissements éventuels, pour une estimation des dommages subis et une évaluation des modalités et des temps de rétablissement de la fonctionnalité et de la sécurité de la machine, ceci pour réduire au maximum le préjudice du client.
2C001E0B.DOC 2.6.1
Niro Soavi S.p.A
2.7. STOCKAGE
2.7.1 STOCKAGE AVANT L'INSTALLATION
Dans l'attente de leur installation, la machine et les appareillages devront être conservés dans un lieu fermé et propre afin de les maintenir en bon état de fonctionnement. En cas d'impératifs de stockage à l'extérieur, prévoir une protection imperméable contre la poussière, la pluie et l'humidité. Faire particulièrement attention aux tableaux électriques et aux appareillages électroniques, sensibles à l'humidité et aux basses températures. S'ils sont emballés séparément, il est recommandé de les conserver dans un lieu fermé et en tout état de cause de prévoir des absorbeurs d'humidité.
ATTENTION: La température de stockage doit être comprise entre –5°C et + 55°C; l'humidité inférieure à 95% et sans condensation; éviter les sollicitations dues aux vibrations.
2.7.2 STOCKAGE POUR UNE PERIODE SUPERIEURE A 3 MOIS
Si le stockage de la machine avant son installation dure plus de 3 mois, il est
recommandé de la conserver dans un lieu fermé, à l'abri des intempéries, de la poussière et des exhalations corrosives, en suivant les indications ci-dessus pour la protection des composants électriques.
Il est entre autres NECESSAIRE de: - Diminuer la tension des courroies de transmission, en agissant sur les
tendeurs (voir Section 3 – ENTRETIEN); - Démonter les pistons de pompage et les paquets de joints d'étanchéité (voir
Section 3 – ENTRETIEN); ATTENTION: Le remontage des pistons et des paquets de joints d'étanchéité ainsi que la mise en tension des courroies devront être fait au moment de l'installation
ATTENTION: En cas de pistons chromés ou avec un report de carbure de tungstène (voir Section 1 - CARACTERISTIQUES TECHNIQUES), les démonter, en même temps que les paquets de joints d'étanchéité en cas de stockage de la machine pendant plus d'un mois
2C001E0B.DOC 2.7.1
Niro Soavi S.p.A
2.8. INSTALLATION
2.8.1 POSITIONNEMENT
Le bon positionnement de la machine à l'intérieur de l'installation de production permet son fonctionnement optimal et un accès facile pour les opérations d'entretien ordinaire nécessaires. Pour cette raison, en fonction de ses dimensions (voir Section 1 - CARACTERISTIQUES TECHNIQUES), il est nécessaire de maintenir une zone libre tout autour de cette dernière pour les opérations d'entretien. En particulier, il est conseillé de laisser un espace de manœuvre pour le remplacement éventuel du moteur principal à l'aide d'un engin de soulèvement (pont roulant ou chariot élévateur). La partie frontale et la tête demandent normalement de l'entretien; prévoir un espace de manœuvre suffisant pour un éventuel retrait total de la tête. Il est, de plus, important de placer la machine loin des sources de chaleur qui gêneraient son refroidissement. Eviter également la présence d'objets pouvant obstruer la circulation de l'air. Prévoir également un système de drainage des eaux afin d'éviter que l'eau ne stagne sous la machine et éviter que des jets d'eau pénètrent à l'intérieur des ouvertures de ventilation. ATTENTION: Le sol sur lequel est installée la machine doit être en mesure de supporter 150% du poids indiqué dans le dessin dimensionnel de la Section 1 - CARACTERISTIQUES TECHNIQUES.
2C001E0B.DOC 2.8.1

Niro Soavi S.p.A
2.8.2 ACCES AUX PARTIES INTERIEURES
La machine est équipée d'un carter extérieur en tôle d'acier inoxydable mate permettant: - de protéger les composants internes de la machine de la saleté, de l'eau ou
des déchets du produit. - le nettoyage externe - la protection des opérateurs des organes en mouvement, sous tension ou à
haute température pouvant menacer la sécurité du personnel, conformément aux réglementations CE et de sécurité en vigueur dans les pays de destination
ATTENTION: la machine ne doit fonctionner QU'AVEC le carter ou les protections complètement fermées afin d'éviter les risques d'accidents. Les panneaux sont amovibles pour des impératifs d'entretien et/ou d'installation. Les panneaux latéraux sont dotés de poignées de manœuvre et de serrures avec clés spéciales pour pouvoir accéder à l'intérieur de la machine. ATTENTION: Contrôler que TOUTES les protections soient fermées avant de démarrer la machine, afin d'éviter des accidents; n'utiliser que les poignées prévues pour manipuler les carters. En fonction de la dimension des panneaux, 2 personnes peuvent être éventuellement nécessaires pour les retirer ou les installer.
ATTENTION: Avant de retirer les panneaux de protection, le responsable de la ligne doit sectionner la ligne d'alimentation de la machine à l'aide de l'interrupteur général et le cadenasser.
2C001E0B.DOC 2.8.2

Niro Soavi S.p.A
2.8.3 NIVELLEMENT DE LA MACHINE
Pour un bon fonctionnement de la machine, avec le moins possible de vibrations, cette dernière doit être mise à niveau et bien appuyée sur ses pieds. La machine est équipée de pieds réglables en hauteur à placer dans les culots en plastique en dotation (figure 2.8.1, pos 1); ou de pieds fixes ou encore de roues, qui ne nécessitent aucun réglage. (les roues doivent être bloquées avant d'utiliser la machine). Pour niveler la machine suivre la procédure suivante - Soulever la machine et placer les culots sous les pieds; - Baisser la machine en contrôlant que les pieds s'encastrent dans les culots; - Régler la hauteur de la machine en vissant/dévissant les pieds réglables et
mettre la machine à niveau en prenant comme référence la surface ouvrée de la tête;
- Vérifier que le poids de la machine soit réparti sur tous les pieds; - Bloquer les pieds à l'aide de la bague (figure 2.8.1, pos. 2): Pour éviter que la machine ne se déplace à cause des vibrations, et donc exerce des sollicitations sur les tuyauteries, il est possible de fixer au sol des anneaux d'acier dans lesquels bloquer les culots des pieds pour les immobiliser.
2
1
FIGURE 2.8.1
2C001E0B.DOC 2.8.3
Niro Soavi S.p.A
2.8.4 RACCORDEMENT AUX UTILITES ET A LA LIGNE DE PRODUIT
La machine est normalement raccordée à la ligne de produit par des raccords dont les types et les dimensions sont indiqués dans le dessin dimensionnel Section 1 - CARACTERISTIQUES TECHNIQUES. Elle a, entre autres, (Section 1 - CARACTERISTIQUES TECHNIQUES): - une arrivée d'eau de lubrification des paquets et de refroidissement (dureté
max 8 °dH / 15 °fH; chlorures recommandés < 25 mg/litre, max 200 mg/litre); - une évacuation d'eau; - (éventuellement) une arrivée d'air comprimé; - (éventuellement) une arrivée de vapeur; - une évacuation de la condensation du circuit de lubrification (à l'intérieur de
la machine – circuit de lubrification); - une évacuation avec grille de l'air de refroidissement. Pour les besoins de chaque machine, le type de branchement et les caractéristiques des fluides se reporter à la Section 1 - CARACTERISTIQUES TECHNIQUES En ce qui concerne les raccordements aux utilités, prévoir, en amont de la machine utilisatrice (si ce n'est pas déjà prévu sur la machine) des électrovannes de sectionnement qui s'ouvrent au démarrage de la machine. En particulier, les soupapes manuelles du circuit d'eau de lubrification doivent toujours rester ouvertes, dans une position permettant une arrivée d'eau suffisante pour la lubrification ou pour la production de vapeur d’eau (version aseptique) Il est important de noter qu'un excès d'eau de lubrification peut saturer le puits de récolte des eaux de la machine, ce qui entraînerait un risque d'entrée d'eau à l'intérieur de la transmission et donc de pollution de l'huile de lubrification. Pour cela, régler le drainage de la condensation ou de l'eau éventuellement présente dans le circuit, comme indiqué à la Section 4 - ENTRETIEN ATTENTION: Pour les machines dotées d'une installation aseptique, le client devra installer un réducteur de pression de la vapeur pour protéger l'installation aseptique pour la sécurité des opérateurs; les caractéristiques des fluides à utiliser sont indiqués dans la Section 1 - CARACTERISTIQUES TECHNIQUES.
En cas d'évacuation par tuyaux des eaux usées, ne pas oublier que l'évacuation se fait par gravité et non pas par pression au moment de la définition des diamètres et des pentes de la tuyauterie. ATTENTION: Respecter les réglementations en vigueur dans le pays d'installation en ce qui concerne le traitement des eaux usées et de refroidissement. Les eaux usées peuvent contenir des traces d'huile de lubrification et de produit.
2C001E0B.DOC 2.8.4

Niro Soavi S.p.A L'évacuation de l'air de refroidissement se fait à travers des grilles situées sur le dessus, à l'arrière et sur le côté de la machine grâce à des ventilateurs dimensionnés pour une évacuation libre (tous les modèles ne sont pas équipés d'un électroventilateur). En cas de besoin de convoyage de l'air vers l'extérieur, veuillez contacter le service technique NIRO-SOAVI.
ATTENTION: Les dispositifs fermant complètement ou partiellement le tuyau de refoulement sont interdits car cela pourrait entraîner des surpressions dans les tuyauteries et dans
la tête de compression.
La machine est, en effet, dimensionnée pour supporter des contre-pressions en sortie inférieures aux valeurs indiquées dans la Section 1 - CARACTERISTIQUES TECHNIQUES, mais, la pompe étant volumétrique, elle risque de créer des surpressions dangereuses pour la résistance des tuyauteries en aval de la machine quand le passage est fermé.
ATTENTION: Pour des raisons de sécurité, il est TOUJOURS recommandé d'installer en aval de la machine une soupape de
sécurité pour protéger la ligne et les opérateurs. Il est également important que toutes les soupapes en aval de la machine soient du type "NORMALEMENT OUVERTE", afin d'éviter leur fermeture en cas d'arrêt accidentel de l'installation pour un problème d'urgence ou de manque de tension. La machine possède une certaine inertie, elle continue donc à pomper même après retrait de la marche du moteur principal.
FIGURE 2.8.2
2C001E0B.DOC 2.8.5

Niro Soavi S.p.A 2.8.5 INDICATIONS POUR L'INSTALLATION
Les indications suivantes permettent d'installer et d'utiliser correctement la machine, afin de garantir la longue durée de vie de cette dernière et de ses composants, et éviter de mettre les opérateurs en danger.
• Une pompe volumétrique à haute pression et un homogénéisateur
demandent TOUJOURS une pression d'alimentation minimum, pour fonctionner correctement sans problèmes de cavitation pouvant endommager la machine. Respecter scupuleusement les valeurs minimums indiquées dans la Section 1 - CARACTERISTIQUES TECHNIQUES; De plus, en fonction des caractéristiques de viscosité et de température de travail, il est nécessaire de garantir toujours une pression d'alimentation constante et suffisante afin d'éviter la cavitation ou la sous-alimentation de la machine. Pour tout éclaircissement ou besoin particulier, contacter TOUJOURS le service technique NIRO SOAVI
• Pour l'alimentation de la machine, utiliser une pompe d'alimentation
dimensionnée pour un débit de 1,2 fois le débit nominal en cas de machines à 3 pistons ou plus, et d'au moins 1,5 fois le débit nominal en cas de machines à 1 ou 2 pistons. Le débit de la pompe doit être réglé au moins à la pression minimum requise pour l'alimentation.
• En cas de pompe d'alimentation positive ou volumétrique (à lobes, monovis,
etc..) ou de pompe à membrane, prévoir un système de by-pass avec soupape modulante sur la pompe d'alimentation et/ou un système de variation de la vitesse de la pompe d'alimentation pour garantir une alimentation correcte de la machine.
• Si les produits traités ont des viscosités très différentes les unes des autres,
ou bien s'il est nécessaire d'utiliser une pompe volumétrique pour les produits visqueux et pour l'eau de lavage, utiliser un système de réglage de la vitesse de la pompe réglé sur la pression d'alimentation afin de fournir à la machine une alimentation correcte quelles que soient les conditions, même dans les phases transitoires de la production.
• L'installation de deux homogénéisateurs ou pompes à pisons en série ne
peut pas être effectuée sans prendre quelques précautions telles que l'installation d'un loop de réglage de la pression d'alimentation pour contrôler la vitesse des deux machines et l'installation d'un système de by-pass. Pour toute information à ce sujet, contacter NIRO SOAVI
• Il est nécessaire d'utiliser une pompe d'installation pour chaque machine. Ne
pas installer plus de deux machines en parallèle avec une seule pompe d'alimentation afin d'éviter de dangereuses interférences de pulsations.
2C001E0B.DOC 2.8.6

Niro Soavi S.p.A • La ligne d'alimentation entre la pompe d'alimentation et l'homogénéisateur ou
la pompe à pistons doit être directe, si possible sans courbure et de taille égale ou supérieure à celle de l'homogénéisateur / pompe à pistons, sans variations de section, pour limiter les pertes de charge. Le rayon des courbures doit être la plus ample possible afin d'éviter des pertes de charge, spécialement en alimentation, et des problèmes de bruit au niveau du refoulement.
• Il est toujours conseillé d'installer un manomètre à proximité de l'entrée du
produit dans l'homogénéisateur / pompe à pistons, pour contrôler la pression d'alimentation. Ce manomètre peut être fourni, en option, par NIRO SOAVI. Il doit être de type simple, avec contact de minimum ou avec un signal continu analogique pour le contrôle à distance.
• En cas d'installation de filtres sur la ligne d'alimentation, prévoir une zone
libre de passage égale, au moins, à 3 fois celle du tuyau utilisé; installer également, en aval du filtre, un manomètre de contrôle de la pression d'alimentation effective pour éviter les éventuels engorgements des filtres et les dangers de cavitation de la machine. Pour le nettoyage, il est conseillé d'installer des filtres en parallèle à utiliser en alternance.
• Chaque homogénéisateur ou pompe à pistons a une caractéristique de
fonctionnement pulsant: pour cela, en fonction du type d'installation et du débit de la machine il est conseillé d'installer, tant en aspiration qu'en refoulement (jusqu'à un maximum de 20 bars de contre-pression sur la ligne) un poumon compensateur de pulsations.
• Le poumon compensateur de pulsations est toujours conseillé pour de débits
supérieurs à 5000 à 6000 litres/heure. Du côté de l'aspiration, il doit être placé le plus près possible de l'entrée de la machine, tandis que du côté du refoulement il doit être placé sur un tronçon de tube horizontal à une distance d'environ 1 mètre de chaque courbe adjacente. Pour plus de détails techniques concernant les dimensions et l'installation, merci de contacter NIRO SOAVI
• Le poumon compensateur de pulsations doit être installé en position
verticale. Ne pas installer le poumon avec le flux dirigé directement vers l'entrée de ce dernier afin d'éviter qu'il ne se remplisse trop rapidement de liquide et perde ainsi son efficacité à cause du manque d'air piégé dans sa partie haute.
• Si la pompe d'alimentation est reliée à un réservoir, éviter que la bouche
d'aspiration ne puisse aspirer de l'air à travers la création de tourbillons, en utilisant des barrières internes de déviation des flux. La bouche d'aspiration doit être toujours en charge d'eau.
2C001E0B.DOC 2.8.7
Niro Soavi S.p.A • Il est toujours conseillé d'installer, en aval de l'homogénéisateur ou de la
pompe à pistons, une soupape de sécurité afin de protéger l'installation des éventuelles surpressions dues à des erreurs involontaires ou à des mauvaises manœuvres lors du fonctionnement de la machine. Même dans le cas des pompes à pistons, elle sert à protéger la machine et non pas l'installation à laquelle elle est reliée, des éventuelles surpressions dangereuses.
• Ne pas utiliser la machine pour vider complètement un réservoir
d'alimentation, afin d'éviter les manques improvisés de produit lors du fonctionnement en pression, mais installer une jauge de niveau pour retirer la pression (dans le cas de l'homogénéisateur) et arrêter la machine avant que le produit en alimentation ne soit épuisé.
• Le produit traiter ne doit contenir ni air ni gaz, afin d'éviter les risques de
cavitation de la machine. Si le produit contient de l'air à cause de sa forte viscosité, ou en conséquence des phases précédentes du processus, le désaérer à l'aide de l'appareil spécifique.
Si la température est supérieure à 90°C, il est indispensable d'augmenter la pression d'alimentation à cause de l'augmentation de la tension de vapeur pouvant générer des problèmes de cavitation. La pression d'alimentation doit donc être égale à la pression minimum indiquée à la Section 1 - CARACTERISTIQUES TECHNIQUES augmentée d'1 bar tous les 5°C d'augmentation de la température au-delà des 90°C. Cette valeur doit être doublée pour des produits de viscosité supérieure à 500 cP. Pour les produits spéciaux et les températures de processus particulières contacter NIRO SOAVI
• La machine est équipée de soupapes pompantes automatiques à ressort dont la charge est définie en fonction du type de soupape et des caractéristiques du produit. Cela signifie que, si la machine est à l'arrêt ou est arrêtée et que la ligne d'alimentation est ouverte ou en pression, il est possible de contrôler le débit du produit dans la machine. Pour être certains de l'absence de produit dans la machine quand cette dernière est arrêtée, l'utilisateur doit installer une soupape de fermeture de la ligne d'alimentation en amont de la machine.
2C001E0B.DOC 2.8.8
Niro Soavi S.p.A 2.8.6 POSITIONNEMENT DES APPAREILS ELECTRIQUES
Les machines sont normalement fournies sans tableau électrique. Ce dernier est en général conçu et fabriqué sur la base des spécifications de la machine en tant qu'option. Dans tous les cas, un bornier est installé dans la machine regroupant les raccordements aux appareillages électriques installés sur la machine, à l'exception des moteurs. En cas de fourniture du tableau électrique et en général, l'armoire contenant les appareillages électriques de commande et de puissance, si elle est séparée de la machine, doit être installée dans un local le plus propre et sec possible, ventilé, loin des vapeurs, de la poussière en suspension, des exhalations corrosives et, en tout état de cause, sa protection des agents extérieurs doit être adaptée à l'environnement dans lequel elle est installée, dont les caractéristiques doivent être définies par le client avant la commande. Il est également nécessaire de l'éloigner des sources de chaleur afin de ne pas générer de surchauffes locales et de permettre le refroidissement des appareillages électriques. Si l'armoire est dotée d'un système de ventilation forcée, contrôler que les ouvertures ne soient pas obstruées. Si l'air ambiant n'est pas adéquat prévoir un tableau adapté aux conditions opérationnelles spécifiques doté d'une conduite pour l'air de ventilation. En ce qui concerne le type, l'encombrement, le poids et les caractéristiques d'installation du tableau, si ce dernier est fourni par NIRO-SOAVI, se reporter à la Section 1 - CARACTERISTIQUES TECHNIQUES. 2.8.7 RACCORDEMENTS ELECTRIQUES
La ligne d'alimentation du tableau doit être dimensionnée en fonction de la longueur, du type de pose, de la température ambiante, de la nature du chargement et en tout état de cause conformément aux prescription de la réglementation en vigueur dans le pays d'installation. Sauf autres accords écrits spécifiques de NIRO-SOAVI, l'utilisateur est responsable du dimensionnement de la ligne d'alimentation et de la mise à la terre jusqu'au raccordement au bornier du tableau électrique., ainsi que du choix des organes de protection contre les courts-circuits et contre les tensions de contact. En cas de fourniture du tableau électrique, NIRO SOAVI fournira une liste de câbles dimensionnés sur la base d'une longueur de 50 mètres, posés dans des glissières fermées avec câbles tripolaires et une température ambiante de 40°C. En ce qui concerne les caractéristiques de l'alimentation électrique de la machine et les schémas de raccordement, se reporter aux schémas électriques et aux schémas de raccordement indiqués à la Section 1 - CARACTERISTIQUES TECHNIQUES et à la Section 6 – SCHEMAS ELECTRIQUES
2C001E0B.DOC 2.8.9

Niro Soavi S.p.A
ATTENTION: les indications concernant les caractéristiques des câbles de raccordement font référence à des conditions de pose et environnementales standards. Les valeurs indiquées n'ont qu'un but indicatif et doivent être TOUJOURS vérifiées par l'utilisateur en fonction des conditions opérationnelles réelles. Les raccordements électriques entre la machine et le tableau et entre le tableau et la ligne électrique principale sont à la charge du client. Ce dernier doit également s'assurer qu'ils sont réalisés correctement et conformément aux schémas fournis par le constructeur avant la mise en service de la machine. NIRO SOAVI décline toute responsabilité en cas de dommages éventuels aux personnes et aux appareillages. Les raccordements électriques doivent être contrôlés par du personnel spécialisé. En cas de doutes, contacter NIRO SOAVI.
2.8.8 SENS DE ROTATION DES MOTEURS ELECTRIQUES
Au moment des raccordements électriques, vérifier que les moteurs tournent dans le bon sens.: ATTENTION: Vérifier le sens de rotation en démarrant EXCLUSIVEMENT LES MOTEURS A IMPULSIONS. Effectuer ces opérations dans le respect des normes de sécurité, en empêchant le contact avec les organes internes de la machine en mouvement. Retirer EXCLUSIVEMENT les panneaux de protection situés sur la gauche de la machine. Monter TOUJOURS les protections sur la droite (côté de la transmission) avant de démarrer la machine. • Moteur principal: le sens de rotation est indiqué par la flèche située sur le
volant. SENS CONTRAIRE DES AIGUILLES D'UNE MONTRE pour les machines à lubrification FORCEE et les réducteurs à engrenages, SENS CONTRAIRE DES AIGUILLES D'UNE MONTRE pour les machines à lubrification par projection (voir Section 1- CARACTERISTIQUES TECHNIQUES), si aucune autre indication sur la machine n'indique le sens de rotation (volant et/ou moteur)
• Moteur de la pompe à huile (exclusivement pour les machines avec électropompe de lubrification): respecter le sens de rotation indiqué par la flèche. En cas d'erreur, le manque de pression dans le circuit fait intervenir le pressostat empêchant le fonctionnement de la machine.
• Electroventilateur du moteur principal (exclusivement pour les machines avec vitesse variable): respecter le sens indiqué par la flèche.;
2C001E0B.DOC 2.8.10
Niro Soavi S.p.A • Electroventilateur du corps de la machine: ): respecter le sens indiqué par la
flèche La présence de moteurs auxiliaires dépend du type de machine: vérifier s'ils sont installés sur la fiche technique et sur les schémas électriques de la Section 1 - CARACTERISTIQUES TECHNIQUES. En cas de mauvais sens de rotation des moteurs, invertir les deux phases d'alimentation. ATTENTION: Avant de démarrer les moteurs, vérifier que seuls les techniciens d'installation sont à proximité de la machine et en tout état de cause pas en contact avec cette dernière.
2C001E0B.DOC 2.8.11
Niro Soavi S.p.A
2.9. REMARQUES PARTICULIERES
2.9.1 TABLEAU ELECTRIQUE A LA CHARGE DU CLIENT
Si le tableau électrique de commande et de puissance (en option) n'est pas fourni avec la machine, NIRO-SOAVI fournit une fiche technique (Section 1 - CARACTERISTIQUES TECHNIQUES contenant les caractéristiques électriques correspondant aux besoins de fonctionnement et une séquence de fonctionnement devant permettre de déterminer les éléments du tableau et les modalités d'intervention des protections requise, afin de garantir une fabrication correcte et permettre de choisir les organes de manœuvre et de protection. ATTENTION: NIRO-SOAVI décline toute responsabilité en cas de dommages causés aux personnes ou aux machines suite à une erreur de conception ou de réalisation du tableau électrique.
ATTENTION: Le tableau électrique doit être construit conformément aux normes de fonctionnement et de sécurité en vigueur dans le pays d'installation.
2.9.2 MOTEUR ELECTRIQUE FOURNI PAR LE CLIENT
Le moteur électrique doit correspondre aux caractéristiques générales définies par NIRO SOAVI en ce qui concerne LA PUISSANCE, LE NOMBRE DE POLES, LA DIMENSION, LE SERVICE (voir Section 1 - CARACTERISTIQUES TECHNIQUES). Le moteur doit être installé sur une plaque de support et fixé à l'aide de boulons dans les orifices prévus ou à percer au moment de l'installation en faisant attention à respecter l'alignement de la poulie motrice et de la poulie menée. Pour l'installation des courroies et leur mise en tension se reporter à la Section 3 - ENTRETIEN.
2C001E0B.DOC 2.9.1

Niro Soavi S.p.A
2.10. REMARQUES CONCERNANT LES ESSAIS FINAUX
Toutes nos machines sont contrôlées avec soin par des techniciens spécialisés avant leur expédition, avec des tests de fonctionnement simulant les conditions normales de travail. Le test de fonctionnement, avec de l'eau froide, permet de vérifier si les caractéristiques de la machine correspondent à celles indiquées dans le projet, l'étalonnage des systèmes de sécurité, de réglage et de contrôle, l'efficacité des garnitures hermétiques et son bon fonctionnement en général sans bruit ni vibrations anormales, le paramétrage des éventuels instruments ou appareils programmables. La vérification des prestations de la machine (portée aux maximums de pression autorisée, de bruit et d'absorption électrique) se fait avec de l'eau à 20°C, pour laquelle il est possible de vérifier un décalage du débit réel de la machine par rapport à la valeur nominale de +/- 5% en fonction des différentes températures et viscosités du produit traité. Au moment de la mise en service, après l'installation sur la ligne, il est toutefois nécessaire de faire un essai définitif dans les réelles conditions opérationnelles. En cas de besoin, NIRO SOAVI enverra, sur demande, un technicien spécialisé pour la mise en service de la machine. Ce dernier contrôlera que les raccordements et l'installation de la machine sont corrects et fournira des éclaircissements et des explications au personnel chargé de l'utilisation et de l'entretien de la machine quant au contenu de ce manuel. ATTENTION: Si le client considère inutile la présence de notre technicien pour la mise en service de la machine, NIRO SOAVI déclinera toute responsabilité en cas de dommage aux personnes ou aux choses pouvant survenir suite à un non respect des instructions contenues dans de MANUEL MODE D'EMPLOI ET D'ENTRETIEN.
2C001E0B.DOC 2.10.1
Niro Soavi S.p.A
2.11. NETTOYAGE DE LA MACHINE
La machine est fournie avec une carrosserie externe en tôle d'acier inoxydable mate (version ARIETE) qui permet un nettoyage facile à l'eau. Cette opération permet d'éviter le dépôt de détritus secs sur la machine: nettoyer à l'eau courante la carrosserie extérieure et en particulier la tête de compression et le regard. Utiliser éventuellement un chiffon et un détergent neutre normal. Eviter d'introduire de l'eau à l'intérieur de la machine en couvrant la bouche de ventilation; ne pas mouiller le tableau électrique et le panneau de commande La version industrielle HERCULES n'a pas de carrosserie externe mais une simple protection des parties en mouvement: dans ce cas, faire encore plus attention à ne pas mouiller les composants électriques.
ATTENTION: avant de laver à l'eau courante retirer la tension à la machine en cadenassant le sectionneur de la ligne d'alimentation.
2C001E0B.DOC 2.11.1

Niro Soavi S.p.A
2.12. DEMOLITION ET DEMANTELEMENT
Pour la démolition et le démantèlement de la machine, suivre des procédures différentes pour les différents matériaux. En premier lieu: • Vidanger les huiles de lubrification et hydrauliques pour les éliminer
séparément. • Démonter le circuit électrique (composants, câbles, gaines de protection) et
toutes les parties en plastique pour les éliminer séparément. La machine est construite, dans des quantités variables, avec les matériaux suivants: • Aciers inoxydables; • Aciers de constructions et alliages; • Fonte; En quantité réduite elle comprend également: • Aluminium; • Cuivre; • Bronze; • Céramique, • PTFE; • nitrile; • viton; • PVC • PEEK • Matières plastiques et élastomères. Ces différents matériaux doivent être éliminés selon les normes en vigueur dans le pays au moment du démantèlement.
2C001E0B.DOC 2.12.1
Niro Soavi S.p.A
2.13. OPTIONS
2.13.1 DEUXIEME ÉTAGE D'HOMOGENEISATION
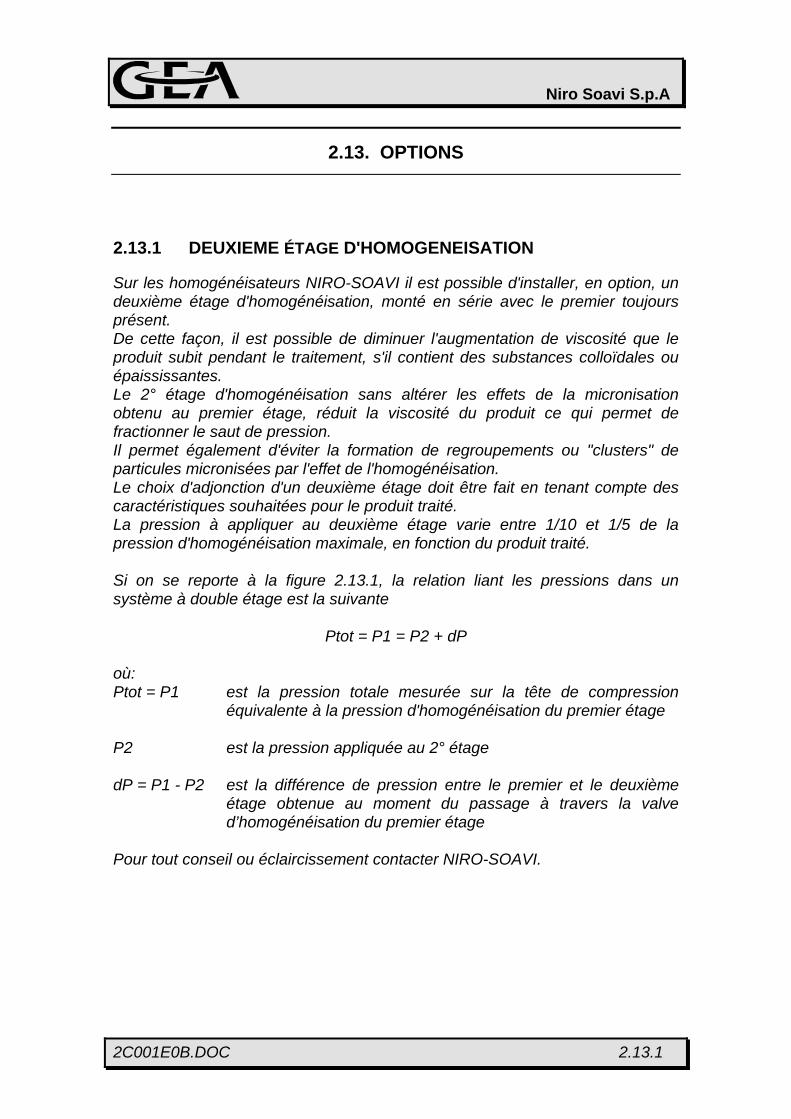
Sur les homogénéisateurs NIRO-SOAVI il est possible d'installer, en option, un deuxième étage d'homogénéisation, monté en série avec le premier toujours présent. De cette façon, il est possible de diminuer l'augmentation de viscosité que le produit subit pendant le traitement, s'il contient des substances colloïdales ou épaississantes. Le 2° étage d'homogénéisation sans altérer les effets de la micronisation obtenu au premier étage, réduit la viscosité du produit ce qui permet de fractionner le saut de pression. Il permet également d'éviter la formation de regroupements ou "clusters" de particules micronisées par l'effet de l'homogénéisation. Le choix d'adjonction d'un deuxième étage doit être fait en tenant compte des caractéristiques souhaitées pour le produit traité. La pression à appliquer au deuxième étage varie entre 1/10 et 1/5 de la pression d'homogénéisation maximale, en fonction du produit traité. Si on se reporte à la figure 2.13.1, la relation liant les pressions dans un système à double étage est la suivante
Ptot = P1 = P2 + dP où: Ptot = P1 est la pression totale mesurée sur la tête de compression
équivalente à la pression d'homogénéisation du premier étage P2 est la pression appliquée au 2° étage dP = P1 - P2 est la différence de pression entre le premier et le deuxième
étage obtenue au moment du passage à travers la valve d’homogénéisation du premier étage
Pour tout conseil ou éclaircissement contacter NIRO-SOAVI.
2C001E0B.DOC 2.13.1

Niro Soavi S.p.A
Ptot = P1
P2
dP
FIGURE 2.13.1
2.13.2 VERSION ASEPTIQUE
La machine NIRO-SOAVI existe en version aseptique pour les applications requerrant la stérilité de l'installation et de la production. Ce résultat est obtenu en fluxant avec de la vapeur d’eau stérile les pistons pompants de la zone des joints d'étanchéité et du joint de l'arbre de la valve d’homogénéisation, dans des chambres stériles afin d'éviter une contamination depuis l'extérieur. La vapeur d’eau est produite par condensation de vapeur à une température d'environ 140/150°C 8 °dH / 15 °fH, par refroidissement par eau dans un échangeur de chaleur. L'eau de refroidissement doit être propre et adoucie préalablement afin d'éviter la formation de tartre dans l'échangeur. La dureté de l'eau de refroidissement doit être de 8° dH/15°fH au maximum avec un contenu de chlorure recommandé d< 25 mg/litre et en tout état de cause inférieur à 200 mg/litre. Le débit et la température de l'eau de refroidissement nécessaire sont reportés dans le tableau des consommations à la Section 1 - CARACTERISTIQUES TECHNIQUES
2C001E0B.DOC 2.13.2
Niro Soavi S.p.A 2.13.2.1 STERILISATION DE LA MACHINE
Avant une remise en route après une longue période d'arrêt, ou à la première mise en route, il est conseillé d'effectuer une stérilisation des chambres aseptiques à vapeur vive (température max. 150° C - 3,8 bars) avec la machine arrêtée, en ouvrant le robinet d'arrêt de la vapeur sans envoyer d'eau à l'échangeur. Au terme de la stérilisation, effectuer le fluxage du circuit aseptique avec de la vapeur d’eau stérile obtenue par condensation de la vapeur, pour refroidir le système. Ces opérations doivent être effectuées avec la machine à l'arrêt afin d'éviter d'endommager les paquets de joints d'étanchéité des pistons pompants. La stérilisation de la machine dans le circuit du produit peut être effectuée avec de la vapeur vive ou avec de l'eau pressurisée à une température de 150 °C maximum pendant un maximum de 30 minutes. Afin d'éviter d'endommager les paquets de joints d'étanchéité des pistons pompants ce qui diminuerait leur durée de vie, il est conseillé de stériliser la machine lorsqu'elle est arrêtée ou d'alterner des phases de marche d'1 minute avec des phases d'arrêt de 10 minutes (dans le cas de machines à débit/vitesse fixe) ou de fonctionner le plus lentement possible dans le cas de convertisseurs de fréquence. Faisons remarquer que, pendant les phases de stérilisation, il est possible que l'alarme 'HAUTE TEMPERATURE VAPEUR D’EAU" se déclenche. Il est alors possible de l'éteindre ou éventuellement de l'exclure.
2.13.2.2 REGLAGE DU DEBIT DE L'EAU DE REFROIDISSEMENT
Pendant le refroidissement, la soupape d'arrêt de l'eau de refroidissement, (manuelle ou électrovanne) doit être ouverte. Une autre soupape manuelle, placée à la sortie de l'échangeur de chaleur, sert à régler le débit de l'eau afin d'obtenir de la vapeur d’eau stérile à une température d'environ 40/50 °C; ceci permet d'éviter de gaspiller de l'eau adoucie. 2.13.2.3 DETRARTRAGE ET LAVAGE
L'utilisation d'eau, même adoucie, lors de la condensation de la vapeur génère inévitablement des incrustations calcaires à l'intérieur de l'échangeur. Lorsque l'on constate une diminution de la capacité d'échange, qui se manifeste par l'impossibilité de refroidir suffisamment la vapeur d’eau, détartrer le circuit aseptique. Cette opération n'a pas de périodicité prévisible car l'accumulation de tartre dépend de la dureté de l'eau utilisée. Pour plus de détails sur les opérations d'entretien, se reporter à la Section 4 - ENTRETIEN. 2.13.3 SYSTEME D'HOMOGENEISATION PARTIELLE
2C001E0B.DOC 2.13.3
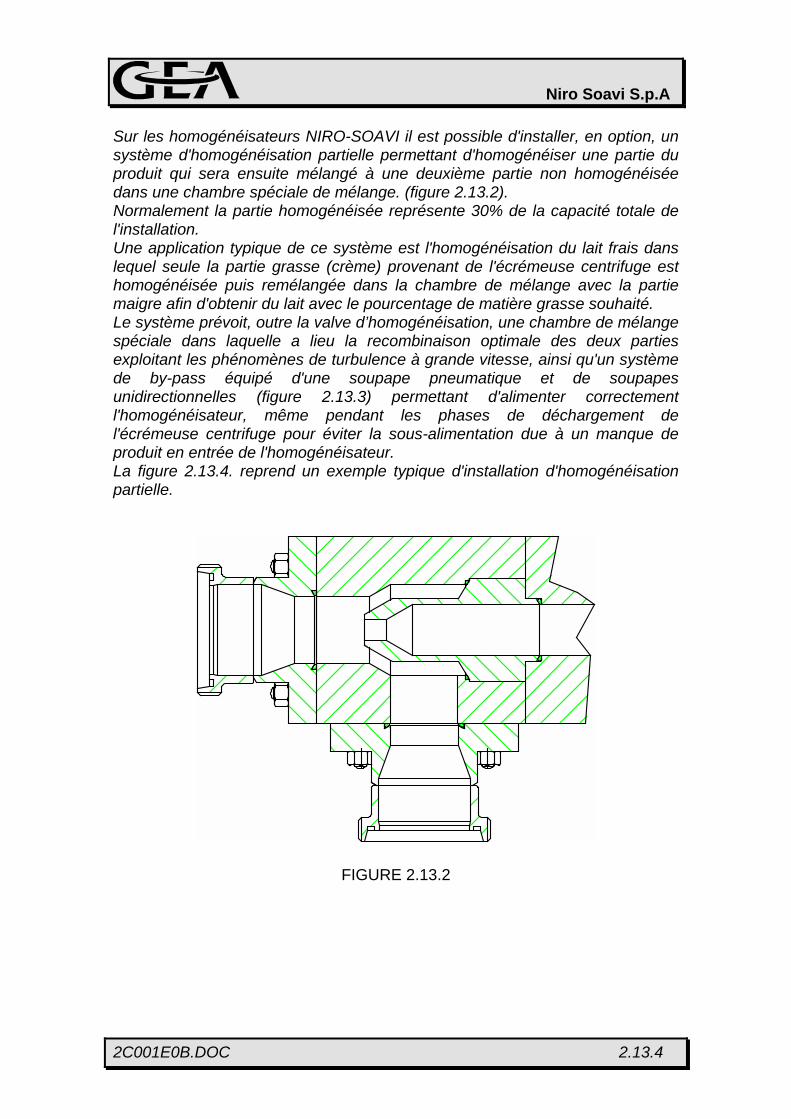
Niro Soavi S.p.A Sur les homogénéisateurs NIRO-SOAVI il est possible d'installer, en option, un système d'homogénéisation partielle permettant d'homogénéiser une partie du produit qui sera ensuite mélangé à une deuxième partie non homogénéisée dans une chambre spéciale de mélange. (figure 2.13.2). Normalement la partie homogénéisée représente 30% de la capacité totale de l'installation. Une application typique de ce système est l'homogénéisation du lait frais dans lequel seule la partie grasse (crème) provenant de l'écrémeuse centrifuge est homogénéisée puis remélangée dans la chambre de mélange avec la partie maigre afin d'obtenir du lait avec le pourcentage de matière grasse souhaité. Le système prévoit, outre la valve d’homogénéisation, une chambre de mélange spéciale dans laquelle a lieu la recombinaison optimale des deux parties exploitant les phénomènes de turbulence à grande vitesse, ainsi qu'un système de by-pass équipé d'une soupape pneumatique et de soupapes unidirectionnelles (figure 2.13.3) permettant d'alimenter correctement l'homogénéisateur, même pendant les phases de déchargement de l'écrémeuse centrifuge pour éviter la sous-alimentation due à un manque de produit en entrée de l'homogénéisateur. La figure 2.13.4. reprend un exemple typique d'installation d'homogénéisation partielle.
FIGURE 2.13.2
2C001E0B.DOC 2.13.4
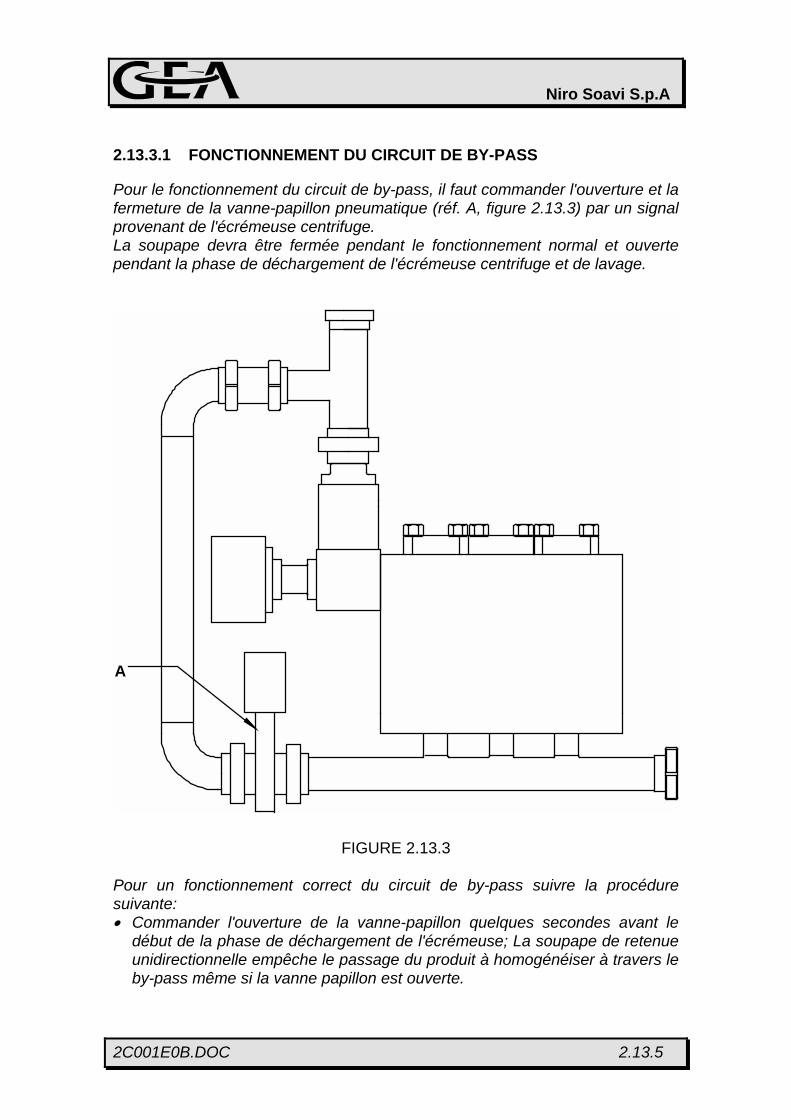
Niro Soavi S.p.A 2.13.3.1 FONCTIONNEMENT DU CIRCUIT DE BY-PASS
Pour le fonctionnement du circuit de by-pass, il faut commander l'ouverture et la fermeture de la vanne-papillon pneumatique (réf. A, figure 2.13.3) par un signal provenant de l'écrémeuse centrifuge. La soupape devra être fermée pendant le fonctionnement normal et ouverte pendant la phase de déchargement de l'écrémeuse centrifuge et de lavage.
A
FIGURE 2.13.3 Pour un fonctionnement correct du circuit de by-pass suivre la procédure suivante: • Commander l'ouverture de la vanne-papillon quelques secondes avant le
début de la phase de déchargement de l'écrémeuse; La soupape de retenue unidirectionnelle empêche le passage du produit à homogénéiser à travers le by-pass même si la vanne papillon est ouverte.
2C001E0B.DOC 2.13.5

Niro Soavi S.p.A • Commander la fermeture de la vanne-papillon quelques secondes après que
l'écrémeuse centrifuge ait recommencé à fonctionner normalement; • Maintenir dans le tuyau d'évacuation de l'homogénéisateur, une pression
minimum d'au moins 1 à 2 bars pour permettre le retour du produit homogénéisé dans le collecteur d'aspiration à travers le by-pass. Eviter donc l'évacuation libre dans un réservoir sans pression. Si la contre-pression due à l'installation en aval est insuffisante pour que le système fonctionne correctement, le client devra installer une soupape de contre-pression réglable.
ATTENTION: pour garantir un lavage total des tuyauteries de by-pass, faire en sorte que la vanne-papillon (réf. A, figure 2.13.3) s'ouvre pendant la phase de lavage et que la pression de refoulement soit toujours supérieure à celle d'alimentation
100% 5÷15%
CREME 15÷25%
LAIT ECREME 70%
FIGURE 2.13.4
2C001E0B.DOC 2.13.6
Niro Soavi S.p.A
SECTION 3
FONCTIONNEMENT ET UTILISATION DE LA MACHINE – TABLE DES MATIERES
3.1. INFORMATIONS GENERALES 3.2. CONTROLES AVANT LE DEMARRAGE 3.3. PROCEDURE DE DEMARRAGE
3.3.1 POSITION DE L'OPERATEUR 3.3.2 PANNEAU DE COMMANDE 3.3.3 MISE EN ROUTE
3.4. FONCTIONNEMENT ET REGLAGE 3.4.1 REGLAGE DE LA PRESSION D'HOMOGENEISATION HOMOGENEISATEURS A 1 ÉTAGE 3.4.2 REGLAGE DE LA PRESSION D'HOMOGENEISATION HOMOGENEISATEURS A 2 ETAGES 3.4.3 COMMANDE PNEUMATIQUE A DISTANCE
3.5. ARRET 3.5.1 ARRET D'URGENCE
3.6. LAVAGE 3.7. DISPOSITIFS DE SECURITE
3.7.1 SOUPAPE DE SURPRESSION 3.7.1.1 FONCTIONNEMENT 3.7.1.2 LAVAGE
3.7.2 PROTECTIONS SUR LE MOTEUR PRINCIPAL 3.7.3 BOUTON D'ARRET D'URGENCE 3.7.4 COUVERTURE DE PROTECTION DE LA TETE
3.8. AIDE A LA RECHERCHE DES PANNES 3.9. CARACTERISTIQUES SPECIALES – NON-STANDARDS
3C001E0B.DOC 3.1.0
Niro Soavi S.p.A
3.1. INFORMATIONS GENERALES
L'homogénéisateur NIRO SOAVI est composé d'une pompe volumétrique à pistons, équipée de soupapes automatiques à ressort d'aspiration et de refoulement, et d'une section d'homogénéisation reliée à ce dernier, à travers laquelle le produit subit un processus de micronisation à haute pression entraînant une réduction de la taille des particules en suspension dans le fluide et une distribution homogène de la taille de ces particules. Ce procédé peut être appliqué à une grande variété de produits, de viscosités différentes, permettant ainsi d'obtenir des suspensions plus stables grâce à la micronisation et la dispersion des particules, en fonction des pressions appliquées. Pour plus de renseignements sur la configuration spécifique de la machine, le modèle, les données techniques, les accessoires et les équipements en option, se reporter à la Section 1 - CARACTERISTIQUES TECHNIQUES.
ATTENTION: Pour des raisons de sécurité de transport, la machine est livrée SANS HUILE DE LUBRIFICATION à
l'intérieur des organes de transmission. Avant toute opération, ajouter l'huile de lubrification en suivant la procédure indiquée dans la Section 4 – ENTRETIEN, paragraphe 4.9 - LUBRIFICATION.
3C001E0B.DOC 3.1.1
Niro Soavi S.p.A
3.2. CONTROLES AVANT LE DEMARRAGE
ATTENTION: La température de fonctionnement de la machine doit être comprise entre +5°C et +40°C, l'humidité doit être inférieure à 90% et l'altitude inférieure à 1000 m/mer. En cas de conditions de fonctionnement en dehors de ces limites, utiliser des versions spéciales ATTENTION: Toute opération comportant le retrait des panneaux de protection doit être effectuée avec la MACHINE ARRETEE, en cadenassant le sectionneur de la ligne d'alimentation afin que personne ne puisse, par inadvertance donner de la tension à la ligne. L'homogénéisateur NIRO-SOAVI est une machine développant des pressions élevées. Il est donc conseillé de prendre certaines précautions afin d'éviter de causer des dommages accidentels aux personnes, à l'installation ou à la machine. Les normes suivantes se réfèrent à une première mise en service ou à une mise en route lorsque la machine n'est pas utilisée en continu. Il est conseillé, en tout état de cause, pour une utilisation correcte et en sécurité de la machine, d'effectuer les contrôles périodiques prévus en fonction de l'utilisation de la machine afin de la maintenir dans de parfaites conditions de fonctionnement et prévenir les éventuels problèmes. La procédure normale de démarrage est décrite dans le chapitre 3.3. • Contrôler les raccordements aux utilités auxiliaires et à la ligne de produit, en
suivant les indications de la Section 1 - CARACTERISTIQUES TECHNIQUES pour les caractéristiques et la localisation.
• Contrôler la propreté des tuyauteries en amont et en aval de la machine et l'absence de tartre ou de résidus de soudure pouvant endommager gravement la machine.
ATTENTION: Ne pas utiliser la machine pour évacuer les impuretés des tuyauteries en amont et en aval de la machine. • Contrôler la transmission par courroies. Pour le contrôle de l'alignement et la
mise en tension des courroies, se reporter à la Section 4 - ENTRETIEN.
3C001E0B.DOC 3.2.1

Niro Soavi S.p.A • Contrôler le niveau de l'huile de lubrification à travers le hublot de contrôle
qui doit être rempli aux ¾, ou bien jusqu'au niveau indiqué sur cet indicateur. Cette opération doit être effectuée exclusivement avec la machine arrêtée car le démarrage du moteur entraînerait un abaissement du niveau de remplissage du circuit. En cas de rajout éventuel, utiliser exclusivement de l'huile du type indiqué dans la Section 4 - ENTRETIEN.
• Pour les machines équipées d'un réducteur à engrenages, contrôler le niveau de l'huile de lubrification à travers le hublot de contrôle situé sur le corps du réducteur. En cas de rajout éventuel, utiliser exclusivement de l'huile du type indiqué dans la Section 4 - ENTRETIEN.
• Contrôler que les couples de serrage des brides haute pression, des raccords et de tous les écrous de la tête de compression sont conformes aux valeurs indiquées dans le tableau "couples de serrage" de la Section 4 - ENTRETIEN.
• Contrôler le serrage des pistons pompants et la présence de paquets de joints d'étanchéité s'ils ont été retirés pour le stockage ou pour un arrêt de la machine pendant plus de trois mois.
• Contrôler le sens de rotation des moteurs, en suivant les indications de la Section 2 - INFORMATIONS GENERALES, chapitre 2.8.7.
• Vérifier que tous les panneaux de protection sont en position et bien fixés. ATTENTION: Le non-respect de cette dernière prescription peut entraîner, en cas de démarrage de la machiner, de graves risques de lésions pour les opérateurs situés à proximité des organes mobiles ou rotatifs.
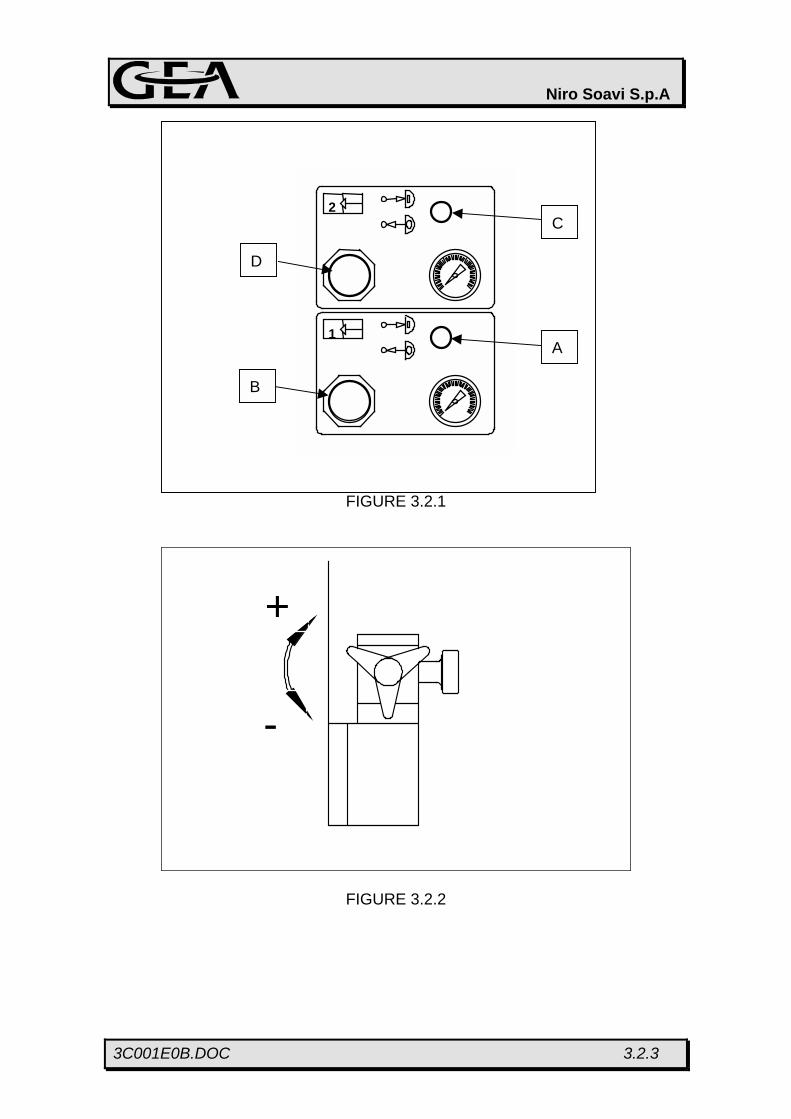
• Vérifier que les dispositifs de commande de la pression d'homogénéisation
(figure 3.2.1) (interrupteur pneumatique A et réducteur B) sont complètement desserrés ou en position OFF et que les dispositifs de commande manuelle sont complètement desserrés (fig. 3.2.2).
• Vérifier que tous les dispositifs de sécurité et de protection sont en bon état de fonctionnement.
• Vérifier que les éventuelles soupapes ou parties de l'installation en aval de l'homogénéisateur sont ouvertes pour éviter de générer des surpressions dans les tuyauteries au démarrage de l'homogénéisateur.
3C001E0B.DOC 3.2.2
Niro Soavi S.p.A
FIGURE 3.2.1
2
1
D
A
B
C
-
+
FIGURE 3.2.2
3C001E0B.DOC 3.2.3

Niro Soavi S.p.A
3.3. PROCEDURE DE DEMARRAGE
3.3.1 POSITION DE L'OPERATEUR
Pour utiliser la machine en situation de sécurité, l'opérateur doit respecter la position indiquée sur la figure 3.3.1 pour les manœuvres de démarrage et de réglage. Le panneau de commande situé sur la partie avant-gauche de la machine est configuré conformément aux spécifications du client. Il possède toujours un BOUTON D'ARRET D'URGENCE. ATTENTION: Respecter scrupuleusement la présence d'une zone de manœuvre devant la machine afin de pouvoir intervenir immédiatement sur le bouton d'arrêt d'urgence et sur les éventuels dispositifs de mise en route/arrêt et de réglage.
FIGURE 3.3.1
3C001E0B.DOC 3.3.1

Niro Soavi S.p.A 3.3.2 PANNEAU DE COMMANDE
Le panneau de commande se trouve sur la partie avant-gauche de la machine (dans la version Ariete avec panneautage). Le panneau est le même pour les différentes langues et reporte les symboles et les instruments nécessaires au contrôle de la machine (voir figure 3.3.2): • Un bouton d'arrêt d'urgence pour l'arrêt immédiat de la machine en cas
d'urgence: • Une touche de démarrage (reportant le symbole I) et d'arrêt (reportant le
symbole O) et une lampe d'alarme générique (reportant le symbole !). Ces appareillages ne sont prévus que si le tableau électrique est fourni par NIRO SOAVI
• Un contrôle pneumatique pour le réglage de la pression d'homogénéisation (1° et 2° étages) comprenant un interrupteur pneumatique pour l'introduction ou le retrait de la pression (indiqué par ON et OFF) et un régulateur pneumatique pour augmenter ou diminuer la pression (indiqué par une règle graduée)
• Des manomètres pour le contrôle de la pression de l'air envoyé à la tête pneumatique pour atteindre la pression d'homogénéisation
• Un manomètre pour le contrôle de la pression de l'huile de lubrification de la transmission, identifié par le symbole spécifique.
2
1
NIRO SOAVI
FIGURE 3.3.2
3C001E0B.DOC 3.3.2

Niro Soavi S.p.A 3.3.3 MISE EN ROUTE
ATTENTION: L'huile de lubrification indiquée dans les spécifications techniques correspond à des températures de fonctionnement comprises entre +5°C et +40°C: NE PAS DEMARRER la machine si la température est inférieure à +5°C pour éviter les risques de rupture du circuit de lubrification. Contacter le service après vente NIRO-SOAVI qui vous indiquera le type de lubrifiant adapté aux conditions climatiques spécifiques.
ATTENTION: Ne pas démarrer la machine si la température est inférieure à +5°C avant d'avoir contrôlé l'intégrité du circuit d'eau de lubrification des pistons et des éventuels échangeurs de chaleur à eau. . Après avoir effectué les contrôles préalables au démarrage il est possible de mettre la machine en route en suivant la procédure suivante. • Ouvrir toutes les soupapes d'arrêt des utilités auxiliaires (eau, air, vapeur) et
régler éventuellement leur débit (les réglages sont normalement effectués à l'usine pendant les essais finaux de la machine)
ATTENTION: NE JAMAIS DEMARRER la machine en absence d'eau de lubrification des pistons pompants sous peine d'endommager gravement les paquets de joints d'étanchéité et les pistons eux-même. En cas de pistons en céramique cette erreur peut causer la rupture des pistons par choc thermique. Pour plus de détails consulter la Section 4 – ENTRETIEN.
ATTENTION: Un excès d'eau de refroidissement peut inonder les fosses de récupération de l'eau ou éclabousser excessivement les pistons de guidage et donc entraîner une entrée d'eau dans le corps de transmission. Contrôler donc le débit de l'eau et éventuellement le régler à une valeur indicative de 60 à 100 litres/heure par piston. Drainer régulièrement le circuit de lubrification pour éliminer l'eau ayant éventuellement pénétré dans l'huile.
• Alimenter la machine en produit en respectant les débits et les pressions
indiqués dans la Section 1 - CARACTERISTIQUES TECHNIQUES. ATTENTION: Une pression d'alimentation inférieure aux limites indiquées peut causer des phénomènes de CAVITATION dans la machine, que l'on note par un bruit mécanique typique de la tête et qui provoque de graves dommages à toute la machine. NIRO SOAVI décline toute responsabilité en cas de rupture, mauvais fonctionnement ou dommages à la machine dus à la CAVITATION même pendant la période de garantie de 12 mois.
• Donner de la tension en actionnant l'interrupteur général du tableau
électrique.
3C001E0B.DOC 3.3.3
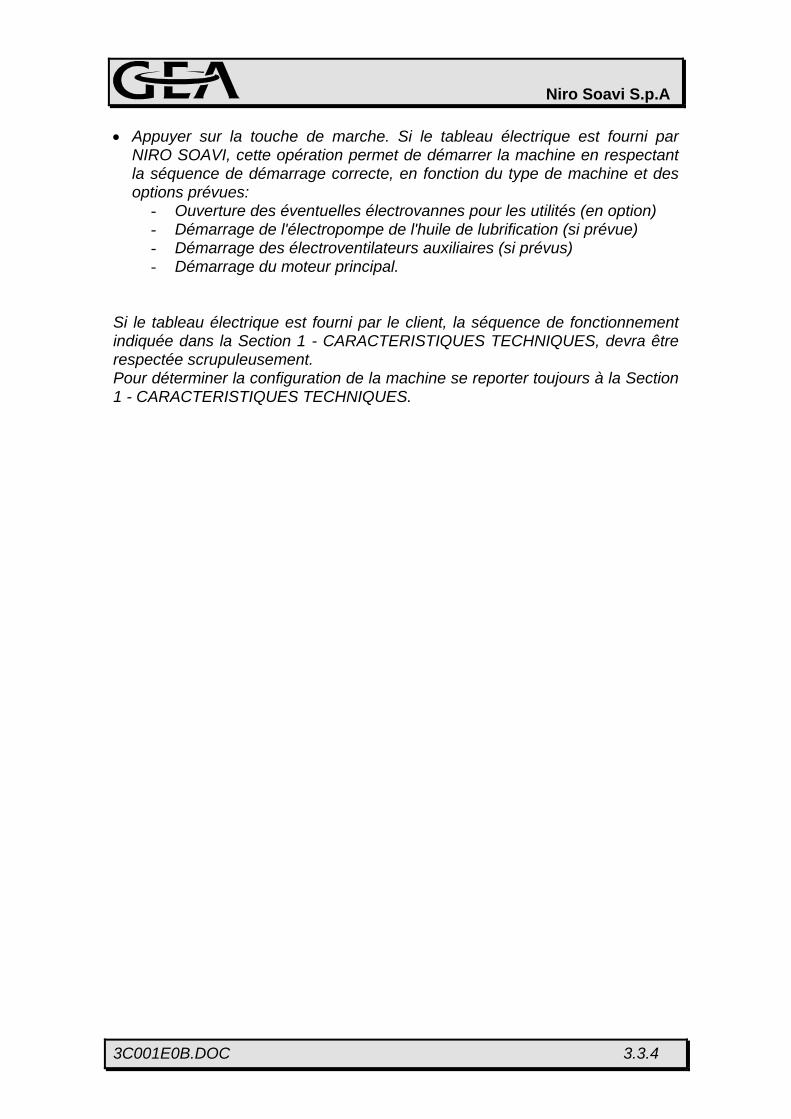
Niro Soavi S.p.A • Appuyer sur la touche de marche. Si le tableau électrique est fourni par
NIRO SOAVI, cette opération permet de démarrer la machine en respectant la séquence de démarrage correcte, en fonction du type de machine et des options prévues:
- Ouverture des éventuelles électrovannes pour les utilités (en option) - Démarrage de l'électropompe de l'huile de lubrification (si prévue) - Démarrage des électroventilateurs auxiliaires (si prévus) - Démarrage du moteur principal.
Si le tableau électrique est fourni par le client, la séquence de fonctionnement indiquée dans la Section 1 - CARACTERISTIQUES TECHNIQUES, devra être respectée scrupuleusement. Pour déterminer la configuration de la machine se reporter toujours à la Section 1 - CARACTERISTIQUES TECHNIQUES.
3C001E0B.DOC 3.3.4

Niro Soavi S.p.A
3.4. FONCTIONNEMENT ET REGLAGE
Une fois la machine démarrée, contrôler, pendant quelques minutes, sans augmenter la pression d'homogénéisation, son bon fonctionnement et en particulier la valeur de la pression d'homogénéisation et sa stabilité dans les limites indiquées dans la Section 1 - CARACTERISTIQUES TECHNIQUES. A ce point, agir sur les commandes de réglage pour obtenir la pression d'homogénéisation souhaitée, à l'aide du système de commande. Contrôler l'existence d'un deuxième étage d'homogénéisation dans la Section 1 - CARACTERISTIQUES TECHNIQUES.
3.4.1 REGLAGE DE LA PRESSION D'HOMOGENEISATION HOMOGENEISATEURS A 1 ÉTAGE
Ce type de réglage se fait à l'aide d'un servosystème qui, grâce à un cylindre pneumatique agit sur la position de la valve d’homogénéisation afin de déterminer la pression d'homogénéisation. La machine dispose, sur le panneau frontal (figure 3.4.1), d'un interrupteur pneumatique (A) et d'un réducteur de pression (B). Les opérations de réglage sont: • Vérifier que le réducteur de pression (B) est complètement desserré • Placer l'interrupteur pneumatique sur la position ON • Tourner le pommeau du réducteur jusqu'à ce que le manomètre situé sur la
tête indique la pression d'homogénéisation souhaitée.
ATTENTION: Le système de réglage pneumatique est volontairement doté d'une certaine inertie afin de permettre une augmentation lente et graduelle de la pression Agir lentement sur le régulateur de pression en vérifiant l'augmentation réelle de la pression d'homogénéisation jusqu'à la valeur de travail. ATTENTION: contrôler, sur le manomètre installé sur le panneau de contrôle, l'augmentation de la pression d'air dans la tête pneumatique; ceci permettra de vérifier que la pression d'homogénéisation l'augmente lentement. Il est également possible d'utiliser le manomètre de l'air comme référence au cas où le manomètre de la tête ne fonctionnerait pas correctement.
Après avoir réglé la pression d'homogénéisation sur la valeur souhaitée, il est possible de bloquer le pommeau du réducteur (B) en appuyant dessus.
3C001E0B.DOC 3.4.1

Niro Soavi S.p.A . Si la pression programmée est habituellement utilisée pour la production, il est possible d'appliquer et de retirer la pression d'homogénéisation en agissant EXCLUSIVEMENT sur l'interrupteur sélecteur pneumatique (A), en laissant le réducteur bloqué en position de réglage.
ATTENTION: cette procédure n'est autorisée QUE pour les machines ayant une pression opérationnelle inférieure à 250 bars, afin d'éviter de sur-solliciter la machine et de générer une augmentation trop rapide de la pression qui pourraient causer l'ouverture des soupapes de sécurité.
2
1
D
A
B
C
FIGURE 3.4.1
3C001E0B.DOC 3.4.2

Niro Soavi S.p.A
3.4.2 REGLAGE DE LA PRESSION D'HOMOGENEISATION HOMOGENEISATEURS A 2 ETAGES
Le réglage de la pression se fait avec les mêmes modalités que pour les machines à un seul étage. Pour les modalités de réglage, lire toutefois les indications reportées au paragraphe 3.4.1, et en particulier les avertissements. La pression à appliquer au 2° étage varie entre 1/10 et 1/5 de la pression maximale d'homogénéisation, en fonction du produit traité.
ATTENTION: Le réglage de la pression doit être effectué D'ABORD sur le 2° étage, en appliquant la valeur souhaitée, PUIS sur le 1° étage pour atteindre la pression totale souhaitée. Toute séquence opérationnelle différente entraînerait de GRAVES DANGERS car elle pourrait faire atteindre, par inadvertance, des pressions supérieures à celle prévue dans le projet de la machine. Les opérations de réglage sont (figure 3.4.1): • Vérifier que le réducteur de pression (B) est complètement desserré • Placer l'interrupteur pneumatique du deuxième étage (A) en position ON • Tourner le pommeau du réducteur du 2° étage (B) jusqu'à ce que le
manomètre indique la pression d'homogénéisation souhaitée. • Placer l'interrupteur général du premier étage (D) sur ON • Tourner le pommeau du réducteur du 1° étage (D) jusqu'à ce que le
manomètre indique la pression d'homogénéisation souhaitée.
ATTENTION: Le système de réglage pneumatique est volontairement doté d'une certaine inertie afin de permettre une augmentation lente et graduelle de la pression Agir lentement sur le régulateur de pression en vérifiant l'augmentation réelle de la pression d'homogénéisation jusqu'à la valeur de travail. Après avoir réglé la pression d'homogénéisation sur la valeur souhaitée, il est possible de bloquer le pommeau du réducteur (B) en appuyant dessus. . Si la pression programmée est habituellement utilisée pour la production, il est possible d'appliquer et de retirer la pression d'homogénéisation en agissant EXCLUSIVEMENT sur l'interrupteur sélecteur pneumatique (A), en laissant le réducteur bloqué en position de réglage.
3C001E0B.DOC 3.4.3
Niro Soavi S.p.A
3C001E0B.DOC 3.4.4
ATTENTION: cette procédure n'est autorisée QUE pour les machines ayant une pression opérationnelle inférieure à 250 bars, afin d'éviter de sur-solliciter la machine et une augmentation trop rapide de la pression.
ATTENTION: Pour retirer la pression d'homogénéisation dans un système à deux étages, il est nécessaire de suivre la procédure inverse de celle d'introduction de la pression.
Il est donc nécessaire de retirer d'abord la pression du 1° étage puis la pression du 2° étage.

Niro Soavi S.p.A
3.4.3 COMMANDE PNEUMATIQUE A DISTANCE
La commande du servosystème pneumatique de réglage de la pression d'homogénéisation peut être effectuée à distance à l'aide d'une électrovanne proportionnelle (pression minimum de la pression de l'air du réseau 7,5 bars) pilotée par un signal de 4 à 20 mA; le type de système utilisé dépend de la configuration choisie par le client. Les modalités de réglage de la pression d'homogénéisation sont identiques à celles décrites pour le système pneumatique standard aux paragraphes 3.4.1 et 3.4.2. Le système de supervision et de contrôle (installé par le client) doit fournir un signal électrique de régulation aux électrovannes proportionnelles.
ATTENTION: Même avec un contrôle à distance, sur un système à deux étages, le réglage de la pression doit être effectué D'ABORD sur le 2° étage, en appliquant la valeur souhaitée, PUIS sur le 1° étage pour atteindre la pression totale souhaitée. Toute séquence opérationnelle différente entraînerait de GRAVES DANGERS car elle pourrait faire atteindre, par inadvertance, des pressions supérieures à celle prévues dans le projet de la machine Il est important de prévoir une rampe de montée du signal dans un délai d'environ 30 secondes/1 minute pour éviter la montée improvisée de la pression d'homogénéisation qui pourrait entraîner l'ouverture de la soupape de surpression située sur la tête de compression. Le système de commande à distance par électrovanne proportionnelle prévoit également une électrovanne ON/OFF pour l'introduction et le retrait de la pression, qui peut être installée, sur demande, avec un système de régulation manuelle à la place de l'interrupteur pneumatique (voir paragraphes 3.4.1 et 3.4.2). Il est également possible, en option, d'avoir un système de contrôle automatique de la pression, piloté par un loop de régulation prévoyant également l'installation d'un manomètre avec sortie analogique 4-20 mA, toujours en option. Ce système permet de programmer une valeur opérationnelle qui est maintenue constante même si les conditions de fonctionnement de la machine varient (par exemple une variation du débit) et quel que soit le produit. Pour plus de renseignements, contacter NIRO SOAVI. La machine équipée d'un système de réglage à distance de la pression d'homogénéisation peut être dotée, sur demande du client, d'un répétiteur local des commandes à distance pour des besoins de fonctionnement pendant les opérations d'entretien. L'utilisation du système local est décrit aux paragraphes 3.4.1 et 3.4.2.
3C001E0B.DOC 3.4.5

Niro Soavi S.p.A
3.5. ARRET
L'arrêt de la machine se fait en suivant la procédure suivante: • Retirer la pression d'homogénéisation en plaçant l'interrupteur pneumatique
en position OFF ou à l'aide de l'électrovanne (ou de l'électrovanne proportionnelle) en cas de commande à distance par le biais d'un signal électrique (voir chapitre 3.4);
• Appuyer sur la touche d'arrêt (si prévue sur le panneau de commande de la machine) ou donner un signal d'arrêt à l'aide du système de commande et de contrôle. Pour les machines avec tableau électrique fourni par NIRO SOAVI, cette opération permet d'arrêter les moteurs électriques auxiliaires (si prévus) et le moteur principal selon une séquence correcte. Cette séquence est décrite dans la Section 1 - CARACTERISTIQUES TECHNIQUES pour les clients souhaitant réaliser leur tableau électrique indépendamment de NIRO SOAVI;
• Retirer la tension par le biais de l'interrupteur général. 3.5.1 ARRET D'URGENCE
En cas de danger ou d'anomalie grave de la machine, il est possible d'arrêter rapidement le fonctionnement de la machine en appuyant sur le bouton d'arrêt d'urgence situé sur le panneau frontal (figure 3.5.1). Retirer ensuite la pression en suivant la procédure décrite précédemment.
ATTENTION: Avant de remettre la machine en marche, éliminer la cause ayant causé l'arrêt d'urgence. ATTENTION: Le fait de remettre le bouton d'arrêt d'urgence en position normale ne remet pas la machine en marche mais autorise son démarrage selon la procédure normale.
S GREME
ENCY
O PTS
FIGURE 3.5.1
3C001E0B.DOC 3.5.1
Niro Soavi S.p.A
3.6. LAVAGE
Un lavage méticuleux de la machine permet de maintenir les conditions de propreté, d'assainissement et d'asepsie nécessaires afin d'éviter la détérioration ou la contamination involontaire ou dangereuse du produit traité. Les pièces en contact avec le produit ont été particulièrement étudiées pour leur facilité de nettoyage et de lavage (CIP) en évitant les angles morts et de dépôt. Il est toutefois nécessaire de respecter les indications suivantes: • Le lavage doit être effectué IMMEDIATEMENT après la production, sans que
le produit ne stagne dans la machine et sans que la machine reste vide sans être rincée, afin d'éviter la formation d'un film de dépôt sur les parois internes;
• En fonction des caractéristiques du produit, le lavage peut être effectué à l'eau chaude ou avec des solutions détergentes acides ou basiques, dont les différents types et compositions sont indiqués dans le tableau 3.6.A;
• Le rinçage final doit être fait à grande eau afin de neutraliser complètement toute trace de solution chimique;
• En cas de solutions obtenues à partir de produits concentrés ou en poudre, ces dernières doivent être préparées et dissoutes avec soin afin d'éviter la formation de grumeaux ou de particules solides non dissoutes.
Les opérations de lavage doivent être effectuées en circuit fermé (CIP) avec la machine en fonctionnellement et la pression d'homogénéisation à zéro. Ceci permet d'éviter de gaspiller de l'énergie électrique et d'endommager la valve d’homogénéisation
ATTENTION: Pour les machines à débit variable ou multiple, effectuer le lavage à la vitesse maximum autorisée, qui doit, en tout état de cause, ne pas dépasser les 20% de plus que le débit maximum d'exercice (voir Section 1 - CARACTERISTIQUES TECHNIQUES).
ATTENTION: Utiliser des solutions contenant EXCLUSIVEMENT les produits indiqués dans le tableau 3.6.A La présence, même sous forme de traces, de CHLORE et d'IODE, unie à de hautes températures et pressions, est nuisible aux matériaux utilisés pour la construction de la machine, car elle risque de générer des phénomènes de "stress corrosion" pouvant, rapidement et de façon imprévisible, entraîner l'effondrement de la structure.
3C001E0B.DOC 3.6.1
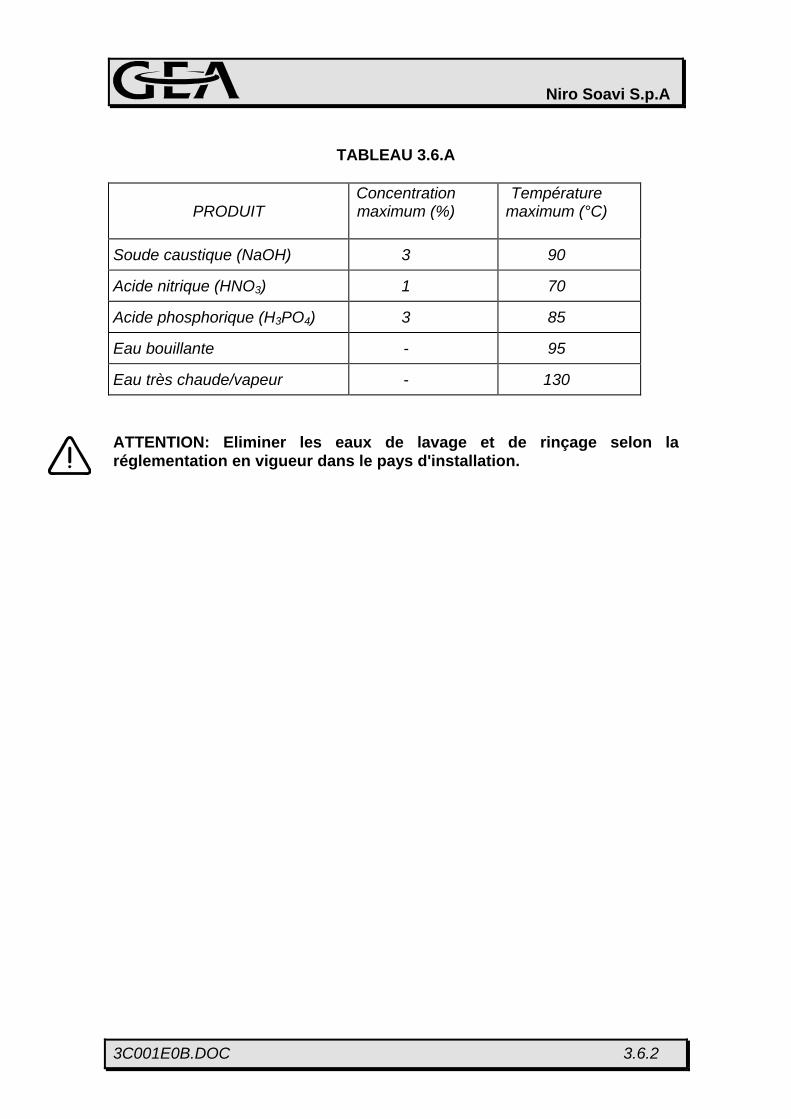
Niro Soavi S.p.A
TABLEAU 3.6.A
PRODUIT Concentration maximum (%)
Température maximum (°C)
Soude caustique (NaOH) 3 90
Acide nitrique (HNO3) 1 70
Acide phosphorique (H3PO4) 3 85
Eau bouillante - 95
Eau très chaude/vapeur - 130 ATTENTION: Eliminer les eaux de lavage et de rinçage selon la réglementation en vigueur dans le pays d'installation.
3C001E0B.DOC 3.6.2

Niro Soavi S.p.A
3.7. DISPOSITIFS DE SECURITE
Le machines NIRO-SOAVI sont équipées de dispositifs de sécurité empêchant d'atteindre des conditions critiques entraînant des risques de rupture improvisée de la machine ou des dangers pour les opérateurs. La conception de cette dernière est un gage de sécurité car tout a été calculé avec de grandes marges de sécurité étant données les hautes pressions pouvant être atteintes en cas de mauvaises manœuvres de la part des opérateurs ou d'anomalies dans l'installation dans laquelle la machine est installée. La machine est équipée, de plus, d'une soupape de surpression placée sur la tête de compression, de protections électriques sur le moteur principal (si la machine possède un tableau électrique), d'un bouton d'arrêt d'urgence et d'un carter de protection de la tête. Ces équipements de sécurité sont décrits ci-après: 3.7.1 SOUPAPE DE SURPRESSION
Cette soupape de limitation de pression a été conçue par NIRO-SOAVI pour protéger la machine contre les éventuelles surpressions pouvant se créer à l'intérieur de la tête de compression suite à l'action pompante de la machine.
ATTENTION: La soupape de sécurité sert à protéger la machine; seule une éventuelle soupape de ligne est en mesure de protéger les tuyauteries en aval de la machine.
ATTENTION: la soupape ne protège que la chambre en pression sur laquelle elle est installée.
Elle offre, en particulier, les avantages suivants: - entretien réduit; - projet à norme “3A”, adapté aux C.I.P.; - se referme automatiquement en cas de déchargement de la surpression,
permet la reprise immédiate de la production; - permet un étalonnage de précision et une régularité d'intervention
3C001E0B.DOC 3.7.1
Niro Soavi S.p.A 3.7.1.1 FONCTIONNEMENT
La soupape est composée d'une bille maintenue en position dans son siège par un ressort armé qui permet son ouverture en cas de dépassement de la valeur de calibrage définie au moment des essais finaux. Cette précharge ne doit absolument pas être altérée pour ne pas modifier la valeur d'ouverture de la soupape, sous peine d'annulation des conditions de sécurité prévues par NIRO SOAVI et de déchéance de la garantie; pour cela, l'écrou de réglage de la précharge est bloqué par un scellé. En cas de dépassement de la valeur d'étalonnage, la soupape s'ouvre automatiquement, déchargeant du produit dans le tuyau de sortie; elle se referme quand la pression descend au-dessous de la valeur d'ouverture. Il faut donc agir sur le régulateur de pression pour réduire la pression à l'intérieur de la tête de compression jusqu'à fermeture de la soupape ou réduire la vitesse dans le cas de pompes à piston. Une fois la soupape de surpression refermée, il est possible d'augmenter de nouveau la pression d'homogénéisation jusqu'à la valeur désirée, sauf si la cause de l'intervention de la soupape a endommagé cette dernière ce qui obligerait à l'arrêter immédiatement.
ATTENTION: placer TOUJOURS le tuyau d'évacuation vers le bas pour éviter de mettre les opérateurs en danger; le client devra placer un entonnoir de récupération du produit en sortie relié à un système d'évacuation adéquat. ATTENTION: éliminer le produit évacué dans le respect de la réglementation en vigueur dans le pays d'installation.
ATTENTION: L'intervention de la soupape de surpression abîme le siège d'étanchéité et entraîne donc une réduction de la valeur d'ouverture prévue en phase d'étalonnage. Il est donc nécessaire de remplacer le siège et la bille pour rétablir les conditions de fonctionnement d'origine. 3.7.1.2 LAVAGE
Le lavage des pièces en contact avec le produit se fait normalement pendant le fonctionnement de la machine (C.I.P.).
ATTENTION: Suite à une intervention de la soupape pour cause de dépassement de la pression d'étalonnage, il est INDISPENSABLE de démonter la soupape et de la laver à la main. Pour le démontage et l'entretien, se reporter à la Section 4 - ENTRETIEN.
3C001E0B.DOC 3.7.2
Niro Soavi S.p.A
3C001E0B.DOC 3.7.3
ATTENTION: Ne pas démonter le corps de la soupape et ne pas retirer le couvercle en plastique. Il est interdit de modifier l'étalonnage de la soupape de sécurité sous peine de déchéance de la garantie et d'inutilité des protections de la machine quant à ses composants et aux opérateurs, sauf autorisation écrite de NIRO SOAVI.
3.7.2 PROTECTIONS SUR LE MOTEUR PRINCIPAL
Si la machine fournie par NIRO-SOAVI est équipée d'un tableau électrique, elle est dotée de protections électriques adaptées à la puissance du moteur, au type de démarrage et aux conditions d'utilisation, réalisées grâce à des disjoncteurs magnétothermiques, des fusibles rapides ou des interrupteurs automatiques contre les courts-circuits, des interrupteurs automatiques ou un inverseur de protection contre les surchauffes. Pour ce cas, se reporter à la Section 1 - CARACTERISTIQUES TECHNIQUES.
3.7.3 BOUTON D'ARRET D'URGENCE
Le bouton d'arrêt d'urgence se trouve le panneau frontal de la machine, reconnaissable par sa couleur caractéristique conformément à la réglementation en vigueur (figure 3.5.1). Ce dispositif permet l'arrêt instantané de la machine en cas de danger pour le personnel et/ou de risques pour l'intégrité de la machine (anomalies de fonctionnement, bruits anormaux, risque de rupture). Pour les modalités d'arrêt et les notes à ce sujet, se reporter au chapitre 3.5. Si la machine est fournie avec le tableau électrique, l'interrupteur général peut être utilisé comme dispositif d'arrêt d'urgence.
ATTENTION: Le positionnement de la machine et son raccordement à la ligne de produit doivent prévoir un espace suffisamment ample pour permettre d'intervenir, sans obstacles, sur le bouton d'arrêt d'urgence.
3.7.4 COUVERTURE DE PROTECTION DE LA TETE
La tête de compression est équipée d'un carter supplémentaire pour protéger le personnel des éventuelles projections de pièces de la machine, des températures atteintes par la tête, des dommages éventuels dus à des pièces proéminentes ou anguleuses. ATTENTION: Interdire l'utilisation de la machine lorsque les protections sont retirées ou mal fixées.
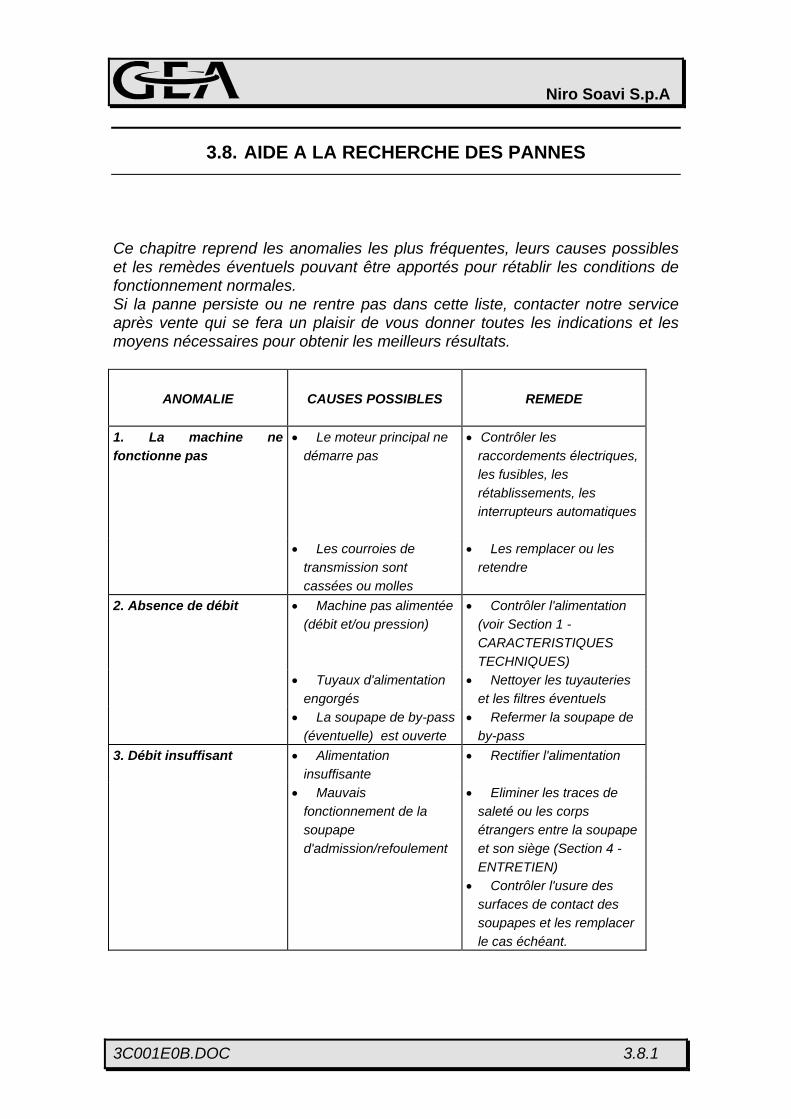
Niro Soavi S.p.A
3.8. AIDE A LA RECHERCHE DES PANNES
Ce chapitre reprend les anomalies les plus fréquentes, leurs causes possibles et les remèdes éventuels pouvant être apportés pour rétablir les conditions de fonctionnement normales. Si la panne persiste ou ne rentre pas dans cette liste, contacter notre service après vente qui se fera un plaisir de vous donner toutes les indications et les moyens nécessaires pour obtenir les meilleurs résultats.
ANOMALIE
CAUSES POSSIBLES
REMEDE
1. La machine ne fonctionne pas
• Le moteur principal ne démarre pas
• Contrôler les raccordements électriques, les fusibles, les rétablissements, les interrupteurs automatiques
• Les courroies de
transmission sont cassées ou molles
• Les remplacer ou les retendre
2. Absence de débit • Machine pas alimentée (débit et/ou pression)
• Contrôler l'alimentation (voir Section 1 - CARACTERISTIQUES TECHNIQUES)
• Tuyaux d'alimentation engorgés
• Nettoyer les tuyauteries et les filtres éventuels
• La soupape de by-pass (éventuelle) est ouverte
• Refermer la soupape de by-pass
3. Débit insuffisant • Alimentation insuffisante
• Rectifier l'alimentation
• Mauvais fonctionnement de la soupape d'admission/refoulement
• Eliminer les traces de saleté ou les corps étrangers entre la soupape et son siège (Section 4 - ENTRETIEN)
• Contrôler l'usure des surfaces de contact des soupapes et les remplacer le cas échéant.
3C001E0B.DOC 3.8.1
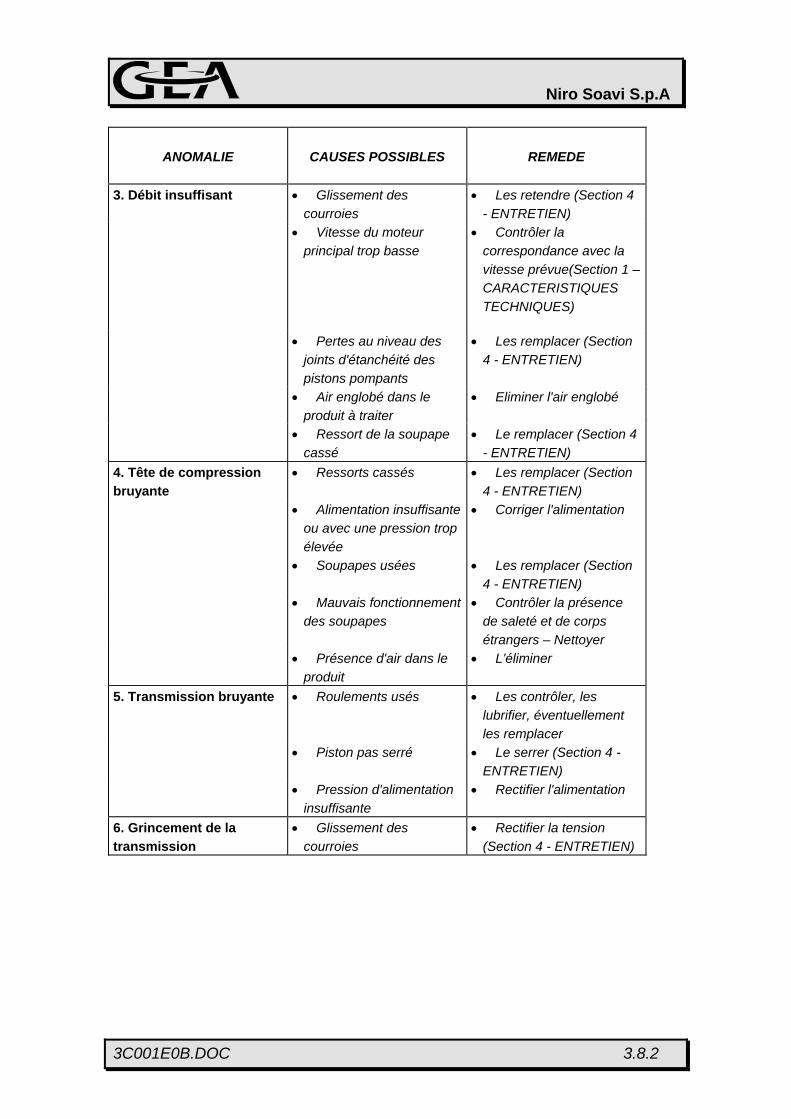
Niro Soavi S.p.A
ANOMALIE
CAUSES POSSIBLES
REMEDE
3. Débit insuffisant • Glissement des courroies
• Les retendre (Section 4 - ENTRETIEN)
• Vitesse du moteur principal trop basse
• Contrôler la correspondance avec la vitesse prévue(Section 1 – CARACTERISTIQUES TECHNIQUES)
• Pertes au niveau des joints d'étanchéité des pistons pompants
• Les remplacer (Section 4 - ENTRETIEN)
• Air englobé dans le produit à traiter
• Eliminer l'air englobé
• Ressort de la soupape cassé
• Le remplacer (Section 4 - ENTRETIEN)
4. Tête de compression bruyante
• Ressorts cassés • Les remplacer (Section 4 - ENTRETIEN)
• Alimentation insuffisante ou avec une pression trop élevée
• Corriger l'alimentation
• Soupapes usées • Les remplacer (Section 4 - ENTRETIEN)
• Mauvais fonctionnement des soupapes
• Contrôler la présence de saleté et de corps étrangers – Nettoyer
• Présence d'air dans le produit
• L'éliminer
5. Transmission bruyante • Roulements usés • Les contrôler, les lubrifier, éventuellement les remplacer
• Piston pas serré • Le serrer (Section 4 - ENTRETIEN)
• Pression d'alimentation insuffisante
• Rectifier l'alimentation
6. Grincement de la transmission
• Glissement des courroies
• Rectifier la tension (Section 4 - ENTRETIEN)
3C001E0B.DOC 3.8.2

Niro Soavi S.p.A
ANOMALIE
CAUSES POSSIBLES
REMEDE
7. La machine vibre • Le poids n'est pas réparti sur tous les pieds
• Niveler la machine en réglant la hauteur des pieds
• Pression d'alimentation insuffisante
• Rectifier l'alimentation (Section 1 CARACTERISTIQUES TECHNIQUES)
• Pulsations en aspiration ou en refoulement
• Placer un poumon compensateur (contacter NIRO-SOAVI)
8. Manque d'eau de refroidissement dans les pistons pompants
• Soupape d'arrêt de l'eau fermée
• L'ouvrir
• Filtre de l'eau engorgé • Le démonter et le nettoyer
• Manque de pression dans le circuit d'eau
• Vérifier que l'eau a les caractéristiques indiquées dans le tableau de la Section 1 – CARACTERISTIQUES TECHNIQUES)
9. Oscillations de la pression de refoulement
• Pression d'alimentation insuffisante
• Rectifier l'alimentation
• Soupapes abîmées • Les remplacer (Section 4 - ENTRETIEN)
• Soupapes pas adaptées au produit
• Contacter NIRO SOAVI
• Ressorts soupapes pas adaptés au produit
• Contacter NIRO SOAVI
• Contre-pression instable • Fournir une contre-pression stable
3C001E0B.DOC 3.8.3

Niro Soavi S.p.A
ANOMALIE
CAUSES POSSIBLES
REMEDE
10. Manque total de pression d'homogénéisation
• Débit insuffisant • Voir ANOMALIE 3
• Mauvais fonctionnement ou rupture de la valve d’homogénéisation
• La nettoyer ou la remplacer (Section 4 - ENTRETIEN)
• Manque de pression dans le circuit pneumatique
• Contrôler l'efficacité et le fonctionnement du circuit pneumatique (Section 4 - ENTRETIEN)
• Cylindre pneumatique défectueux
• Le remplacer
11. La pression d'homogénéisation n'est pas atteinte
• Alimentation insuffisante • Rectifier l'alimentation
• Valve d’homogénéisation bloquée
• La démonter et la nettoyer (Section 4 - ENTRETIEN)
• Valve d’homogénéisation usée
• La remplacer (Section 4 - ENTRETIEN)
• Fonctionnement irrégulier de l'indicateur de pression
• Le remplacer (Section 4 - ENTRETIEN)
• Arbre du groupe d'homogénéisation abîmé
• Le remplacer (Section 4 - ENTRETIEN)
3C001E0B.DOC 3.8.4
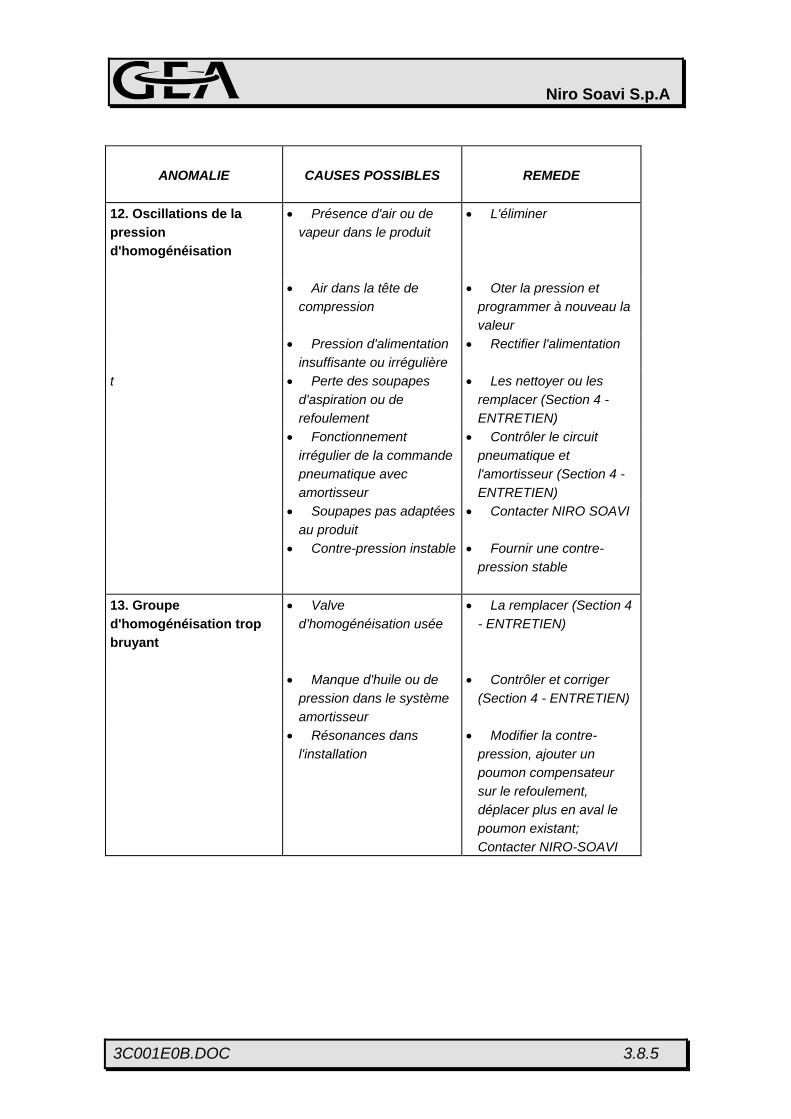
Niro Soavi S.p.A
ANOMALIE
CAUSES POSSIBLES
REMEDE
12. Oscillations de la pression d'homogénéisation
• Présence d'air ou de vapeur dans le produit
• L'éliminer
• Air dans la tête de compression
• Oter la pression et programmer à nouveau la valeur
• Pression d'alimentation insuffisante ou irrégulière
• Rectifier l'alimentation
t • Perte des soupapes d'aspiration ou de refoulement
• Les nettoyer ou les remplacer (Section 4 - ENTRETIEN)
• Fonctionnement irrégulier de la commande pneumatique avec amortisseur
• Contrôler le circuit pneumatique et l'amortisseur (Section 4 - ENTRETIEN)
• Soupapes pas adaptées au produit
• Contacter NIRO SOAVI
• Contre-pression instable • Fournir une contre-pression stable
13. Groupe d'homogénéisation trop bruyant
• Valve d’homogénéisation usée
• La remplacer (Section 4 - ENTRETIEN)
• Manque d'huile ou de pression dans le système amortisseur
• Contrôler et corriger (Section 4 - ENTRETIEN)
• Résonances dans
l'installation • Modifier la contre-
pression, ajouter un poumon compensateur sur le refoulement, déplacer plus en aval le poumon existant; Contacter NIRO-SOAVI
3C001E0B.DOC 3.8.5
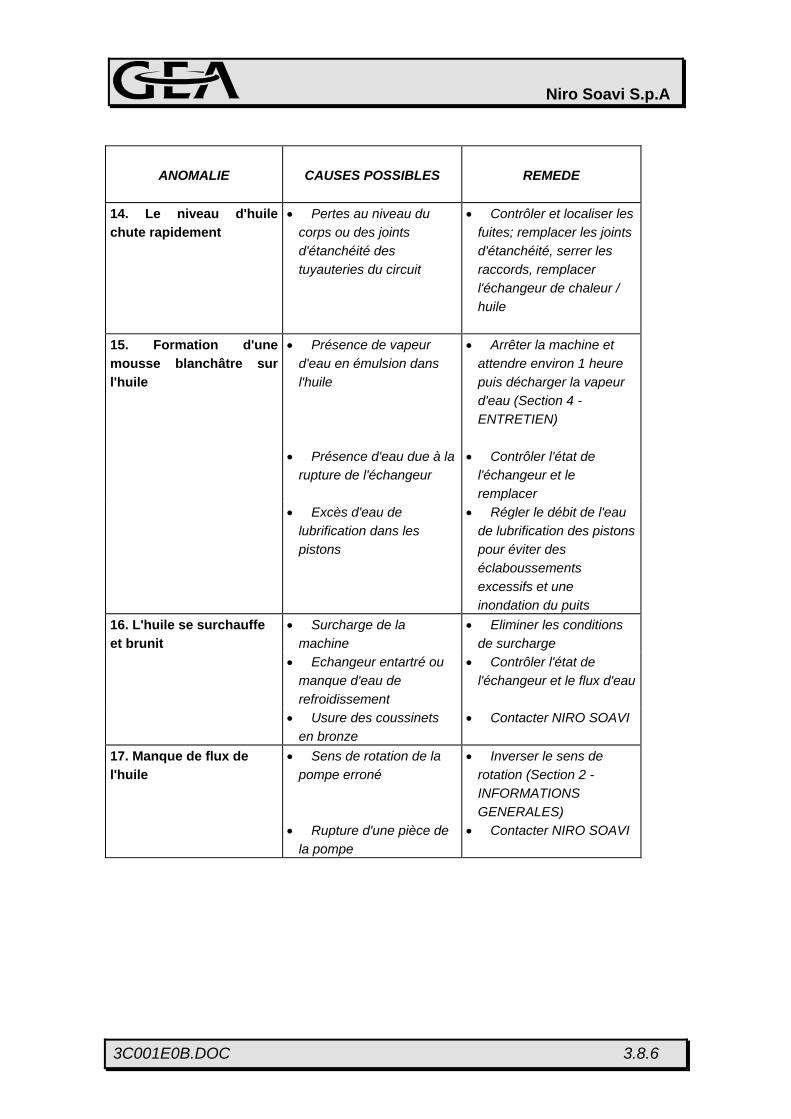
Niro Soavi S.p.A
ANOMALIE
CAUSES POSSIBLES
REMEDE
14. Le niveau d'huile chute rapidement
• Pertes au niveau du corps ou des joints d'étanchéité des tuyauteries du circuit
• Contrôler et localiser les fuites; remplacer les joints d'étanchéité, serrer les raccords, remplacer l'échangeur de chaleur / huile
15. Formation d'une mousse blanchâtre sur l'huile
• Présence de vapeur d'eau en émulsion dans l'huile
• Arrêter la machine et attendre environ 1 heure puis décharger la vapeur d'eau (Section 4 - ENTRETIEN)
• Présence d'eau due à la rupture de l'échangeur
• Contrôler l'état de l'échangeur et le remplacer
• Excès d'eau de lubrification dans les pistons
• Régler le débit de l'eau de lubrification des pistons pour éviter des éclaboussements excessifs et une inondation du puits
16. L'huile se surchauffe et brunit
• Surcharge de la machine
• Eliminer les conditions de surcharge
• Echangeur entartré ou manque d'eau de refroidissement
• Contrôler l'état de l'échangeur et le flux d'eau
• Usure des coussinets en bronze
• Contacter NIRO SOAVI
17. Manque de flux de l'huile
• Sens de rotation de la pompe erroné
• Inverser le sens de rotation (Section 2 - INFORMATIONS GENERALES)
• Rupture d'une pièce de la pompe
• Contacter NIRO SOAVI
3C001E0B.DOC 3.8.6
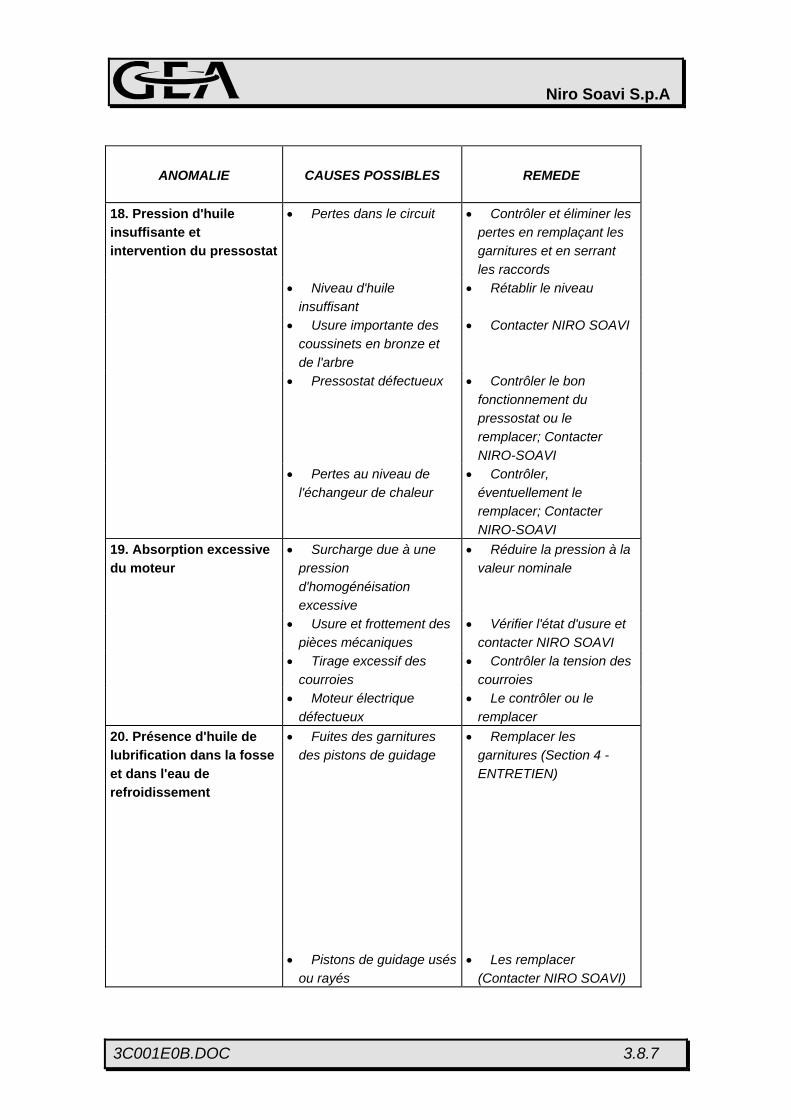
Niro Soavi S.p.A
ANOMALIE
CAUSES POSSIBLES
REMEDE
18. Pression d'huile insuffisante et intervention du pressostat
• Pertes dans le circuit • Contrôler et éliminer les pertes en remplaçant les garnitures et en serrant les raccords
• Niveau d'huile insuffisant
• Rétablir le niveau
• Usure importante des coussinets en bronze et de l'arbre
• Contacter NIRO SOAVI
• Pressostat défectueux • Contrôler le bon fonctionnement du pressostat ou le remplacer; Contacter NIRO-SOAVI
• Pertes au niveau de l'échangeur de chaleur
• Contrôler, éventuellement le remplacer; Contacter NIRO-SOAVI
19. Absorption excessive du moteur
• Surcharge due à une pression d'homogénéisation excessive
• Réduire la pression à la valeur nominale
• Usure et frottement des pièces mécaniques
• Vérifier l'état d'usure et contacter NIRO SOAVI
• Tirage excessif des courroies
• Contrôler la tension des courroies
• Moteur électrique défectueux
• Le contrôler ou le remplacer
20. Présence d'huile de lubrification dans la fosse et dans l'eau de refroidissement
• Fuites des garnitures des pistons de guidage
• Remplacer les garnitures (Section 4 - ENTRETIEN)
• Pistons de guidage usés ou rayés
• Les remplacer (Contacter NIRO SOAVI)
3C001E0B.DOC 3.8.7

Niro Soavi S.p.A
3.9. CARACTERISTIQUES SPECIALES – NON-STANDARDS
PAGE VIDE
3C001E0B.DOC 3.9.1

Niro Soavi S.p.A
SECTION 4
ENTRETIEN - TABLE DES MATIERES 4.1. INFORMATIONS GENERALES 4.2. OPERATIONS D’ENTRETIEN ORDINAIRE 4.3. SERRAGE DES ECROUS ET DES GOUJONS FILETES 4.4. TETE DE COMPRESSION 4.5. GROUPE D’HOMOGENEISATION 4.6. SOUPAPE DE SECURITE ET MANOMETRE 4.7. TRANSMISSION 4.8. CORPS ET MECANISME A MANIVELLE 4.9. LUBRIFICATION 4.10. CIRCUIT PNEUMATIQUE 4.11. CIRCUIT ASEPTIQUE
4c00se0b.doc 4.0.1

Niro Soavi S.p.A
4.1. INFORMATIONS GENERALES
Ce chapitre contient toutes les informations nécessaires pour maintenir votre machine en parfait état de marche. Les opérations décrites sont faciles à effectuer et ne demandent pas, en général, l'assistance d'un technicien spécialisé. Le Service Après-vente NIRO SOAVI est néanmoins à votre disposition pour vous fournir toutes les explications et les moyens nécessaires afin d'obtenir un résultat rapide et efficace, pour vous envoyer des techniciens sur place ou pour vous proposer un programme de maintenance. Pour plus d'informations à ce sujet, veuillez nous contacter. Un entretien correct, condition indispensable pour le bon fonctionnement et la durée de la machine, commence par une lecture approfondie de la notice d'entretien et sa consultation en cas de besoin. Il garantit, de plus, une utilisation en toute sécurité et conforme aux normes en vigueur. ATTENTION: Les opérations de contrôle et d'entretien doivent être effectuées avec la MACHINE ARRETEE et avec l'interrupteur de sectionnement BLOQUE (cadenassé) en POSITION OUVERTE, pour la sécurité des opérateurs.
ATTENTION: Interdire l'utilisation, l'accès aux organes internes de la machine et son entretien aux personnes ne connaissant pas le contenu de ce Manuel, qui doit être diffusé auprès du plus grand nombre possible d'opérateurs.
ATTENTION: Les seules opérations autorisées sont celles décrites dans ce MODE D'EMPLOI ET D'ENTRETIEN; pour les autres opérations exceptionnelles veuillez contacter le Service Après-vente NIRO SOAVI.
4c010e0b.doc 4.1.1

Niro Soavi S.p.A
4.2. OPERATIONS D'ENTRETIEN ORDINAIRE
Les tableaux suivants décrivent les opérations périodiques nécessaires pour maintenir la machine en parfait état de marche et de sécurité. Les valeurs indiquées sont valables pour une utilisation normale de la machine. Des conditions d'utilisations difficiles ou le traitement de produits particulièrement abrasifs/agressifs peuvent réduire considérablement la durée de certains composants, qui demandent donc un contrôle plus fréquent. En cas de fonctionnement anormal de la machine ou particulièrement bruyant, nous conseillons de rechercher les composants pouvant être à l'origine de ce bruit et de vérifier s'ils sont biens montés, serrés ou éventuellement usés. Dans ce cas, les remplacer. En particulier, les machines à très haute pression (plus de 600 bars) demandent un entretien plus fréquent pour le remplacement des garnitures, des paquets de joints d'étanchéité sur les pistons, sur les soupapes pompantes, sur les sièges des soupapes et les ressorts, sur les soupapes d'homogénéisation, en fonction des caractéristiques du produit à traiter – voir le tableau d'entretien périodique spécifique pour les machines à haute pression – en plus des contrôles normaux. Les modalités d'exécution des opérations indiquées ci-dessous sont décrites, de façon détaillée, dans les paragraphes suivants. Effectuer minutieusement tous les contrôles prévus dans les tableaux suivants et reporter scrupuleusement LA DATE, LE TOTAL D'HEURES DE FONCTIONNEMENT, LE NOM DE L'OPERATEUR dans les tableaux prévus pour les contrôles, toutes les 1500 HEURES-6 MOIS et toutes les 3000 HEURES-12 MOIS. De cette façon, il est possible de maintenir la machine dans un parfait état de marche et de contrôler les opérations d'entretien effectivement effectuées. ATTENTION: Les tableaux d'entretien périodique suivants se réfèrent à des conditions normales d'utilisation et ne garantissent, en aucun cas, une durée de vie minimum des composants consommables. Ils ne donnent qu'une durée de vie moyenne indicative.
Des conditions de fonctionnement particulières, telles qu'un fonctionnement avec des hautes pressions, des températures élevées, des stérilisations à la vapeur et des lavages fréquents ou encore des procédures de fonctionnement erronées, peuvent influencer considérablement la durée de vie de la machine et de ses composants et donc modifier sensiblement les intervalles prévus pour les opérations d'entretien des composants de la tête de compression.
4c010e0b.doc 4.2.1

Niro Soavi S.p.A Le module “CHECK-LIST POUR LE CONTROLE DE LA MACHINE” situé à la section 5 – CATALOGUE DES PIECES DETACHEES donnes des informations complémentaires sur les opérations d'entretien ordinaire.
4c010e0b.doc 4.2.2
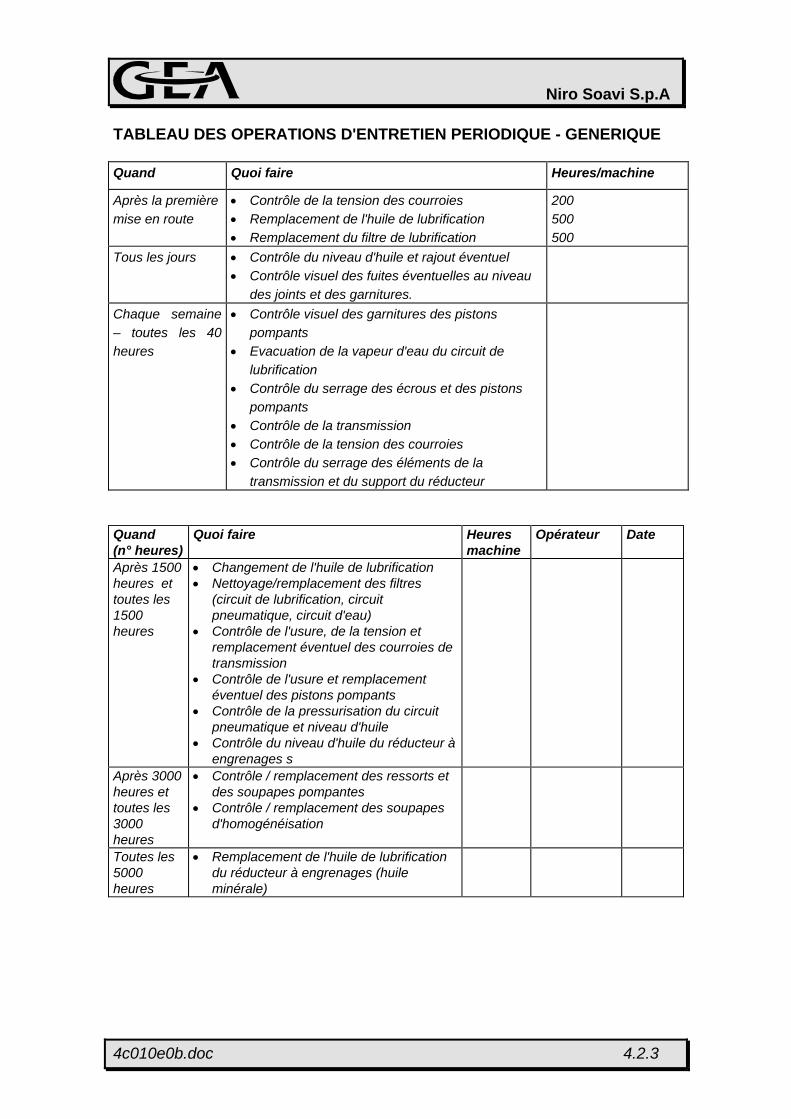
Niro Soavi S.p.A TABLEAU DES OPERATIONS D'ENTRETIEN PERIODIQUE - GENERIQUE Quand Quoi faire Heures/machine
Après la première mise en route
• Contrôle de la tension des courroies • Remplacement de l'huile de lubrification • Remplacement du filtre de lubrification
200 500 500
Tous les jours • Contrôle du niveau d'huile et rajout éventuel • Contrôle visuel des fuites éventuelles au niveau
des joints et des garnitures.
Chaque semaine – toutes les 40 heures
• Contrôle visuel des garnitures des pistons pompants
• Evacuation de la vapeur d'eau du circuit de lubrification
• Contrôle du serrage des écrous et des pistons pompants
• Contrôle de la transmission • Contrôle de la tension des courroies • Contrôle du serrage des éléments de la
transmission et du support du réducteur
Quand (n° heures)
Quoi faire Heures machine
Opérateur Date
Après 1500 heures et toutes les 1500 heures
• Changement de l'huile de lubrification • Nettoyage/remplacement des filtres
(circuit de lubrification, circuit pneumatique, circuit d'eau)
• Contrôle de l'usure, de la tension et remplacement éventuel des courroies de transmission
• Contrôle de l'usure et remplacement éventuel des pistons pompants
• Contrôle de la pressurisation du circuit pneumatique et niveau d'huile
• Contrôle du niveau d'huile du réducteur à engrenages s
Après 3000 heures et toutes les 3000 heures
• Contrôle / remplacement des ressorts et des soupapes pompantes
• Contrôle / remplacement des soupapes d'homogénéisation
Toutes les 5000 heures
• Remplacement de l'huile de lubrification du réducteur à engrenages (huile minérale)
4c010e0b.doc 4.2.3
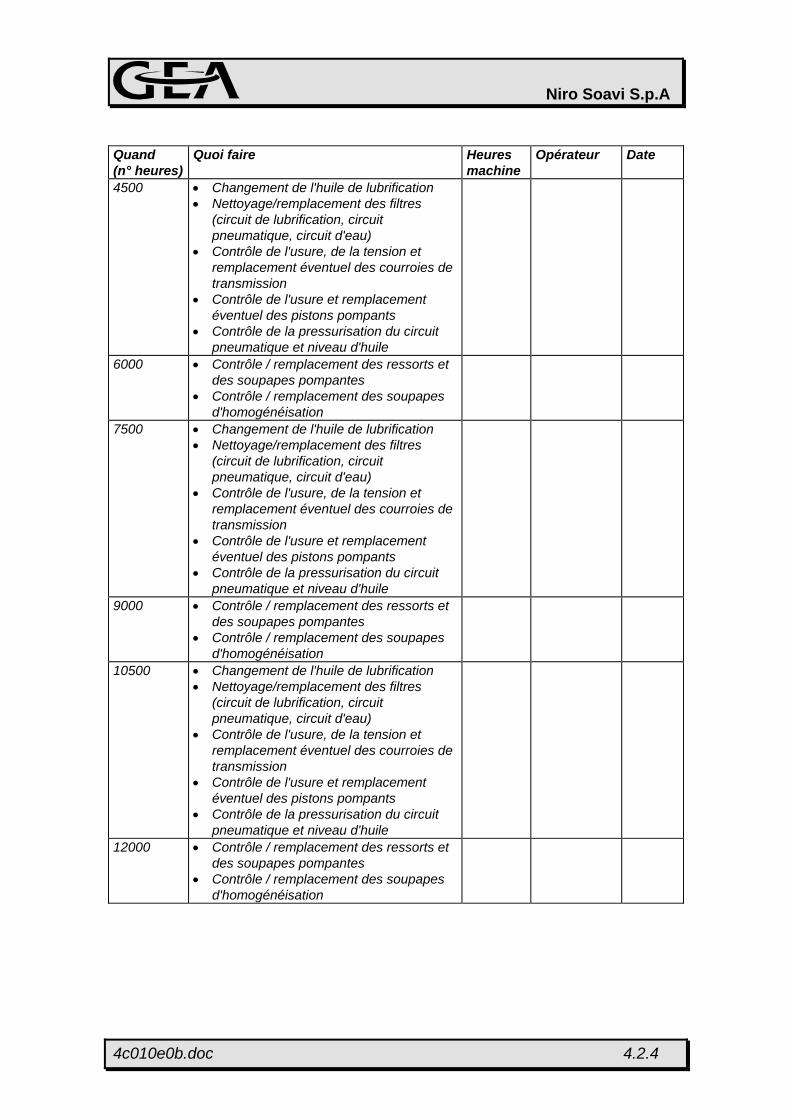
Niro Soavi S.p.A Quand (n° heures)
Quoi faire Heures machine
Opérateur Date
4500 • Changement de l'huile de lubrification • Nettoyage/remplacement des filtres
(circuit de lubrification, circuit pneumatique, circuit d'eau)
• Contrôle de l'usure, de la tension et remplacement éventuel des courroies de transmission
• Contrôle de l'usure et remplacement éventuel des pistons pompants
• Contrôle de la pressurisation du circuit pneumatique et niveau d'huile
6000 • Contrôle / remplacement des ressorts et des soupapes pompantes
• Contrôle / remplacement des soupapes d'homogénéisation
7500 • Changement de l'huile de lubrification • Nettoyage/remplacement des filtres
(circuit de lubrification, circuit pneumatique, circuit d'eau)
• Contrôle de l'usure, de la tension et remplacement éventuel des courroies de transmission
• Contrôle de l'usure et remplacement éventuel des pistons pompants
• Contrôle de la pressurisation du circuit pneumatique et niveau d'huile
9000 • Contrôle / remplacement des ressorts et des soupapes pompantes
• Contrôle / remplacement des soupapes d'homogénéisation
10500 • Changement de l'huile de lubrification • Nettoyage/remplacement des filtres
(circuit de lubrification, circuit pneumatique, circuit d'eau)
• Contrôle de l'usure, de la tension et remplacement éventuel des courroies de transmission
• Contrôle de l'usure et remplacement éventuel des pistons pompants
• Contrôle de la pressurisation du circuit pneumatique et niveau d'huile
12000 • Contrôle / remplacement des ressorts et des soupapes pompantes
• Contrôle / remplacement des soupapes d'homogénéisation
4c010e0b.doc 4.2.4

Niro Soavi S.p.A Quand (n° heures)
Quoi faire Heures machine
Opérateur Date
13500 • Changement de l'huile de lubrification • Nettoyage/remplacement des filtres
(circuit de lubrification, circuit pneumatique, circuit d'eau)
• Contrôle de l'usure, de la tension et remplacement éventuel des courroies de transmission
• Contrôle de l'usure et remplacement éventuel des pistons pompants
• Contrôle de la pressurisation du circuit pneumatique et niveau d'huile
15000 • Contrôle / remplacement des ressorts et des soupapes pompantes
• Contrôle / remplacement des soupapes d'homogénéisation
TABLEAU D'ENTRETIEN PERIODIQUE – SPECIFIQUE POUR MACHINES A HAUTE PRESSION ( >600 BARS) Quand Quoi faire Heures / machine
Toutes les 50 heures
• contrôle visuel des fuites éventuelles des paquets de joints d'étanchéité et des garnitures de la tête
• contrôle du serrage des écrous de tous les éléments de la tête à haute pression
Toutes les 100 heures
• Contrôle et remplacement éventuel des garnitures de la tête et des paquets de joints d'étanchéité
• Contrôle et remplacement éventuel des sièges des soupapes pompantes
• Contrôle et remplacement éventuel des clapets à bille
• Contrôle et remplacement éventuel des ressorts • Contrôle et remplacement éventuel de la valve
d’homogénéisation
Toutes les 200 heures
• Contrôle du système oléopneumatique de compensation des vibrations de la valve d’homogénéisation
• Contrôle des conduites d'eau de refroidissement, contrôle du débit de l'eau
• Serrage des écrous de la tête à haute pression avec clé dynamométrique
4c010e0b.doc 4.2.5

Niro Soavi S.p.A REGISTRE DES OPERATIONS D'ENTRETIEN PERIODIQUE Quand Quoi faire Heures /
machine Opérateur Date
4c010e0b.doc 4.2.6
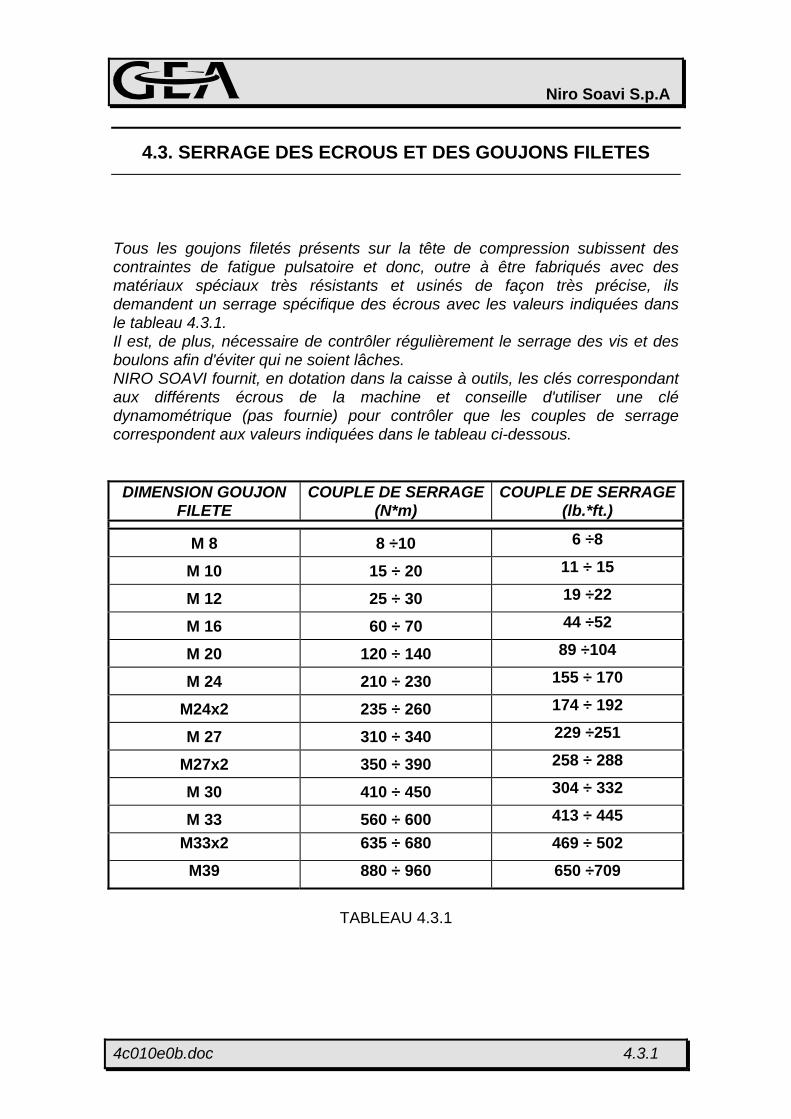
Niro Soavi S.p.A
4.3. SERRAGE DES ECROUS ET DES GOUJONS FILETES
Tous les goujons filetés présents sur la tête de compression subissent des contraintes de fatigue pulsatoire et donc, outre à être fabriqués avec des matériaux spéciaux très résistants et usinés de façon très précise, ils demandent un serrage spécifique des écrous avec les valeurs indiquées dans le tableau 4.3.1. Il est, de plus, nécessaire de contrôler régulièrement le serrage des vis et des boulons afin d'éviter qui ne soient lâches. NIRO SOAVI fournit, en dotation dans la caisse à outils, les clés correspondant aux différents écrous de la machine et conseille d'utiliser une clé dynamométrique (pas fournie) pour contrôler que les couples de serrage correspondent aux valeurs indiquées dans le tableau ci-dessous.
DIMENSION GOUJON FILETE
COUPLE DE SERRAGE (N*m)
COUPLE DE SERRAGE (lb.*ft.)
M 8 8 ÷10 6 ÷8
M 10 15 ÷ 20 11 ÷ 15
M 12 25 ÷ 30 19 ÷22
M 16 60 ÷ 70 44 ÷52
M 20 120 ÷ 140 89 ÷104
M 24 210 ÷ 230 155 ÷ 170
M24x2 235 ÷ 260 174 ÷ 192
M 27 310 ÷ 340 229 ÷251
M27x2 350 ÷ 390 258 ÷ 288
M 30 410 ÷ 450 304 ÷ 332
M 33 560 ÷ 600 413 ÷ 445 M33x2 635 ÷ 680 469 ÷ 502 M39 880 ÷ 960 650 ÷709
TABLEAU 4.3.1
4c010e0b.doc 4.3.1

Niro Soavi S.p.A ATTENTION: Les opérations d'entretien sur la tête de compression demandent le démontage de composants fixés à l'aide de goujons filetés et d'écrous.
Leur serrage doit correspondre aux valeurs indiquées dans le tableau 4.3.1 afin d'éviter les sollicitations anormales qui limiteraient leur résistance ATTENTION: Pour des raisons de sécurité, il est absolument interdit de remplacer les goujons filetés de la tête à haute pression avec des pièces détachées non-originales qui risqueraient de ne pas être adaptées aux sollicitations subies et de mettre le personnel en danger.
4c010e0b.doc 4.3.2

Niro Soavi S.p.A
4.4. TETE DE COMPRESSION (MONOBLOC)
ATTENTION: Pour les opérations d'entretien de la tête il est nécessaire de retirer les panneaux de protection en ôtant les vis latérales de fixation. Il est absolument interdit d'utiliser la machine avec les protections retirées ou mal fixées.
ATTENTION: Les opérations d'entretien sur la tête de compression demandent le démontage de composants fixés à l'aide de goujons filetés et d'écrous.
Leur serrage doit correspondre aux valeurs indiquées dans le tableau 4.3.1 afin d'éviter les sollicitations anormales qui limiteraient leur résistance Avant de décrire les opérations d'entretien de la tête de compression, nous souhaitons rappeler que les accouplements dans les zones d'étanchéité à haute pression doivent être faits à l'aide de joints toriques synthétiques, complétés éventuellement par des anneaux anti-extrusion, résistants aux produits traités et aux températures pouvant être atteintes par la machine. Il est possible, en option, d'obtenir ces garnitures aux normes FDA. Il est conseillé de remplacer ces garnitures en cas de fuite ou de rupture mais également lors de chaque opération d'entretien nécessitant leur démontage. Le montage des garnitures, après lubrification avec de la vaseline alimentaire ou autre lubrifiant adapté, doit être effectué sans utiliser d'instruments pointus qui pourraient les abîmer .Ne pas oublier qu'un joint monté en force ou mal monté a une durée de vie réduite et des risques de pertes. Pour le type et le positionnement des garnitures, se reporter aux dessins de démontage de la tête de compression et de ses composants et à la liste des composants de la section 5 – CATALOGUE DES PIECES DETACHEES 4.4.1 PISTONS POMPANTS
Les pistons pompants sont sujets à une usure normale qui peut, de plus, être accentuée par des situations particulières de fonctionnement.
- absence ou manque d'eau de lubrification; - lavage effectué avec des solutions non adaptées; - alignement imparfait, dû à un relâchement de leur fixation au piston de
guidage
4C041E0B.DOC 4.4.1
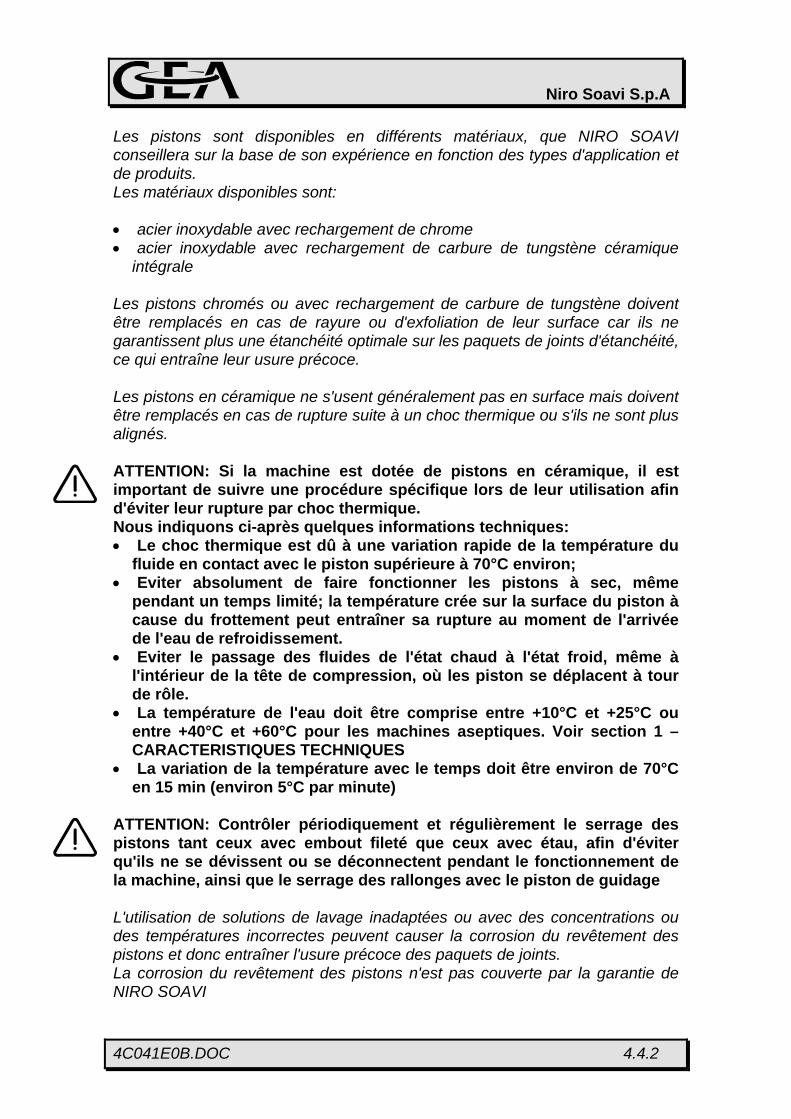
Niro Soavi S.p.A Les pistons sont disponibles en différents matériaux, que NIRO SOAVI conseillera sur la base de son expérience en fonction des types d'application et de produits. Les matériaux disponibles sont: • acier inoxydable avec rechargement de chrome • acier inoxydable avec rechargement de carbure de tungstène céramique
intégrale Les pistons chromés ou avec rechargement de carbure de tungstène doivent être remplacés en cas de rayure ou d'exfoliation de leur surface car ils ne garantissent plus une étanchéité optimale sur les paquets de joints d'étanchéité, ce qui entraîne leur usure précoce. Les pistons en céramique ne s'usent généralement pas en surface mais doivent être remplacés en cas de rupture suite à un choc thermique ou s'ils ne sont plus alignés. ATTENTION: Si la machine est dotée de pistons en céramique, il est important de suivre une procédure spécifique lors de leur utilisation afin d'éviter leur rupture par choc thermique.
Nous indiquons ci-après quelques informations techniques: • Le choc thermique est dû à une variation rapide de la température du
fluide en contact avec le piston supérieure à 70°C environ; • Eviter absolument de faire fonctionner les pistons à sec, même
pendant un temps limité; la température crée sur la surface du piston à cause du frottement peut entraîner sa rupture au moment de l'arrivée de l'eau de refroidissement.
• Eviter le passage des fluides de l'état chaud à l'état froid, même à l'intérieur de la tête de compression, où les piston se déplacent à tour de rôle.
• La température de l'eau doit être comprise entre +10°C et +25°C ou entre +40°C et +60°C pour les machines aseptiques. Voir section 1 – CARACTERISTIQUES TECHNIQUES
• La variation de la température avec le temps doit être environ de 70°C en 15 min (environ 5°C par minute)
ATTENTION: Contrôler périodiquement et régulièrement le serrage des pistons tant ceux avec embout fileté que ceux avec étau, afin d'éviter qu'ils ne se dévissent ou se déconnectent pendant le fonctionnement de la machine, ainsi que le serrage des rallonges avec le piston de guidage
L'utilisation de solutions de lavage inadaptées ou avec des concentrations ou des températures incorrectes peuvent causer la corrosion du revêtement des pistons et donc entraîner l'usure précoce des paquets de joints. La corrosion du revêtement des pistons n'est pas couverte par la garantie de NIRO SOAVI
4C041E0B.DOC 4.4.2

Niro Soavi S.p.A 4.4.1.1 DEMONTAGE
ATTENTION: Le démontage des pistons peut abîmer les garnitures (paquets de joints): contrôler leur condition et les remplacer éventuellement avant de remonter les pistons et la tête de compression (voir paragraphe 4.4.2). Avant de remonter la tête vérifier que vous avez les pièces de rechange nécessaires.
La procédure de démontage des pistons diffère en fonction du type et du matériau des pistons installés, à cause des différents systèmes de fixation. Les pistons pompants peuvent être: − Fixés par leur embout fileté à la rallonge du piston de guidage (en général
quand la machine est fournie avec des pistons chromés): dans ce cas, dévisser le piston en tournant l'écrou hexagonal situé sur l'embout du piston (figure 4.4.1) à l'aide de la clé en dotation
FIGURE 4.4.1
4C041E0B.DOC 4.4.3
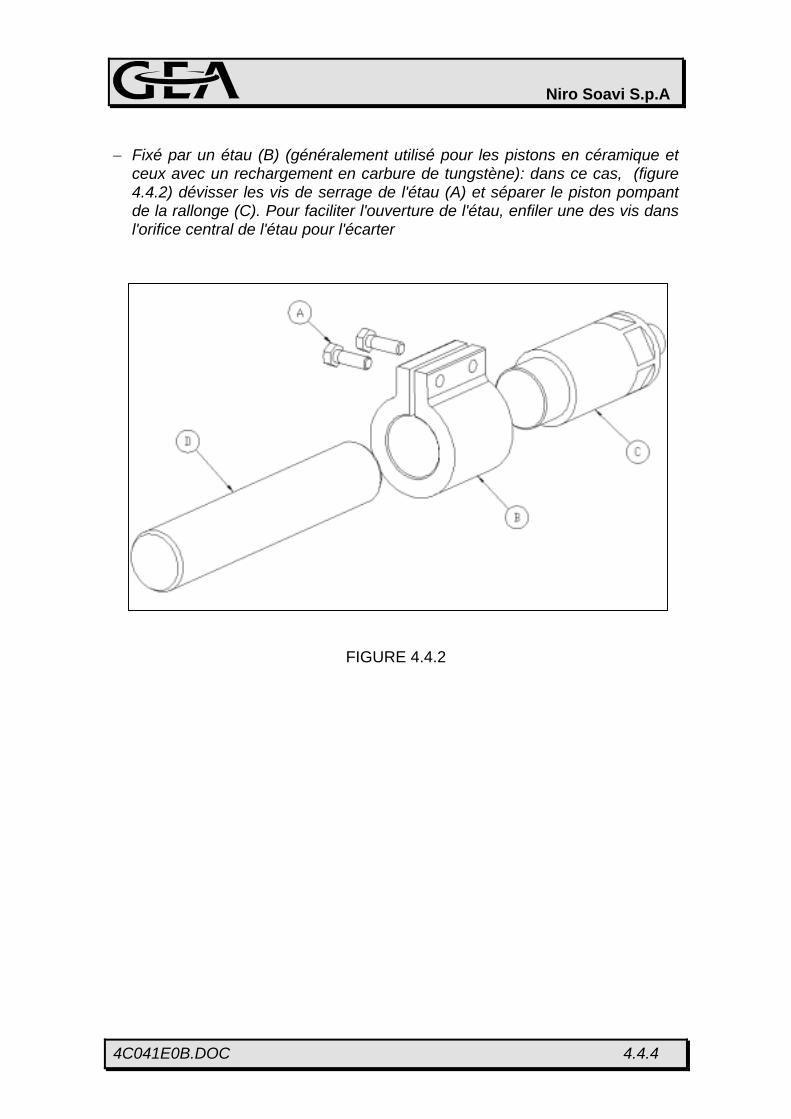
Niro Soavi S.p.A − Fixé par un étau (B) (généralement utilisé pour les pistons en céramique et
ceux avec un rechargement en carbure de tungstène): dans ce cas, (figure 4.4.2) dévisser les vis de serrage de l'étau (A) et séparer le piston pompant de la rallonge (C). Pour faciliter l'ouverture de l'étau, enfiler une des vis dans l'orifice central de l'étau pour l'écarter
FIGURE 4.4.2
4C041E0B.DOC 4.4.4
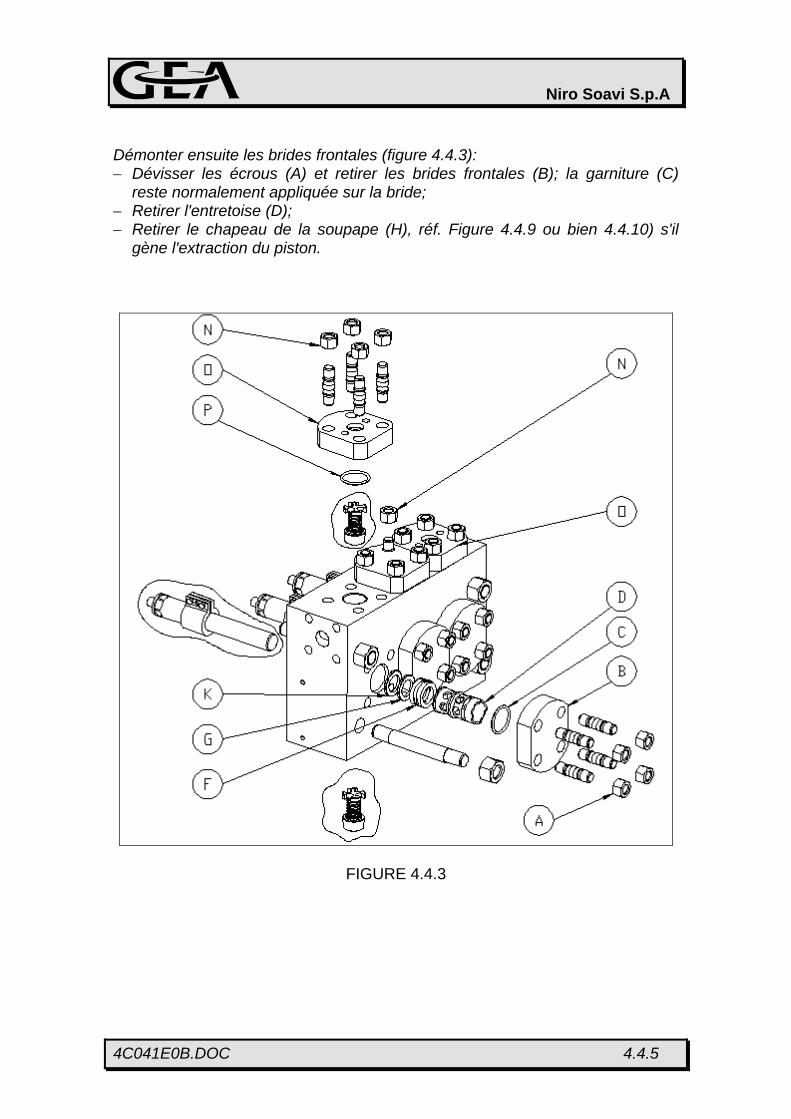
Niro Soavi S.p.A Démonter ensuite les brides frontales (figure 4.4.3): − Dévisser les écrous (A) et retirer les brides frontales (B); la garniture (C)
reste normalement appliquée sur la bride; − Retirer l'entretoise (D); − Retirer le chapeau de la soupape (H), réf. Figure 4.4.9 ou bien 4.4.10) s'il
gène l'extraction du piston.
FIGURE 4.4.3
4C041E0B.DOC 4.4.5
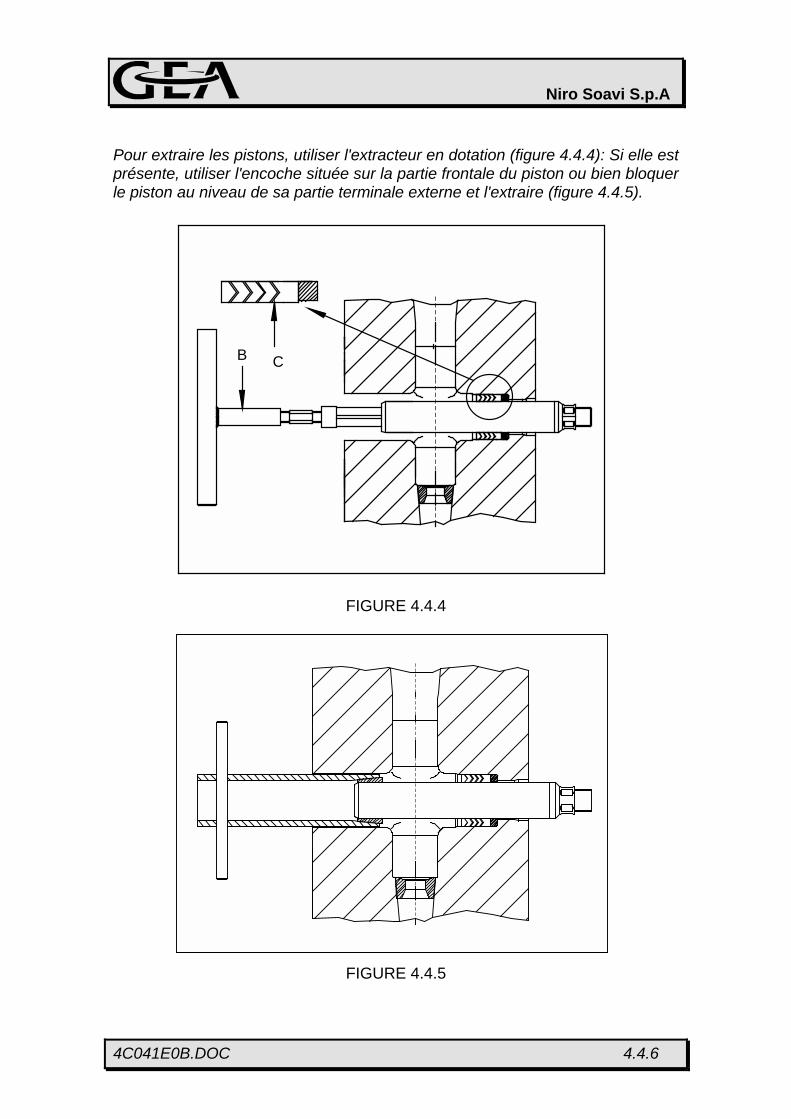
Niro Soavi S.p.A Pour extraire les pistons, utiliser l'extracteur en dotation (figure 4.4.4): Si elle est présente, utiliser l'encoche située sur la partie frontale du piston ou bien bloquer le piston au niveau de sa partie terminale externe et l'extraire (figure 4.4.5).
CB
FIGURE 4.4.4
FIGURE 4.4.5
4C041E0B.DOC 4.4.6
Niro Soavi S.p.A 4.4.1.2 MONTAGE
ATTENTION: Les pistons en céramique fixés par un étau peuvent être montés dans n'importe quel sens, tandis que les pistons en acier avec rechargement en carbure de tungstène peuvent avoir un sens de montage. Dans ce cas, l'orifice de centrage situé sur la partie frontale du piston doit être tourné vers l'étau (figure 4.4.2, pos. B) et la rallonge (figure 4.4.2, pos. C) de fixation du piston.
− Introduire le piston dans la tête et le fixer dans sa position de travail en
serrant le filetage situé sur la rallonge du piston de guidage. − En cas de blocage par étau, faire buter le piston exactement contre la
rallonge et l'étau contre l'élargissement de diamètre de la rallonge, puis serrer l'étau à l'aide des vis (figure 4.4.2, pos. A), en serrant avec un couple de 7÷8 N*m
ATTENTION: Pendant le montage faire attention à fixer le piston et l'étau dans la bonne position, contrôler qu'il n'y ait pas d'interférences entre les différents étaux pendant les mouvements alternés des pistons. Nous conseillons de tourner à la main la poulie de transmission pour contrôler le mouvement des pistons pompants.
− Contrôler la position du paquet de joints (figure 4.4.3, pos. F) − Remettre le chapeau sur la soupape (H), s'il a été retiré − Place l'entretoise (D), en appuyant sur le chapeau de la soupape (H réf.
Figure 4.4.9 ou 4.4.10) pour contrebalancer la résistance du ressort (utiliser éventuellement un tournevis)
− Monter la bride (B) avec sa garniture (C) − Serrer les écrous (A) avec les couples indiqués au chapitre 4.3, Tableau
4.3.1. ATTENTION: Le montage de l'entretoise du paquet de joints (D) peut être difficile si le chapeau de la soupape n'est pas monté correctement ou si elle ne bouge pas librement dans son siège. Eviter que le chapeau ne se bloque, en contrôlant son mouvement ou en l'appuyant vers le bas à l'aide d'un outil (pince à bec coudé) pendant l'introduction de l'entretoise.
4C041E0B.DOC 4.4.7
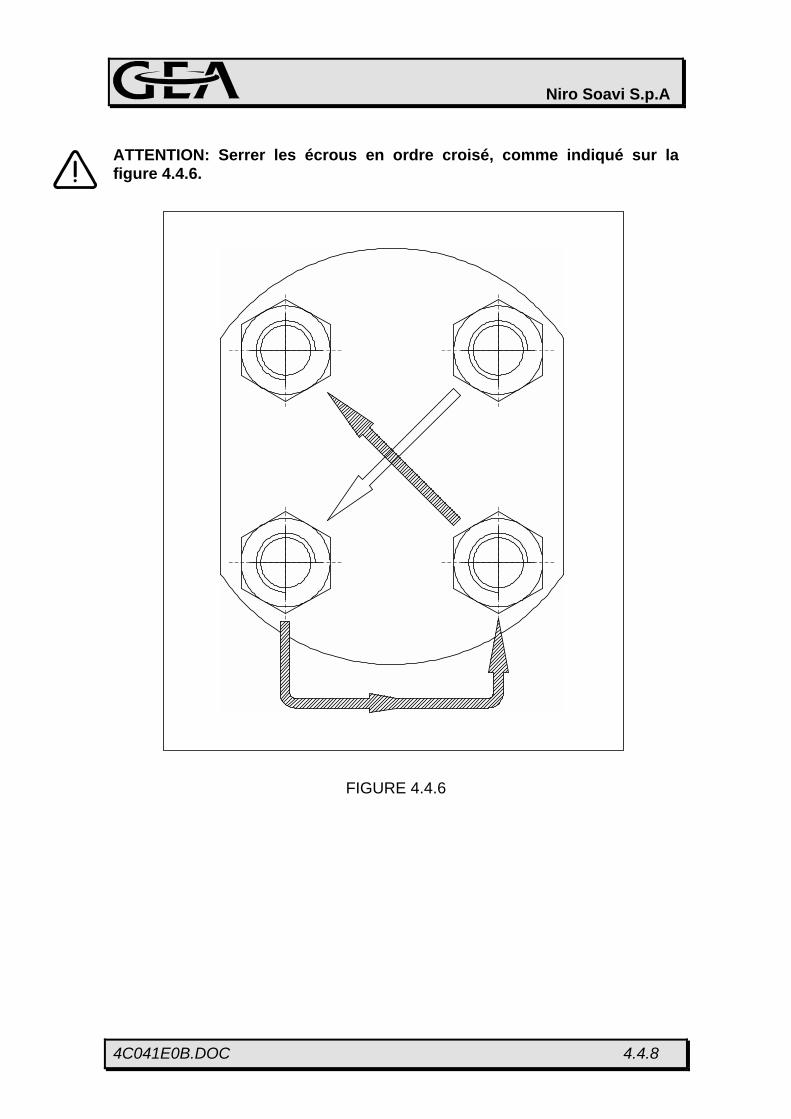
Niro Soavi S.p.A ATTENTION: Serrer les écrous en ordre croisé, comme indiqué sur la figure 4.4.6.
FIGURE 4.4.6
4C041E0B.DOC 4.4.8
Niro Soavi S.p.A
4.4.2 GARNITURES DES PISTONS POMPANTS
La durée de vie de ces éléments est liée aux facteurs suivants: − État de la surface des pistons pompants − Température de travail − Type de produit − Sous-alimentation de la machine (pression d'alimentation insuffisante, voir
Section 1 - CARACTERISTIQUES TECHNIQUES); − Usure des pièces en contact avec la garniture (rondelles, entretoises) Certains de ces facteurs, tel que l'usure du revêtement des pistons et la sous-alimentation de la machine entraînent une détérioration précoce des garnitures 4.4.1. Les garnitures doivent être remplacées en cas de pertes visibles dans le bas de récupération des eaux; le processus peut néanmoins être porté à terme sans risques de pollution si la machine est correctement alimentée. Pour le remplacement des garnitures, démonter les pistons pompants puis suivre les indications du paragraphe 4.4.1. Pour éviter de devoir interrompre la production suite à une fuite des garnitures des pistons pompants, il est conseillé de remplacer les garnitures de façon préventive, sur la base de leur durée de vie prévue. ATTENTION: Avant de poursuivre les opérations d'entretien et de remplacement des garnitures préparer les pièces de rechange et les outils nécessaires.
4C041E0B.DOC 4.4.9

Niro Soavi S.p.A Pour augmenter la durée de vie des paquets de joints d'étanchéité, il est possible d'utiliser des anneaux anti-extrusion et de support (figure 4.4.14 réf. Z, W) en plastique à hautes prestations. En général on utilise deux anneaux par piston placés, un (W) avant les paquets de joints d'étanchéité (F) du côté en pression vers le fond de la machine et l'autre (Z) immédiatement après le paquet (F), devant la rondelle en bronze du paquet (G . Certaines versions ne prévoient pas la rondelle (G). Ces anneaux sont, eux aussi, considérés du matériel consommable et doivent être remplacés régulièrement pour garantir l'accouplement précis sur le piston, si possible au moment du changement des paquets de joints ou, en général, quand ils présentent des signes d'usure au niveau du diamètre interne. Se reporter à la figure 4.4.14 et au dessin d'ensemble de la Section 5 – CATALOGUE DES PIECES DETACHEES.
FIGURE 4.4.14
4C041E0B.DOC 4.4.10

Niro Soavi S.p.A 4.4.2.1 DEMONTAGE
Après avoir démonté les pistons, utiliser l'extracteur fourni pour extraire le paquet de joints (figure 4.4.3, pos. F) et la rondelle du paquet de joints (G), comme décrit sur la figure 4.4.7: − Introduire l'extracteur (A) dans le cylindre du piston − Le faire tourner pour élargir l'expanseur − Extraire en même temps la rondelle du paquet (D) et le paquet (C).
C D
A
FIGURE 4.4.7 ATTENTION: Certaines versions spéciales n'utilisent pas d'anneaux anti-extrusion en plus du paquet de joints. Se reporter aux dessins spécifiques de la Section 5 – CATALOGUE DES PIECES DETACHEES ou à la figure 4.4.14.
4C041E0B.DOC 4.4.11

Niro Soavi S.p.A 4.4.2.2 MONTAGE
Pour le montage des garnitures des pistons pompants (paquets de joints) monter en premier lieu les pistons comme indiqué au paragraphe 4.4.1. Procéder ensuite comme décrit sur la figure 4.4.8: − Placer le piston au point mort interne − Enfiler la rondelle du paquet (A) − Introduire le paquet de joints (B) D'UN SEUL BLOC, en le lubrifiant
légèrement avec un lubrifiant alimentaire − Placer le paquet en position en donnant quelques coups de marteau en
plastique sur l'introducteur (C) − Faire attention à ne pas laisser d'air entre les anneaux du paquet de joints et
à ne pas abîmer ni déformer le paquet pendant le montage.
C AB
FIGURE 4.4.8
Terminer en montant les composants internes de la tête comme décrit au paragraphe 4.4.1. ATTENTION: Contrôler le sens du montage du paquet: la pointe du "V" des anneaux doit être tournée vers l'arrière de la tête (voir détail sur la figure 4.4.7).
4C041E0B.DOC 4.4.12
Niro Soavi S.p.A 4.4.3 SOUPAPE D'ASPIRATION ET DE REFOULEMENT
Des soupapes d'aspiration et de refoulement en bon état sont une condition indispensable pour un bon fonctionnement de la machine car leur mauvaise étanchéité risquerait d'entraîner un reflux du produit et une instabilité de la pression et du débit. Le groupe soupape est généralement composé d'un obturateur, d'un ressort, d'un chapeau et d'un siège. L'obturateur peut être de types et de formes différents en fonction du produit traité et, bien qu'ayant une longue durée de vie grâce au matériau particulièrement dur et résistant avec lequel il a été construit, il doit être remplacé lorsque la surface d'étanchéité est fendue ou tachée. Le ressort de rappel perd graduellement son élasticité d'origine et doit donc être remplacé toutes les 3000 heures de fonctionnement, ou en cas de rupture précoce due, en général, à une alimentation incorrecte de la machine. Les modalités de remplacement du groupe soupape sont décrites ci-après. Contrôler le type de soupape utilisé dans la Section 1 - CARACTERISTIQUES TECHNIQUES. 4.4.3.1 DEMONTAGE
La procédure de démontage prévoit l'accès aux composants internes de la tête de la même façon que pour le démontage des pistons pompants et des paquets de joints (paragraphes 4.4.1 et 4.4.2)
Commencer par démonter les brides frontales (figure 4.4.3): − Dévisser les écrous (A) et retirer les brides frontales (B); la garniture (C)
devrait normalement rester en place sur la bride. − Dévisser les écrous (N) et retirer la bride supérieure (O), la garniture (P)
devrait normalement rester en place sur la bride. − Retirer l'entretoise (D) du cylindre du piston − Pour les soupapes de refoulement de la partie supérieure de la tête, extraire
le chapeau de la soupape (H) et son ressort (J) puis la soupape (L). Voir figure 4.4.9 ou 4.4.10
− Pour les soupapes d'aspiration, suivre la même procédure à travers l'orifice du piston pompant qui doit, auparavant, être mis au point mort interne.
4C041E0B.DOC 4.4.13
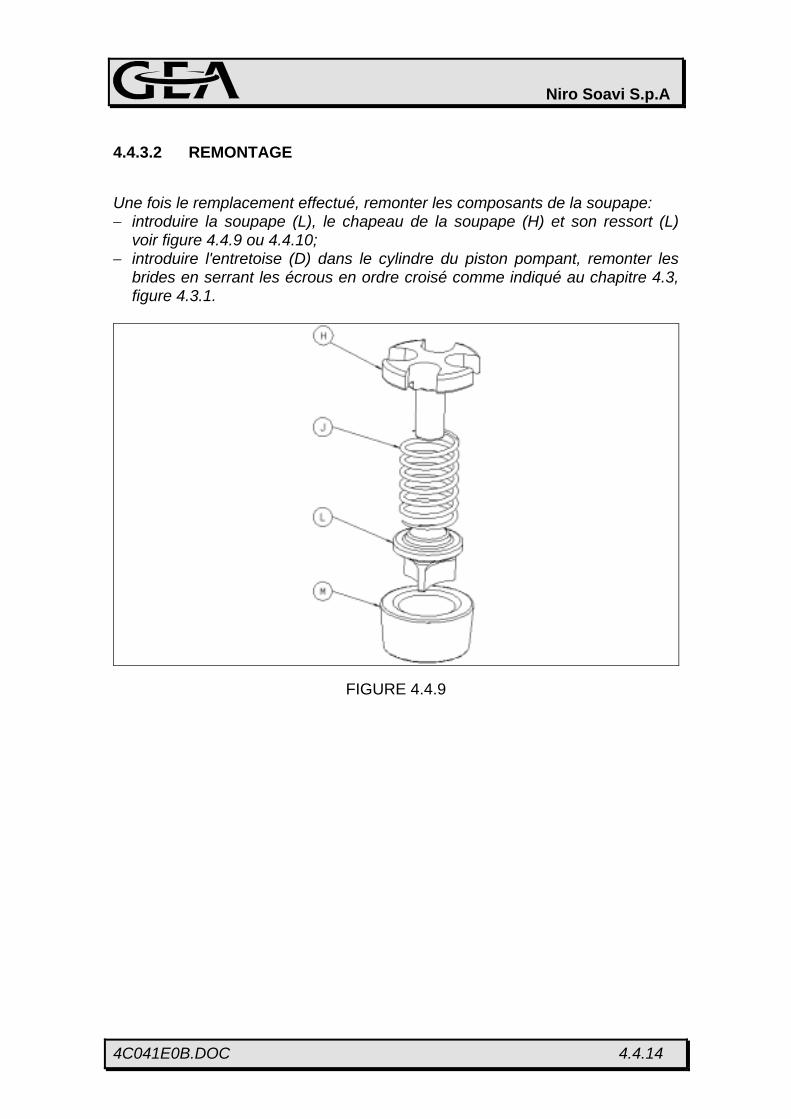
Niro Soavi S.p.A 4.4.3.2 REMONTAGE
Une fois le remplacement effectué, remonter les composants de la soupape: − introduire la soupape (L), le chapeau de la soupape (H) et son ressort (L)
voir figure 4.4.9 ou 4.4.10; − introduire l'entretoise (D) dans le cylindre du piston pompant, remonter les
brides en serrant les écrous en ordre croisé comme indiqué au chapitre 4.3, figure 4.3.1.
FIGURE 4.4.9
4C041E0B.DOC 4.4.14

Niro Soavi S.p.A Dans le cas des clapets à bille (PVB), figure 4.4.10, le chapeau de la soupape est légèrement différent et fait office de guide pour la bille pendant son mouvement.
FIGURE 4.4.10
ATTENTION: Le serrage des écrous de la tête doit être fait en appliquant les couples indiqués dans le tableau 4.3.1 du chapitre 4.3, Utiliser une clé dynamométrique (pas fournie)
4C041E0B.DOC 4.4.15
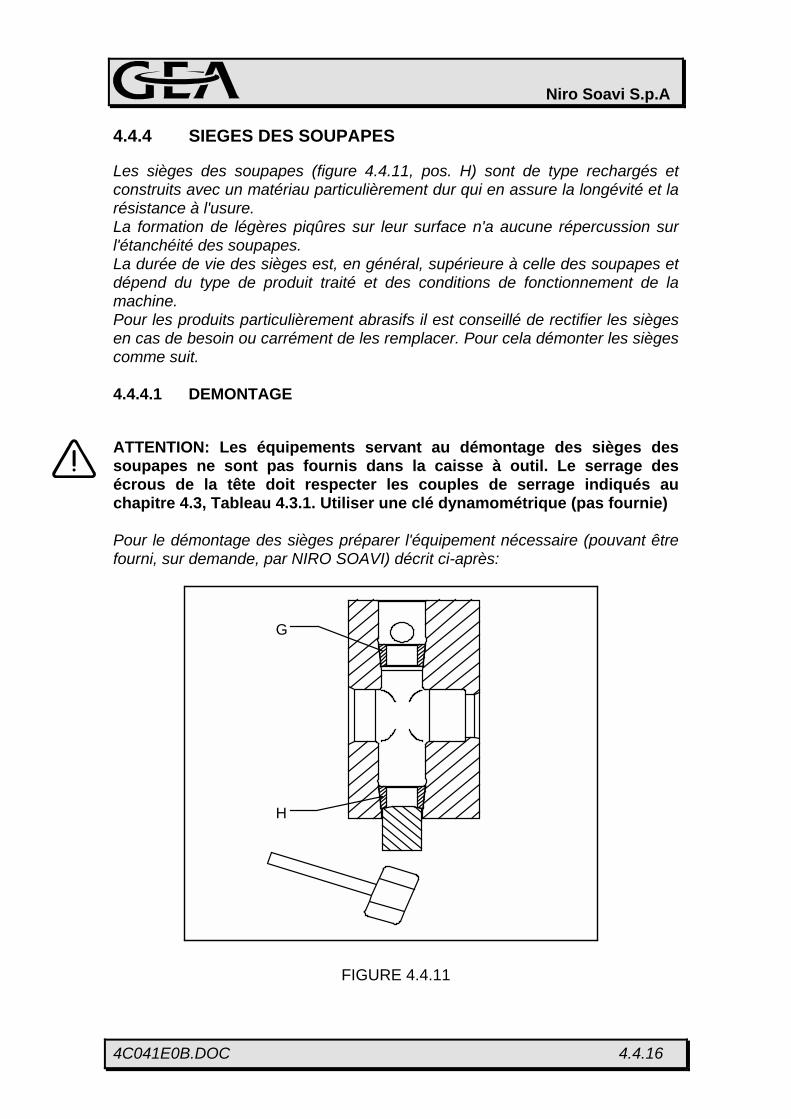
Niro Soavi S.p.A 4.4.4 SIEGES DES SOUPAPES
Les sièges des soupapes (figure 4.4.11, pos. H) sont de type rechargés et construits avec un matériau particulièrement dur qui en assure la longévité et la résistance à l'usure. La formation de légères piqûres sur leur surface n'a aucune répercussion sur l'étanchéité des soupapes. La durée de vie des sièges est, en général, supérieure à celle des soupapes et dépend du type de produit traité et des conditions de fonctionnement de la machine. Pour les produits particulièrement abrasifs il est conseillé de rectifier les sièges en cas de besoin ou carrément de les remplacer. Pour cela démonter les sièges comme suit. 4.4.4.1 DEMONTAGE
ATTENTION: Les équipements servant au démontage des sièges des soupapes ne sont pas fournis dans la caisse à outil. Le serrage des écrous de la tête doit respecter les couples de serrage indiqués au chapitre 4.3, Tableau 4.3.1. Utiliser une clé dynamométrique (pas fournie)
Pour le démontage des sièges préparer l'équipement nécessaire (pouvant être fourni, sur demande, par NIRO SOAVI) décrit ci-après:
G
H
FIGURE 4.4.11
4C041E0B.DOC 4.4.16

Niro Soavi S.p.A − démonter les groupes soupape (voir paragraphe 4.4.3); − démonter le collecteur d'aspiration − reculer le piston pompant jusqu'au point mort interne − retirer d'abord le siège de la soupape d'aspiration (H), puis celui de la
soupape de refoulement (G) − placer une barre en métal souple tel que bronze ou aluminium dans la tête
sous la soupape d'aspiration; le diamètre de la barre doit être le plus grand possible. Pour améliorer l'appui sur le siège il est possible de fabriquer un appui conique ayant la forme de la partie inférieure du siège
− avec un marteau taper sur la barre jusqu'à ce que le siège sorte Si cette procédure n'est pas suffisante pour extraire les sièges des soupapes, il est possible de recourir au système traditionnel de traction des sièges à l'aide d'une tige filetée. Pour cela (figure 4.4.12) préparer: − une tige filetée (A) en acier très résistant du plus grand diamètre possible
compte tenu des orifices du siège de la soupape (H) − Un tampon (D) en bronze ou en aluminium, à placer sous le siège, avec un
orifice de passage pour la tige filetée. − Des écrous (B) avec rondelle (C) − un tampon (E) à appuyer sur la bride du manomètre (F) utilisé comme
épaisseur − une fois la tige mise en traction grâce à un couple de serrage correct, donner
des coups de marteau à tête en plastique (ou en intercalant un bout de bois pour ne pas endommager le filetage) en bas de la tige, pour extraire les sièges.
4C041E0B.DOC 4.4.17

Niro Soavi S.p.A
H
H
D
C
B
F
E A
FIGURE 4.4.12
4C041E0B.DOC 4.4.18

Niro Soavi S.p.A 4.4.4.2 REMONTAGE
− Remonter D'ABORD le siège de la soupape d'aspiration PUIS celui de la soupape de refoulement
− Positionner le siège (H) − A l'aide d'une barre du diamètre opportun (figure 4.4.13, pos. A) bloquer le
siège en donnant quelques coups de marteau − Répéter l'opération pour la soupape de refoulement (supérieure)) Le blocage définitif du siège aura lieu quand la machine sera en pression. Remonter les groupes soupape comme décrit au paragraphe 4.4.3.
A
H
FIGURE 4.4.13
4C041E0B.DOC 4.4.19
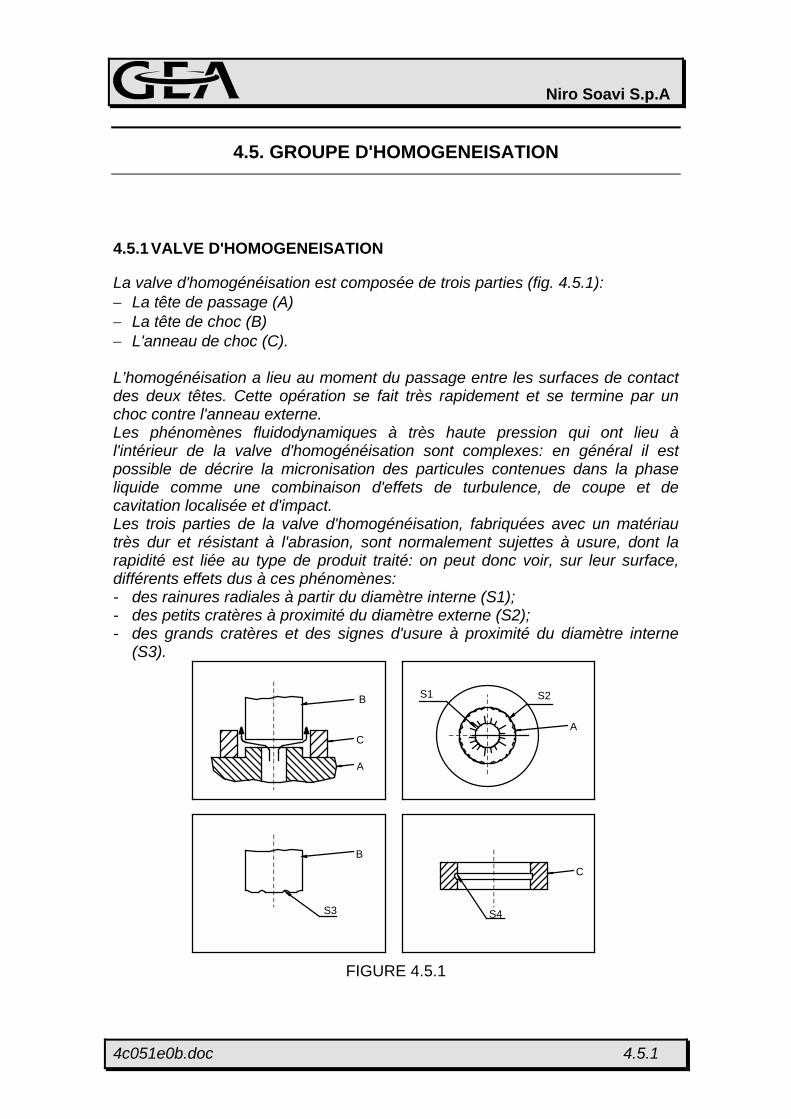
Niro Soavi S.p.A
4.5. GROUPE D'HOMOGENEISATION
4.5.1 VALVE D'HOMOGENEISATION
La valve d'homogénéisation est composée de trois parties (fig. 4.5.1): − La tête de passage (A) − La tête de choc (B) − L'anneau de choc (C). L’homogénéisation a lieu au moment du passage entre les surfaces de contact des deux têtes. Cette opération se fait très rapidement et se termine par un choc contre l'anneau externe. Les phénomènes fluidodynamiques à très haute pression qui ont lieu à l'intérieur de la valve d'homogénéisation sont complexes: en général il est possible de décrire la micronisation des particules contenues dans la phase liquide comme une combinaison d'effets de turbulence, de coupe et de cavitation localisée et d'impact. Les trois parties de la valve d'homogénéisation, fabriquées avec un matériau très dur et résistant à l'abrasion, sont normalement sujettes à usure, dont la rapidité est liée au type de produit traité: on peut donc voir, sur leur surface, différents effets dus à ces phénomènes: - des rainures radiales à partir du diamètre interne (S1); - des petits cratères à proximité du diamètre externe (S2); - des grands cratères et des signes d'usure à proximité du diamètre interne
(S3).
S2
C
A
S1
S3
B
B
C
A
S4
FIGURE 4.5.1
4c051e0b.doc 4.5.1

Niro Soavi S.p.A Lorsque les rainures deviennent, avec l'usure, profondes et atteignent le diamètre extérieur, l'efficacité de l'homogénéisation est réduite. Il est donc nécessaire de remplacer les composants quand les rainures atteignent les ¾ de la dimension utile et, quoi qu'il arrive, en cas de réduction de l'efficacité de l'homogénéisation. Dans certains cas, à cause de l'usure des composants, il n'est plus possible d'atteindre la pression d'exercice souhaitée. Dans ce cas, la valve d'homogénéisation doit être remplacée. Des phénomènes de cavitation localisée peuvent créer des cratères et des rainures profondes sur la surface de la valve; dans ce cas également remplacer les composants usés. L'anneau de choc (figure 4.5.1 pos. C) a une double fonction: celle de compléter l'homogénéisation par l'impact et de protéger de l'érosion le groupe d'homogénéisation. L'usure crée sur sa surface interne une rainure (S4) qui compromet la qualité de l'homogénéisation. Il est conseillé de remplacer l'anneau quand la rainure atteint une profondeur d'environ 1 mm.
ATTENTION: la tête de choc et la tête de passage sont fabriquées avec des matériaux extrêmement durs pour résister longtemps à l'action abrasive du produit traité. En cas de signes d'usure suffisamment importants pour compromettre la qualité de l'homogénéisation, il est possible de rectifier les surfaces de travail en ôtant un maximum d'1 mm de matière. Ceci peut être fait dans les ateliers de NIRO SOAVI ou dans un atelier suffisamment équipé. ATTENTION: Les indications reportées ci-dessus se réfèrent à des conditions normales de travail et ne sont qu'indicatives pour les opérations d'entretien ordinaire et préventif.
Rappelons que l'usure des composants de la valve d'homogénéisation est normale et dépend de phénomènes qui ont lieu à l'intérieur de la valve. En cas de détérioration exagérément rapide de la valve, contacter NIRO SOAVI pour obtenir des éclaircissements et des solutions alternatives.
4c051e0b.doc 4.5.2
Niro Soavi S.p.A
4.5.2 GROUPE D'HOMOGENEISATION
Pour les opérations d'entretien ordinaire du groupe d'homogénéisation à commande pneumatique, suivre les indications suivantes: DEMONTAGE vous reportant à la figure 4.5.2: − Débrancher les connexions de la commande pneumatique du piston sur le
panneau frontal de la machine. ATTENTION: Le fait de débrancher les tuyaux du circuit pneumo-hydraulique peut entraîner des fuites d'huile. La récolter dans un récipient adapté et l'éliminer conformément à la réglementation en vigueur.
ATTENTION: Le bloc du groupe d'homogénéisation est lourd!
Le retirer, le manipuler et le placer à l'aide des deux mains afin d'éviter tout accident et endosser les protections individuelles adaptées. − Dévisser les écrous (B) des goujons filetés du groupe d'homogénéisation. − Extraire le groupe de commande pneumatique (D) et la bride (R) de support
accouplés à l'aide des vis (Q) − Extraire le guide (C) en même temps que l'ensemble tête de choc (F), en
faisant éventuellement levier sous la gorge prévue à cet effet − En cas de vibrations excessives, contrôler la surface de l'arbre de la tête de
choc (F), remplacer éventuellement les douilles de guidage (E) autolubrifiantes en plastique.
− Retirer le bloc (A) du groupe d'homogénéisation et le déposer sur le plan de travail.
4c051e0b.doc 4.5.3

Niro Soavi S.p.A
A
C
F
G
HI
E
B
D
R
Q
FIGURE 4.5.2
4c051e0b.doc 4.5.4

Niro Soavi S.p.A
L
N
M
K
H
G
FIGURE 4.5.3
− Démonter depuis le bas le groupe valve (voir détail sur la figure 4.5.3)
composé de l'entretoise de la tête de passage (K), de la tête de passage (H) et de l'anneau de choc (G)
MONTAGE ATTENTION:Le groupe d'homogénéisation est normalement soumis à des pressions et à des températures élevées qui sollicitent de façon importante les joints d'étanchéité.
Pour garantir un bon fonctionnement et éviter les fuites ou les pertes de produit il est fondamental de remplacer les garnitures, de façon préventive, à chaque démontage du groupe.
ATTENTION:Pour faciliter le remontage des garnitures, il est conseillé de les lubrifier avec un lubrifiant alimentaire. − Appuyer la chambre d'homogénéisation (A) sur le côté et introduire dans
l'ordre: l'anneau de choc (G), la tête de passage (H), l'entretoise (K) avec ses garnitures (L) et (N)
− Enfiler la chambre d'homogénéisation sur les goujons filetés et l'approcher de la tête.
4c051e0b.doc 4.5.5
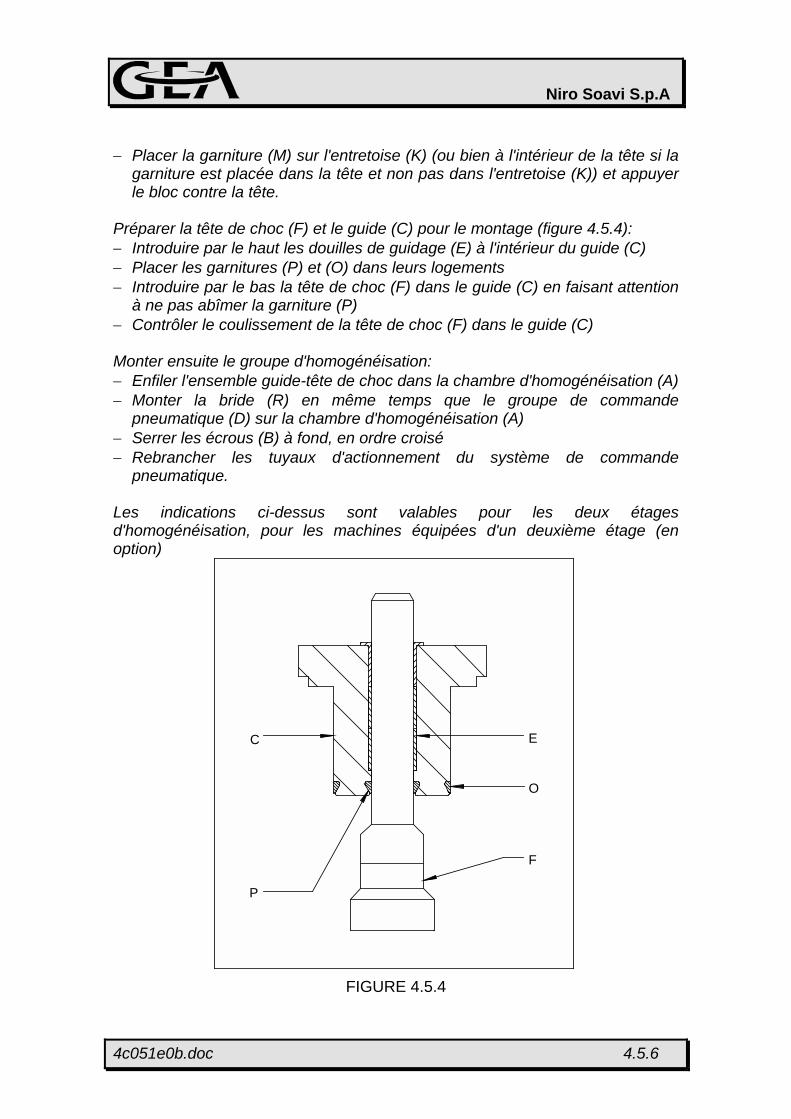
Niro Soavi S.p.A − Placer la garniture (M) sur l'entretoise (K) (ou bien à l'intérieur de la tête si la
garniture est placée dans la tête et non pas dans l'entretoise (K)) et appuyer le bloc contre la tête.
Préparer la tête de choc (F) et le guide (C) pour le montage (figure 4.5.4): − Introduire par le haut les douilles de guidage (E) à l'intérieur du guide (C) − Placer les garnitures (P) et (O) dans leurs logements − Introduire par le bas la tête de choc (F) dans le guide (C) en faisant attention
à ne pas abîmer la garniture (P) − Contrôler le coulissement de la tête de choc (F) dans le guide (C) Monter ensuite le groupe d'homogénéisation: − Enfiler l'ensemble guide-tête de choc dans la chambre d'homogénéisation (A) − Monter la bride (R) en même temps que le groupe de commande
pneumatique (D) sur la chambre d'homogénéisation (A) − Serrer les écrous (B) à fond, en ordre croisé − Rebrancher les tuyaux d'actionnement du système de commande
pneumatique. Les indications ci-dessus sont valables pour les deux étages d'homogénéisation, pour les machines équipées d'un deuxième étage (en option)
E
F
P
O
C
FIGURE 4.5.4
4c051e0b.doc 4.5.6
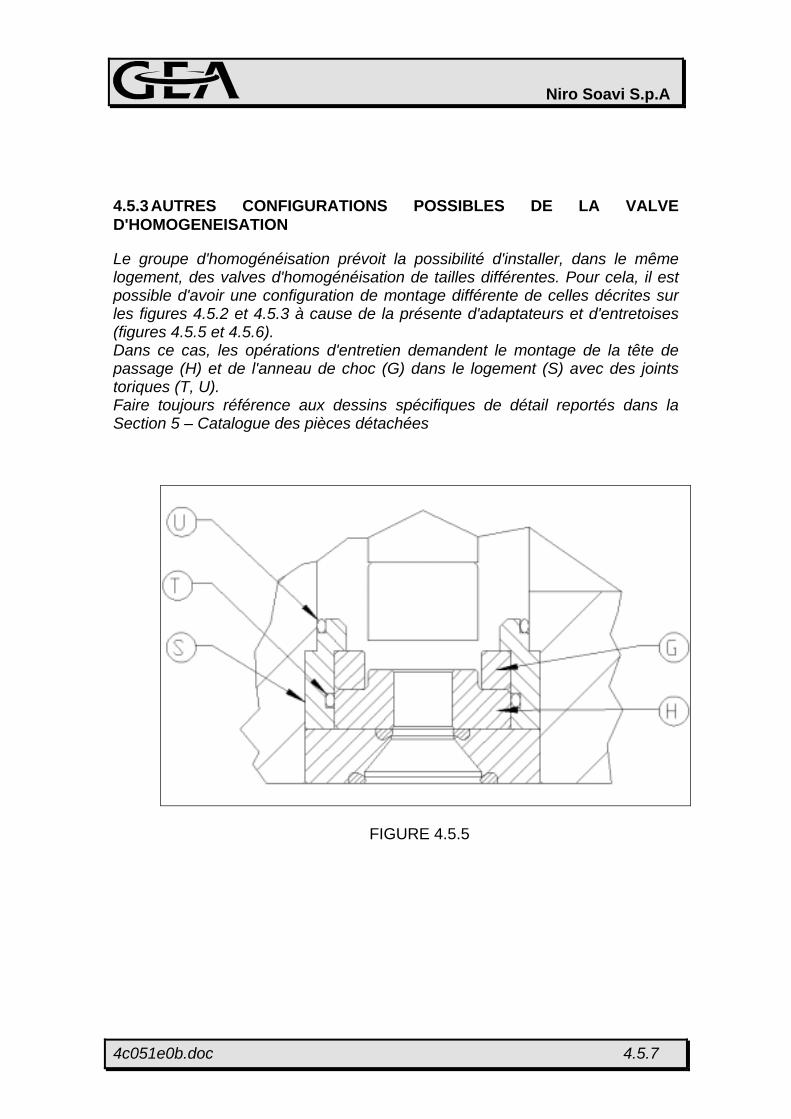
Niro Soavi S.p.A
4.5.3 AUTRES CONFIGURATIONS POSSIBLES DE LA VALVE D'HOMOGENEISATION
Le groupe d'homogénéisation prévoit la possibilité d'installer, dans le même logement, des valves d'homogénéisation de tailles différentes. Pour cela, il est possible d'avoir une configuration de montage différente de celles décrites sur les figures 4.5.2 et 4.5.3 à cause de la présente d'adaptateurs et d'entretoises (figures 4.5.5 et 4.5.6). Dans ce cas, les opérations d'entretien demandent le montage de la tête de passage (H) et de l'anneau de choc (G) dans le logement (S) avec des joints toriques (T, U). Faire toujours référence aux dessins spécifiques de détail reportés dans la Section 5 – Catalogue des pièces détachées
FIGURE 4.5.5
4c051e0b.doc 4.5.7

Niro Soavi S.p.A
FIGURE 4.5.6
4c051e0b.doc 4.5.8

Niro Soavi S.p.A 4.5.4 COMMANDE PNEUMATIQUE
Le groupe de commande réalisé avec un piston pneumatique (D) ne requière pas d'opérations particulières d'entretien (figure 4.5.2). En cas de pertes d'huile ou de difficultés de maintenir la pression d'homogénéisation non imputables à d'autres causes (voir Section 3 - Chapitre 3.8), il est possible de remplacer les garnitures du cylindre pneumatique. Les garnitures doivent être commandées au magasin pièces de rechange NIRO SOAVI. Pour démonter le cylindre pneumatique(D), retirer les 4 vis servant à fixer le cylindre sur la bride de support. Le cylindre pneumatique actionneur, utilisé pour fermer la valve d'homogénéisation et obtenir la pression d'homogénéisation, est relié, par le bas, à un système pneumo-hydraulique d'amortissement des pulsations.
L'éventuelle présence d'air dans le bas du cylindre pneumatique peut entraîner un mauvais fonctionnement du système d'amortissement et donc le rendre bruyant ou générer des vibrations anormales de la valve d'homogénéisation, spécialement si la machine est dotée de deux étages d'homogénéisation. L'air doit donc être purgé en actionnant 3 à 4 fois l'interrupteur pneumatique pour donner ou ôter de la pression. Se reporter toutefois aux indications de la Section 4 – Chapitre 4.10 “Circuit Pneumatique”.
4c051e0b.doc 4.5.9
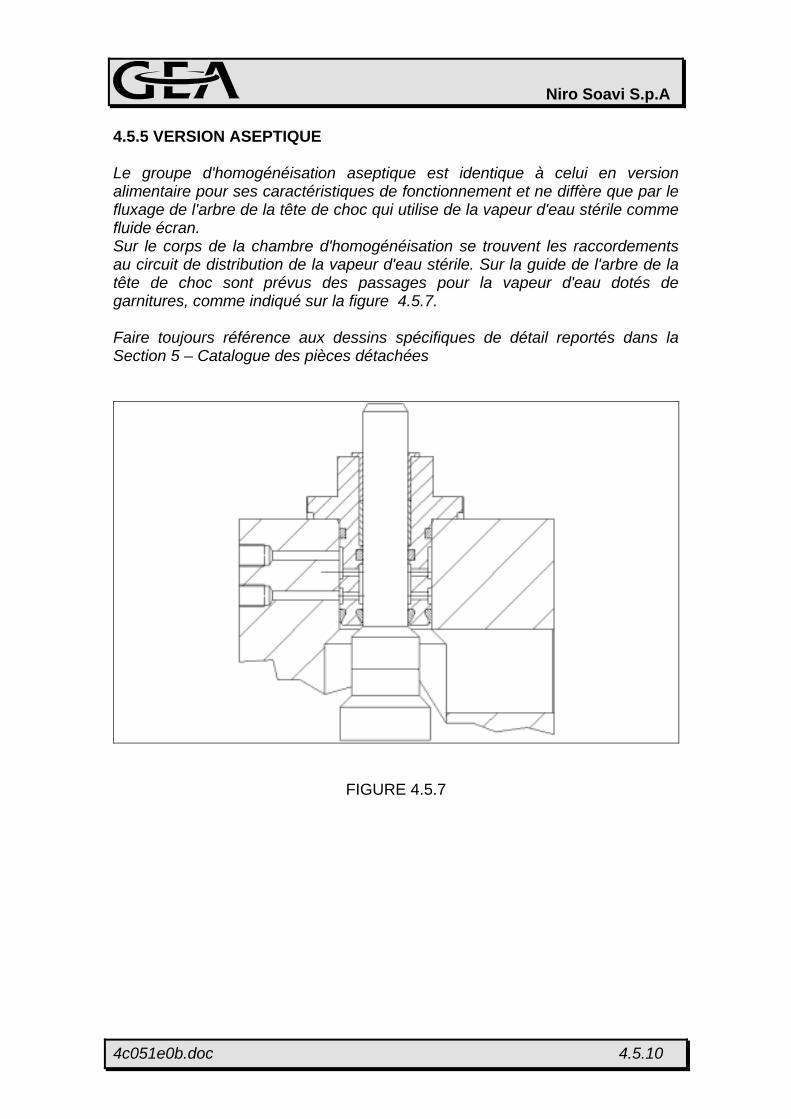
Niro Soavi S.p.A 4.5.5 VERSION ASEPTIQUE Le groupe d'homogénéisation aseptique est identique à celui en version alimentaire pour ses caractéristiques de fonctionnement et ne diffère que par le fluxage de l'arbre de la tête de choc qui utilise de la vapeur d'eau stérile comme fluide écran. Sur le corps de la chambre d'homogénéisation se trouvent les raccordements au circuit de distribution de la vapeur d'eau stérile. Sur la guide de l'arbre de la tête de choc sont prévus des passages pour la vapeur d'eau dotés de garnitures, comme indiqué sur la figure 4.5.7. Faire toujours référence aux dessins spécifiques de détail reportés dans la Section 5 – Catalogue des pièces détachées
FIGURE 4.5.7
4c051e0b.doc 4.5.10

Niro Soavi S.p.A
4.6. SOUPAPE DE SECURITE ET MANOMETRE
4.6.1 SOUPAPE DE SECURITE
La soupape de sécurité (voir SECTION 3 - Paragraphe 3.7.1) est normalement installée sur la tête de compression ou sur la ligne de refoulement à haute pression pour protéger la machine et les opérateurs des surpressions accidentelles pouvant générer des situations de risque. L'entretien (figure 4.6.1) consiste à contrôler et éventuellement à remplacer les joints d'étanchéité (G) et (H) de la bille (E) et du siège d'étanchéité (F). Dans certaines versions, on trouve, entre le siège et le joint torique (G) un anneau anti-extrusion de protection du joint torique. Pour démonter la soupape de sa position de travail, dévisser les écrous (A) et extraire la soupape entière (B) avec la bride (C), qu'il n'est possible de séparer qu'après avoir retiré les demi-anneaux (D). Retirer ensuite le joint torique (H), le siège (F) contenant la bille (E) et le joint torique (G). Faire bien attention à ne pas perdre la bille (E) car la soupape en a besoin pour fonctionner. Nous recommandons d'avoir toujours un siège et une bille de rechange en cas de besoin. L'entretien de la soupape NE DEMANDE PAS de remplacer le ressort. Nettoyer avec soin le siège (F) des résidus éventuels de produit, en faisant attention à ne pas abîmer la zone d'étanchéité. Si la zone d'étanchéité entre le siège (F) et la bille (E) est abîmée ou usée, cela peut causer des pertes de produit et l'intervention de la soupape à des pressions inférieures à la pression d'étalonnage de cette dernière. Nous recommandons donc, dans ce cas, de remplacer le siège et éventuellement la bille. Pour le remontage, suivre la procédure suivante:
- Introduire la garniture (G) dans son logement à l'intérieur de la bride ou de la tête; nous recommandons d'utiliser de la vaseline alimentaire ou tout autre lubrifiant adapté pour faciliter les opérations de montage.
- Préparer le siège (F) avant son montage en y plaçant la bille (E) et le joint torique (H)
- Placer la bride (C) sur le corps de la soupape (B) et la bloquer en position à l'aide de deux demi-anneaux (D).
- Introduire le siège (F) prêt à être monté sur le corps de la soupape et en le maintenant en position avec les doigts, placer toute la soupape sur sa bride de logement (ou directement sur la tête, dans certaines versions).
4c061e0b.doc 4.6.1
Niro Soavi S.p.A
- Introduire la bride (C) sur les goujons filetés et visser à la main les écrous (A), de façon à bien bloquer la soupape en enfilant son siège (F) sur le joint torique (G)
- Une fois la soupape en position stable, avant de serrer les écrous (A), positionner le tuyau d'échappement. Pour des raisons de sécurité, le tuyau d'échappement doit toujours être ouvert et dirigé vers le bas.
- Serrer à fond les écrous (A). Pour plus d'informations sur le fonctionnement de la soupape de sécurité, se reporter au paragraphe 3.7.1.
ATTENTION: Il est absolument INTERDIT de modifier l'étalonnage de la soupape de sécurité et de rompre le scellé
de garantie, sauf autorisation écrite de NIRO SOAVI. Toute intervention sur la soupape non autorisée entraîne la déchéance immédiate de la garantie outre à mettre le personnel en danger car la soupape de sécurité est un composant fondamental pour la sécurité de la machine, conformément à la réglementation CE
ATTENTION: Il est absolument INTERDIT de fermer le tuyau d'échappement de la soupape de sécurité avec une valve. L'échappement de la soupape doit toujours être libre et
dirigé vers la bas.
4c061e0b.doc 4.6.2
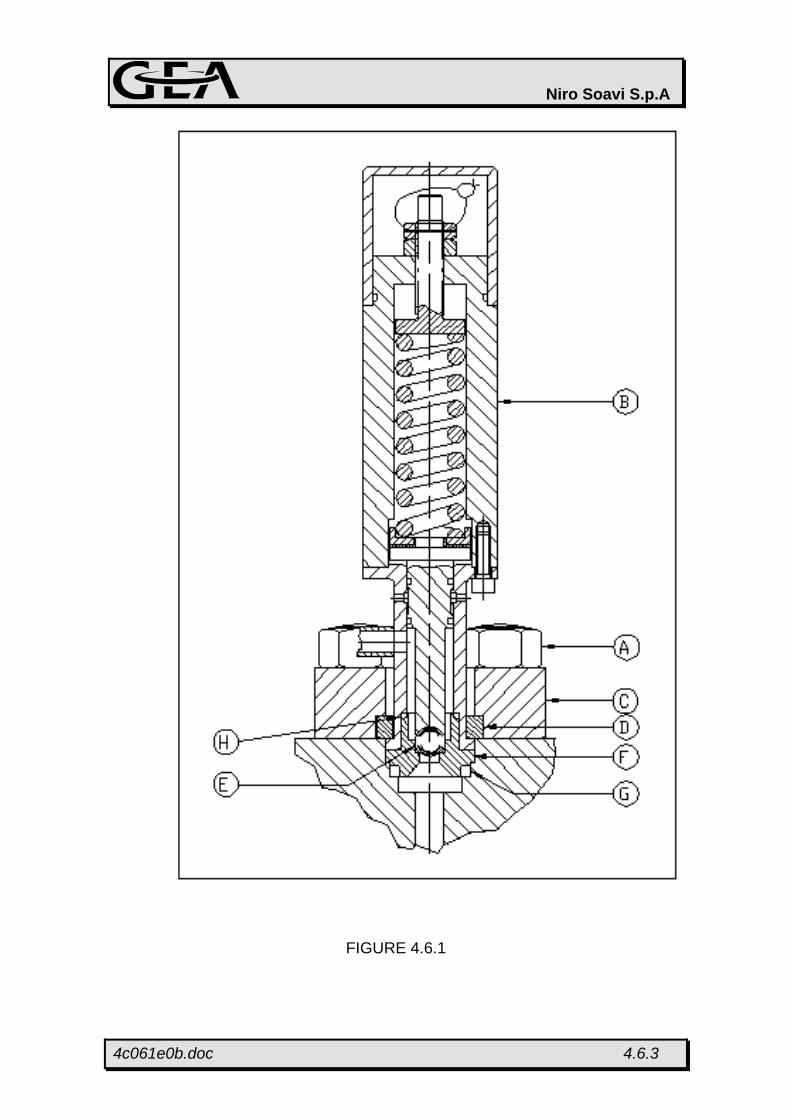
Niro Soavi S.p.A
FIGURE 4.6.1
4c061e0b.doc 4.6.3

Niro Soavi S.p.A 4.6.2 MANOMETRE
Le manomètre installé sur la machine est un composant d'une importance fondamentale car il permet de mesurer la pression d'exercice de la machine et donc de contrôler son fonctionnement. Un manomètre défectueux ou fonctionnant mal ne permet pas de faire travailler la machine aux pressions d'exercice requises. Il est donc recommandé d'avoir toujours en magasin un manomètre de rechange en cas de besoin. Le type de manomètre installé peut varier en fonction du modèle de machine ou suite à des configurations optionnelles. Le manomètre base est de type analogique à ressort Bourdon avec séparateur à diaphragme, alimentaire, avec une forme et des dimensions spécifiques pour NIRO SOAVI. Il est équipé d'un séparateur servant à filtrer les pulsations normales de la machine à pistons pour permettre une lecture stable de la pression d'exercice. Ne jamais séparer le manomètre de son séparateur. En alternative, il est possible de choisir les manomètres ou séparateurs de pression suivants: • Manomètre analogique avec émetteur de signal avec sortie de 4÷20 mA
pour l'émission à distance du signal de pression • Transducteur de pression: c'est un capteur émettant un signal électrique à
amplifier pour obtenir la sortie à 4÷20 mA du signal de pression • Manomètre digital avec écran intégré: c'est un transducteur avec affichage
direct sur l'écran de la pression mesurée, alimenté par une pile interne. Normalement le manomètre ne demande aucun entretien mais il est conseillé de le contrôler régulièrement pour: • Vérifier l'état de la membrane en contact avec le produit; en cas de
membrane trouée ou abîmée remplacer le manomètre. • Pour les manomètres analogiques: contrôler la présence de glycérine à
l'intérieur du cadran: en cas de niveau insuffisant, remplir jusqu'au ¾ du cadran avec de la glycérine pure à 99,5%
• Remplacer la garniture entre le manomètre et la tête. Pour les instruments avec raccordement électrique, se reporter au schéma électrique correspondant indiquant la marge d'étalonnage de l'instrument.
4c061e0b.doc 4.6.4
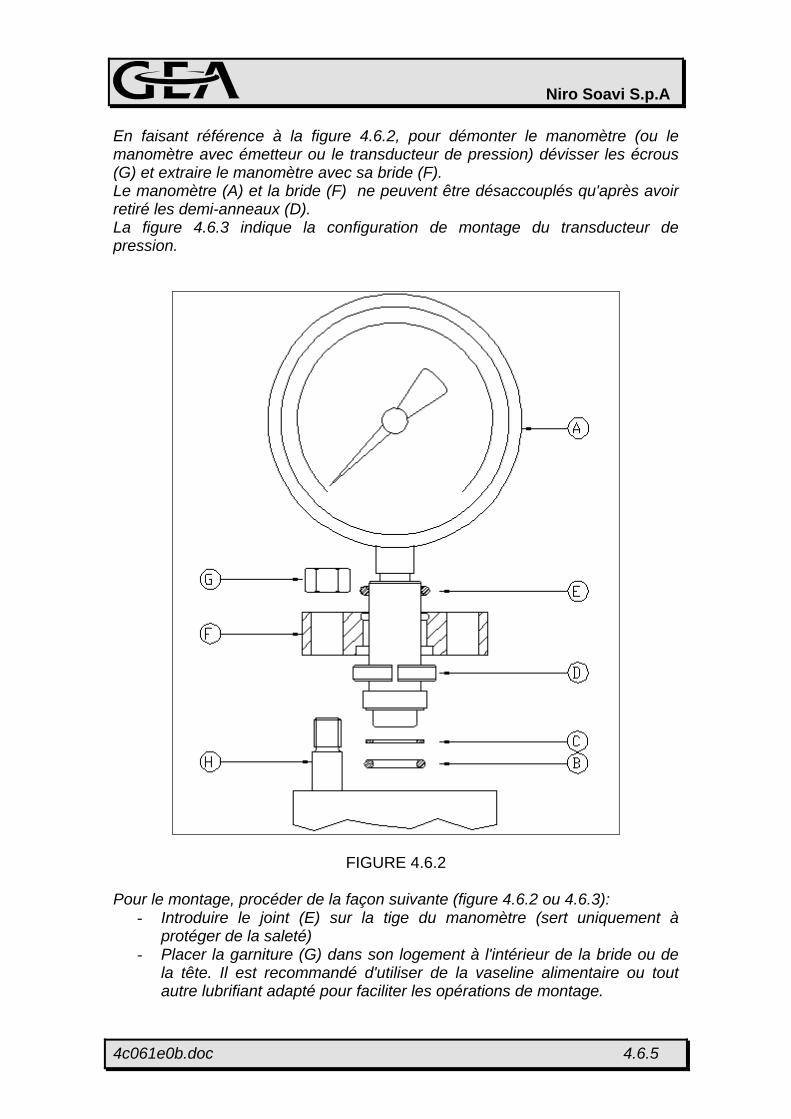
Niro Soavi S.p.A En faisant référence à la figure 4.6.2, pour démonter le manomètre (ou le manomètre avec émetteur ou le transducteur de pression) dévisser les écrous (G) et extraire le manomètre avec sa bride (F). Le manomètre (A) et la bride (F) ne peuvent être désaccouplés qu'après avoir retiré les demi-anneaux (D). La figure 4.6.3 indique la configuration de montage du transducteur de pression.
FIGURE 4.6.2 Pour le montage, procéder de la façon suivante (figure 4.6.2 ou 4.6.3):
- Introduire le joint (E) sur la tige du manomètre (sert uniquement à protéger de la saleté)
- Placer la garniture (G) dans son logement à l'intérieur de la bride ou de la tête. Il est recommandé d'utiliser de la vaseline alimentaire ou tout autre lubrifiant adapté pour faciliter les opérations de montage.
4c061e0b.doc 4.6.5
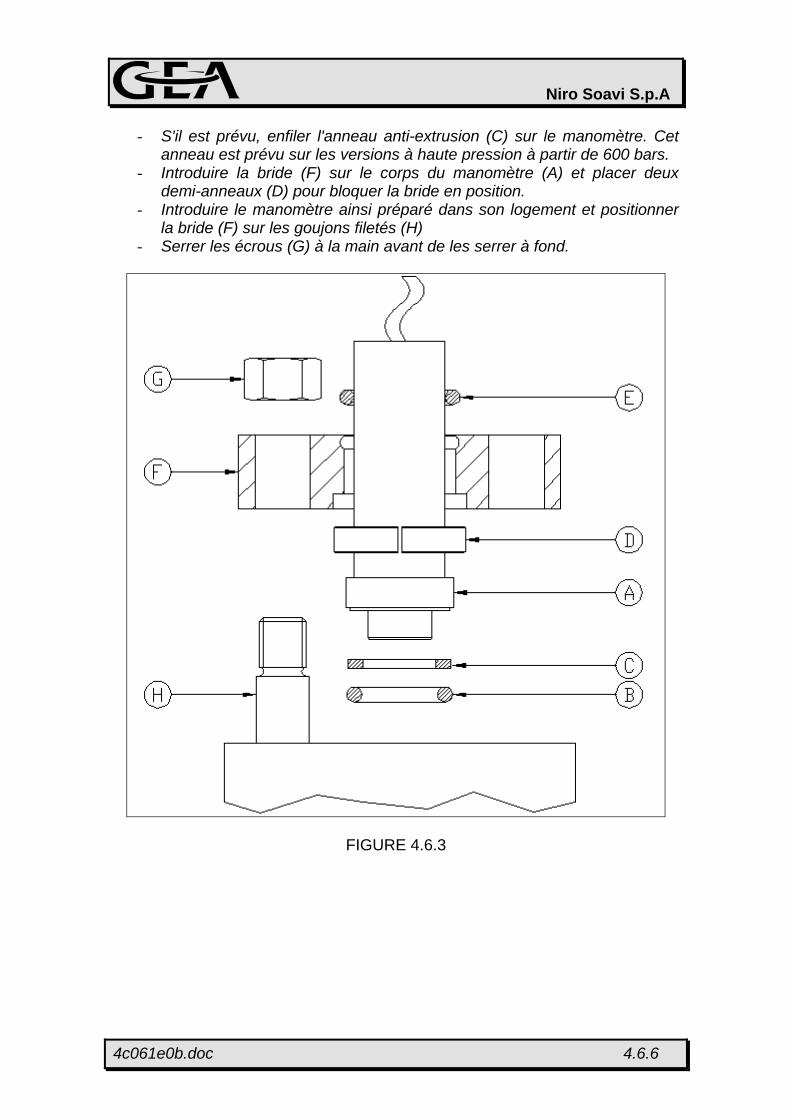
Niro Soavi S.p.A
- S'il est prévu, enfiler l'anneau anti-extrusion (C) sur le manomètre. Cet anneau est prévu sur les versions à haute pression à partir de 600 bars.
- Introduire la bride (F) sur le corps du manomètre (A) et placer deux demi-anneaux (D) pour bloquer la bride en position.
- Introduire le manomètre ainsi préparé dans son logement et positionner la bride (F) sur les goujons filetés (H)
- Serrer les écrous (G) à la main avant de les serrer à fond.
FIGURE 4.6.3
4c061e0b.doc 4.6.6
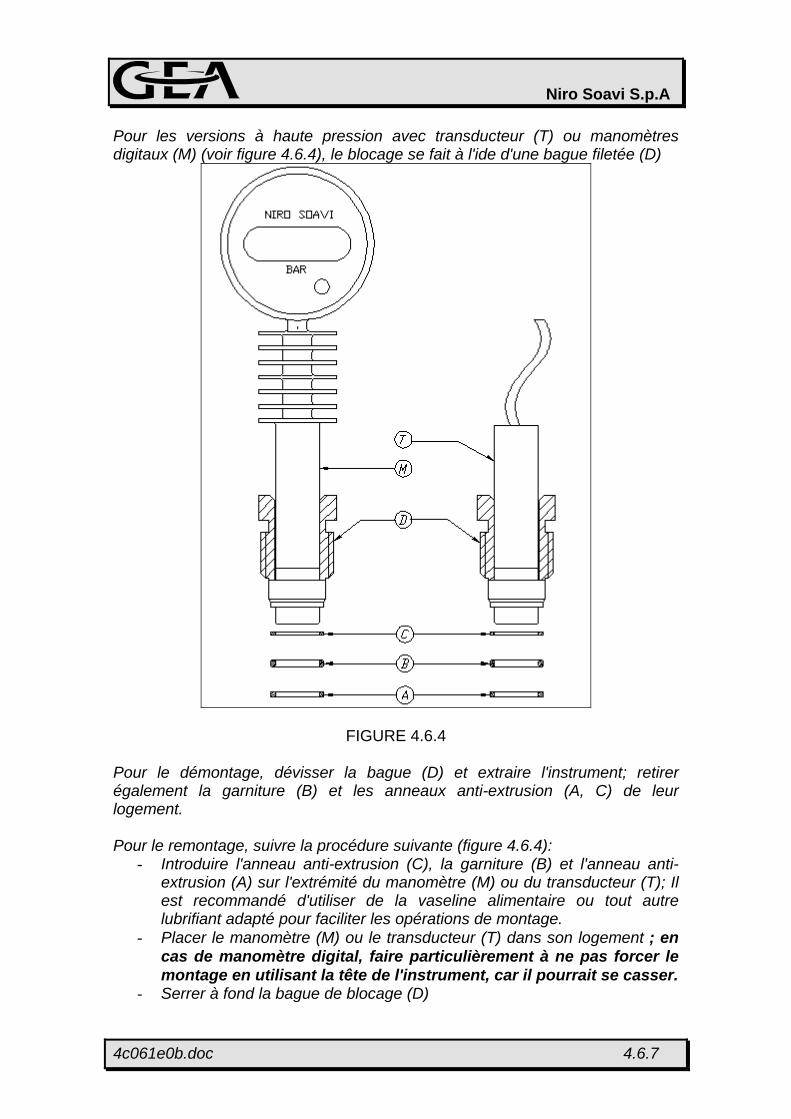
Niro Soavi S.p.A Pour les versions à haute pression avec transducteur (T) ou manomètres digitaux (M) (voir figure 4.6.4), le blocage se fait à l'ide d'une bague filetée (D)
FIGURE 4.6.4 Pour le démontage, dévisser la bague (D) et extraire l'instrument; retirer également la garniture (B) et les anneaux anti-extrusion (A, C) de leur logement. Pour le remontage, suivre la procédure suivante (figure 4.6.4):
- Introduire l'anneau anti-extrusion (C), la garniture (B) et l'anneau anti-extrusion (A) sur l'extrémité du manomètre (M) ou du transducteur (T); Il est recommandé d'utiliser de la vaseline alimentaire ou tout autre lubrifiant adapté pour faciliter les opérations de montage.
- Placer le manomètre (M) ou le transducteur (T) dans son logement ; en cas de manomètre digital, faire particulièrement à ne pas forcer le montage en utilisant la tête de l'instrument, car il pourrait se casser.
- Serrer à fond la bague de blocage (D)
4c061e0b.doc 4.6.7
Niro Soavi S.p.A
Le manomètre digital (M) s'éteint automatiquement après quelques minutes en cas d'absence de pression, pour ne pas décharger inutilement la pile. Pour allumer le manomètre, appuyer sur la touche frontale reportant ZERO/ON. Si la valeur indiquée est NEGATIVE, tenir la touche appuyée pendant quelques secondes pour REMETTRE LE MANOMETRE A ZERO. Si sur l'écran s'affiche “BATT” cela signifie que la pile est vide et qu'il faut la remplacer. Pour cela, démonter le manomètre et, sur un plan de travail sec, retirer les deux vis postérieures pour retirer le couvercle et atteindre la pile. La pile utilisée est de 9V, format PP3, au lithium, longue durée. En cas d'urgence, il est possible d'utiliser une pile alcaline générique 9V
4c061e0b.doc 4.6.8

Niro Soavi S.p.A
4.7. TRANSMISSION
La machine est équipée d'un système de transmission directe à courroies trapézoïdales utilisant les poulies situées sur l’arbre moteur et sur le vilbrequin. ATTENTION: Les opérations de contrôle et d'entretien doivent être effectuées avec la MACHINE ARRETEE et avec l'interrupteur de sectionnement de la ligne d'alimentation CADENASSE EN POSITION OUVERTE pour la sécurité du personnel.
En général, les organes de transmission ne demandent qu'une inspection visuelle effectuée avec la machine arrêtée pour contrôler les éventuelles pertes d'huile de lubrification et surtout le dévissage des écrous, boulons et composants de mise en tension des courroies de transmission. Les mouvements excessifs des composants de la transmission dus au relâchement des organes de blocage à cause des vibrations peuvent créer du jeu dans les accouplements et casser les éléments pendant le fonctionnement de la machine.
ATTENTION: Il est recommandé de contrôler systématiquement et régulièrement le serrage des écrous et
des boulons du système de mise en tension des courroies. Des vibrations anormales dues à un mauvais fonctionnement de la machine ou des conditions de cavitation peuvent causer un relâchement de ces composants et endommager la transmission.
La procédure à suivre pour l'entretien des composants de la transmission est reportée ci-après.
4c072e0b.doc 4.7.1
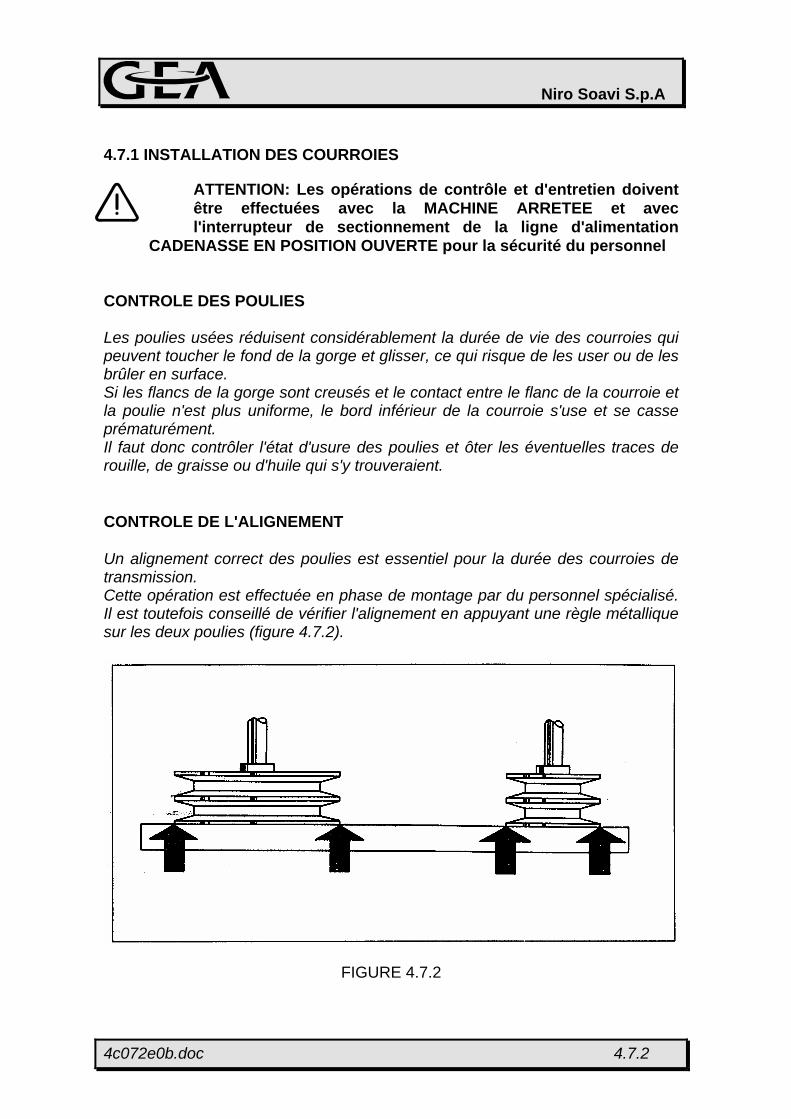
Niro Soavi S.p.A 4.7.1 INSTALLATION DES COURROIES
ATTENTION: Les opérations de contrôle et d'entretien doivent être effectuées avec la MACHINE ARRETEE et avec l'interrupteur de sectionnement de la ligne d'alimentation
CADENASSE EN POSITION OUVERTE pour la sécurité du personnel
CONTROLE DES POULIES Les poulies usées réduisent considérablement la durée de vie des courroies qui peuvent toucher le fond de la gorge et glisser, ce qui risque de les user ou de les brûler en surface. Si les flancs de la gorge sont creusés et le contact entre le flanc de la courroie et la poulie n'est plus uniforme, le bord inférieur de la courroie s'use et se casse prématurément. Il faut donc contrôler l'état d'usure des poulies et ôter les éventuelles traces de rouille, de graisse ou d'huile qui s'y trouveraient. CONTROLE DE L'ALIGNEMENT Un alignement correct des poulies est essentiel pour la durée des courroies de transmission. Cette opération est effectuée en phase de montage par du personnel spécialisé. Il est toutefois conseillé de vérifier l'alignement en appuyant une règle métallique sur les deux poulies (figure 4.7.2).
FIGURE 4.7.2
4c072e0b.doc 4.7.2
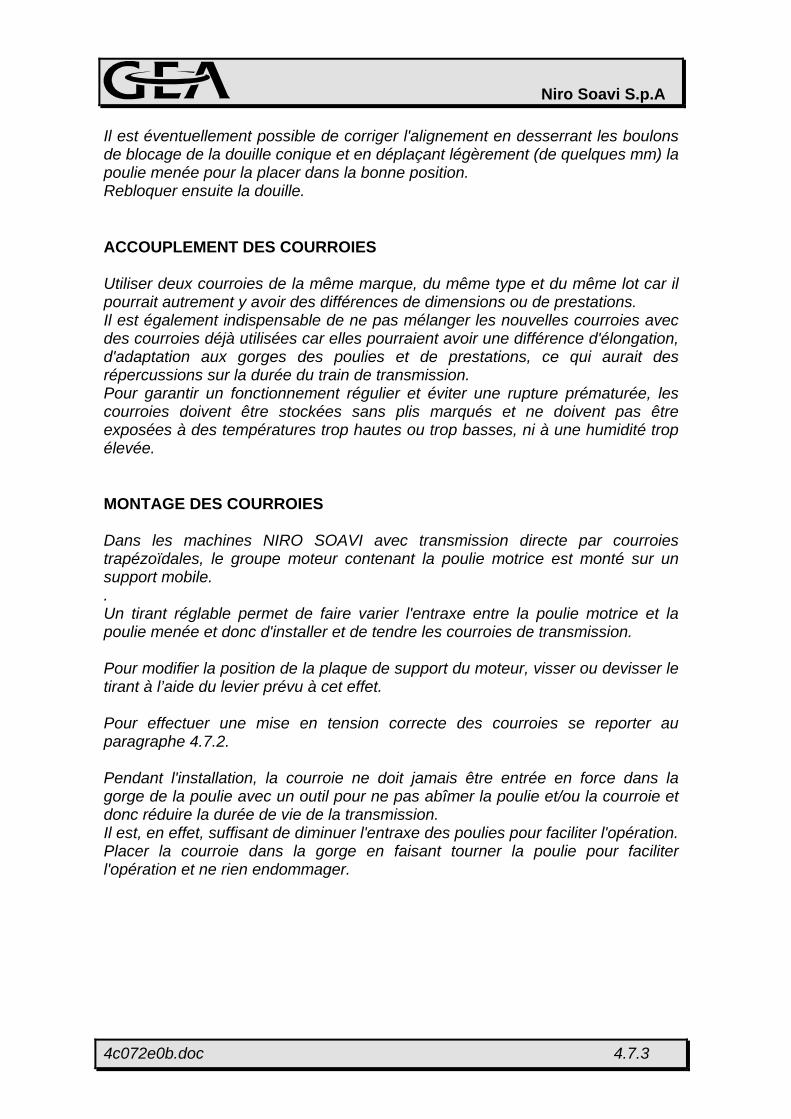
Niro Soavi S.p.A Il est éventuellement possible de corriger l'alignement en desserrant les boulons de blocage de la douille conique et en déplaçant légèrement (de quelques mm) la poulie menée pour la placer dans la bonne position. Rebloquer ensuite la douille. ACCOUPLEMENT DES COURROIES Utiliser deux courroies de la même marque, du même type et du même lot car il pourrait autrement y avoir des différences de dimensions ou de prestations. Il est également indispensable de ne pas mélanger les nouvelles courroies avec des courroies déjà utilisées car elles pourraient avoir une différence d'élongation, d'adaptation aux gorges des poulies et de prestations, ce qui aurait des répercussions sur la durée du train de transmission. Pour garantir un fonctionnement régulier et éviter une rupture prématurée, les courroies doivent être stockées sans plis marqués et ne doivent pas être exposées à des températures trop hautes ou trop basses, ni à une humidité trop élevée. MONTAGE DES COURROIES Dans les machines NIRO SOAVI avec transmission directe par courroies trapézoïdales, le groupe moteur contenant la poulie motrice est monté sur un support mobile. . Un tirant réglable permet de faire varier l'entraxe entre la poulie motrice et la poulie menée et donc d'installer et de tendre les courroies de transmission. Pour modifier la position de la plaque de support du moteur, visser ou devisser le tirant à l’aide du levier prévu à cet effet. Pour effectuer une mise en tension correcte des courroies se reporter au paragraphe 4.7.2. Pendant l'installation, la courroie ne doit jamais être entrée en force dans la gorge de la poulie avec un outil pour ne pas abîmer la poulie et/ou la courroie et donc réduire la durée de vie de la transmission. Il est, en effet, suffisant de diminuer l'entraxe des poulies pour faciliter l'opération. Placer la courroie dans la gorge en faisant tourner la poulie pour faciliter l'opération et ne rien endommager.
4c072e0b.doc 4.7.3
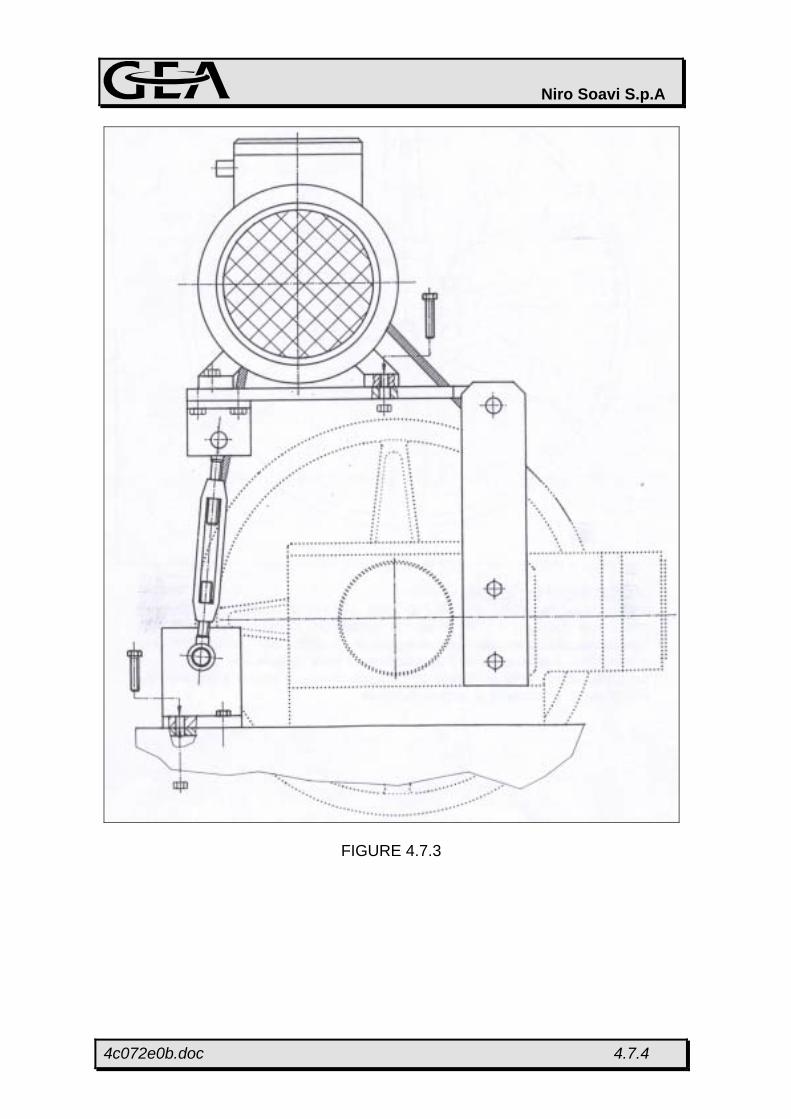
Niro Soavi S.p.A
FIGURE 4.7.3
4c072e0b.doc 4.7.4
Niro Soavi S.p.A 4.7.3 MISE EN TENSION DES COURROIES
ATTENTION: Les opérations de contrôle et d'entretien doivent être effectuées avec la MACHINE ARRETEE et avec l'interrupteur de sectionnement de la ligne d'alimentation
CADENASSE EN POSITION OUVERTE pour la sécurité du personnel
ATTENTION: La transmission par courroie peut générer des risques d'écrasement ou de coincement. Utiliser toujours les protections fixes et ne les retirer qu'après avoir contrôlé que la
machine est complètement arrêtée.
La tension idéale est la tension la plus basse à laquelle les courroies ne glissent pas avec la charge maximum. Pendant les premières 24/48 heures de rodage, contrôler régulièrement la tension; rappelez-vous qu'une tension excessive réduit la durée de vie des courroies et des roulements de support de la transmission. Retendre les courroies dès qu'elles commencent à glisser. Le glissement éventuel des courroies peut entraîner leur surchauffe et créer des situations dangereuses spécialement si la machine est conçue pour fonctionner dans des zones dangereuses (version anti-déflagration) Le paragraphe suivant décrit les deux méthodes de détermination de la bonne valeur de tension des courroies. La première, plus simple, est utilisable au moment de l'installation d'un nouveau jeu de courroies ou quand elles ont été complètement détendues. La deuxième permet de vérifier la tension même au cours des opérations d'entretien et de contrôle. Pour les modalités opérationnelles se reporter au paragraphe 4.7.1.
4c072e0b.doc 4.7.5

Niro Soavi S.p.A PREMIERE METHODE DE MISE EN TENSION Avant de tendre les courroies montées sur les poulies, tracer sur le dos d'une courroie deux traits fins transversaux et mesurer la distance entre eux; ces traits doivent être le plus loin possible l'un de l'autre tout en restant sur la partie rectiligne de la courroie. Tendre les courroies progressivement après les avoir fait tourner pendant 1 minute plusieurs fois de suite. A chaque redémarrage tendre la courroie afin que la distance entre les deux traits ait augmenté dans le pourcentage indiqué dans le tableau 4.7.4, considérant le cas de poulies de diamètre moyen.
Caractéristiques de la transmission Couple moteur et résistances irrégulières
- poulie de petit diamètre - entraxe court
0,8%
- poulie de moyen ou grand diamètre - entraxe moyen ou grand
1%
TABLEAU 4.7.4
DEUXIEME METHODE DE MISE EN TENSION Mesurer la longueur de la section libre "t" (figure 4.7.5) et appliquer en son milieu une force P perpendiculaire à la courroie, provoquant une déformation F de 1,6 mm par 100 mm de longueur libre:
F=1,6 x T/100 (mm) La valeur de la force, en Newton, doit être comprise dans l'intervalle indiqué sur le tableau 4.7.6; cette valeur est mesurée à l'aide d'un dynamomètre (non fourni). Pour calculer la vitesse périphérique utiliser la formule:
V = 0.052 X n X d (m/s) où n est le nombre de tours/minutes du vilebrequin, déductible des DONNEES TECHNIQUES reportées dans la SECTION 1 – CARACTERISTIQUES TECHNIQUES, et d le diamètre du volant exprimé en mètres. Rappelons que pour la première mise en tension, la valeur correcte est de 1,3 fois le maximum indiqué sur le tableau 4.7.6, afin de compenser l'allongement naturel et le tassement initial des courroies.
4c072e0b.doc 4.7.6

Niro Soavi S.p.A
FIGURE 4.7.5
Force P (Newton) Type D (mm)
V = 0÷10 m/s V = 10÷20 m/s V = 20÷30 m/s
67÷95 12 – 18 10 – 16 8 - 14 SPZ
> 95 19 – 26 17 – 24 15 – 22
100÷140 22 – 32 18 – 26 15 – 22 SPA
> 141 33 – 48 27 – 40 23 – 34
160÷265 38 – 56 32 – 50 28 – 42 SPB
> 266 57 – 72 51 – 64 43 – 58
224÷355 72 – 102 60 – 90 50 – 80 SPC
> 356 103 – 132 91 – 120 81 - 110
TABLEAU 4.7.6
4c072e0b.doc 4.7.7

Niro Soavi S.p.A 4.7.4 ENTRETIEN DES COURROIES
Les transmissions par courroie sont un moyen efficace et fiable de transmission de la puissance. Nous indiquerons ci-après quelques précautions à prendre afin de garantir cette fiabilité et la durée du système. REGARDER ET ECOUTER Contrôler visuellement la présence d'huile ou de graisse sur les courroies car cela pourrait provoquer leur détérioration précoce. Un excès d'huile sur les supports et les roulements peut salir les courroies tandis qu'une insuffisance peut augmenter le frottement et donc brûler les courroies pour cause de surcharge. Ecouter les bruits provenant de la transmission. Des grincements pendant les accélérations du moteur ou le fonctionnement en pleine charge, signifient que la tension est insuffisante. Une fois corrigée la tension, si le bruit persiste chercher à détecter une éventuelle surcharge de la transmission (due à usure, grippage, lubrification insuffisante…) Un sifflement constant, semblable à celui d'un roulement insuffisamment lubrifié, n'endommage pas particulièrement la transmission et peut être dû à la présence de saletés. Ne pas chercher à éliminer ce bruit en graissant les courroies. SALETES ET CORPS ETRANGERS La saleté et la poussière peuvent accélérer l'usure des poulies et compromettre la qualité de l’entraînement. Il est donc nécessaire de nettoyer régulièrement le système de transmission et d’éviter la présence de corps étrangers entre les courroies et les poulies. SURCHARGES Les surcharges raccourcissent la durée de vie des courroies. Contrôler que la machine fonctionne dans des conditions conformes au projet et qu'il n'y ait pas de surcharges dues à l'usure ou aux glissements ou à des brûlures superficielles. PROTECTIONS La transmission doit toujours être protégée par un carter qui, outre à protéger les personnes protège également de la poussière et de la saleté et du contact avec les éventuels corps étrangers pouvant endommager gravement le système. CASSURES ET CRAQUELURES Contrôler l'état des courroies. Les remplacer si elles présentent des signes d'usure tels que coupures ou craquelures.
4c072e0b.doc 4.7.8

Niro Soavi S.p.A MISE EN TENSION Contrôler la tension et la corriger en cas de besoin pour éviter les vibrations anormales EXPOSITION A LA CHALEUR Vérifier que les courroies ne sont pas exposées à des sources de chaleur; une exposition à des températures supérieures à +60°C réduit leur durée de vie. USURE Contrôler l'état des flancs de la courroie; une usure anormale peut être due à des glissements ou à une usure excessive des gorges de la poulie.
4c072e0b.doc 4.7.9

Niro Soavi S.p.A 4.7.5 MONTAGE ET DEMONTAGE DES POULIES
Les poulies de transmission sont montées, en général, soit sur le vilbrequin soit sur l’arbre du moteur à l'aide d'une douille conique “Taper-Lock”. En vous reportant à la figure 4.7.6, démonter les poulies en suivant la procédure suivante:
FIGURE 4.7.6 - Desserrer les vis de blocage A - Introduire une des vis dans l'orifice B pour forcer l'ouverture de la douille - Extraire la douille et la poulie de l'arbre. Pour le montage: - Nettoyer avec soin la douille et l'arbre - Introduire la douille “Taper-Lock” dans la poulie - Introduire partiellement les vis filetées dans les orifices A - Monter la poulie sur l'arbre - Aligner les poulies - Serrer à fond les vis A Si la poulie motrice n'a pas de douille “Taper-Lock” installer ou retirer la poulie à l'aide d'un extracteur pour poulie ou une barre filetée pour son montage sur l'arbre, en utilisant l'orifice fileté situé sur l'extrémité de ce dernier.
4c072e0b.doc 4.7.10

Niro Soavi S.p.A
4.8. CORPS ET MECANISME A MANIVELLE
Le mouvement linéaire alternatif des pistons pompants est réalisé grâce à un mécanisme à manivelle (vilebrequin, bielle, bosse de piston) solide et surdimentionné. Le dessin éclaté générique suivant (figure 4.8.1) représente le système :
FIGURE 4.8.1 Le type de construction, les matériaux de haute qualité et la précision du montage réalisé par du personnel extrêmement qualifié garantissent sa fiabilité et sa durée de vie. Une lubrification correcte est une condition fondamentale de la durée de vie du corps de transmission et de ses composants. Il est donc indispensable de respecter les intervalles de remplacement de l’huile de lubrification prévus (Chapitre 4.2), le nettoyage des filtres, le niveau et le type de lubrifiant utilisé (Chapitre 4.9). En conditions normales de fonctionnement, le mécanisme à manivelle ne demande aucun entretien particulier. En cas de bruit anormal ou de fonctionnement irrégulier de la machine, ou encore de basse pression de l’huile
4c081e0b.doc 4.8.1
Niro Soavi S.p.A de lubrification avec intervention du pressostat, contacter le S.A.V. NIRO SOAVI pour une intervention technique. En conditions normales de fonctionnement et en absence d’anomalie, nous conseillons de contrôler les coussinets en bronze du mécanisme à manivelle (S, W), la cheville (O) et le coussinet en bronze situé sur la bielle(R) au moins toutes les 10.000 heures de fonctionnement, et les paliers à rouleaux (B) du vilebrequin au moins toutes les 20.000 heures de fonctionnement. Ces opérations demandent l’intervention de techniciens spécialisés. Nous recommandons donc de faire appel au S.A.V. NIRO SOAVI pour obtenir informations et support. Les seules opérations d’entretien ordinaire consistent à remplacer les garnitures des pistons de guidage en cas de pertes d’huile de lubrification à l’intérieur du bac de récupération. Si la surface du piston de guidage sur laquelle coulisse la garniture est très rayée, remplacer les pistons de guidage. Cette opération demande l’intervention de techniciens spécialisés. Nous recommandons donc de faire appel au S.A.V. NIRO SOAVI pour obtenir informations et support ATTENTION: Les opérations de contrôle et d'entretien doivent être effectuées avec la MACHINE ARRETEE et avec l'interrupteur de sectionnement de la ligne d'alimentation CADENASSE EN POSITION OUVERTE pour la sécurité du personnel.
ATTENTION: L’huile de lubrification est très polluante. Ne pas la jeter n’importe où ni dans les égouts mais la recueillir dans des récipients adaptés et l’éliminer selon la réglementation en vigueur.
4c081e0b.doc 4.8.2
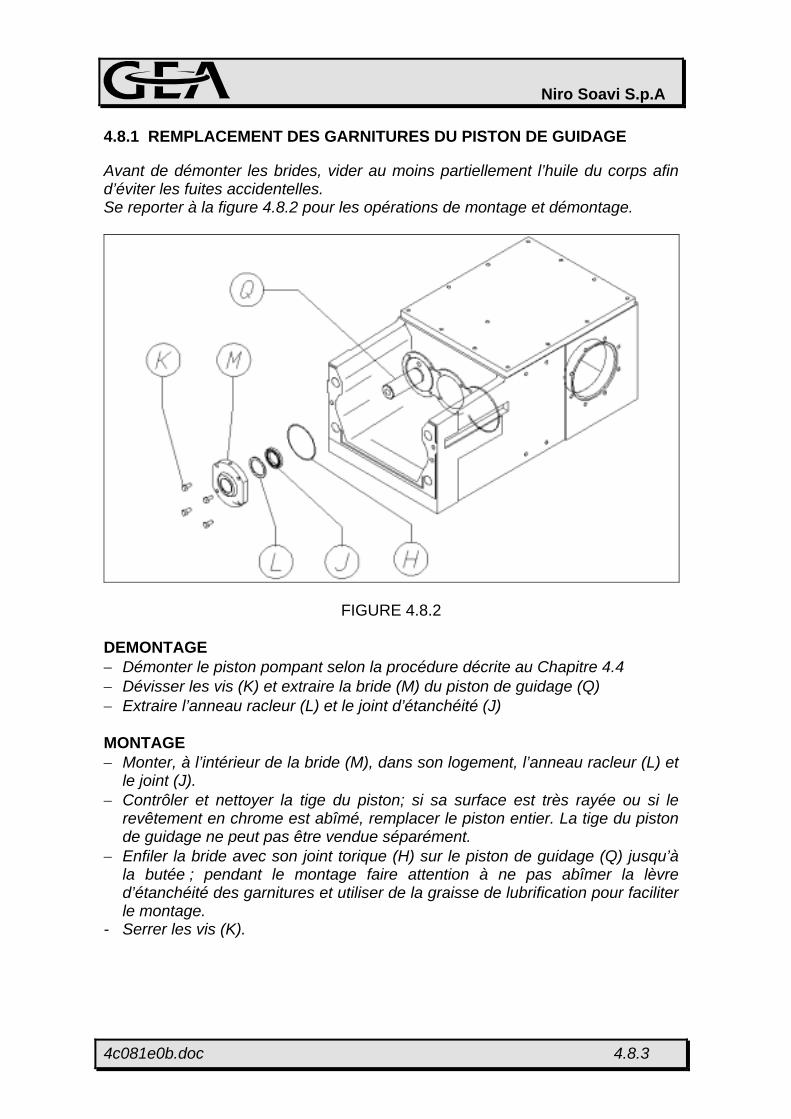
Niro Soavi S.p.A 4.8.1 REMPLACEMENT DES GARNITURES DU PISTON DE GUIDAGE
Avant de démonter les brides, vider au moins partiellement l’huile du corps afin d’éviter les fuites accidentelles. Se reporter à la figure 4.8.2 pour les opérations de montage et démontage.
FIGURE 4.8.2 DEMONTAGE − Démonter le piston pompant selon la procédure décrite au Chapitre 4.4 − Dévisser les vis (K) et extraire la bride (M) du piston de guidage (Q) − Extraire l’anneau racleur (L) et le joint d’étanchéité (J) MONTAGE − Monter, à l’intérieur de la bride (M), dans son logement, l’anneau racleur (L) et
le joint (J). − Contrôler et nettoyer la tige du piston; si sa surface est très rayée ou si le
revêtement en chrome est abîmé, remplacer le piston entier. La tige du piston de guidage ne peut pas être vendue séparément.
− Enfiler la bride avec son joint torique (H) sur le piston de guidage (Q) jusqu’à la butée ; pendant le montage faire attention à ne pas abîmer la lèvre d’étanchéité des garnitures et utiliser de la graisse de lubrification pour faciliter le montage.
- Serrer les vis (K).
4c081e0b.doc 4.8.3

Niro Soavi S.p.A Certains modèles peuvent avoir un soufflet en caoutchouc de protection du piston de guidage. Dans ce cas, le soufflet doit être retiré avant de remplacer la garniture puis replacé sur la tige du piston de guidage (Q) et bloqué sur la bride (M) dans son logement.
4c081e0b.doc 4.8.4
Niro Soavi S.p.A
4.9. LUBRIFICATION
Une lubrification correcte est une condition fondamentale du bon fonctionnement de la machine. Il est donc indispensable de respecter les intervalles de remplacement de l’huile de lubrification prévus (Chapitre 4.2), le nettoyage des filtres, le niveau et le type de lubrifiant utilisé. Le système de lubrification peut être de type FORCE ou À BARBOTAGE en fonction du modèle de la machine. Vérifier le type de lubrification dans la Section 1 – CARACTERISTIQUES TECHNIQUES. Pour les rajouts ou les remplacements, utiliser EXCLUSIVEMENT une des huiles indiquées dans le tableau 4.9.1. ; le tableau 4.9.2. indique la capacité du circuit de lubrification pour les différents modèles en fonction du type de lubrification.
ATTENTION: L’huile de lubrification est prévue pour une température de fonctionnement comprise entre +5°C et +40°C: Contacter le S.A.V. NIRO SOAVI qui vous indiquera le type de
lubrifiant à utiliser en cas de conditions environnementales différentes.
ATTENTION: L’huile de lubrification est très polluante. Ne pas la jeter n’importe où ni dans les égouts mais la recueillir dans des récipients adaptés et l’éliminer selon la réglementation en vigueur. .
ATTENTION: Les opérations de contrôle et d'entretien doivent être effectuées avec la MACHINE ARRETEE et avec l'interrupteur de
sectionnement de la ligne d'alimentation CADENASSE EN POSITION OUVERTE pour la sécurité du personnel.
Contrôler régulièrement l’absence de mousse à l’intérieur de l’huile, symptôme d’air englobé suite à la cavitation de la pompe à huile ou à une imparfaite étanchéité du circuit de lubrification, ainsi que l’absence d’une émulsion blanchâtre eau / huile due à une mauvaise évacuation de la vapeur d’eau ou à des infiltrations d’eau à l’intérieur du corps (échangeur eau / huile défectueux ou garnitures des pistons de guidage usées). Utiliser toujours de l’huile ayant les caractéristiques suivantes:
4c091e0b.doc 4.9.1
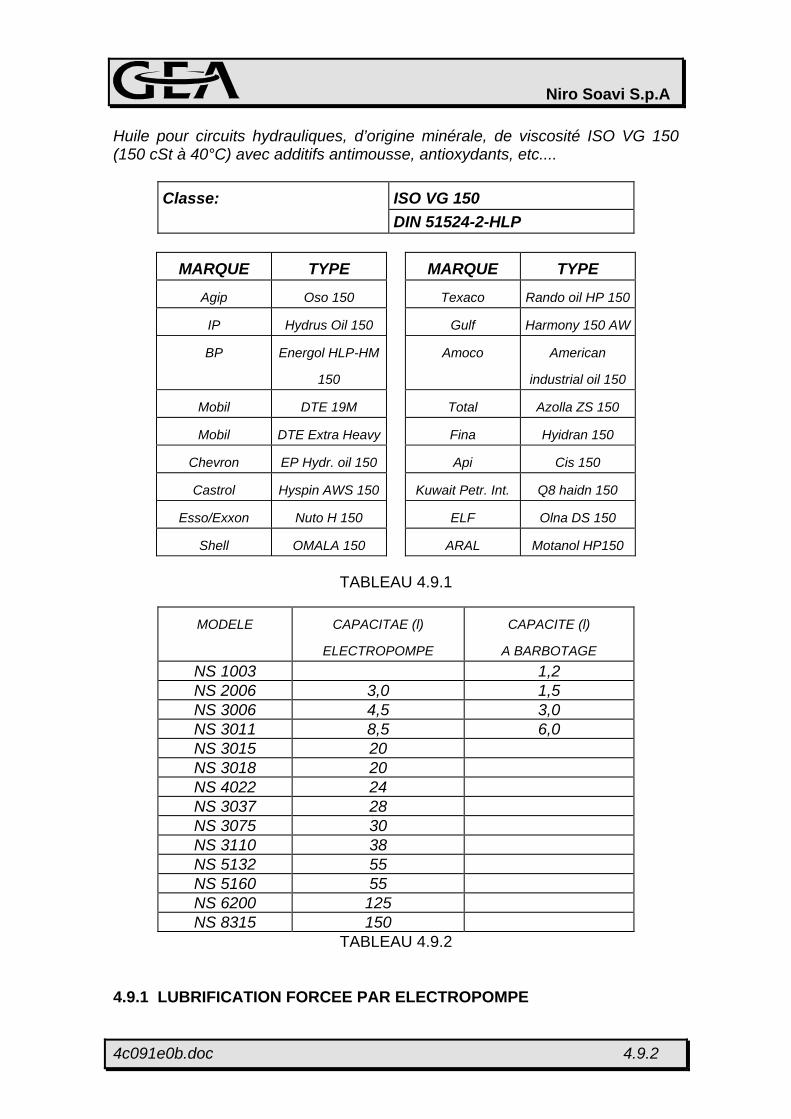
Niro Soavi S.p.A Huile pour circuits hydrauliques, d’origine minérale, de viscosité ISO VG 150 (150 cSt à 40°C) avec additifs antimousse, antioxydants, etc....
Classe: ISO VG 150 DIN 51524-2-HLP
MARQUE TYPE MARQUE TYPE
Agip Oso 150 Texaco Rando oil HP 150
IP Hydrus Oil 150 Gulf Harmony 150 AW
BP Energol HLP-HM
150
Amoco American
industrial oil 150
Mobil DTE 19M Total Azolla ZS 150
Mobil DTE Extra Heavy Fina Hyidran 150
Chevron EP Hydr. oil 150 Api Cis 150
Castrol Hyspin AWS 150 Kuwait Petr. Int. Q8 haidn 150
Esso/Exxon Nuto H 150 ELF Olna DS 150
Shell OMALA 150 ARAL Motanol HP150
TABLEAU 4.9.1
MODELE CAPACITAE (l)
ELECTROPOMPE
CAPACITE (l)
A BARBOTAGE NS 1003 1,2 NS 2006 3,0 1,5 NS 3006 4,5 3,0 NS 3011 8,5 6,0 NS 3015 20 NS 3018 20 NS 4022 24 NS 3037 28 NS 3075 30 NS 3110 38 NS 5132 55 NS 5160 55 NS 6200 125 NS 8315 150
TABLEAU 4.9.2
4.9.1 LUBRIFICATION FORCEE PAR ELECTROPOMPE
4c091e0b.doc 4.9.2

Niro Soavi S.p.A La lubrification forcée est réalisée à l’aide d’une unité de lubrification (CENTRALE) dotée d’un moteur électrique séparé, permettant d’obtenir le bon débit d’huile de lubrification et la bonne pression, même en cas de vitesse de rotation du vilebrequin réduite (machine à débit variable) Le circuit d’huile sous pression à l’intérieur du corps de transmission, réalisé à l’aide de tuyaux flexibles ou rigides, permet de lubrifier les coussinets principaux du vilebrequin, les coussinets en bronze de la bielle et les axes de bielle, afin de garantir un fonctionnement fiable de la machine et la longévité des surfaces de contact de coulissement du mécanisme à manivelle. La machine est équipée d’un manomètre situé sur son panneau frontal permettant le contrôle continu de la pression de lubrification et d’un pressostat de sécurité étalonné à 3 bars pour arrêter la machine en cas de pression de lubrification insuffisante. Le schéma du circuit de lubrification est reporté dans la Section 5 – CATALOGUE PIECES DETACHEES, tandis que la figure 4.9.1 représente un éclaté de l’unité de lubrification. La centrale de lubrification est composée des éléments suivants, illustrés sur la figure 4.9.2: − Moteur électrique (Z) − Joint d’accouplement avec le moteur (G) − Corps (C) avec soupape de by-pass (F) − Pompe à engrenages (D) − Réservoir (A) − Filtre en aspiration (B) Le filtre en aspiration est placé à l’intérieur du réservoir. Il est donc nécessaire de retirer l’ensemble du corps de la centrale pour pouvoir le démonter. Avant de démonter la centrale, vider l’huile se trouvant dans le corps. Nettoyer ou remplacer le filtre à chaque changement d’huile conformément aux indications du TABLEAU D’ENTRETIEN PERIODIQUE
ATTENTION: La soupape de by-pass (F) NE DOIT PAS ETRE DEMONTEE du corps (C). Pour le réglage de la pression de lubrification, se reporter aux instructions ci-dessous.
4c091e0b.doc 4.9.3
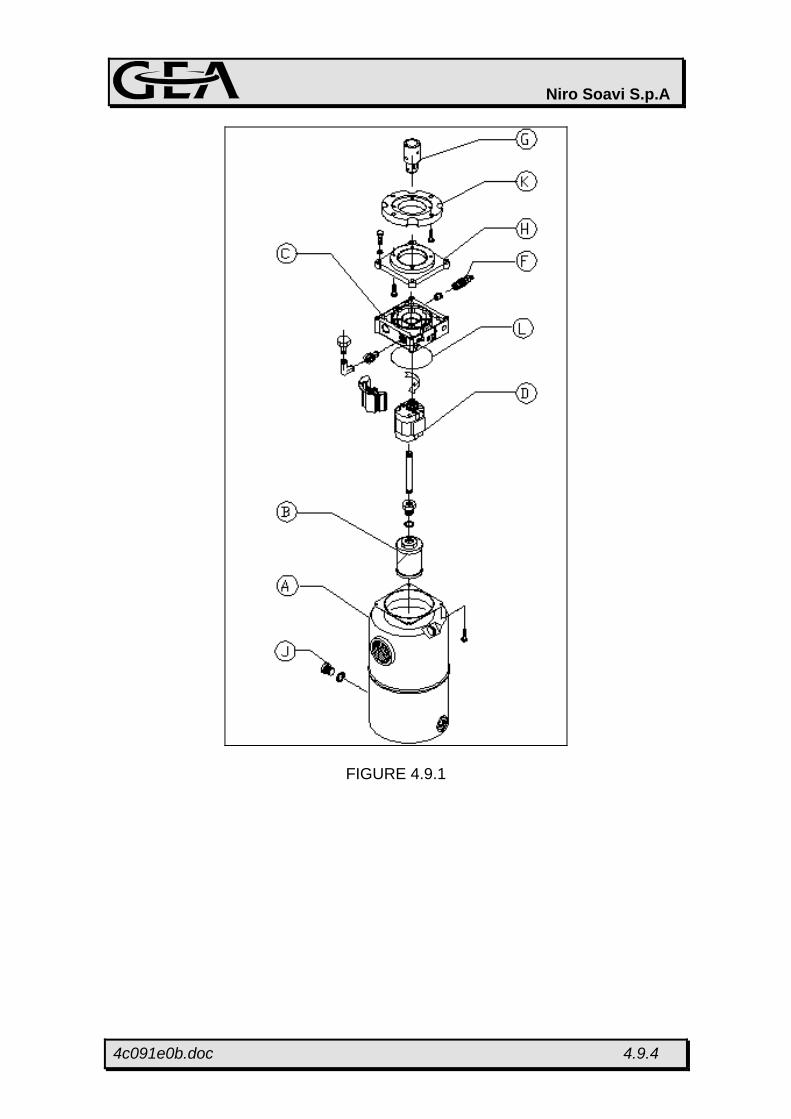
Niro Soavi S.p.A
FIGURE 4.9.1
4c091e0b.doc 4.9.4

Niro Soavi S.p.A CONTROLE DU NIVEAU Effectuer ce contrôle tous les jours avant de démarrer la machine. Vérifier que l’huile atteint le signe (reportant l’indication “OIL LEVEL”) placé sur le regard situé soit à l’intérieur de la machine sur le corps de transmission soit sur le panneau frontal de la machine. Le niveau d’huile doit être contrôlé avec la machine arrêtée depuis au moins 1 heure. Se reporter à la figure 4.9.3.
FIGURE 4.9.3
Le démarrage de la machine entraîne le remplissage du circuit et donc un abaissement normal du niveau d’huile pendant son fonctionnement. Si le niveau est inférieur au niveau requis, rajouter de l’huile à travers le goulot de remplissage orange situé à l’intérieur de la machine sur le couvercle du corps. Pour accéder au goulot de remplissage, retirer le panneau latéral de la machine.
4c091e0b.doc 4.9.5
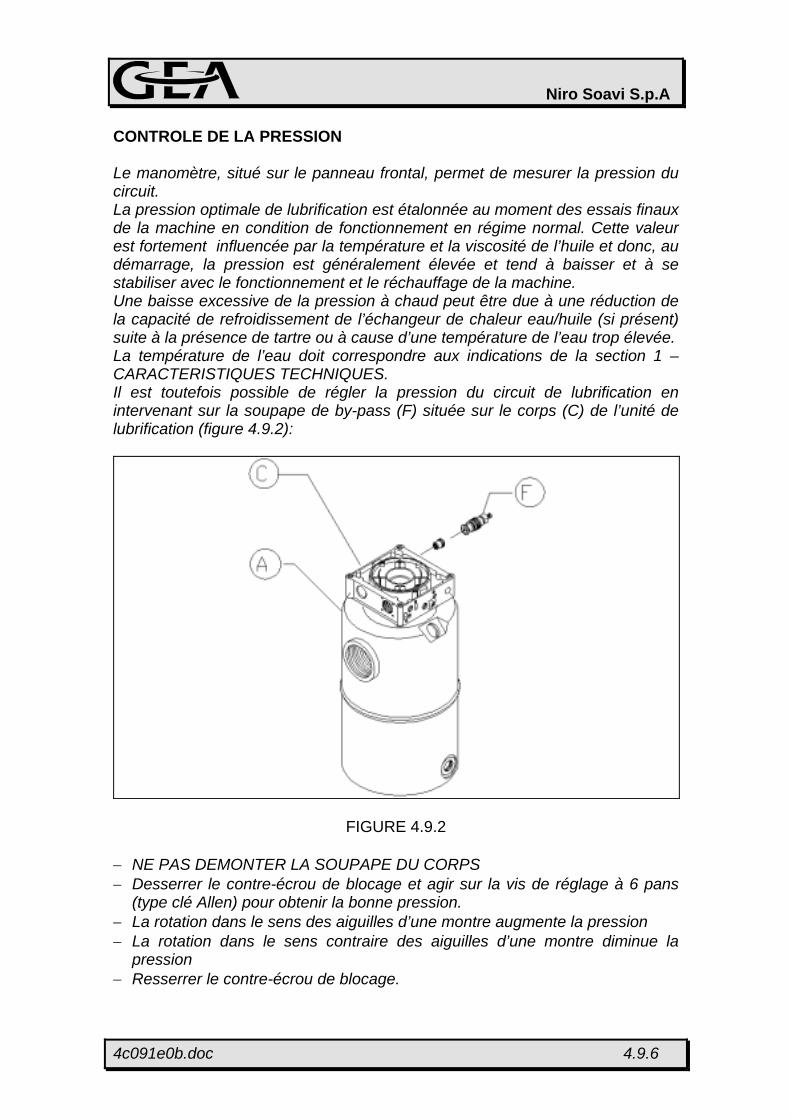
Niro Soavi S.p.A CONTROLE DE LA PRESSION Le manomètre, situé sur le panneau frontal, permet de mesurer la pression du circuit. La pression optimale de lubrification est étalonnée au moment des essais finaux de la machine en condition de fonctionnement en régime normal. Cette valeur est fortement influencée par la température et la viscosité de l’huile et donc, au démarrage, la pression est généralement élevée et tend à baisser et à se stabiliser avec le fonctionnement et le réchauffage de la machine. Une baisse excessive de la pression à chaud peut être due à une réduction de la capacité de refroidissement de l’échangeur de chaleur eau/huile (si présent) suite à la présence de tartre ou à cause d’une température de l’eau trop élevée. La température de l’eau doit correspondre aux indications de la section 1 – CARACTERISTIQUES TECHNIQUES. Il est toutefois possible de régler la pression du circuit de lubrification en intervenant sur la soupape de by-pass (F) située sur le corps (C) de l’unité de lubrification (figure 4.9.2):
FIGURE 4.9.2 − NE PAS DEMONTER LA SOUPAPE DU CORPS − Desserrer le contre-écrou de blocage et agir sur la vis de réglage à 6 pans
(type clé Allen) pour obtenir la bonne pression. − La rotation dans le sens des aiguilles d’une montre augmente la pression − La rotation dans le sens contraire des aiguilles d’une montre diminue la
pression − Resserrer le contre-écrou de blocage.
4c091e0b.doc 4.9.6
Niro Soavi S.p.A Ce réglage doit être effectué à chaud, avec une pression d’environ 5 à 6 bars.
ATTENTION: Une pression excessive peut endommager le circuit, spécialement pendant le démarrage à froid car le filtre à huile en refoulement pourrait d’être endommagé à cause de
la viscosité de l’huile et le moteur risquerait de travailler en surcharge ce qui déclencherait les protections électriques.
CHANGEMENT DE L’HUILE La périodicité du changement de l’huile est indiquée dans le TABLEAU D’ENTRETIEN PERIODIQUE” du chapitre 4.2. N’utiliser que le type d’huile indiqué dans le tableau 4.9.1. En vous reportant à la figure 4.9.1: − Placer un bac de récupération suffisamment grand pour contenir l’huile se
trouvant dans la machine comme indiqué dans le tableau 4.9.2 ; − Ouvrir le bouchon de remplissage situé sur le couvercle du corps ; − Ouvrir le robinet et le bouchon de vidange(J) et laisser l’huile s’évacuer ; − Quand toute l’huile est sortie, refermer le robinet et le bouchon de vidange
(J) et verser de l’huile neuve dans le goulot de remplissage ; − Contrôler le niveau d’huile à travers le regard ou la vitre.
ATTENTION: L’huile de lubrification est très polluante. Ne pas la jeter n’importe où ni dans les égouts mais la recueillir dans des récipients adaptés et l’éliminer selon la réglementation en vigueur.
4c091e0b.doc 4.9.7
Niro Soavi S.p.A EVACUATION DE LA VAPEUR D’EAU A l’intérieur du corps de transmission, en fonction des conditions climatiques et de fonctionnement, il est possible d’avoir une création de vapeur d’eau qu’il est nécessaire d’évacuer périodiquement afin d’éviter que l’eau ne se mélange à l’huile. L’évacuation de la condensation doit être faite avec la machine arrêtée depuis au moins 4 heures. Pour évacuer la condensation: − Placer un bac de la taille suffisante et ouvrir la soupape placée sous l’unité
de lubrification; − L’eau étant plus lourde que l’huile elle a tendance à se déposer sur le fond.
Dès que l’huile commence à sortir refermer la soupape ; − Contrôler le niveau d’huile et en rajouter si nécessaire. La présence d’eau peut également être due à des infiltrations d’eau de refroidissement des pistons à travers les joints d’étanchéité des pistons de guidage. Contrôler la surface des pistons et remplacer les garnitures des pistons de guidage en cas de pertes d’huile ou de présence d’eau dans l’huile, comme indiqué au paragraphe 4.8.1. REMPLACEMENT DES FILTRES Le nettoyage des filtres est une condition fondamentale du bon fonctionnement du circuit de lubrification. Remplacer ou nettoyer les filtres à chaque remplacement de l’huile de lubrification. Le filtre externe situé sur le refoulement est de type cartouche à usage unique « spin on». Le filtre situé sur l’aspiration à l’intérieur du réservoir d’huile, est de type à mailles (figure 4.9.1, pos. B). Si le filtre est de type “cartouche à usage unique”, le remplacer selon la fréquence indiquée dans le “Tableau d’entretien périodique”, Chapitre 4.2. Le filtre est doté d’une soupape de by-pass interne qui s’ouvre quand la perte de charge due à l’engorgement dépasse une valeur fixée, en by-passant l’élément filtrant. Pour remplacer le filtre à cartouche, vider préalablement le circuit de lubrification : − Retirer la cartouche filtre à l’aide de la clé en dotation; − Placer la nouvelle cartouche après avoir lubrifié avec de l’huile le joint
d’étanchéité. Le filtre placé sur l’aspiration à l’intérieur du réservoir d’huile ne possède pas de soupape de by-pass incorporée. En cas d’engorgement, il y a une augmentation de la perte de charge dans le filtre, ce qui entraîne un risque de cavitation dans la pompe à engrenages et l’intervention du pressostat.
4c091e0b.doc 4.9.8

Niro Soavi S.p.A La fréquence du nettoyage est indiquée dans le “Tableau d’Entretien Périodique”, Chapitre 4.2. Pour le nettoyage du filtre à mailles métalliques en aspiration (figure 4.9.1, pos. B): − Vider le réservoir d’huile en suivant la procédure décrite précédemment; − Retirer le réservoir (A) du corps(C) en desserrant les vis de fixation (B) du
réservoir ; − Dévisser le filtre (B) de la partie terminale du tuyau d’aspiration; − Le plonger dans un récipient contenant de l’essence ou un solvant pendant
environ 30 mn ; − Le nettoyer en envoyant de l’air comprimé dans la direction opposée à la
direction de filtrage (c’est à dire vers l’extérieur)
ATTENTION: Effectuer cette opération en faisant très attention, en vous protégeant le corps et les yeux contre les éclaboussures ; porter un masque filtre et ne pas inhaler les vapeurs. Rincer vos yeux à grande eau en cas de contact et consulter immédiatement un médecin.
ENTRETIEN DE L’ECHANGEUR A HUILE La machine est équipée d’un échangeur de chaleur eau/huile pour le refroidissement du lubrifiant qui ne demande, ,normalement, aucun entretien. En cas d’utilisation d’eau de refroidissement particulièrement dure, l’échangeur risque de s’entartrer ce qui réduirait son efficacité. Dans ce cas, remplacer l’échangeur si ce dernier n’est plus en mesure d’abaisser la température de l’huile (normalement la réduction de température entre l’entrée et la sortie de l’huile est comprise entre 5 et 10°C). Si l’échangeur est en acier inoxydable (en option) il est possible de le détartrer avec des produits spécifiques.
4c091e0b.doc 4.9.9

Niro Soavi S.p.A
4.10. CIRCUIT PNEUMATIQUE
Les machines avec commande pneumatique du groupe d’homogénéisation sont équipées d’un système pneumatique avec amortissement des pulsations à huile. La force d’actionnement nécessaire pour fermer la soupape d’homogénéisation et atteindre la pression d’exercice est fournie par un cylindre pneumatique ayant de l’air comprimé dans la chambre supérieure ; la partie inférieure du cylindre pneumatique est reliée au circuit d’amortissement à huile sous pression. Le circuit amortisseur n’est pas installé en cas de soupape d’homogénéisation à commande pneumatique de type NanoValve®. L’actionneur ne demande pas d’entretien périodique mais il est recommandé de le protéger des températures excessives (pouvant endommager les garnitures) et des fluides corrosifs, étant fabriqué en aluminium ou en matériau pas inoxydable. En cas de mauvais fonctionnement de l’actionneur nous conseillons de la remplacer ; il est néanmoins possible de commander au magasin pièces détachées de NIRO-SOAVI un kit de garnitures de rechange. Le circuit pneumatique existe en plusieurs versions; la figure 4.10.1 représente un schéma de base à un étage avec réglage manuel sur le panneau de contrôle de la machine. Le schéma du circuit pneumatique effectivement installé sur la machine est reporté dans la section 5 – CATALOGUE DES PIECES DETACHEES; se reporter également au flow-sheet (P&ID) reporté à la section1 – CARACTERISTIQUES TECHNIQUES.
4c101e0b.doc 4.10.1
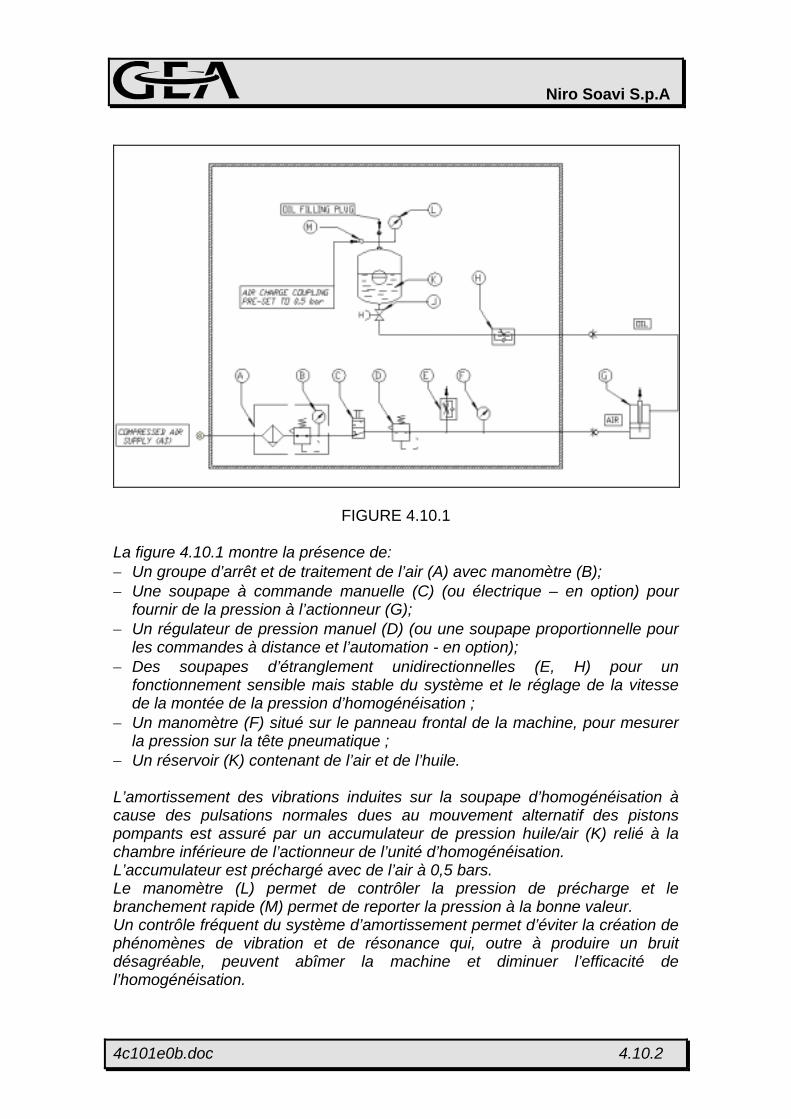
Niro Soavi S.p.A
FIGURE 4.10.1 La figure 4.10.1 montre la présence de: − Un groupe d’arrêt et de traitement de l’air (A) avec manomètre (B); − Une soupape à commande manuelle (C) (ou électrique – en option) pour
fournir de la pression à l’actionneur (G); − Un régulateur de pression manuel (D) (ou une soupape proportionnelle pour
les commandes à distance et l’automation - en option); − Des soupapes d’étranglement unidirectionnelles (E, H) pour un
fonctionnement sensible mais stable du système et le réglage de la vitesse de la montée de la pression d’homogénéisation ;
− Un manomètre (F) situé sur le panneau frontal de la machine, pour mesurer la pression sur la tête pneumatique ;
− Un réservoir (K) contenant de l’air et de l’huile. L’amortissement des vibrations induites sur la soupape d’homogénéisation à cause des pulsations normales dues au mouvement alternatif des pistons pompants est assuré par un accumulateur de pression huile/air (K) relié à la chambre inférieure de l’actionneur de l’unité d’homogénéisation. L’accumulateur est préchargé avec de l’air à 0,5 bars. Le manomètre (L) permet de contrôler la pression de précharge et le branchement rapide (M) permet de reporter la pression à la bonne valeur. Un contrôle fréquent du système d’amortissement permet d’éviter la création de phénomènes de vibration et de résonance qui, outre à produire un bruit désagréable, peuvent abîmer la machine et diminuer l’efficacité de l’homogénéisation.
4c101e0b.doc 4.10.2

Niro Soavi S.p.A Les opérations d’entretien ordinaire sur le circuit pneumatique sont les suivantes: − Vérifier périodiquement le niveau d’huile du système amortisseur à travers le
regard; − Vérifier la pression à l’intérieur du réservoir : la valeur correcte est de 0,5
bars lorsque la machine est arrêtée; − Pour le rajout éventuel, fermer la soupape d’arrêt (J) et ouvrir lentement le
bouchon supérieur du réservoir. Lorsque la dépressurisation est terminée, ajouter l’huile manquante ; les caractéristiques de l’huile hydraulique sont reportées dans le tableau 4.10.2
ATTENTION: Le réservoir contenant l’huile est pressurisé; L’ouvrir lentement en laissant sortir l’air sous pression se trouvant à l’intérieur, afin d’éviter des accidents.
− Refermer le bouchon et raccorder l’air comprimé au branchement rapide (M)
puis rétablir la pression de 0,5 bars à l’intérieur du réservoir. − Ouvrir, pour terminer, la soupape (J) et vérifier que la pression se maintient à
0,5 bars. La pression à l’intérieur du réservoir pressurisé ne doit pas dépasser les 0,6 bars lorsque la machine est arrêtée. L’huile de l’amortisseur ne doit pas être remplacé mais seulement maintenu au niveau. Si pendant les opérations de rajout d’huile et de pressurisation du réservoir, ou suite au démontage du groupe d’homogénéisation, et donc au débranchement des tuyaux, il y a création de bulles d’air dans le circuit d’huile, les éliminer en actionnant plusieurs fois de suite l’interrupteur pneumatique (C) avec la machine arrêtée et le régulateur dans une position permettant le passage de l’air. La présence de bulles d’air ne gêne pas le fonctionnement du système même si elle réduit, parfois, l’action d’amortissement. Le réglage de la soupape d’étranglement sur le circuit (E, H) permet de régler la vitesse d’entrée de la pression d’homogénéisation. Normalement, l’étalonnage est effectué au moment des essais de mise en service de la machine afin d’éviter une montée trop rapide de la pression pouvant provoquer l’ouverture de la soupape de surpression. Avant de modifier la valeur de l’étalonnage, noter la valeur indiquée sur l’échelle graduée afin de la rétablir si la modification était inefficace. La fermeture de la soupape (H) provoque le ralentissement de la montée en pression et son ouverture un réglage plus rapide. ATTENTION: L’huile usée est très polluante. Ne pas la jeter n’importe où ni dans les égouts mais la recueillir dans des récipients adaptés et L’éliminer selon la réglementation en vigueur .
4c101e0b.doc 4.10.3

Niro Soavi S.p.A
Classe: ISO VG 32
DIN 51524-2-HLP
MARQUE TYPE MARQUE TYPE Agip
Oso 32 Texaco Rando oil HP 32
IP
Hydrus Oil 32 Gulf Harmony 32 AW
Shell Tellus V 32 Amoco American industrial oil 32
Mobil DTE 24 Total Azolla ZS 32
BP Energol HLP 32 Fina Hyidran 32
Chevron EP Hydr. oil 32 Api CIS 32
Castrol Hyspin AWS 32 Kuwait Petr. Int.
Q8 haidn 32
Esso/Exxon Nuto H 32 ELF Olna DS 32
TABLEAU 4.10.2
4.10.1 CIRCUIT PNEUMATIQUE AVEC REGLAGE MANUEL LOCAL
Le circuit pneumatique avec réglage manuel local permet de régler la pression d’homogénéisation du panneau de commande frontal de la machine grâce à un régulateur pneumatique et un interrupteur pneumatique. Ces composants ne nécessitent aucun entretien particulier. En cas de mauvais fonctionnement, nous conseillons de les remplacer.
4c101e0b.doc 4.10.4

Niro Soavi S.p.A 4.10.2 CIRCUIT PNEUMATIQUE AVEC REGLAGE MANUEL A DISTANCE
Le circuit pneumatique avec réglage manuel à distance utilise une électrovalve proportionnelle (ou convertisseur électro-pneumatique) pour le réglage de la pression d’homogénéisation. L’électrovanne demande un signal d’entrée 4-20 mA de pilotage en rampe, isolé et amplifié, avec les connexions électriques indiquées sur le schéma de la figure 4.10.3.
FIGURE 4.10.3 Reportez-vous néanmoins toujours au schéma électrique fourni dans ce manuel indiquant la numérotation des terminaux du bornier pour les connexions. Les éventuels problèmes de fonctionnement peuvent être dus à : - De mauvaises connexions électriques: vérifier qu’elles correspondent au
schéma fourni; - Une pression d’air d’alimentation insuffisante (pression minimum requise 7,5
bars) ; - Une présence d’humidité ou d’huile résiduelle dans l’air utilisé (éliminer) ; - Un signal électrique pas assez puissant (spécialement en cas de
raccordement direct au terminal programmable) ; installer un amplificateur de signal.
L’électrovalve proportionnelle est testée et étalonnée pendant les essais de mise en service de la machine. L’étalonnage concerne le champ de sortie du
4c101e0b.doc 4.10.5
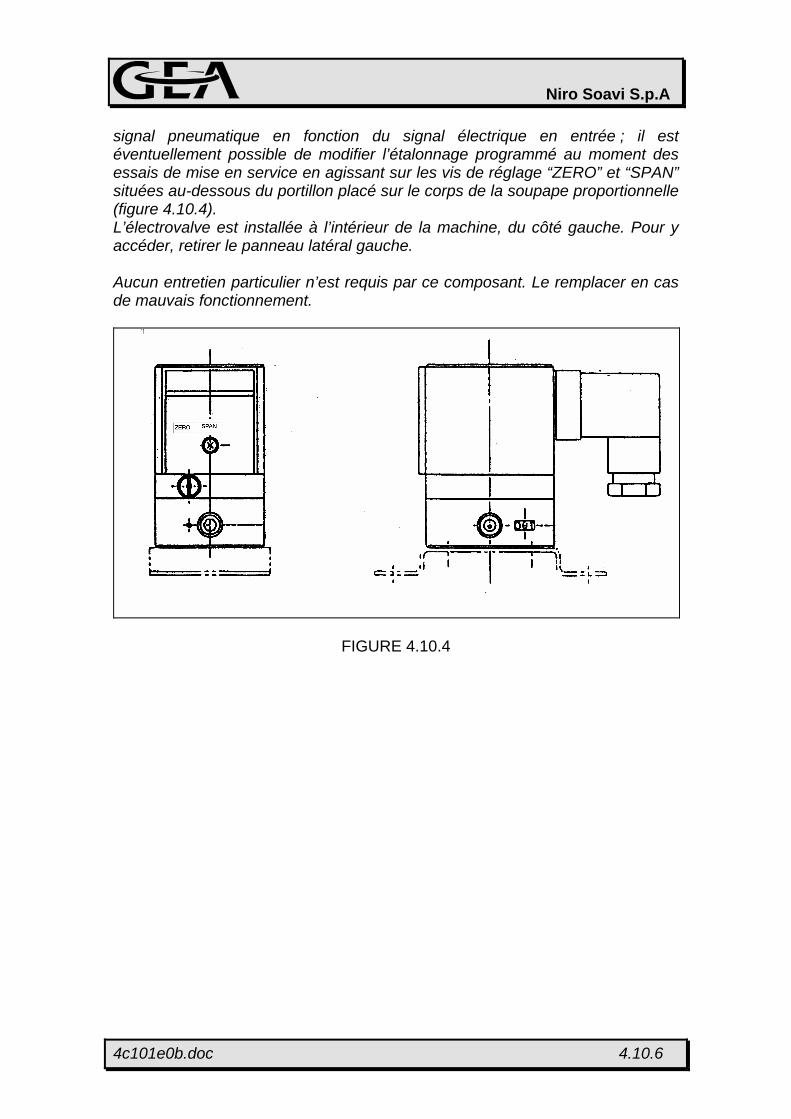
Niro Soavi S.p.A signal pneumatique en fonction du signal électrique en entrée ; il est éventuellement possible de modifier l’étalonnage programmé au moment des essais de mise en service en agissant sur les vis de réglage “ZERO” et “SPAN” situées au-dessous du portillon placé sur le corps de la soupape proportionnelle (figure 4.10.4). L’électrovalve est installée à l’intérieur de la machine, du côté gauche. Pour y accéder, retirer le panneau latéral gauche. Aucun entretien particulier n’est requis par ce composant. Le remplacer en cas de mauvais fonctionnement.
FIGURE 4.10.4
4c101e0b.doc 4.10.6

Niro Soavi S.p.A
4.11. INSTALLATION ASEPTIQUE
La machine étant en version SANITAIRE, NE POSSEDE PAS d'installation aseptique.
4c112e0b.doc 4.11.1

Niro Soavi S.p.A
SECTION 5
CATALOGUE PIECES DETACHEES –
TABLE DES MATIERES
5.1. UTILISATION DU CATALOGUE DES PIECES DETACHEES
5.2. COMMENT COMMANDER DES PIECES DETACHEES
5.3. PIECES DETACHEES CONSEILLEES
5.4. BOITE A OUTILS
5.5. LISTE DES PIECES DETACHEES ET DESSINS D’ENSEMBLE
5C001E0B.DOC 5.1.0
Niro Soavi S.p.A
5.1. UTILISATION DU CATALOGUE DES PIECES DETACHEES
Pour maintenir le niveau de qualité et le bon fonctionnement des machines NIRO SOAVI, il est impératif de n’utiliser que des pièces détachées originales. L’utilisation de pièces détachées non-originales entraîne la déchéance immédiate de la garantie Ce catalogue indique la procédure à suivre pour commander des pièces détachées, en identifiant les composants sur les dessins fournis et sur les légendes.
5C001E0B.DOC 5.1.1

Niro Soavi S.p.A
5.2. COMMENT COMMANDER DES PIECES DETACHEES
Les pièces détachées peuvent être commandées directement au S.A.V. NIRO SOAVI ou à n’importe quel représentant ou distributeur autorisé NIRO SOAVI qui conseillera le client et transmettra sa commande dans les meilleurs délais. Le client doit préciser au moment de la commande: • Le NUMERO DE MATRICULE de la machine • Le n° de code du composant • Eventuellement, une brève description du composant pour faciliter son
identification • La quantité souhaitée • Eventuellement, le n° de référence sur le dessin d’ensemble reporté dans le
CATALOGUE PIECES DETACHEES • Le moyen de transport ou le type d’envoi souhaité, si aucune indication n’est
donnée NIRO SOAVI utilisera le moyen de transport le meilleur à sa propre discrétion.
• L’urgence de la livraison, qui peut avoir une incidence sur le coût du transport
• Le lieu de livraison exact et le nom de la personne de référence. Pour commander des pièces détachées ou demander un devis, utiliser le formulaire standard ci-joint. Le photocopier et l’expédier par fax.
5C001E0B.DOC 5.2.1
Niro Soavi S.p.A
FORMULAIRE DE COMMANDE DE PIECES DETACHEES ORIGINALES NIRO SOAVI
A:
Fax N°.
De la part de:
Nom:
N° fax / réponse
e-mail:
Modèle:
N° série
! URGENT ! DEVIS ! N° commande
Code composant Quantité Description
Mode d’expédition
5C001E0B.DOC 5.2.2

Niro Soavi S.p.A
5.3. PIECES DETACHEES CONSEILLEES
. Pour limiter au maximum les interruptions de production et les temps d’entretien et de réparation de la machine, nous conseillons de stocker dans votre magasin une série de pièces détachées correspondant aux composants normalement sujets à usure. La disponibilité des pièces détachées doit être déterminée en fonction de vos besoins de production et de l’importance d’éviter les arrêts prolongés de la machine pour cause de manque de pièces détachées. En particulier, le remplacement intempestif des valves d’homogénéisation permet de maintenir l’efficacité de l’homogénéisation et donc la qualité du produit traité. La disponibilité des pièces détachées auprès du magasin central NIRO SOAVI ou des distributeurs ne peut pas être absolument garantie. Il y a toujours un risque d’indisponibilité du matériel ou des contraintes liées aux temps d’expédition. En effet les délais de livraison sont incertains car il y a toujours des impondérables tels que les temps de dédouanement ou la perte éventuelle de la cargaison. NIRO SOAVI décline toute responsabilité en ce qui concerne les éventuels retards dus à l’expédition des pièces détachées. Par expérience, nous vous proposons ci-après, une liste des pièces détachées que nous recommandons d’avoir toujours en magasin: • Une série complète de garnitures, deux en cas de têtes à haute pression
VHP • Deux séries de garnitures d’étanchéité, comprenant paquets de rondelles et
d’anneaux anti-extrusion • Un ou deux pistons pompants, s’ils sont en céramique • Un set de valve d’homogénéisation pour chaque étage (pour
homogénéisateurs) • Une série de bille et de sièges de soupapes, pour les têtes à haute pression
VHP • Une série de sièges et de soupapes pompantes en cas d’utilisation de la
machine avec des produits abrasifs • Une série de ressorts pour soupapes pompantes • Un manomètre pour la tête • Des sièges et des billes pour la soupape de sécurité • Des filtres à huile • Un jeu de garnitures pour les pistons de guidage
5C001E0B.DOC 5.3.1

Niro Soavi S.p.A • Un pare-huile pour vilebrequin. Outre les opérations d’entretien ordinaire indiquées dans la Section 4 – ENTRETIEN, nous joignons un tableau résumant les contrôles sur la machine, fort utile, car il indique les pièces détachées à préparer pour chaque opération d’entretien.
5C001E0B.DOC 5.3.2

Niro Soavi S.p.A
5C001E0B.DOC 5.3.3
NIRO SOAVI - CHECKLIST /CONTROLE DE LA MACHINE
Type de machine : N° série
Heures de travail : Date :
Contrôler
d Remplacer
d Contrôler
d Remplacer
d 1 Tête de compression 34 Transmission 2 Soupapes d’aspiration 35 Motorisation principale 3 Ressorts soup. aspiration 36 Motorisation auxiliaire 4 Sièges soup. aspiration 37 Transmission
5 Soupapes de refoulement 38Kit de fixation carter transm.
6 Ressorts soup. refoul. 39 Jauge carter transmission 7 Sièges soup. refoul. 40 Courroies 8 Joints d’étanchéité 41 Poulies 9 Pistons 42 Circuit hydraulique 10 Garnitures des pistons 43 Filtre à eau 11 Soupape de securitè 44 Vanne à eau à solénoïde
12 Groupe d'homogénéisation. 45 Contrôle évacuation eau
13 Tête de passage 1° étage 46 14 Anneau de percuss. 1° et. 47 Circuit de lubrification 15 Tête de percussion 1° ét. 48 Unité de lubrification 16 Garnitures 1°étage 49 Pompa à vilebrequin 17 Tête de passage 2° étage 50 Ech. / chaleur (huile/eau) 18 Anneau de percuss. 2° et. 51 Filtre à huile/aspiration 19 Tête de percussion 2° ét. 52 Filtre à huile / refoulement 20 Garnitures 2°étage 53 Evacuation condensat 21 54 Garnitures 22 55 Jauge à huile 23 56 Contrôle canalisations huile 24 Corps de transmission 58 Contrôle syst. amortisseur 25 Vilebrequin 59 Régul. Press. Filtre/air 26 Bielle 60 Accessoires 27 Guide pistons 61 Serrage des écrous 28 Couissinet de Bielle 62 Serrage des pistons 29 Coussinet en bronze princ. 63 Manomètres 30 Chevilles 64 Circuit aseptique 31 Paliers 65 Echang. Chaleur vapeur 32 Garnitures 66 Soupape vapeur 33 Pares-huiles 67 Garnit. chambres asept.
Notes:

Niro Soavi S.p.A
5.4. BOITE A OUTILS
La fourniture de la machine comprend également une série de clés et d’outils nécessaires aux opérations d’entretien ordinaire, ainsi que des outils spéciaux pour le montage et le démontage des pistons et des paquets d’étanchéité, si nécessaire. Le jeu de clés NE COMPREND PAS les éventuelles clés dynamométriques dont nous conseillons l’utilisation pour le serrage des écrous et des goujons filetés afin de respecter les couples de serrage indiqués à la Section 4 – ENTRETIEN. La boîte à outils comprend un jeu de garnitures de rechange de base En annexe vous trouverez la liste des clés fournies pour l’entretien ordinaire de la machine.
5C001E0B.DOC 5.3.4
Niro Soavi S.p.A
5.5. LISTE DES PIECES DETACHEES ET DESSINS D’ENSEMBLE
Vous trouverez en annexe des dessins d’ensemble et la liste des composants et des pièces détachées de la machine. Le premier code de chaque liste de pièces détachées correspond au dessin d’ensemble auquel appartiennent les composants.
5C001E0B.DOC 5.4.1

Rev.0
Item Description Description Qty Part Code1 TESTATA DI COMPRESSIONE ASS. DES DE ENS.TETE DE COMPRESSION 1 20693-22 TESTATA DI COMPRESSIONE TETE DE COMPRESION 1 0127560-93 PRIGIONIERO PRISONNIER 18 01184274 PRIGIONIERO PRISONNIER 8 01178586 SEDE VALVOLA SIEGE DE SOUPAPE 6 01228187 VALVOLA SOUPAPE 6 1900338 MOLLA RESSORT 3 01114379 MOLLA RESSORT 3 011143710 COPERCHO VALVOLA COUVERCLE DE SOUPAPE 6 012756111 RONDELLA RONDELLE 3 011967912 ANELLO BAGUE 3 011968013 PACCHETTO PISTONE GARNITURE DE PISTON 3 415118535114 CODICE NON PRESENTE CODE ABSENT - -15 DISTANZIERE PACCHETTO ENTRETOISE 3 012047516 ANELLO BAGUE 3 140067V17 ANELLO ANTIESTRUSIONE BAGUE ANTIEXTRUSION 3 013469118 FLANGIA BRIDE 3 013468919 DADO ECROU 12 76001220 GUARNIZIONE GARNITURE 1 140061V21 GUARNIZIONE GARNITURE 1 14009622 ANELLO ANTIESTRUSIONE BAGUE ANTIEXTRUSION 2 012414223 FLANGIA BRIDE 2 0126985-924 DADO ECROU 12 012059833 PISTONE PISTON 3 010924334 PRIGIIONIERO PRISONNIER 4 010462335 SPINA EPINE 2 011200836 DADO ECROU 4 010426237 GUARNIZIONE GARNITURE 2 14001339 TAPPO BOUCHON 1 010112640 CAPPUCCIO GUIDA MOLLA CAPOUCHON 6 011891541 RIDUZIONE REDUCTION 3 011806144 ANELLO BAGUE 3 012066745 GUARNIZIONE GARNITURE 2 140061V
A COMPLETAMENTO POUR CPMPLETEMENT- ANELLO ANTIESTRUSIONE BAGUE ANTIEXTRUSION 3 0134690
SPARES_1943 .xls TETE DE COMPRESSION

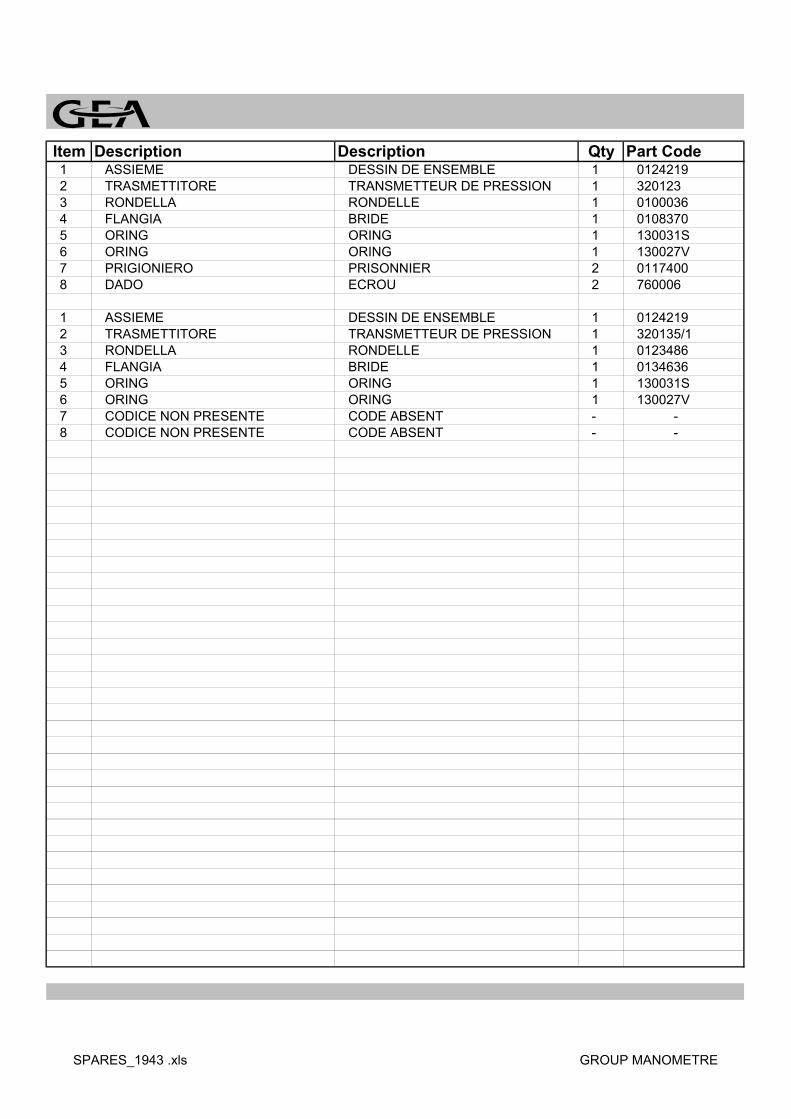
Item Description Description Qty Part Code1 ASSIEME DESSIN DE ENSEMBLE 1 01242192 TRASMETTITORE TRANSMETTEUR DE PRESSION 1 3201233 RONDELLA RONDELLE 1 01000364 FLANGIA BRIDE 1 01083705 ORING ORING 1 130031S6 ORING ORING 1 130027V7 PRIGIONIERO PRISONNIER 2 01174008 DADO ECROU 2 760006
1 ASSIEME DESSIN DE ENSEMBLE 1 01242192 TRASMETTITORE TRANSMETTEUR DE PRESSION 1 320135/13 RONDELLA RONDELLE 1 01234864 FLANGIA BRIDE 1 01346365 ORING ORING 1 130031S6 ORING ORING 1 130027V7 CODICE NON PRESENTE CODE ABSENT - -8 CODICE NON PRESENTE CODE ABSENT - -
SPARES_1943 .xls GROUP MANOMETRE
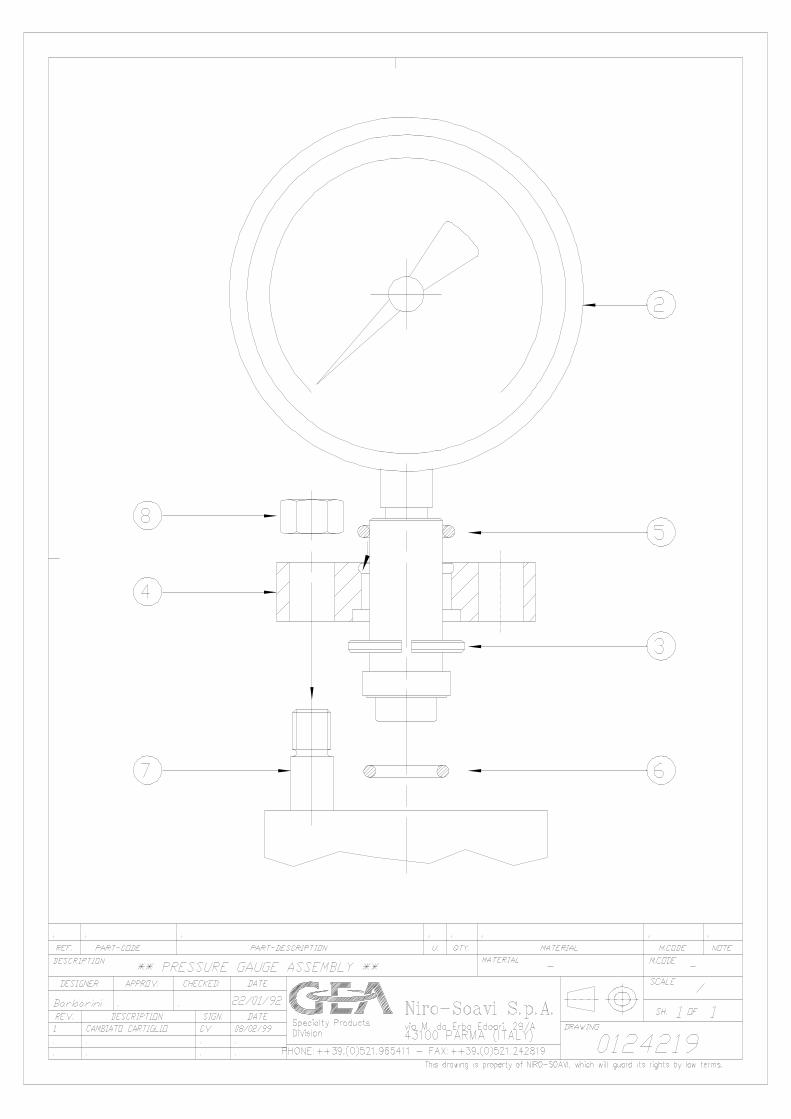

Item Description Description Qty Part Code1 MISIURATORE PRESSIONE MESUREUR DE PRESSION 1 20208-12 TRASDUTTORE TRANSDUTTEUR 1 BN00113 DISTANZIERE ENTROTOISE 1 01204744 FLANGIA BRIDE 1 01204735 GIUNTO JOINT 1 130027V6 PRIGIONIERO PRISSONIER 2 01184277 DADO ECROU 2 760012
SPARES_1943 .xls MESUREUR DE PRESSION


Item Description Description Qty Part Code1 GRUPPO OMOGENEIZZANTE GROUP DE HOMOGENIZACION 1 0120509-12 SUPPORTO SUPPORT 1 01204923 PISTONE PISTON 1 01180914 GUARNIZIONE GARNITURE 1 1400075 GUARNIZIONE GARNITURE 2 1400336 FLANGIA BRIDE 1 01156297 GUARNIZIONE GARNITURE 1 1300318 TAPPO BOUCHON 1 2601499 VITE VIS 1 69TCE6X2510 MOLLA RESSORT 1 010031811 GUARNIZIONE GARNITURE 1 140063V12 BRONZINA COUSSINET EN BRONZE 1 011646913 GUARNIZIONE GARNITURE 1 140063V14 ANELLO BAGUE 1 010896815 GUARNIZIONE GARNITURE 1 130009V16 SEEGER SEEGER 1 010088217 TESTINA D'URTO TETE DE CHOQUE 1 012048818 CAMERA OMOGENEIZZANTE CHAMBRE DE HOMOGENIZACION 1 012049919 CONTENITORE ANELLO D'URTO CONTENEUR BAGUE DE CHOQUE 1 011969320 ANELLO D'URTO BAGUE DE CHOQUE 1 011708121 GUARNIZIONE GARNITURE 1 140081V22 TESTINA DI PASSAGGIO TETE DE 1 012699523 PRIGIONIERO PRISONNIER 4 012049824 DADO ECROU 4 76001325 SUPPORTO SUPPORT 1 011751726 PISTONE PISTON 1 011735227 GUARNIZIONE GARNITURE 1 14000728 GUARNIZIONE GARNITURE 2 14003329 FLANGIA BRODE 1 011562930 GUARNIZIONE GARNITURE 1 13003131 TAPPO BOUCHON 1 26014932 TAPPO BOUCHON 1 26014933 VITE VIS 1 69TCE6X2534 MOLLA RESSORT 1 010031835 GUARNIZIONE GARNITURE 1 140063V36 BRONZINA COUSSINET EN BRONZE 1 011646937 GUARNIZIONE GARNITURE 1 14002538 ANELLO BAGUE 1 010896839 GUARNIZIONE GARNITURE 1 130009V40 SEEGER SEEGER 1 010088241 TESTINA D'URTIO TETE DE CHOQUE 1 012050842 CAMERA OMOGENEIZZANTE CHAMBRE DE HOMOGENIZACION 1 012050043 ANELLO BAGUE 1 012051044 TESTINA DI PASSAGGIO TETE DE PASSAJE 1 012050445 GUARNIZIONE GARNITURE 1 140083V46 GUARNIZIONE GARNITURE 1 140033V47 PRIGIONIERO PRISONNIER 4 010031648 DADO ECROU 4 76000649 ANELLO ANTIESTRUSIONE BAGUE ANTIEXTRUSION 1 012414250 GUARNIZIONE GARNITURE 1 140061V
SPARES_1943 .xls GROUP DE HOMOGENIZACION 1 ETAGE


Item Description Description Qty Part Code1 GRUPPO OMOGENEIZZANTE GROUP DE HOMOGENIZACION 1 0120509-12 SUPPORTO SUPPORT 1 01204923 PISTONE PISTON 1 01180914 GUARNIZIONE GARNITURE 1 1400075 GUARNIZIONE GARNITURE 2 1400336 FLANGIA BRIDE 1 01156297 GUARNIZIONE GARNITURE 1 1300318 TAPPO BOUCHON 1 2601499 VITE VIS 1 69TCE6X2510 MOLLA RESSORT 1 010031811 GUARNIZIONE GARNITURE 1 140063V12 BRONZINA COUSSINET EN BRONZE 1 011646913 GUARNIZIONE GARNITURE 1 140063V14 ANELLO BAGUE 1 010896815 GUARNIZIONE GARNITURE 1 130009V16 SEEGER SEEGER 1 010088217 TESTINA D'URTO TETE DE CHOQUE 1 012048818 CAMERA OMOGENEIZZANTE CHAMBRE DE HOMOGENIZACION 1 012049919 CONTENITORE ANELLO D'URTO CONTENEUR BAGUE DE CHOQUE 1 011969320 ANELLO D'URTO BAGUE DE CHOQUE 1 011708121 GUARNIZIONE GARNITURE 1 140081V22 TESTINA DI PASSAGGIO TETE DE 1 012699523 PRIGIONIERO PRISONNIER 4 012049824 DADO ECROU 4 76001325 SUPPORTO SUPPORT 1 011751726 PISTONE PISTON 1 011735227 GUARNIZIONE GARNITURE 1 14000728 GUARNIZIONE GARNITURE 2 14003329 FLANGIA BRODE 1 011562930 GUARNIZIONE GARNITURE 1 13003131 TAPPO BOUCHON 1 26014932 TAPPO BOUCHON 1 26014933 VITE VIS 1 69TCE6X2534 MOLLA RESSORT 1 010031835 GUARNIZIONE GARNITURE 1 140063V36 BRONZINA COUSSINET EN BRONZE 1 011646937 GUARNIZIONE GARNITURE 1 14002538 ANELLO BAGUE 1 010896839 GUARNIZIONE GARNITURE 1 130009V40 SEEGER SEEGER 1 010088241 TESTINA D'URTIO TETE DE CHOQUE 1 012050842 CAMERA OMOGENEIZZANTE CHAMBRE DE HOMOGENIZACION 1 012050043 ANELLO BAGUE 1 012051044 TESTINA DI PASSAGGIO TETE DE PASSAGE 1 012050445 GUARNIZIONE GARNITURE 1 140083V46 GUARNIZIONE GARNITURE 1 140033V47 PRIGIONIERO PRISONNIER 4 010031648 DADO ECROU 4 76000649 ANELLO ANTIESTRUSIONE BAGUE ANTIEXTRUSION 1 012414250 GUARNIZIONE GARNITURE 1 140061V
SPARES_1943 .xls GROUP DE HOMOGENIZACIO 2 ETAGE
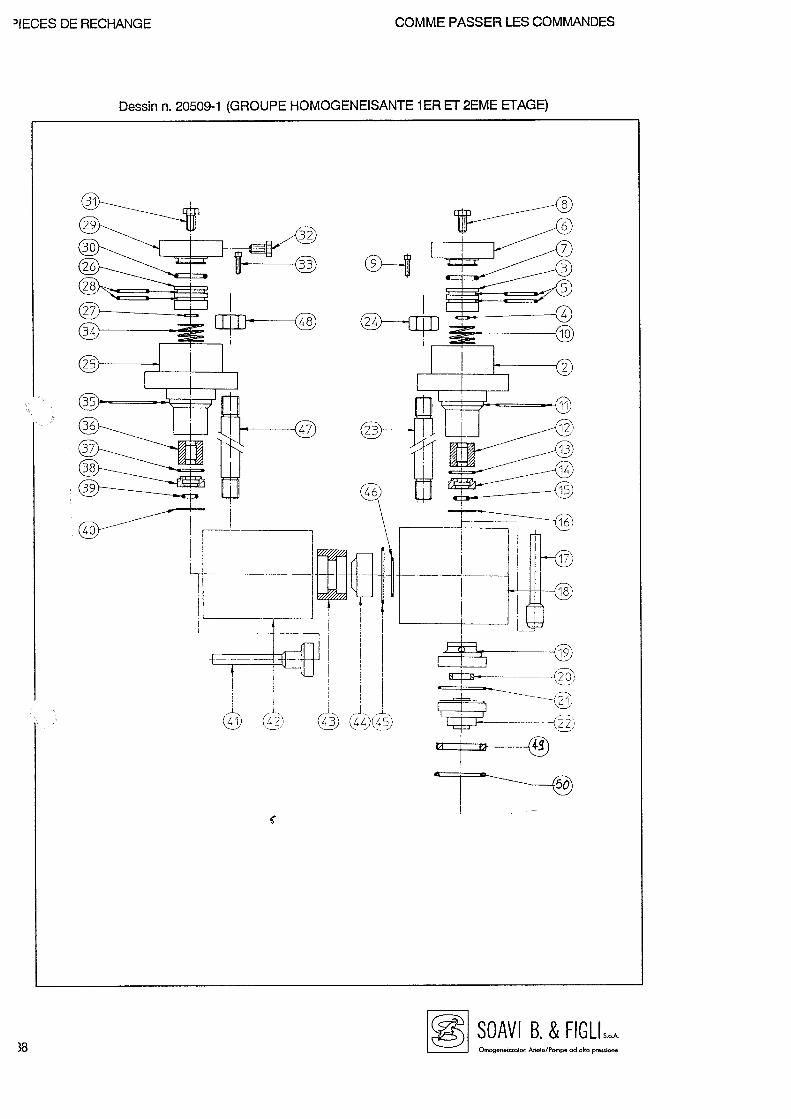

Item Description Description Qty Part Code- CORPO DI TRASMISSIONE CORP DE TRASMISSION 1 129891 CORPO POMPA CORP POMPE 1 0113/8072-31 CORDINO CORDE 6300053 SPINA EPINE 24-5 BIELLA BIELLE 3 01037066 BRONZINA COUSSINET EN BRONZE 3 01123359 BRONZINA COUSSINET EN BRONZE 3
10-15 PISTONE PISTON 3 011679811 SPINOTTO AXE 3 250019
12-13 RONDELLA RONDELLE 6 011259714 SPINA EPINE 3
16-19 ANELLO BAGUE 6 18007217 GIUNTO JOINT 3 14014618 FLANGIA BRIDE 320 PARASPRUZZI GARDE HUILE 3 010437221 ALBERO A GOMITI VILLEBREQUIN 1 010652522 LINGUETTA CLAVETTE 1 010514023 CUSCINETTO COUSSINET 1 22012025 GIUNTO JOINT 1 14031326 FLANGIA BRIDE 1
28-29 BRONZINA COUSSINET EN BRONZE 2 010416630 SUPPORTO SUPPORT 2 011337433 BOCCOLA BOUCLE 4 011233834 TAPPO BOUCHON 135 COPERCHIO CORPO COUVERCLE CORP 1 010485237 GIUNTO JOINT 1 14031338 CUSCINETTO COUSSINET 1 22012040 GIUNTO JOINT 2 14002341 GIUNTO JOINT 1 14001142 CARTER CARTER 1 011442243 GIUNTO JOINT 2 14010544 FLANGIA BRIDE 254 CORONA COURONNE 1 011048055 DISCO DISQUE 1 011294457 RONDELLA RONDELLE 1 0105139
60-46 CORDINO CORDE 63000561 COPERCHIO CARTER COUVERCLE CARTER 1 010571563 DISTANZIERE ENTRETOISE 164 CATENA CHAIN 1 38003665 PIGNONE PIGNON 1 011061266 DISTANZIERE ENTRETOISE 167 CUSCINETTO COUSSINET 1 22011968 RONDELLA RONDELLE 170 GIUNTO JOINT 1 14013874 GIUNTO JOINT 1 14013876 CUSCINETTO COUSSINET 1 22011979 CUSCINETTO COUSSINET 1 22011380 GIUNTO JOINT 1 14013883 ANELLO TENUTA ETANCHEITE HUILE 1 18007785 ALBERO RIDUTTORE ARBRE REDUCTEUR 1 011061687 PULEGGIA POULIE 1 011097988 RONDELLA RONDELLE 1
SPARES_1943 .xls CORP DE TRASMISSION


Item Description Description Qty Part Code- MOTORIZZAZIONE MOTORIZZACION1 MOTORE MOTEUR 1 MA4124B12 CINGHIA CORROIES 6 40SPC3000
SPARES_1943 .xls TRASMISSION
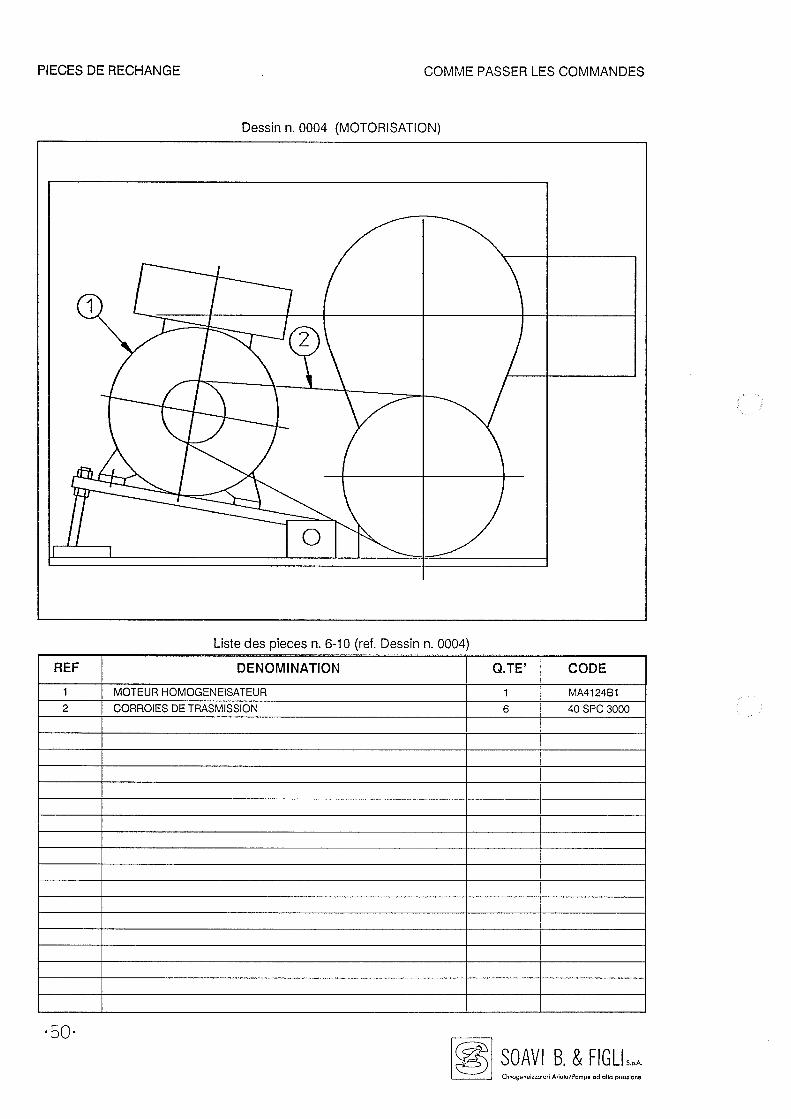

Item Description Description Qty Part Code- TRADUTTORE PRESSIONE CONTROLE DE PRESSION 1 206941 TRASDUTTORE TRANSDUCTEUR 2 BN01042 GIUNTO JOINT 2 140043V3 MORSETTO ETAU 2 3501304 RACCORDO RACCORD 2 0120521
SPARES_1943 .xls TRANSDUCTEUR
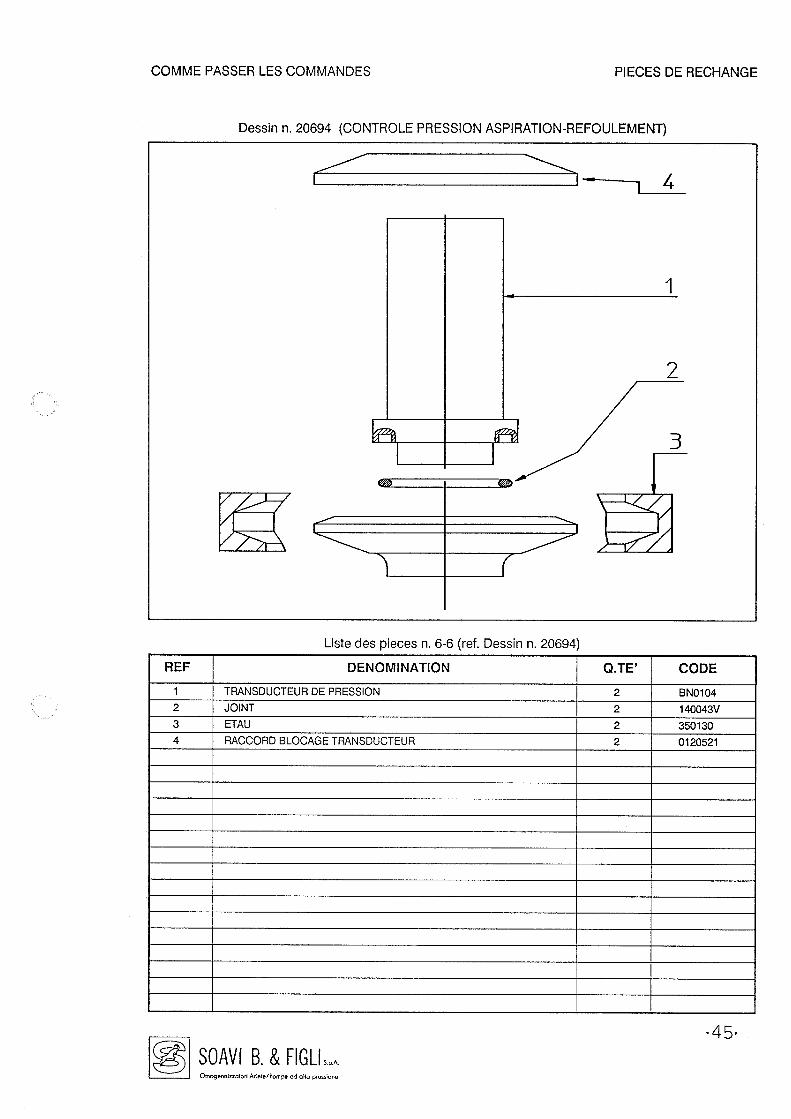

Item Description Description Qty Part Code1 ASS. IMPIANTO PNEUMATICO EQUIPMENT PNEUMATIQUE 1 01346752 NIPPLO NIPPLE 1 2611483 RONDELLA ERONDELLE 1 6800444 RIDUTTORE PRESSIONE REDUCTEUR DE PRESSION 2 3902505 MANOMETRO MANOMETRE 2 3200816 DISOLEATORE EXTRACTEUR HUILE 1 3902517 BLOCCHETTO BLOQUE 1 2602508 CODICE NON PRESENTE CODE ABSENT - -9 REGOLATORE DI PRESSIONE REGOLATEUR DE PRESION 1 39027010 ELETTROVALVOLA ELECTROSOUPAPE 3 39026211 ELETTROVALVOLA ELECTROSOUPAPE 2 39023012 DOSATORE DOSEUR 4 39004613 MANOMETRO MANOMETRE 2 32036114 RIDUTTORE PRESSIONE REDUCTEUR DE PRESSION 2 390267
SPARES_1943 .xls EQUIMENT PNEUMATIQUE
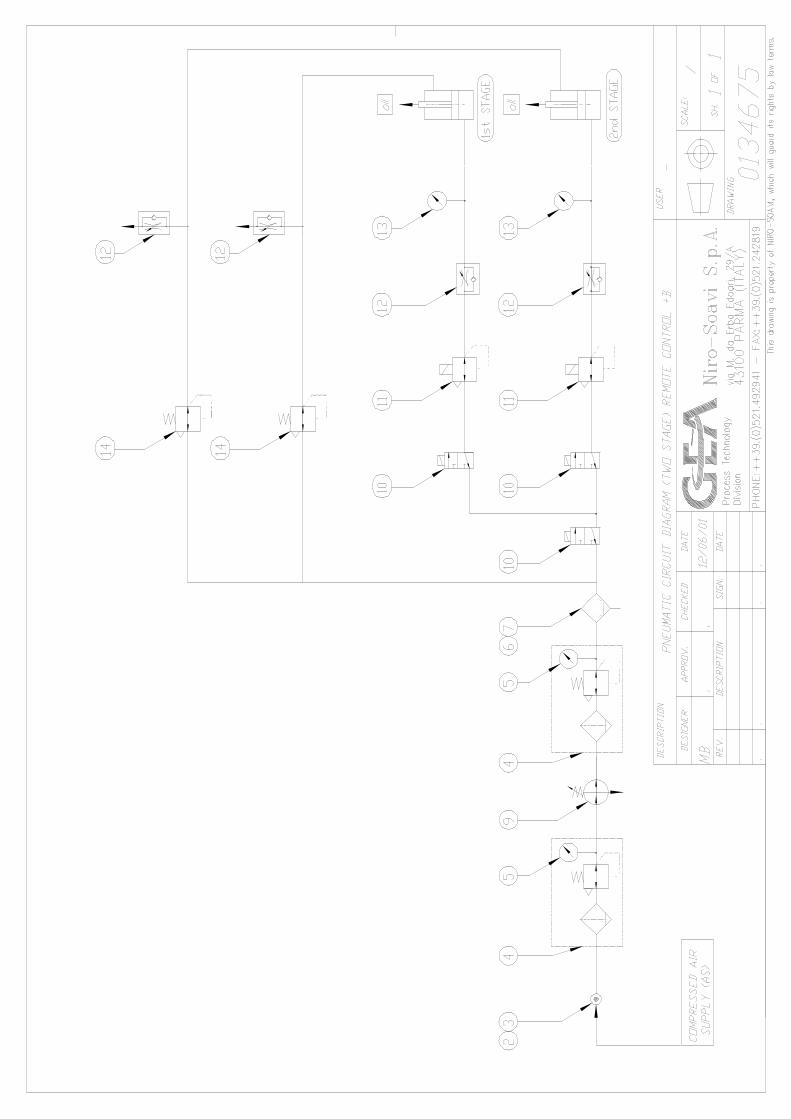
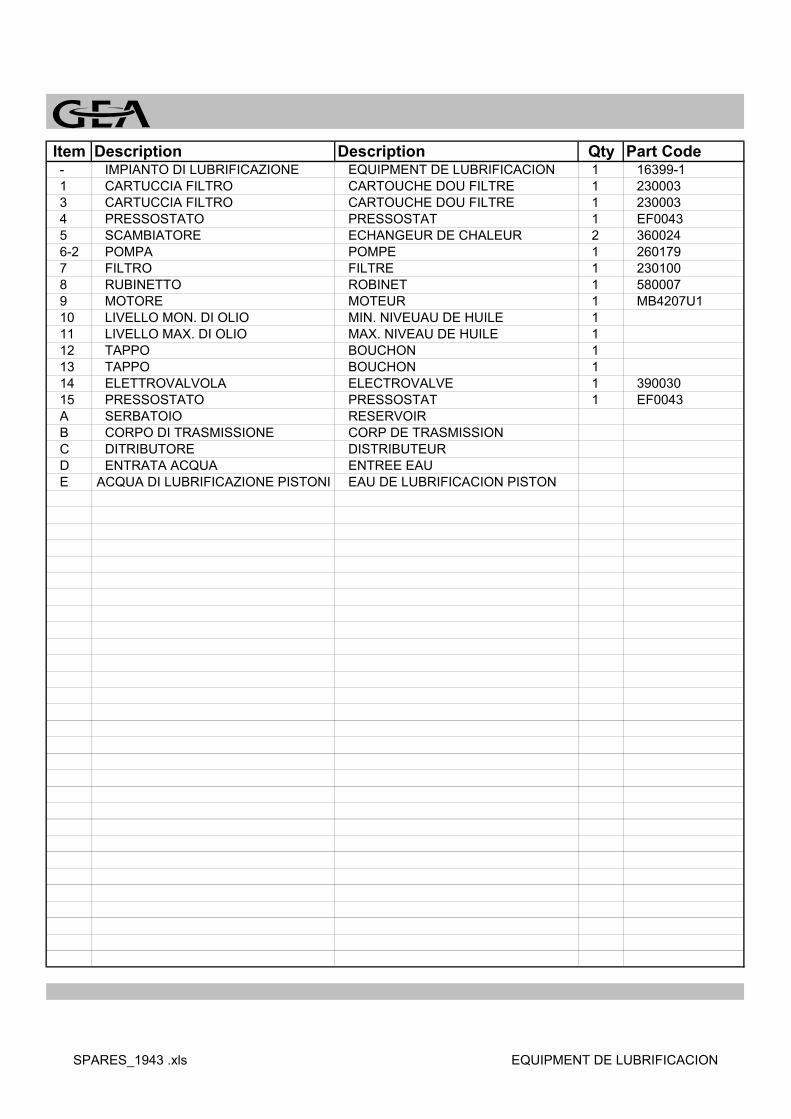
Item Description Description Qty Part Code- IMPIANTO DI LUBRIFICAZIONE EQUIPMENT DE LUBRIFICACION 1 16399-11 CARTUCCIA FILTRO CARTOUCHE DOU FILTRE 1 2300033 CARTUCCIA FILTRO CARTOUCHE DOU FILTRE 1 2300034 PRESSOSTATO PRESSOSTAT 1 EF00435 SCAMBIATORE ECHANGEUR DE CHALEUR 2 3600246-2 POMPA POMPE 1 2601797 FILTRO FILTRE 1 2301008 RUBINETTO ROBINET 1 5800079 MOTORE MOTEUR 1 MB4207U110 LIVELLO MON. DI OLIO MIN. NIVEUAU DE HUILE 111 LIVELLO MAX. DI OLIO MAX. NIVEAU DE HUILE 112 TAPPO BOUCHON 113 TAPPO BOUCHON 114 ELETTROVALVOLA ELECTROVALVE 1 39003015 PRESSOSTATO PRESSOSTAT 1 EF0043A SERBATOIO RESERVOIRB CORPO DI TRASMISSIONE CORP DE TRASMISSIONC DITRIBUTORE DISTRIBUTEURD ENTRATA ACQUA ENTREE EAUE ACQUA DI LUBRIFICAZIONE PISTONI EAU DE LUBRIFICACION PISTON
SPARES_1943 .xls EQUIPMENT DE LUBRIFICACION
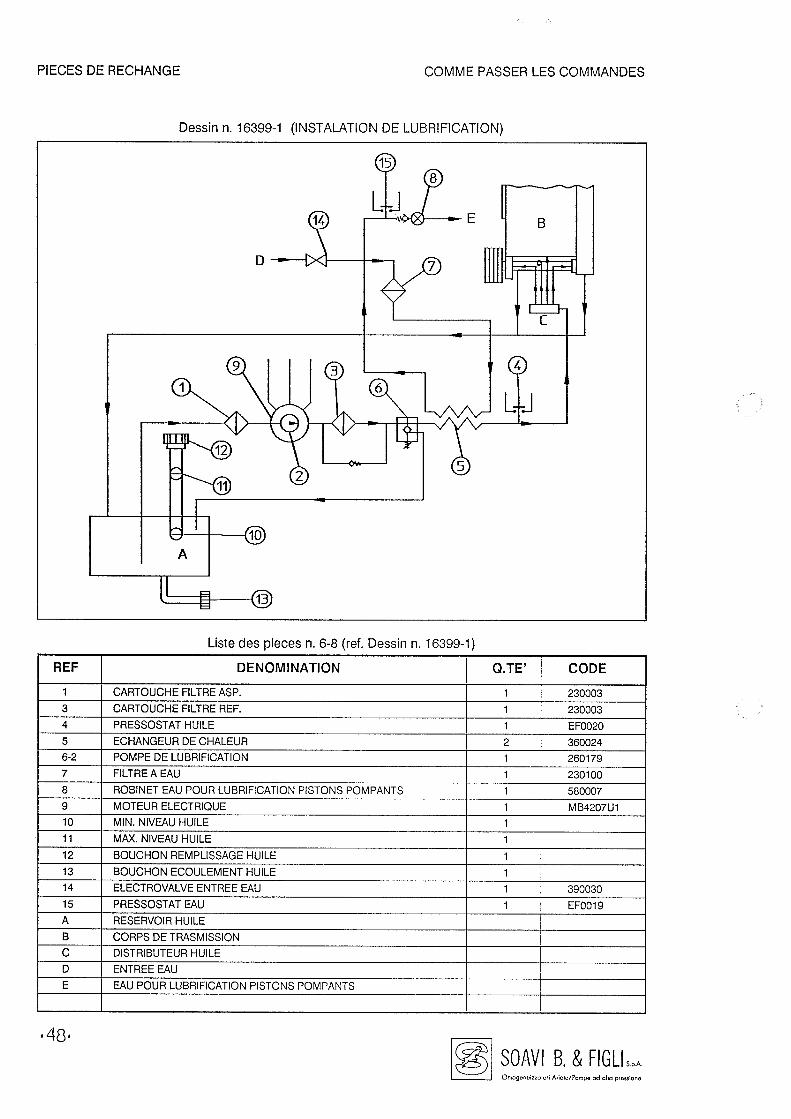

Item Description Description Qty Part Code1 ASSIEME DESSIN DE ENSEMBLE 1 0124720-12 ORING ORING 1 140359V3 SEDE VALVOLA SIEGE DE SOUPAPE 1 01237054 SFERA BILLE 1 1900445 ORING ORING 1 140017V6 RONDELLA RONDELLE 1 01234867 ALBERINO ARBRE 1 0126123-38 FLANGIA BRIDE 1 01346369 CORPO CORPS 1 0126124-310 CODICE NON PRESENTE CODE ABSENT - -11 CODICE NON PRESENTE CODE ABSENT - -12 TUBO TUBE 1 012593213 VITE VIS 6 69TCE6X2014 ORING ORING 2 140011V15 RONDELLA RONDELLE 1 012471316 BRONZINA COUSSINET EN BRONZE 1 012471417 CONTENITORE MOLLA CAGE DE RESSORT 1 012471218 MOLLA RESSORT 1 012690219 DADO ECROU 1 012494320 ORING ORING 1 14018821 COPERCHIO VALVOLA CAPOUCHON DE SOUPAPE 1 012661522 VITE VIS 1 012471123 CODICE NON PRESENTE CODE ABSENT - -24 DADO ECROU 1 012494325 ANELLO ANTIESTRUSIONE BAGUE ANTIEXTRUSION 1 0124748
SPARES_1943 .xls SOUPAPE DE SURETE

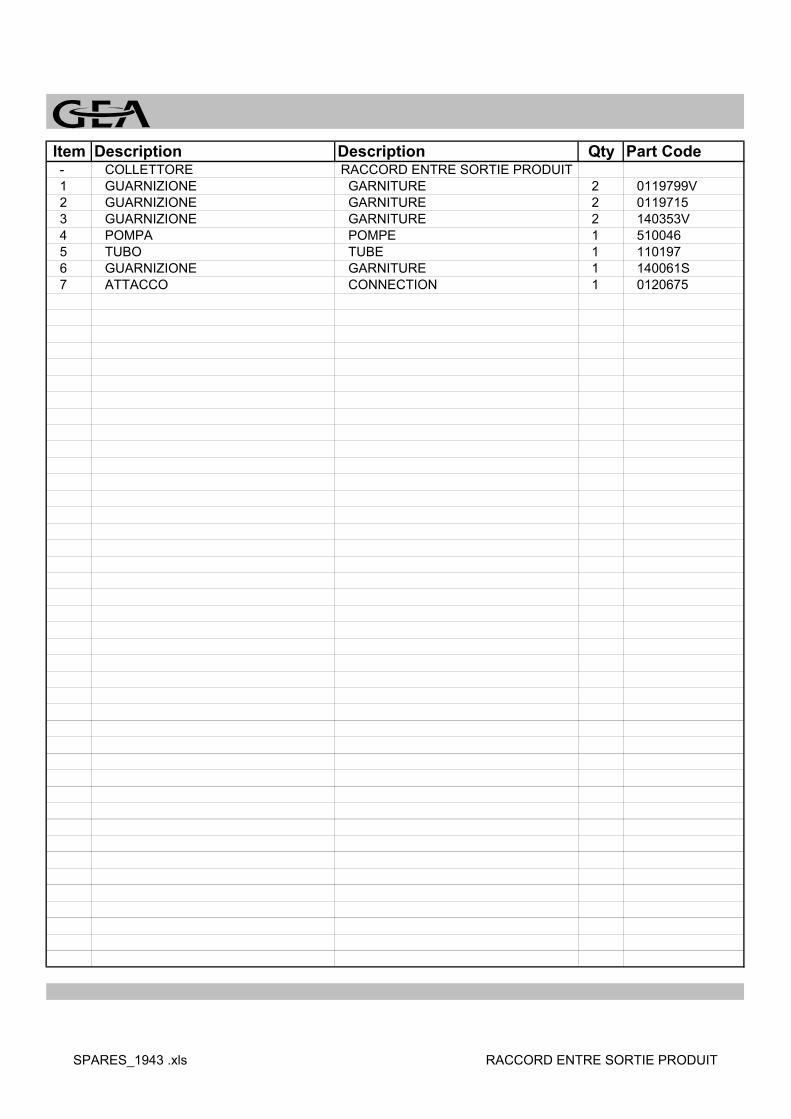
Item Description Description Qty Part Code- COLLETTORE RACCORD ENTRE SORTIE PRODUIT1 GUARNIZIONE GARNITURE 2 0119799V2 GUARNIZIONE GARNITURE 2 01197153 GUARNIZIONE GARNITURE 2 140353V4 POMPA POMPE 1 5100465 TUBO TUBE 1 1101976 GUARNIZIONE GARNITURE 1 140061S7 ATTACCO CONNECTION 1 0120675
SPARES_1943 .xls RACCORD ENTRE SORTIE PRODUIT
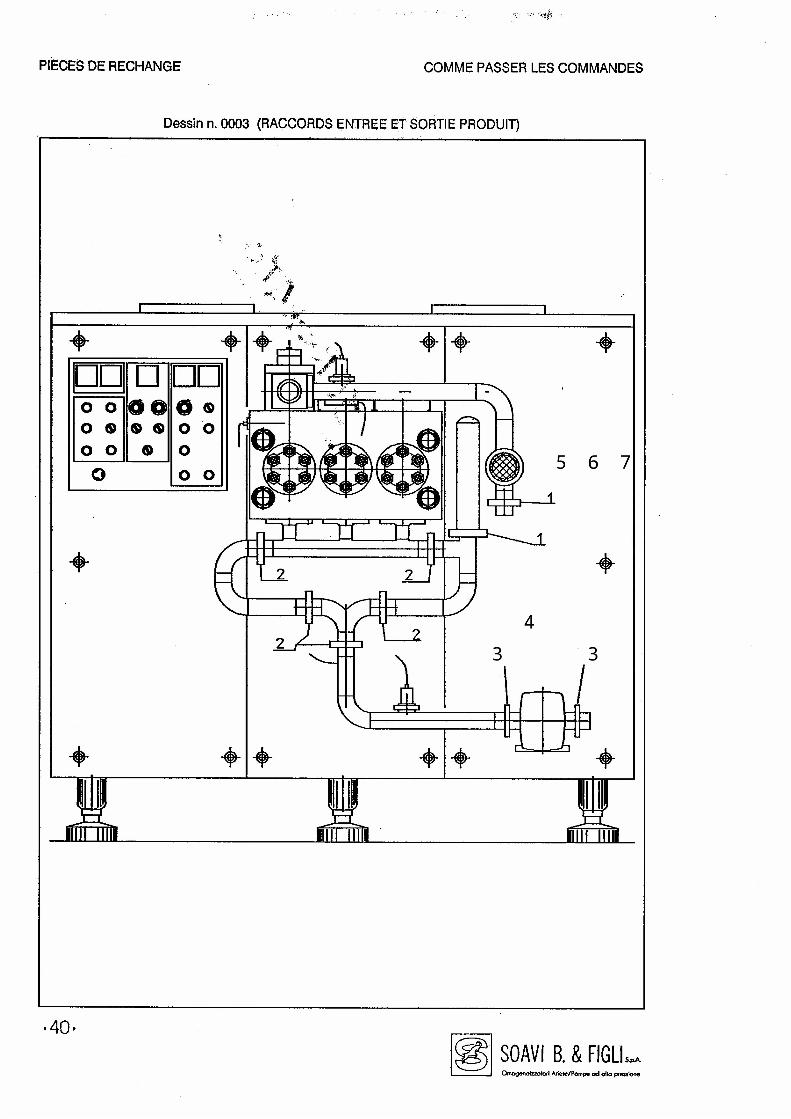
anc
anc
anc
anc
anc
anc
anc
anc
anc
anc
anc
anc
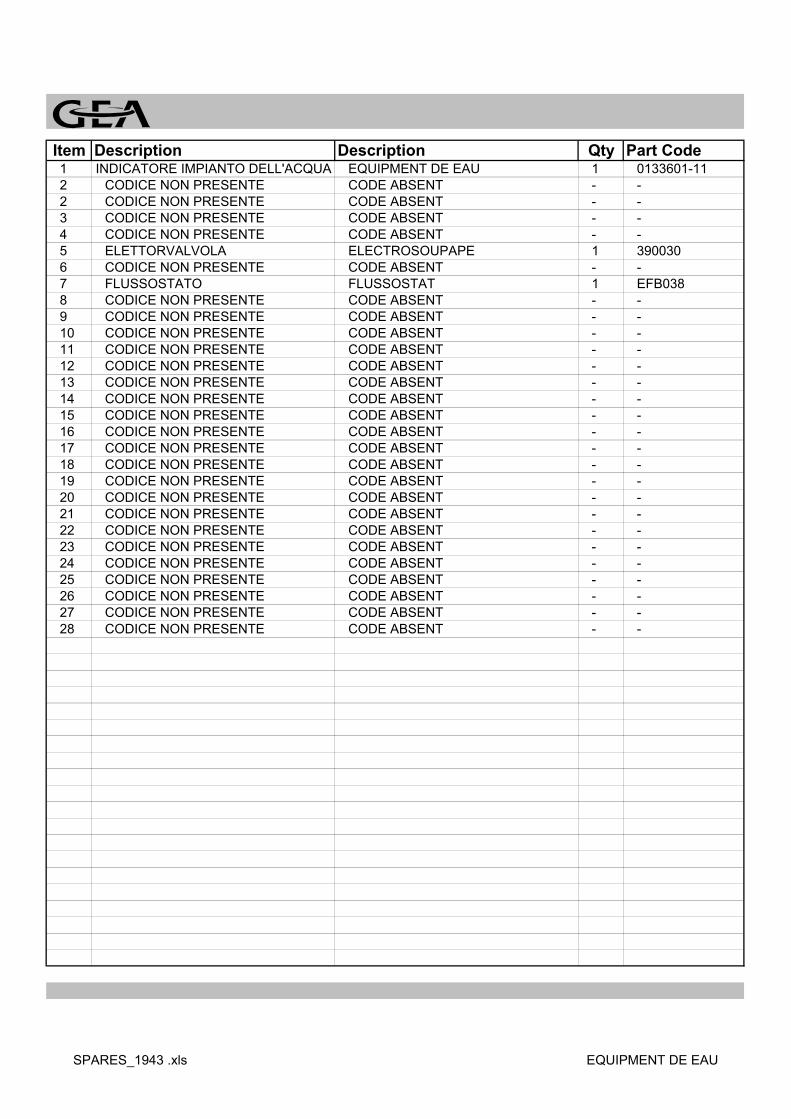
Item Description Description Qty Part Code1 INDICATORE IMPIANTO DELL'ACQUA EQUIPMENT DE EAU 1 0133601-112 CODICE NON PRESENTE CODE ABSENT - -2 CODICE NON PRESENTE CODE ABSENT - -3 CODICE NON PRESENTE CODE ABSENT - -4 CODICE NON PRESENTE CODE ABSENT - -5 ELETTORVALVOLA ELECTROSOUPAPE 1 3900306 CODICE NON PRESENTE CODE ABSENT - -7 FLUSSOSTATO FLUSSOSTAT 1 EFB0388 CODICE NON PRESENTE CODE ABSENT - -9 CODICE NON PRESENTE CODE ABSENT - -10 CODICE NON PRESENTE CODE ABSENT - -11 CODICE NON PRESENTE CODE ABSENT - -12 CODICE NON PRESENTE CODE ABSENT - -13 CODICE NON PRESENTE CODE ABSENT - -14 CODICE NON PRESENTE CODE ABSENT - -15 CODICE NON PRESENTE CODE ABSENT - -16 CODICE NON PRESENTE CODE ABSENT - -17 CODICE NON PRESENTE CODE ABSENT - -18 CODICE NON PRESENTE CODE ABSENT - -19 CODICE NON PRESENTE CODE ABSENT - -20 CODICE NON PRESENTE CODE ABSENT - -21 CODICE NON PRESENTE CODE ABSENT - -22 CODICE NON PRESENTE CODE ABSENT - -23 CODICE NON PRESENTE CODE ABSENT - -24 CODICE NON PRESENTE CODE ABSENT - -25 CODICE NON PRESENTE CODE ABSENT - -26 CODICE NON PRESENTE CODE ABSENT - -27 CODICE NON PRESENTE CODE ABSENT - -28 CODICE NON PRESENTE CODE ABSENT - -
SPARES_1943 .xls EQUIPMENT DE EAU

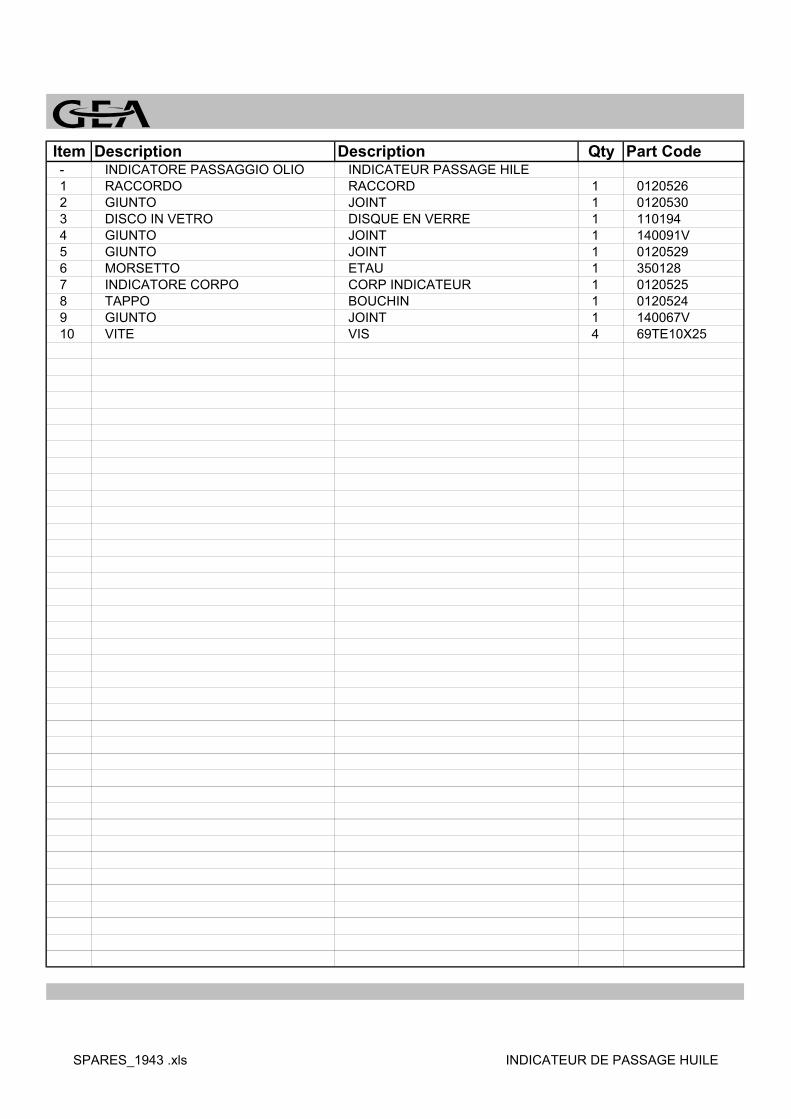
Item Description Description Qty Part Code- INDICATORE PASSAGGIO OLIO INDICATEUR PASSAGE HILE1 RACCORDO RACCORD 1 01205262 GIUNTO JOINT 1 01205303 DISCO IN VETRO DISQUE EN VERRE 1 1101944 GIUNTO JOINT 1 140091V5 GIUNTO JOINT 1 01205296 MORSETTO ETAU 1 3501287 INDICATORE CORPO CORP INDICATEUR 1 01205258 TAPPO BOUCHIN 1 01205249 GIUNTO JOINT 1 140067V10 VITE VIS 4 69TE10X25
SPARES_1943 .xls INDICATEUR DE PASSAGE HUILE
Niro Soavi S.p.A
SECTION 6
SCHEMAS ELECTRIQUES –
TABLE DES MATIERES
6.1. SCHEMAS ELECTRIQUES
6C001E0B.DOC 6.1.0

Niro Soavi S.p.A
6.1. SCHEMAS ELECTRIQUES
Ce chapitre contient les schémas électriques de connexion des composants installés sur la machine ou à défaut, le schéma complet du tableau électrique s'il est fourni par NIRO SOAVI. Nous recommandons de contrôler avec attention les schémas électriques afin d'effectuer les connexions correctes. Les opérations de branchement doivent être effectuées par du personnel qualifié en mesure de comprendre les schémas électriques fournis.
6C001E0B.DOC 6.1.1
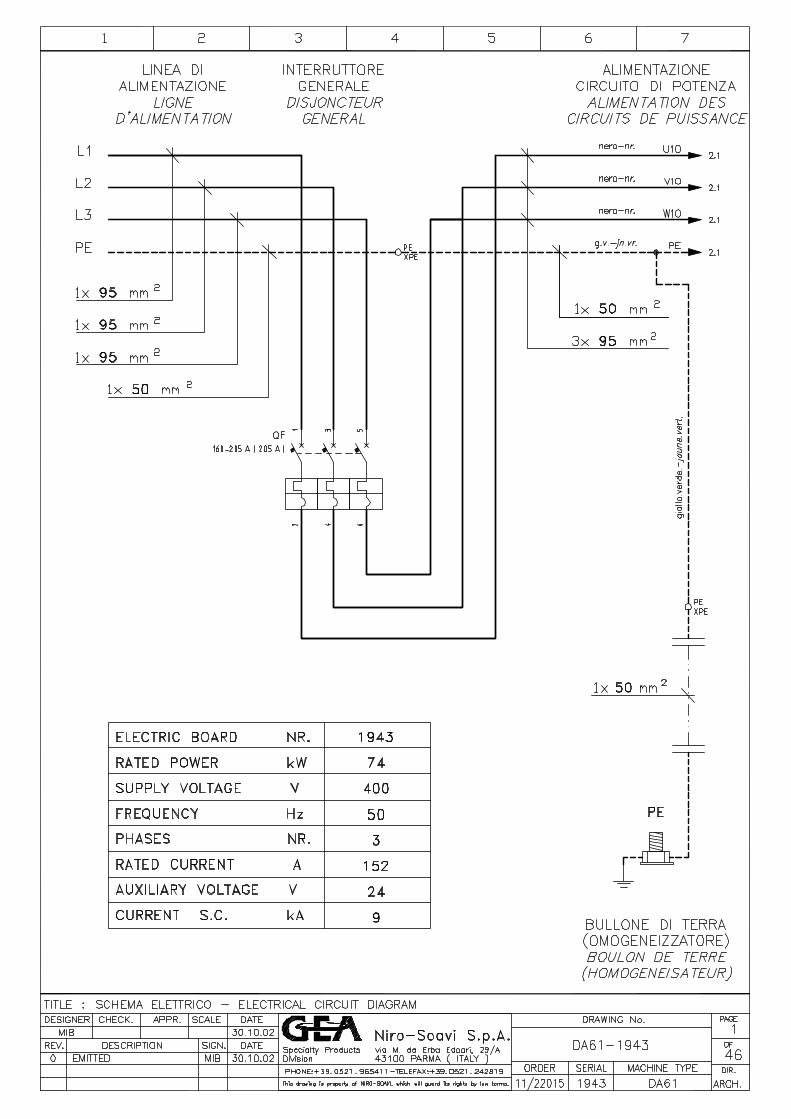
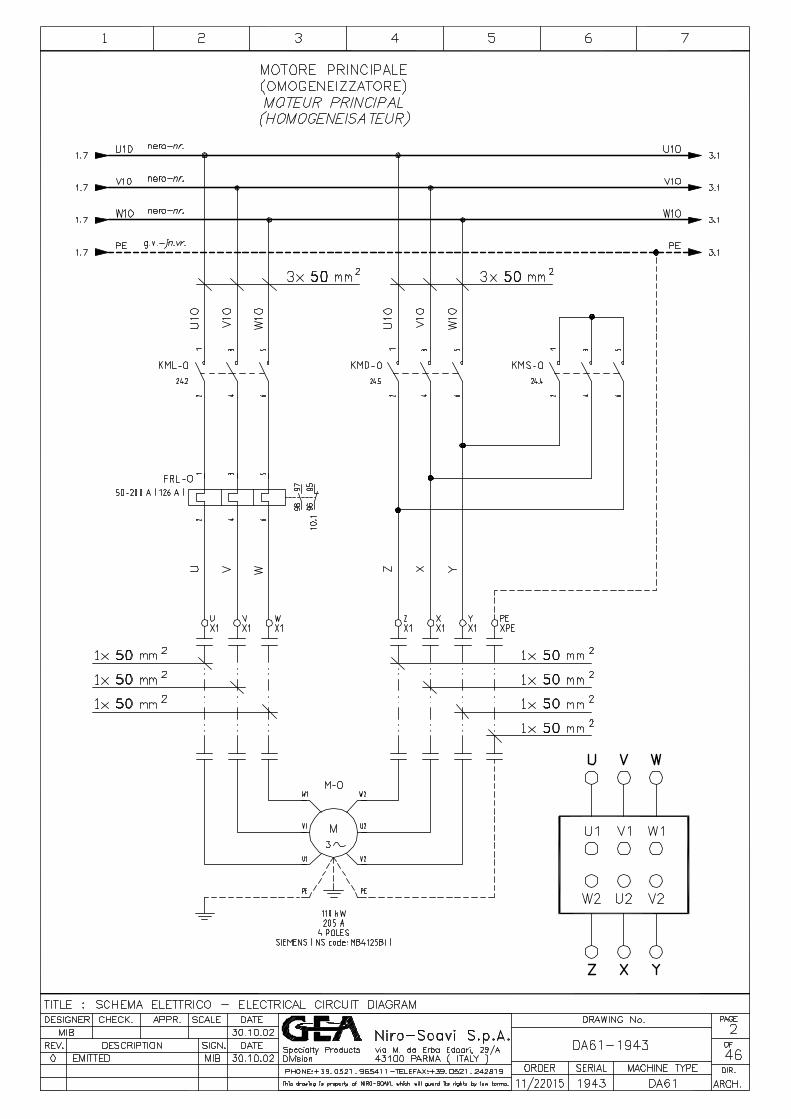
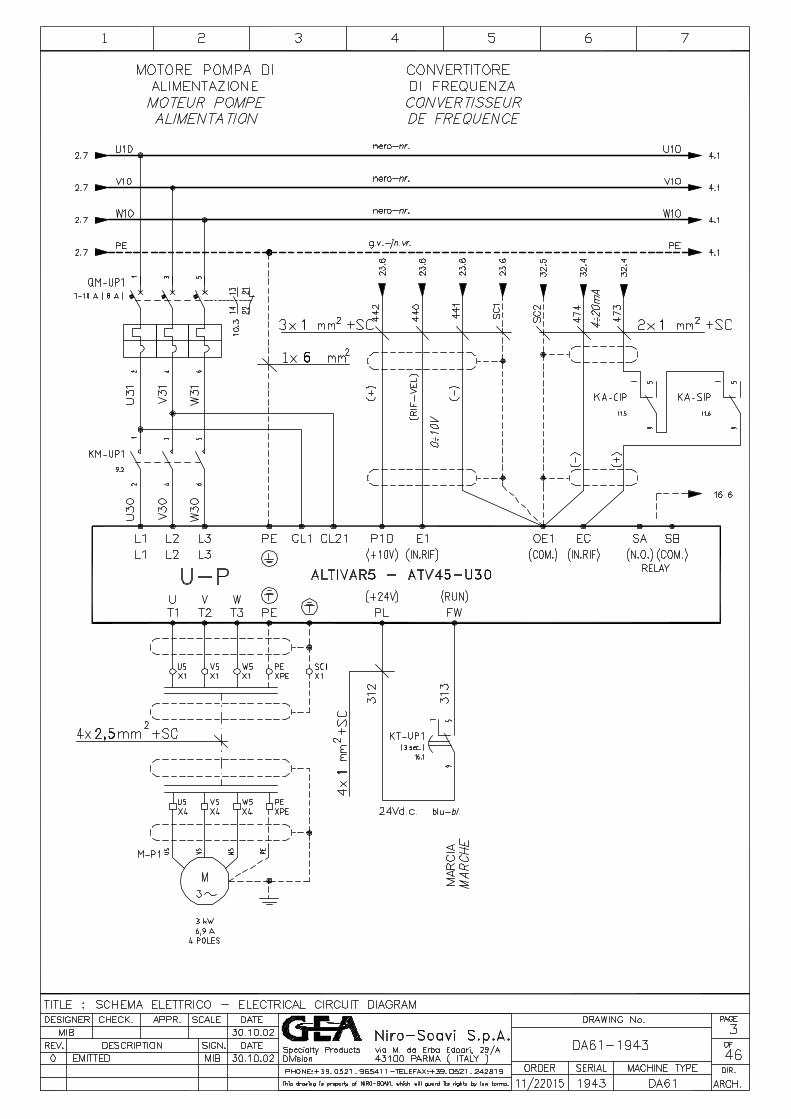

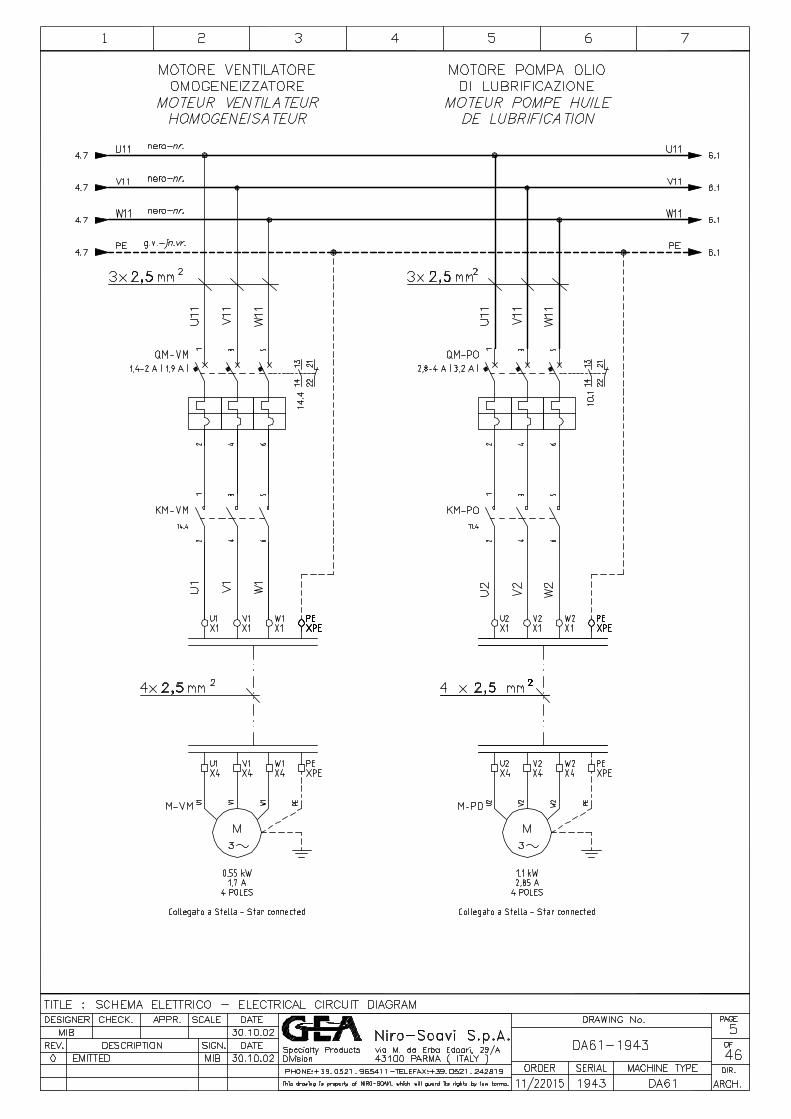
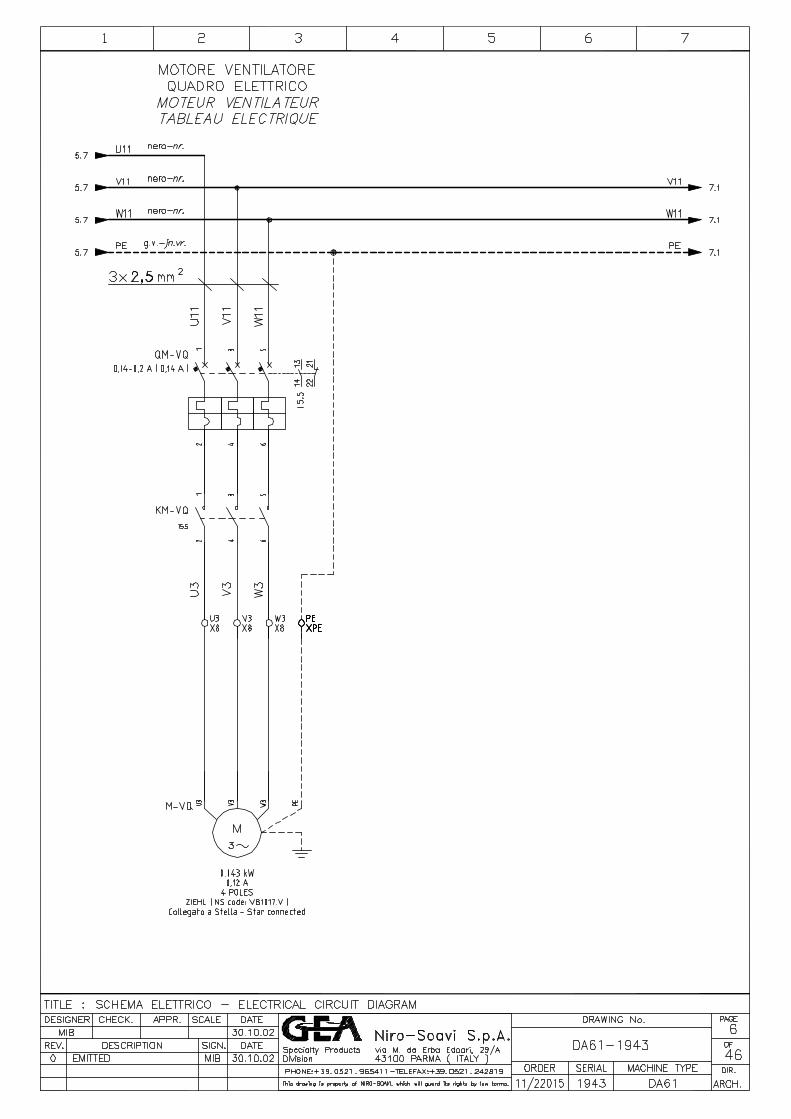

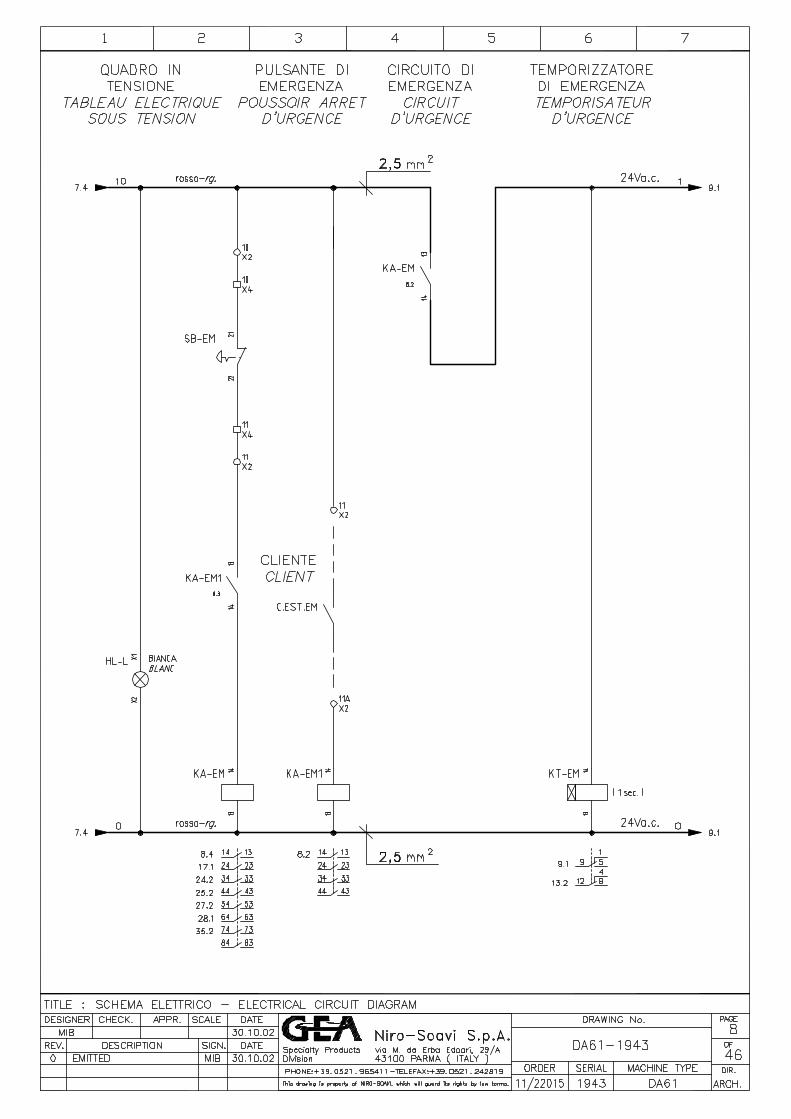


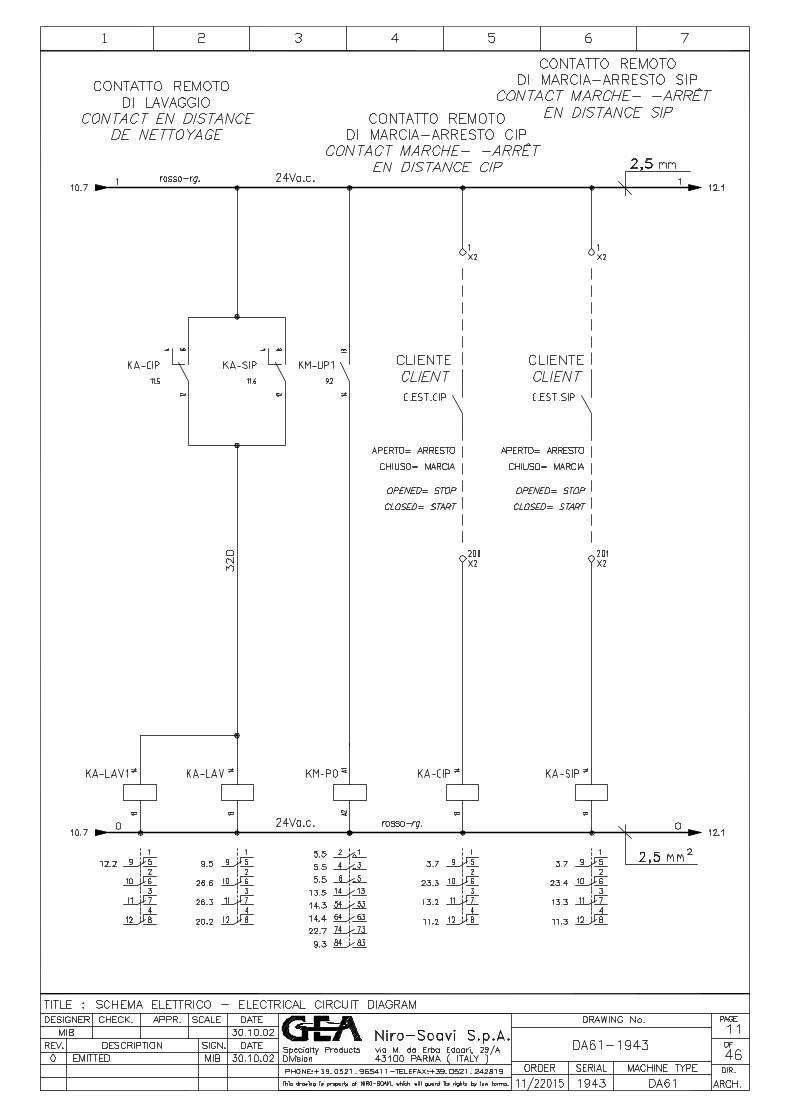





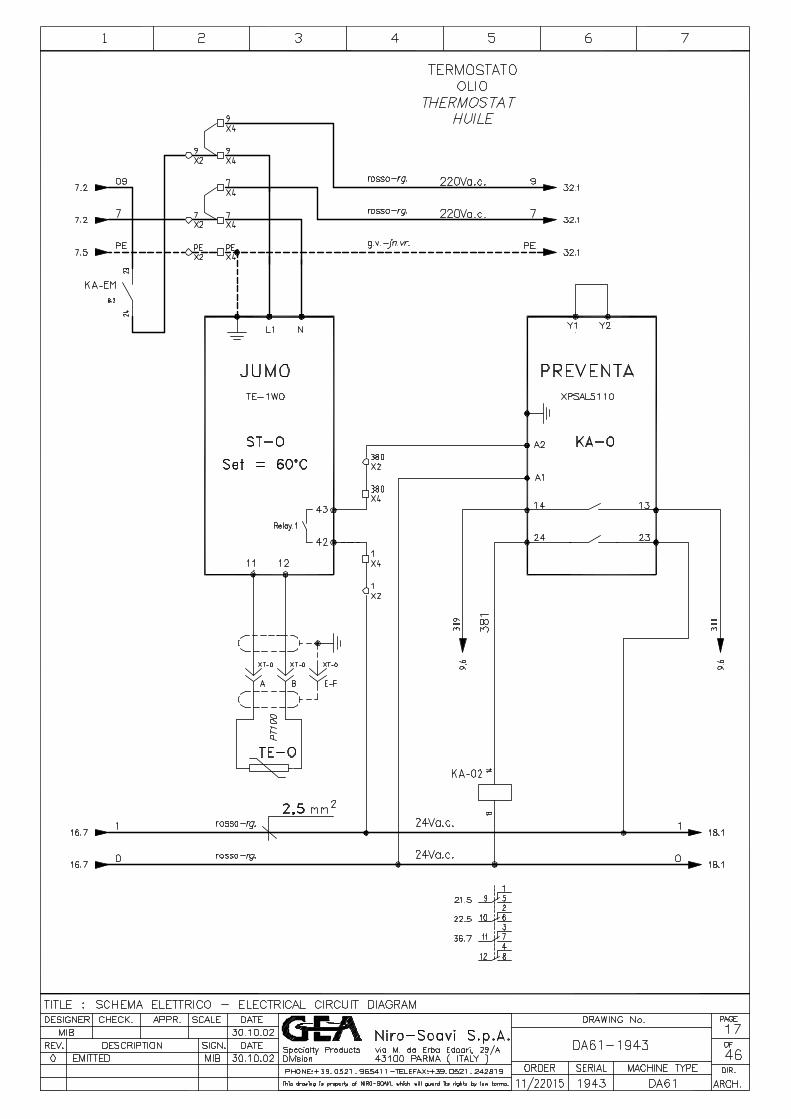
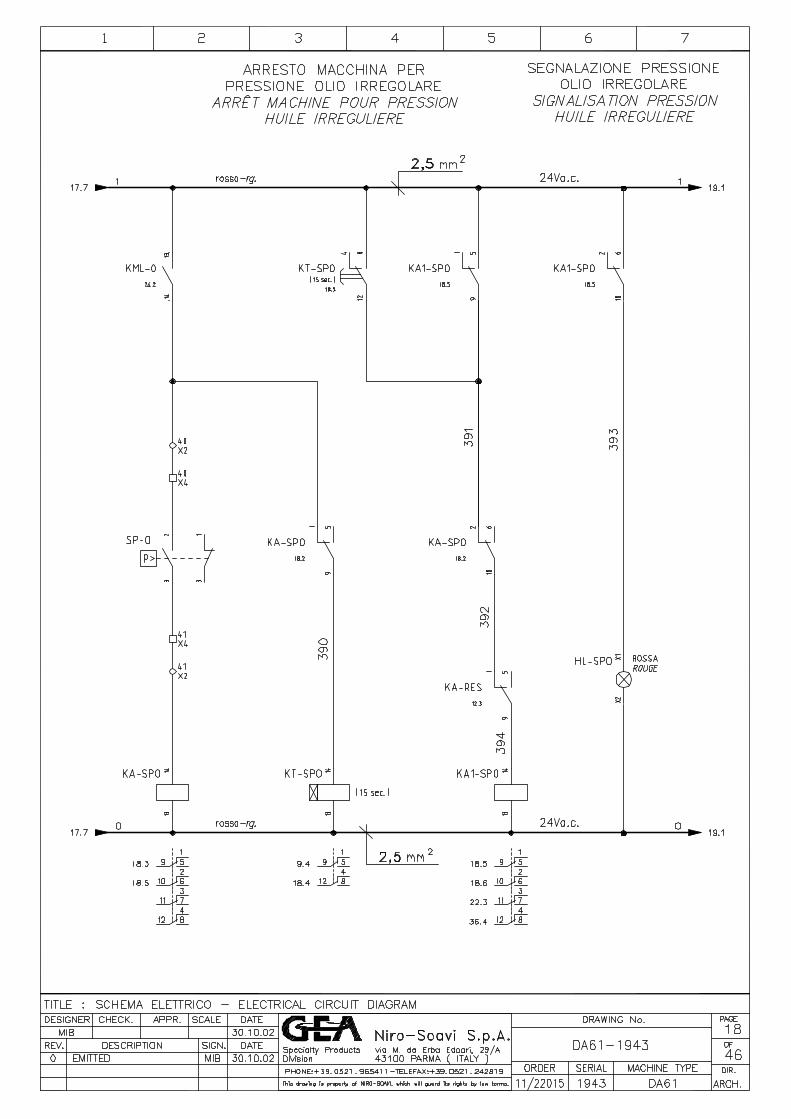
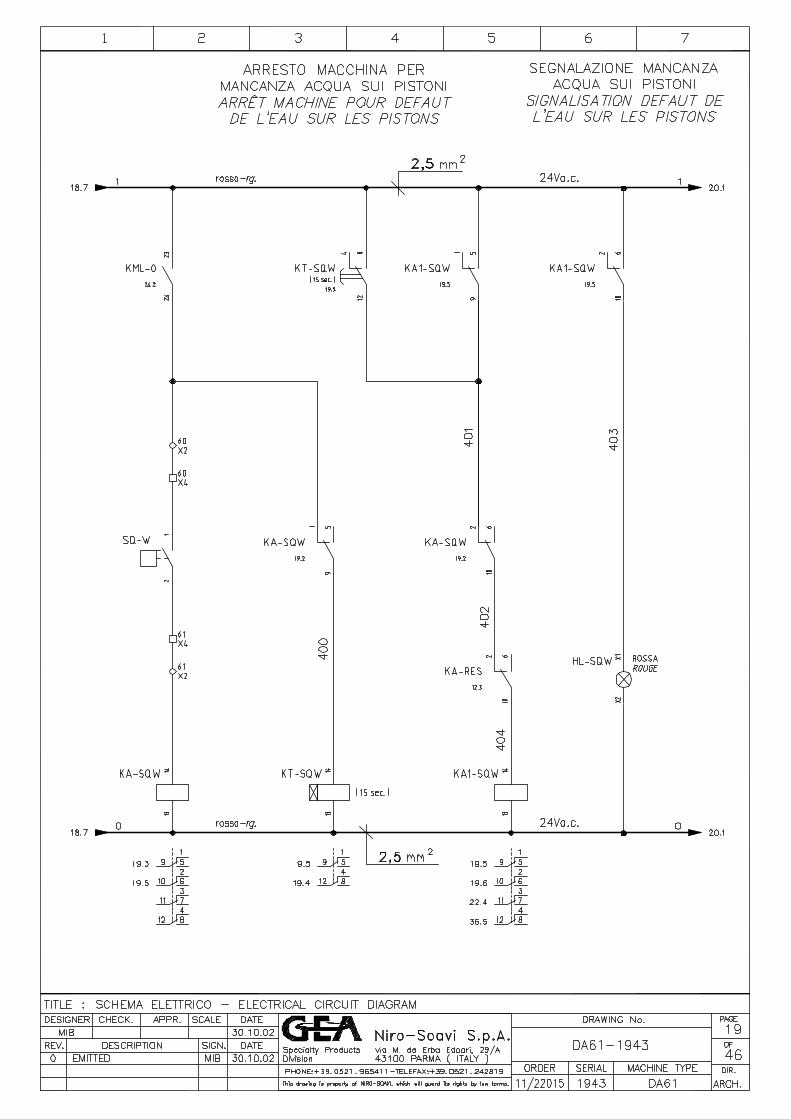



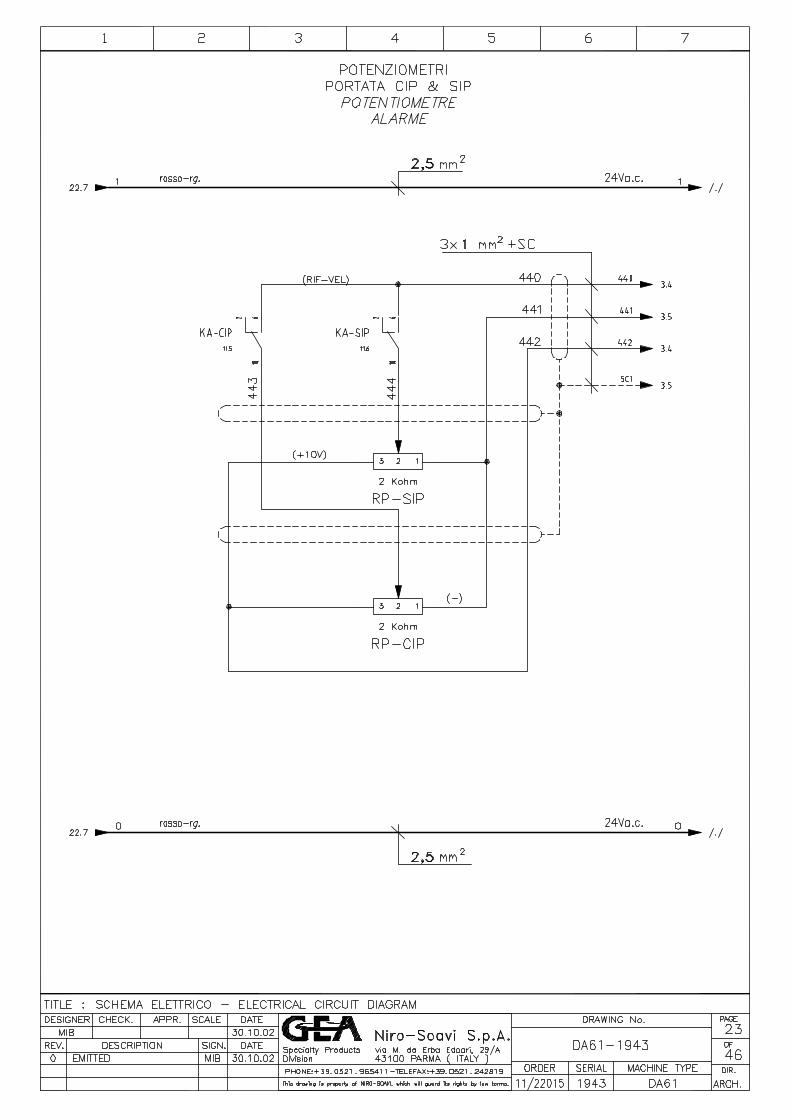
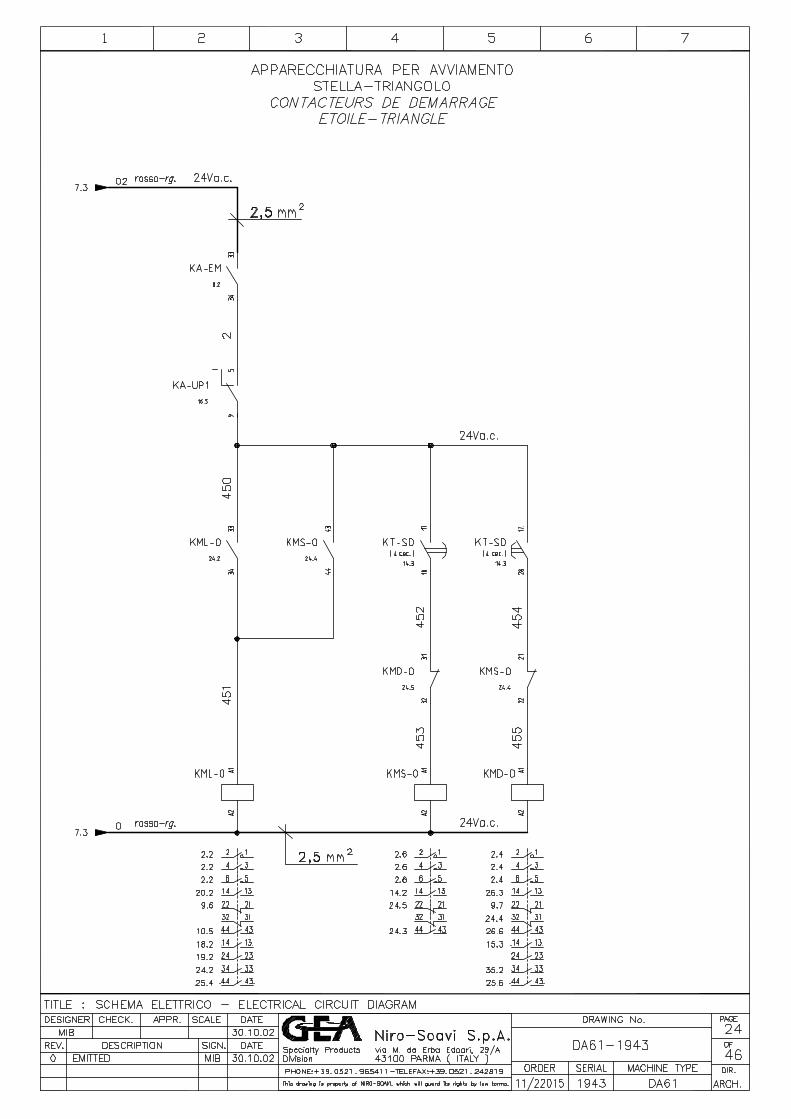

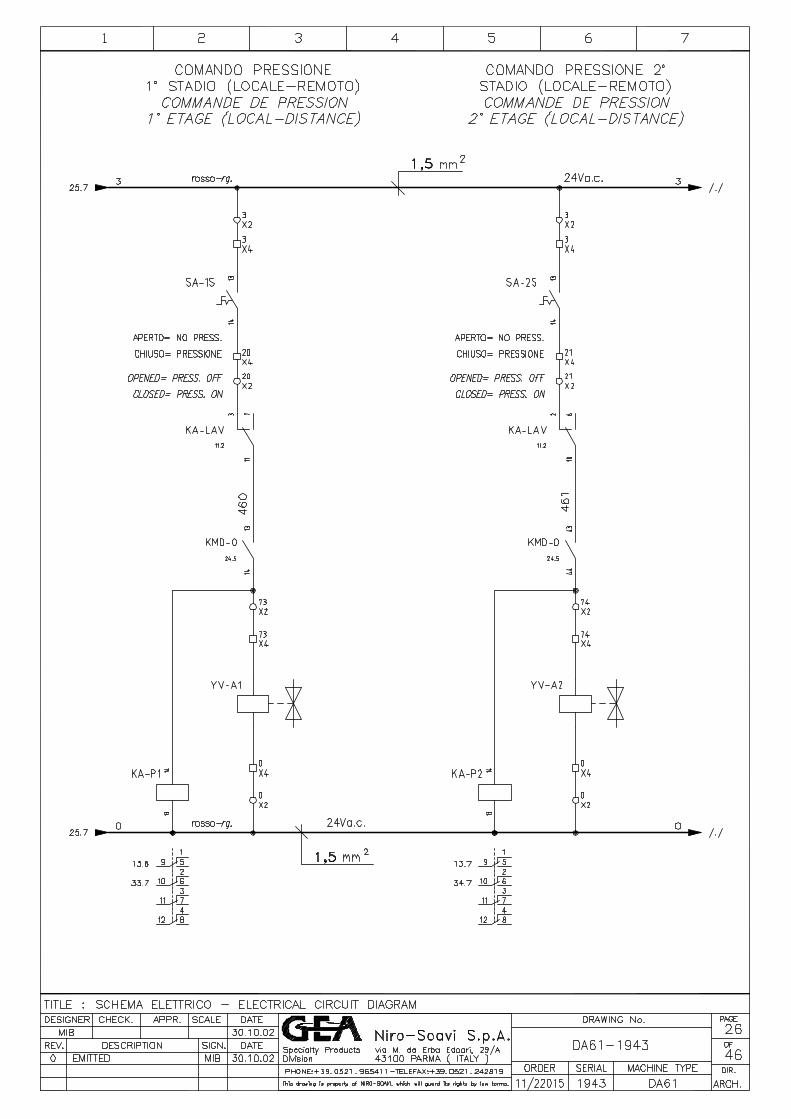
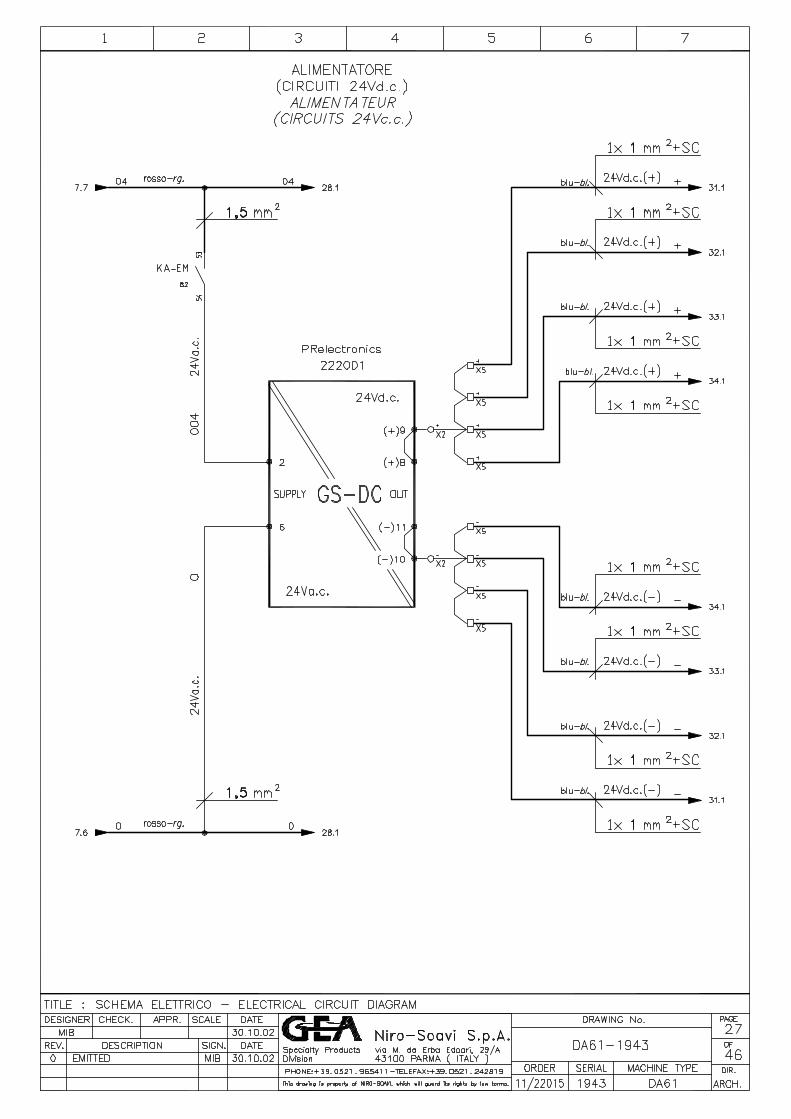

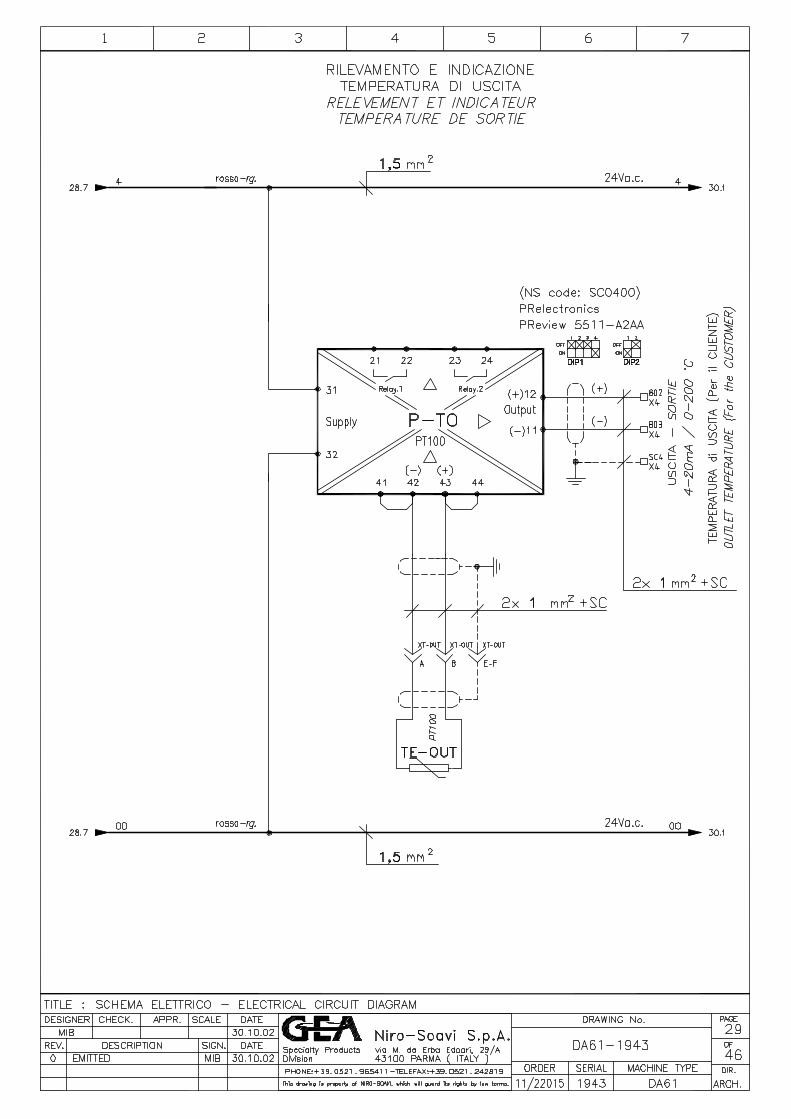

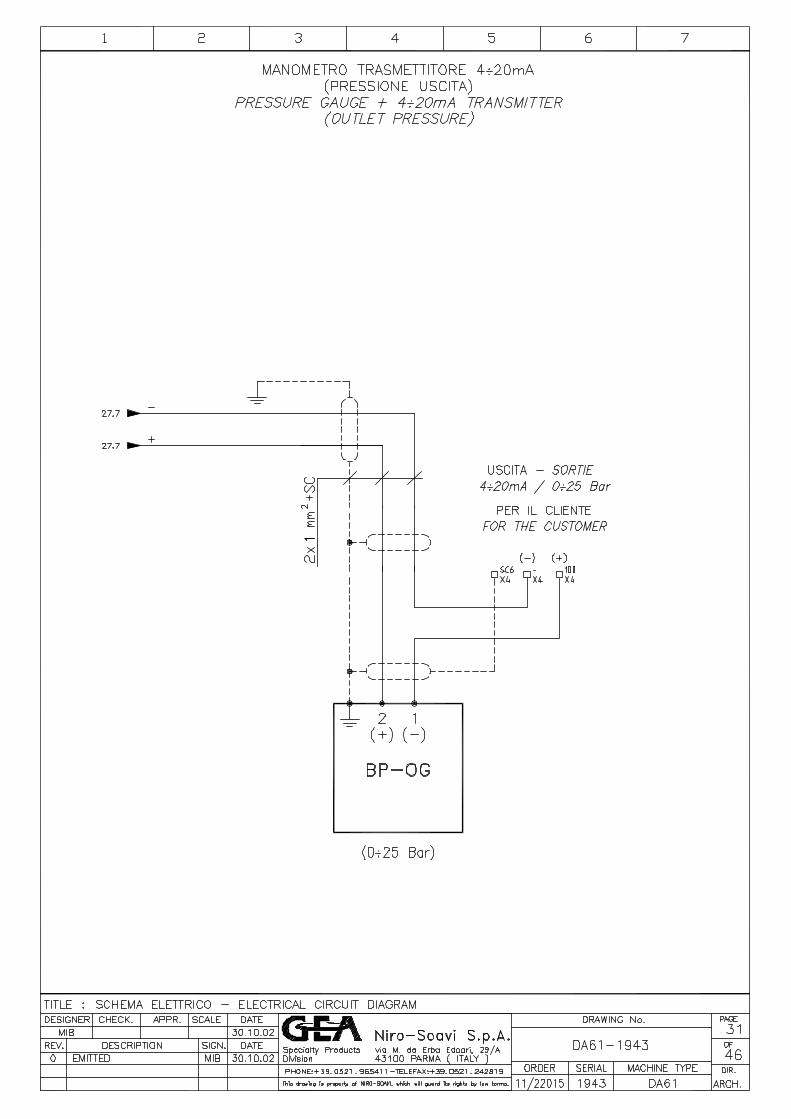
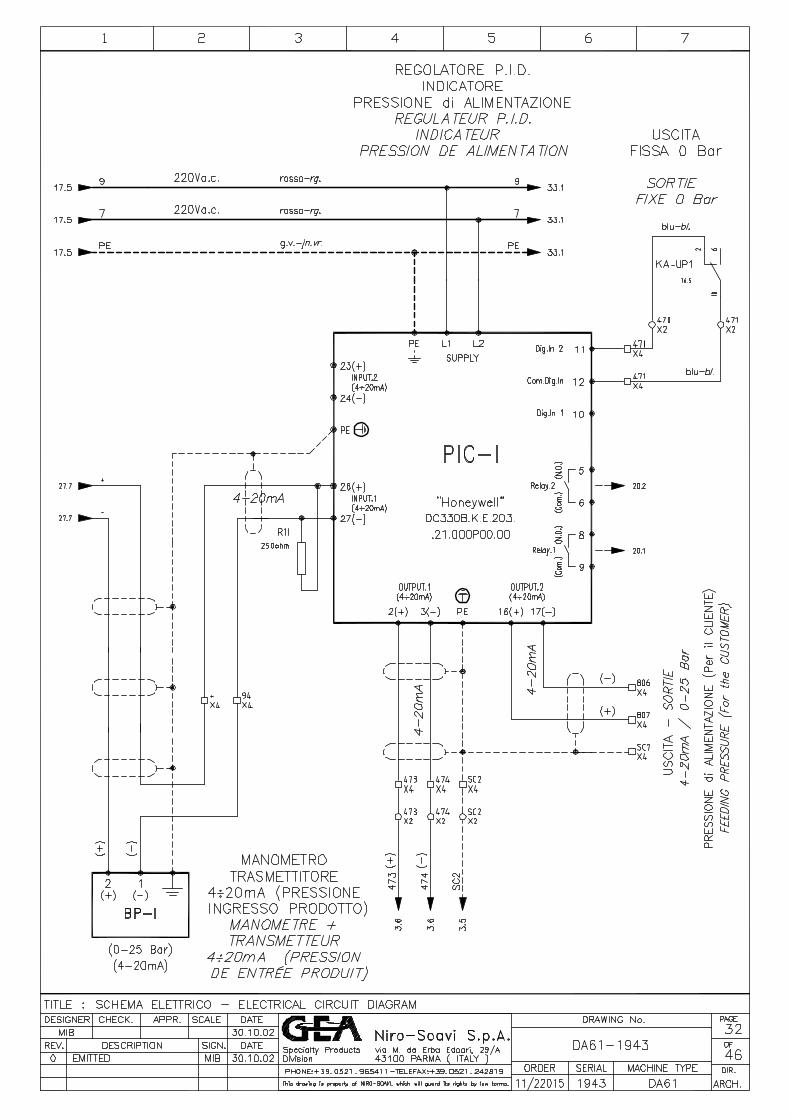


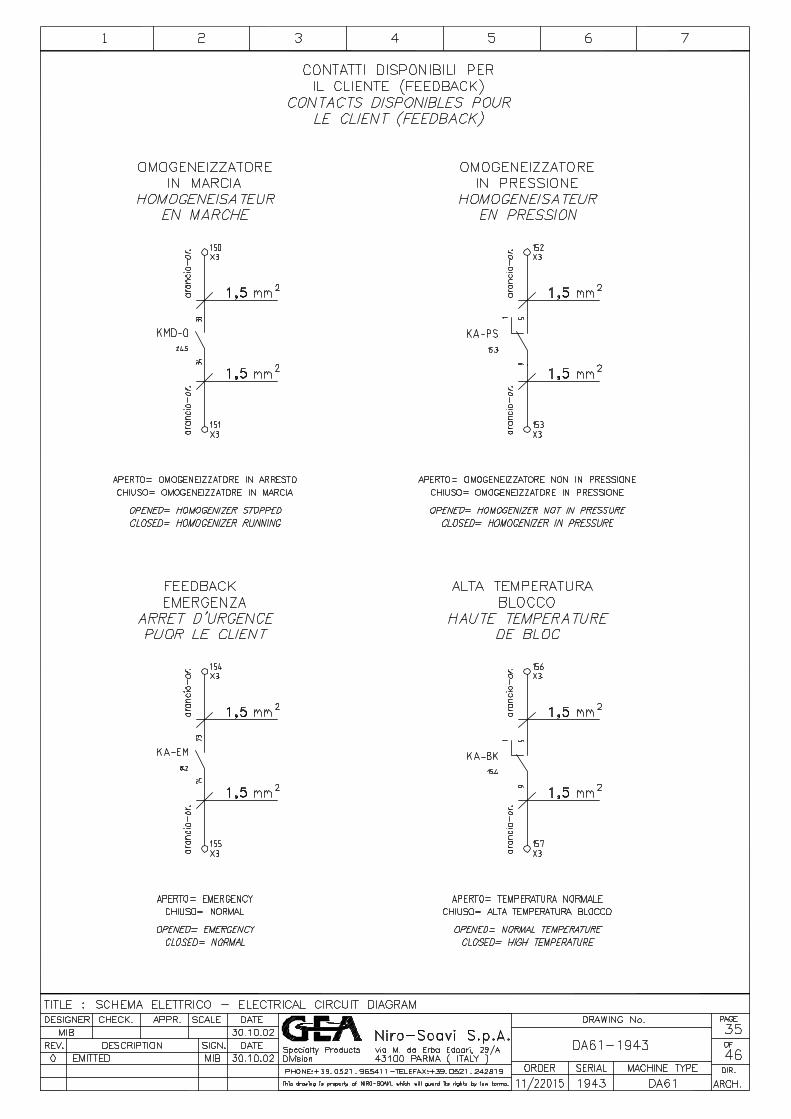
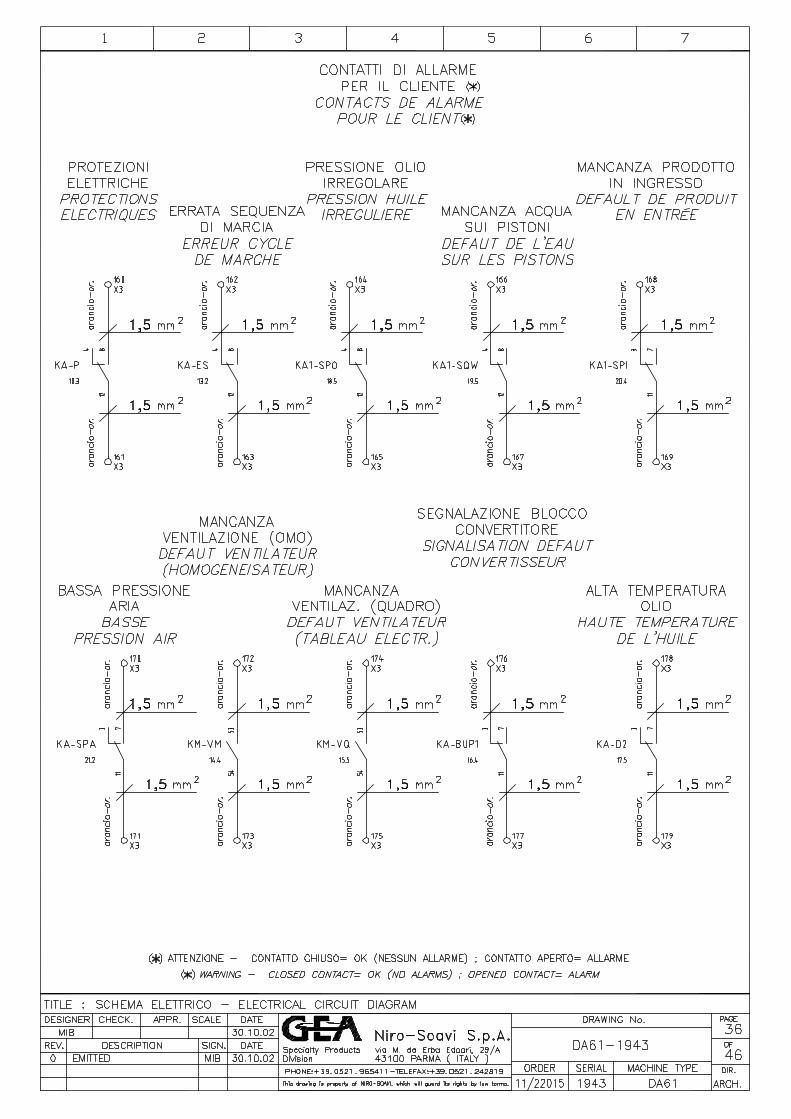
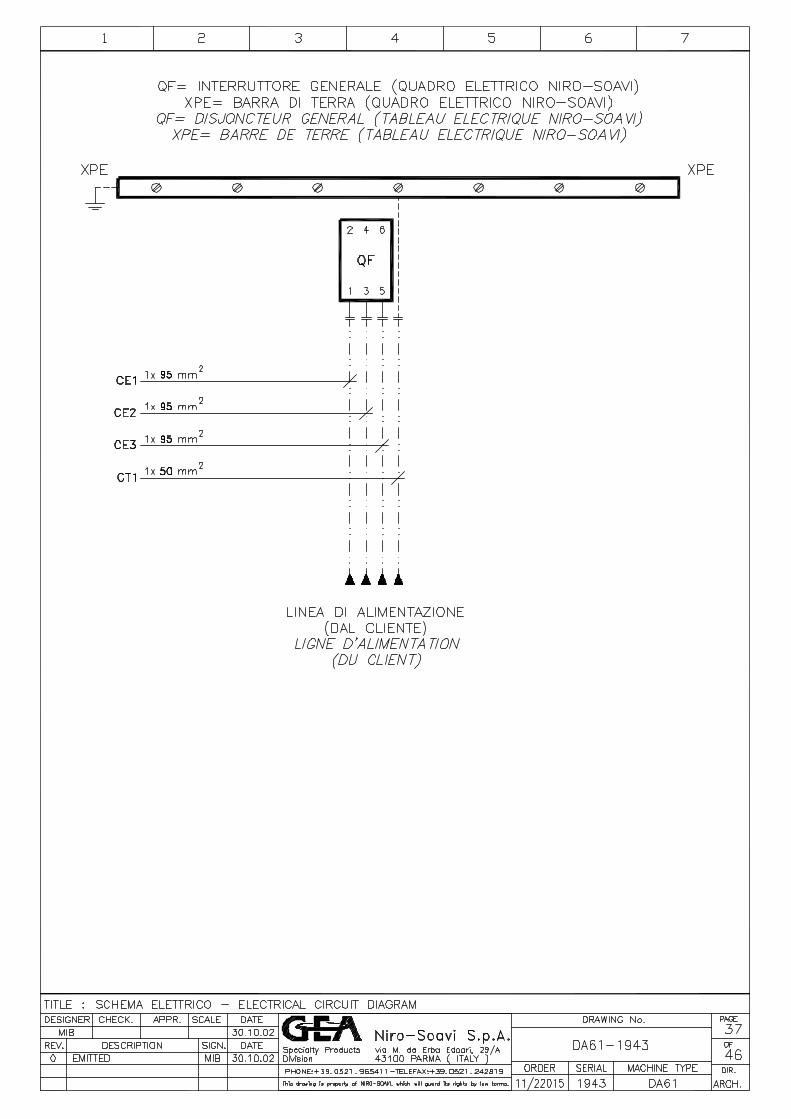
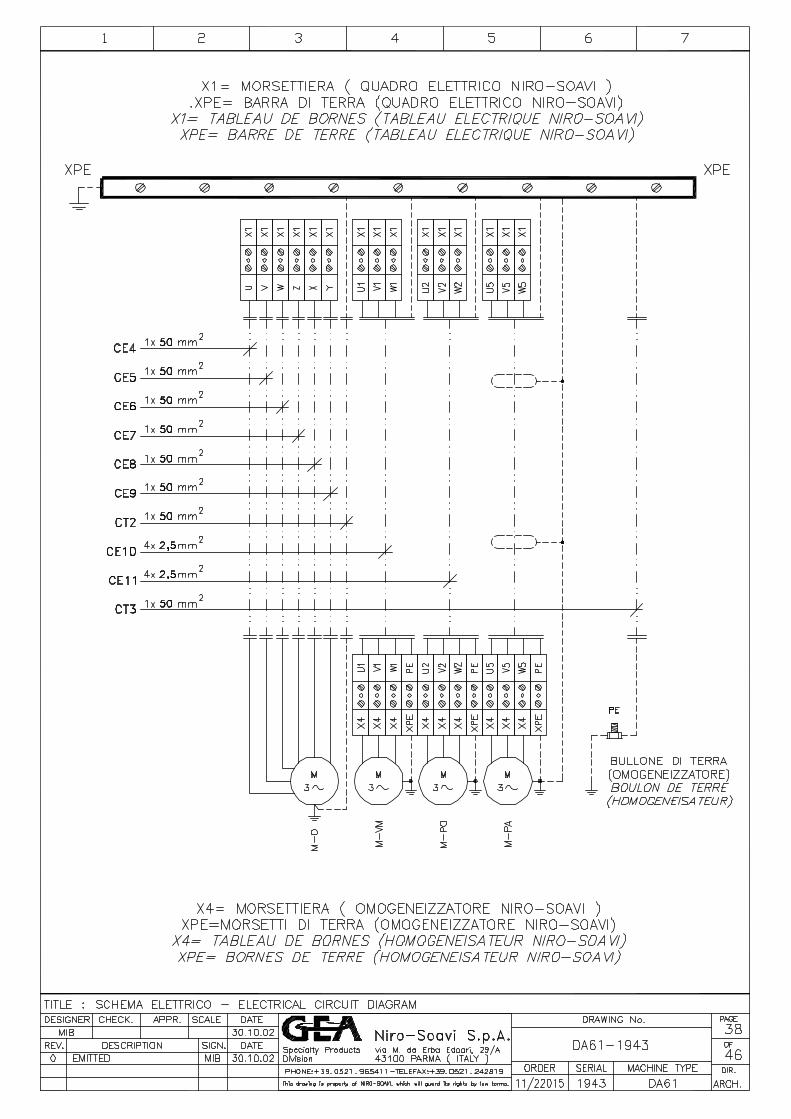
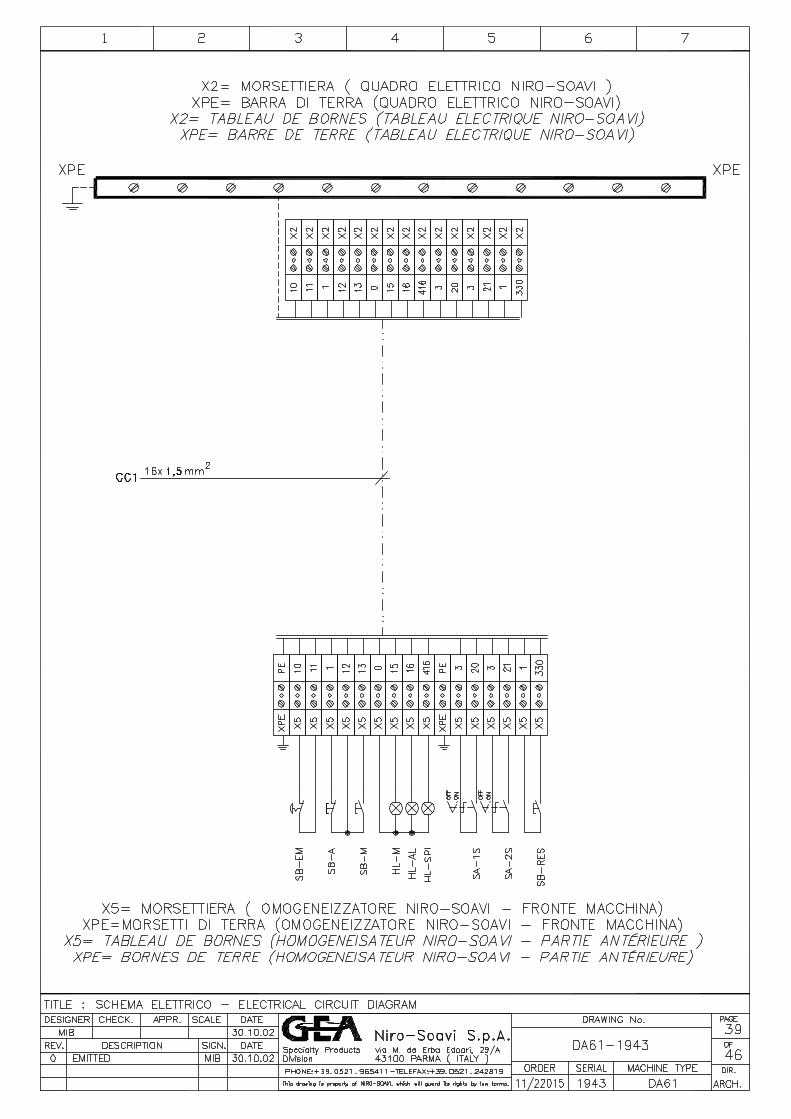
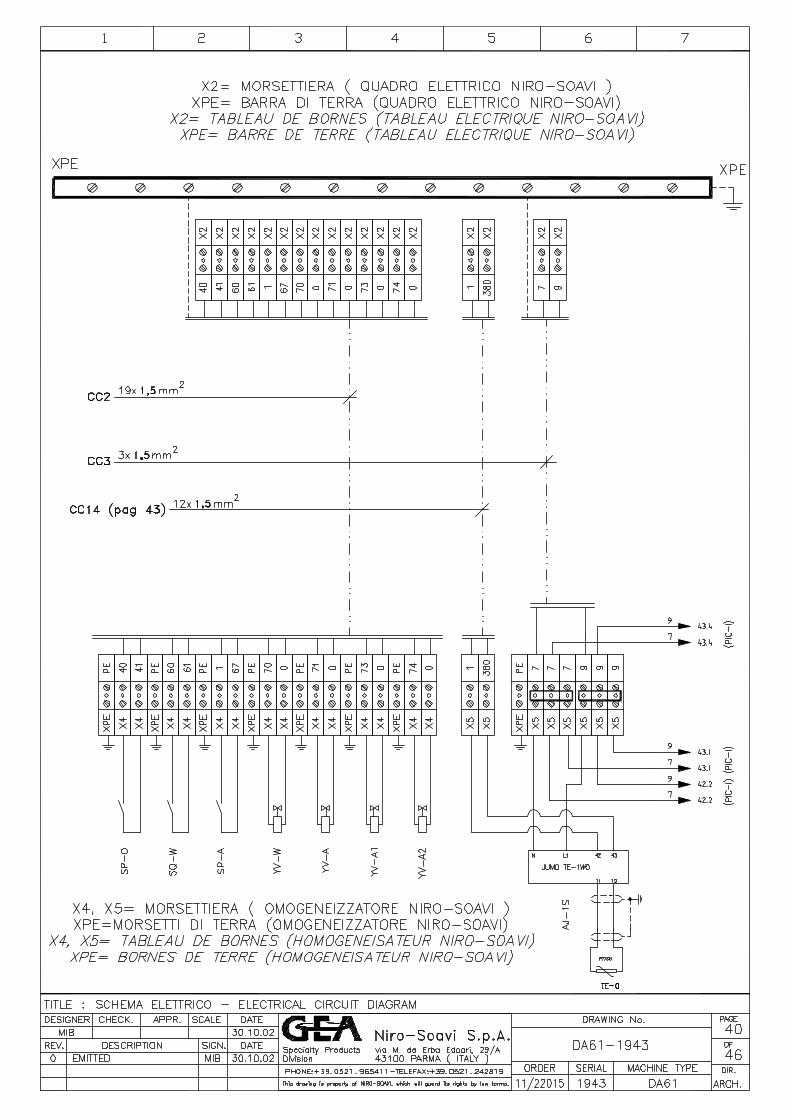






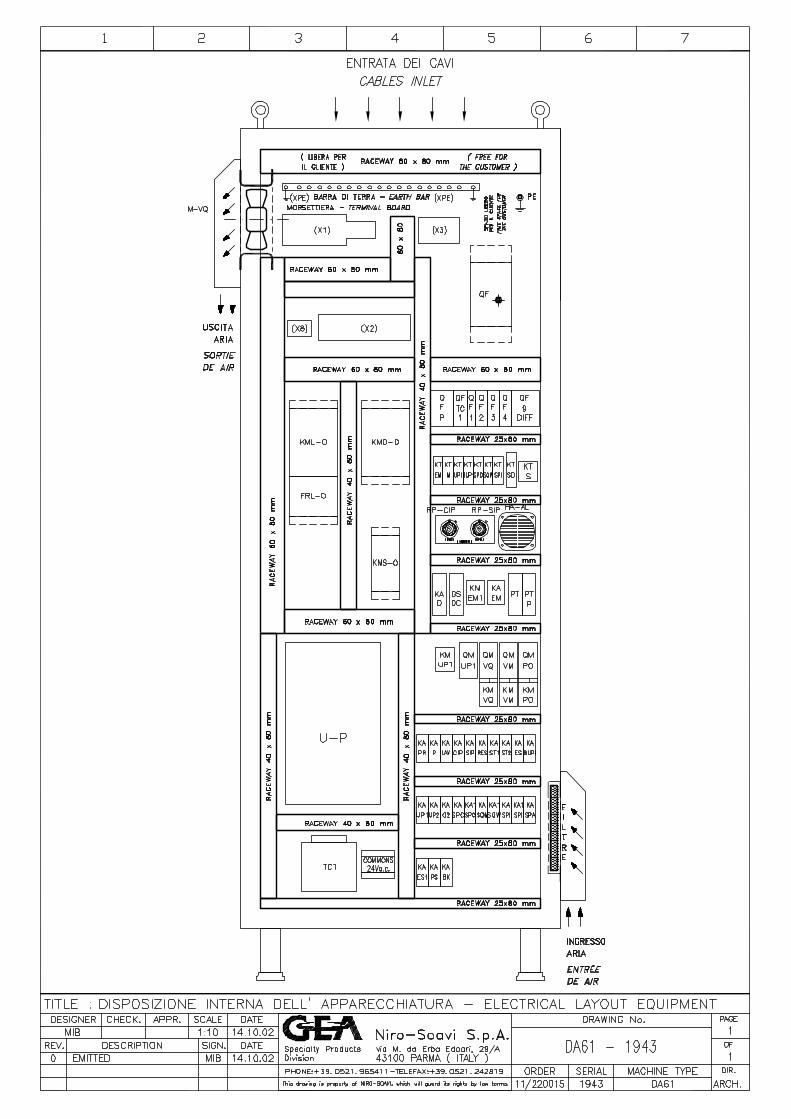
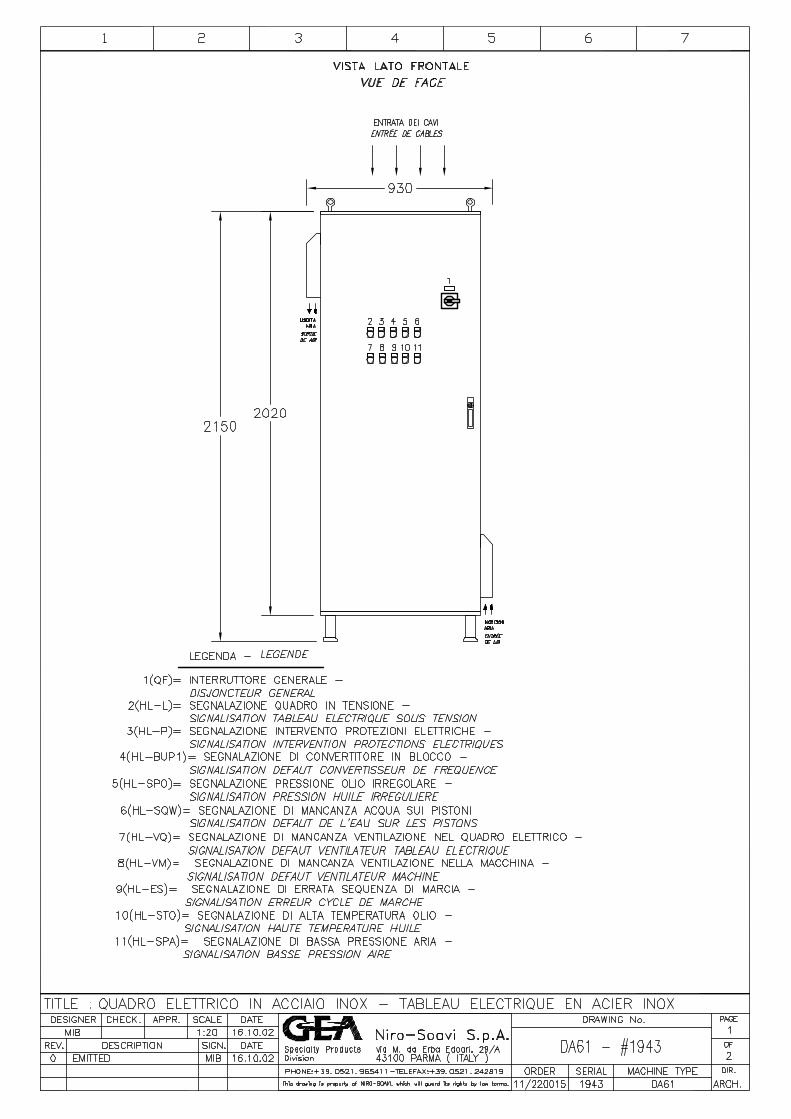


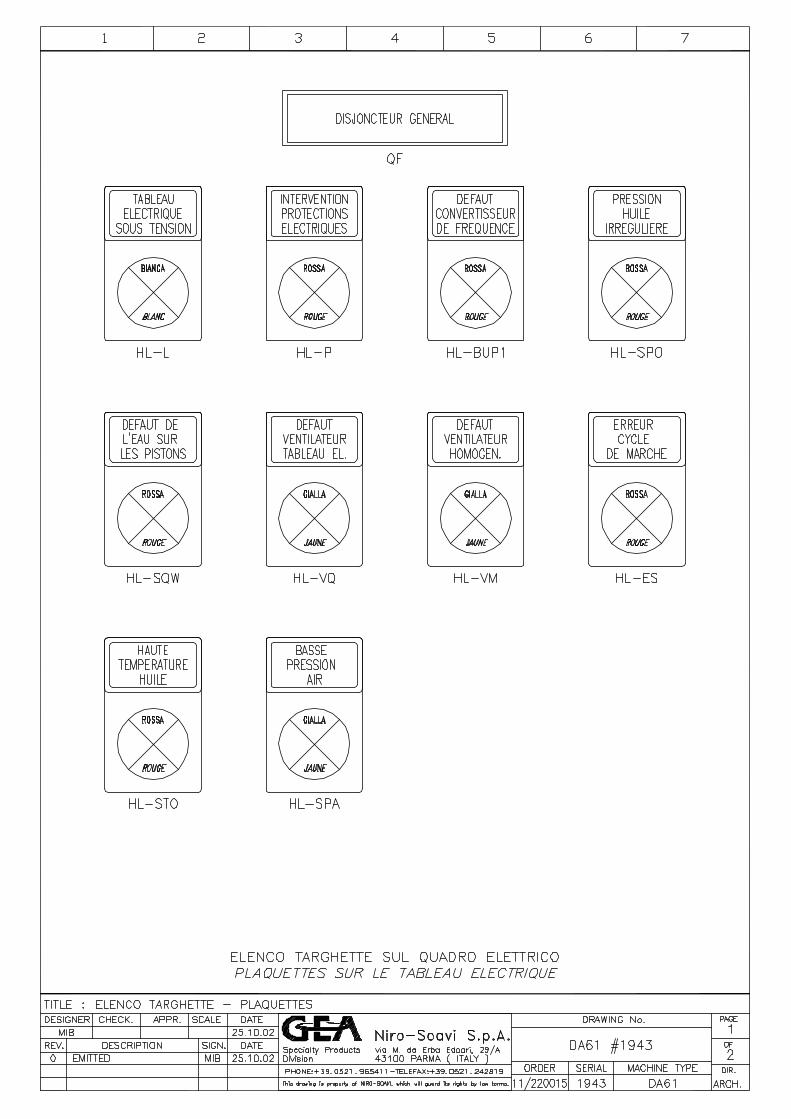



LIST
E D
ES A
PPA
REI
LS E
LEC
TRIQ
UE
N° d
e S
erie
: 1
943
CO
MM
AN
DE:
11/
2201
5
F
g. 1
de
10
REP
ERE
NR
. D
ESC
RIP
TIO
N
CO
DE
CO
NST
RU
CTE
UR
TY
PE
CA
RA
CTE
RIS
TIQ
UES
PHO
NE :
+39.
0521
.965
411
- FAX
: +3
9.05
21.2
4281
9
Niro
-Soa
vi S
.p.A
.vi
a M
. da
Erba
Edo
ari,
29/A
4310
0 PA
RMA
(ITAL
Y)Sp
ecia
lty P
rodu
cts
Divi
sion
QF
1 D
ISJO
NC
TEU
R A
UTO
MAT
IQU
E
G
ENER
AL T
RIP
OLA
IRE
SI
EMEN
S 3V
F331
1-
-5FU
71-0
AA0
20
5 A
( Ith
= 16
0÷20
5 A
;
Im.=
240
0÷30
75 A
, 40
kA
)
1
POIG
NEE
’ de
BLO
CAG
E-PO
RTE
( P
our
QF
)
SIEM
ENS
3VF9
323-
1FA0
0 Es
ecut
ion
d’ U
rgen
ce
1
CAL
OTT
ES p
our
PRO
TEC
TIO
N-B
OR
NES
( P
our
QF
)
SIEM
ENS
3VF9
324-
1NB1
0 En
Plas
tique
FRL-
O
1 R
ELAI
S T
ERM
IQU
E D
E L
IGN
E (
Pou
r le
Mot
eur
M-O
)
SI
EMEN
S 3R
B105
6-1F
G0
50÷2
00 A
; C
lass
e 10
; G
r. S6
KML-
O
1 C
ON
TAC
TEU
R (
Per
il
Mot
ore
M-O
)
SI
EMEN
S 3R
T105
4-1A
B36
23÷2
6Va.c
./d.c.
( 55 k
W ; G
r. S6 )
KMD
-O
1 C
ON
TAC
TEU
R (
Per
il
Mot
ore
M-O
)
SI
EMEN
S 3R
T105
4-1A
B36
23÷2
6Va.c
./d.c.
( 55 k
W ; G
r. S6 )
KMS-
O
1 C
ON
TAC
TEU
R (
Per
il
Mot
ore
M-O
)
SI
EMEN
S 3R
T104
6-1A
C20
24
V ; 5
0/60 H
z ( 45
kW ; G
r. S3 )
5
PRO
TECT
ION-
BORN
ES (
Pour
KM
L-O
, FR
L-O
, KM
D-O
)
SIEM
ENS
3RT1
955-
4G
Max
. 70
mm
q
4
CALO
TTES
PO
UR P
ROTE
CTIO
N-BO
RNES
(Po
ur K
ML-
O /
FRL-
O ,
KMD
-O)
SI
EMEN
S 3R
T195
6-4E
A2
2
CALO
TTES
PO
UR P
ROTE
CTIO
N-BO
RNES
(Po
ur K
MS-
O )
SI
EMEN
S 3R
T194
6-4E
A2
2 BL
OC
S d
e C
ON
TAC
TS A
UXI
LIAR
ES (
Pour
KM
L-O
, KM
D-O
)
SIEM
ENS
3RH
1921
-1FA
40
Con
tact
s 4
N.O
. + 0
N.C
.
1 BL
OC
S d
e C
ON
TAC
TS A
UXI
LIAR
ES (
Pour
KM
S-O
)
SIEM
ENS
3RH
1921
-1FA
22
Con
tact
s 2
N.O
. + 2
N.C
.
1
BAR
RE
DE
RAC
CO
RD
EMEN
T (
Per
KMS-
O )
SI
EMEN
S 3R
T194
6-4B
A31
UP1
1
CO
NVE
RTI
SSEU
R D
E F
REQ
UEN
CE
TELE
MEC
ANIQ
UE
ALTI
VAR
5
ATV4
5-U
30
3Kw
380
V
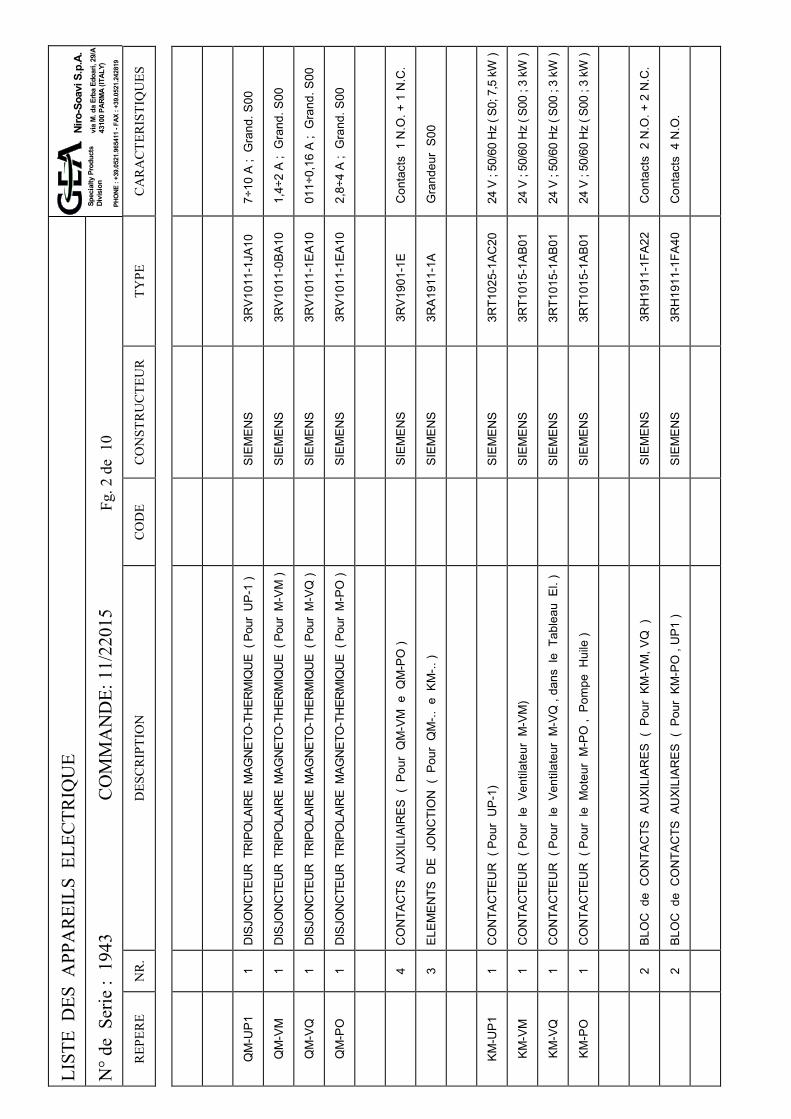
LIST
E D
ES A
PPA
REI
LS E
LEC
TRIQ
UE
N° d
e S
erie
: 1
943
CO
MM
AN
DE:
11/
2201
5
F
g. 2
de
10
REP
ERE
NR
. D
ESC
RIP
TIO
N
CO
DE
CO
NST
RU
CTE
UR
TY
PE
CA
RA
CTE
RIS
TIQ
UES
PHO
NE :
+39.
0521
.965
411
- FAX
: +3
9.05
21.2
4281
9
Niro
-Soa
vi S
.p.A
.vi
a M
. da
Erba
Edo
ari,
29/A
4310
0 PA
RMA
(ITAL
Y)Sp
ecia
lty P
rodu
cts
Divi
sion
QM
-UP1
1
DIS
JON
CTE
UR
TR
IPO
LAIR
E M
AGN
ETO
-TH
ERM
IQU
E (
Pour
UP-
1 )
SI
EMEN
S 3R
V101
1-1J
A10
7÷10
A ;
Gra
nd. S
00
QM
-VM
1
DIS
JON
CTE
UR
TR
IPO
LAIR
E M
AGN
ETO
-TH
ERM
IQU
E (
Pour
M-V
M )
SI
EMEN
S 3R
V101
1-0B
A10
1,4÷
2 A
; G
rand
. S00
QM
-VQ
1
DIS
JON
CTE
UR
TR
IPO
LAIR
E M
AGN
ETO
-TH
ERM
IQU
E (
Pour
M-V
Q )
SI
EMEN
S 3R
V101
1-1E
A10
011÷
0,16
A ;
Gra
nd. S
00
QM
-PO
1
DIS
JON
CTE
UR
TR
IPO
LAIR
E M
AGN
ETO
-TH
ERM
IQU
E (
Pour
M-P
O )
SI
EMEN
S 3R
V101
1-1E
A10
2,8÷
4 A
; G
rand
. S00
4
CO
NTA
CTS
AU
XILI
AIR
ES (
Pou
r Q
M-V
M e
QM
-PO
)
SIEM
ENS
3RV1
901-
1E
Con
tact
s 1
N.O
. + 1
N.C
.
3
ELEM
ENTS
DE
JO
NC
TIO
N (
Pou
r Q
M-..
e K
M-..
)
SIEM
ENS
3RA1
911-
1A
Gra
ndeu
r S0
0
KM-U
P1
1 C
ON
TAC
TEU
R (
Pou
r U
P-1)
SIEM
ENS
3RT1
025-
1AC
20
24 V
; 50
/60
Hz
( S0;
7,5
kW
)
KM-V
M
1 C
ON
TAC
TEU
R (
Pou
r le
Ven
tilat
eur
M-V
M)
SI
EMEN
S 3R
T101
5-1A
B01
24 V
; 50
/60
Hz
( S00
; 3
kW )
KM-V
Q
1 C
ON
TAC
TEU
R (
Pou
r le
Ven
tilat
eur
M-V
Q ,
dans
le
Tab
leau
El.
)
SIEM
ENS
3RT1
015-
1AB0
1 24
V ;
50/6
0 H
z ( S
00 ;
3 kW
)
KM-P
O
1 C
ON
TAC
TEU
R (
Pou
r le
Mot
eur
M-P
O ,
Pom
pe H
uile
)
SIEM
ENS
3RT1
015-
1AB0
1 24
V ;
50/6
0 H
z ( S
00 ;
3 kW
)
2 BL
OC
de
CO
NTA
CTS
AU
XILI
ARES
( P
our
KM-V
M, V
Q )
SIEM
ENS
3RH
1911
-1FA
22
Con
tact
s 2
N.O
. + 2
N.C
.
2
BLO
C d
e C
ON
TAC
TS A
UXI
LIAR
ES (
Pou
r KM
-PO
, U
P1 )
SI
EMEN
S 3R
H19
11-1
FA40
C
onta
cts
4 N
.O.
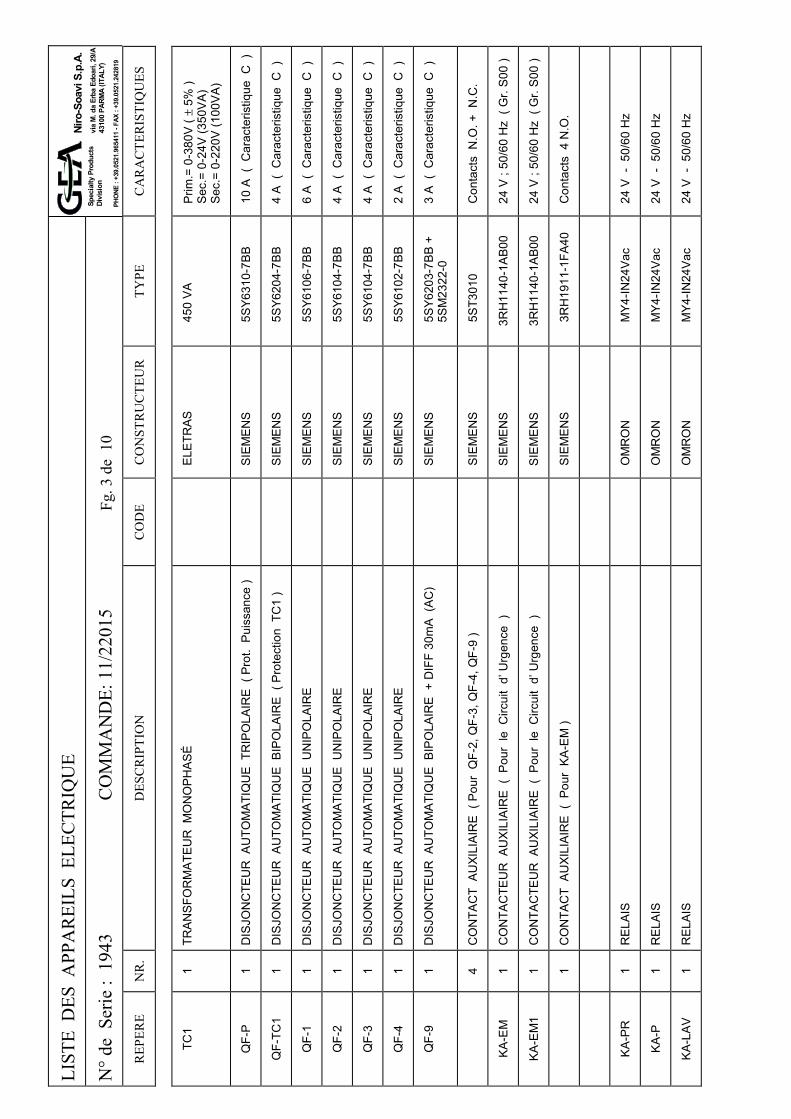
LIST
E D
ES A
PPA
REI
LS E
LEC
TRIQ
UE
N° d
e S
erie
: 1
943
CO
MM
AN
DE:
11/
2201
5
F
g. 3
de
10
REP
ERE
NR
. D
ESC
RIP
TIO
N
CO
DE
CO
NST
RU
CTE
UR
TY
PE
CA
RA
CTE
RIS
TIQ
UES
PHO
NE :
+39.
0521
.965
411
- FAX
: +3
9.05
21.2
4281
9
Niro
-Soa
vi S
.p.A
.vi
a M
. da
Erba
Edo
ari,
29/A
4310
0 PA
RMA
(ITAL
Y)Sp
ecia
lty P
rodu
cts
Divi
sion
TC1
1 TR
ANSF
OR
MAT
EUR
MO
NO
PHAS
É
ELET
RAS
45
0 VA
Pr
im.=
0-3
80V
( ± 5
% )
Sec.
= 0-
24V
(350
VA)
Se
c.=
0-22
0V (1
00VA
)
QF-
P 1
DIS
JON
CTE
UR
AU
TOM
ATIQ
UE
TR
IPO
LAIR
E (
Prot
. Pu
issa
nce
)
SIEM
ENS
5SY6
310-
7BB
10 A
( C
arac
teris
tique
C )
QF-
TC1
1 D
ISJO
NC
TEU
R A
UTO
MAT
IQU
E B
IPO
LAIR
E (
Prot
ectio
n T
C1
)
SIEM
ENS
5SY6
204-
7BB
4 A
( C
arac
teris
tique
C )
QF-
1 1
DIS
JON
CTE
UR
AU
TOM
ATIQ
UE
UN
IPO
LAIR
E
SI
EMEN
S 5S
Y610
6-7B
B 6
A (
Car
acte
ristiq
ue C
)
QF-
2 1
DIS
JON
CTE
UR
AU
TOM
ATIQ
UE
UN
IPO
LAIR
E
SI
EMEN
S 5S
Y610
4-7B
B 4
A (
Car
acte
ristiq
ue C
)
QF-
3 1
DIS
JON
CTE
UR
AU
TOM
ATIQ
UE
UN
IPO
LAIR
E
SI
EMEN
S 5S
Y610
4-7B
B 4
A (
Car
acte
ristiq
ue C
)
QF-
4 1
DIS
JON
CTE
UR
AU
TOM
ATIQ
UE
UN
IPO
LAIR
E
SI
EMEN
S 5S
Y610
2-7B
B 2
A (
Car
acte
ristiq
ue C
)
QF-
9 1
DIS
JON
CTE
UR
AU
TOM
ATIQ
UE
BIP
OLA
IRE
+ D
IFF
30m
A (A
C)
SI
EMEN
S 5S
Y620
3-7B
B +
5SM
2322
-0
3 A
( C
arac
teris
tique
C )
4
CO
NTA
CT
AU
XILI
AIR
E (
Pour
QF-
2, Q
F-3,
QF-
4, Q
F-9
)
SIEM
ENS
5ST3
010
Con
tact
s N
.O. +
N.C
.
KA-E
M
1 C
ON
TAC
TEU
R A
UXI
LIAI
RE
( P
our
le C
ircui
t d’
Urg
ence
)
SI
EMEN
S 3R
H11
40-1
AB00
24
V ;
50/6
0 H
z (
Gr.
S00
)
KA-E
M1
1 C
ON
TAC
TEU
R A
UXI
LIAI
RE
( P
our
le C
ircui
t d’
Urg
ence
)
SI
EMEN
S 3R
H11
40-1
AB00
24
V ;
50/6
0 H
z (
Gr.
S00
)
1
CO
NTA
CT
AU
XILI
AIR
E (
Pou
r KA
-EM
)
SIEM
ENS
3RH
1911
-1FA
40
Con
tact
s 4
N.O
.
KA-P
R
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
KA-P
1
REL
AIS
O
MR
ON
M
Y4-IN
24Va
c 24
V -
50/
60 H
z
KA-L
AV
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
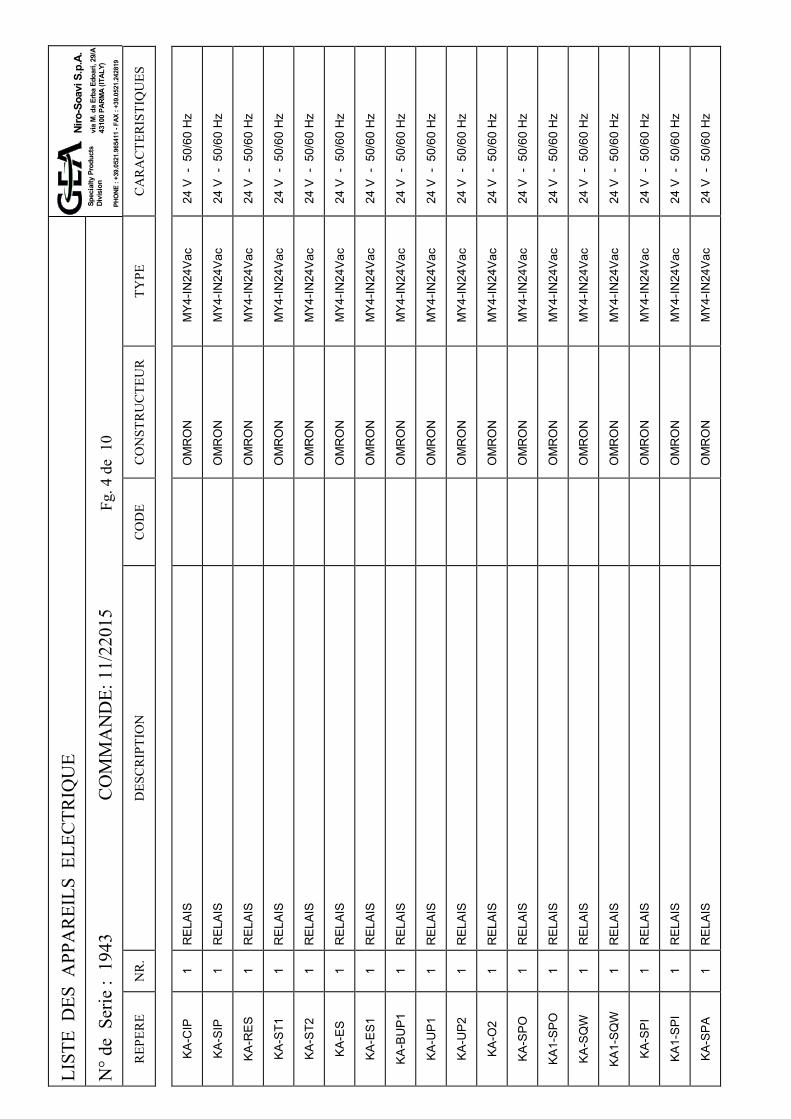
LIST
E D
ES A
PPA
REI
LS E
LEC
TRIQ
UE
N° d
e S
erie
: 1
943
CO
MM
AN
DE:
11/
2201
5
F
g. 4
de
10
REP
ERE
NR
. D
ESC
RIP
TIO
N
CO
DE
CO
NST
RU
CTE
UR
TY
PE
CA
RA
CTE
RIS
TIQ
UES
PHO
NE :
+39.
0521
.965
411
- FAX
: +3
9.05
21.2
4281
9
Niro
-Soa
vi S
.p.A
.vi
a M
. da
Erba
Edo
ari,
29/A
4310
0 PA
RMA
(ITAL
Y)Sp
ecia
lty P
rodu
cts
Divi
sion
KA-C
IP
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
KA-S
IP
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
KA-R
ES
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
KA-S
T1
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
KA-S
T2
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
KA-E
S 1
REL
AIS
O
MR
ON
M
Y4-IN
24Va
c 24
V -
50/
60 H
z
KA-E
S1
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
KA-B
UP1
1
REL
AIS
O
MR
ON
M
Y4-IN
24Va
c 24
V -
50/
60 H
z
KA-U
P1
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
KA-U
P2
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
KA-O
2 1
REL
AIS
O
MR
ON
M
Y4-IN
24Va
c 24
V -
50/
60 H
z
KA-S
PO
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
KA1-
SPO
1
REL
AIS
O
MR
ON
M
Y4-IN
24Va
c 24
V -
50/
60 H
z
KA-S
QW
1
REL
AIS
O
MR
ON
M
Y4-IN
24Va
c 24
V -
50/
60 H
z
KA1-
SQW
1
REL
AIS
O
MR
ON
M
Y4-IN
24Va
c 24
V -
50/
60 H
z
KA-S
PI
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
KA1-
SPI
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
KA-S
PA
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
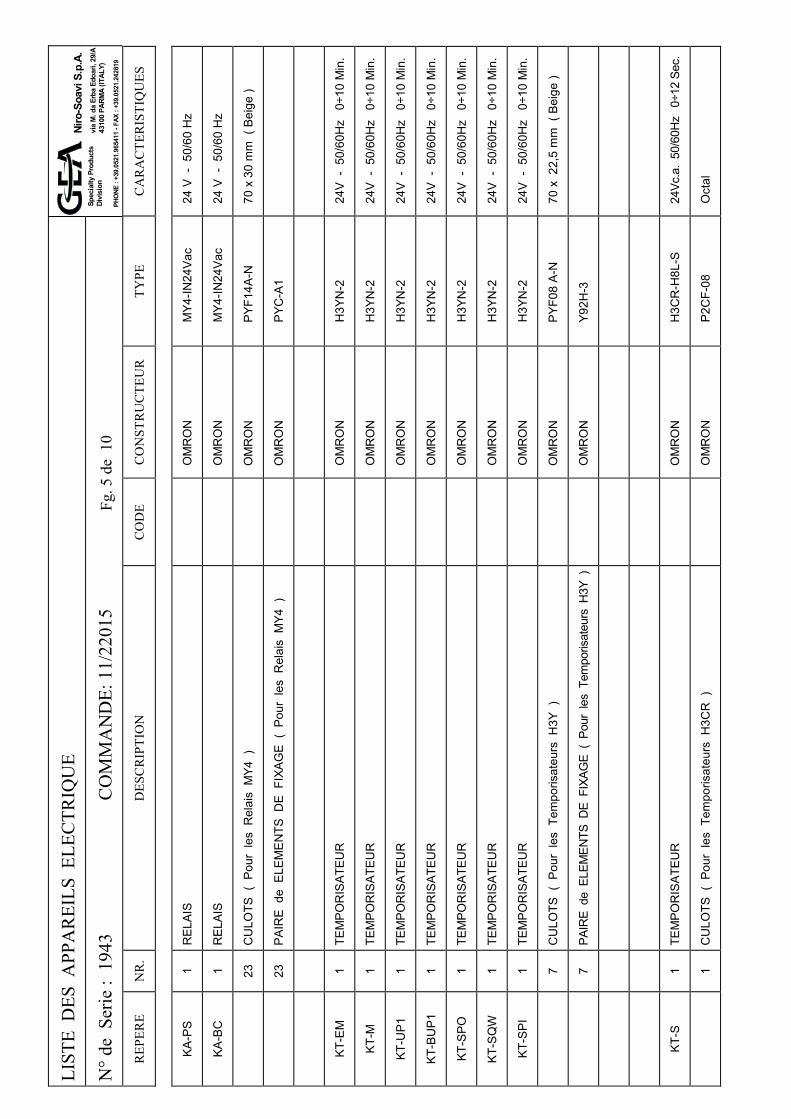
LIST
E D
ES A
PPA
REI
LS E
LEC
TRIQ
UE
N° d
e S
erie
: 1
943
CO
MM
AN
DE:
11/
2201
5
F
g. 5
de
10
REP
ERE
NR
. D
ESC
RIP
TIO
N
CO
DE
CO
NST
RU
CTE
UR
TY
PE
CA
RA
CTE
RIS
TIQ
UES
PHO
NE :
+39.
0521
.965
411
- FAX
: +3
9.05
21.2
4281
9
Niro
-Soa
vi S
.p.A
.vi
a M
. da
Erba
Edo
ari,
29/A
4310
0 PA
RMA
(ITAL
Y)Sp
ecia
lty P
rodu
cts
Divi
sion
KA-P
S 1
REL
AIS
O
MR
ON
M
Y4-IN
24Va
c 24
V -
50/
60 H
z
KA-B
C
1 R
ELAI
S
OM
RO
N
MY4
-IN24
Vac
24 V
- 5
0/60
Hz
23
C
ULO
TS (
Pou
r le
s R
elai
s M
Y4 )
OM
RO
N
PYF1
4A-N
70
x 3
0 m
m (
Bei
ge )
23
PA
IRE
de
ELE
MEN
TS D
E F
IXAG
E (
Pou
r le
s R
elai
s M
Y4 )
OM
RO
N
PYC
-A1
KT-E
M
1 TE
MPO
RIS
ATEU
R
O
MR
ON
H
3YN
-2
24V
- 5
0/60
Hz
0÷1
0 M
in.
KT-M
1
TEM
POR
ISAT
EUR
OM
RO
N
H3Y
N-2
24
V -
50/
60H
z 0
÷10
Min
.
KT-U
P1
1 TE
MPO
RIS
ATEU
R
O
MR
ON
H
3YN
-2
24V
- 5
0/60
Hz
0÷1
0 M
in.
KT-B
UP1
1
TEM
POR
ISAT
EUR
OM
RO
N
H3Y
N-2
24
V -
50/
60H
z 0
÷10
Min
.
KT-S
PO
1 TE
MPO
RIS
ATEU
R
O
MR
ON
H
3YN
-2
24V
- 5
0/60
Hz
0÷1
0 M
in.
KT-S
QW
1
TEM
POR
ISAT
EUR
OM
RO
N
H3Y
N-2
24
V -
50/
60H
z 0
÷10
Min
.
KT-S
PI
1 TE
MPO
RIS
ATEU
R
O
MR
ON
H
3YN
-2
24V
- 5
0/60
Hz
0÷1
0 M
in.
7
CU
LOTS
( P
our
les
Tem
poris
ateu
rs H
3Y )
OM
RO
N
PYF0
8 A-
N
70 x
22,
5 m
m (
Bei
ge )
7
PAIR
E d
e E
LEM
ENTS
DE
FIX
AGE
( P
our
les
Tem
poris
ateu
rs H
3Y )
O
MR
ON
Y9
2H-3
KT-S
1
TEM
POR
ISAT
EUR
OM
RO
N
H3C
R-H
8L-S
24
Vc.a
. 50
/60H
z 0
÷12
Sec.
1
CU
LOTS
( P
our
les
Tem
poris
ateu
rs H
3CR
)
O
MR
ON
P2
CF-
08
Oct
al
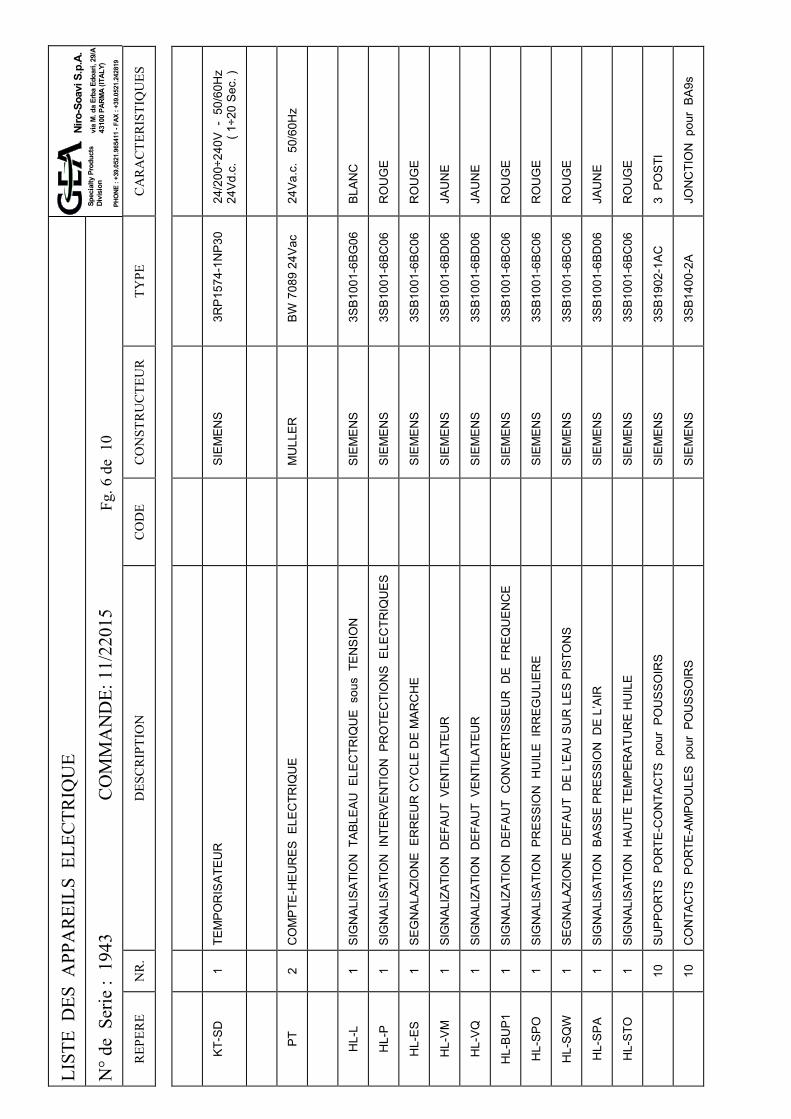
LIST
E D
ES A
PPA
REI
LS E
LEC
TRIQ
UE
N° d
e S
erie
: 1
943
CO
MM
AN
DE:
11/
2201
5
F
g. 6
de
10
REP
ERE
NR
. D
ESC
RIP
TIO
N
CO
DE
CO
NST
RU
CTE
UR
TY
PE
CA
RA
CTE
RIS
TIQ
UES
PHO
NE :
+39.
0521
.965
411
- FAX
: +3
9.05
21.2
4281
9
Niro
-Soa
vi S
.p.A
.vi
a M
. da
Erba
Edo
ari,
29/A
4310
0 PA
RMA
(ITAL
Y)Sp
ecia
lty P
rodu
cts
Divi
sion
KT-S
D
1 TE
MPO
RIS
ATEU
R
SI
EMEN
S 3R
P157
4-1N
P30
24/2
00÷2
40V
- 5
0/60
Hz
24
Vd.c
.
( 1
÷20
Sec.
)
PT
2 C
OM
PTE-
HEU
RES
ELE
CTR
IQU
E
MU
LLER
BW
708
9 24
Vac
24Va
.c.
50/
60H
z
HL-
L 1
SIG
NAL
ISAT
ION
TAB
LEAU
ELE
CTR
IQU
E s
ous
TEN
SIO
N
SI
EMEN
S 3S
B100
1-6B
G06
BL
ANC
HL-
P 1
SIG
NAL
ISAT
ION
IN
TER
VEN
TIO
N P
RO
TEC
TIO
NS
ELE
CTR
IQU
ES
SI
EMEN
S 3S
B100
1-6B
C06
R
OU
GE
HL-
ES
1 SE
GN
ALAZ
ION
E E
RR
EUR
CYC
LE D
E M
ARC
HE
SI
EMEN
S 3S
B100
1-6B
C06
R
OU
GE
HL-
VM
1 SI
GN
ALIZ
ATIO
N D
EFAU
T V
ENTI
LATE
UR
SIEM
ENS
3SB1
001-
6BD
06
JAU
NE
HL-
VQ
1 SI
GN
ALIZ
ATIO
N D
EFAU
T V
ENTI
LATE
UR
SIEM
ENS
3SB1
001-
6BD
06
JAU
NE
HL-
BUP1
1
SIG
NAL
IZAT
ION
DEF
AUT
CO
NVE
RTI
SSEU
R D
E F
REQ
UEN
CE
SI
EMEN
S 3S
B100
1-6B
C06
R
OU
GE
HL-
SPO
1
SIG
NAL
ISAT
ION
PR
ESSI
ON
HU
ILE
IRR
EGU
LIER
E
SIEM
ENS
3SB1
001-
6BC
06
RO
UG
E
HL-
SQW
1
SEG
NAL
AZIO
NE
DEF
AUT
DE
L’EA
U S
UR
LES
PIS
TON
S
SIEM
ENS
3SB1
001-
6BC
06
RO
UG
E
HL-
SPA
1 SI
GN
ALIS
ATIO
N B
ASSE
PR
ESSI
ON
DE
L’AI
R
SI
EMEN
S 3S
B100
1-6B
D06
JA
UN
E
HL-
STO
1
SIG
NAL
ISAT
ION
HAU
TE T
EMPE
RAT
UR
E H
UIL
E
SIEM
ENS
3SB1
001-
6BC
06
RO
UG
E
10
SU
PPO
RTS
PO
RTE
-CO
NTA
CTS
pou
r PO
USS
OIR
S
SI
EMEN
S 3S
B190
2-1A
C
3 P
OST
I
10
C
ON
TAC
TS P
OR
TE-A
MPO
ULE
S p
our
POU
SSO
IRS
SIEM
ENS
3SB1
400-
2A
JON
CTI
ON
pou
r BA
9s
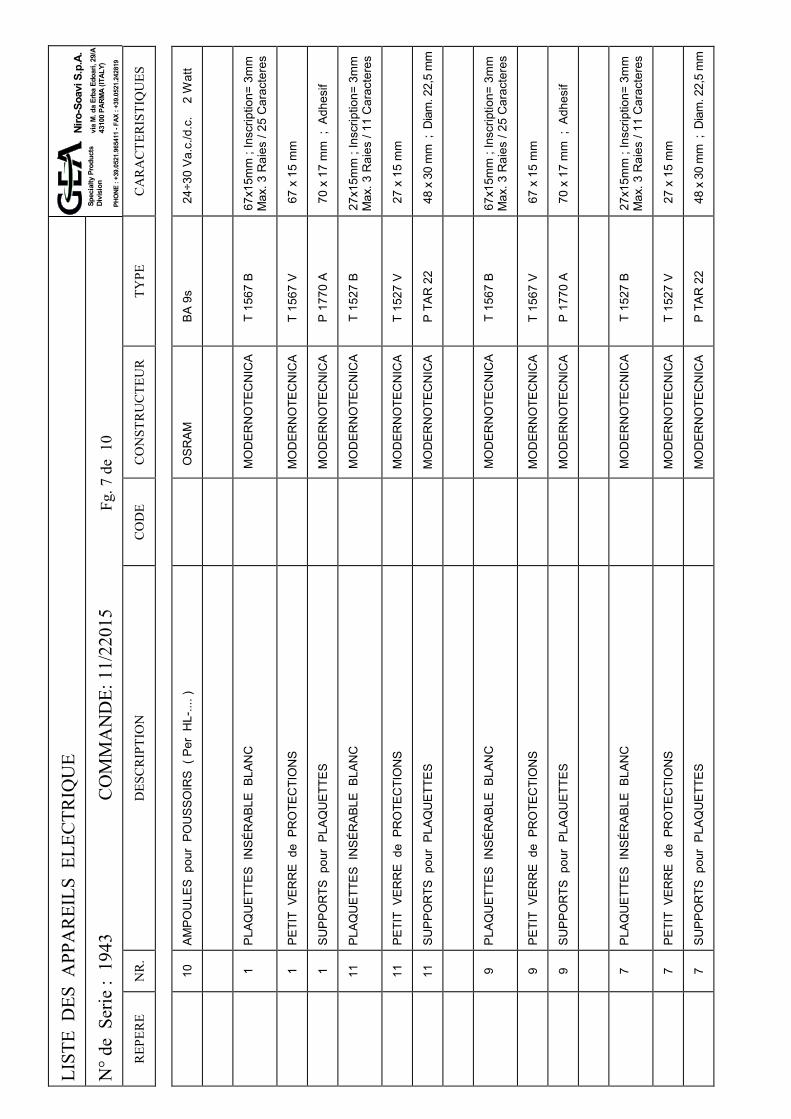
LIST
E D
ES A
PPA
REI
LS E
LEC
TRIQ
UE
N° d
e S
erie
: 1
943
CO
MM
AN
DE:
11/
2201
5
F
g. 7
de
10
REP
ERE
NR
. D
ESC
RIP
TIO
N
CO
DE
CO
NST
RU
CTE
UR
TY
PE
CA
RA
CTE
RIS
TIQ
UES
PHO
NE :
+39.
0521
.965
411
- FAX
: +3
9.05
21.2
4281
9
Niro
-Soa
vi S
.p.A
.vi
a M
. da
Erba
Edo
ari,
29/A
4310
0 PA
RMA
(ITAL
Y)Sp
ecia
lty P
rodu
cts
Divi
sion
10
AM
POU
LES
pou
r PO
USS
OIR
S (
Per
HL-
.... )
OSR
AM
BA 9
s 24
÷30
Va.c
./d.c
. 2
Wat
t
1
PLAQ
UET
TES
INSÉ
RAB
LE B
LAN
C
MO
DER
NO
TEC
NIC
A T
1567
B
67x1
5mm
; In
scrip
tion=
3m
m
Max
. 3 R
aies
/ 25
Car
acte
res
1
PETI
T V
ERR
E d
e P
RO
TEC
TIO
NS
MO
DER
NO
TEC
NIC
A T
1567
V
67 x
15
mm
1
SUPP
OR
TS p
our
PLAQ
UET
TES
MO
DER
NO
TEC
NIC
A P
1770
A
70 x
17
mm
; A
dhes
if
11
PL
AQU
ETTE
S IN
SÉR
ABLE
BLA
NC
M
OD
ERN
OTE
CN
ICA
T 15
27 B
27
x15m
m ;
Insc
riptio
n= 3
mm
M
ax. 3
Rai
es /
11 C
arac
tere
s
11
PE
TIT
VER
RE
de
PR
OTE
CTI
ON
S
M
OD
ERN
OTE
CN
ICA
T 15
27 V
27
x 1
5 m
m
11
SU
PPO
RTS
pou
r PL
AQU
ETTE
S
M
OD
ERN
OTE
CN
ICA
P TA
R 2
2 48
x 3
0 m
m ;
Dia
m. 2
2,5
mm
9
PLAQ
UET
TES
INSÉ
RAB
LE B
LAN
C
MO
DER
NO
TEC
NIC
A T
1567
B
67x1
5mm
; In
scrip
tion=
3m
m
Max
. 3 R
aies
/ 25
Car
acte
res
9
PETI
T V
ERR
E d
e P
RO
TEC
TIO
NS
MO
DER
NO
TEC
NIC
A T
1567
V
67 x
15
mm
9
SUPP
OR
TS p
our
PLAQ
UET
TES
MO
DER
NO
TEC
NIC
A P
1770
A
70 x
17
mm
; A
dhes
if
7
PLAQ
UET
TES
INSÉ
RAB
LE B
LAN
C
MO
DER
NO
TEC
NIC
A T
1527
B
27x1
5mm
; In
scrip
tion=
3m
m
Max
. 3 R
aies
/ 11
Car
acte
res
7
PETI
T V
ERR
E d
e P
RO
TEC
TIO
NS
MO
DER
NO
TEC
NIC
A T
1527
V
27 x
15
mm
7
SUPP
OR
TS p
our
PLAQ
UET
TES
MO
DER
NO
TEC
NIC
A P
TAR
22
48 x
30
mm
; D
iam
. 22,
5 m
m

LIST
E D
ES A
PPA
REI
LS E
LEC
TRIQ
UE
N° d
e S
erie
: 1
943
CO
MM
AN
DE:
11/
2201
5
F
g. 8
de
10
REP
ERE
NR
. D
ESC
RIP
TIO
N
CO
DE
CO
NST
RU
CTE
UR
TY
PE
CA
RA
CTE
RIS
TIQ
UES
PHO
NE :
+39.
0521
.965
411
- FAX
: +3
9.05
21.2
4281
9
Niro
-Soa
vi S
.p.A
.vi
a M
. da
Erba
Edo
ari,
29/A
4310
0 PA
RMA
(ITAL
Y)Sp
ecia
lty P
rodu
cts
Divi
sion
PIC
-I 1
CO
NTR
ÔLE
UR
HO
NEY
WEL
L U
DC
3300
PIC
-1
1 C
ON
TRÔ
LEU
R
H
ON
EYW
ELL
UD
C33
00
PIC
-2
1 C
ON
TRÔ
LEU
R
H
ON
EYW
ELL
UD
C33
00
RP-
CIP
1
POTE
NTI
OM
ÈTR
E 3T
UR
N 2
KOH
M
CE0
010
RP-
SIP
1 PO
TEN
TIO
MET
RE
3TU
RN
2KO
HM
C
E001
0
2
BOU
TON
DE
POTE
NTI
OM
ETR
E C
EM01
0
1
BOIT
E PO
UR
PO
TEN
TIO
MET
RE
KSC
TGW
P130
805
GEW
ISS
2740
1
HA-
I 1
ALAR
ME
ACO
UST
IQU
E
SI
REN
A SE
AT
229
B 24
Vac
50/
60H
z
95 d
B
(
Elet
troni
ca ;
Bito
nale
)
ST-O
1
THER
MO
STAT
HU
ILE
JU
MO
TE
-1W
O
220V
ac
KA-O
1
DIS
POSI
TIF
DE
SEC
UR
ITE
TE
LEM
ECAN
IQU
E PR
EVEN
TA
XPSA
L511
0 24
Vac
GS-
DC
1
ALIM
ENTA
TEU
R 2
4DC
PO
UR
LE
CIR
CU
ITS
4-20
mA
PR
-ELE
CTR
ON
ICS
2220
D1
1
CU
LOTS
PO
UR
GS-
DC
PR-E
LEC
TRO
NIC
S 70
23
6
BOR
NES
( P
our
le M
oteu
r Pr
inci
pal
M-O
;
Po
ur l
e B
oite
a’
Born
es X
1 d
u T
able
au E
lect
rique
)
SI
EMEN
S 8W
A1 2
06
70 m
mq
;
Beig
e

LIST
E D
ES A
PPA
REI
LS E
LEC
TRIQ
UE
N° d
e S
erie
: 1
943
CO
MM
AN
DE:
11/
2201
5
F
g. 9
de
10
REP
ERE
NR
. D
ESC
RIP
TIO
N
CO
DE
CO
NST
RU
CTE
UR
TY
PE
CA
RA
CTE
RIS
TIQ
UES
PHO
NE :
+39.
0521
.965
411
- FAX
: +3
9.05
21.2
4281
9
Niro
-Soa
vi S
.p.A
.vi
a M
. da
Erba
Edo
ari,
29/A
4310
0 PA
RMA
(ITAL
Y)Sp
ecia
lty P
rodu
cts
Divi
sion
9
BOR
NES
( P
our
les
Mot
eurs
M-V
M ,
M-P
O;
Pour
le
Boi
te a
’ Bo
rnes
X1
du
Tab
leau
Ele
ctriq
ue )
SIEM
ENS
8WA1
011
-
1DG
11
4 m
mq
;
Beig
e
3
BOR
NES
( P
our
les
Mot
eurs
M-V
Q ;
Po
ur l
e B
oite
a’
Born
es X
1 d
u T
able
au E
lect
rique
)
SI
EMEN
S 8W
A1 0
11 -
1D
G11
4
mm
q ;
Be
ige
36
BO
RN
ES D
OU
BLES
( P
our
les
Circ
uits
Aux
iliaire
s ;
Pour
le
Boi
te a
’ Bo
rnes
X2
du
Tab
leau
Ele
ctriq
ue )
SIEM
ENS
8WA1
011
–
2DG
11
4 m
mq
;
Beig
e
16
BO
RN
ES (
Pou
r le
s C
ircui
ts l
ibre
s d
e T
ensi
on ;
Po
ur l
e B
oite
a’
Born
es X
3 d
u T
able
au E
lect
rique
)
SI
EMEN
S 8W
A1 0
11 –
2D
G11
4
mm
q ;
Be
ige
1
ARM
OIR
E E
N A
CIE
R I
NO
X
ILIN
OX
MC
0805
80
0 x
2000
x 5
00 m
m
1
ILIN
OX
MC
05
1
ILIN
OX
PI07
19
4
ILIN
OX
SA20
00
1
ILIN
OX
QZ0
4
2
ILIN
OX
KL14

LIST
E D
ES A
PPA
REI
LS E
LEC
TRIQ
UE
N° d
e S
erie
: 1
943
CO
MM
AN
DE:
11/
2201
5
F
g. 1
0 de
10
REP
ERE
NR
. D
ESC
RIP
TIO
N
CO
DE
CO
NST
RU
CTE
UR
TY
PE
CA
RA
CTE
RIS
TIQ
UES
PHO
NE :
+39.
0521
.965
411
- FAX
: +3
9.05
21.2
4281
9
Niro
-Soa
vi S
.p.A
.vi
a M
. da
Erba
Edo
ari,
29/A
4310
0 PA
RMA
(ITAL
Y)Sp
ecia
lty P
rodu
cts
Divi
sion

Niro Soavi S.p.A
SECTION 7
CATALOGUES DES SOUS-TRAITANTS -
TABLE DES MATIERES
7.1. CATALOGUES DES SOUS-TRAITANTS ET COMPOSANTS
7C001E0B.DOC 7.1.0

Niro Soavi S.p.A
7.1. CATALOGUES DES SOUS-TRAITANTS ET COMPOSANTS
Ce paragraphe fournit la copie des catalogues des fournisseurs des composants installés sur la machine En complément des informations fournies dans ce manuel MODE D'EMPLOI ET D'ENTRETIEN, faire référence aux instructions spécifiques des éventuels composants installés.
7C001E0B.DOC 7.1.1