INDUSTRIA CLORO ALCALI - ccbasilea … · 1 INDUSTRIA CLORO ALCALI BASES PARA LA GESTION...
26
1 INDUSTRIA CLORO ALCALI BASES PARA LA GESTION AMBIENTALMENTE SEGURA INDUSTRIA CLORO-ÁLCALI • Produce: – Cloro gaseoso Cl 2(g) – Soda cáustica NaOH o potasa (KOH) – Hidrógeno H 2(g) • A partir de: – Solución saturada de cloruro de sodio (NaCl) o cloruro de potasio (KCl) • Proceso Redox electroquímico INDUSTRIA CLORO-ÁLCALI • Tres tipos de proceso: – Celda de diafragma (Griesheim cell, 1885) – Celda de mercurio (Castner–Kellner cell, 1892) – Celda de membrana (1970)
Transcript of INDUSTRIA CLORO ALCALI - ccbasilea … · 1 INDUSTRIA CLORO ALCALI BASES PARA LA GESTION...
1
INDUSTRIA CLORO ALCALI
BASES PARA LA GESTION AMBIENTALMENTE SEGURA
INDUSTRIA CLORO-ÁLCALI
• Produce: – Cloro gaseoso Cl2(g)
– Soda cáustica NaOH o potasa (KOH)
– Hidrógeno H2(g)
• A partir de:– Solución saturada de cloruro de sodio (NaCl) o
cloruro de potasio (KCl)
• Proceso Redox electroquímico
INDUSTRIA CLORO-ÁLCALI
• Tres tipos de proceso:
– Celda de diafragma (Griesheim cell, 1885)
– Celda de mercurio (Castner–Kellner cell, 1892)
– Celda de membrana (1970)
2
REACCIONES
Disolución NaCl → Na+ + Cl-
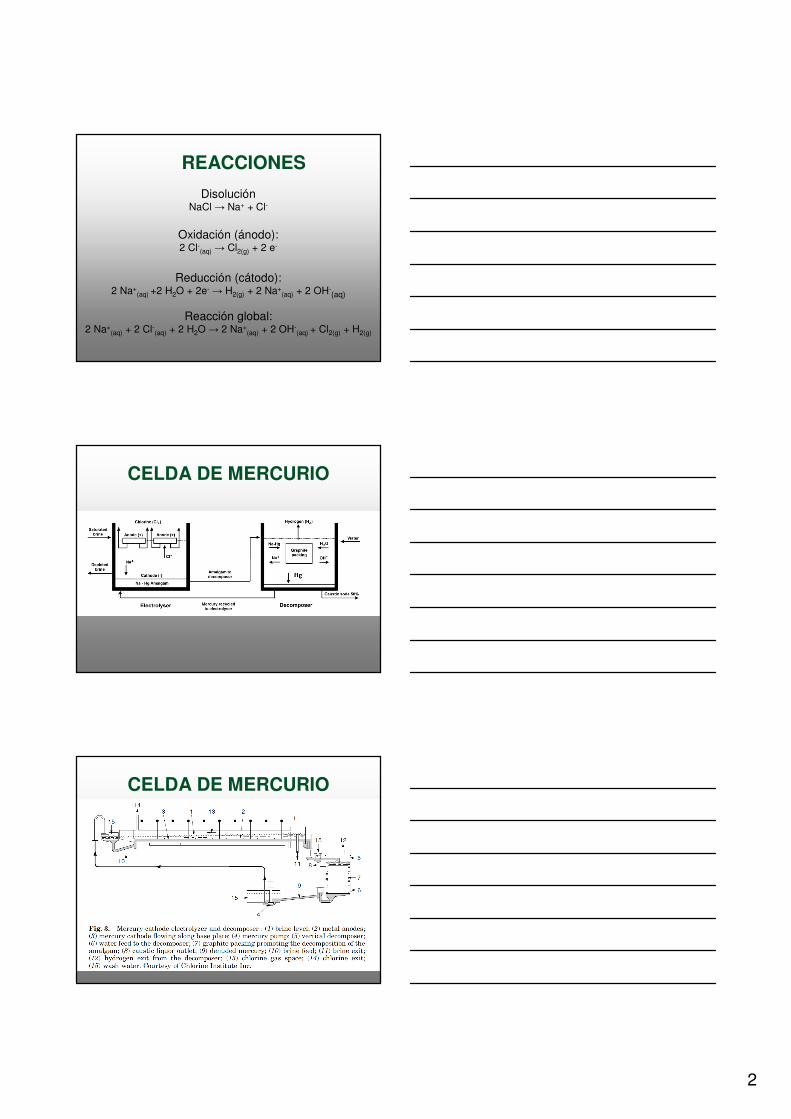
Oxidación (ánodo):2 Cl-(aq) → Cl2(g) + 2 e-
Reducción (cátodo):2 Na+
(aq) +2 H2O + 2e- → H2(g) + 2 Na+(aq) + 2 OH-
(aq)
Reacción global:2 Na+
(aq) + 2 Cl-(aq) + 2 H2O → 2 Na+(aq) + 2 OH-
(aq) + Cl2(g) + H2(g)
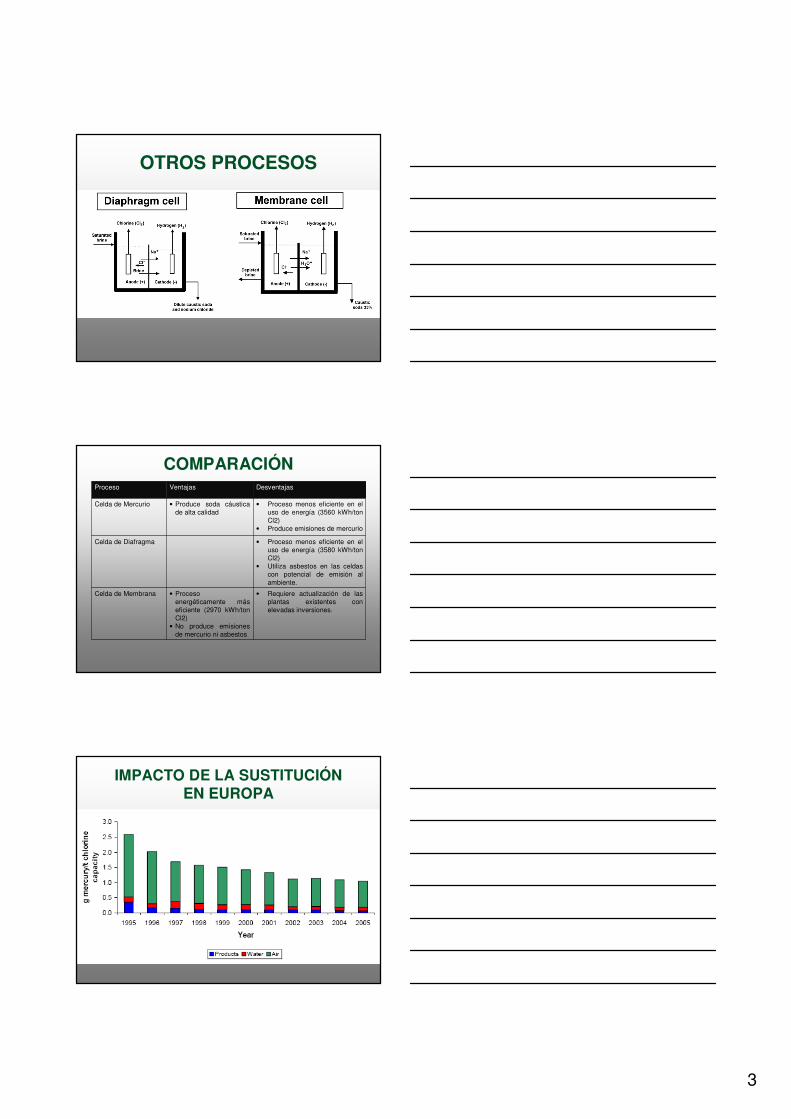
CELDA DE MERCURIO
CELDA DE MERCURIO
3
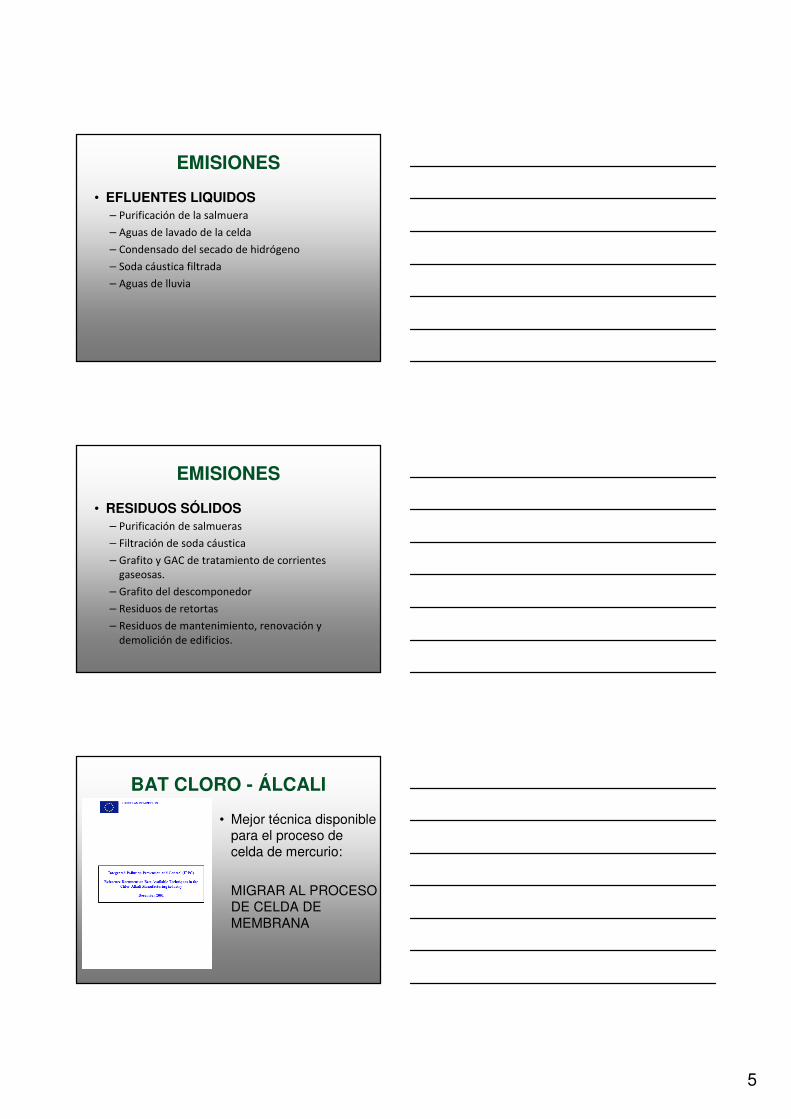
OTROS PROCESOS
COMPARACIÓN
• Requiere actualización de las plantas existentes con elevadas inversiones.
• Proceso energéticamente más eficiente (2970 kWh/ton Cl2)
• No produce emisiones de mercurio ni asbestos
Celda de Membrana
• Proceso menos eficiente en el uso de energía (3580 kWh/ton Cl2)
• Utiliza asbestos en las celdas con potencial de emisión al ambiente.
Celda de Diafragma
• Proceso menos eficiente en el uso de energía (3560 kWh/ton Cl2)
• Produce emisiones de mercurio
• Produce soda cáustica de alta calidad
Celda de Mercurio
DesventajasVentajasProceso
IMPACTO DE LA SUSTITUCIÓNEN EUROPA

4
EMISIONES DE MERCURIO DEL PROCESO
CORRIENTES DE MERCURIO
EMISIONES
• EMISIONES AL AIRE– Ventilación del cuarto de celdas.
– Escapes del proceso
– Circuito de salmuera
– Soda cáustica
– Corriente de hidrógeno
– Fugas del depósito
– Retortas
5
EMISIONES
• EFLUENTES LIQUIDOS– Purificación de la salmuera
– Aguas de lavado de la celda
– Condensado del secado de hidrógeno
– Soda cáustica filtrada
– Aguas de lluvia
EMISIONES
• RESIDUOS SÓLIDOS– Purificación de salmueras
– Filtración de soda cáustica
– Grafito y GAC de tratamiento de corrientes gaseosas.
– Grafito del descomponedor
– Residuos de retortas
– Residuos de mantenimiento, renovación y demolición de edificios.
BAT CLORO - ÁLCALI
• Mejor técnica disponible para el proceso de celda de mercurio:
MIGRAR AL PROCESO DE CELDA DE MEMBRANA
6
• Guía técnica para el control de emisiones de mercurio en plantas de cloro soda.
• The ChlorineInstitute. 2001
• Guía para la minimización de emisiones y residuos de mercurio en plantas de cloro soda.
• Eurochlor 2006
• Decomisionamiento de plantas de cloro soda con celdas de mercurio.
• Eurochlor. 2004
7
• Buenas prácticas operativas vinculadas al mercurio en plantas de cloro soda.
• Eurochlor 2004.
BAT CLORO – ÁLCALIRECOMENDACIONES PARA REDUCCIÓN DE EMISIONES
• Monitoreo de pérdidas (Objetivo: reducir volatilización):– Monitoreo continuo de mercurio en ambiente.
– Remoción de derrames (aspiradoras).
– Evitar agua a presión para no diseminar.
• Buenas prácticas (Evitar acumulación de mercurio):– Pisos lisos y limpios, libres de obstáculos.
– Evitar la madera y espacios donde pueda acumularse.
– Iluminación directa potente.
• Factores humanos (Objetivo: motivación y educación para evitar emisiones)– Capacitación, desarrollo de buenas prácticas.
– Higiene personal. Lavado diario de ropa de trabajo.
– Rutinas de limpieza en cuarto de celdas.
• Medidas de final de tubería (Objetivo: recuperar mercurio emitido)– Remoción de mercurio del hidrógeno.
– Remoción de mercurio de la soda cáustica.
– Tratamiento de gases provenientes de procesos.
– Remoción de mercurio de los efluentes.
– Almacenamiento hermético de residuos y piezas.
BAT CLORO – ÁLCALIRECOMENDACIONES PARA REDUCCIÓN DE EMISIONES
8
• Durante la operación (Objetivo: evitar abrir las celdas):– Usar salmueras de bajo contenido de impurezas.
– Monitorear la presión de mercurio.
– Hacer producciones más largas (evitar paradas)
• Durante la apertura de las celdas (Objetivo: Reducir evaporación):– Enfriar previamente
– Reducir los tiempos de apertura.
– Usar ductos de aspiración.
BAT CLORO – ÁLCALIRECOMENDACIONES PARA REDUCCIÓN DE EMISIONES
ESM CLORO ÁLCALI
1. ACCIONES PREVENTIVAS Y DE MINIMIZACION
2. IDENTIFICACION E INVENTARIO3. OPERACIONES CON RESIDUOS4. TRATAMIENTO DE RESIDUOS5. ALMACENAMIENTO Y DISPOSICIÓN6. DESMANTELAMIENTO
1. ACCIONES DE PREVENCIÓN Y MINIMIZACIÓN
1. Buenas Prácticas Operativas2. Prácticas de mantenimiento3. Prácticas de producción
9
1.1 BUENAS PRÁCTICAS OPERATIVAS
1.1.1 Prevención de fugas de mercurio.1.1.2 Detección de fugas de mercurio.
– Condiciones de diseño.
– Inspecciones visuales.
– Inspecciones de monitoreo.
1.1.3 Limpieza del mercurio.
1.1 BUENAS PRÁCTICAS OPERATIVAS1.1.1 Prevención de fugas de mercurio
• Trazabilidad de causas y fuentes de fugas de mercurio. • Fugas de equipos y tuberías deben ser reparadas inmediatamente.• El número de bridas y fittings debe ser minimizado. Cada fitting
debería ser considerado como un potencial punto de fugas.• Las tuberías no metálicas deberían estar bien soportadas e
inclinadas para prevenir excesiva acumulación y subsecuente falla.• Se debe minimizar la apertura de equipos y recipientes que
contienen mercurio. • Tapas o tapones deben ser instaladas en válvulas de drenaje o
muestreo de mercurio mientras no están en uso.• Debería evitarse el drenaje de fluidos contaminados con mercurio al
piso del cuarto de celdas. Si esto es inevitable, el piso del área debería ser lavado inmediatamente.
• La cobertura con agua debería ser considerada temporaria cuando se usa como medio primario para contener mercurio. El mercurio debería ser almacenado en contenedores cerrados.
• Las instalaciones deberían considerar el reapriete de tuercas en bridas y barandas después de puestas en servicio.
• Condiciones de diseño:– Pisos limpios y libres de escombros. Evitar la permanencia
de ítems innecesarios. – Evitar el uso de madera en la planta (absorbe Hg y es de
difícil tratamiento).– Evitar puntos de acumulación de mercurio (soportes de
cañerías, bandejas de cables, etc.). Seleccionar materiales resistentes a la corrosión y de fácil limpieza.
– Iluminación adecuada para detectar derrames.– Pisos revestidos con materiales resistentes y de colores
contrastantes con el mercurio.– Los pisos de concreto deben tener esquinas redondeadas.
1.1 BUENAS PRÁCTICAS OPERATIVAS1.1.2 Detección de fugas de mercurio
10
• Inspecciones visuales– Pisos, juntas y equipos deben ser inspeccionados
rutinariamente para detectar fugas.
– Deben realizarse inspecciones específicas luego de trabajos de mantenimiento.
– La Gerencia de planta y los supervisores deben participar de las actividades de monitoreo.
– Se deben inspeccionar los contenedores de almacenamiento para detectar fugas.
1.1 BUENAS PRÁCTICAS OPERATIVAS1.1.2 Detección de fugas de mercurio
• Inspecciones de monitoreo– Las áreas de proceso deberían ser monitoreadas
rutinariamente para determinar la concentración de mercurio. En caso de detectarse niveles por encima del background se deben iniciar monitoreos adicionales para determinar la fuente.
– En la guía se detallan equipos y técnicas de análisis de mercurio en aire.
1.1 BUENAS PRÁCTICAS OPERATIVAS1.1.2 Detección de fugas de mercurio
1.1 BUENAS PRACTICAS OPERATIVAS1.1.3 Limpieza del mercurio
• Los derrames de mercurio deben ser manejados rápida y minuciosamente. Es responsabilidad de la persona que encuentra el derrame, el iniciar los procesos de limpieza inmediatamente. Luego debe procederse a identificar la causa y la fuente a efectos de evitar reincidencias.

11
• Cada planta debería tener procedimientos escritos bien definidos. El personal de la celda debe estar entrenado para enfrentar los derrames.
• Cada instalación debería tener procedimientos que especifiquen los requerimientos de lavado. La frecuencia puede estar basada en inspecciones visuales, en monitoreos o en base a un esquema previo.
• Se debe evitar el lavado de los pisos superiores con agua para impedir la caída de gotas de mercurio y el aumento de la superficie expuesta, a menos que el piso inferior sea lavado a continuación.
• El uso de agua a alta presión debe ser usado con precaución.
1.1 BUENAS PRACTICAS OPERATIVAS1.1.3 Limpieza del mercurio
• Los gases de escape de las unidades de vacío deben contar con un sistema de control de mercurio.
• Los sistemas de control de las unidades de vacío deben ser chequeados permanentemente.
• La cámara de recolección de mercurio debe estar aislada del lecho de carbón activado mientras el sistema está apagado. La finalidad es evitar que el carbón activado se sature de mercurio.
• Las mangueras de succión deberían ser tan cortas como sea posible y su superficie interior debería ser lisa. Luego del uso deben ser lavadas o tapadas.
1.1 BUENAS PRACTICAS OPERATIVAS
1.1.3 Limpieza del mercurio
1.2 PRACTICAS DE MANTENIMIENTO DE CELDAS
1.2.1 Prácticas generales de mantenimiento.1.2.2 Preparación / Pre – planificación.1.2.3 Apertura de la celda.1.2.4 Mantenimiento del descomponedor.

12
1.2 PRACTICAS DE MANTENIMIENTO1.2.1 Prácticas Generales
• Criterios previos al mantenimiento:– Minimizar la frecuencia de la tarea.– Minimizar la duración de la apertura de celda.– Mantener condiciones que reduzcan las emisiones.– Evitar la diseminación de mercurio a otras áreas.
• Mantenimiento predictivo: Base de datos de componentes y tiempo estimado de duración para recambiarlos antes que fallen. Registros de frecuencia de apertura y razones.
• Procedimientos escritos con la rutina de mantenimiento.
1.2 PRACTICAS DE MANTENIMIENTO1.2.1 Prácticas Generales
• Evitar dejar las celdas abiertas durante la noche. Cubrir el mercurio con agua en caso de ser necesario.
• Chequeo de bridas, juntas, etc. que fueron abiertas luego de volver a cerrarlas.
1.2 PRACTICAS DE MANTENIMIENTO1.2.2 Planificación / Preparación
• Lubricación de tuercas, tornillos, etc. previa a la apertura a efectos de reducir el tiempo de la operación.
• Chequear previamente la disponibilidad de piezas, repuestos y herramientas. Asegurarse que están en el sitio antes de abrir la celda.
• Las celdas y los descomponedores deben ser enfriados previo a la apertura.
• Asegurarse que se cuenta con los recursos humanos necesarios al momento de iniciar la operación.
• Las mangueras utilizadas para transferir mercurio deben ser lavadas y tapadas inmediatamente.

13
1.2 PRACTICAS DE MANTENIMIENTO1.2.3 Apertura de celdas
• Mantener en condiciones los contactos de celdas para evitar puntos calientes.
• En lo posible cubrir la celda con cobertura que incluya captación de vapores.
• El área alrededor de la celda deberá estar cerrada (barricada) para evitar derrames de mercurio a otros sectores de la planta.
• La celda debería permanecer cubierta con agua, en lo posible en movimiento.
• El mantenimiento del descomponedor puede ser una de las principales fuentes de exposición al mercurio. Se deben minimizar tanto su número de aperturas como su duración.
• Se sugiere tener un descomponedor completo de repuesto para cambio inmediato.
• Se sugiere purgar con gas inerte antes de la apertura.• Drenar soda cáustica y mercurio a tanques cerrados y
vuelto a llenar con agua o soda antes de la apertura. • Agregar agua al sistema de barras de grafito para purgar
mercurio.• Luego de la sustitución, las barras de grafito deben ser
retortadas o envasadas herméticamente.• Chequear el sistema de distribución de mercurio sobre
las barras.
1.2 PRACTICAS DE MANTENIMIENTO1.2.4 Mantenimiento del descomponedor
1.3 PRACTICAS DE OPERACIÓN DE CELDAS
• Reducción de la apertura de celdas.• Sistemas Endbox• Recolección de hidrógeno.• Ventilación de endbox.• Recolección de soda.• Procesamiento de salmuera.• Operación general.• Operaciones de tratamiento térmico.
14
1.3 PRACTICAS DE OPERACIÓN DE CELDAS
1.3.1 Reducción en la apertura de celdas– Reducción de problemas en el cátodo por mejora
en la calidad de la salmuera y en las condiciones de flujo del mercurio.
– Reducción de problemas en el ánodo por mejora en la geometría, conexiones, revestimiento y ajuste del ánodo.
– Reducción de fallas prematuras mediante mejora en la instalación, reducción de agentes atacantes en salmuera y reducción de temperaturas de operación.
1.3 PRACTICAS DE OPERACIÓN DE CELDAS
1.3.2 Sistemas Endbox– Los sistemas Endbox deberían permanecer
cerrados y sellados a menos que se requiera un acceso puntual.
– Se deben chequear las juntas y sellos así como los tornillos que los mantienen unidos a la celda.
– Se debe chequear el nivel de agua y la temperatura de la misma para evitar evaporación.
1.3 PRACTICAS DE OPERACIÓN DE CELDAS
1.3.3 Recolección de hidrógeno– Se debe chequear la temperatura de salida del
hidrógeno para evitar fugas de mercurio vapor hacia la red.
– El condensado del hidrógeno debe retornar al sistema.
– Monitoreo permanente de mercurio vapor en el sistema de hidrógeno.
15
1.3 PRACTICAS DE OPERACIÓN DE CELDAS
1.3.4 Ventilación de Endbox– Se debe controlar periódicamente el nivel de mercurio
vapor en esta corriente.
1.3.5 Recolección de soda– Los sólidos y líquidos provenientes del retrolavado de los
filtros de soda deben ser recogidos en recipientes cerrados.
– Los sólidos deben ser mantenidos en recipientes bajo agua.
1.3.6 Procesamiento de la salmuera– Mejorar tratamiento para evitar formación de “mantecas”.– No purgar salmuera al piso.
1.3 PRACTICAS DE OPERACIÓN DE CELDAS
1.3.7 Procedimientos generales– Controlar temperatura del descomponedor.
– Evitar formación de manteca: controlar flujo de mercurio y concentración de amalgama.
– Chequeo y/o ajuste de la pendiente de la celda.
– Chequeo de la presión de la bomba y del nivel de mercurio en el descomponedor.
– Control de la distribución de corriente en cada celda.
– Considerar un programa de lavado de la salmuera de celdas y retiro de mantecas.
– Control de la planaridad de los ánodos entre si y respecto al fondo.
– Ajuste del cátodo por regulación del flujo de mercurio.
2. IDENTIFICACIÓN E INVENTARIO DEL MERCURIO
• Almacenamiento de mercurio.• Recolección / redistribución de mercurio.• Determinación del inventario de mercurio
operativo.
16
• CRITERIO GENERAL:
CADA PLANTA DEBERÍA CONTAR CON UN SISTEMA DE CONTABILIZACIÓN DE USOS Y STOCKS DE MERCURIO
• Fuente: Guidelines for Conducting a Mercury Balance, an Internal Guidance Document; The Chlorine Institute: Washington, DC, May 1999.
2. IDENTIFICACIÓN E INVENTARIO DEL MERCURIO
2.1 Almacenamiento de mercurio– Será necesario contar con un sistema de
documentación de entradas y salidas de mercurio. El acceso al mercurio será claramente definido y restringido.
– El mercurio recogido será almacenado en recipientes específicamente diseñados para evitar emisiones.
2. IDENTIFICACIÓN E INVENTARIO DEL MERCURIO
2.2 Recolección y distribución– Se deben establecer responsabilidades en cuanto a la
recolección y distribución.– Se deben instalar puntos bajos de drenaje en equipos y
líneas de proceso.– El único criterio para la reposición de mercurio a la celda es
la detección de bajo nivel mediante medida directa.– Cada salida de mercurio debe ser pesada y registrada.– Se debe trazar la recolección de mercurio en cada
componente de la planta y realizar evaluaciones sobre tendencias.
– Se deben comparar los totales de entrada y salida para evaluar fugas.
– Cada punto de colección debe tener valores máximos y mínimos especificados.
2. IDENTIFICACIÓN E INVENTARIO DEL MERCURIO
17
2.3 Determinación del peso operativo– Cada celda debe tener un procedimiento escrito
para estimar el peso de mercurio operativo de acuerdo a la referencia citada.
2. IDENTIFICACIÓN E INVENTARIO DEL MERCURIO
3. OPERACIONES CON RESIDUOS DE MERCURIO
3.1 OPERACIONES CON GASES– Remoción de mercurio de escapes
– Remoción de mercurio del hidrógeno
3.2 OPERACIONES CON EFLUENTES– Tratamiento de efluentes líquidos
3.3 REMOCIÓN DE Hg EN SODA
3.1.1 REMOCIÓN DE Hg DE ESCAPES
• ADSORCIÓN SOBRE GAC– Se hace circular el aire de escape sobre un lecho
de GAC impregnado con azufre o yodo.
– Genera un residuo sólido contaminado.
– Alcanza valores de 0,003 mgHg/m3(SolvayRoermond).
• REACCIÓN CON CALOMEL– Se hace reaccionar con cloro y se recoge en una
columna empacada.
– Se trata el empaque con salmuera con cloro.
– Alcanza valores de 0,05 mg/m3.
18
3.1.1 REMOCIÓN DE Hg DE ESCAPES
• SCRUBBING CON SALMUERA CLORADA O HIPOCLORITO.– En una columna empacada se oxida el mercurio
para obtener HgCl2. El líquido se envía al tratamiento de la salmuera.
– Niveles alcanzados: 0,05 mg/m3 (BASF Antwerp)
3.1.2 REMOCIÓN DE Hg DEL H2
• La corriente de hidrógeno sale a 90 –130ºC y saturada en mercurio.
• El mercurio es condensado y el gas pasapor GAC hipoclorito.
• Otros tratamientos:– Reacción con óxido cúprico.
– Adsorción sobre óxido de cobre/aluminio o plata/zinc.
3.2 REDUCCIÓN DE EMISIONES DE MERCURIO AL AGUA
GENERACIÓN DE EFLUENTES:• Proceso:
– Fugas de la purificación de la salmuera.
– Condensado y tratamiento de licor del cloro.
– Secado del hidrógeno.
– Filtrado de soda.
– Regeneración de intercambiadores iónicos.
• Lavado de celdas.• Lavado pisos, tanques, tuberías, etc.• Escurrimiento de aguas fuera de la planta.
19
3.2 REDUCCIÓN DE EMISIONES DE MERCURIO AL AGUA
TECNOLOGÍAS DE TRATAMIENTO• Hydro Polymers (Suecia): tratamiento con
hidrazina, sedimentación, filtro de arena y GAC. Salida: 0,020 mg Hg/ litro.
• Akzo Nobel (Suecia): Similar al anterior más intercambio iónico. Salida: 0,005-0,008 mg Hg/l.
• Solvay (Holanda): Sedimentación seguida de precipitación con NaHS. Salida: 0,030 mg Hg/l.
• ICI (Alemania): Precipitación con sulfuro y filtración. Salida: 0,004 mg/l
3.3 REMOCIÓN DE MERCURIO DE SODA
• Niveles típicos: 2,5 a 25 mg Hg/l.• Tecnología usada: Adsorción sobre
carbón activado.• Niveles alcanzados:
– Hydro Polymers y Akzo Nobel (Suecia): 0,005 a 0,010 mg/l.
4. TRATAMIENTO DE RESIDUOSCONTENIENDO MERCURIO,
INCLUYENDO SU RECUPERACIÓN
• Previamente es esencial caracterizarlos por tipo, estado químico y concentración de mercurio. El muestreo es complicado.
• El mercurio en los residuos puede estar en forma elemental o como compuestos inorgánicos
20
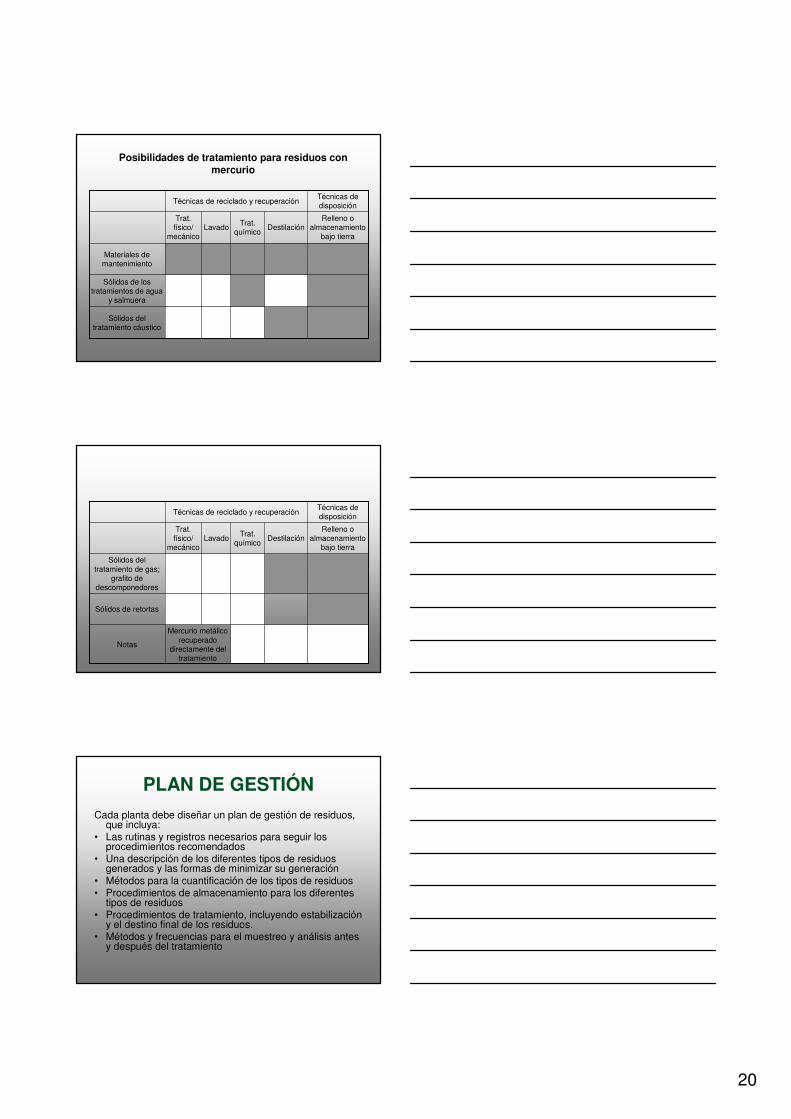
Técnicas de disposición
Técnicas de reciclado y recuperación
Destilación
Sólidos del tratamiento cáustico
Sólidos de los tratamientos de agua
y salmuera
Materiales de mantenimiento
Relleno o almacenamiento
bajo tierra
Trat. químico
LavadoTrat. físico/
mecánico
Posibilidades de tratamiento para residuos con mercurio
Técnicas de disposición
Técnicas de reciclado y recuperación
Destilación
Mercurio metálico recuperado
directamente del tratamiento
Notas
Sólidos de retortas
Sólidos del tratamiento de gas;
grafito de descomponedores
Relleno o almacenamiento
bajo tierra
Trat. químico
LavadoTrat. físico/
mecánico
PLAN DE GESTIÓN
Cada planta debe diseñar un plan de gestión de residuos, que incluya:
• Las rutinas y registros necesarios para seguir los procedimientos recomendados
• Una descripción de los diferentes tipos de residuos generados y las formas de minimizar su generación
• Métodos para la cuantificación de los tipos de residuos• Procedimientos de almacenamiento para los diferentes
tipos de residuos• Procedimientos de tratamiento, incluyendo estabilización
y el destino final de los residuos. • Métodos y frecuencias para el muestreo y análisis antes
y después del tratamiento

21
Algunas técnicas disponibles para el tratamiento de residuos con mercurio
Hg recuperado
20-200 en residuo
DestilaciónRelleno (landfiling)
luego de suEstabilización
150-500 g/kgCarbón activado
20-50 g/t Cl2
Lodo del carbónde filtración
cáustica
Hg recuperado
<10 en residuo
DestilaciónRelleno (landfiling)
luego de suestabilización
10-50 g/kgCarbón activado
50-400 g/t Cl2
Lodo de tratamiento de
efluentes
Relleno (landfiling) luego de su
estabilización<150 mg/kg
Residuo inorg.
Hasta 20.000 g/t Cl2dependiendo de la calidad de la sal
Lodo de salmuera
Contenido final de mercurio
(mg/kg)Tratamiento
Contenido de Hg antes
del tratamiento
Características
/ Cantidades típicas
Tipo de residuo
Hg recuperado
20-200 en residuo
DestilaciónRelleno (landfiling)
luego de suestabilización
10-100 g/kgCarbón activado
10-20 g/t Cl2Descomponedor
300Baño ácido,
criogénico y/o lavadoIncineración
Variable VariableRecubrimiento
de caucho
Hg recuperadoDestilación
Alto contendido
de Hg en gral
Pueden contener cantidades
considerables
Lodos de tanques de
almacenamiento, sumideros, etc
Hg recuperado
20-200 en residuo
Tratamientoquímico
Relleno luego de suestabilización
100-200 g/kgCarbón activado
10-20 g/t Cl2
Filtros de las emisiones gaseosas
Contenido final de mercurio
(mg/kg)Tratamiento
Contenido de Hg antes
del tratamiento
Características
/ Cantidades típicas
Tipo de residuo
Térmico, corte y lavado, o criogénico
En gral<0,1%
Contaminación de la superficie
Materiales recubiertos en
metal
>10
<10
En Rellenocomo residuos
peligrosos o como otros residuos
según el contenido
No homogéneo.
En gral<0,1%
Cantidades variables
Hormigón y otros desechos de construcción
<5-10Baño ácido
Venta como scrap
No homogéneo.
En gral<0,1%
Cantidades variables
Partes de construcción en
acero/hierro
Contenido final de mercurio
(mg/kg)Tratamiento
Contenido de Hg antes
del tratamiento
Características
/ Cantidades típicas
Tipo de residuo

22
5. ALMACENAMIENTO A LARGO PLAZO Y DISPOSICIÓN
• Se sigue el mismo esquema visto anteriormente para residuos de mercurio en general.
6. DESMANTELAMIENTO
• Fuente: “Decommissioning of Mercury Chlor-Alkali Plants” Eurochlor 2004.
• Documento elaborado en base a la experiencia de desmantelamiento de varias plantas europeas.
6. DESMANTELAMIENTO
• GESTIÓN DEL PROYECTO:– Contacto con las autoridades.
– Opciones de reuso de las instalaciones.
– Opciones de reuso de materiales y equipos.
– Descontaminación
– Demolición
– Disposición final
– Otras consideraciones.
23
6. DESMANTELAMIENTO
• Relevamiento de las especies mercuriales presentes:– Mercurio metálico
– Mercurio sólido
– Mercurio disuelto
6. DESMANTELAMIENTO
• Mercurio metálico presente en:– Todos los componentes de las celdas.
– Sistemas de lavados con agua en cabezales.
– Sistemas desgasificadores.
– Sistema de soda cáustica.
– Tuberías y equipos de hidrógeno
– Área de mantenimiento de celdas.
– Área de retortado.
6. DESMANTELAMIENTO
• Mercurio sólido presente en:– Eliminadores de niebla en columnas de
tratamiento (como HgO).
• Mercurio disuelto presente en:– Línea de salmuera (como HgCl4
-)
– Aguas de lavado
– Aguas de condensación en retorta, hidrógeno y purga de gases.
24
6. DESMANTELAMIENTO
DESCONTAMINACIÓN
Criterios generales:• Participación de personal de producción.• Entrenamiento previo sobre riesgos del
mercurio.
• Supervisión médica.• El agua utilizada debe ser tratada.• La planta de tratamiento se debe mantener
hasta el final del proceso.
6. DESMANTELAMIENTO
6.1 MEDIDAS PRELIMINARES• Establecer un programa de análisis previo• Crear una plataforma de descontaminación con
control de efluentes y emisiones.• Las celdas deben ser vaciadas y lavadas con
solución de peróxido alcalino.• Depositar piezas desmanteladas en piso
impermeable para evitar contaminación de suelos.
• Evitar, en lo posible, herramientas de corte en caliente.
• Operarios deben utilizar EPIs.• Se debe contar con un sistema de retortado.
6.2 DESCONTAMINACIÓN
TÉCNICAS DE DESCONTAMINACIÓN:– Pretratamiento mecánico
– Tratamiento con peróxido de hidrógeno
– Tratamiento con hipoclorito de sodio
– Precipitación con sulfuro
– Destilación o retorta
– Intercambio iónico
25
6.2 DESCONTAMINACIÓN
METALES NO REVESTIDOS:• Lavado con agua a presión (evitar
dispersión de mercurio).• Nivel máximo admitido: 25 mg/kg.• No puede haber mercurio visible.• Pueden ser retortados, tratados con HCl,
hipoclorito o NaOH/H2O2.• Efluentes deben ser tratados a posteriori.
6.2 DESCONTAMINACIÓN
MATERIALES PINTADOS• Remover la pintura• Evitar quemar los residuos.• Pueden ser retortados.GRAFITO Y POLVO DE CARBON:• Lavados y dispuestos en landfill• Retortados• Tratamiento con salmuera clorada
6.2 DESCONTAMINACIÓN
LODOS Y RESIDUOS HÚMEDOS• Retortados• Si el contenido es bajo pueden ser
estabilizados y dispuestos.MATERIALES ORGÁNICOS• Son lavados con agua o solución oxidante
y dispuestos.• Plásticos pueden ser lavados a presión en
cabinas que retengan mercurio.

26
6.2 DESCONTAMINACIÓN
MATERIALES DE CONSTRUCCIÓN• Lavados con agua en zarandas vibratorias
o con ultrasonido. MISCELANEOS• Retortado puede producir residuos con
menos de 100 mg/kg.• Materiales sulfurados pueden ser tratados
con óxido de calcio.• Luego de retirar los equipos, las paredes
deben ser lavadas con agua a presión.
6.3 TRANSPORTE Y ALMACENAMIENTO
• Los componentes deben ser trasladados en recipientes herméticos.
• Se pueden usar big bags plásticos de acuerdo a la norma EU Directive 91/689.
• Se debe evitar la exposición de los materiales al aire durante el transporte.
• Los camiones deben ser lavados frecuentemente y el agua tratada.
6.4 DISPOSICIÓN FINAL
• Los materiales deben ser descontaminados hasta alcanzar el contenido admitido por la legislación (Europa: 100 mg/kg).
• A concentraciones mayores se pueden disponer si el material está estabilizado y el ensayo de lixiviado lo autoriza.
• Se puede utilizar anhidrita (sulfato de calcio anhidro) como agente inmovilizante.