
IEMCA S.p.A. -...
133
Transcript of IEMCA S.p.A. -...

IEMCA S.p.A.Via Granarolo, 167
Tel. 0546/698000 - Fax. 0546/46224
TLX 550879
COSTRUTTORE: IEMCA division of IGMI S.p.A.
INDIRIZZO: Via Granarolo, 167 - 48018 Faenza (RA) - ITALY
Tel. 0546/698000 - Fax. 0546/46338 - 0546/46224
TLX 550879
TIPO DI DOCUMENTO: GUIDA OPERATIVA TASTIERA
PRODOTTO: CARICATORE AUTOMATICO DI BARRE
MODELLO: BOSS 332-545-551 E
BOSS 332r-545r-551r E

1 INFORMAZIONI DI BASE...........................................BOSS 332/545/551 E-volution
2 INFORMAZIONI PER L'USO.......................................BOSS 332/545/551 E-volution
3 INFORMAZIONI PER LA MESSA A PUNTO .................BOSS 332/545/551 E-volution
4 INFORMAZIONI PER IL TECNICO AUTORIZZATO .....BOSS 332/545/551 E-volution
5 ALLEGATI...................................................................BOSS 332/545/551 E-volution

1 - INFORMAZIONI DI BASE BOSS 332/545/551 E-volution I
1 - Pag. 1 / 12
INDICE
1.1 DESCRIZIONE DEI COMANDI....................................................................................2
1.2 DESCRIZIONE DEI COMANDI SULLA TASTIERA .........................................................4
1.3 VIDEATE PRINCIPALI: DESCRIZIONE........................................................................6
1.3.1 Videata di lavoro......................................................................................................6
1.3.2 Videata di Set-up .....................................................................................................7
1.4 MODALITÀ DI AZZERAMENTO DEL CONTAPEZZI .....................................................10
I 1 - INFORMAZIONI DI BASE BOSS 332/545/551 E-volution
1 - Pag. 2 / 12
1.1 DESCRIZIONE DEI COMANDI
INFORMAZIONI:Dalla tastiera palmare è possibile avviare il Caricatore in Automatico, anche conil segnale del Tornio ‘MAN/AUT’, in posizione di Manuale.
INFORMAZIONI:Con il Caricatore in Automatico, l’avanzamento della barra è possibile soloquando il segnale del Tornio, ‘MAN/AUT’, è in posizione d’Automatico.
INFORMAZIONI:Premendo il pulsante di Manuale della tastiera palmare, è possibile inibirel’avviamento in Automatico del Caricatore, da parte del tornio.

1 - INFORMAZIONI DI BASE BOSS 332/545/551 E-volution I
1 - Pag. 3 / 12
L'illustrazione mostra la posizione dei comandi elettrici e quelli sulla tastiera palmare "1".
2 INTERRUTTORE GENERALE: inserisce e disinserisce la tensione di alimentazione.- Posizione 0 (OFF) la macchina non è alimentata.- Posizione I (ON) la macchina è alimentata.
3 PULSANTE APERTURA E CHIUSURA SEMIBOCCOLE (luminoso bianco)- In funzione "Manuale"; se premuto e se il caricarore è nella condizione idonea, le
semiboccole si chiudono. Se ripremuto, le semiboccole si aprono.- In funzione "Automatica"; se premuto, le semiboccole si chiudono e si aprono, secondo la
sequenza prevista. Se ripremuto, le semiboccole si mantengono aperte durante tutto ilciclo operativo.
4 PULSANTE ARRESTO CARICATORE (rosso): per arrestare il caricatore e per resettare gli"Errori".
5 PULSANTE ARRESTO DI EMERGENZA: arresta il caricatore in condizioni di emergenza, ilriavvio è possibile solo dopo lo sblocco manuale del pulsante.
6 PULSANTE AVVIO CARICATORE (luminoso verde): per avviare il caricatore, premere ilpulsante e mantenerlo premuto fino all'accensione del pulsante stesso.
7 PULSANTE ESCLUSIONE RILEVAMENTO SPEZZONE (luminoso verde)Premere il pulsante quando si intende introdurre una "nuova" barra senza la presenza dellospezzone nella pinza dello spingibarra.
I 1 - INFORMAZIONI DI BASE BOSS 332/545/551 E-volution
1 - Pag. 4 / 12
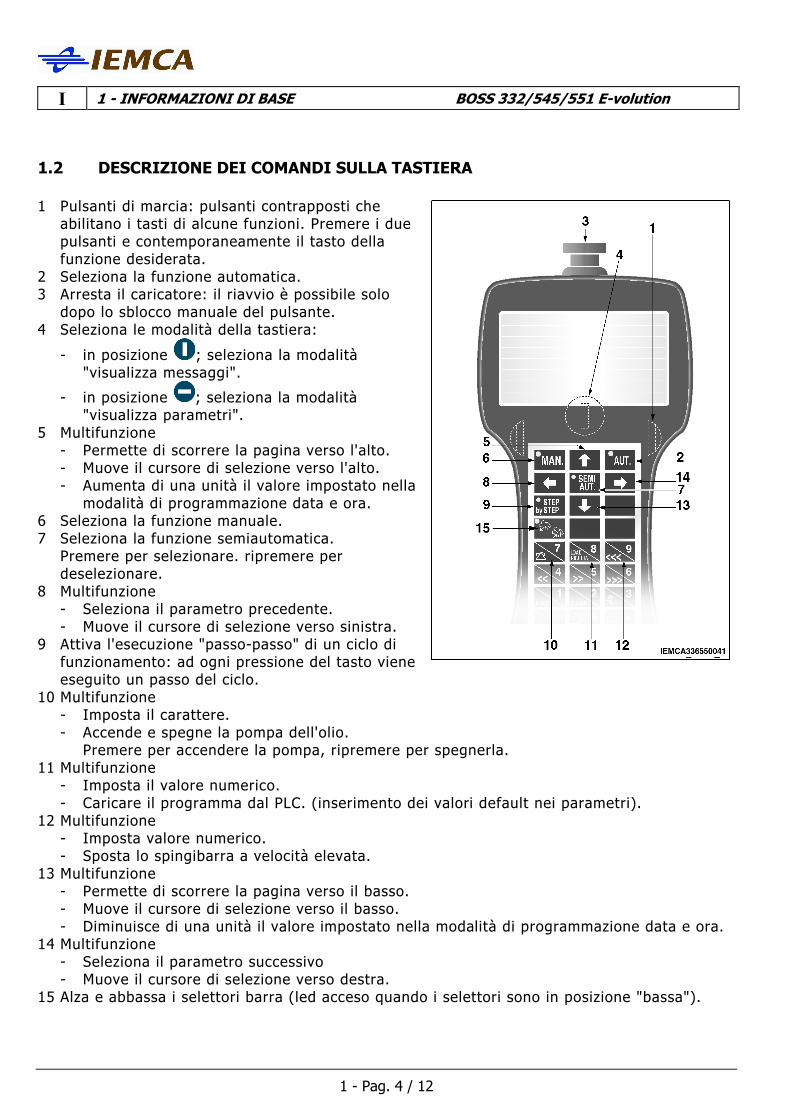
1.2 DESCRIZIONE DEI COMANDI SULLA TASTIERA
1 Pulsanti di marcia: pulsanti contrapposti cheabilitano i tasti di alcune funzioni. Premere i duepulsanti e contemporaneamente il tasto dellafunzione desiderata.
2 Seleziona la funzione automatica.3 Arresta il caricatore: il riavvio è possibile solo
dopo lo sblocco manuale del pulsante.4 Seleziona le modalità della tastiera:
- in posizione ; seleziona la modalità"visualizza messaggi".
- in posizione ; seleziona la modalità"visualizza parametri".
5 Multifunzione- Permette di scorrere la pagina verso l'alto.- Muove il cursore di selezione verso l'alto.- Aumenta di una unità il valore impostato nella
modalità di programmazione data e ora.6 Seleziona la funzione manuale.7 Seleziona la funzione semiautomatica.
Premere per selezionare. ripremere perdeselezionare.
8 Multifunzione- Seleziona il parametro precedente.- Muove il cursore di selezione verso sinistra.
9 Attiva l'esecuzione "passo-passo" di un ciclo difunzionamento: ad ogni pressione del tasto vieneeseguito un passo del ciclo.
10 Multifunzione- Imposta il carattere.- Accende e spegne la pompa dell'olio.
Premere per accendere la pompa, ripremere per spegnerla.11 Multifunzione
- Imposta il valore numerico.- Caricare il programma dal PLC. (inserimento dei valori default nei parametri).
12 Multifunzione- Imposta valore numerico.- Sposta lo spingibarra a velocità elevata.
13 Multifunzione- Permette di scorrere la pagina verso il basso.- Muove il cursore di selezione verso il basso.- Diminuisce di una unità il valore impostato nella modalità di programmazione data e ora.
14 Multifunzione- Seleziona il parametro successivo- Muove il cursore di selezione verso destra.
15 Alza e abbassa i selettori barra (led acceso quando i selettori sono in posizione "bassa").
1 - INFORMAZIONI DI BASE BOSS 332/545/551 E-volution I
1 - Pag. 5 / 12
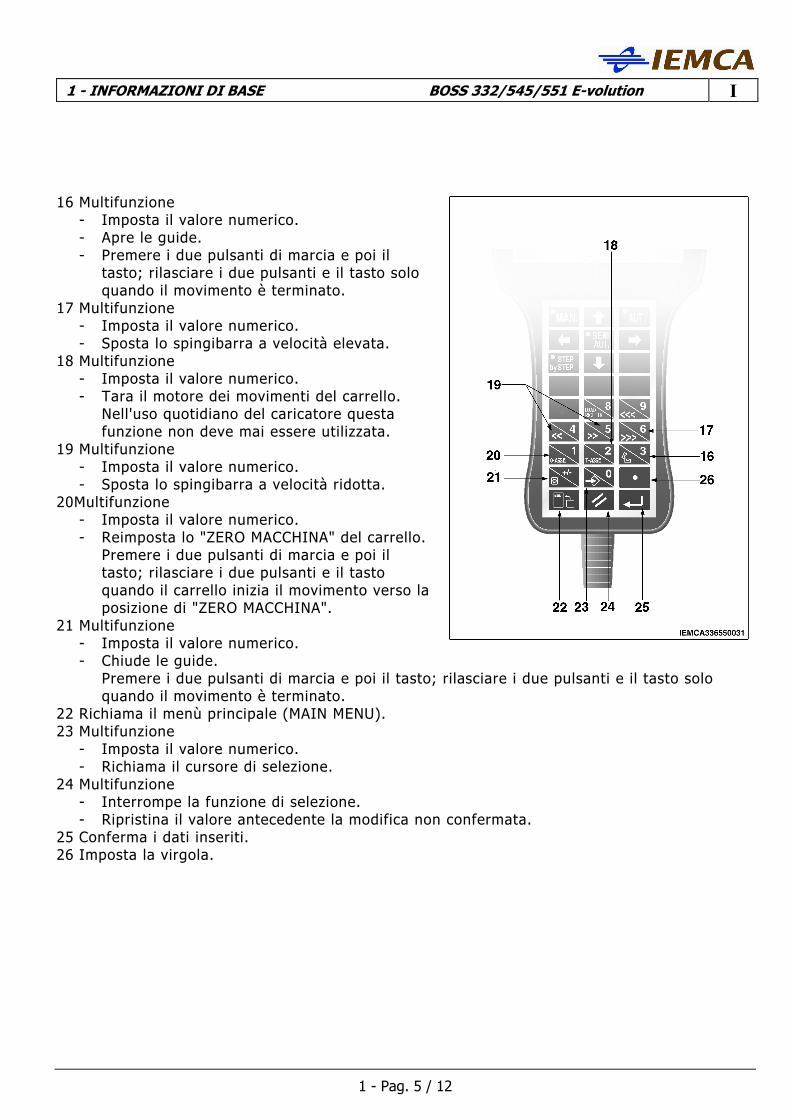
16 Multifunzione- Imposta il valore numerico.- Apre le guide.- Premere i due pulsanti di marcia e poi il
tasto; rilasciare i due pulsanti e il tasto soloquando il movimento è terminato.
17 Multifunzione- Imposta il valore numerico.- Sposta lo spingibarra a velocità elevata.
18 Multifunzione- Imposta il valore numerico.- Tara il motore dei movimenti del carrello.
Nell'uso quotidiano del caricatore questafunzione non deve mai essere utilizzata.
19 Multifunzione- Imposta il valore numerico.- Sposta lo spingibarra a velocità ridotta.
20Multifunzione- Imposta il valore numerico.- Reimposta lo "ZERO MACCHINA" del carrello.
Premere i due pulsanti di marcia e poi iltasto; rilasciare i due pulsanti e il tastoquando il carrello inizia il movimento verso laposizione di "ZERO MACCHINA".
21 Multifunzione- Imposta il valore numerico.- Chiude le guide.
Premere i due pulsanti di marcia e poi il tasto; rilasciare i due pulsanti e il tasto soloquando il movimento è terminato.
22 Richiama il menù principale (MAIN MENU).23 Multifunzione
- Imposta il valore numerico.- Richiama il cursore di selezione.
24 Multifunzione- Interrompe la funzione di selezione.- Ripristina il valore antecedente la modifica non confermata.
25 Conferma i dati inseriti.26 Imposta la virgola.
I 1 - INFORMAZIONI DI BASE BOSS 332/545/551 E-volution
1 - Pag. 6 / 12
1.3 VIDEATE PRINCIPALI: DESCRIZIONE
Le videate principali sono:- di lavoro- di Set-up
La videata di lavoro fornisce le condizioni operative del caricatore.La videata di Set-up visualizza le funzioni di impostazione.
1.3.1 Videata di lavoro
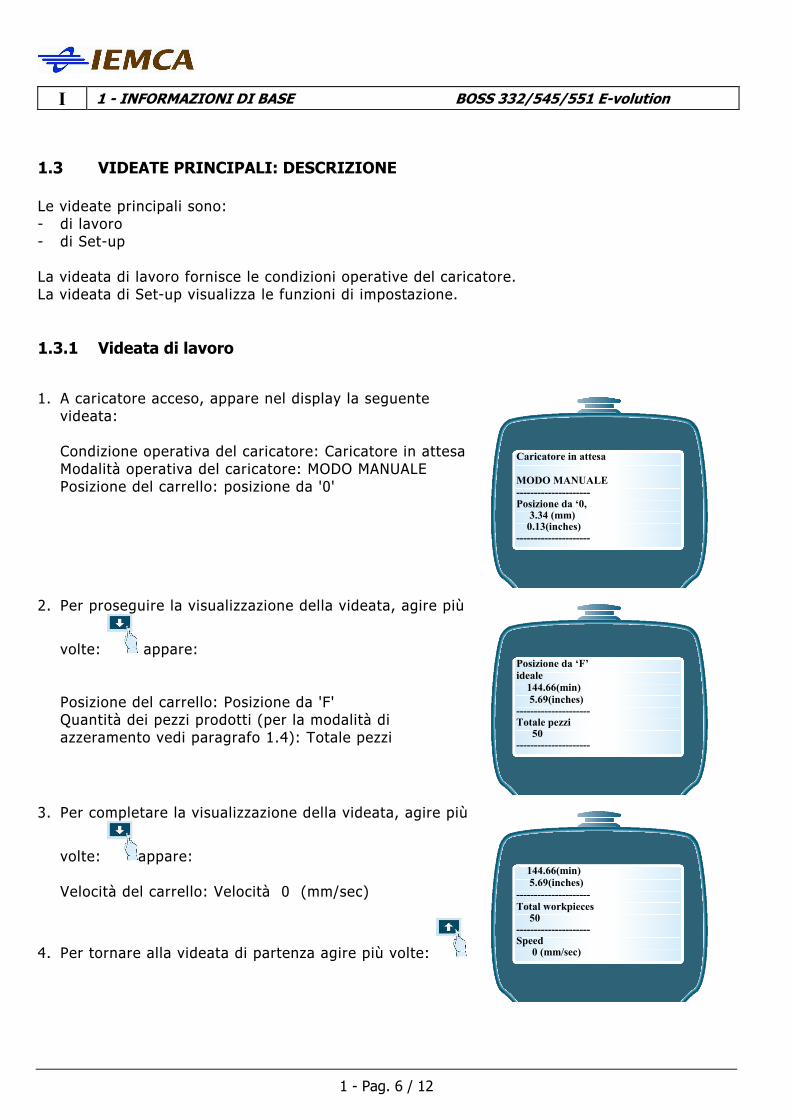
1. A caricatore acceso, appare nel display la seguentevideata:
Condizione operativa del caricatore: Caricatore in attesaModalità operativa del caricatore: MODO MANUALEPosizione del carrello: posizione da '0'
2. Per proseguire la visualizzazione della videata, agire più
volte: appare:
Posizione del carrello: Posizione da 'F'Quantità dei pezzi prodotti (per la modalità diazzeramento vedi paragrafo 1.4): Totale pezzi
3. Per completare la visualizzazione della videata, agire più
volte: appare:
Velocità del carrello: Velocità 0 (mm/sec)
4. Per tornare alla videata di partenza agire più volte:
Caricatore in attesa
MODO MANUALE---------------------Posizione da ‘0, 3.34 (mm) 0.13(inches)---------------------
Posizione da ‘F’ideale 144.66(min) 5.69(inches)---------------------Totale pezzi 50---------------------
144.66(min) 5.69(inches)---------------------Total workpieces 50---------------------Speed 0 (mm/sec)
1 - INFORMAZIONI DI BASE BOSS 332/545/551 E-volution I
1 - Pag. 7 / 12
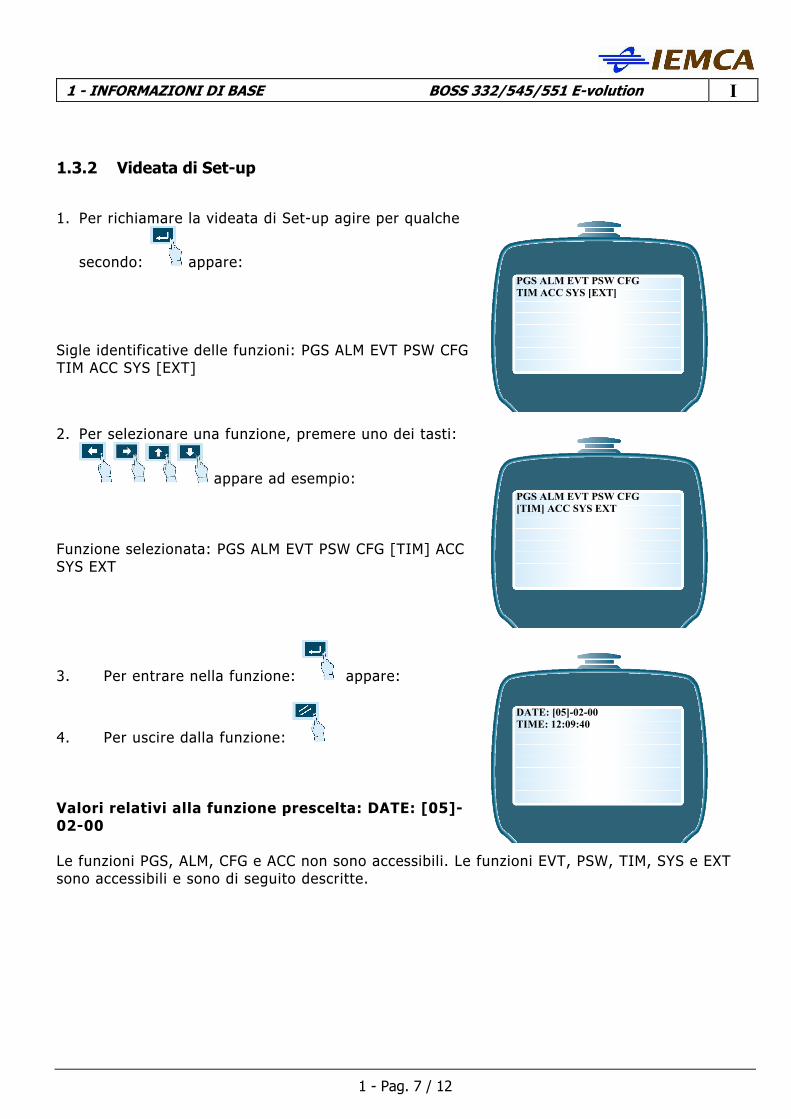
1.3.2 Videata di Set-up
1. Per richiamare la videata di Set-up agire per qualche
secondo: appare:
Sigle identificative delle funzioni: PGS ALM EVT PSW CFGTIM ACC SYS [EXT]
2. Per selezionare una funzione, premere uno dei tasti:
appare ad esempio:
Funzione selezionata: PGS ALM EVT PSW CFG [TIM] ACCSYS EXT
3. Per entrare nella funzione: appare:
4. Per uscire dalla funzione:
Valori relativi alla funzione prescelta: DATE: [05]-02-00
Le funzioni PGS, ALM, CFG e ACC non sono accessibili. Le funzioni EVT, PSW, TIM, SYS e EXTsono accessibili e sono di seguito descritte.
PGS ALM EVT PSW CFGTIM ACC SYS [EXT]
PGS ALM EVT PSW CFG[TIM] ACC SYS EXT
DATE: [05]-02-00TIME: 12:09:40
I 1 - INFORMAZIONI DI BASE BOSS 332/545/551 E-volution
1 - Pag. 8 / 12
FUNZIONE EVT (EVENTS)è la funzione che consente di visualizzare i messaggi di errore che sono apparsi sul display.
1. Per visualizzare in sequenza: oppure
FUNZIONE PSW (PASSWORD)è la funzione per digitare la password che consente di entrare nelle modalità protette. L'utilizzodi questa funzione viene spiegato nei paragrafi successivi.
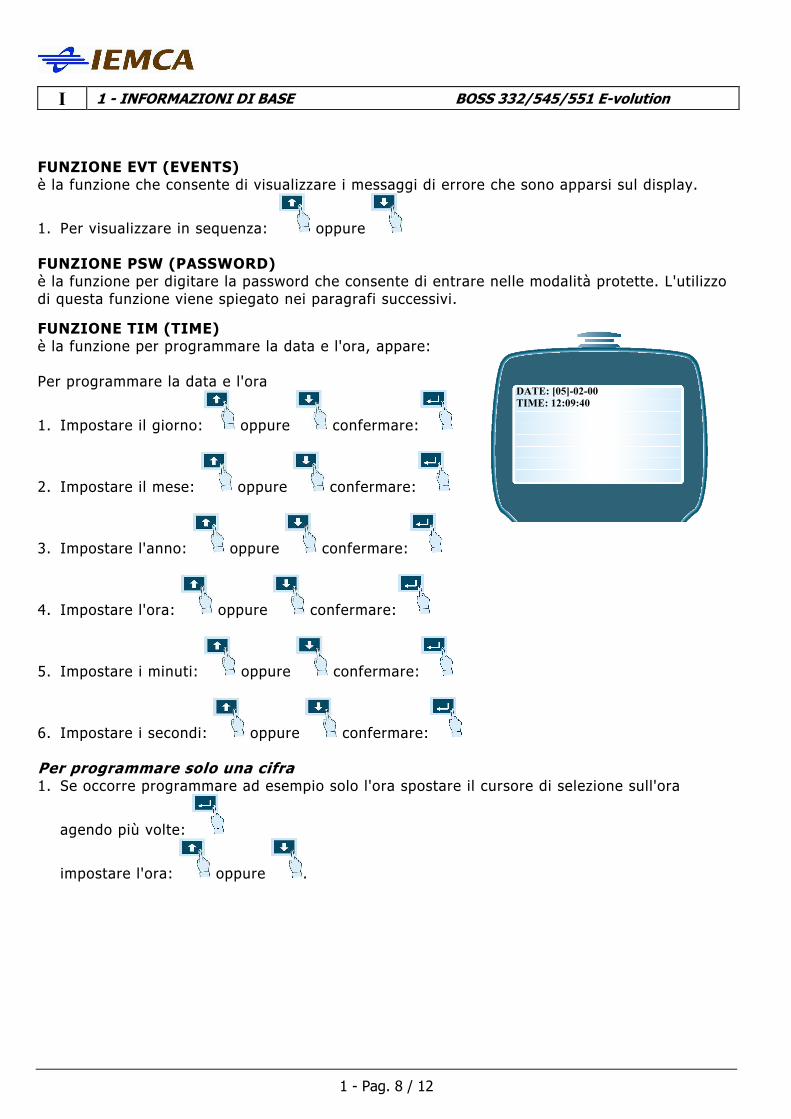
FUNZIONE TIM (TIME)è la funzione per programmare la data e l'ora, appare:
Per programmare la data e l'ora
1. Impostare il giorno: oppure confermare:
2. Impostare il mese: oppure confermare:
3. Impostare l'anno: oppure confermare:
4. Impostare l'ora: oppure confermare:
5. Impostare i minuti: oppure confermare:
6. Impostare i secondi: oppure confermare:
Per programmare solo una cifra1. Se occorre programmare ad esempio solo l'ora spostare il cursore di selezione sull'ora
agendo più volte:
impostare l'ora: oppure .
DATE: [05]-02-00TIME: 12:09:40
1 - INFORMAZIONI DI BASE BOSS 332/545/551 E-volution I
1 - Pag. 9 / 12
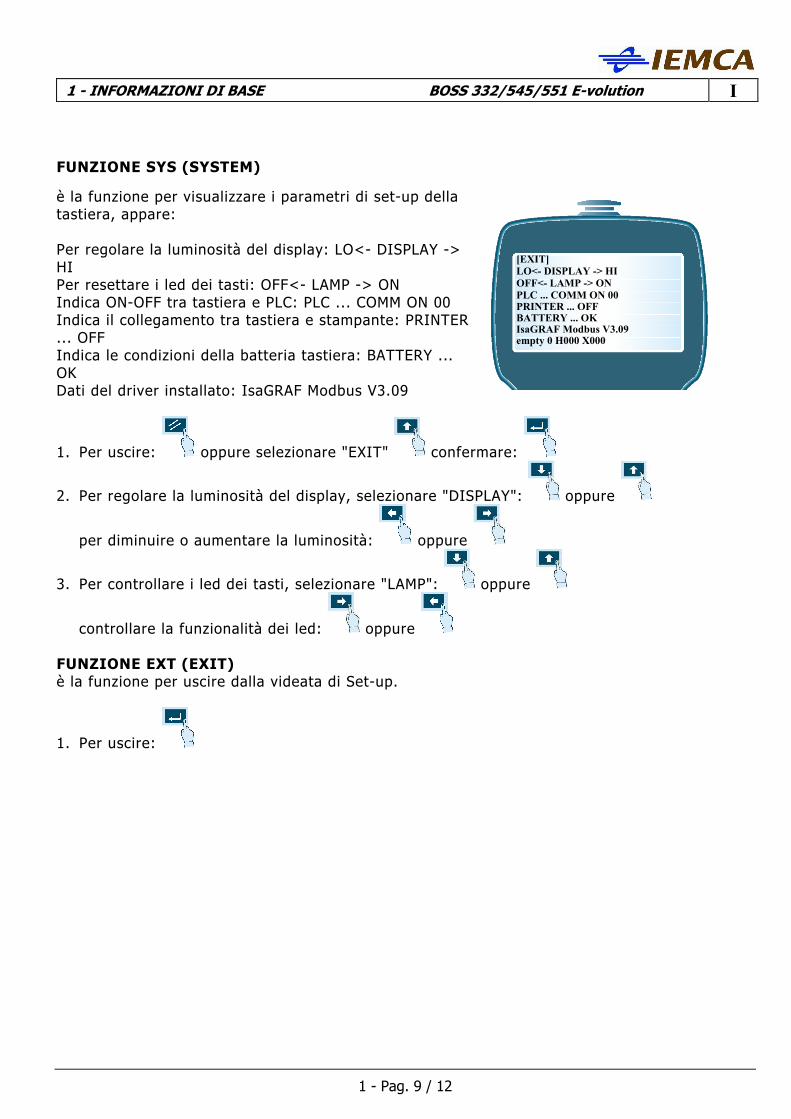
FUNZIONE SYS (SYSTEM)
è la funzione per visualizzare i parametri di set-up dellatastiera, appare:
Per regolare la luminosità del display: LO<- DISPLAY ->HIPer resettare i led dei tasti: OFF<- LAMP -> ONIndica ON-OFF tra tastiera e PLC: PLC ... COMM ON 00Indica il collegamento tra tastiera e stampante: PRINTER... OFFIndica le condizioni della batteria tastiera: BATTERY ...OKDati del driver installato: IsaGRAF Modbus V3.09
1. Per uscire: oppure selezionare "EXIT" confermare:
2. Per regolare la luminosità del display, selezionare "DISPLAY": oppure
per diminuire o aumentare la luminosità: oppure
3. Per controllare i led dei tasti, selezionare "LAMP": oppure
controllare la funzionalità dei led: oppure
FUNZIONE EXT (EXIT)è la funzione per uscire dalla videata di Set-up.
1. Per uscire:
[EXIT]LO<- DISPLAY -> HIOFF<- LAMP -> ONPLC ... COMM ON 00PRINTER ... OFFBATTERY ... OKIsaGRAF Modbus V3.09empty 0 H000 X000
I 1 - INFORMAZIONI DI BASE BOSS 332/545/551 E-volution
1 - Pag. 10 / 12
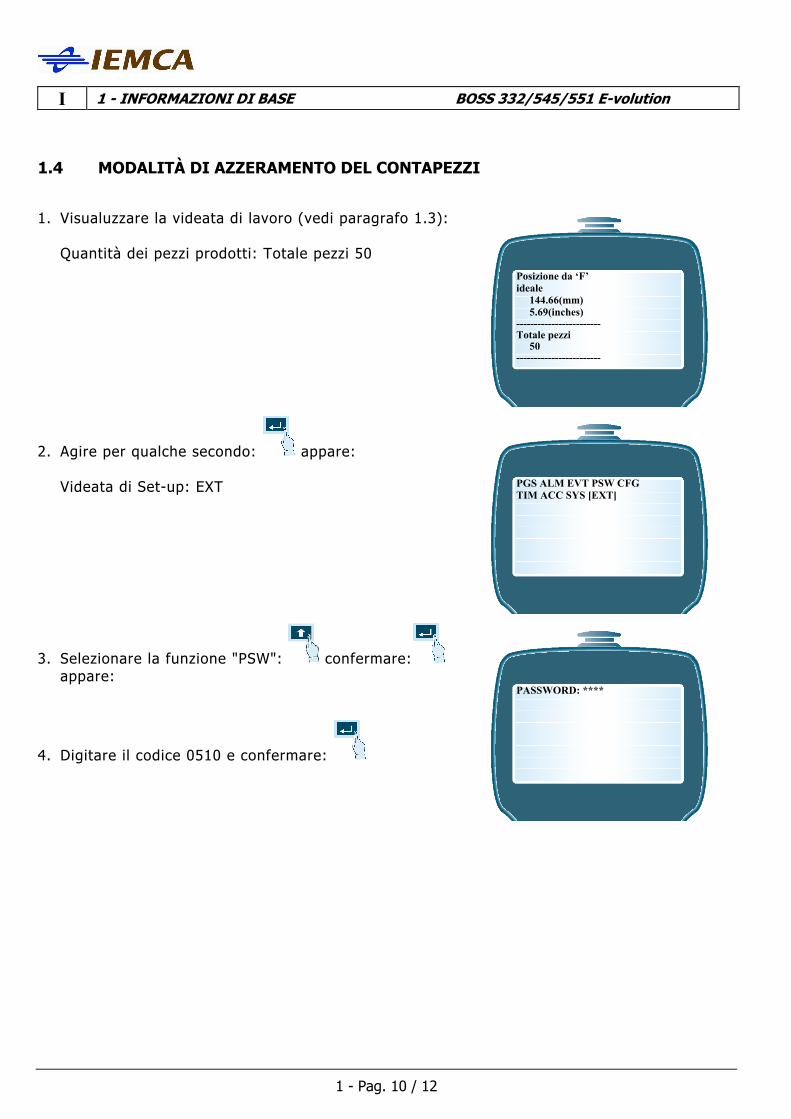
1.4 MODALITÀ DI AZZERAMENTO DEL CONTAPEZZI
1. Visualuzzare la videata di lavoro (vedi paragrafo 1.3):
Quantità dei pezzi prodotti: Totale pezzi 50
2. Agire per qualche secondo: appare:
Videata di Set-up: EXT
3. Selezionare la funzione "PSW": confermare:appare:
4. Digitare il codice 0510 e confermare:
Posizione da ‘F’ideale 144.66(mm) 5.69(inches)------------------------Totale pezzi 50------------------------
PGS ALM EVT PSW CFGTIM ACC SYS [EXT]
PASSWORD: ****
1 - INFORMAZIONI DI BASE BOSS 332/545/551 E-volution I
1 - Pag. 11 / 12
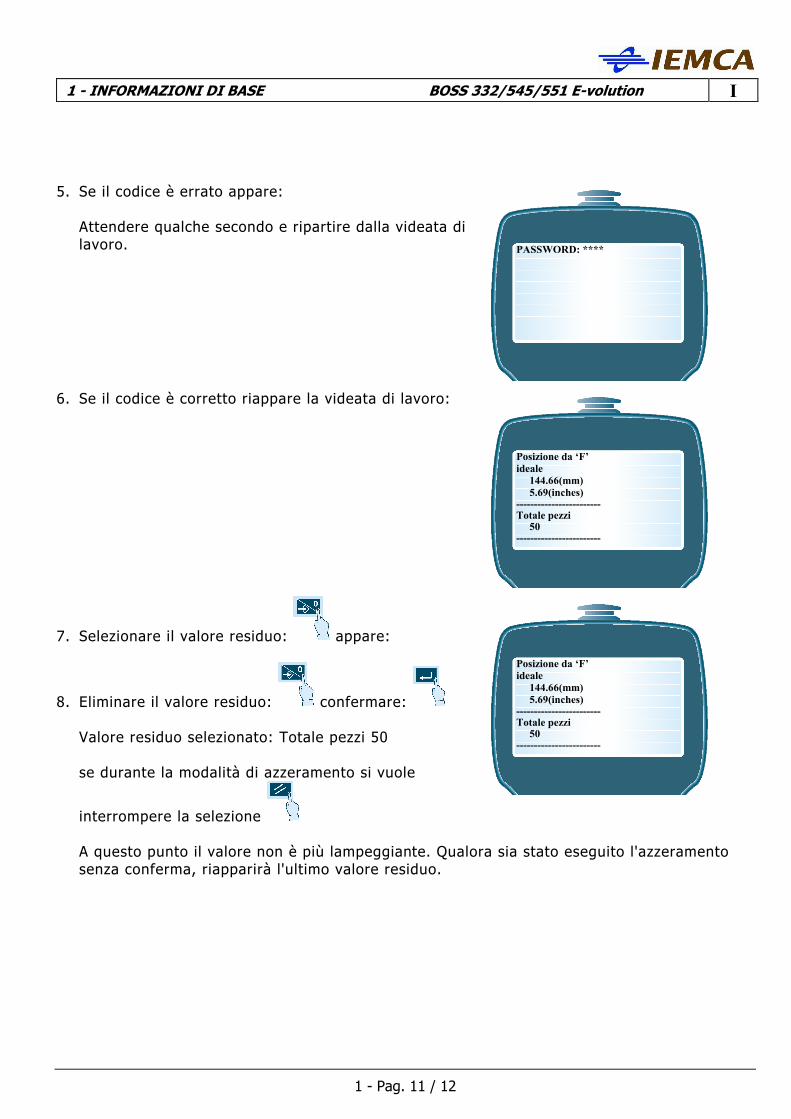
5. Se il codice è errato appare:
Attendere qualche secondo e ripartire dalla videata dilavoro.
6. Se il codice è corretto riappare la videata di lavoro:
7. Selezionare il valore residuo: appare:
8. Eliminare il valore residuo: confermare:
Valore residuo selezionato: Totale pezzi 50
se durante la modalità di azzeramento si vuole
interrompere la selezione
A questo punto il valore non è più lampeggiante. Qualora sia stato eseguito l'azzeramentosenza conferma, riapparirà l'ultimo valore residuo.
PASSWORD: ****
Posizione da ‘F’ideale 144.66(mm) 5.69(inches)------------------------Totale pezzi 50------------------------
Posizione da ‘F’ideale 144.66(mm) 5.69(inches)------------------------Totale pezzi 50------------------------
I 1 - INFORMAZIONI DI BASE BOSS 332/545/551 E-volution
1 - Pag. 12 / 12
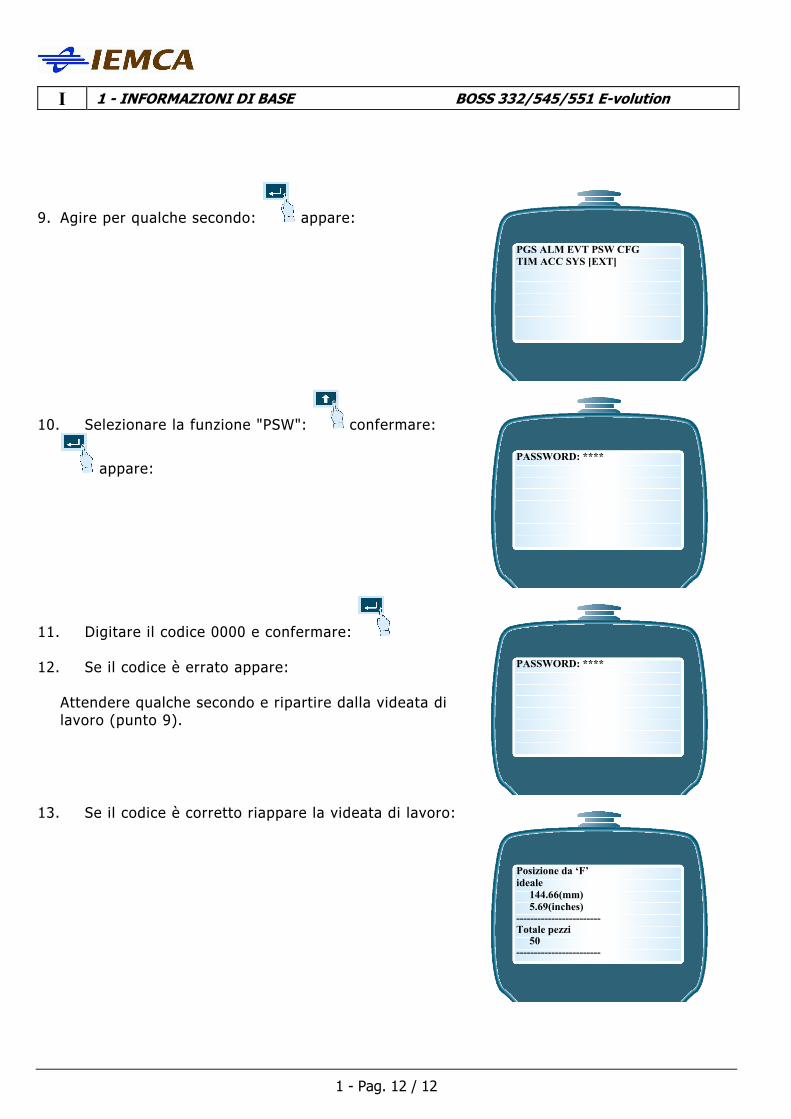
9. Agire per qualche secondo: appare:
10. Selezionare la funzione "PSW": confermare:
appare:
11. Digitare il codice 0000 e confermare:
12. Se il codice è errato appare:
Attendere qualche secondo e ripartire dalla videata dilavoro (punto 9).
13. Se il codice è corretto riappare la videata di lavoro:
PGS ALM EVT PSW CFGTIM ACC SYS [EXT]
PASSWORD: ****
PASSWORD: ****
Posizione da ‘F’ideale 144.66(mm) 5.69(inches)------------------------Totale pezzi 50------------------------
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 1 / 68
INDICE
2.1 AVVIAMENTO DEL CICLO AUTOMATICO....................................................................2
2.2 ARRESTO DEL CARICATORE.....................................................................................3
2.3 PARAMETRI PER L'OPERATORE: MODALITÀ D'USO....................................................3
2.4 ACCESSO E VISUALIZZAZIONE DEI PARAMETRI ........................................................4
2.4.1 ACCESSO E VISUALIZZAZIONE DEI PARAMETRI DEL MENÚ BREVE.............................4
2.4.2 ACCESSO E VISUALIZZAZIONE DEI PARAMETRI DEL MENÚ ESTESO...........................5
2.5 MODIFICA DEI PARAMETRI ......................................................................................6
2.6 VISUALIZZAZIONE DEI SOTTOPARAMETRI................................................................7
2.7 MODIFICA DEI SOTTOPARAMETRI............................................................................8
2.8 USCITA DAI PARAMETRI ..........................................................................................9
2.9 PARAMETRI PER L'OPERATORE: DESCRIZIONE .......................................................10
2.10 ERRORI - CAUSE - RIMEDI .....................................................................................50
2.11 DATI D'IDENTIFICAZIONE DEI PROGRAMMI: MODALITÀ PER LA VISUALIZZAZIONE .68

I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 2 / 68
2.1 AVVIAMENTO DEL CICLO AUTOMATICO
1. Attivare l'alimentazione elettrica dal tornio.
2. Attivare l'alimentazione elettrica del caricatore ruotando l'interruttore elettrico generale inposizione I (ON).
3. Avviare il caricatore:
4. Selezionare la funzione manuale:
5. Selezionare lo ZERO MACCHINA" del carrello: più
Se le guide superiori non sono chiuse, il carrello non si muove; appaiono a display imessaggi delle operazioni, da eseguire, per chiudere le guide.Eseguite le suddette operazioni, reimpostare lo "ZERO MACCHINA" del carrello:
6. Portare l'estremità anteriore della barra in prossimità dell'utensile da taglio:
7. Attivare la chiusura della pinza del tornio e avviare la lavorazione selezionando la funzione
automatica:
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 3 / 68
2.2 ARRESTO DEL CARICATORE
Arresto del caricatore in emergenza.1. Arrestare il caricatore premendo un pulsante di emergenza.
CAUTELA - PRECAUZIONESe si fa uso dell'arresto in emergenza durante la lavorazione del tornio, prima diriavviare la lavorazione verificare che non si siano create condizioni di pericolodovute all'arresto improvviso. Esempio: se l'utensile stava asportando truciolo,prima di riavviare il tornio allontanare l'utensile dal pezzo.
Arresto del caricatore a fine lavorazione.
CAUTELA - PRECAUZIONEPer il normale arresto macchina non utilizzare i pulsanti di emergenza.
1. Portare a termine le operazioni previste dal programma di lavoro.
2. Arrestare il caricatore: 3. Arrestare il tornio.4. Disattivare l'alimentazione elettrica del caricatore ruotando l'interruttore elettrico generale in
posizione 0 (OFF).
2.3 PARAMETRI PER L'OPERATORE: MODALITÀ D'USO
Sono parametri che riguardano la programmazione del ciclo automatico del caricatore; essivanno impostati in base alle esigenze di lavoro e al tipo di tornio a cui il caricatore è applicato.Alcuni di essi riguardano la fase di lavoro, altri la fase di cambio barra.
CAUTELA - PRECAUZIONEI parametri hanno il valore default (valore preimpostato), perciò il caricatorecompie il ciclo automatico in base ad essi. Alcuni potrebbero non essereutilizzati in funzione del tipo di tornio o di lavorazione da eseguire.
Queste sono le principali modalità d'uso:- Accesso ai parametri- Visualizzazione dei parametri- Modifica dei parametri- Visualizzazione dei sottoparametri- Modifica dei sottoparametri- Uscita dai parametri
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 4 / 68
2.4 ACCESSO E VISUALIZZAZIONE DEI PARAMETRI
2.4.1 ACCESSO E VISUALIZZAZIONE DEI PARAMETRI DEL MENÚ BREVE
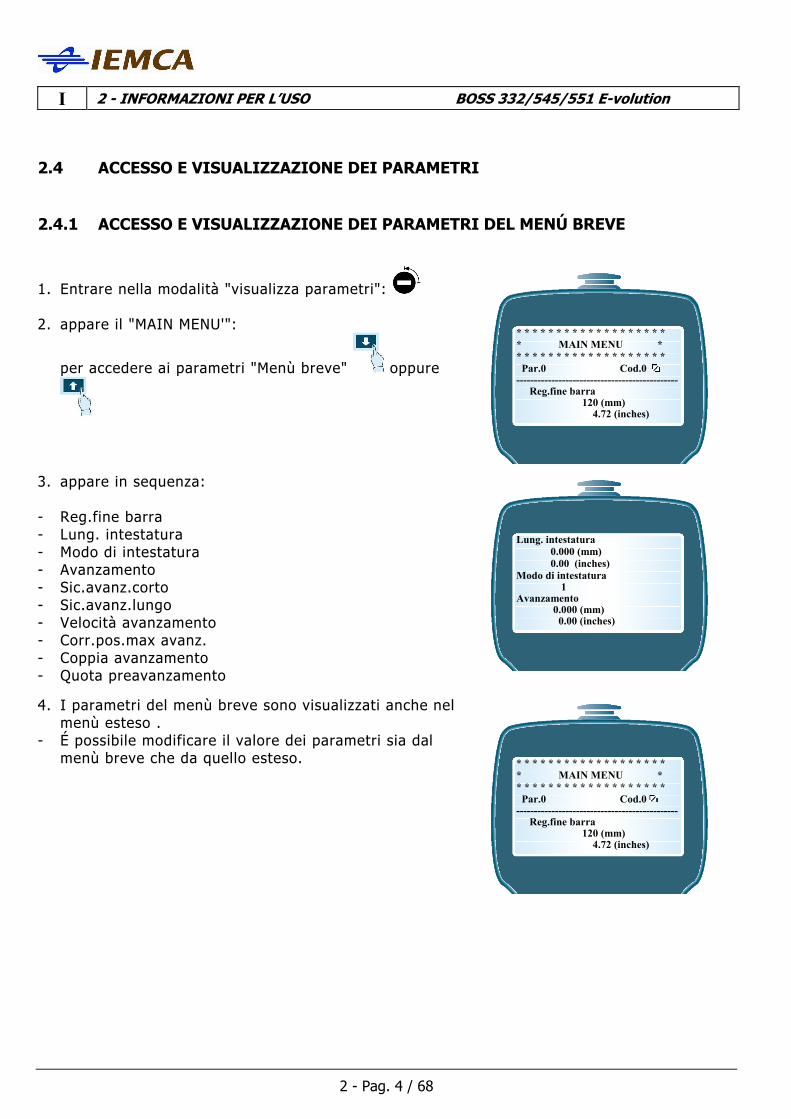
1. Entrare nella modalità "visualizza parametri":
2. appare il "MAIN MENU'":
per accedere ai parametri "Menù breve" oppure
3. appare in sequenza:
- Reg.fine barra- Lung. intestatura- Modo di intestatura- Avanzamento- Sic.avanz.corto- Sic.avanz.lungo- Velocità avanzamento- Corr.pos.max avanz.- Coppia avanzamento- Quota preavanzamento
4. I parametri del menù breve sono visualizzati anche nelmenù esteso .
- É possibile modificare il valore dei parametri sia dalmenù breve che da quello esteso.
* * * * * * * * * * * * * * * * * * ** MAIN MENU ** * * * * * * * * * * * * * * * * * * Par.0 Cod.0 ---------------------------------------------- Reg.fine barra 120 (mm) 4.72 (inches)
Lung. intestatura 0.000 (mm) 0.00 (inches)Modo di intestatura 1Avanzamento 0.000 (mm) 0.00 (inches)
* * * * * * * * * * * * * * * * * * ** MAIN MENU ** * * * * * * * * * * * * * * * * * * Par.0 Cod.0 ---------------------------------------------- Reg.fine barra 120 (mm) 4.72 (inches)
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 5 / 68
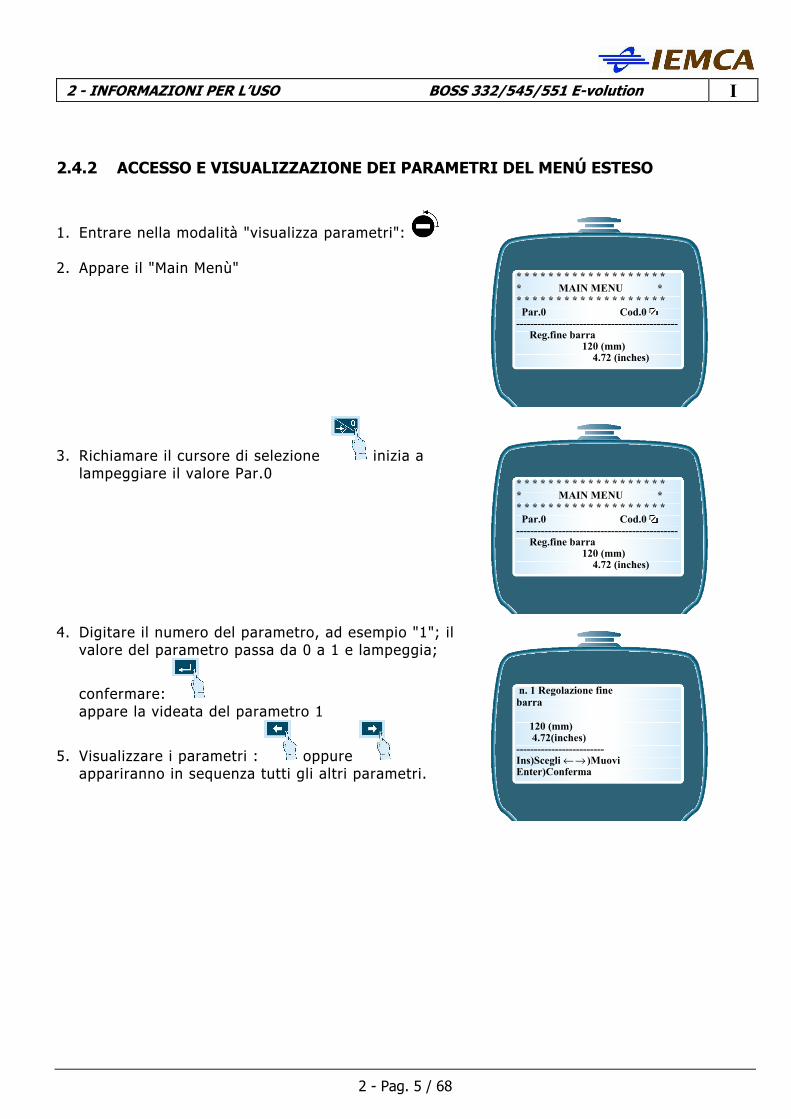
2.4.2 ACCESSO E VISUALIZZAZIONE DEI PARAMETRI DEL MENÚ ESTESO
1. Entrare nella modalità "visualizza parametri":
2. Appare il "Main Menù"
3. Richiamare il cursore di selezione inizia alampeggiare il valore Par.0
4. Digitare il numero del parametro, ad esempio "1"; ilvalore del parametro passa da 0 a 1 e lampeggia;
confermare: appare la videata del parametro 1
5. Visualizzare i parametri : oppure appariranno in sequenza tutti gli altri parametri.
* * * * * * * * * * * * * * * * * * ** MAIN MENU ** * * * * * * * * * * * * * * * * * * Par.0 Cod.0 ---------------------------------------------- Reg.fine barra 120 (mm) 4.72 (inches)
* * * * * * * * * * * * * * * * * * ** MAIN MENU ** * * * * * * * * * * * * * * * * * * Par.0 Cod.0 ---------------------------------------------- Reg.fine barra 120 (mm) 4.72 (inches)
n. 1 Regolazione finebarra
120 (mm) 4.72(inches)-------------------------Ins)Scegli ← → )MuoviEnter)Conferma

I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 6 / 68
6. Richiamare il Main Menù": appareExtended MenùPar.0Cod.0data:13-05-2004ora: 14:41:40
7. Per ritornare al Menù breve e procedere come daParagrafo 2.4.1 .
2.5 MODIFICA DEI PARAMETRI
1. Deve apparire il parametro desiderato:
"Esempio di videata di un parametro"
2. Selezionare il valore del parametro: appare:
Valore selezionato: 115 (mm)
3. Digitare il valore da assegnare, ad esempio "120", ilvalore passa da 115 a 120 e lampeggia: confermare:
******************************* EXTENDED MENÚ ******************************* Par.0 Cod.0
-------------------------------------------13-05-04 14:41:40
n. 1 Regolazione finebarra
115 (mm) 4.52(inches)-------------------------Ins)Scegli ← → )MuoviEnter)Conferma
n. 1 Regolazione finebarra
115 (mm) 4.52(inches)-------------------------Ins)Scegli ← → )MuoviEnter)Conferma
n. 1 Regolazione finebarra
120 (mm) 4.72(inches)-------------------------Ins)Scegli ← → )MuoviEnter)Conferma
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 7 / 68
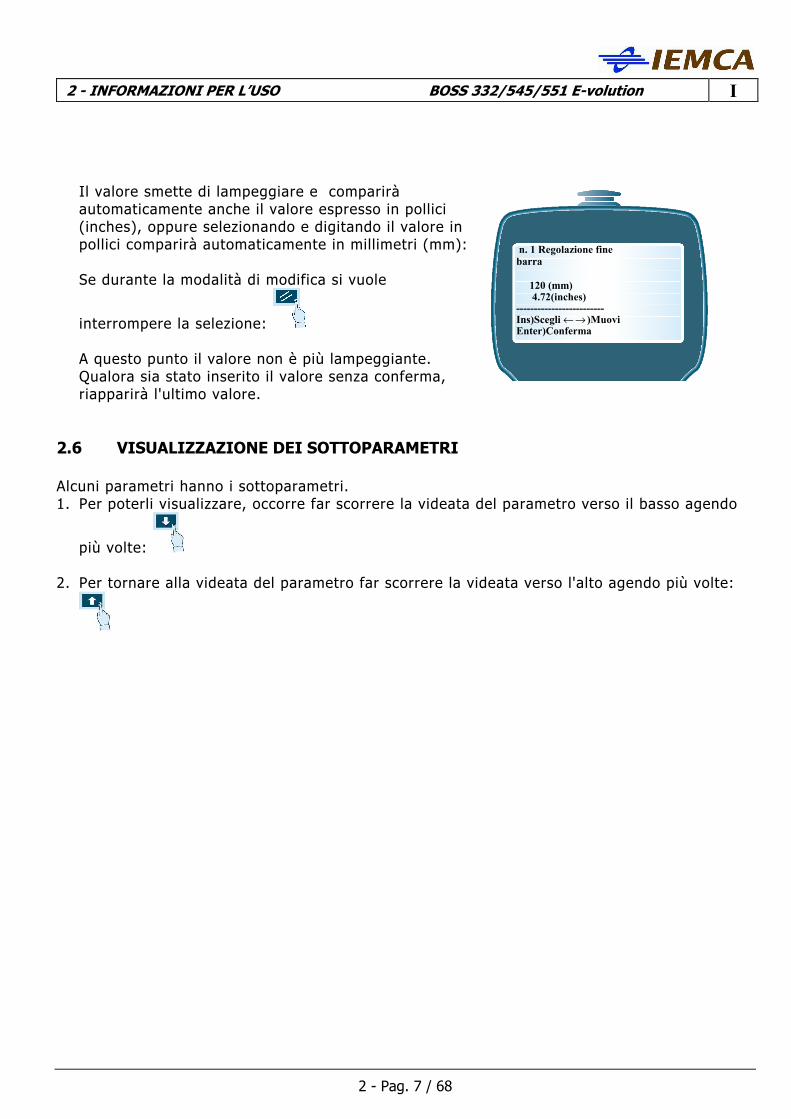
Il valore smette di lampeggiare e compariràautomaticamente anche il valore espresso in pollici(inches), oppure selezionando e digitando il valore inpollici comparirà automaticamente in millimetri (mm):
Se durante la modalità di modifica si vuole
interrompere la selezione:
A questo punto il valore non è più lampeggiante.Qualora sia stato inserito il valore senza conferma,riapparirà l'ultimo valore.
2.6 VISUALIZZAZIONE DEI SOTTOPARAMETRI
Alcuni parametri hanno i sottoparametri.1. Per poterli visualizzare, occorre far scorrere la videata del parametro verso il basso agendo
più volte:
2. Per tornare alla videata del parametro far scorrere la videata verso l'alto agendo più volte:
n. 1 Regolazione finebarra
120 (mm) 4.72(inches)-------------------------Ins)Scegli ← → )MuoviEnter)Conferma

I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 8 / 68
2.7 MODIFICA DEI SOTTOPARAMETRI
1. Visualizzare il sottoparametro desiderato:
"Esempio di videata dei sottoparametri"
2. Richiamare il cursore di selezione: appare:
Valore selezionato: 1000 (mm/sec)
3. Muovere il cursore di selezione premendo uno dei tasti:
appare:
Valore selezionato: 1100 (mm/sec*sec)
--------------------------Nuova velocità 1000 (mm/sec)--------------------------Accelerazione racc. 1100 (mm/sec*sec)--------------------------Punto nuova velocità
--------------------------Nuova velocità 1000 (mm/sec)--------------------------Accelerazione racc. 1100 (mm/sec*sec)--------------------------Punto nuova velocità
--------------------------Nuova velocità 1000 (mm/sec)--------------------------Accelerazione racc. 1100 (mm/sec*sec)--------------------------Punto nuova velocità
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 9 / 68
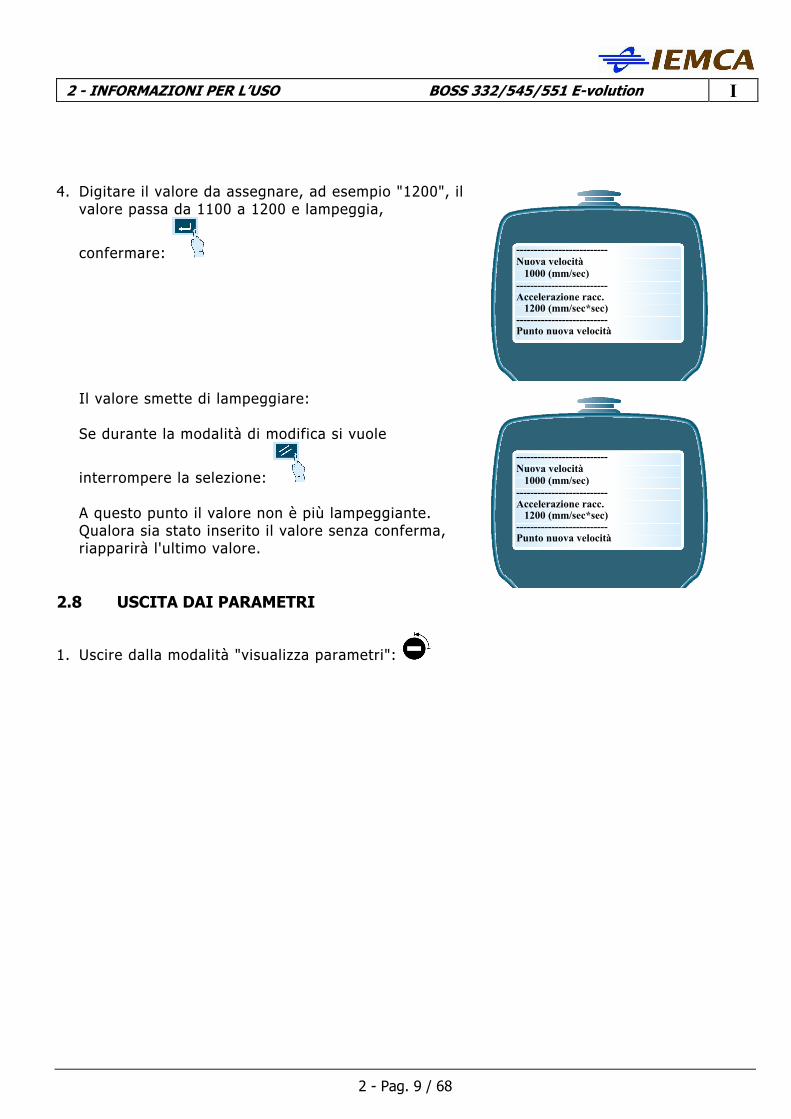
4. Digitare il valore da assegnare, ad esempio "1200", ilvalore passa da 1100 a 1200 e lampeggia,
confermare:
Il valore smette di lampeggiare:
Se durante la modalità di modifica si vuole
interrompere la selezione:
A questo punto il valore non è più lampeggiante.Qualora sia stato inserito il valore senza conferma,riapparirà l'ultimo valore.
2.8 USCITA DAI PARAMETRI
1. Uscire dalla modalità "visualizza parametri":
--------------------------Nuova velocità 1000 (mm/sec)--------------------------Accelerazione racc. 1200 (mm/sec*sec)--------------------------Punto nuova velocità
--------------------------Nuova velocità 1000 (mm/sec)--------------------------Accelerazione racc. 1200 (mm/sec*sec)--------------------------Punto nuova velocità
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 10 / 68
2.9 PARAMETRI PER L'OPERATORE: DESCRIZIONE
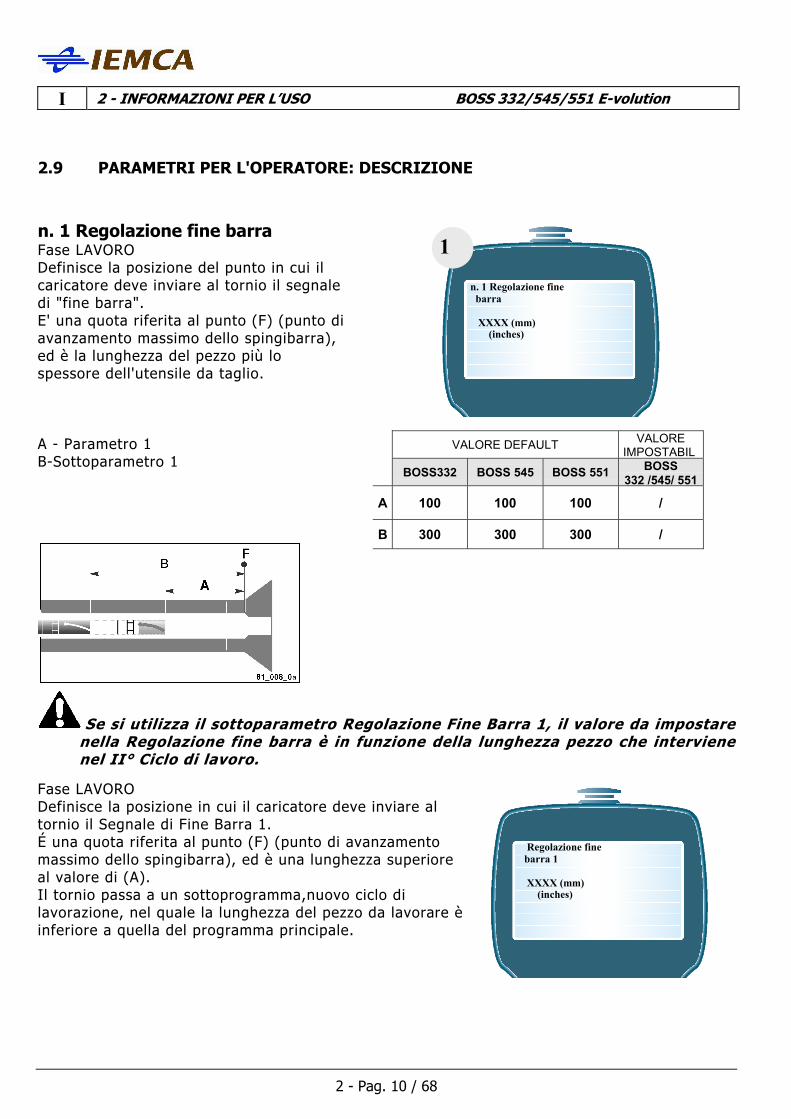
n. 1 Regolazione fine barraFase LAVORODefinisce la posizione del punto in cui ilcaricatore deve inviare al tornio il segnaledi "fine barra".E' una quota riferita al punto (F) (punto diavanzamento massimo dello spingibarra),ed è la lunghezza del pezzo più lospessore dell'utensile da taglio.
A - Parametro 1B-Sottoparametro 1
Se si utilizza il sottoparametro Regolazione Fine Barra 1, il valore da impostarenella Regolazione fine barra è in funzione della lunghezza pezzo che intervienenel II° Ciclo di lavoro.
Fase LAVORODefinisce la posizione in cui il caricatore deve inviare altornio il Segnale di Fine Barra 1.É una quota riferita al punto (F) (punto di avanzamentomassimo dello spingibarra), ed è una lunghezza superioreal valore di (A).Il tornio passa a un sottoprogramma,nuovo ciclo dilavorazione, nel quale la lunghezza del pezzo da lavorare èinferiore a quella del programma principale.
1
n. 1 Regolazione fine barra
XXXX (mm) (inches)
VALORE DEFAULT VALOREIMPOSTABIL
BOSS332 BOSS 545 BOSS 551BOSS
332 /545/ 551
A 100 100 100 /
B 300 300 300 /
Regolazione fine barra 1
XXXX (mm) (inches)
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 11 / 68
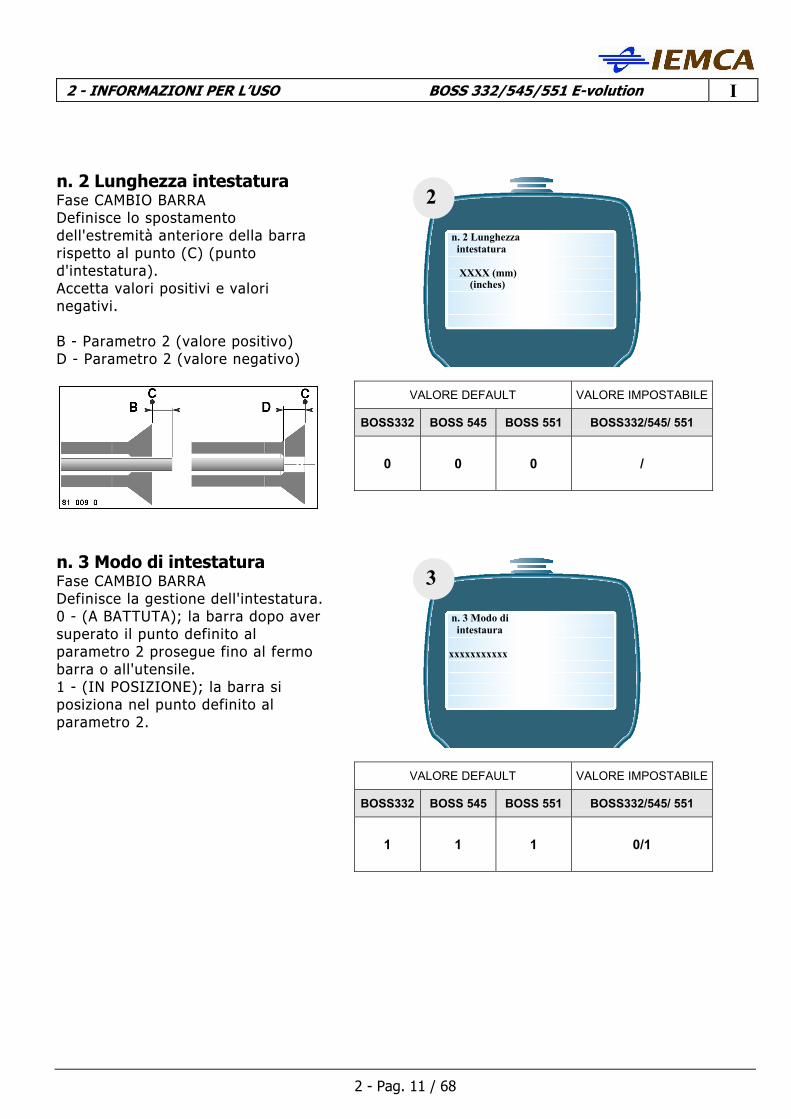
n. 2 Lunghezza intestaturaFase CAMBIO BARRADefinisce lo spostamentodell'estremità anteriore della barrarispetto al punto (C) (puntod'intestatura).Accetta valori positivi e valorinegativi.
B - Parametro 2 (valore positivo)D - Parametro 2 (valore negativo)
n. 3 Modo di intestaturaFase CAMBIO BARRADefinisce la gestione dell'intestatura.0 - (A BATTUTA); la barra dopo aversuperato il punto definito alparametro 2 prosegue fino al fermobarra o all'utensile.1 - (IN POSIZIONE); la barra siposiziona nel punto definito alparametro 2.
2
n. 2 Lunghezza intestatura
XXXX (mm) (inches)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 /
3
n. 3 Modo di intestaura
xxxxxxxxxxx
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
1 1 1 0/1
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 12 / 68
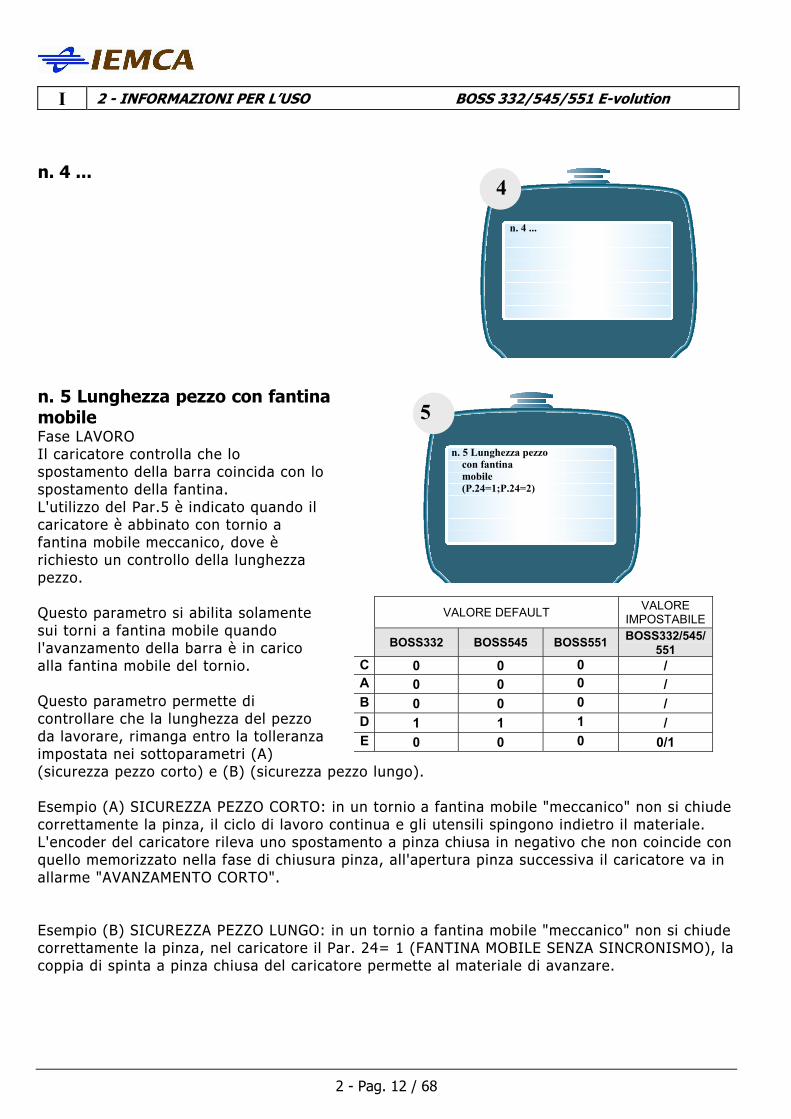
n. 4 ...
n. 5 Lunghezza pezzo con fantinamobileFase LAVOROIl caricatore controlla che lospostamento della barra coincida con lospostamento della fantina.L'utilizzo del Par.5 è indicato quando ilcaricatore è abbinato con tornio afantina mobile meccanico, dove èrichiesto un controllo della lunghezzapezzo.
Questo parametro si abilita solamentesui torni a fantina mobile quandol'avanzamento della barra è in caricoalla fantina mobile del tornio.
Questo parametro permette dicontrollare che la lunghezza del pezzoda lavorare, rimanga entro la tolleranzaimpostata nei sottoparametri (A)(sicurezza pezzo corto) e (B) (sicurezza pezzo lungo).
Esempio (A) SICUREZZA PEZZO CORTO: in un tornio a fantina mobile "meccanico" non si chiudecorrettamente la pinza, il ciclo di lavoro continua e gli utensili spingono indietro il materiale.L'encoder del caricatore rileva uno spostamento a pinza chiusa in negativo che non coincide conquello memorizzato nella fase di chiusura pinza, all'apertura pinza successiva il caricatore va inallarme "AVANZAMENTO CORTO".
Esempio (B) SICUREZZA PEZZO LUNGO: in un tornio a fantina mobile "meccanico" non si chiudecorrettamente la pinza, nel caricatore il Par. 24= 1 (FANTINA MOBILE SENZA SINCRONISMO), lacoppia di spinta a pinza chiusa del caricatore permette al materiale di avanzare.
4
n. 4 ...
5
n. 5 Lunghezza pezzo con fantina mobile (P.24=1;P.24=2)
VALORE DEFAULTVALORE
IMPOSTABILE
BOSS332 BOSS545 BOSS551BOSS332/545/
551
C 0 0 0 /
A 0 0 0 /
B 0 0 0 /
D 1 1 1 /
E 0 0 0 0/1
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 13 / 68
L'encoder del caricatore rileva uno spostamento a pinza chiusa in positivo che non coincide conquello memorizzato nella fase di ciusura pinza,all'apertura pinza successiva il caricatore va inallarme "AVANZAMENTO LUNGO".
Nei due esempi sopra citati la pinza del tornio è sporca di trucciolo che compromette la forzacon la quale bloccare il materiale. Questo difetto può accadere in particolare su torni a fantinamobile meccanici.Il parametro 5 non va utilizzato su macchine a CNC.
Questo parametro NON controlla l'eventuale rottura dell'utensile da taglio o l'inceppamentodella pinza del tornio, questi controlli sono delegati al Par. 6, che può essere attivato insieme alPar. 5.
Il controllo sulla lunghezza del pezzo eseguita dal Par. 5 è possibile solo se la fantinamobile lavora il pezzo con una sola apertura pinza.
Se si desidera controllare l'eventuale rottura dell'utensile o un eventualearretramento della barra, utilizzare i sottoparametri del Par. 6
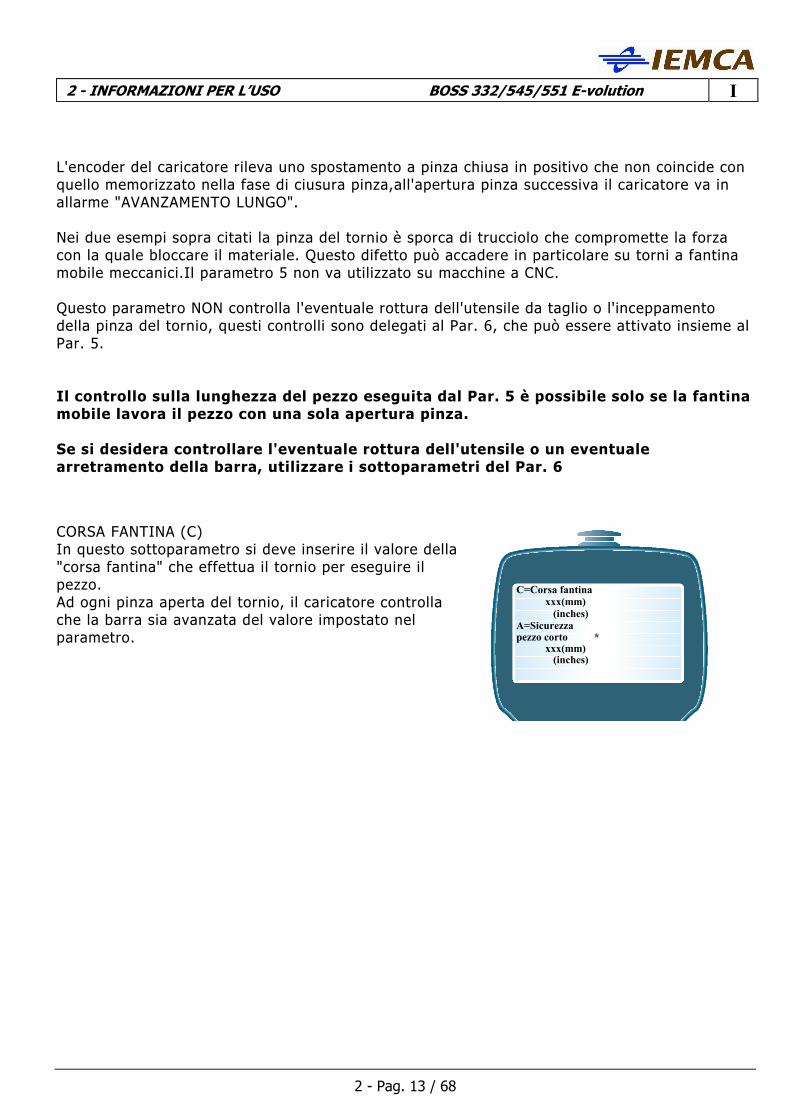
CORSA FANTINA (C)In questo sottoparametro si deve inserire il valore della"corsa fantina" che effettua il tornio per eseguire ilpezzo.Ad ogni pinza aperta del tornio, il caricatore controllache la barra sia avanzata del valore impostato nelparametro.
C=Corsa fantina xxx(mm) (inches)A=Sicurezzapezzo corto * xxx(mm) (inches)
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 14 / 68
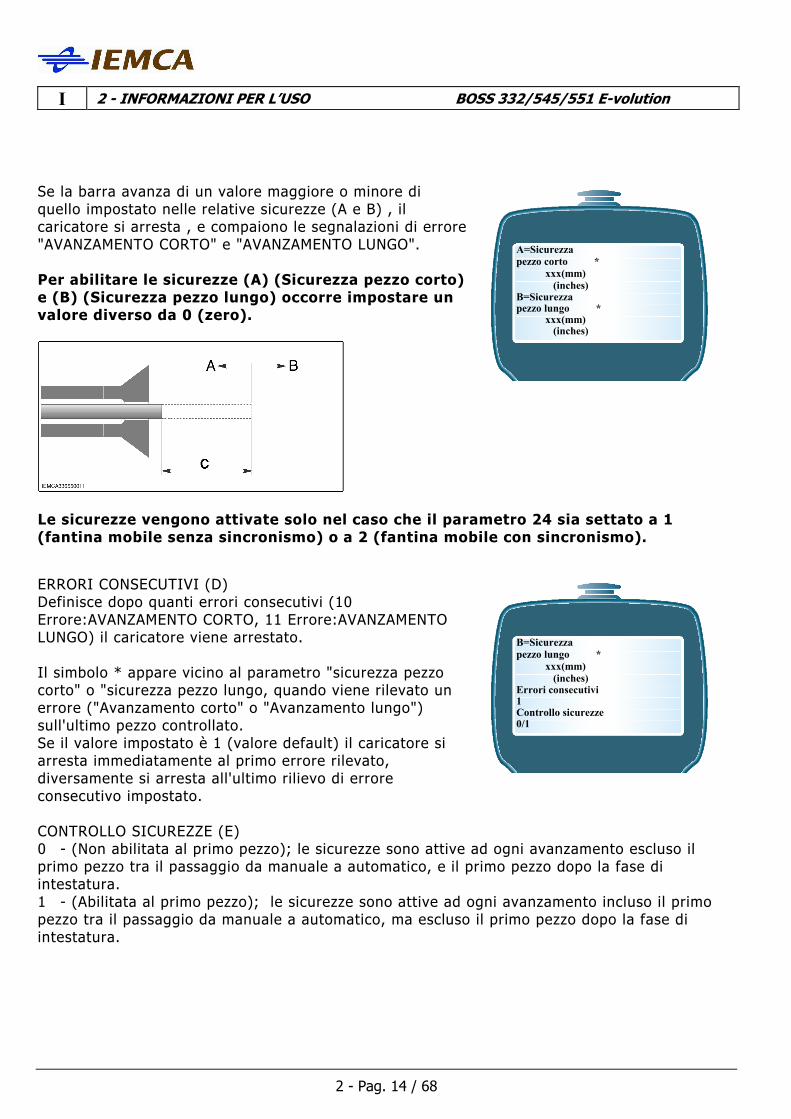
Se la barra avanza di un valore maggiore o minore diquello impostato nelle relative sicurezze (A e B) , ilcaricatore si arresta , e compaiono le segnalazioni di errore"AVANZAMENTO CORTO" e "AVANZAMENTO LUNGO".
Per abilitare le sicurezze (A) (Sicurezza pezzo corto)e (B) (Sicurezza pezzo lungo) occorre impostare unvalore diverso da 0 (zero).
Le sicurezze vengono attivate solo nel caso che il parametro 24 sia settato a 1(fantina mobile senza sincronismo) o a 2 (fantina mobile con sincronismo).
ERRORI CONSECUTIVI (D)Definisce dopo quanti errori consecutivi (10Errore:AVANZAMENTO CORTO, 11 Errore:AVANZAMENTOLUNGO) il caricatore viene arrestato.
Il simbolo * appare vicino al parametro "sicurezza pezzocorto" o "sicurezza pezzo lungo, quando viene rilevato unerrore ("Avanzamento corto" o "Avanzamento lungo")sull'ultimo pezzo controllato.Se il valore impostato è 1 (valore default) il caricatore siarresta immediatamente al primo errore rilevato,diversamente si arresta all'ultimo rilievo di erroreconsecutivo impostato.
CONTROLLO SICUREZZE (E)0 - (Non abilitata al primo pezzo); le sicurezze sono attive ad ogni avanzamento escluso ilprimo pezzo tra il passaggio da manuale a automatico, e il primo pezzo dopo la fase diintestatura.1 - (Abilitata al primo pezzo); le sicurezze sono attive ad ogni avanzamento incluso il primopezzo tra il passaggio da manuale a automatico, ma escluso il primo pezzo dopo la fase diintestatura.
A=Sicurezzapezzo corto * xxx(mm) (inches)B=Sicurezzapezzo lungo * xxx(mm) (inches)
B=Sicurezzapezzo lungo * xxx(mm) (inches)Errori consecutivi1Controllo sicurezze0/1
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 15 / 68
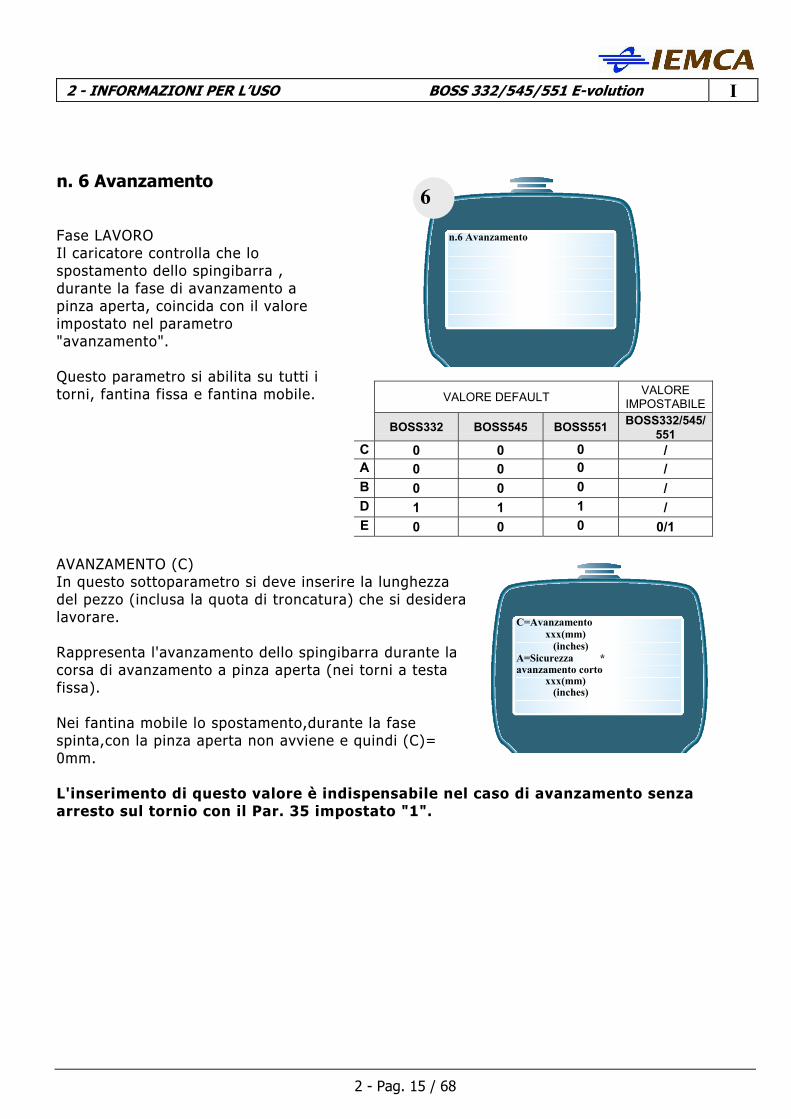
n. 6 Avanzamento
Fase LAVOROIl caricatore controlla che lospostamento dello spingibarra ,durante la fase di avanzamento apinza aperta, coincida con il valoreimpostato nel parametro"avanzamento".
Questo parametro si abilita su tutti itorni, fantina fissa e fantina mobile.
AVANZAMENTO (C)In questo sottoparametro si deve inserire la lunghezzadel pezzo (inclusa la quota di troncatura) che si desideralavorare.
Rappresenta l'avanzamento dello spingibarra durante lacorsa di avanzamento a pinza aperta (nei torni a testafissa).
Nei fantina mobile lo spostamento,durante la fasespinta,con la pinza aperta non avviene e quindi (C)=0mm.
L'inserimento di questo valore è indispensabile nel caso di avanzamento senzaarresto sul tornio con il Par. 35 impostato "1".
6
n.6 Avanzamento
VALORE DEFAULTVALORE
IMPOSTABILE
BOSS332 BOSS545 BOSS551BOSS332/545/
551
C 0 0 0 /
A 0 0 0 /
B 0 0 0 /
D 1 1 1 /
E 0 0 0 0/1
C=Avanzamento xxx(mm) (inches)A=Sicurezza *avanzamento corto xxx(mm) (inches)
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 16 / 68
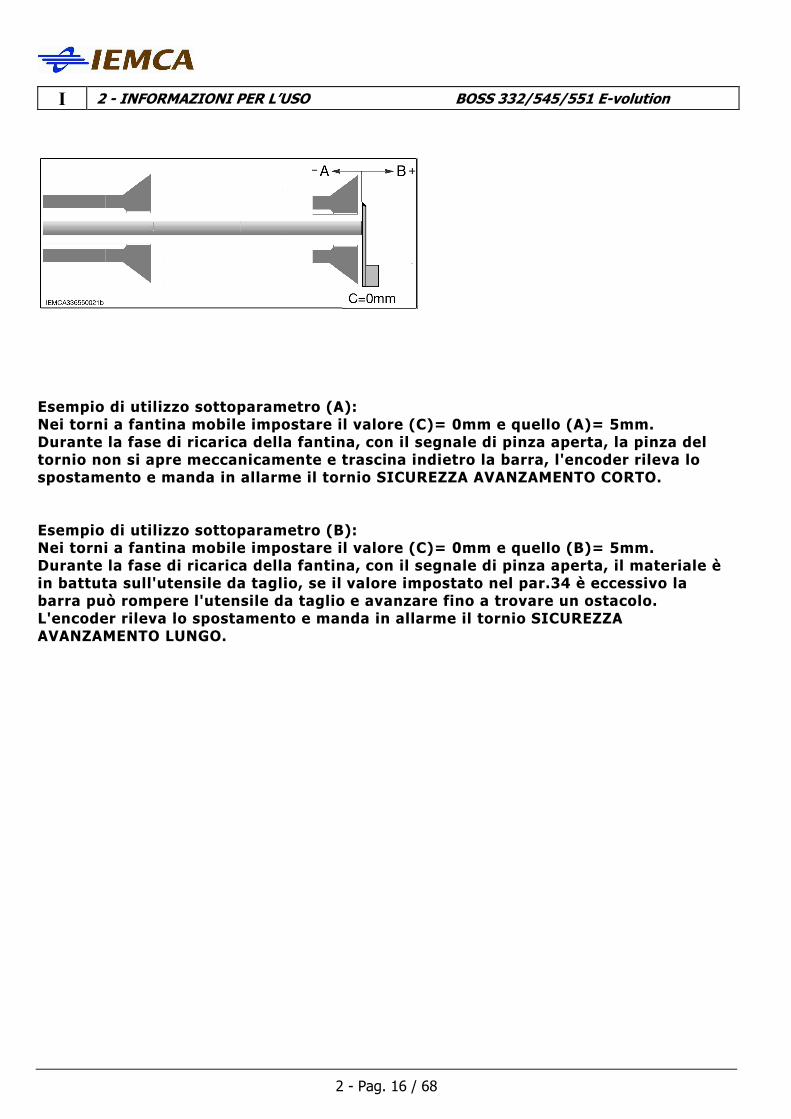
Esempio di utilizzo sottoparametro (A):Nei torni a fantina mobile impostare il valore (C)= 0mm e quello (A)= 5mm.Durante la fase di ricarica della fantina, con il segnale di pinza aperta, la pinza deltornio non si apre meccanicamente e trascina indietro la barra, l'encoder rileva lospostamento e manda in allarme il tornio SICUREZZA AVANZAMENTO CORTO.
Esempio di utilizzo sottoparametro (B):Nei torni a fantina mobile impostare il valore (C)= 0mm e quello (B)= 5mm.Durante la fase di ricarica della fantina, con il segnale di pinza aperta, il materiale èin battuta sull'utensile da taglio, se il valore impostato nel par.34 è eccessivo labarra può rompere l'utensile da taglio e avanzare fino a trovare un ostacolo.L'encoder rileva lo spostamento e manda in allarme il tornio SICUREZZAAVANZAMENTO LUNGO.
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 17 / 68
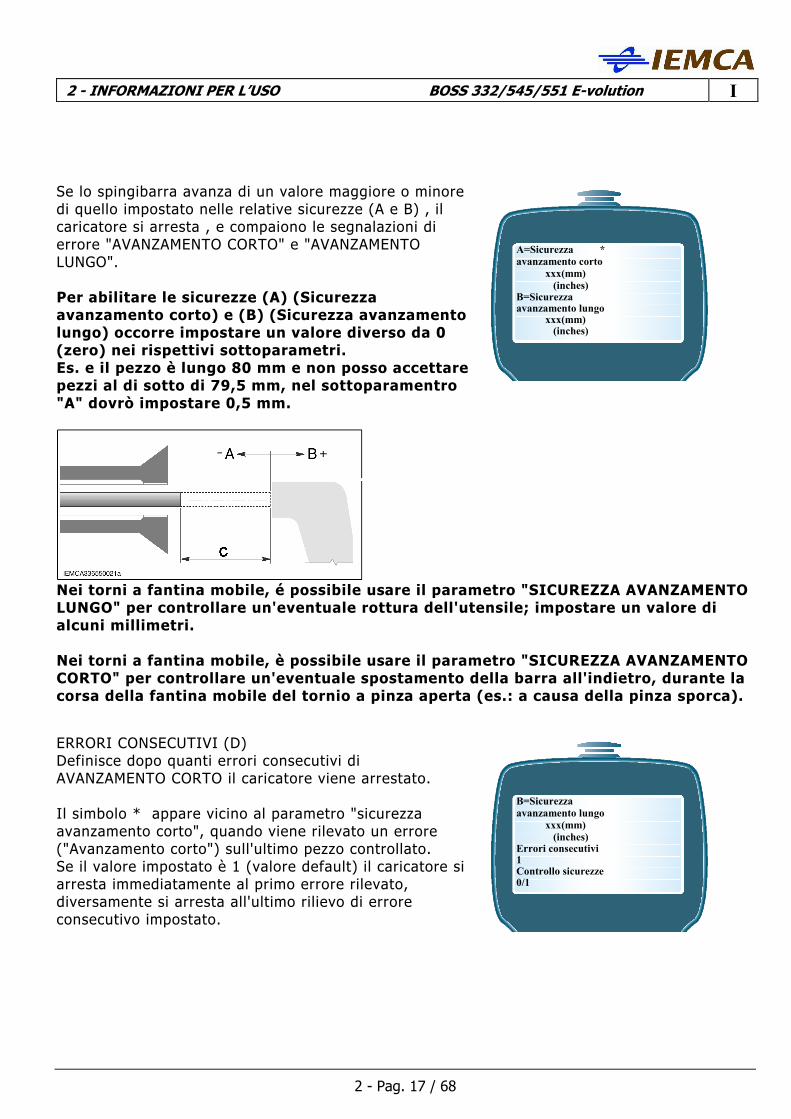
Se lo spingibarra avanza di un valore maggiore o minoredi quello impostato nelle relative sicurezze (A e B) , ilcaricatore si arresta , e compaiono le segnalazioni dierrore "AVANZAMENTO CORTO" e "AVANZAMENTOLUNGO".
Per abilitare le sicurezze (A) (Sicurezzaavanzamento corto) e (B) (Sicurezza avanzamentolungo) occorre impostare un valore diverso da 0(zero) nei rispettivi sottoparametri.Es. e il pezzo è lungo 80 mm e non posso accettarepezzi al di sotto di 79,5 mm, nel sottoparamentro"A" dovrò impostare 0,5 mm.
Nei torni a fantina mobile, é possibile usare il parametro "SICUREZZA AVANZAMENTOLUNGO" per controllare un'eventuale rottura dell'utensile; impostare un valore dialcuni millimetri.
Nei torni a fantina mobile, è possibile usare il parametro "SICUREZZA AVANZAMENTOCORTO" per controllare un'eventuale spostamento della barra all'indietro, durante lacorsa della fantina mobile del tornio a pinza aperta (es.: a causa della pinza sporca).
ERRORI CONSECUTIVI (D)Definisce dopo quanti errori consecutivi diAVANZAMENTO CORTO il caricatore viene arrestato.
Il simbolo * appare vicino al parametro "sicurezzaavanzamento corto", quando viene rilevato un errore("Avanzamento corto") sull'ultimo pezzo controllato.Se il valore impostato è 1 (valore default) il caricatore siarresta immediatamente al primo errore rilevato,diversamente si arresta all'ultimo rilievo di erroreconsecutivo impostato.
A=Sicurezza *avanzamento corto xxx(mm) (inches)B=Sicurezzaavanzamento lungo xxx(mm) (inches)
B=Sicurezzaavanzamento lungo xxx(mm) (inches)Errori consecutivi1Controllo sicurezze0/1
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 18 / 68
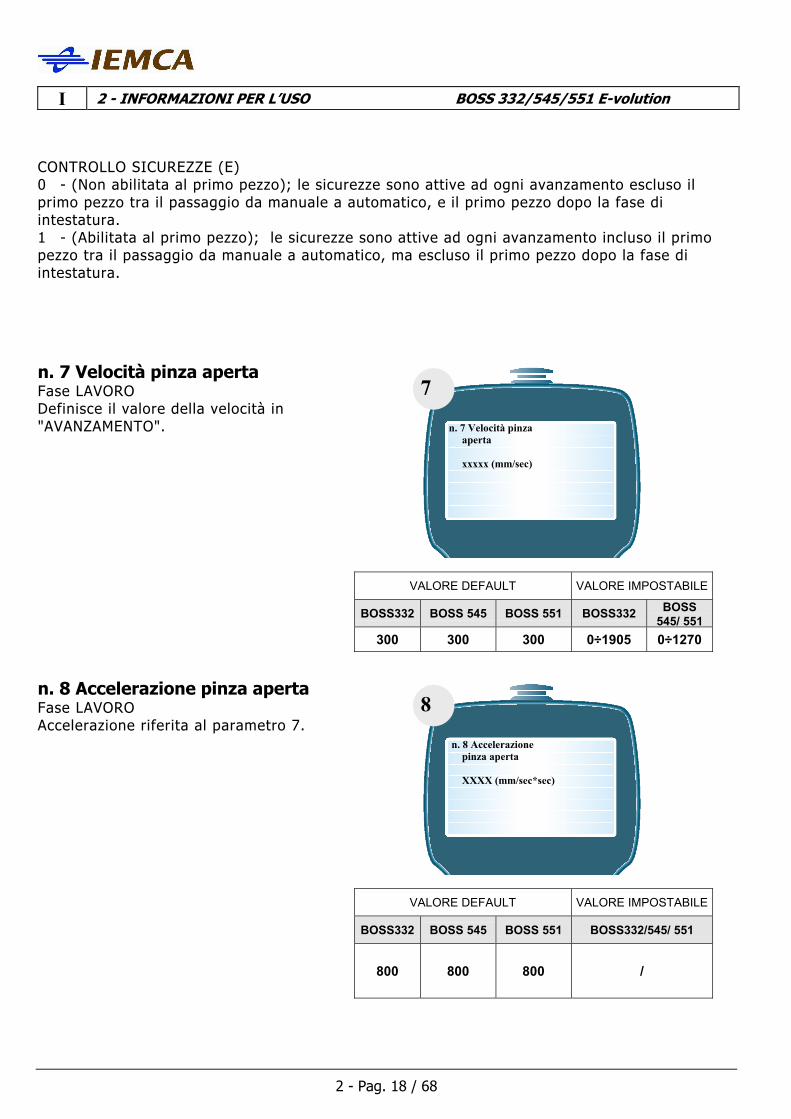
CONTROLLO SICUREZZE (E)0 - (Non abilitata al primo pezzo); le sicurezze sono attive ad ogni avanzamento escluso ilprimo pezzo tra il passaggio da manuale a automatico, e il primo pezzo dopo la fase diintestatura.1 - (Abilitata al primo pezzo); le sicurezze sono attive ad ogni avanzamento incluso il primopezzo tra il passaggio da manuale a automatico, ma escluso il primo pezzo dopo la fase diintestatura.
n. 7 Velocità pinza apertaFase LAVORODefinisce il valore della velocità in"AVANZAMENTO".
n. 8 Accelerazione pinza apertaFase LAVOROAccelerazione riferita al parametro 7.
7
n. 7 Velocità pinza aperta
xxxxx (mm/sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332BOSS
545/ 551
300 300 300 0÷1905 0÷1270
8
n. 8 Accelerazione pinza aperta
XXXX (mm/sec*sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
800 800 800 /
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 19 / 68
n. 9 Ritardo spinta pinzaapertaFase LAVOROAl segnale di "AVANZAMENTO" daltornio, lo spingibarra ritardal'avanzamento del tempo impostato.Esempio di applicazione: deve essereusato quando il movimentomeccanico di apertura della pinza èlento (pinza a doppio cono).
n. 10 Ritardo spinta pinzachiusaFase LAVOROAl segnale di "pinza chiusa" daltornio, lo spingibarra continua aspingere per il tempo impostato.Esempio di applicazione: deve essereusato quando il movimentomeccanico di chiusura della pinza èlento (pinza a doppio cono).
9
n. 9 Ritardo spinta pinza aperta
xxxx (sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 /
10
n. 10 Ritardo spinta pinza chiusa
xxxx (sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 /
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 20 / 68
n. 11 Rallentamento ingressopinzaFase CAMBIO BARRADefinisce la lunghezza del tratto dirallentamento prima dell'entrata inpinza. é una quota riferita al punto (C)(punto d'intestatura). Lungo questotratto la barra si muove alla velocitàingresso pinza (vedi parametro 12).
n. 12 Velocità ingresso pinzaFase CAMBIO BARRADefinisce il valore della velocità ridottanel tratto di rallentamento (vediparametro 11 "A").
11
n. 11 Rallentamento ingresso pinza
XXXXX (mm) (inches)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
250 250 250 /
12
n. 12 Velocità ingresso pinza
xxxxx (mm/sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332BOSS
545/ 551
80 80 80 0÷1905 0÷1270
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 21 / 68
n. 13 Coppia ingresso pinzaDefinisce il valore della spinta chericeve la barra durante l'introduzionenella pinza del tornio.
CAUTELA - PRECAUZIONEIl nuovo software permettedi controllare la coppiamotore in modoproporzionale , cioè quandoil valore della coppiaaumenta , il valore dellaspinta (Kg) aumenta a suavolta.
E' attiva nel tratto di rallentamento(vedi parametro 11).
BOSS 332-E BOSS 545-E BOSS 551-EVALORE
IMPOSTABILE
0-450VALORE IN Kg
SPINGIBARRA D.32 L
VALORE IN Kg
SPINGIBARRA D.43 L
VALORE IN Kg
SPINGIBARRA D.43 L
50 2.5 8 960 3 10 11.570 3.5 12 18.580 6 14.5 2090 9.5 18 22.5
100 11 19 25.5110 12.5 22.5 28120 14 27 30130 15 29.5 32140 17 32 35150 18 34 39200 25 41 45250 31.5 52 58300 37 61 65350 45 71.5 82400 51 81 93450 51 85.5 98
13
n. Coppia ingresso pinza
xxxx (0÷450)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
200 200 200 0÷450
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 22 / 68
n. 14 Numero degli impulsiFase CAMBIO BARRADefinisce il numero degli impulsi chericeve la barra per facilitarnel'introduzione nella pinza del tornio.Agisce in un qualsiasi punto del tratto dirallentamento (vedi parametro 11).Descrizione di come avvengono le fasi:- la barra avanza nel tratto di
rallentamento;- la barra incontra l'ostacolo (la
pinza); iniziano gli impulsi;- la barra entra nella pinza.
INFORMAZIONISe la barra incontra un'altroostacolo prima di uscire daltratto di rallentamento, il caricatore va in "ALLARME".
n. 15 Corsa ImpulsiFase CAMBIO BARRADefinisce la lunghezza della corsa avanti- indietro degli impulsi (vedi parametro14).
14
n. 14 Numero degli impulsi
xx impulsi
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
10 10 10 /
15
n. 15 Corsa impulsi
XXXX (mm) (inches)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
10 10 10 /

2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 23 / 68
n. 16 Apertura boccolaFase LAVORODefinisce il punto in cui avviene, alpassaggio dello spingibarra,l'apertura anticipata dellesemiboccole rispetto al punto (Bo)(punto di apertura dellesemiboccole).Normalmente il valore di default nondeve essere modificato, in certi casipuò essere utile aumentare il valoreper evitare che la barra vada invibrazione.A - Parametro 16
n. 17 Chiusura boccolaFase CAMBIO BARRADefinisce il punto in cui, durante la corsad'intestatura, avviene la chiusura dellesemiboccole. E' una quota riferita alpunto (C) (punto d'intestatura).A - Parametro 17
B - Sottoparametri0 - Non abilitata in preavanzamento.1 - Abilitata in preavanzamentoAbilitando il sottoparametro a 1 , il parametro 17 definisce il punto in cui , durante la corsa dipreavanzamento , può avvenire la chiusura delle semiboccole.
16
n. 16 Apertura boccola
XXXX (mm) (inches)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
-80 -80 -80 /
17
n. 17 Chiusura boccola
XXXX (mm) (inches)
0/1 xxxxxxxx
VALORE DEFAULT VALOREIMPOSTABIL
BOSS332 BOSS545 BOSS551BOSS
332 /545/ 551
A 250 250 250 0/1
B 0 0 0 0/1
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 24 / 68
n. 18 Impulsi mandrino - tempoonFase CAMBIO BARRADefinisce la durata dell'impulso ON chericeve il tornio per far ruotare ilmandrino.E' necessario per agevolare l'entrata inpinza delle barre sagomate.Descrizione di come avvengono le fasi:
- la barra avanza nel tratto dirallentamento (vedi parametro 11);
- la barra incontra l'ostacolo (la pinza)e il tornio riceve l'impulso per farruotare il mandrino della durata deltempo impostato;
- il mandrino rallenta e si ferma(avendo a disposizione il tempodefinito al parametro 19);
- la barra riceve l'impulso di avanzamento;- se la barra entra in pinza, il ciclo prosegue;- se la barra non entra in pinza, si ripetono le fasi precedentemente descritte.
n. 19 Impulsi mandrino - tempooffFase CAMBIO BARRADefinisce la durata dell'impulso OFF chericeve il tornio per far rallentare efermare il mandrino prima delsuccessivo impulso di rotazione (vedidescrizione delle fasi al parametro 18).
18
n. 18 Impulsi mandrino - tempo on
xxxx (sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
1 1 1 /
19
n. 19 Impulsi mandrino - tempo off
xxxx (sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
1 1 1 /

2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 25 / 68
n. 20 Ritardo partenza cicloFase CAMBIO BARRAQuando la barra arriva in posizioned'intestatura (vedi parametro 2), èpossibile avere un ritardo del segnaledi "inizio ciclo" del tornio pari alvalore impostato (K15).Esempio di applicazione: è necessarioavere il ritardo del segnale di "iniziociclo", quando al mandrino occorre uncerto tempo per raggiungere ilregime di rotazione di lavoro.
n. 21 Gestione dello spezzoneFase CAMBIO BARRA0 - (Estrazione)1 - (Espulsione)2 - (Anticipo cambio barra)
20
n. 20 Ritardo partenza ciclo
xxxx (sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
1 1 1 /
21
n. 21 Gestione dello spezzone
xxxxxxxxxx
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 0/1/2
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 26 / 68
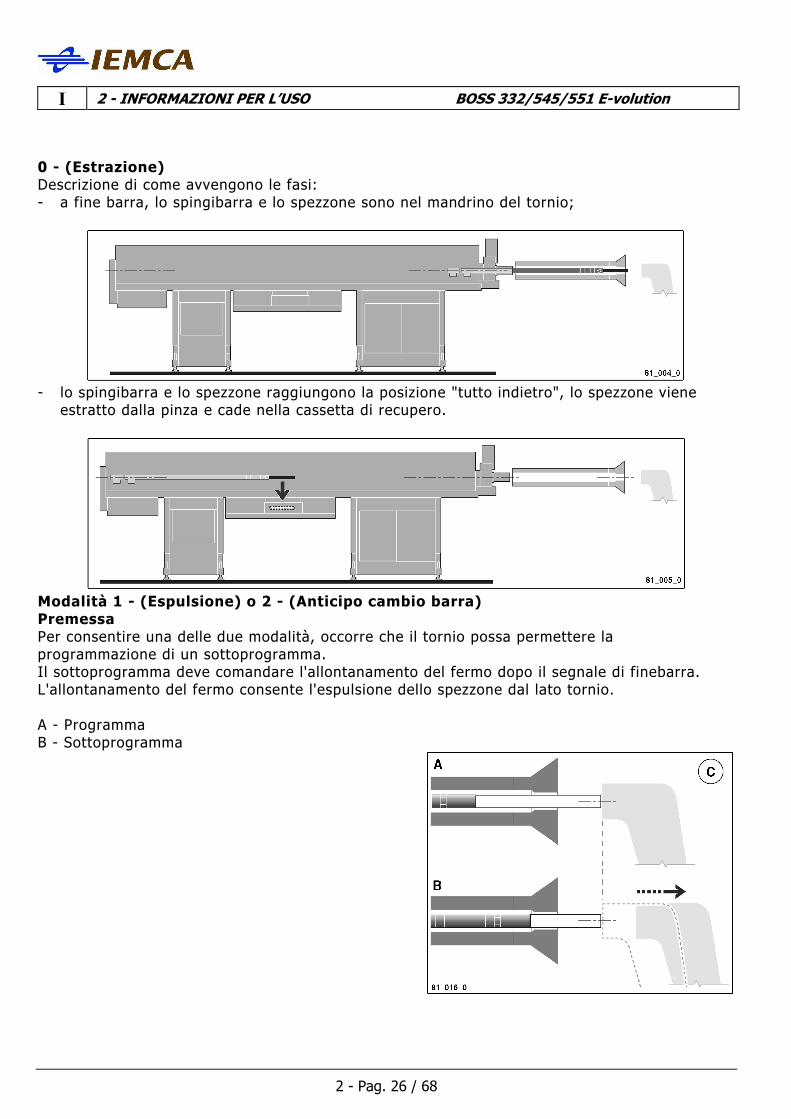
0 - (Estrazione)Descrizione di come avvengono le fasi:- a fine barra, lo spingibarra e lo spezzone sono nel mandrino del tornio;
- lo spingibarra e lo spezzone raggiungono la posizione "tutto indietro", lo spezzone vieneestratto dalla pinza e cade nella cassetta di recupero.
Modalità 1 - (Espulsione) o 2 - (Anticipo cambio barra)PremessaPer consentire una delle due modalità, occorre che il tornio possa permettere laprogrammazione di un sottoprogramma.Il sottoprogramma deve comandare l'allontanamento del fermo dopo il segnale di finebarra.L'allontanamento del fermo consente l'espulsione dello spezzone dal lato tornio.
A - ProgrammaB - Sottoprogramma
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 27 / 68
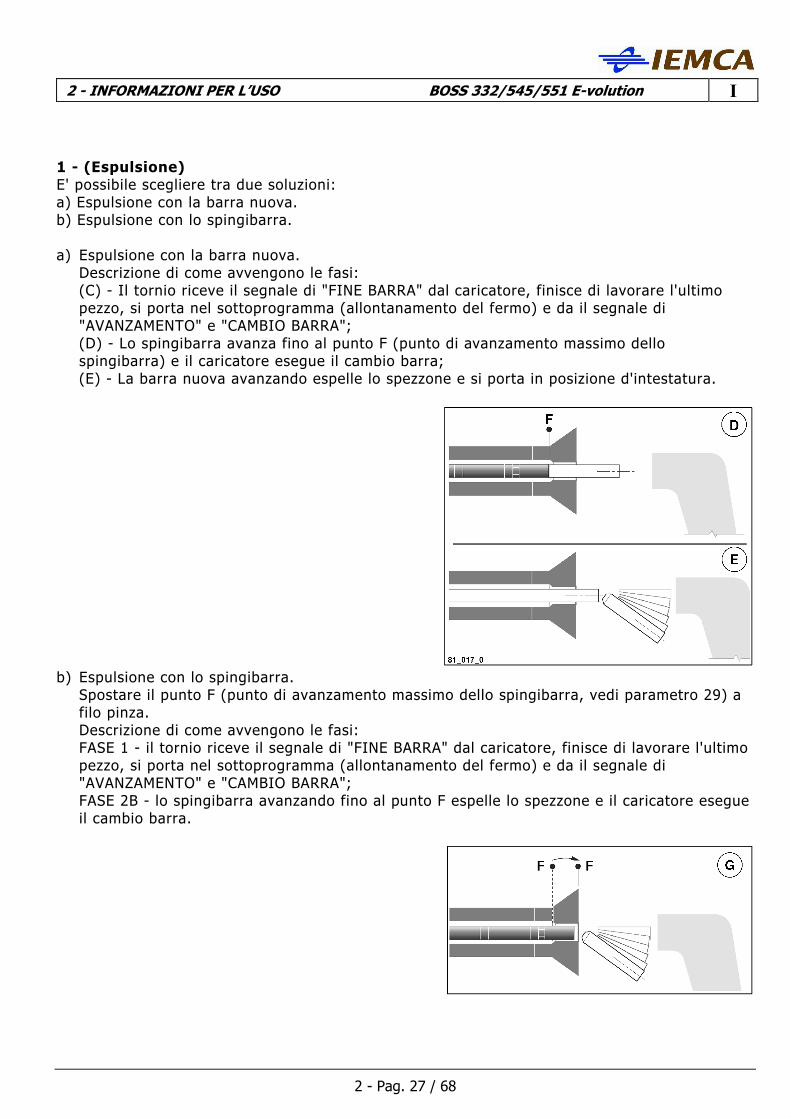
1 - (Espulsione)E' possibile scegliere tra due soluzioni:a) Espulsione con la barra nuova.b) Espulsione con lo spingibarra.
a) Espulsione con la barra nuova.Descrizione di come avvengono le fasi:(C) - Il tornio riceve il segnale di "FINE BARRA" dal caricatore, finisce di lavorare l'ultimopezzo, si porta nel sottoprogramma (allontanamento del fermo) e da il segnale di"AVANZAMENTO" e "CAMBIO BARRA";(D) - Lo spingibarra avanza fino al punto F (punto di avanzamento massimo dellospingibarra) e il caricatore esegue il cambio barra;(E) - La barra nuova avanzando espelle lo spezzone e si porta in posizione d'intestatura.
b) Espulsione con lo spingibarra.Spostare il punto F (punto di avanzamento massimo dello spingibarra, vedi parametro 29) afilo pinza.Descrizione di come avvengono le fasi:FASE 1 - il tornio riceve il segnale di "FINE BARRA" dal caricatore, finisce di lavorare l'ultimopezzo, si porta nel sottoprogramma (allontanamento del fermo) e da il segnale di"AVANZAMENTO" e "CAMBIO BARRA";FASE 2B - lo spingibarra avanzando fino al punto F espelle lo spezzone e il caricatore esegueil cambio barra.
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 28 / 68
2 - (Anticipo cambio barra)Consente al caricatore di eseguire il cambio barra mentre il tornio sta iniziando la lavorazionedell'ultimo pezzo. Il cambio barra inizia così in anticipo, senza aspettare la fine della lavorazionedell'ultimo pezzo e che lo spingibarra abbia raggiunto il punto F. Lo spezzone viene espulso conla barra nuova.
Condizioni necessarie.- Settare il segnale d'interfaccia 85, "CICLO DI CARICO", in posizione 1 (=NC) e settare il
parametro 21, "GESTIONE AVANZAMENTI", in modalità 2.- sfruttare il segnale del tornio di "anticipo cambio barra" (solo per i torni che ne sono
provvisti).
Descrizione di come avvengono le fasi:- il tornio riceve il segnale di "FINEBARRA", con le condizioni sopracitate;- il caricatore esegue il ritorno dello spingibarra, introduce nelle guide la barra nuova e
attende i segnali di "AVANZAMENTO" e "CAMBIO BARRA";- il tornio ha finito di lavorare l'ultimo pezzo, si porta nel sottoprogramma (allontanamento del
fermo) e da il segnale di "AVANZAMENTO" e "CAMBIO BARRA"- la barra nuova avanzando espelle lo spezzone e si porta in posizione d'intestatura.
n. 22 Timeout pinza apertaFase LAVOROE' il tempo massimo di durata della faseAVANZAMENTO ("PINZA APERTA").Se per qualsiasi motivo il caricatorerimane con il consenso di avanzamento(segnale di "AVANZAMENTO" dal tornio)oltre il tempo impostato, va in"ALLARME".
22
n. 22 Timeout pinza aperta
xxxx (sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 /
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 29 / 68
n. 23 Timeout pezzoFase LAVOROE' il tempo massimo di durata dellalavorazione di un pezzo.Se per qualsiasi motivo la lavorazionedel pezzo si prolunga oltre il tempoimpostato, il caricatore va in"ALLARME".
n. 24 Uso sincronismoFase LAVORODefinisce l'uso del dispositivo disincronizzazione barra-fantina.0 - (FANTINA FISSA)1 - (FANTINA MOBILE SENZASINCRONISMO)La funzione del sincronismo barra-fantina é esclusa, la barra ricevecontinuamente la spinta dal motore diavanzamento. La velocità del motoredi avanzamento può essere regolata,a pinza aperta con il parametro 7, apinza chiusa con il parametro 28.2 - (FANTINA MOBILE CONSINCRONISMO)La funzione del sincronismo barra-fantina, viene inserita a pinza chiusa(il motore di avanzamento é fermo) edisinserita in "AVANZAMENTO" (il motore di avanzamento é in movimento).
INFORMAZIONIPer evitare una spinta eccessiva nell'utensile da taglio, é consigliato diminuire ilvalore della velocità in "AVANZAMENTO" (vedi parametro 7)
23
n. 23 Timeout pezzo
xxxx (sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 /
24
n . 24 Uso sincronismo
xxxxxxxxxx
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 0/1/2/3/4/5
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 30 / 68
3 - (RILASCIATO)La funzione del sincronismo barra-fantina, viene inserita a pinza chiusa (il motore diavanzamento é fermo) e disinserita in "AVANZAMENTO" (il motore di avanzamento é fermo).4 - (BLOCCATO)La funzione del sincronismo barra-fantina, viene inserita a pinza chiusa (il motore diavanzamento é fermo) e disinserita in "AVANZAMENTO" (il motore di avanzamento é fermo ed ébloccato).5 - (LUNETTA MOBILE)La funzione del sincronismo barra-fantina, viene inserita in "AVANZAMENTO" (il motore diavanzamento é fermo) e disinserita a pinza chiusa (il motore di avanzamento é fermo). Dopo lachiusura della pinza il motore di avanzamento è in movimento per il tempo definito al parametro10.
INFORMAZIONIper le modalità 3 - (rilasciato), 4 - (bloccato) e 5 - (sinc. pinza aperta). Ilmotore di avanzamento, essendo fermo sia in pinza chiusa che in pinza aperta,può provocare lo sfilamento della barra dalla pinza dello spingibarra, a causa deigiochi tra i componenti (spingibarra, gruppo rotante, catena di avanzamento,eccetera). E' possibile evitare questo inconveniente, impostando un tempobasso al parametro 10; dopo la chiusura pinza, il motore di avanzamento siinserirà per il tempo impostato, recuperando i giochi tra i componenti.
n. 25 Gestione avanzamentiFase LAVORO0 - (FINE AVANZAMENTI CON CAMBIOBARRA): il caricatore al segnale diCAMBIO BARRA arresta l'avanzamento.1 - (FINE AVANZAMENTI CON K1): alsegnale di FINEBARRA (K1) il caricatorearresta l'avanzamento.
25
n. 25 Gestione avanzamenti
xxxxxxxxxx
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 0/1
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 31 / 68
n. 26 Pezzi prima dell'arrestotornioFase LAVOROVALORE 0 - La funzione delparametro é esclusa.VALORE >0 - Al raggiungimento delvalore dei pezzi impostato, ilcaricatore comanda l'arresto deltornio in "AVANZAMENTO".
VALORE >0 - Esempio di applicazione.1.Impostare valore 1000:
appare:
2.Iniziare la lavorazione.Dopo aver eseguito 1000 pezzi, il caricatore comandal'arresto tornio.
appare:
Per poter riavviare la lavorazione è necessario azzerare ilvalore tra parentesi.
26
n. 26 Pezzi prima dell’arresto tornio
xxxxxx (xxxxxx)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 0/>0
n. 26 Pezzi prima dell’arresto tornio
:>1000 ( 0)
n. 26 Pezzi prima dell’arresto tornio
:>1000 (1000)
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 32 / 68
n. 27 Minuti prima dell'arrestotornioFase LAVOROVALORE 0 - La funzione del parametroé esclusa.VALORE >0 - Trascorso il numero deiminuti impostati, il caricatore comandal'arresto del tornio in "AVANZAMENTO".
n. 28 Velocità pinza chiusaFase LAVORODefinisce il valore della velocità a "pinzaCHIUSA".
27
n. 27 Minuti prima dell’arresto tornio
XXXX (min)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 0/>0
28
n. 28 Velocità pinza chiusa
xxxx (mm/sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332BOSS
545/ 551
200 200 200 0÷1905 0÷1270
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 33 / 68
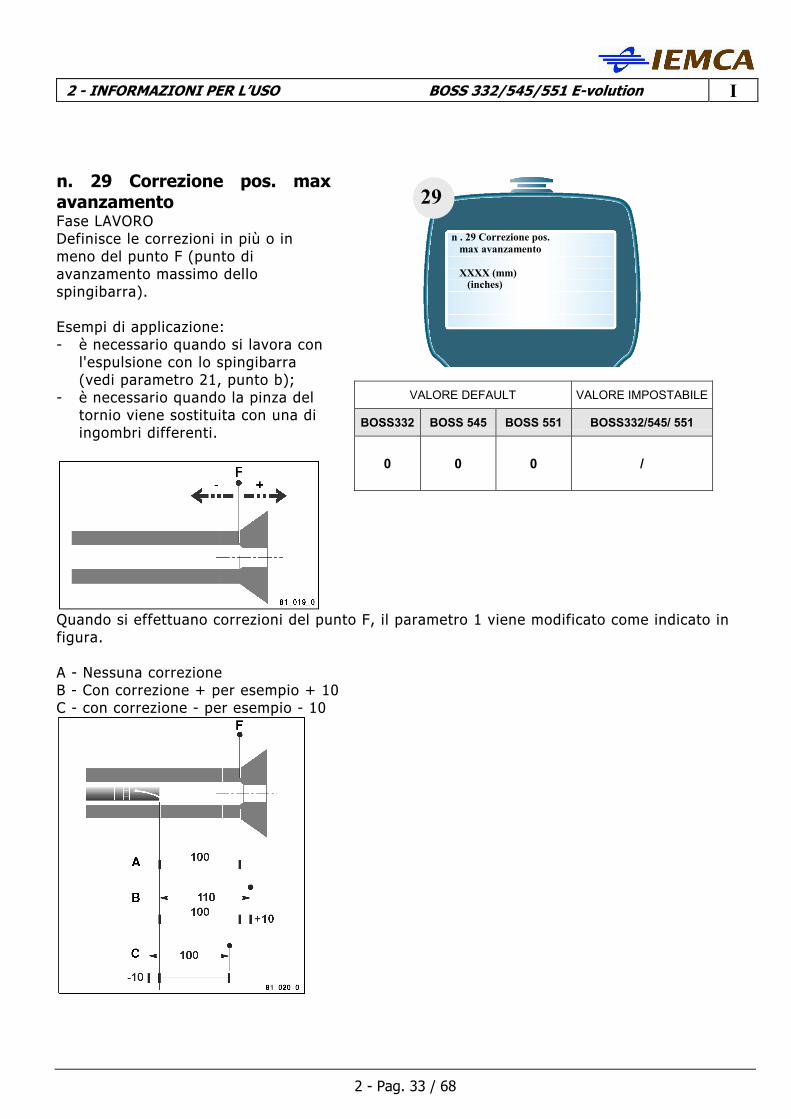
n. 29 Correzione pos. maxavanzamentoFase LAVORODefinisce le correzioni in più o inmeno del punto F (punto diavanzamento massimo dellospingibarra).
Esempi di applicazione:- è necessario quando si lavora con
l'espulsione con lo spingibarra(vedi parametro 21, punto b);
- è necessario quando la pinza deltornio viene sostituita con una diingombri differenti.
Quando si effettuano correzioni del punto F, il parametro 1 viene modificato come indicato infigura.
A - Nessuna correzioneB - Con correzione + per esempio + 10C - con correzione - per esempio - 10
29
n . 29 Correzione pos. max avanzamento
XXXX (mm) (inches)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 /

I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 34 / 68
n. 30 Lingua 1IFase /Definisce la lingua delle informazioniche appaiono nel display:1 - ITALIANO2 - ENGLISH3 - DEUTSCH4 - FRANCAIS5 - ESPAÑOL6 - SVENSKA7 - DANSK8 - PORTOGUÊS9 - NEDERLANDS10 - SUOMI
n. 31 Uso interfacce macchinaFase LAVORO/CAMBIO BARRA1 - (RITORNO)2 - (K13 SUBITO)3 - (RITORNO IMMEDIATO)4 - (AVANZAMENTO)5 - (CONSENSO K1)
INFORMAZIONII segnali delle cinquemodalità, di seguito descritte,si riferiscono con il parametro21 nella modalità 0 -(Estrazione) o 1 -(Espulsione). Con il parametro21 nella modalità 2- (Anticipocambio barra), i segnali sono imedesimi, ma il caricatore si comporta com'è descritto a tale parametro.
30
n. 30 Lingua 1I 2GB 3D 4F 5E 6S 7DK
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
1 1 1 1/2/3/4/5/6/7/8/9/10
31
n . 31 Uso interfacce macchina
xxxxxxxxxx
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
1 1 1 1/2/3/4/5
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 35 / 68
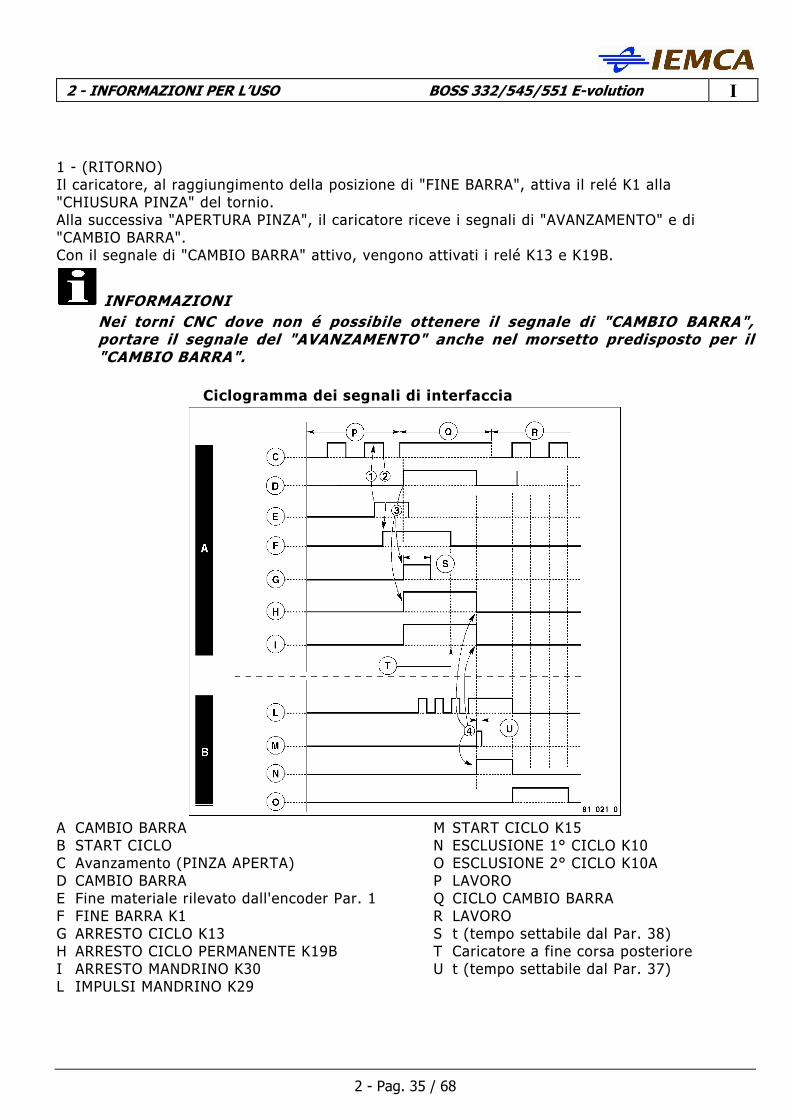
1 - (RITORNO)Il caricatore, al raggiungimento della posizione di "FINE BARRA", attiva il relé K1 alla"CHIUSURA PINZA" del tornio.Alla successiva "APERTURA PINZA", il caricatore riceve i segnali di "AVANZAMENTO" e di"CAMBIO BARRA".Con il segnale di "CAMBIO BARRA" attivo, vengono attivati i relé K13 e K19B.
INFORMAZIONINei torni CNC dove non é possibile ottenere il segnale di "CAMBIO BARRA",portare il segnale del "AVANZAMENTO" anche nel morsetto predisposto per il"CAMBIO BARRA".
Ciclogramma dei segnali di interfaccia
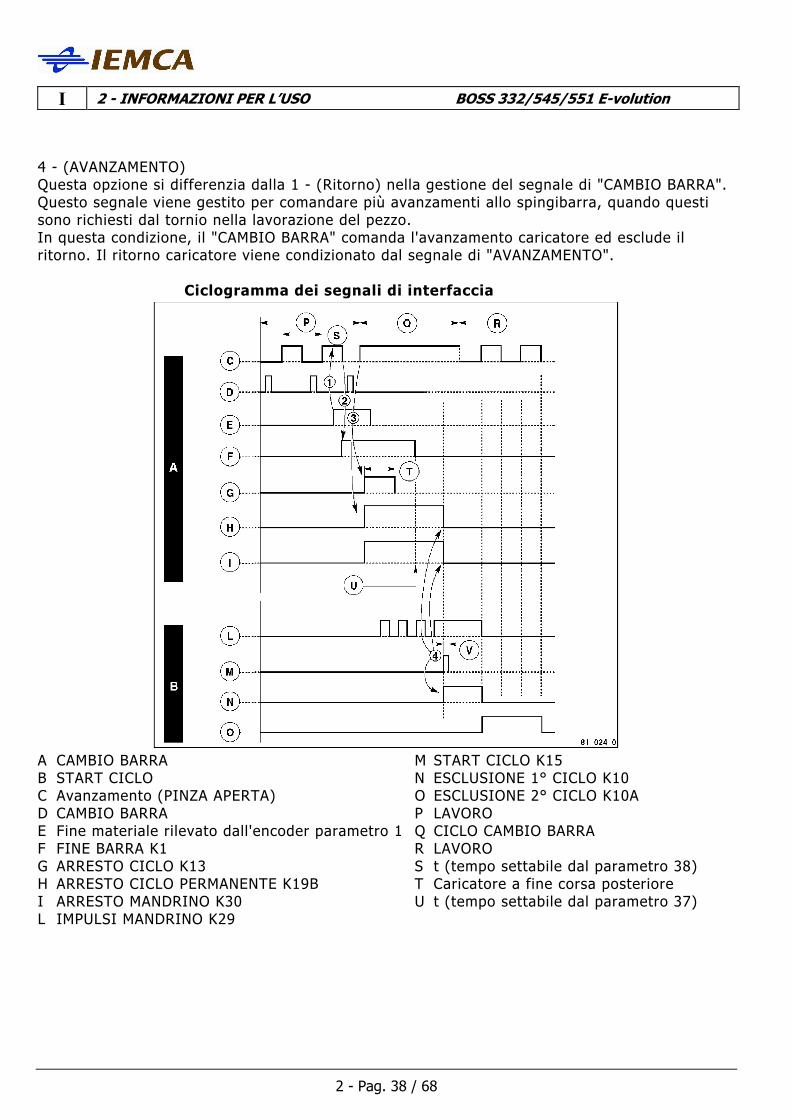
A CAMBIO BARRA M START CICLO K15B START CICLO N ESCLUSIONE 1° CICLO K10C Avanzamento (PINZA APERTA) O ESCLUSIONE 2° CICLO K10AD CAMBIO BARRA P LAVOROE Fine materiale rilevato dall'encoder Par. 1 Q CICLO CAMBIO BARRAF FINE BARRA K1 R LAVOROG ARRESTO CICLO K13 S t (tempo settabile dal Par. 38)H ARRESTO CICLO PERMANENTE K19B T Caricatore a fine corsa posterioreI ARRESTO MANDRINO K30 U t (tempo settabile dal Par. 37)L IMPULSI MANDRINO K29
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 36 / 68
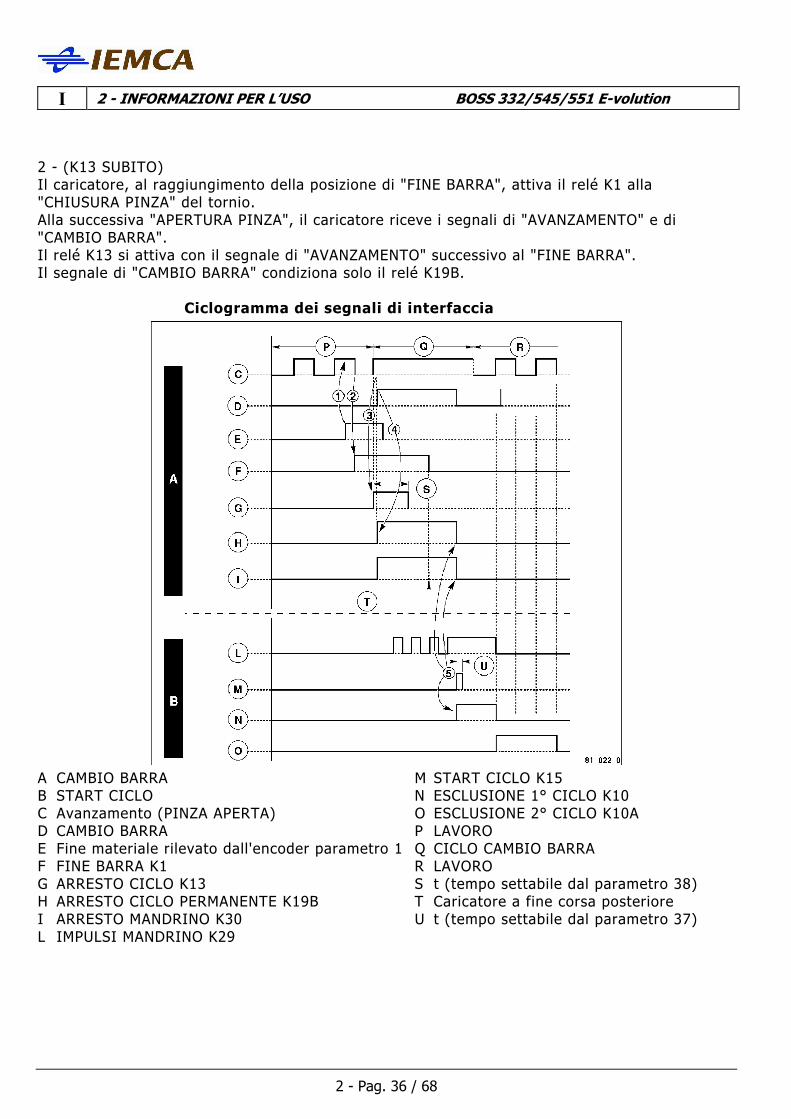
2 - (K13 SUBITO)Il caricatore, al raggiungimento della posizione di "FINE BARRA", attiva il relé K1 alla"CHIUSURA PINZA" del tornio.Alla successiva "APERTURA PINZA", il caricatore riceve i segnali di "AVANZAMENTO" e di"CAMBIO BARRA".Il relé K13 si attiva con il segnale di "AVANZAMENTO" successivo al "FINE BARRA".Il segnale di "CAMBIO BARRA" condiziona solo il relé K19B.
Ciclogramma dei segnali di interfaccia
A CAMBIO BARRA M START CICLO K15B START CICLO N ESCLUSIONE 1° CICLO K10C Avanzamento (PINZA APERTA) O ESCLUSIONE 2° CICLO K10AD CAMBIO BARRA P LAVOROE Fine materiale rilevato dall'encoder parametro 1 Q CICLO CAMBIO BARRAF FINE BARRA K1 R LAVOROG ARRESTO CICLO K13 S t (tempo settabile dal parametro 38)H ARRESTO CICLO PERMANENTE K19B T Caricatore a fine corsa posterioreI ARRESTO MANDRINO K30 U t (tempo settabile dal parametro 37)L IMPULSI MANDRINO K29
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 37 / 68
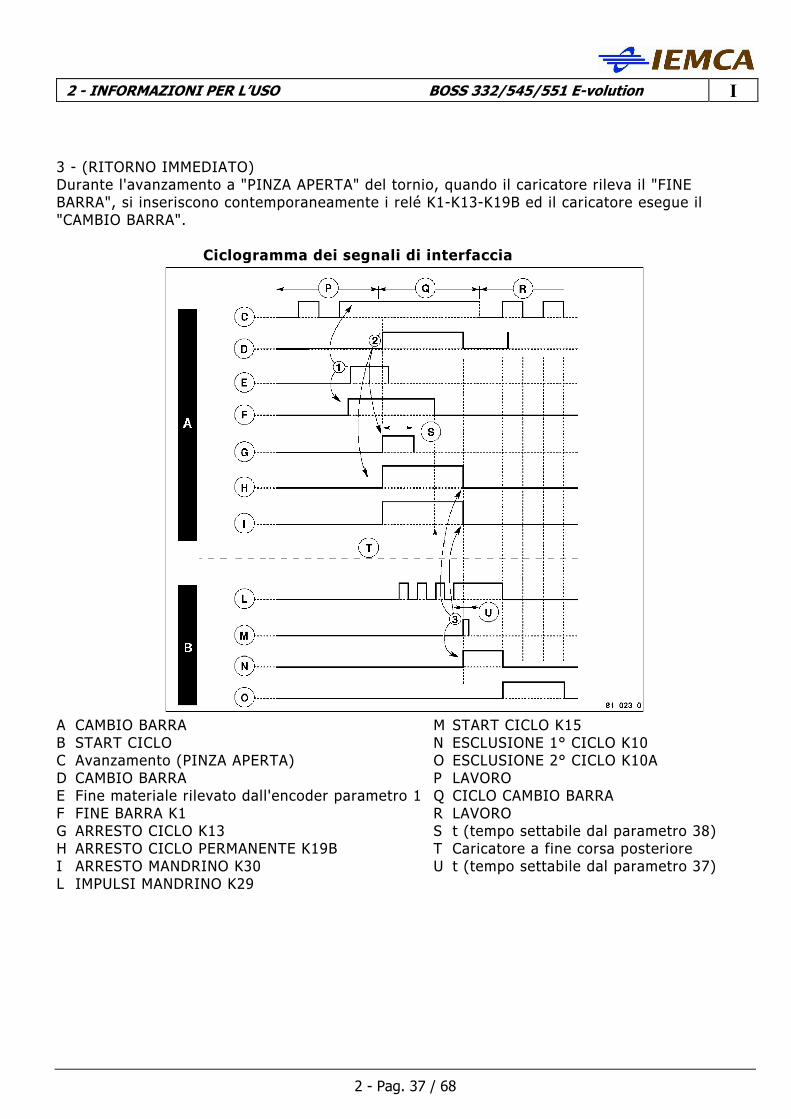
3 - (RITORNO IMMEDIATO)Durante l'avanzamento a "PINZA APERTA" del tornio, quando il caricatore rileva il "FINEBARRA", si inseriscono contemporaneamente i relé K1-K13-K19B ed il caricatore esegue il"CAMBIO BARRA".
Ciclogramma dei segnali di interfaccia
A CAMBIO BARRA M START CICLO K15B START CICLO N ESCLUSIONE 1° CICLO K10C Avanzamento (PINZA APERTA) O ESCLUSIONE 2° CICLO K10AD CAMBIO BARRA P LAVOROE Fine materiale rilevato dall'encoder parametro 1 Q CICLO CAMBIO BARRAF FINE BARRA K1 R LAVOROG ARRESTO CICLO K13 S t (tempo settabile dal parametro 38)H ARRESTO CICLO PERMANENTE K19B T Caricatore a fine corsa posterioreI ARRESTO MANDRINO K30 U t (tempo settabile dal parametro 37)L IMPULSI MANDRINO K29
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 38 / 68
4 - (AVANZAMENTO)Questa opzione si differenzia dalla 1 - (Ritorno) nella gestione del segnale di "CAMBIO BARRA".Questo segnale viene gestito per comandare più avanzamenti allo spingibarra, quando questisono richiesti dal tornio nella lavorazione del pezzo.In questa condizione, il "CAMBIO BARRA" comanda l'avanzamento caricatore ed esclude ilritorno. Il ritorno caricatore viene condizionato dal segnale di "AVANZAMENTO".
Ciclogramma dei segnali di interfaccia
A CAMBIO BARRA M START CICLO K15B START CICLO N ESCLUSIONE 1° CICLO K10C Avanzamento (PINZA APERTA) O ESCLUSIONE 2° CICLO K10AD CAMBIO BARRA P LAVOROE Fine materiale rilevato dall'encoder parametro 1 Q CICLO CAMBIO BARRAF FINE BARRA K1 R LAVOROG ARRESTO CICLO K13 S t (tempo settabile dal parametro 38)H ARRESTO CICLO PERMANENTE K19B T Caricatore a fine corsa posterioreI ARRESTO MANDRINO K30 U t (tempo settabile dal parametro 37)L IMPULSI MANDRINO K29

2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 39 / 68
5 - (CONSENSO K1)Con questa opzione, ad ogni ciclo, il tornio controlla se il caricatore é in "FINE BARRA"; inquesta eventualità viene attivato il relé K1.Alla successiva apertura pinza, con il segnale di "AVANZAMENTO", si inseriscono i relé K13-K19B.Il ritorno viene condizionato dal segnale di "AVANZAMENTO".
Ciclogramma dei segnali di interfaccia
A CAMBIO BARRA M START CICLO K15B START CICLO N ESCLUSIONE 1° CICLO K10C Avanzamento (PINZA APERTA) O ESCLUSIONE 2° CICLO K10AD CAMBIO BARRA P LAVOROE Fine materiale rilevato dall'encoder parametro 1 Q CICLO CAMBIO BARRAF FINE BARRA K1 R LAVOROG ARRESTO CICLO K13 S PEZZOH ARRESTO CICLO PERMANENTE K19B T t (tempo settabile dal parametro 38)I ARRESTO MANDRINO K30 U Caricatore a fine corsa posterioreL IMPULSI MANDRINO K29 V t (tempo settabile dal parametro 37)
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 40 / 68
n. 32 K1 esce subitoFase LAVORO0 - (a pinza aperta non attiva K1). Dopoche è stato rilevato, il segnale di finebarra K1 viene inviato al tornio alla"CHIUSURA PINZA".1 - (a pinza aperta attiva K1). Dopo cheè stato rilevato, il segnale di fine barraK1 viene immediatamente inviato altornio durante il segnale di"AVANZAMENTO".
n. 33 Inversione K2Fase LAVORO0 - (K2 è a 1 sul fermo). Con segnale diavanzamento il relè K2 rimane disattivoquando la barra avanza; si attivaquando la barra arriva sul fermo barra(encoder fermo).1 - (K2 è a 0 sul fermo). Il relè K2 siattiva quando la barra avanza e sidisattiva quando la barra arriva sulfermo barra (encoder fermo).
32
n. 32 K1 esce subito
xxxxxxxxxx
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 0/1
33
n. 33 Inversione K2
xxxxxxxxxx
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 0/1
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 41 / 68
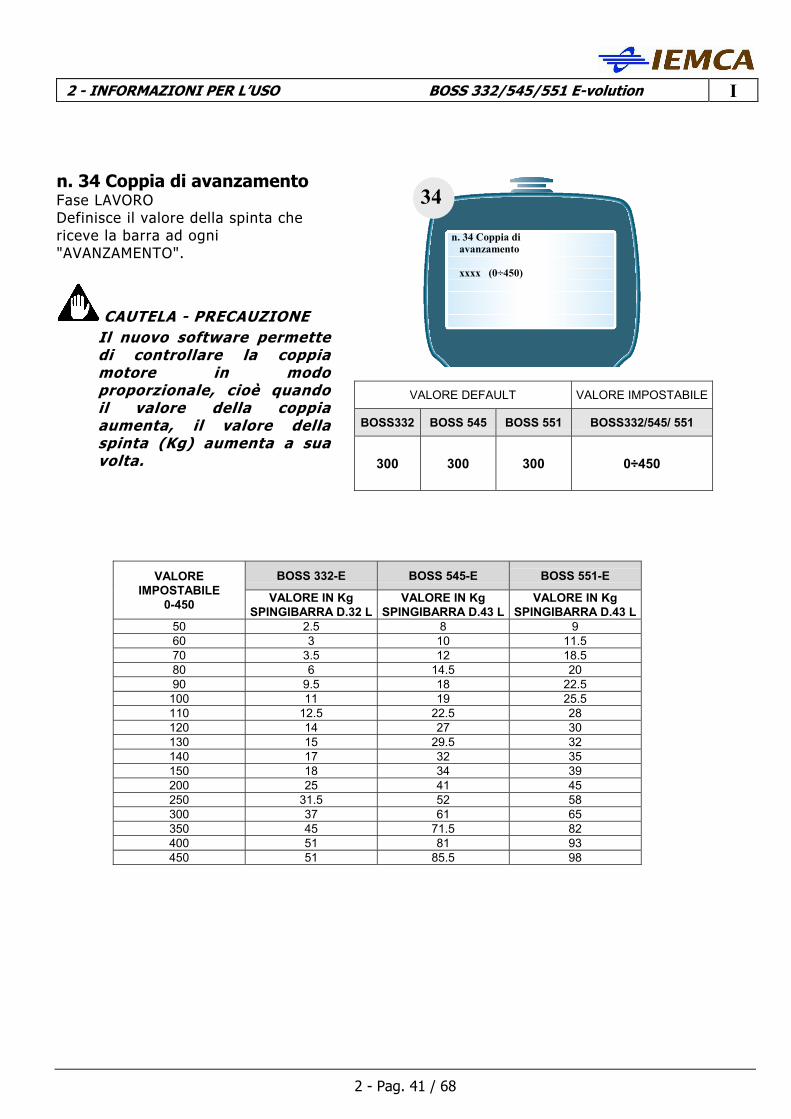
n. 34 Coppia di avanzamentoFase LAVORODefinisce il valore della spinta chericeve la barra ad ogni"AVANZAMENTO".
CAUTELA - PRECAUZIONEIl nuovo software permettedi controllare la coppiamotore in modoproporzionale, cioè quandoil valore della coppiaaumenta, il valore dellaspinta (Kg) aumenta a suavolta.
BOSS 332-E BOSS 545-E BOSS 551-EVALORE
IMPOSTABILE
0-450VALORE IN Kg
SPINGIBARRA D.32 L
VALORE IN Kg
SPINGIBARRA D.43 L
VALORE IN Kg
SPINGIBARRA D.43 L
50 2.5 8 960 3 10 11.570 3.5 12 18.580 6 14.5 2090 9.5 18 22.5
100 11 19 25.5110 12.5 22.5 28120 14 27 30130 15 29.5 32140 17 32 35150 18 34 39200 25 41 45250 31.5 52 58300 37 61 65350 45 71.5 82400 51 81 93450 51 85.5 98
34
n. 34 Coppia di avanzamento
xxxx (0÷450)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
300 300 300 0÷450
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 42 / 68
n. 35 Avanzamento a pezzo fissoFase LAVORO0 - (SUL FERMO). Esegue l'avanzamentosul fermo barra.1 - (A VALORI FISSI). Eseguel'avanzamento pezzo, del valoreimpostato al parametro 6.2 - (A VALORI FISSI PIÙ SPINTA SULFERMO). Esegue un avanzamento pezzodel valore impostato al parametro 6, siferma a qualche millimetro dal fermobarra, esegue un'altro avanzamento finoal fermo barra,fin quando il segnale diAVANZAMENTO è presente.
n. 36 esclusione K15Fase LAVORO0 - (K15 INCLUSO). Include lasegnalazione ad ogni utilizzo delparametro 35 in posizione 1.1 - (K 15 ESCLUSO). Esclude lasegnalazione ad ogni utilizzo delparametro 35 in posizione1.
35
n. 35 Avanzamento a pezzo fisso
xxxxxxxxxx
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 0/1/2
36
n. Esclusione K15
xxxxxxxxxx
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
1 1 1 /
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 43 / 68
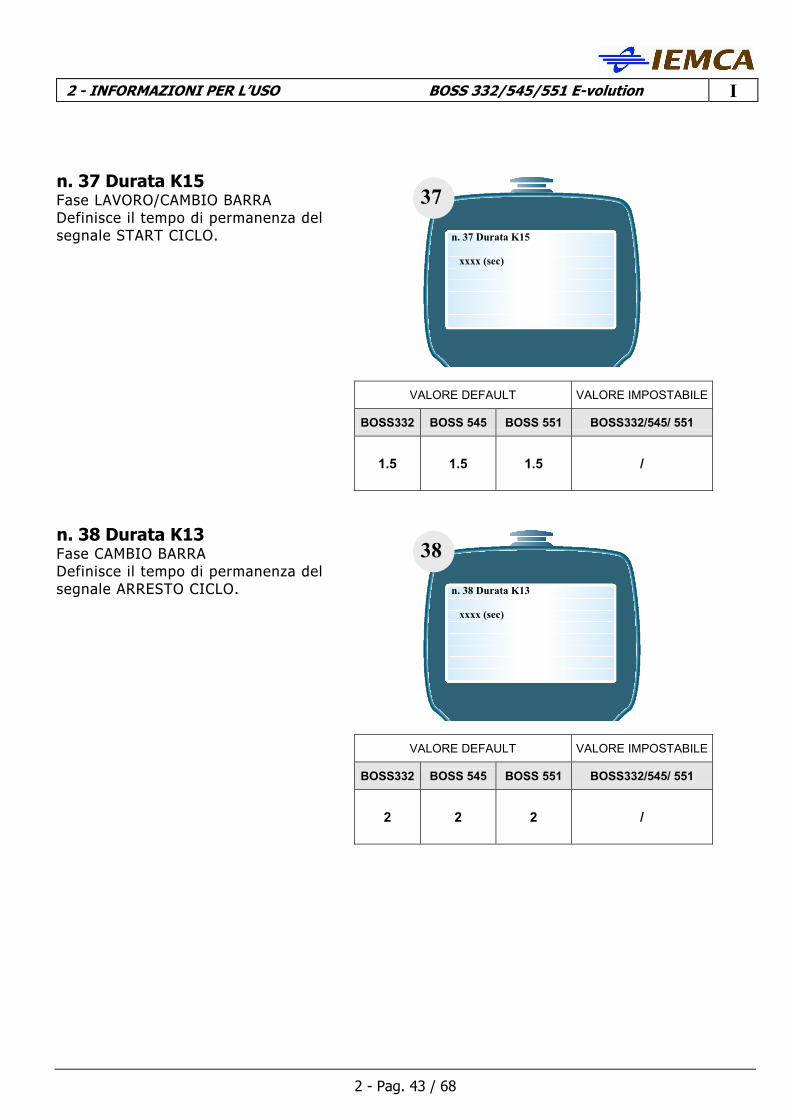
n. 37 Durata K15Fase LAVORO/CAMBIO BARRADefinisce il tempo di permanenza delsegnale START CICLO.
n. 38 Durata K13Fase CAMBIO BARRADefinisce il tempo di permanenza delsegnale ARRESTO CICLO.
37
n. 37 Durata K15
xxxx (sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
1.5 1.5 1.5 /
38
n. 38 Durata K13
xxxx (sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
2 2 2 /
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 44 / 68
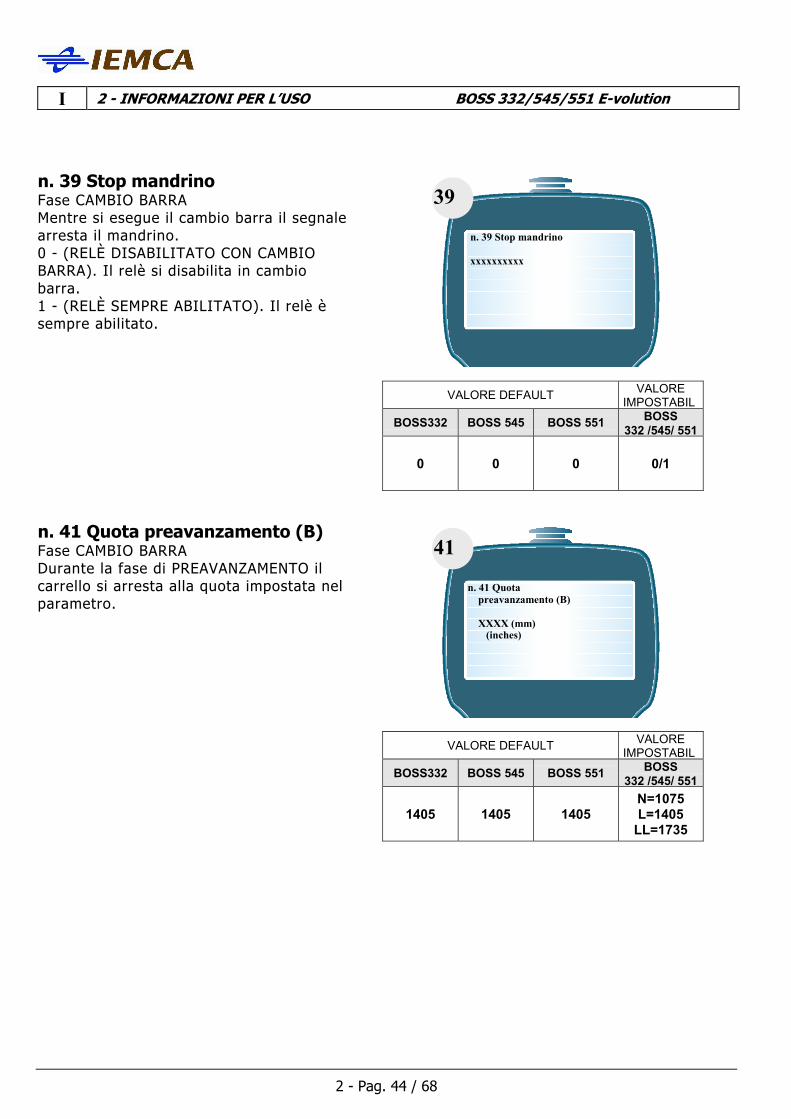
n. 39 Stop mandrinoFase CAMBIO BARRAMentre si esegue il cambio barra il segnalearresta il mandrino.0 - (RELÈ DISABILITATO CON CAMBIOBARRA). Il relè si disabilita in cambiobarra.1 - (RELÈ SEMPRE ABILITATO). Il relè èsempre abilitato.
n. 41 Quota preavanzamento (B)Fase CAMBIO BARRADurante la fase di PREAVANZAMENTO ilcarrello si arresta alla quota impostata nelparametro.
39
n. 39 Stop mandrino
xxxxxxxxxx
VALORE DEFAULT VALOREIMPOSTABIL
BOSS332 BOSS 545 BOSS 551BOSS
332 /545/ 551
0 0 0 0/1
41
n. 41 Quota preavanzamento (B)
XXXX (mm) (inches)
VALORE DEFAULT VALOREIMPOSTABIL
BOSS332 BOSS 545 BOSS 551BOSS
332 /545/ 551
1405 1405 1405N=1075L=1405
LL=1735
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 45 / 68
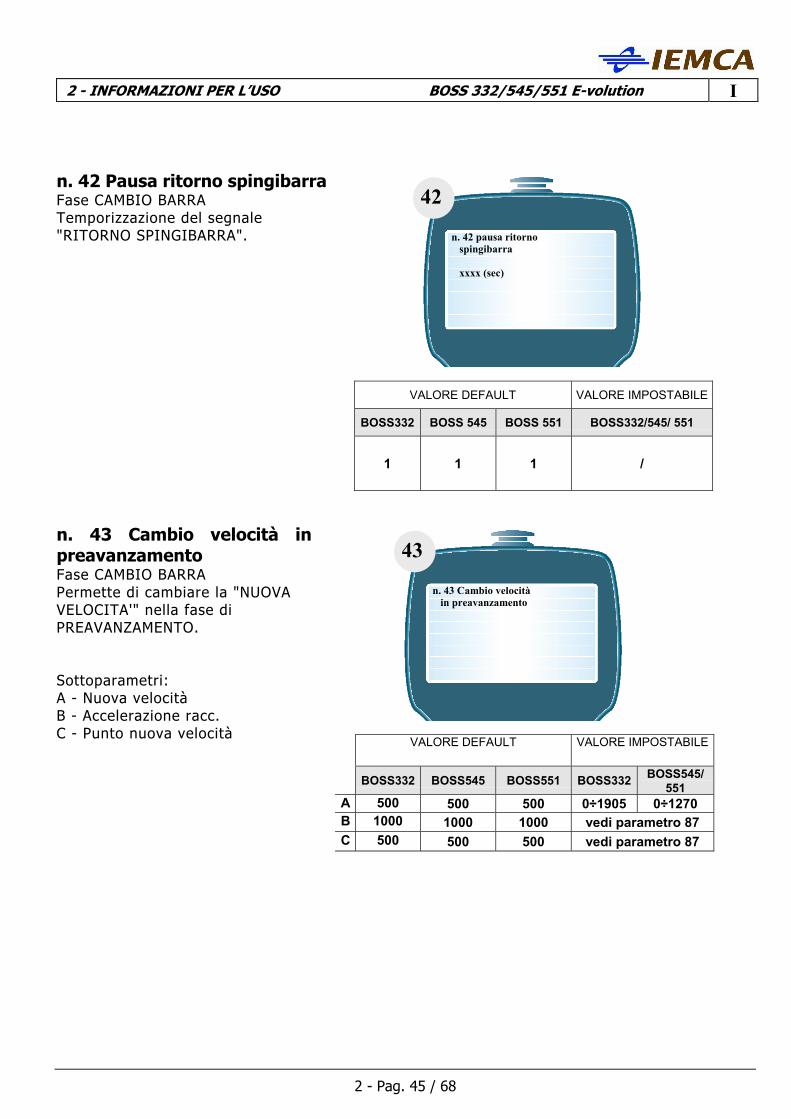
n. 42 Pausa ritorno spingibarraFase CAMBIO BARRATemporizzazione del segnale"RITORNO SPINGIBARRA".
n. 43 Cambio velocità inpreavanzamentoFase CAMBIO BARRAPermette di cambiare la "NUOVAVELOCITA'" nella fase diPREAVANZAMENTO.
Sottoparametri:A - Nuova velocitàB - Accelerazione racc.C - Punto nuova velocità
42
n. 42 pausa ritorno spingibarra
xxxx (sec)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
1 1 1 /
43
n. 43 Cambio velocità in preavanzamento
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS545 BOSS551 BOSS332BOSS545/
551
A 500 500 500 0÷1905 0÷1270
B 1000 1000 1000 vedi parametro 87
C 500 500 500 vedi parametro 87

I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 46 / 68
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 47 / 68
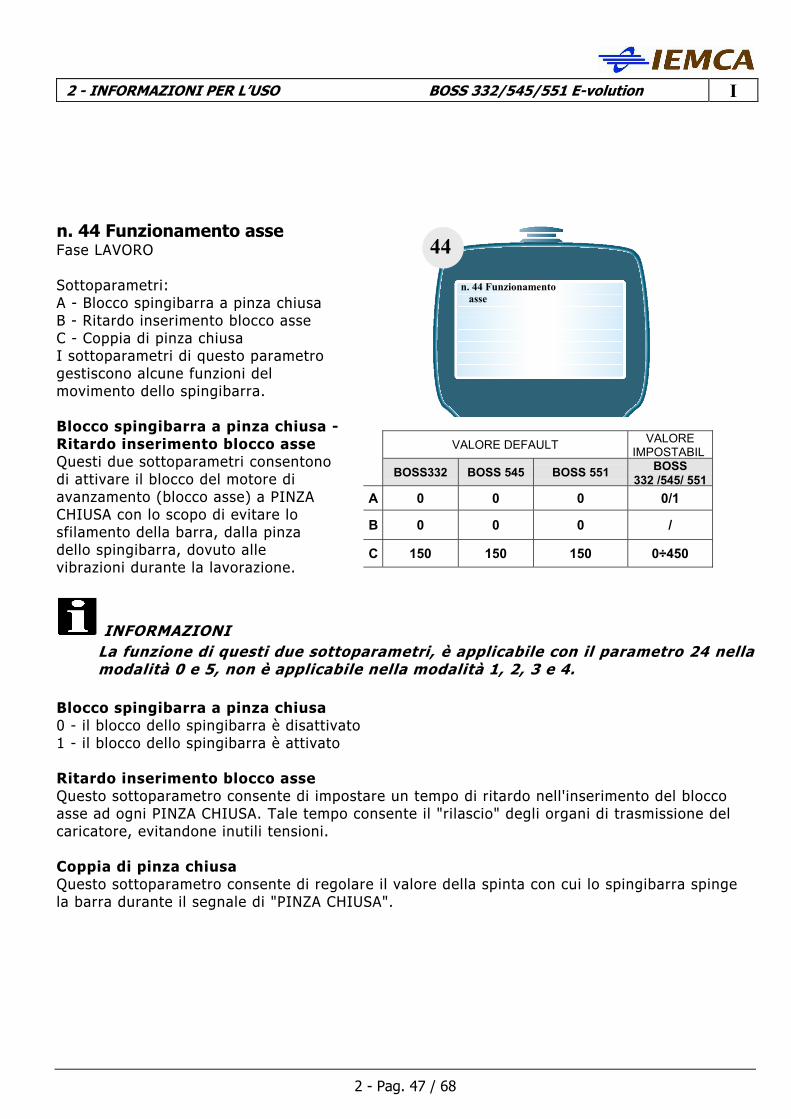
n. 44 Funzionamento asseFase LAVORO
Sottoparametri:A - Blocco spingibarra a pinza chiusaB - Ritardo inserimento blocco asseC - Coppia di pinza chiusaI sottoparametri di questo parametrogestiscono alcune funzioni delmovimento dello spingibarra.
Blocco spingibarra a pinza chiusa -Ritardo inserimento blocco asseQuesti due sottoparametri consentonodi attivare il blocco del motore diavanzamento (blocco asse) a PINZACHIUSA con lo scopo di evitare losfilamento della barra, dalla pinzadello spingibarra, dovuto allevibrazioni durante la lavorazione.
INFORMAZIONILa funzione di questi due sottoparametri, è applicabile con il parametro 24 nellamodalità 0 e 5, non è applicabile nella modalità 1, 2, 3 e 4.
Blocco spingibarra a pinza chiusa0 - il blocco dello spingibarra è disattivato1 - il blocco dello spingibarra è attivato
Ritardo inserimento blocco asseQuesto sottoparametro consente di impostare un tempo di ritardo nell'inserimento del bloccoasse ad ogni PINZA CHIUSA. Tale tempo consente il "rilascio" degli organi di trasmissione delcaricatore, evitandone inutili tensioni.
Coppia di pinza chiusaQuesto sottoparametro consente di regolare il valore della spinta con cui lo spingibarra spingela barra durante il segnale di "PINZA CHIUSA".
44
n. 44 Funzionamento asse
VALORE DEFAULT VALOREIMPOSTABIL
BOSS332 BOSS 545 BOSS 551BOSS
332 /545/ 551
A 0 0 0 0/1
B 0 0 0 /
C 150 150 150 0÷450

I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 48 / 68
Facendo scorrere la videata appare una tabella dove sonoindicati i dati "Volt" e "Range".VOLT: tensione che riceve l'azionamento del motore diavanzamento nell'ingresso "coppia".RANGE: valore impostabile della coppia che fornisce ilmotore di avanzamento. E' espresso in una unità di misurafittizia, nella seguente tabella sono indicati i valori dellacoppia con i corrispondenti valori di spinta che riceve labarra.
CAUTELA - PRECAUZIONEIl nuovo software permette di controllare lacoppia motore in modo proporzionale, cioèquando il valore della coppia aumenta, il valoredella spinta (Kg) aumenta a sua volta.
BOSS 332-E BOSS 545-E BOSS 551-EVALORE
IMPOSTABILE
0-450Valore in Kg
SPINGIBARRA D.32 L
Valore in Kg
SPINGIBARRA D.43 L
Valore in Kg
SPINGIBARRA D.43 L
50 2.5 8 960 3 10 11.570 3.5 12 18.580 6 14.5 2090 9.5 18 22.5
100 11 19 25.5110 12.5 22.5 28120 14 27 30130 15 29.5 32140 17 32 35150 18 34 39200 25 41 45250 31.5 52 58300 37 61 65350 45 71.5 82400 51 81 93450 51 85.5 98
-------------------✽ range 0-130
Volt Range (0÷10) (0÷450)-------------------------------------- 0.1<----->0
2.1<----->100 4.1<----->200 6.1<----->300 8.1<----->400 9.1<----->450
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 49 / 68
n. 45 ...45
n. 45 ...
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 50 / 68
2.10 ERRORI - CAUSE - RIMEDI
Durante la messa a punto del caricatore o la lavorazione dei pezzi, il display può segnalareerrori o segnalazioni.Questi errori o segnalazioni possono essere stati causati da una programmazione sbagliata, daun errore di manovra o da un inconveniente meccanico o elettrico.
Quando si verificano gli errori il caricatore si ferma; per ripristinare il ciclo automatico occorreeseguire la seguente procedura:- ripristinare il ciclo manuale;- eliminare la causa che ha portato l'errore;- ripristinare il ciclo automatico.
INFORMAZIONITutte le segnalazioni dove appare "Errore" devono essere resettate premendo
.
Quando appare una segnalazione il caricatore non si blocca e non occorre resettare lamacchina.Appaiono quando si tenta di effettuare una manovra non consentita dal programma e dannoinformazioni all'operatore durante la lavorazione.Di seguito sono elencati i messaggi di errore/segnalazione, le probabili cause e i relativi rimedi.
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 51 / 68
1-PRIMA PREMERE MARCIA!!!Segnalazione:SI É ATTIVATA LA REIMPOSTAZIONE DELLO ZERO MACCHINA PREMENDO SOLO IL
TASTO CAUSA RIMEDIO
Il tasto deve essere abilitatopremendo i pulsanti di marcia.
Premere il pulsante di marcia,e
contemporaneamente,il tasto .
11 Prima premeremarcia
Segnalazione:SI È ATTIVAT L'APERTURA O LA CHIUSURA DELLE GUIDE PREMENDO SOLO IL
TASTO O IL TASTO .CAUSA RIMEDIO
Il tasti devono essere abilitatipremendo i pulsanti di marcia.
Premere il pulsante di marcia,e
contemporaneamente,il tasto
oppure .
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 52 / 68
2 - ERRORE: MOVIMENTO SPINGIBARRA ERRATOErrore: IL MOVIMENTO DELLO SPINGIBARRA O DEL CARRELLO DI PREAVANZAMENTO NONHANNO ESEGUITO LA CORSA IMPOSTATA (RITORNO DOPO FINE BARRA, PREAVANZAMENTO,RITORNO DOPO PREAVANZAMENTO, ESPULSIONE).
CAUSA RIMEDIO
Lo spingibarra o il carrello dipreavanzamento non scorronoliberamente.
Verificare che lo spingibarra, il carrellodi preavanzamento e il cinematismodelle catene sia libero.
Difetto di funzionamentodell’encoder.
Verificare sul display la quota relativaalla posizione del carrello spingibarra, econtrollare l’effettiva variazione dellaquota rispetto allo spostamento realedel carrello.
22 errore: movimentospingib. errato
3 - ERRORE: MANCA ARIAErrore: IL PRESSOSTATO ALL'INGRESSO DEL CIRCUITO PNEUMATICO SEGNALA UNAPRESSIONE INSUFFICIENTE PER IL CORRETTO FUNZIONAMENTO DEL CARICATORE.
CAUSA RIMEDIO
Pressione insufficiente all’ingressodel circuito.
Verificare la pressione di ingresso (6bar).
Perdita di pressione lungo il circuitopneumatico.
Verificare cilindri, elettrovalvole, tubi eraccordi del circuito pneumatico.
Pressostato malfunzionante.
Verificare l’efficienza del pressostato:deve mantenere chiuso il contattoelettrico, quando la pressione diingresso è superiore alle 4,5 bar.
33 Errore: manca aria
4 - Segnalazione : ESEGUIRE LO ZERO MACCHINA!!!
4
4 Eseguire lo zeromacchina
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 53 / 68
5 - ARRESTO AVANZAMENTOSegnalazione : L'AVANZAMENTO DEL CARRELLO SI È ARRESTATO.
CAUSA RIMEDIO
E’ presente il segnale di interfaccia«ARRESTO AVANZAMENTO» daltornio mentre è presente anche ilsegnale di «AVANZAMENTO», chearresta l’avanzamento delcaricatore.
Verificare i segnali di «INTERFACCIADA TORNIO».
Controllare il cablaggio.
55 Arrestoavanzamento
6 - ERRORE: MANCA SPEZZONEErrore: DURANTE L'ESTRAZIONE DELLO SPEZZONE, I MORSETTI NON HANNO RILEVATO LAPRESENZA DELLO SPEZZONE.
CAUSA RIMEDIO
La pinza dello spingibarra non hasufficiente presa.
Sostituire la pinza o eseguire untrattamento di tempra alla pinza.
La bussola del tornio é troppostretta.
Se il tornio è a camme, allentare labussola.Se il tornio è a CNC, prima del cambiobarra, eseguire da programma unritorno fantina a pinza chiusa, tale dadisimpegnare lo spezzone dallabussola stessa.
Difetto di funzionamento dei sensoriposti sul cilindro di chiusuramorsetti.
Verificare la corretta regolazione deisensori posti sul cilindro di chiusuramorsetti in base al diametro barra.
66 Errore: mancaspezzone
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 54 / 68
7 - ERRORE: MANCA BARRAErrore: DURANTE IL CAMBIO BARRA, I MORSETTI NON HANNO RILEVATO LA PRESENZA DELLABARRA.
CAUSA RIMEDIO
Le barre nel magazzino sonoterminate.
Caricare le barre nel magazzino.
La barra è in posizione avanzatarispetto ai coltelli.
Verificare il posizionamento correttodelle barre nel magazzino, devonoessere appoggiate al listello posteriore.Controllare la posizione «B» delparametro 41.Verificare la regolazione dei morsetti inbase al diametro barra.Difetto di funzionamento del
sensore dei morsetti. Verificare la regolazione e l’efficienzadei sensori.
77 Errore: manca barrabarra in pinza
8 - ERRORE: NON ENTRA BARRA IN PINZAErrore: LA BARRA HA INCONTRATO IL PRIMO OSTACOLO NEL TRATTO DEFINITO DALPARAMETRO 11 E NON LO HA SUPERATO.
CAUSA RIMEDIO
Verificare il diametro della bussola.Se si tratta di barra sagomatacontrollare che ci sia il giusto invitosull’ingresso barra dalla parteposteriore della pinza.
La barra non passa nella pinza onella bussola del tornio.
Se la barra è sagomata verificare i girimandrino ed eventuale correttezzadella sequenza degli impulsi.
Difetto di funzionamentodell’encoder.
Verificare sul display la quota relativaalla posizione del carrello spingibarra, econtrollare l’effettiva variazione dellaquota rispetto allo spostamento realedel carrello.
La velocità e/o la coppia diavanzamento non sono adeguati.
Verificare la velocità (vedi parametro12) e/o la coppia (vedi parametro 13).
88 Errore: non entrabarra in pinza
A - Parametro 11
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 55 / 68
9 - ERRORE: SPORTELLINO APERTOErrore: ALLA PARTENZA DELLA CORSA DI PREAVANZAMENTO, LO SPORTELLINOD'INTESTATURA É APERTO.
CAUSA RIMEDIO
La chiusura dello sportellino é stataimpedita da un’ostacolo.
Verificare che non ci siano corpiestranei (trucioli, spezzoni, schegge)nella zona di movimento sportellino,eseguire il movimento manualmenteper rilevare eventuali impedimenti.
Difetto di funzionamentodell’elettrovalvola di chiusurasportellino.
Verificare il funzionamentoelettromeccanico del dispositivo.
Difetto di funzionamento delsensore che rileva la chiusura dellosportellino.
Verificare che al movimento dellosportellino corrisponda uncambiamento di stato del sensore.
9Errore: sportellinoaperto
10 - ERRORE: AVANZAMENTO CORTOErrore: LA BARRA, DOPO LA "CHIUSURA PINZA", SI TROVA IN UNA POSIZIONE INFERIORE AQUELLA DATA DAL VALORE OTTENUTO DA PARAMETRO 6 - PARAMETRO 4.
CAUSA RIMEDIO
Il valore del parametro 4 è troppobasso.
Verificare il valore del parametro 4rispetto alla lunghezza del pezzo dalavorare.
La pinza del tornio non si aprecorrettamente.
Verificare la corretta apertura dellapinza (almeno 0.5 mm).
Difetto di funzionamentodell’encoder.
Verificare sul display la quota relativaalla posizione del carrello spingibarra, econtrollare l’effettiva variazione dellaquota rispetto allo spostamento realedel carrello.
1010 Errore:avanzamento corto
A - Errore 10B - Parametro 6C - Parametro 4
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 56 / 68
11 - ERRORE: AVANZAMENTO LUNGOErrore: LA BARRA, DURANTE L'AVANZAMENTO, SUPERA IL VALORE DATO DAL PARAMETRO 5 +PARAMETRO 6.
CAUSA RIMEDIO
Il valore del parametro 5 è troppobasso.
Verificare il valore del parametro 5rispetto alla lunghezza del pezzo dalavorare.
Il fermo barra del tornio non è nellagiusta posizione.
Verificare sul tornio la posizione delfermobarra.
Difetto di funzionamentodell’encoder.
Verificare sul display la quota relativaalla posizione del carrello spingibarra, econtrollare l’effettiva variazione dellaquota rispetto allo spostamento realedel carrello.
1110 Errore:avanzamento lungo
A - Errore 11B - Parametro 6C - Parametro 5
12 - ERRORE: POSIZIONE IMMOB. DOPO IMPULSIErrore: LA BARRA DEVE PERCORRERE IL TRATTO DEFINITO AL PARAMETRO 11; AVANZANDOHA SUPERATO IL PRIMO OSTACOLO (LA PINZA); PROSEGUENDO INCONTRA UN SECONDOOSTACOLO (LA BUSSOLA O ALTRO) E NON LO HA SUPERATO.
CAUSA RIMEDIO
La barra ha incontrato un ostacolooltre la fine della finestra degliimpulsi (20 mm.).
Verificare il gioco della bussola eispezionare per eventuali corpi estranei(spezzoni, schegge di utensile).
La spinta che riceve la barra èinsufficiente.
Verificare il valore del parametro 13.
Difetto di funzionamentodell’encoder.
Verificare sul display la quota relativaalla posizione del carrello spingibarra, econtrollare l’effettiva variazione dellaquota rispetto allo spostamento realedel carrello.
1212 Errore: posiz.immob. dopo impulsi
A - Parametro 11
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 57 / 68
14 - RAGGIUNTA QT. IMPOSTATA RESETTARE!Errore: DURANTE LA LAVORAZIONE IL CARICATORE SI E' ARRESTATO AUTOMATICAMENTE.
CAUSA RIMEDIO
E’ stata raggiunta la quantità dipezzi impostata.
Resettare il numero dei pezzi eripartire.
1414 Raggiunta QT.impostata resettare!
15 - ERRORE: SICUREZZA PORTEErrore: IL CARICATORE, PUR ESSENDO IN AUTOMATICO E AVENDO IL SEGNALE DIAVANZAMENTO ATTIVO, NON AVANZA CON LA BARRA.Segnalazione: APPARE DURANTE IL FUNZIONAMENTO AUTOMATICO E MANUALE SE ÈPRESENTE IL SEGNALE DI "SICUREZZA PORTE" DAL TORNIO.
CAUSA RIMEDIO
Una delle porte del tornio, cheabilitano il segnale, è aperta.
Verificare la chiusura delle porte deltornio.
Il segnale di «porte chiuse» nonarriva alla scheda del caricatore.
Verificare il segnale in uscita dal tornioin ingresso sul PLC (numero filo,ingresso)
E’ presente il segnale di interfacciadal tornio, che arresta il caricatore.
Verificare il segnale di «INTERFACCIADA TORNIO».
1515 Errore: sicurezzaporte
16 - ERRORE: TIMEOUT PINZA APERTAErrore: IL CARICATORE SI È FERMATO CON IL SEGNALE DI AVANZAMENTO ATTIVO PERCHÈ ÈTRASCOROSO IL "TIMEOUT" DI PINZA APERTA.
CAUSA RIMEDIO
In AUTOMATICO la pinza del tornioè rimasta aperta per un tempotroppo alto rispetto a quelloimpostato nel parametro 22.
Verificare il valore del parametro 22,rispetto al tempo effettivo dell’«AVANZAMENTO».
1616 Errore: timeoutpinza aperta
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 58 / 68
17 - ERRORE: SICUREZZE DA TORNIOErrore: IL TORNIO HA LE SICUREZZE ESCLUSE E IMPEDISCE LA MARCIA DEL CARICATORE.APPARE QUANDO VIENE PREMUTO IL PULSANTE DI MARCIA.
CAUSA RIMEDIO
E’ presente il segnale di interfacciadal tornio, che arresta il caricatore.
Verificare il segnale di interfaccia«SICUREZZE DA TORNIO».Verificare le sicurezze del tornio.
1717 Errore: sicurezzeda tornio
18 - ERRORE: EMERGENZA CARICATOREErrore: I COMANDI GENERALI DEL CARICATORE SONO DISINSERITI (LED K2 DELLACENTRALINA DI SICUREZZA SPENTO).
CAUSA RIMEDIO
E’ stato premuto un pulsante diemergenza.
Verificare lo stato del pulsante diemergenza.
C’è un segnale di emergenza daltornio.
Verificare se la sequenza dei segnali inarrivo dal tornio è continua: i segnalidevono essere tutti aperti o tutti chiusi.
C’è un carter aperto nel tornio o nelcaricatore.
Verificare che i carter siano chiusi.
1818 Errore: emergenzacaricatore
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 59 / 68
19 - ERRORE: MANCA ZERO MACCHINASegnalazione : IL CARICATORE NON APRE LE GUIDE IN MANUALE PERCHE' MANCA LO ZEROMACCHINA.
CAUSA RIMEDIO
In modalità manuale , si tenta diaprire le guide senza laconcomitanza della posizione dizero macchina e il sensore di zeroattivo.
Eseguire lo Zero asse e riprovare adaprire le guide.
1919 Errore: mancazero macchina
20 - ERRORE: POSIZIONE D'INTESTATURAErrore: SE DURANTE LA CORSA D'INTESTATURA "IN POSIZIONE" LO SPINGIBARRAOLTREPASSA IL PUNTO DI INTESTATURA (DETERMINATO NEL PARAMETRO 65), ILCARICATORE SI ARRESTA.
CAUSA RIMEDIO
Catena di avanzamento lenta.Tensionare correttamente la catena diavanzamento.
Difetto di funzionamentodell’encoder.
Verificare sul display la quota relativaalla posizione del carrello spingibarra, econtrollare l’effettiva variazione dellaquota rispetto allo spostamento realedel carrello.
2020 Errore: posizione d’intestatura
21 - ERRORE: SCORRIMENTO ASSIALE NON BLOCC.Errore: NON E' ATTIVO IL SENSORE DELLO SCORRIMENTO ASSIALE.
CAUSA RIMEDIO
Il dispositivo di scorrimento assialenon è bloccato.
Bloccare il dispositivo di scorrimentoassiale.
Il sensore è guasto. Sostituire il sensore.
Lettura non corretta del sensore.Verificare la distanza fra il sensore e larelativa camma.
2121 Errore: SCORRIMENTOASSIALE NON BLOCC.
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 60 / 68
22 - ERRORE: TIMEOUT PEZZOErrore: IL CICLO DI LAVORO DI UN PEZZO È DURATO PIÙ A LUNGO DI QUELLO PREVISTO ALPARAMETRO 23.
CAUSA RIMEDIO
Il ciclo di lavoro di un pezzo ha ladurata più lunga di quello previstoal parametro 23.
Verificare l’impostazione del parametro23 in base al ciclo di lavoro.
Il ciclo di lavoro di un pezzo hasubito un’interruzione o unrallentamento.
Verificare l’effettiva durata del ciclo dilavoro, che non subisca rallentamenti oimpedimenti.
2222 Errore: timeout pezzo
23 - ERRORE: SICUREZZA FILETTOErrore: IL TORNIO NON HA ESEGUITO L'OPERAZIONE DI FILETTATURA NEL PEZZO INLAVORAZIONE.
CAUSA RIMEDIO
Anomalia al dispositivo fielttatore.Verificare l’effettivo funzionamento deldispositivo del tornio.
Anomalia al dispositivo di controllodella filettatura.
Verificare il dispositivo (S99).
Verificare la corretta apertura pinza deltornio e la spinta del caricatore(parametro 34).La barra non è avanzata all’ultima
«APERTURA PINZA».Contattare il servizio di assistenzaIEMCA.
2323 Errore: sicurezza filetto
24 - MAN/AUT DA TORNIOSegnalazione : DURANTE IL FUNZIONAMENTO IN AUTOMATICO DEL CARICATORE, VIENESEGNALATO CHE IL TORNIO NON E' IN AUTOMATICO.
CAUSA RIMEDIO
E’ presente il segnale di interfaccia«MANUALE DA TORNIO».
Verificare il segnale«MANUALE/AUTOMATICO DATORNIO».
2424 Man/Aut da tornio
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 61 / 68
25 - AVANZAMENTOSegnalazione : IL CARRELLO DI PREAVANZAMENTO, IN MODALITÀ MANUALE, È BLOCCATO.
CAUSA RIMEDIO
Il dispositivo del sincronismo èattivo (impedendo lamovimentazione manuale delcarrello di preavanzamento) inquanto è presente il segnale di«AVANZAMENTO» dal tornio.
Verificare il segnale di «INTERFACCIADA TORNIO».
Nel caso in cui il parametro 25 siasettato a 5, il sincronismotornio/caricatore è inserito quando ilsegnale di «AVANZAMENTO» daltornio è attivo.
Controllare il cablaggio.
2525 Avanzamentomotore in protezione
26 - ERRORE: DRIVE MOTORE IN PROTEZIONEErrore: IN MODALITA' AUTOMATICA CON IL SEGNALE DI AVANZAMENTO DA TORNIO ATTIVO,SE IL DRIVE DEL MOTORE DI AVANZAMENTO E' IN ALLARME, IL CARICATORE SI ARRESTA.Segnalazione: APPARE SE IL DRIVE DEL MOTORE DI AVANZAMENTO E' IN ALLARME.
CAUSA RIMEDIO
C’è un problema nell’azionamentodel motore: nel quadro elettricopotrebbero essere acceso qualcheled rosso.
Spegnere il caricatore e riaccenderlo.
La temperatura del dissipatore neldrive ha raggiunto il valoremassimo previsto.
Lasciare raffreddare l’azionamento eridare tensione dopo circa 15 min.Verificare se si ripete il problema.
2626 Errore: drivemotore in protezione
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 62 / 68
27 - ERRORE: POSIZIONE IMMOB. PRIMA IMPULSIErrore: DURANTE LA CORSA D'INTESTATURA, PRIMA DI ARRIVARE NEL TRATTO DEFINITO DALPARAMETRO 11, LA BARRA HA INCONTRATO UN OSTACOLO.
CAUSA RIMEDIO
Verificare che non vi siano impedimentio differenze di diametro tali da impedirel’avanzamento alla barra.C’è un ostacolo all’interno del
mandrinoVerificare il numero dei giri delmandrino.
Difetto di funzionamentodell’encoder.
Verificare sul display la quota relativaalla posizione del carrello spingibarra, econtrollare l’effettiva variazione dellaquota rispetto allo spostamento realedel carrello.
Scheda difettosa.Contattare il servizio di assistenzaIEMCA.
2727 Errore: posizioneimmob. prima impulsi
A - Parametro 11B - Zona con errore 27
28 - RESETTARE CON STOP!!!Segnalazione: SI E' TENTATO DI RIAVVIARE IL CARICATORE TRAMITE IL PULSANTE VERDE DIAVVIO CARICATORE, SENZA AVER PRIMA PREMUTO IL PULSANTE ROSSO DI STOP PERRESETTARE UNA SEGNALAZIONE DI ERRORE ATTIVA.
CAUSA RIMEDIO
Esempi: movimento spingibarraerrato, barra non introdotta in pinza,manca spezzone, manca barra ecc.
Resettare con il pulsante STOP, dopoaver rimosso le cause del guasto.
2828 Errore: Resettarecon stop!!!
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 63 / 68
29 - ERRORE: SICUREZZA GUIDEErrore: IL CARICATORE SI E' ARRESTATO PERCHE' NON E' STATA RILEVATA LA POSIZIONE DI"CARRELLO TUTTO INDIETRO" DAL RELATIVO SENSORE, DURANTE LE FASI DIAPERTURA/CHIUSURA GUIDE.
CAUSA RIMEDIO
Il carrello di preavanzamento nellafase di estrazione, per un problemameccanico, non è arretratocorrettamente.
Verificare la corretta movimentazionemeccanica del carrello.
Difetto di funzionamento delsensore di rilevamento carrellopreavanzamento tutto indietro.
Verificare la regolazione e l’efficienzadel sensore.
2929 Errore: sicurezzaguide
30 - ERRORE: PROTEZIONI TERMICHE MOTORIErrore: IN MODALITA' AUTOMATICA CON IL SEGNALE DI AVANZAMENTO DA TORNIO ATTIVO,SE INTERVIENE UNA PROTEZIONE TERMICA DEI MOTORI, IL CARICATORE SI ARRESTA.Segnalazione: APPARE SE INTERVIENE UNA PROTEZIONE TERMICA DEI MOTORI.
CAUSA RIMEDIO
Verificare il libero movimento dei motoriinteressati e la corretta taratura della«termica» (in base all’amperraggio).
Si è surriscaldata la motorizzazionetrifase del caricatore.
Verificare la tensione di ingresso suimotori.
3030 Errore: protezionitermiche motori

I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 64 / 68
31 - ERRORE: MANCANO BARRE IN MAGAZZINO
INFORMAZIONI:appare solo se è montato il dispositivo per rilevare l'ultima barra in magazzino.
Errore: DURANTE LA FASE DI CAMBIO BARRA, QUANDO IL CARICATORE APRE LE GUIDE E NONÈ PRESENTE NESSUNA BARRA IN MAGAZZINO, IL CARICATORE SI ARRESTA.Segnalazione: APPARE DURANTE IL CICLO AUTOMATICO (LAMPEGGIO ARANCIONE DELSEGNALATORE LUMINOSO), QUANDO NEL MAGAZZINO NON C'È NESSUNA BARRA.
CAUSA RIMEDIO
Sono terminate le barre inmagazzino.Malfunzionamento del sensore dirilevamento ultima barra.
Premendo il pulsante verde dimarcia scompare la segnalazione,che riapparirà dopo un breveperiodo.
Controllare il magazzino barre edeventualmente caricare nuove barre;controllare il corretto funzionamento delmicro presenza barre in magazzino.
3131 - Mancano barrein magazzino
32 - MAN. DA TASTIERASegnalazione: SI È TENTATO DI SELEZIONARE LA FUNZIONE AUTOMATICA DAL TORNIO, ED E'ATTIVA LA MODALITA' MANUALE DALLA TASTIERA PALMARE.
CAUSA RIMEDIO
È stata selezionata la funzionemanuale dalla tastiera delcaricatore.
Selezionare la funzione automaticadalla tastiera del caricatore, premendo
il tasto .
3232 Man. da tastiera
2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 65 / 68
35 - ERRORE: MACCHINA NON IN POSIZIONESegnalazione: APPARE QUANDO SI VUOLE ESEGUIRE UN'OPERAZIONE IN MODALITA' MANUALE,OPPURE QUANDO SI TENTA DI METTERE IL CARICATORE IN MODALITA' AUTOMATICA MA LEGUIDE E/O I COLTELLI NON SONO NELLA POSIZIONE CORRETTA.
CAUSA RIMEDIO
Le guide e/o i coltelli non sono nellaposizione corretta per l’operazioneche si vuole eseguire.
Esempio: in modalitàAUTOMATICA si tenta di muovereil carrello spingibarra, ma le guidenon sono totalmente aperte ototalmente chiuse.
Verificare la posizione delle guide e/ocoltelli e, in modalità MANUALE,portarli nella posizione corretta.
3535 Errore: macchinanon in posizione
37 - ERRORE: SPEZZONE NON ESTRATTOErrore: DURANTE LA FASE DI CONTROLLO PRESENZA SPEZZONE, I MORSETTI HANNORILEVATO LO SPEZZONE.
CAUSA RIMEDIO
Lo spezzone é troppo lungo perchéil valore del parametro 1 é errato.
Verificare il valore del parametro 1.
Lo spezzone é troppo lungo rispettoalla lunghezza massimacompatibile dal caricatore.
Eseguire un ciclo di taglio prima delcambio barra.
Malfunzionamento del sensore dimorsetti chiusi posto sul cilindropneumatico di apertura/chiusuramorsetti.
Verificare la regolazione e l’efficienzadei sensori.
Verificare la giusta pressione deimorsetti sulla barra.
Non é avvenuta l’estrazione dellospezzone dalla pinza dellospingibarra perché i morsetti sonomal regolati o non sono adatti alprofilo della barra.
Verificare la conformazione dei morsettirispetto al profilo della barra dalavorare.
3737 Errore: spezzone
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 66 / 68
42 - PORTARE CARRELLO TUTTO INDIETRO!!!Segnalazione: APPARE, IN MODALITA' MANUALE, QUANDO SI TENTA DI CHIUDERE LE GUIDEDALLA POSIZIONE DI GUIDE APERTE, OPPURE SI TENTA DI FAR CADERE UNA NUOVA BARRANEL MAGAZZINO, MA NON ABBIAMO IL CARRELLO DI PREAVANZAMENTO NELLA POSIZIONE"TUTTO INDIETRO".
CAUSA RIMEDIO
Difetto di funzionamento delsensore di rilevamento carrello dipreavanzamento in posizione «tuttoindietro».
Verificare la regolazione e l’efficienzadei sensori.
Il carrello di preavanzamento non ènella posizione «tutto indietro».
In modalità MANUALE portare ilcarrello di preavanzamento nellaposizione «tutto indietro».
4242 Portare carrellotutto indietro!!!
43 - CARRELLO TOTALMENTE INDIETRO!Segnalazione : IN MODALITA' MANUALE SI VUOLE MUOVERE INDIETRO IL CARRELLO DIPREAVANZAMENTO, MA IL SENSORE DI CARRELLO "TUTTO INDIETRO" E' ATTIVO.
CAUSA RIMEDIO
Il carrello ha raggiunto la posizione«totalmente indietro».
Rilasciare il tasto.
4343 Carrellototalmente indietro!

2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution I
2 - Pag. 67 / 68
44 - ANOMALIA DURANTE IL CAMBIO BARRAErrore: IL CAMBIO BARRA NON SI È COMPLETATO NEL TEMPO PREVISTO.
CAUSA RIMEDIO
Nel caso di inconvenientemeccanico o elettrico impossibileda prevedersi, esiste un tempo disorveglianza che arresta lamacchina se il ciclo di cambio barranon viene eseguito nel tempoimpostato.
Verificare l’esatta natura del guasto eprovvedere al ripristino del ciclo dilavoro.Nel caso che il problema fosse gravecontattare il servizio di assistenzaIEMCA.
4444 anomalia duranteil cambio barra
45 - BATTERIA PLC SCARICASegnalazione : SEGNALA CHE LA BATTERIA PLC È SCARICA (ACCENSIONE DELLA LUCE FISSABLU DEL SEGNALATORE LUMINOSO, ECCETTO LA FASE DI CAMBIO BARRA).
CAUSA RIMEDIO
Esaurimento della carica dellabatteria.
Premendo il pulsante verde di marciascompare la segnalazione, cheriapparirà dopo un breve periodo.Provvedere alla sostituzione dellabatteria nel più breve tempo possibile(Cap.9 Manuale uso e manutenzione).
4545 Batteria PLCscarica
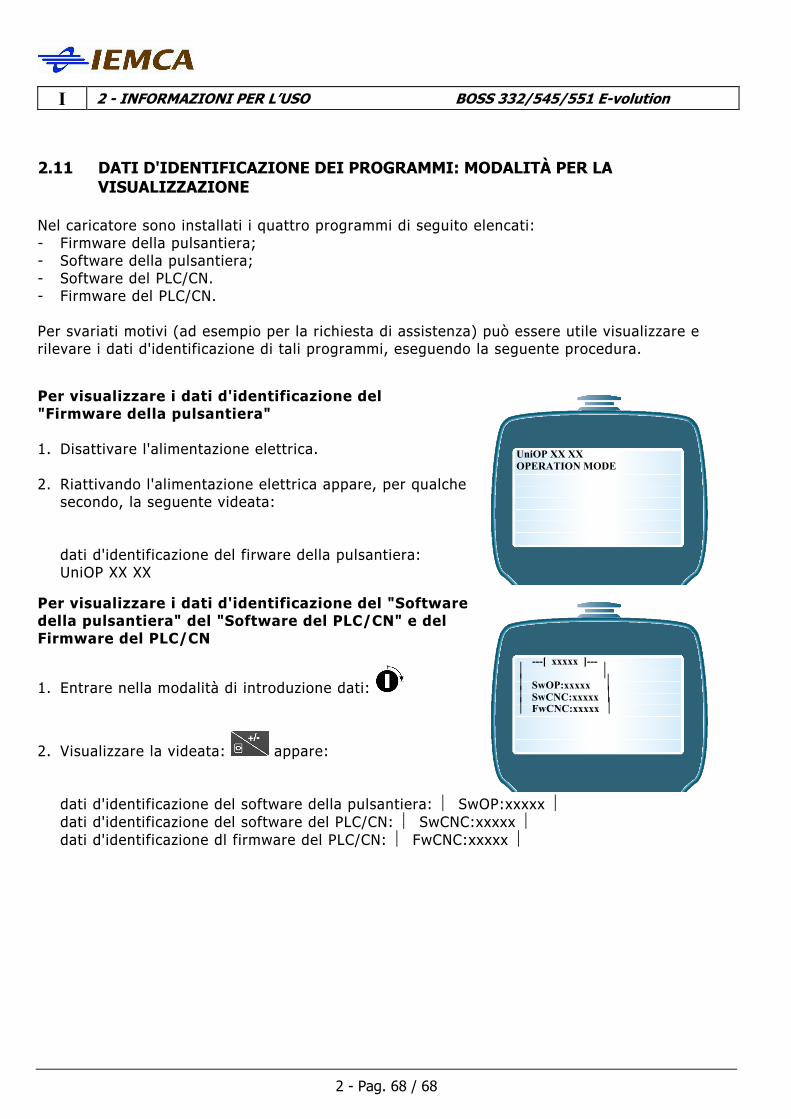
I 2 - INFORMAZIONI PER L’USO BOSS 332/545/551 E-volution
2 - Pag. 68 / 68
2.11 DATI D'IDENTIFICAZIONE DEI PROGRAMMI: MODALITÀ PER LAVISUALIZZAZIONE
Nel caricatore sono installati i quattro programmi di seguito elencati:- Firmware della pulsantiera;- Software della pulsantiera;- Software del PLC/CN.- Firmware del PLC/CN.
Per svariati motivi (ad esempio per la richiesta di assistenza) può essere utile visualizzare erilevare i dati d'identificazione di tali programmi, eseguendo la seguente procedura.
Per visualizzare i dati d'identificazione del"Firmware della pulsantiera"
1. Disattivare l'alimentazione elettrica.
2. Riattivando l'alimentazione elettrica appare, per qualchesecondo, la seguente videata:
dati d'identificazione del firware della pulsantiera:UniOP XX XX
Per visualizzare i dati d'identificazione del "Softwaredella pulsantiera" del "Software del PLC/CN" e delFirmware del PLC/CN
1. Entrare nella modalità di introduzione dati:
2. Visualizzare la videata: appare:
dati d'identificazione del software della pulsantiera: SwOP:xxxxx dati d'identificazione del software del PLC/CN: SwCNC:xxxxx dati d'identificazione dl firmware del PLC/CN: FwCNC:xxxxx
UniOP XX XXOPERATION MODE
---[ xxxxx ]--- SwOP:xxxxx SwCNC:xxxxx FwCNC:xxxxx
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 1 / 34
INDICE
3.1 PARAMETRI PROTETTI: VISUALIZZAZIONE ...............................................................2
3.2 ACCESSO E VISUALIZZAZIONE DEI PARAMETRI PROTETTI ........................................3
3.3 VISUALIZZAZIONE DEI SOTTOPARAMETRI................................................................7
3.4 USCITA DAI PARAMETRI PROTETTI..........................................................................7
3.5 PARAMETRI PROTETTI: DESCRIZIONE......................................................................7
3.6 PARAMETRI PER LE FASI CARICATORE: DESCRIZIONE ..............................................8
3.7 PARAMETRI PER LE QUOTE DI RIFERIMENTO: DESCRIZIONE ..................................15
3.8 PARAMETRI PER LE FUNZIONI ASSE: DESCRIZIONE................................................21
3.9 PARAMETRI PER L'INTERFACCIA: DESCRIZIONE .....................................................28
3.10 PARAMETRI GENERICI: DESCRIZIONE ....................................................................29
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 2 / 34
3.1 PARAMETRI PROTETTI: VISUALIZZAZIONE
Sono parametri che riguardano la configurazione del caricatore e l'interfacciamento caricatore-tornio. L'operazione di modifica é necessaria principalmente quando si effettua l'installazionedel caricatore da parte del tecnico autorizzato.L'inserimento o la modifica dei valori di questi parametri è possibile solo entrando nel relativomodo di introduzione dati.Per poter entrare in tale modalità, è necessario seguire la procedura descritta nel paragrafo 4.2.Le pagine di questo paragrafo sono fornite solo al tecnico autorizzato dal costruttore.
CAUTELA - PRECAUZIONEI parametri hanno il valore default (valore preimpostato), perciò il caricatorecompie il ciclo automatico in base ad essi.
Queste sono le principali modalità di visualizzazione:- Accesso ai parametri protetti- Visualizzazione dei parametri protetti- Visualizzazione dei sottoparametri protetti- Uscita dai parametri protetti

3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 3 / 34
3.2 ACCESSO E VISUALIZZAZIONE DEI PARAMETRI PROTETTI
Le due modalità di seguito descritte indicano come accedere i e visualizzare i parametri protettiseguendo percorsi diversi.
Accesso e visualizzazione dei parametri protetti in modalità 1
1. Entrare nella modalità "visualizza parametri":
2. Richiamare il cursore di selezione appare:"Numero parametro" selezionato: (Par.0)
3. Digitare il numero del parametro, ad esempio 53, il
valore passa da 0 a 53 e lampeggia confermare .
4. appare il parametro 53
* * * * * * * * * * * * * * * * * * ** MAIN MENU ** * * * * * * * * * * * * * * * * * * Par.0 Cod.0 ------------------------------------------- Reg.fine barra 120 (mm) 4.72 (inches)
* * * * * * * * * * * * * * * * * * ** MAIN MENU ** * * * * * * * * * * * * * * * * * * Par.*** Cod. ---------------------------------------------- Reg.fine barra 120 (mm) 4.72 (inches)
n.53 Fase 8 INTRODUZIONE BARRA
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 4 / 34
5. Visualizzare i parametri protetti: oppure appare ad esempio:
n. 54 Fase 9INTESTATURA
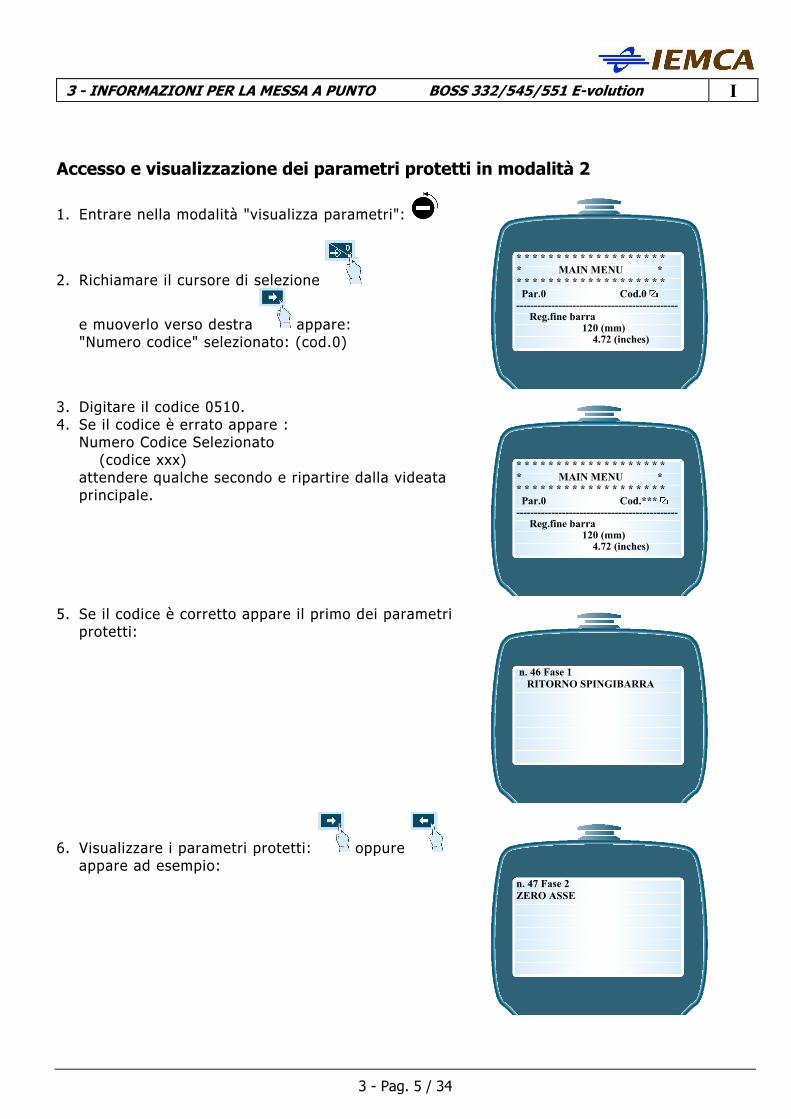
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 5 / 34
Accesso e visualizzazione dei parametri protetti in modalità 2
1. Entrare nella modalità "visualizza parametri":
2. Richiamare il cursore di selezione
e muoverlo verso destra appare:"Numero codice" selezionato: (cod.0)
3. Digitare il codice 0510.4. Se il codice è errato appare :
Numero Codice Selezionato (codice xxx)
attendere qualche secondo e ripartire dalla videataprincipale.
5. Se il codice è corretto appare il primo dei parametriprotetti:
6. Visualizzare i parametri protetti: oppure appare ad esempio:
* * * * * * * * * * * * * * * * * * ** MAIN MENU ** * * * * * * * * * * * * * * * * * * Par.0 Cod.0 ---------------------------------------------- Reg.fine barra 120 (mm) 4.72 (inches)
* * * * * * * * * * * * * * * * * * ** MAIN MENU ** * * * * * * * * * * * * * * * * * * Par.0 Cod.*** ---------------------------------------------- Reg.fine barra 120 (mm) 4.72 (inches)
n. 46 Fase 1 RITORNO SPINGIBARRA
n. 47 Fase 2ZERO ASSE
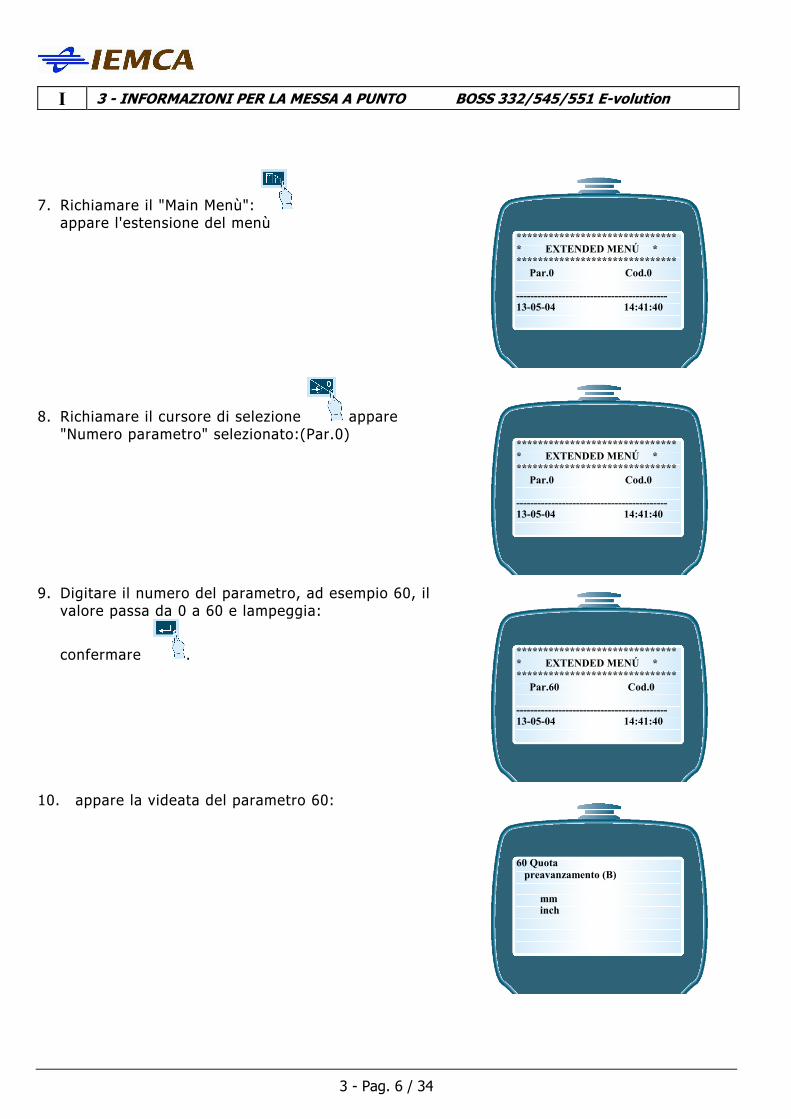
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 6 / 34
7. Richiamare il "Main Menù": appare l'estensione del menù
8. Richiamare il cursore di selezione appare"Numero parametro" selezionato:(Par.0)
9. Digitare il numero del parametro, ad esempio 60, ilvalore passa da 0 a 60 e lampeggia:
confermare .
10. appare la videata del parametro 60:
******************************* EXTENDED MENÚ ******************************* Par.0 Cod.0
-------------------------------------------13-05-04 14:41:40
******************************* EXTENDED MENÚ ******************************* Par.0 Cod.0
-------------------------------------------13-05-04 14:41:40
******************************* EXTENDED MENÚ ******************************* Par.60 Cod.0
-------------------------------------------13-05-04 14:41:40
60 Quota preavanzamento (B)
mm inch
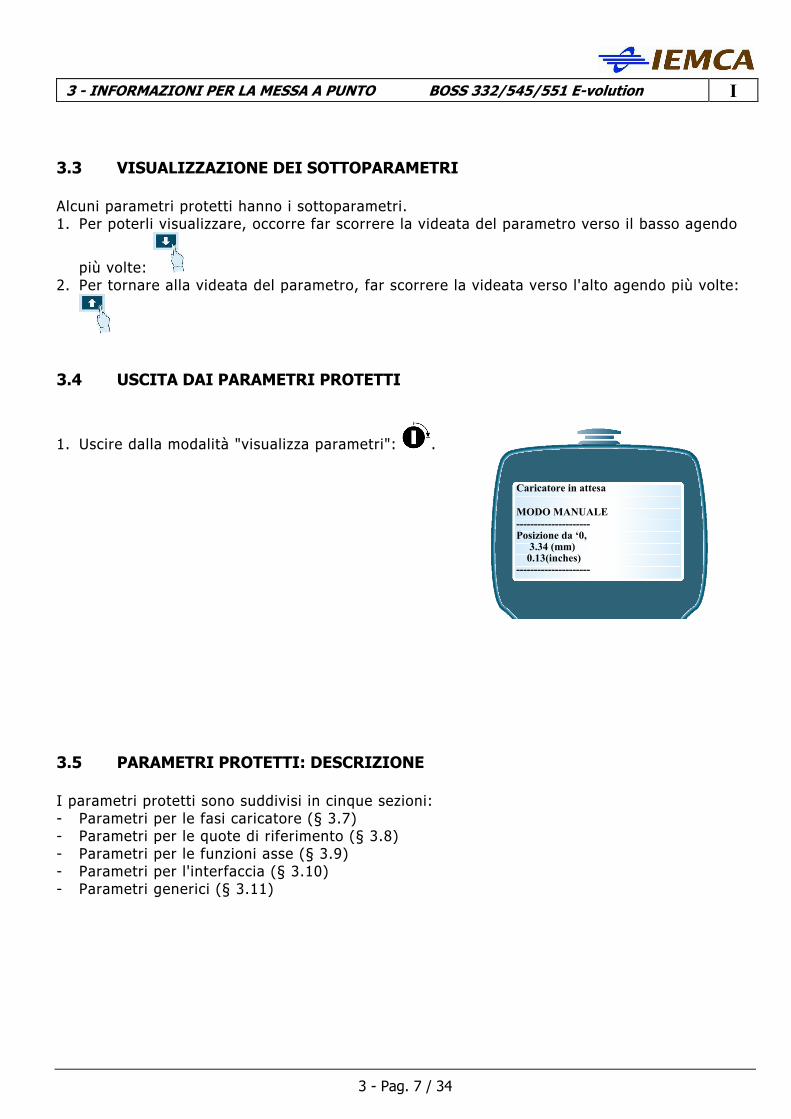
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 7 / 34
3.3 VISUALIZZAZIONE DEI SOTTOPARAMETRI
Alcuni parametri protetti hanno i sottoparametri.1. Per poterli visualizzare, occorre far scorrere la videata del parametro verso il basso agendo
più volte: 2. Per tornare alla videata del parametro, far scorrere la videata verso l'alto agendo più volte:
3.4 USCITA DAI PARAMETRI PROTETTI
1. Uscire dalla modalità "visualizza parametri": .
3.5 PARAMETRI PROTETTI: DESCRIZIONE
I parametri protetti sono suddivisi in cinque sezioni:- Parametri per le fasi caricatore (§ 3.7)- Parametri per le quote di riferimento (§ 3.8)- Parametri per le funzioni asse (§ 3.9)- Parametri per l'interfaccia (§ 3.10)- Parametri generici (§ 3.11)
Caricatore in attesa
MODO MANUALE---------------------Posizione da ‘0, 3.34 (mm) 0.13(inches)---------------------
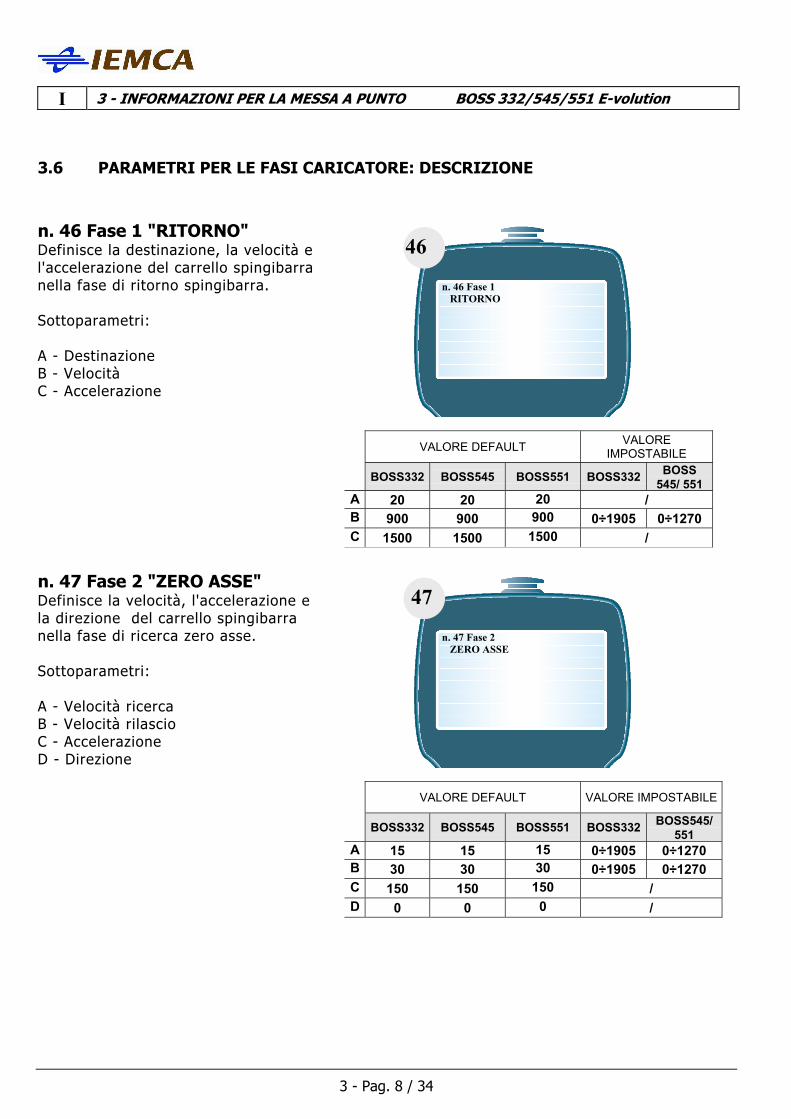
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 8 / 34
3.6 PARAMETRI PER LE FASI CARICATORE: DESCRIZIONE
n. 46 Fase 1 "RITORNO"Definisce la destinazione, la velocità el'accelerazione del carrello spingibarranella fase di ritorno spingibarra.
Sottoparametri:
A - DestinazioneB - VelocitàC - Accelerazione
n. 47 Fase 2 "ZERO ASSE"Definisce la velocità, l'accelerazione ela direzione del carrello spingibarranella fase di ricerca zero asse.
Sottoparametri:
A - Velocità ricercaB - Velocità rilascioC - AccelerazioneD - Direzione
46
n. 46 Fase 1 RITORNO
VALORE DEFAULTVALORE
IMPOSTABILE
BOSS332 BOSS545 BOSS551 BOSS332BOSS
545/ 551
A 20 20 20 /
B 900 900 900 0÷1905 0÷1270
C 1500 1500 1500 /
47
n. 47 Fase 2 ZERO ASSE
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS545 BOSS551 BOSS332BOSS545/
551
A 15 15 15 0÷1905 0÷1270
B 30 30 30 0÷1905 0÷1270
C 150 150 150 /
D 0 0 0 /
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 9 / 34
n. 48 Fase 3 "ESTRAZIONE"Definisce la fase di estrazione
n. 49 Fase 4 "CONTROLLO SPEZZONE"Definisce la fase di controllo spezzone e di chiusuradelle guide in preavanzamento.
n. 50 Fase 5 "RITORNO DOPO CONTROLLOPRESENZA SPEZZONE"Definisce la fase di ritorno dopo il controllo dellapresenza dello spezzone.
48
n. 48 Fase 3 ESTRAZIONE
49
n. 49 Fase 4 CONTROLLO SPEZZONE / CHI. GUIDE IN PREAVAN.
50
n. 50 Fase 5 RITORNO DOPO CONTROLLO PRESENZA SPEZZONE
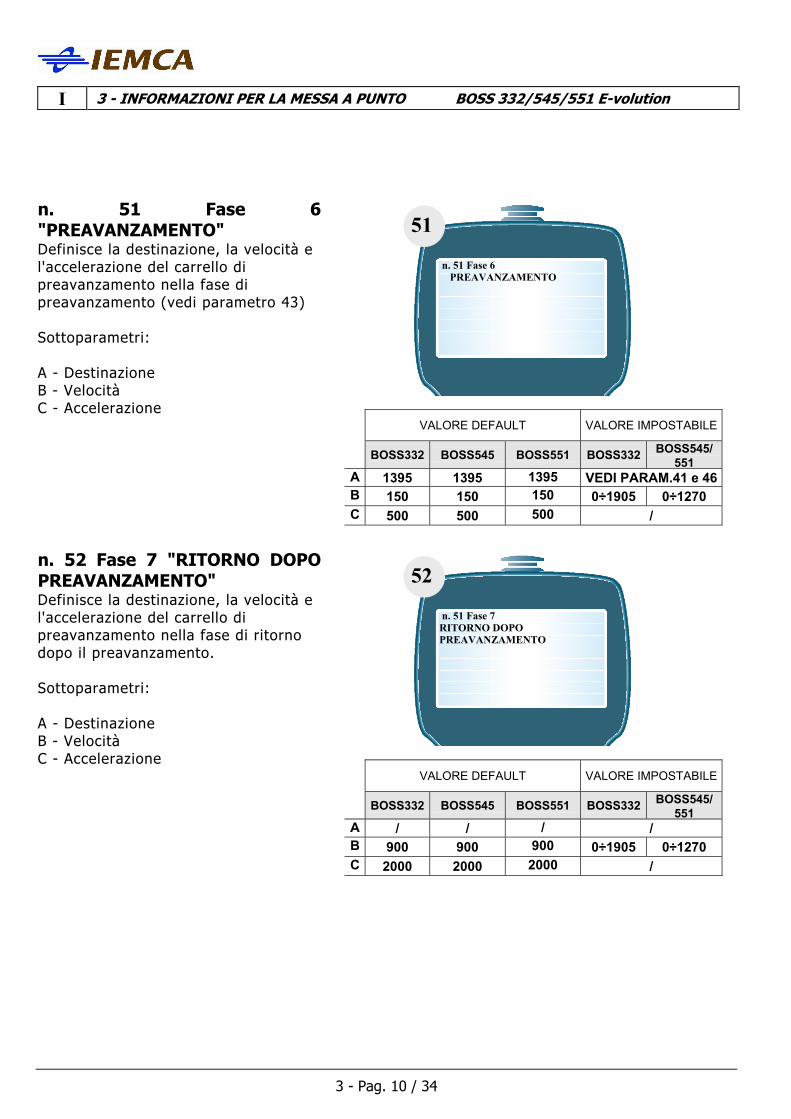
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 10 / 34
n. 51 Fase 6"PREAVANZAMENTO"Definisce la destinazione, la velocità el'accelerazione del carrello dipreavanzamento nella fase dipreavanzamento (vedi parametro 43)
Sottoparametri:
A - DestinazioneB - VelocitàC - Accelerazione
n. 52 Fase 7 "RITORNO DOPOPREAVANZAMENTO"Definisce la destinazione, la velocità el'accelerazione del carrello dipreavanzamento nella fase di ritornodopo il preavanzamento.
Sottoparametri:
A - DestinazioneB - VelocitàC - Accelerazione
51
n. 51 Fase 6 PREAVANZAMENTO
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS545 BOSS551 BOSS332BOSS545/
551
A 1395 1395 1395 VEDI PARAM.41 e 46
B 150 150 150 0÷1905 0÷1270
C 500 500 500 /
52
n. 51 Fase 7RITORNO DOPOPREAVANZAMENTO
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS545 BOSS551 BOSS332BOSS545/
551
A / / / /
B 900 900 900 0÷1905 0÷1270
C 2000 2000 2000 /
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 11 / 34
n. 53 Fase 8 "INTRODUZIONE BARRA"Definisce la fase di introduzione barra. 53
n. 53 Fase 9 INTRODUZIONE BARRA
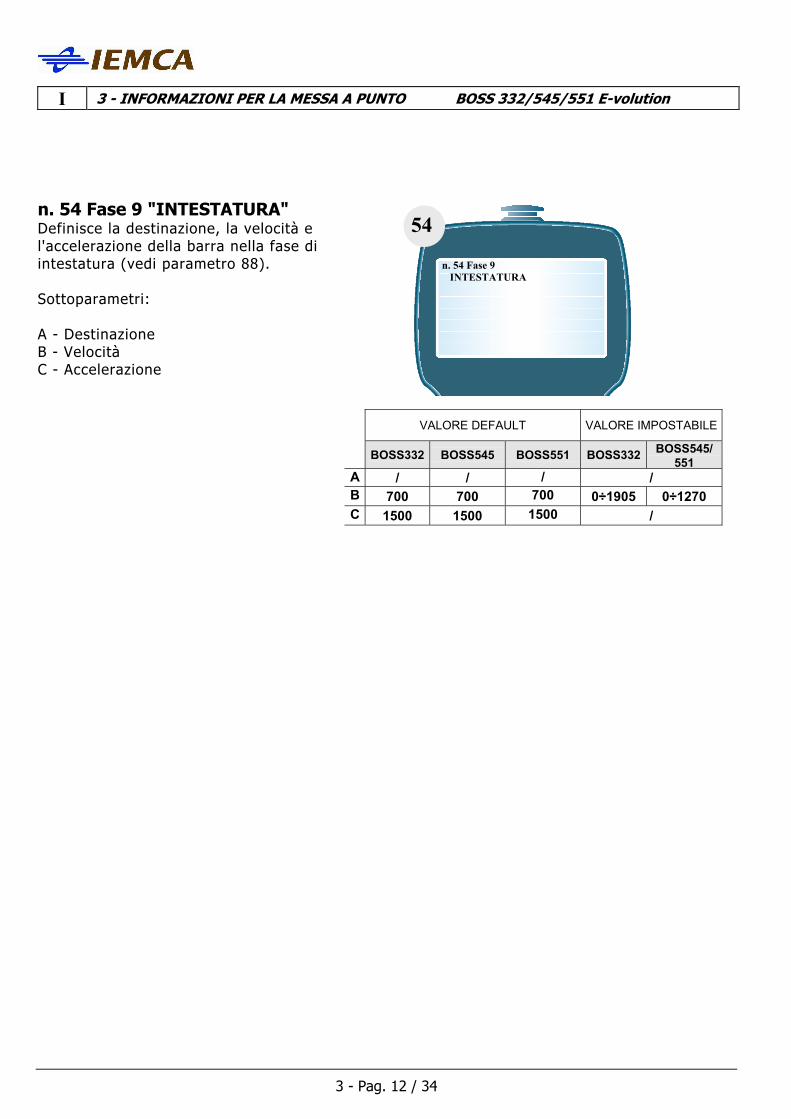
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 12 / 34
n. 54 Fase 9 "INTESTATURA"Definisce la destinazione, la velocità el'accelerazione della barra nella fase diintestatura (vedi parametro 88).
Sottoparametri:
A - DestinazioneB - VelocitàC - Accelerazione
54
n. 54 Fase 9 INTESTATURA
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS545 BOSS551 BOSS332BOSS545/
551
A / / / /
B 700 700 700 0÷1905 0÷1270
C 1500 1500 1500 /
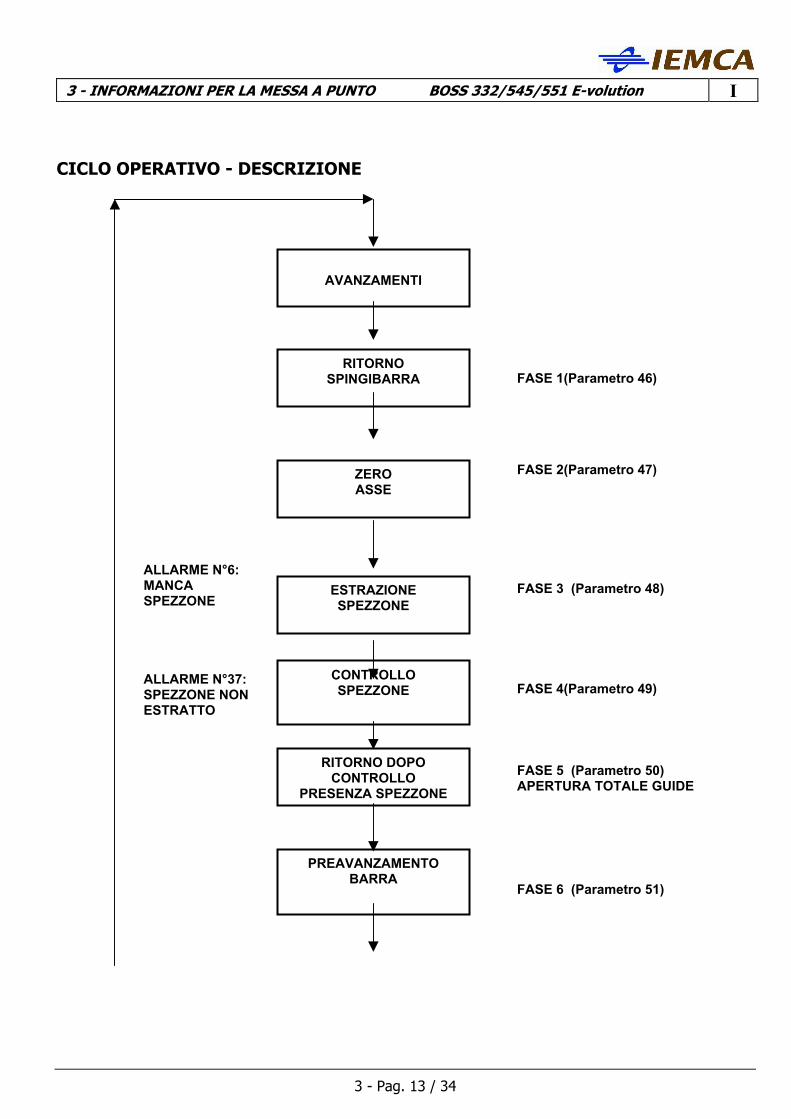
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 13 / 34
CICLO OPERATIVO - DESCRIZIONE
RITORNOSPINGIBARRA
AVANZAMENTI
RITORNO DOPOCONTROLLO
PRESENZA SPEZZONE
CONTROLLOSPEZZONE
ESTRAZIONESPEZZONE
ZEROASSE
PREAVANZAMENTOBARRA
FASE 3 (Parametro 48)
FASE 5 (Parametro 50)APERTURA TOTALE GUIDE
FASE 6 (Parametro 51)
ALLARME N°6:MANCASPEZZONE
ALLARME N°37:SPEZZONE NONESTRATTO
FASE 4(Parametro 49)
FASE 2(Parametro 47)
FASE 1(Parametro 46)
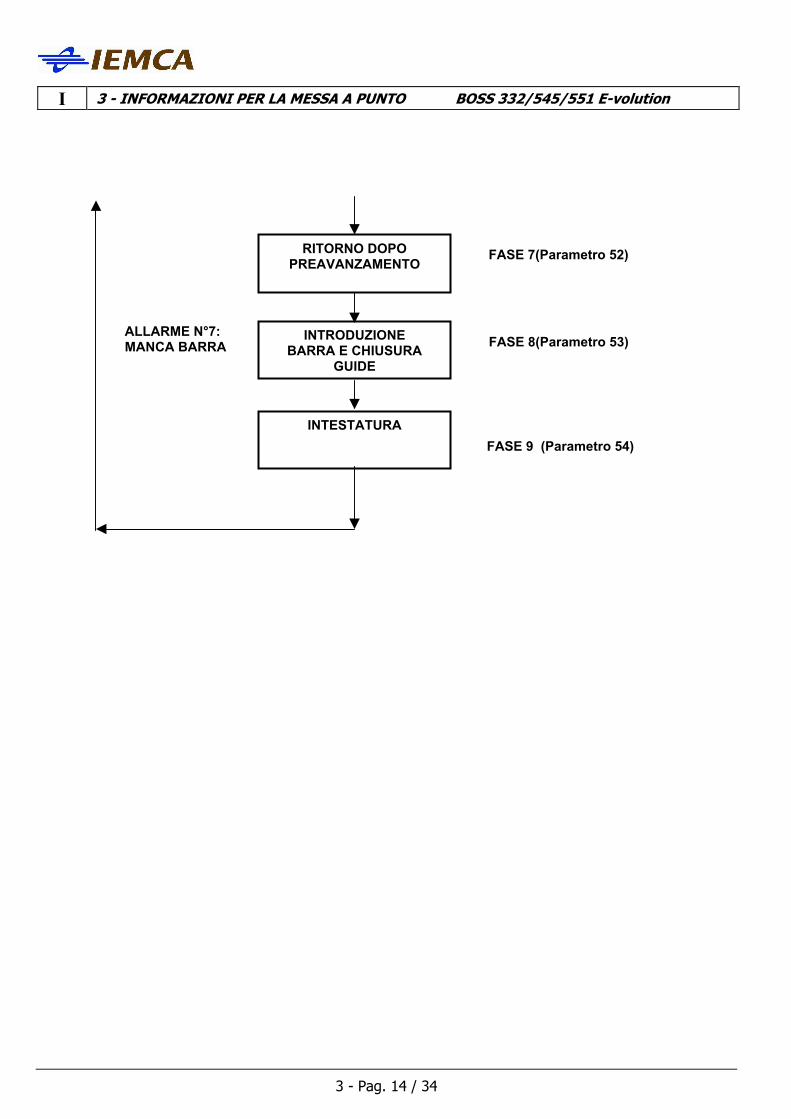
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 14 / 34
RITORNO DOPOPREAVANZAMENTO
INTRODUZIONEBARRA E CHIUSURA
GUIDE
INTESTATURA
FASE 9 (Parametro 54)
ALLARME N°7:MANCA BARRA FASE 8(Parametro 53)
FASE 7(Parametro 52)
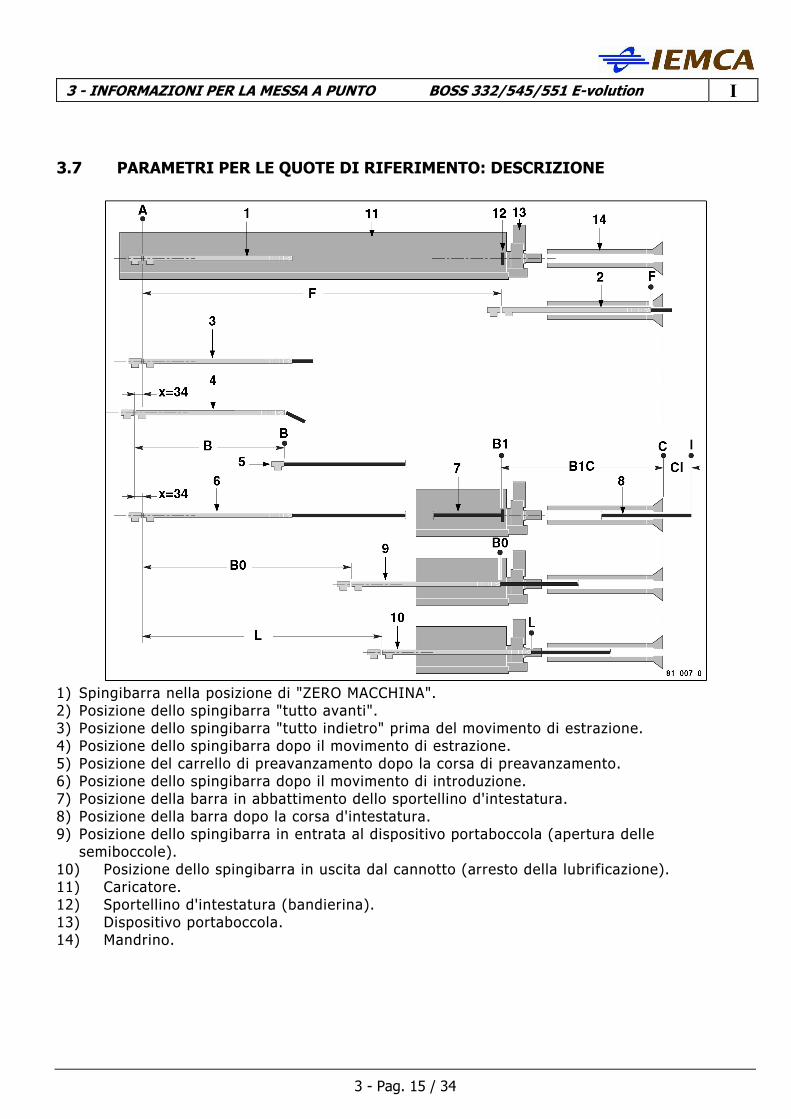
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 15 / 34
3.7 PARAMETRI PER LE QUOTE DI RIFERIMENTO: DESCRIZIONE
1) Spingibarra nella posizione di "ZERO MACCHINA".2) Posizione dello spingibarra "tutto avanti".3) Posizione dello spingibarra "tutto indietro" prima del movimento di estrazione.4) Posizione dello spingibarra dopo il movimento di estrazione.5) Posizione del carrello di preavanzamento dopo la corsa di preavanzamento.6) Posizione dello spingibarra dopo il movimento di introduzione.7) Posizione della barra in abbattimento dello sportellino d'intestatura.8) Posizione della barra dopo la corsa d'intestatura.9) Posizione dello spingibarra in entrata al dispositivo portaboccola (apertura delle
semiboccole).10) Posizione dello spingibarra in uscita dal cannotto (arresto della lubrificazione).11) Caricatore.12) Sportellino d'intestatura (bandierina).13) Dispositivo portaboccola.14) Mandrino.
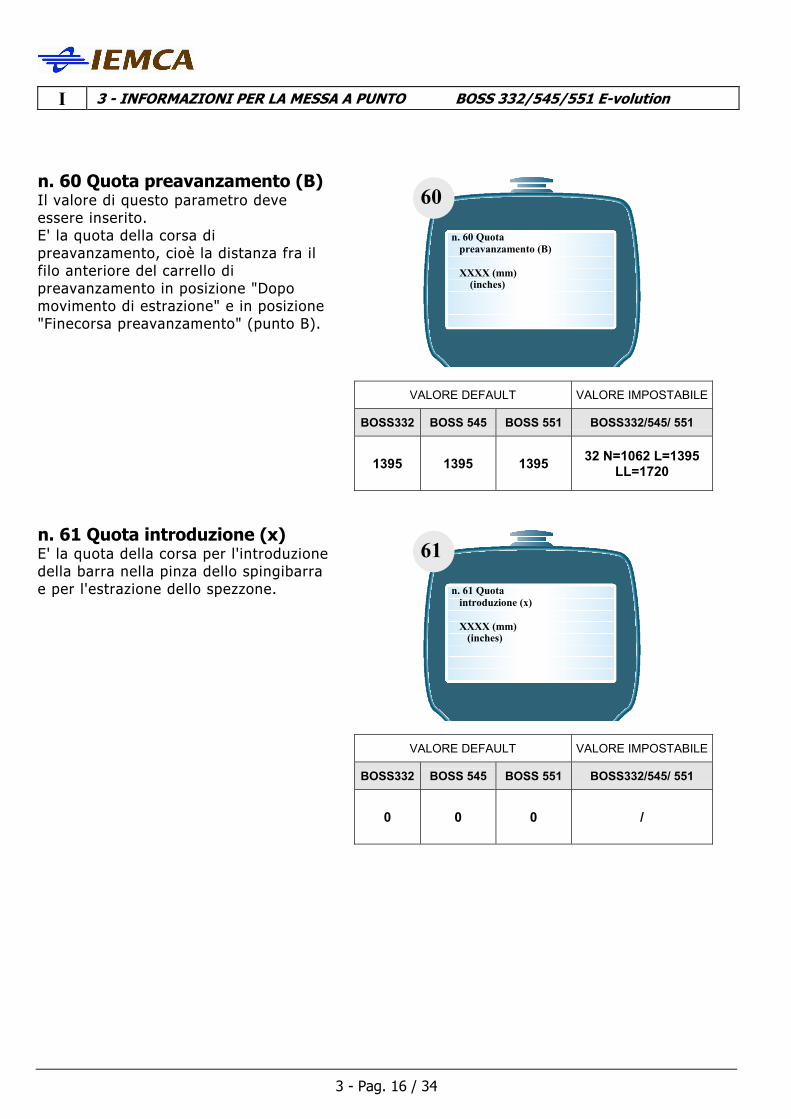
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 16 / 34
n. 60 Quota preavanzamento (B)Il valore di questo parametro deveessere inserito.E' la quota della corsa dipreavanzamento, cioè la distanza fra ilfilo anteriore del carrello dipreavanzamento in posizione "Dopomovimento di estrazione" e in posizione"Finecorsa preavanzamento" (punto B).
n. 61 Quota introduzione (x)E' la quota della corsa per l'introduzionedella barra nella pinza dello spingibarrae per l'estrazione dello spezzone.
60
n. 60 Quota preavanzamento (B)
XXXX (mm) (inches)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
1395 1395 139532 N=1062 L=1395
LL=1720
61
n. 61 Quota introduzione (x)
XXXX (mm) (inches)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 /
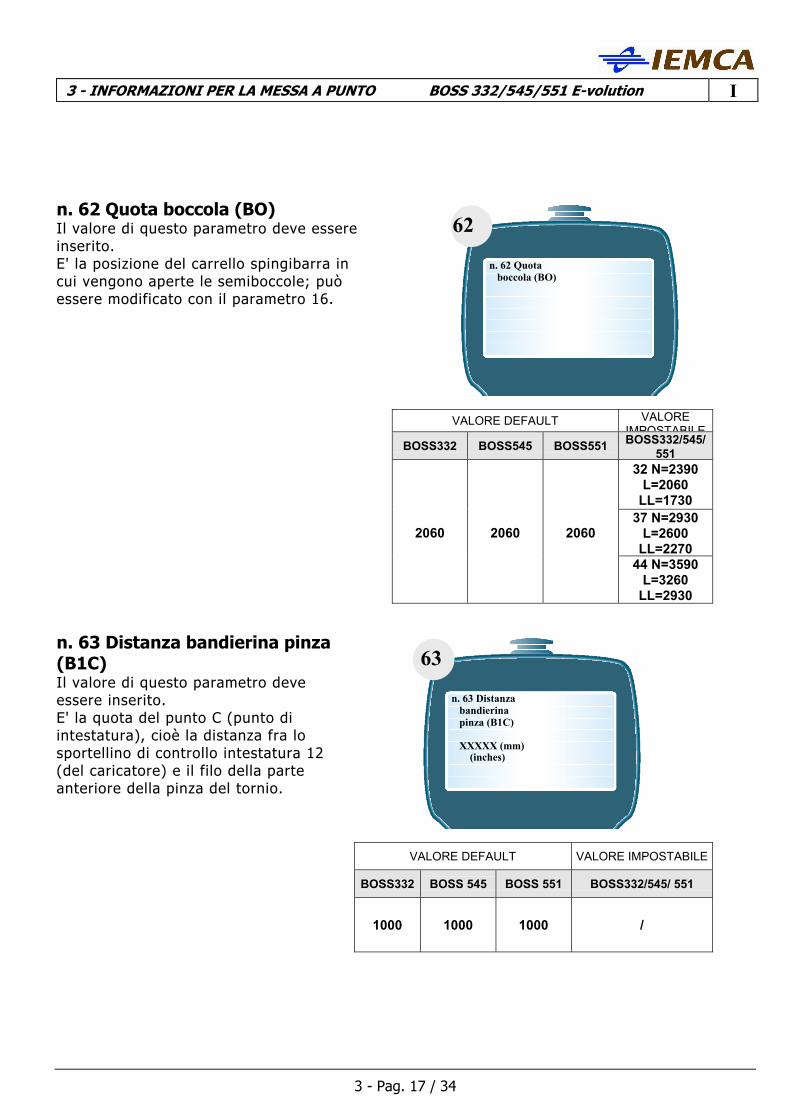
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 17 / 34
n. 62 Quota boccola (BO)Il valore di questo parametro deve essereinserito.E' la posizione del carrello spingibarra incui vengono aperte le semiboccole; puòessere modificato con il parametro 16.
n. 63 Distanza bandierina pinza(B1C)Il valore di questo parametro deveessere inserito.E' la quota del punto C (punto diintestatura), cioè la distanza fra losportellino di controllo intestatura 12(del caricatore) e il filo della parteanteriore della pinza del tornio.
62
n. 62 Quota boccola (BO)
VALORE DEFAULT VALOREIMPOSTABILE
BOSS332 BOSS545 BOSS551BOSS332/545/
551
32 N=2390L=2060
LL=1730
2060 2060 206037 N=2930
L=2600LL=2270
44 N=3590L=3260
LL=2930
63
n. 63 Distanza bandierina pinza (B1C)
XXXXX (mm) (inches)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
1000 1000 1000 /

I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 18 / 34
n. 64 Quota pinza (C)Il valore di questo parametro èpredefinito dal programma.Distanza (mm) che lo spingibarra, dopoaver preavanzato la barra, deve ancorapercorrere per arrivare al punto C.
n. 65 Quota pinza + intestatura(C1)Il valore di questo parametro èpredefinito dal programma.Quota data dal valore del punto C più ilvalore del parametro 2.
64
n. 64 Quota pinza (C)
XXXX (mm) (inches)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
/ / / valore predefinito
65
n. 65 Quota pinza + intestatura (CI)
XXXX (mm) (inches)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
/ / / valore predefinito
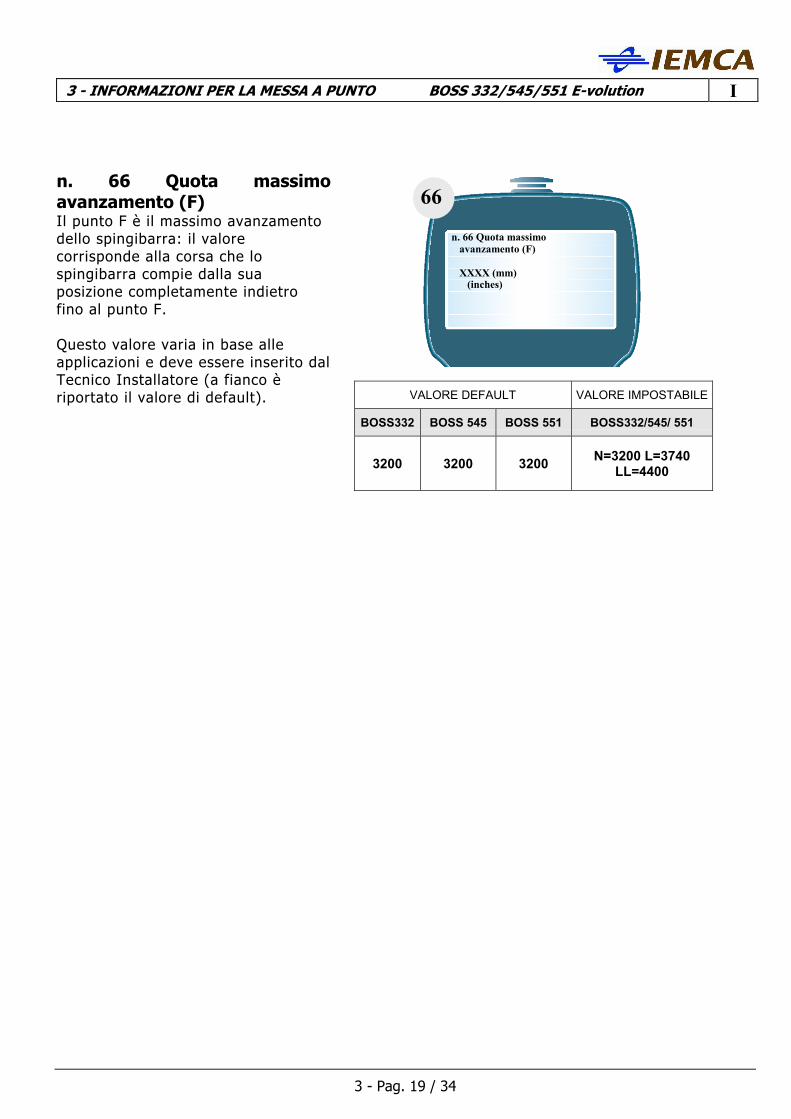
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 19 / 34
n. 66 Quota massimoavanzamento (F)Il punto F è il massimo avanzamentodello spingibarra: il valorecorrisponde alla corsa che lospingibarra compie dalla suaposizione completamente indietrofino al punto F.
Questo valore varia in base alleapplicazioni e deve essere inserito dalTecnico Installatore (a fianco èriportato il valore di default).
66
n. 66 Quota massimo avanzamento (F)
XXXX (mm) (inches)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
3200 3200 3200N=3200 L=3740
LL=4400
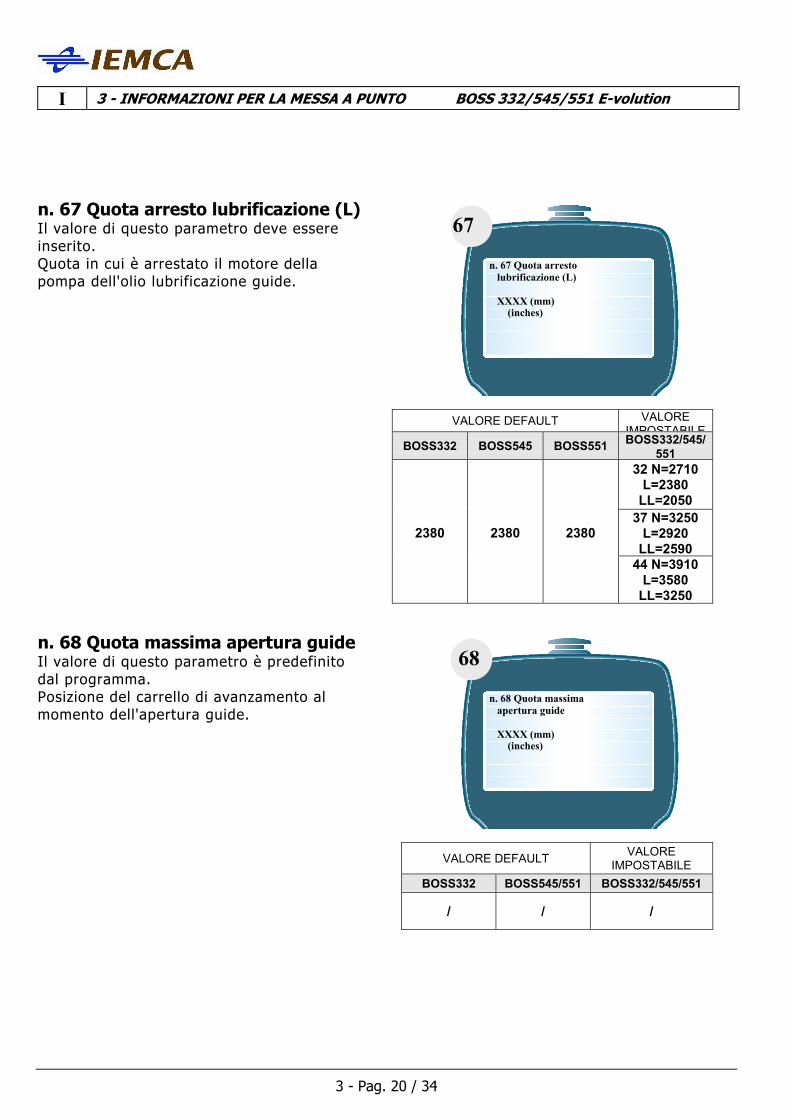
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 20 / 34
n. 67 Quota arresto lubrificazione (L)Il valore di questo parametro deve essereinserito.Quota in cui è arrestato il motore dellapompa dell'olio lubrificazione guide.
n. 68 Quota massima apertura guideIl valore di questo parametro è predefinitodal programma.Posizione del carrello di avanzamento almomento dell'apertura guide.
67
n. 67 Quota arresto lubrificazione (L)
XXXX (mm) (inches)
VALORE DEFAULT VALOREIMPOSTABILE
BOSS332 BOSS545 BOSS551BOSS332/545/
551
32 N=2710L=2380
LL=2050
2380 2380 238037 N=3250
L=2920LL=2590
44 N=3910L=3580
LL=3250
68
n. 68 Quota massima apertura guide
XXXX (mm) (inches)
VALORE DEFAULTVALORE
IMPOSTABILE
BOSS332 BOSS545/551 BOSS332/545/551
/ / /
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 21 / 34
3.8 PARAMETRI PER LE FUNZIONI ASSE: DESCRIZIONE
n.69 Par AsseQuesto parametro non è abilitato. 69
n. 69 Par Asse
0
XXXX (mm) (inches)
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 /
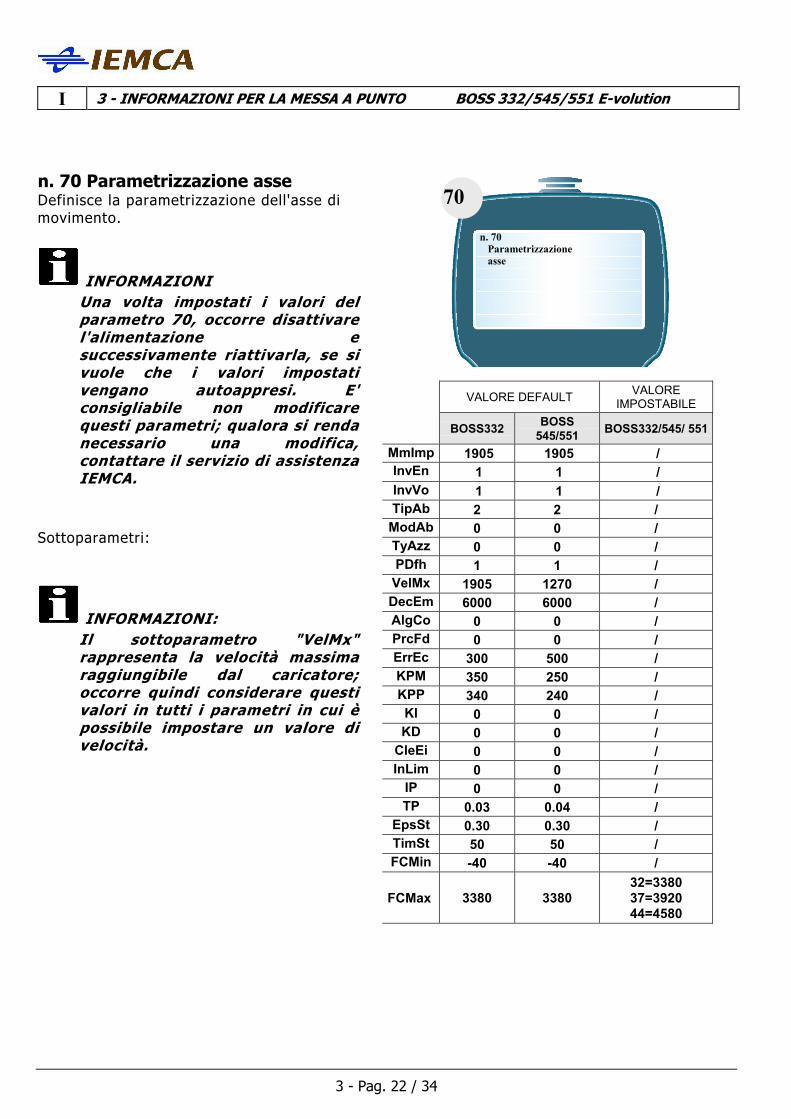
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 22 / 34
n. 70 Parametrizzazione asseDefinisce la parametrizzazione dell'asse dimovimento.
INFORMAZIONIUna volta impostati i valori delparametro 70, occorre disattivarel'alimentazione esuccessivamente riattivarla, se sivuole che i valori impostativengano autoappresi. E'consigliabile non modificarequesti parametri; qualora si rendanecessario una modifica,contattare il servizio di assistenzaIEMCA.
Sottoparametri:
INFORMAZIONI:Il sottoparametro "VelMx"rappresenta la velocità massimaraggiungibile dal caricatore;occorre quindi considerare questivalori in tutti i parametri in cui èpossibile impostare un valore divelocità.
70
n. 70 Parametrizzazione asse
VALORE DEFAULTVALORE
IMPOSTABILE
BOSS332BOSS
545/551BOSS332/545/ 551
MmImp 1905 1905 /
InvEn 1 1 /
InvVo 1 1 /
TipAb 2 2 /
ModAb 0 0 /
TyAzz 0 0 /
PDfh 1 1 /
VelMx 1905 1270 /
DecEm 6000 6000 /
AlgCo 0 0 /
PrcFd 0 0 /
ErrEc 300 500 /
KPM 350 250 /
KPP 340 240 /
Kl 0 0 /
KD 0 0 /
CleEi 0 0 /
InLim 0 0 /
IP 0 0 /
TP 0.03 0.04 /
EpsSt 0.30 0.30 /
TimSt 50 50 /
FCMin -40 -40 /
FCMax 3380 338032=338037=392044=4580
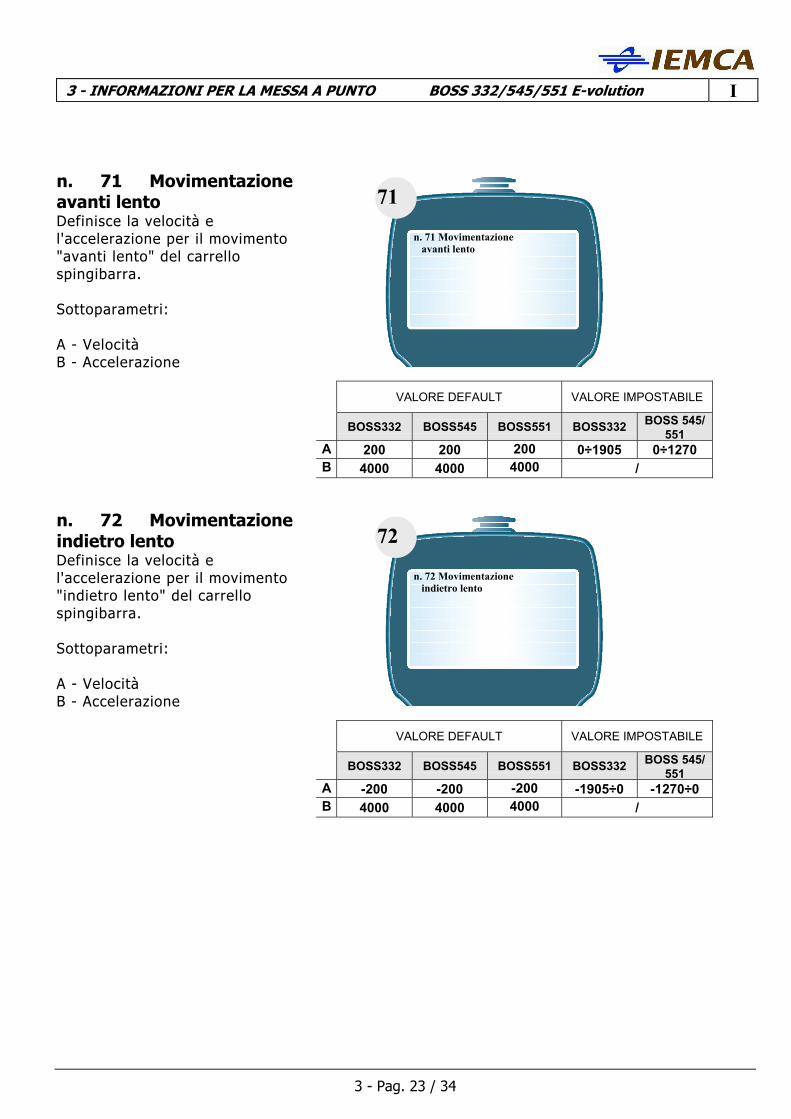
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 23 / 34
n. 71 Movimentazioneavanti lentoDefinisce la velocità el'accelerazione per il movimento"avanti lento" del carrellospingibarra.
Sottoparametri:
A - VelocitàB - Accelerazione
n. 72 Movimentazioneindietro lentoDefinisce la velocità el'accelerazione per il movimento"indietro lento" del carrellospingibarra.
Sottoparametri:
A - VelocitàB - Accelerazione
71
n. 71 Movimentazione avanti lento
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS545 BOSS551 BOSS332BOSS 545/
551
A 200 200 200 0÷1905 0÷1270
B 4000 4000 4000 /
72
n. 72 Movimentazione indietro lento
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS545 BOSS551 BOSS332BOSS 545/
551
A -200 -200 -200 -1905÷0 -1270÷0
B 4000 4000 4000 /
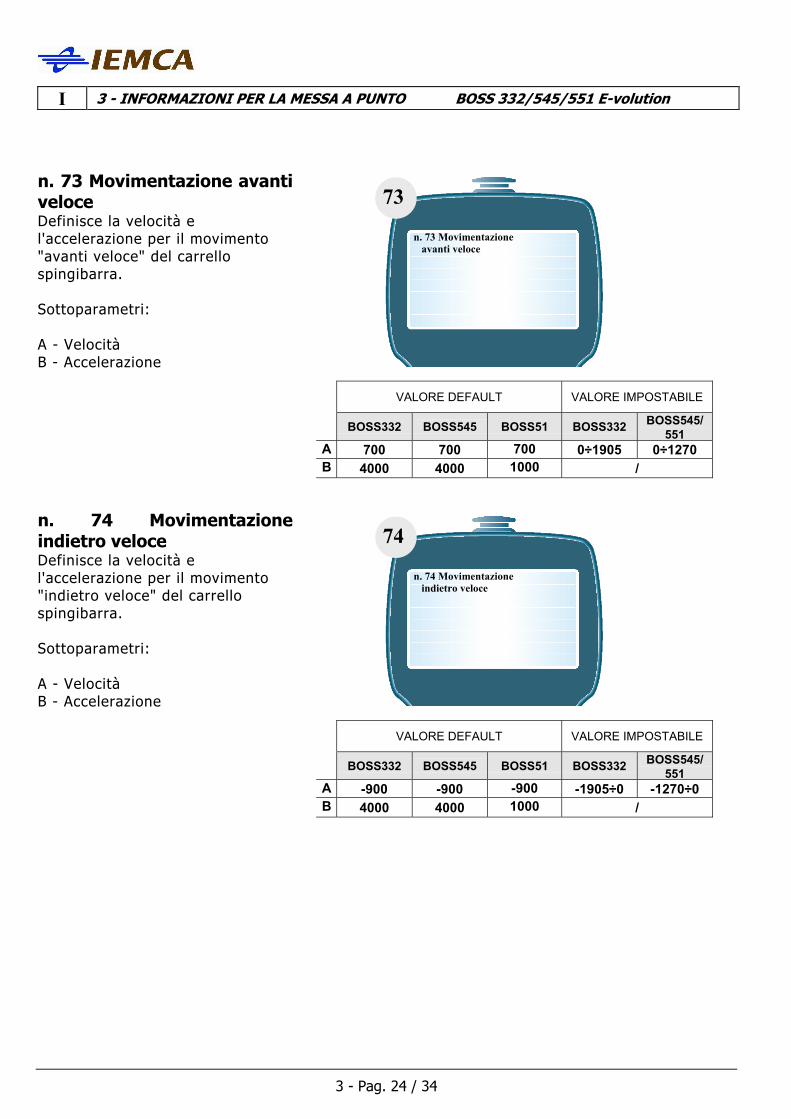
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 24 / 34
n. 73 Movimentazione avantiveloceDefinisce la velocità el'accelerazione per il movimento"avanti veloce" del carrellospingibarra.
Sottoparametri:
A - VelocitàB - Accelerazione
n. 74 Movimentazioneindietro veloceDefinisce la velocità el'accelerazione per il movimento"indietro veloce" del carrellospingibarra.
Sottoparametri:
A - VelocitàB - Accelerazione
73
n. 73 Movimentazione avanti veloce
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS545 BOSS51 BOSS332BOSS545/
551
A 700 700 700 0÷1905 0÷1270
B 4000 4000 1000 /
74
n. 74 Movimentazione indietro veloce
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS545 BOSS51 BOSS332BOSS545/
551
A -900 -900 -900 -1905÷0 -1270÷0
B 4000 4000 1000 /
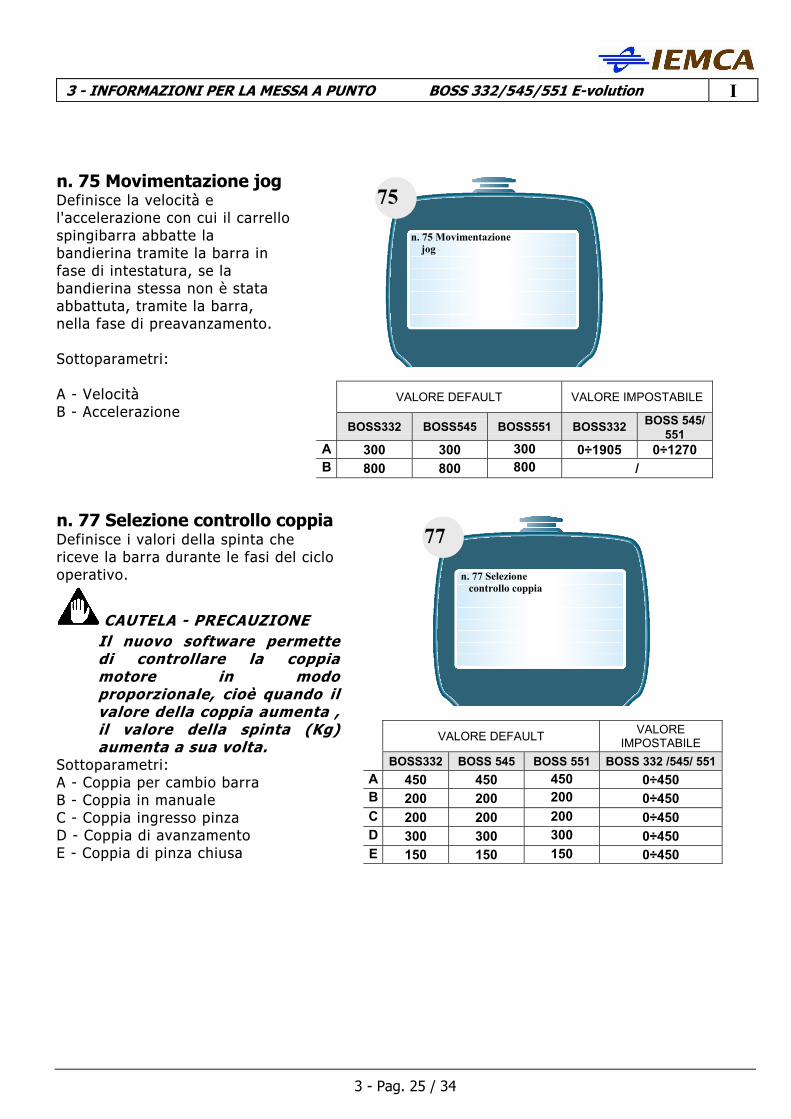
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 25 / 34
n. 75 Movimentazione jogDefinisce la velocità el'accelerazione con cui il carrellospingibarra abbatte labandierina tramite la barra infase di intestatura, se labandierina stessa non è stataabbattuta, tramite la barra,nella fase di preavanzamento.
Sottoparametri:
A - VelocitàB - Accelerazione
n. 77 Selezione controllo coppiaDefinisce i valori della spinta chericeve la barra durante le fasi del ciclooperativo.
CAUTELA - PRECAUZIONEIl nuovo software permettedi controllare la coppiamotore in modoproporzionale, cioè quando ilvalore della coppia aumenta ,il valore della spinta (Kg)aumenta a sua volta.
Sottoparametri:A - Coppia per cambio barraB - Coppia in manualeC - Coppia ingresso pinzaD - Coppia di avanzamentoE - Coppia di pinza chiusa
75
n. 75 Movimentazione jog
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS545 BOSS551 BOSS332BOSS 545/
551
A 300 300 300 0÷1905 0÷1270
B 800 800 800 /
77
n. 77 Selezione controllo coppia
VALORE DEFAULTVALORE
IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS 332 /545/ 551
A 450 450 450 0÷450
B 200 200 200 0÷450
C 200 200 200 0÷450
D 300 300 300 0÷450
E 150 150 150 0÷450
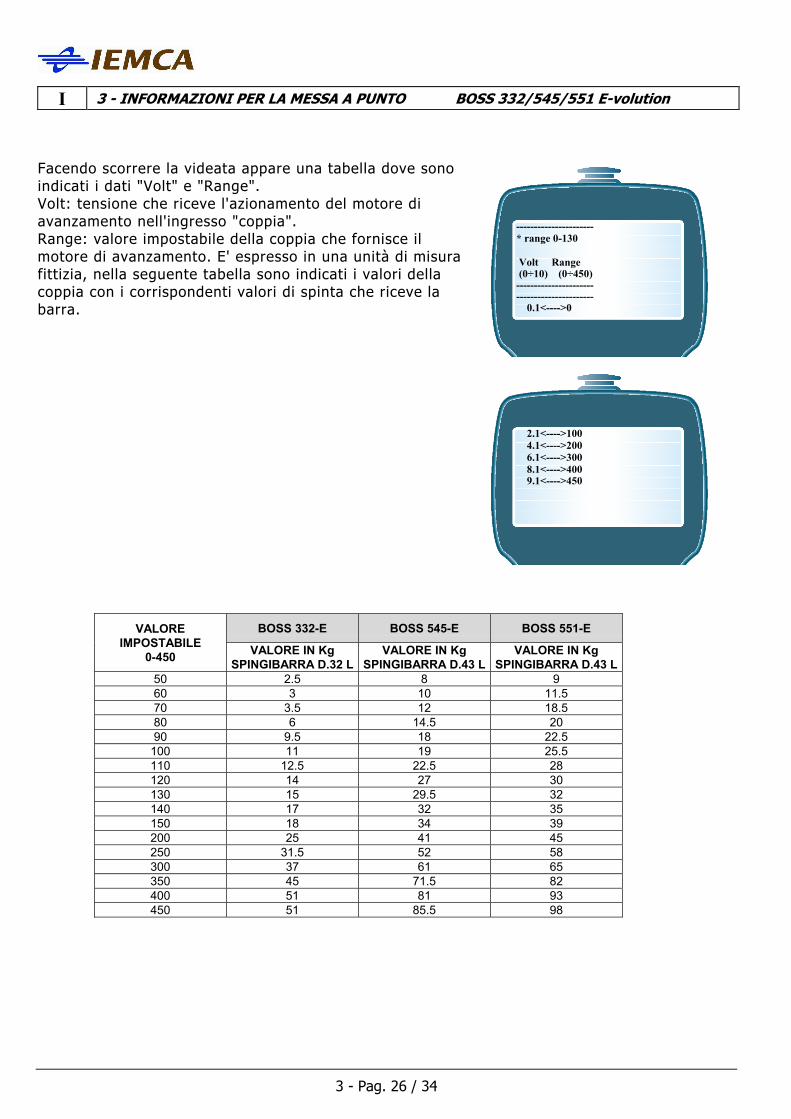
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 26 / 34
Facendo scorrere la videata appare una tabella dove sonoindicati i dati "Volt" e "Range".Volt: tensione che riceve l'azionamento del motore diavanzamento nell'ingresso "coppia".Range: valore impostabile della coppia che fornisce ilmotore di avanzamento. E' espresso in una unità di misurafittizia, nella seguente tabella sono indicati i valori dellacoppia con i corrispondenti valori di spinta che riceve labarra.
BOSS 332-E BOSS 545-E BOSS 551-EVALORE
IMPOSTABILE
0-450VALORE IN Kg
SPINGIBARRA D.32 L
VALORE IN Kg
SPINGIBARRA D.43 L
VALORE IN Kg
SPINGIBARRA D.43 L
50 2.5 8 960 3 10 11.570 3.5 12 18.580 6 14.5 2090 9.5 18 22.5
100 11 19 25.5110 12.5 22.5 28120 14 27 30130 15 29.5 32140 17 32 35150 18 34 39200 25 41 45250 31.5 52 58300 37 61 65350 45 71.5 82400 51 81 93450 51 85.5 98
----------------------* range 0-130
Volt Range (0÷10) (0÷450)-------------------------------------------- 0.1<---->0
2.1<---->100 4.1<---->200 6.1<---->300 8.1<---->400 9.1<---->450
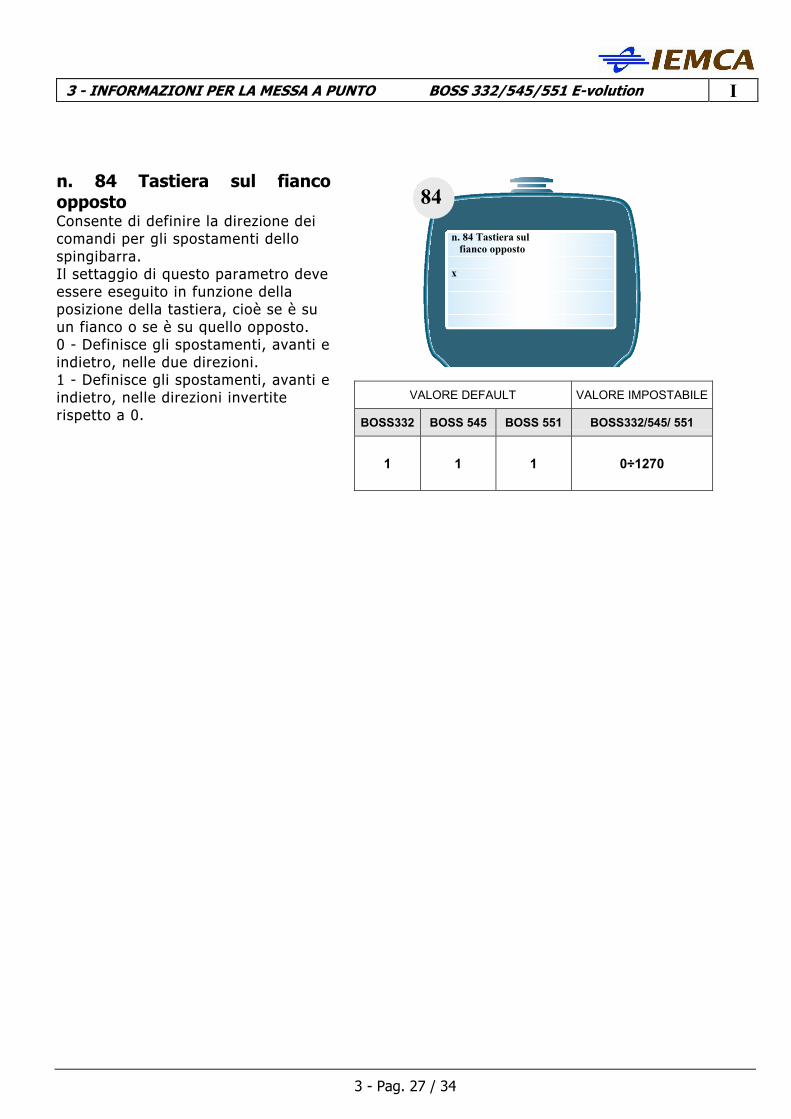
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 27 / 34
n. 84 Tastiera sul fiancooppostoConsente di definire la direzione deicomandi per gli spostamenti dellospingibarra.Il settaggio di questo parametro deveessere eseguito in funzione dellaposizione della tastiera, cioè se è suun fianco o se è su quello opposto.0 - Definisce gli spostamenti, avanti eindietro, nelle due direzioni.1 - Definisce gli spostamenti, avanti eindietro, nelle direzioni invertiterispetto a 0.
84
n. 84 Tastiera sul fianco opposto
x
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
1 1 1 0÷1270

I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 28 / 34
3.9 PARAMETRI PER L'INTERFACCIA: DESCRIZIONE
n. 85 Segnali di interfacciaDefinisce il modo in cui gestire i segnalidi interfaccia dal tornio al caricatore.
Sottoparametri:
A - Avanzamento (0=NO/1=NC)B - Cambio barra (0=NO/1=NC)C - Man/Aut da tornio (0=NO/1=NC)D - Ciclo di carico (0=NO/1=NC)E - Arresto avanzamento (0=NO/1=NC)F - Sicurezza filettatura (0=NO/1=NC)G - Avviamento da tornio (0=NO/1=NC)H - Sicurezze da tornio (0=NO/1=NC)I - Sicurezza porte (0=NO/1=NC)
85
n. 85 Segnali di interfaccia
VALORE DEFAULTVALORE
IMPOSTABILE
BOSS332 BOSS545 BOSS551BOSS
332/545/551
A 0 0 0 0/1
B 0 0 0 0/1
C 0 0 0 0/1
D 0 0 0 0/1
E 0(0) 0(0) 0(0) 0/1
F 0 0 0 0/1
G 0 0 0 0/1
H 1 1 1 0/1
I 0 0 0 0/1
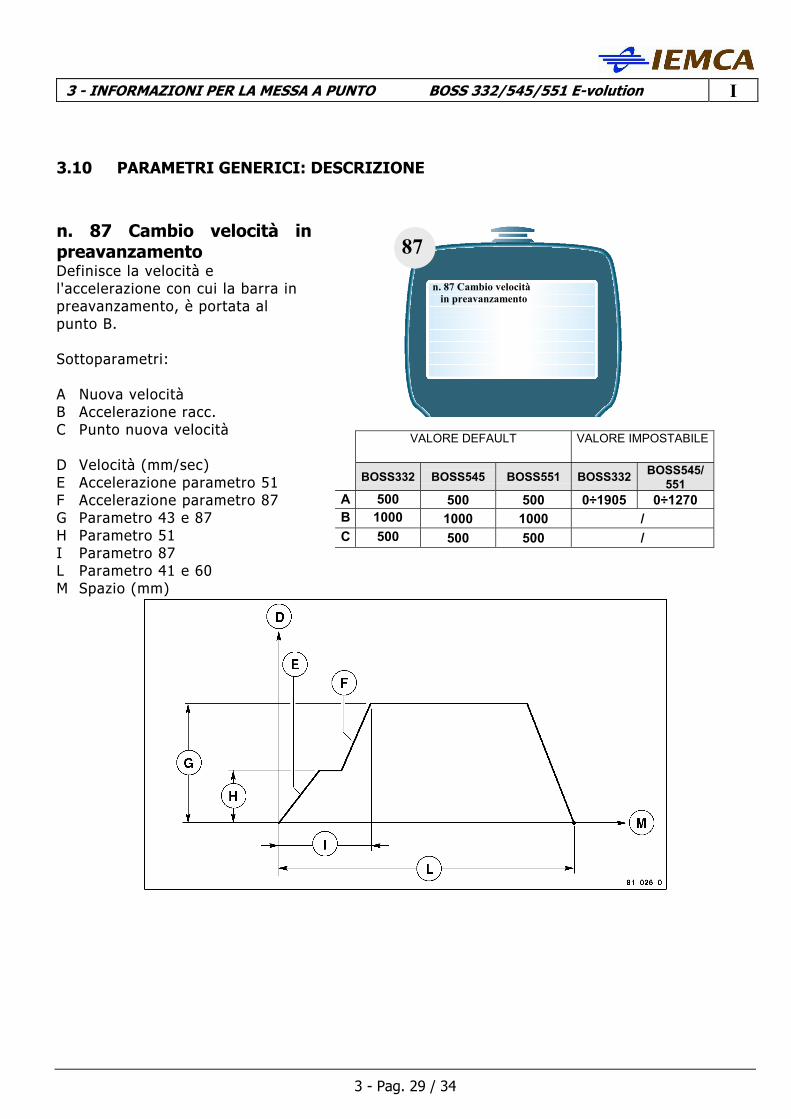
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 29 / 34
3.10 PARAMETRI GENERICI: DESCRIZIONE
n. 87 Cambio velocità inpreavanzamentoDefinisce la velocità el'accelerazione con cui la barra inpreavanzamento, è portata alpunto B.
Sottoparametri:
A Nuova velocitàB Accelerazione racc.C Punto nuova velocità
D Velocità (mm/sec)E Accelerazione parametro 51F Accelerazione parametro 87G Parametro 43 e 87H Parametro 51I Parametro 87L Parametro 41 e 60M Spazio (mm)
87
n. 87 Cambio velocità in preavanzamento
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS545 BOSS551 BOSS332BOSS545/
551
A 500 500 500 0÷1905 0÷1270
B 1000 1000 1000 /
C 500 500 500 /
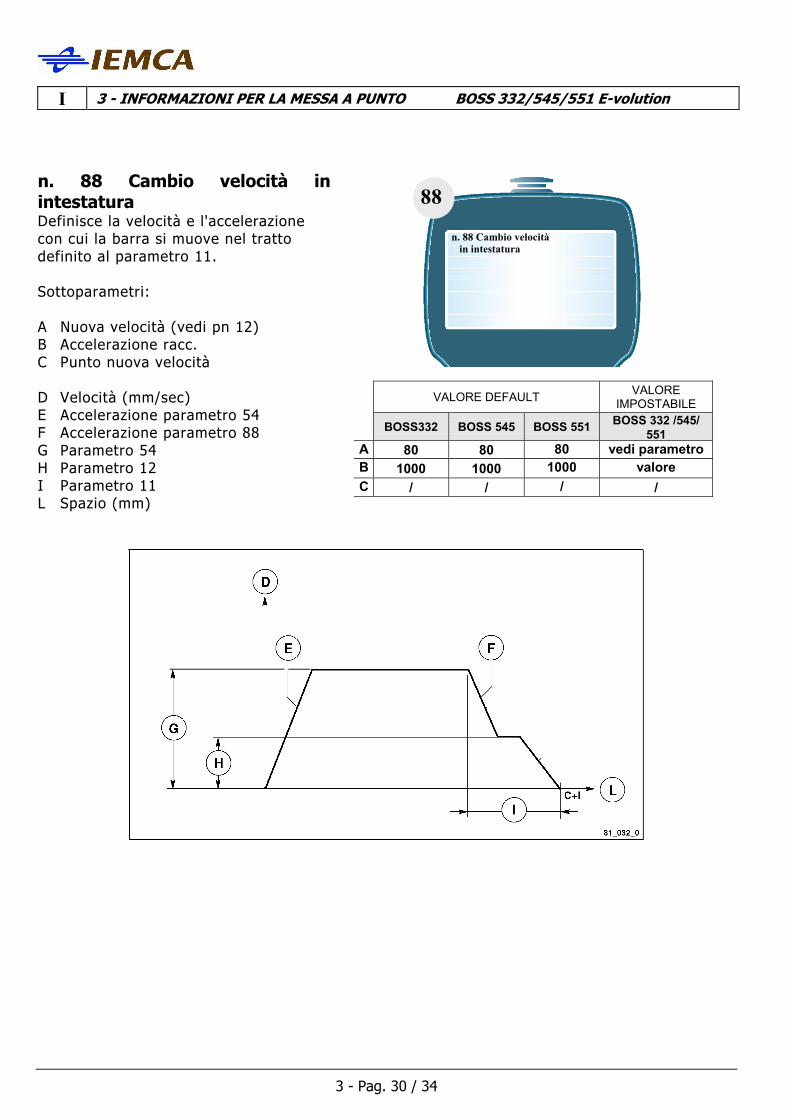
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 30 / 34
n. 88 Cambio velocità inintestaturaDefinisce la velocità e l'accelerazionecon cui la barra si muove nel trattodefinito al parametro 11.
Sottoparametri:
A Nuova velocità (vedi pn 12)B Accelerazione racc.C Punto nuova velocità
D Velocità (mm/sec)E Accelerazione parametro 54F Accelerazione parametro 88G Parametro 54H Parametro 12I Parametro 11L Spazio (mm)
88
n. 88 Cambio velocità in intestatura
VALORE DEFAULTVALORE
IMPOSTABILE
BOSS332 BOSS 545 BOSS 551BOSS 332 /545/
551
A 80 80 80 vedi parametro
B 1000 1000 1000 valorefC / / / /

3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 31 / 34
n. 89 Demo fiera0 - non attivo1 - attivo.Per rendere attiva questa modalità ènecessario settare il parametro 35 a1, il parametro 6 (ad esempio) a 200mm e il parametro 85 "Cambio barra"a 1.
n. 90 Fase caricatore noncorretta
0 - (K37 attivo a guide chiuse inmodalità manuale).Il caricatore è in "ALLARME" quando,in ciclo "MANUALE", si effettuano deimovimenti (esempio "aperturaguide"). Il caricatore perde la fase"LAVORO" che dovrà essereripristinata; comparirà a display"CARICATORE IN ATTESA".
1 - (Caricatore in modalitàmanuale e tornio in modalitàautomatica).Al primo segnale di avanzamento ilcaricatore va in "ALLARME" se è inmodalità manuale.
CAUTELA - PRECAUZIONECon segnale "MANUALE/AUTOMATICO" da tornio, se il caricatore è in modalità"MANUALE" da tornio, questa sicurezza non è attiva.
89
n. 89 Demo Fiera
x
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 0/1
90
n. 90 Fase caricatore non corretta
xxxxxxxxxxx
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 0/1
I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 32 / 34
n. 95 Cambio barra anticipato
n. 96 Sicurezza ritorno <->P.46DDefinisce la tolleranza riferita alparametro 46.
95
n. 95 Cambio barra anticipato
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
0 0 0 /
96
n. 96 Sicurezza ritorno <->P.46D
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
4 4 4 /
3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution I
3 - Pag. 33 / 34
n. 97 Sicurezzapreavanzamento <->P.60DDefinisce la tolleranza riferita alparametro 60.
n. 98 Sicurezza rit. dopo preav.<->P.68DDefinisce la tolleranza riferita alparametro 68.
97
n. 97 Sicurezza preavanzamento <->P.60D
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
4 4 4 /
98
n. 98 Sicurezza rit. dopo preav. <->P.68D
VALORE DEFAULT VALORE IMPOSTABILE
BOSS332 BOSS 545 BOSS 551 BOSS332/545/ 551
4 4 4 /

I 3 - INFORMAZIONI PER LA MESSA A PUNTO BOSS 332/545/551 E-volution
3 - Pag. 34 / 34
4 - INFORMAZIONI PER IL TECNICO AUTORIZZATOBOSS 332/545/551 E-volution I
4 - Pag. 1 / 20
INDICE
4.1 PARAMETRI PROTETTI: INSERIMENTO E VERIFICA...................................................2
4.2 MODIFICA DEI PARAMETRI PROTETTI......................................................................3
4.3 MODIFICA DEI SOTTOPARAMETRI PROTETTI ...........................................................6
4.4 INSERIMENTO DEI VALORI DEFAULT NEI PARAMETRI...............................................8
4.5 UPLOAD DEI PARAMETRI SU FILE...........................................................................10

I 4 - INFORMAZIONI PER IL TECNICO AUTORIZZATOBOSS 332/545/551 E-volution
4 - Pag. 20 / 20

5 - ALLEGATI BOSS 332/545/551 E-volution I
5 - Pag. 1 / 12
INDICE
5.1 RICHIESTA DI ASSISTENZA......................................................................................2
A DATI D'IDENTIFICAZIONE HARDWARE E PROGRAMMI ..............................................3
B ELENCO DEI PARAMETRI PER L'OPERATORE.............................................................4
C ELENCO DEI PARAMETRI PER LE FASI CARICATORE..................................................7
D ELENCO DEI PARAMETRI PER LE QUOTE DI RIFERIMENTO........................................8
E ELENCO DEI PARAMETRI PER LE FUNZIONI ASSE .....................................................9
F ELENCO DEI PARAMETRI PER L'INTERFACCIA.........................................................11
G ELENCO DEI PARAMETRI GENERICI........................................................................12
I 5 - ALLEGATI BOSS 332/545/551 E-volution
5 - Pag. 2 / 12
5.1 RICHIESTA DI ASSISTENZA
Per la richiesta di assistenza è necessario trasmettere, al servizio IEMCA, gli elenchi deiparametri compilati con i valori assegnati (allegati B,C, D, E, F, G).É necessario inoltre, trasmettere i dati d'identificazione dell'HARDWARE installato nel caricatore(allegato A).
ESEMPIO DI COMPILAZIONE
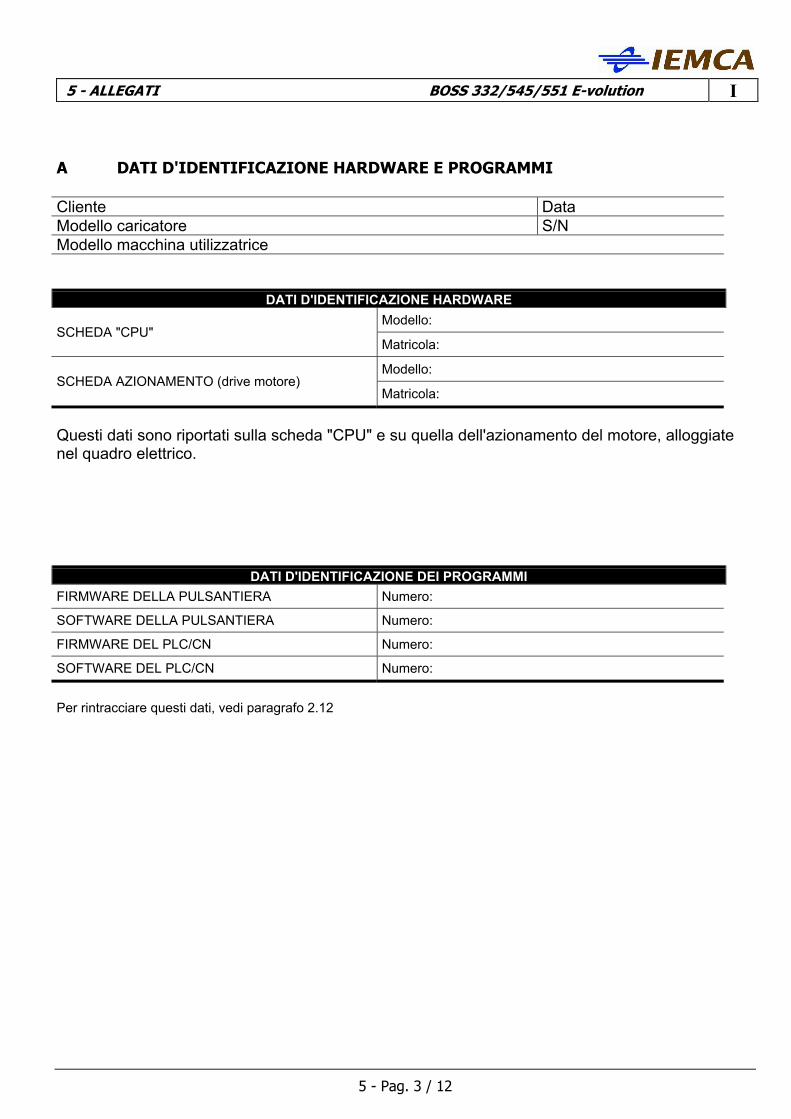
5 - ALLEGATI BOSS 332/545/551 E-volution I
5 - Pag. 3 / 12
A DATI D'IDENTIFICAZIONE HARDWARE E PROGRAMMI
Cliente DataModello caricatore S/NModello macchina utilizzatrice
DATI D'IDENTIFICAZIONE HARDWARE
Modello:SCHEDA "CPU"
Matricola:
Modello:SCHEDA AZIONAMENTO (drive motore)
Matricola:
Questi dati sono riportati sulla scheda "CPU" e su quella dell'azionamento del motore, alloggiatenel quadro elettrico.
DATI D'IDENTIFICAZIONE DEI PROGRAMMI
FIRMWARE DELLA PULSANTIERA Numero:
SOFTWARE DELLA PULSANTIERA Numero:
FIRMWARE DEL PLC/CN Numero:
SOFTWARE DEL PLC/CN Numero:
Per rintracciare questi dati, vedi paragrafo 2.12
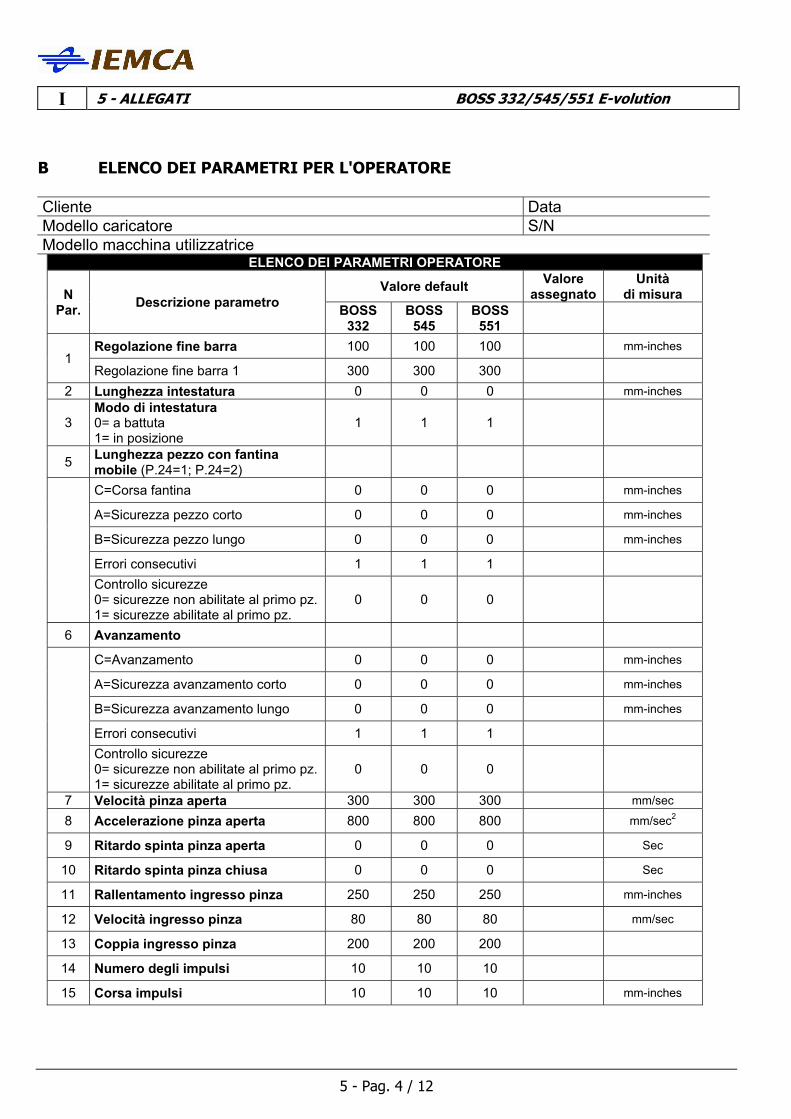
I 5 - ALLEGATI BOSS 332/545/551 E-volution
5 - Pag. 4 / 12
B ELENCO DEI PARAMETRI PER L'OPERATORE
Cliente DataModello caricatore S/NModello macchina utilizzatrice
ELENCO DEI PARAMETRI OPERATORE
Valore defaultValore
assegnatoUnità
di misuraNPar.
Descrizione parametroBOSS
332BOSS
545BOSS
551
Regolazione fine barra 100 100 100 mm-inches1
Regolazione fine barra 1 300 300 300
2 Lunghezza intestatura 0 0 0 mm-inches
3Modo di intestatura0= a battuta1= in posizione
1 1 1
5Lunghezza pezzo con fantinamobile (P.24=1; P.24=2)
C=Corsa fantina 0 0 0 mm-inches
A=Sicurezza pezzo corto 0 0 0 mm-inches
B=Sicurezza pezzo lungo 0 0 0 mm-inches
Errori consecutivi 1 1 1
Controllo sicurezze0= sicurezze non abilitate al primo pz.1= sicurezze abilitate al primo pz.
0 0 0
6 Avanzamento
C=Avanzamento 0 0 0 mm-inches
A=Sicurezza avanzamento corto 0 0 0 mm-inches
B=Sicurezza avanzamento lungo 0 0 0 mm-inches
Errori consecutivi 1 1 1
Controllo sicurezze0= sicurezze non abilitate al primo pz.1= sicurezze abilitate al primo pz.
0 0 0
7 Velocità pinza aperta 300 300 300 mm/sec
8 Accelerazione pinza aperta 800 800 800 mm/sec2
9 Ritardo spinta pinza aperta 0 0 0 Sec
10 Ritardo spinta pinza chiusa 0 0 0 Sec
11 Rallentamento ingresso pinza 250 250 250 mm-inches
12 Velocità ingresso pinza 80 80 80 mm/sec
13 Coppia ingresso pinza 200 200 200
14 Numero degli impulsi 10 10 10
15 Corsa impulsi 10 10 10 mm-inches
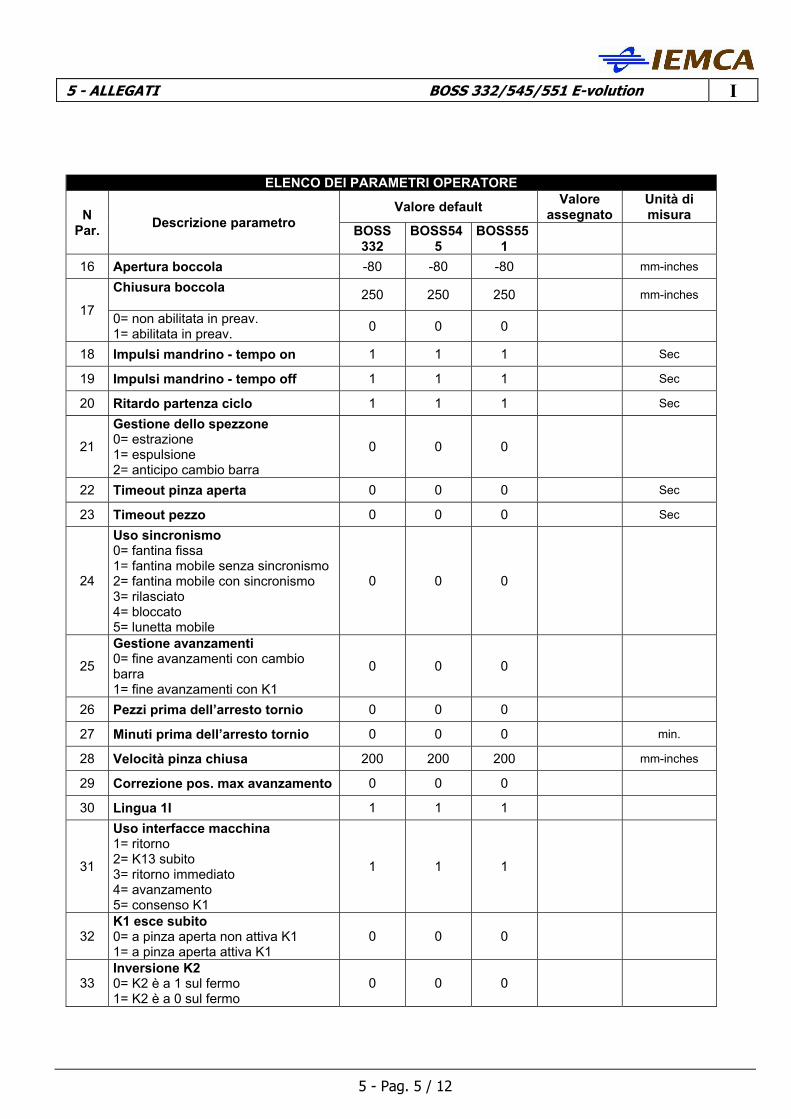
5 - ALLEGATI BOSS 332/545/551 E-volution I
5 - Pag. 5 / 12
ELENCO DEI PARAMETRI OPERATORE
Valore defaultValore
assegnatoUnità dimisuraN
Par.Descrizione parametro
BOSS332
BOSS545
BOSS551
16 Apertura boccola -80 -80 -80 mm-inches
Chiusura boccola250 250 250 mm-inches
170= non abilitata in preav.1= abilitata in preav.
0 0 0
18 Impulsi mandrino - tempo on 1 1 1 Sec
19 Impulsi mandrino - tempo off 1 1 1 Sec
20 Ritardo partenza ciclo 1 1 1 Sec
21
Gestione dello spezzone0= estrazione1= espulsione2= anticipo cambio barra
0 0 0
22 Timeout pinza aperta 0 0 0 Sec
23 Timeout pezzo 0 0 0 Sec
24
Uso sincronismo0= fantina fissa1= fantina mobile senza sincronismo2= fantina mobile con sincronismo3= rilasciato4= bloccato5= lunetta mobile
0 0 0
25
Gestione avanzamenti0= fine avanzamenti con cambiobarra1= fine avanzamenti con K1
0 0 0
26 Pezzi prima dell’arresto tornio 0 0 0
27 Minuti prima dell’arresto tornio 0 0 0 min.
28 Velocità pinza chiusa 200 200 200 mm-inches
29 Correzione pos. max avanzamento 0 0 0
30 Lingua 1I 1 1 1
31
Uso interfacce macchina1= ritorno2= K13 subito3= ritorno immediato4= avanzamento5= consenso K1
1 1 1
32K1 esce subito0= a pinza aperta non attiva K11= a pinza aperta attiva K1
0 0 0
33Inversione K20= K2 è a 1 sul fermo1= K2 è a 0 sul fermo
0 0 0
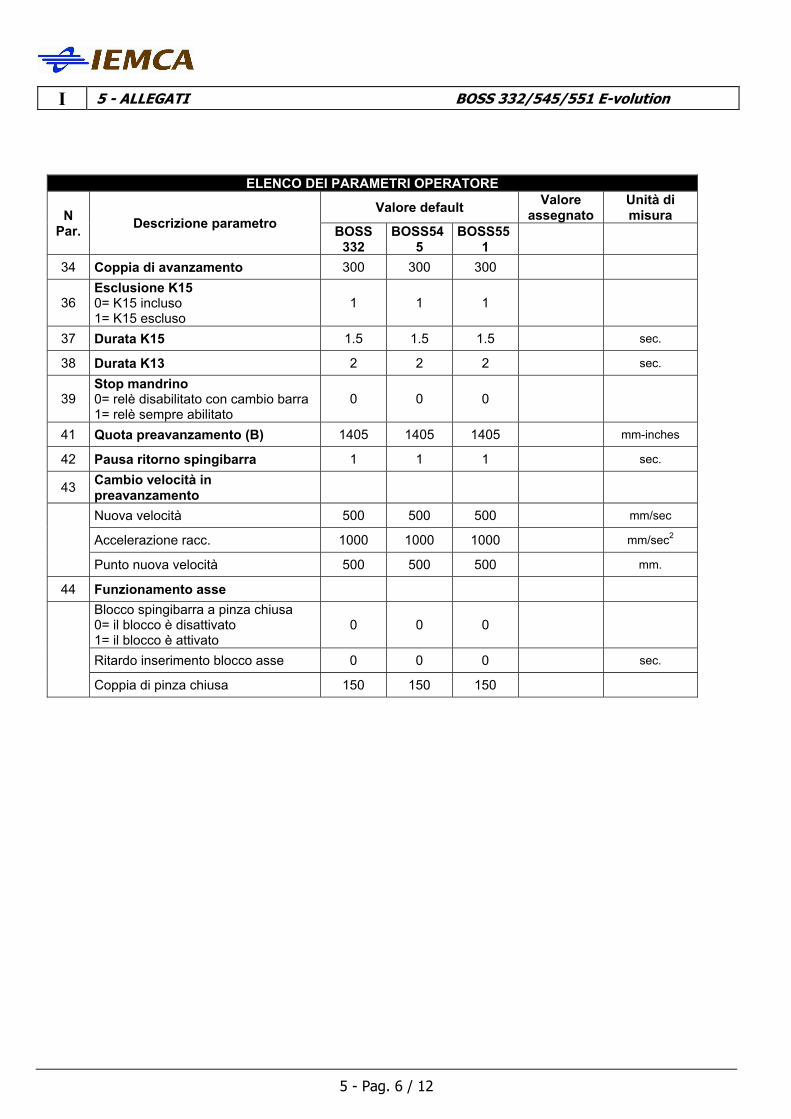
I 5 - ALLEGATI BOSS 332/545/551 E-volution
5 - Pag. 6 / 12
ELENCO DEI PARAMETRI OPERATORE
Valore defaultValore
assegnatoUnità dimisuraN
Par.Descrizione parametro
BOSS332
BOSS545
BOSS551
34 Coppia di avanzamento 300 300 300
36Esclusione K150= K15 incluso1= K15 escluso
1 1 1
37 Durata K15 1.5 1.5 1.5 sec.
38 Durata K13 2 2 2 sec.
39Stop mandrino0= relè disabilitato con cambio barra1= relè sempre abilitato
0 0 0
41 Quota preavanzamento (B) 1405 1405 1405 mm-inches
42 Pausa ritorno spingibarra 1 1 1 sec.
43Cambio velocità inpreavanzamento
Nuova velocità 500 500 500 mm/sec
Accelerazione racc. 1000 1000 1000 mm/sec2
Punto nuova velocità 500 500 500 mm.
44 Funzionamento asse
Blocco spingibarra a pinza chiusa0= il blocco è disattivato1= il blocco è attivato
0 0 0
Ritardo inserimento blocco asse 0 0 0 sec.
Coppia di pinza chiusa 150 150 150
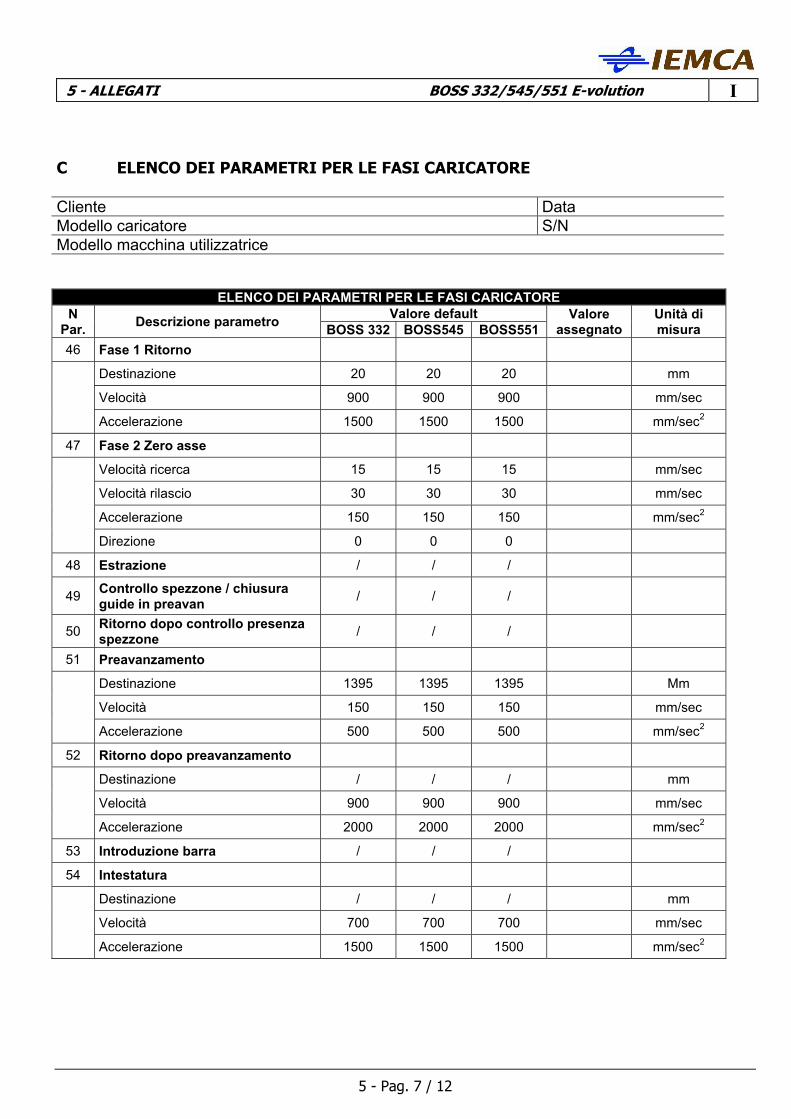
5 - ALLEGATI BOSS 332/545/551 E-volution I
5 - Pag. 7 / 12
C ELENCO DEI PARAMETRI PER LE FASI CARICATORE
Cliente DataModello caricatore S/NModello macchina utilizzatrice
ELENCO DEI PARAMETRI PER LE FASI CARICATORE
Valore defaultNPar.
Descrizione parametroBOSS 332 BOSS545 BOSS551
Valoreassegnato
Unità dimisura
46 Fase 1 Ritorno
Destinazione 20 20 20 mm
Velocità 900 900 900 mm/sec
Accelerazione 1500 1500 1500 mm/sec2
47 Fase 2 Zero asse
Velocità ricerca 15 15 15 mm/sec
Velocità rilascio 30 30 30 mm/sec
Accelerazione 150 150 150 mm/sec2
Direzione 0 0 0
48 Estrazione / / /
49Controllo spezzone / chiusuraguide in preavan
/ / /
50Ritorno dopo controllo presenzaspezzone
/ / /
51 Preavanzamento
Destinazione 1395 1395 1395 Mm
Velocità 150 150 150 mm/sec
Accelerazione 500 500 500 mm/sec2
52 Ritorno dopo preavanzamento
Destinazione / / / mm
Velocità 900 900 900 mm/sec
Accelerazione 2000 2000 2000 mm/sec2
53 Introduzione barra / / /
54 Intestatura
Destinazione / / / mm
Velocità 700 700 700 mm/sec
Accelerazione 1500 1500 1500 mm/sec2
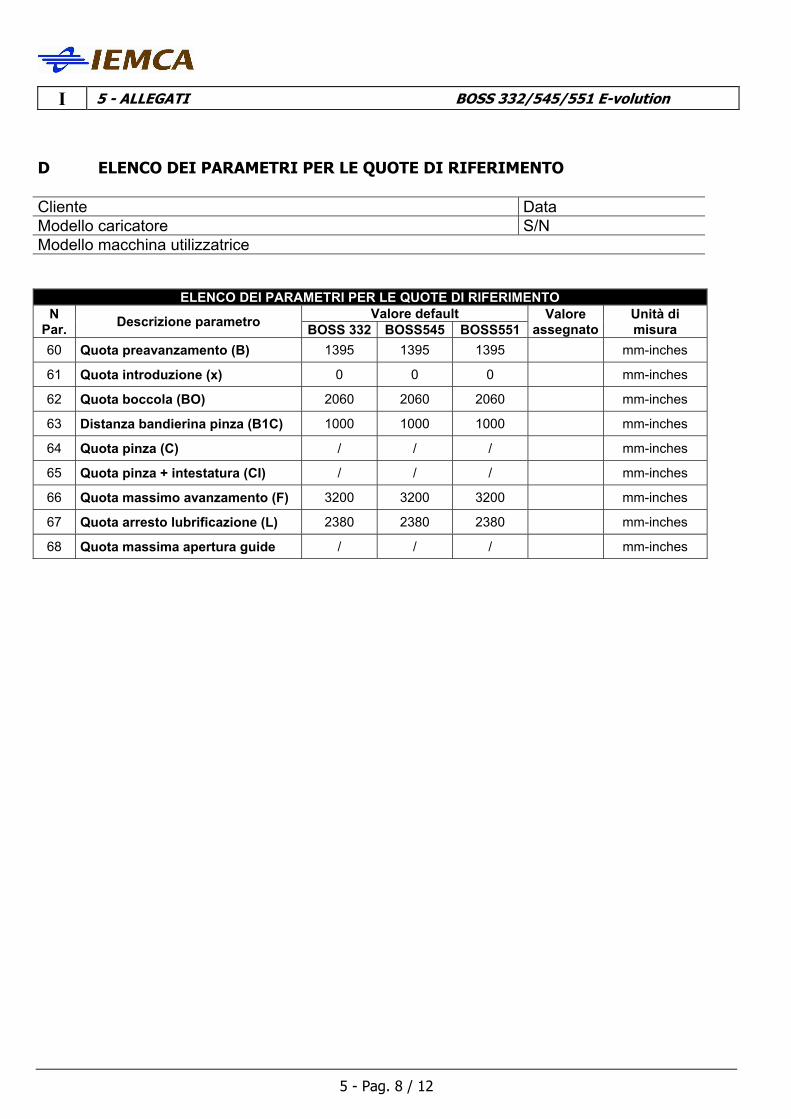
I 5 - ALLEGATI BOSS 332/545/551 E-volution
5 - Pag. 8 / 12
D ELENCO DEI PARAMETRI PER LE QUOTE DI RIFERIMENTO
Cliente DataModello caricatore S/NModello macchina utilizzatrice
ELENCO DEI PARAMETRI PER LE QUOTE DI RIFERIMENTO
Valore defaultNPar.
Descrizione parametroBOSS 332 BOSS545 BOSS551
Valoreassegnato
Unità dimisura
60 Quota preavanzamento (B) 1395 1395 1395 mm-inches
61 Quota introduzione (x) 0 0 0 mm-inches
62 Quota boccola (BO) 2060 2060 2060 mm-inches
63 Distanza bandierina pinza (B1C) 1000 1000 1000 mm-inches
64 Quota pinza (C) / / / mm-inches
65 Quota pinza + intestatura (CI) / / / mm-inches
66 Quota massimo avanzamento (F) 3200 3200 3200 mm-inches
67 Quota arresto lubrificazione (L) 2380 2380 2380 mm-inches
68 Quota massima apertura guide / / / mm-inches
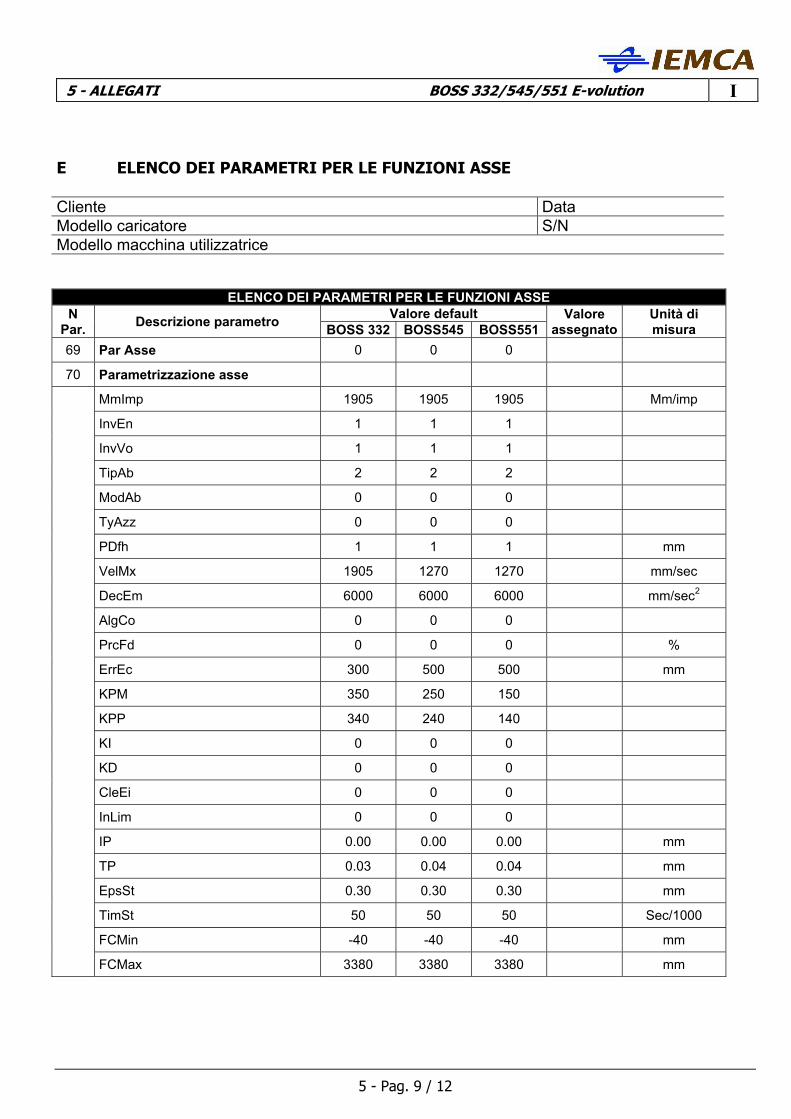
5 - ALLEGATI BOSS 332/545/551 E-volution I
5 - Pag. 9 / 12
E ELENCO DEI PARAMETRI PER LE FUNZIONI ASSE
Cliente DataModello caricatore S/NModello macchina utilizzatrice
ELENCO DEI PARAMETRI PER LE FUNZIONI ASSE
Valore defaultNPar.
Descrizione parametroBOSS 332 BOSS545 BOSS551
Valoreassegnato
Unità dimisura
69 Par Asse 0 0 0
70 Parametrizzazione asse
MmImp 1905 1905 1905 Mm/imp
InvEn 1 1 1
InvVo 1 1 1
TipAb 2 2 2
ModAb 0 0 0
TyAzz 0 0 0
PDfh 1 1 1 mm
VelMx 1905 1270 1270 mm/sec
DecEm 6000 6000 6000 mm/sec2
AlgCo 0 0 0
PrcFd 0 0 0 %
ErrEc 300 500 500 mm
KPM 350 250 150
KPP 340 240 140
KI 0 0 0
KD 0 0 0
CleEi 0 0 0
InLim 0 0 0
IP 0.00 0.00 0.00 mm
TP 0.03 0.04 0.04 mm
EpsSt 0.30 0.30 0.30 mm
TimSt 50 50 50 Sec/1000
FCMin -40 -40 -40 mm
FCMax 3380 3380 3380 mm
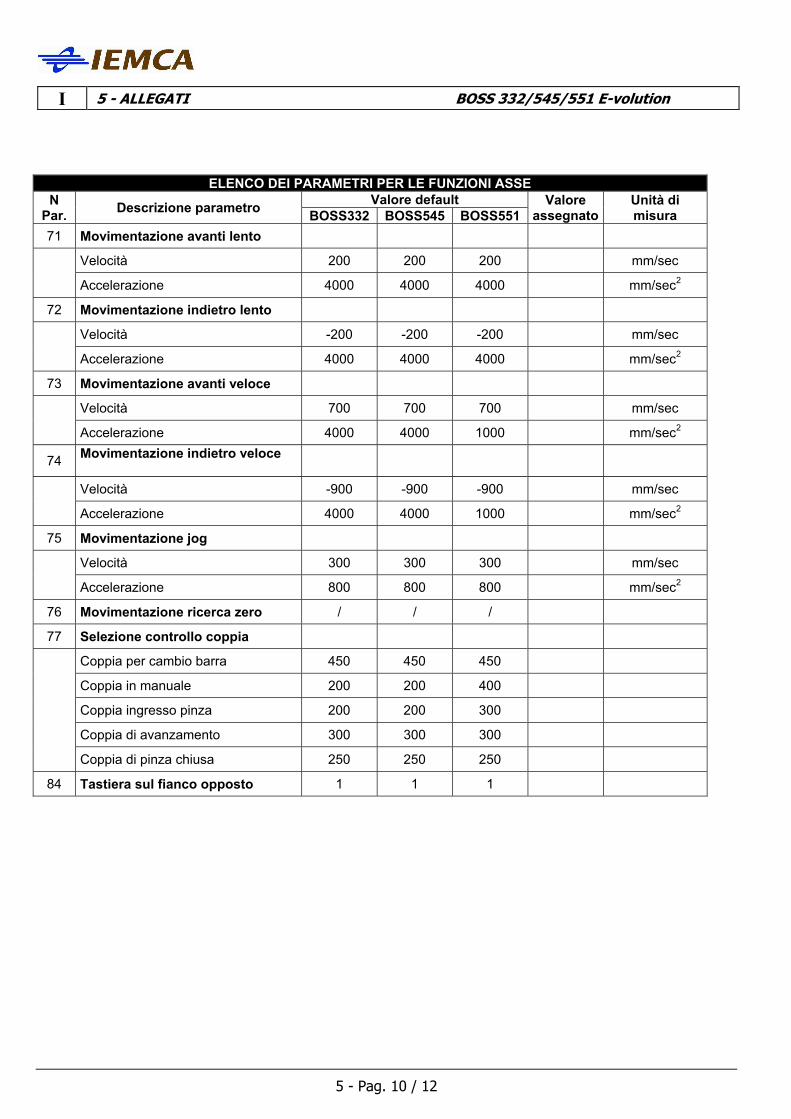
I 5 - ALLEGATI BOSS 332/545/551 E-volution
5 - Pag. 10 / 12
ELENCO DEI PARAMETRI PER LE FUNZIONI ASSE
Valore defaultNPar.
Descrizione parametroBOSS332 BOSS545 BOSS551
Valoreassegnato
Unità dimisura
71 Movimentazione avanti lento
Velocità 200 200 200 mm/sec
Accelerazione 4000 4000 4000 mm/sec2
72 Movimentazione indietro lento
Velocità -200 -200 -200 mm/sec
Accelerazione 4000 4000 4000 mm/sec2
73 Movimentazione avanti veloce
Velocità 700 700 700 mm/sec
Accelerazione 4000 4000 1000 mm/sec2
74Movimentazione indietro veloce
Velocità -900 -900 -900 mm/sec
Accelerazione 4000 4000 1000 mm/sec2
75 Movimentazione jog
Velocità 300 300 300 mm/sec
Accelerazione 800 800 800 mm/sec2
76 Movimentazione ricerca zero / / /
77 Selezione controllo coppia
Coppia per cambio barra 450 450 450
Coppia in manuale 200 200 400
Coppia ingresso pinza 200 200 300
Coppia di avanzamento 300 300 300
Coppia di pinza chiusa 250 250 250
84 Tastiera sul fianco opposto 1 1 1
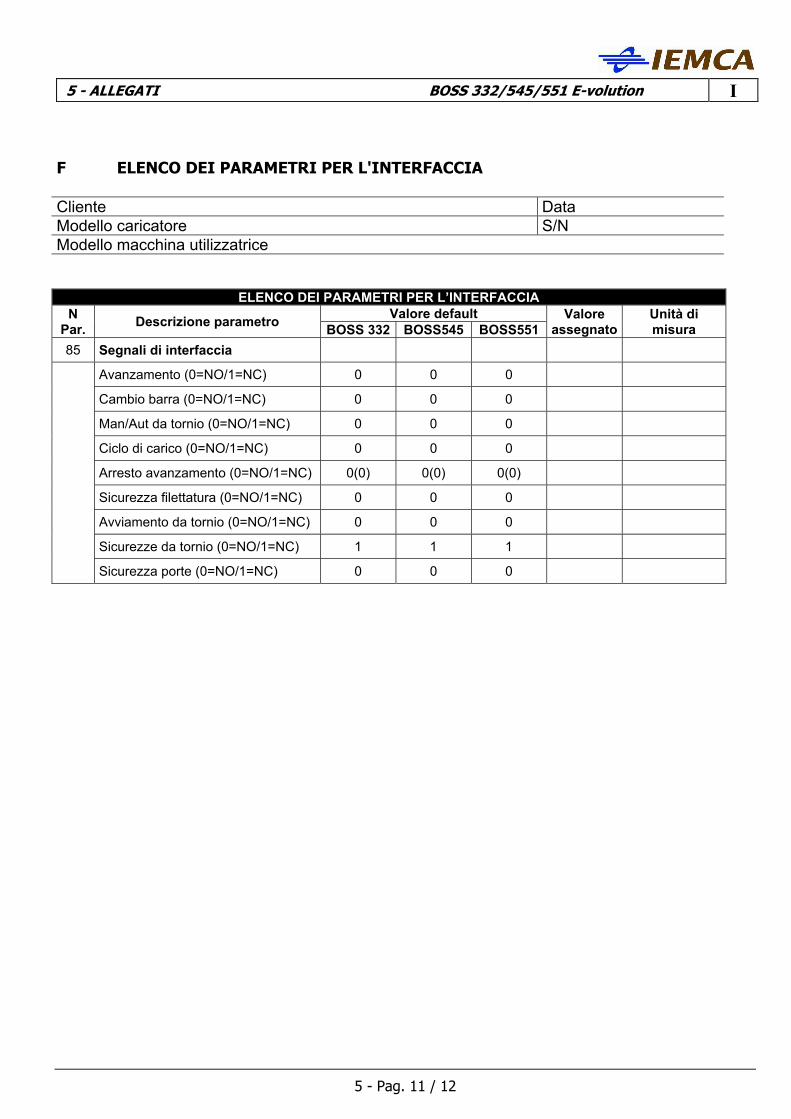
5 - ALLEGATI BOSS 332/545/551 E-volution I
5 - Pag. 11 / 12
F ELENCO DEI PARAMETRI PER L'INTERFACCIA
Cliente DataModello caricatore S/NModello macchina utilizzatrice
ELENCO DEI PARAMETRI PER L’INTERFACCIA
Valore defaultNPar.
Descrizione parametroBOSS 332 BOSS545 BOSS551
Valoreassegnato
Unità dimisura
85 Segnali di interfaccia
Avanzamento (0=NO/1=NC) 0 0 0
Cambio barra (0=NO/1=NC) 0 0 0
Man/Aut da tornio (0=NO/1=NC) 0 0 0
Ciclo di carico (0=NO/1=NC) 0 0 0
Arresto avanzamento (0=NO/1=NC) 0(0) 0(0) 0(0)
Sicurezza filettatura (0=NO/1=NC) 0 0 0
Avviamento da tornio (0=NO/1=NC) 0 0 0
Sicurezze da tornio (0=NO/1=NC) 1 1 1
Sicurezza porte (0=NO/1=NC) 0 0 0
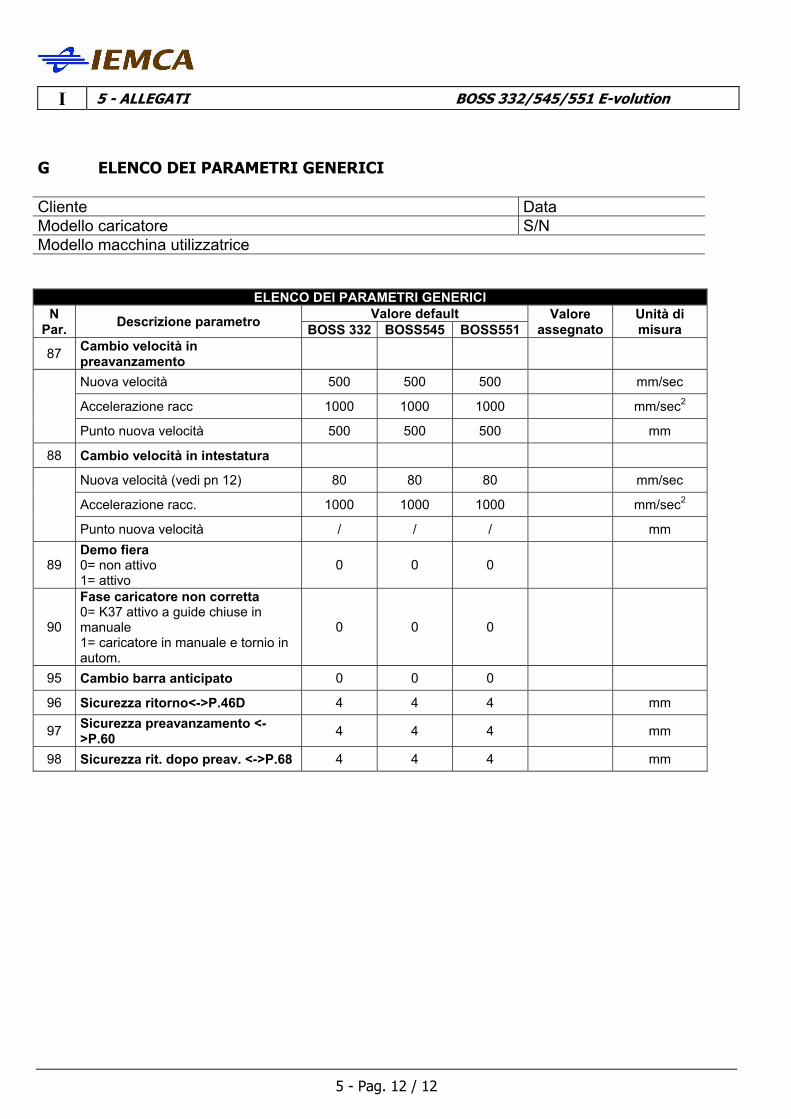
I 5 - ALLEGATI BOSS 332/545/551 E-volution
5 - Pag. 12 / 12
G ELENCO DEI PARAMETRI GENERICI
Cliente DataModello caricatore S/NModello macchina utilizzatrice
ELENCO DEI PARAMETRI GENERICI
Valore defaultNPar.
Descrizione parametroBOSS 332 BOSS545 BOSS551
Valoreassegnato
Unità dimisura
87Cambio velocità inpreavanzamento
Nuova velocità 500 500 500 mm/sec
Accelerazione racc 1000 1000 1000 mm/sec2
Punto nuova velocità 500 500 500 mm
88 Cambio velocità in intestatura
Nuova velocità (vedi pn 12) 80 80 80 mm/sec
Accelerazione racc. 1000 1000 1000 mm/sec2
Punto nuova velocità / / / mm
89Demo fiera0= non attivo1= attivo
0 0 0
90
Fase caricatore non corretta0= K37 attivo a guide chiuse inmanuale1= caricatore in manuale e tornio inautom.
0 0 0
95 Cambio barra anticipato 0 0 0
96 Sicurezza ritorno<->P.46D 4 4 4 mm
97Sicurezza preavanzamento <->P.60
4 4 4 mm
98 Sicurezza rit. dopo preav. <->P.68 4 4 4 mm


















