GLI ALIMENTATORI per depositare metalli preziosi · E è la differenza di potenziale applicata e si...
23
GLI ALIMENTATORI per depositare metalli preziosi AP IN 220V OUT 0-10V
Transcript of GLI ALIMENTATORI per depositare metalli preziosi · E è la differenza di potenziale applicata e si...
GLI ALIMENTATORIper depositaremetalli preziosi
APIN
220V
OUT0-10V

Raddrizzatori & C.
1. I raddrizzatori: chi sono e a cosa servono pag. 3Schema di funzionamento e collegamenti di una vasca di elettrodeposizione pag. 3
2. LE DIVERSE TECNOLOGIE pag. 52.1. Dalla pila alle spazzole pag. 5Fig. 2 Forma dell’onda di uscita dei diversi tipi di raddrizzatori pag. 52.2. I raddrizzatori a triac pag. 62.3. Gli alimentatori stabilizzati lineari pag. 72.4. Gli alimentatori a commutazione pag. 7
3. GLI ALIMENTATORI A IMPULSI pag. 9Fig. 4 Differenza di grana tra due depositi: a sinistra con corrente continua, a destra con impulsi pag.
9Fig. 5 Pannello di controllo di un alimentatore a impulsi completo con tutte le possibili opzioni pag. 103.1. Regolazione della forma dell’impulso pag. 11Fig. 6 Particolare della regolazione della percentuale dell’impulso pag. 113.2. Regolazione della frequenza pag. 12Fig. 7 - Tampone con anodo di grafite e cuffia pag. 12
4. PER UNA CORRETTA INSTALLAZIONE pag. 134.1. Collegamenti elettrici pag. 134.2. Posizionamento degli apparecchi con pompa dosatrice pag. 13
Schema di funzionamento e collegamenti di una vasca di elettrodeposizione pag. 13Fig. 9 - Schema di montaggio degli apparecchi con pompa dosatrice pag. 14
5. GLI AMPERORAMETRI pag. 15Fig. 10 - Particolare Ampèreminutametri pag. 155.1. Per interrompere la deposizione pag. 165.2. Dosatore in bagni di metalli preziosi pag. 165.2.1. Riempimento del fustino pag. 165.2.2. Impostazione del programmatore pag. 165.2.3. Uso del totalizzatore pag. 165.2.4. Taratura del programma impostato pag. 165.2.5. Analisi del bagno pag. 175.2.6. Il contenuto è diminuito pag. 17Fig. 11 Schema di collegamento di due ampèrorametri a un unico raddrizzatore pag. 175.2.7. Il contenuto è aumentato pag. 18
6. TARATURA DEGLI APPARECCHI pag. 196.1. Taratura di un Ampèreorametro pag. 19Fig 12 Aspetto, collegamenti e ricambi della pompa dosatrice. pag. 19
7. Bibliografia pag. 20
Lezioni per il corso di baseAIFM 2011

Deposizione CORSO EFUN - AIFM 2011 3 -I raddrizzatori: chi sono e a cosa servono Giorgio C. Krüger
1. I raddrizzatori: chi sono e a cosa servono
Per depositare del metallo elettroliticamente suun pezzo occorre far passare una corrente, in pri-ma approssimazione continua, attraverso un elet-trolita: per far questo si deve applicare una diffe-renza di potenziale tra delle striscie di lamiera,dette anodi, poste sulle pareti della vasca, e il pez-zo da ricoprire.
Il passaggio della corrente nell’elettrolita provo-cherà la deposizione sul pezzo di una quantità dimetallo proporzionale alla quantità di correnteche facciamo passare, cioè al prodotto
corrente • tempo[ Ampère • minuti ]
La corrente massima che si può far passare dipen-de dalle caratteristiche del bagno elettrolitico ed èindicata dal produttore in Ampère per decimetroquadrato di superficie dei pezzi. Stabilita così lacorrente da far passare nel bagno, il tempoeviden-
temente mi determina la quantità di metallo depo-sitato sui pezzi, cioè lo spessore del mio rivesti-mento.
Teoricamente e sperimentalmente si osserva cheper far passare la corrente richiesta è sufficienteuna tensione continua compresa nel range 1 - 20Volt. Basterebbe una batteria se le correnti in gio-co non fossero così alte da scaricarla in pochi mi-nuti. Dovremo quindi trasformare e adattare allenostre esigenze la tensione alternata a 220 o a380Vche la rete elettrica ci fornisce.
L’alimentatore, o raddrizzatore, ha proprio ilcompitodi trasformare la tensione alternatadi retein una tensione variabile tra 0 e 20V e di renderepoi continua questa tensione.
Applicando questa differenza di potenziale pro-dotta dall’alimentatore tra gli anodi e il pezzo daricoprire, si avrà, dato che la soluzione è condutti-va, un passaggio di corrente che rispetterà laseguente formula, chiamata legge di Ohm:
E = R • Idove :
E è la differenza di potenziale applicata e si misura in Volt (V) e suoi sottomultipli
I e la corrente che passa e si misura in Ampère (A) e suoi sottomultipli
R è la resistenza della soluzione e si misura in Ohm (W) e suoi multipli
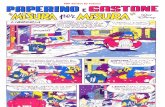
Fig. 1 - Schema di funzionamento e collegamenti di una vasca di elettrodeposizione
AP
1 Ingresso 220 o 380 Volt alternati2 Alimentatore3 Uscita impulsi 0-10 Volt4 Collegamento catodico (-)5 Bagno di elettrodeposizione6 Catodo telaio con pezzi da trattare7 Anodi
IN220V

Evidentemente mantenendo fisse le caratteristi-che chimiche e fisiche del bagno il valore di R re-sta determinato e fisso.
Potremo a questo punto mantenere costante unasola delle due grandezze: o E o I, l’altra grandezzasarà univocamente determinata.
In altre parole si può stabilizzare o la tensione o lacorrente d’uscita del nostro alimentatore: se si sta-bilizza la tensione vedremo variare la corrente asecondo della superficie del pezzo da trattare, sestabilizziamo invece la corrente vedremo variarela tensione.
Quale di queste due strade conviene seguire? Qu-esta è un’annosa domanda che non si può genera-lizzare, ognuno ha le sue preferenze, comunque èindispensabile distinguere a secondo delle appli-
cazioni:
T ogniqualvolta si conosca con esattezza lasuperficie dei pezzi da trattare conviene sta-bilizzare la corrente di uscita in modo da ri-spettare la densità di corrente (A/dm
2) con-
sigliata dal fornitore del bagno.
T quando si conosce la superficie dei pezzicon una precisione inferiore al 10%, convie-ne stabilizzare la tensione d’uscita e permet-tere alla corrente di variare a secondo delledimensioni del catodo (± 15%).
T Nel trattamento in rotobarile o in barile vi-brante occorre naturalmente stabilizzare latensione d’uscita, dato che la superficie deipezzi,stabilita dal contatto tra pezzo e pez-zo, varia continuamente.
4 - CORSO EFUN - AIFM 2011 DeposizioneGiorgio C. Krüger I raddrizzatori: chi sono e a cosa servono
2. LE DIVERSE TECNOLOGIE
Anche se per la deposizione di metalli preziosisono indispensabili degli alimentatori tecnologi-
camente evoluti e di alta qualità, doveroso men-zionare, se non altro per motivi storici, le diversetecnologie disponibili oggi.
2.1. Dalla pila alle spazzole
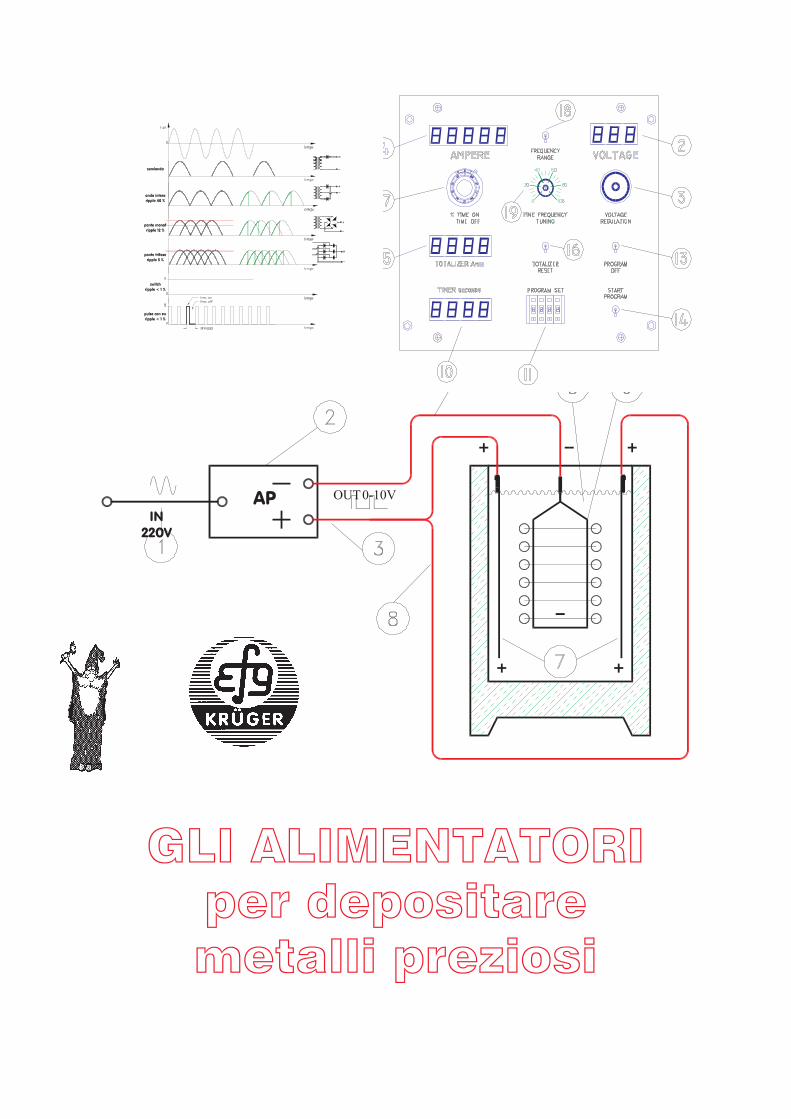
Per i primi esperimenti di elettrodeposizione siusavano le pile, che avevano lo svantaggio di sca-ricarsi rapidamente ma permettevano di utilizzareun’onda d’uscita perfettamente livellata. Succes-sivamente vennero utilizzate delle dinamo che
permettevano di trasformare energia meccanicain energia elettrica.
Arrivarono poi i primi “raddrizzatori” che utiliz-zavano delle piastre di selenio per raddrizzare lacorrente e dei trasformatori variabili, cioè con unaspazzola di carbone che si poteva far scorrere lun-
Deposizione CORSO EFUN - AIFM 2011 5 -LE DIVERSE TECNOLOGIE Giorgio C. Krüger
Fig. 2 Forma dell’onda di uscita dei diversi tipi di raddrizzatori
6 - CORSO EFUN - AIFM 2011 DeposizioneGiorgio C. Krüger LE DIVERSE TECNOLOGIE
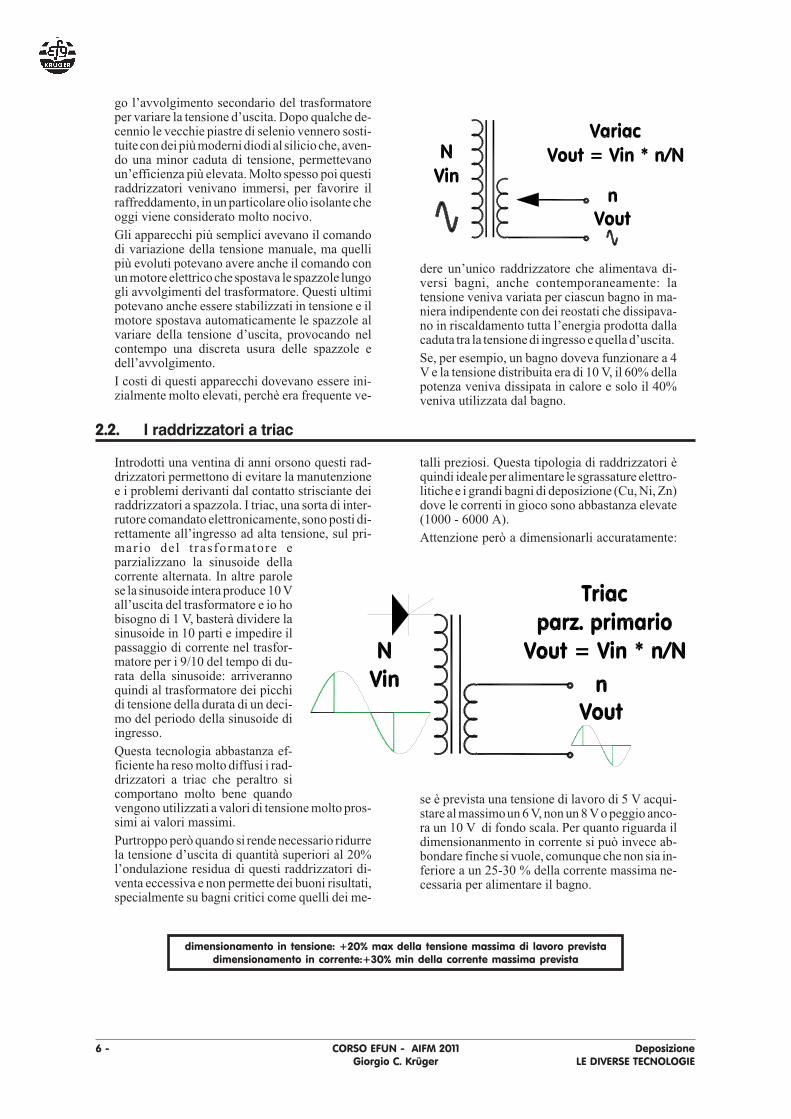
go l’avvolgimento secondario del trasformatoreper variare la tensione d’uscita. Dopo qualche de-cennio le vecchie piastre di selenio vennero sosti-tuite con dei più moderni diodi al silicioche, aven-do una minor caduta di tensione, permettevanoun’efficienza più elevata. Molto spesso poi questiraddrizzatori venivano immersi, per favorire ilraffreddamento, in un particolare olio isolante cheoggi viene considerato molto nocivo.
Gli apparecchi più semplici avevano il comandodi variazione della tensione manuale, ma quellipiù evoluti potevano avere anche il comando conun motore elettrico che spostava le spazzole lungogli avvolgimenti del trasformatore. Questi ultimipotevano anche essere stabilizzati in tensione e ilmotore spostava automaticamente le spazzole alvariare della tensione d’uscita, provocando nelcontempo una discreta usura delle spazzole edell’avvolgimento.
I costi di questi apparecchi dovevano essere ini-zialmente molto elevati, perchè era frequente ve-
dere un’unico raddrizzatore che alimentava di-versi bagni, anche contemporaneamente: latensione veniva variata per ciascun bagno in ma-niera indipendente con dei reostati che dissipava-no in riscaldamento tutta l’energia prodotta dallacaduta tra la tensione di ingresso equellad’uscita.
Se, per esempio, un bagno doveva funzionare a 4V e la tensione distribuita era di 10 V, il 60% dellapotenza veniva dissipata in calore e solo il 40%veniva utilizzata dal bagno.
2.2. I raddrizzatori a triac
Introdotti una ventina di anni orsono questi rad-drizzatori permettono di evitare la manutenzionee i problemi derivanti dal contatto strisciante deiraddrizzatori a spazzola. I triac, una sorta di inter-rutore comandato elettronicamente, sono posti di-rettamente all’ingresso ad alta tensione, sul pri-mario del trasformatore eparzializzano la sinusoide dellacorrente alternata. In altre parolese la sinusoide intera produce 10 Vall’uscita del trasformatore e io hobisogno di 1 V, basterà dividere lasinusoide in 10 parti e impedire ilpassaggio di corrente nel trasfor-matore per i 9/10 del tempo di du-rata della sinusoide: arriverannoquindi al trasformatore dei picchidi tensione della durata di un deci-mo del periodo della sinusoide diingresso.
Questa tecnologia abbastanza ef-ficiente ha reso molto diffusi i rad-drizzatori a triac che peraltro sicomportano molto bene quandovengono utilizzati a valori di tensione molto pros-simi ai valori massimi.
Purtroppo però quando si rende necessario ridurrela tensione d’uscita di quantità superiori al 20%l’ondulazione residua di questi raddrizzatori di-venta eccessiva e non permette dei buoni risultati,specialmente su bagni critici come quelli dei me-
talli preziosi. Questa tipologia di raddrizzatori èquindi ideale per alimentare le sgrassature elettro-litiche e i grandi bagni di deposizione (Cu, Ni, Zn)dove le correnti in gioco sono abbastanza elevate(1000 - 6000 A).
Attenzione però a dimensionarli accuratamente:
se è prevista una tensione di lavoro di 5 V acqui-stare al massimoun 6 V, non un 8 Vo peggio anco-ra un 10 V di fondo scala. Per quanto riguarda ildimensionanmento in corrente si può invece ab-bondare finche si vuole, comunque che non sia in-feriore a un 25-30 % della corrente massima ne-cessaria per alimentare il bagno.
dimensionamento in tensione: +20% max della tensione massima di lavoro previstadimensionamento in corrente:+30% min della corrente massima prevista

2.3. Gli alimentatori stabilizzati lineari
Furono i primi alimentatori a poter godere a buonragione dell’appellativo di elettronici. Nati insie-me all’elettronica venivano normalmente utiliz-zati nei laboratori per fornire l’alimentazioneelet-trica necessaria allo studio dei circuiti elettronici.Erano il primo strumento che chiunque facessedell’elettronica dovesse comprarsi.
Il principio di funzionamento è molto semplice:un trasformatore abbassa la tensione di rete a unvalore un po’ superiore alla tensione massima ri-chiesta in uscita; dei diodi raddriz-zano la bassa tensione e delle val-vole o dei transistor regolano emantengono costante la tensionedi uscita, dissipando tutta la partedi tensione in eccesso.
Questi alimentatori potevano es-sere anche molto sofisticati per-mettendo una stabilizzazione eun’ondulazione residua inferiorea una parte su centomila.
Il loro habitat naturale era però illaboratorio elettronico dove le po-tenze necessarie erano molto bas-se (qualche decina di Watt) e il do-ver dissipare in calore il 90% dellacorrente utilizzata non costituivacerto un problema.
In galvanica invece dove le migliaia di Watt scor-rono facilmente, questi apparecchi non si diffuse-ro, ad eccezione di qualche linea di produzione dicircuiti stampati, dove peraltro si conoscono mol-to bene le tensioni di funzionamento dei bagni e sipossono quindi dimensionare i raddrizzatori contensioni massimemoltovicineaquelledi utilizzo.
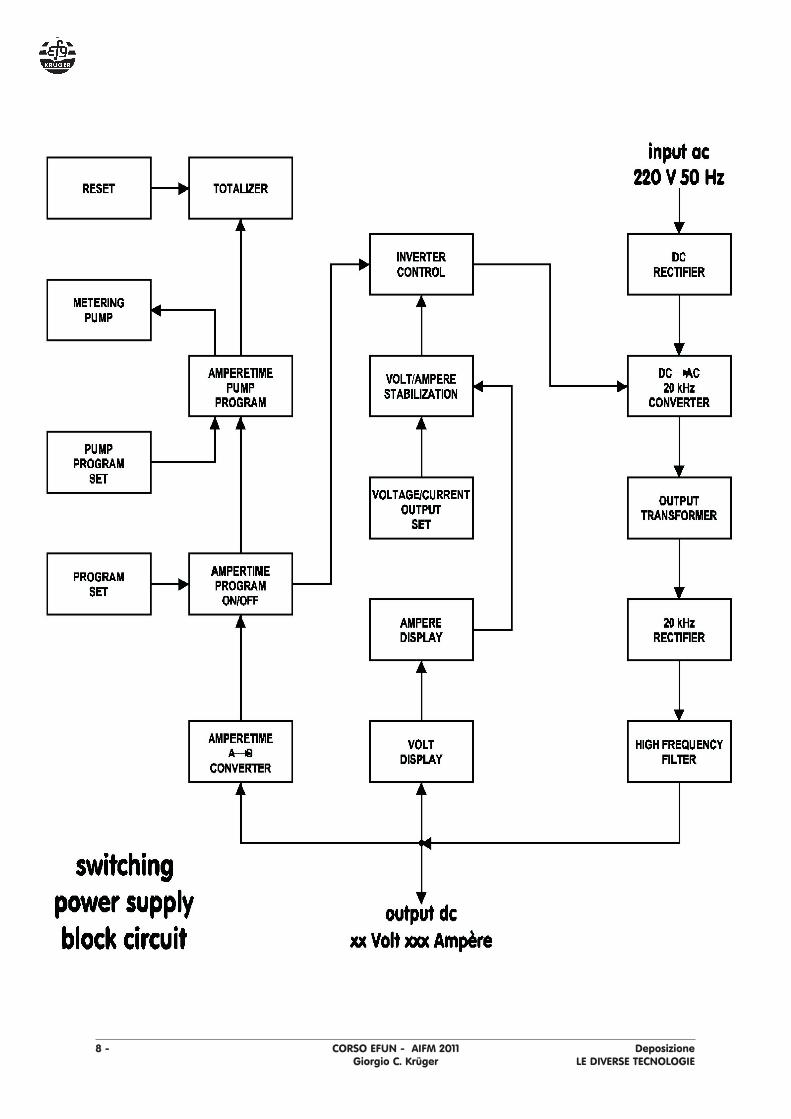
2.4. Gli alimentatori a commutazione
Rappresentano la tecnologia più evoluta e si basa-no su un controllo e una parzializzazione sul pri-mario del trasformatore, più o meno come i rad-drizzatori a triac (Fig. 3).
In questi apparecchi però non si utilizza la fre-quenza di rete di 50 cicli, ma si trasforma questafrequenza in una molto più elevata, 20.000 o40.000 Hz, in modo che i picchi dovuti alla parzia-lizzazione siano molto più frequenti.
L’alta frequenza permette di costruire i trasforma-tori su nuclei di ferrite con un ingombro e un pesodi circa 1/10 rispetto ai trasformatori su ferro eun’eff ic ienza molto maggiore. Inol trel’ondulazione residua dovuta alla parzializzazio-ne si filtra molto facilmente, essendo ad alta fre-quenza, nei cavi stessi che costituiscono il trasfor-matore.
Questo tipo di alimentatore si stà diffondendomolto rapidamente anche nei laboratori elettroni-
ci e sui calcolatori grazie alle sue caratteristi-che davvero notevoli: notevole stabilizzazio-ne, minima ondulazione residua, altaefficienza e ingombro ridotto di un fattore 5 ri-spetto a un alimentatore tradizionale.
Allo stato attuale della tecnologia la dimen-sione ottimale è di circa 5000 Watt ( 10V500A) e si compongono diverse unità in pa-rallelo per fare delle potenze maggiori, Se benprogettato il sistema è in grado di funzionare,a potenza ridotta, anche in caso di rottura diqualche modulo
Attenzione però che, data la complessità e ilnotevole numero di componenti (almeno uncentinaio moltiplicato per il numero di modu-li), questi apparecchi, per offrire una buona
Deposizione CORSO EFUN - AIFM 2011 7 -LE DIVERSE TECNOLOGIE Giorgio C. Krüger
8 - CORSO EFUN - AIFM 2011 DeposizioneGiorgio C. Krüger LE DIVERSE TECNOLOGIE
affidabilità, devono essere ingegnerizzati e pro-tetti molto bene, in modo da poter resistere allecondizioni, non sempre idilliache, dell'ambiente
galvanico: temperatura, umidità, condensazionedi vapori...
3. GLI ALIMENTATORI A IMPULSI
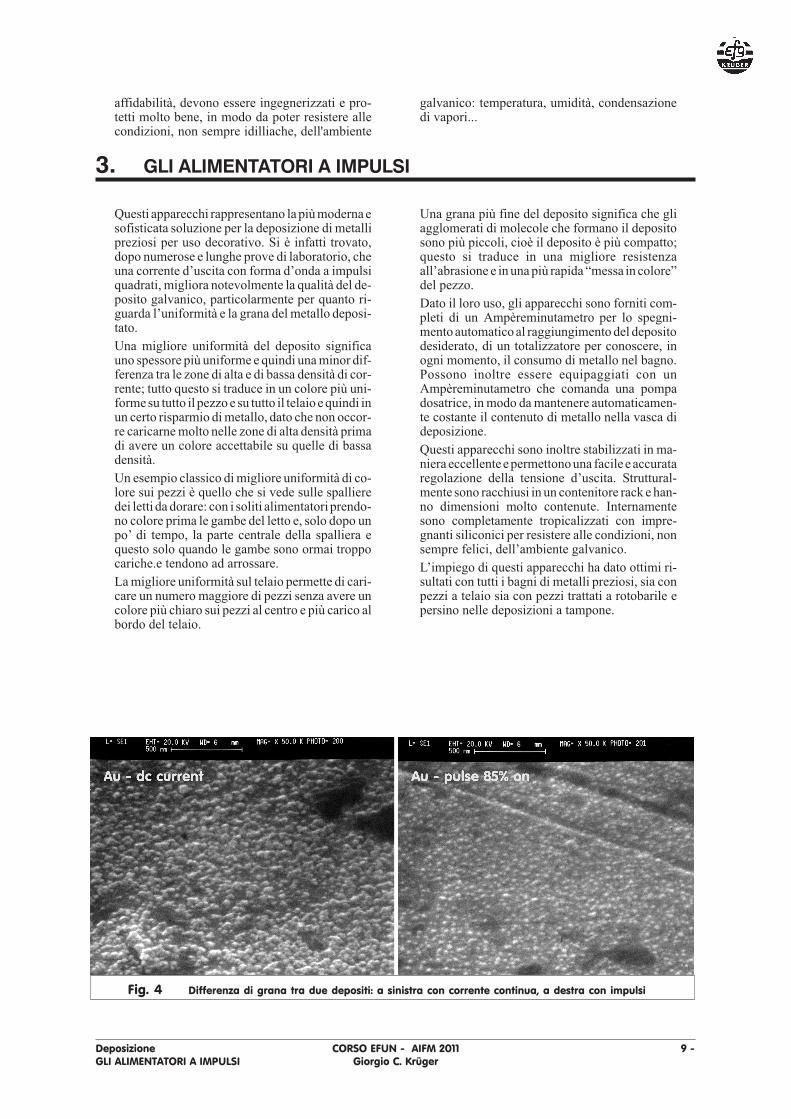
Questi apparecchi rappresentano la più moderna esofisticata soluzione per la deposizione di metallipreziosi per uso decorativo. Si è infatti trovato,dopo numerose e lunghe prove di laboratorio, cheuna corrente d’uscita con forma d’onda a impulsiquadrati, migliora notevolmente la qualità del de-posito galvanico, particolarmente per quanto ri-guarda l’uniformità e la grana del metallo deposi-tato.
Una migliore uniformità del deposito significauno spessore più uniforme e quindi una minor dif-ferenza tra le zone di alta e di bassa densità di cor-rente; tutto questo si traduce in un colore più uni-forme su tutto il pezzo e su tutto il telaio e quindi inun certo risparmio di metallo, dato che non occor-re caricarne molto nelle zone di alta densità primadi avere un colore accettabile su quelle di bassadensità.
Un esempio classico di migliore uniformità di co-lore sui pezzi è quello che si vede sulle spallieredei letti da dorare: con i soliti alimentatoriprendo-no colore prima le gambe del letto e, solo dopo unpo’ di tempo, la parte centrale della spalliera equesto solo quando le gambe sono ormai troppocariche.e tendono ad arrossare.
La migliore uniformità sul telaio permette di cari-care un numero maggiore di pezzi senza avere uncolore più chiaro sui pezzi al centro e più carico albordo del telaio.
Una grana più fine del deposito significa che gliagglomerati di molecole che formano il depositosono più piccoli, cioè il deposito è più compatto;questo si traduce in una migliore resistenzaall’abrasione e in una più rapida “messa in colore”del pezzo.
Dato il loro uso, gli apparecchi sono forniti com-pleti di un Ampèreminutametro per lo spegni-mento automatico al raggiungimento del depositodesiderato, di un totalizzatore per conoscere, inogni momento, il consumo di metallo nel bagno.Possono inoltre essere equipaggiati con unAmpèreminutametro che comanda una pompadosatrice, in modo da mantenere automaticamen-te costante il contenuto di metallo nella vasca dideposizione.
Questi apparecchi sono inoltre stabilizzati in ma-niera eccellentee permettono una facile e accurataregolazione della tensione d’uscita. Struttural-mente sono racchiusi in un contenitore rack e han-no dimensioni molto contenute. Internamentesono completamente tropicalizzati con impre-gnanti siliconici per resistere alle condizioni, nonsempre felici, dell’ambiente galvanico.
L’impiego di questi apparecchi ha dato ottimi ri-sultati con tutti i bagni di metalli preziosi, sia conpezzi a telaio sia con pezzi trattati a rotobarile epersino nelle deposizioni a tampone.
Deposizione CORSO EFUN - AIFM 2011 9 -GLI ALIMENTATORI A IMPULSI Giorgio C. Krüger
Fig. 4 Differenza di grana tra due depositi: a sinistra con corrente continua, a destra con impulsi

10 - CORSO EFUN - AIFM 2011 DeposizioneGiorgio C. Krüger GLI ALIMENTATORI A IMPULSI
Fig. 5 Pannello di controllo di un alimentatore a impulsi completo con tutte le possibili opzioni
1 Interruttore generale2 Display della tensione3 Regolazione di tensione4 Display della corrente5 Non presente6 Display pompa dosatrice7 Programmatore pompa dos.8 Esclusione pompa dosatrice9 Reset pompa dosatrice10 Display programmatore
11 Programmatore spegnimento12 Esclusione allarme13 Esclusione programmatore14 Partenza programma15 Display totalizzatore16 Reset totalizzatore17 Regolazione forma impulso: time on
/ time off %18 Regolazione della frequenza: 10-100
/ 100-1000 / 1000-10000 Hz

3.1. Regolazione della forma dell’impulso
Questo comando permette di regolare, in percen-tuale, il tempo di passaggio della corrente rispettoal tempo in cui la corrente è nulla:
( )tempo di conduzione periodo¸ ´ 100
Ad ognuno dei dieci giri della manopola corri-sponde un 10% di variazione. Il numero di giricompare nella finestrella sopra la manopola e cor-risponde quindi alla cifra delle decine (1 = 10%, 7= 70%, 9 = 90%).
Le cifre delle unità e dei decimicompaiono sul no-nio collegato alla manopola e dipendendonodall’angolo di rotazione della medesima; peresempio per una rotazione di 90 gradi si leggerà
25 cioè 2.5%, per una rotazione di 270 gradi si leg-gerà 75 cioè 7.5%. Per esempio se nella finestrellasuperiore si legge 7 e sul nonio 65 il tempo di con-duzione sarà del 76.5%.
Quando la manopola è a 0 il tempo di conduzioneè zero e non esce praticamente correntedall’alimentatore; quando è al 100% il tempo diconduzione è il 100% del periodo e il tempo di pa-usa è nullo.
In tal caso, in prima approssimazione, è come seuscisse dall’apparecchio corrente continua, anchese in realtà esiste sempre un brevissimo tempo dipausa, con corrente nulla, dell’ordine del deci-millesimo di secondo.
Deposizione CORSO EFUN - AIFM 2011 11 -GLI ALIMENTATORI A IMPULSI Giorgio C. Krüger
Fig. 6 Particolare della regolazione della percentuale dell’impulso
33,3%PERCENTUALEDI TIME ON
50,0%PERCENTUALEDI TIME ON
75,5%PERCENTUALEDI TIME ON

3.2. Regolazione della frequenza
Si possono selezionare tre range di frequenza,cioè di numero di impulsi al secondo:
RANGE FREQUENZALOW 10-100 impulsi al secondoMED 100-1000 impulsi al secondoHIGH 1000-10000 impulsi al secondo
Esiste poi una regolazione fine che permette di re-golare la frequenza tra il valore minimo e massi-mo del range di frequenza scelto col selettore. Peresempio, quando la manopola è su 60, corrispon-deranno:
RANGE FREQUENZALOW 60 impulsi al secondoMED 600 impulsi al secondoHIGH 6000 impulsi al secondo
In primaapprossimazione, nei bagni di deposizio-ne acidi per uso decorativo, a una frequenza bassacorrisponde una maggiore capacità di codeposita-re gli altri metalli (inquinanti) contenuti nel ba-gno. Conviene quindi a bagno nuovo impostareuna bassa frequenza, in modo da rallentarel’inquinamento del bagno; a bagno vecchio oc-corre invece impostare una frequenza alta inmodo da mantenere un colore decente nonostantel’alto inquinamento di metalli.Tutto questo ov-viamente permette di allungare in maniera cospi-qua la vita del bagno.
12 - CORSO EFUN - AIFM 2011 DeposizioneGiorgio C. Krüger GLI ALIMENTATORI A IMPULSI
Fig. 7 - Tampone con anodo di grafite e cuffia
1 Presa elettrica2 Porta anodo3 Anodo di grafite
4 Ghiera di serraggioanodo
5 Cuffia di cotone
4. PER UNA CORRETTA INSTALLAZIONE
Collocare gli apparecchio in un posto asciutto e ri-parato dai vapori, dagli spruzzi e dallo sporco.
4.1. Collegamenti elettrici
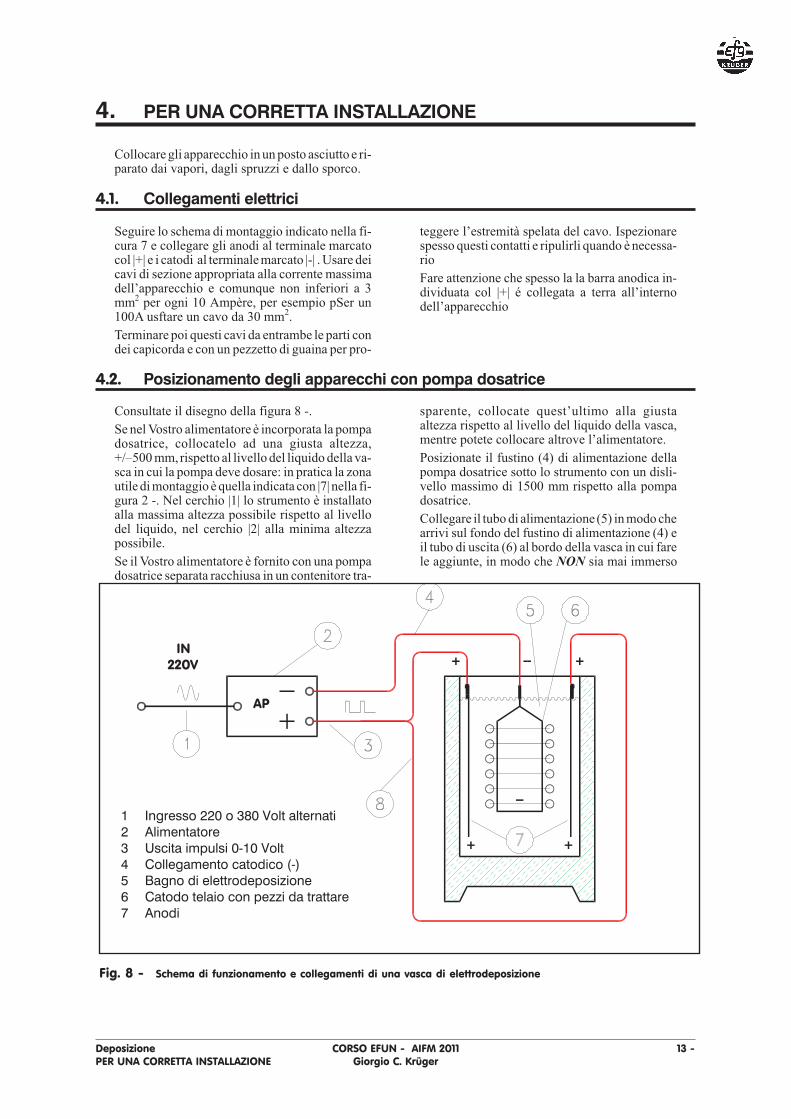
Seguire lo schema di montaggio indicato nella fi-cura 7 e collegare gli anodi al terminale marcatocol |+| e i catodi al terminale marcato |-| . Usare deicavi di sezione appropriata alla corrente massimadell’apparecchio e comunque non inferiori a 3mm2 per ogni 10 Ampère, per esempio pSer un100A usftare un cavo da 30 mm2.
Terminare poi questi cavi da entrambe le parti condei capicorda e con un pezzetto di guaina per pro-
teggere l’estremità spelata del cavo. Ispezionarespesso questi contatti e ripulirli quando è necessa-rio
Fare attenzione che spesso la la barra anodica in-dividuata col |+| é collegata a terra all’internodell’apparecchio
4.2. Posizionamento degli apparecchi con pompa dosatrice
Consultate il disegno della figura 8 -.
Se nel Vostro alimentatore è incorporata la pompadosatrice, collocatelo ad una giusta altezza,+/–500 mm,rispetto al livello del liquido della va-sca in cui la pompa deve dosare: in pratica la zonautile di montaggio è quella indicata con |7| nella fi-gura 2 -. Nel cerchio |1| lo strumento è installatoalla massima altezza possibile rispetto al livellodel liquido, nel cerchio |2| alla minima altezzapossibile.
Se il Vostro alimentatore è fornito con una pompadosatrice separata racchiusa in un contenitore tra-
sparente, collocate quest’ultimo alla giustaaltezza rispetto al livello del liquido della vasca,mentre potete collocare altrove l’alimentatore.
Posizionate il fustino (4) di alimentazione dellapompa dosatrice sotto lo strumento con un disli-vello massimo di 1500 mm rispetto alla pompadosatrice.
Collegare il tubo di alimentazione (5) in modo chearrivi sul fondo del fustino di alimentazione (4) eil tubo di uscita (6) al bordo della vasca in cui farele aggiunte, in modo che NON sia mai immerso
Deposizione CORSO EFUN - AIFM 2011 13 -PER UNA CORRETTA INSTALLAZIONE Giorgio C. Krüger
Fig. 8 - Schema di funzionamento e collegamenti di una vasca di elettrodeposizione
AP
1 Ingresso 220 o 380 Volt alternati2 Alimentatore3 Uscita impulsi 0-10 Volt4 Collegamento catodico (-)5 Bagno di elettrodeposizione6 Catodo telaio con pezzi da trattare7 Anodi
IN220V
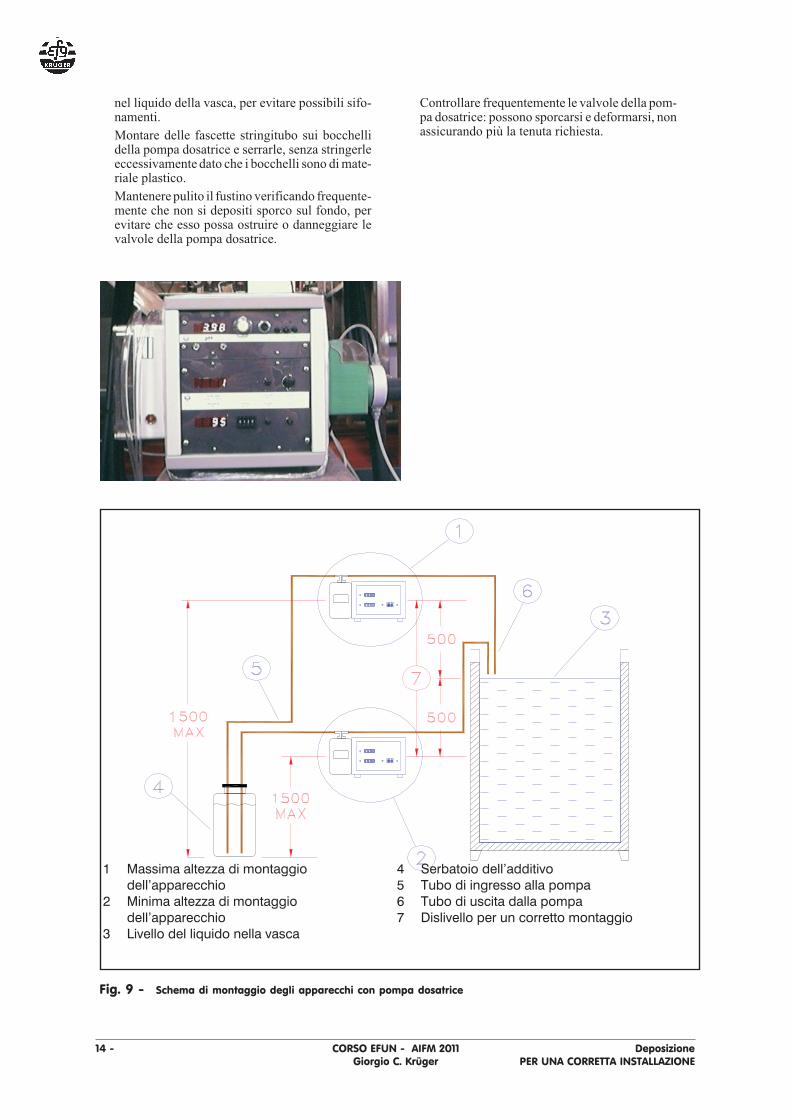
nel liquido della vasca, per evitare possibili sifo-namenti.
Montare delle fascette stringitubo sui bocchellidella pompa dosatrice e serrarle, senza stringerleeccessivamente dato che i bocchelli sono di mate-riale plastico.
Mantenere pulito il fustino verificando frequente-mente che non si depositi sporco sul fondo, perevitare che esso possa ostruire o danneggiare levalvole della pompa dosatrice.
Controllare frequentemente le valvole della pom-pa dosatrice: possono sporcarsi e deformarsi, nonassicurando più la tenuta richiesta.
14 - CORSO EFUN - AIFM 2011 DeposizioneGiorgio C. Krüger PER UNA CORRETTA INSTALLAZIONE
Fig. 9 - Schema di montaggio degli apparecchi con pompa dosatrice
1 Massima altezza di montaggiodell’apparecchio
2 Minima altezza di montaggiodell’apparecchio
3 Livello del liquido nella vasca
4 Serbatoio dell’additivo5 Tubo di ingresso alla pompa6 Tubo di uscita dalla pompa7 Dislivello per un corretto montaggio

5. GLI AMPERORAMETRI
Questi apparecchi dal costo contenuto sono moltoaffidabili. Essi misurano il prodotto:
Ampère x unità di tempo
Dato che in un qualunque bagno elettrochimici laquantità di metallo depositata è proporzianale aquesta grandezza, essi indicano:T la quantità di metallo depositata
T il consumo complessivo di metallo
T il consumo di additivi (brillantanti)
Questi dati sono indispensabili per la gestione e ilcontrollo di tutte le vasche in cui si svolge un pro-cesso di elettrodeposizione.
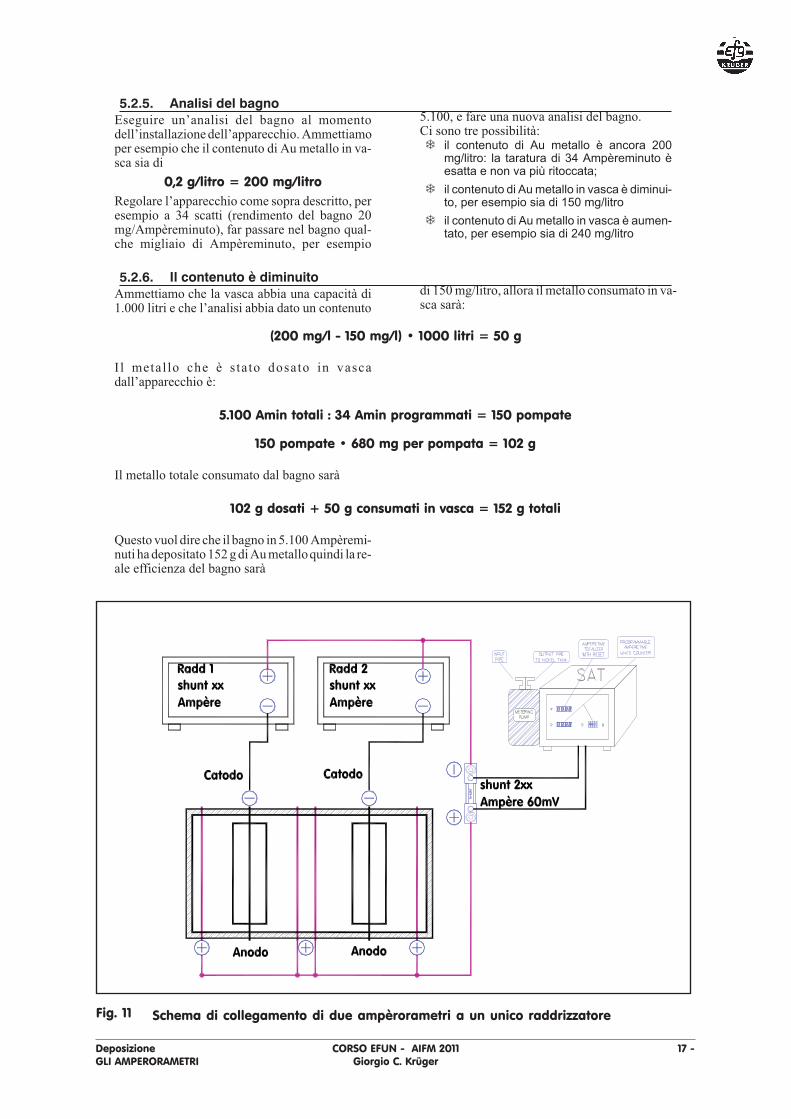
L’installazione di questi apparecchi è molto sem-plice, basta collegarli allo shunt del raddrizzatore,Fig. 9, o eventualmente a uno shunt addizionaleposto sulla barra catodica.
Occorre poi impostare sul programmatore dei va-lori di shunt, posto in genere sul retrodell’apparecchio, la corrente di fondo scala delraddrizzatore: per esempio per un raddrizzatoreda 2500 A impostare 25.
Gli Ampèrorametri e gli Ampèreminutame-tri vengono generalmente usati con le se-guenti funzioni:T interrompere la deposizione, special-
mente in depositi di preziosi, al raggiun-gimento del deposito desiderato
T collegato a una pompa dosatrice per-mette di dosare i brillantanti in bagni dimetalli non preziosi
T sempre collegato a una pompa dosatri-ce permette di dosare i brillantanti e ilmetallo consumato nei bagni di metallipreziosi
Deposizione CORSO EFUN - AIFM 2011 15 -GLI AMPERORAMETRI Giorgio C. Krüger
Fig. 10 - Particolare Ampèreminutametri
6 Display pompa dosatrice7 Programmatore pompa dos.8 Esclusione pompa dosatrice9 Reset pompa dosatrice10 Display programmatore11 Programmatore spegnimento12 Esclusione allarme13 Esclusione programmatore14 Partenza programma15 Display totalizzatore
5.1. Per interrompere la deposizione
Spesso l’apparecchio è usato per spegnere il rad-drizzatore di un bagno di deposizione al raggiun-gimento del deposito desiderato, specialmente inbagni di metalli preziosi.
In questo caso impostare sul programmatore |11| ilnumero di Ampèreminuti desiderati, introdurre ipezzi nella vasca e pigiare l’interruttore |14|“PROGRAM START”L’apparecchio imposterà sul display |10| il nume-ro di Ampèreminuti programmato e darà al rad-drizzatore il segnale di accensione.
Si vedrà successivamente, al passare della corren-te nel bagno, il display |10| decrescere dal numeroimpostato fino a 0000. A questo puntol’apparecchio darà al raddrizzatore il segnale dispegnimento e si potranno estrarre i pezzi dallavasca.
Introdurre un nuovo telaio e pigiare |14|“PROGRAM START”, si sarà così sicuri di otte-nere lo stesso deposito che si era avuto preceden-temente.
5.2. Dosatore in bagni di metalli preziosi
Spesso l’apparecchio è usato per reintegrare ilconsumo di metalloe di additivi in un bagno di do-
ratura, e in tal caso è, in genere, tarato in Ampèr-minuti. In questo caso procedere come sotto de-scritto.
5.2.1. Riempimento del fustinoMettere 2 litri di acqua demineralizzata calda, nelfustino del dosatore e scioglierci 100 g di salid’oro, mescolando accuratamente in modo da nonavere residui sul fondo del fustino.
Aggiungere l’additivo fornito dal produttore delbagno, sempremescolandoaccuratamente.Porta-re poi il contenuto del fustino a 5 litri, aggiungen-do acqua demineralizzata e mescolando sempreaccuratamente.
A questo punto abbiamo una soluzione contenen-te 20 g/litro di sali d’oro e la pompa dosatrice, ta-rata per dosare 50 cc, doserà 1 g di sali d’oro perogni pompata, infatti:
5.000 cc : 50 cc = 100 pompate
100 g : 100 pompate = 1 g per pompata
1 g = 1000 mg sali Au = 680 mg Au metallo
5.2.2. Impostazione del programmatoreA questo punto, in base alle informazioni del pro-duttore del bagno di doratura si saprà il consumomedio, o RENDIMENTO, del bagno, valore che,normalmente, oscilla tra 15 e 25 mg di Au metalloper Ampèreminuto. Consideriamo, per esempio,che questo valore sia di 20 mg
Ciòsignifica che per ogni Ampèreminutoche pas-sa nel bagno si depositano 20 mg di Au metallo.Basterà ora dividere il contenuto di una pompata(680 mg di Au) per il rendimento del bagno (20mg/Amin) e si saprà ogni quanti Ampèreminutoeffettuare il dosaggio:
(1) 680 mg Au metallo : 20 mg = 34 Ampèreminuto
Impostare quindi sul programmatore |7| della fig.10 il valore 34: il programmatoreazionerà la pom-
pa dosatrice ogni 34 Ampèreminuto aggiungendoquindi al bagno 680 mg di Au metallo.
34 Ampèreminuto x 20 mg. = 680 mg
5.2.3. Uso del totalizzatoreSe il Vostro apparecchio è munito di totalizzatoreriempite con tutti i dati una tabella sul tipo di quel-la allegata in fondo al presente manuale ogni volta
che avrete consumato tutto il contenuto del fusti-no: Vi sarà utile per conoscere l’effettivo consu-model bagno e il consumo complessivodel mese.
5.2.4. Taratura del programma impostatoIl consumo medio del bagno fornito dal produtto-re è sempre un valore approssimato e può variarein funzione di moltiparametri, comela temperatu-ra, la tensione di funzionamento, il rapporto su-perficie anodica/catodica. Sarà quindi utile pro-
cedere ad una taratura del sistema nel modo sottodescritto.
16 - CORSO EFUN - AIFM 2011 DeposizioneGiorgio C. Krüger GLI AMPERORAMETRI
5.2.5. Analisi del bagnoEseguire un’analisi del bagno al momentodell’installazione dell’apparecchio. Ammettiamoper esempio che il contenuto di Au metallo in va-sca sia di
0,2 g/litro = 200 mg/litro
Regolare l’apparecchio come sopra descritto, peresempio a 34 scatti (rendimento del bagno 20mg/Ampèreminuto), far passare nel bagno qual-che migliaio di Ampèreminuto, per esempio
5.100, e fare una nuova analisi del bagno.Ci sono tre possibilità:T il contenuto di Au metallo è ancora 200
mg/litro: la taratura di 34 Ampèreminuto èesatta e non va più ritoccata;
T il contenuto di Au metallo in vasca è diminui-to, per esempio sia di 150 mg/litro
T il contenuto di Au metallo in vasca è aumen-tato, per esempio sia di 240 mg/litro
5.2.6. Il contenuto è diminuitoAmmettiamo che la vasca abbia una capacità di1.000 litri e che l’analisi abbia dato un contenuto
di 150 mg/litro, allora il metallo consumato in va-sca sarà:
(200 mg/l - 150 mg/l) • 1000 litri = 50 g
I l metallo che è stato dosato in vascadall’apparecchio è:
5.100 Amin totali : 34 Amin programmati = 150 pompate
150 pompate • 680 mg per pompata = 102 g
Il metallo totale consumato dal bagno sarà
102 g dosati + 50 g consumati in vasca = 152 g totali
Questo vuol dire che il bagno in 5.100 Ampèremi-nuti ha depositato 152 g di Au metalloquindi la re-ale efficienza del bagno sarà
Deposizione CORSO EFUN - AIFM 2011 17 -GLI AMPERORAMETRI Giorgio C. Krüger
Fig. 11 Schema di collegamento di due ampèrorametri a un unico raddrizzatore

152 g : 5.100 Amin = 30 mg per Ampèreminuto
quindi in base alla formula (1) il nuovo valore daimpostare sul programmatore |7|
680 mg (contenuto di una pompata) : 30 mg = 23 Ampèreminuto
Aquesto punto il dosatore farà una pompata di 50cc contenente 1 g di sali d’oro pari a 680 mg di Aumetallo ogni 23 Amin, quindi 222 pompate in
5.100 Ampèreminuto per un totale di 222 g di salid’oro pari a 151 g di metallo.
5.2.7. Il contenuto è aumentatoAmmettiamosempre che la vasca abbia una capa-cità di 1.000 litri e che l’analisi abbia dato un con-
tenuto di 240 mg/litro; allora il metallo aumentatoin vasca sarà:
(240 mg/l - 200 mg/l) • 1.000 litri = 40 g
I l metallo che è stato dosato in vascadall’apparecchio è
5.100 Amin totali : 34 Amin programmati = 150 pompate150 pompate x 680 mg/pompate = 102 g
Il metallo totale consumato dal bagno sarà
102 g dosati - 40 g aumentati in vasca = 62 g totali
Questo vuol dire che il bagno in 5.100 Amin hadepositato 62 g di Au metallo, quindi la reale effi-cienza del bagno sarà
62 g : 5.100 Amin = 12,2 mg per Ampèreminuto
18 - CORSO EFUN - AIFM 2011 DeposizioneGiorgio C. Krüger GLI AMPERORAMETRI
quindi in base alla formula (1) il nuovo valore daimpostare sul programmatore |2| delle figure 5 - 6sarà
680 mg (contenuto di una pompata) : 12,2 = 57 Ampèreminuti
Aquesto punto il dosatore farà una pompata di 50cc, contenente 1 g di sali d’oro pari a 680 mg di Aumetallo ogni 57 Ampèreminuti, quindi 90 pompa-
te in 5.100 Ampèreminuti per un totale di 90grammi di sali d’oro, pari a 62 grammi di Au me-tallo.
6. TARATURA DEGLI APPARECCHI
Indipendentemente dalla qualità degli apparecchidi controllo scelti bisogna prevedere una schedaper la loro taratura periodica e, specialmente, nontrascurare di fare questa operazione agli intervallidi tempo stabiliti.
Conviene effettuare questa taratura con frequenzaalmeno settimanale per gli elettrodi di misura delpH e con frequenza almeno mensile per le altresonde. Bagni particolarmente sensibili alle varia-zioni dei parametri di funzionamento, come il ni-chel electroless, possono richiedere una frequen-za di taratura degli apparecchi di controllo ancorasuperiore.
La scheda di taratura, una per ogni apparecchio,deve identificare lo strumento, la linea e la vascasu cui è applicato e deve riportare il costruttoredell’apparecchio, il modello, il numero di serie ela frequenza di taratura stabilita. Sul retro della
scheda ci dovrebbero essere riportate le modalitàdi taratura dello strumento. L’operatore dovràcompilare poi la scheda con la data, le misure pri-ma e dopo la taratura ed eventuali annotazionicome la sostituzione della sonda o la variazione dialtri parametri operativi.
Per quanto sia elevata la qualità di un apparecchioelettronico, la misurazione dei parametri viene ef-fettuata da delle sonde di misura che, oltre ad ave-re per loro intrinseca costruzione una certa deriva,sono permanentemente a contatto con dei liquidinon proprio gradevoli. Al contrario l’elettronica,se mantenutapulita e in un ambientesenza presen-za di condensa, ha una notevole affidabilità.
Conviene comunque, anche per rispettare le nor-me ISO 9000, prevedere una revisione e taraturaannuale dell’apparecchio effettuata direttamentedal costruttore o da un Ente di controllo.
6.1. Taratura di un Ampèreorametro
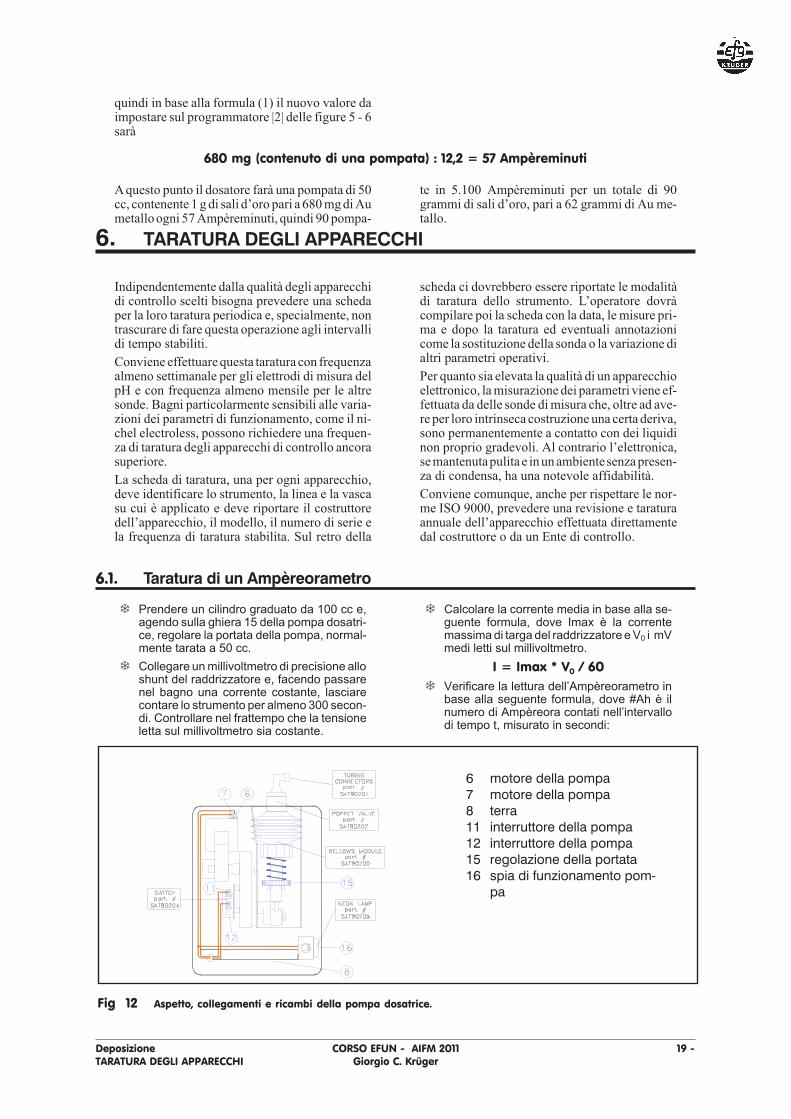
T Prendere un cilindro graduato da 100 cc e,agendo sulla ghiera 15 della pompa dosatri-ce, regolare la portata della pompa, normal-mente tarata a 50 cc.
T Collegare un millivoltmetro di precisione alloshunt del raddrizzatore e, facendo passarenel bagno una corrente costante, lasciarecontare lo strumento per almeno 300 secon-di. Controllare nel frattempo che la tensioneletta sul millivoltmetro sia costante.
T Calcolare la corrente media in base alla se-guente formula, dove Imax è la correntemassima di targa del raddrizzatore e V0 i mVmedi letti sul millivoltmetro.
I = Imax * V0 / 60
T Verificare la lettura dell’Ampèreorametro inbase alla seguente formula, dove #Ah è ilnumero di Ampèreora contati nell’intervallodi tempo t, misurato in secondi:
Deposizione CORSO EFUN - AIFM 2011 19 -TARATURA DEGLI APPARECCHI Giorgio C. Krüger
Fig 12 Aspetto, collegamenti e ricambi della pompa dosatrice.
6 motore della pompa7 motore della pompa8 terra11 interruttore della pompa12 interruttore della pompa15 regolazione della portata16 spia di funzionamento pom-
pa

#Ah = I * t / 3600
T Se #Ah è inferiore al valore teorico agire sulregolatore dello shunt impostando un valoredi shunt maggiore del valore precedente, se#Ah è superiore impostare un valore inferio-re di shunt
T Verificare il dosaggio della pompa dosatrri-ce con un cilindro graduato e, se necessario,regolare la portata agendo sulla ghiera zigri-nata che limita la corsa del soffietto. (15).
7. Bibliografia
Jack Blitz Ultrasonics: methods and application. London 1971S. Flügge Akustik II. Handbuch der Physik. Berlin 1962J. van Randeraat Piezoelectric ceramics. Philips Eindhoven 1974L. D. Rozenberg High intensity ultrasonic fields. New York 1971Galvanotecnica Annate varieE. Bertorelle Trattato di galvanotecnicaEFG Krüger Manuale d’uso Ampèreorametri elettronici (1980 -2002)EFG Krüger Manuale d’uso alimentatori a impulsi (1982 - 2002)Giorgio Krüger Controllo dei processi galvanici Torino 1991Giorgio Krüger Controllo dei processi galvanici Lecco 1992Giorgio Krüger Controllo dei processi galvanici Milano 1993Giorgio Krüger Controllo dei processi galvanici San Maurizio 1994Giorgio Krüger Il futuro della galvanotecnica AIAS Barcellona 1994Giorgio Krüger Controllo dei processi galvanici Milano 1994-1995-1996-1997Giorgio Krüger Giornata sul Lavaggio Industriale - ANVER Milano 1995Giorgio Krüger Controllo dei processi galvanici Corso Ktema Bologna 1995Giorgio Krüger Corso di progettazione impianti - Politecnico di Torino 1998Giorgio Krüger Corso sui trattamenti superficiali - Università di Trento 1998
Note:
20 - CORSO EFUN - AIFM 2011 DeposizioneGiorgio C. Krüger Bibliografia
© Giorgio Krüger ® novembre 2011

Deposizione CORSO EFUN - AIFM 2011 21 -Bibliografia Giorgio C. Krüger
APPARECCHIO AMPÈREORAMETRO LINEA
MODELLO SAT01320 VASCA
COSTRUTTORE EFG KRÜGER MATRICOLA
INDIRIZZO VIA ALGHERO 12 - MILANO ITALY Comp. dosato
TEL / FAX **39 02 27000951 / 27000991 Dosaggio cc/Aora
FORNITOREBAGNO
SiglaBagno
INDIRIZZO analisi ogni A ora
tel / fax
data Aora / min operatore note1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
SCHEDA AMPÈREORA BAGNOMESE ANNO

22 - CORSO EFUN - AIFM 2011 DeposizioneGiorgio C. Krüger Bibliografia
APPARECCHIO AMPÈREORAMETRO LINEA
MODELLO SAT01320 VASCA
COSTRUTTORE EFG KRÜGER MATRICOLA
INDIRIZZO VIA ALGHERO 12 - MILANO ITALY ANNO COSTRUZ.
TEL. / FAX **39 02 27000951 / 27000991FREQUENZA DITARATURA
MENSILE
DATA
A ora cc dosatore
OPERATORE NOTEVALOREMIS.
VALOREIMPOST
.
VALOREMIS.
VALOREIMPOST
.
SCHEDA DI TARATURA AMPÈREORAMETROSTRUMENTI DI CONTROLLO QUALITÀ ANNO
Indice
Aalimentatore pag. 3
Alimentatori collegamenti elettrici pag. 13
Ampère pag. 3
AMPERORAMETRI pag. 15 - 18
Ampèrorametri taratura pag. 19
Analisi del bagno pag. 17
anodi pag. 3
Ccolore più uniforme pag. 9
Ddeposizione pag. 3
differenza di potenziale pag. 3
dimensionamento in tensione pag. 6
dimensionanmento in corrente pag. 6
Dosatore in bagni di preziosi pag. 16
Dosatori taratura del programma pag. 16
Eelettrolita pag. 3
Fforma impulso regolazione pag. 11
frequenza impulso regolazione pag. 12
Ggrana del deposito pag. 9
IIl contenuto è aumentato pag. 18
Il contenuto è diminuito pag. 17
Impostazione del programmatore pag. 16
interrompere la deposizione pag. 16
ISO 9000 pag. 19
OOhm legge pag. 3
ondulazione residua ripple pag. 6
Ppile pag. 5
pompa dosatrice posizionamento pag. 13
PROGRAM START pag. 16
Rraddrizzatore pag. 3
raddrizzatori a commutazione pag. 7
raddrizzatori a impulsi pag. 9 - 12
raddrizzatori a triac pag. 6
raddrizzatori ad alta frequenza pag. 7
raddrizzatori con diodi al silicio pag. 6
raddrizzatori con piastre di selenio pag. 5
raddrizzatori stabilizzati lineari pag. 7
rendimento di un bagno pag. 16
resistenza pag. 3
Riempimento del fustino pag. 16
Sscheda di taratura pag. 19
sezione cavi alimentatori pag. 13
stabilizzazione pag. 4
TTaratura di un Ampèreorametro pag. 19
totalizzatore uso del pag. 16
trasformatori variabili pag. 5
tropicalizzazione pag. 7
Uuniformità di deposizione pag. 9
Vvalvole della pompa dosatrice pag. 14
Volt pag. 3
!! per qualunque chiarimento scrivetemi [email protected]



![Home []...sottomultipli delle unità di misura. Componenti e circuiti elementari: definizioni sui circuiti, la resistenza, il resistore e la legge di ohm, la legge di joule e la potenza](https://static.fdocumenti.com/doc/165x107/5f8ac037df3e953599376b69/home-sottomultipli-delle-unit-di-misura-componenti-e-circuiti-elementari.jpg)