Formazione e Controllo di Inquinanti nella Combustione...
22
Formazione e Controllo di Inquinanti nella Combustione Impianti di trattamento effluenti De-SOx Techniques Prof. L.Tognotti Dipartimento di Ingegneria Civile e Industriale Corso di Laurea Magistrale in Ingegneria Chimica/ Ingegneria Energetica Anno Accademico 2014-2015
Transcript of Formazione e Controllo di Inquinanti nella Combustione...

Formazione e Controllo di Inquinanti nella CombustioneImpianti di trattamento effluenti
De-SOx Techniques
Prof. L.TognottiDipartimento di Ingegneria Civile e Industriale
Corso di Laurea Magistrale in Ingegneria Chimica/Ingegneria Energetica
Anno Accademico 2014-2015
Riduzione inquinamento da combustione
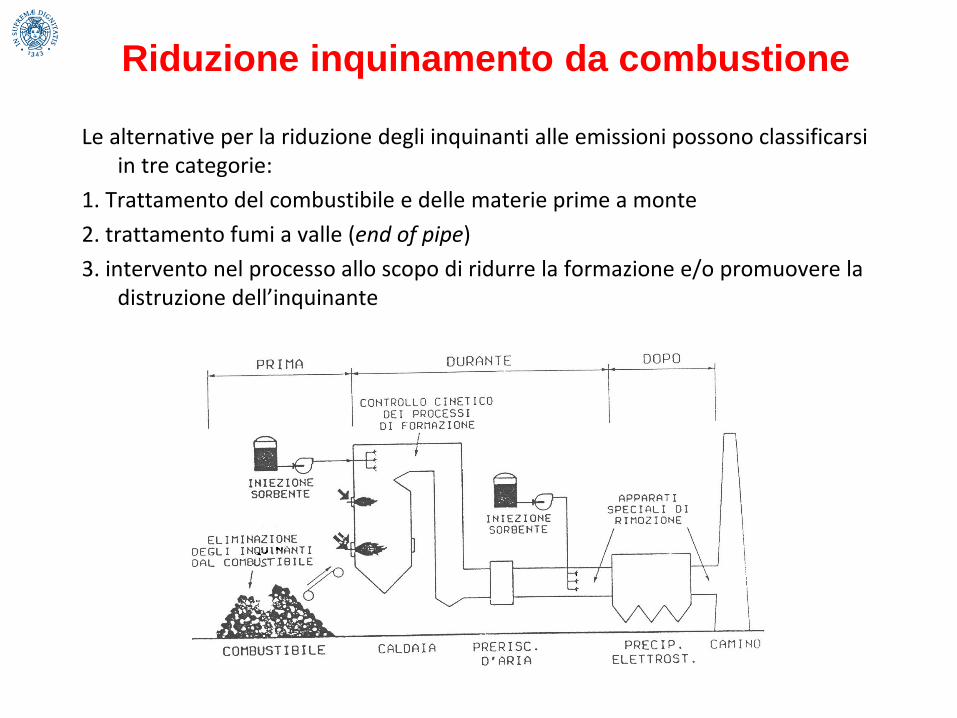
Le alternative per la riduzione degli inquinanti alle emissioni possono classificarsiin tre categorie:
1. Trattamento del combustibile e delle materie prime a monte
2. trattamento fumi a valle (end of pipe)
3. intervento nel processo allo scopo di ridurre la formazione e/o promuovere ladistruzione dell’inquinante
Abbattimento delle emissioni di SOx
Misure primarie
Per ridurre questo tipo di emissioni è necessario soprattutto agirea monte e cioè selezionare o pretrattare un combustibile così cheabbia una bassa percentuale di zolfo.
Nel caso di letti fluidi si integrano nel letto dei reagenti qualiCaO, Ca(OH)2 o CaCO3. Queste reazioni hanno bisogno di unelevato rapporto stechiometrico (rapporto combustibile / reagenti=1.5 / 7).

Abbattimento delle emissioni di SOx
Misure secondarie

Abbattimento delle emissioni di SOx
FGD a calcare (assorbimento ad umido)
Come reagente si utilizza il calcare poiché è largamente disponibile inmolti paesi e poiché è circa 3 volte meno costoso degli altri reagenti.
I fumi dopo essere passati nell’ESP e in uno scambiatore di caloreentrano nell’FGD nel quale gli ossidi di zolfo sono rimossi tramitecontatto diretto con una sospensione acquosa nella quale è presenteanche il calcare. Non si ha ricircolo di calcare, ma questo vienecontinuamente sostituito.
Dominano il panorama della desolforazione e hanno raggiunto esuperato quota 80%.
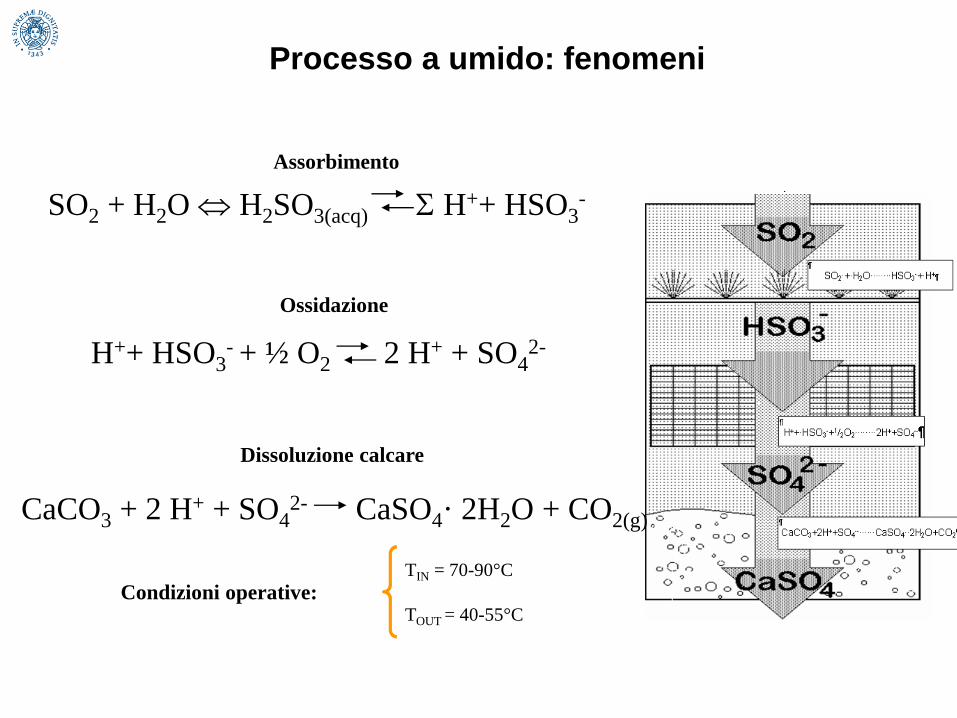
Processo a umido: fenomeni
Assorbimento
SO2 + H2O H2SO3(acq) H++ HSO3-
Ossidazione
H++ HSO3- + ½ O2 2 H+ + SO4
2-
Dissoluzione calcare
CaCO3 + 2 H+ + SO42- CaSO4· 2H2O + CO2(g)
TIN = 70-90°C
TOUT = 40-55°CCondizioni operative:

Parametri processo a umido
Processo ad umido: influenza parametri
Superficie di contatto
portata fumi portata di ricircolo numero gocce dimensione gocce
Maggiore superficie di contatto
migliore assorbimento
Cinetica di reazione
tempo di contatto gas-liquido reazione assorbimento reazione ossidazione reattività calcare contenuto cloruri saturazione gesso
pH
elevato
basso
Favorisce abbattimento SO2, rischio di precipitazione CaSO3
Favorisce ossidazione solfiti e dissoluzione calcare

8
Processo ad umido: reagenti econfigurazioni
Reagente:
(optimum tra efficienza di rimozione e costo reagente) Calcare
Calce
Configurazione:
Prelavatore + Assorbitore
Assorbitore
25-26/10/2011
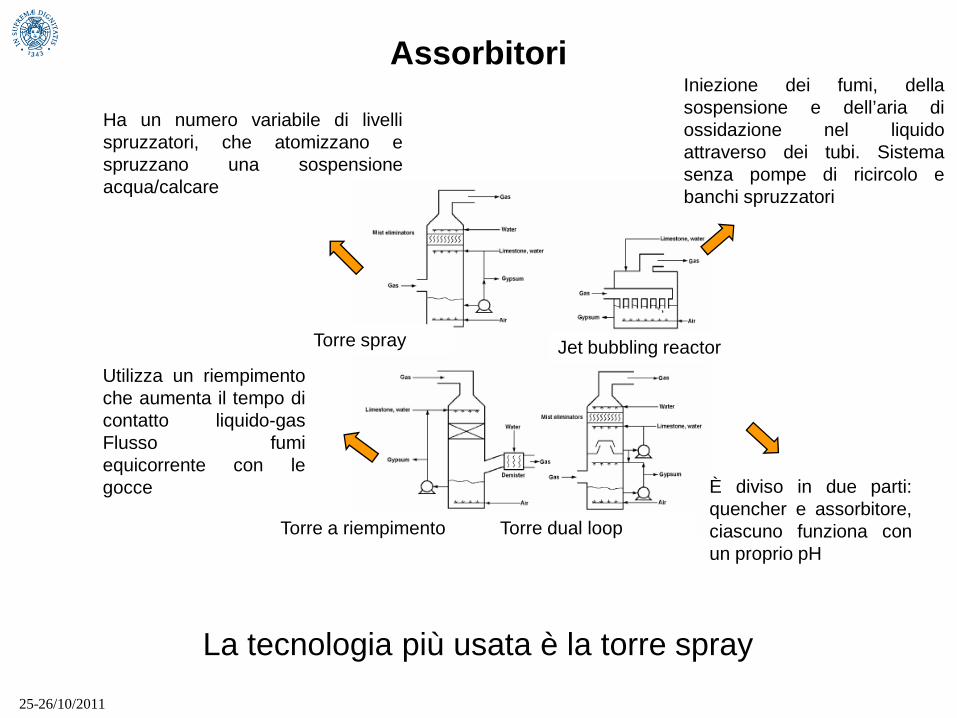
Assorbitori
Torre spray
Torre a riempimento
Jet bubbling reactor
Torre dual loop
È diviso in due parti:quencher e assorbitore,ciascuno funziona conun proprio pH
Iniezione dei fumi, dellasospensione e dell’aria diossidazione nel liquidoattraverso dei tubi. Sistemasenza pompe di ricircolo ebanchi spruzzatori
Utilizza un riempimentoche aumenta il tempo dicontatto liquido-gasFlusso fumiequicorrente con legocce
Ha un numero variabile di livellispruzzatori, che atomizzano espruzzano una sospensioneacqua/calcare
La tecnologia più usata è la torre spray
25-26/10/2011

Criticità
I processi di desolforazione calcare/gesso operano in un ambiente aggressivo con problemidi:
corrosione: temperatura, presenza SO32-/SO4
2-, ioni Cl- e F-
abrasione ed erosione: particolato, ceneri e gessi
Uso materiali speciali e rivestimenti protettivi:
acciai speciali
hastelloy
viniliestere
gommatura

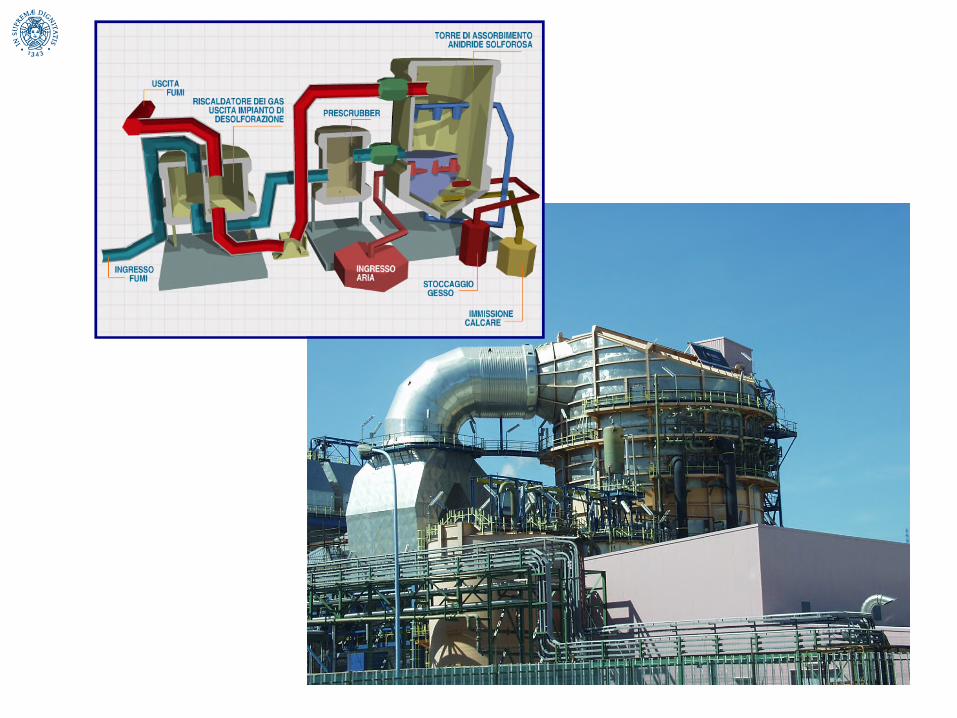
Flow sheet

Flussi materiali desolforazione CTE La Spezia.
IMPIANTO DI DESOLFORAZIONE
GAS GREZZO DA TRATTARE.
Portata : 2.370.000 Nm3/h
Conc. di SO2 : 2.150 mg/Nm3
Carico di SO2 : 5.095 Kg/h
Temperatura : 80°C
SLURRY DI MARMTTOLA UTILIZZATO.
Portata: 5.400 Kg/h
ACQUA INDUSTRIALE.
Portata: 100 m3/h
GAS DESOLFORATO.
Concentrazione di SO2: < 380mg/Nm3
Temperatura: 43°C
ACQUA DI SPURGO.
Portata : 25 m3/h
Solidi sospesi : < 1%
pH 4,5 ÷ 5,5
GESSO PRODOTTO.
Portata: 10.000 Kg/h
Purezza minima: 85%
Umidità residua: <10%
Solfiti: < 0,25%
Cloruri: < 100 ppm

Centrale Enel “Eugenio Montale” – La Spezia – Impianto di desolforazione

Impianto Sperimentale “marmettola”Enel C.T.E. della Spezia:
• Ha lo scopo principale di ridurre laconcentrazione dell’SO2 nei fumiprovenienti dalla combustione dicarbone nella caldaia del 3° gruppotermoelettrico con l’utilizzo di unnuovo reagente quale lo slurry dimarmettola.
Sono presenti 3 gruppi di produzione, due a ciclo combinato con alimentatore a gas da
335 MW l’uno, il terzo convenzionale, con alimentazione a carbone (litantrace da vapore)
con deNOx e DeSOx, da 660 MW.

Vantaggi economici e gestionali d’impianto conl’utilizzo dello slurry di marmettola.
Impianto originale:
area di scarico
serbatoio di stoccaggio
coclea di dosaggio calcare
serbatoio di diluizione
linee di trasporto soluzione calcare + acqua
Impianto con marmettola:
serbatoio slurry di marmettola
linee di dosaggio marmettola
Vantaggi:
Gestionali d’esercizio.
Economici (risparmio energetico).
Rese superiori.
Riduzione dell’area dove si svolge il
processo.
Eliminazione della polverosità in zona
di scarico (lo slurry arriva gia umido)
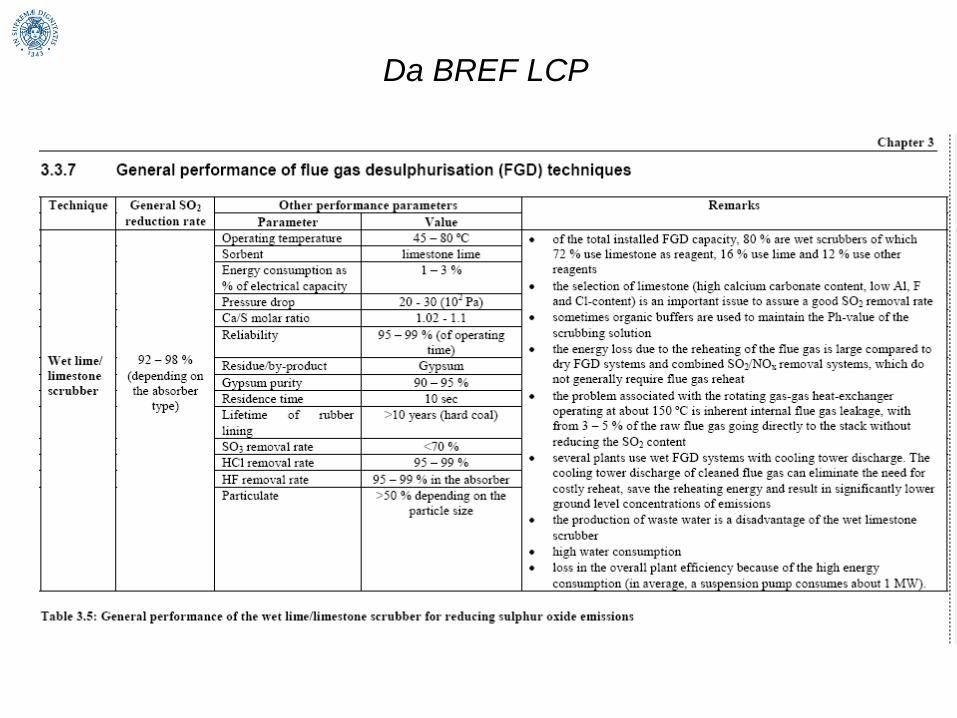
Da BREF LCP
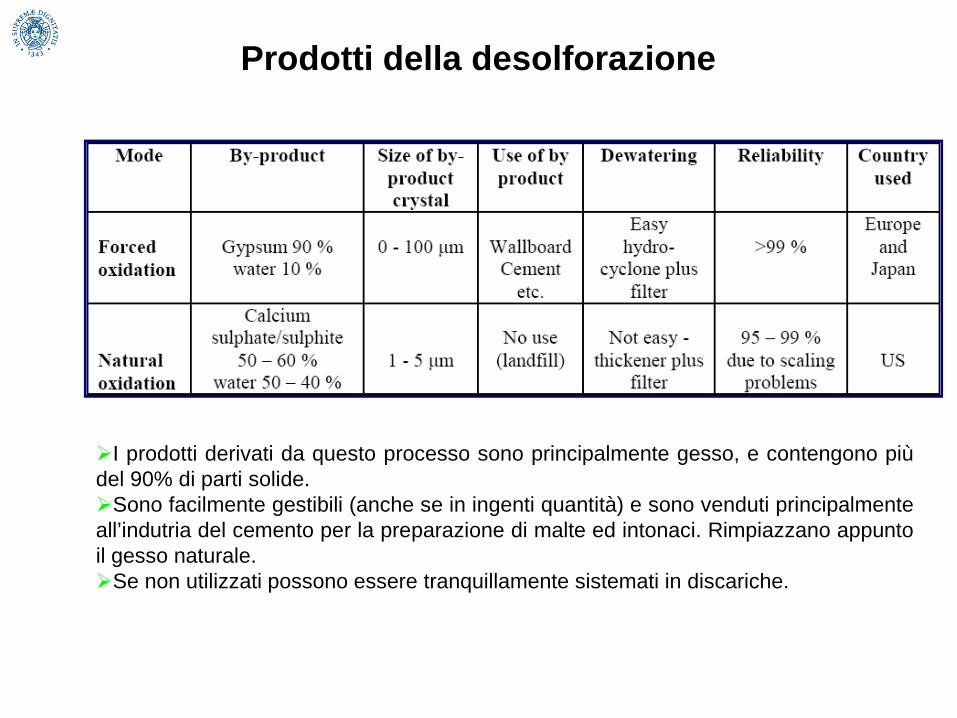
Prodotti della desolforazione
I prodotti derivati da questo processo sono principalmente gesso, e contengono piùdel 90% di parti solide.Sono facilmente gestibili (anche se in ingenti quantità) e sono venduti principalmenteall’indutria del cemento per la preparazione di malte ed intonaci. Rimpiazzano appuntoil gesso naturale.Se non utilizzati possono essere tranquillamente sistemati in discariche.