ECM Fresatura elettrochimica
5
Click here to load reader
Transcript of ECM Fresatura elettrochimica

7/23/2019 ECM Fresatura elettrochimica
http://slidepdf.com/reader/full/ecm-fresatura-elettrochimica 1/56
RICERCA TECNOLOGIE DI LAVORAZIONE • di Luca Del Moro1,2, Anjali de Silva2, Michele Lanzetta1
IntroduzioneSe venisse sviluppata una tecnica persfruttare l’energia elettrochimica con unutensile semplice operando con macchi-ne già esistenti si otterrebbe un notevoleincremento di flessibilità del processo, riu-scendo persino di effettuare operazioni ditaglio, prendendo il nome di Electro Che-mical Milling (fresatura elettrochimica).
Nel campo della ricerca sono stati fatti
degli studi preliminari su operazioni di mi-cro-fresatura con utensile vibrante,comeriportato in [1][2]. Lo scopo di questo pro-getto è dimostrare la fattibilità a livel-lo “macro”.
Principio di funzionamento
dell’ECM
Quando viene applicata una tensione tradue elettrodi di metallo che sono immersiin una soluzione salina chiamata elettroli-
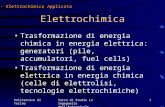
ta, la corrente passa attraverso l’elettrolitada un elettrodo all’altro grazie alla migrazio-ne fisica di ioni (Figura 0.1). Lo scambio dielettroni tra ioni ed elettrodi favorisce il fe-
nomeno della dissoluzione anodica, il ceffetto è dominato dalla legge di Farada
V
l t N
F n=
⋅ ⋅
⋅ ⋅
Scelta della velocità di avanz
mento dell’utensile
In un processo ECM tradizionale l’areapassaggio di corrente è fissata dalla formdell’utensile, quindi si può assumere chmateriale viene asportato in una direzion
quella normale alla superficie.È garantita una corrente costante solo il gap g è costante, quindi per otteneun processo stazionario l’utensile si demuovere alla stessa velocità con cui avaza la dissoluzione anodica.Combinando le leggi di Faraday e di Ohla velocità di avanzamento è uguale a:
f
N E
F n g r
Cost
g=
⋅ ⋅
⋅ ⋅ ⋅ ⋅
=
I simboli utilizzati vengono spiegati neTabella 2.1 e valori di velocità simulati sno riportati in tabella 2.3.
Vincoli sull’elettrolita
Il fango anodico può compromettere il pasaggio di corrente, quindi c’è la necessdi allontanarlo dalla zona di lavoro. Quessi ottiene con un flusso continuo, capa
SVILUPPO DI UN SISTEMA
DI FRESATURAELETTROCHIMICA
1Università di PisaDipartimento di Ingegneria Meccanica,Nucleare e della Produzione2Glasgow Caledonian UniversitySchool of Engineering and Computing

7/23/2019 ECM Fresatura elettrochimica
http://slidepdf.com/reader/full/ecm-fresatura-elettrochimica 2/5
di spazzare via le impurità e alimentare il si-stema con nuovo elettrolita. Le condizioniche il flusso deve soddisfare sono: evita-re surriscaldamento elettrolita e moto tur-bolento.Si ottengono due condizioni sullaminima velocità ammissibile v
min, la più al-
ta tra le due sarà il limite inferiore.
Requisiti dell’utensile
Il materiale viene asportato perpendico-larmente alla superficie dell’utensile.Se una faccia dell’utensile non è perpen-dicolare alla direzione di avanzamento c’èuna variazione di gap con conseguentevariazione del rateo di asportazione; il pro-cesso non è più stazionario.
Se la superficie dell’utensile è parallelaalla velocità di avanzamento il gap ten-de all’infinito, assumendo una forma pa-rabolica. Nella pratica le superfici lateralidell’utensile vengono isolate elettrica-mente.
Progettazione del sistemaECMILL’innovazione proposta con questo pro-
getto è trovare un modo economicoaumentare le potenzialità della lavorane elettrochimica per creare delle s
nalature di forma in un pezzo di accmuovendolo in tutte le direzioni delno normale all’asse del mandrino, cvenzionalmente identificato come X
A tal fine si propone di impiegare
utensile semplice come un tubo dme.Il problema di base è che in questo cesso si inverte il ruolo tra superficiterale e superficie frontale.Il fatto di utilizzare un elemento cilico introduce il problema schematizin Figura 2.1.[3] descrive l’evoluzione del gap frone laterale con utensile fermo:
TABELLA 2.1: VELOCITÀ DI AVANZAMENTO IN FUNZIONE DELLA VARIAZIONE
DI TENSIONE A GAP COSTANTEN E r F n Costant g
0f
Massa
atomica
Tensione rendimento Resistività Costante di
Faraday
valenza densità gap Feed
g V Ω · mm A · s g
mm3
E N
r F N
⋅ ⋅
⋅ ⋅ ⋅
mmmm
s
56 14 0.8 0.5 96500 2 0.00787 0.83 0.5 1.6
56 15 0.8 0.5 96500 2 0.00787 0.88 0.5 1.7
56 16 0.8 0.5 96500 2 0.00787 0.94 0.5 1.8
Reazione al catodo Reazione all’anodo Reazioni nell’elettrolita
2H++2e- H2 (gas) Fe–2e-Fe2+ H
2O(OH)-+H+
NaClNa++Cl-
Fe2++2Cl-FeCl2
FeCl2+2(OH)-2Cl-+Fe(OH)
2
(fango anodico)
Na++(OH)-Na(OH)
TABELLA 2.2: VELOCITÀ DI AVANZAMENTO IN FUNZIONE DEL GAP INIZIALEA TENSIONE COSTANTE
N E r F n Costant g0
f
g V Ω · mm A · s g
mm3
E N
r F N
⋅ ⋅
⋅ ⋅ ⋅
mmmm
s
56 16 0.8 0.5 96500 2 0.00787 0.94 0.3 3.1
56 16 0.8 0.5 96500 2 0.00787 0.94 0.4 2.3
56 16 0.8 0.5 96500 2 0.00787 0.94 0.5 1.8
Figura 0.1: Schema di cella elettrolitica

7/23/2019 ECM Fresatura elettrochimica
http://slidepdf.com/reader/full/ecm-fresatura-elettrochimica 3/58
RICERCA TECNOLOGIE DI LAVORAZIONE
Figura 2.1: La superficie perpendicolare
alla direzione di avanzamento è una linea
g g
J
Ft0= +
⋅
⋅
⋅
g90
=0.19536 · g+ 0.5779
In questa maniera è possibile determinarein maniera approssimativa il sovradimen-sionamento della scanalatura.In seguito saranno fatte forti approssima-zioni sulla scelta dei parametri operativi edelle attrezzature utilizzate perché lo sco-
po primario è quello di dimostrare la fatti-bilità di un processo del tutto nuovo equindi soggetto a importanti modifiche
in corso d’opera.
Scelta della velocità
di avanzamento dell’utensile f
Sono stati creati due fogli di calcolo (Tabel-la 2.1e Tabella 2.2) nei quali sono evidenzia-ti i parametri selezionati per lo svolgimen-to delle prime prove.
Realizzazione dell’impiantodi circolazione dell’elettrolita
Il fluido raggiunge la zona di lavorazione daun foro creato sul fianco dell’utensile; pergarantire una direzionalità del fluido in usci-ta dalla zona in lavorazione è stato sceltodi avere un flusso laminare al contrario delprocesso tradizionale, quindi invece di ave-re due condizioni di minima velocità si ot-tengono gli estremi di un intervallo di ac-cettabilità (Figura 2.2).Nonostante la sua semplicità il sistema dialimentazione dell’elettrolita rappresenta
un punto fondamentale per la riuscita diuna lavorazione di qualità.Siccome si deve rispettare questo interval-lo, la velocità dell’elettrolita all’ingresso delgap viene scelta come media aritmetica trai due estremi; con questa vengono ricava-te le caratteristiche della pompa, la qualedeve fornire una pressione di 0.19 MPa= 1.9 bar e una portata di 1.4 · 10 -6 m3 /s.Il fluido in uscita dalla zona di lavorazionedeve essere filtrato prima di poter essere
immesso nuovamente in circolo in qua
to il fango anodico potrebbe compromtere il corretto funzionamento della pompGli esperimenti sono stati fatti usando usoluzione salina di NaCl al 12% dato il csto e la facilità di reperibilità; questa ègrado di condurre elettricità, ma crea pblemi di corrosione.In fase preliminare è stata utilizzata upompa di circolazione già presente in labratorio e riadattata all’uso con una vascadeposito, avente portata costante di 0.2l/s e un piccolo filtro interno.
Realizzazione dell’utensilee del suo sistema di sostegno
In Figura 2.3 è mostrato l’utensile; quesè un tubo di rame collegato mediante vad un tubo di ottone; l’impianto elettricol’impianto di alimentazione dell’elettrosono collegati tramite connettori rapidquest’ultimo, che svolge la funzione di cmera per mantenere costante la pressiodell’elettrolita e assicurarne la continuitàalimentazione. L’utensile viene movime
TABELLA 2.3: ESEMPIO DI CALCOLO DEI LIMITI DI VELOCITÀ IN FUNZIONE DEL GAP INIZIALEm
e
e g
0E-∆E C
se1/r
0 ∆x V
min(∆T) V
max(Re) Valore medi
Pa s kg/m3 mm V J/kg°C Ω-1m-1 °C-1 mm m/s m/s m/s
0,003 1000 0,25 12 4186 16 0,02 4 4,2 18 11,1
0,003 1000 0,3 12 4186 16 0,02 4 2,9 15 9
0,003 1000 0,4 12 4186 16 0,02 4 1,7 11,3 6,5
0,003 1000 0,5 12 4186 16 0,02 4 1,1 9 5
Figura 2.2: Schema riportante i limiti di velocità accettabili
el = densità elettrol
r0 = resistività cond.x = lunghezza canaJ = densità di correnc = calore specifico = conduc. termicaD = diametro idrauliµ = viscosità

7/23/2019 ECM Fresatura elettrochimica
http://slidepdf.com/reader/full/ecm-fresatura-elettrochimica 4/50
RICERCA TECNOLOGIE DI LAVORAZIONE
tato da una fresatrice a controllo numericon software di controllo e dotata di mtori a passo, cosa che ne limita l’impiea basse velocità. Come prima fase è sto deciso di non isolare l’utensile in alcna maniera e di utilizzare le stesse formle espresse finora.
Pezzo da lavorare e realizzazion
dei suoi afferraggi
La modalità di afferraggio del pezzo è s
ta studiata in modo da consentire la racolta dell’elettrolita dopo la fase di lavoe di evitare il contatto tra il pezzo e il liqdo accumulatosi sul fondo del contenire, come da Figura 2.4.
Prove sperimentali
Le prove pianificate come in Figura 3.1 sno state effettuate in varie fasi in modo estrapolare sperimentalmente i migliori prametri operativi.Dopo ogni prova il pezzo è stato rimose analizzato visivamente; dopodiché è sto posizionato nuovamente nella zona di voro richiedendo l’azzeramento degli asI risultati più significativi sono stati contrasegnati e fotografati (Figura 4.1).
Analisi dei risultatiDi seguito si riportano le immagini delle vorazioni contrassegnate. Le prime fasi s
Figura 2.3: Utensile (a) progettato e (b) realizzato Figura 2.4: Vasca di raccolta con sistema di bloccaggio pezzo (a) progettato
e (b) realizzato
Figura 3.1: Schema pianificazione prove

7/23/2019 ECM Fresatura elettrochimica
http://slidepdf.com/reader/full/ecm-fresatura-elettrochimica 5/5
ConclusioniLe prove sperimentali sul dimostratola tecnologia ECMIL sviluppato ha m
to risultati incoraggianti.Le attività previste per incrementaresaggio di corrente sono:FModifica del foro di uscita dell’elita nell’utensile oppure fornire eletdall’esterno;FUso di un generatore più potente sione alternata;FUtilizzo di un differente elettrolita, rendo una soluzione salina di NaNO
RingraziamentiStudio sviluppato dallo studente LucMoro presso la Glasgow University tesi di Laurea Specialistica in IngegMeccanica della Facoltà di Ingegneno accademico 2009-10 con contribmobilità dell’Università di Pisa.
Bibliografia[1] B. H. Kim, S. H. Ryu, D. K. Choi, C. N
Micro electrochemical milling, Jour
micromechanics and microenginee
Vol. 15 (2005) pp. 124–129.
[2] A. De Silva, T. Pajak, K. Mediliyegeda
Investigation of the process princip
and mechanism of Electrochemical
Milling (ECMIL), Glasgow Caledoni
University internal report (2010) pp.
[3] V. K. Jain, P. C. Pandey: Tooling desig
ECM, Precision engineering (1980)
195-206.
una sua direzionalità e quindi permette diottenere una fase stabile. Il limite di corren-te ammissibile è stato dato dal generato-re, troppo poco potente per raggiungere loscopo. L’ultima prova effettuata ha porta-to alla creazione di una scanalatura quasicompleta (come da Figura 4.1); non è statopossibile concludere la lavorazione in quan-to il foro di uscita dell’elettrolita aveva rag-giunto e superato la faccia opposta, quindinelle zone nel suo intorno non è stato pos-sibile il passaggio di corrente.
Date le forti approssimazioni non è statoeffettuato un controllo dimensionale, riser-vandolo per controlli successivi ad ulteriorisviluppi. Gli ultimi test effettuati dimostra-no che con un controllo sui parametri fon-damentali di lavorazione la prova può esse-re ripetuta ottenendo risultati paragonabili.Il procedimento può essere standardizza-to passando da un controllo manuale adun controllo elettronico lavorando nella se-guente maniera:F Uso di una pompa che permetta di re-
golare elettronicamente la velocità del flu-ido e controllo della velocità elettrolita dautilizzare come feed-back;F Controllo della costanza del gap e del-la corrente con sistema di controllo in re-troazione;F Sistema di misura della scanalatura adalta precisione, come laser o microscopioelettronico.
no caratterizzate da una grande variabilitàdi parametri iniziali per valutare il processo.La profondità dell’utensile è stata variata inmodo da ottenere lavorazione per tutta lasua altezza; i risultati migliori sono stati ot-tenuti quando il foro di uscita dell’elettroli-ta era esattamente all’altezza dello spigo-lo del pezzo, quindi il fluido si divideva sudue facce. La scelta di regolare la velocitàdel flusso aprendo parzialmente la valvolaa valle della pompa è stata presa in quan-to l’elettrolita rimbalzava sulla superficie
del pezzo, permettendo così la lavorazio-ne solo in una zona limitata; gli spruzzi ri-sultanti hanno investito anche l’utensile ehanno creato un ponte tra esso e la mac-china, facendo un cortocircuito. Nelle ul-time prove l’avanzamento è stato fatto inmodo da mantenere costante il valore dicorrente prefissato, il quale è stato aumen-tato in fase di lavorazione. Da un confron-to tra valori reali e valori calcolati e si no-ta una notevole differenza nella densità dicorrente poiché l’elettrolita non possede-
va le caratteristiche ideali per problemi difiltraggio e di velocità del flusso e quindipuò aver assunto una resistività molto su-periore a quella ipotizzata, come si dedu-ce dalla Tabella 4.1. L’aumento di correntedurante la lavorazione deriva dalla crescen-te possibilità di lavorare con gap inferiori.Una spiegazione può essere che dopo unafase instabile iniziale l’elettrolita raggiunge
TABELLA 4.1: VARIAZIONE RESISTIVITÀNEL TEMPO
g0
[mm]
t
[mm:ss]
Ideal Current
density
[A/mm2]
Real Current
density
[A/mm2]
Rea
Resist
[Ω∙m
0.36 00:00 58 0 Infin
0.36 01:00 58 0.08 454
0.22 15:00 58 0.1 44
0.14 25:00 58 0.2 43
0.11 35:00 58 0.3 44
Figura 4.1:
Immagini campioni
fotografati
© RIPRODUZIONE RISERVATA