DICHIARAZIONE AMBIENTALE DI PRODOTTO PER TONDO...
18
Environmental Product Declaration DICHIARAZIONE AMBIENTALE DI PRODOTTO PER TONDO IN ACCIAIO IN BARRE E ROTOLI PER CALCESTRUZZO ARMATO CPC 4124 CERTIFICAZIONE N.S-P-00254 REVISIONE 0 DEL 22/03/2011 VALIDA FINO AL 28/02/2014
Transcript of DICHIARAZIONE AMBIENTALE DI PRODOTTO PER TONDO...

Environmental Product Declaration
DICHIARAZIONE AMBIENTALEDI PRODOTTO PER TONDO IN ACCIAIO IN BARRE E ROTOLI PER CALCESTRUZZO ARMATO
CPC 4124
CERTIFICAZIONE N.S-P-00254
REVISIONE 0 DEL 22/03/2011
VALIDA FINO AL 28/02/2014

22011 // EDP DI ALFA ACCIAI
ALFA ACCIAI, fin dalla metà degli Anni ’50, produce acciaio
per calcestruzzo armato in barre e rotoli e acciai per trafila a
medio/basso tenore di carbonio.
Inizia a Brescia la sua attività nel 1954, con la produzione e
la laminazione di circa 10.000 tonnellate d’acciaio all’anno.
Negli Anni ‘60 la capacità produttiva dell’acciaieria è di circa
150.000 tonnellate anno di acciaio in lingotti, mentre quella
del laminatoio vergella è di 190.000 tonnellate anno. Sul fini-
re degli anni 60 viene installata la colata continua. Negli Anni
‘70 sia i forni elettrici che il treno laminazione vergella rag-
giungono una capacità produttiva di circa 600.000 tonnellate.
Si completa così il primo ciclo di un progetto industriale con-
cepito molti anni prima, volto a disporre di una dimensione
ottimale di azienda e di impianti per rispondere alle sfide del
mercato. Queste prime scelte strategiche hanno consolida-
to l’immagine di un’azienda forte nel settore e dalla crescita
costante nella produzione.
Durante gli anni ‘80 la siderurgia ha attraversato una grande
crisi strutturale cui ALFA ACCIAI ha saputo reagire investen-
do negli impianti più avanzati e potenziandone la capacità
produttiva. Grazie ai due forni elettrici di ultima generazione,
due forni siviera e un nuovo treno di laminazione barre, ALFA
ACCIAI raggiunge una capacità produttiva di oltre un milione
di tonnellate, producendo una vasta gamma d’acciai da quelli
comuni a quelli di qualità e speciali.
Il terzo ciclo del progetto industriale nasce sul finire degli
Anni 80 dalla volontà di incrementare il proprio vantaggio
competitivo tramite l’integrazione a monte e a valle nella fi-
liera industriale e dunque dal desiderio di ampliare il proprio
mercato di riferimento. ALFA ACCIAI ha quindi diversificato
la propria attività sia nei derivati “vergella”, producendo reti
elettrosaldate e rotoli laminati e nervati nel reparto di Brescia
e nell’unità operativa ALFA DERIVATI ad Ozzano Taro (PR), sia
nelle lavorazioni e posa del tondo per calcestruzzo armato in
barre e rotoli tramite la società FERRO BERICA di Vicenza - il
maggiore operatore italiano nella presagomatura e posa in
opera del tondo per calcestruzzo armato per tutte le opere
strutturali in particolari stradali, ferroviarie, industriali e civili.
Nel 2005 viene avviato il terzo laminatoio che consente il
raggiungimento di una nuova dimensione complessiva ot-
timale: tutto l’acciaio prodotto è trasformato internamente.
Il nuovo treno introduce inoltre nella gamma un prodotto in-
novativo per le sue caratteristiche meccaniche, dimensionali
e di confezionamento, il tondo per calcestruzzo armato in ro-
tolo rocchettato.
A distanza di oltre 50 anni, ALFA ACCIAI ha raggiunto una
capacità produttiva che supera 1.700.000 ton/anno, sia come
semilavorati che come laminati ed è il maggior sito produttivo
in Italia in termini di produzione d’acciaio da forno elettrico.
PRESENTAZIONE DELL'AZIENDA E DEL SERVIZIOL'azienda

32011 // EDP DI ALFA ACCIAI
ALFA ACCIAI opera con un Sistema di Gestione della Qua-
lità in conformità alla norma UNI EN ISO 9001, certificato
da IGQ – Istituto italiano di Garanzia della Qualità – garan-
tendo lo svolgimento delle proprie attività coerentemente a
quanto riportato nelle procedure e istruzioni operative de-
finite e costantemente aggiornate allo sviluppo tecnico ed
organizzativo aziendale. Avendo conseguito tale certificato
nel lontano 1989, Alfa Acciai è stata premiata nel 2005 con
il riconoscimento dell’“Attestato di anzianità di prima certifi-
cazione” rilasciato dall’ente di accreditamento SINCERT (ora
ACCREDIA), in occasione dell’evento “Centomila certificazio-
ni di qualità”.
Le sfide di questi ultimissimi anni si sono concentra-
te sul’impiego di tecnologie più moderne e con maggior
attenzione e rispetto all’ambiente. ALFA ACCIAI infatti è
pienamente consapevole che una strategia economica re-
sponsabile e sostenibile, rivolta alle problematiche am-
bientali derivanti dalle proprie attività, risulta essenziale
per conseguire un successo competitivo di lungo periodo.
L’obiettivo è l’equilibrio tra le aspettative di crescita del valore
d’impresa, la tutela dell’ambiente, la protezione della salute
e della sicurezza dei lavoratori e la soddisfazione e il rispetto
dei propri clienti. In quest’ottica di sviluppo sostenibile, ALFA
ACCIAI ha ottenuto la certificazione del proprio Sistema di
Gestione Ambientale secondo la norma UNI EN ISO 14001,
certificato da IGQ – Istituto italiano di Garanzia della Qualità.
Ha ottenuto inoltre la certificazione del contenuto di
materiale riciclato presente nei propri prodotti secon-
do la norma ISO 14021 e ha voluto assumere l’impe-
gno al miglioramento degli impatti ambientali anche
attraverso l’incentivazione al riutilizzo dei materiali.
Tale attività si è concretizzata con la marcatura CE del GRA-
NULATO ALFA SINSTONE - materiale che, nascendo dalla
scoria di fusione, può essere utilizzato in svariate opere d’in-
gegneria civile e nella costruzione di strade.
PRESENTAZIONE DELL'AZIENDA E DEL SERVIZIOL'azienda

ACCIAIERIA LAMINAZIONE A CALDO LAVORAZIONI A FREDDO
Il PRODOTTO ED IL PROCESSO PRODUTTIVO

52011 // EDP DI ALFA ACCIAI
≥ Billette in acciaio per calcestruzzo armato e in acciaio a medio/
basso tenore di carbonio
≥ Tondo in barre e rotoli laminati a caldo ad aderenza migliorata
per calcestruzzo armato
≥ Bobine laminate a freddo per calcestruzzo armato
≥ Rete elettrosaldata
≥ Traliccio elettrosaldato
≥ Vergella per trafila in acciaio a medio/basso tenore di carbonio
LE TIPOLOGIE DI PRODOTTI
Alfa Acciai
L’elevato livello qualitativo di tutti i prodotti di ALFA ACCIAI, apprezzato indistintamente sia dal mercato nazionale sia da
quello estero, è garantito sia da una serie di specifiche e severe procedure operative che disciplinano l’intero iter del ciclo
produttivo, sia dal costante aggiornamento dei processi e degli impianti produttivi in uso con le più moderne soluzioni
tecnologiche dei settori elettromeccanico e siderurgico. La moderna politica della qualità volta al miglioramento continuo
delle prestazioni e della rispondenza alle esigenze del cliente permette di governare tutti i processi in modo efficace ed
efficiente.
LE 3 AREE DEL PROCESSO PRODUTTIVO
Alfa Acciai
Acciaieria
Laminazione a caldo
Lavorazioni a freddo3
PRESENTAZIONE DELL'AZIENDA E DEL SERVIZIOIl prodotto e il processo produttivo

62011 // EDP DI ALFA ACCIAI
L’elevato livello qualitativo del prodotto finito è garantito da
una serie di specifiche e severe procedure operative che di-
sciplinano l’intero iter del ciclo produttivo, dalla formazione
delle ceste di carica dei forni fusori al controllo e collaudo del
prodotto finito, nonché dai processi e dagli impianti in uso,
costantemente aggiornati con le più moderne tecnologie del
settore.
La fusione del rottame avviene in due forni elettrici ad arco di
ultima generazione, mentre l’affinazione e la messa a pun-
to dei parametri metallurgici avvengono nei rispettivi forni
siviera.
LE 3 AREE DEL PROCESSO PRODUTTIVO Divisione Acciaieria
Il processo di colaggio per la produzione delle billette è
affidato a due macchine da colata continua, ciascuna a
cinque vie, che consentono il colaggio anche con getti
protetti, laddove esigenze qualitative lo richiedano. I pa-
rametri operativi di colaggio sono gestiti da un complesso
sistema automatizzato, che li ottimizza in tempo reale e ne
permette la modifica ogni qual volta ciò si renda necessario.
I prodotti della divisione Acciaieria sono le billette a sezione
quadra con lato da 130 mm e lunghezza da 4 a 12 m.
72011 // EDP DI ALFA ACCIAI
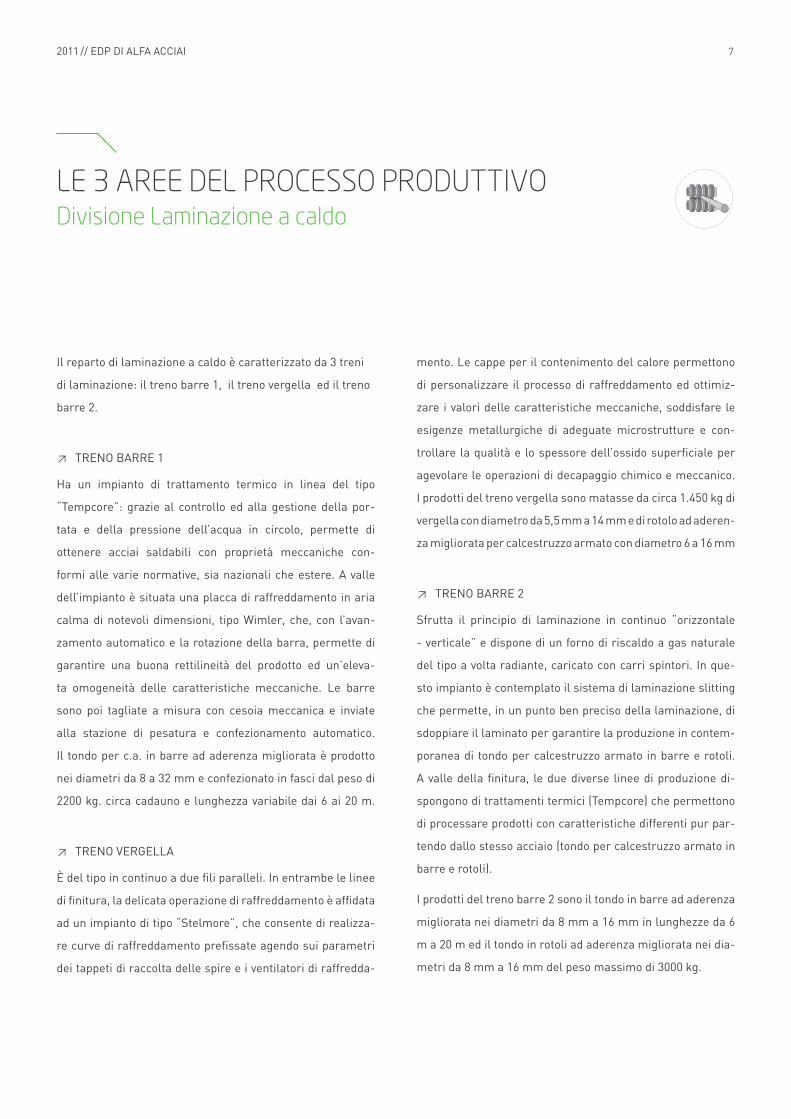
LE 3 AREE DEL PROCESSO PRODUTTIVO Divisione Laminazione a caldo
Il reparto di laminazione a caldo è caratterizzato da 3 treni
di laminazione: il treno barre 1, il treno vergella ed il treno
barre 2.
≥ TRENO BARRE 1
Ha un impianto di trattamento termico in linea del tipo
“Tempcore”: grazie al controllo ed alla gestione della por-
tata e della pressione dell’acqua in circolo, permette di
ottenere acciai saldabili con proprietà meccaniche con-
formi alle varie normative, sia nazionali che estere. A valle
dell’impianto è situata una placca di raffreddamento in aria
calma di notevoli dimensioni, tipo Wimler, che, con l’avan-
zamento automatico e la rotazione della barra, permette di
garantire una buona rettilineità del prodotto ed un’eleva-
ta omogeneità delle caratteristiche meccaniche. Le barre
sono poi tagliate a misura con cesoia meccanica e inviate
alla stazione di pesatura e confezionamento automatico.
Il tondo per c.a. in barre ad aderenza migliorata è prodotto
nei diametri da 8 a 32 mm e confezionato in fasci dal peso di
2200 kg. circa cadauno e lunghezza variabile dai 6 ai 20 m.
≥ TRENO VERGELLA
È del tipo in continuo a due fili paralleli. In entrambe le linee
di finitura, la delicata operazione di raffreddamento è affidata
ad un impianto di tipo “Stelmore”, che consente di realizza-
re curve di raffreddamento prefissate agendo sui parametri
dei tappeti di raccolta delle spire e i ventilatori di raffredda-
mento. Le cappe per il contenimento del calore permettono
di personalizzare il processo di raffreddamento ed ottimiz-
zare i valori delle caratteristiche meccaniche, soddisfare le
esigenze metallurgiche di adeguate microstrutture e con-
trollare la qualità e lo spessore dell’ossido superficiale per
agevolare le operazioni di decapaggio chimico e meccanico.
I prodotti del treno vergella sono matasse da circa 1.450 kg di
vergella con diametro da 5,5 mm a 14 mm e di rotolo ad aderen-
za migliorata per calcestruzzo armato con diametro 6 a 16 mm
≥ TRENO BARRE 2
Sfrutta il principio di laminazione in continuo “orizzontale
- verticale” e dispone di un forno di riscaldo a gas naturale
del tipo a volta radiante, caricato con carri spintori. In que-
sto impianto è contemplato il sistema di laminazione slitting
che permette, in un punto ben preciso della laminazione, di
sdoppiare il laminato per garantire la produzione in contem-
poranea di tondo per calcestruzzo armato in barre e rotoli.
A valle della finitura, le due diverse linee di produzione di-
spongono di trattamenti termici (Tempcore) che permettono
di processare prodotti con caratteristiche differenti pur par-
tendo dallo stesso acciaio (tondo per calcestruzzo armato in
barre e rotoli).
I prodotti del treno barre 2 sono il tondo in barre ad aderenza
migliorata nei diametri da 8 mm a 16 mm in lunghezze da 6
m a 20 m ed il tondo in rotoli ad aderenza migliorata nei dia-
metri da 8 mm a 16 mm del peso massimo di 3000 kg.

82011 // EDP DI ALFA ACCIAI
LE 3 AREE DEL PROCESSO PRODUTTIVO Divisione Lavorazioni a Freddo
Nel reparto “lavorazioni a freddo” avvengono le trasforma-
zioni della vergella e dei rotoli nervati laminati a caldo per
ottenere:
≥ Filo laminato e nervato a freddo per calcestruzzo armato nei
diametri da 6 mm a 12 mm confezionato in bobine da ca. 2200
Kg;
≥ Ribobinato (da rotolo nervato a caldo) nei diametri da 6 mm a 12
mm, in bobine da ca. 2200 Kg;
≥ Rete elettrosaldata ad alta duttilità per calcestruzzo armato in
formato standard.
La laminazione a freddo si effettua attraverso una serie di
contigue riduzioni di sezione e cambio di geometria. Tale
processo avviene su linee di lavorazione indipendenti che
constano di diversi dispositivi tra cui stazioni di svolgitura,
banchi discagliatori, gabbie laminatrici, monoblocchi di trai-
no, banchi raddrizzatori, unità di bobinatura e stazioni di reg-
giatura.
Il processo di stiratura (stretching) utilizza sempre le stesse
linee di lavorazione, tuttavia le gabbie laminatrici vengono
sostituite con dei dispositivi a rulli (banchi di stiratura) che ,
opportunamente calibrati e posizionati, incrementano sensi-
bilmente le caratteristiche meccaniche del filo in lavorazione
mantenendone comunque elevata la duttilità per conseguire
prodotti di tipo AD- Alta Duttilità.
La produzione delle reti elettrosaldate avviene attraverso li-
nee di assemblaggio completamente automatizzate. Ognuna
è composta principalmente da una serie di dispositivi longi-
tudinali e trasversali di svolgitura e traino dei fili, da un ban-
co di elettrosaldatura multipla e da dispositivi a valle per la
confezionatura, la legatura e la messa a parco dei pacchi di
pannelli finiti.
ALFA ACCIAI è stata la prima azienda in Europa a credere nel
progetto “Alta Duttilità” anche per i prodotti rete e traliccio
elettrosaldato, tradizionalmente ottenuti solo con fili lami-
nati a freddo.
Grazie ai sorprendenti risultati ottenuti dalle sperimentazioni
applicative col semiprodotto rotolo nervato laminato a caldo
e gli interventi sugli impianti e sul processo, dal 1995 ALFA
ACCIAI produce ininterrottamente reti e tralicci ad Alta Dut-
tilità per il mercato italiano. Nello stesso anno ha conseguito
dal Ministero Lavori Pubblici la prima certificazione ufficiale
che ha consentito di estendere l’impiego di questi prodotti
anche alle zone sismiche, cosa impensabile fino ad allora.
Negli anni successivi alla pubblicazione degli Eurocodici è
stato promosso l’utilizzo della rete AD anche in altri paesi
europei caratterizzati da minor sismicità, quali ad esempio
Germania, Svizzera e Francia.

92011 // EDP DI ALFA ACCIAI
Le caratteristiche del prodotto e del processo sono riportate
nella seguente tabella.
La famiglia di prodotti di riferimento ha una composizione chimica conforme alle norme dei paesi di destinazione dei prodotti
inclusi nell’EPD. In senso generale, i principali costituenti sono:
≥ Ferro : > 96% ≥ Elementi di lega (ad es. manganese, silicio, carbonio): 2% c.a. ≥ Altri elementi (ad es. rame, nichel, cromo): completamento a 100%
INFORMAZIONI DESCRIZIONE PRODOTTO
IDENTIFICAZIONE DEL PRODOTTO Tondo in barre e rotoli ad aderenza migliorata per calcestruzzo armato
CARATTERISTICHE DEL PRODOTTO Diametri da Ø 8 mm a Ø 32 mm - Lunghezza delle barre fino a 205 m
PROPRIETÀ DEL PRODOTTO - (SECONDO EN10080:2005)
Acciaio proveniente da fusione di rottame in forno elettrico ad arco (EAF) e
successiva laminazione a caldo
Aderenza e geometria di superficie fr or fp :
- per 5 ≤ Ø ≤ 6 mm fr ovvero fp ≥ 0,035;
- per 6 < Ø ≤ 12 mm fr ovvero fp ≥ 0,040;
- per Ø > 12 mm fr ovvero fp ≥ 0,056.
Saldabilità: Ceq < 0,52
Tensione caratteristica di snervamento:
400 MPa ≤ Cv ≤ 600 MPa
Allungamento Agt% ≥ 5%
Superato il test di piegamento e ripiegamento
Contenuto di materiale riciclato (certificato secondo ISO 14021) ≥ 97%
Superato il test di fatica e il test di fatica oligociclica
CARATTERISTICHE DELL’IMPIANTO
Produzione totale dei prodotti inclusi nell’EPD, anno 2009: 270.172 t/anno
Produzione complessiva del sito destinata alla vendita, anno 2009:
270.172 t/anno
Presente il sistema di controllo delle emissioni in aria
Presente il sistema di controllo delle acque di scarico
Presente sistema di riciclo delle acque di processo
Materiali/prodotti in entrata/uscita e processo di fusione soggetti a controllo
delle radiazioni nucleari
Azienda soggetta a ETS (Emission Trading System)

DICHIARAZIONE DELLA PRESTAZIONE AMBIENTALE
UPSTREAM PROCESS CORE MODULE DOWNSTREAM PROCESS

112011 // EDP DI ALFA ACCIAI
DICHIARAZIONE DELLA PRESTAZIONE AMBIENTALE
La quantificazione della prestazione ambientale è stata ef-
fettuata, in accordo con il PCR 2011:02, Steel for the Reinfor-
cement of Concrete - Weldable Reinforcing Steel - General
(EN 10080)” e secondo la metodologia di Analisi del Ciclo di
Vita (LCA – Life Cycle Assessment) regolata dagli standard
internazionali ISO Serie 14040. La metodologia LCA permette
di determinare gli impatti ambientali di un prodotto o servizio
in termini di consumo di risorse e di emissioni nell’ambien-
te, nonché di produzione di rifiuti, in un’ottica di ciclo di vita
(“dalla culla alla tomba”).
I dati raccolti presso i siti di Alfa Acciai fanno riferimento
all’intera produzione a regime dell’anno 2009 (1.009.487 t di
barre). Lo studio ha inoltre utilizzato come supporto la banca
dati del Sima Pro.
La funzione del sistema complessivo oggetto dello studio
consiste nella produzione di manufatti in acciaio per calce-
struzzo armato ad alta duttilità attraverso due processi prin-
cipali: la fusione del rottame in forno elettrico ad arco e la
laminazione a caldo del prodotto ottenuto.
A questo proposito, in conformità con i criteri identificati dai
PCR di riferimento, il presente studio adotta una unità fun-
zionale consistente in una tonnellata di materiale laminato
a caldo pronto per la commercializzazione.
La partizione dei carichi ambientali è stata effettuata per
mezzo del metodo dell’allocazione suddividendo i flussi in
entrata e in uscita dal sistema sulla base della massa com-
plessiva del prodotto e del co-prodotto.
In questa parte della dichiarazione vengono presentate le principali
caratteristiche e i risultati della valutazione degli aspetti ambientali
che e' stata operata in ottica di ciclo di vita con la metodologia LCA.
METODOLOGIA
122011 // EDP DI ALFA ACCIAI
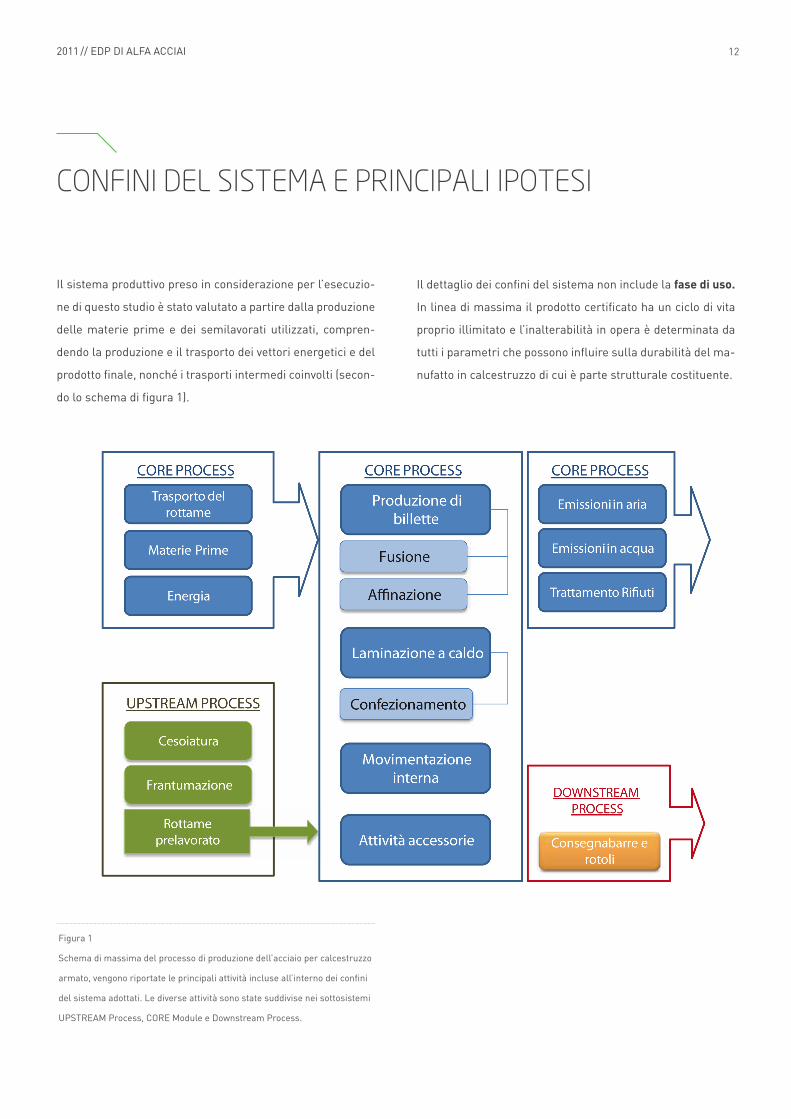
CONFINI DEL SISTEMA E PRINCIPALI IPOTESI
Il sistema produttivo preso in considerazione per l’esecuzio-
ne di questo studio è stato valutato a partire dalla produzione
delle materie prime e dei semilavorati utilizzati, compren-
dendo la produzione e il trasporto dei vettori energetici e del
prodotto finale, nonché i trasporti intermedi coinvolti (secon-
do lo schema di figura 1).
Il dettaglio dei confini del sistema non include la fase di uso.
In linea di massima il prodotto certificato ha un ciclo di vita
proprio illimitato e l’inalterabilità in opera è determinata da
tutti i parametri che possono influire sulla durabilità del ma-
nufatto in calcestruzzo di cui è parte strutturale costituente.
Figura 1
Schema di massima del processo di produzione dell’acciaio per calcestruzzo
armato, vengono riportate le principali attività incluse all’interno dei confini
del sistema adottati. Le diverse attività sono state suddivise nei sottosistemi
UPSTREAM Process, CORE Module e Downstream Process.

132011 // EDP DI ALFA ACCIAI
≥ Sottosistema “prelavorazioni rottame”, relativo alle la-
vorazioni a cui il 97 % del rottame viene sottoposto prima
di essere utilizzato (Upstream process), questi processi
hanno sede in parte presso aziende esterne ed in parte
presso impianti interni.
≥ Sottosistema “processo di produzione dell’acciaio per
calcestruzzo armato.”, comprende i trasporti relativi alle
materie prime e del rottame (sottoposti o meno a prela-
vorazione), le attività legate alla produzione dell’acciaio
I sottosistemi individuati nell'ambito del processo di produzione di
acciaio per calcestruzzo armato sono i seguenti:
Per quanto riguarda alcuni aspetti specifici, e' possibile evidenziare
fin da subito le seguenti ipotesi di lavoro::
≥ Nel caso della produzione e l’utilizzo dei materiali sono
state incluse nel sistema tutte le fasi che, partendo
dall’acquisizione delle materie prime dai fornitori, arriva-
no fino alla loro produzione e commercializzazione.
≥ Nel caso dei trasporti, lo studio ha preso in esame quelli
necessari all’approvvigionamento delle materie prime e
dei materiali di consumo, i trasporti dei rifiuti dallo sta-
bilimento al sito di destinazione, nonché le fasi di movi-
mentazione interne e di consegna.
In accordo con le indicazioni generali del sistema EPD, nonché in accordo con i criteri del PCR di riferimento, il presente
studio non attribuisce al rottame in ingresso crediti ambientali attribuendo allo stesso solo il carico di lavorazione neces-
sario a renderlo appropriato per il processo in essere.
in billette e al processo di laminazione in barre e rotoli,
comprese le attività accessorie dell’azienda e la movi-
mentazione interna, le emissioni in acqua e in aria, i ri-
fiuti prodotti con i trasporti e le attività di smaltimento ad
essi legati (Core module)
≥ Sottosistema “trasporto prodotto finito” relativo al tra-
sporto del prodotto finito verso i siti indicativi di conferi-
mento o utilizzo (Downstream process)
≥ Le attività e l’impiego dei materiali ausiliari (riscalda-
mento, illuminazione, materiali di consumo, ecc.) ven-
gono incluse nei confini del sistema ed allocate alle fasi
produttive di stabilimento in base alle specifiche produ-
zioni.
142011 // EDP DI ALFA ACCIAI
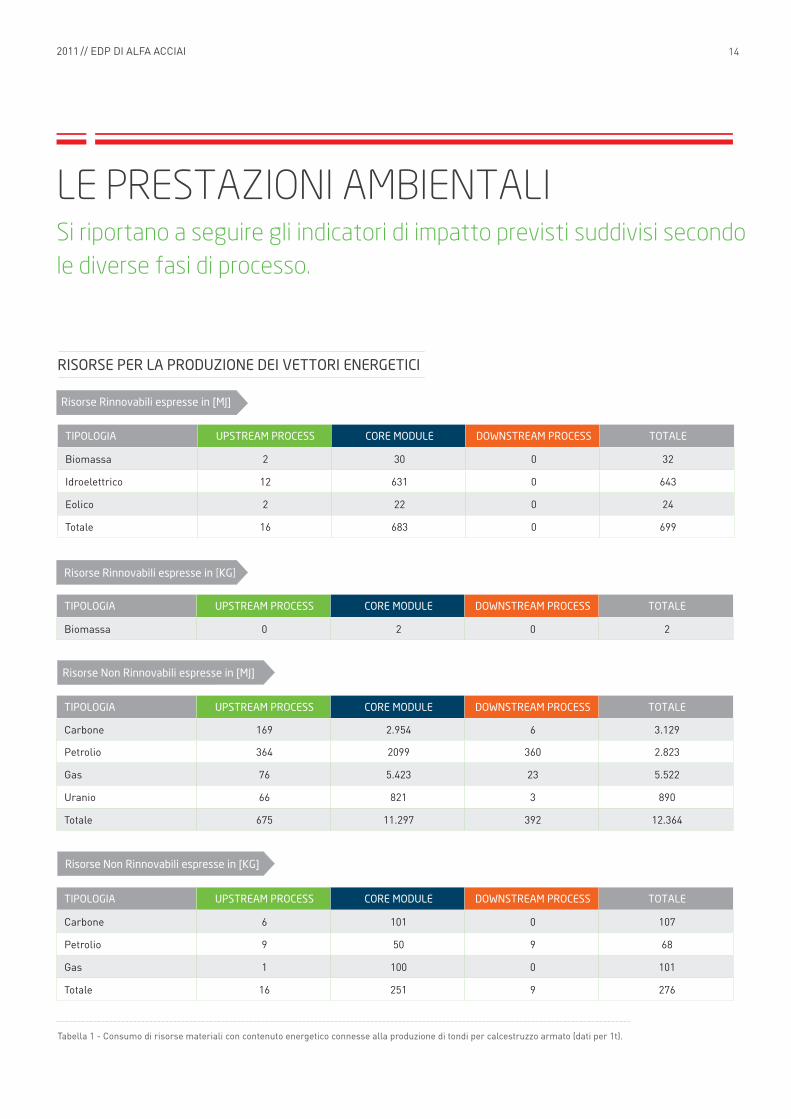
LE PRESTAZIONI AMBIENTALISi riportano a seguire gli indicatori di impatto previsti suddivisi secondo
le diverse fasi di processo.
Tabella 1 - Consumo di risorse materiali con contenuto energetico connesse alla produzione di tondi per calcestruzzo armato (dati per 1t).
Tabella 1 - Consumo di risorse materiali con contenuto energetico connesse alla produzione di tondi per calcestruzzo armato (dati per 1t)..
TIPOLOGIA UPSTREAM PROCESS CORE MODULE DOWNSTREAM PROCESS TOTALE
Biomassa 2 30 0 32
Idroelettrico 12 631 0 643
Eolico 2 22 0 24
Totale 16 683 0 699
Risorse Rinnovabili espresse in [MJ]
RISORSE PER LA PRODUZIONE DEI VETTORI ENERGETICI
TIPOLOGIA UPSTREAM PROCESS CORE MODULE DOWNSTREAM PROCESS TOTALE
Biomassa 0 2 0 2
Risorse Rinnovabili espresse in [KG]
TIPOLOGIA UPSTREAM PROCESS CORE MODULE DOWNSTREAM PROCESS TOTALE
Carbone 169 2.954 6 3.129
Petrolio 364 2099 360 2.823
Gas 76 5.423 23 5.522
Uranio 66 821 3 890
Totale 675 11.297 392 12.364
Risorse Non Rinnovabili espresse in [MJ]
TIPOLOGIA UPSTREAM PROCESS CORE MODULE DOWNSTREAM PROCESS TOTALE
Carbone 6 101 0 107
Petrolio 9 50 9 68
Gas 1 100 0 101
Totale 16 251 9 276
Risorse Non Rinnovabili espresse in [KG]
152011 // EDP DI ALFA ACCIAI
TIPOLOGIA UPSTREAM PROCESS CORE MODULE DOWNSTREAM PROCESS TOTALE
N.a. - - - -
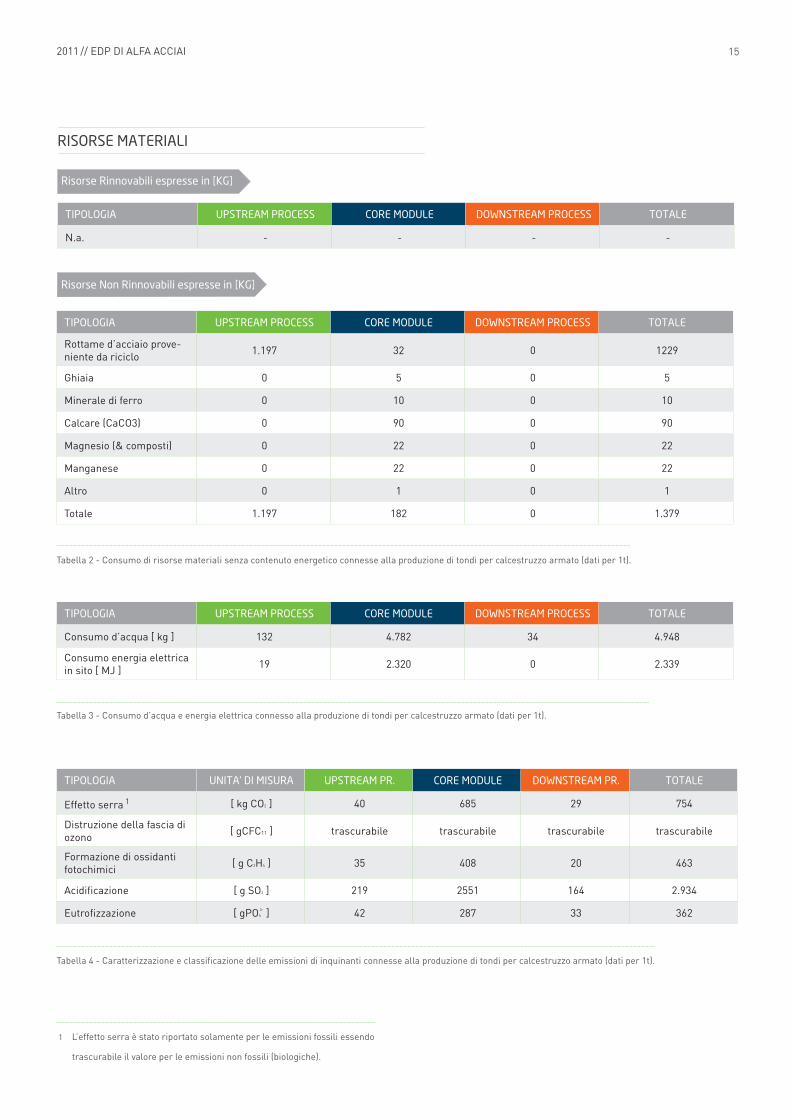
RISORSE MATERIALI
Risorse Rinnovabili espresse in [KG]
TIPOLOGIA UPSTREAM PROCESS CORE MODULE DOWNSTREAM PROCESS TOTALE
Rottame d’acciaio prove-niente da riciclo 1.197 32 0 1229
Ghiaia 0 5 0 5
Minerale di ferro 0 10 0 10
Calcare (CaCO3) 0 90 0 90
Magnesio (& composti) 0 22 0 22
Manganese 0 22 0 22
Altro 0 1 0 1
Totale 1.197 182 0 1.379
Tabella 4 - Caratterizzazione e classificazione delle emissioni di inquinanti connesse alla produzione di tondi per calcestruzzo armato (dati per 1t).
TIPOLOGIA UNITA’ DI MISURA UPSTREAM PR. CORE MODULE DOWNSTREAM PR. TOTALE
Effetto serra 1 [ kg CO2 ] 40 685 29 754
Distruzione della fascia di ozono [ gCFC11 ] trascurabile trascurabile trascurabile trascurabile
Formazione di ossidanti fotochimici [ g C2H4 ] 35 408 20 463
Acidificazione [ g SO2 ] 219 2551 164 2.934
Eutrofizzazione [ gPO4 ] 42 287 33 362
Risorse Non Rinnovabili espresse in [KG]
Tabella 2 - Consumo di risorse materiali senza contenuto energetico connesse alla produzione di tondi per calcestruzzo armato (dati per 1t).
TIPOLOGIA UPSTREAM PROCESS CORE MODULE DOWNSTREAM PROCESS TOTALE
Consumo d’acqua [ kg ] 132 4.782 34 4.948
Consumo energia elettrica in sito [ MJ ] 19 2.320 0 2.339
Tabella 3 - Consumo d’acqua e energia elettrica connesso alla produzione di tondi per calcestruzzo armato (dati per 1t).
1 L’effetto serra è stato riportato solamente per le emissioni fossili essendo
trascurabile il valore per le emissioni non fossili (biologiche).
3-
162011 // EDP DI ALFA ACCIAI
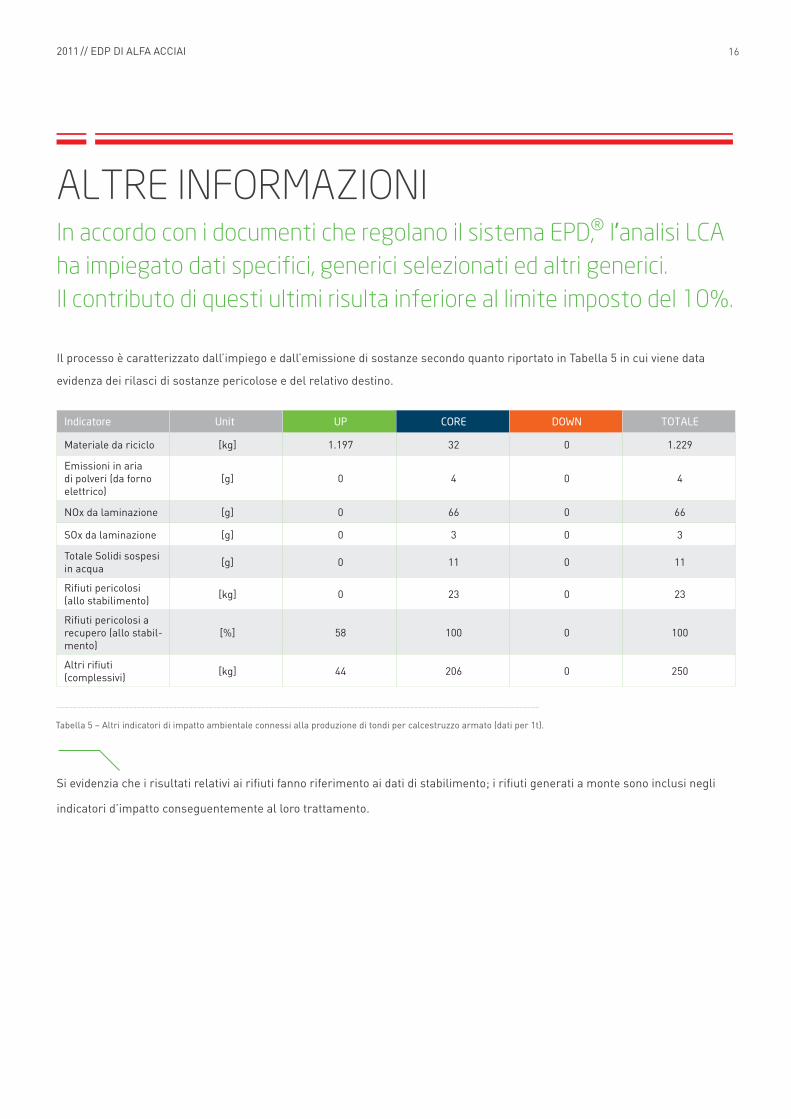
ALTRE INFORMAZIONIIn accordo con i documenti che regolano il sistema EPD, l’analisi LCA
ha impiegato dati specifici, generici selezionati ed altri generici.
Il contributo di questi ultimi risulta inferiore al limite imposto del 10%.
Tabella 5 – Altri indicatori di impatto ambientale connessi alla produzione di tondi per calcestruzzo armato (dati per 1t).
Indicatore Unità UP CORE DOWN TOTALE
Materiale da riciclo [kg] 1.197 32 0 1.229
Emissioni in aria di polveri (da forno elettrico)
[g] 0 4 0 4
NOx da laminazione [g] 0 66 0 66
SOx da laminazione [g] 0 3 0 3
Totale Solidi sospesi in acqua [g] 0 11 0 11
Rifiuti pericolosi (allo stabilimento) [kg] 0 23 0 23
Rifiuti pericolosi a recupero (allo stabil-mento)
[%] 58 100 0 100
Altri rifiuti (complessivi) [kg] 44 206 0 250
Il processo è caratterizzato dall’impiego e dall’emissione di sostanze secondo quanto riportato in Tabella 5 in cui viene data
evidenza dei rilasci di sostanze pericolose e del relativo destino.
Si evidenzia che i risultati relativi ai rifiuti fanno riferimento ai dati di stabilimento; i rifiuti generati a monte sono inclusi negli
indicatori d’impatto conseguentemente al loro trattamento.
®
172011 // EDP DI ALFA ACCIAI
INFORMAZIONI E RIFERIMENTI
REQUISITI SPECIFICI DI RIFERIMENTO
CONTATTI
RIFERIMENTI BIBLIOGRAFICI E FONTI DATI
Questa EPD® fa riferimento al Sistema Internazionale EPD® sviluppato dall’International EPD® Consortium (IEC) ed è
disponibile, unitamente ai regolamenti vigenti, all’interno del sito www.environdec.com
≥ Responsabile Qualità-Ambiente: Ing. Alessandro Giovannelli
≥ Telefono: +39 030 23911; Fax: +39 030 2391384; E-mail: [email protected]
≥ Il supporto tecnico è stato fornito dallo studio Life Cycle Engineering (www.studiolce.it).
EPD appartenenti alla stessa categoria di prodotto, ma derivanti da diversi programmi possono non essere paragonabili.
≥ PCR 2011:02, “Steel for the Reinforcement of Concrete - Weldable Reinforcing Steel (EN 10080)”
≥ Verifica indipendente della dichiarazione e dei dati, in accordo con ISO 14025:
≥ Verifica di terza parte: ICMQ SpA, via De Castillia, 10 20124 Milano
≥ Valida fino a: 28/02/2014
≥ Life Cycle Assessment (LCA) applicata al processo di produzione degli acciai per calcestruzzo armato da forni elettrici ad arco ai fini della convalida EPD 2011_03_22 Rev 0
≥ EPD® General Program Instruction and Supporting Annexes
≥ PCR 2011:02, “Steel for the Reinforcement of Concrete - Weldable Reinforcing Steel (EN 10080)”
≥ Energia, dati IEA (2004).
≥ Sima Pro e Ecoinvent 2.1
≥ UNI EN 10080-2005-IT
Interna Esterna

182011 // EDP DI ALFA ACCIAI
GLOSSARIO
Acidificazione
Fenomeno per il quale le precipitazioni atmosferiche risul-
tano avere pH inferiore alla norma, può provocare danni alle
foreste e alle colture vegetali, così come agli ecosistemi ac-
quatici e ai manufatti. E’ dovuto alle emissioni di SO2, di NOx,
e di NH3, che sono quindi compresi nell’indicatore di Acidifi-
cation Potential (AP) espresso in moli di H+ prodotte.
Distruzione della fascia dell’ozono
Degradazione della fascia di ozono stratosferico, avente la
prerogativa di bloccare la componente ultravioletta dei raggi
solari, per opera di composti particolarmente reattivi, che si
originano da clorofluorocarburi (CFC) o da clorofluorometani
(CFM). La sostanza usata come riferimento per l’ODP ( Ozone
Depletion Potential) è il triclorfluorometano, o CFC-11.
Effetto serraFenomeno per il quale i raggi infrarossi emessi dalla superfi-
cie terrestre in seguito a riscaldamento solare sono assorbiti
da molecole presenti in atmosfera e riemessi sottoforma di
calore, determinando un riscaldamento globale dell’atmo-
sfera. L’indicatore utilizzato è GWP (Global Warming Poten-
tial) che comprende in primo luogo le emissioni in anidride
carbonica, principale gas serra, oltre ad altri gas con mino-
re grado di assorbimento dei raggi infrarossi, quali metano
(CH4), protossido di azoto (N2O), clorofluorocarburi (CFC), che
vengono espressi in funzione del grado di assorbimento della
CO2 (g CO2 )
Eutrofizzazione
Arricchimento dei corsi d’acqua in nutrienti, che determi-
na squilibri negli ecosistemi acquatici dovuti all’eccessivo
sviluppo per mancanza di limitazioni nutritive. Eutrophica-
tion Potential (EP) comprende in particolare sali di fosforo
e di azoto e si esprime come grammi di ossigeno equivalenti
(g O2).
Formazione di ossidanti fotochimici
Produzione di composti che per azione della luce sono in
grado di promuovere una reazione di ossidazione che porta
alla produzione di ozono nella troposfera. L’indicatore POCP
(Photochemical Ozone Creation Potential) comprende so-
prattutto COV (composti organici volatili) e si esprime come
grammi di etilene equivalenti (g C2H4).
Categorie di impatto ambientale considerate: