Dall’Introduzione del Libro “Oltre ogni Aspettativa di ... · La TOC è stata divulgata al...
27
1 Dall’Introduzione del Libro “Oltre ogni Aspettativa di Successo” – Franco Angeli Editore 2008 1. Riepilogo dei capisaldi metodologici della TOC – Theory of Constraints » 1. Il concetto di sistema » 2. Obiettivo e sistema di misura » 3. Il “vincolo” di un sistema » 4. I tipi di vincolo e le procedure per la presa di decisioni in un sistema – Tput Accounting vs Cost Accounting » 4.1. Il vincolo di Throughput » 4.2. Il vincolo cognitivo » 4.3. La procedura base per i vincoli di risorsa: i 5 passi di focalizzazione e le sue declinazioni » 4.4. La procedura base per i vincoli cognitivi: i TP tools per superare i 6 livelli di resistenza al cambiamento e le sue declinazioni » 4.5. La relazione tra profitto, predicibilità di sistema e gestione del vincolo e gli elementi del metodo Deming più rilevanti » 4.6. Conclusioni » Bibliografia »
Transcript of Dall’Introduzione del Libro “Oltre ogni Aspettativa di ... · La TOC è stata divulgata al...

1
Dall’Introduzione del Libro “Oltre ogni Aspettativadi Successo” – Franco Angeli Editore 2008
1. Riepilogo dei capisaldi metodologici della TOC –Theory of Constraints »
1. Il concetto di sistema »2. Obiettivo e sistema di misura »3. Il “vincolo” di un sistema »4. I tipi di vincolo e le procedure per la presa di decisioni in un
sistema – Tput Accounting vs Cost Accounting »4.1. Il vincolo di Throughput »4.2. Il vincolo cognitivo »4.3. La procedura base per i vincoli di risorsa: i 5 passi di
focalizzazione e le sue declinazioni »4.4. La procedura base per i vincoli cognitivi: i TP tools per
superare i 6 livelli di resistenza al cambiamento e le suedeclinazioni »
4.5. La relazione tra profitto, predicibilità di sistema egestione del vincolo e gli elementi del metodo Demingpiù rilevanti »
4.6. Conclusioni »
Bibliografia »
2
1. Riepilogo dei capisaldi metodologici della TOC– Theory of Constraints
La Theory of Constraints (TOC) o Teoria dei Vincoli è una teoria disistema che fornisce soluzioni e strumenti per generare valore attraverso lagestione ed il superamento dei fattori che limitano la crescita delleorganizzazioni.
La TOC è stata divulgata al mondo da Eli Goldratt attraverso molti libri,il più famoso dei quali è “The Goal” (L’Obiettivo nella traduzione italiana),venduto in oltre quattro milioni di copie e tradotto in numerose lingue. Illibro diffonde in modo avvincente questa filosofia gestionale,completamente diversa da quanto mai studiato e proposto dalleorganizzazioni industriali manifatturiere e dalle scuole di management.L’impresa è concepita come un sistema complesso, composto da processiinterdipendenti e correlati tra loro; il funzionamento dell’intero sistema ègovernato da pochi fattori, i constraint o vincoli, che ne determinano laprestazione. I constraint diventano le leve su cui agire per controllare ilsistema e orientarlo al raggiungimento dell’obiettivo.
All’inizio della storia la TOC non si chiamava così. A metà degli anni‘70 Eli Goldratt sviluppò su basi scientifiche un metodo (e un software asupporto) di sincronizzazione delle risorse produttive che rivoluzionò icorrenti metodi di pianificazione della produzione. Diede inizio alSyncronous Manufacturing (S M) che, ancora oggi, è ritenutouniversalmente la più potente e avanzata metodica di programmazione dellaproduzione.

3
Per più di 10 anni le idee della futura TOC furono applicate da Goldratt ei suoi collaboratori quasi esclusivamente nell’ambito delle operations:produzione, logistica, ecc.
Come sempre accade, a far terminare questa situazione fu la necessità. IlSyncronous Manufacturing faceva ottenere mirabolanti risultati solo se allaguida dell’azienda, seppure come consulenti, ci stavano Goldratt e i suoi.Lasciate a se stesse, le aziende non erano in grado di ottenere il meglio dalSM.
Per far crescere la sua azienda di consulenza e software, Goldratt sitrovò obbligato a inventarsi un modo per trasferire la sua conoscenza, la suacapacità, il suo modo di pensare le imprese.
D’altro canto, il segreto del SM non sta tanto negli algoritmi, che pursono potenti, ma nel suo rivoluzionario modo di pensare i sistemi che ènascosto negli algoritmi (e quindi nel software) stessi.
Per mostrare che ciò che proponeva era qualcosa di sostanzialmentenuovo, fu cambiato il nome e nacque la TOC.
Ci vollero 10 anni per mettere a punto gli strumenti (che oggiconosciamo con il nome di Thinking Processes tools della TOC) adeguatiper pensare i sistemi nella stessa maniera in cui ci riuscivano Goldratt e isuoi.
I TP tools (che in italiano vengono chiamati strumenti a supporto deiprocessi di pensiero) sono, allo stesso tempo, la sintesi più completa delpensiero sistemico TOC ed un set di strumenti per aiutare a pensaresoluzioni per le nostre aziende.
Nel 1994, anno che fa da spartiacque, è stato pubblicato il libro sui TP
tools, “It’s not luck”, con lo stesso protagonista del primo libro, “The goal”,alle prese con problemi che andavano oltre la sua esperienza aziendale eche riesce a risolvere proprio grazie ai TP tools a cui è stata dedicataun’apposita appendice nella prima edizione di questo libro.
Negli anni seguenti sono stati sviluppati soluzioni e approcci TOC permolti ambiti aziendali: project management, marketing e vendite, sistemiinformativi. Attualmente, l’interesse di Goldratt è rivolto a sistemicomplessi e fondamentali quali quello educativo e sanitario.
In questa seconda fase, la TOC non ha avuto, fino ad ora, il successoclamoroso che ha caratterizzato il periodo del SM. Si può spiegare questofatto ricorrendo ad un’analogia che i fan di Guerre Stellari capiranno bene:il SM è come la spada laser impugnata dall’eroe, scintillante, potente,
4
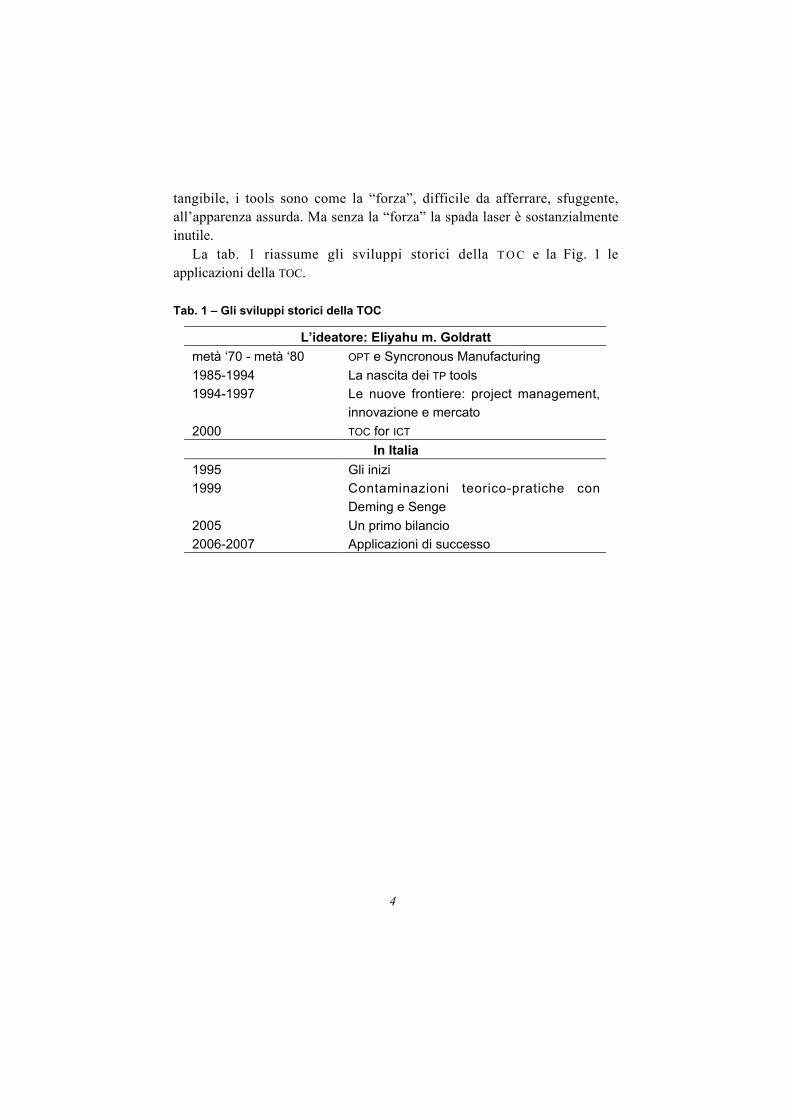
tangibile, i tools sono come la “forza”, difficile da afferrare, sfuggente,all’apparenza assurda. Ma senza la “forza” la spada laser è sostanzialmenteinutile.
La tab. 1 riassume gli sviluppi storici della T O C e la Fig. 1 leapplicazioni della TOC.
Tab. 1 – Gli sviluppi storici della TOC
L’ideatore: Eliyahu m. Goldratt
metà ‘70 - metà ‘80 OPT e Syncronous Manufacturing
1985-1994 La nascita dei TP tools
1994-1997 Le nuove frontiere: project management,
innovazione e mercato
2000 TOC for ICT
In Italia
1995 Gli inizi
1999 Contaminazioni teorico-pratiche con
Deming e Senge
2005 Un primo bilancio
2006-2007 Applicazioni di successo

5
Definizione / valutazione di strategie e piani strategici
Efficientamento processi produttivi
Ottimizzazione della Supply Chain Sviluppo abilit à
manageriali delle persone
Sviluppo del mercato
Ottimizzazione del processo di sviluppo e introduzione nuovi prodotti
Costruzione di sistemi di controllo direzionali
Gestione cambiamenti “ epocali ” ( es : passaggio generazionale)
TOC
Fig. 1 – Le applicazioni della TOC
1. Il concetto di sistema
Il primo fatto su cui occorre porre l’attenzione è che ogni azienda è unsistema.
Ma cos’è un sistema? Un sistema è un po’ come una squadra di rugbyben oliata, o un’orchestra affiatata. L’eccellenza di un sistema siffattodipende molto dal modo in cui i componenti interagiscono. In un’orchestrala prestazione eccellente è il risultato di una grande armonia tra icomponenti, di un direttore che li sa condurre al meglio e di spartitiadeguati alle capacità dei singoli esecutori. Dare il meglio di sè all’internodi un sistema non significa dare il massimo, eccellere individualmente; unabuona orchestra non è fatta da grandi solisti.
Nelle aziende-sistema si parla di processi, i componenti del sistema, diinterdipendenze, i modi con i quali i componenti interagiscono al fine diottenere un risultato comune e di procedure e piani che sono l’analogo deglispartiti in un’orchestra.

6
La definizione
«Un sistema è una rete di processi interdipendenti che lavoranoinsieme per il raggiungimento di un obiettivo».
L’immagine che si utilizza di solito per rappresentare un sistema èquella di Fig. 2 nella quale sono evidenziati i 3 elementi caratterizzanti unsistema: interdipendenze, feedback, cliente.
Fig. 2 - Schema Deming
Le metafore che aiutano a comprendere la definizione
1) La catenaLo scopo di una catena è resistere alla tensione senza spezzarsi. Una
catena ed il mucchietto di anelli in cui essa può essere suddivisa hannoesattamente lo stesso peso. Ma il mucchietto di anelli non assolve allostesso compito. Senza essere collegati tra di loro, gli anelli non resistonoa nessuna tensione. Solo quando essi vengono concatenati possonoconseguire il loro scopo.
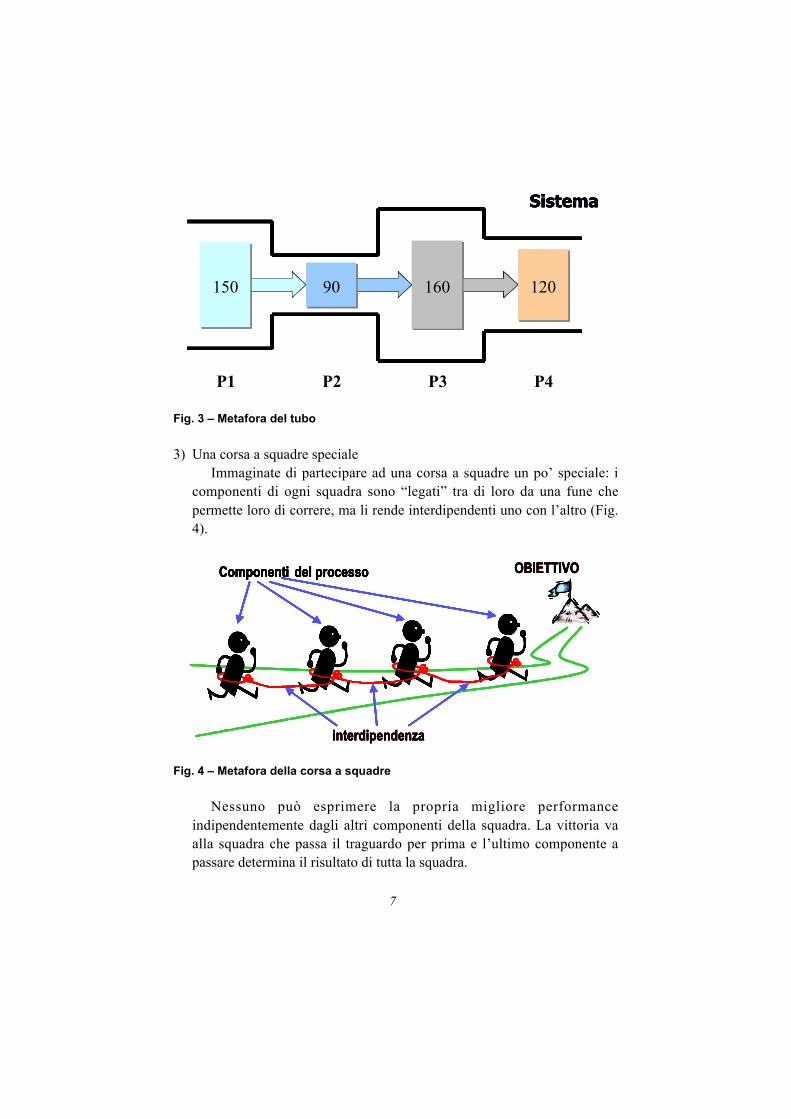
2) Il tubo (Fig. 3)Prendete alcuni manicotti filettati alle estremità ed avvitateli l’uno
con l’altro. Otterrete un tubo, capace di raggiungere il seguente scopo:trasportare del fluido per una certa distanza. I manicotti isolati non sonoin grado di fare lo stesso. Se non li rendete interdipendenti, per quantoperfetti siano, sono inutili, pesano e basta.
7
Sistema
150150
P1
9090
P2
160160
P3
120120
P4
Sistema
150150
P1
9090
P2
160160
P3
120120
P4
Sistema
150150
P1
9090
P2
160160
P3
120120
P4
Sistema
150150
P1
9090
P2
160160
P3
120120
P4
Sistema
150150
P1
9090
P2
160160
P3
120120
P4
Fig. 3 – Metafora del tubo
3) Una corsa a squadre specialeImmaginate di partecipare ad una corsa a squadre un po’ speciale: i
componenti di ogni squadra sono “legati” tra di loro da una fune chepermette loro di correre, ma li rende interdipendenti uno con l’altro (Fig.4).
OBIETTIVOComponenti del processo
interdipendenza
OBIETTIVOComponenti del processo
interdipendenza
OBIETTIVOComponenti del processo
interdipendenza
OBIETTIVOComponenti del processo
interdipendenza
OBIETTIVOComponenti del processo
interdipendenza
Fig. 4 – Metafora della corsa a squadre
Nessuno può esprimere la propria migliore performanceindipendentemente dagli altri componenti della squadra. La vittoria vaalla squadra che passa il traguardo per prima e l’ultimo componente apassare determina il risultato di tutta la squadra.

8
2. Obiettivo e sistema di misura
Un sistema è tale se sono soddisfatte due condizioni:1) Un Sistema deve avere un obiettivo.
L’obiettivo di sistema è la sintesi di bisogni diversi, non può essercipiù di un obiettivo, ma al più dei sotto-obiettivi. L’obiettivo deve esserecondiviso e compreso da tutti i soggetti interessati. La definizione di unobiettivo comporta l’allineamento dei valori delle persone con la visioneche è stata delineata.
2) L’obiettivo deve essere “misurabile”.
3. Il “vincolo” di un sistema
La prestazione di un’azienda-sistema si misura con la capacità diraggiungere in tutto, in parte o per nulla gli obiettivi che ci si pone.Guardando bene, ci si accorge che c’è sempre un qualcosa che impedisce diottenere il massimo: che nessuna azienda, fatta eccezione forse per qualchegigante o per i monopolisti, è in grado di crescere o di migliorarsi senzalimiti.
In altre parole, l’esperienza ci suggerisce che le prestazioni di unsistema sono determinate da un fattore limitante, chiamato dalla T O C
“constraint” o “vincolo”.Poiché nelle aziende solitamente l’obiettivo è guadagnare dei soldi e la
misura di questo è il denaro che si genera svolgendo l’attività propriadell’azienda, il constraint è l’elemento che determina il ritmo al qualel’azienda genera denaro attraverso la vendita di ciò che essa produce.
Il valore così generato dal sistema viene chiamato dalla TOC
“Throughput” (spesso abbreviato in Tput o T ). Il Tput è la quantità didenaro che l’azienda genera vendendo le cose che produce, detratti i soldipagati ai fornitori. Un’ora di lavoro del constraint è un’ora di Tput e, diconseguenza, ogni minuto di mancato utilizzo del constraint è Tput perso.
Sebbene sia familiare il concetto che ci sia un limite alla crescita, non èaltrettanto familiare pensare che in ogni azienda ci sia un solo fattorelimitante o vincolo. Anzi, l’esperienza suggerisce che di vincoli ce ne sono
9
sempre molti, che è difficile eliminarli tutti e che il problema sta proprio inquesto.
Occorre prima di tutto sgomberare il campo dall’idea che avere unvincolo sia qualcosa di negativo. In realtà, l’esistenza di un vincolo è legataproprio al fatto che le aziende siano dei sistemi. Immaginate di dirigere unasquadra di booling invece di un’orchestra; l’eccellenza di una squadra dibooling è tipicamente la somma dei risultati dei singoli componenti. Unasquadra di booling non è un sistema. In un sistema, le interazioni(interdipendenze) contano a volte più dei singoli nel determinare il risultatofinale. Se ci sono interdipendenze c’è un vincolo.
La definizione
«Il constraint di un sistema è quella cosa che detta il ritmo alquale tutto il sistema consegue “unità di obiettivo”».
Le metafore che aiutano a comprendere la definizione
1) La catenaLa forza di una catena dipende dalla forza del suo anello più debole.
E tale forza è indipendente dalla forza o dal peso di tutti gli altri anelli.Rinforzare una catena significa individuare il suo anello debole erinforzarlo; tutto ciò che si spende per rinforzare gli altri anelli è denaromal speso, non aumenta la capacità di resistenza della catena.
2) Il tuboAnche in un tubo con sezione costante (Fig. 5) la variabilità presente
nel sistema (quella dei processi interni, quella degli input al sistema) fasì che si creino colli di bottiglia; questi si manifestano in punti diversidel sistema in momenti diversi in funzione della variabilità (Fig. 6). Lacapacità del tubo di trasportare gli input è determinata dalla capacitàdella strozzatura (o “collo di bottiglia” che è un altro nome che spessoviene usato per identificare quei fattori che rallentano le aziende).
10
Fig. 5 – Tubo con sezione costante
Fig. 6 – La formazione di colli di bottiglia
3) Una corsa a squadre specialeImmaginate di nuovo la squadra di corridori, legati tra di loro. Al via,
tutti iniziano a correre, ma il più lento condiziona tutti gli altri. Lasquadra può procedere al ritmo del più lento. Se qualcuno di quelli piùveloci prova ad accelerare, ci riesce finché la corda glielo consente, poiviene inesorabilmente ricondotto al ritmo del più lento, sempre che nelfrattempo non abbia fatto inciampare qualcuno, abbia imposto ad altriun ritmo non sostenibile nel tempo, ecc. Una strategia di gara che tienein debito conto l’esistenza di un vincolo è sempre vincente ripsetto a unastrategia di gara basata sul far produrre a ciascuno la miglioreprestazione.
La prima idea forte della TOC è di considerare il vincolo non come unfattore limitante, ma come un’opportunità per controllare meglio e farcrescere l’azienda.
Il ruolo vero del vincolo è di leva strategica, di fulcro sul quale agire permigliorare l’efficienza dell’azienda.
Nella realtà di ogni giorno constatiamo che ci sono molti fattori che ciostacolano, impedendoci di raggiungere in pieno i nostri obiettivi aziendali.
Quando pensiamo al miglioramento, pensiamo istintivamente ad unacontinua lotta senza fine con questi fattori limitanti e, di conseguenza, sitende ad associare alla parola vincolo un significato negativo.
Ma questi vincoli sono una manifestazione palese di una sola causa,sfuggente e poco appariscente, che li origina tutti. Eliminare
11
sistematicamente i “colli di bottiglia” non migliora considerevolmente lasituazione. Infatti, se dopo aver individuato un collo di bottiglia, loeliminiamo, subito dopo se ne presenta un altro! Questa forma di rincorsa aivincoli è una lotta senza fine e senza significato. Per cambiarestrutturalmente la situazione, è necessario eliminare le cause, risalire quindialle radici dei problemi.
Per capire l’essenza dell’approccio TOC, occorre comprendere meglio ilsignificato dato alla parola vincolo. Per questo dobbiamo introdurrequalche elemento in più sui sistemi e sulla misura delle prestazioni di unsistema.
4. I tipi di vincolo e le procedure per la presa di decisioniin un sistema - Tput Accounting vs. Cost Accounting
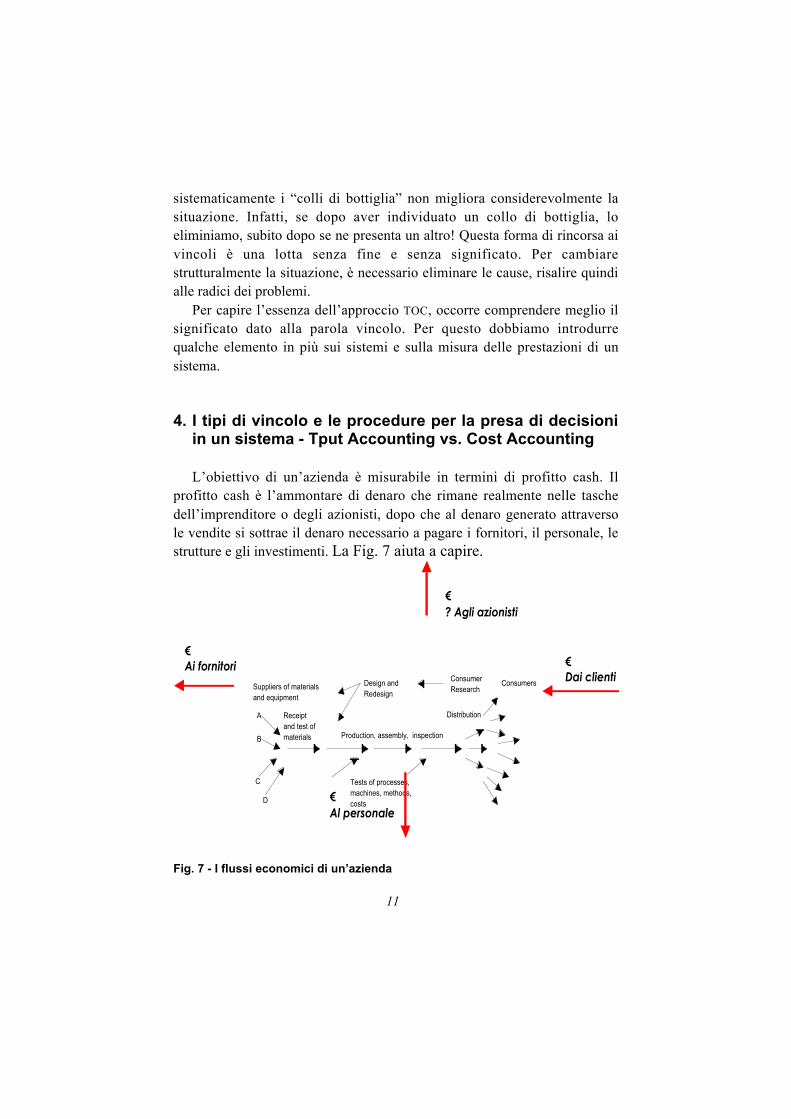
L’obiettivo di un’azienda è misurabile in termini di profitto cash. Ilprofitto cash è l’ammontare di denaro che rimane realmente nelle taschedell’imprenditore o degli azionisti, dopo che al denaro generato attraversole vendite si sottrae il denaro necessario a pagare i fornitori, il personale, lestrutture e gli investimenti. La Fig. 7 aiuta a capire.
Receiptand test of materials
Distribution
ConsumersConsumer Research
Design andRedesign
A
D
C
B Production, assembly, inspection
Suppliers of materialsand equipment
Tests of processes,machines, methods,costs
€ Ai fornitori €
Dai clienti
€ Al personale
€ ? Agli azionisti
Fig. 7 - I flussi economici di un’azienda
12
Per tutte quelle organizzazioni che non mettono il profitto al centro deiloro interessi (cosiddette no profit), la misura principale del successo ècostituita dalle unità di obiettivo conseguite. La TOC è un metodo che trovaapplicazione anche nei contesti no profit, purché ci sia un obiettivomisurabile da raggiungere. Il caso Spedali Civili del capitolo 6 è unesempio illuminante in tal senso.
Nelle aziende, l’unità di misura del profitto è il denaro ed il profittodipende, sostanzialmente, dalla redditività delle vendite, cioè dalladifferenza tra il prezzo di vendita ed il denaro speso per acquistare ciò cheviene venduto (questa grandezza si chiama TVC, costi totalmente variabili).La differenza prende il nome di Throughput (T o Tput) e ne consegue che ilTput (T) è la misura operativa del successo di un’azienda. Infatti, seaumenta il Tput anche il profitto cash aumenterà, dato che le altre spese (icosti fissi per intenderci) sono normalmente stabili in un determinatoperiodo di tempo.
Ogni azienda necessita di un sistema di informazioni che guidi e motivii manager a muoversi verso gli obiettivi aziendali. Essi devono sapere inquale direzione rivolgere i loro sforzi, per dirigere l’organizzazione verso ilsuo obiettivo.
Bisogna valutare, cioè, come le decisioni locali si ripercuotono sulrisultato globale. Per questo occorre dotarsi di un sistema di misura delleprestazioni dell’organizzazione.
Il sistema di misura che la TOC propone è basato su tre grandezze, nonindipendenti tra di loro, che sono:
® Throughput (T): il ritmo con cui l’azienda genera denaro attraverso levendite;
® Costi Totalmente Variabili (TVC): il denaro speso per acquistare coseche intende vendere (materiali e lavorazioni esterne);
® Operating expense (OE, spese operative): il denaro speso per trasformareTVC in T; in pratica tutti i costi a bilancio a cui corrisponde un esborsomonetario (un esempio di costo a cui non corrisponde un esborsomonetario sono gli ammortamenti).
T, TVC, OE si legano facilmente alle tradizionali misure di prestazione disistema, Cash Profit (CP) e Return on Investment (ROI), nel seguente modo:
13
CP = T - OE;ROI = T /OE
La contabilità direzionale della TOC, basata su queste misure, prende ilnome di Throughput Accounting (TA).
Le 3 misure sono ordinate con una priorità precisa che definisce anchel’etica del miglioramento sottesa dalla TOC. Per migliorare il CP, la strada ècercare in ogni modo di incrementare T, in caso di necessità cercare dicontenere i TVC e, solo quando si è senza alternative, ridurre le OE.
Riassumiamo i concetti fin qui esposti:
• le aziende sono dei sistemi;• in un sistema il risultato non è la somma dei risultati raggiunti dai suoi
componenti, anzi esiste sempre almeno un fattore (che chiamiamovincolo) che determina la capacità del sistema di raggiungerel’obiettivo;
• il tput è la misura operativa del raggiungimento dell’obiettivo.
Ne consegue che il miglioramento delle prestazioni di un sistema(un’azienda, un ospedale, un’intera filiera) è misurabile con la velocitàcon cui si genera Tput e passa dalla corretta determinazione e gestionedel vincolo del sistema.
Questa è la traduzione concreta della TOC dell’idea di circolo virtuoso diDeming (Fig. 8).

14
Miglioramento della qualità
Diminuzione dei costi dovuta ad una minore necessità di rilavorazione, ad un numero inferiore di errori, ritardi e intoppi, ad un migliore uso del tempo delle macchine e dei materiali
La produttività migliora
Ci si impadronisce più facilmente del mercato con una qualità migliore e prezzi più bassi
Si rimane profittevolmente sul mercato
Si crea occupazione
Fig. 8 – Il circolo virtuoso di Deming
Concentriamo l’attenzione sul concetto di vincolo. La prima cosa dasapere è che esistono due tipi di vincolo:
1) Vincolo di risorse o altrimenti detto di throughput2) Vincolo cognitivo
4.1 Il vincolo di Throughput
Il vincolo di throughput è essenzialmente di natura fisica (macchine,risorse, competenze, ecc.).
Preso atto del fatto che qualunque sistema ha capacità finita (ad es. laquantità di ore di lavoro che possono essere dedicate a soddisfare gli ordinidei clienti), il vincolo di throughput non deve essere eliminato, ma gestito,rendendolo, di fatto, il punto di focalizzazione dell’intera organizzazione.
Ovunque si individui il vincolo di throughput (produzione,distribuzione, progettazione, marketing & vendite, ecc.), gli algoritmi cheGoldratt ha sviluppato per gestirlo sono basati sul concetto di
15
“sfruttamento” del vincolo (il vincolo deve sempre lavorare a pieno ritmo)e di “subordinazione” al vincolo (il resto del sistema deve agire in modo dasupportare a pieno il funzionamento ottimale del vincolo).
Tra tutte le risorse che sono disponibili per generare Tput, ce ne saràuna, in ogni momento, che sarà il vincolo, cioè che determinerà la quantitàe la velocità di generazione del Tput. Come fare ad identificare il vincolo?
Immaginate che il volume di ordini che ricevete cominci ad aumentaredel 10, del 20, del 30% su base mensile. Quale parte del sistema andrà incrisi per prima? Quella parte è il primo vincolo; se la crescita degli ordinicontinua e, contemporaneamente, rimuovete il vincolo (aumentando lacapacità della parte del sistema che è in crisi), succederà che un’altra partedel sistema andrà in crisi. Non avete un modo sicuro per capire in anticipoquale, perché non siete in grado di gestire bene la variabilità del sistema. Seandate avanti così, il vincolo si sposterà qua e là nel sistema. Voi non neavrete il controllo e prima o poi il vincolo si sposterà fuori dal sistema,diventerà un vincolo di mercato. In altre parole, il sistema disporrà di unacapacità “produttiva” superiore a quella impegnata dagli ordini dei clienti.
Questo tipo di comportamento impedisce di esercitare controllosull’azienda-sistema e, di conseguenza, di controllare il profitto.
Non ci rimane che adottare una strategia che contrasti questa perdita dicontrollo.
Il punto cruciale è il significato da dare alla frase “identificare ilvincolo”. Questa va intesa nel senso che il vincolo di risorse va scelto. Vaposizionato in una parte del sistema (che sia la progettazione, laproduzione, una specifica fase produttiva o la logistica dipende dallaparticolare azienda in cui avviene la scelta), sulla base di considerazionistrategiche (in quale mercato è l’azienda, come sta cambiando il mercato,quale immagine deve dare di sé l’azienda per continuare a crescere, ecc…),dopo di che occorre fare in modo che non si muova da lì.
La scelta del vincolo spetta all’imprenditore perché il profitto dipendeda quanto bene usiamo il vincolo scelto strategicamente.
Ma per fare questo siamo obbligati ad individuare e superare tutti ivincoli cognitivi che incontriamo.
4.2. Il Vincolo cognitivo

16
Un vincolo cognitivo è la collezione dei modelli mentali con i qualiinterpretiamo la realtà che ci impedisce di trarre tutto il Tput dalleconoscenze e risorse possedute.
Il primo vincolo cognitivo lo state sperimentando proprio adesso. Fino aqui il buon senso vi ha detto che stavate leggendo delle cose sensate (ilvincolo come leva strategica, ecc.). Contemporaneamente, l’abitudineinveterata ad affrontare le cose in termini di ottimizzazione locale (vediamoun problema e lo spazziamo via, usiamo il budget, dividiamo i problemigrandi in tanti piccoli e li affrontiamo separatamente) vi dice che in tutto ildiscorso c’è qualcosa di stonato.
Il vincolo cognitivo è, appunto, un paradigma mentale che guida lenostre azioni e i nostri pensieri e ci impedisce di trarre il maggior profittodalle cose che sappiamo e che sappiamo fare.
I modelli mentali sono ipotesi profondamente radicate, generalizzazioni,o anche figure o immagini che influenzano il modo in cui comprendiamo ilmondo ed il modo in cui agiamo. Spesso noi non siamo consapevoli deinostri modelli mentali e degli effetti che essi hanno sul nostrocomportamento.
I vincoli cognitivi vanno quindi:
a) individuati;b) superati.
Per individuare tutti i modelli mentali di un’azienda, bisogna ricostruirela mappa logica che collega tutti gli elementi della realtà aziendale e mostrada quali modelli mentali dipende l’esistenza di fatti negativi. In gergo TOC
questa fotografia logica prende il nome di “conflitto di fondo”. Perrealizzare ciò, la TOC fornisce una strumentazione apposita ed unaprocedura di utilizzo: i TP tools ed il superamento dei 6 livelli di resistenzaal cambiamento.
I TP tools consentono di fare una fotografia della realtà logica edemotiva del pensiero dell’azienda (ovvero delle persone responsabili del-l’organizzazione), nelle diverse situazioni in cui c’è resistenza alcambiamento. I T P tools, con rigorose tecniche logiche basate suragionamenti causa-effetto, fanno riconoscere ed affrontare i paradigmimentali che tengono l’organizzazione in una condizione non desiderata(perché non ottimale) e che la limitano nell’affrontare un cambiamento che
17
la conduca realmente verso una condizione desiderata (la propria visionedel futuro).
Il percorso generale per migliorare l’efficienza di un’azienda consistenelle seguenti fasi:
1. scegliere strategicamente il vincolo di sistema;2. organizzarsi per sfruttarlo al meglio (con un processo di pianificazione
delle risorse);3. introdurre le misure opportune (fondate sul concetto di Tput) per
favorire il processo di subordinazione (termine con cui la TOC siriferisce all’adozione, in tutto il sistema, di comportamenti orientatiall’efficienza dell’intero sistema e non solo all’efficienza locale);
4. individuare e superare tutti i vincoli cognitivi che ostacolano questoprocesso, compresi quelli che impediscono all’azienda di vendere di piùe meglio.
4.3. La procedura base per i vincoli di risorsa: i 5 passi difocalizzazione e le sue declinazioni
Passo 1 – identificare il/i vincolo/i del sistemaIdentificare significa che si ha già un’idea di quali siano i fattori
limitanti le performance del sistema (le cosiddette risorse scarse) e si decideda quale partire; in questo passo non è importante avere una lista di vincolibasata su qualche priorità, la lista dei candidati è molto molto breve, primao poi dovremo confrontarci con tutti.
Passo 2 – decidere come sfruttare il vincoloPoiché il vincolo è il fattore che limita le performance, non ci rimane
che decidere come spremere dal vincolo tutto quello che può dare. Sfruttareè quello che si deve fare, nulla di più nulla di meno. E se il vincolo èesterno, ovvero è il mercato (abbiamo abbastanza capacità, ma nonabbastanza ordini?), allora sfruttare significa fare tutte le consegne intempo, non basta il 99%, ci vuole il 100%.
Cosa succede a tutti gli altri componenti del sistema?
Passo 3 – subordinare tutto il resto alla decisione presa al passo 2

18
Il ruolo di una risorsa non-vincolo è assicurare che il vincolo lavori nelmodo migliore possibile massimizzando il throughput. Ciò significa chetutti i processi e le interdipendenze del sistema devono essere disegnati perottimizzare il lavoro del vincolo.
A questo punto siamo sulla strada giusta, ma non basta.
Passo 4 – elevare il vincoloElevare significa aumentare la capacità del vincolo. Tutto quello che si
poteva fare per ottimizzare il sistema è stato fatto, per incrementare ilthroughput è necessario elevare il vincolo (che può voler dire piùmacchinari, più persone, ecc.).
Passo 5 – Se nel passo precedente il vincolo è stato rotto ritornare al passo1
Questo passo è fondamentale per non farsi prendere dall’inerzia, ovveronon permettere che l’inerzia diventi il vincolo del sistema.
I passi 2 e 3 hanno una prospettiva di breve periodo, i passi 4 e 5 più diampio respiro. Il passo 1 ha una doppia valenza: nel breve periodo permettedi innescare il processo di focalizzazione e di miglioramento (si tratta di unpasso reattivo all’inerzia del sistema); nel medio-lungo periodo ilsignificato del passo 1 è di tipo proattivo in quanto si deve decidere qualesarà il vincolo del sistema. Il posizionamento del vincolo è una levastrategica di progettazione dell’intero sistema azienda. La stabilità delvincolo è un prerequisito allo sviluppo e alla crescita profittevole.
I 5 passi di focalizzazione per la gestione dei sistemi attraverso il lorovincolo fisico sono stati specializzati a seconda delle caratteristichepeculiari delle aziende. In base al tipo di “vincolo” le aziende sono stateclassificate e sono riconducibili a 3 archetipi:
ß le aziende a Vß le aziende a Aß le aziende a T
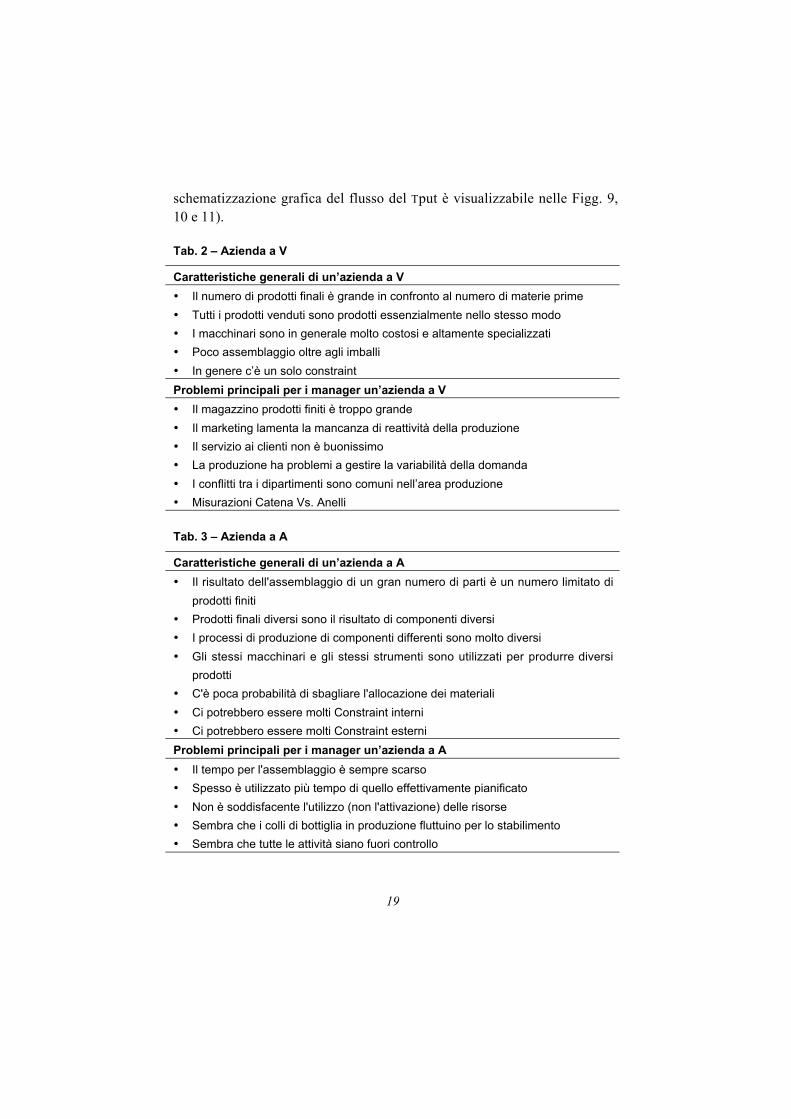
Nelle tabb. 2, 3 e 4 sono riassunte le caratteristiche distintive di queste 3tipologie di aziende ed i problemi che si incontrano tipicamente. La
19
schematizzazione grafica del flusso del Tput è visualizzabile nelle Figg. 9,10 e 11).
Tab. 2 – Azienda a V
Caratteristiche generali di un’azienda a V
• Il numero di prodotti finali è grande in confronto al numero di materie prime
• Tutti i prodotti venduti sono prodotti essenzialmente nello stesso modo
• I macchinari sono in generale molto costosi e altamente specializzati
• Poco assemblaggio oltre agli imballi
• In genere c’è un solo constraint
Problemi principali per i manager un’azienda a V
• Il magazzino prodotti finiti è troppo grande
• Il marketing lamenta la mancanza di reattività della produzione
• Il servizio ai clienti non è buonissimo
• La produzione ha problemi a gestire la variabilità della domanda
• I conflitti tra i dipartimenti sono comuni nell’area produzione
• Misurazioni Catena Vs. Anelli
Tab. 3 – Azienda a A
Caratteristiche generali di un’azienda a A
• Il risultato dell'assemblaggio di un gran numero di parti è un numero limitato di
prodotti finiti
• Prodotti finali diversi sono il risultato di componenti diversi
• I processi di produzione di componenti differenti sono molto diversi
• Gli stessi macchinari e gli stessi strumenti sono utilizzati per produrre diversi
prodotti
• C'è poca probabilità di sbagliare l'allocazione dei materiali
• Ci potrebbero essere molti Constraint interni
• Ci potrebbero essere molti Constraint esterni
Problemi principali per i manager un’azienda a A
• Il tempo per l'assemblaggio è sempre scarso
• Spesso è utilizzato più tempo di quello effettivamente pianificato
• Non è soddisfacente l'utilizzo (non l'attivazione) delle risorse
• Sembra che i colli di bottiglia in produzione fluttuino per lo stabilimento
• Sembra che tutte le attività siano fuori controllo

20
Tab. 4 – Azienda a T
Caratteristiche generali di un’azienda a T
• I prodotti finali sono il risultato dell'assemblaggio di molti semilavorati e/o parti
acquistate uguali
• Diversi prodotti finali sono composti da parti uguali
• Il processo produttivo dei componenti non prevede processi divergenti o di
assemblaggio
• Il processo produttivo per quelle parti che subiscono una lavorazione
generalmente è differente
• Di solito si assembla all'ordine
• Il tempo che intercorre tra ordine e consegna è generalmente breve
• È difficile prevedere le vendite future
• Il Capacity Constraint non esiste - la capacità è illimitata
• I tempi di set up sono brevi
Problemi principali per i manager un’azienda a T
• Grande magazzino di prodotti finiti e componenti
• Scarse performance nel tempo di consegna (30-40 % in anticipo e 30-40 % in
ritardo)
• Tempi di produzione troppo lunghi
• Insoddisfacente utilizzo delle risorse nella fase di produzione
• La produzione e l'assemblaggio sono attività separate, lo stabilimento non è
sincronizzato
Un’ulteriore tabella (tab. 5) mette in relazione le tipologie di aziendacon l’algoritmo da utilizzarsi per la gestione del vincolo fisico.
Tab. 5 – Algoritmi di gestione del vincolo
Aziende a V Aziende ad A Aziende a T
produzione d iscretaripetitiva
produzione a commessae project managementnuovi prodotti
produzione a magazzino,
distribuzione
DBR (Drum Buffer Rope) CCBM (Catena Critica eBuffer Management)
Replenishment

21
SL1
Input - materia prima, componenti, semilavorati
Output (prodotti finiti)
SL2 SL3
SL1.1 SL2.1 SL3.1SL1.2 SL2.2 SL3.2
SL1.1.1SL2.2.2
SL3.1.2SL1.2.1SL2.2.1
SL3.1.1
SL3.3
LAVORAZIONE 1
LAVORAZIONE 2
LAVORAZIONE 3
LAVORAZIONE 4
Fig. 9 – Schema logico di funzionamento di un’azienda a V
Fase 1 Fase 2
Fase 5 Fase 6
Fase 7 Fase 8
Fase 3 Fase 4
Fase 9
Fase 10
Input - materia prima, componenti, semilavorati
Output (prodotti finiti)
Fase 12
Fase 11
Fig. 10 – Schema logico di funzionamento di un’azienda a A
22
Output (prodotti finiti)
Fase 1 Fase 2
Fase 5 Fase 6
Fase 7 Fase 8
Fase 3 Fase 4
Fase 9
Input - materia prima, componenti, semilavorati
Fase 11
Magazzino intermedio componenti, semilavorati
SL1.1.1 SL2.2.2 SL3.1.2SL1.2.1 SL2.2.1 SL3.1.1
LAVORAZIONE/ASSEMBLAGGIO
PF1 PF4 PF6PF2 PF3 PF5PF9 PF7 PF10PF8
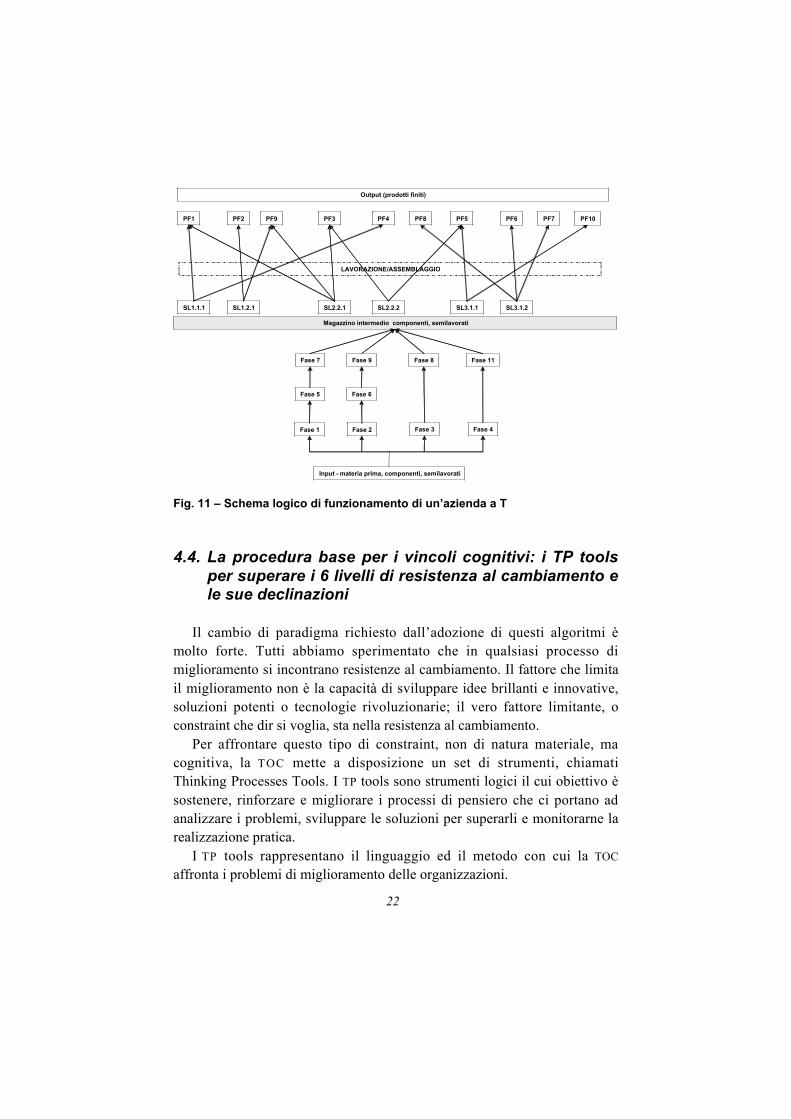
Fig. 11 – Schema logico di funzionamento di un’azienda a T
4.4. La procedura base per i vincoli cognitivi: i TP toolsper superare i 6 livelli di resistenza al cambiamento ele sue declinazioni
Il cambio di paradigma richiesto dall’adozione di questi algoritmi èmolto forte. Tutti abbiamo sperimentato che in qualsiasi processo dimiglioramento si incontrano resistenze al cambiamento. Il fattore che limitail miglioramento non è la capacità di sviluppare idee brillanti e innovative,soluzioni potenti o tecnologie rivoluzionarie; il vero fattore limitante, oconstraint che dir si voglia, sta nella resistenza al cambiamento.
Per affrontare questo tipo di constraint, non di natura materiale, macognitiva, la TOC mette a disposizione un set di strumenti, chiamatiThinking Processes Tools. I TP tools sono strumenti logici il cui obiettivo èsostenere, rinforzare e migliorare i processi di pensiero che ci portano adanalizzare i problemi, sviluppare le soluzioni per superarli e monitorarne larealizzazione pratica.
I TP tools rappresentano il linguaggio ed il metodo con cui la TOC
affronta i problemi di miglioramento delle organizzazioni.

23
Un esempio dell’uso dei TP tools si trova in “It’s not luck”, dovevengono applicati ad un problema di vincolo di Throughput non fisico,quello del Marketing e delle Vendite.
Tutti i processi di cambiamento devono transitare per tre passaggi:
1) Che cosa cambiare2) In che cosa cambiare3) Come rendere possibile il cambiamento
Un secondo modo di guardare al problema è “scomporre” la resistenzaal cambiamento in livelli (la TOC ne identifica 6) e concepire il processo dimiglioramento come il superamento sistematico dei livelli di resistenza alcambiamento:
1. Disaccordo sul problema2. Disaccordo sulla direzione della soluzione3. Mancanza di fiducia nella completezza della soluzione4. Paura di conseguenze negative generate dalla soluzione5. Troppi ostacoli sulla strada che conduce al cambiamento6. Riserve sulla nostra capacità/volontà di implementare la soluzione (e su
quella degli altri)
Ciascuno di questi livelli può essere superato usando uno deglistrumenti logici della TOC (Fig. 12).
Nella Fig. 13 si mostrano le relazioni tra le 3 domande fondamentali inogni processo di cambiamento e i TP tools della TOC:
Per un approfondimento teorico sui TP Tools si rimanda all’appendicedella prima edizione di questo libro.
4.5. La relazione tra profitto, predicibilità di sistema egestione del vincolo e gli elementi del metodoDeming più rilevanti
Utilizziamo la metafora della corsa a squadre per mostrare gli effettidella variabilità sul profitto. Ogni sistema è affetto da due tipi di variabilità:

24
1. Disaccordo sul problema
2. Disaccordo sulla direzione dellasoluzione
3. Mancanza di fiducia nella completezzadella soluzione
4. Paura di conseguenze negativegenerate dalla soluzione
5. Troppi ostacoli sulla strada che conduceal cambiamento
6. Riserve sulla nostra capacit à/volontà diimplementare la soluzione (e su quelladegli altri )
1. Nuvola di Conflitto
2. Injections
3. Albero della realt à futura(FrT)
4. Nuvola delle implicazioninegative
5. Albero dei Prerequisiti (PrT)
6. Albero della Transizione(TrT)
Fig. 12 - I 6 livelli di resistenza e gli strumenti per superarli
3. Come causare il cambiamento?
Albero dei PrerequisitiAlbero della Transizione
2. In cosa cambiare?Evaporazione della nuvolaAlbero della Realtà Futura
Ramo delle Implicazioni Negative
1. Cosa Cambiare?Nuvola Generica
Albero della Realtà Corrente
Fig. 13 - Le tre domande del cambiamento
a) la variabilità intrinseca nel sistema, determinata dalle interdipendenzeche amplificano, se non si utilizzano gli strumenti adatti, la variabilitànaturale dei singoli processi (persone).
25
Illuminante in questo senso è l’esperimento dell’imbuto proposto daDeming nel suo libro “Impresa di Qualità”.
Nella nostra immaginaria squadra che corre “legata”, questavariabilità è quella data dalle persone che, a seconda del momento, sonopiù o meno in forma, più o meno collaborative, più o meno attente allemosse degli avversari. La conseguenza è che correndo più volte la stessagara non si otterranno risultati uguali.
b) la variabilità importata dal sistema, attraverso il mercato (nel nostroesempio si tratta di correre diversi tipi di gare: in pianura, in salita, indiscesa) e attraverso i fornitori (nel nostro caso si tratta dell’effetto discarpette e vestiario magari poco adatti alla particolare gara anche seultra tecnologici).
Ridurre la variabilità intrinseca significa allenare la squadra così chepossa rispondere in modo molto simile gara dopo gara. Tale variabilità èdata dalla somma di piccoli imprevisti e inconvenienti che accadonodurante la gara. Ogni gara è diversa dall’altra. Quando questa diversitàdiventa importante ai fini del “risultato”? Quando ha il potere di spostare ilvincolo della squadra. Pensate ad una squadra che è allenatissima nelle garedi pianura, in grado di governare la variabilità intrinseca e di sincronizzareil ritmo rispetto al suo componente più “lento”. Improvvisamente si trova acorrere una gara di salita: l’uomo più lento non lo è più, saltano tutti imeccanismi, le prestazioni precipitano.
Pensare di governare la variabilità importata dal sistema soltanto conmeccanismi “interni” (agendo cioè sui fattori generanti la variabilitàinterna) è uno dei più comuni constraint cognitivi.
4.6. Conclusioni
Perché fare uso della TOC?
La definizione più gettonata della TOC, da parte degli utilizzatori, è:buon senso. In realtà la TOC è ingegnerizzare il buon senso, distinguendosempre tra buon senso e senso comune, perché spesso le persone chiamanobuon senso il senso comune, ciò che sono abituate a fare. E non sempre ilsenso comune indica la strada giusta per raggiungere gli obiettivi.

26
Quando farne uso?
In estrema sintesi la TOC va utilizzata, anche insieme ad altri approcci,quando il cambiamento è improcrastinabile, o per sostenere la crescita, oper sopravvivere alla concorrenza e:
u non siete nelle condizioni di governare la domanda a cui il vostrosistema deve rispondere;
u le persone sono indispensabili al cambiamento.
Che vuol dire “essere nelle condizioni di governare la domanda”? Nonbasta sapere che l’anno prossimo la vostra azienda fatturerà più o menoTOT, vuol dire essere in grado di pianificare adesso l’uso efficiente eredditizio delle risorse dell’azienda nei prossimi 6-12 mesi.
Che vuol dire “le persone sono indispensabili al cambiamento”? Provatea rispondere alle seguenti domande:
• siete disposti a cambiare fino al 30% del personale (operai, impiegati,forza vendita…) nei prossimi 6-12 mesi pur di raggiungere i vostriobiettivi?
• Ve lo potete permettere? Economicamente, come immagine, comerelazioni interne?
• Siete sicuri di trovare del personale adatto, nella quantità che vi serve?• Siete sicuri che, una volta trovato, marcerà al ritmo che volete?
Se avete risposto 4 sì, allora le persone non sono indispensabili allatrasformazione della vostra azienda e, quindi, potete pensare di portarlaavanti senza spendere un po’ di tempo sulla TOC. Negli altri casi viconviene trovare il tempo per capirne di più.
27
Bibliografia
Eliyahu M.Goldratt,
What Is This Thing Called Theory of Constraints and How Should ItBe Implemented?, North River Press, Great Barrington, Mass,1990.
The Haystack Syndrome: Sifting Information from the Data Ocean,North River Press, Great Barrington, Mass, 1990.
The Goal: A Process of Ongoing Improvement, North River Press,Great Barrington, Mass, 1992.
Critical Chain.North River Press, Great Barrington, Mass, 1997.It’s not luck, North River Press, Great Barrington, Mass, 1994.Necessary but not Sufficient, North River Press, Great Barrington,
Mass, 2000.The Theory of Constraints Journal (vol. 1-6) Avraham Y. Goldratt
Institute, 1987.
W.E.Deming,
Out of the Crisis, Massachussets Institute of Technology Center forAdvanced Engineering Study, Cambridge, Mass, 1982.
The New Economics for Industry, Government, Education, Massa-chussets Institute of Technology Center for Advanced Engineer-ing Study, Cambridge, Mass, 1993.
General
Lepore D., Cohen O., Deming and Goldratt, the decalogue, NorthRiver Press, Great Barrington, Mass, 1999.
Pettinati L., Vettor C., Creare valore nel territorio: il caso CassaPadana, Franco Angeli, Milano, 2006.
Senge P. M., The fifth Discipline, Doubleday, New York, 1990.Vettor C., Fare sistema nelle PMI - la Teoria dei Constraints, Franco
Angeli, Milano, 2005.