CORSO TECNICO SUPERIORE PER LA MANUTENZIONEteca.elis.org/7197/GravineseNunzio.pdf · predittive per...
27
CORSO TECNICO SUPERIORE PER LA MANUTENZIONE TESI PROGETTO FORMATIVO Studio di fattibilità per implementazione delle tecniche di manutenzione predittive per impianti di produzione aeronautiche NOVEMBRE 2006 – MARZO 2007
Transcript of CORSO TECNICO SUPERIORE PER LA MANUTENZIONEteca.elis.org/7197/GravineseNunzio.pdf · predittive per...

CORSO TECNICO SUPERIORE PER LA MANUTENZIONE
TESI PROGETTO FORMATIVO
Studio di fattibilità per implementazione delle tecniche di manutenzione
predittive per impianti di produzione aeronautiche
NOVEMBRE 2006 – MARZO 2007

PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
2
RINGRAZIAMENTI Si ringraziano: la Società Alenia Composite SpA , il tutor aziendale nella persona dell’ing.
L. Dileo per la disponibilità e il coordinamento; gli ingegneri Simav SpA, M. Provenzale
e P. Gatta, per avermi seguito e supportato tecnicamente nei contenuti e nello
svolgimento dello stage
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
3
INDICE INTRODUZIONE………………………………………………….4
1. DESCRIZIONE AZIENDA………………………………...5
2. PROGETTO FORMATIVO
2.1 OBBIETTIVI……………………………………….……6
2.2 GANTT PROGETTO FORMATIVO…….……………..7
3. ANALISISI PROCESSO PRODUTTIVO
3.1 OUTPUT DI PROCESSO…………………………………8
3.2 LAYOUT IMPIANTI DI PROCESSO ………………….10
3.3 CICLO PRODUTTIVO…………………………………..12
4. STRATEGIA DI MANUTENZIONE
4.1 FLUSSO METODOLOGICO ADOTTATO…………….13
4.2 APPROCCIO RCM………………………………………14
4.3 DESCRIZIONE WORKSHEET…………………………16
CONCLUSIONI………………………………………………….25 ALLEGATO AUTOCLAVE
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
4
INTRODUZIONE
Il presente lavoro ha lo scopo di analizzare la fattibilità tecnica
dell’implementazione di strategie di manutenzione predittiva (RCM) alle
macchine/impianti di produzione aeronautica presenti nello stabilimento di
Grottaglie.
Tale analisi sarà preceduta da uno studio del processo di produzione e degli aspetti
manutentivi e delle eventuali criticità associate.
Per la complessità del processo produttivo e per il gran numero di celle di
produzione e di macchine componenti le celle stesse, l’analisi verterà nel dettaglio
solo su due celle di produzione, diverse tra loro per tipologia di lavorazione e per
tecnologie adottate: Cella AFPM e Autoclave.
Si fa presente che la stesura è molto velata e non dettagliata a causa del vigente
segreto industriale.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
5
1. DESCRIZIONE AZIENDA Lo stabilimento Alenia di Grottaglie é nato nell’ambito del progetto Boeing 787 a
cui partecipa Alenia Aeronautica, controllata dal gruppo Finmeccanica.
Il fabbricato industriale, a pianta rettangolare tripartita in campate da 55 metri per
un altezza di 25 metri ed una superficie complessiva di 70000 m3, è costruito
all’interno dell’aeroporto M. Arlotta .Il numero di persone impiegate nella
costruzione è quasi un migliaio .
Per permettere l’atterraggio del 747 LCF per il trasporto è stata allungata la pista
fino 3200 metri, diventando cosi una tra le piste più lunghe d’Italia.
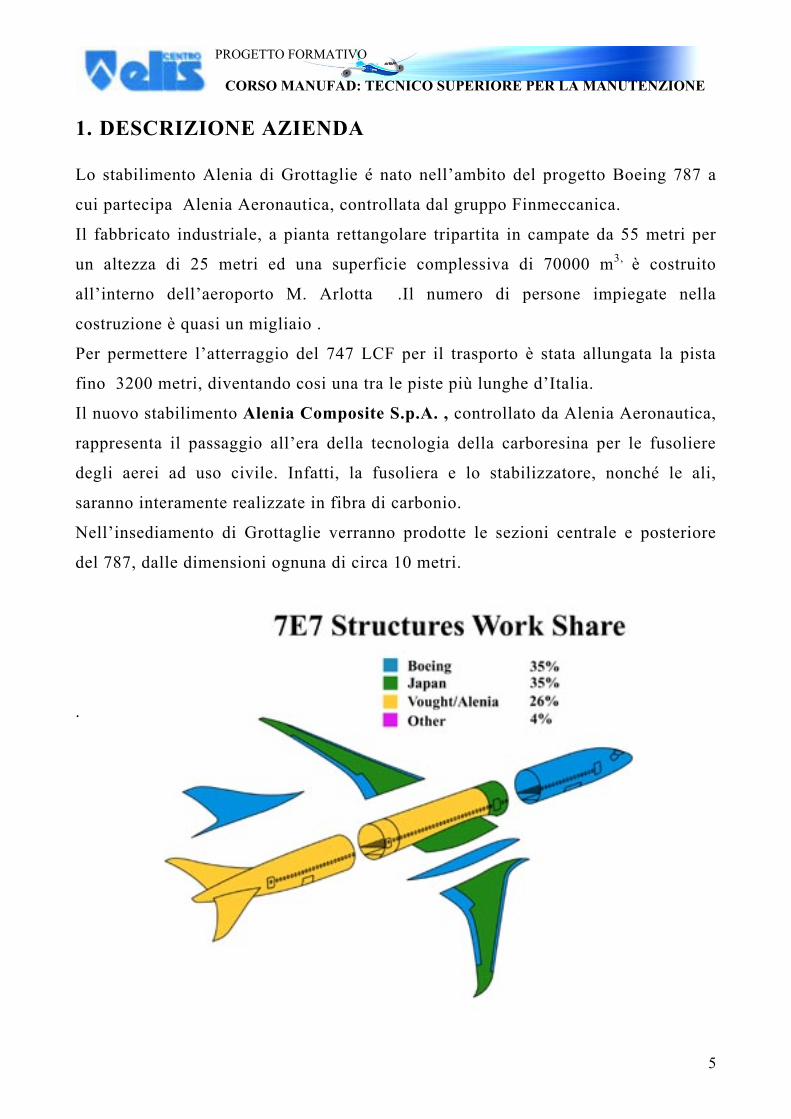
Il nuovo stabilimento Alenia Composite S.p.A. , controllato da Alenia Aeronautica,
rappresenta il passaggio all’era della tecnologia della carboresina per le fusoliere
degli aerei ad uso civile. Infatti, la fusoliera e lo stabilizzatore, nonché le ali,
saranno interamente realizzate in fibra di carbonio.
Nell’insediamento di Grottaglie verranno prodotte le sezioni centrale e posteriore
del 787, dalle dimensioni ognuna di circa 10 metri.
.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
6
2 IL PROGETTO FORMATIVO 2.1 OBBIETTIVI Gli obbiettivi prefissati per il progetto formativo sono:
• analisi del processo produttivo per realizzazione delle sezioni di fusoliera n. 44 e
n. 46 del velivolo Boeing 787.
• Analisi funzionamento delle celle e scomposizione in blocchi
• Analisi di criticità del funzionamento delle singole celle per l’individuazione
delle fasi critiche di ognuna di esse. In particolare il lavoro è stato focalizzato su due celle, Autoclave e AFPM, di cui
però solo di una, l’autoclave, sono riportati i dati per non violare il vigente segreto
industriale.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
7
2.2 GANTT PROGETTO FORMATIVO Elenco attività *:
1- Analisi processo produttivo nel quale sono coinvolte le celle 2- Analisi delle fasi delle celle 3- Analisi costruttiva e funzionale 3.1 scomposizione e codifica
3.2 analisi funzionale 4- Analisi criticità funzionali 4.1 analisi guasti diagnosticabili (da controllo)
4.2 analisi guasti diagnosticabili (da segnali deboli)
4.3 analisi parti critiche su cui applicare manutenzione predittiva
4.4 analisi parti critiche su cui applicare manutenzione on-condition
4.5 analisi eventi da gestire a guasto
4.6 analisi su cui applicare la manutenzione preventiva
5- Analisi operativa studio d’intervento 5.1 macchina in moto o ferma
5.2 procedura di messa in sicurezza macchina e/o area
5.3 attrezzature necessarie per intervento
5.4 ricambi specifici, minuteria, lubrificanti.
5.5 tempi di lavoro e numero risorse.
(*)Le seguenti attività sono sequenziali e la stima dei tempi non è stata fatta dato che le macchine sono in fase d’installazione e la documentazione è draft.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
8
3 ANALISI PROCESSO PRODUTTIVO
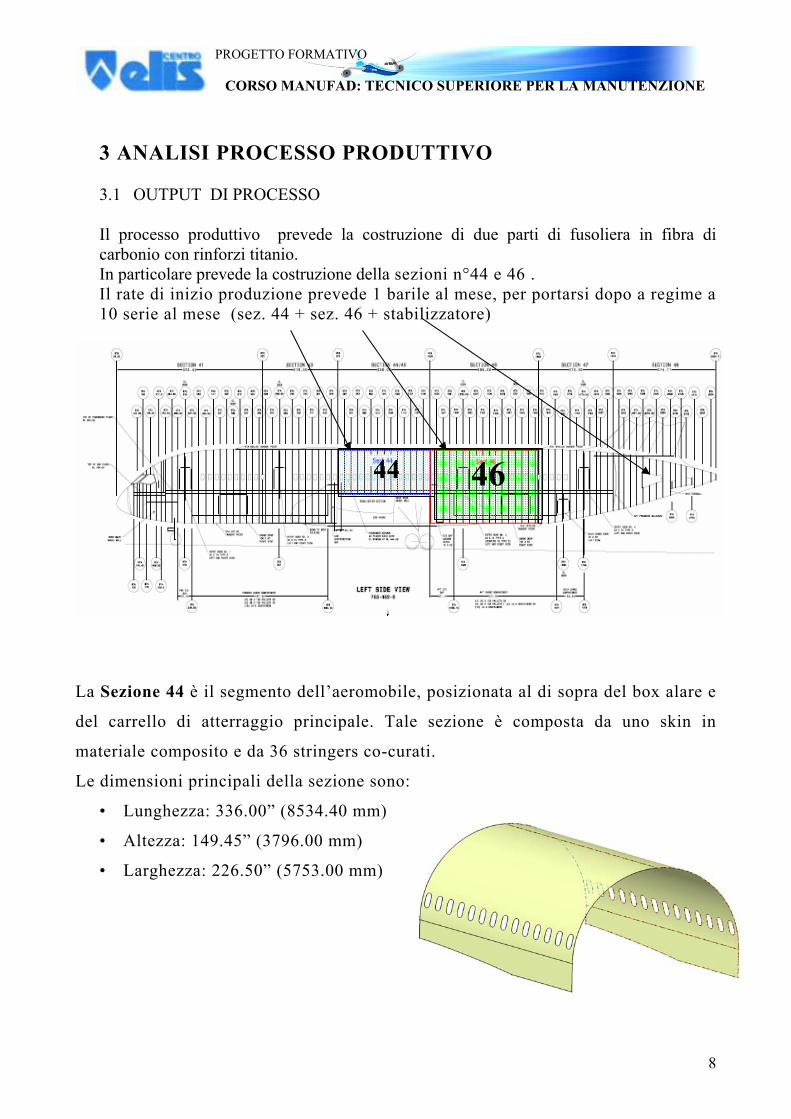
3.1 OUTPUT DI PROCESSO Il processo produttivo prevede la costruzione di due parti di fusoliera in fibra di carbonio con rinforzi titanio. In particolare prevede la costruzione della sezioni n°44 e 46 . Il rate di inizio produzione prevede 1 barile al mese, per portarsi dopo a regime a 10 serie al mese (sez. 44 + sez. 46 + stabilizzatore)
La Sezione 44 è il segmento dell’aeromobile, posizionata al di sopra del box alare e
del carrello di atterraggio principale. Tale sezione è composta da uno skin in
materiale composito e da 36 stringers co-curati.
Le dimensioni principali della sezione sono:
• Lunghezza: 336.00” (8534.40 mm)
• Altezza: 149.45” (3796.00 mm)
• Larghezza: 226.50” (5753.00 mm)
44 46
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
9
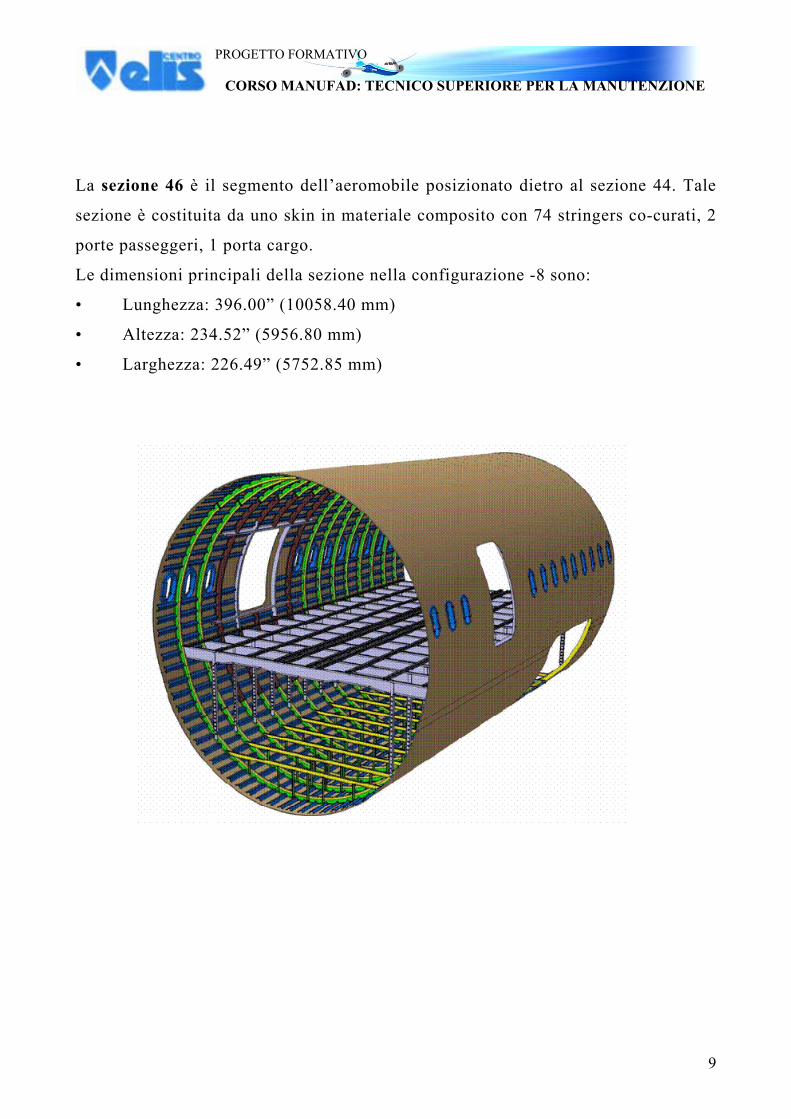
La sezione 46 è il segmento dell’aeromobile posizionato dietro al sezione 44. Tale
sezione è costituita da uno skin in materiale composito con 74 stringers co-curati, 2
porte passeggeri, 1 porta cargo.
Le dimensioni principali della sezione nella configurazione -8 sono:
• Lunghezza: 396.00” (10058.40 mm)
• Altezza: 234.52” (5956.80 mm)
• Larghezza: 226.49” (5752.85 mm)
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
10
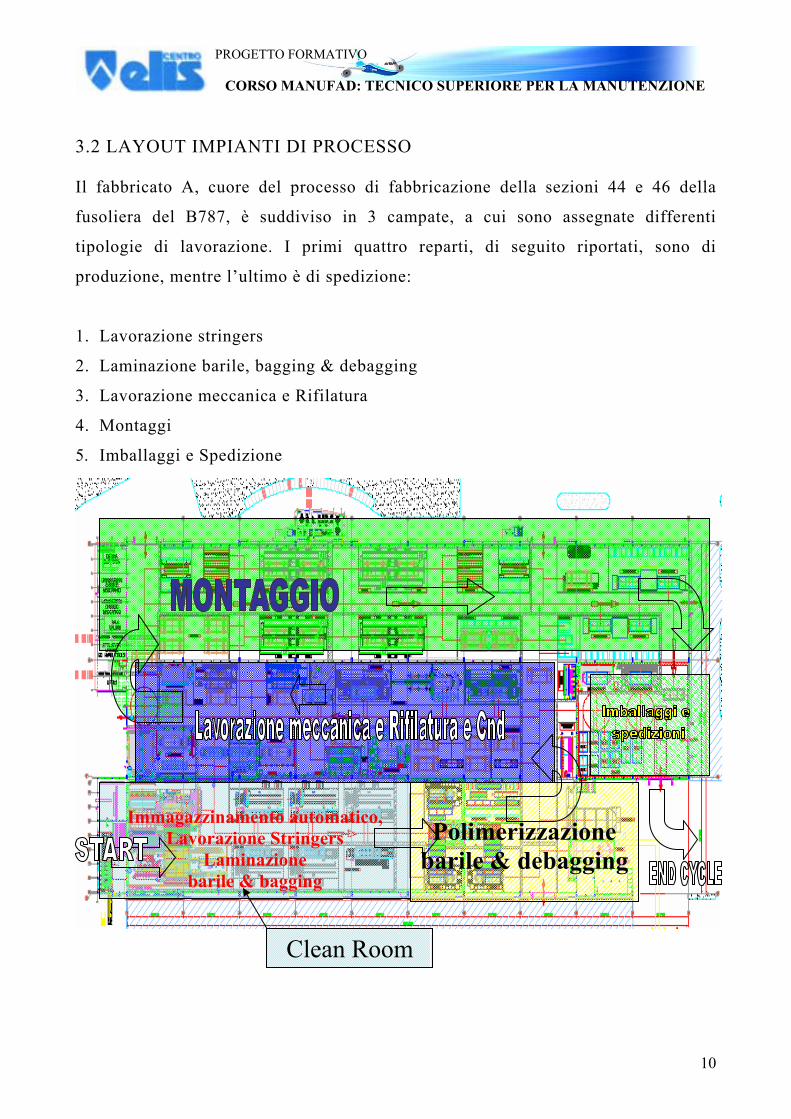
3.2 LAYOUT IMPIANTI DI PROCESSO Il fabbricato A, cuore del processo di fabbricazione della sezioni 44 e 46 della
fusoliera del B787, è suddiviso in 3 campate, a cui sono assegnate differenti
tipologie di lavorazione. I primi quattro reparti, di seguito riportati, sono di
produzione, mentre l’ultimo è di spedizione:
1. Lavorazione stringers
2. Laminazione barile, bagging & debagging
3. Lavorazione meccanica e Rifilatura
4. Montaggi
5. Imballaggi e Spedizione
Polimerizzazione
barile & debagging
Immagazzinamento automatico,
Lavorazione Stringers Laminazione
barile & bagging
Clean Room
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
11
Il processo inizia nella clean room, dove si ha:
1. prelievo fibra dalle celle frigo
2. produzione stringer
3. montaggio stringer
4. laminazione barile
5. preparazione barile per la polimerizzazione.
Successivamente il barile esce dalla clean room e passa in fabbricazione dove viene:
1. polimerizzato in autoclave
2. lavorato meccanicamente e rifilato
3. sottoposto a prove cnd
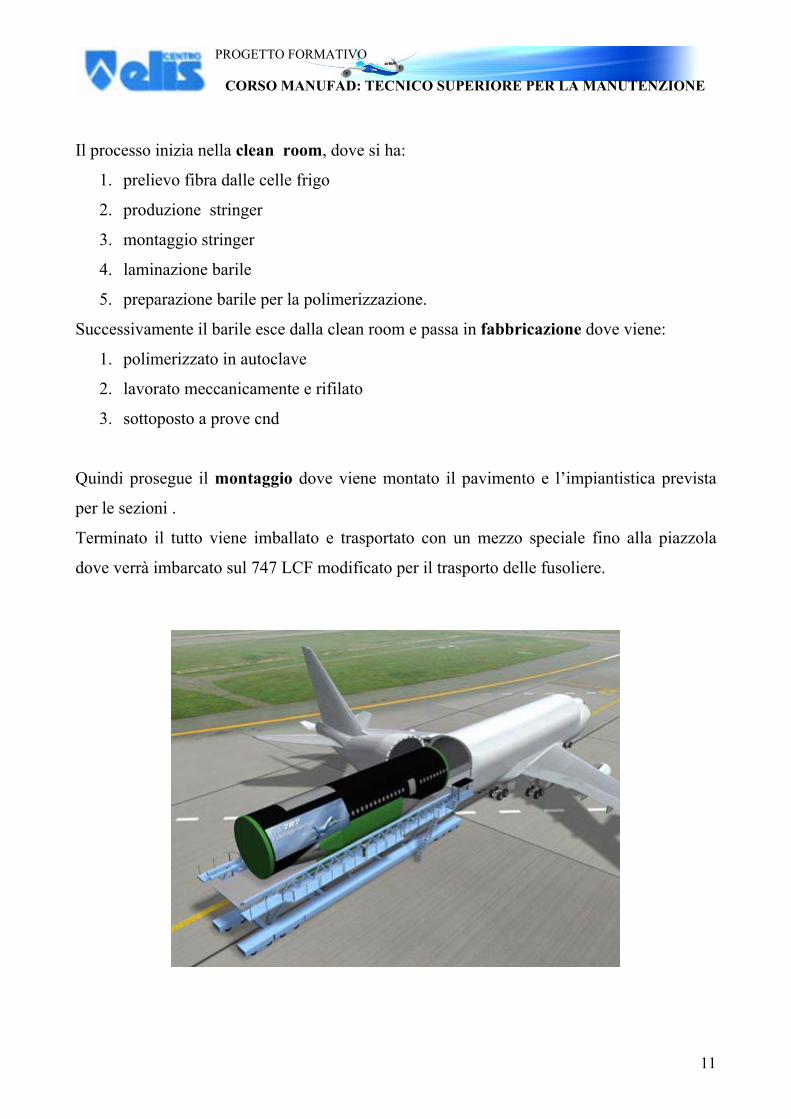
Quindi prosegue il montaggio dove viene montato il pavimento e l’impiantistica prevista
per le sezioni .
Terminato il tutto viene imballato e trasportato con un mezzo speciale fino alla piazzola
dove verrà imbarcato sul 747 LCF modificato per il trasporto delle fusoliere.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
12
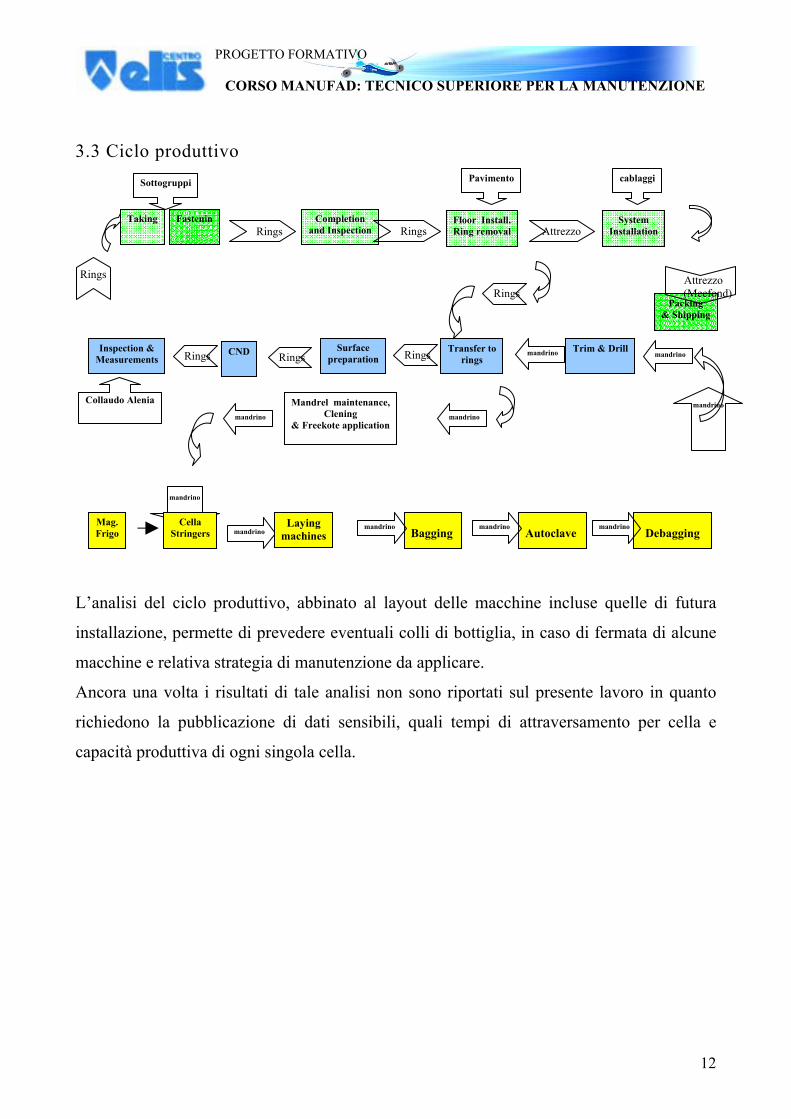
3.3 Ciclo produttivo
L’analisi del ciclo produttivo, abbinato al layout delle macchine incluse quelle di futura
installazione, permette di prevedere eventuali colli di bottiglia, in caso di fermata di alcune
macchine e relativa strategia di manutenzione da applicare.
Ancora una volta i risultati di tale analisi non sono riportati sul presente lavoro in quanto
richiedono la pubblicazione di dati sensibili, quali tempi di attraversamento per cella e
capacità produttiva di ogni singola cella.
mandrino mandrino mandrino mandrino
mandrino
Mag. Frigo
Cella Stringers Bagging Debagging Autoclave
mandrino
mandrino
Laying machines
Trim & Drill mandrino Transfer to rings
mandrino mandrino
Mandrel maintenance, Clening
& Freekote application
Surface preparation Rings Inspection &
Measurements Rings
Rings
Taking Fastenin
Sottogruppi
Rings Completion
and Inspection Rings Floor Install. Ring removal
Pavimento
System Installation
cablaggi
Rings
CND Rings
Attrezzo
Packing & Shipping
Attrezzo (Mecfond)
Collaudo Alenia
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
13
4 ANALISI STRATEGIE DI MANUTENZIONE
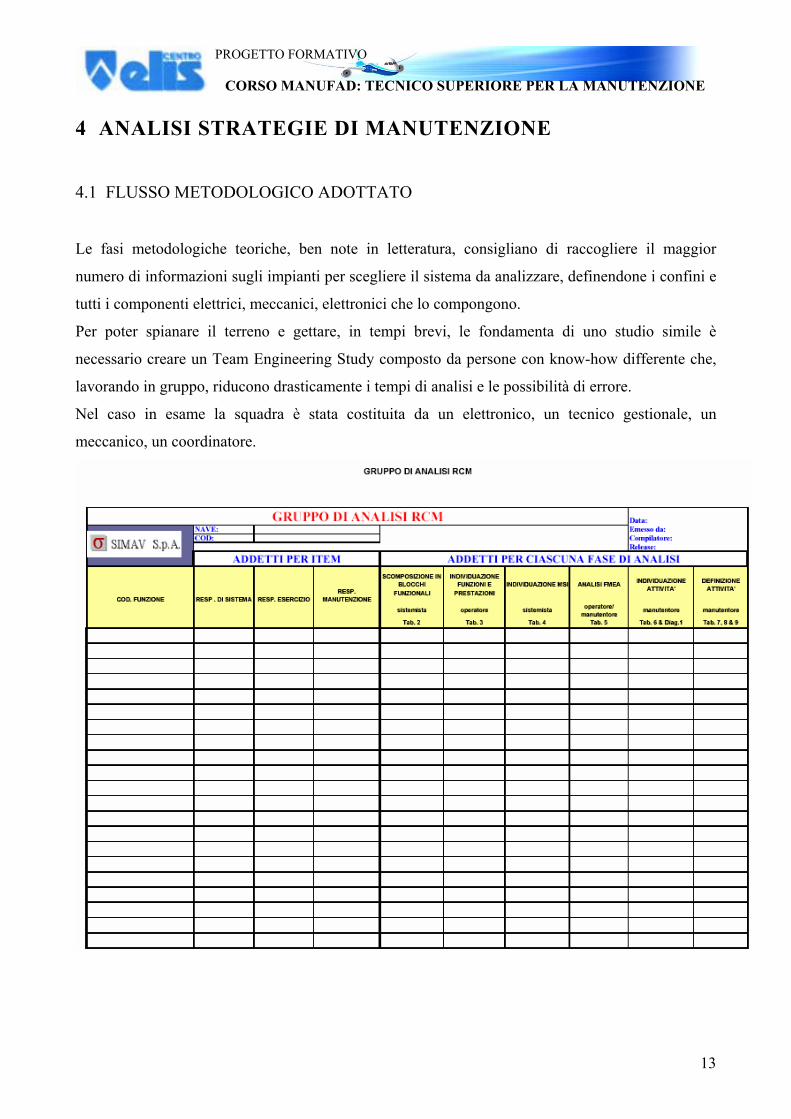
4.1 FLUSSO METODOLOGICO ADOTTATO
Le fasi metodologiche teoriche, ben note in letteratura, consigliano di raccogliere il maggior
numero di informazioni sugli impianti per scegliere il sistema da analizzare, definendone i confini e
tutti i componenti elettrici, meccanici, elettronici che lo compongono.
Per poter spianare il terreno e gettare, in tempi brevi, le fondamenta di uno studio simile è
necessario creare un Team Engineering Study composto da persone con know-how differente che,
lavorando in gruppo, riducono drasticamente i tempi di analisi e le possibilità di errore.
Nel caso in esame la squadra è stata costituita da un elettronico, un tecnico gestionale, un
meccanico, un coordinatore.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
14
4.2 APPROCCIO RCM
• DEFINIZIONE
L’RCM è un processo analitico usato per determinare i requisiti della manutenzione
preventiva di un certo asset all’interno del suo ambiente operativo.
E’ un approccio basato sull’affidabilità e consiste in una serie di procedimenti logici
e decisionali che portano alla ridefinizione del sistema di manutenzione adottato , in
maniera coerente con gli scopi che la manutenzione si propone di ottenere, ovvero:
• Attraverso la conservazione delle funzioni e delle prestazioni richieste al bene,
non necessariamente la conservazione o il ripristino delle prestazioni di targa.
• Le prestazioni richieste sono definite dall’utente in funzione del contesto
operativo nel quale è utilizzato l’apparato.
• Mitigare o eliminare le conseguenze delle avarie, non necessariamente
prevenire il verificarsi delle stesse.
• Fornire un metodo per l’individuazione delle necessità di ogni ITEM , dopo
aver individuato tutte le avarie possibili e le cause che possono generare ogni
avaria (analisi FMEA), attraverso la risposta a 7 domande fondamentali:
1ª domanda: quali sono le funzioni e le prestazioni standard dell’oggetto nel suo
contesto operativo?
2ª domanda: in quale modo l’oggetto smette di assolvere alle sue funzioni?
3ª domanda: che cosa provoca ogni avaria funzionale?
4ª domanda: che cosa succede quando si verifica ogni singola avaria?
5ª domanda: ha importanza la singola avaria?
se si:
6ª domanda: che cosa si può fare per prevenire l’avaria?
7ª domanda: che cosa si può fare per mitigare le conseguenze dell’avaria se non si
riesce a trovare un metodo adatto per prevenirla?
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
15
• SCOMPOSIZIONE FUNZIONALE
La seconda fase è quella di analizzare in dettaglio il sistema ed effettuare una scomposizione di tipo
funzionale o di tipo strutturale, sia dei componenti che dei relativi modi di guasto.
Per scomporre si è deciso di utilizzare un approccio funzionale, tenendo conto dei reali blocchi
funzionali della macchina.
• ANALISI CRITICITA’
Come suggerito dalla teoria, sono stati identificati, con un’analisi FMEA/ FMECA, i vari modi i
guasto e i relativi tassi di guasto dei componenti, attingendo tali informazioni da DATABOOK
specialistici di componenti elettronici, meccanici, elettrici, ecc..
Per semplificare l’analisi si è deciso di considerare i tassi di guasto dei componenti come costanti.
Questa ipotesi è ragionevolmente valida ed accurata se concentriamo lo studio alla sola vita utile dei
componenti esaminati. Non avendo poi uno storico di eventi di guasto, si e fatto solo un approccio
teorico.
Scelta la politica di manutenzione (a guasto, programmata, programmata / ispettiva) da eseguire per
ogni componente critico in base a valutazioni economiche e logistiche si è passati alla scelta della
strategia manutentiva da intraprendere su ogni componente critico, che necessita di monitoraggio da
campo e continue regolazioni per poter tendere all’ottimo.
A supporto dello studio e delle analisi è stato necessario l’utilizzo di strumenti informatici.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
16
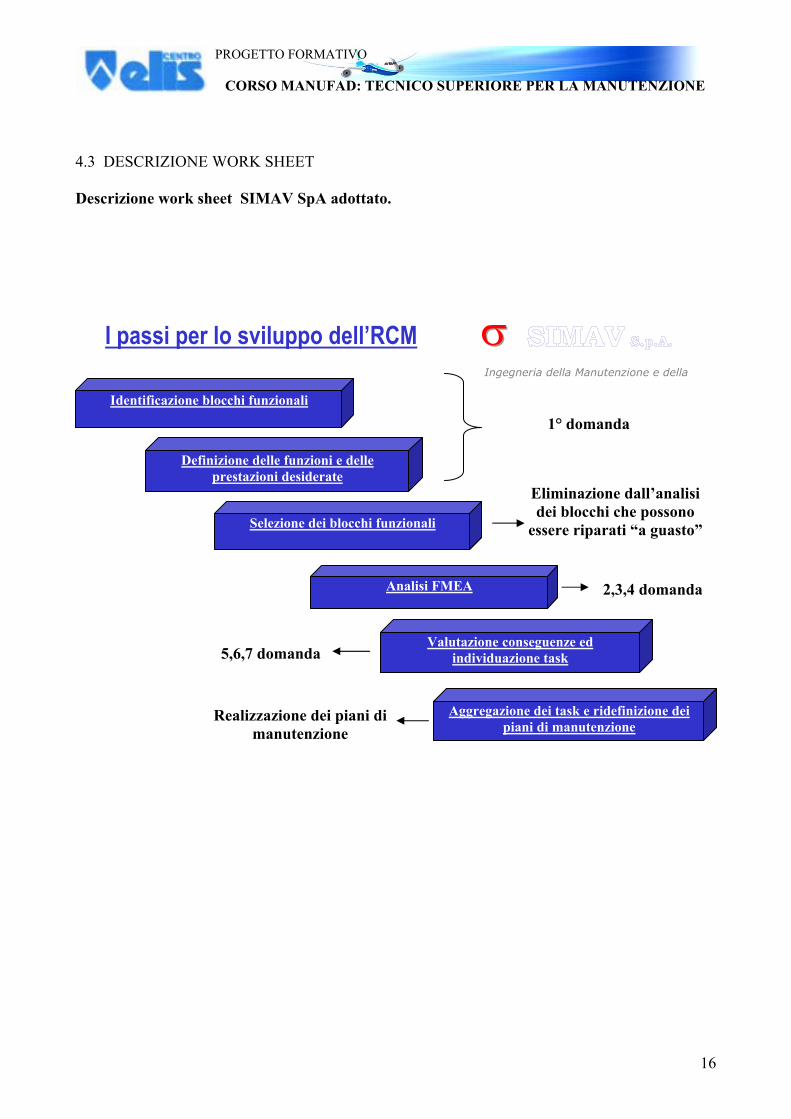
4.3 DESCRIZIONE WORK SHEET
Descrizione work sheet SIMAV SpA adottato.
I passi per lo sviluppo dell’RCM
Identificazione blocchi funzionali
Definizione delle funzioni e delle prestazioni desiderate
Selezione dei blocchi funzionali
Analisi FMEA
Valutazione conseguenze ed individuazione task
Aggregazione dei task e ridefinizione dei piani di manutenzione
1° domanda
2,3,4 domanda
5,6,7 domanda
Eliminazione dall’analisi dei blocchi che possono
essere riparati “a guasto”
Realizzazione dei piani di manutenzione
σσσ
Ingegneria della Manutenzione e della
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
17
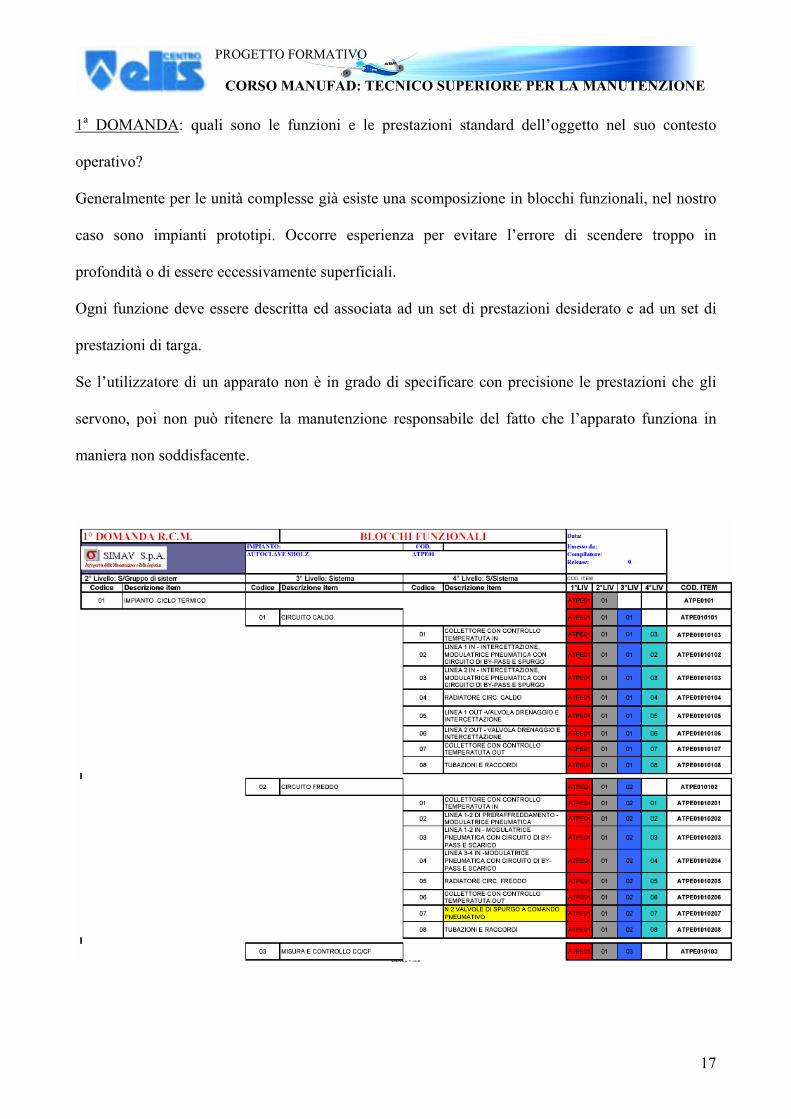
1a DOMANDA: quali sono le funzioni e le prestazioni standard dell’oggetto nel suo contesto
operativo?
Generalmente per le unità complesse già esiste una scomposizione in blocchi funzionali, nel nostro
caso sono impianti prototipi. Occorre esperienza per evitare l’errore di scendere troppo in
profondità o di essere eccessivamente superficiali.
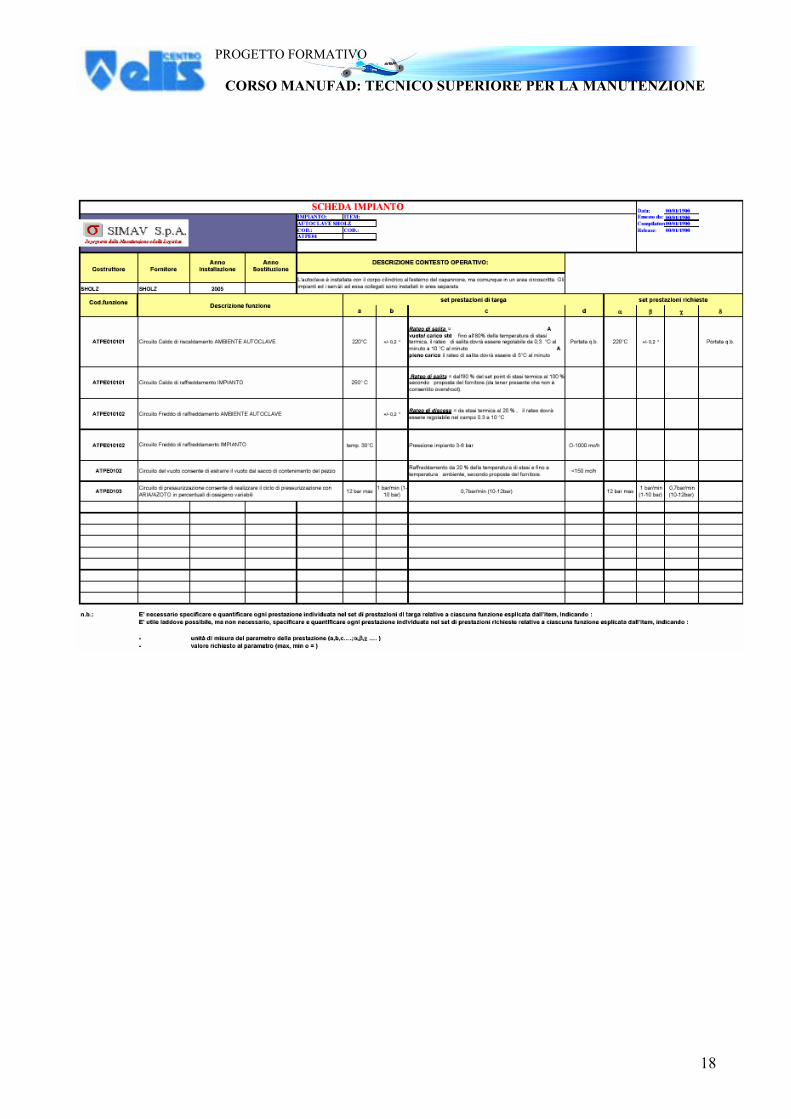
Ogni funzione deve essere descritta ed associata ad un set di prestazioni desiderato e ad un set di
prestazioni di targa.
Se l’utilizzatore di un apparato non è in grado di specificare con precisione le prestazioni che gli
servono, poi non può ritenere la manutenzione responsabile del fatto che l’apparato funziona in
maniera non soddisfacente.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
18
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
19
Vengono definiti “Maintenance Significant Items” (MSI) quegli apparati sui quali, per la loro
rilevanza, è il caso di proseguire l’analisi RCM.
Questo non significa che, alla fine dell’analisi non possa essere confermato il programma di
manutenzione in atto, ma consente:
1) di eliminare dall’analisi quegli apparati che risultano non significativi dal punto di vista
dell’esercizio e della manutenzione;
2) di definire, per questi apparati, l’azione manutentiva, che sarà quella di ripararli o sostituirli
soltanto ad avaria avvenuta.
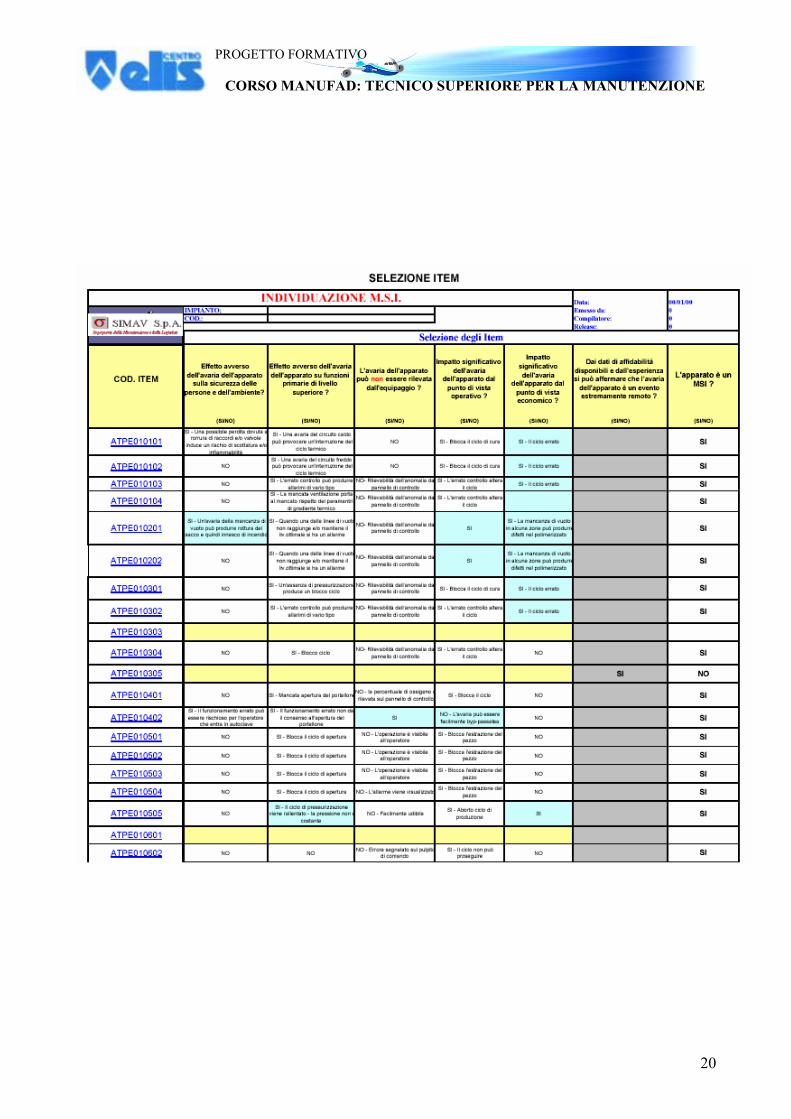
Per essere classificato come un MSI, un item deve rispondere “SI” ad almeno una delle seguenti
domande:
1) L’avaria dell’apparato può avere un effetto avverso sulla sicurezza delle persone a macchina
ferma o in moto?
2) L’avaria dell’apparato può pregiudicare una delle funzioni primarie dell’apparato di livello
superiore?
3) L’avaria dell’apparato (hidden function) può NON essere rilevata dall’operatore?
4) L’avaria dell’apparato può avere un impatto significativo dal punto di vista operativo?
5) L’avaria dell’apparato può avere un impatto significativo dal punto di vista economico?
Se la risposta è SI anche ad una sola delle precedenti domande, allora l’item deve essere classificato
come significativo per la manutenzione e l’analisi RCM va proseguita.
6) Dai dati di affidabilità disponibili e dall’esperienza si può affermare che l’avaria dell’apparato è
un evento estremamente remoto?
Se la risposta alla domanda 6 è SI, allora può essere considerata la possibilità di considerare l’item
non significativo anche in presenza di risposte SI alle domande 1,2,3,4,5.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
20
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
21
Tutta l’analisi svolta fino a questo momento, codifica dei vari sottoinsiemi e descrizione delle sue
funzioni, è propedeutica all’analisi dei modi e degli effetti di guasto.
Di ogni componente, si è partiti descrivendo la sua funzione, passando poi ad elencare tutti i modi
di guasto che potrebbero interessarlo, compromettendo la sua funzionalità. Di tali condizioni di
guasto si sono analizzate le cause primarie e per ciascuna di queste ci si è soffermati sugli effetti
primari che porterebbero generare.
Logicamente è stata creata una codifica per le varie Avarie Funzionali (Modo di guasto) ed una per
i vari guasti di componenti che si possono avere; il tutto a garanzia di maggiore rintracciabilità del
guasto ed una migliore lettura dei vari worksheet.
I risultati dell’analisi FMEA sono stati raccolti in un worksheet che raccoglie informazioni circa:
⇒ Codice del Sottosistema
⇒ Descrizione della sua funzione (F): la descrizione della funzione che il componente deve
assolvere durante il normale esercizio.
⇒ Codice dell’avaria funzionale
⇒ Descrizione dell’avaria funzionale (FF) (modo di guasto): la descrizione delle possibili
modalità di guasto ai quali il componente può essere soggetto. Va sottolineato che si è
considerato come “guasto” ogni eventualità per cui l’item in analisi non fosse in grado di
assolvere alle proprie funzioni secondo le caratteristiche di performance previste.
⇒ Codice della causa dell’avaria
⇒ Descrizione della causa dell’avaria: si è indicato, per ogni singolo modo, le varie cause che
potrebbero innescarlo.
⇒ Descrizione degli effetti dell’avaria: per singola avaria si è specificato l’effetto che l’avaria
ha sul sottoinsieme o eventualmente sulla funzionalità dell’intera macchina.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
22
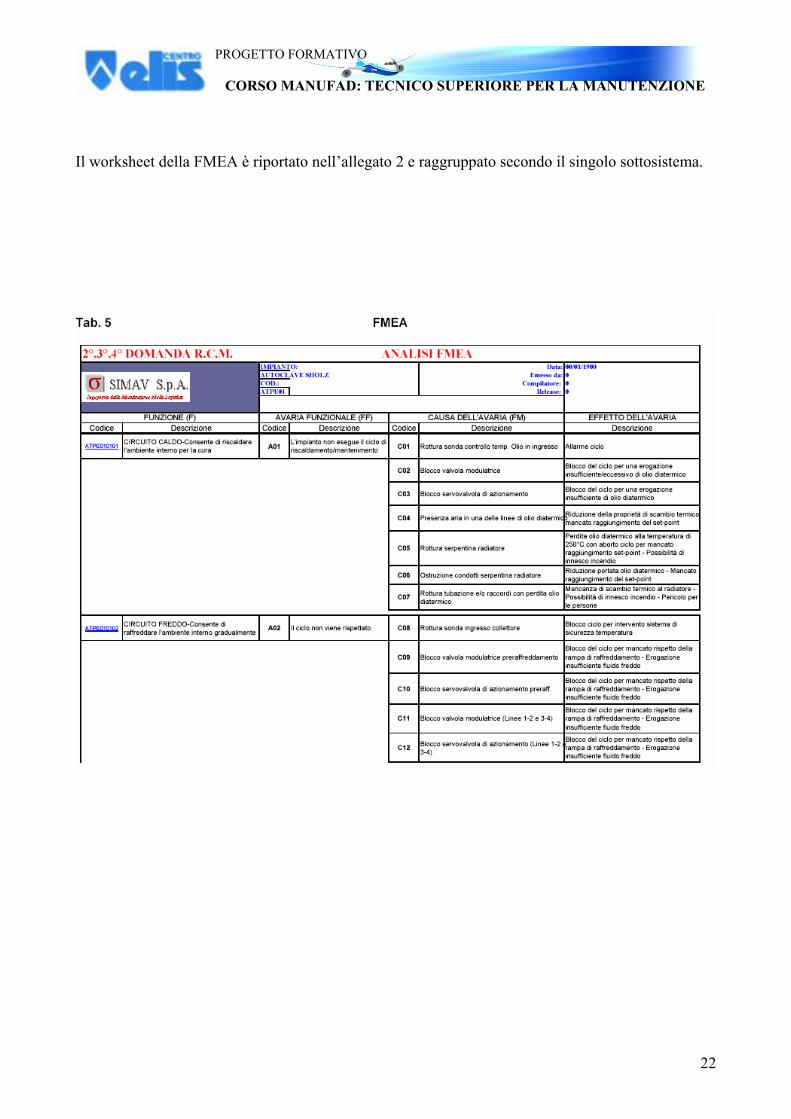
Il worksheet della FMEA è riportato nell’allegato 2 e raggruppato secondo il singolo sottosistema.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
23
Individuazione delle attività manutentive.
L’ultimo step dello studio svolto è costituito dalla applicazione della teoria – Reliability Centred
Maintenance – (RCM) vera e propria, centrata sull’affidabilità e regolarità di funzionamento.
Scopo dell’RCM è quello di sviluppare un programma di manutenzione che tenda all’incremento
del livello di affidabilità di un componente dell’apparecchiatura, identificando i guasti, o potenziali
guasti, prima che essi degradino l’efficienza dell’apparecchiatura stessa. L’analisi RCM è svolta
allo scopo di determinare quali procedure di manutenzione consentano di incrementare il grado di
affidabilità della macchina nel corso del suo ciclo di vita, basandosi sul criterio logico-decisionale
mostrato nella figura sottostante. L’analisi si svolge prendendo in considerazione i componenti più
critici della macchina, valutati precedentemente dall’analisi FMECA.
Ai fini dell’analisi si sono adottati i seguenti significati delle attività di manutenzione:
Azioni di PT&I: ispezione, prova o misura programmata intesa a determinare se un
componente è, o rimarrà, in una condizione accettabile fino alla prossima ispezione
programmata.
Azioni di ripristino programmate: esecuzione di un intervento di manutenzione a cadenze
prestabilite.
Azioni di sostituzione programmate: rimozione programmata di una parte per sostituirla, o
per sostituire uno dei suoi componenti, ad un certo termine del suo funzionamento
Azioni Combinate: esecuzione di un intervento di manutenzione congiuntamente alla
sostituzione di elementi a vita limitata.
Azioni di Ricerca Guasto Occulto: manutenzione tesa ad individuare il malfunzionamento
di un elemento di protezione di una funzione o di un elemento ridondante in stand – by.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
24
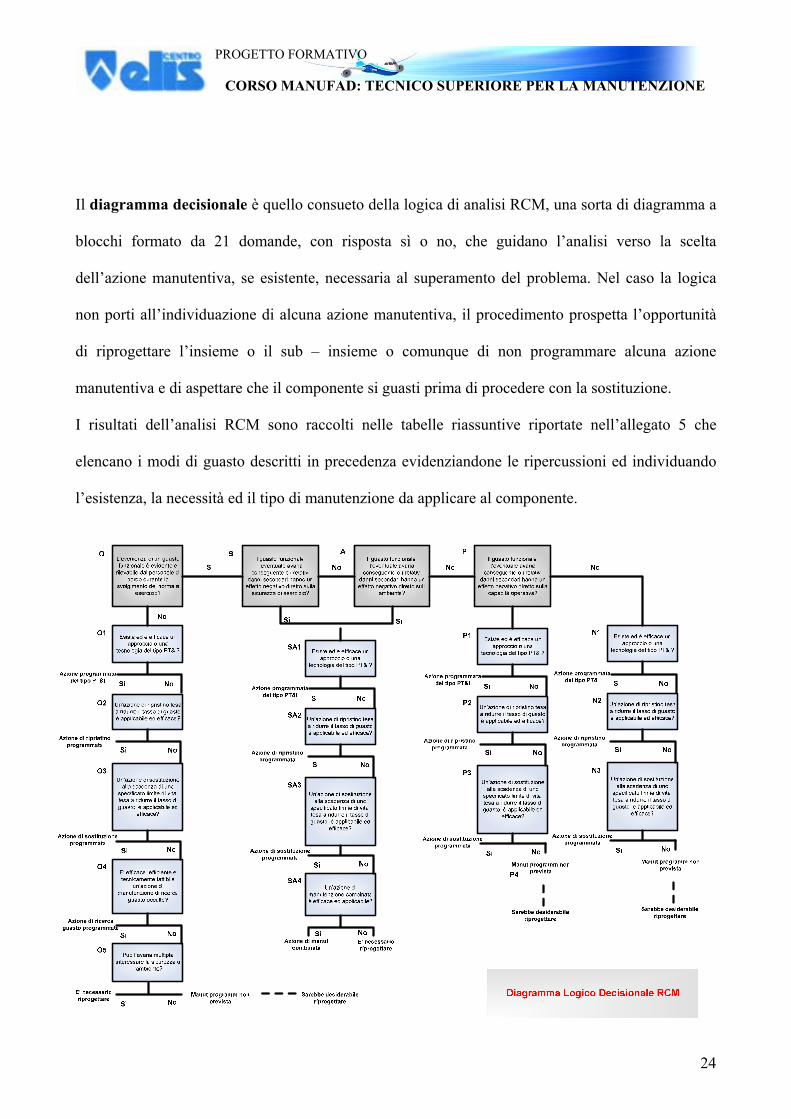
Il diagramma decisionale è quello consueto della logica di analisi RCM, una sorta di diagramma a
blocchi formato da 21 domande, con risposta sì o no, che guidano l’analisi verso la scelta
dell’azione manutentiva, se esistente, necessaria al superamento del problema. Nel caso la logica
non porti all’individuazione di alcuna azione manutentiva, il procedimento prospetta l’opportunità
di riprogettare l’insieme o il sub – insieme o comunque di non programmare alcuna azione
manutentiva e di aspettare che il componente si guasti prima di procedere con la sostituzione.
I risultati dell’analisi RCM sono raccolti nelle tabelle riassuntive riportate nell’allegato 5 che
elencano i modi di guasto descritti in precedenza evidenziandone le ripercussioni ed individuando
l’esistenza, la necessità ed il tipo di manutenzione da applicare al componente.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
25
CONCLUSIONI Lo scopo di questa attività formativa è stato quello di imparare ad applicare la metodologia delle
tecniche di manutenzione nei vari step secondo il sistema usato dall’ingegneria Simav di Grottaglie,
in particolare secondo l’approccio alla politica di manutenzione RCM .
La strategia RCM comporta essenzialmente manutenzioni rivolte a frequenti ispezioni e alla
sostituzione preventiva, di fronte a segnali deboli rilevabili. Questo quindi impone una approfondita
valutazione costi / benefici in quanto da un lato c’è l’elevato valore della singola macchina e dei sui
ricambi e dall’altra il valore di svariati milioni di euro del pezzo prodotto.
In particolare, per l’autoclave l’applicazione dell’ RCM ha consentito d’integrare il piano di
manutenzione del costruttore, fornito con la macchina, con delle manutenzioni ispettive aggiuntive.
Nel momento in cui saranno disponibili anche dei dati storici legati al funzionamento sotto carico
dell’impianto si potrà integrare il piano di manutenzione qui proposto.
In conclusione, questa esperienza mi ha arricchito sotto l’aspetto teorico e completato nelle mie
competenze operative permettendomi di osservare sotto vari aspetti quello che è il significato della
Manutenzione sia dal lato operativo che da quello gestionale.
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
26
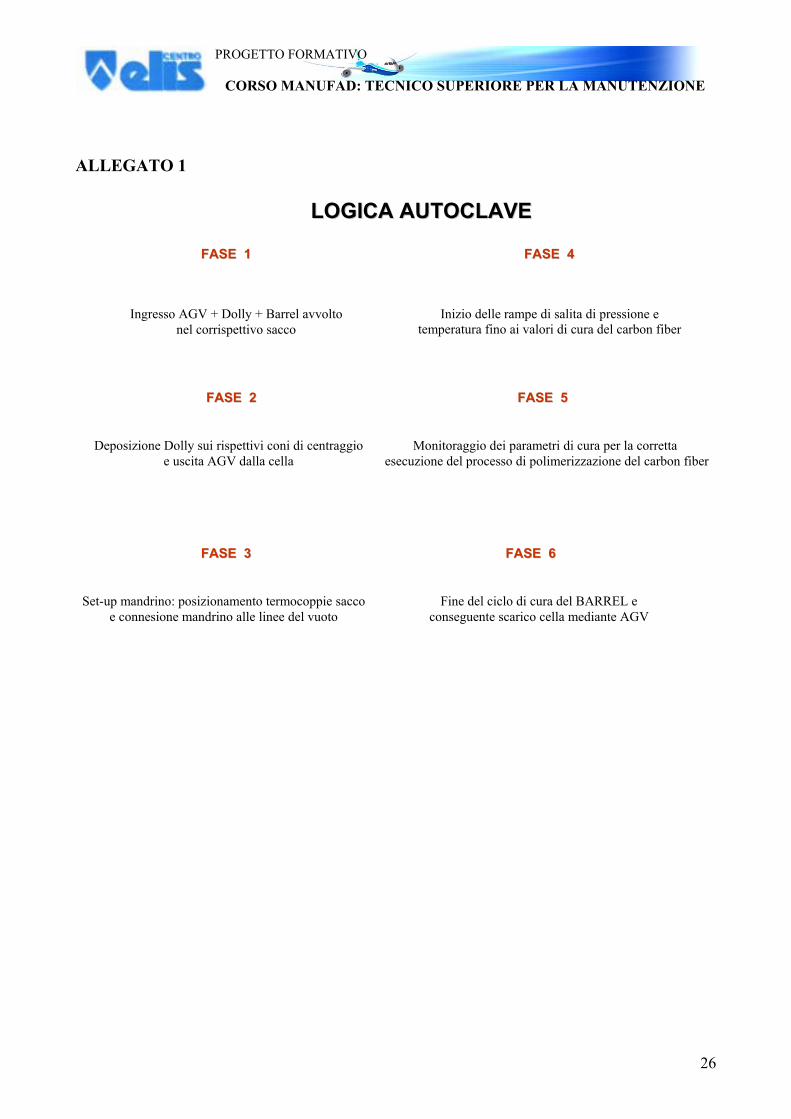
ALLEGATO 1
LLOOGGIICCAA AAUUTTOOCCLLAAVVEE
FFAASSEE 11
FFAASSEE 22
Ingresso AGV + Dolly + Barrel avvolto nel corrispettivo sacco
Deposizione Dolly sui rispettivi coni di centraggio e uscita AGV dalla cella
FFAASSEE 44
FFAASSEE 33
Set-up mandrino: posizionamento termocoppie sacco e connesione mandrino alle linee del vuoto
Inizio delle rampe di salita di pressione e temperatura fino ai valori di cura del carbon fiber
FFAASSEE 55
Monitoraggio dei parametri di cura per la corretta esecuzione del processo di polimerizzazione del carbon fiber
FFAASSEE 66
Fine del ciclo di cura del BARREL e conseguente scarico cella mediante AGV
PROGETTO FORMATIVO
CORSO MANUFAD: TECNICO SUPERIORE PER LA MANUTENZIONE
27
AUTORIZZAZIONI A DOCUMENTI E ARGOMENTI . Consenso a visione e rilascio del documento al centro Elis da parte dell’ing. L. Dileo . Consenso a visione e rilascio del Worsheet utilizzato Simav SpA al centro Elis da parte ing Provenzale . Il Worsheet è stato ideato dall’ ing. S. Cerciello