
CORSO DI SICUREZZA DEGLI IMPIANTI INDUSTRIALI esempio n. 1.pdf · 2009-01-13 · 3.2 Diagramma di...
153
Anno accademico 2005-2006 QUADERNO DI SICUREZZA CORSO DI SICUREZZA DEGLI IMPIANTI INDUSTRIALI DOCENTE: Dott.Ing. Giacomo Rota STUDENTE: Rota Stefano (matricola 42388) Cdl in Ingegneria Gestionale - Curriculum economico produttivo [NO] UNIVERSITA’ DEGLI STUDI DI BERGAMO
Transcript of CORSO DI SICUREZZA DEGLI IMPIANTI INDUSTRIALI esempio n. 1.pdf · 2009-01-13 · 3.2 Diagramma di...

Anno accademico 2005-2006
QUADERNO DI SICUREZZA
CORSO DI SICUREZZA
DEGLI IMPIANTI INDUSTRIALI
DOCENTE: Dott.Ing. Giacomo Rota STUDENTE: Rota Stefano (matricola 42388)
Cdl in Ingegneria Gestionale - Curriculum economico produttivo [NO]
UNIVERSITA’ DEGLI STUDI DI BERGAMO


Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 3 di 153
INDICE
1. Introduzione e definizioni..........................................................................................5 1.1 Che cosa è la sicurezza ?............................................................................................................5 1.2 Il Quaderno di sicurezza ..............................................................................................................8 1.3 Albero degli eventi .......................................................................................................................9
Esercizio n° 01 – Episodio avvenuto a teatro (fatto realmente accaduto in Uruguay)............9 Esercizio n° 02 – Manutenzione cabina elettrica ........................................................................13
1.4 Frequenza degli incidenti: diagramma di PARETO ...................................................................14 2. Esempi di incidenti .................................................................................................15
2.1 Incidenti emblematici .................................................................................................................15 2.2 La pressione...............................................................................................................................16 2.3 La scivolata ................................................................................................................................18
Esercizio n° 03 – Autista e mozzicone di sigaretta.....................................................................19 2.4 Statistica applicata al sistema di gestione della sicurezza ........................................................22 2.5 Sistema di Gestione della Sicurezza .........................................................................................23 2.6 Six-Sigma...................................................................................................................................23 2.7 Indicatori di prestazione della Sicurezza ...................................................................................24
3. Statistica applicata ai sistemi di gestione della sicurezza.......................................27 3.1 La magnitudo .............................................................................................................................27 3.2 Diagramma di Poisson...............................................................................................................28 3.3 Triangolo di HEINRICH..............................................................................................................30 3.4 Il Libro della Memoria.................................................................................................................31 3.5 Indici di costo .............................................................................................................................32 3.6 Pioggia: correre o camminare?..................................................................................................32 3.7 Test incrociati: questionari e schede..........................................................................................33 3.8 L’infettività della chiacchiera ......................................................................................................34 3.9 Probabilità ..................................................................................................................................35 3.10 Testa o croce? ...........................................................................................................................36 3.11 Paradosso del piccione..............................................................................................................36 3.12 Coincidenze ...............................................................................................................................36 3.13 Appuntamenti e puntualità .........................................................................................................38 3.14 Cinematica: caduta oggetti dall’alto ...........................................................................................38 3.15 Atmosfera sotto ossigenata / Spazi confinati.............................................................................39 3.16 Rischio cinetico ..........................................................................................................................41
4. Statistica applicata ai sistemi di gestione della sicurezza.......................................42 4.1 La Binomiale Negativa ...............................................................................................................42 4.2 Addestramento...........................................................................................................................42 4.3 Prestazioni personali e Test attitudinali .....................................................................................43 4.4 Statistica inferenziale .................................................................................................................46 4.5 Mito 33 .......................................................................................................................................47 4.6 Correlazioni lineari .....................................................................................................................49 4.7 Box plot ......................................................................................................................................50 4.8 Sicurezza tecnica / ACGIH / TLV-TWA /TLV-STEL...................................................................51
Esercizio n° 04 – Azienda produttrice di calce ............................................................................52 Esercizio n° 05 – Operaio muore folgorato..................................................................................54
4.9 BLEVE / VCE / UVCE ................................................................................................................54 5. Sicurezza tecnica ...................................................................................................56
5.1 Esempi .......................................................................................................................................56 5.2 Test
2χ ...................................................................................................................................56 5.3 Serbatoi interrati.........................................................................................................................57 5.4 Six-Sigma...................................................................................................................................59 5.5 Analisi dei rischi .........................................................................................................................60
Esercizio n° 07 – Scarico di un ribollitore.....................................................................................61 5.6 Metodo Teseo e Test di Banati-Fischer.....................................................................................63
6. Sicurezza tecnica: il problema dei trasporti ............................................................64 6.1 Trasporti su strada .....................................................................................................................64 6.2 Movimentazioni all’interno di un complesso industriale .............................................................67

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 4 di 153
Esercizio n° 08 – Errore durante la manutenzione di un reattore............................................ 67 6.3 Disposizione di interruttori ed allarmi ........................................................................................ 69 6.4 Isolamento di dispositivi per la manutenzione........................................................................... 69 6.5 Tasti ........................................................................................................................................... 70 6.6 Addestramento ed istruzione..................................................................................................... 71 6.7 Istruzioni contraddittorie ............................................................................................................ 71 6.8 Lacune di abilità fisiche e mentali.............................................................................................. 71 6.9 Incidenti dovuti a decisioni sbagliate......................................................................................... 73 6.10 Incidenti evitabili con una migliore progettazione...................................................................... 74 6.11 Incidenti evitabili con una migliore realizzazione ...................................................................... 74 6.12 Incidenti evitabili con una migliore manutenzione..................................................................... 75 6.13 Incidenti evitabili con una migliore conduzione ......................................................................... 76 6.14 Errori in impianti a controllo automatico .................................................................................... 76
7. I Sistemi di Gestione della Sicurezza..................................................................... 77 7.1 BS 8800 : 1996.......................................................................................................................... 77 7.2 BSI-OHSAS 18002.................................................................................................................... 79 7.3 Un esempio di HazOp ............................................................................................................... 80
8. Analisi di Sicurezza e Operabilità - AOS................................................................ 86 8.1 Procedura 967P0040 ................................................................................................................ 86 8.2 Atmosfere esplosive e classificazione aree secondo la direttiva ATEX.................................... 94 8.3 Statistica applicata .................................................................................................................. 105 8.4 Esplosione ............................................................................................................................... 106
9. Detonazioni e cedimenti istantanei ...................................................................... 108 9.1 Il vascello del ‘600 ................................................................................................................... 108 9.2 Criteri di prevedibilità di incidenti............................................................................................. 111 9.3 Processi stocastici ................................................................................................................... 112 9.4 Impianti intrinsecamente sicuri (Perry) .................................................................................... 112 9.5 Cedimenti ed energia di pressione.......................................................................................... 119 9.6 Probit (“probabilit unit“) ............................................................................................................ 120 9.7 Statistica applicata .................................................................................................................. 120 9.8 Distribuzione multinomiale ...................................................................................................... 122
10. Visita all’impianto di Termovalorizzazione presso BAS........................................ 125 10.1 Impianto di termovalorizzazione GE 40/10 ............................................................................. 125 10.2 Smaltimento rifiuti .................................................................................................................... 126 10.3 Emissioni sotto controllo.......................................................................................................... 126 10.4 Impianto di bioessiccazione .................................................................................................... 127 10.5 Impianto di stoccaggio............................................................................................................. 127 10.6 Come sono composti i nostri rifiuti? ........................................................................................ 128
11. Statistica applicata ai SGS................................................................................... 129 11.1 Metodi non parametrici............................................................................................................ 129 11.2 Tecnica di Kruskal Wallis ........................................................................................................ 131 11.3 Prensilità manuale (T di Student modificata) .......................................................................... 134 11.4 Indici di frequenza ................................................................................................................... 136 11.5 Distribuzioni al 50%................................................................................................................. 137 11.6 Recidività degli infortuni .......................................................................................................... 138
12. Riferimenti normativi ............................................................................................ 140 12.1 Definizioni ................................................................................................................................ 140 12.2 Le leggi e le norme del settore ................................................................................................ 143 12.2.1 Excursus storico ...................................................................................................................... 143 12.2.2 Cantieri 164/56 e 494/96 ......................................................................................................... 145 12.2.3 Prevenzione incendi ................................................................................................................ 146 12.3 La sicurezza in azienda........................................................................................................... 147 12.4 Casi pratici............................................................................................................................... 148 12.4.1 Costi legati alla non sicurezza................................................................................................. 148 12.4.2 Valutazione dei rischi .............................................................................................................. 149 12.4.3 Fatti accaduti ........................................................................................................................... 150 12.4.4 Calcolo entità per un cantiere.................................................................................................. 152
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 5 di 153
22 settembre 2005, lezione 01
1. Introduzione e definizioni
1.1 Che cosa è la sicurezza?
La sicurezza è prevenzione di incidenti, salvaguardia delle persone esposte a rischi e
applicazione di alcune regole basate sull’esperienza per la prevenzione di incidenti.
Definizione etimologica
Il termine sicurezza deriva dalla locuzione latina “sine curis” il cui significato è “senza angosce”
e può essere interpretato anche come “senza preoccupazioni, senza pericoli”.
Definizione operativa
Una definizione più rigorosa ed allo stesso tempo più attinente al corso di “Sicurezza degli
Impianti Industriali” può essere:
1) prevenzione dei rischi di incidenti rilevanti 2) prevenzione dei rischi di incidenti di altro tipo 3) sicurezza degli impianti 4) sicurezza di prodotto 5) tutela ambientale 6) igiene industriale 7) comunicazione, formazione, informazione, addestramento e promozione
Analizziamo nel dettaglio i sopraelencati punti.
la sicurezza come prevenzione dei rischi di incidenti rilevanti
RISCHIO possibilità in frequenza o gravità che un pericolo si trasformi in un
incidente (ad esempio, un grave che si trova a 10 metri di altezza se
lasciato in caduta libera trasforma la sua energia potenziale iniziale in
energia cinetica).
PUNTO 1:

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 6 di 153
indesiderato invalidità temporanea parziale
(lesione, lieve bruciatura)
INCIDENTE violento invalidità permanente parziale
(accecamento, mutilamento)
istantaneo morte
RILEVANTE legato a determinate sostanze
legato alla quantità di tali sostanze
che possa dar luogo ad incendio, esplosione, rilascio di sostanze
tossiche, danneggiamento all’ecosistema con conseguenze all’esterno
dell’impianto industriale
la sicurezza come prevenzione dei rischi di incidenti di altro tipo
Incidenti di altro tipo possono essere: scivolate, cadute, urti contro
spigoli od organi in movimento, scambi di sostanze, avviamento
macchine, sbandieramento serpentine contenenti gas nocivi, sforzi
esercitati in modo improprio, ustioni.
la sicurezza degli impianti
In questo caso la sicurezza è relativa all’operabilità, manutenibilità ed
accessibilità degli impianti industriali sia dal lato intrinseco che da
quello funzionale. In un’azienda è importante che tutte le persone, a
qualsiasi livello, conoscano perfettamente i processi produttivi legati ai
loro impianti e soprattutto i rischi a loro connessi.
la sicurezza di prodotto
Segue tutto il ciclo di vita del prodotto dalla sua concezione alla sua
ultima utilizzazione ed infine al suo smaltimento. È importante ricordare
che esistono dispositivi potenzialmente pericolosi che si possono
trovare non solo in azienda, ma anche in abitazioni private (ad
esempio, bombola di ossigeno per persona anziana: pericolo di
esplosione).
Non riguarda gli usi impropri dello stesso.
CON o SENZA INFORTUNIO
PUNTO 2:
PUNTO 3:
PUNTO 4:
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 7 di 153
la sicurezza come tutela ambientale
Il compito della sicurezza in questo contesto è quello di prevenire
possibili contaminazioni (inquinamento, radiazioni, rumore e vibrazioni)
e, in caso di verifica, è quello di cercare di contenerle al fine di evitare
effetti domino a partire dall’evento generante.
la sicurezza come igiene industriale
Il compito della sicurezza in questo contesto è quello di prevenire il
verificarsi di malattie professionali (eventi lenti e subdoli) dovute
all’ergonomia degli oggetti ed al conseguente sforzo per maneggiarli,
all’esposizione acuta e cronica a fumi tossici (ad esempio all’ossido di
carbonio), all’esposizione acuta ed istantanea a sostanza tossiche
(esposizione cutanea a trielina o solventi senza l’utilizzo di dispositivi di
protezione personale).
la sicurezza come comunicazione, formazione, informazione, addestramento e promozione
Il compito della sicurezza in questo contesto è quello di mantenere le
informazioni relative alla sicurezza all’interno dell’azienda per non
perdere la memoria degli incidenti che potrebbero ripetersi. In ogni
azienda deve essere presente un Quaderno di Sicurezza contenente,
raccolti e commentati, tutti gli incidenti avvenuti. È necessario
coinvolgere qualsiasi persona che opera all’interno dell’azienda a tutti i
livelli grazie a riunioni periodiche. Questo è il punto su cui l’azienda
deve investire maggiormente.
SICUREZZA SUL LAVORO: è la condizione operativa nella quale devono essere attuate
tutte le precauzioni per impedire il verificarsi degli eventi accidentali e violenti che possono
danneggiare le condizioni psicofisiche dei lavoratori.
PUNTO 5:
PUNTO 6:
PUNTO 7:
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 8 di 153
1.2 Il Quaderno di sicurezza
È un documento che contiene, raccolti e commentati, tutti i rapporti di incidente occorsi nel
tempo in una determinata azienda; esso è uno strumento quotidiano per la valutazione
pratica dei rischi.
Il quaderno di sicurezza è un documento ufficiale che deve riportare:
• la dinamica del fatto
(deve rendere comprensibile a tutti quello che è successo ai dipendenti che
lavoravano in sede o presso la sede del cliente, agli appaltatori, …)
• la definizione delle conseguenze
• la definizione delle concause
(per ogni incidente esistono sempre due o più cause)
• la definizione delle misure preventive
(per evitare il ripetersi dello stesso tipo di incidente in un luogo preciso, in
azienda o in qualsiasi altro posto)
Per realizzare il quaderno di sicurezza si raccolgono dati provenienti da società, clienti,
appaltatori, concorrenti (tramite le associazioni di categoria), stampa specializzata, stampa
quotidiana ed internet. Un quaderno contiene una serie di episodi che sono commentati con
fotografie, disegni, schizzi e messaggi di sicurezza.
Esistono comitati di sicurezza (nazionali ed internazionali) che sono organi preposti a definire
norme per una buona gestione della sicurezza.
È importante che l’impresa tenga un ARCHIVIO per EVITARE la RIPETIZIONE degli
incidenti.
È buona norma che in ogni azienda si tenga un ciclo di riunioni di revisione della sicurezza e
che si mantenga un archivio dello storico di almeno 10 anni di tutti gli incidenti accaduti.
Per esempio, in SIAD nel 1995 il Gruppo riunione di promozione della sicurezza contava
circa 200 partecipanti e si riuniva periodicamente in assemblee della durata di 1 giorno
lavorativo, mentre nel 2004 lo stesso gruppo contava circa 400 partecipanti ed espletava gli
stessi compiti con un impegno pari a mezza giornata lavorativa.
Va anche sottolineato il fatto che a fronte di pensionamenti si perde anche una parte della
storia di un’azienda; per i neo assunti, le problematiche “vecchie“ sono eventi “nuovi”.
Modello di Poisson – Formula degli eventi rari
Questa formula ci consente di stimare la probabilità di accadimento degli infortuni. Questo
modello è applicabile non solo in azienda, ma ovunque.
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 9 di 153
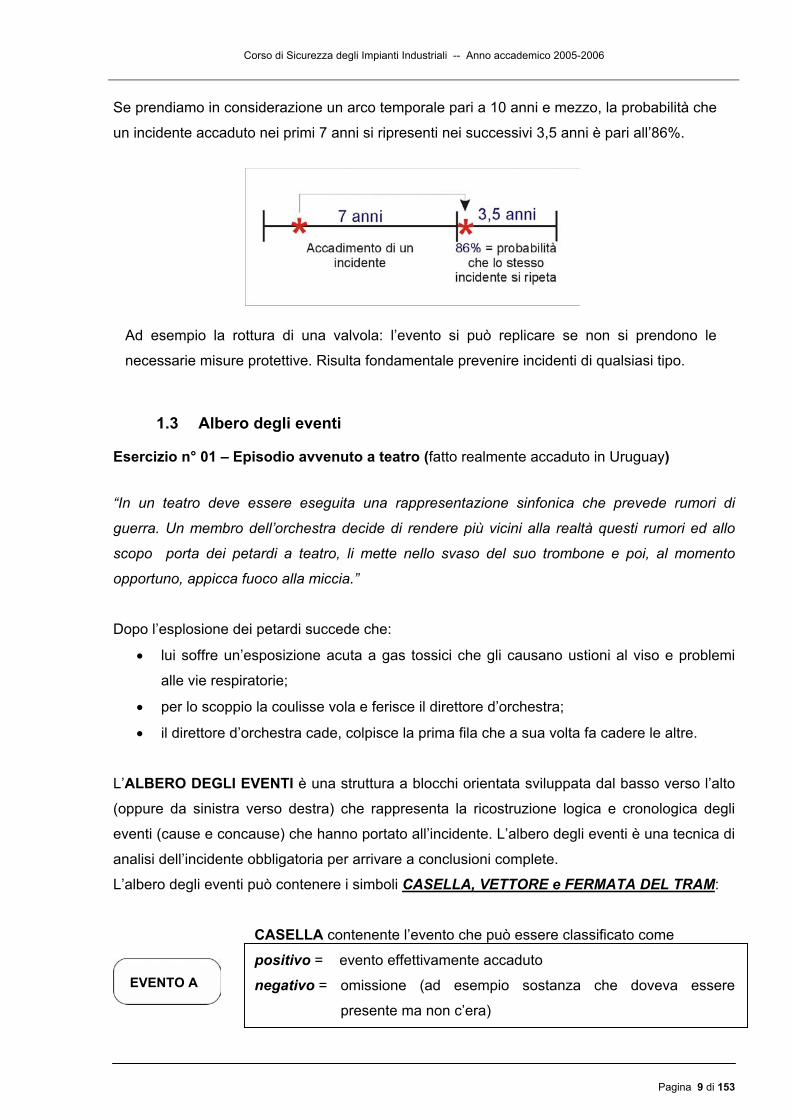
Se prendiamo in considerazione un arco temporale pari a 10 anni e mezzo, la probabilità che
un incidente accaduto nei primi 7 anni si ripresenti nei successivi 3,5 anni è pari all’86%.
Ad esempio la rottura di una valvola: l’evento si può replicare se non si prendono le
necessarie misure protettive. Risulta fondamentale prevenire incidenti di qualsiasi tipo.
1.3 Albero degli eventi
Esercizio n° 01 – Episodio avvenuto a teatro (fatto realmente accaduto in Uruguay)
“In un teatro deve essere eseguita una rappresentazione sinfonica che prevede rumori di
guerra. Un membro dell’orchestra decide di rendere più vicini alla realtà questi rumori ed allo
scopo porta dei petardi a teatro, li mette nello svaso del suo trombone e poi, al momento
opportuno, appicca fuoco alla miccia.”
Dopo l’esplosione dei petardi succede che:
• lui soffre un’esposizione acuta a gas tossici che gli causano ustioni al viso e problemi
alle vie respiratorie;
• per lo scoppio la coulisse vola e ferisce il direttore d’orchestra;
• il direttore d’orchestra cade, colpisce la prima fila che a sua volta fa cadere le altre.
L’ALBERO DEGLI EVENTI è una struttura a blocchi orientata sviluppata dal basso verso l’alto
(oppure da sinistra verso destra) che rappresenta la ricostruzione logica e cronologica degli
eventi (cause e concause) che hanno portato all’incidente. L’albero degli eventi è una tecnica di
analisi dell’incidente obbligatoria per arrivare a conclusioni complete.
L’albero degli eventi può contenere i simboli CASELLA, VETTORE e FERMATA DEL TRAM:
CASELLA contenente l’evento che può essere classificato come
positivo = evento effettivamente accaduto
negativo = omissione (ad esempio sostanza che doveva essere
presente ma non c’era)
EVENTO A

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 10 di 153
Gli EVENTI sono fatti oggettivi accaduti o che avrebbero dovuto accadere
ma non sono accaduti che hanno contribuito all’incidente.
VETTORE definisce la concatenazione logica e cronologica degli eventi
L’evento A è definito temporalmente e
logicamente da B e da C
FERMATA DEL TRAM definizione di evento radice, lungo questo ramo
non è possibile trovare altre concause
Esempio L’evento “scoccata saetta atmosferica” non
dipende da altre cause o concause.
Esistono concause da cui non dipendono
misure preventive come ad esempio la
caduta di un fulmine.
Per ogni incidente possono esistere più eventi successori ultimi.
Scoccata saetta atmosferica

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 11 di 153
Nel nostro esempio un possibile elenco di eventi potrebbe essere:
- tipo di musica
- luogo di utilizzo petardi (ambiente
chiuso)
- direttore colpito
- rischio di incendio
- evento imprevedibile
- scoppio petardo
- mancato controllo
- ustioni trombonista
- assenza protezioni
- caduta file
- ribaltamento file successive

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 12 di 153
Tracciamo un possibile albero degli eventi:
(Albero degli eventi esempio “EPISODIO TEATRO”)

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 13 di 153
Esercizio n° 02 – Manutenzione cabina elettrica
“Un manutentore sta camminando all’interno di un impianto industriale e si sta dirigendo verso
la stazione elettrica; prima di entrare dalla porta della cabina elettrica scivola su una buccia di
banana, cade su un cordolo e si frattura un braccio.”
Nel nostro esempio un possibile elenco di eventi potrebbe essere:
- frattura braccio
- caduta sul cordolo
- scivolamento su buccia di banana
- posizione banana
- mancata pulizia
- assenza cestini porta rifiuti
Tracciamo un possibile albero degli eventi:
(Albero degli eventi esempio”BUCCIA DI BANANA”) Simbologia:
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 14 di 153
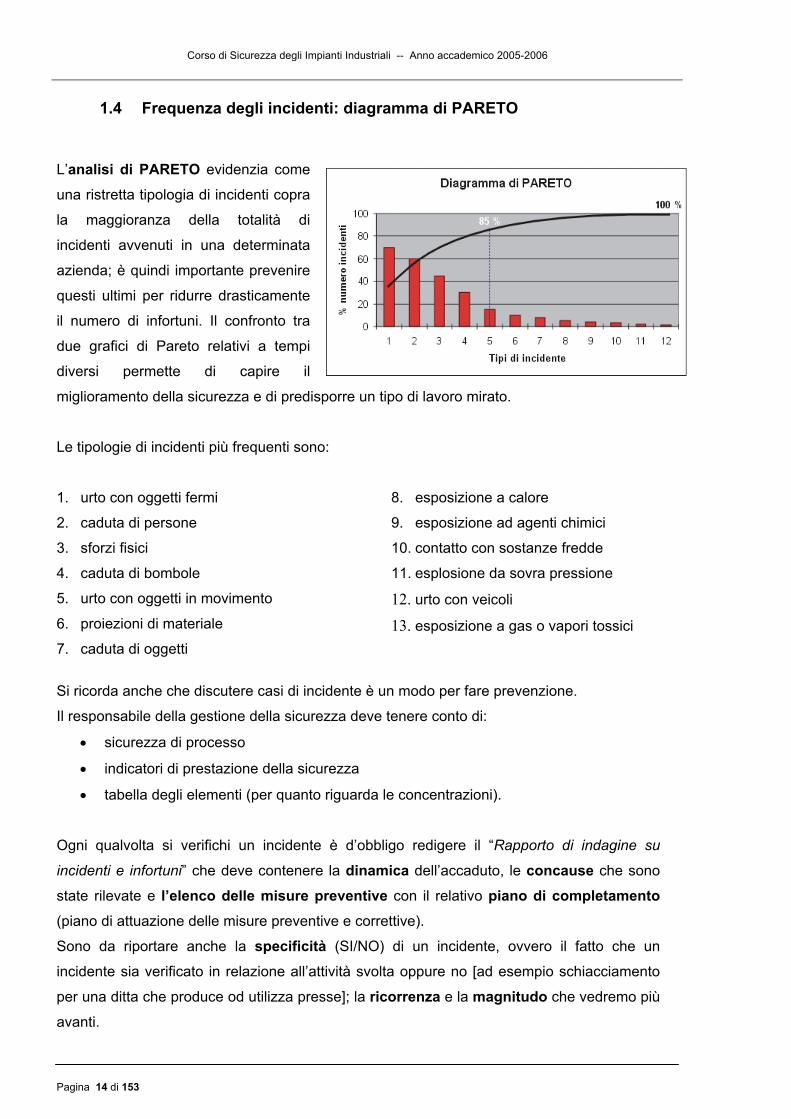
1.4 Frequenza degli incidenti: diagramma di PARETO
L’analisi di PARETO evidenzia come
una ristretta tipologia di incidenti copra
la maggioranza della totalità di
incidenti avvenuti in una determinata
azienda; è quindi importante prevenire
questi ultimi per ridurre drasticamente
il numero di infortuni. Il confronto tra
due grafici di Pareto relativi a tempi
diversi permette di capire il
miglioramento della sicurezza e di predisporre un tipo di lavoro mirato.
Le tipologie di incidenti più frequenti sono:
1. urto con oggetti fermi
2. caduta di persone
3. sforzi fisici
4. caduta di bombole
5. urto con oggetti in movimento
6. proiezioni di materiale
7. caduta di oggetti
8. esposizione a calore
9. esposizione ad agenti chimici
10. contatto con sostanze fredde
11. esplosione da sovra pressione
12. urto con veicoli
13. esposizione a gas o vapori tossici
Si ricorda anche che discutere casi di incidente è un modo per fare prevenzione.
Il responsabile della gestione della sicurezza deve tenere conto di:
• sicurezza di processo
• indicatori di prestazione della sicurezza
• tabella degli elementi (per quanto riguarda le concentrazioni).
Ogni qualvolta si verifichi un incidente è d’obbligo redigere il “Rapporto di indagine su
incidenti e infortuni” che deve contenere la dinamica dell’accaduto, le concause che sono
state rilevate e l’elenco delle misure preventive con il relativo piano di completamento (piano di attuazione delle misure preventive e correttive).
Sono da riportare anche la specificità (SI/NO) di un incidente, ovvero il fatto che un
incidente sia verificato in relazione all’attività svolta oppure no [ad esempio schiacciamento
per una ditta che produce od utilizza presse]; la ricorrenza e la magnitudo che vedremo più
avanti.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 15 di 153
29 settembre 2005, lezione 02
2. Esempi di incidenti
2.1 Incidenti emblematici “Un bidone contenente liquidi infiammabili, anche in tracce, viene tagliato con il cannello della
fiamma ossidrica”.
Per conduzione del calore il liquido infiammabile si scalda e diventa un gas pericoloso. In
questo caso il PERICOLO è dovuto alla sostanza infiammabile mentre l’ERRORE è di tipo
umano (mancanza di una procedura adeguata).
Prima di intervenire con la fiamma ossidrica per tagliare un bidone che conteneva liquidi
infiammabili è buona norma lavarlo in modo accurato ed inertizzarlo.
“Mentre un saldatore lavora sul tetto di un serbatoio avviene un’esplosione”.
Questo fatto è dovuto a depositi presenti sulle pareti del
serbatoio che per effetto del calore vaporizzano e prendono
fuoco. La tensione superficiale è maggiore della forza di gravità.
Per esempio se prendiamo un serbatoio di altezza pari a 10
metri e diametro pari a 6 metri, ha un volume di circa 280 m3 e
potrebbe contenere, ad esempio, fino a 280.000 litri di H2O.
“Dopo aver verificato con l’esplosimetro l’interno di un serbatoio
ed avutone indicazione negativa si inizia una saldatura all’interno”.
Questo tipo di operazione può causare un rischio di
esplosione perché le sostanze con punto di flash
superiore alla temperatura atmosferica non
vengono rilevate.
È importante ricordare che l’esplosimetro non è in condizione di rilevare tutto ciò che NON evapora.
“Una linea di H2O vuota prende fuoco mentre un saldatore sta compiendo dei lavori”.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 16 di 153
Controllare SEMPRE l’interno delle linee prima di effettuare operazioni di saldatura.
[H2 + O2 è una miscela tonante e fortemente esotermica].
“Il serbatoio pareva pulito e così al saldatore fu dato il permesso di entrare e compiere il suo
lavoro”.
Questa situazione è descrivibile come fenomeno di riscaldamento dei residui.
Innanzitutto è da sottolineare il fatto che il PERMESSO DI LAVORO deve essere emesso dal
capo reparto; il permesso di lavoro deve contenere informazioni quali: data e ora svolgimento
lavori, luogo di intervento, elenco personale coinvolto; una copia del permesso di lavoro deve
essere affissa in bacheca ed un’altra deve essere archiviata.
2.2 La pressione
Viene definita pressione una forza per unità di superficie.
222 *4
4
DpFDF
DF
AFp ≅⇒===
ππ
Noi tratteremo per lo più superfici circolari.
Questa formula ci dice che, a parità di pressione, per piccoli incrementi del diametro avremo una forza risultante
elevata

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 17 di 153
Vediamo alcuni esempi 1) Supponiamo di essere in una stanza contenente dei bambini; in questa stanza è
presente una porta di altezza pari a 200 cm e larghezza pari a 150 cm; dai dati
ricaviamo che l’area della porta è di 30.000 cm2. Se ogni bambino applicasse una
forza pari a
21cmkg
, sull’intera superficie della porta avremmo una forza F pari a 30
tonnellate. Per fare un semplice paragone, la forza peso applicata sarebbe superiore
a quella di un locomotore.
2) Da uno dei due tubi
collegati ad una valvola
flangiata lasciata
inavvertitamente aperta
fuoriesce aria ad alta
pressione. Un operaio cade
dall’impalcatura, mentre
l’altro urta contro una
parete fissa.
3) L’operatore aprì il coperchio di un filtro senza sfiatare la pressione e venne schiacciato
contro il dispositivo fisso.
Un catalizzatore in sos-
pensione venne tolto da
una linea in un filtro a
pressione. La valvola di
ingresso fu chiusa e il
liquido nel filtro fu “lavato”
col vapore. L’alimentazione
di vapore venne interrotta,
la pressione venne sca-
ricata e il decremento di
pressione doveva essere
osservato sul manometro.
L’operaio aprì il filtro per la
pulizia. Per aprire il

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 18 di 153
boccaporto doveva ruotare un “volante” fissato alla porta. Un giorno iniziò l’apertura del
boccaporto senza avere scaricato la pressione e la porta lo schiacciò sulla superficie del
filtro e lo fece morire sul colpo.
L’incidente sembra essere dovuto ad una disattenzione, ma invece non è così.
• Si devono posizionare degli interlock per non far aprire il boccaporto in caso di
pressione residua.
• La progettazione del boccaporto deve essere tale da far aprire il boccaporto di soli
6 mm e deve essere presente un fermo che impedisca la rotazione del boccaporto
in modo tale che anche in presenza di pressione residua il boccaporto si blocchi.
• Il pressostato e le valvole devono essere a portata di mano e facilmente visibili.
• La maniglia del boccaporto deve essere manovrabile senza che la persona si trovi
ad operare davanti al boccaporto stesso.
• Si deve concentrare l’attenzione sulle concause sulle quali si può intervenire.
• La memoria delle persone: le operazioni elementari devono essere procedurate in
modo da evitare disattenzioni.
• Rateo di errore umano: 1 errore su 100.000 non è accettabile, è necessario
portarlo a 10-7 in modo tale che non capiti nell’arco della vita di una persona.
4) In presenza di un serbatoio con sfiato atmosferico se facciamo
entrare velocemente del liquido abbiamo brusche variazioni di
pressione.
NOTA: in presenza di gas tossici NON deve essere presente uno sfiato
Ipotizziamo di avere a che fare con dell’ammoniaca.
Abbiamo 1 litro di ammoniaca (NH3) e 1000 litri di acqua (H2O). Sappiamo che 1000 volumi
di NH3 gas sono assorbiti da 1 solo litro di H2O; questo crea una notevole implosione interna.
2.3 La scivolata
La scivolata è un caso particolare di caduta dall’alto; NON è un incidente tipico di una
particolare professione, quindi questo pericolo esiste sempre ed in ogni circostanza o
condizione. È un pericolo dovuto al fatto che noi ci troviamo in un sistema inerziale nel quale
è presente la forza di gravità ed in cui vale il principio di azione/reazione, dove esistono gli
attriti radente e volvente.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 19 di 153
FATTI ACCADUTI
“Un muratore ed un idraulico stanno effettuando dei lavori in un piccolo magazzino di una
cartotecnica; non è stato detto loro che nel magazzino sono presenti dei fuochi pirotecnici;
utilizzando una mola producono scintille che cadendo nella zona dei fuochi pirotecnici li
fanno esplodere”.
Prima di effettuare un qualsiasi lavoro è necessario coprire le zone adiacenti esposte a
lapilli o scorie incandescenti. In caso di innesco di incendio lo si deve domare utilizzando un
estintore che dovrebbe essere già presente sul posto o dovrebbe essere stato portato prima
dell’inizio dei lavori ed eventualmente coprire le fiamme con una coperta di lana.
Nel caso di lavori in spazi confinati è necessario, prima di iniziare i lavori, effettuare
un’ispezione per controllare che tipo di materiali (pericolosi e non) si trovano nei pressi della
zona di lavoro e coprire le zone esposte.
Se si dovesse verificare un incendio in uno spazio confinato si potrebbe incorrere nei
seguenti pericoli:
• ambiente sotto ossigenato
• aumento della temperatura
• sviluppo di gas tossici
• difficoltà visiva dovuta al fumo sprigionato
• soffocamento “ab ingestis” (il fumo provoca un effetto emetico [conati di vomito] e può
causare un blocco edemico ed anche la morte per soffocamento).
“Due operai devono effettuare dei lavori presso una sottostazione elettrica Enel; devono
utilizzare il cannello ossiacetilenico ad una certa altezza lasciando le bombole senza riparo
sotto di loro; iniziano a lavorare ed i lapilli che cadono finiscono sulle linee di alimentazione
(ossigeno/acetilene) in gomma che prendono fuoco; uno riesce ad abbandonare la
postazione di lavoro calandosi con una corda, mentre l’altro è costretto a buttarsi”.
Esercizio n° 03 – Autista e mozzicone di sigaretta “Un autista entra il Venerdì Santo con una sigaretta accesa nel locale del sistema antincendio di
un’azienda; prima di uscire lancia il mozzicone di sigaretta ancora accesa all’interno del locale
dove, in un angolo, sono accatastati solidi infiammabili (cartoni e pallets); chiude la porte e se
ne va. All’interno del locale antincendio sono posizionate alcune bombole contenenti CO2 e
azoto delle quali alcune NON sono dotate di valvola frangibile; il cartone ed i pallets hanno
preso fuoco ed il calore sprigionato dalla loro combustione ha investito una bombola di CO2

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 20 di 153
sprovvista di valvola frangibile che è esplosa e si è aperta; lo scoppio della bombola ha
provocato la lacerazione di un muro a doppio spessore; la forza dello scoppio, inoltre, ha
permesso la rototraslazione di un formo di dimensione 4 x 4 x 4 metri e del peso di 5 tonnellate
che, a causa dell’onda d’urto è andato a sbattere contro un miscelatore danneggiandolo; il
miscelatore si trovava nella parte più esterna del perimetro aziendale a ridosso dell’autostrada”.
In questo esempio un possibile elenco di eventi potrebbe essere:
- giorno (Venerdì Santo)
- arrivo autista (dipendente ???)
- sigaretta accesa
- mancata pulizia
- incendio solidi infiammabili
- presenza bombole CO2/N2
- onda termica colpisce una bombola
- assenza cartelli
- esplosione bombola senza valvola
frangibile
- frattura muro
- onda d’urto colpisce il forno
- rototraslazione forno
- danneggiamento miscelatore

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 21 di 153
Tracciamo un possibile albero degli eventi:
(Albero degli eventi esempio ”AUTISTA E MOZZICONE DI SIGARETTA”)

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 22 di 153
Una bombola contenente CO2 se esposta a fonti di calore vaporizza
completamente il suo contenuto con conseguente aumento della pressione
e pericolo di esplosione.
La stessa bombola se provvista di valvola frangibile è più sicura; infatti, se
esposta a fonti di calore, vaporizza completamente il suo contenuto con
conseguente aumento della pressione; se la pressione raggiunge un valore
limite la valvola frangibile si lacera senza causare problemi alla tenuta
strutturale del dispositivo.
Nell’esempio precedente non abbiamo tutte le informazioni per completare l’albero delle
cause, possiamo compiere degli errori di radice.
Dovremmo essere a conoscenza, ad esempio
• di che cosa ci fa un estraneo il Venerdì Santo alle ore 21:00 in una sala antincendio
• del perché un autista si trovava in quel posto
• del perché i pallets ed i cartoni si trovavano nel locale antincendio
• se i cartelli indicanti divieto di fumo erano stati applicati
• altro
2.4 Statistica applicata al sistema di gestione della sicurezza
Vogliamo conoscere la distribuzione dei compleanni degli alunni presenti in aula.
La serie in BLU (serie 1) rappresenta il numero di persone che compiono gli anni in un
determinato mese dell’anno, mentre la serie VIOLA (serie 2) rappresenta il numero di persone
che compiono gli anni nello stesso giorno dello stesso mese.
Per noi è importante studiare l’addensamento dei dati e verificare che le distribuzioni abbiano
una loro logica.
COMPLEANNI
0
5
10
15
Mesi dell'anno
Coi
ncid
enze
Serie1 4 13 4 4 9 2 7 10 5 5 9 8Serie2 0 1 0 0 1 0 2 1 1 1 1 2
GEN FEB MAR APR MAG GIU LUG AGO SET OTT NOV DIC

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 23 di 153
2.5 Sistema di Gestione della Sicurezza
Il Sistema di Gestione della Sicurezza è l’insieme di strumenti che un’azienda deve avere per
raggiungere gli obiettivi di sicurezza prefissati. Esso è un contenitore di strumenti manageriali e
tecnici per la sicurezza tecnica (ciò che ha a che fare con lo strato superiore di un incidente)
avente i seguenti requisiti:
• gli strumenti di giudizio devono avere basi oggettive
• deve esistere una scelta delle priorità di prevenzione
• deve essere fatta una valutazione delle prestazioni di sicurezza
• è necessario definire gli obiettivi di riduzione degli infortuni
• bisogna avere un rendiconto delle attività svolte per raggiungere i traguardi prefissati
• è necessaria un’identificazione dei segnali di fondo del fenomeno incidentale (problemi
ancora non emersi)
• deve essere fatta una stima della validità delle scelte operate in un certo periodo di
tempo
• deve esistere un controllo dell’efficacia del sistema aziendale
2.6 Six-Sigma Six-Sigma è un case, uno strumento di supporto alle decisioni aziendali, nato in casa Motorola,
che è in grado di trasformare problemi aziendali in numeri.
Six-Sigma è un metodo che utilizza procedure, che fa uso di strumenti quali la statistica
applicata e la ricerca operativa ed il suo scopo è quello di ottimizzare una funzione obiettivo
sotto certi vincoli. È considerato un programma organizzativo perché gestisce un gran numero
di persone.
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 24 di 153
Quando esistono due teorie competitive aventi lo stesso risultato la più semplice è la migliore
MEMORIA PASSATO
INTELLIGENZA PRESENTE
PREVISIONE FUTURO
Possiamo dire che l’80% degli infortuni è causato da:
• urto con oggetti fermi
• caduta di persone
• sforzi fisici
• caduta di bombole
• urto con oggetti in movimento
• proiezione di materiale
• caduta di oggetti
• esposizione a calore
• esposizione ad agenti chimici
• contatto con sostanze fredde
• esplosione da sovra pressione
• urto con veicoli
e che le attività coinvolte sono:
• manutenzione
• altre attività
• manipolazione manuale di
bombole
• uso di utensili
• manipolazione di altri oggetti
• manipolazione meccanica
• carico di liquidi
• guida di automezzi
• operazioni in impianti di
produzione
• carica di bombole a gas
2.7 Indicatori di prestazione della Sicurezza
Gli “indicatori di prestazione” sono uno strumento per il monitoraggio e la valutazione delle
prestazioni del Sistema di Gestione della Sicurezza. Uno degli scopi della promozione della sicurezza è quello di misurare il fenomeno incidentale
in modo tale da controllarlo e da identificare dove possano insorgere i problemi. Una volta
esaminati i parametri riferiti alla situazione attuale è necessario confrontarli con il limite
imposto dal Sistema di Gestione della Sicurezza e se la situazione non è accettabile bisogna
intervenire e rivedere le procedure aziendali.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 25 di 153
Per fare in modo che questo modo di operare sia rigoroso è necessario dapprima raccogliere i
dati, analizzarli, trarne le dovute conclusioni ed infine comunicare i risultati agli altri.
Con il trascorrere degli anni il numero
di incidenti deve calare. Questo è un
segnale che Il Sistema di Gestione
della Sicurezza funziona bene.
INDICE DI INFORTUNABILITA’ L’indice di infortunabilità è un grafo
orientato che mostra lungo un arco
temporale l’andamento dell’indice di
severità (asse delle y) in relazione
all’indice di frequenza (asse delle x).
INDICE DI FREQUENZA
610xLAVORATEOREINFORTUNIN°
INDICE DI SEVERITA’
610xLAVORATEORE
INFORTUNIDICAUSAAPERSEORE
DIAGRAMMA A FORBICE
Il grafico mostra il numero di rapporti
di incidente (colore verde SENZA
infortunio, colore rosso CON
infortunio) emessi da un’azienda per i
propri dipendenti.
x 106
significa su un campione di
un milione

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 26 di 153
DIAGRAMMA SCHIACCIANOCI
Il grafico mostra la velocità di
emissione dei rapporti di incidente
che provengono all’Ufficio Sicurezza.
Misurando il numero di giorni
lavorativi trascorsi tra la data
dell’incidente e la data di ricevimento
del rapporto. La linea VERDE
rappresenta la curva di frequenza
percentuale cumulativa.
Indicatori di prestazione della Sicurezza
INDICE = rapporto tra due quantità
INDICATORE = rapporto o funzione di altri parametri
in grado di gestire in modo compiuto
l’infortunio.
DIAGRAMMA MEDIA MOBILE
Questo metodo viene utilizzato quando
dobbiamo trattare dei dati, ma nello stesso
tempo dobbiamo valutare se conviene
trattarli o meno.
La linea VIOLA rappresenta la nostra serie
storica che, come si può notare, presenta
un andamento a “zig-zag” ed è di difficile
lettura.
Se noi approssimassimo la nostra serie con
la semplice media aritmetica tra un valore ed il suo precedente otterremmo la curva VERDE che
presenta una distorsione in quasi tutti i periodi; la curva NERA rappresenta una media mobile
centrata su 3 periodi e ci fa vedere l’andamento effettivo della nostra serie storica; la curva BLU
non è da trattare con la media mobile in quanto risulta poco significativa.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 27 di 153
06 ottobre 2005, lezione 03
3. Statistica applicata ai sistemi di gestione della sicurezza La statistica applicata nell’ambito della gestione della sicurezza deve garantire i seguenti punti:
• Fornire metodi di misurazione della prestazione nel campo della sicurezza
• Permettere un confronto con altre realtà aziendali
• Identificare le aree di un problema ove addizionali sforzi siano richiesti per produrre
migliori risultati a fronte di obiettivi posti in modo realistico
• Valutare la tendenza del fenomeno
• Impostare in modo mirato interventi da effettuare
• Stimare probabilità di accadimento di Infortuni
3.1 La magnitudo Se noi moltiplichiamo tra di loro i due indici IF (indice di frequenza) e IS (indice di severità)
otteniamo un indicatore di utilità pratica per la valutazione della prestazione di sicurezza iniziale:
la Magnitudo.
Possiamo definire la magnitudo come
La magnitudo rappresenta in modo più accurato la prestazione di sicurezza di quanto lo
facciano gli indici IF e IS.
Se la si tratta in media mobile si può, con accuratezza, evidenziare la tendenza di fondo del
fenomeno infortunistico.
Vediamo un diagramma della magnitudo ed i suoi possibili andamenti.
La linea ROSSA sottile parallela all’asse delle
X indica l’andamento ideale (M=0 assenza
del fenomeno infortunistico); la linea BLU
parallela all’asse delle Y indica il caso limite
estremo quando M infinito; le tre linee di
colore NERO riportano i rispettivi andamenti;

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 28 di 153
la linea di colore ROSSO marcato è quella
preferibile che indica una diminuzione nel
tempo dei fenomeni infortunistici.
Il grafico della magnitudo assume la forma di una “vasca da
bagno” vista in sezione.
3.2 Diagramma di Poisson Di seguito sono riportati i diagrammi di Poisson generico (a sinistra) e per numeri prossimi allo
zero (a destra).
L’utilizzo del diagramma di Poisson ci permette di avere un criterio per appurare se
l’infortunabilità sia migliorata negli anni limitatamente all’intervallo di confidenza scelto.
Ciò è molto significativo nella valutazione iniziale di un Sistema di Gestione della Sicurezza
(SGS) in azienda. Infatti dal momento che il Responsabile della Sicurezza e Normativa ha
l’obbligo di tenere aggiornato il registro INAIL (data avvenimento, nome personale coinvolto,
descrizione dell’accaduto, data di rientro al lavoro) può utilizzare i dati inseriti come una valida
base di partenza.
Ipotizziamo che il registro INAIL contenga tutti gli incidenti con infortunio avvenuti in
un’azienda durante un lasso temporale di 46 anni.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 29 di 153
Se il numero degli incidenti registrati fino all’anno precedente è pari a 200, per dire che la
prestazione di sicurezza sia effettivamente migliorata dovremmo aver raggiunto quota 152
con un intervallo di confidenza pari al 99%; se l’anno scorso il numero di infortuni registrati
era di 30, dovremmo raggiungere quota 15, ovvero dovremmo dimezzare il numero di
infortuni da un anno all’altro.
Dal grafico leggiamo sull’asse delle ASCISSE il numero di incidenti con infortunio nell’anno
“n”, mentre sull’asse delle ORDINATE il numero di incidenti con infortunio nell’anno “n+1”.
L’apprendere tali informazioni deve azionare un meccanismo di miglioramento: il cosiddetto
principio di azione e reazione.
L’impiego dello stesso modello di Poisson consente di stimare la probabilità di accadimento
degli infortuni.
Questo metodo non è più valido quando ci troviamo con valori prossimi allo zero perché sorge
un problema di leggibilità della tabella.
Nel caso di cambiamenti consistenti (ad esempio presenza nel periodo 1 di 450 dipendenti,
mentre nel periodo 2 di 1000 dipendenti) è conveniente utilizzare la distribuzione 2χ .
In conclusione possiamo dire che il metodo di Poisson ci permette di stimare la probabilità che
si verifichino gli infortuni ed allo stesso tempo ci offre una stima della capacità che ha
un’azienda di migliorare.
Nel caso di intervalli temporali diversi viene utilizzata la seguente tabella.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 30 di 153
3.3 Triangolo di HEINRICH Heinrich era un ingegnere industriale americano impiegato in una compagnia assicurativa;
egli sulla base di un campione di 330 casi di incidente (con e senza infortunio) ha suddiviso i
vari episodi nel seguente modo:
La lettura dei dati presenti nel triangolo di Heinrich ci dice che se noi permettiamo
l’accadimento degli infortuni nella nostra azienda, ogni 29 casi di incidenti a gravità non totale
potrebbe capitare quello ad invalidità permanente o addirittura quello che porterebbe ad un
decesso. Quindi quanto più aumenta il numero dei rapporti di incidente documentati, ossia
tanto più questo numero si avvicina al numero reale di incidenti accaduti, tanto meglio si sta
comportando l’azienda in quanto si sta impegnando a redigere i rapporti per ogni incidente.
Vediamo un esempio.
Partiamo da un archivio storico (1959 – 1982) aggiornato per 23 anni e contenente 79 casi
documentati di incidente senza infortunio; essendo piccolo tale numero, possiamo dedurre
che in questa azienda si patiscono gli incidenti senza compilare i rapporti.
Quante più informazioni si riescono a raccogliere in un’azienda, tanto più facile sarà scoprire
le concause ed i problemi che sono alla base delle situazioni incidentali.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 31 di 153
Dal triangolo di Heinrich leggiamo che il rapporto di incidenti senza infortunio e quello di
incidenti con infortunio è pari a 10 (300 / 29 = 10,345) e questo significa che dobbiamo
decuplicare la raccolta di informazioni relative ad incidenti senza infortunio (= 79 x 10,345)
portando come numero di rapporti raccolti alla fine del secondo periodo di riferimento un
numero pari a 820. Effettuando gli altri calcoli otteniamo:
0,19 = 79 / 415
28 = 415 / (8+7)
4 = 820 / 209
70 = 209 / (2+1)
0,5 = 209 / 415 [miglioramento del 50%]
0,25 = 2 / 8 [miglioramento del 25%]
0,15 = 1 / 7 [miglioramento del 14%]
3.4 Il Libro della Memoria Il Libro della Memoria è un insieme di documenti che costituiscono il patrimonio di
informazioni di un’azienda in ambito infortunistico. Esso racchiude la storia di incidenti con
infortuni invalidanti o che hanno causato la morte di qualche addetto; è un documento
riservato e pertanto NON deve essere divulgato all’esterno; è buona norma che ogni anno
venga selezionato e presentato un episodio significativo alle riunioni di promemoria della
sicurezza (PROM) in modo tale che quanto successo non venga dimenticato.
I documenti che compongono il Libro della Memoria sono:
• Il Libro della Memoria
Contiene la storia dei casi di infortunio mortale e di invalidità permanente
successi lungo tutta la storia dell’azienda
• La raccolta di rapporti di incidente
Contiene tutti i rapporti di incidente con infortunio successi presso aziende
affiliate o associate, presso clienti o fornitori
• Il Libro Bianco delle statistiche del fenomeno infortunistico
Contiene la parte statistica descrittiva ed inferenziale di tutti gli incidenti
accaduti
• I Quaderni di Sicurezza
Contiene la raccolta commentata dei rapporti di incidente
• I Bollettini di Sicurezza
È uno strumento più snello che racchiude solo i fatti più rappresentativi e gli
aspetti più critici del Sistema di Gestione della Sicurezza di un’azienda.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 32 di 153
3.5 Indici di costo L’indice di costo ci dice quanto incide in euro ogni ora non lavorata per la presenza del
fenomeno incidentale secondo la seguente espressione:
100 (1.000.000 D + 500.000 T + 2.000 LWC + 1.000 WDL + 400 WDLR + 2.000 NFC)
Totale Ore Lavorate
Legenda:
D = numero di decessi
T = numero di casi di invalidità permanente parziale
LWC = numero di infortuni
WDL = numero di giornate di lavoro perse a causa degli infortuni
WDLR = numero di giorni recuperati (un operaio di un fabbrica infortunato invece che stare a
casa in malattia rientra al lavoro e svolge, ad esempio in ufficio o in portineria)
NFC = numero di casi non fatali senza giorni di assenza dal lavoro o di medicazioni di primo
soccorso
ESEMPIO
Se un’azienda in un anno ha un totale di 760.500 ore di lavoro umane e le variabili
rispettivamente D = 1, T = 3, LWC =4, WDL =15, WDLR = 23 e NFC = 1, effettuando il conto si
trova un Indice di costo pari a 333,22.
3.6 Pioggia: correre o camminare? In caso di pioggia per evitare di scivolare è più conveniente correre o camminare?
Dipende dalla quantità di pioggia e dall’andatura se normale o accelerata.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 33 di 153
Ognuno di noi, in posizione eretta, può essere immaginato
contenuto in un prisma e la risposta alla domanda se in caso di
pioggia è meglio correre o camminare è data dalla soluzione
dell’espressione matematica che tiene conto delle seguenti
variabili:
PARAMETRI
V = velocità di caduta della pioggia
K = angolo di caduta della pioggia
D = densità dell’acqua
At = area sommitale
Af = area frontale
H = distanza da percorrere
Vp = velocità alla quale il pedone cammina
In ogni azienda il fenomeno infortunistico è funzione di un gran numero di variabili non
sempre calcolabili; è necessario modellare il meglio possibile le condizioni avverse in cui
un’azienda si potrebbe venire a trovare per poter migliorare la sua situazione.
3.7 Test incrociati: questionari e schede
Ipotizziamo di avere 3 schede come riportato in
figura.
Alla SCHEDA 01 è associata la domanda: negli
ultimi 12 mesi ha sempre emesso rapporti di
incidente?
Alla SCHEDA 02 è associata la domanda: su
questa scheda è riportato un triangolo nero?
Alla SCHEDA 03 è associata la domanda: su questa scheda è riportato un triangolo bianco?
Possiamo osservare che se la SCHEDA 02 e la SCHEDA 03 ammettono una risposta
obbligata, la SCHEDA 01 può essere interpretata in almeno 3 modi. Infatti un operatore
barrando la casella corrispondente a SI potrebbe intendere:
• non sono capitati incidenti, quindi l’operatore NON ha emesso rapporti di incidente, ma
risponde SI intendendo che se fossero capitati lui sicuramente avrebbe emesso i
rapporti
• sono capitati 7 incidenti e sono stati emessi 7 rapporti
−+ kAA
VkVAHD
HADt
f
p
tf tan1
cos

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 34 di 153
• l’operatore risponde SI anche se in cuor suo sa di non avere emesso tutti i rapporti di
incidente per paura di essere scoperto da un suo superiore
Quello che a noi interessa sono le prime 2 situazioni perché entrambi gli operatori dicono il
vero, ma siamo in presenza di eventi mutuamente esclusivi.
Ipotizziamo di avere una società con 1200 dipendenti; l’intervistatore chiama l’intervistato che
sceglie una carta e viene invitato a rispondere.
La probabilità classica (eventi equiprobabili) ci dice che dovremmo avere una situazione di
questo tipo:
I II III 400 400 400
560
160
Probabilità a priori che escano una scheda qualsiasi tra le 3: 400 persone su 1200.
Se abbiamo che il totale di schede con risposta SI è di 560, significa che 160 persone che
hanno omesso di emettere rapporti di incidente hanno estratto la SCHEDA 01.
(560-400) = 160
(160/400) = 0,4 = 40%
la percentuale deve tendere a ZERO, altrimenti se così non fosse questo è segno che in quel
gruppo di lavoro esiste un problema.
3.8 L’infettività della chiacchiera Immaginiamo che possa accadere la seguente situazione:
ore 8:00 solo noi siamo a conoscenza di una notizia
ore 8:30 facciamo 2 telefonate la notizia è nota a 3 persone

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 35 di 153
+−−= r
rp
)365()1365(...*363*364*365
1
ore 9:00 i nostri 2 amici, a loro volta, chiamano 2 loro amici la notizia è nota a
(1+2+4)=7 persone
ore 9:30 il fatto viene ripetuto
Se procediamo in questo modo avremo che in un giorno
1 + 2 + 4 + 8 + … + 224 = 16.777.216 persone saranno a conoscenza della nostra notizia.
Il fatto ci insegna che se per quanto riguarda la chiacchiera questo comportamento è deleterio,
per quanto riguarda i rapporti di incidente, invece, è molto importante ed urgente comunicarli e
renderli disponibili ad un numero maggiore di persone nel più breve tempo possibile.
3.9 Probabilità
Proponiamoci di trovare la probabilità che in un gruppo di r persone ve ne siano almeno 2 che
compiono gli anni nello stesso giorno dell’anno. L’evento opposto è “non vi sono nel gruppo 2
persone che hanno il compleanno nello stesso giorno”. Escludendo il 29 febbraio in modo tale
che i giorni dell’anno siano contati come 365, la probabilità di un tale evento può essere
calcolata come: il primo individuo può essere nato in uno qualsiasi dei 365 giorni dell’anno, il
secondo può essere nato nei 364 giorni che rimangono dopo aver escluso il giorno di nascita
del primo; la probabilità che i primi 2 individui non abbiano lo stesso giorno di compleanno vale
come i numero dei casi favorevoli che si ha associando ognuno dei 365 giorni disponibili per il
primo individuo con ognuno dei 364 giorni disponibili per il secondo ed il numero 365x365 (casi
possibili). In modo analogo si fa per il terzo individuo. Di conseguenza la probabilità che non vi
siano nel gruppo 2 persone aventi lo stesso giorno dell’anno come compleanno vale
E l’evento complementare “almeno 2 persone nel gruppo hanno il compleanno nello stesso
giorno dell’anno” vale
Su una classe di 23 persone il risultato di tale calcolo vale 0.49, ovvero il 49%.
r
rq
)365()1365(...*363*364*365 +−
=

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 36 di 153
Se abbiamo una popolazione molto numerosa e se il numero degli episodi di incidente che si
verificano in 1 anno è elevato, la probabilità di ripetizione di un evento incidentale è tanto più
alta quanto più alto è il numero di incidenti.
In una situazione di questo tipo è consigliabile:
• Tenere il numero di incidenti il più basso possibile
• Tenere la durata degli infortuni più bassa possibile.
3.10 Testa o croce?
All’aumentare del numero dei lanci la probabilità classica vale 21
, ma in senso frequentistico
abbiamo un valore che si discosta dalla probabilità classica. Possiamo dire che
3.11 Paradosso del piccione
Ipotizzando che la probabilità che un piccione in volo facendo i suoi bisogni colpisca un uomo,
una donna o il suolo sia pari ad 1, la possiamo dividere nel seguente modo:
===
===
===
suolo
donna
uomo
%5.67675.0200135
%5.12125.020025
%202.020040
3.12 Coincidenze
Quanto potrebbe essere probabile che una coincidenza interessante accada?
Facciamo alcune considerazioni. Supponiamo che un evento memorabile, una coincidenza che
accada 1 sola volta nella vita abbia 1.000.000 di possibilità di accadere oggi e che ogni giorno
ci siano 100 opportunità che questo evento accada. Per esempio, se noi decidessimo, per
capriccio, di puntare ad una gara sul piazzamento nelle prime 3 posizioni di 3 persone con
scarsissime probabilità di vittoria, immaginiamo che questi si piazzino proprio al primo, secondo
e terzo posto. Oppure immaginiamo che sia il giorno delle elezioni nazionali e di subire un
incidente su una strada secondaria mentre stiamo rientrando dal seggio e scoprire che il
guidatore dell’altra macchina è un vecchio parlamentare, magari quello che abbiamo votato
possibilicasinumerofavorevolicasinumero
chance =
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 37 di 153
poco prima. Queste ed altre possono essere considerate coincidenze che accadono con una
probabilità di 1 su un 1.000.000. In modo analogo è come sognare che un amico vinca
un’importante gara di nuoto e che a distanza di pochi giorni il fatto accada realmente.
Come nell’esempio dei compleanni il modo migliore di trattare la probabilità che qualcosa di
simile ad una coincidenza si manifesti è quello di vedere dapprima la probabilità che
effettivamente quel fatto ha di accadere senza considerarlo come una coincidenza.
Possiamo anche vedere il problema dal lato inverso come: qual è la probabilità che nessuna
delle cose dette in precedenza avvenga domani? Un evento con 1.000.000 di probabilità di
accadere ha una probabilità di NON accader pari a 0.999999; se consideriamo il fatto che ogni
giorno abbiamo 100 occasioni per cui questo fatto potrebbe accadere, la probabilità che
effettivamente non accada si aggira nell’ordine di
0.999999 x 0.999999 x 0.999999 … cento volte.
Più o meno la probabilità è pari a 0.9999 o 9.9999 su 10.000. Questo significa che la probabilità
che queste coincidenze ci accadano domani è pari ad 1 su 10.000: fatto molto improbabile.
E in una settimana che cosa potrebbe succedere? Qual è la probabilità che in ognuno dei
prossimi 7 giorni non accada una coincidenza con 1 su 1.000.000 di possibilità di accadere?
Possiamo effettuare i calcoli come abbiamo fatto prima. Moltiplichiamo la probabilità che
abbiamo calcolato per 1 giorno per i 7 giorni della settimana
0.9999 x 0.9999 x 0.9999 … 7 volte
all’incirca 0.9993. Questo sta a significare che esiste una probabilità di 9,993 su 10.000 che
settimana prossima sia noiosa, mentre esiste una probabilità di 7 su 10.000 che ci accada
qualcosa di favoloso nella prossima settimana.
La probabilità che ciascuna settimana dell’anno prossimo sia monotona vale
0.9993 x 0.9993 x 0.9993 … 52 volte
all’incirca 0.964 ovvero3029
. La cosa inizia a farsi interessante. La probabilità che in ognuno dei
prossimi 20 anni non accada una coincidenza con probabilità di 1 su 1.000.000 è pari a
0.954 x 0.964 x 0.964 … 20 volte
all’incirca 0.48, ovvero pari al 48%.
In accordo con questo rozzo e veloce calcolo, al momento esiste un possibilità del 50% che nei
prossimi 20 anni ci possa accadere un evento memorabile. Questo sta anche a significare che
per ognuna delle 20 persone che conosciamo esiste una probabilità superiore al 50% che
avranno una storia straordinaria da raccontare durante il corso dell’anno. In modo analogo,
nella classe di 23 alunni la probabilità che uno di loro abbia a raccontarci una fantastica
coincidenza che è capitata è pari al 52%, probabilità superiore al 50%. In conclusione
potremmo dire che tutto sommato la vita non è così noiosa come sembra.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 38 di 153
Ovviamente in questo caso abbiamo fatto delle enormi assunzioni. Chi è in grado di prevedere
quante “sorprendenti” coincidenze ci possono capitare ogni giorno? Potrebbero essere migliaia
e non centinaia come abbiamo supposto. Alcune di esse potrebbero avere una possibilità di
verificarsi di 1 su 1.000.000.000, mentre altre di 1 su 1.000. Comunque la nostra rozza stima
non è molto lontana dalla realtà.
È molto importante ricordare che anche con strumenti molto veloci, esistono delle cose che
vengono svolte in tempo reale, che fanno perdere molto tempo; noi sappiamo che non si
possono fare infinite cose e che non c’è tempo per “fare sicurezza a 360 gradi”; è dunque
importante rilevare tutti i tipi di incidenti in qualsiasi forma essi si presentino (grave e meno
grave) e cercare di snidare gli incidenti nascosti perché anche se non accadono da molto tempo
si possono sempre ripresentare.
3.13 Appuntamenti e puntualità
Tizio e Caio decidono di incontrarsi fra le 2 e le 3 e che l’uno aspetterà l’altro solo per 10 minuti.
La probabilità che si Incontrino è pari solo a 11/36, ossia al 31%. Generalizzando possiamo intendere “Tizio” come una persona e “Caio” come una macchina
con guasto non segnalato né riparato. La probabilità di accadimento di un incidente in quel
lasso di tempo è pari al 31% se il guasto evolve in incidente nei 10 minuti di lavoro della
macchina.
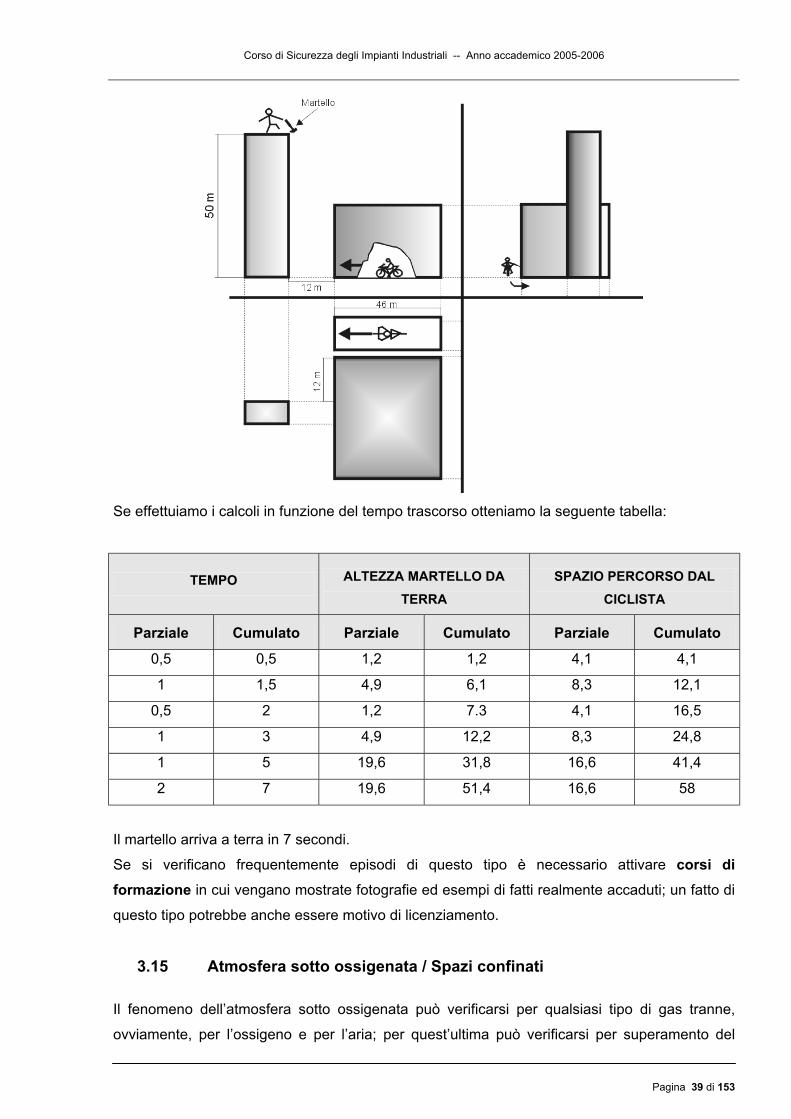
3.14 Cinematica: caduta oggetti dall’alto
Analizziamo un esempio di incidente dovuto alla caduta di oggetti dall’alto.
Su una piattaforma alta 50 metri un operaio lascia cadere inavvertitamente un martello mentre
nella strada sottostante sta per sopraggiungere un altro operaio in bicicletta.
Se ipotizziamo che il ciclista viaggi alla velocità di 30 km/h (= 0.5 km/min = 8.3m/s), il martello
cade alla velocità data dalla relazione
Velocità di caduta = 0v (velocità iniziale) + tg .
Ipotizzando che la velocità iniziale del martello sia nulla (il martello cade dalla mano
dell’operaio, quindi da fermo, non viene lanciato), otteniamo:
velocità di caduta = tg
spazio percorso = 2
21 tg
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 39 di 153
Se effettuiamo i calcoli in funzione del tempo trascorso otteniamo la seguente tabella:
TEMPO ALTEZZA MARTELLO DA TERRA
SPAZIO PERCORSO DAL CICLISTA
Parziale Cumulato Parziale Cumulato Parziale Cumulato 0,5 0,5 1,2 1,2 4,1 4,1
1 1,5 4,9 6,1 8,3 12,1
0,5 2 1,2 7.3 4,1 16,5
1 3 4,9 12,2 8,3 24,8
1 5 19,6 31,8 16,6 41,4
2 7 19,6 51,4 16,6 58
Il martello arriva a terra in 7 secondi.
Se si verificano frequentemente episodi di questo tipo è necessario attivare corsi di formazione in cui vengano mostrate fotografie ed esempi di fatti realmente accaduti; un fatto di
questo tipo potrebbe anche essere motivo di licenziamento.
3.15 Atmosfera sotto ossigenata / Spazi confinati
Il fenomeno dell’atmosfera sotto ossigenata può verificarsi per qualsiasi tipo di gas tranne,
ovviamente, per l’ossigeno e per l’aria; per quest’ultima può verificarsi per superamento del
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 40 di 153
79% di N2 oppure per diminuzione oltre il 21 % di O2. Le giuste percentuali di gas disciolti
nell’aria sono: 21% di O2 e il 79% di N2.
Inoltre se sono presenti nell’aria uno o più gas tossici, va considerato anche il fattore tossicità. A
parità di gas presente, l’atmosfera sotto ossigenata è tanto più spinta quanto inferiore è il
volume dello spazio confinato. Una percentuale troppo elevata di ossigeno può causare edemi
polmonari e conseguenze irreversibili al sistema nervoso centrale:
• O2 < 16% pericolo grave
• O2 < 10% morte certa
Due sole inalazioni di azoto puro possono provocare il coma ed anche la morte.
Sottolineiamo alcuni aspetti particolarmente importanti:
1) Un’atmosfera sotto ossigenata può essere causata dalla perdita di una guarnizione; se
si sente un fischio dovuto ad una perdita è consigliato di non avvicinarsi con il viso per
evitare di respirare eventuali gas tossici, ma di avvicinarsi con una mano per cercare il
punto della perdita; è importante ricordare che dopo la seconda respirazione esiste un
rischio di svenimento oltre che di esposizione acuta istantanea;
2) In presenza di atmosfera sotto ossigenata è consigliato lasciare subito il luogo dove si è
verificato il fenomeno; esistono delle procedure per aiutare una persona coinvolta:
- se una persona si trova in una buca è necessario sollevarla utilizzando la corda cui è
legata ed effettuare una prima rianimazione tramite massaggio cardiaco e
respirazione bocca a bocca e subito dopo prestare i dovuti soccorsi;
- se una persona si trova in una stanza, il collega, con un auto protettore, deve entrare
e trascinala fuori ed effettuare una rianimazione;
- qualora non vedendo tornare il collega da una stanza, l’operatore decide di entrare e
lo trova svenuto può decidere di trascinarlo fuori perché non c’è tempo da perdere,
ma a suo rischio e pericolo, perché questa non è una prassi consigliata in quanto si
rischia la propria vita per salvare quella di un collega o addirittura si rischia di morire
entrambi.
3) È molto importante conoscere la natura dei gas presenti in quanto, a seconda del peso
molecolare, hanno comportamenti diversi; ad esempio l’azoto, più leggero dell’aria,
tende a salire, mentre l’argon che è più pesante tende a rimanere a basse quote;
4) È importante quindi effettuare misurazioni prima di addentrarsi in spazi confinati.
Elenchiamo qualche esempio di situazioni pericolose in condizioni di atmosfera sotto
ossigenata e spazi confinati:
• è pericoloso inserire la testa in un boccaporto aperto prima di essersi accertati
della natura dell’atmosfera presente all’interno; è utile ricordare che la corrosione
del ferro è una reazione che sottrae ossigeno;
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 41 di 153
• in caso di ingresso in una cisterna o in un
silo, dopo aver effettuato le misurazioni
relative all’atmosfera interna, per evitare di
essere chiusi all’interno o per evitare che
qualcuno cada nell’apertura è necessario
fissare una griglia di protezione e porre un
cartello indicante “divieto di accesso” in modo
che a nessuno venga in mente di chiudere il
boccaporto; è importante affiggere una copia
del permesso di lavoro ed effettuare qualsiasi
lavoro accompagnato da un collega; in ogni
caso è sempre obbligatorio l’uso dei dispositivi personali di sicurezza;
• un serbatoio contenente H2O industriale viene dimesso e dopo alcuni anni si
decide di recuperarlo; l’azienda manda una persona presso il luogo di
installazione del serbatoio per effettuare una verifica dello stato interno ed
esterno; la presenza di H all’interno del serbatoio potrebbe esplodere se il flash
della macchina fotografica innesca la miscela; in questo caso è importante avere
il permesso di lavoro, controllare e misurare la natura dei gas presenti nel silos
prima di entrare o prima di scattare le foto.
3.16 Rischio cinetico
In caso di trasporto di una sostanza tossica su una
strada italiana, da uno studio effettuato si apprende
che il rischio cinetico è 300 volte superiore a quello
chimico;
ciò è dovuto anche al fatto che il numero di mezzi in circolazione
è molto elevato; se consideriamo un mezzo, di solito di circa 30/40 tonnellate, che si muove
ad una velocità pari a 90 km/h che va ad impattare con un ostacolo, l’elevata energia
cinetica posseduta ha effetti distruttivi e viene scaricata in modo anelastico.
Inoltre ricordiamo che se un muletto va a sbattere contro un paracarro esiste la possibilità
che il guidatore rimanga paralizzato.
Rischio cinetico 300
Rischio chimico 1

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 42 di 153
13 ottobre 2005, lezione 04
4. Statistica applicata ai sistemi di gestione della sicurezza
4.1 La Binomiale Negativa
La Binomiale Negativa descrive la distribuzione degli Eventi Rari, nel caso che la probabilità di
accadimento NON sia costante per tutti i membri della collettività (infortuni sul lavoro).
Esempio.
Gli infortuni mensili sul lavoro in una certa azienda seguono una legge binomiale negativa con
media = 1 al mese e varianza pari a 4/3.
Calcolare la probabilità che in un generico mese si abbiano almeno 2 infortuni.
Abbiamo
=
=
234
1
pqrpqr
43
=p 3=r
La probabilità cercata è
2617.043
13
43
02
1133
10 =
−
−=−−= PPP
Questo risultato ci mostra come gli episodi che non ci si aspetta accadano hanno al contrario
una probabilità elevata di accadere. Il fenomeno incidentale fa parte del caos che ha le sue
regole.
4.2 Addestramento
Supponiamo che al quesito posto ad un esame (del tipo di quelli che gli anglosassoni chiamano
text) possano darsi m risposte di cui 1 sola è accettabile. Un candidato compiutamente
preparato ha la certezza (probabilità pari ad 1) di dare la risposta giusta; un candidato che tenta
l’esame ha la probabilità m1
di dare tale risposta.
Il candidato dà la risposta giusta. Ci chiediamo quale è la probabilità P che sia preparato?
Si tratta di una probabilità condizionata dalla risposta che non può essere valutata se non si
conosce la probabilità “a priori”, valutata prima dell’esame, del presentarsi di un candidato
preparato.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 43 di 153
Se questa è p, di conseguenza (1-p) è la probabilità che si presenti un candidato impreparato
che tenta l’esame e risponde a caso. Il teorema di Bayes consente di rispondere
immediatamente alla domanda.
( ) ( ) 11111*
1*+−
=−+
=pmpm
mpp
pP
P è tanto prossimo all’unità quanto più prossimo all’unità è p. Conoscere p significa conoscere
la frequenza con cui nella scolaresca esaminata si presentino allievi preparati. Se non si ha
questa conoscenza l’illazione che può trarsi dalla risposta alla domanda è in sostanza arbitraria.
Supponiamo che il corso sia finito esattamente 1 mese fa e supponiamo di conoscere la
probabilità p, a priori, che un alunno che si presenta all’esame sia preparato (p=0.5).
Effettuiamo i calcoli per valori di m pari ad 1,2 e 3.
1=m ( )
%505.0221
12111
21*1
===+−
2=m ( )
%6767.0
231
12112
21*2
===+−
3=m ( )
%7575.0223
12113
21*3
===+−
4.3 Prestazioni personali e Test attitudinali
Si deve riunire l’ESS (European Safety School), un gruppo composto da 12 persone che non si
sono mai incontrate provenienti da 9 differenti paesi. Il loro compito è quello di studiare 20 temi
nell’ambito della sicurezza per un impegno previsto di 5 giorni lavorativi (4 temi al giorno).
• Quante domande è necessario sottoporre per ogni argomento?
• In base a quale criterio definiamo il numero di domande?
Dopo una giornata di lavoro la probabilità di apprendimento è stimata attorno al 75%; è
consigliato scegliere 3 domande per tema per un totale di 12 domande al giorno ed ogni
domanda non deve avere più di 3 opzioni. Per ogni argomento esistono sempre 2 o 3 criticità
(ragionamento basato sull’intuito) e ciò dipende anche dal tempo a disposizione (il tempo è una
risorsa limitata).

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 44 di 153
È consigliato affrontare 4 temi al giorno e 2 al massimo 3 criticità per ogni tema; per ogni tema
devono essere formulate 8 al più 12 domande per un totale di 24-36 opzioni per ogni
questionario.
I test attitudinali hanno a che fare con le persone e con la loro valutazione.
Un dirigente di una società ha sviluppato un test attitudinale per preposti. Sa che dell’attuale
gruppo di preposti il 65% ha ottenuto buoni risultati di sicurezza ed il restante 35% ha ottenuto
risultati scarsi. Dà il suo test all’intero gruppo di preposti e trova che il 73% di coloro che
hanno ottenuto buoni risultati di sicurezza passa il test e che il 78% di coloro che hanno
ottenuto risultati scarsi sbaglia il test.
L’ esperimento consiste nello scegliere un preposto a caso e sottoporgli il test.
Sulla base di queste informazioni si risponda alle seguenti domande.
[per la soluzione: si usino T, T’ per rappresentare gli eventi “passare” o “sbagliare” il test e R, R’
per rappresentare gli eventi “aver ottenuto buoni risultati” e “non aver ottenuto buoni risultati”].
(a) qual è la probabilità che chi passa il test abbia ottenuto buoni risultati?
La domanda si può porre come: quanto vale P (R|T)?
P (R|T)=(P(R)* P (T|R)) / (P(R)* P (T|R) + P(R’)* P (T|R’))
Sulla base delle informazioni base sappiamo che:
P (R) = 0.65, P(R’) =0.35, P(T’|R’) =0.78, P (T|R)=0.73
Calcoliamo dunque: P(T|R’) = 1- P(T’|R’) =0. 22
P (R|T) = 86% Dunque mentre c’è un 65% di probabilità che se si prende un preposto a caso costui
abbia dei buoni risultati di sicurezza, se i preposti hanno passato il test c’è un 86% di
probabilità che abbiano ottenuto buoni risultati di sicurezza. Questo fatto ci dice che non
possiamo affidarci solo ai questionari.
(b) qual è la probabilità che chi non passa il test non abbia ottenuto buoni risultati?
La domanda può essere posta come: quanto vale P (R’|T’) ?
P (R’|T’)=( P(R’)* P (T’|R’) )/ ( P(R’)* P (T’|R’) + P(R)* P (T’|R) )
L’unico elemento mancante è P (T’|R) =1- P (R|T)= 1- 0.73 = 0.27
P (R’|T’) =61% Dunque se c’è un 35% di probabilità che se un preposto viene scelto a caso abbia dei
cattivi risultati di sicurezza, se ha sbagliato il test c’è un 61% di probabilità che abbia
ottenuto risultati cattivi.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 45 di 153
(c) qual è la probabilità che il risultato del test possa identificare correttamente se qualcuno
sia o meno un buon preposto?
La domanda può essere posta come: quanto vale ( ) ( )[ ]?'' TRTRP IUI
Poiché TR I e '' TRI sono mutuamente esclusivi, sappiamo che
( ) ( )[ ] ( ) ( )'''' TRPTRPTRTRP IIIUI +=
( ) ( ) ( ) ( )( )( ) ( ) ( ) ( )( ) 2730.078.035.0'''''
4745.073.065.0
===
===
RTPRPTRP
RTPRPTRP
I
I
quindi
P(identificato correttamente)= ( ) ( )[ ]
75.02730.04745.0''
=+TRTRP IUI
Questo calcolo è utile nel caso in cui NON si conoscano le persone che effettuano il test. Vediamo un altro esempio. Una grande impresa ha accettato 100 nuove persone in un corso di addestramento.
L’organizzazione del corso sa che di 1000 apprendisti precedenti il 4% non ha finito il corso.
Utilizzare la distribuzione binomiale e la distribuzione di Poisson per calcolare la probabilità che
esattamente 6 dei nuovi apprendisti non finiscano il corso.
Se si accetta che p rimanga costante nelle prove indipendenti, allora abbiamo a che fare con un
esperimento binomiale in cui: successo = l’apprendista non termina il corso, n = 100, p = 0.04 e
q = 1 – 0.04 = 0.96. utilizzando la funzione di probabilità binomiale otteniamo:
( ) ( )
( )( )( )
1053.0
21552.00000000041.01192052400
96.004.06
100)6(
)(
946
=
=
=
= −
f
qpxn
xf xnx
Poiché 100≥n e 05.0≤p , si può utilizzare l’approssimazione di Poisson alla binomiale. Quindi utilizzando come media 404.0*100* === pnµ otteniamo
( )( ) 1042.0720
018316.04096!6
4)6(
!)(
46
==≈
=
−
−
ef
xexfx µµ
La probabilità cercata è pari al 10%.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 46 di 153
Vediamo un altro esempio. Una grande azienda ha inserito 100 persone in un corso di formazione. Il responsabile del
corso sa che su 1000 partecipanti ai corsi precedenti il 4% non ha terminato il corso. Calcolare
la probabilità che 5 o più dei 100 partecipanti al corso non lo portino a termine.
Questo problema può essere risolto nel seguente modo:
( ) ( ) ( )( )
( ) 371.0629.015
629.04,441415
=−≈≥
==−=≤−=≥
XP
FFXPXP
µ
La probabilità cercata è pari al 37%.
4.4 Statistica inferenziale Perché la statistica inferenziale si chiama anche statistica induttiva?
Il ragionamento umano segue 2 metodi: induttivo e deduttivo.
Il ragionamento induttivo è un
“processo logico, contrario alla
deduzione, che muove dal
particolare al generale, dai fatti ai
principi, dagli effetti alle cause1”; a
volte questo metodo ci porta a
conclusioni incerte e distorte della realtà. Il ragionamento deduttivo, al contrario di quello
induttivo, è un processo che ci a scoprire la verità attraverso un ragionamento che da
conclusioni generali si sposta verso esempi particolari; questo metodo ci porta ad una
conclusione certa.
La legge di Murphy “Una fetta di pane così grande non mi era certamente mai toccata. Ma cadde a terra sulla
sabbia e proprio dalla parte che avevano imburrata.” 2
“Se la località che state cercando può trovarsi in una parte scomoda della cartina, si troverà
proprio lì.”
“La coda vicino alla vostra, di solito, si esaurirà per prima.”
La statistica inferenziale ci aiuta a decidere la strategia da adottare nel campo della sicurezza;
ci aiuta a scegliere quali sono le funzioni obiettivo da massimizzare (profitti, vantaggi) o
minimizzare (costi) sotto certi vincoli. 1 Fonte: Dizionario garzanti della lingua italiana 2 Fonte: James Payn, poeta satirico vittoriano

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 47 di 153
4.5 Mito 33 Spesso ricorriamo ad un ragionamento sbagliato di questo tipo: “deve essere di sicuro così perché abbiamo fatto lo stesso per anni senza incidenti.” Solitamente le persone di senso pratico definiscono esperienza il fatto di aver condotto per 20
anni determinate operazioni senza che non fosse mai successo nessun incidente. Per il fatto
che non è successo niente dicono che quel modo di operare è sicuro.
Ma noi che cosa intendiamo per sicurezza? È accettabile che succedano incidenti? Se non lo è,
non abbiamo ancora dimostrato che un’operazione è sicura, perché un incidente ha sempre
una probabilità di accadere. Anche se considerassimo accettabile 1 caso di incidente in 20 anni,
non abbiamo ancora dimostrato che in media l’indice di accadimento degli incidenti sia inferiore
a 1/20. Supponiamo che, in media, si verifichi 1 incidente in un periodo pari a 20 anni; allora,
(per Poisson) sempre in media, esiste la probabilità del 37% che in questo periodo non
accadano incidenti. Supponiamo ora, per ipotesi, che in un certo periodo di tempo, in media, si
verifichino 2 incidenti, allora (per Poisson) esiste la probabilità del 14% che non accadano
incidenti.
Se in media commettiamo 1 errore in 10 anni, la probabilità di non commettere errori in 10 anni
è pari a 0.37; la stessa cosa vale per i prossimi
10 anni. Quindi, la probabilità di non
commettere errori in un periodo di 20 anni è
pari a 0.37 x 0.37 = 0.14 (probabilità congiunta).
Se non si sono verificati incidenti nei 20 anni
prima abbiamo l’86% di confidenza che l’indice
medio di errore sia pari ad 1 o meno.
Se in 20 anni non ci sono stati incidenti abbiamo una confidenza pari al 14% che l’indice atteso
per il futuro sia ≤ 1.
Sono da evitare casi di omissione o di insubordinazione rispetto alla Disciplina Operativa. Il
termine disciplina deriva dal latino “discere” il cui significato è imparare, apprendere; spetta al
nucleo centrale del management aziendale prendere decisioni nei casi di omissioni o
insubordinazioni.
Quando viene fissata una riunione importante che coinvolge molte persone, queste non devono
essere convocate all’ultimo momento, ma almeno 1 anno prima e deve essere inviato loro un
avviso formale almeno 3 o 4 mesi prima dell’evento. Atteggiamenti di indisciplina operativa
possono essere il fatto che uno ritira la propria adesione per problemi, non risponde all’invito
perché pensa che lo ha abbia fatto un collega oppure non risponde all’invito senza motivazione.
In casi come questi non è possibile lasciar correre. Questo modo di operare è sintomo di scarsa

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 48 di 153
organizzazione, rispetto e consapevolezza di sicurezza; gli aspetti che vengono meno sono di
tipo manageriale, organizzativo, comportamentale e tecnico. Le persone che si comportano in
questo modo si fidano del Mito 33.
Se i dirigenti non hanno a cuore la sicurezza, in che modo pensano di gestirla?
Se ad una riunione si presentano 7 persone sulle 10 invitate, la prossima volta le 7 persone,
visto il comportamento degli altri, non si presenteranno a loro volta. L’esempio, in questo caso,
si trasmette in senso negativo.
Vediamo ora un esempio.
Supponiamo che il numero medio di incidenti in un anno in uno stabilimento sia pari a 16.
Trovare la probabilità che in qualsiasi anno futuro possano capitare più di 22 incidenti.
Assumiamo una distribuzione di tipo Poisson
con media ≥ 15; in questo caso possiamo
approssimare la distribuzione di Poisson con
una distribuzione normale avente media = 16 e
varianza = 4. Facendo i calcoli troviamo
625.145.6
4165.22
==−
=z .
Dalle tabelle della normale troviamo che la probabilità cercata è pari a 0.0521 = 5.2%.
Un altro esempio.
Il Responsabile della Funzione Sicurezza presso una municipalizzata
ha notato che per ogni giorno della settimana il numero degli incidenti
scolastici nel comune di appartenenza è pari a 100 suddivisi come
riportato in tabella.
Egli sta esaminando questo tipo di incidenti e vorrebbe sapere se
l’apparente frequenza più elevata relativa al giorno di lunedì è
significativa.
Questi dati rappresentano un campione e possiamo formulare un’ipotesi che sia stato estratto
da una popolazione in cui le frequenze non dipendono dai giorni della settimana. Noi ci
aspettiamo che il campione rispecchi esattamente la popolazione, ma possiamo porci una
domanda: qual è la discrepanza attesa dalle fluttuazioni di campionamento?
Frequenza
Lunedì 25
Martedì 17
Mercoledì 15
Giovedì 23
Venerdì 20
TOTALE 100

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 49 di 153
Se calcoliamo la media otteniamo 20: applichiamo ora la distribuzione 2χ ∑ −=
EEO 2)(
(chi-
quadro), un test di significanza statistico che ci permette di assegnare un valore numerico ad
un’ipotesi detta Ipotesi Nulla [H0], dove
O = valore osservato
E = valore atteso
)( EO − = scarto
2)( EO − = scarto quadratico
EEO 2)( −
= scarto quadratico medio
Formuliamo le 2 ipotesi:
Ipotesi 1: gli incidenti sono
equiprobabili per ogni
giorno della settimana
Ipotesi 2: gli incidenti hanno una
probabilità maggiore di
accadere in alcuni giorni
della settimana
Decisione management : errore ammesso pari al 5%.
La somma dello scarto quadratico medio è pari a 3.4.
La regione di rifiuto è ( )4205.0
2 => gdlχχ e vale 9.49.
Accettiamo l’ipotesi 1 [H0] perché il valore osservato (calcolato) è minore del valore tabulato,
quindi concludiamo dicendo che gli incidenti sono equiprobabili indistintamente per ogni giorno
della settimana.
4.6 Correlazioni lineari
Una correlazione lineare è utile per vedere se i valori di una certa variabile hanno una
distribuzione rettilinea. I tipi di correlazione lineare possono essere:
• positiva ( angolo <90° rispetto all’asse delle x)
• negativa (angolo >90° rispetto all’esse delle x)
Per ottenere i grafici di correlazione lineare occorre trovare lo scarto quadratico tra i valori
misurati e quelli attesi.
O E )( EO − 2)( EO − EEO 2)( −
25 20 5 25 1.25
17 20 - 3 9 0.45
15 20 - 5 25 1.25
23 20 3 9 .45
20 20 0 0 0.00
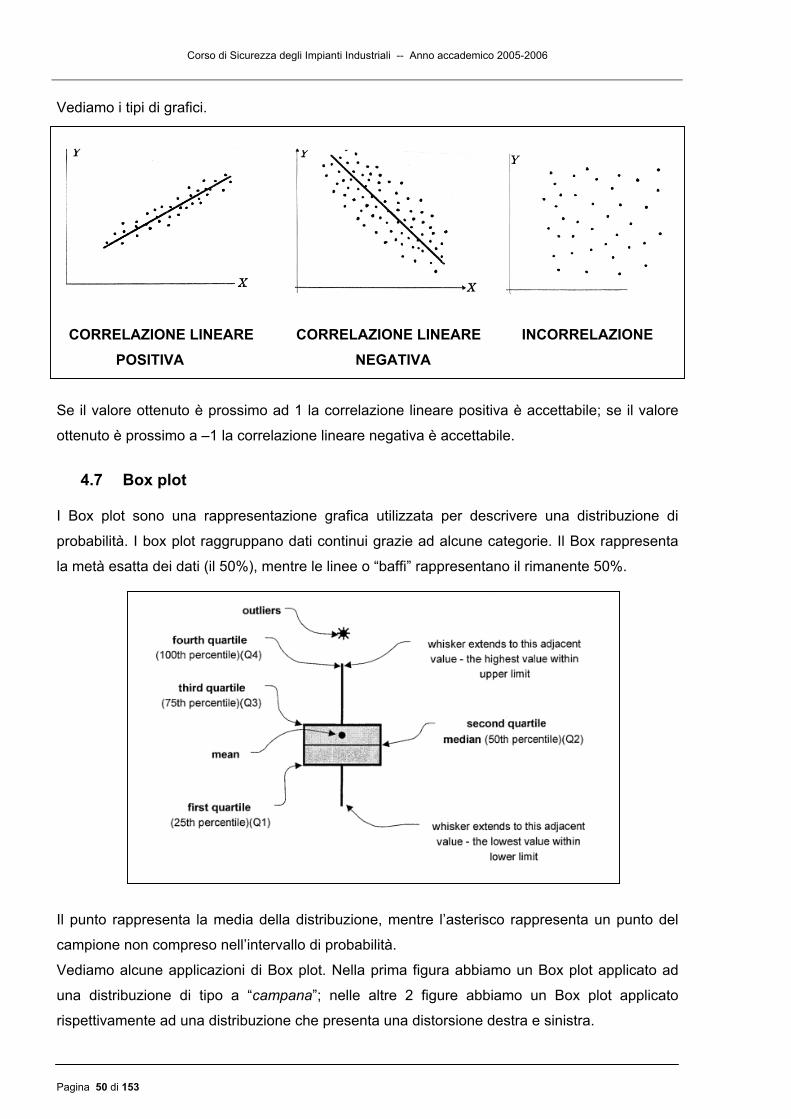
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 50 di 153
Vediamo i tipi di grafici.
CORRELAZIONE LINEARE CORRELAZIONE LINEARE INCORRELAZIONE POSITIVA NEGATIVA
Se il valore ottenuto è prossimo ad 1 la correlazione lineare positiva è accettabile; se il valore
ottenuto è prossimo a –1 la correlazione lineare negativa è accettabile.
4.7 Box plot
I Box plot sono una rappresentazione grafica utilizzata per descrivere una distribuzione di
probabilità. I box plot raggruppano dati continui grazie ad alcune categorie. Il Box rappresenta
la metà esatta dei dati (il 50%), mentre le linee o “baffi” rappresentano il rimanente 50%.
Il punto rappresenta la media della distribuzione, mentre l’asterisco rappresenta un punto del
campione non compreso nell’intervallo di probabilità.
Vediamo alcune applicazioni di Box plot. Nella prima figura abbiamo un Box plot applicato ad
una distribuzione di tipo a “campana”; nelle altre 2 figure abbiamo un Box plot applicato
rispettivamente ad una distribuzione che presenta una distorsione destra e sinistra.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 51 di 153
Una rappresentazione di questo tipo NON sempre è leggibile in modo diretto ed immediato.
4.8 Sicurezza tecnica / ACGIH / TLV-TWA /TLV-STEL
Le scienza relative alla sicurezza riguardano le persone e l’impegno delle stesse.
Citiamo due contributi fondamentali nel campo della sicurezza:
• Alice Hamilton (1869-1970) è stata una pioniera della sicurezza e si è occupata di igiene
industriale e di medicina del lavoro.
• I coniugi Gilbreth, lui muratore intelligente e preciso, hanno effettuato un’analisi dei rischi
valutando tempi e metodi per ridurre le operazioni nel suo lavoro; hanno studiato il
micromoto ed hanno gettato le basi per lo studio dell’ergonomia.
Essi hanno creato la Teoria Terblig (è il loro cognome visto allo specchio) che dice che
se guardiamo una serie di eventi alla moviola scorgiamo alcuni aspetti mentre se li
guardiamo in senso opposto ne troviamo altri.
È importante ricordare che deve esserci un consenso, una condivisione per fare sicurezza
perché:
“i fatti sono fatti e non spariranno per farci un piacere”
“chi non ricorda il passato è condannato a ripeterlo”
“basta dare tempo al tempo e tutto quello che è possibile accadrà”.
L’ACGIH (Conferenza Americana degli Igienisti Industriali Governativi) è un testo di riferimento
internazionalmente riconosciuto in materia di igiene industriale (per la categoria dei chimici è
parte integrante del contratto collettivo nazionale). Questo documento contiene l’elenco di tutte
le sostanze potenzialmente pericolose con i relativi indici biologici di esposizione (BEI =
Biological Exposition Index).
Ad esempio, è utile sapere che l’anidride carbonica (CO2) avendo un peso molecolare pari a 44
risulta essere più pesante dell’aria (peso molecolare circa uguale a 29).

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 52 di 153
Esistono due indicatori molto importanti: TLV e TWA.
Il TLV (Threshold Limit Value) indica il valore di soglia limite per un’esposizione, mentre il TWA
indica il valore medio nel tempo di un’esposizione.
Ad esempio, per un operaio che lavora 8 ore al giorno per 5 giorni la settimana, dobbiamo
accertarci che non subirà alcun danno per esposizione a sostanza tossica se la concentrazione
percentuale dell’esposizione sarà inferiore allo 0.5%.
In aggiunta a queste considerazioni è necessario:
• Controllare l’atmosfera dell’ambiente di lavoro in particolar modo in presenza di spazi
confinati
• Effettuare misurazioni dell’atmosfera prima di iniziare qualsiasi tipo di operazione
• Seguire quanto dicono le procedure
• Effettuare un controllo periodico delle macchine per testare le condizioni di
funzionamento
• Seguire determinati criteri per la progettazione dei luoghi di lavoro.
Il TLV-STEL (Threshold Limit Value – Single Time Exposition Limit) ci indica qual è il limite di
esposizione per una volta soltanto: ad esempio, per una determinate sostanza, è utile sapere
che il limite è di 15 minuti al giorno, oppure che tra un’esposizione e l’altra devono trascorrere
almeno 45 minuti. Se osserviamo queste disposizioni saremo sicuri di non recare danno alla
salute degli operatori.
Esercizio n° 04 – Azienda produttrice di calce
“Un’azienda produce diversi tipi di calce che si differenziano per il tipo di grano: una volta
prodotta la calce viene immagazzinata in silos costruiti ad un’altezza tale da permettere alle
autocisterne adibite al trasporto di collocarsi sotto di essi.
Una volta posizionati gli automezzi, un braccio meccanico da una tonnellata permette alla calce
di scivolare all’interno della cisterna. Quest’organo meccanico, detto proboscide, è direttamente
fissato al silos. Il suo movimento verticale è fissato al braccio nell’estremità opposta a quella
fissa da un cavo ed una carrucola saldamente ancorati tramite un gancio.
L’incidente: dopo il posizionamento dell’automezzo sotto il silo, l’operatore utilizzando una scala
sale sulla cisterna ed apre il boccaporto. Quando il processo di riempimento di un’autocisterna
stava per essere ultimato, l’organo meccanico trainato dal sistema cavo-carrucola si stava
rialzando e l’operatore stava richiudendo manualmente il boccaporto. Purtroppo il gancio si
staccò e la proboscide cadde rovinosamente sulla mano dell’operatore.
Ci fu un’inchiesta da parte dell’ASL competente. L’operaio guarì completamente dopo più di un
intervento di ricostruzione della propria mano”.
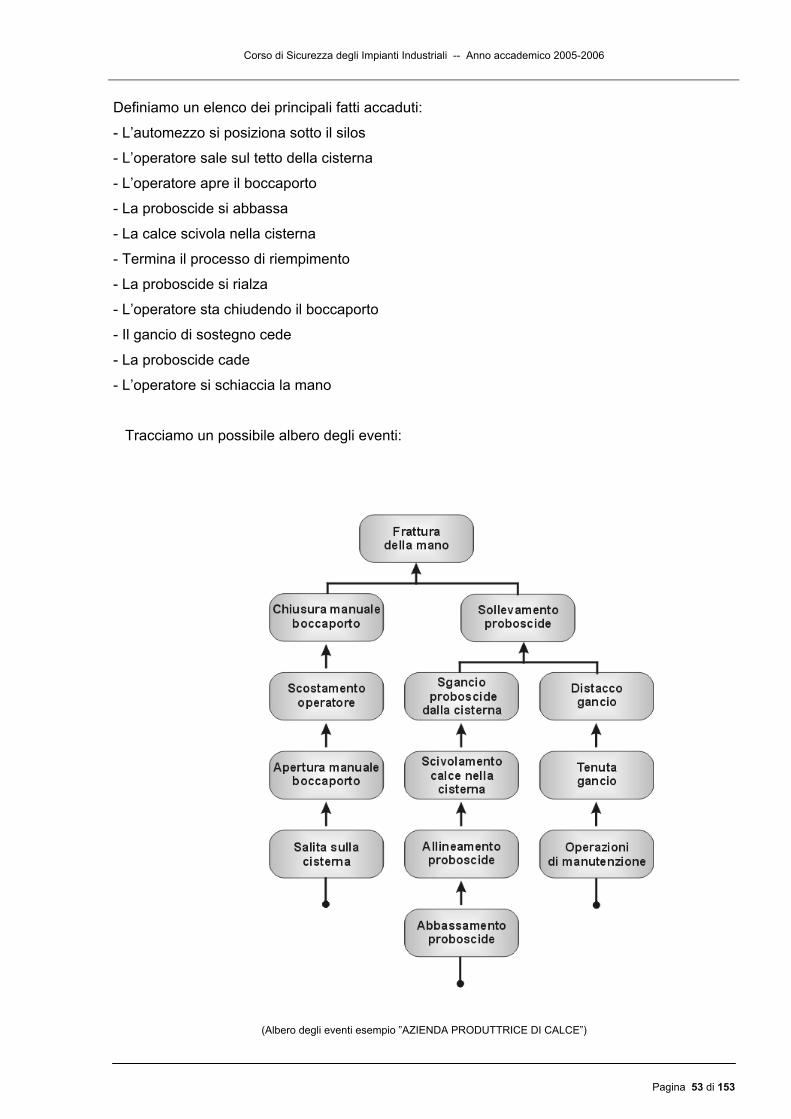
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 53 di 153
Definiamo un elenco dei principali fatti accaduti:
- L’automezzo si posiziona sotto il silos
- L’operatore sale sul tetto della cisterna
- L’operatore apre il boccaporto
- La proboscide si abbassa
- La calce scivola nella cisterna
- Termina il processo di riempimento
- La proboscide si rialza
- L’operatore sta chiudendo il boccaporto
- Il gancio di sostegno cede
- La proboscide cade
- L’operatore si schiaccia la mano
Tracciamo un possibile albero degli eventi:
(Albero degli eventi esempio ”AZIENDA PRODUTTRICE DI CALCE”)

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 54 di 153
Esercizio n° 05 – Operaio muore folgorato
“Ezio Zelli, un operaio di 51 anni, è morto folgorato mentre cercava di svuotare un pozzetto
allagato all’interno di uno stabilimento. L’operaio era sceso nel pozzetto verso le 17:30; sul
fondo del pozzetto era presente una pozzanghera dovuta alla pioggia. Nemmeno il tempo di
appoggiare i piedi a terra si è sprigionata una scarica elettrica che ha folgorato l’operaio il quale
è morto sul colpo. Nella fabbrica erano presenti solo i turnisti”.
Definiamo un elenco dei principali fatti accaduti:
- mancanza di dispositivi di sicurezza personali
- scarica elettrica
- presenza di H2O nel pozzetto
- presenza di materiale elettrico sotto tensione
- mancato controllo / manutenzione
- lavoro fuori dell’orario stabilito
- mancato controllo area di lavoro
Tracciamo un possibile albero degli eventi:
(Albero degli eventi esempio ”OPERAIO MUORE FOLGORATO”)
4.9 BLEVE / VCE / UVCE
BLEVE è l’acronimo di Boiling Liquid Expanding Vapour Explosion ovvero l’esplosione del
vapore di un liquido in fase di ebollizione.
Vediamo un esempio.
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 55 di 153
• Taglio ossiacetilenico.
Si deve effettuare con un acciarino. Un operaio invece dell’acciarino un giorno ha
utilizzato un accendino; la fiamma ossiacetilenica ha investito l’accendino, si è verificato
il fenomeno BLEVE che ha ucciso l’operaio.
• Una volta accesa la fiamma ossiacetilenica se l’accendino viene inserito nel taschino,
esiste un’esposizione al BLEVE per tutto il turno di lavoro.
È possibile riportare il caso in cui lo scoppio di un bidone ha ucciso un operaio a
Chignolo. L’operaio stava effettuando dei lavori con la fiamma ossiacetilenica; egli,
prima di iniziare i lavori, non ha effettuato il lavaggio con azoto del serbatoio e dal
momento che era rimasto del liquido infiammabile quest’ultimo è vaporizzato ed ha
scatenato un BLEVE.
VCE è l’esplosione di una nube di vapore confinata, mentre l’UVCE è l’esplosione di una nube
di vapore non confinata.
Vediamo un esempio.
• Durante un trasloco un operaio ha riposto un accendino in una scatola che è stata
caricata sul camion. Durante il tragitto un oggetto ha premuto il tasto di fuoriuscita del
gas dell’accendino; a causa di una frenata potrebbe scatenarsi una VCE all’interno del
cassone del camion.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 56 di 153
20 ottobre 2005, lezione 05
5. Sicurezza tecnica
5.1 Esempi In questo esempio si vuole calcolare la probabilità che un transistor, facente parte di un circuito,
sia la causa della fermata di tutto il sistema. Ipotizziamo che vi siano 5 transistor nel circuito.
• Quando avviene la fermata del sistema, qual è la probabilità che essa sia dovuta al
transistor n°1?
La probabilità cercata è %2051
= .
• Quando avviene la fermata del sistema, qual è la probabilità che esse è dovuta al
transistor n°1 o n°2?
La probabilità cercata è %3636.051*
51
51
51
==
−+ .
• Quando avviene la fermata del sistema, qual è la probabilità che essa è dovuta ai
transistor n°1 e n°2?
La probabilità cercata è %404.051*
51
==
.
DOMANDA: La frequenza degli incidenti è legata alla distanza percorsa per raggiungere il posto di lavoro?
Da una ricerca effettuata in Italia nel 2004 si è
appreso che gli incidenti mortali avvenuti sono stati
15.400 suddivisi come segue: 8.500 successi in casa,
6.000 sulle strade e 900 sul posto di lavoro.
Per ogni persona esistono tutti e 3 i tipi di pericoli.
Questo fatto ci dice che è importante gestire la
sicurezza sia sul posto di lavoro che fuori.
5.2 Test 2χ
=
==
percorsazadisdallateindipendenèNONincidentilifrequenzalaH
percorsazadisdallateindipendenèincidentilifrequenzalaHTEST
tandeg
tandeg01.0
1
02
αχ
INFORTUNI MORTALI anno 2004
CASA 8.500
STRADA 6.000
LAVORO 900
TOTALE 15.400

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 57 di 153
Per ipotesi supponiamo di voler valutare questo test su 200 clienti lungo un arco temporale
della durata di 10 anni.
Suddividiamo il numero di incidenti in 3 classi: x < 5 5 < x < 10 x > 10
Suddividiamo la distanza (km) in 3 classi: y < 10 10 < y < 20 y > 20
Per trovare il valore critico agiamo nel seguente modo: n = (c-1)(r-1) = = (3-1)(3-1) = 4 gdl. Il valore tabulato è 2χ 0.01,4 = 13.28, quindi rifiutiamo H0 se 2χ calcolato sarà maggiore o uguale di tale valore.
( ) ( ) ( ) ( ) ( )
( ) ( ) ( ) ( ) 158.1151.8
51.811285.11285.117
205.17205.1719
8.138.135
3.183.1823
9.279.2732
690.23690.2327
415.31415.3131
895.47895.4742
2222
22222*2
=−
+−
+−
+−
+
+−
+−
+−
+−
+−
=χ
Dal momento che il valore calcolato è inferire a quello tabulato, accettiamo l’ipotesi H0. La Probabilità di ottenere il valore campionario è 0.1<P<0.025. Per 2χ * <13.28 accettiamo
l’ipotesi H0 con significatività pari a 0.01. Numero di incidenti e distanza percorsa sono variabili
dipendenti.
DOMANDA: un autista di 21 anni ha più incidenti?
Effettuando i calcoli con livelli di
significatività 05.0=α oppure
01.0=α , troviamo che il numero
di incidenti è indipendente
dall’età.
5.3 Serbatoi interrati
I fenomeni che causano la perdita dei serbatoi interrati possono essere diversi, come ad
esempio
• ciottoli rotondi ed aguzzi possono rovinare il mantello del serbatoio
200 46 61 93 TOTALE
37 11 (8,510) 7 (11,285) 19 (17,205) >20 miglia
60 5 (13,800) 23 (31,415) 32 (27,900) 10-20 miglia
103 30 (23,690) 31 (31,415) 42 (47,895) < 10 miglia
TOTALE > 10 Incidenti 5-10 Incidenti < 5 Incidenti
7 5 6 10 9 PPiiùù ddii 22
15 16 22 25 31 22
50 66 51 60 74 11
672 720 786 821 748 00
6611--5511--6600 4411--5500 3311--4400 2211--3300
Età guidatore Numero incidenti
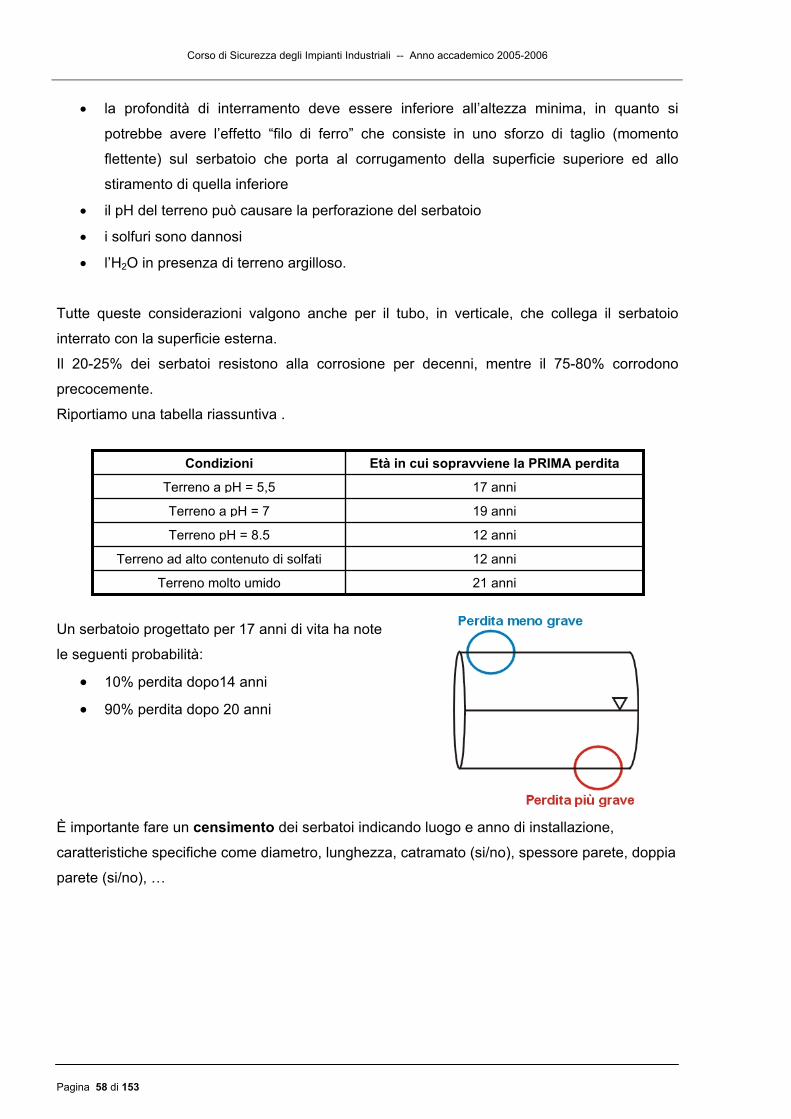
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 58 di 153
• la profondità di interramento deve essere inferiore all’altezza minima, in quanto si
potrebbe avere l’effetto “filo di ferro” che consiste in uno sforzo di taglio (momento
flettente) sul serbatoio che porta al corrugamento della superficie superiore ed allo
stiramento di quella inferiore
• il pH del terreno può causare la perforazione del serbatoio
• i solfuri sono dannosi
• l’H2O in presenza di terreno argilloso.
Tutte queste considerazioni valgono anche per il tubo, in verticale, che collega il serbatoio
interrato con la superficie esterna.
Il 20-25% dei serbatoi resistono alla corrosione per decenni, mentre il 75-80% corrodono
precocemente.
Riportiamo una tabella riassuntiva .
Un serbatoio progettato per 17 anni di vita ha note
le seguenti probabilità:
• 10% perdita dopo14 anni
• 90% perdita dopo 20 anni È importante fare un censimento dei serbatoi indicando luogo e anno di installazione,
caratteristiche specifiche come diametro, lunghezza, catramato (si/no), spessore parete, doppia
parete (si/no), …
21 anni Terreno molto umido
12 anni Terreno ad alto contenuto di solfati
12 anni Terreno pH = 8.5
19 anni Terreno a pH = 7
17 anni Terreno a pH = 5,5
Età in cui sopravviene la PRIMA perdita Condizioni

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 59 di 153
5.4 Six-Sigma Come anticipato al capitolo 2.6 Six-Sigma è una tecnologia manageriale che ci permette di:
• prendere decisioni basate su fatti e non solo su opinioni
• considerare il processo come fonte di miglioramento
• capire come le variabili possano impedire il raggiungimento di buoni risultati
• risolvere problemi industriali utilizzando una metodologia ben definita

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 60 di 153
• pensare a come prodotti e servizi sono utilizzati dal cliente
• capire come le variabili dei nostri processi si ripercuotano su quelle del cliente
Per la realizzazione del progetto Six-Sigma è necessaria la costituzione di un gruppo di lavoro,
meglio se composto da poche persone, guidato da un team leader, il quale, oltre a coordinare i
lavori all’interno del gruppo, ha anche il compito di riportare i risultati al process owner.
L’obiettivo del gruppo di lavoro è quello di quantificare i problemi analizzando gli aspetti che
influenzano le variabili in gioco. I risultati del gruppo di lavoro devono essere visualizzati nel
SIPOC, un diagramma semplificato che ci permette di identificare una funzione y = f (x) il cui
intento è quello di ottimizzare in termini monetari un unico parametro prescelto 8massimizzare i
guadagni e minimizzare le perdite).
5.5 Analisi dei rischi
Una delle novità più significative introdotte dal decreto legislativo 626/94 è l’obbligo di redigere
una relazione chiamata “valutazione dei rischi” 3 circa la sicurezza e la salute dell’attività
lavorativa svolta nell’ambito dell’azienda e di ciascuna unità produttiva.
In questa sezione riportiamo, in sintesi, alcuni degli elementi più significativi che si trovano
all’interno di questo documento.
par. 4.1 definizioni di pericolo e di rischio
par. 4.2 definizione di valutazione del pericolo
par. 5.1 analisi dei rischi di incidenti rilevanti
par. 5.2 statistiche del fenomeno infortunistico
par. 5.3 analisi dei dispositivi di protezione individuali
par. 5.4 analisi dell’esposizione agli agenti chimico-fisici
par. 5.5 piano di emergenza interno
par. 5.6 rapporto di incidente
par. 5.7 libro della memoria (raccolta fatti a gravità totale)
par. 5.8 rapporti trimestrali sulla sicurezza (quaderni e storie commentate)
par. 5.9 comunicazioni interne
par. 5.10 dispense didattiche per i corsi di addestramento
par. 5.11 segnalazioni di sicurezza
par. 5.12 pareri
par. 5.13 estratti da riviste professionali
par. 5.14 ordini del giorno, sussidi di presentazione e verbali delle riunioni del comitato di
sicurezza a aziendale e di altri comitati (medico competente, responsabile sito 3 Vedere documento Allegato 02

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 61 di 153
[RSPP = Responsabile del Servizio di Protezione e Prevenzione (nomina
aziendale)] e rappresentante dei lavoratori per la sicurezza [RLS =
Rappresentante dei Lavoratori per la Sicurezza (candidato eletto fra tutti])
par. 5.15 questionari (per gradimenti e giudizi)
par. 5.16 camminate, ispezioni e verifiche di sicurezza
Esercizio n° 07 – Scarico di un ribollitore
Lo scarico prematuro di un ribollitore ha provocato una reazione nel serbatoio dei residui.
In una sezione di distillazione dalla testa escono i composti più leggeri, i bassobollenti, mentre
dalla coda escono gli altobollenti che hanno una tensione di vapore più bassa. Il vapore va
verso l’alto, il liquido verso il basso; un condensatore di riflusso va messo sulla testa in modo
tale che condensi i gas e li porti verso il basso. È utile la presenza di piatti per il contatto fra il
liquido e il vapore per facilitare lo scambio di energia.
Il ribollitore viene scaricato verso un serbatoio di residui tramite la valvola gestita dalla sala di
controllo. C’era un indicatore luminoso che indicava la chiusura o l’apertura della valvola. Un
giorno si sono dimenticati di chiudere la
valvola di drenaggio perché il pannello
aveva dei riflessi e quindi non si è vista
bene la spia luminosa. Quindi una
quantità di alimentazione ha reagito con
altri residui.
Si deduce che le due valvole devono
avere un interlock: una valvola si apre
solo se l’altra si chiude e viceversa.
Questo significa che serve un sistema di
controllo.
Definiamo un elenco dei principali fatti accaduti:
- ebollizione a campagna
- scarico residuo
- valvola di drenaggio comandata da
remoto
- presenza chiave con spia luminosa
- dimenticata chiusura della valvola di
drenaggio

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 62 di 153
Tracciamo un possibile albero degli eventi:
(Albero degli eventi esempio ”SCARICO DI UN RIBOLLITORE”)
Come abbiamo già visto nell’esercizio n° 02, per ogni incidente esistono diverse componenti
gestionali, comportamentali e tecniche.
Componenti comportamentali potrebbero essere:
• era già capitato prima? (problema di reparto)
• da parte della stessa persona?
• stava facendo qualcos’altro? (controllo sinottici)
Componenti tecniche potrebbero essere:
• layout sala controllo
• mancanza interlock ed inadeguata analisi dei rischi (HazOp)
• era da prevedere un secondo serbatoio?
• Perché si è permessa la presenza di fluidi incompatibili?

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 63 di 153
Componenti gestionali potrebbero essere:
• era già capitato prima nello stesso settore?
5.6 Metodo Teseo e Test di Banati-Fischer
Il metodo Teseo raccoglie parametri di probabilità di errore a seconda di
• tipo di attività
• fattore di stress (attività di routine e non)
• qualità operatore
• ansietà
• fattore ergonomico
Perché funzioni sono necessari un buon hardware, una buona procedura e una buona
istruzione.
Per esempio, dato che le valvole di manovra devono essere accessibili, è necessario prevedere
una scaletta fissa; questo accorgimento emerge soltanto dall’incontro tra progettisti ed addetti
alla manutenzione.
I test di Banati-Fischer sono effettuati per evitare la recidività nel commettere sempre le stesse
infrazioni; riportiamo un esempio che consiste nel firmare in spazi sempre più ristretti.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 64 di 153
27 ottobre 2005, lezione 06
6. Sicurezza tecnica: il problema dei trasporti
6.1 Trasporti su strada Come abbiamo già detto, il rischio cinetico rispetto a quello chimico è in rapporto di 300 a 1. Per
rischio cinetico intendiamo sia quello stradale che quello all’interno di un complesso industriale
(movimentazione di carrelli elevatori).
Vediamo un esempio.
Nell’affrontare uno svincolo autostradale, un contenitore mobile per il trasporto di ossigeno
liquido da 20.000 litri, pieno circa a metà, aveva appena lasciato il casello (circa 250 m) e si
stava immettendo in autostrada quando sbandava e si capovolgeva. La motrice ed il
semirimorchio si sono messi di traverso sulla
carreggiata ostruendo quasi completamente le
corsie di immissione e di uscita dell’autostrada
A4. L’autista ha subito una contusione ad una
spalla; non sono state coinvolte altre persone o
mezzi e non v’è stato spargimento di liquido.
Commento.
Il collega è stato assegnato ad altra mansione.
Anni addietro, nello stesso punto, si è verificato un incidente simile anche a causa dell’alta
velocità.
Quando un autista affronta una curva, semplice o alternata, a velocità inadeguata oppure
quando è sorpreso da un ostacolo imprevisto o imprevedibile, oppure è sorpreso da una curva
più stretta di quella che egli pensa e sia obbligato a frenare bruscamente, il mezzo può subire
pattinamento o ribaltamento od anche l’effetto “portafoglio”. Il rischio in oggetto è influenzato dal
volume di liquido trasportato. L’autista deve avere una buona conoscenza delle speciali
caratteristiche del veicolo in termini di stabilità, altrimenti potrebbe rapidamente crearsi una
situazione pericolosa.
La stabilità di un veicolo dipende principalmente da due fattori:
• l’altezza del suo centro di gravità
• la distanza fra le ruote
Nella figura seguente è possibile notare che il veicolo rappresentato, caricato con tronchi
d’albero, ha un centro di gravità molto alto. Il veicolo è stabile fino a quando la freccia verticale
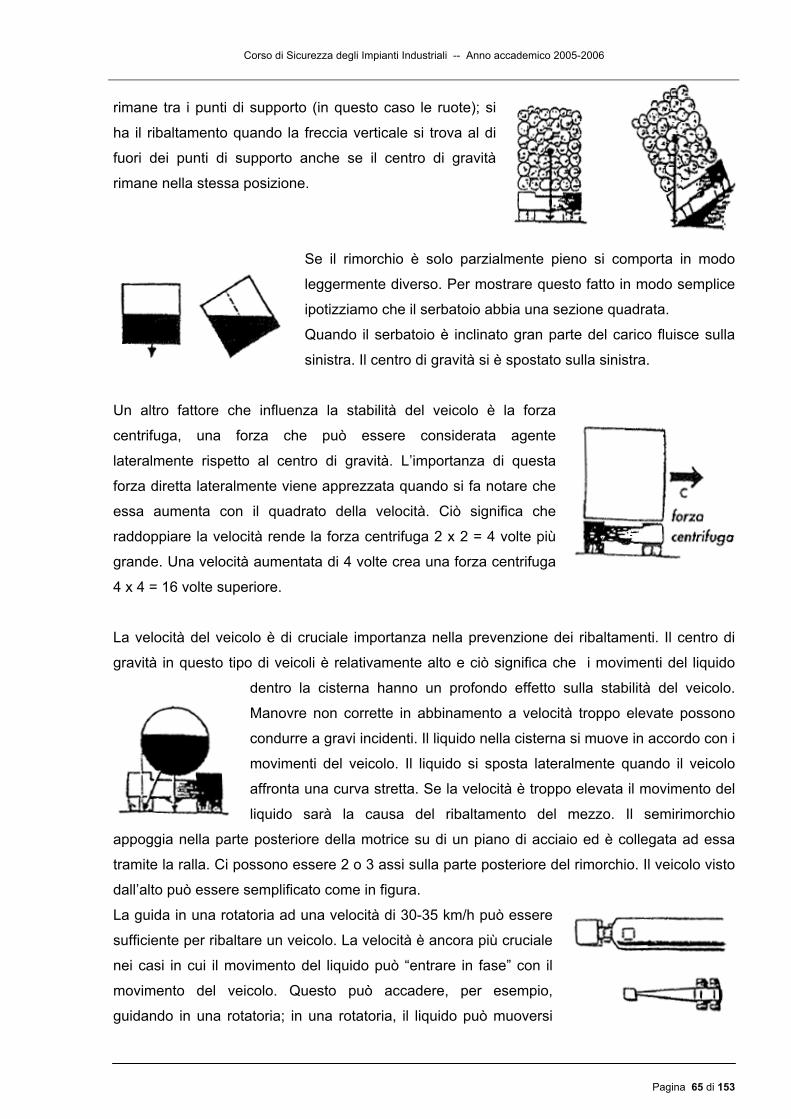
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 65 di 153
rimane tra i punti di supporto (in questo caso le ruote); si
ha il ribaltamento quando la freccia verticale si trova al di
fuori dei punti di supporto anche se il centro di gravità
rimane nella stessa posizione.
Se il rimorchio è solo parzialmente pieno si comporta in modo
leggermente diverso. Per mostrare questo fatto in modo semplice
ipotizziamo che il serbatoio abbia una sezione quadrata.
Quando il serbatoio è inclinato gran parte del carico fluisce sulla
sinistra. Il centro di gravità si è spostato sulla sinistra.
Un altro fattore che influenza la stabilità del veicolo è la forza
centrifuga, una forza che può essere considerata agente
lateralmente rispetto al centro di gravità. L’importanza di questa
forza diretta lateralmente viene apprezzata quando si fa notare che
essa aumenta con il quadrato della velocità. Ciò significa che
raddoppiare la velocità rende la forza centrifuga 2 x 2 = 4 volte più
grande. Una velocità aumentata di 4 volte crea una forza centrifuga
4 x 4 = 16 volte superiore.
La velocità del veicolo è di cruciale importanza nella prevenzione dei ribaltamenti. Il centro di
gravità in questo tipo di veicoli è relativamente alto e ciò significa che i movimenti del liquido
dentro la cisterna hanno un profondo effetto sulla stabilità del veicolo.
Manovre non corrette in abbinamento a velocità troppo elevate possono
condurre a gravi incidenti. Il liquido nella cisterna si muove in accordo con i
movimenti del veicolo. Il liquido si sposta lateralmente quando il veicolo
affronta una curva stretta. Se la velocità è troppo elevata il movimento del
liquido sarà la causa del ribaltamento del mezzo. Il semirimorchio
appoggia nella parte posteriore della motrice su di un piano di acciaio ed è collegata ad essa
tramite la ralla. Ci possono essere 2 o 3 assi sulla parte posteriore del rimorchio. Il veicolo visto
dall’alto può essere semplificato come in figura.
La guida in una rotatoria ad una velocità di 30-35 km/h può essere
sufficiente per ribaltare un veicolo. La velocità è ancora più cruciale
nei casi in cui il movimento del liquido può “entrare in fase” con il
movimento del veicolo. Questo può accadere, per esempio,
guidando in una rotatoria; in una rotatoria, il liquido può muoversi

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 66 di 153
verso un lato nella prima curva, quindi su quello opposto nella seconda curva; alla terza curva il
liquido tornerà indietro verso il primo lato e potrebbe trovarsi in fase con il movimento del
veicolo e potrebbe quindi verificarsi un ribaltamento.
Vediamo alcuni aspetti critici.
• stabilità della cisterna che rallenta in curva.
Il centro di gravità si sposta in avanti, in alto e verso il lato opposto al senso della curva.
• Rovesciamento di un mezzo pesante in curve alternate all’uscita di una autostrada
Il liquido ritorna in direzione opposta alla seconda curva ed oltrepassa la posizione di
equilibrio
• Messa in “portafoglio” si un semi-
rimorchio
La spinta in avanti di un semi-rimorchio in
caso di frenata irregolare o brusca,
provoca una spinta sull’asse posteriore
della motrice con l’effetto che il veicolo si
ripiega su se stesso.
• Effetto dell’interasse sul comportamento del semi-rimorchio in curva.
L’ interasse lungo aumenta la tendenza al rovesciamento ed alla messa in portafoglio.
L‘interasse corto aumenta la tendenza allo slittamento del semi-rimorchio.
• Instabilità dei semi-rimorchi inclinati.
In frenata, il centro di gravità del liquido si sposta in avanti e verso l’alto.
Ci sono situazioni in cui è molto pericoloso effettuare particolari manovre. Una di queste
situazioni si verifica quando il camion-cisterna sta viaggiando ad una velocità
relativamente alta (ad esempio 70 km/h) e
l’autista è costretto a frenare ed a svoltare
bruscamente per evitare un ostacolo
improvviso. In questo caso vi è un grande
rischio di ribaltamento a causa del liquido

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 67 di 153
che si muove in fase con
il centro di gravità alto. Il
veicolo frena ed il liquido
si sposta in avanti con
grande forza; alla prima
ed a causa dello
spostamento del liquido
all’interno della cisterna si
creerà una forza laterale
che solleverà da terra il
rimorchio creando un
pericolo di ribaltamento
che avverrà alla seconda svolta.
6.2 Movimentazioni all’interno di un complesso industriale
Muletto caricato di bombole.
Le concause di un possibile incidente o situazione pericolosa possono essere:
• velocità sostenuta
• guida sul lato sinistro
• punte delle pale tenute parallele al terreno e non leggermente sollevate.
Carroponte.
Il carrello di un carroponte è fuoriuscito dalle rotaie ed è deragliato.
La movimentazione del carrello di un carroponte dall’interno all’esterno di un edificio è stata
ostacolata dalle frange mobili di plastica; questo fatto ha causato la fuoriuscita delle rotelle del
carrello dalle guide delle rotaie ed ha provocato il deragliamento dello stesso. In questo caso
sussiste un problema progettuale.
Esercizio n° 08 – Errore durante la manutenzione di un reattore
Un impianto è costruito in modo tale che quando la reazione è completa la pressione scende ed
il prodotto viene scaricato in un apposito serbatoio. Per prevenire il fatto che la valvola di
scarico venga aperta nel momento sbagliato è prevista una valvola di interlock che controlla la
pressione nel reattore in modo che la valvola di scarico non si apra fino a che la pressione non
sia scesa fino a 0.3 bar relativi.
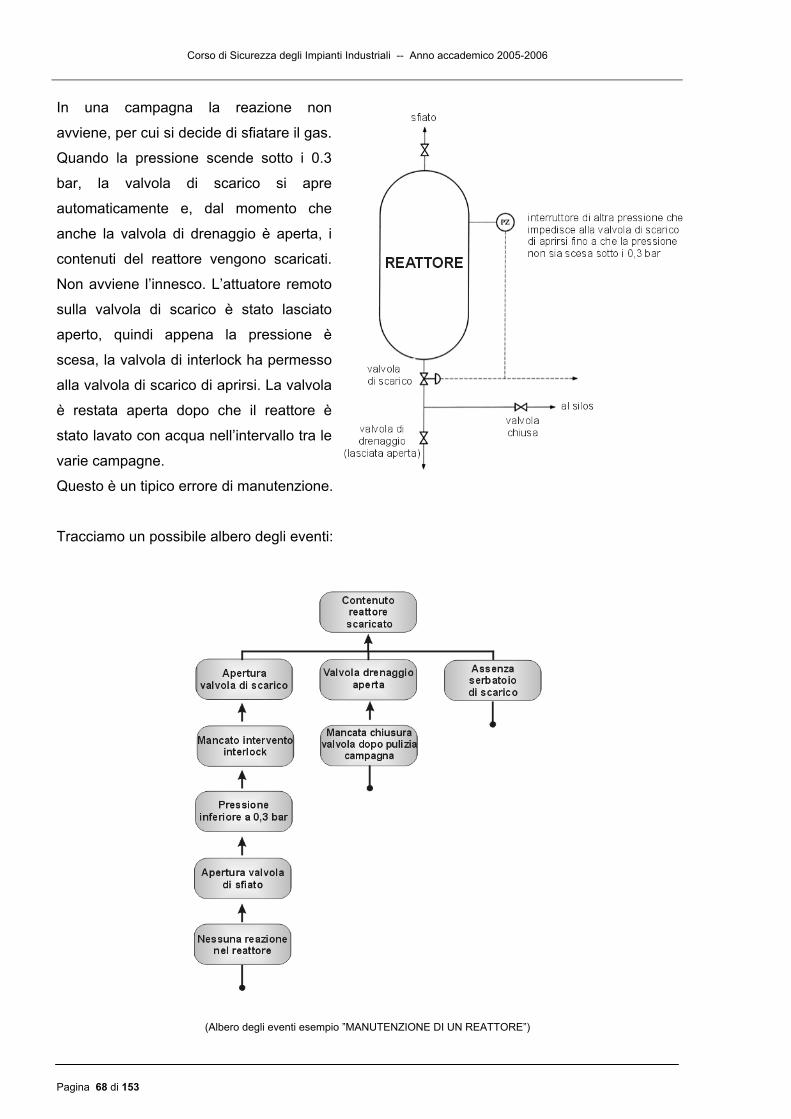
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 68 di 153
In una campagna la reazione non
avviene, per cui si decide di sfiatare il gas.
Quando la pressione scende sotto i 0.3
bar, la valvola di scarico si apre
automaticamente e, dal momento che
anche la valvola di drenaggio è aperta, i
contenuti del reattore vengono scaricati.
Non avviene l’innesco. L’attuatore remoto
sulla valvola di scarico è stato lasciato
aperto, quindi appena la pressione è
scesa, la valvola di interlock ha permesso
alla valvola di scarico di aprirsi. La valvola
è restata aperta dopo che il reattore è
stato lavato con acqua nell’intervallo tra le
varie campagne.
Questo è un tipico errore di manutenzione.
Tracciamo un possibile albero degli eventi:
(Albero degli eventi esempio ”MANUTENZIONE DI UN REATTORE”)

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 69 di 153
6.3 Disposizione di interruttori ed allarmi Un impianto è pieno di allarmi e di interruttori indipendenti di
bassa pressione, come mostrato in figura. Non c’era
nessuna etichetta nei pressi dell’allarme e ce n’era una
molto piccola vicino all’interruttore. Ad un manutentore
venne richiesto di effettuare i soliti test di routine all’allarme
in questione. La procedura che lui conosceva bene, diceva
di isolare l’allarme dall’impianto, di aprire la valvola per
sfiatare la pressione e segnarsi la lettura di quando l’allarme
sarebbe scattato. Per errore isolò e sganciò l’allarme.
Quando aprì la valvola di sfiato, la pressione nell’allarme
diminuì è l’impianto automaticamente si fermò. Servirono 36 ore per ripristinare l’impianto alle
sue condizioni normali di funzionamento. Per ridurre la possibilità del ripetersi di questo fatto
dobbiamo:
• fornirci di etichette più visibili
• posizionare l’interruttore e l’allarme distanti tra loro
• utilizzare differenti colori per contrassegnare interruttori ed allarmi (non lasciare libertà
di scelta al progettista per etichette, colori e stacchi).
Sebbene non c’entri con questo tipo di incidente, interruttore ed allarme dovrebbero essere
collegati all’impianto da linee di alimentazione separate per evitare il rischio che si fermino tutti
e due contemporaneamente.
6.4 Isolamento di dispositivi per la manutenzione Per risparmiare sui costi 3 caldaie di recupero hanno in comune un serbatoio di vapore. Come
si vede in figura, ogni caldaia deve
essere esclusa dalla linea condivisa
ogni volta che devono essere effettuate
operazioni di manutenzione. In due
occasioni venne chiusa la valvola
sbagliata (la D3 al posto della D2) e
una caldaia attiva venne privata
dell’acqua e surriscaldata. La possibilità
del verificarsi di tale errore era
accresciuta dalla mancanza di etichette
e dalla disposizione delle valvole (la
valvola D3 stava sotto la C2).
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 70 di 153
Alla prima occasione il danno fu enorme. In seguito vennero installati sulle caldaie allarmi di alta
temperatura. In un’occasione essi prevennero seri danni all’impianto, ma alcuni tubi hanno
dovuto essere sostituiti. Allora vennero installati una serie di interlock in modo tale che per
scollegare ogni unità era necessario rimuovere una chiave; tale chiave era necessaria per
isolare le corrispondenti valvole sulla linea di vapore.
Un migliore accorgimento utilizzato in un impianto successivo prevedeva l’utilizzo di serbatoi di
recupero dedicati uno per ogni caldaia o gruppo di caldaie; in questo caso non era più
necessaria la presenza di valvole tra la caldaie ed il serbatoio di vapore. Questo accorgimento è
più costoso ma più semplice e meno affetto da possibilità di errore.
È importante sottolineare che non ci facciamo scrupoli nell’investire sulla complessità di un
impianto, ma siamo restii a spendere sulle cose semplici.
Durante una discussione in merito a questo incidente i progettisti dell’impianto rimarcarono il
fatto che i disegnatori avevano avuto abbastanza problemi nell’arrangiare la complessità delle
tubature nello spazio disponibile ed è per questo motivo che avevano disallineato le valvole con
le corrispondenti linee di servizio. Questa motivazione può anche essere corretta, ma come le
cose semplici produce situazioni di errori nascosti.
6.5 Tasti Caso di forni rotativi.
Se dopo la pressione del tasto di avviamento di un forno rotativo l’avviamento non avviene, è
inutile continuare a premere il tasto di avvio ed effettuare ripetuti tentativi; se ciò non avviene
dopo il primo tentativo è necessario attenersi a quanto descritto nella procedura relativa al
mancato avviamento.
Caso di inserimento errato da tastiera pc.
Se si effettuano errori di inserimento dati da tastiera possono verificarsi situazioni pericolose
come mostrato dal seguente esempio.
In una schermata a video dobbiamo inserire i valori :
SI NO
ossido di carbonio 0% ossido di carbonio 34%
azoto 57% azoto 57%
elio 9% elio 9%
ossigeno 34% ossigeno 0%
se per errore invertiamo i valori relativi all’ossigeno con quelli dell’ossido di carbonio possiamo
creare una miscela esplosiva e tossica.
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 71 di 153
6.6 Addestramento ed istruzione Grazie all’addestramento ed all’istruzione è possibile prevenire errori comportamentali basati
sull’inosservanza delle regole. Addestramento ed istruzione sono complementari, si
compensano l’un l’altro. È fondamentale inculcare negli operatori la motivazione e la
consapevolezza con l’ausilio di corsi tecnici specifici e monografici.
È fondamentale prevenire gli errori affrontando le tematiche relative sia al comportamento
basato sulla capacità dell’individuo sia su quello basato sulla conoscenza.
In seguito è doveroso controllare che l’addestramento e l’istruzione siano stati efficaci e
ricordare che le discussioni ragionate sono più efficaci delle lezioni frontali.
6.7 Istruzioni contraddittorie Le istruzioni contraddittorie sono da evitare; per fare questo si possono seguire alcuni punti:
• le informazioni di carattere tecnico (esempio il livello di pressione) o le procedure vanno
scritte una sola volta ed eventualmente devono essere sottoposte a revisione
• è necessario sapere che cosa la gente NON sa in modo che alle riunioni periodiche
venga riproposta la più ampia gamma di incidenti
• cercare di trascrivere le istruzioni nella forma più semplice possibile (scrivere tutto, non
bastano le cose dette verbalmente)
• controllare il fenomeno di “perdita dell’istruzione”, ovvero verificare se le procedure sono
ancora in uso ed in caso affermativo controllare che non siano state dimenticate
(“corrosione” delle procedure).
6.8 Lacune di abilità fisiche e mentali Vediamone alcune:
• compiti manuali impossibili da svolgere (ad esempio sollevare pesi enormi)
• compiti mentalmente impossibili (ad esempio tenere a mente un gran numero di
informazioni senza nessun tipo di supporto)
• sovraccarico di compiti o di informazioni (ad esempio elevato numero di ore lavorate)
• detenzione di eventi rari
• sottocarico di lavori
• costumi ed abitudini
• giudizi in merito alle dimensioni
• tratti individuali e predisposizioni agli incidenti.
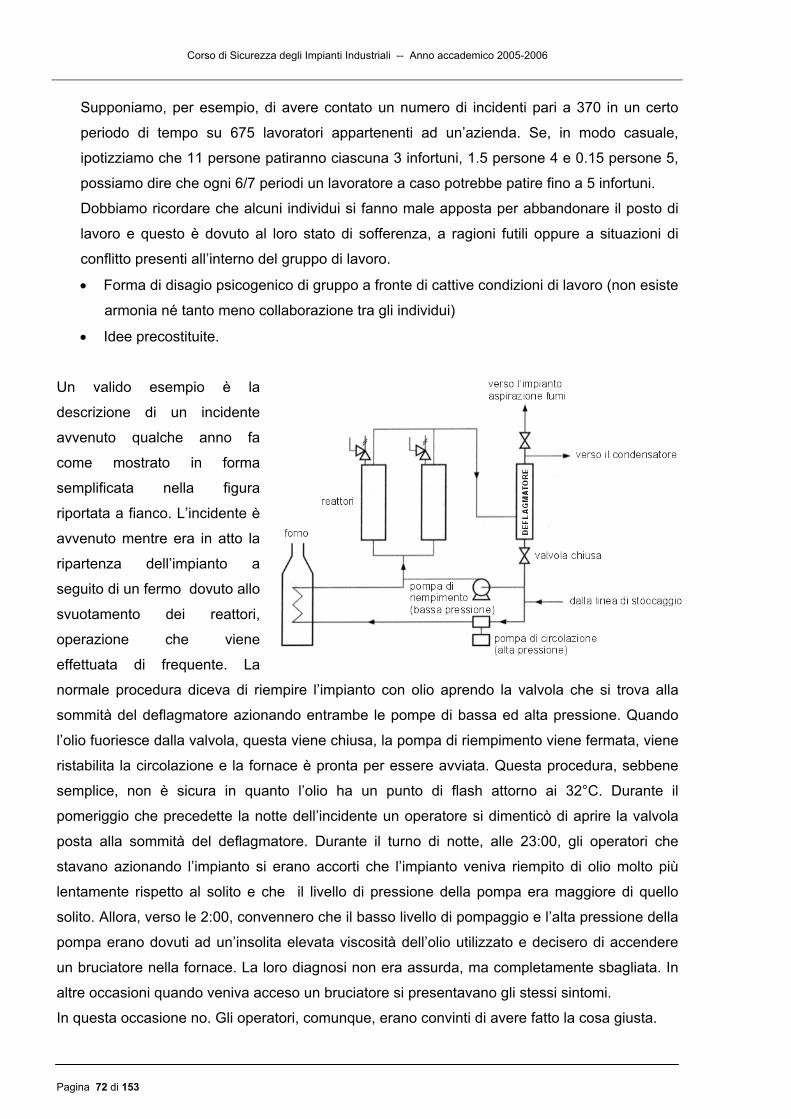
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 72 di 153
Supponiamo, per esempio, di avere contato un numero di incidenti pari a 370 in un certo
periodo di tempo su 675 lavoratori appartenenti ad un’azienda. Se, in modo casuale,
ipotizziamo che 11 persone patiranno ciascuna 3 infortuni, 1.5 persone 4 e 0.15 persone 5,
possiamo dire che ogni 6/7 periodi un lavoratore a caso potrebbe patire fino a 5 infortuni.
Dobbiamo ricordare che alcuni individui si fanno male apposta per abbandonare il posto di
lavoro e questo è dovuto al loro stato di sofferenza, a ragioni futili oppure a situazioni di
conflitto presenti all’interno del gruppo di lavoro.
• Forma di disagio psicogenico di gruppo a fronte di cattive condizioni di lavoro (non esiste
armonia né tanto meno collaborazione tra gli individui)
• Idee precostituite.
Un valido esempio è la
descrizione di un incidente
avvenuto qualche anno fa
come mostrato in forma
semplificata nella figura
riportata a fianco. L’incidente è
avvenuto mentre era in atto la
ripartenza dell’impianto a
seguito di un fermo dovuto allo
svuotamento dei reattori,
operazione che viene
effettuata di frequente. La
normale procedura diceva di riempire l’impianto con olio aprendo la valvola che si trova alla
sommità del deflagmatore azionando entrambe le pompe di bassa ed alta pressione. Quando
l’olio fuoriesce dalla valvola, questa viene chiusa, la pompa di riempimento viene fermata, viene
ristabilita la circolazione e la fornace è pronta per essere avviata. Questa procedura, sebbene
semplice, non è sicura in quanto l’olio ha un punto di flash attorno ai 32°C. Durante il
pomeriggio che precedette la notte dell’incidente un operatore si dimenticò di aprire la valvola
posta alla sommità del deflagmatore. Durante il turno di notte, alle 23:00, gli operatori che
stavano azionando l’impianto si erano accorti che l’impianto veniva riempito di olio molto più
lentamente rispetto al solito e che il livello di pressione della pompa era maggiore di quello
solito. Allora, verso le 2:00, convennero che il basso livello di pompaggio e l’alta pressione della
pompa erano dovuti ad un’insolita elevata viscosità dell’olio utilizzato e decisero di accendere
un bruciatore nella fornace. La loro diagnosi non era assurda, ma completamente sbagliata. In
altre occasioni quando veniva acceso un bruciatore si presentavano gli stessi sintomi.
In questa occasione no. Gli operatori, comunque, erano convinti di avere fatto la cosa giusta.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 73 di 153
La pompa si surriscaldò e si fermò, stava pompando contro una pressione più elevata rispetto
al suo limite massimo di utilizzo. Gli operatori, in ogni caso, ignorarono quanto accaduto ed
addussero alla cattiva manutenzione la colpa del surriscaldamento della pompa.
Finalmente verso le 5:00 del mattino la pressione cominciò a salire più rapidamente. Sebbene
lontano dalle normali condizioni di riempimento, la pressione rimaneva al di sotto del livello in
condizioni normali e così le valvole non funzionavano. Gli operatori realizzarono che la loro
teoria poteva essere sbagliata e solo allora decisero di verificare se la valvola posta alla
sommità del deflagmatore fosse aperta. La trovarono chiusa. Prima che uno di loro riuscisse ad
aprirla si verificò un’esplosione ed un operatore rimase ucciso.
6.9 Incidenti dovuti a decisioni sbagliate Esistono due tipi di decisioni sbagliate:
• dipendenti dal capo
• non dipendenti dal capo.
Quelle del primo tipo implicano conseguenze più ampie rispetto a quelle del secondo tipo, sono
di tipo gestionale e, di solito, sono più difficili da correggere e coinvolgono la storia della società.
Decisioni di questo tipo possono generare problemi di isolamento e di interessamento nei
confronti dell’azienda e causare improvvisazioni.
Come si fa ad ottenere il consenso dei capi?
È necessario mostrare numeri e dati raccolti prima e dopo l’introduzione dell’SGS, mostrare
l’arco temporale intercorso tra oggi e l’ultimo fatto di incidente mortale accaduto.
Quelle di secondo tipo, invece, sono evitabili effettuando una preparazione più approfondita
degli addetti alla manutenzione ed un controllo più rigoroso dei rapporti di lavoro. L’emissione
del permesso di lavoro ed il controllo dell’esecuzione dei lavori sono aspetti fondamentali per la
prevenzione degli infortuni.
È necessario, inoltre, utilizzare mezzi adeguati per l’isolamento elettrico delle apparecchiature.
LO-TO (lock out – tag out) significa aprire il quadro, togliere la tensione, chiudere il quadro ed
apporre un lucchetto in modo che nessuno possa accedere al quadro e lasciare in vista una
copia del permesso di lavoro.
Esempio valvola di sicurezza.
Effettuando dei lavori in elevato ad un altezza di circa 6 m, grazie ad un permesso di lavoro era
stata data l’autorizzazione a scaricare ossigeno gassoso; non era stata però considerata la
presenza di valvole di sicurezza e così l’immissione dell’ossigeno ad alta pressione ha fatto in
modo che le persone prendessero fuoco.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 74 di 153
Elenchiamo alcune situazioni in cui vengono prese decisioni sbagliate non dovute al capo:
• assumere deliberatamente un pericolo (dovuto a energia cinetica, energia
gravitazionale, pressione, natura delle sostanze, spigoli od oggetti) o un rischio
(situazione in cui il pericolo non controllato porta verso l’incidente).
Ad esempio correre sul bagnato.
• ragioni motivazionali (inosservanza regole)
Per esempio è necessario salire le scale dal lato destro, vicino al corrimano, guardare i
gradini e l’illuminazione deve essere adeguata.
È necessario ricordare che tutto quello che uno è abituato a fare anche a casa propria
(atteggiamento domestico) si ripropone anche sul posto di lavoro (atteggiamento
professionale) e soprattutto che questo atteggiamento impatta sulle altre persone.
Ad esempio se un capo trovandosi nei pressi di una bottiglia vuota lasciata per terra e
non riposta negli appositi cestini dei rifiuti, se la scavalcasse senza prenderla
stabilirebbe una pessima cultura di sicurezza sia con il suo atteggiamento che con le
sue omissioni di intervento.
• Alienazione
Se qualcuno ha manomesso una macchina ed un operaio si accorge in tempo evitando
il peggio, se non viene emesso rapporto di incidente, il fatto potrebbe ripetersi in futuro.
6.10 Incidenti evitabili con una migliore progettazione In questo caso è necessaria una variazione degli aspetti ergonomici e di disegno.
È necessario inoltre:
• prevedere l’isolamento delle apparecchiature
• evitare il cavallottamento dei circuiti di protezione
• rappresentare in modo chiaro le informazioni (ad esempio livelli, pressioni e
temperature)
• effettuare un’accurata analisi illuminotecnica.
Per esempio, per trattare azoto liquido alla temperatura di –196°C, in assenza di dispositivi di
protezione come termostati e valvole di shut-off, utilizzare condotti in fibra di carbonio perché se
utilizzassimo acciaio inossidabile, in presenza di sostanze a temperature criogeniche, avremmo
un infragilimento del materiale.
6.11 Incidenti evitabili con una migliore realizzazione Un’esplosione è avvenuta in un nuovo serbatoio mentre stava per essere installato. Il tetto
venne catapultato senza conseguenze perché atterrò in un’area sgombra. Non ci fu nessun

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 75 di 153
ferito. Senza permesso di lavoro e senza esperienza nel maneggiare tali sostanze, gli addetti
alla costruzione collegarono la linea dell’azoto al serbatoio. Loro dissero che non avrebbero
voluto allacciare una linea di prodotto ma che loro pensavano che sarebbe stato del tutto sicuro
collegare la linea dell’azoto. Sebbene il responsabile avesse chiuso la valvola sulla linea
dell’azoto, questa perdeva e una miscela di azoto e vapori infiammabili era entrata nel serbatoio
di nuova costruzione. Il vapore miscelato con l’aria presente nel serbatoio venne innescato da
un saldatore che stava ultimando i lavori alle tubazioni in ingresso al serbatoio.
Il responsabile si era dimenticato che:
• lo spazio per il vapore nel nuovo serbatoio era stato studiato perché venisse bilanciato
dal serbatoio esistente in modo tale che l’azoto fosse sempre contaminato con il vapore
• l’azoto è una sostanza di processo, può causare asfissia e dovrebbe essere trattato con
la stessa cura ed attenzione con cui vengono trattate le altre sostanze di processo
• nessuna operazione di collegamento doveva essere effettuata all’impianto esistente
senza un nuovo permesso di lavoro.
Una volta che il nuovo pezzo viene collegato a quello esistente diviene parte di esso e deve
essere sottoposto ad un permesso di lavoro che li comprenda entrambi.
6.12 Incidenti evitabili con una migliore manutenzione Alcuni tipi di incidenti di questo tipo sono:
• episodi capitati perché le persone non sapevano come utilizzare i dispositivi
• episodi capitati per cattive pratiche
• episodi capitati per negligenza, ignoranza ed incompetenza

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 76 di 153
• episodi capitati perché la gente ha preso scorciatoie
6.13 Incidenti evitabili con una migliore conduzione Le cause di tali incidenti possono essere imputate a:
• mancata emissione del permesso di lavoro
• scarsa chiarezza delle istruzioni
• difetti di comunicazione
6.14 Errori in impianti a controllo automatico Le cause di tali incidenti possono essere imputate a:
• guasti hardware ed errori software
• mancata conoscenza dei dispositivi
• errata interpretazione della risposta di un computer
• inserimento errato di dati
• mancata comunicazione di cambio dei programmi agli operatori
• interferenze non autorizzate
• virus
Ricordiamo che anche se i dispositivi sono nuovi, possono essere teatro di vecchi incidenti.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 77 di 153
03 novembre 2005, lezione 07
7. I Sistemi di Gestione della Sicurezza
7.1 BS 8800 : 1996 “Queste linee di guida si basano sui principi di una buona gestione e sono progettate per
integrare la gestione della Sicurezza nel sistema di gestione generale. Un approccio dettagliato
è stato messo a punto per quelle organizzazioni che vogliono basare i loro sistemi gestionali di
Sicurezza sulla norma BS EN 1S0 14001, lo standard dei sistemi ambientali, e come tale
identifica le zone comuni ad entrambi i sistemi di gestione.
L’allegato A mostra i collegamenti fra questa guida e la BS EN ISO 9001 allo scopo di assistere
le organizzazioni che già hanno in atto o che pensano di adottare lo standard internazionale dei
sistemi di “Gestione della Qualità” e integrare la Sicurezza nei loro sistemi di gestione esistenti
o in programma”. 1
Riprendiamo alcuni punti fondamentali.
• L’approccio è basato sulla BS EN ISO 14001; è importante sottolineare l’importanza del
miglioramento continuo (Plan Do Check Act);
• Dell’indice hanno particolare importanza gli allegati;
• Lo scopo di tale linea guida è racchiuso in 3 punti:
a) Ridurre al minimo i rischi per i dipendenti e le altre persone
b) Migliorare la prestazione commerciale e
c) Assistere le organizzazioni a stabilire un’immagine responsabile nell’ambito del
mercato;
• Alcune definizioni
incidente con infortunio
evento non programmato che conduce a morte, problemi di salute lesioni, danni o
perdite
pericolo fonte o situazione potenzialmente capace di causare danni in termini di lesioni, problemi
di salute, danni materiali o ambientali o una combinazione di questi
identificazione del pericolo
processo col quale si evidenzia l'esistenza di un pericolo e le sue caratteristiche
obiettivi di Sicurezza
i traguardi, in termini di prestazione di Sicurezza, che l’Organizzazione si impone di
raggiungere e che dovrebbero essere, per quanto è possibile, quantificati 1 Documento integrale in allegato: Allegato 02 – BS8800
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 78 di 153
problemi di salute (dovuti all’attività svolta) problemi di salute che si giudica siano stati causati o esacerbati dall’attività lavorativa
svolta o dall’ambiente di lavoro
incidente senza infortunio evento non programmato con la potenzialità di condurre ad un incidente con infortunio
sistema di gestione
entità composta, a qualsiasi livello di complessità, da personale, risorse, politiche e
procedure, le cui componenti interagiscono in modo organizzato per assicurare
l'esecuzione di un compito o il raggiungimento o mantenimento di un esito specifico
rischio combinazione della probabilità e della conseguenza che un certo evento pericoloso
abbia luogo
valutazione del rischio processo di valutazione della magnitudo del rischio e se esso sia o meno tollerabile o
accettabile
• Analisi iniziale dello stato
Libro bianco delle statistiche infortunistiche
• Politica di sicurezza
Lettera emessa dal presidente della società che riflette la cultura aziendale e deve
essere conosciuta da tutti
• Pianificazione
Verifica del successo dell’attività programmata (occorre documentare quello che si fa)
• Controllo ed azione correttiva
Implicazioni pratiche evidenti
Definire bonus di merito/demerito in funzione degli obiettivi di sicurezza raggiunti
• Documentazione
Alcuni documenti critici devono essere sempre presenti (verbali di riesame dell’SGS,
elenco casi di incidente, PEI = Piano di Emergenza Interno [documento preparato
dall’azienda], PEE = Piano di Emergenza Esterno [documento redatto dal prefetto e
dalla provincia])
• Misure e Riesame
• Allegato A
Legame con la vecchia norma ISO 9001; l’azienda è un luogo dove le persone
governano i processi
• Allegato B
Deve esistere un sistema di delega in cascata (per iscritto, definente [chi fa che cosa],
circostanziata [elenco dei mezzi a disposizione], riferimento con l’azienda considerata)

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 79 di 153
Non deve essere considerata come lo “scarica barile” di responsabilità civili e penali
Si deve scegliere e controllare bene
Esistono persone diverse per età, cultura, carattere ed etnia: deve esistere diversità di
opinione, ma non devono presentarsi atteggiamenti reciprocamente aggressivi
Le responsabilità individuali devono essere definite con chiarezza (mansionario)
Informazioni bilaterali
• Allegato C
Pianificazione proattiva (controllo della prevenzione che prende spunto dal presente a
dal passato e si proietta nel futuro) atta a prevenire alcune situazioni
Dissonanza cognitiva (quando si è d’accordo a parole, ma con i fatti ci si comporta in
modo totalmente diverso)
Utilizzo di diagrammi, tabelle e numeri
Definizione degli obiettivi di sicurezza diversificati per priorità (specifici, misurabili,
raggiungibili, appropriati e fissati a tempo opportuno): dove siamo adesso e dove
dovremmo essere
• Piano di azione
Deve rispondere alle domande: chi, come, dove, quando e perché.
7.2 BSI-OHSAS 18002
“Questa linea guida e la specifica OHSAS 18001:1999 (Sistemi di gestione della Sicurezza –
Specifica) sono state stilate in risposta all'urgente richiesta, da parte dei clienti, di uno standard
per il sistema di gestione della Sicurezza con cui confrontare i propri sistemi di gestione e
successivamente certificarli, e per creare una guida sull'attuazione di un tale standard.
La OHSAS 18001 è compatibile con la ISO 9001:1994 (Sistemi di Qualità) e con la ISO
14001:1996 (Sistemi di Gestione Ambientale) in modo da facilitare l’eventuale integrazione dei
sistemi di gestione della Qualità, Ambientale e della Sicurezza.
La OHSAS 18002 riporta i requisiti specifici dalla OHSAS 18001 e li fa seguire dalla relativa
spiegazione. La numerazione dei paragrafi della OHSAS 18002 corrisponde a quella della
OHSAS 18001.
La OHSAS 18002 verrà rivista o modificata al momento appropriato. Le revisioni verranno
effettuate quando verranno pubblicate le nuove edizioni della 18001 (previste in concomitanza
con la pubblicazione delle revisioni della ISO 9001 o della ISO 14001).
La OHSAS 18001 e la OHSAS 18002 verranno ritirate non appena i loro contenuti verranno
pubblicati in, o come, norme internazionali)”. 2
2 Documento integrale in allegato: Allegato 03 – OH18002

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 80 di 153
Riprendiamo alcuni punti fondamentali.
• Indice
• Obiettivi (non crea nuovi requisiti rispetto alla 18001)
a) stabilire un sistema di gestione della Sicurezza per eliminare o ridurre al minimo i
rischi, associati alle proprie attività, sia per i dipendenti che per tutte le altre persone
che potrebbero essere esposti a tali rischi;
b) attuare, mantenere e migliorare continuamente il sistema di gestione della
Sicurezza;
c) assicurarsi di essere conforme alla politica di Sicurezza dichiarata;
d) dimostrare tale conformità ad altri;
e) richiedere la certificazione/registrazione del suo sistema di gestione della Sicurezza
ad un ente esterno;
f) fare un'auto dichiarazione di conformità a questa specifica OHSAS.
• Requisiti
• Politica di sicurezza
7.3 Un esempio di HazOp
Lo schema riportato in seguito rappresenta la sezione di alimentazione di un unità per la
dimerizzazione delle olefine.
Una frazione degli alcheni/alcani contenente un esiguo quantitativo di acqua sospesa viene
pompata in continuazione da una cisterna intermedia di stoccaggio attraverso una conduttura
lunga mezzo miglio verso un serbatoio di recupero dove i residui vengono lasciati riposare
prima di essere introdotti in uno scambiatore a fascio tubero ed al preriscaldatore fino alla
sezione del reattore. L’acqua, che ha un effetto opposto rispetto alla reazione di dimerizzazione,
viene fatta fuoriuscire manualmente dal serbatoio di recupero ad intervalli regolari. Il tempo di
permanenza nella sezione del reattore deve essere strettamente compreso tra limiti ben definiti
in modo tale da assicurare un’adeguata conversione dell’alchene e per evitare l’eccessiva
formazione del polimero.
Questo esercizio ci permette di osservare differenti aspetti della tecnica HazOp ed è in grado di
mostrare un numero di aspetti legati alla chimica non ancora incontrati, come mostrato dai
seguenti punti che si riferiscono alla colonna “Possibili cause” e le lettere a quella “Azioni
richieste” della tabella risolutiva mostrata più avanti.
(1) All’inizio possiamo osservare che le prime due azioni richieste sono la prima software e
l’altra hardware, questo per mettere in evidenza che l’HazOp non riguarda solo
l’hardware. La prima cosa che deve richiamare l’attenzione del responsabile di progetto
è che la materia prima proviene da un’area di stoccaggio lontana circa mezzo miglio che

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 81 di 153
si trova sotto la responsabilità di un altro direttore e che gli operatori non sono in grado
di fronteggiare possibili perdite di flusso. A chi è affidato il compito di monitorare il livello
e controllare che esso non stia per finire?
(1)(b) Sarebbe necessario installare un allarme in grado di segnalare un eventuale basso
flusso al posto di uno che segnali un basso livello, anche se sarebbe meglio effettuare
una misura diretta di quello che vogliamo sapere; l’allarme di basso livello è più
economico.
(3)(c) Notiamo che una linea di ritorno è visibile dopo la pompa J2 sulla successiva linea
considerata. Un ritorno è più economico rispetto ad uno sganciatore di alta temperatura
e richiede meno manutenzione. Sarebbe bene ricordare che il costo di mantenimento di
un dispositivo è circa il doppio rispetto all’investimento iniziale (al netto degli eventuali
sconti) se si tiene conto delle operazioni di test e della manutenzione.
(4) La rottura di una linea è un evento poco probabile ma da considerare come molto
gravoso. Fino a che punto siamo accorti nel prendere le dovute precauzioni? Questo
aspetto può produrre un acceso dibattito tra coloro che ignorano completamente il
problema e coloro che vorrebbero installare rivelatori di perdite, valvole di isolamento
d’emergenza, ecc.
(5)(f) Questo punto mostra la necessità, nel dimensionamento delle valvole di sfiato, di
chiedersi se dovranno far passare sostanze allo stato gassoso oppure liquido.
(5)(g) Serrare i by-pass rende più difficile una loro apertura veloce nel caso in cui la valvola di
controllo non chiude? Abbiamo bisogno dei by-pass? Ogni quanto la valvola di controllo
non chiude?
(5)(h) Il team di esperti avrebbe voluto aumentare la capacità della cisterna intermedia,
sufficiente a garantire, da progetto, un’autonomia di 20 minuti, ma ridotta a causa delle
azioni correttive proposte. Se così fosse, essi avrebbero scoperto che era troppo tardi
per apportare una simile modifica a tal punto che la cisterna, che oltretutto era già stata
ordinata, si sarebbe trovata ad operare in condizioni critiche. La sezione 2.6 raccomanda
di effettuare un HazOp preliminare a partire dal diagramma di flusso dell’impianto ed
ogni volta che si vogliono effettuare modifiche come quella appena descritta.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 82 di 153

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 83 di 153
(6) Questo punto richiama il concetto di “colpo d’ariete” non ancora incontrato.
(9) Alcuni canali di scolo mostrati in figura sono segnati come vuoti. Tutti i canali di scolo
dovrebbero essere vuoti fino a che non vengano utilizzati in modo corretto dal gruppo
responsabile del processo.
GUIDA DEVIAZIONE POSSIBILI CAUSE CONSEGUENZE AZIONI CORRETTIVE
(1) Indisponibilità di
idrocarburi nel
serbatoio intermedio.
Perdita di alimentazione
nella sezione reattore e
output ridotto. Produzione
del polimero in condizioni
di assenza di flusso nello
scambiatore a fascio
tubiero.
(a) Assicurare una corretta
comunicazione con l’addetto al
serbatoio intermedio.
(b) Installare allarme di basso livello
sul controllore di livello (LIC) del
serbatoio di sedimentazione.
(2) La pompa J1 non
funziona (guasto al
motore, perdita di
carico, corrosione
girante, ecc.).
Come per (1) Affrontato da (b).
(3) Blocco linea, la
valvola di isolamento
chiude per errore o la
valvola di controllo
livello (LCV) non
chiude.
Come per (1)
La pompa J1 è surriscal-
data.
Affrontato da (b).
(c) Installare un ritorno sulla
pompa J1.
(d) Verificare i filtri consigliati da
progetto per la pompa J1.
NESSUNO Assenza flusso
(4) Rottura tubazioni. Come per (1)
Gli idrocarburi sono
scaricati nell’area
adiacente alla strada
pubblica.
Affrontato da (b).
(e) Organizzare una
perlustrazione e ispezione
delle linea di trasferimento
idrocarburi.
(5) La LCV non apre o il
bypass dell’LCV apre
per errore.
Sovra riempimenti nel
serbatoio di
sedimentazione.
(f) Installare un allarme di alto
livello sul LIC e controllare la
misura del sovra riempimento
di liquido in senso opposto.
(g) Creare una procedura di
chiusura per il bypass
dell’LCV quando non è in uso.
PIU’ DI
Eccessivo
flusso
L’incompleta separazione
della fase acquosa nel
serbatoio può creare
problemi nella sezione
reattore.
(h) Aumentare a 12” il diametro
della linea di aspirazione della
pompa J2 al di sopra della
base del serbatoio.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 84 di 153
(6) La valvola di
isolamento chiude
per errore o l’LCV
chiude durante il
funzionamento della
pompa J1.
La linea di trasferimento
è soggetta ad eccessivo
pompaggio o brusco
aumento della pressione.
(i) Affrontato da (c) tranne nel
caso in cui il ritorno viene
bloccato o isolato. Controllare
la linea, la FQ e la tenuta
delle flangie e, se necessario,
ridurre la velocità di ciclo della
LCV. Installare un misuratore
di portata (PG) a monte della
LCV ed un altro indipendente
sul serbatoio di
sedimentazione.
Eccessiva
pressione
(7) Espansione termica
nella sezione di una
valvola isolata dovuta
ad un incendio o ad
un’esposizione
elevata ai raggi
solari.
Rottura della linea o
perdita della flangia.
(j) Installare un rilevatore di
espansione termica sulla
sezione valvola riempimento
liquido in senso opposto.
Eccessiva
temperatura
(8) Temperatura elevata
nella cisterna
intermedia.
Elevata pressione nella
linea di trasferimento e
nel serbatoio di
stabilizzazione.
(k) Verificare la presenza di un
adeguato sistema di
segnalazione di alta
temperatura nel serbatoio
intermedio; se non ci fosse,
installarlo.
PERDITA DI
Perdita di
flusso
(9) La flangia di scarico
dell’albero mozzo
dotato di valvola non
è vuoto o perde.
Scarico di sostanze nei
pressi della strada
pubblica.
Affrontati da (e) e verificati in (i).
Perdita di
temperatura
(10) Condizioni invernali. Il pozzo e la linea di
drenaggio ghiacciano.
(l) L’acqua scorre lentamente dal
pozzetto verso la valvola di
drenaggio ed è possibile
trovare vapore e acqua sulla
valvola e lungo tutta la linea di
drenaggio.
PARTE DI
Elevata
concentrazione
di acqua nel
flusso
(11) Alto livello di acqua
nel serbatoio di
stoccaggio
intermedio.
Il pozzo di drenaggio si
riempie più rapidamente.
Aumenta il rischio che
acqua in fase liquida
raggiunga la sezione
reattore.
(m) Prepararsi a frequenti
deflussi di acqua dalla
cisterna di stoccaggio
intermedia. Installare un
allarme di alto livello nel
pozzetto di drenaggio.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 85 di 153
Alta
concentrazione
di alcani o
alcheni nel
flusso.
(12) Moti turbolenti nelle
colonne di
distillazione a monte
del serbatoio di
stoccaggio
intermedio.
Elevata pressione. (n) Verificare da progetto che il
serbatoio di sedimentazione e
le relative condutture,
compreso il dimensionamento
della valvola di sfiato, siano in
grado di sopportare un
improvviso ingresso di un
maggiore quantitativo di
idrocarburi volatili.
PIU’ DI Presenza di
acidi di natura
organica.
(13) come (12). Aumento della velocità di
corrosione della base del
serbatoio, del pozzetto e
della linea di drenaggio.
(o) Verificare l’idoneità dei
materiali di costruzione
utilizzati.
ALTRO Manutenzione (14) Guasto dispositivi,
perdita flangie, ecc.
È impossibile liberare e
spurgare del tutto la
linea.
(p) Installare un punto basso di
drenaggio e uno sfiato di N2 a
valle della LCV. Inoltre
scaricare azoto (N2) sul
serbatoio di sedimentazione.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 86 di 153
17 novembre 2005, lezione 08
8. Analisi di Sicurezza e Operabilità - AOS
8.1 Procedura 967P0040 La tecnica HazOp è un investigazione di un incidente prima che questo accada; essa viene
pensata e messa su carta. Prima di effettuare l’analisi di operabilità è necessario effettuare una
selezione intelligente degli scenari da considerare ed allo scopo è necessario utilizzare tutte le
informazioni a disposizione, gli episodi noti successi in azienda e non.
L’HazAn, invece, è un metodo quantificato.
Esistono varie tipologie di implementazione di queste tecniche:
• carte di controllo (con opzioni “si”, “no”, casella aperta)
• ispezioni sul campo da parte del capo commessa e del gestore dell’impianto quando
l’impianto è al 95% dello stato di realizzazione
• predisposizione di “scale alla marinara” per impedire la caduta all’indietro
• controllo delle pressioni di progetto delle valvole pneumatiche (ad esempio 7 kg/cm2)
• per i nuovi processi effettuare un’ispezione al 50% dello stato di avanzamento
SCOPO Per la preparazione e implementazione dell’AOS è necessario assicurarsi che i pericoli
potenziali ed i problemi operativi vengano pienamente considerati
CAMPO DI APPLICAZIONE Ogni progetto realizzato
Impianti di tipo continuo / batch
Nuovi processi / Processi già esistenti
Per i nuovi processi: il progetto deve essere circa al 50% di stato di avanzamento
Processi simili: AOS per paragone.
OBBLIGATORIETA’ In ogni nuovo impianto
In caso di modifiche con aggravio di rischio
Installazioni presso siti di clienti
Cambi sostanziali di processo
Frazionamento aria
Produzione Idrogeno
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 87 di 153
Produzione Acetilene
Ogni AOS deve essere firmato
DEFINIZIONI AOS (Analisi di Operabilità e Sicurezza)
Azioni da intraprendere
Deviazioni
EFD (Engineering Flow Diagram)
FS (Flow Sheet)
GdL (Gruppo di Lavoro)
HazAn (Hazard Analisys)
HazOp (Hazard and Operability Study)
IDDA (Integrated Dynamic Decision
Analysis)
Incidente rilevante
Licenziatario
Lista allarmi e blocchi
Manuali Operativi
Nodo
P&ID (Piping and Instrumentation Diagram)
POC (Parametri Critici Operativi)
Protezioni
SCS (Sistemi Critici di Sicurezza)
[I POC sono variabili di processo che hanno la caratteristica di avere un valore Min, Max o un
intervallo di appartenenza tra Min e Max]
PRINCIPI BASE DELL’AOS ESEGUITA COME HAZOP E COME HAZAN Descrizione generale:
• L’HazOp è uno studio qualitativo
• L’HazOp identifica rischi e problemi operativi indagando come un impianto possa
deviare dalle intenzioni di progetto
• GdL multidisciplinare
• I membri del GdL lavorano ad alta voce in modo intuitivo e con frequenti interventi degli
altri membri, in modo da stimolare la creatività e generare idee
• La quantità genera la qualità!
• Il GdL effettua un’indagine critica sugli schemi meccanici di un impianto seguendo una
struttura fornita dall’applicazione di parole guida e dall’esperienza di un animatore
• Applicando un insieme di parole guida alle variabili di processo il GdL ottiene deviazioni
di cui analizza cause e conseguenze
• L’esperienza del GdL consente di valutare se l’evento anomalo rilevato sia di
conseguenze tali e/o di probabilità così elevate da dover prendere in considerazione
particolari azioni
• Se il rischio necessita di un’ulteriore indagine si utilizzano tecniche quantitative (HazAn)
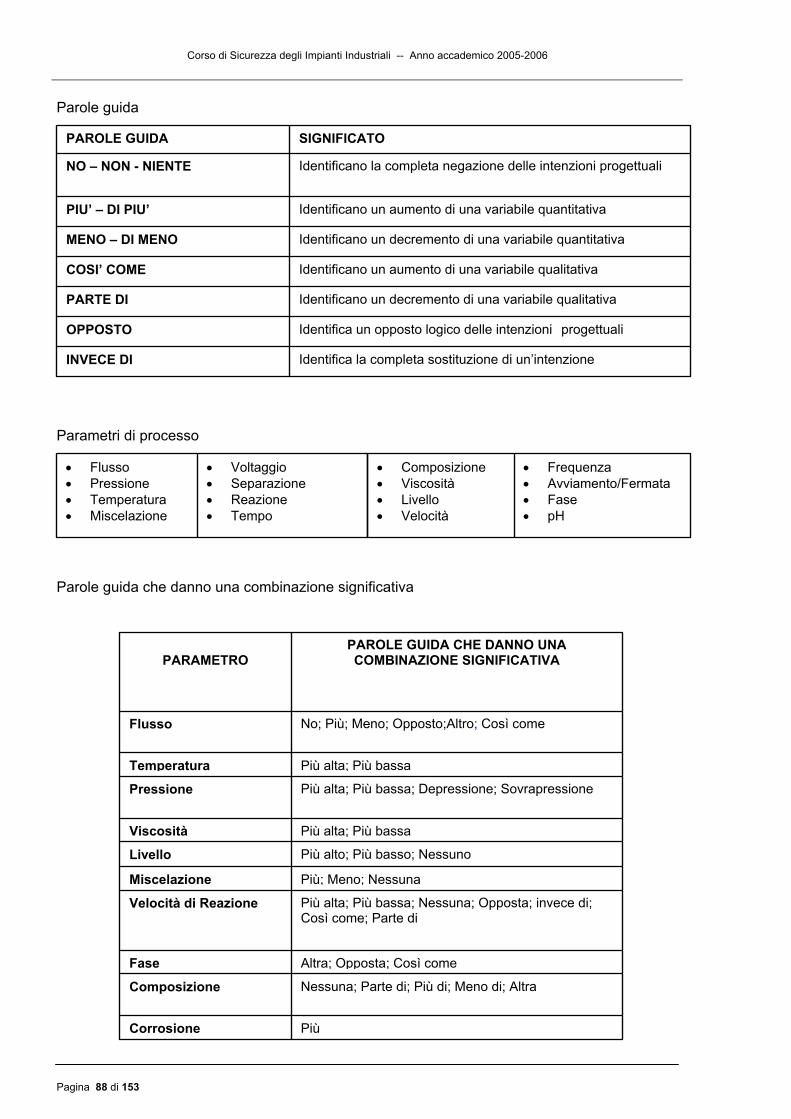
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 88 di 153
Parole guida
Parametri di processo
Parole guida che danno una combinazione significativa
Identifica la completa sostituzione di un’intenzione INVECE DI
Identifica un opposto logico delle intenzioni progettuali OPPOSTO
Identificano un decremento di una variabile qualitativa PARTE DI
Identificano un aumento di una variabile qualitativa COSI’ COME
Identificano un decremento di una variabile quantitativa MENO – DI MENO
Identificano un aumento di una variabile quantitativa PIU’ – DI PIU’
Identificano la completa negazione delle intenzioni progettuali NO – NON - NIENTE
SIGNIFICATO PAROLE GUIDA
• Voltaggio • Separazione • Reazione • Tempo
• Flusso • Pressione • Temperatura • Miscelazione
• Frequenza • Avviamento/Fermata • Fase • pH
• Composizione • Viscosità • Livello • Velocità
Più Corrosione
Nessuna; Parte di; Più di; Meno di; Altra Composizione Altra; Opposta; Così come Fase
Più alta; Più bassa; Nessuna; Opposta; invece di; Così come; Parte di
Velocità di Reazione Più; Meno; Nessuna Miscelazione
Più alto; Più basso; Nessuno Livello Più alta; Più bassa Viscosità
Più alta; Più bassa; Depressione; Sovrapressione Pressione Più alta; Più bassa Temperatura
No; Più; Meno; Opposto;Altro; Così come Flusso
PAROLE GUIDA CHE DANNO UNA COMBINAZIONE SIGNIFICATIVA
PARAMETRO

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 89 di 153
METODO Definire l’obiettivo e l’estensione dello studio
• Sicurezza
• Problemi operativi di:
Conduzione impianti
Affidabilità
Qualità dei prodotti
• Fattori che influenzano la vita e la produttività dell’impianto
• Limiti di batteria
• POC, SCS, lista allarmi e blocchi, manuale operativo in rev. 0
• Selezionare i componenti del GdL
Animatore che deve avere
Esperienza nell’HazOp
Addestramento nell’HazOp
Competenza e conoscenza tecnica
Meticolosa attenzione ai dettagli
Capacità di motivare e di incoraggiare la creatività
Buone capacità interpersonali
Indipendenza dal progetto
Capacità di gestione del tempo e delle ore
Preparare un piano per tutta la sequenza dello studio
Aiutare il progettista a definire gli scopi e gli obiettivi
Assicurare che l’HazOp sia utilizzato efficacemente e produttivamente
Assicurarsi che il GdL segua questa procedura
Aiutare i membri tecnici del GdL a scegliere i documenti necessari per lo studio
Assicurarsi che dati e tabelle ottenute siano accurati, comprensibili e aggiornati
Suggerire quando un problema deve essere risolto fuori dall’incontro, ricorrendo
per esempio all’HazAn
Focalizzare l’attenzione del GdL sull’identificazione dei problemi e non
necessariamente sulla risoluzione
Essere imparziale
Ascoltare con attenzione tutti i membri
Non competere con gli altri membri del GdL
Non permettere a nessuno di mettersi sulla difensiva o di criticare le idee di
qualcun altro
Tener conto della probabilità di accadimento di un potenziale rischio
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 90 di 153
Indirizzare il GdL ad esplorare le situazioni con alta probabilità prima di quelle
con probabilità bassa
Pianificare il necessario ed i luoghi degli incontri
Preparare e rilasciare fogli di lavoro, documenti, riepiloghi, resoconti delle azioni
da intraprendere, resoconto finale, ecc..
Cliente
Conduttore Impianto
Esperto di sicurezza
Manutentore
Processista
Progettista
Segretario
Altri specialisti (Fornitori, etc.)
Il numero minimo di componenti è pari a 4.
ORGANIZZARE L’HAZOP Raccogliere i dati necessari:
• Schemi e documentazione di processo
• P&ID
• Specifiche delle apparecchiature
• Specifiche delle valvole di sicurezza
• Specifiche delle tubazioni
• Procedure di esercizio, di manutenzione e di emergenza
• Funzione dei sistemi e blocco
• Lay-out d’impianto
• Istruzioni operative
• Proprietà dei materiali
• Manuali di impianto
• I dati devono comprendere la casistica di incidenti verificatisi in impianti similari per
permettere l’analisi dei casi storici
• I dati devono essere accurati, aggiornati e congruenti al costruito
• Visita dell’impianto
Esempio.
L’acetilene (C2H2) è un gas altamente infiammabile che a contatto con l’ossigeno (O2) può
essere innescato. La pressione minima di aspirazione per un serbatoio di un compressore

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 91 di 153
(altrimenti entra ossigeno e quindi può esplodere) è
un esempio di parametro operativo critico; ci deve
essere un sistema critico di sicurezza (per esempio 2
pressostati) per cui se viene raggiunta la minima
pressione (parametro operativo critico) scatta e
ferma il motore del compressore; se la pressione si
avvicina a valori di calibrazione il motore viene bloccato.
Il compressore, in suzione, non deve mai aspirare aria.
Un altro esempio può essere un compressore lubrificato.
In questo caso deve essere sempre garantita una certa pressione
dell’olio di lubrificazione.
CONVERTIRE I DATI IN MODELLI ADATTI E PIANIFICARE LA SEQUENZA DI STUDIO Per impianti di tipo continuo:
• P&ID aggiornati ed integrati con specifiche di progetto, bilanci materiali ed energetici
(devono essere disponibili copie sufficienti di ogni disegno per tutti i membri del GdL)
• L’HazOp deve includere le fasi di avviamento e fermata
• È necessario scegliere i parametri di processo e le parole guida più importanti.
Per impianti di tipo batch:
• Manuali operativi dettagliati, procedure operative, diagrammi di processo che indicano i
movimenti degli operai.
ORGANIZZARE GLI INCONTRI
• L’esecuzione di un HazOp richiede in media un pomeriggio per P&ID
• L’esecuzione di un HazOp si articola in due mezze giornate per settimana, la prima nel
pomeriggio e la seconda nella mattina del giorno successivo
• I membri del GdL devono essere provvisti, anticipatamente al primo incontro, di tutti i
dettagli del piano di studio (scopo, essenziali informazioni di progetto, una lista di parole
guida e parametri, una lista dei componenti del GdL e la pianificazione degli incontri).

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 92 di 153
Considerare un’altra deviazione
Applicare una parola guida e identificare una deviazione
e.g. “PIÙ’ FLUSSO”
La deviazioneè possibile?
Selezionare una linea
Analizzare la causa della deviazione
La deviazione è rischiosa o impedisce operazioni efficienti?
Considerare un’altra causa per la deviazione
L’operatore sa che c’è la deviazione?
Quali cambiamenti nell’impianto
possono informarlo?
Quali cambiamenti nell’impianto possono prevenire la deviazione e/o
renderla meno probabile e/o proteggere dalle conseguenze?
La spesa richiesta dai provvedimenti è giustificata?
Considerare altri provvedimenti o
accettare il rischio
Accettare i provvedimenti e concordare il
responsabile di ognuno
Dare seguito all’azione intrapresa
NO
SI
NO
SINO
SI
NO
SI
Il seguente diagramma mostra come deve essere compiuto uno studio.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 93 di 153
FOGLIO DI LAVORO Il foglio di lavoro deve riportare le seguenti informazioni:
• intestazione: informazioni che riguardano il progetto sul quale viene eseguito l’HazOp
• numero di riferimento: ogni linea di processo deve essere identificata con un numero,
la deviazione associata ad ogni linea deve essere identificata con un secondo numero
(ad esempio 2.1, 2.2 e 2.3 sono tre deviazioni associate alla linea di processo 2)
• parola guida: parola guida che induce la deviazione (ad esempio “più”)
• deviazione: deviazione associata alla parola guida (ad esempio “più pressione”)
• possibili cause: possibili cause della deviazione (ad esempio “guasto della valvola di
controllo della pressione”)
• conseguenze: possibili conseguenze della deviazione
• azioni da intraprendere: azioni da sviluppare e analizzare dopo la sessione di studio.
ESEGUIRE LO STUDIO
• Tutte le azioni accordate devono essere assegnate all’appropriato componente del GdL
che ne sarà responsabile
• Alla fine di ogni incontro l’intero GdL deve ricevere una copia del modulo “Sommario
delle azioni” contenente le annotazioni registrate in modo da poter analizzare le azioni
che sono state assegnate ad ognuno
• Per registrare gli stati di avanzamento di ogni azione intrapresa oppure le comunicazioni
tra l’animatore e i singoli componenti del GdL responsabili di un’azione si utilizza il
modulo “Azioni richieste e stati di avanzamento”
• È essenziale che le proposte di cambiamento siano una soluzione adeguata al problema
originale e soprattutto che non siano causa di ulteriori problemi
• Se un’azione non viene accettata bisogna riportarne il motivo sul modulo
• L’HazOp può essere eseguito a distanza e all’inizio del progetto
• L’HazOp è concluso quando la parte di impianto selezionata per lo studio è stata
esaminata, i problemi identificati durante l’esame sono stati analizzati e le risposte e le
azioni da intraprendere sono state controllate.
Esercizio.
Identificare 12 punti per l’analisi HazOp.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 94 di 153
8.2 Atmosfere esplosive e classificazione aree secondo la direttiva ATEX “La direttiva 94/9/CE è una direttiva di “nuovo approccio” che si propone di consentire la libera
circolazione delle merci all’interno della Comunità. Ciò è possibile attraverso l’armonizzazione
dei requisiti giuridici di sicurezza, seguendo un approccio basato sui rischi. Il suo obiettivo è
anche eliminare o, quanto meno, minimizzare i rischi derivanti dall’uso di alcuni prodotti
all’interno o in relazione ad un’atmosfera potenzialmente esplosiva. Ciò significa che la
probabilità che si manifesti un’atmosfera esplosiva deve essere considerata non solo “una
tantum” e da un punto di vista statico, ma occorre anche tener conto di tutte le condizioni
operative che possono derivare dal processo di trasformazione.
Un’atmosfera esplosiva ai fini della direttiva 94/9/CE è costituita da una miscela:
i) di sostanze infiammabili allo stato di gas, vapori, nebbie e polveri;
ii) con aria; iii) in determinate condizioni atmosferiche; iv) in cui, dopo l’innesco, la combustione si propaga all’insieme della miscela non bruciata
(occorre notare che in presenza di polvere, non sempre l’intera quantità di polvere viene
consumata dalla combustione).
Un’atmosfera suscettibile di trasformarsi in atmosfera esplosiva a causa delle condizioni locali
e/o operative è definita atmosfera potenzialmente esplosiva. E’ solo a questo tipo di
atmosfera potenzialmente esplosiva che sono destinati i prodotti oggetto della direttiva 94/9/CE
(v. anche il capitolo 4.3 ‘Valutazione dei rischi)”…
...” Per rientrare nel campo di applicazione della direttiva, un prodotto deve essere:
a) un apparecchio, secondo la definizione dell’articolo 1, paragrafo 3, lettera a);
b) un sistema di protezione, secondo la definizione dell’articolo 1, paragrafo 3, lettera b);
c) un componente, secondo la definizione dell’articolo 1, paragrafo 3, lettera c);
d) un dispositivo di sicurezza, di controllo o di regolazione, secondo la definizione
dell’articolo 1, paragrafo 2.” …
…”In linea di principio, la valutazione dei rischi è costituita da quattro fasi:
a) Identificazione dei pericoli: procedure sistematica volta all’identificazione di tutti i pericoli
associati al prodotto. Dopo aver identificato un pericolo, è possibile modificare il progetto per
minimizzarlo, indipendentemente dal fatto che sia stato stimato o meno il grado di rischio. Se il
pericolo non viene identificato, non sarà possibile farvi fronte in sede di progettazione.
b) Stima dei rischi: determinazione della probabilità con la quale i pericoli identificati
potrebbero realizzarsi e dei livelli di gravità degli eventuali danni derivanti dai pericoli considerati
(v. anche EN 1050).

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 95 di 153
c) Valutazione dei rischi: raffronto tra il rischio stimato e i criteri che consentono di decidere se
il rischio è accettabile o se il progetto del prodotto deve essere modificato per ridurre il rischio in
questione.
d) Analisi delle opzioni di riduzione dei rischi: l’ultima fase della valutazione dei rischi è il
processo di identificazione, selezione e modifica delle varianti al progetto per ridurre il rischio
complessivo derivante dai prodotti. Sebbene sia sempre possibile ridurre ulteriormente i rischi,
raramente essi possono essere ridotti a zero, se non eliminando le attività.
Le opzioni relative agli eventi pericolosi che contribuiscono maggiormente al rischio totale sono
quelle che presentano le potenzialità maggiori di ridurre i rischi. L’efficacia nella riduzione dei
rischi inizia sempre con delle varianti al progetto (progetto intrinsecamente sicuro).” …1
Rischio di esplosione La causa di un’esplosione è dovuta al trasporto pneumatico delle polveri (le particelle si
caricano elettricamente e quando viene superata la costante dielettrica del mezzo può avvenire
l’innesco) oppure dai vapori che si sviluppano da sostanze liquide.
Pentagono dell’esplosione
Possono causare un’esplosione polveri di zucchero, zolfo, farina e mangimi, trucioli di legno,
bakelite (sfridi di lavorazione) e polvere metallica non completamente ossidata.
Combustibili :
• gas, vapori, nebbie (caso preso in considerazione)
• polveri
• sostanze esplosive
1 Estratto dalla Direttiva Atex 94/9/CE
COMBUSTIBILE
MISCELA ESPLOSIVA AMBIENTE CONFINATO
COMBURENTE INNESCO

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 96 di 153
Sorgenti di innesco Le sorgenti di innesco possono essere: superfici ad elevata temperatura, scintille di origine
meccanica, scintille di origine elettrica, archi elettrici, campi elettromagnetici.
Possono essere presenti :
• in condizioni di normale funzionamento dell’impianto
• in condizioni anomale o di guasto.
L’esplosione può verificarsi solo se sono verificate contemporaneamente le seguenti condizioni:
A) la concentrazione della miscela è compresa entro i limiti di infiammabilità B) la sorgente di innesco è in grado di portare la miscela alla temperatura di
accensione C) la sorgente di innesco è in grado di fornire un’energia superiore alla minima
energia di accensione. LEL = Limite inferiore di esplodibilità
concentrazione in aria di gas o vapore infiammabile, al di sotto della quale l’atmosfera
non è esplosiva
UEL= Limite superiore di esplodibilità
Concentrazione in aria di gas o vapore infiammabile, al di sopra della quale l’atmosfera
non è esplosiva
Questi parametri variano al variare della pressione.
Limiti di infiammabilità espressi in % in volume di alcuni gas combustibili in aria a pressione
atmosferica.
GAS LEL UEL
Acetilene 2.5 80
Ammoniaca 15 27
Idrogeno 4 74.5
Metano 5 15
Ossido di carbonio 12 75
Ossido di etilene 3 99
Propano 2.3 9.75

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 97 di 153
Temperatura e minima energia di accensione È la minima temperatura alla quale una sostanza, in miscela con aria nella concentrazione più
facilmente infiammabile, può accendersi spontaneamente ed alla quale la combustione può
procedere anche senza apporto di calore dall’esterno. È detta anche temperatura di “autoaccensione” o di “autoinfiammabilità”. Ogni miscela esplodibile ha la sua energia minima
di accensione che varia anche con la sua concentrazione. Ricordiamo che più piccolo è un
ambiente più grandi saranno i danni in caso di esplosione.
Conseguenze di un’esplosione Le sovrapressioni sono inversamente proporzionali alla distanza dall’epicentro dell’esplosione;
esse dipendono da molti fattori tra cui la massa coinvolta e la geometria dell’ambiente.
0.03 bar rottura vetri
0.07 bar danni gravi alla salute
0.30 bar crollo di strutture/edifici
0.35 bar rottura dei timpani
0.60 bar letalità diretta
Irraggiamento termico
5 kW/m2 danni gravi alla salute
7 kW/m2 possibili effetti letali
12.5 kW/m2 letalità diretta
Prevenzione Nei luoghi dove vi sono sostanze infiammabili ridurre al minimo le loro emissioni; in molti casi
non è possibile evitare rilascio in atmosfera di vapori infiammabili (es. sfiati di serbatoi, scarichi
di valvole di sicurezza, perdite di tenute da pompe, evaporazione da vasche aperte) occorre
allora evitare che la causa dell’innesco si verifichi o venga in contatto con l’atmosfera esplosiva.
Classificazione dei luoghi La classificazione dei luoghi è un metodo per analizzare e classificare l’ambiente dove si
possono formare atmosfere esplosive. Le norme utilizzate per classificare le zone pericolose
stabiliscono i criteri per la valutazione della possibilità di formazione di atmosfera esplosiva e
forniscono una guida su grandezze caratteristiche di progetto ed esercizio utilizzabili per ridurre
detta possibilità e per facilitare la corretta scelta ed installazione degli apparecchi da impiegarsi
con sicurezza in tali luoghi.
Norme CEI per la classificazione dei luoghi FCEI EN 50281-3 :
Costruzioni per atmosfere esplosive per la presenza di polvere combustibile.
Parte 3: Classificazione dei luoghi dove sono o possono essere presenti polveri combustibili. CEI EN 60079 -10 :
Costruzioni elettriche per atmosfere esplosive per la presenza di gas.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 98 di 153
Parte 10: classificazione dei luoghi pericolosi. Definizioni Atmosfera esplosiva per la presenza di gas: miscela in aria di una sostanza infiammabile
sotto forma di gas o vapore, in condizioni atmosferiche normali, in cui, dopo l’accensione, la
combustione si propaga alla miscela incombusta.
Luogo pericoloso: luogo in cui è o può essere presente un’atmosfera esplosiva per la
presenza di gas, in quantità tale da richiedere provvedimenti particolari per la realizzazione,
l’installazione e l’impiego degli apparecchi.
Zone I luoghi pericolosi sono classificati in zone in relazione alla frequenza di formazione ed alla
permanenza di un’atmosfera esplosiva.
CASI L’atmosfera esplosiva è
ZONA per GAS/VAPORE/NEBBIE
Presente in permanenza o per lunghi periodi o frequentemente 0
Probabile che si formi occasionalmente durante le normali attività 1
Non è probabile che si formi durante le normali attività o qualora si verifichi è unicamente di breve durata 2
Classificazione luoghi con pericolo di esplosione La classificazione dei luoghi con pericolo di esplosione consiste essenzialmente nel
determinare il tipo di zona e la loro estensione.
Il tipo di zona dipende principalmente da:
• grado dell’emissione
• ventilazione. L’estensione delle zone è principalmente influenzata da:
• portata di emissione
• ventilazione
• densità relativa della sostanza pericolosa al momento del rilascio
• LEL
• condizioni climatiche e topografia.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 99 di 153
Tipo di zona e grado di emissione Sorgente di emissione: punto o parte da cui può essere emesso nell’atmosfera un gas, un
vapore o un liquido infiammabili con modalità tale da originare un’atmosfera esplosiva.
Sono classificate in base al grado di emissione in
• centri di grado continuo
• centri di primo grado
• centri di secondo grado in relazione alle condizioni operative nelle quali si può avere il rilascio.
Chi deve effettuare la classificazione delle aree dal punto di vista elettrico?
La persona che conosce il processo, non lo specialista elettrico.
CONTINUO: emissione continua o che può avvenire per lunghi periodi (ad esempio
superficie di un liquido infiammabile esposta all’atmosfera continuamente
o per lunghi periodi).
PRIMO GRADO: emissione che può avvenire periodicamente od occasionalmente durante
il funzionamento normale (ad esempio valvole di sicurezza o sfiati quando
si prevede che possano emettere sostanze infiammabili durante il
funzionamento normale).
SECONDO GRADO: emissione non prevista durante il funzionamento normale: è possibile
avvenga solo poco frequentemente e per brevi periodi (ad esempio
valvole di sicurezza o sfiati quando non si prevede che possano emettere
sostanze infiammabili durante il funzionamento normale).
Estensione zone: portata di emissione. Quantità di gas o vapore emesso nell’unità di tempo dalla sorgente; maggiore è la portata di
emissione, più grande è l’estensione della zona.
Dipende da :
• geometria della sorgente di emissione
• velocità di emissione
• concentrazione del vapore o gas nella miscela
• volatilità di un liquido infiammabile
• temperatura del liquido. Estensione zone: portata di emissione - volatilità Il liquido non brucia, ma può bruciare il suo vapore. La volatilità di un liquido dipende
principalmente da tensione di vapore e calore di vaporizzazione.
Se non sono noti si può utilizzare:

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 100 di 153
• temperatura di ebollizione
• temperatura di infiammabilità. La temperatura di infiammabilità è la minima temperatura alla quale una sostanza emette, sopra
la sua superficie libera, gas o vapore in quantità sufficiente a formare con l’aria miscela avente
concentrazione compresa nei limiti di infiammabilità. Non può esistere atmosfera esplosiva se la
temperatura di infiammabilità è superiore alla massima temperatura a cui si trova il liquido
infiammabile.
Estensione zone: ventilazione I gas o vapori emessi nell’atmosfera possono diluirsi per dispersione o diffusione nell’aria e la
loro concentrazione può scendere al di sotto del LEL. All’aumentare della ventilazione
l’estensione della zona si riduce. Gli ostacoli possono incrementare l’estensione della zona.
Principali tipi di ventilazione:
• naturale
• artificiale.
Il grado di ventilazione è un parametro utile a valutare l’efficacia della ventilazione nel
controllare la dispersione e la persistenza dell’atmosfera esplosiva.
Si distinguono tre gradi di efficacia di ventilazione e la norma fornisce un metodo per valutare il
grado di ventilazione richiesto per controllare estensione e persistenza di un’atmosfera
esplosiva.
La disponibilità della ventilazione ha influenza sulla presenza o formazione di un’atmosfera
esplosiva. Si distinguono i seguenti gradi di efficacia di ventilazione:
alto (VH): è in grado di ridurre la concentrazione in prossimità della sorgente di emissione
in modo praticamente istantaneo, limitando la concentrazione al di sotto del LEL.
Ne risulta una zona di piccola estensione.
medio (VM): è in grado di influire sulla concentrazione determinando una situazione stabile in
cui la concentrazione oltre il limite della zona è inferiore al LEL mentre avviene
l’emissione e dove l’atmosfera esplosiva non persiste eccessivamente dopo
l’arresto dell’emissione.
basso (VL) : non è in grado di controllare la concentrazione mentre avviene l’emissione e/o
non può prevenire la persistenza eccessiva di un’atmosfera esplosiva dopo
l’arresto dell’emissione.
Si considerano tre livelli di disponibilità di ventilazione:

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 101 di 153
buona: la ventilazione è presente in pratica con continuità.
adeguata: la ventilazione è considerata presente durante il funzionamento normale. Sono
ammesse delle interruzioni purché siano poco frequenti e per brevi periodi.
scarsa: la ventilazione non risponde ai requisiti di adeguata o buona, tuttavia non sono
previste interruzioni per lunghi periodi.
Tabella riassuntiva grado di ventilazione e zone
Estensione zone: densità relativa dei gas In base alla densità relativa dell’aria (alla stessa pressione e temperatura) i gas e i vapori delle
sostanze infiammabili si distinguono in:
• pesanti : densità superiore a 1,2
• leggeri: densità inferiore a 0,8
• per valori tra 0,8 e 1,2 si considerano entrambe le possibilità. L’estensione orizzontale della zona al livello del terreno aumenta all’aumentare della densità
relativa mentre l’estensione verticale sopra la sorgente aumenta con la diminuzione della
densità relativa.
Ad esempio il propano (C3H8) ha un peso molecolare pari a 44 kg/kmol che rapportato a quello
dell’aria (29)
= 5.1
2944
è considerato pesante come il butano (C4H10)
= 2
2958
.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 102 di 153
Il metano (CH4) ha un peso molecolare pari a 16 kg/kmol e rapportato all’aria
= 55.0
2916
è
considerato leggero.
Per quanto riguarda l’acetilene (C2H2)
= 9.0
2926
sono da tenere in considerazione anche
altri aspetti come la temperatura e la polarità, questo significa che il comportamento di questa
sostanza può variare se variano alcune condizioni.
Passi per la classificazione delle aree 1) individuare le sostanze pericolose presenti
2) identificare le sorgenti di emissione e il grado di emissione
3) definire la portata di emissione delle sorgenti
4) stabilire il grado di ventilazione
5) definire l’estensione delle zone pericolose
(distanza pericolosa : distanza dalla sorgente di emissione a partire dalla quale la
concentrazione del gas diventa inferiore a (k x LEL) con k fattore di sicurezza.
Definirebbe una sfera attorno alla sorgente di emissione mentre l’estensione reale tiene
conto di altri fattori).
Rappresentazione grafica delle aree.
Apparecchiature
• Gli impianti e le apparecchiature elettriche possono essere sorgente di innesco di una
miscela esplosiva.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 103 di 153
• In relazione alla frequenza di formazione e alla permanenza di un’atmosfera esplosiva è
richiesta la scelta e l’installazione di costruzioni elettriche con requisiti specifici di
sicurezza. D.P.R. n.126 del 23/3/98 (Direttiva 94/9) in vigore dal 1/7/2003 Contenuti principali:
• marcatura CE
• attestazioni di conformità e consegna manuale d’uso
• classificazione in gruppi :
o gruppo I : utilizzo in sotterraneo e miniere
o gruppo II : utilizzo in altre applicazioni
• classificazione in categorie:
o per gruppo I categorie M1 e M2
o per gruppo II categorie 1, 2, 3. Metodi di protezione delle apparecchiature I diversi tipi di componenti utilizzabili in zone pericolose si basano su diversi criteri:
• contenimento dell’esplosione della miscela all’interno della custodia (Ex-d, Ex-q)
• prevenzione dell’emissione all’esterno delle custodie di gas caldi in grado di innescare
l’esplosione (Ex-d, Ex-q, Ex-o)
• prevenzione del contatto tra miscela esplosiva e sorgente di innesco (Ex-o, Ex-q, Ex-p)
• riduzione dell’energia trasmessa dalla sorgente di innesco alla miscela esplosiva (Ex-i)
• riduzione della probabilità che una apparecchiatura possa diventare sorgente di innesco
in caso di guasto (Ex-e).
Custodie a prova di esplosione EX- d
Costruzioni sotto sabbia Ex- q

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 104 di 153
Costruzioni immerse in olio EX- o
Costruzioni a sovrapressione interna Ex- p
Costruzioni a sicurezza intrinseca Ex- i
Costruzioni a sicurezza aumentata Ex- e
Costruzioni con protezioni speciali Ex- s
con chiusura ermetica (sotto vuoto, gas inerte)
incapsulamento in resina
Protezione a tenuta. Custodie a prova di esplosione I componenti elettrici sono racchiusi in custodie capaci
di resistere alla sovrapressione conseguente
all’esplosione, senza subire deformazioni permanenti
e senza determinare l’innesco della miscela
infiammabile presente all’esterno. Le custodie a prova
di esplosione, in relazione alla pressione massima che
possono sopportare e alla capacità dei giunti di
laminare la fiamma, sono classificate in 4 gruppi, ognuno adatto a determinate sostanze.
Esempio di marcatura CE.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 105 di 153
Classificazione degli impianti Gli impianti installati in zone pericolose devono essere realizzati con componenti di sicurezza
(Ex-d, Ex-q, ecc.) impiegati ed installati correttamente.
Gli impianti di sicurezza sono classificati
• a prova di esplosione AD - PE utilizzano custodie Ex-d e conduit metallici o cavi interrati
• a sovrapressione interna AD - SI sono installati in locali pressurizzati o utilizzano custodie pressurizzate Ex-p
• a sicurezza intrinseca AD – I sono realizzati con componenti a bassi livelli energetici Ex-i
• a sicurezza a tenuta AD – T utilizzano apparecchiature con opportuni gradi di protezione meccanica per prevenire il
contatto fra le sostanze pericolose e i componenti elettrici
• a sicurezza funzionale AD – F utilizzano componenti costruiti con provvedimenti protettivi commisurati alle rispettive
caratteristiche di pericolosità in modo da ottenere un grado di sicurezza uniforme
• a sicurezza di tipo speciale AD – S adottano provvedimenti diversi da quelli considerati precedentemente ma conformi alle
prescrizioni CEI (sabbia, olio, resina)
• a sicurezza di tipo approvato AD – A adottano provvedimenti diversi da quelli considerati dalle norme ma approvati
dall’Autorità competente (Ministero del Lavoro).
Sulla base della sigla dell’area e in conformità alla tabella allegata si scelgono il tipo di impianto
e i materiali adatti a realizzarlo (se le esigenze di una certa classificazione possono essere
soddisfatte da diversi tipi di impianto la scelta dipende da considerazioni tecnico-economiche).
8.3 Statistica applicata Ipotizziamo di considerare 200 incidenti accaduti a 200 persone in 1 anno. Consideriamo 2
gruppi/tipi di incidente (CON e SENZA infortunio) e 2 classi di età (> 30 e < 30).
Dobbiamo valutare se esiste una relazione tra le età delle persone ed il tipo di incidente
rispondendo alla domanda: l’età influenza il tipo di incidente?
Per fare questo utilizziamo la distribuzione 2χ calcolata come
( )( ) ( ) ( ) ( )DBCADCBA
NBCADN
attesovaloreattesovaloreosservatovalore
++++
−−
=−
∑
2
22

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 106 di 153
ed otteniamo che 2χ
calcolato vale 28.67,
mentre 2χ tabulato vale
3.84 con un livello di
significatività al 5%
( )05.0=α . Dal momento
che il valore calcolato è
maggiore di quello tabulato possiamo concludere che NON esiste distinzione tra le età.
Domande.
• Nel caso in cui dovessimo effettuare un corso, tale corso deve essere uguale per tutti?
Questo è un limite della statistica applicata all’SGS, il problema deve essere posto in
modo più rigoroso; è necessario leggere bene tutti i dati.
• Dall’ultima riga possiamo vedere che il numero degli under 30 è circa il doppio rispetto a
quello degli over 30, che cosa possiamo concludere?
Dobbiamo prediligere il gruppo con il più alto numero di incidenti SENZA infortunio.
• Come è possibile creare una competizione tra i 2 gruppi.
È necessario fissare delle regole competitive e stilare un piano di incentivi secondo il
modello poissoniano (ad esempio il numero di incidenti per la classe degli under 30 deve
passare dagli attuali 130 a 98, mentre quello degli over 30 deve passare dagli attuali 70
a 48).
8.4 Esplosione
Dal momento dell’innesco all’esplosione il tempo trascorso è veramente breve. innesco pressione atmosferica (15 psia)
dopo 0.1 sec la pressione aumenta e cominciano a
generarsi treni di onde d’urto che
comprimono il gas
dopo 2 sec presenza di gas combusto; la frequenza
< 30 >30 TOTALE
Incidenti CON infortunio 40 (A) 50 (B) 90 (A+B)
Incidenti SENZA infortunio 90 (C) 20 (D) 110 (C+D)
TOTALE 130
(A+C) 70
(B+D) 200
(A+B)+(C+D)

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 107 di 153
di generazione delle onde d’urto è sempre più alta; si ha l’effetto impilamento (“pile-up”) delle
onde d’urto, fenomeno che ha una crescita più che esponenziale; la pressione raddoppia (30
psia); le onde d’urto precedono il fronte della fiamma
dopo 2.6 sec la zona dei gas combusti è elevata; il pacchetto di onde d’urto è molto esteso; la pressione sale
fino a 50 psia; la temperatura nel gas a valle della parte combusta aumenta; ci si prepara
all’esplosione
esplosione la pressione sale fino a 900 psia.
Dobbiamo inoltre ricordare
• quando si effettuano prove idrauliche su enormi serbatoi in pressione è molto importante
il dimensionamento delle fondamenta
• la frattura di una flangia su una pompa può avvenire anche per congelamento
• non è da sottovalutare la capacità distruttiva dell’energia sprigionata da uno scoppio in
spazi confinati anche per spessori notevoli.
L’espansione termica da sola può danneggiare o addirittura rompere un dispositivo.
L’espansione termica in aggiunta alla pressione di vapore può causare un’esplosione.
Un esempio.
L’espansione termica in un
condensatore recò ingenti danni
sia alle persone che alle cose. Il
condensatore fu aperto e pulito. Le
teste vennero rimpiazzate e venne
effettuato un test idrostatico dal
lato condotte. Per effettuare il test
venne collegato il manicotto della
linea del vapore senza spurgare
l’acqua presente nell’impianto. La
forte spinta dovuta all’espansione
termica in aggiunta alla pressione
di vapore fu la causa della rottura
del condensatore. I punti di rottura
sono indicati da frecce.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 108 di 153
24 novembre 2005, lezione 09
9. Detonazioni e cedimenti istantanei
9.1 Il vascello del ‘6001 Il Vasa è l’unico vascello
superstite del XVII secolo al
mondo. Con oltre il 95 percento
dei suoi componenti originali
conservati e le sue centinaia di
sculture, il Vasa è un tesoro
artistico straordinario e una delle
bellezze storiche più importanti
al mondo.
Il vascello è custodito in un
museo di Stoccolma apposita-
mente costruito. Qui sono anche
accolte nove esposizioni che si ricollegano al vascello, un negozio ben assortito ed un ristorante
di alta classe. Il film del Vasa può essere visto in sedici lingue diverse. Il Museo Vasa (Vasa
Museum) richiama il numero di visitatori più alto di tutti i musei scandinavi.
Stoccolma è degna di essere visitata anche solo per ammirare il Vasa.
L’AFFONDAMENTO DEL VASA Il 10 agosto 1628, un gruppo di navi da Guerra reali salpò dal porto di Stoccolma. Tra esse
giganteggiava il Vasa, da poco varato e battezzato in onore della dinastia regnante. La solenne
circostanza fu sottolineata con la salva sparata dai cannoni del vascello, che sporgevano dai
portellini aperti su entrambe le murate.
Mentre il maestoso vascello si faceva largo lentamente verso la bocca del porto, una raffica di
vento levatasi all’improvviso lo investì in pieno. Il Vasa ondeggiò, tuttavia riuscì a raddrizzarsi
nuovamente.
Ma nulla potette contro una seconda raffica folgorante, che lo costringeva su uno dei suoi
fianchi. L’acqua penetrò attraverso i portellini dei cannoni aperti. Il Vasa colò a picco sul fondo,
portando con sé almeno 30, forse 50, dei 150 uomini della ciurma. Infine, ci vollero 333 anni
prima che il Vasa rivedesse la luce.
1 Vedere Allegato 04 – Il Vasa

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 109 di 153
IL RITROVATORE Anders Franzén, un ricercatore privato, si mise sulle tracce del Vasa nei primi anni ‘50. Già fin
da giovane era stato affascinato dai relitti rinvenuti nell’arcipelago di Stoccolma, dove i suoi
genitori dimoravano.
Il verme delle navi, “Teredo navalis”, che divora qualsiasi relitto sommerso in mare, non
attecchisce nelle acque salmastre del Baltico. Anders Franzén capì l’importanza di questo
fenomeno, e nel 1956 ritrovò il Vasa.
IMPONENTE COSTRUZIONE Il Vasa fu costruito a Stoccolma sotto la supervisione del costruttore navale olandese Henrik
Hybertsson. Hybertsson era assistito da maestri d’ascia, carpentieri, scultori, pittori, vetrai, velai,
fabbri, e da molti altri artigiani specializzati. In tutto, lavorarono 400 persone alla costruzione del
Vasa.
Il vascello fu costruito agli ordini di Gustav II Adolf, Re di Svezia. La costruzione si prolungò per
circa due anni. Il vascello era dotato di tre alberi, in grado di portare dieci vele. La lunghezza dal
colombiere alla chiglia era di 52 metri, e 69 metri dividevano la prua dalla poppa. Il vascello
aveva una stazza di 1200 tonnellate. Una volta completato, appariva come uno dei più potenti
vascelli mai costruiti.
COS’È CHE ANDÒ MALE? Oggi possiamo calcolare esattamente come una nave deve essere progettata per poter essere
atta alla navigazione. Nel XVII secolo si usavano tabelle delle quote che erano funzionate bene
in passato.
Dai documenti del tempo sappiamo che i progetti del Vasa furono modificati a lavori iniziati.
Il Re voleva un numero di cannoni a bordo più grande del normale, ma la costruzione del
vascello non era idonea a portare un peso tanto grande. I costruttori vennero a trovarsi di fronte
a una sfida al disopra delle loro capacità. Il vascello fu costruito con un’alta sovrastruttura e con
due ponti recintati per i cannoni. Il fondo della nave era riempito con grosse pietre, che
dovevano fungere da zavorra e mantenere la stabilità nell’acqua. Tuttavia, il baricentro del Vasa
era troppo alto, e le 120 tonnellate di zavorra usate non erano sufficienti.
PERCHÉ FU COSTRUITO IL VASA? Il Vasa doveva essere uno dei bastimenti più importanti della Marina Svedese. Portava 64
cannoni, la maggioranza dei quali sparava proiettili da 24 libbre (11 kg). La Svezia possedeva
circa venti navi da guerra, ma nessuna con tanti cannoni pesanti come quelli del Vasa.
Il Vasa era probabilmente diretto in Polonia, nemica giurata della Svezia da molti anni. La
Polonia era governata da re Sigismondo, cugino del Re svedese (I due Re avevano lo stesso

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 110 di 153
nonno paterno). Sigismondo aveva regnato anche sulla Svezia, ma era stato deposto a causa
della sua fede cattolica.
DOPO IL RECUPERO DEL VASA Dopo molti anni di preparazione, il Vasa rivide la luce il 24 aprile 1961. Ora l’attenzione si
riversò completamente sulla conservazione del vascello. Un relitto rimasto sommerso così a
lungo non poteva essere lasciato senza le cure appropriate. Col passare del tempo il vascello
sarebbe caduto inevitabilmente a pezzi.
All’inizio, mentre gli esperti studiavano il metodo di conservazione più adatto, il Vasa veniva
spruzzato regolarmente con acqua dolce. Infine, il conservante scelto fu il glicole polietilenico
(PEG), un prodotto cereo idrosolubile che penetra lentamente nel legno sostituendo l’acqua. Il
trattamento al PEG continuò per molti anni.
LE SCULTURE Insieme al Vasa furono recuperati più di 14.000 oggetti di legno sparsi, incluso 700 sculture.
Questi furono trattati per la conservazione individualmente e poi rimessi nelle posizioni
originarie sul vascello. Il lavoro fu così minuzioso da poter essere paragonato alla risoluzione
di un puzzle.
Le navi da guerra del XVII secolo non erano solo macchine belliche, bensì anche dei palazzi
galleggianti. Le sculture recuperate portavano tracce di doratura e pittura. Le analisi moderne
indicano che le sculture, originariamente, apparivano in colori fiammeggianti su sfondi rossi.
Raffigurano leoni, eroi biblici, imperatori di Roma, creature marine, divinità greche e molto altro.
Avevano lo scopo di glorificare il monarca svedese, dando espressione alla sua potenza,
cultura, e ambizioni politiche.
IN QUALI CONDIZIONI SI TROVA OGGI IL VASA?
La manutenzione e la cura del Vasa sono
lavori costantemente attuali. La
conservazione del vascello dipende
decisivamente dalla stabilità del clima che
lo circonda. Quando il relitto si trovava
sommerso, i bulloni di ferro furono
divorati dalla ruggine, e il legname di
quercia si annerì. Alla fine, il vascello era
mantenuto insieme solo dalle caviglie di
legno. A causa dell’inquinamento, le
acque del porto di Stoccolma erano ricchissime di zolfo. Lo zolfo si infiltrò nel legno del Vasa

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 111 di 153
nei lunghi anni d’immersione. Oggi lo zolfo reagisce con l’ossigeno formando acido solforico.
Quest’acido attacca il legno, tuttavia è assolutamente innocuo per i visitatori del museo. La
ricerca per una conservazione a lungo termine del Vasa è tutt’ora in corso.
VASA – LA MACCHINA DEL TEMPO
Quando il Vasa si inabissò nelle acque di Stoccolma, il tempo sembrò fermarsi. Quello che è
stato recuperato nel 1961 è un pagina intatta del XVII secolo. Le migliaia di oggetti recuperati
hanno ognuno una storia da raccontare. Tra questi ci sono le ossa degli uomini della
ciurma, così come i loro oggetti personali e l’equipaggiamento di bordo.
Tra la melma e la fanghiglia dei fondali nel porto di Stoccolma, i recuperatori trovarono le sei
vele che non erano spiegate al momento del disastro. Sono le vele superstiti più antiche al
mondo. E prima del trattamento di conservazione, queste vele erano fragili come
ragnatele. La ricerca sui ritrovamenti continua. Tantissimi oggetti particolari sono mostrati nelle
esposizioni del museo, riportando in vita un’era passata con i suoi uomini.
9.2 Criteri di prevedibilità di incidenti Alla fine la Commissione concluse dicendo che per considerare un incidente prevedibile
sarebbe meglio valutare quali siano i parametri secondo i quali può essere stabilito se un
incidente sia prevedibile oppure no.
L’autore suggerisce i seguenti punti.
1. senza dubbio quando il management sia consapevole o potrebbe, in modo ragionevole,
attendersi di aver reso se stesso consapevole che un incidente sia capitato in un’altra
azienda o sia relativo ad un processo similare ai propri, allora la previsione dell’incidente
è chiaramente prevedibile (l’ignoranza non è una scusa)
2. qualora un simile incidente non si sia verificato in passato, se è possibile immaginare
uno scenario plausibile che ci conduca ad esso, allora la previsione dell’incidente era
chiaramente prevedibile
3. qualora si sia verificato un incidente in circostanze simili e nessuno scenario plausibile
riconducibile ad esso può essere scoperto, allora si può concludere dicendo che
l’incidente non era prevedibile
4. qualora si sia verificato un incidente simile, ma anche con il beneficio dell’intuito
esercitato in seguito non sia possibile ipotizzare nessuno scenario plausibile che
potrebbe condurci a quel tipo di incidente, allora la conclusione da prendere è che
l’incidente non era prevedibile.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 112 di 153
9.3 Processi stocastici Processo stocastico Il fenomeno incidentale può presentarsi nei due seguenti modi, tenuto conto che una
fondamentale classificazione dei processi stocastici fa riferimento alla “memoria” (persone,
procedure) del sistema.
Il termine “stocastico” (=congetturale) indica un fenomeno dovuto al caso, aleatorio,
probabilistico, di cui è possibile costruire una statistica descrittiva.
Processo stocastico Markoviano (SENZA MEMORIA) Un processo stocastico è detto markoviano quando la legge di probabilità che governa i
cambiamenti da uno stato ad un altro del sistema in un dato istante, dipende soltanto dallo stato
assunto dal sistema nell’istante precedente e non dal “come” si è arrivati a tale stato.
Processo stocastico non-Markoviano (CON MEMORIA) Un processo stocastico è detto non-markoviano quando la legge di probabilità che governa i
cambiamenti da uno stato ad un altro del sistema in un dato istante, NON dipende dallo stato
assunto dal sistema nell’istante precedente, ma da “come” si è arrivati a tale stato.
Quest’ultimo è il caso più interessante perché in ogni azienda esiste una “memoria” (ad
esempio 50 anni di esperienza); qualsiasi piano di sicurezza verrà sempre ed in ogni caso
influenzato dalla storia passata dell’azienda.
9.4 Impianti intrinsecamente sicuri (Perry) Per molti anni la usuale procedura relativa alla progettazione di un impianto imponeva di
identificare i pericoli utilizzando tecniche sistematiche o attendeva il verificarsi di un incidente;
solo in seguito vennero aggiunti i dispositivi di sicurezza il cui scopo era quello di limitare
l’impatto delle conseguenze dovute agli incidenti ed il danno recato alle persone. I dispositivi di
sicurezza, spesso, sono complessi e costosi e richiedono periodici check ed operazioni di
manutenzione. Per questi motivi essi interferiscono con le normali operazioni di conduzione
dell’impianto e spesso vengono bypassati. L’industria, in modo graduale, ha realizzato che,
dove possibile, gli impianti dovrebbero essere progettati per essere condotti in modo semplice e
dovrebbero reagire ad un possibile errore umano o all’arresto di un dispositivo senza un forte
impatto sulla sicurezza (sull’output o sull’efficienza). Quando dobbiamo maneggiare sostanze
infiammabili, esplosive, tossiche o corrosive, possiamo tollerare soltanto una bassa esposizione
sia per quanto riguarda le persone che i macchinari; dobbiamo ricordare che è praticamente
impossibile o irrealizzabile pensare un’esposizione più lunga a tali sostanze.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 113 di 153
Il modo più efficace di progettare impianto di facile conduzione è quello di evitare, ove possibile,
di avere ingenti scorte di materiali pericolosi sia in lavorazione che stoccati a magazzino.
“Ciò che non c’è, non si può guastare”. Questa frase sembra ovvia, ma fino a che non avvenne
l’esplosione di Flixborough in Inghilterra, nel 1974, venne pensata in senso un po’ più
sistematico come modo per ridurre le scorte. Le industrie progettavano un impianto e
accettavano qualsiasi livello delle scorte indicato a progetto, confidando nella loro capacità di
riuscire a governarlo. Flixborough contribuì a smorzare questa confidenza ed il disastro 10 anni
dopo a Bhopal, in India, cancellò per sempre questo modo di considerare le scorte.
Di solito gli impianti in cui noi evitiamo un rischio, riducendo il livello delle scorte o evitando
reazioni pericolose, sono chiamati intrinsecamente sicuri. Vengono di seguito riportati, con esempi, i principali aspetti da considerare per la progettazione
e la realizzazione di impianti intrinsecamente sicuri.
Intensificazione (Riduzione della quantità di sostanze nocive e pericolose). Questo punto riguarda l’uso di sostanze così poco pericolose che non si corre alcun rischio
anche nel caso in cui dovessero fuoriuscire tutte assieme. Per esempio, a Bhopal, il metil
isocianato (MIC), sostanza che si è dispersa e che ha ucciso migliaia di persone, era un
composto intermedio che era conveniente per quanto riguarda l’utilizzo nel processo di
produzione, ma non essenziale da immagazzinare. In pochi anni molte industrie hanno ridotto i
quantitativi a magazzino di MIC e di altri composti intermedi ritenuti pericolosi.
Vediamo un altro esempio. Una volta della nitroglicerina (NG) venne prodotta in un gruppo di
reattori contenenti circa una tonnellata di materia prima e altre sostanze. Se il reattore avesse
raggiunto una temperatura troppo elevata ci sarebbe stato il rischio di una devastante
esplosione. Nei moderni impianti, la nitroglicerina viene prodotta in piccoli reattori contigui
contenenti circa 1 kg di materia prima. In questo caso la gravità di un’esplosione è stata ridotta
notevolmente, ma non grazie all’aggiunta di dispositivi di sicurezza, che potrebbero guastarsi,
ma ridisegnando il processo. La modifica chiave all’impianto consisteva nel riconfigurare i
dispositivi e venne raggiunta non tanto grazie ad un agitatore più efficiente, (dispositivo
soggetto a guasti), ma evitando l’utilizzo di un reagente (acido), grazie ad un dispositivo simile
ad una stazione di pompaggio per acqua, in grado di aspirare dal contenitore dell’altro reagente
(glicerina).
Se il flusso dell’acido si ferma, anche il flusso di glicerina si ferma non a causa dell’intervento di
un controllore di flusso, che potrebbe guastarsi, ma come inevitabile risultato di una legge fisica.
L’intensificazione è la strada preferita per la progettazione di impianti intrinsecamente sicuri;
inoltre, questi, diventando più piccoli, sono anche meno costosi.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 114 di 153
Per fabbricare nitroglicerina conviene avere piccoli depositi di stoccaggio, quando si ha a che
fare con sostanze potenzialmente pericolose è meglio ridurre il quantitativo dei materiali in
gioco, perché se si riducono i volumi (le pressioni, la temperatura in questo caso solo se il
processo lo consente) si riduce anche il pericolo.
Sostituzione (Nel caso in cui non sia possibile ridurre le quantità, cercare un’alternativa). Se non è possibile l’intensificazione, allora una buona alternativa è quella di utilizzare sostanze
più sicure al posto di quelle pericolose. In questo modo è possibile sostituire solventi
infiammabili, refrigeranti e materiali per lo scambio termico con sostanze poco o per niente
infiammabili (altobollenti), sostanze pericolose con sostanze più sicure o processi che utilizzano
composti o sostanze pericolose allo stato puro con processi che non li utilizzano. Come
esempio di quest’ultimo caso, il prodotto fabbricato a Bhopal era costituito da tre materie prime.
Il metil isocianato è un composto intermedio. È possibile far reagire la stessa materia prima in
un ordine differente in modo tale che venga a formarsi un composto diverso e meno pericoloso.
Attenuazione (Nel caso di inapplicabilità dei due punti precedenti, utilizzare gli stessi materiali in condizioni meno pericolose). Un’altra alternativa all’intensificazione è l’attenuazione ed è da considerare quando si utilizzano
sostanze pericolose in condizioni operative meno gravose. In questo caso grossi quantitativi di
cloro allo stato liquido, ammoniaca e gas di derivazione petrolifera possono essere stoccati
come liquidi refrigerati a pressione atmosferica invece che ad una pressione inferiore, ma
sempre a temperatura ambiente (sarebbe necessario considerare le perdite dovute ai dispositivi
per la refrigerazione, nel senso che è probabile che non sia abbia un effettivo guadagno su
quantitativi inferiori a qualche centinaio di tonnellate).
I coloranti derivati da polveri esplosive devono essere trattati come scarti.
Limitazione degli effetti di guasto (Agire sulla fase di progettazione). La limitazione degli effetti di guasto può essere raggiunta grazie alla fase di progettazione di un
dispositivo o per la modifica delle condizioni di reazione, piuttosto che per l’aggiunta di un
dispositivo di sicurezza. Vediamo alcuni esempi:
• le guarnizioni a spirale spaccata sono più sicure rispetto a quelle in fibra perché nel caso
in cui i dadi si allentino o non siano stati stretti adeguatamente le perdite risultano
inferiori;
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 115 di 153
• i reattori a tubo sono più sicuri rispetto a quelli a recipiente, nel senso che le scorte
utilizzate, di solito, hanno un livello più basso e una perdita può essere fermata con la
chiusura di una valvola;
• i reattori a fase vapore sono più sicuri rispetto a quelli a fase liquida, nel senso che la
grande quantità di flusso che attraversa un foro di una data sezione è minore (questo è
anche un esempio di attenuazione);
• una piccola e profonda area di contenimento attorno ad un serbatoio di
immagazzinamento è più sicura rispetto ad una più grande e poco profonda, nel senso
che il tasso di evaporazione è più basso e l’area nella quale potrebbe scoppiare un
incendio risulta essere più piccola;
• sostanze che devono essere riscaldate come vapore o olio bollente, non dovrebbero
mai trovarsi ad una temperatura superiore rispetto alle pareti dei dispositivi che le
stanno riscaldando perché queste sostanze, surriscaldandosi, sono soggette a innesco
spontaneo o a reazioni incontrollate;
• è possibile evitare l’insorgere di molte reazioni incontrollate cambiando l’ordine delle
operazioni da effettuare, riducendo la temperatura, o intervenendo su altri parametri;
• ridurre la frequenza di operazioni pericolose come prelievi e manutenzione; quale è
l’ottimo bilanciamento fra affidabilità e manutenzione?
La limitazione degli effetti di guasto è un obiettivo da raggiungere con la progettazione;
aggiungendo nuove apparecchiature il numero dei componenti aumenta così come la
probabilità di guasto (complessità elevata).
Semplificazione (Eliminare le operazioni delle applicazioni). Impianti più semplici sono di più facile conduzione rispetto a quelli complessi, poiché procurano
meno opportunità di errore e un numero inferiore di dispositivi possono guastarsi.
Alcune delle ragioni relative alla complessità progettuale di un impianto possono essere:
• la necessità di controllare i rischi; se una delle altre azioni già discusse in precedenza
come l’intensificazione può essere perseguita, sarà necessario aggiungere un numero
minore di dispositivi di sicurezza e gli impianti nel loro complesso risulteranno essere più
semplici;
• un desiderio di flessibilità; impianti a più livelli con numerosi attraversamenti e valvole, in
cui sia possibile utilizzare ciascun dispositivo ad ogni livello, presentano numerosi punti
di perdita ed è facile compiere errori nel set-up delle valvole;
• prodigare una procedura di controllo delle parti di ricambio installate nell’impianto con il
conseguente fermo dello stesso e la sostituzione delle valvole;
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 116 di 153
• continuare a seguire disposizioni o procedure che non sono strettamente necessarie;
• fissare procedure che in caso di guasto siano in grado di identificare i pericoli in ritardo;
arrivati a questo punto è impossibile evitare il pericolo e tutto ciò che può essere fatto è
aggiungere un complesso dispositivo di controllo.
Esempio: computer portatili progettati per i bambini del terzo mondo dal costo di 100$ (35$ per
lo schermo, componenti base + S.O. Linux); funzionano con la rete elettrica ed a batteria, ove
non presente la rete, la batteria può essere caricata con una manovella.
Effetto domino (Ad esempio, nel caso in cui dobbiamo installare una pompa all’aperto che non si deve bagnare dobbiamo prevedere una copertura; se il progettista è alto 1,60m non può progettare la tettoia a 1,70m ma a 2m in modo da permettere l’accesso a chiunque). Gli impianti dovrebbero essere progettati in modo tale che gli incidenti che dovessero capitare
non producano effetti domino. Questo può essere fatto, per esempio, attraverso:
• l’utilizzo di mezzi taglia-fuoco, di circa 15 m di larghezza, tra le sezioni (come succede
nelle foreste) per restringere la propagazione del fuoco;
• l’installazione all’esterno dei dispositivi soggetti a rischio di perdite in modo tale che le
perdite di gas e vapori infiammabili vengano disperse dalla ventilazione naturale. Mentre
all’interno solo alcune centinaia di chilogrammi di tali sostanze sono sufficienti a causare
un’esplosione che può distruggere l’edificio, all’esterno solo alcune centinaia di
tonnellate potrebbero creare seri danni; è accettabile che un dispositivo come un
compressore venga coperto da una tettoia, ma una gabbia in muratura deve essere
evitata (se esiste un rischio di perdita di gas tossici, sarebbe più sicuro posizionare
l’impianto all’interno, tranne nel caso in cui vengano dispersi prima che arrechino danno
all’esterno o interessino altri addetti od altre unità);
• costruire serbatoi di immagazzinamento in modo tale che la saldatura della parete di
copertura si romperà prima della saldatura della parete di base, prevenendo quindi la
fuoriuscita del contenuto; in generale, i progettisti dei dispositivi dovrebbero considerare
il modo con cui più facilmente potrebbe verificarsi la perdita e, quando possibile,
localizzare o progettare i dispositivi in modo da minimizzare le conseguenze.
Si deve accettare il pericolo per quello che è; si deve confinare il rischio legato ad un particolare
pericolo nei confronti dei sistemi adiacenti.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 117 di 153
Evitare assemblaggi scorretti Gli impianti dovrebbero essere progettati in modo che sia difficile o addirittura impossibile
effettuare assemblaggi o installazioni in modo scorretto. Per esempio, le valvole di un
compressore dovrebbero essere progettate in modo tale che quelle di ingresso non possano
essere scambiate con quelle di uscita.
Come si presenta un dispositivo (Accessibilità e visibilità di un dispositivo). Deve essere possibile verificare semplicemente con un’occhiata se un dispositivo è stato
installato in modo corretto oppure no o se una valvola si trova nella posizione di aperto o
chiuso. Per esempio:
• le valvole di controllo dovrebbero essere contraddistinte in modo tale che si renda
evidente un’installazione scorretta; non dovrebbe essere necessario cercare una freccia
sbiadita difficilmente visibile sotto lo sporco;
• le valvole a saracinesca ad asse crescente sono preferibili rispetto a quelle ad asse non
crescente, per il fatto che è semplice verificare se esse sono aperte o chiuse. Le valvole
a sfera sono preferibili se le maniglie non possono essere spostate nella posizione
scorretta;
• le placche a forma di otto (placche ad occhiale) sono preferibili rispetto a quelle ad
innesto (placche ad innesto) poiché la loro posizione è nota semplicemente con uno
sguardo; nel caso in cui vengono usate placche ad innesto, la loro linguetta di
protezione dovrebbe essere prontamente visibile anche nel caso in cui la linea sia
isolata; le placche a forma di otto risultano più semplici da installare rispetto a quelle ad
innesto se la tubzione è rigida ed inoltre sono sempre disponibili sul posto; non è
necessario cercarle come succede per le placche ad innesto.
Tolleranza (I dispositivi devono essere robusti e resistenti agli urti). Se possibile, i dispositivi devono tollerare una cattiva installazione o operazione senza
risentirne. Gli anelli di espansione nella tubazioni risentono meno di una cattiva installazione di
quanto lo siano quelli a “soffietto”. I condotti fissi o i bracci articolati, se è necessaria la
flessibilità, sono preferibili rispetto a quelli flessibili in gomma. Per la maggior parte delle
applicazioni sono da preferire condutture in metallo rispetto a condutture in vetro o plastica.
I raccordi imbullonati sono preferibili rispetto agli accoppiamenti a rilascio veloce. I primi sono di
solito smontati da installatori muniti di permesso di lavoro. Una persona prepara l’attrezzatura
necessaria mentre un’altra esegue le operazioni di allentamento; l’intento del permesso di
lavoro vuole essere quello di offrire un pretesto per controllare che siano state prese tutte le
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 118 di 153
corrette precauzioni. Inoltre, se i raccordi vengono allentati in modo corretto, qualsiasi pressione
residua è immediatamente visibile ed è possibile effettuare le operazioni di serraggio sul
raccordo o fare in modo che la pressione venga scaricata. Molti incidenti sono accaduti perché
gli operatori hanno aperto un dispositivo che era sotto pressione, senza considerare i pericoli,
ed usando accoppiamenti a rilascio veloce. Comunque, esistono progetti di accoppiamenti a
rilascio veloce che danno all’operatore una seconda opportunità.
Nei casi in cui sia possibile è conveniente che un dispositivo non risenta di una scarsa cura
nell’installazione o in operazioni senza guasto.
Ad esempio anche se un cellulare cade a terra, ci si aspetta, a parte qualche danno
(ammaccatura, rottura display), che continui a funzionare.
Basso tasso di perdita Nel caso in cui dispositivi di facile utilizzo perdano, essi devono avere un rateo di perdita basso
e facile da fermare o regolare. Gli esempi già menzionati sono relativi a guarnizioni a spirale
spezzata, reattori tubolari ed a reattori a fase vapore.
Se un dispositivo perde, è meglio che perda ad una bassa portata in modo che sia possibile
intervenire senza danno.
Facilità di controllo I processi con una risposta piatta sono sicuramente da preferire rispetto a quelli con una
risposta repentina. I processi in cui un incremento della temperatura fa diminuire il tasso di
reazione sono da preferire rispetto a quelli con un coefficiente positivo di temperatura, ma
questo è difficilmente ottenibile nell’industria chimica. Comunque, esistono pochi esempi di
processi in cui un incremento della temperatura riduce il tasso di reazione. Per esempio, nella
produzione di perossidi, l’acqua viene rimossa grazie all’utilizzo di un agente disidratante. Se
viene usato come agente il solfato di magnesio, un incremento della temperatura provoca il
rilascio di acqua da parte dell’agente, diluendo i reagenti e fermando la reazione.
Evitare istruzioni operative non leggibili.
Software Rispetto ad altri sistemi, in alcuni sistemi elettronici programmabili (PES) gli errori sono molto
più semplici da rilevare e correggere. Si utilizza il termine software, nel senso più ampio del
termine, per racchiudere tutte le procedure, distinte dall’hardware o dai dispositivi; alcuni
software sono utilizzabili in modo più semplice rispetto ad altri. La formazione richiesta e le
istruzioni da conoscere sono ovviamente esempi di questo aspetto. Come altro esempio, se

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 119 di 153
vengono messi a magazzino tanti tipi diversi di guarnizioni, bulloni e chiavette, prima o poi verrà
istallato il tipo sbagliato. È sicuramente la cosa migliore da fare e più economica nel lungo
periodo, ridurre al minimo la quantità stoccata, anche se risulta che i tipi più costosi, che sono
strettamente necessari, vengono usati per alcune applicazioni.
Propri dei sistemi elettronici programmabili.
Progettare gli impianti pensando a chi ci dovrà lavorare (Non esiste il “rischio zero”, ma si deve tenere conto della sicurezza intrinseca). Le seguenti azioni sono necessarie per la progettazione di impianti intrinsecamente sicuri e di
più facile conduzione:
1. i progettisti devono rendersi conto che esiste uno scopo per migliorare la facilità di
conduzione degli impianti che essi progettano;
2. per ottenere molti dei cambiamenti suggeriti in precedenza è necessario eseguire esami
più critici e considerazioni sistematiche delle alternative durante i primi stadi del progetto
che sono comuni a diverse aziende. Vengono suggeriti due studi: uno durante la fase di
analisi concettuale o di fattibilità quando vengono scelti i processi, e un altro durante lo
stadio di avanzamento. Per il secondo, le usuali questioni sollevate dall’applicazione del
metodo HazOp verranno utilizzate con una differenza. In un HazOp normale su una
linea del diagramma, se, per esempio, viene discusso il punto “temperatura più elevata”,
viene assunto che questo è un fattore indesiderato e devono essere considerati i modi
per prevenire che questa condizione si verifichi. In un HazOp di tipo a diagramma di
flusso, ci si dovrebbe chiedere se sia migliorabile la condizione “temperatura più
elevata”. Per quanto concerne lo studio concettuale, è necessario porsi domande
differenti.
3. Molte società sosterranno di valutare considerazioni alternative durante i primi stadi di
progettazione dell’impianto. In ogni caso quello che in molte società manca è una
procedura di tipo HazOp formale, sistematica e strutturata.
Per ottenere i più dettagliati miglioramenti qui suggeriti, potrebbe essere necessario
aggiungere alcune questioni come quelle sollevate durante un HazOp normale. Per
esempio, quali tipi di valvole, guarnizioni e via dicendo, saranno utilizzati?
9.5 Cedimenti ed energia di pressione È importante ricordare come viene suddivisa l’energia dovuta
alla pressione
• 30% onde d’urto (blast, apertura del recipiente)
• 40% energia cinetica dei frammenti

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 120 di 153
• 30% altri fenomeni dissipativi (urti dei frammenti)
da questi dati possiamo ricavare l’energia di pressione all’origine come 4.0sgm
.
È possibile trovare delle formule che legano tra loro i parametri termodinamici relativi alla
pressione.
Possibili effetti di danno.
2 kpa rottura 50% dei vetri
7 kpa danni a murature e serbatoio (possibilità di ribaltare un vagone ferroviario)
energia di pressione = pressione x volume = pV
l’energia cinetica è legata alla massa = 2
21 mv
eguagliando le due equazioni otteniamo
Ricordiamo che anche il frammento più piccolo può essere dotato di una grande velocità.
9.6 Probit (“probabilit unit“) È un modo veloce per formulare considerazioni sulla sicurezza di processo utilizzando la
funzione bay ln+= (unità di misura della probabilità logaritmica); a è l’intercetta all’origine,
b è una misura dell’intensità del fattore causativo che colpisce una zona o risorsa, y è una
misura in percentuale della risorsa che sostiene l’infortunio o il danno.
9.7 Statistica applicata A Roger, studente universitario e membro della funzione sicurezza di una grossa azienda
manifatturiera, viene assegnato il compito di studiare l’ergonomia. Egli partecipa regolarmente
alle riunioni del comitato di sicurezza composto dal direttore, un caporeparto, un rappresentante
mpVv
mvpV
221 2
=
=

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 121 di 153
dei sindacati (RLS) ed un rappresentante degli operai. Il comitato è in apprensione per l’elevato
numero di incidenti con infortunio alla schiena e vorrebbe dotare ogni lavoratore di cinture di
supporto lombale (simili ad un corsetto), ma Roger esita perché sostiene di aver letto che
l’effettiva efficacia di queste cinture deve essere ancora provata, ma accetta perché non vuole
dare l’idea al RLS di non tenere alla salute dei lavoratori. Ottenendo il consenso di tutti, egli
suggerisce di effettuare una procedura di sperimentazione con il proposito di:
• determinare nell’anno quali siano i gruppi di persone a rischio di infortunio alla schiena
• contare all’interno di ogni gruppo il numero di fatti accaduti
• dotare ogni persona appartenente ai gruppi selezionati di cinture lombali e della
necessaria istruzione per il loro corretto utilizzo per tutto l’anno 1995
• contare gli eventi accaduti nell’anno 1996 e confrontarli con quelli passati.
Vengono evidenziate 2 categorie a rischio: gli operatori delle piattaforme di carico e gli autisti.
Nella seguente tabella sono riportati i dati relativi agli infortuni accaduti durante i periodi presi in
considerazione.
Addetti piatta-forme di carico
Autisti TOTALE
1995 9 6 15
1996 5 7 12
TOTALE 14 13 27
Nella seguente tabella sono riportati i dati relativi alle ore lavorate degli operatori dei gruppi
presi in considerazione.
Addetti piattaforme di carico Autisti TOTALE
ORDINARIE STRAORDINARIE ORDINARIE STRAORDINARIE
1995 60.000 20.000 120.000 -- 200.000
1996 60.000 -- 130.000 -- 190.000

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 122 di 153
Ipotizzando 2.000 quale il numero di ore lavorate per ogni addetto in un anno, Roger ha trovato
che per l’anno 1995 abbiamo 100000.2000.200
= persone coinvolte in un anno, mentre per l’anno
1996 le persone coinvolte sono 95000.2000.190
= .
Ripartendo le persone infortunate da quelle non infortunate per i 2 anni presi in considerazione
otteniamo la seguente tabella.
INFORTUNATI NON
INFORTUNATI TOTALE
1995 15 (A) 85 (B) 100 (A+B)
1996 12 (C) 83 (D) 95 (C+D)
TOTALE 27 (A+C) 168 (B+D) 195 (N)
A x D = 15 x 83 = 1.245
B x C = 85 x 12 = 1.020
Effettuando i calcoli otteniamo.
( ) ( ) ( ) ( )
( )
074.00735628.0000.092.43
75,968.169.3000.092.43
5.97225195168*27*95*100
2195020.1245.1195
2
2
2
2
≈=
=
−=
−−
=
++++
−−
=DBCADCBA
NBCADN
9.8 Distribuzione multinomiale
Abbiamo 4 categorie indipendenti, ovvero può succedere 1 ed 1 solo degli eventi considerati
(eventi mutuamente esclusivi).
Ipotizziamo di sapere che in un certo periodo i casi di incidente successi in un’azienda possano
essere enumerati secondo il seguente triangolo di Heinrich.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 123 di 153
Ora, dal triangolo di Heinrich ci spostiamo ad una stima di probabilità che gli infortuni si
riducano, per un periodo di riferimento identico al precedente (ad esempio 1.000 settimane),
secondo il seguente schema.
Dobbiamo passare da un indicatore di prestazione di sicurezza statico ad uno simile, ma
proiettato nel tempo. Dobbiamo quindi calcolare la probabilità
( ) ∏÷=
=nj
rj
jj
jPrn
rP1 !
!
che è un caso generale della distribuzione multinomiale, dove n è il numero di esposizioni totale
ed r è il numero di esposizioni per ogni categoria.
Domande.
1) Qual è la probabilità di uno specifico mix di categorie?
2) Qual è la probabilità di accadimento di qualsiasi tipo di incidente?
3) Qual è la probabilità che non si verifichi nessun incidente?
P1 = probabilità che una persona muoia vale 003.0000.13
=
P2 = probabilità che una persona subisca un’invalidità permanente parziale vale
006.0000.16
=
P3 = probabilità che una persona subisca un’invalidità temporale parziale vale
012.0000.112
= .
P che non si verifichino incidenti = P4 = 1 – (P1 + P2 + P3) = 1 – (0.03 + 0.06 + 0.12) = 0.979.
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 124 di 153
Calcoliamo il valore mancante nel triangolo di Heinrich come 300 – (1 + 2 + 4) = 293.
Applichiamo la formula della multinomiale.
P(1, 2, 4, 293)= ( ) ( ) ( ) ( ) 023422621.0979.0012.0006.0003.0!293!*4!*2!*1
!300 293421 =
pari al 2.34%.
Note.
a) Alcuni dati non sono realistici perché risulta piccolo il numero di campioni a disposizione;
le statistiche funzionano bene se applicate a campioni di numerosità elevata.
b) Il “regolo”, che segue la distribuzione di Poisson, come la binomiale, possiede una
caratteristica di dicotomia, ovvero segue due regole:
• intervallo di tempo
• caratteristica della distribuzione.
c) In quasi tutte le distribuzioni non si deve predire nulla da un numero di esposizioni future
superiori alla storia sulla cui base è stata calcolata la probabilità a posteriori.
d) Il periodo di riferimento per la previsione futura deve avere una durata inferiore rispetto a
quella della storia passata sulla cui base sono stati calcolati i valori della distribuzione di
Poisson.
e) Questa regola vale anche per la distribuzione T di Student dove è importante avere
campioni significativi.
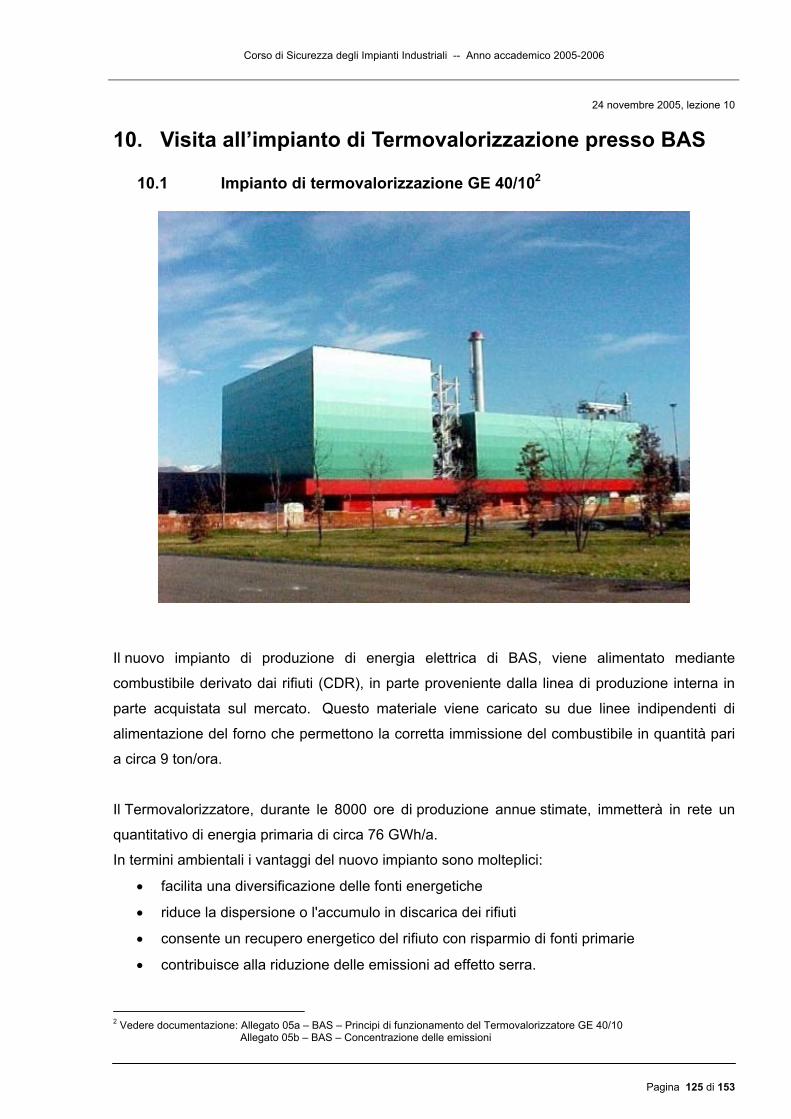
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 125 di 153
24 novembre 2005, lezione 10
10. Visita all’impianto di Termovalorizzazione presso BAS
10.1 Impianto di termovalorizzazione GE 40/102
Il nuovo impianto di produzione di energia elettrica di BAS, viene alimentato mediante
combustibile derivato dai rifiuti (CDR), in parte proveniente dalla linea di produzione interna in
parte acquistata sul mercato. Questo materiale viene caricato su due linee indipendenti di
alimentazione del forno che permettono la corretta immissione del combustibile in quantità pari
a circa 9 ton/ora.
Il Termovalorizzatore, durante le 8000 ore di produzione annue stimate, immetterà in rete un
quantitativo di energia primaria di circa 76 GWh/a.
In termini ambientali i vantaggi del nuovo impianto sono molteplici:
• facilita una diversificazione delle fonti energetiche
• riduce la dispersione o l'accumulo in discarica dei rifiuti
• consente un recupero energetico del rifiuto con risparmio di fonti primarie
• contribuisce alla riduzione delle emissioni ad effetto serra.
2 Vedere documentazione: Allegato 05a – BAS – Principi di funzionamento del Termovalorizzatore GE 40/10 Allegato 05b – BAS – Concentrazione delle emissioni
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 126 di 153
10.2 Smaltimento rifiuti
Per BAS la salvaguardia dell'ambiente è un impegno prioritario e con questo spirito vengono
gestite presso gli impianti del Polo Tecnologico le fasi di trattamento e la valorizzazione dei
rifiuti provenienti da un bacino includente Bergamo e altri Comuni dell'ambito provinciale.
BAS gestisce un impianto di stoccaggio dei materiali da raccolta differenziata in supporto alle
attività di logistica che portano ogni specifica frazione ad essere indirizzata verso centri
specializzati di recupero e smaltimento.
BAS è dotata anche di un impianto, con potenzialità fino a circa 60.000 tonnellate/anno, per il
pre-trattamento dei rifiuti per il successivo utilizzo come CDR, mediante un processo di
essiccamento naturale accelerato che riduce la componente putrescibile del rifiuto.
In sostituzione dell'attuale impianto di incenerimento, BAS ha in fase di realizzazione un nuovo
impianto di termovalorizzazione dei rifiuti, progettato per bruciare circa 9 tonnellate/ora di CDR
(Combustibile Derivato da Rifiuti), e per produrre energia elettrica e calore.
10.3 Emissioni sotto controllo
La via preferenziale di produzione di energia, a tutti i livelli di necessità, dai trasporti alle grandi
centrali di produzione di elettricità, sfrutta il processo di combustione che inevitabilmente
immette residui in atmosfera. Tali residui derivano pertanto sia da grandi impianti industriali sia
da una grande varietà e numerosità di sorgenti di natura diversa quali i veicoli a motore, gli
impianti di riscaldamento domestico.
Poiché queste ultime spesso sfuggono ai controlli istituzionali risulta indispensabile applicare
criteri di realizzazione e procedure di controllo particolarmente evolute ai grandi impianti
industriali (industria metallurgica, ceramica, cementiera, centrali a combustibile fossile). Proprio
per questa ragione impianti come il GE 40/10 realizzato dalla BAS sono progettati e gestiti per
garantire bassi livelli di emissione in modo da non accentuare le immissioni gia presenti a livello
locale.
Ciò è ottenuto grazie alle tecnologie impiegate per la combustione e per il trattamento dei fumi,
ed è garantito dal continuo processo di analisi e controllo eseguito dal sistema di monitoraggio.
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 127 di 153
10.4 Impianto di bioessiccazione
L'impianto è stato concepito per la valorizzazione del rifiuto solido urbano proveniente dalle
località nelle quali non è ancora attiva la raccolta differenziata o della parte di rifiuto residuo
della raccolta differenziata stessa. Il sistema si basa su un semplice trattamento aerobico del
rifiuto che produce un incremento della temperatura ed un conseguente essiccamento dei rifiuti.
La lavorazione del rifiuto avviene in ambiente chiuso e collegato con l'esterno con biofiltri in
modo da ridurre al minimo l'impatto ambientale derivante da alcuni effetti collaterali del
trattamento quali gli odori. Il materiale ricavato dal processo di bioessiccazione, inodore e
igienizzato, può essere successivamente inviato in discarica a bassissimo impatto ambientale
o, in alternativa, essere trasformato, per mezzo di lavorazioni meccaniche, in combustibile di
recupero (CDR), secondo le norme tecniche stabilite con Decreto Ministeriale del 5 febbraio
1998.
10.5 Impianto di stoccaggio
L'impianto è stato realizzato per ricevere le frazioni separate dei rifiuti raccolti nella città di
Bergamo e nei diversi paesi serviti, nonché conferiti da diverse attività produttive.
Raggiunta la quantità per il carico ottimale, questi rifiuti vengono destinati ad impianti di
recupero per il loro riutilizzo quali materie prime (o secondarie); per la maggioranza dei materiali
i destinatari di BAS fanno parte del CONAI per le filiere attualmente esistenti.
BAS provvede, inoltre, alla riduzione volumetrica di alcune tipologie di rifiuti per le quali questa
lavorazione è economicamente conveniente. Attualmente vengono pressate carta, cartone e
imballaggi in plastica.
Tipologie di rifiuti per cui è utilizzato l'impianto di stoccaggio:
Accumulatori esausti
Alluminio
Batterie e Pile
Carboni attivi esausti
Carta e cartone
Cartucce esauste di toner
Componenti elettronici
Filtri imbevuti di olio
Gomme e pneumatici
Lampade e tubi catodici
Legno
Materiale ferroso
Medicinali scaduti
Oli animali e vegetali
Oli minerali e/o sintetici
Plastica
Prodotti etichettati "T" e/o "F"
Rifiuti ingombranti
Rifiuti vegetali
Stracci e cascame
Vetro
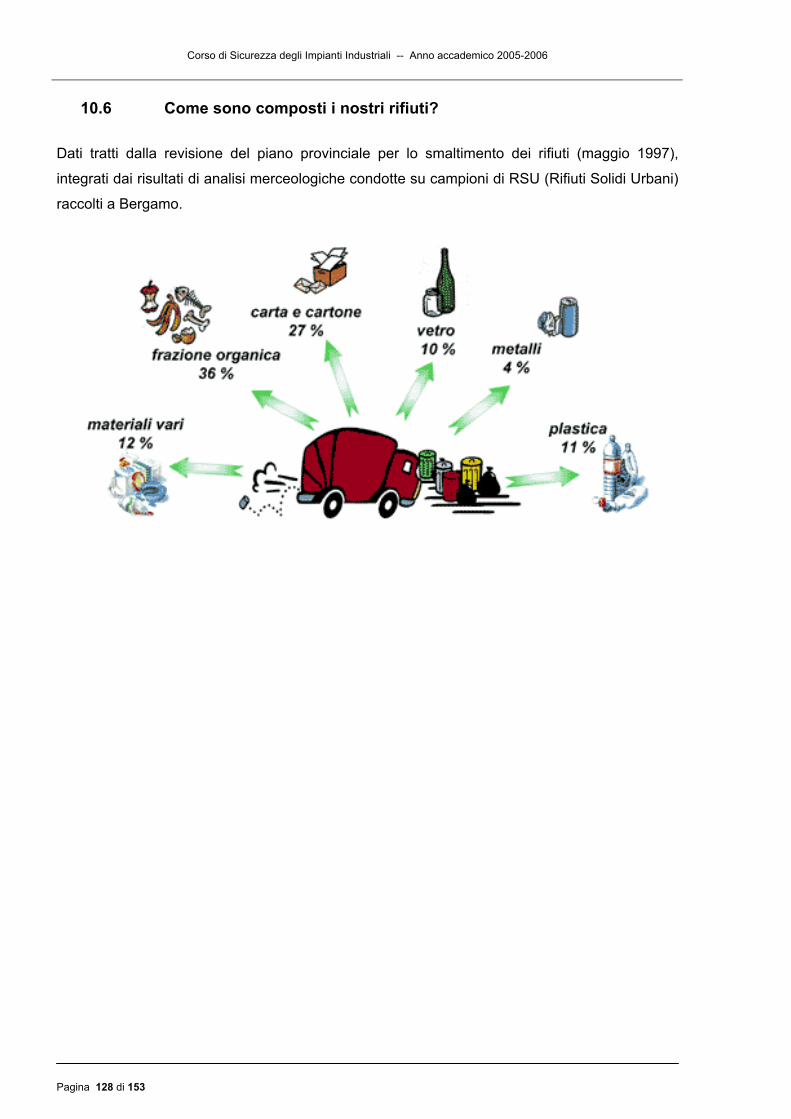
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 128 di 153
10.6 Come sono composti i nostri rifiuti?
Dati tratti dalla revisione del piano provinciale per lo smaltimento dei rifiuti (maggio 1997),
integrati dai risultati di analisi merceologiche condotte su campioni di RSU (Rifiuti Solidi Urbani)
raccolti a Bergamo.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 129 di 153
15 dicembre 2005, lezione 11
11. Statistica applicata ai SGS
11.1 Metodi non parametrici
Secondo questa metodologia i numeri vengono utilizzati in modo semplificato.
Spearman è stato l’ideatore del test “Rank & Order” (ordinamento che segue una certa
sequenza).
Vediamo un esempio.
Bob, direttore della sicurezza di una certa azienda, riunisce tutti i capireparto con più
esperienza dicendo loro di avere la soluzione dei problemi legati al Sistema di gestione della
Sicurezza: “maggiore è il numero di anni di esperienza e minore sarà il numero di infortuni
subito”.
Egli utilizza i seguenti dati:
• campione = 10 persone che seguono differenti attività
• numero di infortuni ogni 100.000 ore lavorate per ogni reparto di appartenenza.
Tab 1.1 – Dati relativi agli operatori
CAPOREPARTO N° anni di esperienza N° infortuni registrati nell’ambito di 100.000 lavorate
LISA 1 9
HARRY 3 7
JOHN 3 6
RAMON 6 4
SAM 7 3
KEVIN 8 2
MIKE 11 0
JIM 5 1
RUDY 2 5
CHARLIE 4 8
In questa prima tabella vengono riportati i nomi degli operatori, il numero dei loro anni di
esperienza lavorativa ed il totale degli infortuni registrati nell’ambito di 100.000 ore lavorate.
Nella tabella seguente, i dati vengono riordinati in modo ordinale crescente a seconda del
numero di anni di esperienza (variabile X) e del numero di infortuni (variabile Y); vengono
riportati anche lo scarto semplice (X – Y) e lo scarto quadratico medio (X – Y)2.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 130 di 153
Tab 1.2 – Dati relativi agli operatori ordinati per anni di esperienza e per numero di infortuni
CAPOREPARTO X Y (X – Y) (X – Y)2
MIKE 1 1 0 0
KEVIN 2 3 - 1 1
SAM 3 4 - 1 1
RAMON 4 5 - 1 1
JIM 5 2 + 3 9
CHARLIE 6 9 - 3 9
JOHN 7.5 7 + 0.5 0.25
HARRY 7.5 8 - 0.5 0.25
RUDY 9 6 + 3 9
LISA 10 10 0 0
SOMMA
(X – Y)2 30.5
La formula relativa al metodo “Rank & Order” è la seguente:
( )( )( )
( )( )
815.0
185.01
1100105.306
1
16
1 2
2
=
−=
−−=
−
−−= ∑
NNYX
ρ
Nella formula di “Rank & Order” il numero 6 presente al numeratore è un fattore di forma
costante, mentre la variabile N presente al denominatore rappresenta il numero di righe
presenti nella nostra tabella di partenza.
Dal momento che il valore calcolato risulta essere maggiore di quello tabulato, la correlazione
è significativa; questo ci dice che NON è sempre vero che maggiore è il numero di anni di
esperienza di un individuo tanto migliore sarà la sua prestazione di sicurezza.
È importante ricordare che le estrapolazioni generalizzanti non sono universalmente valide, ma
hanno significato solo per il campione scelto.
5 % 1 %
5 1.000 - -
6 0.886 1.000
7 0.786 0.929
8 0.738 0.881
9 0.683 0.833
10 0.648 0.794 12 0.591 0.777
14 0.544 0.714
16 0.506 0.665
18 0.475 0.625

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 131 di 153
11.2 Tecnica di Kruskal Wallis
Il professor Enstrom è un membro della Facoltà del dipartimento di sicurezza di una università
locale. Egli tiene un identico corso inerente i Principi di Controllo dei Pericoli sia a studenti
laureandi che a studenti laureati che hanno già maturato un’esperienza industriale. Egli ritiene
che NON vi sia differenza tra laureati e laureandi ed a questo proposito decide di presentare
alle due classi un questionario composto da 100 domande aventi valutazione pari ad 1 per ogni
domanda corretta e 0 per ogni domanda errata, assegnando così un punteggio variabile tra 0 e
100 per ogni questionario. Le due classi non sono omogenee. Infatti la classe dai laureati [C =
Certificate] è composta da 10 allievi, mentre quella dei laureandi [U = Undergraduate] è
composta da 9 allievi.
Il punteggio del questionario relativo alle due classi è riassunto dalla tabella 1.1.
Nella tabella 1.2 sono state raggruppate le
due classi per ordine decrescente di voto.
Ad ogni voto, a partire dal più alto, viene
assegnato un valore decrescente indicante
la posizione di classifica mediata per valori
identici di punteggio ottenuto. Viene anche
riportato il gruppo di appartenenza che
ha ottenuto quel punteggio.
Il passo successivo è quello di suddividere nuovamente le due classi (tabelle 1.3 e 1.4)
effettuando la somma delle posizioni (RANK) ottenute per ciascuna classe.
CERTIFICATE UNDERGRADUATE
89 85
85 72
86 79 92 85 90 90 84 76 81 83 70 71 93 69
94 - -
VOTO RANK GROUP
94 19 C
93 18 C
92 17 C 90 15.5 C 90 15.5 U 89 14 C 86 13 C 85 11 C 85 11 U 85 11 U 84 9 C 83 8 U 81 7 C 79 6 U 76 5 U 72 4 U 71 3 U 70 2 C
69 1 U
Tabella. 1.1 Tabella. 1.2

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 132 di 153
A questo punto si effettua
un TEST H per l’analisi di
varianza unidirezionale e si
confronta il risultato ottenuto
con le tabelle della distribu-
zione 2χ .
La variabile N indica l’affolla-
mento del campione.
Il calcolo risulta il seguente.
( ) ( )
( ) ( )
( )
19.5
6028.2037*032.0
119395.65
105.125
1191912
13...1
12
22
2
22
1
2
=
−=
+−
+
+=
+−
++
+= ∑ N
nR
nR
NNH i
Dal momento che abbiamo delle ripetizioni (nel nostro esempio abbiamo il voto 90 ripetuto 2
volte ed il voto 85 ripetuto 3 volte), è necessario correggere il valore H calcolato, procedendo
nel modo seguente.
In totale abbiamo 2 gruppi, quindi i gradi di libertà sono
pari a 2. Dalle tabelle della distribuzione 2χ troviamo un
valore pari a 0.384. A questo punto abbiamo che
HC>HTAB, quindi possiamo concludere dicendo che esiste
differenza tra laureati e laureandi e che se vogliamo
valutare il problema è necessario ricorrere ad altri test.
CERTIFICATE
VOTO RANK
94 19
93 18
92 17 90 15.5 89 14 86 13 85 11 84 9 81 7 70 2
SOMMA RANK R1 = 125.5
UNDERGRADUATE
VOTO RANK
90 15.5
85 11
85 11 83 8 79 6 76 5 72 4 71 3 69 1 - - - -
SOMMA RANK R2 = 64.5
Tabella. 1.4 Tabella. 1.3
( ) ( )[ ]
( ) ( )
21.51919
22331
19.5
1
3
33
32
321
31
=−
−+−−
=
−−+−
−=
∑NN
ttttHHC

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 133 di 153
Analizziamo un altro esempio.
Abbiamo un gruppo formato da 3 autisti che devono effettuare per 5 volte un percorso obbligato
ad una velocità costante pari a 20 miglia orarie su di una pista sulla quale sono stati posizionati
a terra dei coni di plastica. Dei 3 autisti solo il primo viene fatto bere 15 minuti prima di svolgere
la prova. Sosteniamo che bere prima di effettuare la prova non altera il risultato della stessa.
In tabella 1.1 sono riassunti gli errori di guida dei 3 autisti relativi ad ognuna delle 5 prove.
Nella tabella 1.2 è stato raggruppato in
ordine decrescente il numero di errori di
guida relativo a tutte le 5 prove effettuate
da ciascun autista.
Ad ogni totale di errori per singola prova,
a partire dal più alto, viene assegnato un
valore decrescente indicante la posizione
di classifica mediata per valori identici
di numero di errori per singola prova.
Viene anche riportato l’autista che ha ottenuto quel risultato.
Il passo successivo è quello di suddividere nuovamente la situazione relativa ai 3 autisti (tabelle
1.3, 1.4 e 1.5) effettuando la somma delle posizioni (RANK) ottenute da ognuno.
AUTISTA 1 (ha bevuto) AUTISTA 2 AUTISTA 3
6 2 1
8 0 3
7 3 3 5 4 3 9 5 2
SCORE RANK GROUP
9 15 1
8 14 1
7 13 1 6 12 1 5 11 1 4 10 2 3 7 2 3 7 2 3 7 3 3 7 3 3 7 3 2 3.5 2 2 3.5 3 1 2 3 0 1 2
AUTISTA 1
VOTO RANK
9 15
8 14
7 13 6 12 5 11
SOMMA RANK R1 = 65
AUTISTA 2
VOTO RANK
4 10
3 7
3 7 2 3.5 0 1
SOMMA RANK R2 = 28.5
AUTISTA 3
VOTO RANK
3 7
3 7
3 7 2 3.5 1 2
SOMMA RANK R3 = 26.5
Tabella. 1.1 Tabella. 1.2
Tabella. 1.4 Tabella. 1.3 Tabella. 1.5

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 134 di 153
A questo punto si effettua un TEST H per l’analisi di varianza unidirezionale e si confronta il
risultato ottenuto con le tabelle della distribuzione 2χ .
La variabile N indica l’affollamento del campione (N = 5 + 5 + 5 = 15 numero totale di prove
effettuate). Il calcolo risulta il seguente.
( ) ( )
( ) ( )
( )
395.9
489.1147*05.0
115355.26
55.28
565
1151512
13...1
12
222
2
22
1
2
=
−=
+−
++
+=
+−
++
+= ∑ N
nR
nR
NNH i
Dal momento che anche in questo caso abbiamo delle ripetizioni (nel nostro esempio abbiamo
che per 5 volte il numero degli errori di guida è risultato uguale a 3 e per 2 volte è risultato
uguale a 2), è necessario correggere il valore H calcolato, procedendo nel modo seguente.
In totale abbiamo 3 autisti, quindi i gradi di libertà sono
pari a 3. Dalle tabelle della distribuzione 2χ , con
confidenza pari al 2,5%, troviamo un valore pari a 5.99.
A questo punto abbiamo che HC>HTAB, quindi possiamo
concludere dicendo che esiste differenza tra la guida
di chi ha bevuto rispetto a chi guida sobrio.
11.3 Prensilità manuale (T di Student modificata)
Vogliamo sottoporre un gruppo formato da 8 donne robuste e 9
uomini piccoli, scelti a caso, ad una prova di prensilità manuale
per verificare se esiste una differenza tra le due categorie.
Per noi esiste differenza tra i due gruppi.
In tabella 1.1 sono riportati i valori dell’esperimento per le due
categorie con i rispettivi totali.
A questo punto calcoliamo la media per i due gruppi:
uomini 61.88 libbre
donne 89.5 libbre
UOMINI DONNE
61 92
68 91
59 88 55 90 62 86 60 93 65 87 66 89 61 - -
557 716
( ) ( )[ ]
( ) ( )
761.91515
22551
395.9
1
3
33
32
321
31
=−
−+−−
=
−
−+−−
=∑
NNtttt
HHC
Tabella. 1.1

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 135 di 153
1° PASSO calcoliamo la deviazione standard per i due gruppi 22
xnx
−∑
UOMINI 87.388.619
34597 2 =− DONNE 29.25.898
64124 2 =−
2° PASSO calcoliamo ( ) ( )
+
−++
2121
222
211 11
2 NNNNSDNSDN
che risulta essere pari a
( ) ( )67.1
81
91
28929.2887.39 22
=
+
−+
+=SE
3° PASSO calcoliamo SEXX
t 21 −= che risulta essere pari a
54.1667.1
5.8988.61=
−=t
I gradi di libertà sono 15 [(N1-1) + (N2 – 1) = (9 – 1) + (8 – 1)].
Dalle tabelle della distribuzione 2χ , con confidenza pari al 5%, troviamo un valore pari a 2.131.
A questo punto abbiamo che il valore calcolato è maggiore di quello tabulato, quindi possiamo
concludere dicendo che NON esiste differenza tra i due gruppi.
NOTA.
È importante ricordare che la procedura di collaudo dei due gruppi deve appartenere allo stesso
arco temporale e che la scelta dei componenti dei due gruppi deve avvenire in modo del tutto
casuale.
Vediamo un altro esempio.
Due direttori delle funzione sicurezza di aziende che operano in settori simili vogliono
confrontare gli indici di frequenza di accadimento degli infortuni.
I dati relativi alle
due aziende sono
riportati in tabella.
AZIENDA A AZIENDA B Numero infortuni ad invalidità temporanea
parziale [H] 22 25
N° ore lavorate nel periodo considerato [A] 92.500 95.750
Periodo considerato 1.000.000 200.000

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 136 di 153
Calcoliamo la funzione basale che ci permette di confrontare gli indici di frequenza.
AZIENDA A 500.92
22
1
1 =HA
AZIENDA B 750.95
25
2
2 =HA
319.0
750.951
500.921
750.95500.9225221
750.95500.922522
750.9525
500.9222
1112121
21
21
21
2
2
1
1
=
+
++
−
+−
−=
+
++
−
++
−=
HHHHAA
HHAA
HA
HA
Abbiamo due aziende quindi 1 grado di libertà [ gdl = (2-1)]; se il valore calcolato è inferiore a
quello tabulato accettiamo H0.
Dalle tabelle troviamo che per 1% di confidenza il valore è 2,58, mentre per 5% di confidenza il
valore è 1.96.
11.4 Indici di frequenza
Delle due aziende di trasporti, la ACME e la SMITH, andiamo a considerare sul totale degli
autisti quanti hanno ricevuto una contravvenzione e quanti no.
Dai dati raggruppati secondo la tabella 1.2 andiamo ad effettuare le seguenti operazioni:
A + B = 183 C + D = 98 A + C = 235 B + D = 46
A * D = 3498 B * C = 1824 N = totale autisti = 281
ACME SMITH N° totale autisti 183 98
N° autisti multati 24 22
N° autisti NON multati 159 176
Nome azienda NON multati multati ACME 159 (A) 24 (B)
SMITH 76 (C) 22 (D)
Tabella. 1.1 Tabella. 1.2

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 137 di 153
Effettuiamo il seguente calcolo.
( ) ( ) ( ) ( )
41.3
46*235*98*1832
28118243498281
2
2
2
2
=
−−
=
++++
−−
=DBCADCBA
NBCADNXC
Il valore tabulato con una confidenza del 5% vale 3.84; quindi dal momento che il valore
calcolato è inferiore rispetto a quello tabulato possiamo affermare che non c’è differenza tra le
due aziende.
11.5 Distribuzioni al 50%
Consideriamo il problema della scelta di
dispositivi personali per la protezione degli occhi.
Abbiamo un campione formato da 190 persone.
Andiamo a trascrivere in tabella i seguenti dati:
O (valore osservato), E (valore atteso).
DISTRUBUZIONE AL 50% DISTRBUZIONE AL 75%
O 114 76 190 114 76 190
E 95 95 190 142.5 47.5 190
O – E + 19 - 19 - 25.8 + 28.5
(O + E)2 301 361 812.25 812.25
(O + E)2 / 2 3.8 3.8 7.6 5.7 17.1 22.8
Vediamo un altro esempio.
Consideriamo tre sistemi di ventilatori aventi un differente numero di fermate; vogliamo sapere
se un sistema con un maggiore numero di fermate è differente dagli altri.
Approvano Rifiutano TOTALE
114 (O) 96 (O) 190
95 (E) 95 (E) 190

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 138 di 153
(valori osservati) SISTEMA 1 SISTEMA 2 SISTEMA 3 TOTALE
Tempo di funzionamento 160 155 140 455
Tempo di NON funzionamento 0 5 20 25
TOTALE 160 160 160 480
Riportiamo in tabella i dati O (valore osservato), E (valore atteso) ed il TOTALE.
Troviamo un valore di 2χ pari a 27.52, mentre il valore tabulato per una confidenza pari al 5%
vale 5.99 e per una confidenza pari ad 1% vale 9.21; possiamo concludere dicendo che il
SISTEMA 1 non funziona come gli altri.
11.6 Recidività degli infortuni
In caso di recidività degli infortuni è necessario trattare il caso nel seguente modo. Il
caporeparto incontra il recidivo ed assieme scorrono una tabella riportante gli episodi di
infortunio ed insieme ne discutono. Gli argomenti della discussione sono delicati (problemi di
salute fisica o mentale o problemi di relazione con le persone) e non devono diventare di
dominio pubblico.
Prendiamo in considerazione gli infortuni subiti da 9 persone nell’arco di 3 anni.
SISTEMA 1 SISTEMA 2 SISTEMA 3 TOTALE
O E O E O E O E
100 151.7 155 151.7 140 151.7 455 455.1
0 8.3 5 8.3 20 8.3 25 24.9
160 160 160 160 160 160 480 480
1994 1995 1996 TOTALE
JOE 2 2 3 1 3 2 13
MEGAN 1 2 0 0 3 0 6
CHARLS 0 0 0 1 0 0 1
JOHN 0 0 1 0 0 2 3
ENRIQUE 0 1 0 0 0 0 1
MIKE 1 2 0 0 1 0 4
NORA 0 7 0 1 1 0 9
JASON 0 0 0 1 0 0 1
SAM 0 0 2 2 1 2 7
45

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 139 di 153
Ordiniamo i dipendenti in ordine decrescente del numero di infortuni subiti.
Il valore 4 rappresenta la mediana, ovvero il percentile al 50%.
Consideriamo JOE, NORA e gli altri. Abbiamo che il valore atteso
risulta essere 15 [13 + 9 + 23].
Confrontiamo adesso JOE, NORA, SAM e gli altri.
Se consideriamo 2 insiemi, il recidivo ed il resto del gruppo, abbiamo (2 – 1) = 1 grado di libertà
e dalle tabelle troviamo un valore pari a 3.84. Possiamo dire che SAM non è un recidivo, mentre
NORA e a maggior ragione JOE lo sono.
CHARLS 1
ENRIQUE 1
JASON 1
JOHN 3
MIKE 4 MEGAN 6
SAM 7
NORA 9
JOE 13
45
JOE ALTRI
O 13 32
E 15 30
O – E - 2 2
(O + E)2 4 4
(O + E)2 / 2 0.27 0.13
0.4
NORA ALTRI
O 9 36
E 15 30
O – E - 6 6
(O + E)2 36 36
(O + E)2 / 2 2.4 1.2
3.6
SAM ALTRI
O 7 38
E 15 30
O – E - 8 8
(O + E)2 64 64
(O + E)2 / 2 4.27 2.13
6.4
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 140 di 153
22 dicembre 2005, lezione 12
12. Riferimenti normativi In questa lezione affronteremo i seguenti argomenti relativi alla sicurezza:
1) Definizioni
sicurezza, pericolo, rischio e salute, DPI, infortuni / incidenti, indici di gravità e
frequenza, prevenzione incendi e cantiere
2) le leggi e le norme del settore
excursus storico
impianti 547/55, 303/56, 277/91 e 626/94
cantieri 164/56 e 494/96
prevenzione incendi
norme con valore di legge (pubblicate sulla gazzetta ufficiale)
3) la sicurezza in azienda
cultura aziendale e sistema qualità
organizzazione, la catena gerarchica e l’allocazione delle responsabilità
4) casi pratici
costi legati alla non sicurezza
valutazione dei rischi (ATIG)
incidenti / infortuni
calcolo entità per un cantiere
12.1 Definizioni
Diamo alcune definizioni:
SICUREZZA SUL LAVORO: condizione operativa (modo di lavorare) nella quale devono
essere attuate tutte le possibili precauzioni per impedire il
verificarsi di eventi accidentali e violenti che possano
danneggiare le condizioni psicofisiche (stress, computer,
mobbing, …) dei lavoratori.
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 141 di 153
Le tematiche riferite alla sicurezza sul lavoro (7249) sono:
• rischio infortunistico
• infortunio sul lavoro
• infortunio – medicazione
• infortunio riconosciuto
• infortunio riconosciuto per inabilità temporanea
• infortunio riconosciuto per inabilità permanente
In caso di incidente/infortunio è obbligatorio compilare il rapportino che è composto dai seguenti
punti:
• tipo di incidente/infortunio accaduto
• dati anagrafici relativi alla ditta dove si è verificato l’incidente / dati anagrafici relativi
all’individuo che ha subito l’incidente / data di accadimento / autorizzazione ai lavori /
mansione abituale
• descrizione particolareggiate dell’evento / testimoni / luogo di accadimento / cause,
concause e circostanze / visite mediche effettuate / prognosi [dopo 20 giorni scatta
l’accertamento giudiziario d’ufficio, è possibile che venga effettuata una verifica delle
omissioni lungo tutta la catena gerarchica aziendale)
• notizie su casi provocati dalla circolazione di veicoli a motore
• dinamica evento e comportamenti (mansione svolta secondo procedura? / uso corretto
dei mezzi protettivi? / comportamenti pericolosi?)
• compilazione OBBLIGATORIA, ripristino sicurezza e miglioramento sicurezza
• firme e osservazioni di controllo e rettifica.
GRAFO ORIENTATO INFORTUNABILITÀ: vedere pag.25.
PERICOLO: condizione oggettiva, ovvero stato di fatto dal quale potrebbe derivare un
danno alle cose, agli individui oppure all’ambiente.
RISCHIO: stato soggettivo, ovvero scelta volontaria da parte di un individuo che
affronta una situazione con probabilità di subire un danno (esempio
traffico).
SALUTE: stato completo di benessere fisico, mentale e sociale che non consiste
soltanto nell’assenza di malattia.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 142 di 153
Esistono studi ed analisi di settore che, sulla base degli incidenti occorsi, hanno stilato una
classifica degli infortuni raggruppando i vari casi sia in relazione alle parti del corpo esposte che
al settore industriale. Da questo studio è emerso che gli incidenti al cranio sono molto numerosi
(circa 28.000 nel periodo 01/1995 – 12/1996) nel settore delle costruzioni, gli incidenti agli occhi
nel settore metallurgico; inoltre, è emerso che per tutti i settori industriali gli incidenti alle mani,
dovuti per lo più al mancato utilizzo di mezzi di protezione (guanti) adeguati sono stati circa
209.000 nel periodo 01/1995 – 12/1996.
DPI (dispositivi di protezione individuale): qualsiasi attrezzatura destinata ad essere
indossata o tenuta dal lavoratore allo scopo
di proteggerlo contro i rischi che minacciano
la sicurezza o la salute durante lo
svolgimento del lavoro.
È importante possedere tutte le informazioni necessarie per un loro corretto utilizzo .
PREVENZIONE INCENDI: materia di rilevanza interdisciplinare nel cui ambito sono
“promossi, studiati, predisposti e sperimentati misure,
provvedimenti, accorgimenti e modi di azione intesi ad
evitare secondo le norme emanate dagli organi competenti,
l’insorgenza di un incendio e di limitarne le conseguenze”.
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 143 di 153
CANTIERE: qualunque luogo dove si effettuano lavori
edili e di genio civile;
luogo dove si svolge il lavoro costituito da
un’area ben definita che si identifica con la
zona entro cui l’intervento ha una continuità
fisica;
deve essere generato da un contratto
d’appalto e/o d’opera;
deve avere una planimetria ben definita sulla quale viene indicato anche
lo sviluppo del percorso delle utenze.
Applicazioni operative sui cartelli:
INFORMATIVI: cartello indicante data inizio lavori, data prevista fine lavori, committente,
impresa esecutrice, direttore lavori e responsabile del cantiere;
cartello indicante divieto di accesso ai non addetti ai lavori;
cartello indicante i DPI da utilizzare;
STRADALI: indicazioni di direzione obbligata per veicoli operativi;
SEGNALAZIONE: lavori in corso.
12.2 Le leggi e le norme del settore
12.2.1 Excursus storico
ASSIRI è possibili trovare tracce di disposizioni di sicurezza nel codice di Hammurabi
fine 1800 prima legge sulla assicurazione obbligatoria contro gli infortuni sul lavoro
regio decreto per la prevenzione degli infortuni nell’industria
regio decreto per lavori in miniere e cave
regio decreto per attività che coinvolgono materie esplosive
inizio 1900 costruzioni
strade ferrate
tramvie a trazione meccanica non urbane
utilizzo gas tossici
anno 1930 art. 437 del codice penale

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 144 di 153
anno 1942 l’imprenditore è tenuto ad adottare nell’esecuzione di un’impresa le misure che
secondo la particolarità del lavoro, l’esperienza e la tecnica, sono necessarie per
tutelare l’integrità fisica e la personalità dei prestatori d’opera
anno 1947 costituzione della Repubblica italiana
art.32 la repubblica tutela la salute come fondamentale diritto dell’individuo e
interesse della collettività
art.41 l’iniziativa economica è libera, ma non può svolgersi in contrasto con
l’utilità sociale o in modo da recare danno alla libertà
anno 1955 D.P.R. del 27 aprile 1955, N° 547 (IMPORTANTE x gli impianti) Norme per la prevenzione degli infortuni sul lavoro
• ambienti, posti di lavoro e di passaggio
• protezioni sulle macchine
• mezzi di sollevamento, di trasporto e di immagazzinamento
• impianti ed apparecchi elettrici
• impianti ed apparecchi vari
• materiali pericolosi e nocivi
• manutenzione e riparazione
• mezzi personali di protezione e interventi di soccorso d’urgenza
anno 1970 Legge 300 del 20 maggio 1970 o “STATUTO DEI LAVORATORI” Introduce il principio del diritto dei lavoratori di promuovere le misure di tutela e di
controllare l’applicazione delle norme per la prevenzione degli infortuni e delle
malattie professionali
anno 1994 D.Lgs. del 19 settembre 1994, N° 626
Recepisce 8 Direttive CEE dette “Norme riguardanti il miglioramento della
sicurezza e della salute dei lavoratori sul luogo di lavoro”.
Tali direttive sono:
• disposizioni generali
• servizio di prevenzione e protezione
• prevenzione incendi e pronto soccorso
• sorveglianza sanitaria
• consultazione e partecipazione dei lavoratori
• informazione e formazione ai lavoratori
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 145 di 153
• disposizioni concernenti la pubblica amministrazione (organismi di
controllo)
• statistiche relative agli infortuni ed alle malattie professionali.
12.2.2 Cantieri 164/56 e 494/96
Esistono due importanti documenti che regolano le disposizioni in materia di cantiere e sono:
• D.P.R. del 7 gennaio 1956, N° 164 che detta norme specifiche per la prevenzione degli
infortuni sul lavoro;
• D. Lgs. del 14 agosto 1996, N° 494 (evoluzione del precedente) che stabilisce le
prestazioni minime di sicurezza e di salute da attuarsi nei cantieri.
Il primo fa riferimento a lavori di costruzione, riparazione, manutenzione e demolizione di opere
fisse.
Non tratta problematiche relative a:
• miniere, cave e torbiere
• ferrovie dello Stato
• Poste e Telecomunicazioni.
Il secondo definisce quali sono le misure per la tutela e la salute dei lavoratori.
Non tratta problematiche relative a:
• lavori di ricerca di sostanze minerali
• attività minerarie e cave
• settore idrocarburi.
Per evitare di incorrere in sanzioni od azioni penali, è fondamentale conoscere il campo di applicazione di una norma; è necessario, quindi, capire quali sono i punti più delicati e fissare
l’attenzione dove gli incidenti sono più pericolosi.
Nel caso in cui esistano persone appartenenti a diverse ditte appaltatrici aventi compiti differenti
che lavorino contemporaneamente sullo stesso cantiere è necessario che il committente nomini
le seguenti figure:
• un legale rappresentante
• un responsabile dei lavori
• un coordinatore per la sicurezza di progettazione
• un coordinatore per la sicurezza di esecuzione.
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 146 di 153
Al fine di evitare interferenze reciproche che potrebbero causare dei contenziosi è necessario
strutturare i lavori secondo un ben definito piano di coordinamento e sicurezza.
Questo piano deve contenere informazioni relative a:
• definizioni
• premessa
• scopo
• descrizione dei lavori
• misure di carattere generale
protezione del cantiere da terzi
individuazione personale autorizzato
predisposizione servizi igienici
pronto soccorso
DPI adeguati al tipo di lavoro
descrizione apparecchi ed attrezzature
procedure per lavori in elevato
norme comportamentali
aree private
struttura per la gestione della sicurezza.
12.2.3 Prevenzione incendi
Per la prevenzione degli incendi deve essere emesso un certificato che attesi che l’attività
sottoposta a controllo è conforme alle disposizioni vigenti in materia ed alle prescrizioni
dell’autorità competente. Tale servizio è svolto dai Comandi provinciali dei Vigili del Fuoco. Il
certificato emesso deve essere soggetto a:
• rinnovo previa presentazione di una perizia giurata e di una dichiarazione del titolare
che nulla è mutato;
• deroghe contenenti la valutazione dei rischi;
• procedure dell’esame dei progetti armonizzate con quelle necessarie per la
concessione edilizia;
• inizio dell’attività ovvero rispetto del progetto e delle norme in materia di sicurezza e
degli obblighi gestionali;
• gestione per verifiche ed ispezioni future.
Esistono circa 90 attività che hanno l’obbligo di possedere tale certificato tra cui:
• industrie della gomma con produzione superiore ai 50 quintali
• depositi di prodotti in gomma

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 147 di 153
• industrie che producono materie plastiche e resine
• industrie che producono concimi chimici
• industrie che producono cavi e condutture elettriche isolanti
• centrali termoelettriche con potenza superiore ai 13 kW
• industrie siderurgiche
• alberghi.
Dinamica dell’incendio
Semplice combustione reazione che si propaga lentamente
Deflagrazione reazione che si propaga rapidamente (circa 300 m/s)
Detonazione reazione che si propaga molto rapidamente (circa 800 m/s) in tutta
la massa coinvolta tramite una serie di urti di strato (onda
esplosiva) prima che i gas iniziali si siano del tutto espansi.
Classificazione degli estintori Gli estintori sono suddivisi in 5 classi contrassegnate da lettere che vanno dalla A alla E:
classe A per materiali solidi, di natura organica la cui combustione avviene con la
formazione di braci
classe B per liquidi o solidi liquefabili
classe C per gas
classe D per metalli
classe E per apparecchiature elettriche.
12.3 La sicurezza in azienda
In ambito aziendale il sistema sicurezza riguarda contenuti ed adempimenti.
I contenuti sono:
• valutazione di rischi specifici per tipologia di attività
• istituzione del servizio di prevenzione e protezione
• riunioni periodiche di prevenzione e protezione
• attuazione dei piani di emergenza, evacuazione e pronto soccorso
• sorveglianza sanitaria
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 148 di 153
• rappresentante sicurezza
• informazione e formazione
Gli adempimenti sono:
• nomina Responsabile servizio prevenzione e protezione
• organizzazione servizio prevenzione e protezione
• nomina del medico competente (medico specialistico del lavoro)
• valutazione dei rischi
• informazione e formazione ai lavoratori
• promozione coordinamento sicurezza per lavori in appalto
• piano di evacuazione e di emergenza
• misure antincendio
• attrezzature da lavoro
• dispositivi di protezione individuali
• esposizione prolungata ai videoterminali (esposizione al monitor)
• movimentazione manuale dei carichi (problemi alla schiena).
12.4 Casi pratici
12.4.1 Costi legati alla non sicurezza
Immaginiamo di avere un’azienda con 3.000 dipendenti e valutiamo la perdita, calcolata in
mancati giorni di lavoro e mancata produzione, che deve sostenere secondo la base di questi
dati:
NUMERO DI INCIDENTI x GIORNI DI ASSENZA (riconosciuti) 105.14 x 28 = 2943.92
40 x 2.3 = 92
13 x 0 = 0 TOTALE 3036 giorni
NUMERO DI INCIDENTI x GIORNI DI ASSENZA (NON riconosciuti) 23 x 20.4 = 469.2 TOTALE 470 giorni
Ipotizzando un costo giornaliero di 35€ abbiamo una perdita pari a (3036+470)*35 = 122.710€.
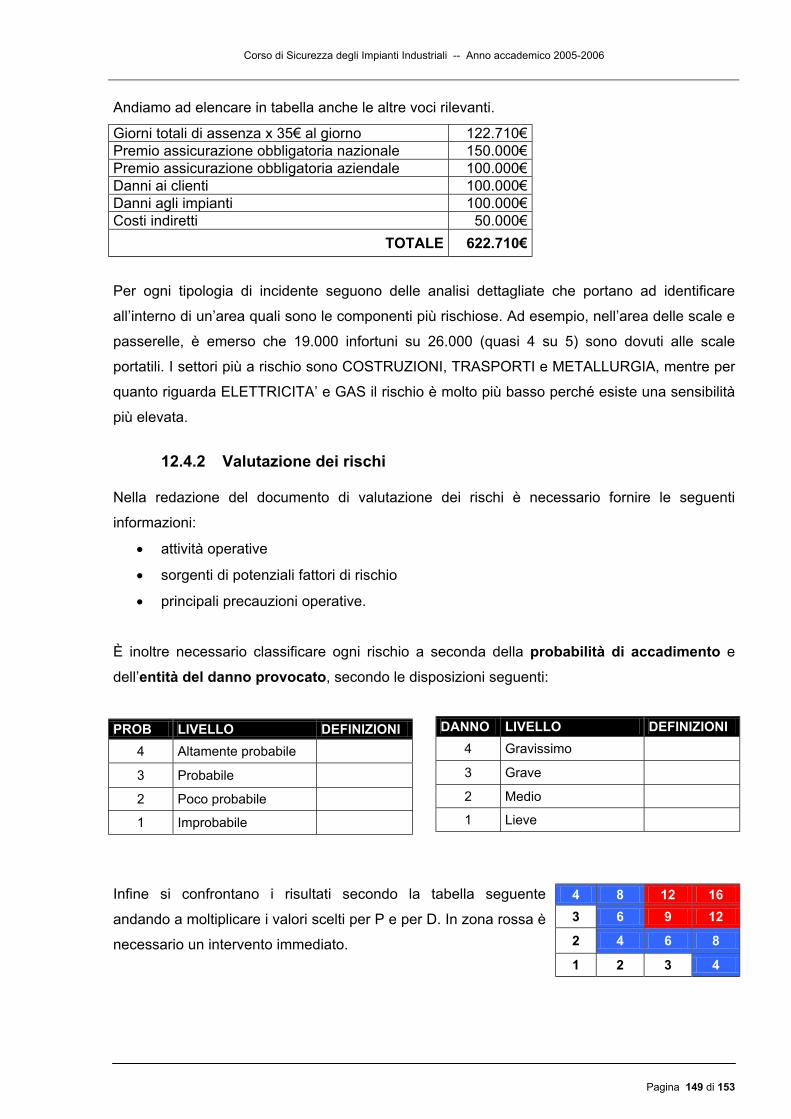
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 149 di 153
Andiamo ad elencare in tabella anche le altre voci rilevanti.
Giorni totali di assenza x 35€ al giorno 122.710€ Premio assicurazione obbligatoria nazionale 150.000€ Premio assicurazione obbligatoria aziendale 100.000€ Danni ai clienti 100.000€ Danni agli impianti 100.000€ Costi indiretti 50.000€
TOTALE 622.710€
Per ogni tipologia di incidente seguono delle analisi dettagliate che portano ad identificare
all’interno di un’area quali sono le componenti più rischiose. Ad esempio, nell’area delle scale e
passerelle, è emerso che 19.000 infortuni su 26.000 (quasi 4 su 5) sono dovuti alle scale
portatili. I settori più a rischio sono COSTRUZIONI, TRASPORTI e METALLURGIA, mentre per
quanto riguarda ELETTRICITA’ e GAS il rischio è molto più basso perché esiste una sensibilità
più elevata.
12.4.2 Valutazione dei rischi
Nella redazione del documento di valutazione dei rischi è necessario fornire le seguenti
informazioni:
• attività operative
• sorgenti di potenziali fattori di rischio
• principali precauzioni operative.
È inoltre necessario classificare ogni rischio a seconda della probabilità di accadimento e
dell’entità del danno provocato, secondo le disposizioni seguenti:
PROB LIVELLO DEFINIZIONI 4 Altamente probabile
3 Probabile
2 Poco probabile
1 Improbabile
Infine si confrontano i risultati secondo la tabella seguente
andando a moltiplicare i valori scelti per P e per D. In zona rossa è
necessario un intervento immediato.
DANNO LIVELLO DEFINIZIONI 4 Gravissimo
3 Grave
2 Medio
1 Lieve
4 8 12 16 3 6 9 12
2 4 6 8
1 2 3 4

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 150 di 153
12.4.3 Fatti accaduti Fusione tubazioni H2O e gas metano. In data 31 maggio 1998, a Sesto San Giovanni, un fulmine colpì la struttura metallica di un
cavalcavia ferroviario, seguì la linea di alimentazione del metano fino all’incrocio con quella
della H2O fondendole; la superficie interessata fu di 9 km2 comprendente 1.400 stabili e 16.396
famiglie.
La pressione della H2O è superiore a quella del gas metano, pertanto è entrata l’acqua nei tubi
del gas. Le difficoltà per l’intervento furono legate a:
• trovare il punto sotterraneo in cui si sono fusi i tubi
• impegnare e coordinare 100 squadre per una settimana a tempo pieno per il ripristino
delle tubazioni
• gestire una conferenza stampa per informare i mass media di quanto accaduto
• fornire indicazioni di sevizio.
La crisi è stata risolta in modo egregio e questo ha rafforzato l’immagine dell’azienda.
Tracciamo un possibile albero degli eventi:
(Albero degli eventi esempio”FULMINE SESTO SAN GIOVANNI”)

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 151 di 153
Azioni correttive e preventive:
• proteggere i condotti con tubi di acciaio di protezione
• PASSIVA – rivestimento con dielettrico per le correnti vaganti
• ATTIVA –
Esplosione in appartamento.
Un giornale locale del 10 ottobre 1998 titola: “Esplode il gas. Trema il palazzo. Devastati tre
appartamenti. Sei persone sotto shock”.
L’esplosione è avvenuta alle ore 09:15 del 10 ottobre nell’appartamento di una donna anziana
che abitava da sola ed è stata causata dal gas fuoriuscito dal contatore all’interno del suo
appartamento danneggiando gli appartamenti confinanti e causando il crollo delle pareti
divisorie. Dopo l’esplosione si è sviluppato anche un incendio. Al momento dell’esplosione la
donna non era in casa, ma era scesa in cortile perché le era caduto uno straccio.
Possibili cause.
In quel periodo erano cominciati i lavori di manutenzione per la sostituzione delle tubature della
linea del gas metano. Le linee vecchie erano ancora funzionanti per consentire la continuità
dell’erogazione del servizio. Quando in un appartamento veniva collegata la linea nuova,
l’operatore agiva sul vecchio contatore chiudendo la valvola a maniglia di mandata del gas e ne
spezzava la maniglia (per ricordarsi che in quell’appartamento aveva già collegato la linea
nuova), dismetteva le tubazioni non necessarie e invece di sigillare il contatore, inseriva nel foro
un tappo costituito da carta di giornale pressata. Quella mattina la signora si apprestava a fare
colazione e, come di solito, prima di accendere il pentolino del latte andava ad aprire la valvola
a maniglia posta sul contatore chiusa la sera prima di andare a coricarsi. Dal momento che non
fuoriusciva gas metano dal fornello realizzò che avrebbe dovuto aprire la valvola sul nuovo
contatore dal momento che le avevano già effettuato il collegamento. E così fece, ignara di aver
lasciato aperto anche il vecchio contatore che, non essendo stato sigillato permetteva la
fuoriuscita di gas all’interno dell’appartamento. La signora scese in giardino perché le era
caduto uno straccio, ma quando il gas metano fuoriuscito dal vecchio contatore raggiunse la
fiamma accesa per riscaldare il pentolino del latte avvenne l’esplosione.
Questo caso descrive un tipico esempio di mancato coordinamento.

Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 152 di 153
Tracciamo un possibile albero degli eventi.
(Albero degli eventi esempio”ESPLOSIONE PER FUGA DI GAS METANO”)
Per evitare l’accaduto sarebbe stato necessario:
• costruire la linea nuova
• chiudere la linea vecchia
• effettuare i nuovi collegamenti
• smantellare la linea vecchia
12.4.4 Calcolo entità per un cantiere Ricordando che un cantiere sovraffollato e con tempi ristretti di fine lavori risulta esere un
ambiente pericoloso, prima di iniziare qualsiasi opera è necessario effettuare un calcolo
preventivo secondo quanto segue.
AZIONE DESCRIZIONE NOTE Tipo intervento Estensione rete elettrica Ipotesi Non esistono rischi particolari
Coinvolgimenti 1 impresa
Se vengono coinvolte più imprese possono sorgere problematiche di coordinamento lavori
Impianti derivazione utenza previsti NIDU
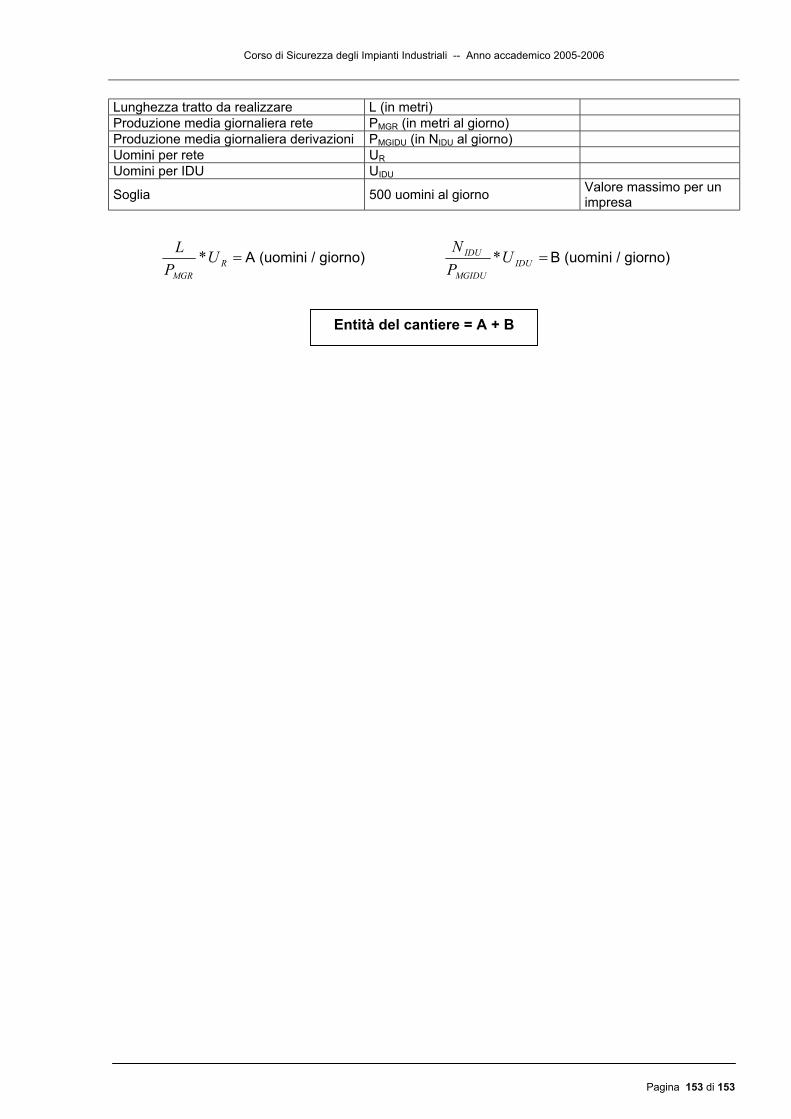
Corso di Sicurezza degli Impianti Industriali -- Anno accademico 2005-2006
Pagina 153 di 153
Lunghezza tratto da realizzare L (in metri) Produzione media giornaliera rete PMGR (in metri al giorno) Produzione media giornaliera derivazioni PMGIDU (in NIDU al giorno) Uomini per rete UR Uomini per IDU UIDU
Soglia 500 uomini al giorno Valore massimo per un impresa
=RMGR
UPL * A (uomini / giorno) =IDU
MGIDU
IDU UPN
* B (uomini / giorno)
Entità del cantiere = A + B


















