Cenni sui Controlli Non Distruttivi...Lo scopo dei controlli non distruttivi è quello di emettere...
64
Cenni sui Controlli Non Distruttivi
Transcript of Cenni sui Controlli Non Distruttivi...Lo scopo dei controlli non distruttivi è quello di emettere...

Cenni sui
Controlli Non Distruttivi
Coordinate
Massimiliano Pau
Dipartimento di Ingegneria Meccanica, Chimica e deiMateriali (DIMCM)
Tel. Lab Monserrato 070-6753264
Email: [email protected]
Luogo di svolgimento delle lezioni: AuditoriumLaboratori Monserrato

Orario
Ingegneria Biomedica
Ingegneria Meccanica
• Divisione in gruppi
• Esercitazioni di laboratorio: max 10 persone pervolta
• Presentazione finale + test � Idoneità
• Visita alla REMOSA??
• Vincoli sulla frequenza: max 30% assenze

Argomenti per la presentazione
� Meccanici: pianificazione dei CND per unmanufatto a scelta (serbatoio in pressione, piping,ecc.)
� Biomedici: pianificazione dei CND per un� Biomedici: pianificazione dei CND per undispositivo protesico a funzione strutturale (protesianca, ginocchio, valvolare cardiaca, ecc.)
� Tutti: analizzare la normativa tecnica generale especifica
Struttura del Modulo
� Introduzione ai CND
� Rassegna sulle 4 tecniche più impiegatenell’industria meccanica (LPI, UT, RT, MPI)
� Breve analisi della normativa UNI EN
� Esercitazioni pratiche (UT, LPI, MPI, no RT)
� Presentazione di alcune applicazioni
Struttura del Modulo
� Definizioni generali, classificazione dei CND, il processo di controllo nell’industria,requisiti di accettabilità. Cenni sull’ispezione visiva
� I liquidi penetranti. Cenni storici, le sostanze impiegate, schema del processo dicontrollo con liquidi penetranti, visibilità dei difetti, limiti del metodo
� Il metodo ultrasonico. principi fisici della trasmissione degli ultrasuoni nei corpi. Itrasduttori ultrasonici: angolati, standard, ad immersione, focalizzati Fenomeni ditrasduttori ultrasonici: angolati, standard, ad immersione, focalizzati Fenomeni diassorbimento e scattering. I detector ultrasonici Schema di un’apparecchiatura completaper i controlli ultrasonici nell’industria. Calibrazione e stima della dimensione dei difetti
� Radiografia. Raggi X e γ, Schema del controllo radiografico, le apparecchiature.Generazione dei raggi X. I fenomeni di assorbimento e scattering, la registrazione delleimmagini, l’interpretazione dei risultati. Cenni sulla radiografia digitale
� Magnetoscopia. Principi fisici del metodo, le polveri magnetiche, le variazioni delcampo magnetico su un corpo indotte dalla presenza dei difetti. Il setup per le provemagnetoscopiche, sensibilità del metodo, metodi di magnetizzazione.
Materiale didattico
� Dispense “Cenni sui controlli non distruttivi”(M. Pau)
� “Nondestructive testing” L. Cartz, ASMInternationalInternational
� Quaderni didattici AIPND su tutte le tipologie diCND (Biblioteca DIMCM ex DIMECA)
� Normative tecniche UNI EN
Altre risorse
� http://www.ndt-ed.org
� http://www.cnde.iastate.edu/ (Iowa University)
� http://www.asnt.org/ndt/primer1.htm (American Society for Non Destructive Testing)
� DVD interattivi su tutte le tecniche (Simula)
� YouTube

Definizione
I Controlli Non Distruttivi (CND,PND, NDT, NDE)
sono tecniche sperimentali non-invasive impiegate al fine di valutare:
• l’integrità di un materiale, uncomponente, una struttura complessa
• alcune caratteristiche geometriche (es.spessore)
Ispezionare o misurare senza procurare danni!!
Definizione
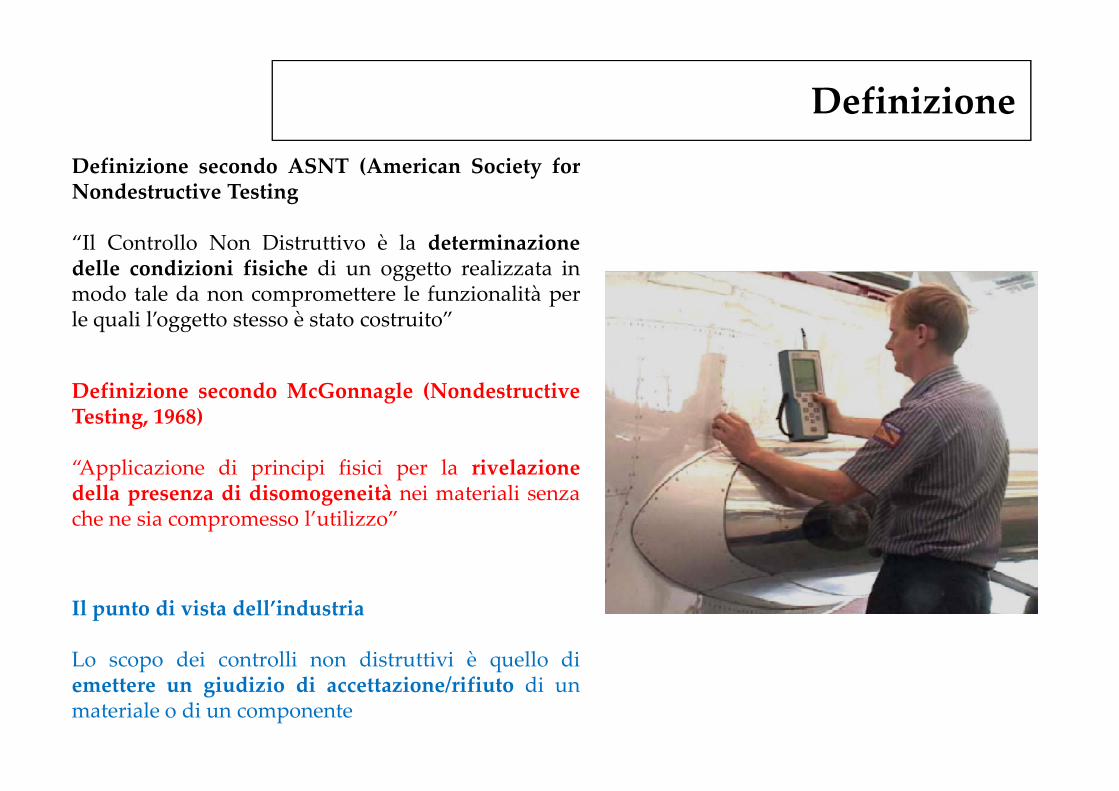
Definizione secondo ASNT (American Society forNondestructive Testing
“Il Controllo Non Distruttivo è la determinazionedelle condizioni fisiche di un oggetto realizzata inmodo tale da non compromettere le funzionalità perle quali l’oggetto stesso è stato costruito”
Definizione secondo McGonnagle (NondestructiveDefinizione secondo McGonnagle (NondestructiveTesting, 1968)
“Applicazione di principi fisici per la rivelazionedella presenza di disomogeneità nei materiali senzache ne sia compromesso l’utilizzo”
Il punto di vista dell’industria
Lo scopo dei controlli non distruttivi è quello diemettere un giudizio di accettazione/rifiuto di unmateriale o di un componente

Definizioni
Differenza tra “testing” e “evaluation”…..è formale ma(soprattutto) sostanziale
Testing: ricerca di una caratteristica attraverso unaprocedura sperimentale (es. eseguo una prova uniassiale ditrazione per determinare lo sforzo di rottura o disnervamento di un materiale)
Evaluation: Giudizio susseguente all’analisi di indicazionicon il fine di determinare la rispondenza a determinaticon il fine di determinare la rispondenza a determinaticriteri fissati a priori
Spesso usati in modo intercambiabile insieme a terminicome “investigazione”, “ispezione”, “esame” ….ciò generaconfusione.
Quindi in generale?? Parliamo di un processo che nonorigina alcun danneggiamento o mutazione nellecaratteristiche del materiale o del componente sotto esamee mediante il quale si possono riscontrare (edeventualmente caratterizzare) discontinuità chesuccessivamente saranno oggetto di valutazione

I campi di applicazione sono numerosi…
Definizioni
L’ingrediente chiave del processo NDT è iltecnico che esegue la procedura ed interpreta irisultati
• Spesso opera in ambiente sfavorevole e/opotenzialmente pericoloso
• È soggetto a training rigoroso ed estensivo,deve conseguire esperienza sul campo,deve conseguire esperienza sul campo,ottiene certificazioni che devono esseremonitorate nel tempo
• Lavora per un’azienda…..ma nonnecessariamente “ne cura gli interessi “
• In sintesi….lavora per garantire sicurezza adaltri esseri umani (ed ai patrimoni degliimprenditori!!!!) Le dieci buone ragioni per intraprendere una carriera nei controlli
non distruttivi http://ndtexpert.blogspot.it/2010/05/ten-good-reasons-to-consider-career-in.html

Definizioni
L’uomo può essere descritto come uno dei più singolari e sofisticati sistemi NDTesistenti
• Percepisce il calore con il senso del tatto• Percepisce la presenza di sostanze nocive e l’esistenza di fenomeni di deterioramento
con il senso dell’olfatto• Percepisce la rugosità superficiale (tatto)• Percepisce variazioni nel funzionamento di un dispositivo sulla base dei suoni rilevati
dal sistema uditivoPercepisce variazioni nel funzionamento di un dispositivo sulla base dei suoni rilevatidal sistema uditivo
• Percepisce la presenza di distorsioni geometriche (forma, volume, proporzioni,spessori, regolarità…) con la vista
Più spesso integra in modo efficiente ed ottimale tutte queste informazioni!!
I controlli non distruttivi possono essere, in qualche misura, visti come un’estensione dei sensiumani realizzata mediante mezzi fisici, strumentazioni ed apparecchiature che ne esaltano lecapacità fisiologiche
Un po’ di storia...
non è facile definire un periodo storico preciso che segni l’introduzione delle praticheNDT nelle procedure del controllo di qualità aziendale, tuttavia….
• Il suono delle lame delle spade percosse su una superficie dava l’indicazione alfabbro della resistenza del materiale
• Stessa cosa per fabbri e forgiatori di campane (tecniche acustiche)
Molti dei principi che animano le tecniche NDT sono stati scoperti/chiariti negli anni• Molti dei principi che animano le tecniche NDT sono stati scoperti/chiariti negli anni‘20 (MPI, VT, RT), ma la loro applicazione pratica è legata essenzialmente all’intensaattività industriale che ha caratterizzato il periodo bellico (1940-1950)
• Approssimativamente a partire dagli anni ’50 l’impatto delle tecniche NDT ècresciuto ulteriormente in modo rapido (anche grazie al contemporaneo sviluppo deidispositivi elettronici e dei computer)
Nota: grandi impulsi alle tecniche NDT tipicamente dopo eventi catastrofici (Shuttle?)
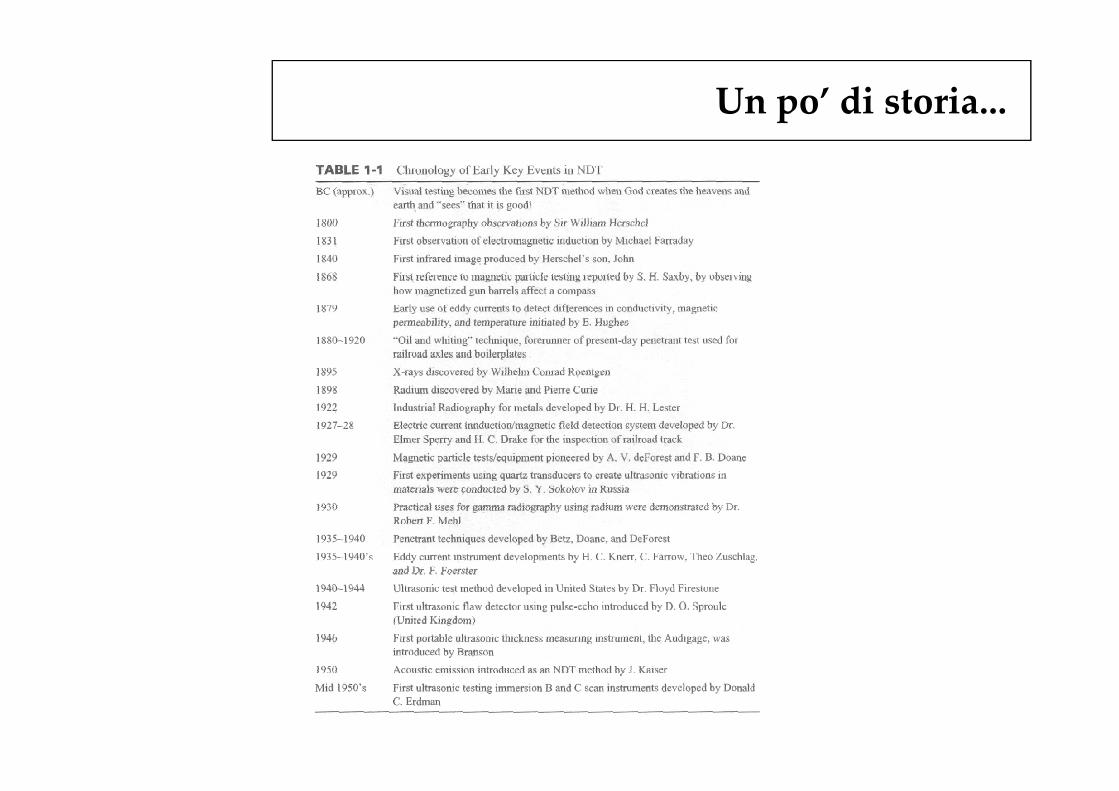
Un po’ di storia...
Test distruttivi vs non-distruttivi
Un test distruttivo è tipicamente una prova meccanica per mezzo della quale èpossibile stabilire in modo quantitativo alcune caratteristiche del provino
In alcuni casi, il test viene condotto in maniera da simulare quanto piùfedelmente possibile la condizione fisica alla quale è sottoposto il campione nelcorso del suo funzionamento reale
Il test distruttivo è preciso…ma le informazioni che si ricavano sono, a rigore,relative esclusivamente al provino analizzato. Al termine della prova il pezzorelative esclusivamente al provino analizzato. Al termine della prova il pezzotestato diviene inutilizzabile.
Si possono ricavare informazioni relative a:
• Sforzo di snervamento• Sforzo di rottura• Duttilità• Caratteristiche plastiche
• Vita a fatica• Tenacità• Durezza• Resistenza all’impatto
Test distruttivi vs non-distruttivi
Vantaggi principali dei test distruttivi
• Le procedure sono standardizzate ed affidabili• Dal test si ottengono dati utili per il progetto e la verifica dei componenti• I dati ricavati sono di tipo quantitativo e qualitativo• Si possono simulare differenti condizioni di esercizio• È possibile determinare la vita a fatica
Per contro….Per contro….
• I dati sono validi solo per il provino analizzato• I provini non possono essere riutilizzati (nella maggior parte dei casi)• Spesso sono richieste apparecchiature ingombranti e costose
I test non distruttivi offrono questi vantaggi:
• Il materiale (o componente) testato può essere utilizzato al termine della prova• È possibile ispezionare la superficie o l’interno del componente• È possibile ispezionare il componente durante l’esercizio• Molte tecniche NDT sono portatili
Test distruttivi vs non-distruttivi
Limiti dei dei test non distruttivi
• I controlli non distruttivi risentono della soggettività che caratterizza in mododiverso i diversi operatori che effettuano i test (sensibilità….)
• Alcune tecniche non consentono una registrazione permanente della prova
• Nella maggior parte dei casi non si ottengono informazioni affidabili sotto ilprofilo quantitativoprofilo quantitativo
• L’orientamento delle discontinuità rappresenta un fattore critico
• La valutazione dei risultati è soggettiva e può essere confutata
• Alcune tecniche sono pericolose e costose (RT)
• Le procedure di test devono essere definite e qualificate

Origine e classificazione delle discontinuità
Tutti i materiali ad impiego strutturale sono composti da atomi e molecole che estendonoidealmente alla scala microscopica la continuità che possiamo percepire macroscopicamente
Sebbene l’uniformità (e spesso l’omogeneità) del materiale rappresenti un requisito vitale per laprogettazione, occorre prendere atto del fatto che continuità ed omogeneità assolute non sono MAIpresenti nei componenti di interesse ingegneristico.
Una qualunque BRUSCA variazione spaziale di omogeneità e uniformità A QUALUNQUESCALA ESSA SI TROVI si definisce DISCONTINUITA’.SCALA ESSA SI TROVI si definisce DISCONTINUITA’.
Esempi di tali discontinuità includono vuoti, inclusioni, cricche, segregazioni chimiche evariazioni locali nella microstruttura
Il concetto di discontinuità si estende anche alla superficie del componente: intagli, angoli acuti,graffi e rigature ne sono un esempio
In generale la presenza di una discontinuità è inaccettabile quando essa degrada o compromette leprestazioni e la durabilità del componente al di sotto dei limiti fissati in sede di progetto o quandone minaccia l’affidabilità, e l’operatività in esercizio
Origine e classificazione delle discontinuità
Come classificare le discontinuità?
La distinzione tra discontinuità accettabili e non accettabili viene tipicamente eseguitain base alle specifiche di progetto con riferimento a codici o regolamenti che fornisconocriteri puntuali per l’accettazione. In genere si richiede una caratterizzazione quanto piùcompleta possibile della discontinuità (localizzazione, dimensione, orientamento, formae tipo).
Essendo molti tipi di discontinuità legati ai processi produttivi mediante i qualiEssendo molti tipi di discontinuità legati ai processi produttivi mediante i qualisemilavorati e componenti finiti vengono realizzati, è di estrema utilità che l’operatoresia a conoscenza di quelle che sono le criticità legate a tali processi.
Quelle legate alle fasi di produzione si possono classificare in intrinseche, primarie esecondarie, in funzione del momento in cui vengono generate, mentre quelle operativesono originate dalle condizioni di esercizio nelle quali il componente si trova a doveroperare
Si possono operare distinzioni anche in base al processo tecnologico subito dal pezzo(di saldatura, di fogiatura, di getto)

Le cricche
• Un tipo di discontinuità particolarmente subdolo e pericoloso è lacricca.
•La cricca può essere definita come una discontinuità originatasi perdistacco inter o transcristallino in un materiale metallicooriginariamente continuo e sano. Sostanzialmente rappresentaun’interruzione di continuità nel materiale originatasi a causa di forzegeneratesi nei processi produttivi o semplicemente per le normalicondizioni di esercizio
• È un difetto che viene indicato come bidimensionale poiché• È un difetto che viene indicato come bidimensionale poichésolitamente si presenta più o meno lungo e profondo con andamentofrastagliato mentre i suoi lembi sono piuttosto ravvicinati.
• Se le cricche hanno dimensioni molto ridotte (inferiori ad 1 mm),vengono definite microcricche.
In sintesi…
� Cricche e difetti di varia natura possono influenzare in mododevastante le prestazioni di componenti e strutture a tal punto che la loroindividuazione è parte essenziale del controllo di qualità in tutti i campidell’ingegneria.
� L’insieme delle tecniche e delle procedure che hanno come fine lavalutazione delle difettosità nei materiali o nei manufatti è genericamenteclassificato sotto il nome di “Controlli non Distruttivi” (Non-Destructivevalutazione delle difettosità nei materiali o nei manufatti è genericamenteclassificato sotto il nome di “Controlli non Distruttivi” (Non-DestructiveTesting, NDT)
� Tra le tecniche NDT si comprendono usualmente i metodi radiografici,quelli ultrasonici, l’ispezione con liquidi penetranti, il metodo delleparticelle magnetiche (magnetoscopia), la termografia, tecniche basatesull’impiego di campi elettromagnetici e l’ispezione visiva.
� I metodi hanno in comune la proprietà di non influire in alcun modosulle caratteristiche fisico-meccaniche del componente testato

Quando vengono impiegati i CND?
• Controllo di getti, forgiati, estrusi ecc.• In fase di accettazione delle materie prime (semilavorati) inassenza di certificazione.
Dopo la realizzazione di processi tecnologici
• Saldature• Lavorazioni meccaniche• Trattamenti termici• Trattamenti superficiali
Quando vengono impiegati i CND?
• Trattamenti superficiali• …..
Quando vengono impiegati i CND?
In esercizio/manutenzione per la valutazione di:
• Corrosione• Erosione• Usura• Rotture incipienti• Rotture incipienti• Danni termici
Come vengono impiegati i CND?
� Per assicurare l’integrità e l’affidabilità dei prodotti (vita utile delmanufatto più lunga, minore probabilità di guasti e/o interruzioni diesercizio)
� Per prevenire incidenti e preservare vite umane (componentiparticolarmente critici di sistemi intrinsecamente pericolosi)
� Per assicurare la soddisfazione del cliente� Per assicurare la soddisfazione del cliente
� Per migliorare il processo di progettazione (guasti e/o rotture che sipresentano sistematicamente su particolari regioni)
� Per controllare il processo di produzione e mantenere uno standardqualitativo uniforme ed elevato
� Per ridurre i costi di produzione (es. controllo dei semilavorati primache da essi vengano realizzati i prodotti finiti)

Tecniche più utilizzate
� Ispezione Visiva
� Radiografia
� Liquidi Penetranti� Liquidi Penetranti
� Ultrasuoni
� Magnetoscopia
� Correnti Indotte

Classificazione delle tecniche
Radiografia (RT)
Impiego di radiazioni X o gamma. Risultato visibile su una pellicola
DIRETTI
Magnetoscopia (MPI, MT)
Applicazione di un campo magnetico su materiali ferromagnetici. I difetti introducono variazioni delle linee di flusso del campo visualizzabili con speciali polveri
Classificazione delle tecniche
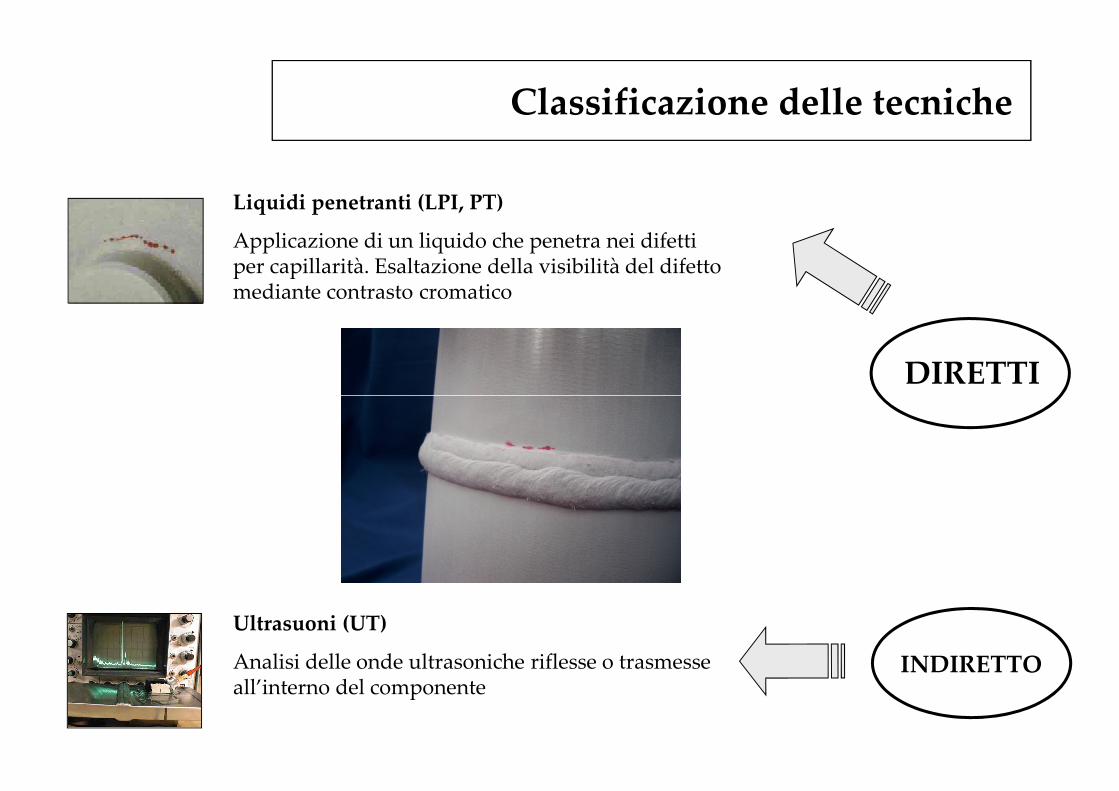
Liquidi penetranti (LPI, PT)
Applicazione di un liquido che penetra nei difetti per capillarità. Esaltazione della visibilità del difetto mediante contrasto cromatico
DIRETTI
Ultrasuoni (UT)
Analisi delle onde ultrasoniche riflesse o trasmesse all’interno del componente
INDIRETTO
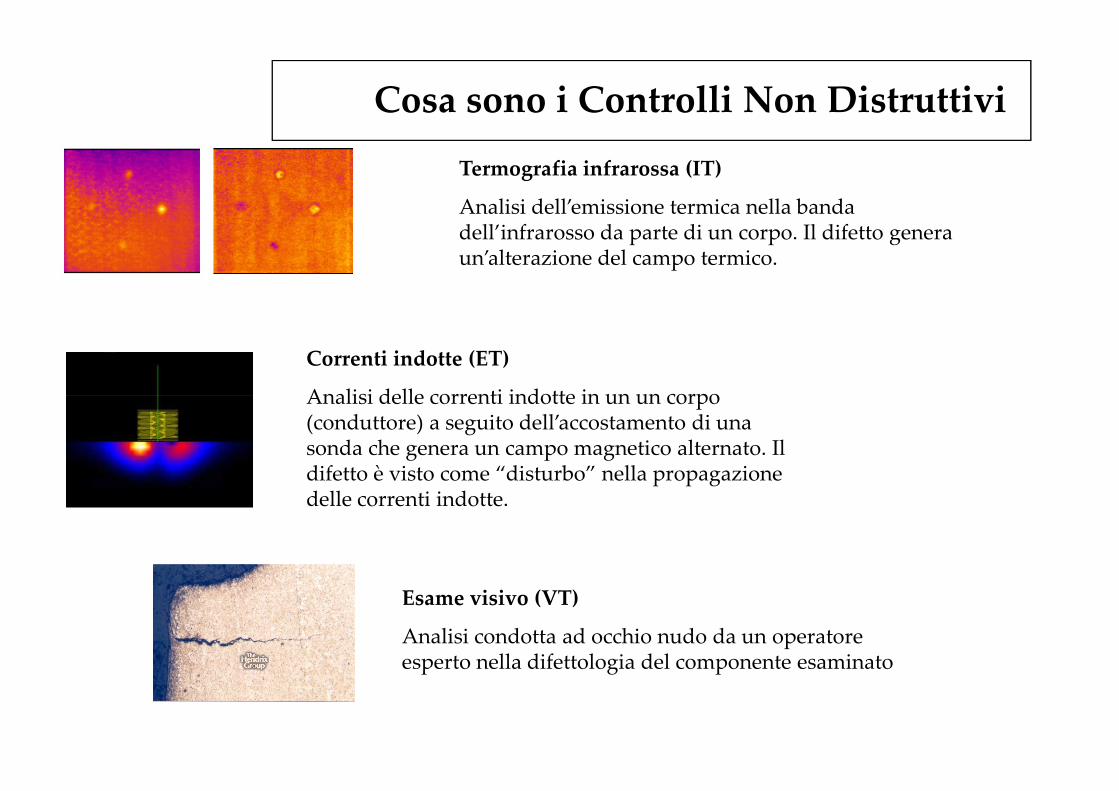
Cosa sono i Controlli Non Distruttivi
Termografia infrarossa (IT)
Analisi dell’emissione termica nella banda dell’infrarosso da parte di un corpo. Il difetto genera un’alterazione del campo termico.
Correnti indotte (ET)
Analisi delle correnti indotte in un un corpo Analisi delle correnti indotte in un un corpo (conduttore) a seguito dell’accostamento di una sonda che genera un campo magnetico alternato. Il difetto è visto come “disturbo” nella propagazione delle correnti indotte.
Esame visivo (VT)
Analisi condotta ad occhio nudo da un operatore esperto nella difettologia del componente esaminato

Classificazione dei CND
In base al tipo di difetto rilevato:
� Controlli “volumetrici” (Raggi X, Ultrasuoni)è possibile investigare sull’esistenza di difetti interni al componente
� Controlli “superficiali” (Magnetoscopia, Liquidi Penetranti, Correnti Indotte, Esamevisivo)La tecnica si limita a fornire informazioni su difettosità superficiali o sub-superficiali.La tecnica si limita a fornire informazioni su difettosità superficiali o sub-superficiali.
In base al tipo di materiale testato.
� Non tutti i metodi si prestano ugualmente bene ad indagare sulla vasta gamma deimateriali impiegati nel campo dell’ingegneria meccanica. Il metodo delle particellemagnetiche e quello delle correnti indotte possono essere applicati rispettivamente solo amateriali ferromagnetici o conduttivi, e questo esclude a priori tutte le classi del materialinon metallici plastici o gommosi. Questo problema non si riscontra, invece, se si impieganogli ultrasuoni che, essendo onde elastiche, necessitano solo di un mezzo (solido o liquido)nel quale propagarsi.

Cosa sono i Controlli Non Distruttivi
Caratteristica rilevata Vantaggi Limiti Esempi di impiego
Metodo
Ultrasuoni
Variazioni di impedenza
acustica causate dalla
presenza di cricche,
interfacce, inclusioni ecc.
Può penetrare elevati
spessori, eccellente per
l'individuazione di cricche,
autmoatizzabile
Richiede l'uso di un mezzo
accoppiatore, le superf ici
devono essere non troppo
rugose
Cricche nelle saldature,
verif ica dell'ef f icienza delle
giunzioni
Radiografia
Variazioni di densità
originate dalla presenza di
vuoti, inclusioni, o materiali
dif ferenti
Versatile in quanto a
materiali e spessori testabili.
La pellicola fornisce una
registrazione permanente
della prova
Occorre adottare
precauzioni severe per le
radiazioni. Dif f icile
individuare cricche orientate
perpendicolarmente al fascio
Dief f tosità interna in
semilavorati, difettosità nelle
saldaturedif ferenti
della prova perpendicolarmente al fascio
Ispezione visiva
Caratteristiche superf iciali
quali graf f i, cricche o
variazioni cromatiche.
Corrosione, deformazioni nei
materiali plastici
Economico, può essere
automatizzato
Può essere impiegato solo
per difetti superf iciali o su
materiali trasparenti
Carta, legno e metalli solo
per f initure superf iciali ed
uniformità
Correnti indotte
Variaizoni nella conduttività
elettrica causate da cricche,
vuoti o inclusioni
Costo moderato
Impiego limitato ai materiali
conduttori. Scarsa capacità
di penetrazione
Tubi di scambiatori di calore
(assottigliamento delle pareti
o cricche)
Liquidi penetrantiAperture superf iciali causate
da cricche, porosità ecc.
Poco costoso, facile da
applicare, portatile, sensibile
a piccoli difetti superf iciali
I difetti devono avere sbocco
sulla superf icie, non
applicabile su superf ici
porose o ad elevata rugosità
Pale di turbina (cricche e
porosità)
Particelle magnetiche
Variazioni nel campo
magnetico causate da difetti
superf icciali o sub-
superf iciali quali cricche,
inclusioni, ecc.
Costo medio-basso,
sensibile a difetti superf iciali
e sub-superf iciali
Impiego limitato ai materiali
ferromagnetici. Preparazione
della superf icie laboriosa,
può richiedere post-
smagnetizzazione
Ruote ferroviarie (cricche),
getti
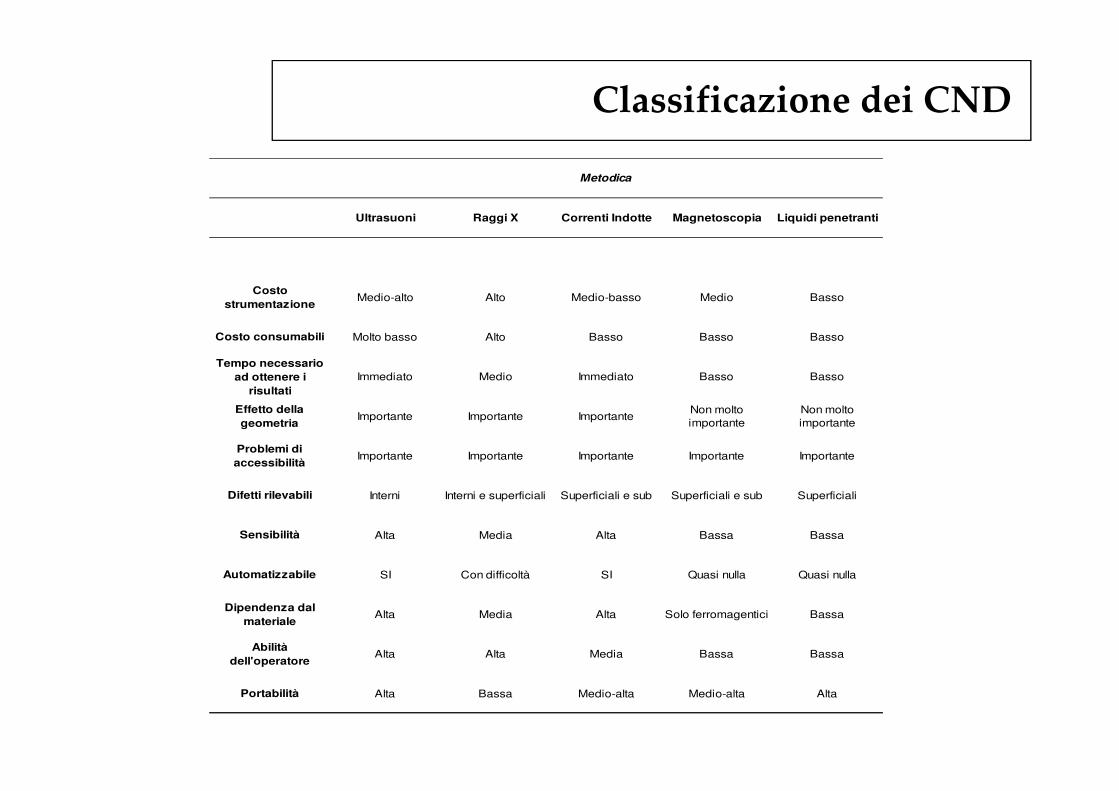
Classificazione dei CND
Ultrasuoni Raggi X Correnti Indotte Magnetoscopia Liquidi penetranti
Costo
strumentazioneMedio-alto Alto Medio-basso Medio Basso
Costo consumabili Molto basso Alto Basso Basso Basso
Tempo necessario
ad ottenere i
risultati
Immediato Medio Immediato Basso Basso
Metodica
risultati
Effetto della
geometriaImportante Importante Importante
Non molto
importante
Non molto
importante
Problemi di
accessibilitàImportante Importante Importante Importante Importante
Difetti rilevabili Interni Interni e superficiali Superficiali e sub Superficiali e sub Superficiali
Sensibilità Alta Media Alta Bassa Bassa
Automatizzabile SI Con difficoltà SI Quasi nulla Quasi nulla
Dipendenza dal
materialeAlta Media Alta Solo ferromagentici Bassa
Abilità
dell'operatoreAlta Alta Media Bassa Bassa
Portabilità Alta Bassa Medio-alta Medio-alta Alta

Le indicazioni
� Qualunque sia il metodo che viene selezionato per una indagine non
distruttiva e qualunque sia il componente/manufatto/semilavorato oggetto di
test, ciò che ci si aspetta dal controllo è l’accertamento (o meno) delle
cosiddette indicazioni, ossia di informazioni che devono essere
opportunamente interpretate e valutate con il fine ultimo di formulare unopportunamente interpretate e valutate con il fine ultimo di formulare un
giudizio di accettazione o rifiuto del campione.
� La presenza di un’indicazione non è necessariamente indice
dell’esistenza di difettosità.

Classificazione delle indicazioni
In base alla normativa (ASTM, EN) la terminologia relativa alle indicazioni leclassifica come segue:
� Falsa. È un’indicazione non originata dall’interazione della tecnica impiegatacon una discontinuità, ma piuttosto un’informazione fuorviante causata daun’errata procedura o da una scorretta elaborazione dei dati sperimentali.
� Non-rilevante. È un’indicazione che non ha relazione con una discontinuitàche è considerata difetto nella parte da testare; un difetto con livello di tolleranza� Non-rilevante. È un’indicazione che non ha relazione con una discontinuitàche è considerata difetto nella parte da testare; un difetto con livello di tolleranzaaccettabile.
� Rilevante. Un’indicazione o un difetto che può avere un qualche effetto sulleprestazioni del componente.
� Discontinuità. Un’interruzione (intenzionale o non-intenzionale) nellaconfigurazione del pezzo.
� Difetto. Una o più indicazioni che violano le specifiche sul componentefissate a priori.
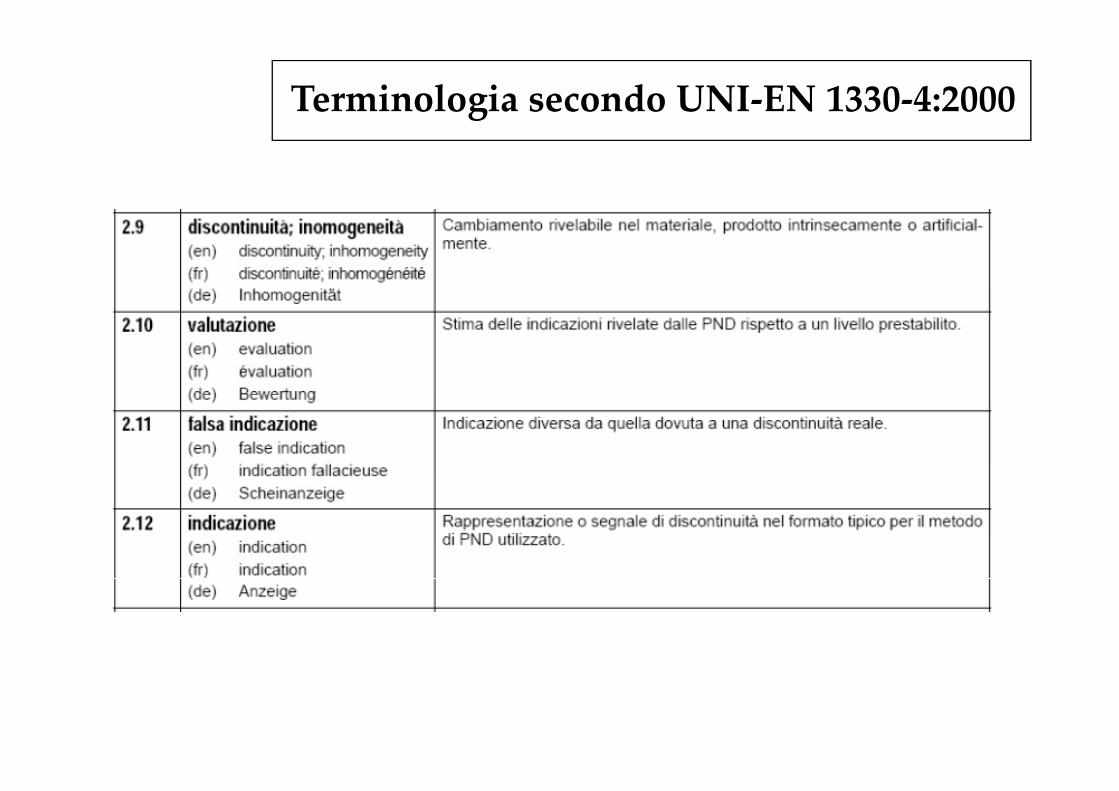
Terminologia secondo UNI-EN 1330-4:2000
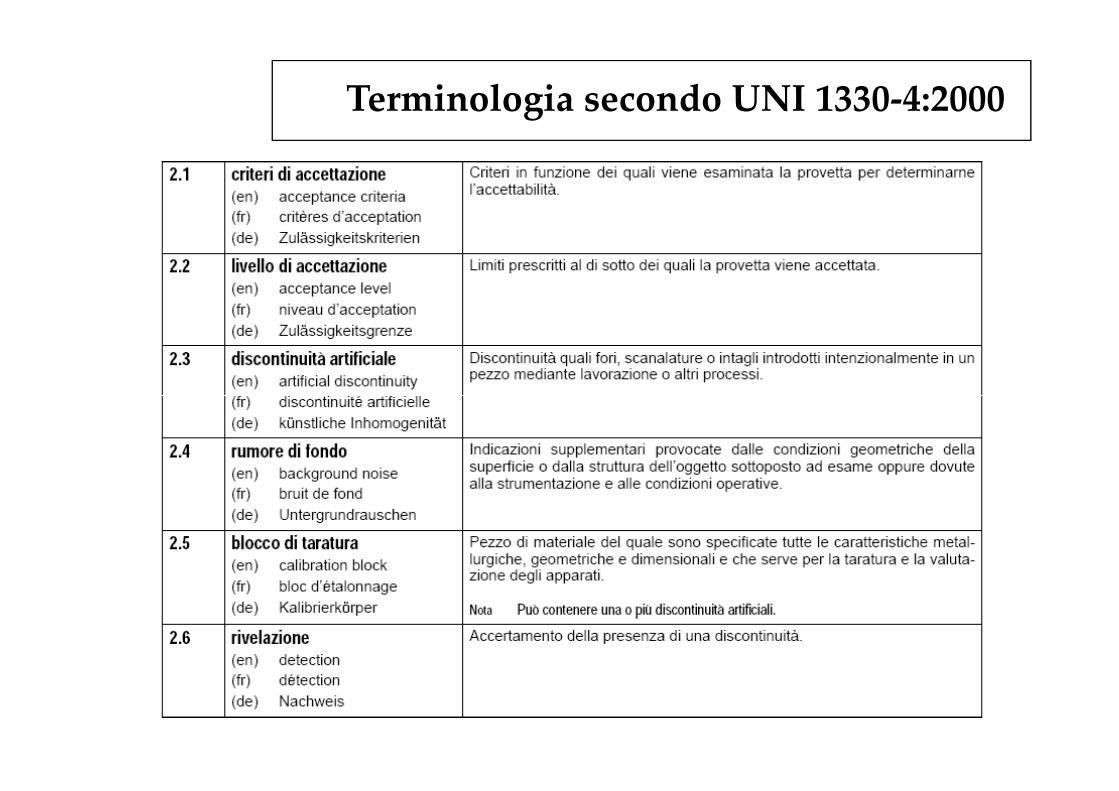
Terminologia secondo UNI 1330-4:2000
Schema della procedura di controllo
1. Applicazione del mezzo fisico di controllo
2. Alterazione del mezzo di controllo da parte delle disomogeneità
presenti nel materiale
La procedura di controllo non distruttivo può essere idealmente nelleseguenti fasi:
presenti nel materiale
3. Accertamento di tali alterazioni per mezzo di un opportuno sistema di
rivelazione
4. Conversione delle informazioni in una forma adatta all’interpretazione
5. Interpretazione delle informazioni ottenute
6. Valutazione ed emissione del giudizio di accettazione
Ad esempio…
1. Applicazione del mezzo fisico dicontrollo
2. Alterazione del mezzo di controllo daparte delle disomogeneità presenti nelmateriale
Ispezione visiva di un foglio di carta posto tra occhio e sorgenteluminosa :
1. Il mezzo fisico di controllo è la luce
2. L’intensità della luce trasmessaattraverso il foglio è alterata dallapresenza di difetti o segni
3. Il sistema di rivelazione è l’occhiomateriale3. Accertamento di tali alterazioni per
mezzo di un opportuno sistema dirivelazione
4. Conversione delle informazioni in unaforma adatta all’interpretazione
5. Interpretazione delle informazioniottenute
6. Valutazione ed emissione del giudiziodi accettazione
3. Il sistema di rivelazione è l’occhio
umano che è sensibile alle variazioni diintensità
4. Il sistema nervoso centrale converte isegnali elettrici provenienti dal nervoottico e diretti al cervello
5. Il cervello elabora questi segnali e liinterpreta
6. Valutazione ed emissione del giudiziodi accettazione
Ad esempio…
1. Applicazione del mezzo fisico dicontrollo
2. Alterazione del mezzo di controllo daparte delle disomogeneità presenti nelmateriale
3. Accertamento di tali alterazioni per
Ispezione radiografica di un componente meccanico:
1. Il mezzo fisico di controllo è laradiazione elettromagnetica X o γγγγ
2. La radiazione è assorbita in modo
differente dal pezzo in funzione dellesue caratteristiche
3. I cristalli di bromuro d’argento3. Accertamento di tali alterazioni permezzo di un opportuno sistema dirivelazione
4. Conversione delle informazioni in unaforma adatta all’interpretazione
5. Interpretazione delle informazioniottenute
6. Valutazione ed emissione del giudiziodi accettazione
3. I cristalli di bromuro d’argentopresenti sulla lastra subiscono unamodificazione latente a causadell’esposizione ai raggi X
4. Il processo di sviluppo rende talimodificazioni visibili
5. L’operatore ha a disposizione una seriedi variazioni di tonalità di grigio sullalastra
6. Valutazione ed emissione del giudiziodi accettazione
Schema della procedura di controllo
1. Nella prima fase, l’obiettivo è quello di applicare laprocedura di controllo in modo tale da far emergere lapresenza di indicazioni
2. Successivamente le indicazioni raccolte, che per il momentovengono caratterizzate esclusivamente in base al numeroalla localizzazione e alla dimensione, devono essereinterpretate secondo opportuni criteri legati in parte alla
Applicazione
Raccolta ecaratterizzazioneinterpretate secondo opportuni criteri legati in parte alla
normativa (sia essa generica o specifica definita in sede dicapitolato d’appalto) e in parte all’esperienza maturatadall’operatore che esegue il controllo.
3. Nella fase finale di valutazione, l’operatore formula ungiudizio complessivo che definisce, sulla base delleinformazioni raccolte nelle fasi precedenti, se ilcomponente è idoneo allo svolgimento delle funzioni perle quali è stato progettato e realizzato.
caratterizzazioneindicazioni
Valutazione
La verifica dei risultati
Nella fase di sviluppo di nuove tecniche o metodiche di test non distruttivicosì come nella pratica applicazione routinaria, è essenziale eseguireperiodicamente dei controlli distruttivi (da eseguirsi a margine di quelli nondistruttivi) su alcuni campioni significativi.
Ciò allo scopo:• di verificare e confermare i risultati ottenuti• di garantire la perfetta efficienza della strumentazione impiegata• di garantire la perfetta efficienza della strumentazione impiegata• di monitorare i livelli di sensibilità e risoluzione desiderati
Naturalmente numerose preziose informazioni possono emergere anche dauna semplice ispezione visiva del componente dopo che su di esso sia stataeseguita la prova distruttiva
È altrettanto importante verificare periodicamente l’efficienza degli operatoriche eseguono il controllo non distruttivo (in particolare l’apparato visivo, manon si tralascia l’effetto dovuto alle radiazioni elettromagnetiche)

Schema della procedura di controllo
Difetti
I difetti tipici che si riscontrano mediante un controllo non distruttivo possonoessere genericamente classificati in tre grandi categorie:
Difetti di natura intrinsecaIntrodotti nel materiale base o nel semilavorato durante il processo difabbricazione
Difetti di lavorazioneDifetti di lavorazioneCausati da lavorazioni o processi tecnologici eseguiti sul pezzo nel corso dellarealizzazione del manufatto (saldature, trattamenti termici ecc.)
Difetti di esercizioOriginati dal normale funzionamento del componente durante il suo ciclo divita utile (corrosione, cricche da fatica ecc.)
La conoscenza accurata della difettologia dei materiali è essenziale al finedella corretta selezione della metodica non distruttiva più idonea.
Standard e procedure
Gli standard sono documenti contenenti essenzialmente specifiche tecnicheo altri criteri che fungono da regole, linee guida o definizioni dicaratteristiche tali da assicurare la corretta applicazione di una metodicaNDT.
Tipicamente, un insieme di standard relativi a particolari aspetti di unaTipicamente, un insieme di standard relativi a particolari aspetti di unametodica NDT vanno a confluire nella cosiddetta “procedura”, cherappresenta l’espressione operativa delle normative tecniche a livelloaziendale.
In sostanza, la procedura stabilisce le apparecchiature, gli accessori, imateriali di consumo, la tecnica esecutiva ed i criteri di accettabilità perl’esecuzione di un determinato controllo su una particolare categoria dimanufatti.

Struttura di una procedura
1. SCOPO
2. PREPARAZIONE SUPERFICIALE
3. APPARECCHIATURA
4. MEZZO DI ACCOPPIAMENTO
5. BLOCCO DI CALIBRAZIONE
6. BLOCCO DI RIFERIMENTO PER LA TARATURA6. BLOCCO DI RIFERIMENTO PER LA TARATURA
7. TARATURA DELL' APPARECCHIATURA
8. VERIFICHE DELLE TARATURE
9. TECNICA D' ESPLORAZIONE
10. INDICAZIONI DA RIPORTARE E VALUTARE
11. CRITERI DI ACCETTABILITA'
12. RIMOZIONE DELLE DISCONTINUITA'
13. CERTIFICAZIONE
14. QUALIFICA DEL PERSONALE
Un esempio di procedura
Ad esempio, in una procedura per l’esecuzione di controlli radiografici susaldature in valvole FCC, è stabilito che
• il personale che eseguirà i controlli radiografici deve essere certificato almeno allivello 1, in accordo con la norma EN 473, mentre il giudizio di accettabilità deveessere emesso da personale certificato almeno al livello 2.
• Verranno impiegate classi di sistema pellicola conformi alla EN 584-1. Le classi• Verranno impiegate classi di sistema pellicola conformi alla EN 584-1. Le classiminime dei sistemi pellicola sono indicate nei prospetti II e III allegati a EN 444. Iprospetti riportano anche il tipo e gli spessori raccomandati degli schermi metallici.
• Devono essere apposti simboli su ogni sezione dell’oggetto da radiografare. Leimmagini di questi simboli devono comparire nella radiografia, dove possibile nellazona di interesse, e devono garantire l’identificazione univoca della sezione. EN 444 (5.3. identificazione delle radiografie)

Quale tipo di controllo scegliere?
La scelta corretta del tipo di controllo da impiegare scaturisce da un’attentaanalisi della problematica nel suo insieme ed è per questo che il processodecisionale deve tenere conto di tutti i seguenti aspetti:
• Programmazione
• Accessibilità
• Preparazione delle superfici d’esame• Preparazione delle superfici d’esame
• Conoscenza dei difetti tipici in esercizio
• Sensibilità dei controlli
• Qualificazione del personale
• Documentazione
Programmazione
Il primo step consiste nel predisporre una appropriata «check list» che consenta la raccolta e l’elaborazione dei dati attinenti al componente; per questo occorre:
a) classificare il componente secondo il livello di criticità
b) conoscere il tipo di materiale, le condizioni di progetto e di esercizio, lecaratteristiche geometriche del componente
c) raccogliere e catalogare indicazioni fornite da precedenti esperienze sullostesso componente ed analoghi.
c) raccogliere e catalogare indicazioni fornite da precedenti esperienze sullostesso componente ed analoghi.
d) stabilire le cause e le modalità più probabili di degrado
e) stabilire il tipo di CND più adeguato per verificare i danni subiti dalcomponente con riguardo all’efficacia, ai tempi ed ai costi
f) definire i tempi necessari all’esecuzione dei controlli in relazione anche adaltri interventi di manutenzione (es. impossibilità di eseguire radiografie inconcomitanza di altri lavori nella stessa zona)
Accessibilità
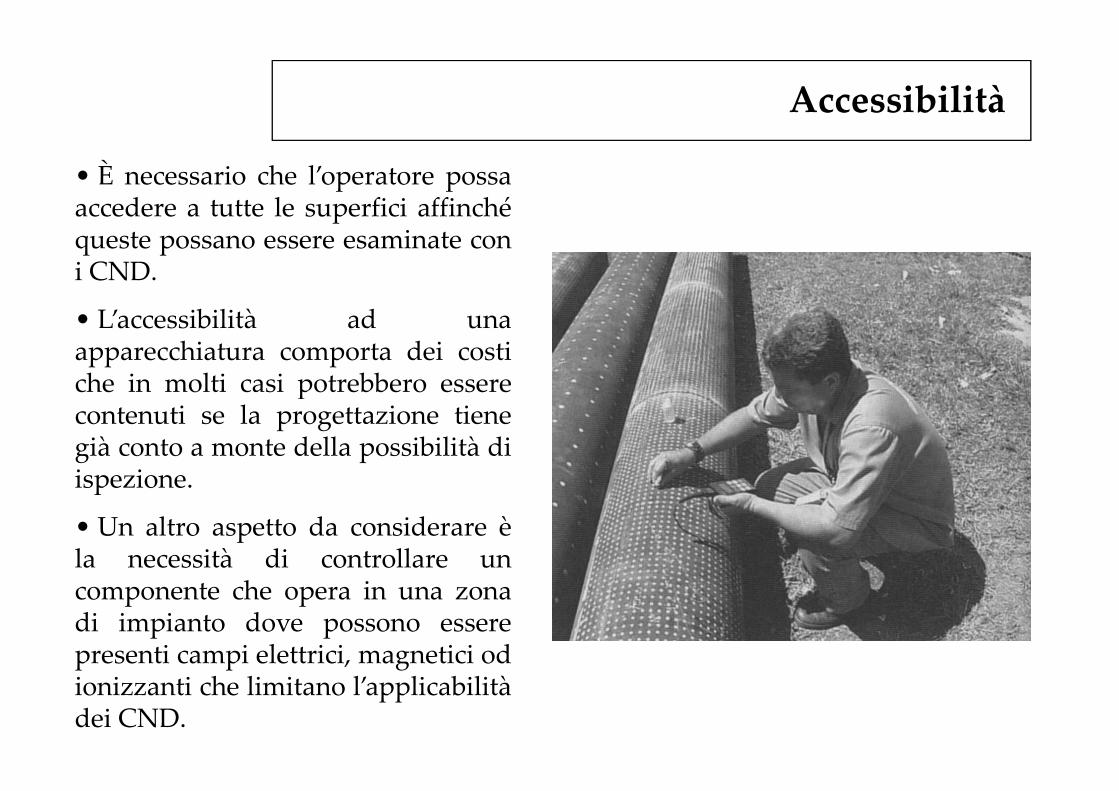
• È necessario che l’operatore possaaccedere a tutte le superfici affinchéqueste possano essere esaminate coni CND.
• L’accessibilità ad unaapparecchiatura comporta dei costiche in molti casi potrebbero essereche in molti casi potrebbero esserecontenuti se la progettazione tienegià conto a monte della possibilità diispezione.
• Un altro aspetto da considerare èla necessità di controllare uncomponente che opera in una zonadi impianto dove possono esserepresenti campi elettrici, magnetici odionizzanti che limitano l’applicabilitàdei CND.
Preparazione delle superfici
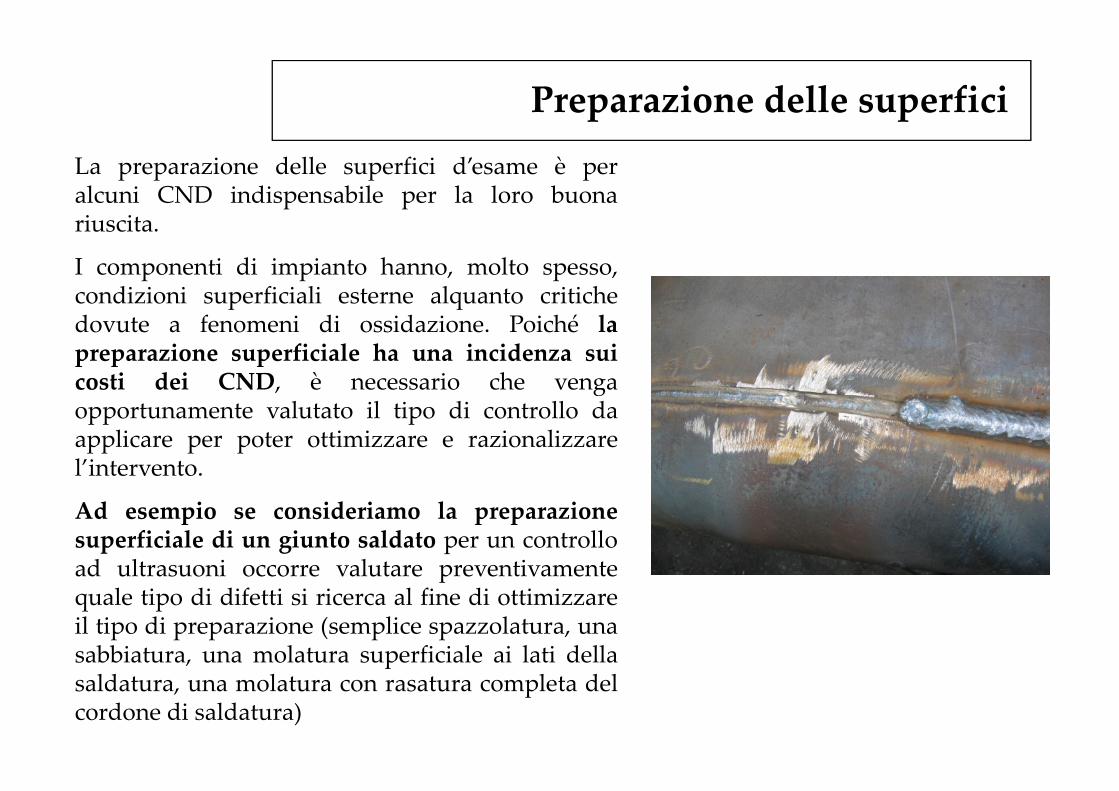
La preparazione delle superfici d’esame è peralcuni CND indispensabile per la loro buonariuscita.
I componenti di impianto hanno, molto spesso,condizioni superficiali esterne alquanto critichedovute a fenomeni di ossidazione. Poiché lapreparazione superficiale ha una incidenza suicosti dei CND, è necessario che vengaopportunamente valutato il tipo di controllo dacosti dei CND, è necessario che vengaopportunamente valutato il tipo di controllo daapplicare per poter ottimizzare e razionalizzarel’intervento.
Ad esempio se consideriamo la preparazionesuperficiale di un giunto saldato per un controlload ultrasuoni occorre valutare preventivamentequale tipo di difetti si ricerca al fine di ottimizzareil tipo di preparazione (semplice spazzolatura, unasabbiatura, una molatura superficiale ai lati dellasaldatura, una molatura con rasatura completa delcordone di saldatura)

Conoscenza dei difetti tipici
La conoscenza della tipologia caratteristica dei difetti nei componenti diimpianto, quali la loro origine, la loro collocazione, la loro probabilità diindividuarli in zone prestabilite e la loro evoluzione, sono elementiindispensabili per una corretta metodologia di controllo.
In assenza di queste informazioni, si corre il rischio di applicare metodologieinadeguate o di dover ricorrere ad una sovrabbondanza di controlliIn assenza di queste informazioni, si corre il rischio di applicare metodologieinadeguate o di dover ricorrere ad una sovrabbondanza di controllinecessaria per considerare tutte le ipotesi di difettosità.
Esempio: fenomeni di corrosione uniforme
• UT: controlli spessimetrici secondo criteri legati all’estensione ed ubicazionedel fenomeno corrosivo-erosivo
• RX: può fornire un contributo per la verifica dello spessore su una visionedi insieme
Sensibilità della tecnica
• Partendo dal presupposto che l’affermazione «componente senza difetti» tecnicamente non hasenso, è necessario sempre riferirsi alla normativa applicabile che identifica l’accettabilità ol’inacettabilità dei difetti riscontrati.
• A tal proposito, la normativa o la specifica di controllo applicabile definisce, oltre alla classe diaccettabilità, anche la taratura della strumentazione che fa parte integrante della sensibilitàdel controllo.
• Una volta definito il difetto minimo accettabile diviene determinante il confronto condifetti artificiali di forma e dimensioni standard praticati su blocchi di calibrazione.difetti artificiali di forma e dimensioni standard praticati su blocchi di calibrazione.
• Di notevole supporto, nella definizione della sensibilità dei CND per i diversi manufatti, è lanormativa nazionale, europea ed internazionale in uso, la quale suggerisce la correttaprocedura d’esame.
• Quindi prima di iniziare un controllo non distruttivo si deve sempre definire la normativaapplicabile secondo cui viene condotto il controllo o in mancanza di questa, la tipologia deidifetti accettabili con cui confrontare le indicazioni riscontrate.
• Talvolta si ricorre a blocchi campioni con difettosità artificiali fuori standard, ottenute conparticolari lavorazioni meccaniche, ma più frequentemente per elettroerosione, per potercreare condizioni di taratura più vicine al caso reale.
Qualificazione del personale
L’esecuzione di un esame, sottintende la stesura di un’adeguataprocedura di controllo in grado di garantire la correttaapplicazione del metodo.
Dato che l’efficacia dei CND è basata principalmente sulla lororipetibilità è fuor di ogni dubbio che diventa necessario ilrispetto, nella sua interezza, della specifica da applicare.rispetto, nella sua interezza, della specifica da applicare.
Quindi per poter raggiungere tale scopo risulta indispensabileche la conduzione dei CND sia affidata a personaleadeguatamente qualificato, di provata capacità, serietàprofessionale e che abbia maturato una notevole esperienza sulcontrollo di difettosità che vengono a crearsi nel componente inesame.

Documentazione
Importante atto finale di un controllo è la sua documentazione.
Un esame anche ben condotto, ma non sufficientemente edappropriatamente documentato, perde gran parte della suavalidità, in quanto non può essere confrontabile ne con i controlliprecedenti ne con quelli futuri.
È necessario, a tal fine, disporre di una modulistica che risulti ingrado di poter descrivere le informazioni utili alla definizionedel tipo di controllo con la relativa classe di accettabilità e chepossa contenere i dati necessari per la ripetibilità del controllo.

Ispezione Visiva

Ispezione Visiva
� Probabilmente è la tecnica non distruttiva più utilizzata (spesso anche in modoinconsapevole o non codificato)
� È semplice, facile da applicare, fornisce risultati immediati ed ha un costo molto basso
� È buona pratica impiegare l’ispezione visiva quale controllo di complemento ad altretecniche non distruttive
Esempio: l’esame di una saldatura da parte di un ispettore specializzato può fornire unaEsempio: l’esame di una saldatura da parte di un ispettore specializzato può fornire unasignificativa mole di informazioni circa:•La presenza o l’assenza di cricche•La loro posizione ed orientamento relativo•La presenza di porosità superficiali•Mancanza od eccesso di penetrazione•Disallineamenti tra i lembi•Irregolarità del cordone•Ecc.
� Il principio base della tecnica è l’osservazione (effettuata con l’occhio umano o condispositivi fotosensibili) di un campione adeguatamente illuminato
Ispezione Visiva
• Nel controllo non distruttivo con metodo visivo (VT)l'interpretazione e la valutazione dei risultati vieneeffettuata oggettivamente dall'operatore in base a specificiparametri di accettabilità della particolare difettologia delcomponente in esame.
• I controlli visivi vengono generalmente utilizzati perrilevare specifiche caratteristiche superficiali e/orilevare specifiche caratteristiche superficiali e/odimensionali quali allineamenti, forme e dimensioni dicomponenti di macchine, di impianti e di manufatti, statodelle superfici
• Il personale addetto ai controlli non distruttivi conmetodo VT, ogni due anni viene sottoposto ad accuratavisita oculistica nel corso della quale viene verificata tantola capacità visiva (diretta o corretta) quanto la capacità didistinguere i colori.

Ispezione Visiva
ESAMI VISIVI DIRETTI: possono essere utilizzati quando sia possibileaccedere con gli occhi ad una distanza della superficie in esame nonmaggiore di circa 60 cm e non minore di 15 cm, con una angolazione noninferiore a 30°. Per migliorare ingrandimenti e visuale possono essereutilizzati lenti e specchi. L'illuminazione, effettuata con opportunelampade, deve essere compresa tra i 150 ed i 600 lux.

Ispezione Visiva
ESAMI VISIVI REMOTIZZATI: vengono generalmenteutilizzati quando non è possibile accedere direttamenteall'oggetto od alla superficie da esaminare.
Allo scopo vengono utilizzate apparecchiature più o menosofisticate, quali ad es. specchi, telescopi, endoscopi, fibreottiche, telecamere, ecc.
In ogni caso, qualunque sia il mezzo utilizzato, glistrumenti devono avere una risoluzione almenoequivalente a quella dell'occhio umano (0.2 mm).
Ispezione Visiva
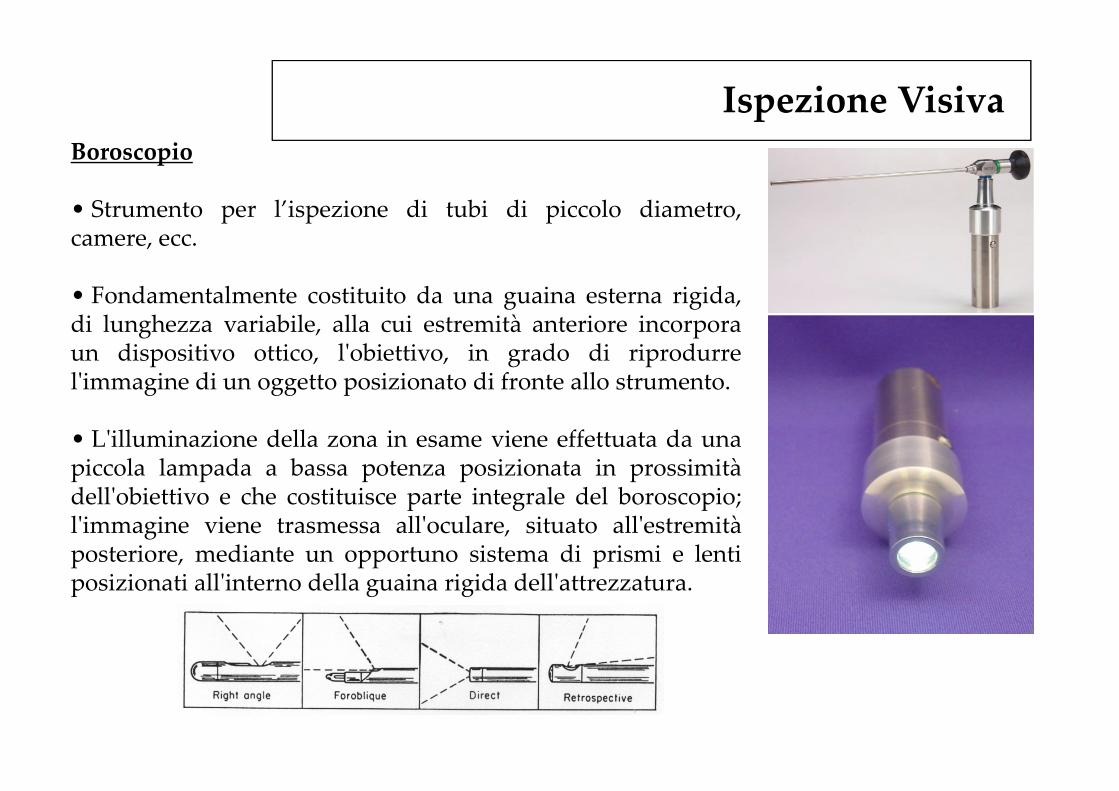
Boroscopio
• Strumento per l’ispezione di tubi di piccolo diametro,camere, ecc.
• Fondamentalmente costituito da una guaina esterna rigida,di lunghezza variabile, alla cui estremità anteriore incorporaun dispositivo ottico, l'obiettivo, in grado di riprodurrel'immagine di un oggetto posizionato di fronte allo strumento.l'immagine di un oggetto posizionato di fronte allo strumento.
• L'illuminazione della zona in esame viene effettuata da unapiccola lampada a bassa potenza posizionata in prossimitàdell'obiettivo e che costituisce parte integrale del boroscopio;l'immagine viene trasmessa all'oculare, situato all'estremitàposteriore, mediante un opportuno sistema di prismi e lentiposizionati all'interno della guaina rigida dell'attrezzatura.

Ispezione Visiva
Endoscopio
• Negli Endoscopi l’illuminazione della superficie vieneottenuta mediante l'impiego di un fascio di fibre ottiche,poste parallelamente all'asse del sistema ottico, edutilizzando una sorgente luminosa esterna di notevoleintensità.
• Anche se tali strumenti presentano numerosi vantaggirispetto al Boroscopio tradizionale (es. grande intensitàrispetto al Boroscopio tradizionale (es. grande intensitàluminosa, assenza di tensione elettrica e/o fonti di caloreconcentrate in prossimità di zone di ispezione “a rischio”,etc.), la caratteristica di maggior rilievo risulta esserel'impiego delle fibre ottiche per il trasporto e/otrasferimento delle immagini.
• In tal modo è stato possibile sostituire le lenti del“sistema ottico” con un fascio di fibre geometricamenteordinate, e realizzare strumentazioni flessibili cherisultassero in grado di raggiungere zone di ispezionelocalizzate lungo percorsi non rettilinei (Flexiscope,Fibroscopi).
Altri strumenti
• Microscopi
• Profilometri
• Dispositivi sensibili alla luce
• Dispositivi ottici per la verifica della planarità• Dispositivi ottici per la verifica della planarità
• Schermi ingranditori
• Microscopi
• Ecc.