CARATTERISTICHE: Volano a magneti permanenti: 12 poli …
95
Capitolo 3 70 C. CON REGOLAZIONE CC DIA 117 CARATTERISTICHE: Volano a magneti permanenti: 12 poli con diametro esterno 117 mm. Regolazione: cc Potenza: 170 W Rotazione Massima: 12000 rpm Momento di Inerzia: 28 (114) kg.cm 2 Applicazioni: ricarica batteria per scooter di media cilindrata CURVA CARATTERISTICA CORRENTE DI RICARICA BATTERIA (VB=14 V)
Transcript of CARATTERISTICHE: Volano a magneti permanenti: 12 poli …
Capitolo 3
70
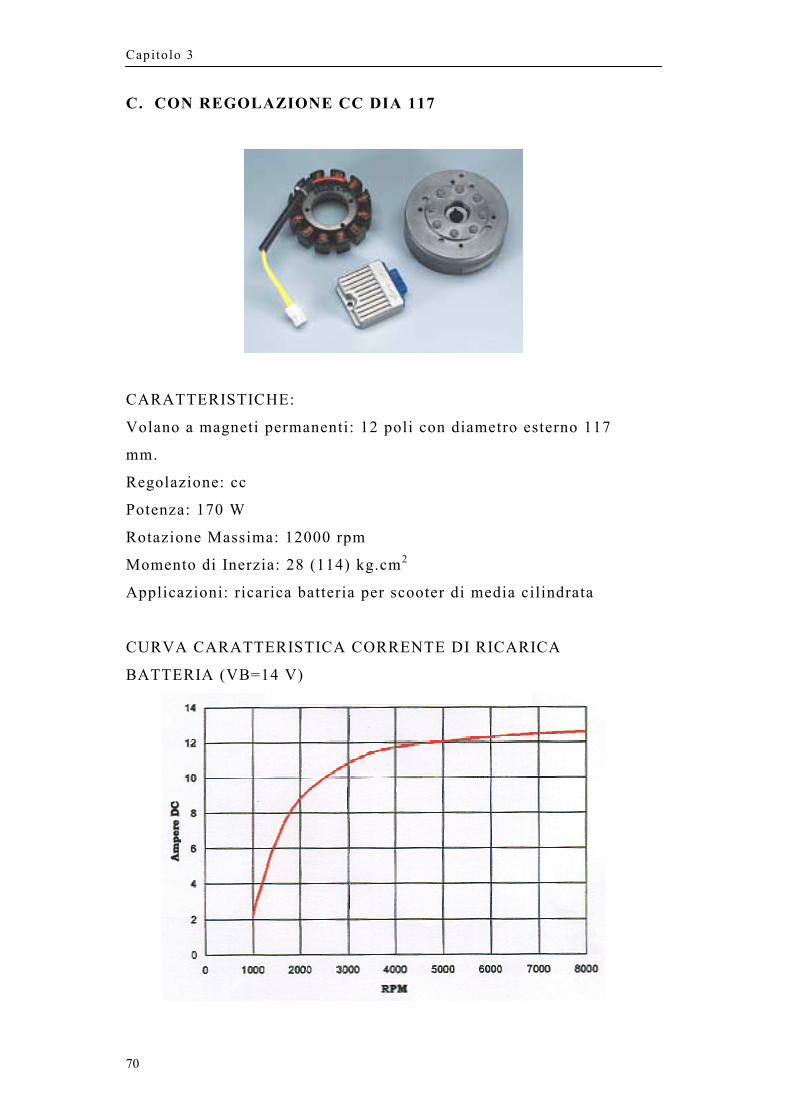
C. CON REGOLAZIONE CC DIA 117
CARATTERISTICHE:
Volano a magneti permanenti: 12 poli con diametro esterno 117
mm.
Regolazione: cc
Potenza: 170 W
Rotazione Massima: 12000 rpm
Momento di Inerzia: 28 (114) kg.cm2
Applicazioni: ricarica batteria per scooter di media cilindrata
CURVA CARATTERISTICA CORRENTE DI RICARICA
BATTERIA (VB=14 V)
La DUCATI energia S.p.A.
71
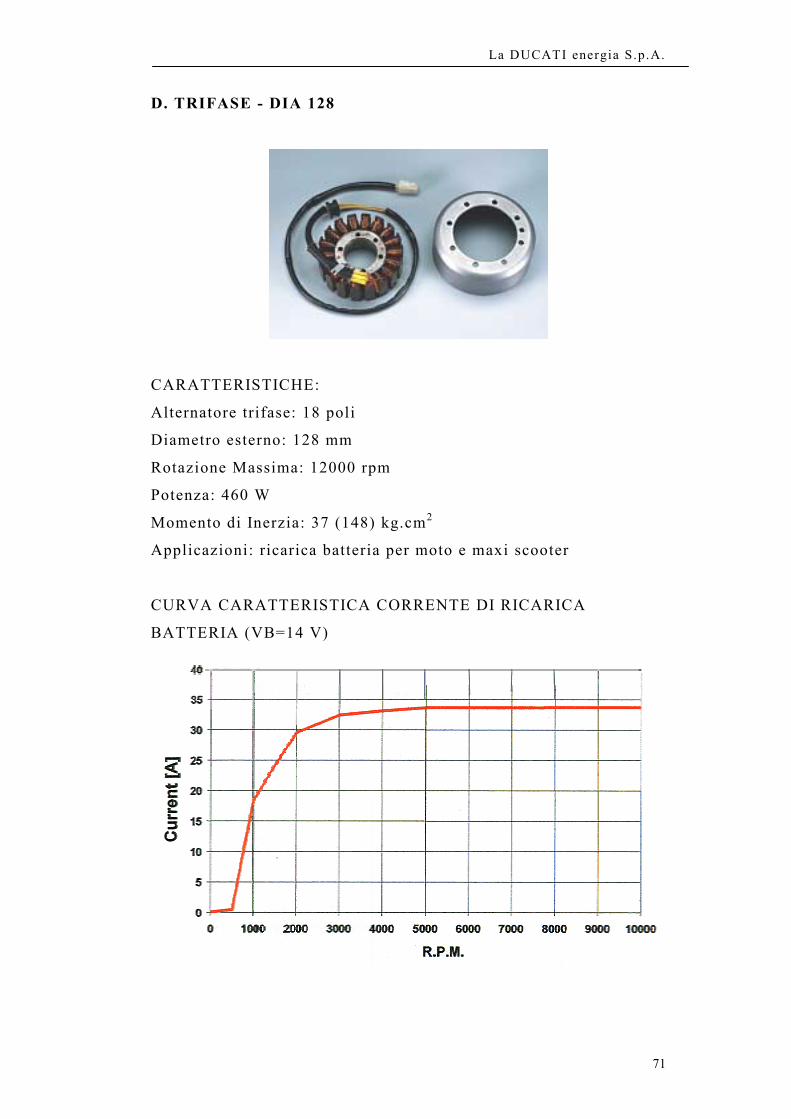
D. TRIFASE - DIA 128
CARATTERISTICHE:
Alternatore trifase: 18 poli
Diametro esterno: 128 mm
Rotazione Massima: 12000 rpm
Potenza: 460 W
Momento di Inerzia: 37 (148) kg.cm2
Applicazioni: ricarica batteria per moto e maxi scooter
CURVA CARATTERISTICA CORRENTE DI RICARICA
BATTERIA (VB=14 V)
Capitolo 3
72
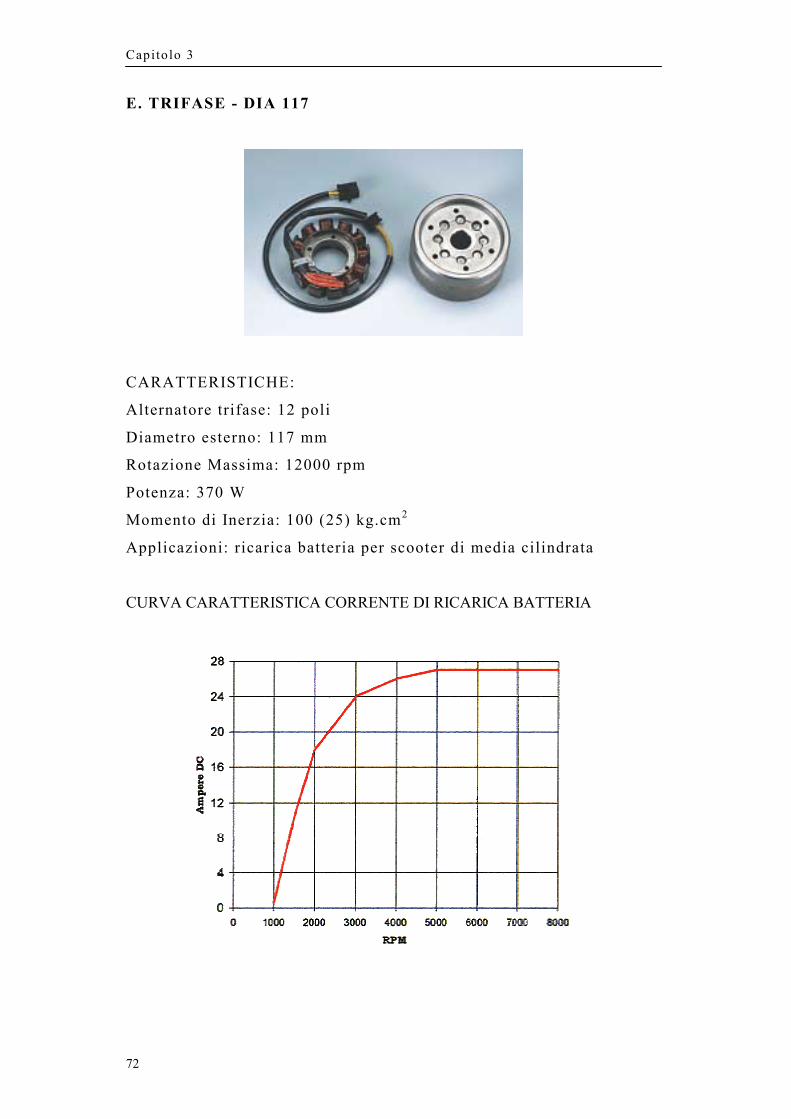
E. TRIFASE - DIA 117
CARATTERISTICHE:
Alternatore trifase: 12 poli
Diametro esterno: 117 mm
Rotazione Massima: 12000 rpm
Potenza: 370 W
Momento di Inerzia: 100 (25) kg.cm2
Applicazioni: ricarica batteria per scooter di media cilindrata
CURVA CARATTERISTICA CORRENTE DI RICARICA BATTERIA
La DUCATI energia S.p.A.
73
3.3.3 ACCENSIONE ELETTRONICA INDUTTIVA
CARATTERISTICHE:
Monocomponente
Dimensioni contenute
Rotore diametro : 90 -200 mm
Traferro : 0,3 mm
Polarità scintilla : NEGATIVA
Energia scintilla - 10 mJ
Durata scintilla : 0,7 m sec.
Minimo : Da 200 a 800 giri/l '
Tempo di salita (0 pF) : 20 µ sec.
Tempo di salita (50 pF) : 30 µ sec.
Capitolo 3
74
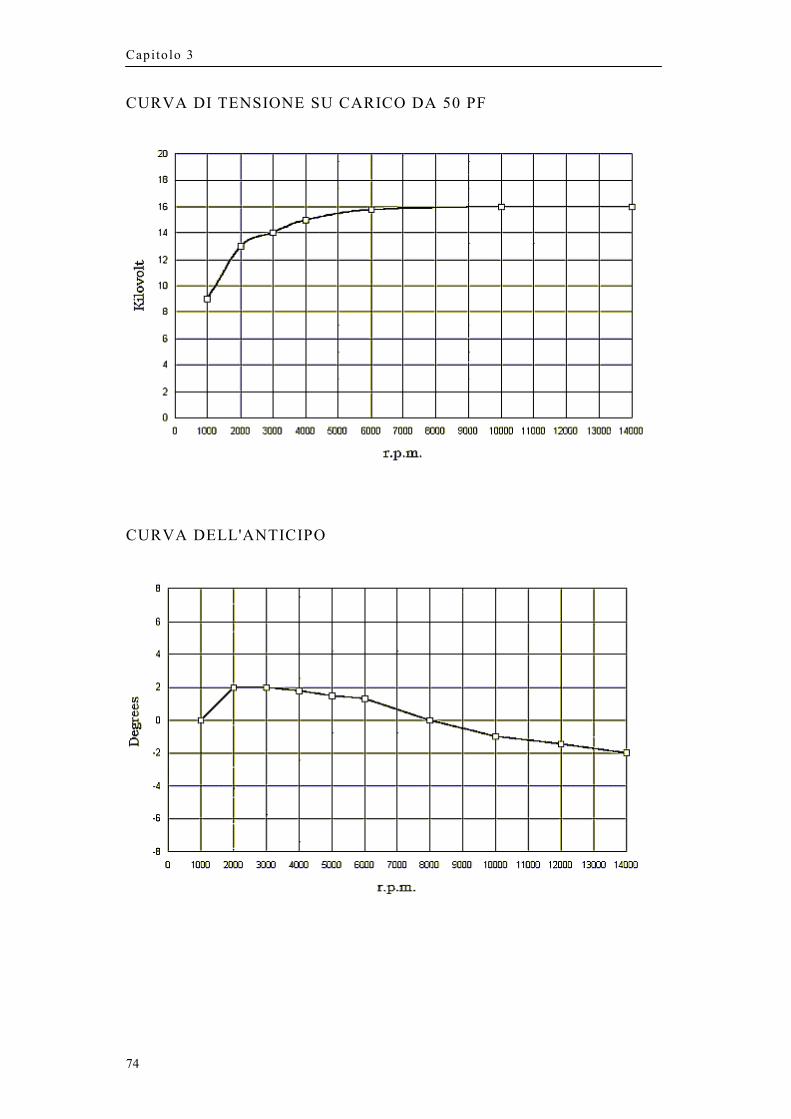
CURVA DI TENSIONE SU CARICO DA 50 PF
CURVA DELL'ANTICIPO

La DUCATI energia S.p.A.
75
3.3.4 CENTRALINA ELETTRONICA E BOBINA PER
IMPIANTI YAMAHA
Centralina: modulo capacitivo
Bobina di alta tensione
Adattabile agli impianti Yamaha scooter con volano 8 poli
CURVA DI TENSIONE SU CARICO DA 50 PF

Capitolo 3
76
3.3.5 MOTORINI DI AVVIAMENTO A MAGNETI
PERMANENTI PER SCOOTERS ED ALTRE
APPLICAZIONI
A.
PRESTAZIONI:
(Caratteristiche di scarica delle batteria)
A vuoto :11,4 V <=13 A Vel. Rotaz. >=17.000 rpm
Sotto carico : 9,7 V <= 30 A Vel.Rotaz. >= 9.000 rpm
A rotore bloccato : 6,8 V <= 87 A coppia >= 0.32 Nm
SPECIFICHE TECNICHE:
Tensione : 12 V
Potenza : 0,17 KW
Limite di impiego : 30 s
Direzione rotazione : orario dal pignone
Peso : 0,34 Kg
La DUCATI energia S.p.A.
77
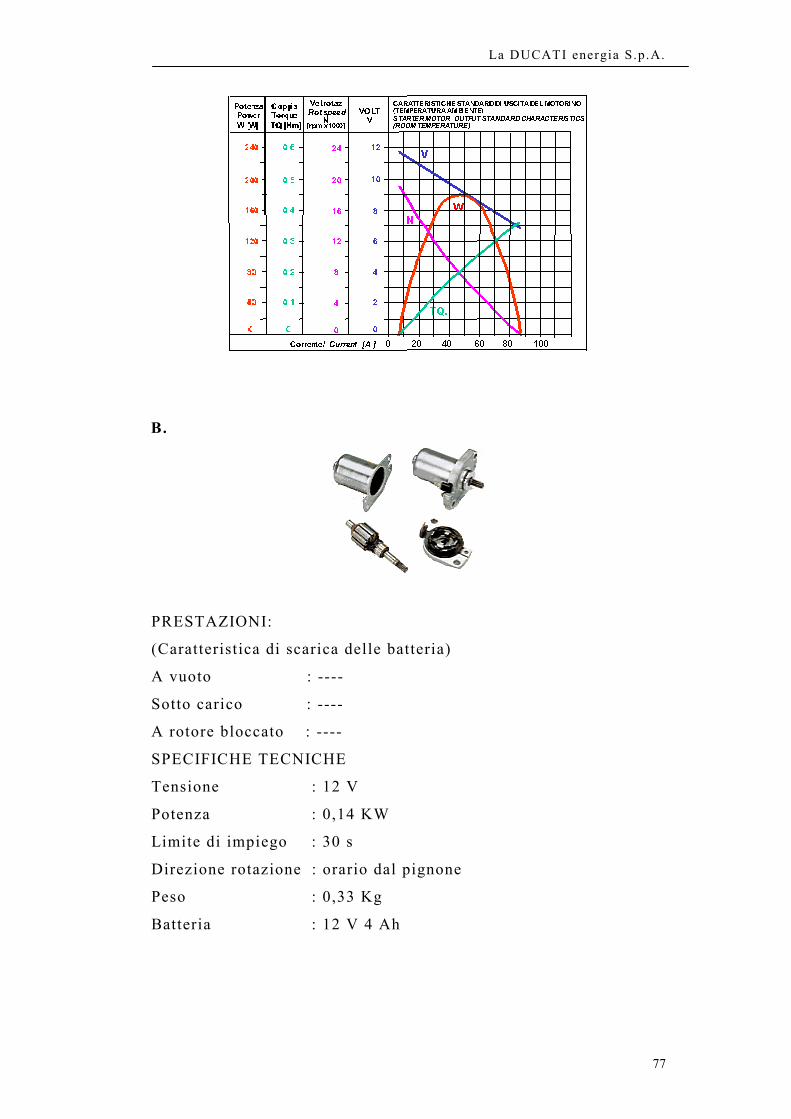
B.
PRESTAZIONI:
(Caratteristica di scarica delle batteria)
A vuoto : ----
Sotto carico : ----
A rotore bloccato : ----
SPECIFICHE TECNICHE
Tensione : 12 V
Potenza : 0,14 KW
Limite di impiego : 30 s
Direzione rotazione : orario dal pignone
Peso : 0,33 Kg
Batteria : 12 V 4 Ah

Capitolo 3
78
C.
PRESTAZIONI:
(Caratteristiche di scarica delle batteria)
A vuoto : 11,4 V<=13 A Vel. Rotaz.>=2.800 rpm
Sotto carico : 9,7 V <= 30 A Vel.Rotaz. >= 1.500 rpm
A rotore bloccato : 6,8 V <= 87 A coppia >= 2 Nm
SPECIFICHE TECNICHE:
Tensione : 12 V
Potenza : 0,17 KW
Limite di impiego : 30 s
Direzione rotazione : antiorario dal pignone
Peso : 0,61 Kg
Batteria : 12 V 4 Ah
La DUCATI energia S.p.A.
79
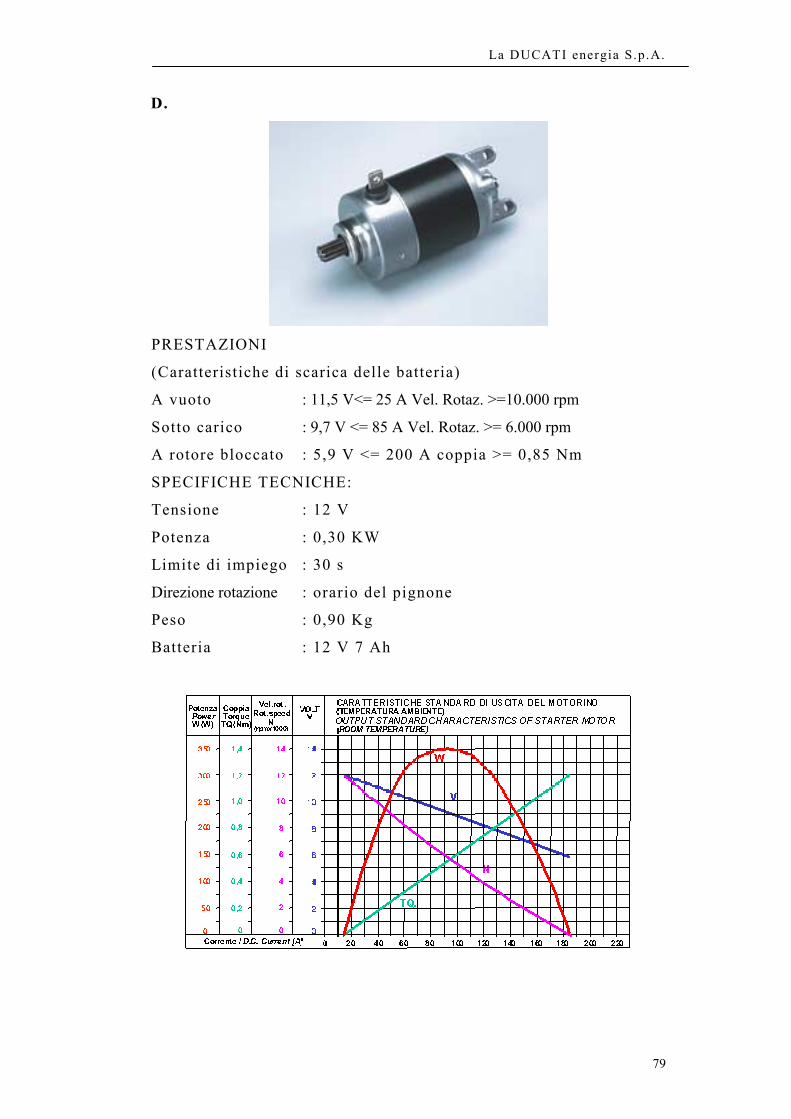
D.
PRESTAZIONI
(Caratteristiche di scarica delle batteria)
A vuoto : 11,5 V<= 25 A Vel. Rotaz. >=10.000 rpm
Sotto carico : 9,7 V <= 85 A Vel. Rotaz. >= 6.000 rpm
A rotore bloccato : 5,9 V <= 200 A coppia >= 0,85 Nm
SPECIFICHE TECNICHE:
Tensione : 12 V
Potenza : 0,30 KW
Limite di impiego : 30 s
Direzione rotazione : orario del pignone
Peso : 0,90 Kg
Batteria : 12 V 7 Ah
Capitolo 3
80
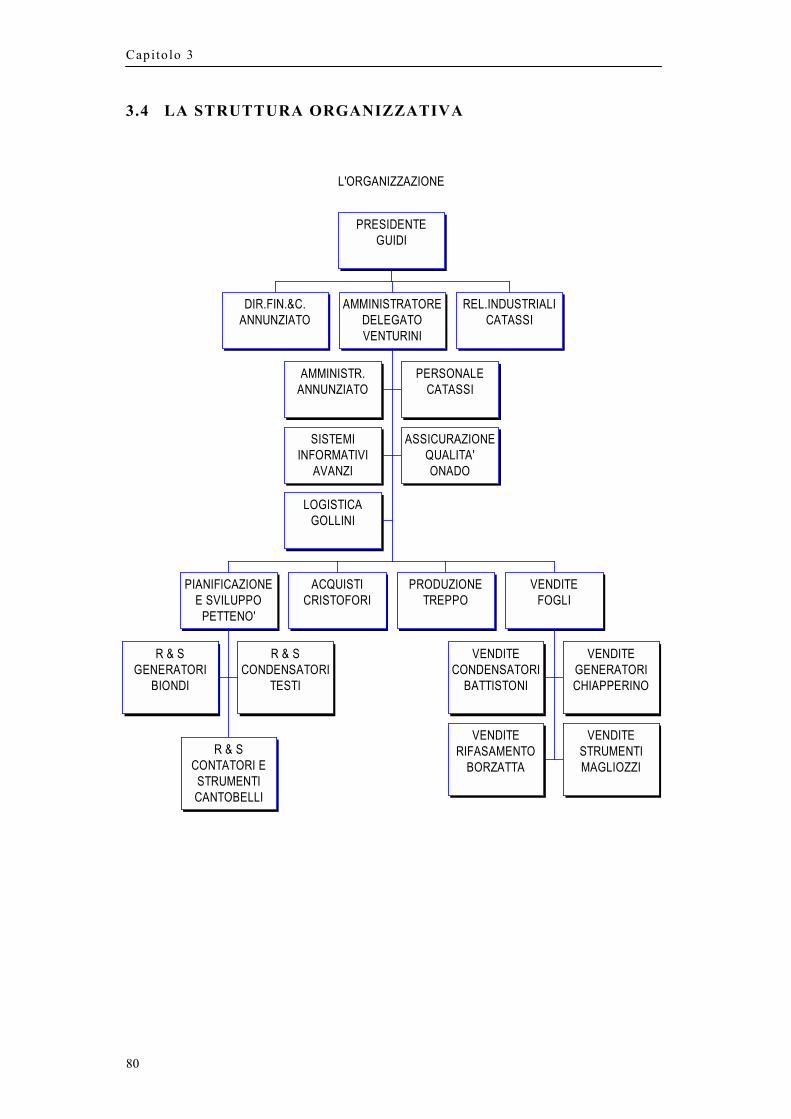
3.4 LA STRUTTURA ORGANIZZATIVA
�
L'ORGANIZZAZIONE
DIR.FIN.&C.ANNUNZIATO
AMMINISTR.ANNUNZIATO
PERSONALECATASSI
SISTEMIINFORMATIVI
AVANZI
ASSICURAZIONEQUALITA'ONADO
LOGISTICAGOLLINI
R & SGENERATORI
BIONDI
R & SCONDENSATORI
TESTI
R & SCONTATORI ESTRUMENTICANTOBELLI
PIANIFICAZIONEE SVILUPPO
PETTENO'
ACQUISTICRISTOFORI
PRODUZIONETREPPO
VENDITECONDENSATORI
BATTISTONI
VENDITEGENERATORICHIAPPERINO
VENDITERIFASAMENTO
BORZATTA
VENDITESTRUMENTIMAGLIOZZI
VENDITEFOGLI
AMMINISTRATOREDELEGATOVENTURINI
REL.INDUSTRIALICATASSI
PRESIDENTEGUIDI
La DUCATI energia S.p.A.
81
�
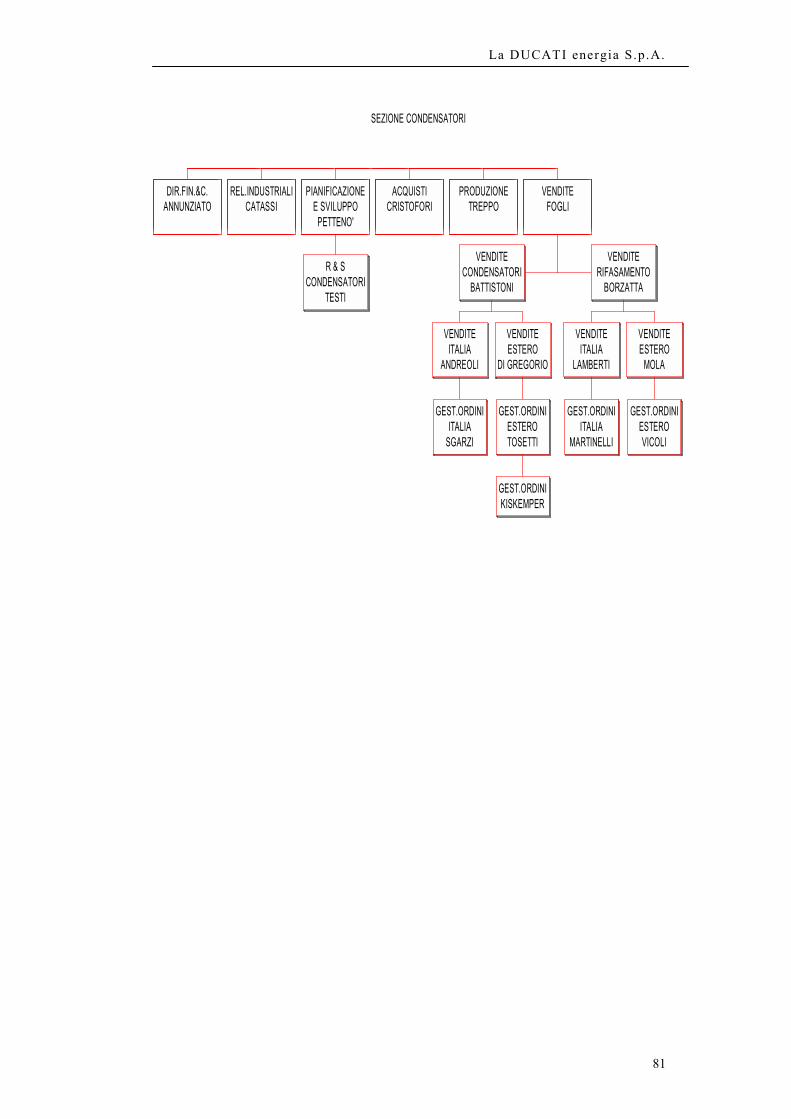
SEZIONE CONDENSATORI
DIR.FIN.&C.ANNUNZIATO
REL.INDUSTRIALICATASSI
R & SCONDENSATORI
TESTI
PIANIFICAZIONEE SVILUPPO
PETTENO'
ACQUISTICRISTOFORI
PRODUZIONETREPPO
GEST.ORDINIITALIA
SGARZI
VENDITEITALIA
ANDREOLI
GEST.ORDINIKISKEMPER
GEST.ORDINIESTEROTOSETTI
VENDITEESTERO
DI GREGORIO
VENDITECONDENSATORI
BATTISTONI
GEST.ORDINIITALIA
MARTINELLI
VENDITEITALIA
LAMBERTI
GEST.ORDINIESTEROVICOLI
VENDITEESTERO
MOLA
VENDITERIFASAMENTO
BORZATTA
VENDITEFOGLI

Capitolo 3
82
�
SEZIONE GENERATORI
DIR.FIN.&C.ANNUNZIATO
REL.INDUSTRIALICATASSI
MECCANICAMAGRI
ELETTROTECNICAREGAZZI
R & SBIONDI
PIANIFICAZIONEE SVILUPPO
PETTENO'
ACQUISTICRISTOFORI
PRODUZIONETREPPO
GEST.ORDINIITALIA
TROTTA
VENDITEITALIAMEDICI
GEST.ORDINIESTERO
ZITO
VENDITEESTERO
MURATORI
VENDITEGENERATORIBATTISTONI
VENDITEFOGLI

La DUCATI energia S.p.A.
83
�
3.5 LAY-OUT DELLO STABILIMENTO
Il lay-out dello stabilimento negli anni è stato in gran parte rivisto
e modernizzato passando dalla disposizione per reparti a quella
per linee di flusso.
Come si può vedere dalla figura le attrezzature per la produzione
sono state raggruppate in funzione del prodotto da realizzare:
SEZIONE STRUMENTI
DIR.FIN.&C.ANNUNZIATO
REL.INDUSTRIALICATASSI
R & SCANTOBELLI
PIANIFICAZIONEE SVILUPPO
PETTENO'
ACQUISTICRISTOFORI
PRODUZIONETREPPO
ASSISTENZATECNICA
GAMBARO
GEST.ORDINI
LENZARINI
VENDITEITALIA
MAGLIOZZI
VENDITEESTERO
MOLA
VENDITESRTRUMENTIMAGLIOZZI
VENDITEFOGLI

Capitolo 3
84
L�area dello stabilimento è di 40000 m2, di cui 20000 m2 sono al
coperto.
IMPREGNAZIONE
E APPARECCH. TECNOLOGICHE
CONTATORI
DI
ENERGIA
CONDENSATORI PER FORNI A MICROONDE
CONDENSATORI SPECIALI
CONDENSATORI PER LAMPADE E MOTORI
DISPOSITIVI ELETTRONICI DI ACCENSIONE
RICEVITORIA E MAGAZZINO
LINEE DI PRODUZIONE
GENERATORI
STRUMENTI DI MISURA
C.E.D
UFFICI
CONDENSATORI DI POTENZA

La DUCATI energia S.p.A.
85
3.6 VENDITE
Il fatturato del 1998 è stato di 130 miliardi di lire e per il 1999 il
Budget è di 127 miliardi di lire.
�
Le vendite sono ripartite per il 60 % in Italia mentre il restante
40% viene venduto all�estero.
�
Le vendite consistenti all�estero si rivolgono a compratori
appartenenti in gran parte ai paesi più industrializzati, ed è in
ulteriore crescita. Ciò ovviamente espone la Ducati Energia agli
effetti, più o meno positivi, delle variazioni di valore che la Lira
subisce sui mercati internazionali: per esempio, il biennio �95-�96
ha permesso di cogliere gli aspetti positivi sia della sua vocazione
all�export sia della diversificazione produttiva, considerato che la
società ha saputo efficacemente cogliere le opportunità offerte
dalla precedente marcata svalutazione della Lira aumentando il
volume delle vendite di ben il 30% (da 100 mld a 134 mld) e
0
50
100
150
1993
1994
1995
1996
1997
1998
1999
1993199419951996199719981999
Ripartizione Vendite
Italia (60%)
Estero (40%)

Capitolo 3
86
riuscendo successivamente a consolidarlo nonostante il notevole
rallentamento intervenuto nella dinamica dei mercati.
La rete di vendita è sicuramente molto vasta; infatti, in tutta
Europa e in moltissime nazioni del mondo ci sono agenti e
distributori Ducati.
IN EUROPA: Austria
Belgio
Bulgaria
Croazia
Danimarca
Eire
Finlandia
Francia
Germania
Grecia
Inghilterra
Norvegia
Polonia
Portogallo
Romania
Slovenia
Spagna
Svezia
Turchia
Ungheria.
NEL MONDO:
Algeria
Argentina
Australia
Canada
Cile
Egitto
Emirati Arabi
Filippine
Hong Kong
India
Indonesia
Iran
Libano
Malesia
Nuova Zelanda
Pakistan
Senegal
Singapore
Siria
Tailandia
Tunisia
Uruguay
U.S.A.
Venezuela
Vietnam.

La DUCATI energia S.p.A.
87
3.7 PRINCIPALI CLIENTI
3.7.1 CONDENSATORI
ABB Sae Sadeimi � Ansaldo Trasporti -ABS - AEG - Aspera -
Candy - Danieli -De Longhi - DeIchi/Carrier - Disano - Ocean/S
Giorgio-Enichem - ENEL - Elettromeccanica Parizzi - ES.- Indesit
- Iritecna - Wabco - Merloni Elettrodomestici PhiIco - Riello -
SNAM Progetti -Zerowatt - Zerbetto - Zanussi I Electrolux - ABB
High Voltage Technologies -ABB Power - Airwell/Electra - Asko
Appliances - Arcelik - Balay � Bosch Siemens - Brooks Motors -
Cefemo - CERN - Carrier Group - Daewoo - E.B.M. - Electrolux
Zanussi - Enher - Exide Fiskars PS - EPE - Fiskars - Flender -
Kema - Goldstar - Grundfoss -Fagor - Groupe Schneider - IM! �
IMV Energy Systems -Moulinex - Moteur Leroy Somer - Miele -
RolIs Royce Reyrolle Group Sepsa - Schiumberger Industrie -
Siemens VT-Siemens ASI - TE.E. - Whirpool Group - Union
Fenosa � Vestas Wind Systems.

Capitolo 3
88
3.7.2 GENERATORI
Alpina - Aprilia - Belgarda - Benelli - Bergamaschi - Betamotor �
Cagiva Motorcycles - Casalini - CM Motori - Comer - Ducati
Motorcycles - Emak - F.M. -
G.B.M. - ltaljet - Malaguti - Malossi - MC Culloch - Morini
Franco Motori - Moto spa - Moto T.M. - Motori BCB - Motori
Minarelli - Qpem - PCR - Piaggio V E - Precision - Tooling -
Polini - Rizzato - Ruggerini - Società Generale Ricambi -
Tecomeo.
Agria - A.S. Motor - Bombardier Rotax - Casai - Derbi - Dolmar -
Enfìeld - Famei - Fichtel & Sachs -GASGAS - Farymann - Juki -
Garelli Argentina - Hatz - Harley Davidson- Honda - Husqvarna -
Mag Industries - Macai - MBK - Motor Jikov - Motovespa -
R.Bosch - Rieju - Solo - Suzuki Motor Espana - Stihl - Yamaha
France - Zanella.
3.7.3 STRUMENTI
Ansaldo - Acciaierie Falk - Enichem - Azienda Elettrica
Municipale � Azienda Comunale Elettrica ed acqua - Ercole
Marelli - Euteco Manutenzioni - ENEA - ENEL - ESSO italiana -
Fina Raffineria - Ministero Poste e Telecomunicazioni -Ministero
dei Trasporti - Montedison - Nuova Italsider - Nuova Pignone -
Nurachem - O.G.E. - Orsa - Redi Electric - Selm - Stanic �
Unapace Agua y energia eleotrica - Electricity board of Rotterdam
- Eleotricidade de Portugal - E.S.C.O.M. Johannesburg - Iberduero
Bilbeo - Power station of mers el hadjadi - Power station of el
Souf - Pawer station of Zouk - Power station of Baiji - Power
station of Calajan - PubIic power corporation - Societe nationsì
eleotricite - Steel plant of Volzhsky.

89
4 IL SISTEMA QUALITÀ DELLA DUCATI ENERGIA
��
�
La Ducati Energia S.p.A., azienda leader in Europa nel suo
settore, rivolge particolare attenzione alla qualità dei suoi
prodotti, potendo oggi vantare una difettosità media di poche parti
per milione e la certificazione Ufficiale ISO 9001 sui condensatori
e sui generatori. Come conseguenza della certificazione ISO
9001 del reparto generatori, sono stati certificati tutti gli
strumenti e le apparecchiature che vengono utilizzati durante il
processo produttivo. Si è resa, quindi, necessaria una loro
identificazione e taratura, questa operazione è descritta nel
capitolo 6.
Il Sistema Qualità della Ducati Energia è garantito da processi
produttivi fortemente integrati ed automatizzati, macchine e
tecnologie completamente nuove e innovative, metodologie del
controllo del processo produttivo basate su accurate specifiche e
sulla responsabilizzazione degli operatori a tutti i livelli. Anche i
fornitori sono spesso certificati
Dopo l�acquisizione del 1985 dalla precedente azienda, assieme al
personale e ai clienti, la nuova società ha mutuato la cultura che è
il bene più prezioso e più difficilmente acquisibile ex-novo.
Bisogna infatti dire che l�evoluzione del Sistema Qualità verso un
modello del tipo ISO 9000 è stato in qualche modo facilitato dal
substrato esistente.
L�Assicurazione della Qualità, alle dipendenze della Direzione
Generale, era organizzata secondo i metodi classici : Controllo in
Entrata, Di Processo, Dei Prodotti Finiti.
ISO 9000

Capitolo 4
90
• Il Controllo Entrata : avveniva sulle materie prime e sui
componenti con l�effettuazione di un prelievo statistico su tutti
i materiali in arrivo, sulla base di norme interne (Specifiche)
ed utilizzando criteri di prelievo e di accettazione predefiniti
per ciascuna categoria di materiali. Esso era attrezzato per
effettuare tutte le misure previste.
• Il Controllo Di Processo : operava pure sulla base di Specifiche
di controllo e Carte di Controllo studiate dall�Assicurazione
Qualità assieme all�Ufficio Tecnico e riviste nel tempo secondo
le necessità. Personale specializzato, facente parte della
struttura dell�Assicurazione Qualità, effettuava prelievi
statistici in determinati punti critici del processo produttivo,
completava le previste prove e misure ed eventualmente
interveniva per effettuare o richiedere le necessarie modifiche.
Il Sistema Qualità della DUCATI energia
91
4.1 DEFINIZIONI
Vengono qui fornite le definizioni dei principali termini utilizzati
nella documentazione, indispensabili per una uniforme ed univoca
comprensione del suo contenuto.
Quelle che seguono sono comunque definizioni non previste dalla
UNI EN ISO 8402, ma valide a tutti gli effetti livello nazionale ed
europeo, quindi conformi alla UNI CEI 4502/91 (Guida ISO/IEC
n° 2 del 1986) ed altre.
• DOCUMENTAZIONE: qualsiasi informazione scritta, illustrata
o registrata che descriva, definisca, specifichi, documenti o
certifichi le attività, le prescrizioni, le procedure seguite, i
risultati ottenuti.
• MANUALE DELLA QUALITÀ: documento usato per
descrivere ed applicare un Sistema di Qualità.
Scopo principale è quello di fornire una descrizione adeguata
del sistema aziendale per la gestione della qualità e di costituire
un costante riferimento per l 'applicazione e l 'aggiornamento del
Sistema stesso.
• PROCEDURA: documento che precisa condizioni, modalità e
responsabilità con cui deve essere eseguita una data attività sia
di tipo tecnico che di tipo gestionale.
• PIANO DELLA QUALITÀ: documento elaborato per
pianificare e valutare gli aspetti qualitativi, affidabilistici,
produttivi, di sicurezza ed omologazione di un prodotto,
servizio, contratto o progetto.
• ISTRUZIONE: informazione documentata intesa a fornire, in
forma concisa, disposizioni sulle modalità di esecuzione di una
attività.

Capitolo 4
92
• CERTIFICAZIONE: azione atta a determinare, verificare ed
attestare per iscritto che personale, procedimenti, procedure o
prodotti siano rispondenti alle prescrizioni specificate.
• NORMAZIONE: attività che trova soluzioni ottimali a
problemi che si ripetono, nel campo della scienza, della tecnica
e dell 'economia; essa tende ad ottenere il grado ottimale di
ordine, in un dato contesto.
Si esplica generalmente attraverso l 'elaborazione, la
pubblicazione e la messa in atto delle norme.
• AFFIDABILITÀ: l 'attitudine ad adempiere alle funzioni
richieste in determinate condizioni operative e per un periodo
di tempo prefissato.
• MANUTENIBILITÀ: è una caratteristica del progetto e della
installabilità di un oggetto; è espressa come la probabilità di
riparare un dato sistema in un dato tempo allorché le azioni di
manutenzione sono attuate in accordo alle procedure e risorse
prescritte.
• DISPONIBILITÀ: l 'attitudine di un prodotto/processo/servizio
ad adempiere (o essere nello stato per adempiere) ad una
funzione richiesta per un periodo di tempo stabilito, sotto gli
aspetti combinati di affidabilità, manutenibilità e supporto
logistico.
• DICHIARAZIONE DI CONFORMITÀ: dichiarazione di un
fornitore o di un cliente, sotto la sua responsabilità, che un
prodotto, processo o servizio è conforme ad una specifica
norma o ad altro documento normativo.
Il Sistema Qualità della DUCATI energia
93
• CERTIFICAZIONE DI CONFORMITÀ: atto mediante il quale
una terza parte indipendente e competente dichiara che un
determinato prodotto, processo o servizio è conforme ad una
specifica norma o ad altro documento normativo.
• CERTIFICATO DI COLLAUDO: documento che riporta i
risultati dei collaudi effettuati.
• FORMAZIONE/ADDESTRAMENTO: attività che comportano
l 'acquisizione dei metodi e delle capacità richieste per lo
svolgimento del lavoro.
• INFORMAZIONE: dati che permettono di svolgere il proprio
lavoro in un contesto disciplinato.
• QUALIFICAZIONE: verifica dell 'abilità raggiunta a fronte di
prescrizioni o prove stabilite.
• MOTIVAZIONE: il coinvolgimento necessario affinché il
personale possa trarre profitto dalle attività di addestramento.
• INDICI DELLA QUALITÀ: valutazione della Qualità raggiunta
misurata come percentuale dell 'ottenimento di risultati privi di
difetti (o con difetti) in funzione del totale delle attività svolte.

Capitolo 4
94
4.2 LA DOCUMENTAZIONE PER IL CONTROLLO DEL
SISTEMA QUALITÀ
Con il termine Sistema Qualità (SQ) si intende l 'insieme delle
azioni, strutture e risorse necessarie per mettere in atto la politica
della qualità nel modo più efficace e per un suo continuo
miglioramento.
Tale sistema coinvolge tutte le funzioni e i vari livelli
organizzativi della DUCATI Energia S.p.A. che hanno a che fare
con le varie fasi del ciclo industriale.
In questa ottica il SQ è progettato e sviluppato dalla
Assicurazione Qualità (AQ) in collaborazione con le altre
funzioni aziendali.
E' un sistema che pianifica ed assicura un adeguato controllo
qualità attraverso tutto il ciclo industriale, stabilisce i mezzi per
analizzare o prevenire eventuali non conformità, intraprende le
necessarie azioni correttive o preventive al fine di evitare che
possano ripetersi o che possano manifestarsi.
Il sistema è strutturato per Sezioni Aziendali ognuna delle quali
risponde alle prescrizioni della norma UNI EN ISO 9001 presa
come riferimento.
Il Sistema Qualità presenta una documentazione che idealmente
viene rappresentata con una struttura gerarchica a forma di
piramide:
LIVELLO MACRO
LIVELLO MICRO
I) MANUALE QUALITA�
III) DOCUMENTI DI PIANIFICAZIONE
II) PROCEDURE OPERATIVE
Il Sistema Qualità della DUCATI energia
95
4.2.1 IL MANUALE DELLA QUALITÀ
Descrive il Sistema Qualità stesso suddiviso in sezioni relative
ai paragrafi della norma.
Il Manuale Qualità è elaborato dalla funzione AQ ed è verificato
dal Direttore Generale. Il contenuto di ogni sezione è preparato in
collaborazione con le funzioni interessate.
Proposte di modifica sono presentate alla AQ e concordate con le
altre funzioni data l 'interdipendenza degli effetti su di esse. Una
volta approvate, le modifiche sono riflesse nella documentazione
relativa ed anche in questo documento.
Il manuale è distribuito a tutti i responsabili di funzioni dalla
AQ; i possessori del Manuale o di una sua parte, sono responsabili
della sua custodia e della restituzione in caso di trasferimento o
di decadenza da tale diritto.
I nuovi documenti, o le modifiche ai preesistenti, sono distribuiti
a cura della AQ, ogni possessore li include nel MQ, distruggendo
le copie obsolete.
Le modifiche al MQ vengono in esso riflesse, modificando la
sezione interessata. Ogni successiva modifica sarà evidenziata, su
ogni pagina, da una linea verticale in corrispondenza della parte
revisionata.
Il MQ viene impiegato come segue:
a) Informazione ai clienti correnti.
b) Informazione ai potenziali clienti in occasione di richieste di
offerta.
c) Informazione e guida in caso di visita ispettiva da parte di
ispettori del cliente e degli organismi accreditati per la
certificazione.
d) Informazione e guida ai responsabili di funzione ed ai nuovi
assunti.

Capitolo 4
96
SEZIONE
CONTENUTO
REV.
SEZIONE i
i .1. Indice del manuale qualità
i.2. Foglio registrazione aggiunte e varianti
i.3. Approvazione manuale qualità
i .4. Elenco di distribuzione del manuale
qualità
i.5. Planimetria
i.6. Politica della qualità
i.7. Manuale qualità
i.8. Definizioni
i.9. Abbreviazioni
--
SEZIONE 1
- Organizzazione e responsabilità'
--
SEZIONE 2
- Sistema Qualità
--
SEZIONE 3
- Riesame del contratto
--
SEZIONE 4
- Controllo della progettazione
--
SEZIONE 5
- Controllo della documentazione
--
SEZIONE 6
- Approvvigionamenti
--
SEZIONE 7
- Prodotti forniti dal committente
--
SEZIONE 8
- Identificazione e rintracciabilità dei prodotti
--
SEZIONE 9
- Controllo del processo di produzione
--
Il Sistema Qualità della DUCATI energia
97
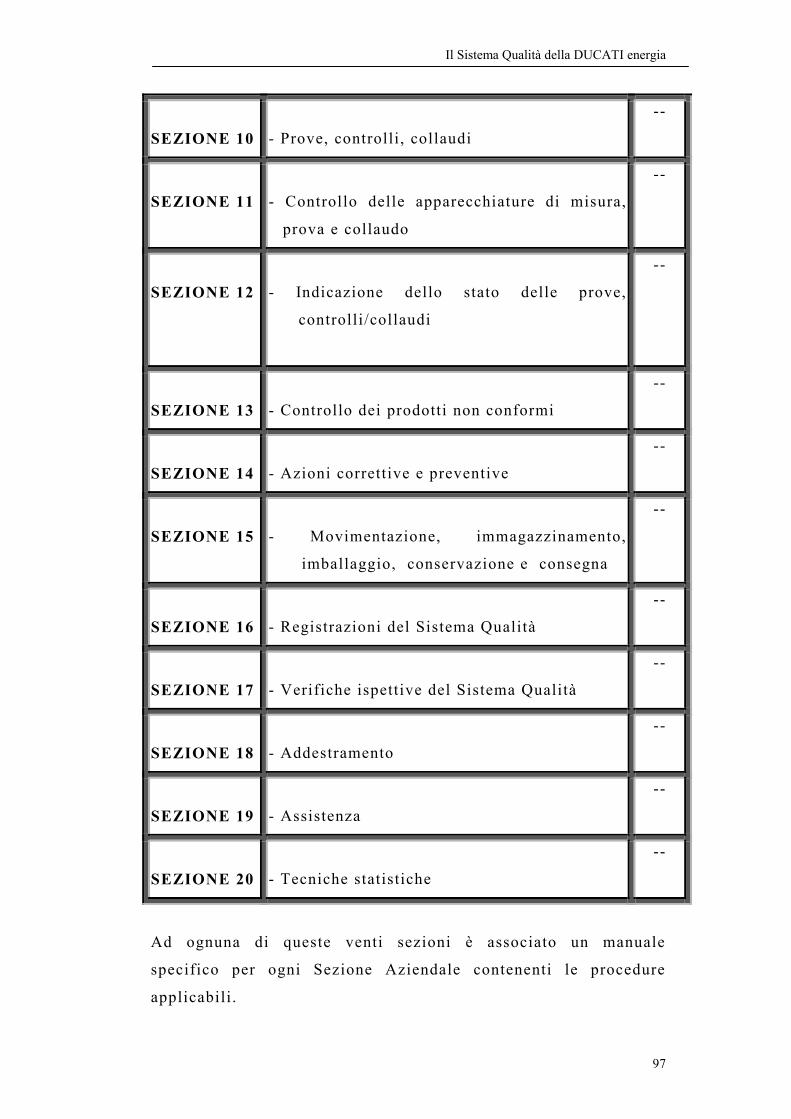
SEZIONE 10
- Prove, controlli, collaudi
--
SEZIONE 11
- Controllo delle apparecchiature di misura,
prova e collaudo
--
SEZIONE 12
- Indicazione dello stato delle prove,
controlli/collaudi
--
SEZIONE 13
- Controllo dei prodotti non conformi
--
SEZIONE 14
- Azioni correttive e preventive
--
SEZIONE 15
- Movimentazione, immagazzinamento,
imballaggio, conservazione e consegna
--
SEZIONE 16
- Registrazioni del Sistema Qualità
--
SEZIONE 17
- Verifiche ispettive del Sistema Qualità
--
SEZIONE 18
- Addestramento
--
SEZIONE 19
- Assistenza
--
SEZIONE 20
- Tecniche statistiche
--
Ad ognuna di queste venti sezioni è associato un manuale
specifico per ogni Sezione Aziendale contenenti le procedure
applicabili.
Capitolo 4
98
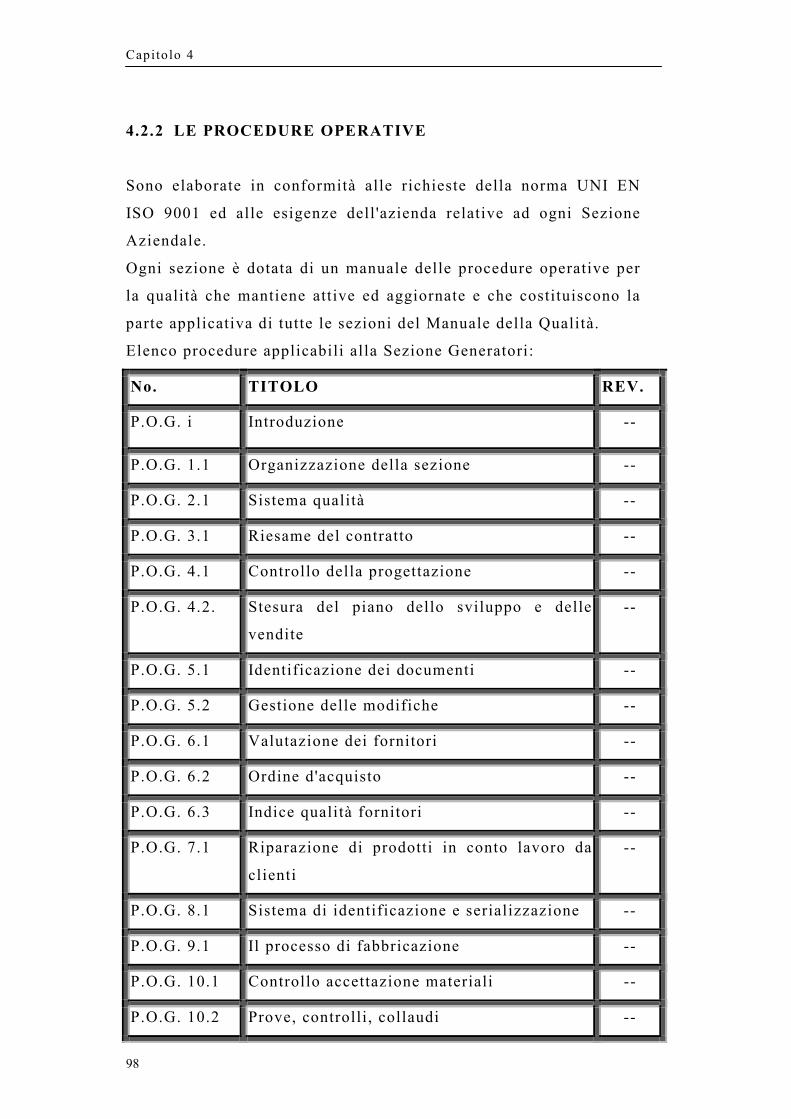
4.2.2 LE PROCEDURE OPERATIVE
Sono elaborate in conformità alle richieste della norma UNI EN
ISO 9001 ed alle esigenze dell 'azienda relative ad ogni Sezione
Aziendale.
Ogni sezione è dotata di un manuale delle procedure operative per
la qualità che mantiene attive ed aggiornate e che costituiscono la
parte applicativa di tutte le sezioni del Manuale della Qualità.
Elenco procedure applicabili alla Sezione Generatori:
No. TITOLO REV.
P.O.G. i Introduzione --
P.O.G. 1.1 Organizzazione della sezione --
P.O.G. 2.1 Sistema qualità --
P.O.G. 3.1 Riesame del contratto --
P.O.G. 4.1 Controllo della progettazione --
P.O.G. 4.2. Stesura del piano dello sviluppo e delle
vendite
--
P.O.G. 5.1 Identificazione dei documenti --
P.O.G. 5.2 Gestione delle modifiche --
P.O.G. 6.1 Valutazione dei fornitori --
P.O.G. 6.2 Ordine d'acquisto --
P.O.G. 6.3 Indice qualità fornitori --
P.O.G. 7.1 Riparazione di prodotti in conto lavoro da
clienti
--
P.O.G. 8.1 Sistema di identificazione e serializzazione --
P.O.G. 9.1 Il processo di fabbricazione --
P.O.G. 10.1 Controllo accettazione materiali --
P.O.G. 10.2 Prove, controlli, collaudi --
Il Sistema Qualità della DUCATI energia
99
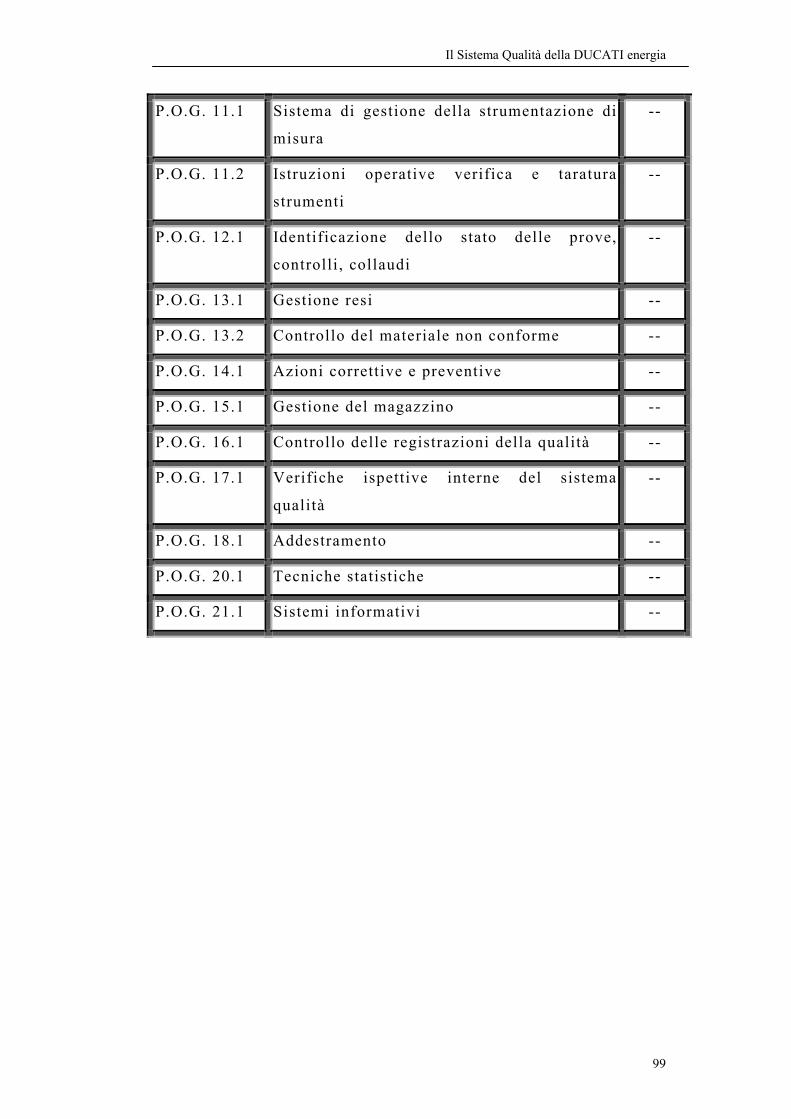
P.O.G. 11.1 Sistema di gestione della strumentazione di
misura
--
P.O.G. 11.2 Istruzioni operative verifica e taratura
strumenti
--
P.O.G. 12.1 Identificazione dello stato delle prove,
controlli, collaudi
--
P.O.G. 13.1 Gestione resi --
P.O.G. 13.2 Controllo del materiale non conforme --
P.O.G. 14.1 Azioni correttive e preventive --
P.O.G. 15.1 Gestione del magazzino --
P.O.G. 16.1 Controllo delle registrazioni della qualità --
P.O.G. 17.1 Verifiche ispettive interne del sistema
qualità
--
P.O.G. 18.1 Addestramento --
P.O.G. 20.1 Tecniche statistiche --
P.O.G. 21.1 Sistemi informativi --

Capitolo 4
100
4.2.3 DOCUMENTI DI PIANIFICAZIONE
• PIANO DI PROGETTAZIONE: è un documento elaborato dal
responsabile dell 'ufficio Ricerca e Sviluppo. In questo
documento vengono descritte le varie fasi di sviluppo del
nuovo progetto, definendo responsabilità, modalità, scadenze e
punti di riesame. Tale documento è necessario esclusivamente
per i prodotti che rappresentano una "novità" nell 'ambito della
progettazione consueta.
• PIANO DI PRODOTTO (Dati di ingresso): elaborato emesso
dalla funzione commerciale in base a indagini di mercato o
esigenze interne della società. Esso riporta la descrizione
dei vincoli e delle variabili del prodotto.
• PIANO DELLA QUALITÀ DI PRODOTTO E/O COMMESSA:
elaborato su espressa richiesta contrattuale e per prodotti nuovi
quando i requisiti del presente SQ siano insufficienti o da
modificare per poter rispettare e soddisfare le esigenze del
cliente.
Esso viene preparato dalla funzione di Assicurazione Qualità in
collaborazione con le altre funzioni aziendali interessate. Il
piano descrive gli obiettivi di Qualità da conseguire, le
attribuzioni delle responsabilità, le particolari procedure e
istruzioni di lavoro da applicare, prove, controlli, collaudi e
verifiche ispettive, modalità per eventuali revisioni e modifiche
al piano stesso, altre misure necessarie a conseguire gli
obiettivi
• PIANO DI FABBRICAZIONE E CONTROLLO: elaborato
dalla Ricerca e Sviluppo e verificato dalla Assicurazione
Qualità con la collaborazione eventuale di altre funzioni
interessate (Logistica, Produzione, ecc.). Esso riporta la

Il Sistema Qualità della DUCATI energia
101
sequenza delle fasi di lavorazione e controllo da eseguire per la
realizzazione del prodotto, e può comprendere: i documenti
applicabili per ogni fase; il tipo di collaudo (statistico o al
100%) utilizzato; il personale che esegue il controllo, la
necessità di eventuali interventi del cliente; la certificazione
emessa nella corrispondente fase.
4.3 LA GESTIONE DELLA DOCUMENTAZIONE
Durante i quattro mesi trascorsi in DUCATI, uno dei miei compiti
è stato quello di controllare ed eventualmente aggiornare parte
della documentazione. Definisco, quindi, le modalità della
gestione della documentazione interna ed esterna e delle relative
modifiche.
Tale gestione è applicabile alle procedure, istruzioni, disegni,
specifiche, piani di qualità, piani di prodotto, piani di
fabbricazione, piani di controllo ed ad ogni altro documento che
permette il raggiungimento della qualità prestabilita.
La gestione della documentazione comporta lo svolgimento di
attività specifiche riconducibili entro cinque gruppi omogenei:
1. identificazione/controllo ed approvazione,
2. conservazione,
3. distribuzione,
4. aggiornamento,
5. distruzione della documentazione.

Capitolo 4
102
4.3.1 IDENTIFICAZIONE / CONTROLLO DELLA
DOCUMENTAZIONE
La funzione Ricerca e Sviluppo competente, nella sua funzione di
gestione della documentazione tecnica in relazione all 'evoluzione
dei prodotti, prima dell�emissione della documentazione, compie
le seguenti operazioni:
a) verifica l 'esistenza dell�identificazione di ogni documento
b) registra l�identificazione attribuita
c) aggiorna ogni documento.
Ogni documento è identificato da un codice, numerico o
alfanumerico, che indica il tipo di documento, il prodotto e
l 'indice di revisione.
La funzione assicurazione qualità prepara e rende disponibile a
richiesta un elenco dei documenti applicabili che hanno impatto
sulla qualità, con relativi codici e revisioni. Per ogni livello di
assemblaggio viene preparata una Distinta Base (DB). Essa elenca
i codici e le descrizioni di tutti i componenti.
La funzione Assicurazione Qualità è responsabile di garantire
l�appropriato livello di verifica e approvazione per tutta la
documentazione emessa. A questo scopo mantiene aggiornate liste
di riferimento per la documentazione attinente alle attività che
hanno impatto sulla qualità (es. procedure operative, istruzioni
operative) nelle quali vengono richiamate le revisioni applicabili
per ogni documento.

Il Sistema Qualità della DUCATI energia
103
4.3.2 CONSERVAZIONE DELLA DOCUMENTAZIONE
TECNICA
L'originale di ogni documento regolarmente emesso, ricevuto dai
clienti o di proprietà della DUCATI Energia S.p.A. è conservato
in modo da essere protetto da uso improprio, furto e distruzione
accidentale.
Ogni originale è registrato ed archiviato da parte della Ricerca e
Sviluppo, inoltre ne viene inviata una copia alla funzione
utilizzatrice che ne curerà la gestione e la conservazione.
Il personale della funzione emittente è l 'unico abilitato a prelevare
gli originali dei documenti per le normali esigenze di lavoro.
La possibilità di libero e rapido accesso ai documenti è in ogni
caso garantita dall 'unità R&S competente.
4.3.3 DISTRIBUZIONE E DISPONIBILITÀ DELLA
DOCUMENTAZIONE ESSENZIALE
I documenti vengono identificati e distribuiti secondo appropriata
procedura.
4.3.4 AGGIORNAMENTO E MODIFICHE DELLA
DOCUMENTAZIONE
Nel caso in cui la modifica abbia impatto sulle caratteristiche
generali del prodotto, l 'aggiornamento della documentazione viene
eseguito a seguito dell�approvazione della modifica richiesta dal
cliente e/o su proposta delle funzioni aziendali, aggiornando lo
stato di revisione e riportandone la motivazione.
Capitolo 4
104
Tale approvazione viene fornita dalle funzioni interessate che
esaminano la proposta di modifica secondo le modalità previste
nella procedura sulla gestione delle modifiche, assicurando così il
controllo dei cambiamenti apportati alla documentazione.
La proposta di modifica, presentabile da qualsiasi funzione
aziendale che ne riscontri la necessità, viene esaminata in tutti i
suoi aspetti (tecnici, gestionali, economici, modifiche della
documentazione correlata, impatti su altri prodotti) e diventa una
modifica esecutiva solo dopo l 'approvazione del responsabile di
funzione che ha eseguito la verifica precedente. La
documentazione cui la modifica si riferisce può essere considerata
aggiornata (in attesa di emissione con nuovo Indice di Revisione)
soltanto se accompagnata dalla modifica esecutiva.
4.3.5 DISTRUZIONE DELLA DOCUMENTAZIONE
Tutti gli originali obsoleti sono archiviati, mentre copie di ogni
documento emesso vengono distrutte al termine del periodo di
validità a cura delle funzioni responsabili della loro archiviazione
e/o conservazione. Queste operazioni sono stabilite e regolate
dalle norme vigenti
Per la documentazione tecnica fornita dal cliente, la
ricerca/sviluppo competente, sentito il parere della funzione
commerciale, è responsabile di disporre la distruzione
dell 'originale di ogni documento che si trovi nelle suddette
condizioni.
Nel caso fosse necessario conservare la documentazione obsoleta,
sulla medesima deve essere chiaramente indicato lo stato di non
validità.

Il Sistema Qualità della DUCATI energia
105
4.4 LA GESTIONE DEL SISTEMA QUALITA�
Ogni funzione è responsabilizzata sulla qualità quale prodotto
delle proprie attività. Il responsabile dell�Assicurazione Qualità
aziendale, su delega dell�Amministratore Delegato, gestisce il SQ
monitorizzandolo attraverso audit.
Ogni Sezione Aziendale è coordinata dal responsabile
dell�Assicurazione di Qualità aziendale ed è organizzata in modo
tale da assicurare che la strutturazione del SQ sia conforme ed
efficiente al raggiungimento degli obiettivi. Questo avviene
attraverso:
a) riunioni periodiche concordate dai Comitati Qualità di Sezione,
relative ai piani di azione correttivi e preventivi ed al
monitoraggio dei piani di miglioramento;
b) verifiche ispettive del Sistema Qualità;
c) riesami annuali della direzione.
4.4.1 VERIFICHE ISPETTIVE (AUDIT) DEL SISTEMA
QUALITA'
La funzione delle verifiche ispettive è di controllare la corretta
applicazione delle attività attinenti alla qualità e di verificare che
i risultati siano in accordo con quanto pianificato e che il sistema
qualità sia efficace.
Le responsabilità della pianificazione ed attivazione delle
verifiche ispettive interne sono della funzione Assicurazione
Qualità.
La funzione AQ quindi, identifica le aree, le funzioni aziendali, i
partecipanti, i documenti applicabili, le sequenze logiche ed i
tempi di attuazione all 'esecuzione delle verifiche ispettive.
Le Verifiche Ispettive (VI) hanno lo scopo di riesaminare tutti gli
elementi del SQ, cioè tutte le attività e gli eventi descritti dalle
sezioni del Manuale della Qualità.

Capitolo 4
106
Le VI possono essere programmate o in risposta ad oggettiva
necessità di verifica in seguito a non conformità maggiori (VI non
programmate).
In ogni caso devono essere sviluppate secondo le procedure e/o
liste di verifiche predisposte e gestite dalla AQ.
Le VI programmate devono essere preventivamente comunicate al
responsabile delle attività da ispezionare.
Le VI non programmate possono essere richieste da qualsiasi
funzione che lo ritenga necessario.
La verifica ispettiva viene effettuata in collaborazione con i
responsabili di funzione o supervisori dell 'area sotto riesame in
modo che qualsiasi deficienza riscontrata dal responsabile della
VI possa essere contestata direttamente e quindi, se possibile,
concordata ed avviata l 'azione correttiva necessaria.
Ogni non conformità' viene analizzata ed una volta trovatene la
causa è oggetto di azione correttiva da parte della funzione che la
deve eseguire. Il personale che esegue la verifica ispettiva ha, fra
le altre responsabilità, anche quella di richiedere l 'attuazione di
un�azione correttiva. L'unità valutata ha il compito di proporre in
tempi brevi l�azione correttiva per la risoluzione delle non
conformità riscontrate, quindi sottoporla alla AQ congiuntamente
ad un piano di attuazione.
E� discrezione del responsabile della AQ approvare il piano
proposto, verificarne l 'attuazione e l�efficacia nei tempi previsti.
Tutti i risultati delle verifiche ispettive sono oggetto di rapporti
redatti dal responsabile della verifica ispettiva, costituiscono
parte integrante delle informazioni da utilizzare nel rapporto sullo
stato della qualità che è oggetto del riesame della direzione. Lo
stato di tali rapporti viene comunicato periodicamente alla
direzione generale.
Le eventuali richieste di azione correttiva sono rapidamente ed
ufficialmente comunicate ai responsabili delle aree interessate e/o
ai fornitori che devono garantire l 'attuazione dell 'azione
correttiva, nel rispetto dei tempi stabiliti .

Il Sistema Qualità della DUCATI energia
107
4.5 LA GESTIONE DEL PROCESSO DI PROGETTAZIONE E
SVILUPPO
La Ricerca e Sviluppo (R&S) è alla base di tutti i processi che
portano alla realizzazione del prodotto. I livelli di qualità, i
requisiti del prodotto sono definiti proprio in sede di
progettazione e nessuna attività, a valle di questa, è in grado di
recuperare qualità salvo innescando meccanismi di
riprogettazione. Per questo la DUCATI energia S.p.A. ha con
particolare impegno considerato i processi di progettazione
integrando in essi le attività di controllo collaudo da eseguire in
produzione.
4.5.1 LA DOCUMENTAZIONE RELATIVA AL PROCESSO DI
PROGETTAZIONE E SVILUPPO
• PIANO DI PRODOTTO (Dati di ingresso)
I dati e i requisiti di base sono rappresentati dal Piano di Prodotto
(Dati di ingresso) elaborato dalla funzione commerciale, per
prodotti conseguenti ricerche di mercato e/o esigenze aziendali, e
da questi sono trasmessi alla funzione Ricerca e Sviluppo. In caso
di nuovo prodotto non previsto a catalogo, i dati e i requisiti di
base sono acquisiti dalla specifica o capitolato del cliente
unitamente al riesame del contratto.
L'analisi dei dati di base rappresenta la prima fase che il
responsabile della R&S deve prevedere nel pianificare le attività
di progettazione.

Capitolo 4
108
• PIANO DI PROGETTAZIONE
E� il documento nel quale il responsabile della R&S prescrive e
pianifica le attività di progettazione in tempo utile e con il grado
di dettaglio necessario per consentirne un corretto sviluppo e
controllo. Il Piano di Progettazione viene redatto quando, a
giudizio del responsabile della R&S, il Progetto contenga
sostanziali elementi di innovazione che lo giustifichino.
Tali attività sono normalmente sviluppate secondo la seguente
metodologia :
a) Analisi dei dati e requisiti di base della progettazione.
b) Definizione delle interfacce (sia interne che esterne).
c) Calcoli di dimensionamento e verifiche speciali.
d) Primo riesame della progettazione, se ritenuto necessario.
e) Progettazione di dettaglio.
f) Preparazione specifiche tecniche e disegni.
g) Controllo dei documenti di progetto.
h) Costruzione prototipo/campione, esecuzione prove e
validazione.
i) Riesame finale.
l) Modifiche di prodotto (eventuale).
m) Controllo ed emissione della documentazione relativa al
progetto.
n) Omologa della preserie.
Il personale, a cui il responsabile R&S affida le attività di
progetto, è tenuto a richiedere e ad informare le interfacce interne
ed esterne definite nel piano di progettazione sugli aspetti relativi
alle scelte ed avanzamento del progetto rispetto alle scadenze.
Il responsabile della R&S coordina e cura l 'integrazione delle
attività di progettazione elaborate dalle diverse funzioni
coinvolte.

Il Sistema Qualità della DUCATI energia
109
I risultati della progettazione sono formalmente documentati,
compresi i risultati relativi ai riesami e verifiche effettuate, in
modo da poter essere verificati e validati a fronte dei requisiti di
base della progettazione. Tale documentazione è sottoposta al
riesame prima del rilascio.
Il riesame della progettazione è normalmente condotto dal
responsabile della R&S o da un suo delegato e vi partecipano i
rappresentanti delle funzioni interessate allo stadio di
progettazione sotto riesame e, se necessario, altro personale
specializzato. Lo scopo principale del riesame è quello di
eseguire un'analisi critica del progetto per valutare in modo
obiettivo e congiunto le scelte ed il rispetto di quanto il cliente o
il mercato richiede. A fronte di tali riesami vengono compilati i
documenti di riesame della progettazione.
Le verifiche e validazioni della progettazione sono attività
documentate, pianificate ed eseguite; esse garantiscono che i
risultati di una fase soddisfino i requisiti di base della
progettazione. Le verifiche possono comprendere le prove sul
prototipo, il confronto con un progetto simile già sperimentato e
calcoli alternativi.
La validazione è conseguente alle verifiche positive della
progettazione e viene normalmente eseguita sul prodotto finale
sotto condizioni operative definite.
Per prodotti analoghi o simili ad altri già esistenti, per i quali
sono già state effettuate le verifiche, non sarà effettuata la
duplicazione dei procedimenti di verifica e validazione; ma sarà
comunque controllata da R&S l 'applicabilità delle verifiche
precedenti al caso specifico. Eventuali modifiche a progettazione
già approvate sono soggette alle stesse verifiche della
progettazione iniziale.

Capitolo 4
110
4.6 LA GESTIONE DEL PROCESSO DI PRODUZIONE,
INSTALLAZIONE E ASSISTENZA
Il Sistema Qualità prevede istruzioni e prescrizioni per la
pianificazione, esecuzione e verifica delle attività di produzione,
installazione e assistenza, ove questi previsti.
I principi su cui si basa sono :
a) Conoscenza e comprensione della documentazione tecnica di
prodotto.
b) Un piano preparato ed approvato, (quando richiesto dal cliente
o ritenuto necessario da R&S e/o AQ) prima dell 'avvio delle
lavorazioni, che fa� riferimento ai seguenti elementi:
• piano di fabbricazione e controllo che elenca le fasi di
lavoro e di controllo/collaudo
• istruzioni/prescrizioni di costruzione/lavorazione
• istruzioni prescrizioni di collaudo.
c) Istruzioni per l�installazione (se prevista).
d) Addestramento e qualificazione del personale.
e) Responsabilizzazione e formazione di tutto il personale alla
verifica del proprio operato secondo carte di controllo e schede di
lavorazione o in base a documenti analoghi.
f) Una continua sorveglianza tramite verifiche ispettive da parte
dell�AQ.
g) Procedure per l�assistenza (dove prevista).
La politica adottata dalla DUCATI energia è che tutti i prodotti, in
ogni fase del ciclo produttivo, siano adeguatamente controllati
secondo un ben definito piano di controllo collaudo, che i risultati
siano registrati e che sia sempre rilevabile lo stato di controllo
collaudo e di lavorazione.
Il Sistema Qualità della DUCATI energia
111
4.6.1 LA DOCUMENTAZIONE RELATIVA AL PROCESSO DI
PRODUZIONE, INSTALLAZIONE E ASSISTENZA • PIANO DI FABBRICAZIONE E CONTROLLO
Per ogni famiglia di prodotto (se richiesto dal cliente o ritenuto
necessario da R&S e/o AQ) viene preparato dalla Ricerca e
Sviluppo, con il supporto e l 'approvazione della Assicurazione
Qualità un piano di fabbricazione e controllo. Questo piano
richiama :
a) per ogni prodotto, i disegni, le istruzioni/prescrizioni e
qualsiasi altro documento applicabile,
b) schede riportanti per ogni famiglia di prodotto o per singolo
prodotto (se richiesto), i parametri significativi da ottenere o da
verificare nelle postazioni previste,
c) un diagramma di flusso che elenca le fasi di lavoro e di
controllo/collaudo.
• ISTRUZIONI / PRESCRIZIONI DI COSTRUZIONE E
LAVORAZIONE (SCHEDE DI LAVORAZIONE)
Una prescrizione di costruzione e montaggio viene preparata dalla
Ricerca e Sviluppo per particolari e prodotti da fabbricare.
Le Schede di Lavorazione sono presenti lungo le linee, nelle
postazioni di lavoro o in corrispondenza dei macchinari utilizzati,
in modo tale da essere consultate velocemente. Dal momento che è
prioritaria la semplicità e la rapidità di consultazione è utilizzato
un LAY-OUT schematico e comprensibile anche da persone che
non hanno elevate conoscenze tecniche.
Lo scopo di queste Schede è di fornire tutte le informazioni
necessarie all�operatore in linea per eseguire sequenze di
operazioni di lavorazione e di controllo/autocontrollo/collaudo ed
utilizzare le attrezzature, le macchine, ecc. al meglio, senza
incertezze o ambiguità.
Ogni Scheda descrive una distinta fase di lavorazione. Nel caso in
cui la fase preveda l�utilizzo di più macchinari su postazioni

Capitolo 4
112
diverse, la Scheda è strutturata in più pagine aventi lo stesso
codice identificativo ed ognuna descrive un particolare della
lavorazione.
• SCHEDE DI CONTROLLO DI PROCESSO (CARTE DI
CONTROLLO)
Le Carte di Controllo sono redatte dai progettisti della Ricerca e
Sviluppo o dal personale dell�Assicurazione Qualità con la
supervisione dei progettisti del prodotto; sono successive alla
realizzazione delle Schede di Lavorazione a cui sono abbinate.
Esse definiscono come una specifica operazione di controllo di
processo debba essere eseguita e possono specificare le
apparecchiature di controllo e prova i criteri di
accettazione/rifiuto, la documentazione regolante la prova ed altri
requisiti importanti per una corretta esecuzione del controllo di
processo.
Più in dettaglio vengono descritte nel paragrafo 4.7.1 relativo alla
documentazione delle attività di prova, controllo, collaudo; infine
nel capitolo 5 ne sono mostrati alcuni esempi.
I compiti del Responsabile della Produzione, in funzione dei
programmi di produzione, sono:
a) esaminare dettagliatamente la documentazione di lavorazione,
b) verificare che le istruzioni, i disegni, le specifiche, le
attrezzature e gli strumenti di controllo siano disponibili prima
dell 'inizio delle lavorazioni,
c) verificare che i processi produttivi siano in linea con le
normative vigenti e con le prescrizioni specifiche del prodotto,
d) provvedere alla pianificazione dell�addestramento del proprio
personale e, quando prescritto, alla sua qualificazione,
e) raccogliere i dati sugli scarti di produzione,
f) raccogliere dati utili alle scelte per il programmi di
miglioramento della qualità del processo di produzione in
accordo con AQ,
Il Sistema Qualità della DUCATI energia
113
g) pianificare e monitorare la manutenzione dei macchinari di
produzione e collaudo al fine di assicurare la continuità di
processo.
Le attività di controllo/collaudo sono parte integrante delle
prescrizioni di costruzione e di montaggio; esse sono definite ed
allocate in base alla complessità dei metodi di lavorazione e dei
requisiti del prodotto.
Il controllo ed il collaudo vengono effettuati durante il processo
produttivo e alla fine di una serie di lavorazioni prima che il
particolare prosegua nelle operazioni successive.
Il collaudo dei sottogruppi e/o prodotti finiti viene effettuato dalla
produzione ai vari livelli di assemblaggio in modo da realizzare
una verifica completa della funzionalità e sicurezza dei vari
componenti e delle prestazioni dei prodotti stessi.
La Ricerca e Sviluppo e l 'Assicurazione Qualità sono responsabili
di:
a) elaborare e verificare la documentazione di controllo/collaudo,
b) verificare che le istruzioni, i disegni, le prescrizioni, le
macchine siano messe a punto prima dell�avvio della
produzione di serie,
c) analizzare i dati registrati durante la produzione di serie.

Capitolo 4
114
4.7 LA GESTIONE DELLE ATTIVITA� DI PROVA,
CONTROLLO, COLLAUDO Tali attività riguardano l 'entrata del materiale acquistato, le fasi
intermedie e finali del processo di produzione in sede e, se
necessario, presso i fornitori o sul campo presso il cliente.
• CONTROLLO ENTRATA/ORIGINE
Lo scopo del controllo e collaudo di entrata/origine è di assicurare
che solo il materiale conforme venga inoltrato per le operazioni
successive (immagazzinamento e fabbricazione).
Oltre a minimizzare il rischio di difettosità durante la
fabbricazione, tenendo in debito conto l 'ottimizzazione del costo,
il controllo e collaudo permette di ricavare dati per la valutazione
in graduatoria del fornitore in funzione del servizio prestato, per
confermarlo o cancellarlo dalla lista dei fornitori approvati e per
meglio dosare il controllo e collaudo all 'entrata o all 'origine.
Infatti, il livello di controllo del materiale in entrata è stabilito in
funzione di:
a) certificazione del Sistema Qualità del fornitore,
b) risultati dei controlli precedenti, utilizzando piani di
campionamento standard.
L'unità controllo entrata è responsabile :
a) della effettuazione del controllo e collaudo di ingresso/origine,
b) di sollecitare al CQ, quando necessario, l 'attivazione di azioni
correttive.
Per ogni articolo acquistato che deve essere impiegato nella
fabbricazione del prodotto finale vengono stabiliti modalità e
criteri di accettazione sulla base della criticità, dell 'impiego e
delle dichiarazioni di conformità rilasciate dal costruttore.
Per quanto riguarda i controlli si tende ad utilizzare al massimo i
vantaggi del campionamento statistico. Se si verifica una
deviazione, non conformità, durante il controllo d'entrata/origine
si opera in accordo a quanto previsto dal Manuale Qualità.

Il Sistema Qualità della DUCATI energia
115
• CONTROLLO E COLLAUDO INTERMEDIO E FINALE
Tutti i prodotti finiti sono assoggettati ad un controllo e collaudo
al 100%, oppure secondo un piano di campionamento richiamato
sulle prescrizioni di costruzione e di montaggio applicabili per la
verifica della conformità ai requisiti di specifica/contratto ed alla
relativa accettazione tenendo conto, ovviamente, di tutte le
attività di controllo e collaudo intermedie svolte fino a quel
momento.
Queste attività, oltre ad assicurare la direzione ed il cliente sulla
qualità dei prodotti, forniscono ulteriori dati utili a chi ha
progettato il prodotto, alla fabbricazione ed ai fornitori. Il
completamento delle attività di controllo e collaudo previste e la
loro registrazione è vincolante per le successive fasi di
certificazione e spedizione del prodotto.
Le attività di controllo intermedio vengono espletate dagli
operatori di produzione, secondo quanto stabilito dal piano di
fabbricazione e controllo (o di altri documenti analoghi).
Dove non diversamente indicato nei documenti di progetto, tutti i
prodotti sono assoggettati da parte della produzione ad un
controllo di processo a livello statistico e ad un collaudo finale al
100% per la verifica della conformità ai requisiti di
specifica/contratto. Se si verifica una deviazione (non
conformità) durante il controllo si opera in accordo a quanto
previsto nel Manuale Qualità.
Tutti i prodotti rilavorati o selezionati sono ricontrollati e
ricollaudati secondo la prescrizione relativa.

Capitolo 4
116
4.7.1 LA DOCUMENTAZIONE RELATIVA ALLE ATTIVITA�
DI PROVA, CONTROLLO, COLLAUDO
• ISTRUZIONI PER IL CONTROLLO ENTRATA
L'esecuzione delle attività del Controllo Entrata è regolamentata e
trattata da istruzioni preparate sulla base delle specifiche di
acquisto dei materiali, della criticità degli stessi e delle
dichiarazioni di conformità dei fornitori. Tali istruzioni vengono
preparate dalla Ricerca e Sviluppo, e verificata dall 'Assicurazione
Qualità.
Queste istruzioni, che possono essere anche disegni con opportune
indicazioni, possono essere per famiglie di
prodotti/componenti/materiali o per singolo componente. In esse
vengono indicate le modalità di controllo (parametri da
controllare, limiti, condizioni, ecc.); nella maggior parte dei casi
viene richiesto il controllo statistico.
• REGISTRAZIONE DEI DATI DEL CONTROLLO ENTRATA
La modulistica utilizzata dal Controllo Entrata riporta i seguenti
dati:
a) Denominazione e numero di codice (P/N) del materiale
b) Quantità del materiale
c) Quantità del materiale controllato, nel caso di controlli
statistici
d) Numero della bolla entrata materiali, oppure del lotto di
appartenenza
e) Eventuale certificazione da parte del fornitore.
In caso di esito negativo del controllo viene redatto un rapporto di
collaudo che riporta:
a) Controlli dimensionali e visivi eseguiti
b) Prove varie
c) Prove funzionali eseguite, indicate nella relativa scheda di
controllo periodico

Il Sistema Qualità della DUCATI energia
117
d) Riferimenti ed eventuali rapporti di non conformità
e) Timbro e/o firma dell 'operatore addetto al controllo entrata
• ISTRUZIONI/PRESCRIZIONI DI CONTROLLO E/O
COLLAUDO INTERMEDIO E FINALE
L'esecuzione e la raccolta dati delle attività di controllo e
collaudo intermedio e finale di processo/fabbricazione/qualità
sono trattate da istruzioni/prescrizioni elaborate, in genere, dalla
ricerca e sviluppo e verificate dalla AQ.
Le condizioni di prova particolari dei controlli finali sono
riportate nella prescrizione o scheda di controllo e/o collaudo e
costituiscono la base di riferimento per la verifica della
conformità.
In particolare la prescrizione o scheda di controllo e/o collaudo
finale stabilisce:
a) I parametri relativi ai requisiti e prestazioni da misurare e da
registrare o sotto forma qualitativa di attributi (GO / NO GO) o
quantitativa di variabili nell 'ambito delle relative tolleranze.
b) Il tipo ed il metodo di controllo/collaudo e la lista degli
strumenti da impiegare.
• REGISTRAZIONE DATI DI CONTROLLO E/O COLLAUDO
(CARTE DI CONTROLLO)
Le schede ed i moduli per la registrazione dei dati di controllo e/o
collaudo intermedi e finali, relativi ai prodotti, riportano in genere
i seguenti dati:
a) Denominazione e numero di codice (P/N) del prodotto
b) Controlli visivi eseguiti
c) Controlli dimensionali eseguiti
d) Prove funzionali eseguite, prescrizioni/capitolato di
riferimento, scheda di controllo
e) Riferimenti ed eventuali rapporti di non conformità
f) Elenco della strumentazione di prova, se richiesto
contrattualmente
g) Timbro e/o firma per accettazione

Capitolo 4
118
h) Bollettini di collaudo relativi a prove specifiche concordate
con il cliente
• DICHIARAZIONE DI CONFORMITÀ
Se richiesto dal contratto viene compilata ed emessa una
dichiarazione di conformità costituita da un modulo aziendale o da
un formato imposto.
Questo certificato viene firmato dal Responsabile della funzione
Assicurazione Qualità.
4.8 IDENTIFICAZIONE E RINTRACCIABILITÀ DEI
PRODOTTI
• IDENTIFICAZIONE
Tutti i prodotti, i componenti e i materiali della DUCATI energia
S.p.A. sono identificati per mezzo di un codice di nove cifre, allo
scopo di permetterne l 'individuazione e la correlazione con la
relativa documentazione (es.: disegni, specifiche, ecc.).
Sul prodotto finito, inoltre, è riportata in aggiunta la data di
fabbricazione (es. Settimana/anno). Ultimamente viene anche
annotata la data di scadenza; infatti alcuni componenti (es.: resine,
colle, circuiti, ecc.) sono soggetti a deterioramento, il più delle
volte il periodo di giacenza non deve superare i due mesi.
Per il reparto generatori si ha:
• 431 xxx xxx : volani (rotore + statore)
• 432 xxx xxx : trasduttori (bobina + C.D.I, per l�accensione)
• 433 xxx xxx : PK sensori
• 434 xxx xxx : regolatori (forniscono la tensione agli
utilizzatori)
• 435 xxx xxx : alternatori (per la ricarica della batteria)
Se il pezzo non è ancora terminato la prima cifra è 3.

Il Sistema Qualità della DUCATI energia
119
• SERIALIZZAZIONE
Quando contrattualmente richiesto, o in relazione a tipologie di
prodotto, oltre all�identificazione, si opera la serializzazione del
prodotto finito allo scopo di consentirne la rintracciabilità.
Talvolta è richiesta la serializzazione anche a livello di parti
costituenti il prodotto finale. In questo caso, in ogni ordine di
acquisto di materiali, prodotti, ecc., viene indicato, oltre al codice
di identificazione, anche la richiesta di serializzazione. La
documentazione relativa è archiviata dal Controllo Entrata.
La documentazione pertinente al prodotto fornisce la possibilità di
correlazione tra i numeri di serie dei particolari ed il prodotto
finito. Per questo, durante le attività di produzione, i numeri di
serie dei particolari serializzati usati sono inseriti nei documenti
predisposti per mantenere la rintracciabilità dei medesimi.
120
5 AGGIORNAMENTO E MODIFICHE DEI DOCUMENTI DI PIANIFICAZIONE
In questo capitolo vengono presentati i Documenti di
Pianificazione dei prodotti più significativi della sezione
Generatori della DUCATI energia che durante lo stage in azienda
ho personalmente controllato, aggiornato e talvolta modificato.
Il mio compito è stato quello di identificare e verificare tutte le
fasi di fabbricazione dei prodotti della linea Generatori, di cui si
vuole ottenere la certificazione UNI EN ISO 9001. Di conseguenza
ho elaborato un documento chiamato PIANO DI QUALITA�, nel
quale ho descritto il flusso di lavorazione per realizzare il
prodotto.
Nel Piano di Qualità, per ogni fase, ho riportato i codici di
identificazione della documentazione relativa: Schede di
Lavorazione (SL), Carte di Controllo (CC), Prescrizioni di
Collaudo (PC). Tali codici sono utilizzati dagli operatori per
accedere velocemente al resto della documentazione.
In un secondo tempo ho aggiornato i flussi di lavorazione presenti
nella prima pagina delle Carte di Controllo. Inoltre ho verificato
che i codici riportati corrispondessero effettivamente alle Schede
di Lavorazione ed ai disegni di progettazione relativi alla fase di
lavorazione esaminata.
Quando si presentavano delle incongruenze, inoltravo richieste di
modifica della documentazione al responsabile dei progettisti
della Ricerca e Sviluppo.
Nelle pagine successive delle Carte di Controllo vengono indicati
l�elenco dei controlli da effettuare sul pezzo in lavorazione e la
frequenza con cui eseguire tali controlli. Quindi un passo
fondamentale, nella revisione della documentazione in linea, è
stato quello di confrontare i valori delle tolleranze presenti nelle

Il Sistema Qualità della DUCATI energia
121
Carte di Controllo con i valori imposti dalla Ricerca e Sviluppo
nei disegni di progettazione.
Talvolta le tolleranze imposte in fase di progettazione erano più
strette rispetto a quelle cui si attenevano gli operatori in linea, per
cui si rendeva necessario un compromesso tra il reparto di
produzione e quello di progettazione.
In letteratura la suddetta problematica prende il nome di
PROBLEM SOLVING: ottenere una più forte integrazione fra i
team a monte e a valle, in termini di comunicazione e di
sincronizzazione delle azioni.

122
FORNITORE MATERIALE IN ENTRATA
POG 15.1PA relative
CONTROLLOENTRATA
AVVOLGITURA
IMBALLAGGIO
IMPREGNAZIONE
TORNITURA ∅ EST.
TORNITURA PIASTRA
FILETTATURA PIASTRA
STAGNATURA CAPI AVVOLGIMENTI E BOB.
COLLAUDO DINAMICOSTATICO VOLANO
COLLAUDO STATICO STATORE (100%)
SL 31060965 SG
SL331060965 IM
SL331060960T
PC 24
PC 24
POG 15.1 PA relative
SL331060960ACC 24 P.4
SL 331218891-T CC 24 P.3
SL 331218891-F CC 24 P.2
CONTROLLOENRATA
C/L
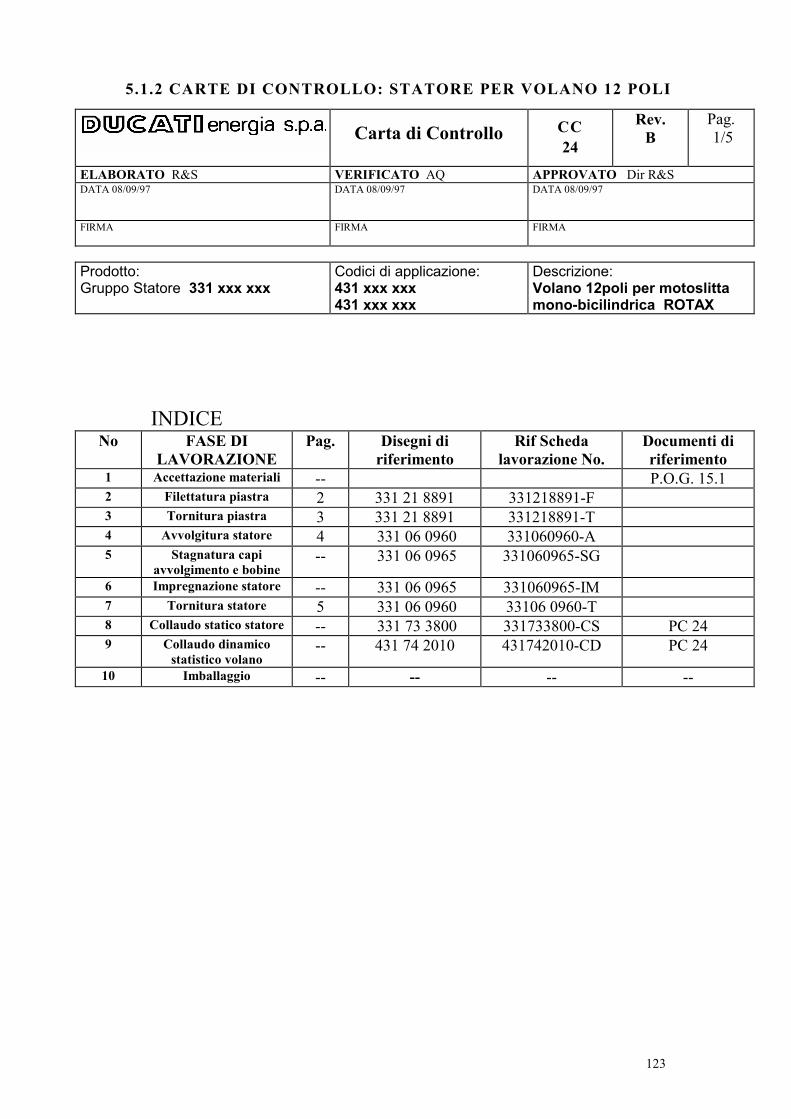
5.1.1 PIANO DI QUALITA�: STATORE PER VOLANO 12 POLI
C/L= Conto Lavoro della fase di assemblaggiodei componenti prodotti esternamente conquelli prodotti all�interno dell�azienda.
123
Carta di Controllo CC 24
Rev. B
Pag. 1/5
ELABORATO R&S VERIFICATO AQ APPROVATO Dir R&S DATA 08/09/97
DATA 08/09/97
DATA 08/09/97
FIRMA
FIRMA FIRMA
Prodotto: Gruppo Statore 331 xxx xxx
Codici di applicazione: 431 xxx xxx 431 xxx xxx
Descrizione: Volano 12poli per motoslitta mono-bicilindrica ROTAX
INDICE No FASE DI
LAVORAZIONE Pag. Disegni di
riferimento Rif Scheda
lavorazione No. Documenti di riferimento
1 Accettazione materiali -- P.O.G. 15.1 2 Filettatura piastra 2 331 21 8891 331218891-F 3 Tornitura piastra 3 331 21 8891 331218891-T 4 Avvolgitura statore 4 331 06 0960 331060960-A 5 Stagnatura capi
avvolgimento e bobine -- 331 06 0965 331060965-SG
6 Impregnazione statore -- 331 06 0965 331060965-IM 7 Tornitura statore 5 331 06 0960 33106 0960-T 8 Collaudo statico statore -- 331 73 3800 331733800-CS PC 24 9 Collaudo dinamico
statistico volano -- 431 74 2010 431742010-CD PC 24
10 Imballaggio -- -- -- --
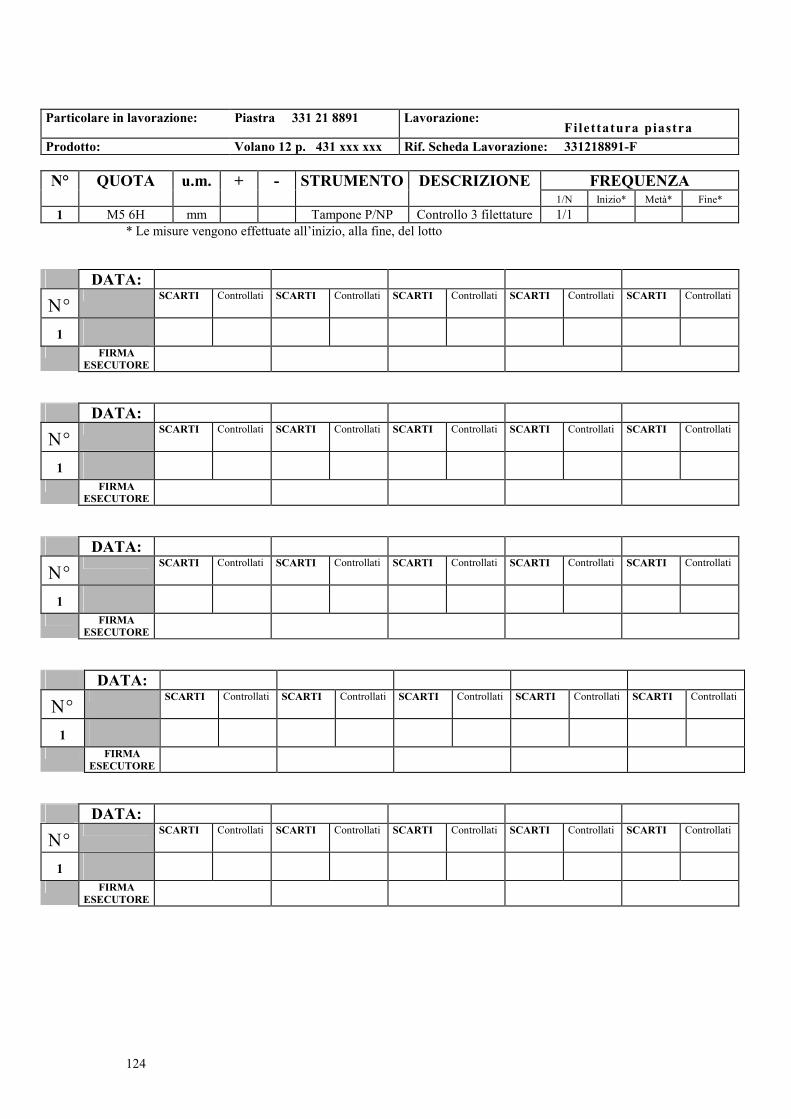
5.1.2 CARTE DI CONTROLLO: STATORE PER VOLANO 12 POLI
124
Particolare in lavorazione: Piastra 331 21 8891 Lavorazione:
Fi lettatura piastra Prodotto: Volano 12 p. 431 xxx xxx Rif. Scheda Lavorazione: 331218891-F
N° QUOTA u.m. + - STRUMENTO DESCRIZIONE FREQUENZA
1/N Inizio* Metà* Fine* 1 M5 6H mm Tampone P/NP Controllo 3 filettature 1/1
* Le misure vengono effettuate all�inizio, alla fine, del lotto
DATA:
N° SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati
1 FIRMA
ESECUTORE
DATA:
N° SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati
1 FIRMA
ESECUTORE
DATA:
N° SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati
1 FIRMA
ESECUTORE
DATA:
N° SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati
1 FIRMA
ESECUTORE
DATA:
N° SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati
1 FIRMA
ESECUTORE

125
Particolare in lavorazione: Piastra lavorata 331 21 8891 Lavorazione: Tornitura piastra
Prodotto: Volano 12 p. 431 xxx xxx Rif. Scheda Lavorazione. 331218891-T
N° QUOTA u.m. + - STRUMENTO DESCRIZIONE FREQUENZA 1/N Inizio Metà Fine
1 -- mm -- -- Forchetta P/NP Diametro piastra 1/100 1 2 -- mm -- -- Anello P/NP Diametro inserimento pacco 1/100 1 3 -- mm -- -- Calibro Parallelismo piastra 1/100 1 4 -- mm -- -- Calibro Altezza piastra 1/100 1 5 -- mm -- -- Calibro Spessore piastra 1 6 -- mm -- -- Comparatore Concentricità 1 7 -- mm -- -- Piano di riscontro Planarità piastra 1/100 1
* Le misure 3 e 4 sono eseguite insieme.
DATA:
N° SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati
1
2
3
4
5
6
7 FIRMA
ESECUTORE
DATA:
N° SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati
1
2
3
4
5
6
7 FIRMA
ESECUTORE

126
Particolare in lavorazione Gruppo statore 331 06 0960 Lavorazione: Avvolgitura statore Prodotto : MAV 12 p. 431 74 01xx - 20xx Rif. Scheda Lavorazione: 331060960-A
N° QUOTA u.m. + - STRUMENTO DESCRIZIONE FREQUENZA
1/N Inizio Metà Fine 1 -- Vac -- -- Voltmetro Prova isolamento avvolg. BT 1/1 2 -- -- -- -- Spessimetro
3001.2001 Distanza avvolgimento BT e
bobina di alimentazione 1/1
DATA: N° SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati
1
2 FIRMA
ESECUTORE
DATA: N° SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati
1
2 FIRMA
ESECUTORE
DATA: N° SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati
1
2 FIRMA
ESECUTORE

127
Particolare in lavorazione Gruppo statore 331 06 0960 Lavorazione:
Tornitura statore Prodotto: MAV 12 p. 431 74 01xx � 20xx Rif. Scheda Lavorazione: 331060960-T
N° QUOTA u.m + - STRUMENTO DESCRIZIONE FREQUENZA
1/N Inizio Metà Fine 1 -- mm -- -- Tampone P/NP Diametro esterno statore 1/20 2 -- mm -- -- Comparatore Verifica concentricità 1/100
DATA: N° SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati
1
2 FIRMA
ESECUTORE
DATA: N° SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati
1
2 FIRMA
ESECUTORE
DATA: N° SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati SCARTI Controllati
1
2 FIRMA
ESECUTORE
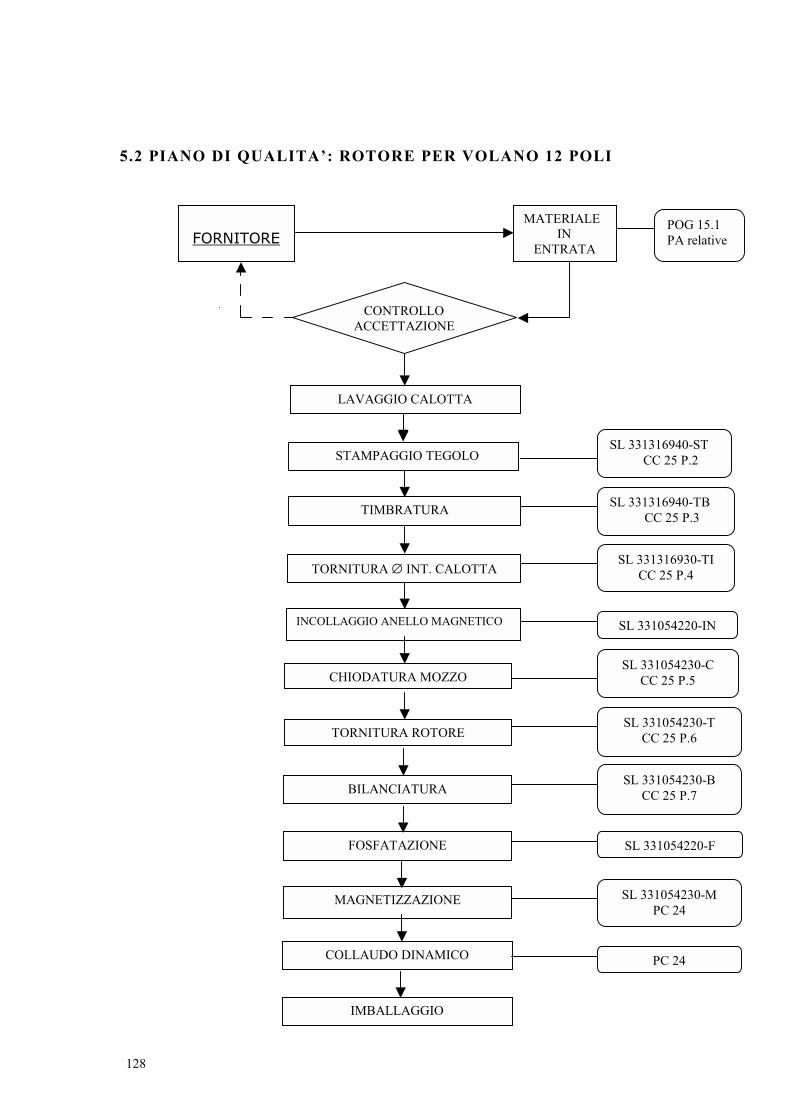
128
FORNITORE MATERIALE IN ENTRATA
POG 15.1 PA relative
CONTROLLO ACCETTAZIONE
SL 331054220-IN
SL 331054230-T CC 25 P.6
SL 331316930-TI CC 25 P.4
SL 331316940-ST CC 25 P.2
PC 24
SL 331054230-C CC 25 P.5
LAVAGGIO CALOTTA
IMBALLAGGIO
BILANCIATURA
STAMPAGGIO TEGOLO
COLLAUDO DINAMICO
TORNITURA ∅ INT. CALOTTA
INCOLLAGGIO ANELLO MAGNETICO
CHIODATURA MOZZO
TORNITURA ROTORE
MAGNETIZZAZIONE
TIMBRATURA
FOSFATAZIONE
SL 331054230-B CC 25 P.7
SL 331054220-F
SL 331054230-M PC 24
SL 331316940-TB CC 25 P.3
5.2 PIANO DI QUALITA�: ROTORE PER VOLANO 12 POLI

129
POG 15.1
PA relative
CONTROLLO ACCETTAZIONE
SL 432389000-R2
SL 432389000-R1
SL 332030840-AS1
SL 332030840-AS2CC 26 P.4
Istruzioni di uso USO 2
ASSEMBLAGGIO SECONDARIO
IMBALLAGGIO
ASSEMBLAGGIO TRASDUTTORE
RESINATURA CON EPOSSIDICA
RESINATURA POLIURETANICA
RODAGGIO STATICO
COLLAUDO FINALE
AVVITATURA CAVO A.T. E PROVA CONTINUITA�
PROGRAMMAZIONE C.D.I. E TIMBRATURA
PC 31 CC 26 P.5
PC 31
PC 31
SL 332150380-AV CC 26 P.3
SL 332150260-IP CC 26 P.2
AVVOLGITURA SECONDARIO
INSERIMENTO VITE E PIN SU ROCCHETTO SECONDARIO
FORNITORE
MATERIALE IN
ENTRATA
5.3 PIANO DI QUALITA�: C.D.I. PER VOLANO 12 POLI

130
6. APPARECCHIATURE DI CONTROLLO, MISURA E COLLAUDO: IDENTIFICAZIONE E TARATURA
In un sistema di qualità particolare rilevanza riveste il
sottosistema di gestione della strumentazione di controllo, misura
e collaudo poiché, proprio grazie alla corretta gestione di questo,
si è in grado di assicurare la conformità dei prodotti oggetto di
fornitura.
Le norme per la Qualità recitano:
"Il fornitore deve...tarare...le apparecchiature di controllo, misura
e collaudo. Le apparecchiature devono essere utilizzate in modo
che il grado di incertezza della misura sia noto..." (da: Norma UNI
EN ISO 9002).
Gli aspetti da gestire per ogni apparecchiatura di misura, controllo
e collaudo impiegata per la determinazione di requisiti specificati
sono:
1. la riferibilità delle misure;
2. l�adeguatezza dell�apparecchiatura in funzione delle
misurazioni da eseguire.
1. La riferibilità delle misure deve essere garantita, non perché è
espressamente richiesto dalle norme ISO 9000, ma in quanto è
un elemento essenziale per realizzare prodotti conformi alle
specifiche. Se più Aziende misurano lo stesso parametro o
caratteristica di un prodotto con apparecchiature riferite a
campioni tra loro differenti, sicuramente le misure ottenute,
oltre essere tra loro diversi, non sono confrontabili perché la
�sorgente� da cui �nascono� le misure non è la stessa. Ogni
Nazione possiede una serie di proprie �sorgenti� che
fortunatamente in Europa vengono tra loro comparate al fine di
permettere la confrontabilità delle misure. .
Una misura è completa solo se il valore ottenuto è
accompagnato dall�unità di misura e dall�incertezza che indica
la qualità e l�affidabilità della misura stessa. L�incertezza di
Apparecchiature: ident ificazione e taratura
131
una misura è composta da molteplici contributi: le condizioni
operative, la metodologia adottata, l�ambiente dove la si
esegue e soprattutto l�apparecchiatura di misura utilizzata.
Solo la taratura dell�apparecchiatura permette di stimare il
contributo d�incertezza dovuto al mezzo impiegato per eseguire
le misure; inoltre, impiegando procedure di tarature adeguate
alla realtà aziendale, vengono stimati i contributi di incertezza
che realmente influenzano le proprie misure.
2. L�adeguatezza di uno strumento viene valutata confrontando le
caratteristiche metrologiche determinate durante la taratura e i
requisiti specificati per tale apparecchiatura. In Italia, come
previsto dalla legge n. 273 dell�agosto 1991, il SIT (Servizio
Italiano Taratura), in collaborazione con gli Istituti
Metrologici Primari, accredita alcuni Laboratori per garantire
agli utilizzatori dei servizi di taratura la riferibilità delle
misure e la correttezza metrologica delle procedure utilizzate.
I certificati di taratura con il marchio SIT sono gli unici
affidabili con certezza perché prevedono la serie completa
delle verifiche effettuabili sullo strumento. I certificati di
taratura privi del marchio SIT non dovendo ottemperare ad una
serie di prove definite dal SIT e dall�Istituto Metrologico
Primario Nazionale, non offrono la garanzia di individuare quei
requisiti che potrebbero risultare fondamentali per le specifiche
realtà aziendali.

Capitolo 6
132
6.1 LA TARATURA DEGLI STRUMENTI PRESSO
L�AZIENDA
Fino a poco tempo fa, i Laboratori Metrologici esterni all�azienda
eseguivano la taratura della strumentazione, presso la Ducati
Energia, solo se questa non era facilmente trasportabile o
possedeva caratteristiche metrologiche influenzabili dalle
condizioni di installazione.
Ora si effettua in sede anche la taratura di altre apparecchiature di
varie grandezze meccaniche di larga diffusione. Questo permette
alla Ducati di risparmiare alcuni dei costi nascosti, costi che non
appaiono direttamente, ma gravano comunque sull�Azienda quali: i
tempi di non utilizzo delle apparecchiature, i tempi per approntare
ed aprire gli imballaggi, i costi di trasporto ecc�
6.2 L�AUTOTARATURA
La taratura è indispensabile non solo alla creazione dello
strumento, ma anche periodicamente, perché gli strumenti
invecchiano e talvolta si danneggiano. Si deteriorano soprattutto
gli strumenti elettronici perché hanno al loro interno circuiti a
semiconduttore, amplificatori, pile e altri componenti che si
modificano o si scaricano. Si notano spesso viti regolabili, che
non sono altro che piccoli potenziometri di regolazione, utili in
caso di alterazioni del sistema. I sensori non solo invecchiano, ma
anche si sporcano e arrugginiscono.
Anziché fare tarare periodicamente tutti i propri strumenti presso
Laboratori Metrologici o fare intervenire quest�ultimi in azienda
(OUT-SURCING), la Ducati Energia ha reputato economicamente
valido fare tarare parte della strumentazione da personale interno.
I vantaggi sono i seguenti:
• acculturamento del personale,
• rapidità d�intervento,

Apparecchiature: ident ificazione e taratura
133
• aumento confidenza committenti,
• riduzione dei costi (a lungo termine).
E� una procedura che richiede qualche mese per il trasferimento
delle conoscenze, ma risulta assai conveniente per tutte le realtà
che possiedono oltre 50 strumenti da sottoporre a controllo
periodico.
Ovviamente, per rispettare le norme ISO 9000, oltre a questo è
necessario eseguire una taratura ufficiale per ottenere il marchio
S.I.T..
6.3 CAMPI DI UTILIZZO DELLE APPARECCHIATURE
Le prescrizioni richieste dalla norma devono essere applicate a
tutte le apparecchiature di controllo, misura, e collaudo che
possono influire sulla qualità. Comunque non tutta la
strumentazione è mantenuta ad un livello di precisione massimo,
considerando che, sovente, le condizioni operative non consentono
la percezione di tale precisione.
I campi di utilizzo, di un sistema di controllo delle
apparecchiature, sono:
• sviluppo dei prodotti;
• controllo delle materie prime;
• controllo e regolazione di un processo produttivo;
• installazione ed assistenza di un prodotto.
Il controllo, oltre che alla strumentazione ed ai relativi sistemi di
misurazione, deve essere esteso anche al software di prova, alle
maschere ed alle attrezzature che influiscono sulle proprietà del
prodotto e del processo.
Capitolo 6
134
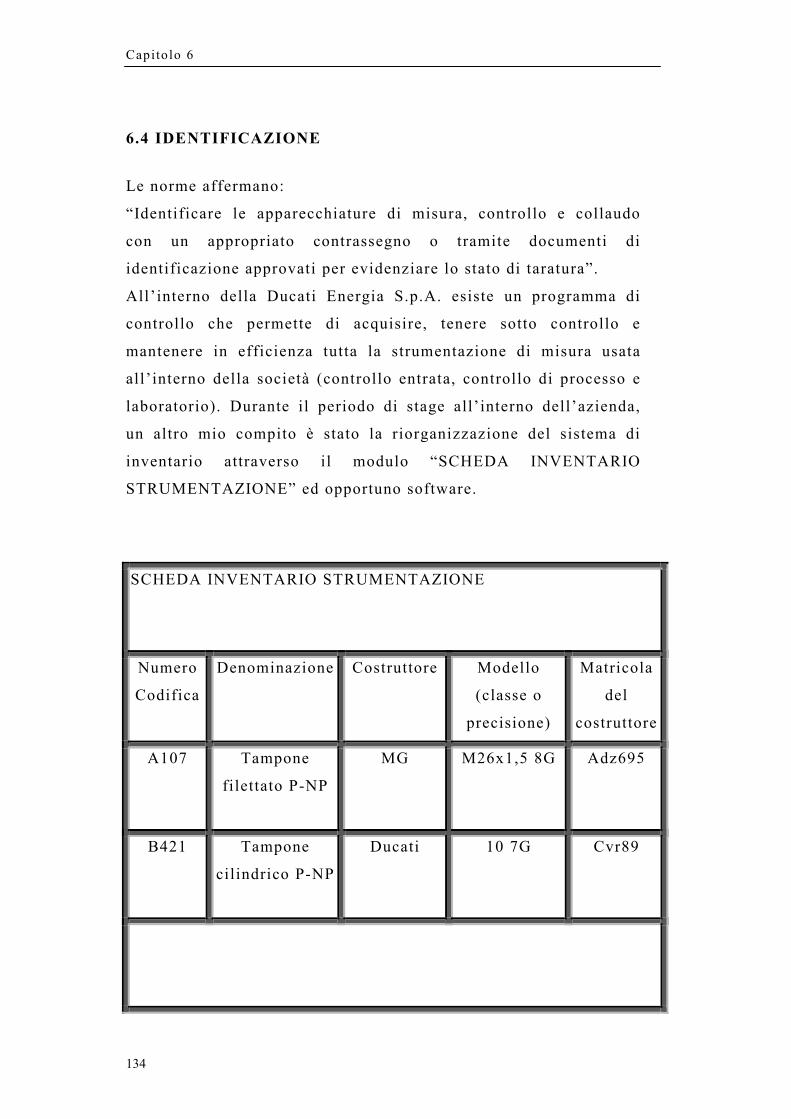
6.4 IDENTIFICAZIONE
Le norme affermano:
�Identificare le apparecchiature di misura, controllo e collaudo
con un appropriato contrassegno o tramite documenti di
identificazione approvati per evidenziare lo stato di taratura�.
All�interno della Ducati Energia S.p.A. esiste un programma di
controllo che permette di acquisire, tenere sotto controllo e
mantenere in efficienza tutta la strumentazione di misura usata
all�interno della società (controllo entrata, controllo di processo e
laboratorio). Durante il periodo di stage all�interno dell�azienda,
un altro mio compito è stato la riorganizzazione del sistema di
inventario attraverso il modulo �SCHEDA INVENTARIO
STRUMENTAZIONE� ed opportuno software.
SCHEDA INVENTARIO STRUMENTAZIONE
Numero
Codifica
Denominazione Costruttore Modello
(classe o
precisione)
Matricola
del
costruttore
A107 Tampone
filettato P-NP
MG M26x1,5 8G Adz695
B421 Tampone
cilindrico P-NP
Ducati 10 7G Cvr89

Apparecchiature: ident ificazione e taratura
135
Collocazion
e
Stato Campione
di
riscontro
Periodicità
di
taratura
Data
prossima
taratura
Controllo
entrata
Controllato Esterno Annuale 01/03/2000
Controllo
di processo
Non
controllato
Interno Triennale 23/01/1995
Gli intervalli di taratura e di verifica sono definiti in funzione
delle seguenti caratteristiche dell�apparecchiatura:
• tipo,
• complessità,
• frequenza di impiego,
• ripetitività accertata ad ogni operazione di controllo.
Un altro incarico era quello di evidenziare lo stato di taratura
della strumentazione per mezzo di un�ETICHETTA STRUMENTO,
su cui riportavo le date di taratura e di scadenza oltre al numero
univoco di inventario. Qualora le dimensioni ridotte dell�oggetto
non permetteva l�adesione di un�etichetta, marcavo solo il numero
di codifica interno oppure apponevo il contrassegno sul
contenitore di protezione; ad esempio: calibri a tampone di
diametro inferiore al millimetro o blocchetti di riscontro piano-
paralleli.
Evidenziavo anche le apparecchiature che non rientravano più
nella classe originale con un�etichetta rossa, ben visibile,
riportante la dicitura: �APPARECCHIATURA NON
CONTOLLATA�; quando lo strumento era invece parzialmente
utilizzabile indicavo le limitazioni d�impiego. Infine escludevo
dal ciclo d�uso o apportavo un�etichetta in cui vi era stampato:
�GUASTO�, tutte le apparecchiature non più affidabili.

Capitolo 6
136
Il censimento delle apparecchiature mi era reso difficoltoso dalla
dispersione delle stesse all�interno dello stabilimento e dalla
parziale identificazione effettuata negli anni precedenti con codici
ripetuti, che non permettevano l�univocità della codifica.
In ultima analisi, con riferimento al numero di codifica interno, è
ora possibile reperire le informazioni concernenti:
• descrizione dell�apparecchiatura (denominazione, costruttore,
modello con relativa classe o precisione, matricola),
• collocazione,
• data di taratura,
• periodicità della taratura,
• risultati della taratura.
In seguito sarà compito degli addetti all�industrializzazione del
prodotto, appartenenti alla Ricerca e Sviluppo, richiamare dalla
linea la strumentazione da inviare ad un laboratorio Metrologico
per farla tarare e certificare oppure sarà loro compito coordinare
gli interventi della sezione taratura interna, seguendo le procedure
redatte in cooperazione con il reparto Controllo Qualità. Il ritiro
dalla produzione è compiuto automaticamente attraverso un
algoritmo di selezione che verifica l�apposito campo del database.

Apparecchiature: ident ificazione e taratura
137
6.5 MISURA
Si definisce misura la valutazione quantitativa di una certa
grandezza fisica. La misura deve esprimere informazioni da tutti
apprezzabili, valutabili e di eguale significato.
Gli strumenti di misura non hanno una precisione infinitesima, ma
danno una misura approssimata delle grandezze fisiche.
Eseguendo delle misurazioni si forniscono delle misure, in
definitiva un numero, assieme ad esso è necessario fornire un altro
valore: l�incertezza; l�insieme dei due numeri indica l�entità della
grandezza in esame.
Fare misure significa valutare l�entità di una grandezza fisica
confrontandola con un campione. Di fatto risulta essere il rapporto
tra l�entità della grandezza fisica e quella del campione. In questo
modo tutti possono interpretare quel numero, a patto che
conoscano il campione preso come riferimento.
L�uso del campione, a qualsiasi livello, è quello di tarare gli
strumenti (tarare significa misurare la precisione punto per punto).
Così come c�è una gerarchia di campioni, c�è una gerarchia di
strumenti. Di solito con il campione primario viene tarato lo
strumento di migliore qualità, con quest�ultimo quello di qualità
inferiore, e così via. L�azienda deve scegliere attentamente il
grado di precisione che vuole raggiungere, tenendo presente che la
precisione è un costo e che una precisione troppo spinta non è
sempre utile all�obiettivo che si vuole conseguire. In genere per
ogni strumento si prende un campione di precisione almeno cento
volte superiore, questo perché, nelle misure, una grandezza cento
volte inferiore ad un�altra è ritenuta trascurabile.

Capitolo 6
138
CAMPO DI
MISURA
INCERTEZZA
imposta dallo
strumento
campione
STRUMENTI
DA TARARE
Temperatura -40 ÷ +1250
°C ± (0.02÷1.2)°C
termocoppie,
termoresistenze,
trasduttori,
calibratori ed
indicatori digitali,
trasmettitori,
pirometri,
termometri ecc...
Pressione fino a 55 MPa
±
(0.02÷0.05)%
fondo scala1
manometri,
barometri,
trasduttori,
trasmettitori,
calibratori ed
indicatori digitali,
banchi manometrici
ecc..
Dimensioni
lineari
fino a 1500
mm ± (1 ÷ 10) µm
blocchetti pp, metri,
rapportatori, calibri,
flessimetri,
micrometri,
spessimetri,
comparatori
meccanici ed
elettrici, LVDT,
trasduttori di
spostamento ecc..
1 FONDO SCALA: verrà defini to nel prossimo paragrafo
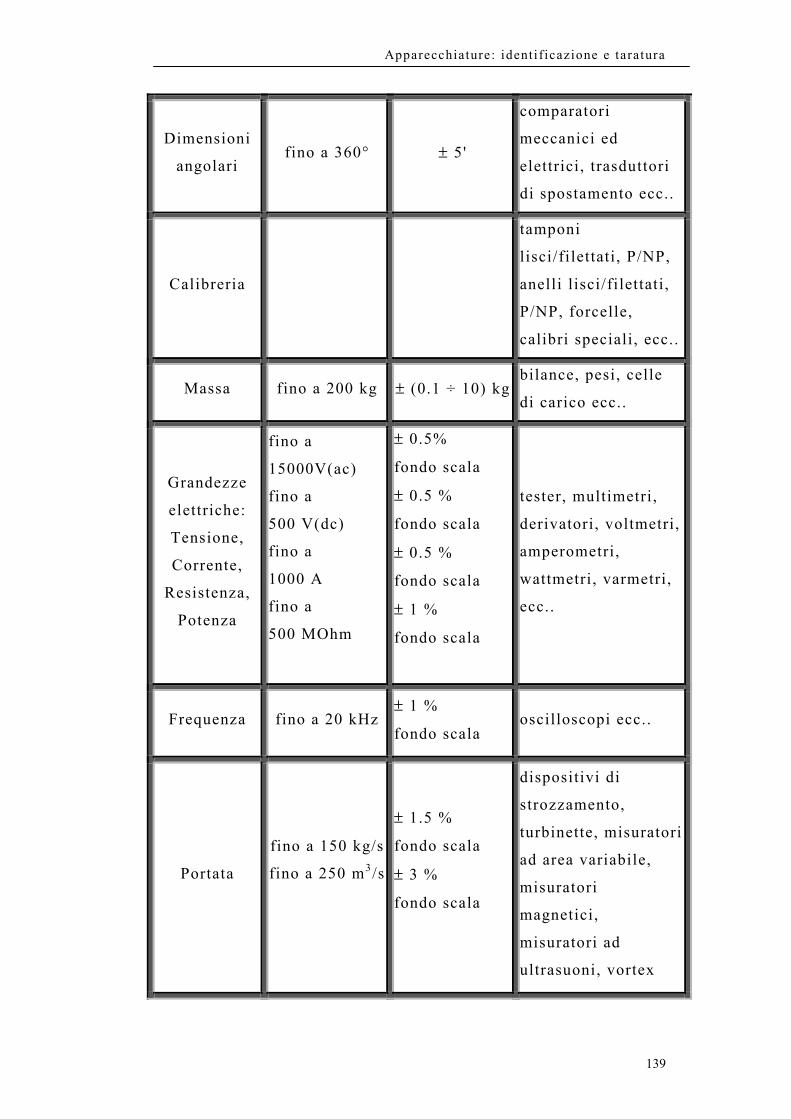
Apparecchiature: ident ificazione e taratura
139
Dimensioni
angolari fino a 360° ± 5'
comparatori
meccanici ed
elettrici, trasduttori
di spostamento ecc..
Calibreria
tamponi
lisci/filettati, P/NP,
anelli lisci/filettati,
P/NP, forcelle,
calibri speciali, ecc..
Massa fino a 200 kg ± (0.1 ÷ 10) kgbilance, pesi, celle
di carico ecc..
Grandezze
elettriche:
Tensione,
Corrente,
Resistenza,
Potenza
fino a
15000V(ac)
fino a
500 V(dc)
fino a
1000 A
fino a
500 MOhm
± 0.5%
fondo scala
± 0.5 %
fondo scala
± 0.5 %
fondo scala
± 1 %
fondo scala
tester, multimetri,
derivatori, voltmetri,
amperometri,
wattmetri, varmetri,
ecc..
Frequenza fino a 20 kHz± 1 %
fondo scala oscilloscopi ecc..
Portata
fino a 150 kg/s
fino a 250 m3/s
± 1.5 %
fondo scala
± 3 %
fondo scala
dispositivi di
strozzamento,
turbinette, misuratori
ad area variabile,
misuratori
magnetici,
misuratori ad
ultrasuoni, vortex
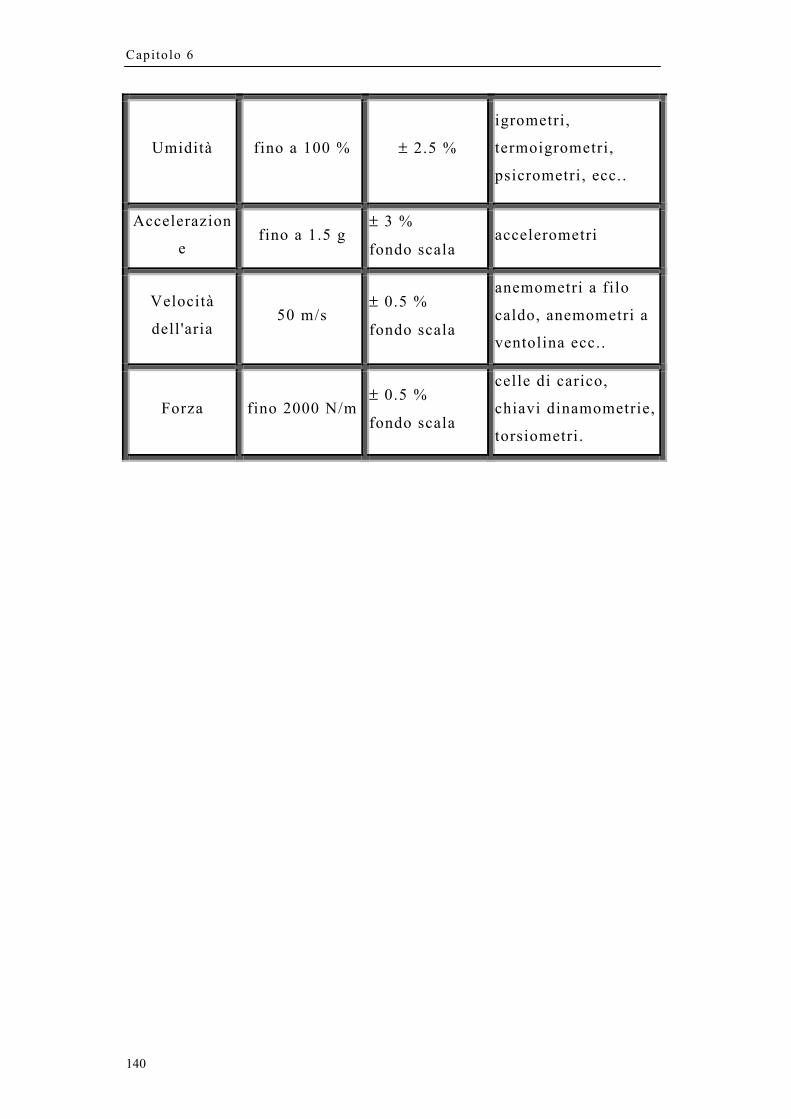
Capitolo 6
140
Umidità fino a 100 % ± 2.5 %
igrometri,
termoigrometri,
psicrometri, ecc..
Accelerazion
e fino a 1.5 g
± 3 %
fondo scala accelerometri
Velocità
dell 'aria 50 m/s
± 0.5 %
fondo scala
anemometri a filo
caldo, anemometri a
ventolina ecc..
Forza fino 2000 N/m± 0.5 %
fondo scala
celle di carico,
chiavi dinamometrie,
torsiometri.

Apparecchiature: ident ificazione e taratura
141
6.5.1 LA TEORIA DEGLI ERRORI
Per comprendere le modalità delle misurazioni che vengono
effettuate dalla sezione metrologica, interna od esterna all�azienda
si introduce la �Teoria degli Errori� (o �Teoria delle Incertezze�).
Le misure possono essere
a. dirette: tramite appositi strumenti
b. indirette: si applicano leggi fisiche note, come ad esempio
R=V/I, la resistenza viene calcolata dopo avere misurato
direttamente sia la tensione che la corrente.
Nella realtà non esiste misura che non contenga errori; i casi in
cui si conosce il valore vero sono molto rari.
Si può solo affermare con certezza che una misura sia contenuta in
un intervallo (INTERVALLO DI CONFIDENZA).
Supponendo di avere uno strumento: esso è caratterizzato dalla
scala e dal fondo scala, cioè dal limite del campo di misura; non
tutti i punti sono tarati, ma solo un certo numero. Si può tracciare
una curva di taratura, che è inserita nel Manuale della Qualità, da
cui si traggono informazioni sullo strumento:
L�errore è dato dalla somma dell�errore del campione e di tutti gli
altri errori commessi. Quando si parla di errore si intende il
LIMITE SUPERIORE DELL�ERRORE, in quanto l�entità effettiva
tarature
errore
errore punti tarati
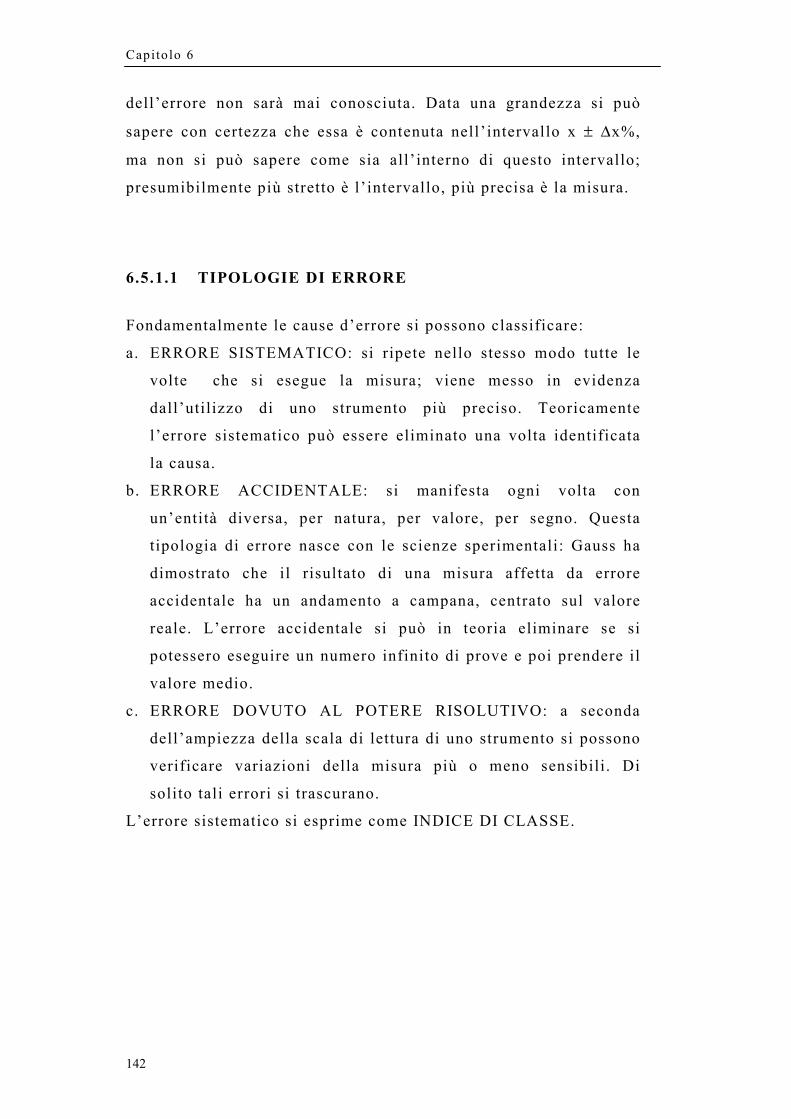
Capitolo 6
142
dell�errore non sarà mai conosciuta. Data una grandezza si può
sapere con certezza che essa è contenuta nell�intervallo x ± ∆x%,
ma non si può sapere come sia all�interno di questo intervallo;
presumibilmente più stretto è l�intervallo, più precisa è la misura.
6.5.1.1 TIPOLOGIE DI ERRORE
Fondamentalmente le cause d�errore si possono classificare:
a. ERRORE SISTEMATICO: si ripete nello stesso modo tutte le
volte che si esegue la misura; viene messo in evidenza
dall�utilizzo di uno strumento più preciso. Teoricamente
l�errore sistematico può essere eliminato una volta identificata
la causa.
b. ERRORE ACCIDENTALE: si manifesta ogni volta con
un�entità diversa, per natura, per valore, per segno. Questa
tipologia di errore nasce con le scienze sperimentali: Gauss ha
dimostrato che il risultato di una misura affetta da errore
accidentale ha un andamento a campana, centrato sul valore
reale. L�errore accidentale si può in teoria eliminare se si
potessero eseguire un numero infinito di prove e poi prendere il
valore medio.
c. ERRORE DOVUTO AL POTERE RISOLUTIVO: a seconda
dell�ampiezza della scala di lettura di uno strumento si possono
verificare variazioni della misura più o meno sensibili. Di
solito tali errori si trascurano.
L�errore sistematico si esprime come INDICE DI CLASSE.

Apparecchiature: ident ificazione e taratura
143
6.5.1.2 INDICE DI CLASSE
Talvolta gli strumenti elettromeccanici vengono divisi in classi di
precisione.
Si definisce l�INDICE DI CLASSE il seguente rapporto:
CL:= ∆M AX/f.s.×100
dove ∆M AX: massimo degli errori rilevati, f.s.: fondo scala.
Gli errori si esprimono in percentuale, se x è la misura effettuata e
∆x è l�errore commesso, l�ERRORE PERCENTUALE è:
∆%:=∆x/x×100.
Se x è la lettura a fondo scala, l�errore percentuale è la classe
stessa.
Rappresentando graficamente i risultati di una misurazione, si
possono avere tre casi:
1. Lo scostamento della media delle misure dal valore vero è alta,
la dispersione bassa, in altri termini accuratezza bassa;
ripetitività alta;
2. Media con basso scostamento, dispersione alta, vale a dire
accuratezza alta, ripetitività bassa.
3. Media e dispersione basse; cioè accuratezza ed ripetitività alte.
Dalla valutazione statistica dell�intervallo, entro cui compare il
�vero� valore del misurando, si determina l�incertezza della
misura.
VALORE VERO (convenzionalmente) 1.
2.
3.

Capitolo 6
144
6.6 LA TARATURA DEGLI STRUMENTI
La taratura consta nel confrontare le misure ottenute dalle
apparecchiature con dei campioni di riferimento, aventi valori
noti, e a loro volta confrontati periodicamente con dei campioni di
livello superiore, generalmente nazionali. Si stabilisce quindi una
curva di taratura:
∆Mi = fascia di valori da assegnare al misurando in corrispondenza
del valore di lettura Li
Le attività di taratura si eseguono in sala metrologica, in quanto
sono normalmente riferite a strumenti trasportabili e che per
convenzione devono essere controllati in ambienti le cui
caratteristiche devono essere mantenute entro i seguenti parametri:
• Temperatura: 20 ± 0,5 °C
• Gradiente Termico: inferiore ad 1 °C entro 2 ore
• Umidità Relativa: 50% ± 0,5%
Prima di effettuare la taratura, è indispensabile compiere alcune
verifiche visive sullo strumento:
• Verificare l�integrità generale dello strumento e la presenza di
eventuali danneggiamenti esterni, tali da compromettere il
buon funzionamento dello strumento.
• Verificare lo stato di usura di tasti, puntali, commutatori, o
Asse dellemisure
Asse delle tarature
curva di taratura
∆Mi{
Li
Apparecchiature: ident ificazione e taratura
145
comunque di parti e accessori soggetti ad usura.
• Verificare la perfetta leggibilità delle scale, dei riferimenti di
misura, delle portate dello strumento.
• Verificare l�azzeramento degli indici e display.
Per procedere alla taratura, è necessario disporre dello strumento
campione e di campioni di unità di misura appropriati,
eventualmente di apparecchiature ausiliarie e dei manuali
d�istruzione. Per ogni strumento, bisogna conoscere le scale da
verificare; salvo diversa indicazione sulla Procedura o su Scheda
Strumento, i rilievi da effettuare sono almeno tre, rispettivamente
al 10%, al 50% ed al 90% delle scale disponibili.
Prima di eseguire la verifica di funzionalità di strumenti portatili
è necessario stabilizzare la temperatura delle apparecchiature da
verificare e del campione per almeno sei ore.
CRITERI DI ESCLUSIONE
Lo strumento è considerato idoneo per l�impiego, soltanto se le
misure di verifica e di funzionalità realizzate, rientrano nel range
di tolleranza indicato:
• su scheda strumento,
• sullo strumento stesso (etichetta),
• sul manuale fornito dal costruttore.

Capitolo 6
146
6.7 ISTRUZIONI PER LA TARATURA DEGLI STRUMENTI
ELETTRICI
6.7.1 AMPEROMETRO
• Strumenti campione utilizzati per la prova: multimetro
(amperometro).
• Strumenti ausiliari utilizzati: generatore di tensione variabile
reostato (Rx) 0÷500 Ohm.
1. Gli strumenti sono collegati secondo lo schema.
2. La tensione di alimentazione viene stabilizzata.
3. Le misure lette sullo strumento campione sono confrontate con
quelle dell�amperometro da tarare.
6.7.2 VOLTMETRO (STRUMENTO SINGOLO)
• Strumenti campione utilizzati per la prova: multimetro
(voltmetro).
• Strumenti ausiliari utilizzati: generatore di tensione variabile
1. Gli strumenti sono collegati secondo lo schema.
2. La tensione di alimentazione viene stabilizzata.
3. Le misure lette sullo strumento campione sono confrontate con
quelle del voltmetro da tarare.
AMPEROMETROCAMPIONE
AMPEROMETRO IN PROVA
VOLTMETRO CAMPIONE / IN PROVA
Rx

Apparecchiature: ident ificazione e taratura
147
6.7.3 VOLTMETRI MONTATI SU GENERATORI DI CC, CA
O SU CONSOLLE
• Strumenti campione utilizzati per la prova: multimetro
(voltmetro).
• Strumenti ausiliari utilizzati: il generatore di tensione stesso
può essere utilizzato come sorgente.
1. Gli strumenti sono collegati secondo lo schema.
2. La tensione di alimentazione, dove è possibile, viene
stabilizzata.
3. Per generatori montati su macchine di collaudo, le misure
devono essere effettuate sui valori impostati in fase di
collaudo.
4. Per gli strumenti di laboratorio, comunque per quelli utilizzati
su più tensioni, le misure devono essere eseguite al 10%, al
50% ed al 90% della tensione fornita dal generatore.
5. Le misure lette sullo strumento campione sono confrontate con
quelle del voltmetro da tarare.
CRITERI DI ESCLUSIONE E LIMITE DI PRECISIONE
Gli strumenti di collaudo sono considerati idonei per l�impiego,
soltanto se le misure di verifica e di funzionalità realizzate,
rientrano nel range di tolleranza indicato nelle prescrizioni di
collaudo. Tali valori, di solito, sono:
• apparecchiature per collaudi fino a 1000 V tolleranza ±5%,
• apparecchiature per prove di rigidità elettrica 3000±10000 V
tolleranza ±10%.
VOLTMETRO IN PROVA
VOLTMETRO CAMPIONE

Capitolo 6
148
6.7.4 OHMETRO
• Strumenti campione utilizzati per la prova: ---------
• Strumenti ausiliari utilizzati: resistenze campione.
1. La resistenza campione è misurata utilizzando la portata limite
appropriata.
2. Le misure lette sulla resistenza campione sono confrontate con
quelle dell�ohmetro da tarare.
3. Le misure sono ripetute su tutte le resistenze campione, poi
vengono confrontate.
6.7.5 MEGAOHMETRO
• Strumenti campione utilizzati per la prova: multimetro
(voltmetro Vcc).
• Strumenti ausiliari utilizzati: resistenze campione.
1. Le misure sono effettuate sulle portate 500 KOhm ±1000
MOhm.
2. La tensione di alimentazione viene stabilizzata.
3. La resistenza campione è misurata utilizzando la portata limite
appropriata alla tensione di 100 V, poi ripetere la misura a
500V.
4. Le misure lette sulla resistenza campione sono confrontate con
quelle del megaohmetro da tarare.
5. Le misure sono ripetute su tutte le resistenze campione, poi
vengono confrontate.
6. La tensione continua di misura è verificata applicando un
voltmetro in parallelo alla resistenza campione da misurare.

Apparecchiature: ident ificazione e taratura
149
CRITERI DI ESCLUSIONE E LIMITE DI PRECISIONE
I limiti di precisione si attestano circa al 5% della lettura.
6.7.6 PONTE RLC PER MISURA DI CAPACITA� E Tgδδδδ ,
CAPACIMETRO PER MISURA DI CAPACITA�
• Strumenti campione utilizzati per la prova: ponte RLC.
• Strumenti ausiliari utilizzati: condensatore di riferimento.
1. La frequenza di prova è impostata (solo per i ponti RLC) ad 1
kHz ed il tipo di misura serie su entrambi gli strumenti.
2. La misura del condensatore di riferimento è compiuta con lo
strumento campione.
3. La misura è ripetuta con lo strumento da controllare
4. La media delle misure (capacità e/o Tgδ) lette sullo strumento
campione sono confrontate con quelle dello strumento da
verificare.
5. Le misure sono ripetute almeno quattro volte: 1%, 5%, 50%,
80% della portata da verificare.
CRITERI DI ESCLUSIONE E LIMITE DI PRECISIONE
I limiti di precisione ad 1 kHz, per alcune marche di ponti RLC,
sono:
• ± 0,2% della lettura di capacità fino a 300 µF,
• 0,1% della lettura di Tgδ fino a 300 µF,
• 0,2% della lettura di Tgδ oltre 300 µF.

Capitolo 6
150
6.8 ISTRUZIONI PER LA TARATURA DEGLI STRUMENTI
MECCANICI
6.8.1 FLESSOMETRO A NASTRO
• Strumenti campione utilizzati per la prova: barra calibrata.
• Strumenti ausiliari utilizzati: piano di riscontro
1. E� verificata l�integrità e la leggibilità del flessometro.
2. E� verificata la misura in almeno tre posizioni della scala.
3. La barra calibrata è posizionata sul piano di riscontro, poi
vengono esguite le misure.
6.8.2 CALIBRO A CORSORIO
• Strumenti campione utilizzati per la prova: serie di blocchetti
paralleli, anelli lisci.
• Strumenti ausiliari utilizzati: piano di riscontro.
1. E� verificata la normale funzionalità dello strumento.
2. Le misure dei blocchetti campione sono eseguite utilizzando i
becchi lunghi del calibro.
3. La misura del diametro interno dell�anello liscio viene
compiuta utilizzando i becchi corti del calibro.
4. I blocchetti sono posizionati sul piano di riscontro, poi
vengono misurate le altezze dei blocchetti con l�asta del
calibro.
5. Le misure di riferimento vengono confrontate con quelle
riscontrate sulla scala del calibro.
6. Le misure sono ripetute almeno tre volte: 10%, 50%, 90% della
scala, compatibilmente con i campioni disponibili.

Apparecchiature: ident ificazione e taratura
151
CRITERI DI ESCLUSIONE E LIMITE DI PRECISIONE
In azienda vengono utilizzati, per comodità, calibri centesimali
anche per effettuare misure in avvolgitura che richiedono
precisioni nell�ambito del decimo di millimetro.
Per i calibri utilizzati in avvolgitura, indipendentemente dalla
precisione tipica dello strumento utilizzato, la precisione richiesta
è dell�ordine di ±0,02 mm.
Per tutti i calibri, utilizzati in Controllo Entrata, la precisione
richiesta è di ±0,03 mm.
6.8.3 SPESSIMETRO A QUADRANTE
• Strumenti campione utilizzati per la prova: serie di blocchetti
paralleli.
• Strumenti ausiliari utilizzati: piano di riscontro, supporto per
spessimetro.
1. E� verificata la normale funzionalità dello strumento.
2. Il supporto viene collocato sul piano di riscontro, poi viene
fissato lo spessimetro al supporto.
3. Vengono eseguite le misure dei blocchetti di riferimento.
4. Le misure di riferimento vengono confrontate con quelle
riscontrate sulla scala dello spessimetro.
5. Le misure sono ripetute almeno tre volte: 15%, 50%, 70% della
scala, compatibilmente con i blocchetti campioni disponibili.
CRITERI DI ESCLUSIONE E LIMITE DI PRECISIONE
Presso le stazioni di zincatura condensatori, vengono utilizzati
spessimetri che richiedono precisione modesta.
Per tutti gli spessimetri, utilizzati per misurazioni di rilievo
spessore zincatura, la precisione richiesta è di ±0,03 mm.
Capitolo 6
152
6.8.4 MICROMETRO PER ESTERNI
• Strumenti campione utilizzati per la prova: serie di blocchetti
paralleli.
• Strumenti ausiliari utilizzati: piano di riscontro, supporto per
micrometro.
1. E� verificata la normale funzionalità dello strumento.
2. Il supporto viene collocato sul piano di riscontro, poi viene
fissato il micrometro al supporto.
3. Vengono eseguite le misure dei blocchetti di riferimento,
posizionandoli tra l�incudine e lo stelo.
4. Le misure di riferimento vengono confrontate con quelle
riscontrate sulla scala dello micrometro.
5. Le misure sono ripetute almeno tre volte: 10%, 50%, 90% della
scala, compatibilmente con i blocchetti campioni disponibili.
CRITERI DI ESCLUSIONE E LIMITE DI PRECISIONE
Per tutti i micrometri, utilizzati in Controllo Entrata, la precisione
richiesta è di ±0,01 mm.

Apparecchiature: ident ificazione e taratura
153
6.8.5 CHIAVE DINANOMETRICA
• Strumenti campione utilizzati per la prova: misuratore di
coppia.
• Strumenti ausiliari utilizzati: riduzioni 3/8�÷1/4�.
1. E� verificata la normale funzionalità dello strumento.
2. Viene selezionata la molla colorata idonea alla misura.
3. La molla e l�eventuale riduzione vengono collocati sul
supporto del misuratore.
4. Vengono eseguite le misure.
5. Le misure della coppia da verificare sono ripetute almeno tre
volte.
6. Le misure vengono confrontate.
6.8.6 DUROMETRO
• Strumenti ausiliari utilizzati: placchette aventi durezza
certificata.
1. E� verificata la normale funzionalità dello strumento.
2. Le misure sono compiute a temperatura ambiente.
3. La prima placchetta viene collocata sotto lo strumento.
4. Vengono eseguite le misure ed il valore è letto dopo 5�.
5. Le misure da verificare sono ripetute almeno tre volte.
6. Le misure sono ripetute con tutti i campioni disponibili.
7. Le misure vengono confrontate.
Capitolo 6
154
6.9 ISTRUZIONI PER LA TARATURA DEI TERMOMETRI
6.9.1 TERMOMETRO
• Strumenti campione utilizzati per la prova: termometro a
mercurio.
• Strumenti ausiliari utilizzati: cella frigorifera, bagno
termostatato con agitatore.
1. E� verificata la normale funzionalità dello strumento da
controllare .
2. a. Per le temperature inferiori a quelle ambiente, viene posto
un becher pieno di alcool nella camera frigorifera ad una
temperatura inferiore a quella minima del termometro da
verificare.
Dopo che il liquido ha raggiunto la temperatura desiderata,
viene estratto il becher dal frigo.
b. Per le temperature superiori a quelle ambiente, viene
riempito il bagno termostatato con acqua e si imposta sul
termostato una temperatura superiore a quella utile per la
verifica.
Poi si attende che il liquido raggiunga la temperatura
impostata.
3. La parte sensibile degli strumenti (campione e da verificare) è
posta ad una distanza di 1÷3 cm, si agita il liquido per
uniformare la temperatura.
4. Le misure dello strumento campione vengono confrontate con
quello da tarare.
CRITERI DI ESCLUSIONE E LIMITE DI PRECISIONE
La precisione richiesta, per i tutti i termometri, è di ±2 divisioni.

Apparecchiature: ident ificazione e taratura
155
6.10 ISTRUZIONI PER LA MISURA DELLA
TEMPERATURA IN APPARECCHIATURE ED
IMPIANTI
6.10.1MISURA DI TEMPERATURA NEI FORNI VENTILATI
• Strumenti campione utilizzati per la prova: termometro a
massima a mercurio, termometro digitale controllato, bagno
termostatato con agitatore.
1. E� verificata la normale funzionalità dello strumento da
controllare.
2. a. La sonda del termometro digitale, eventualmente il bulbo del
termometro a mercurio, è posizionata vicino (1÷3 cm) alla
sonda del termometro del forno.
b. Quando tale verifica è difficile da eseguire in ambiente,
viene eseguito un procedimento analogo in un bagno
termostatato.
3. Quando la temperatura è stabile, vengono confrontate le
misure.
4. Le misure si ripetono sui valori di 40°C e 85°C.
6.10.2 VERIFICA DI FUNZIONALITA� DEI TERMOMETRI
DELLE AUTOCLAVI • Strumenti campione da utilizzare per la prova: termometro a
massima a mercurio, termometro digitale controllato.
• Strumenti ausiliari da utilizzare: bagno termostatato con
agitatore.
1. E� verificata la normale funzionalità dello strumento da
controllare.
2. Il bagno termostatato è impostato alla temperatura desiderata.

Capitolo 6
156
3. La temperatura all�interno del bagno è uniformata, utilizzando
l�agitatore.
4. La parte sensibile degli strumenti (campione e da verificare) è
disposta ad una distanza di 1÷3cm.
5. Le misure vengono ripetute sui valori di impiego
dell�autoclave.
6. Le misure dello strumento campione vengono confrontate con
quello da tarare.
7. La precisione della misura indicata sul display del
termoregolatore è di ±5°C.
6.10.3 VERIFICA DI FUNZIONALITA� TERMOMETRI E
POZZETTI PER SALDATURA
• Strumenti campione da utilizzare per la prova: termometro
digitale controllato.
1. E� verificata la normale funzionalità dello strumento da
controllare.
2. La scala di regolazione del pozzetto è impostata alla
temperatura desiderata.
3. Si attende la fusione dello stagno e lo spegnimento prolungato
della spia del termostato del pozzetto (occorrono 30�).
4. La parte sensibile del termostato digitale è disposta all�interno
del pozzetto.
5. Vengono eseguite due misure a temperature comprese tra i 200
e 500°C.
6. Le misure rilevate sul display dello strumento campione
vengono confrontate con quelle presenti sulla scala di
regolazione del pozzetto.
7. La precisione della misura indicata sul display del pozzetto è
di ±20°C.
Apparecchiature: ident ificazione e taratura
157
6.10.4 MISURA DI TEMPERATURA SUI SALDATORI A
STAGNO
• Strumenti campione da utilizzare per la prova: termometro
digitale controllato.
1. E� verificata la normale funzionalità del saldatore da
controllare.
2. Si attende che il saldatore raggiunga la massima temperatura
(occorrono 15�).
3. Una goccia di stagno (tipo Piraflux) è portata a fusione sulla
punta del saldatore.
4. La parte sensibile del termometro digitale è disposta nella
goccia fusa.
5. Viene rilevata la misura.
CRITERI DI ESCLUSIONE E LIMITE DI PRECISIONE
I limiti di temperatura per i saldatori a stagno di solito sono
500°C.
158
CONCLUSIONI
La DUCATI ENERGIA, dal conseguimento della certificazione
ISO 9000, fondamentalmente avrà riconosciuti i seguenti vantaggi
competitivi dal mercato:
• RIDUZIONE DEI COSTI.
Questo avverrà grazie ad un calo degli approvvigionamenti e
della produzione di prodotti difettosi (quindi meno scarti e
rilavorazioni), degli eccessivi controlli in entrata ed in linea
effettuati prima della certificazione ed infine dei resi del
cliente.
• EFFETTO PUBBLICITARIO E RAFFORZAMENTO
DELL�IMMAGINE.
Un vantaggio, questo, in lenta caduta con l�aumentare del
numero di certificati emessi.
• MIGLIORAMENTO DELL�EFFICIENZA AZIENDALE.
L�introduzione degli standard comporterà necessariamente una
revisione critica dei propri processi operativi razionalizzandoli
e, quindi, semplificandoli e migliorandoli. Si riuscirà cosi� ad
accorciare i tempi di produzione, diminuire gli errori, ridurre i
costi operativi, aumentare l�impegno del personale.
• MENO RISCHI IN CASO DI PROCEDIMENTO LEGALE PER
ACCERTAMENTO DI RESPONSABILITÀ PER DANNO DA
PRODOTTO DIFETTOSO.
Dimostrando di operare con un sistema di qualità certificato,
nel caso di difetto non �originario� (sopravvenuto in momenti
successivi alla produzione, vale a dire trasporto,
conservazione, installazione, manutenzione, utilizzazione) si
fornirà la prova che il prodotto in uscita dalla sua sfera di
controllo era privo da difetti.
Ottenuta la certificazione, periodicamente verranno eseguite visite
ispettive da parte dell�ente certificatore al fine di verificare il
mantenimento ed il miglioramento del sistema. La loro funzione,

159
quindi, sarà di controllare la corretta applicazione delle attività
attinenti alla qualità, di appurare che i risultati siano in accordo
con quanto pianificato e che il Sistema Qualità sia efficace.
In caso di esiti negativi vengono richieste azioni correttive o, in
situazioni estreme, si può incorrere nel ritiro della certificazione.
Ultimamente la validità degli AUDIT è accresciuta, perché
l�attuale concetto di qualità sottolinea le necessità di prevenzione
dei problemi, sia per una maggiore soddisfazione del cliente che
dell�azienda.
Peraltro, rispetto al passato, ci sono alcuni aspetti che sono
cambiati: le finalità e le modalità operative. Per quanto concerne
il primo elemento, le visite ispettive hanno assunto
prevalentemente uno scopo di misura dello stato della qualità e di
promozione ai fini del miglioramento continuo. Per quanto
riguarda le modalità operative, su di esse si riflette oggi, più
positivamente di quanto avveniva in passato, il ruolo della
motivazione e della collaborazione, pur nel rispetto
dell�obiettività della verifica. Questo avviene con utili consigli
apportati dagli ispettori, detentori di KNOW-HOW acquisito
durante gli AUDIT nelle più disparate realtà aziendali.

160
BIBLIOGRAFIA
[1] ARRIGO PARESCHI
Impianti Industriali
EDITORE PROGETTO LEONARDO.
[2] JAMES M.MOORE
Progettazione e Lay-Out degli Impianti
EDITORE FRANCO ANGELI.
[3] MAURIZIO SOBRERO
La Gestione dell�innovazione
EDITORE CARRACCI
[4] ROBERT M. GRANT
L�analisi Strategica per le Descrizioni Aziendali
EDITORE IL MULINO
[5] JOHN R. LINDEBECK MOLLY W. WILLIAMS
Manufacturing Technology
PRENTICE HALL INTERNATINAL EDITION
[6] FRANCO GIACOMAZZI
Pianificazione ed Esercizio dei Processi Industriali
EDITORE CLUEB

Bibliografia
161
[7] JAMES R. EVANS
Applied Production and Operations Management
FOURTH EDITION
[8] FRANCESCO DA VILLA
Introduzione ai Sistemi Produttivi
EDITORE LIBRERIA PROGETTO PADOVA
[9] VINCENZO PERRONE
Le Strutture Organizzative d�impresa
EDITORE EGEA
[10] LUIGI BRUSA
Le Strutture Organizzative d�impresa
EDITORE GIUFFRE�
[11] HENRY MINTZBERG
La Progettazione dell�Organizzazione Aziendale
EDITORE IL MULINO
[12] SERGIO SCIARELLI
Il Sistema d�Impresa
EDITORE CEDAM
[13] Manuale di Gestione della Produzione
EDITORE ISEDI
[14] NINO LUCIANI
Economia Generale e Applicata
EDITORE PROGETTO LEONARDO

Bibliografia
162
[15] A.C. JACHINO
Economia ed Organizzazione Aziendale
EDITORE IL MULINO
[16] RICHARD J.TERSINI
Production/Operations/Management
PRENTICE HALL INTERNATIONAL EDITION
[17] EUGENE L. GRANT, RICHARD S. LEAVENWORTH
Statistical Quality Control
MC GRAW-HILL INTERNATIONAL EDITION
[18] PHILIP KOTLER
Marketing Management
COEDIZIONE PRENTICE HALL INTERNATIONAL/ISEDI
[19] R.MONTEFUSCO
Certificare il Sistema Qualità
EDITORE ISEDI.
[20] CHIARINI
Sistema Qualità in Conformità alle Norme ISO 9000
EDITORE FRANCO ANGELI.
[21] G.MATTANA
Qualità, Affidabilità, Certificazione
EDITORE FRANCO ANGELI.

Bibliografia
163
[22] K. ISHIKAWA
Guida al Controllo di Qualità
EDITORE FRANCO ANGELI.
[23] G. WEILLER
Il Controllo del Processo di Produzione
EDITORE FRANCO ANGELI.
[24] DUCATI energia WEB SITE
http://www.ducatienergia.it/home-i.htm.

164
RINGRAZIAMENTI
Un ringraziamento ai miei genitori,
a mia sorella Anna Letizia ed
alla mia ragazza Donata
che mi sono stati vicini nei momenti più difficili;
al professore Gian Carlo Montanari,
ed ai professori Andrea Cavallini ed Andrea Cristofolini
per la disponibilità e la serietà dimostrata;
all�Ing. Andrea Onado ed al Dott. Marco Solieri
per la collaborazione prestata ed gli utili consigli forniti
durante la permanenza in DUCATI.
Un ultimo ringraziamento,
ma non per questo meno sentito,
a tutti gli amici delle �palafitte�
che insieme al Sig. Teodomiro Dal Negro e al Sig. Modiano
mi hanno accompagnato nei sei anni di intensi studi Universitari
permettendomi il perfezionamento dell�oramai famoso
�BUSSO�FORSE�.