Capitolo 33 TUBAZIONI -...
23
Capitolo 33 TUBAZIONI 1 TUBAZIONI PER ACQUEDOTTI 1.1 CARATTERISTICHE GENERALI Le caratteristiche più importanti dei materiali da tubazione per il trasporto dell’acqua in pressione sono: a) impermeabilità; b) resistenza alle sollecitazioni di trazione dovute alla pressione interna dell’acqua; c) resistenza alla corrosione: - interna, perché l’acqua trasportata può essere aggressiva; - esterna, soprattutto nel caso delle tubazioni interrate, perché il terreno, soprattutto quando bagnato, costituisce un ambiente potenzialmente aggressivo. I tubi inoltre devono essere resistenti anche alle sollecitazioni esterne e ai colpi che possono ricevere in fase di trasporto e di stoccaggio, devono essere facilmente giuntabili, e, ovviamente, economici. 1.2 NORMATIVA ATTUALE La “Normativa tecnica sulle tubazioni”, contenuta nel Decreto del Ministero dei Lavori Pubblici del 12.12.1985, GU n.61 del 14.3.1986, definisce tubazione il complesso dei tubi, dei giunti e dei pezzi speciali che costituiscono le opere di adduzione e/o distribuzione di acqua per uso potabile, agricolo, industriale e per le opere di fognatura, destinate alla raccolta delle acque reflue e meteoriche. Essa stabilisce i criteri di progettazione, costruzione e collaudo delle tubazioni indipendentemente dal materiale delle stesse. Le prescrizioni relative alla progettazione, costruzione e controllo dei vari materiali sono contenute in diverse norme UNI, CEI ed ISO. Le disposizioni in materia di sicurezza igienica e sanitaria sono invece di competenza del Ministero della Sanità. Esistono inoltre normative che riguardano problemi specifici, quali ad esempio le “Norme tecniche per gli attraversamenti e i parallelismi di condotte e canali convoglianti liquidi o gas con ferrovie e altre linee di trasporto” – Decreto Ministeriale del Ministero dei Trasporti del 23.2.1971.
-
Upload
dangnguyet -
Category
Documents
-
view
212 -
download
0
Transcript of Capitolo 33 TUBAZIONI -...
Capitolo 33 TUBAZIONI
1 TUBAZIONI PER ACQUEDOTTI
1.1 CARATTERISTICHE GENERALI
Le caratteristiche più importanti dei materiali da tubazione per il trasporto dell’acqua in pressione sono:
a) impermeabilità;
b) resistenza alle sollecitazioni di trazione dovute alla pressione interna dell’acqua;
c) resistenza alla corrosione: - interna, perché l’acqua trasportata può essere aggressiva; - esterna, soprattutto nel caso delle tubazioni interrate, perché il terreno, soprattutto
quando bagnato, costituisce un ambiente potenzialmente aggressivo. I tubi inoltre devono essere resistenti anche alle sollecitazioni esterne e ai colpi che possono ricevere in fase di trasporto e di stoccaggio, devono essere facilmente giuntabili, e, ovviamente, economici.
1.2 NORMATIVA ATTUALE
La “Normativa tecnica sulle tubazioni”, contenuta nel Decreto del Ministero dei Lavori Pubblici del 12.12.1985, GU n.61 del 14.3.1986, definisce tubazione il complesso dei tubi, dei giunti e dei pezzi speciali che costituiscono le opere di adduzione e/o distribuzione di acqua per uso potabile, agricolo, industriale e per le opere di fognatura, destinate alla raccolta delle acque reflue e meteoriche. Essa stabilisce i criteri di progettazione, costruzione e collaudo delle tubazioni indipendentemente dal materiale delle stesse. Le prescrizioni relative alla progettazione, costruzione e controllo dei vari materiali sono contenute in diverse norme UNI, CEI ed ISO. Le disposizioni in materia di sicurezza igienica e sanitaria sono invece di competenza del Ministero della Sanità. Esistono inoltre normative che riguardano problemi specifici, quali ad esempio le “Norme tecniche per gli attraversamenti e i parallelismi di condotte e canali convoglianti liquidi o gas con ferrovie e altre linee di trasporto” – Decreto Ministeriale del Ministero dei Trasporti del 23.2.1971.

Ai fini del dimensionamento statico e delle verifiche di sicurezza le Norme del DM LL PP del 12.12.1985 prescrivono che debba essere determinato lo stato di tensione dovuto a tutte le sollecitazioni interne ed esterne. Si definisce pressione d’esercizio pe la massima pressione idraulica che può verificarsi in corrispondenza dell’asse della tubazione nelle più gravose condizioni d’esercizio del sistema. La pressione d’esercizio include anche le sovrappressioni di colpo d’ariete Δp dovute alle manovre di regolazione del sistema. Per tubazioni di diametro inferiore a 350 mm si possono omettere specifici calcoli di moto vario, assumendo però una sovrappressione Δp = 2,5 kg/cm2. In ogni caso tubi di qualsiasi diametro devono essere in grado di sostenere una sovrappressione dinamica non inferiore a 2,0 kg/cm2. Comunque la sovrappressioni non devono superare i valori ammissibili indicati nella tabella 1.1. Si definisce pressione equivalente po la pressione sull'asse della tubazione che produrrebbe la massima tensione dovuta alle sollecitazioni esterne: peso proprio della tubazione, peso dell'acqua, spinta del terreno, sovraccarichi statici e dinamici. La pressione nominale pn è la somma della pressione d’esercizio e di quella equivalente: pn = pe + po (1.1)
Generalmente la pressione equivalente è molto inferiore a quella d’esercizio, per cui la pressione nominale s’identifica, in pratica, con quest’ultima. Ciò può non essere vero per le tubazioni di grande diametro in cui l’effetto dei carichi esterni non è sempre trascurabile. Nelle tubazioni sottili lo stato di sollecitazione è di trazione pura. Lo sforzo unitario è dato dalla formula di Mariotte:
s
pD2
=σ (1.2)
dove D è il diametro e s è lo spessore del tubo e p è la pressione interna, supposta equamente distribuita sulla parete del tubo e pari alla pressione nominale pn (figura 1.1).
Figura 1.1 – Schema di sollecitazione nelle tubazioni sottili.
Le tubazioni per acquedotti si possono suddividere come segue: a) tubazioni metalliche:
- tubi di ghisa, - tubi d’acciaio;
b) tubazioni cementizie: - tubi di cemento armato, - tubi di cemento amianto;
c) tubazioni plastiche: c1) di resine termoplastiche: - tubi di cloruro di polivinile, - tubi di polietilene, - tubi di polipropilene; c2) di resine termoindurenti: - tubi di poliestere rinforzato.
2

1.3 TUBAZIONI METALLICHE
Tubazioni di ghisa
I tubi di ghisa si distinguono in tubi di ghisa grigia e tubi di ghisa sferoidale. La ghisa sferoidale ha caratteristiche meccaniche molto migliori di quella grigia e ha ormai soppiantato da vari anni l’uso di questa ultima; inoltre la ghisa sferoidale presenta una minore fragilità, una maggiore resistenza alla corrosione e all’usura e migliori caratteristiche di lavorabilità. I tubi in ghisa possono essere realizzati più tradizionalmente per colata o per centrifugazione. Con il sistema di produzione per colata, quasi totalmente abbandonato, i tubi vengono ottenuti mediante colata verticale di ghisa entro forme fisse e successivo lento raffreddamento. La centrifugazione consiste invece nell’effettuare una colata di ghisa in forme mantenute in rapida rotazione attorno al proprio asse, disposto orizzontalmente. Le forme vengono raffreddate dall’esterno con getti d’acqua. Per ridurre la fragilità dei tubi, conseguente al rapido raffreddamento, questi vengono successivamente sottoposti a ricottura. Le tubazioni di ghisa sferoidale sono prodotte secondo la normativa vigente NORMA ISO 2531/86. Nella tabella 1.1 sono riportati alcuni fra gli elementi caratteristici della produzione di tubi in ghisa sferoidale, diametro nominale DN, diametro esterno DE, spessore e classi di pressione nominale, lunghezza utile. La NORMA ISO fornisce la relazione per il calcolo dello spessore dei tubi: (1.3) ( DNKs 001,05,0 += )dove K è un coefficiente che dipende dalla pressione nominale e dal diametro. La relazione (1.3) può essere ricondotta alla formula di Mariotte, nella quale, per esigenze di fabbricazione e per far fronte ad eventuali riduzioni nel tempo dello spessore s, si tiene inoltre conto di uno spessore addizionale s0, indipendente dalla pressione:
σ20
iN Dpss += (1.2’)
I tubi di ghisa sono di solito dotati di rivestimento interno ed esterno, realizzati generalmente il primo di malta cementizia applicata per centrifugazione (NORMA ISO 4179/85) e il secondo di zinco (NORMA UNI ISO 8179/86). I giunti dei tubi di ghisa sono essenzialmente del tipo a bicchiere, usato correntemente nelle tubazioni interrate, e del tipo a flangia, usato invece in casi particolari. Nella giunzione a flangia entrambi i tubi terminano con una corona circolare in cui sono ricavati dei fori; in essi passano i bulloni con cui vengono strette le flangie, fra cui viene interposta una guarnizione di tenuta in gomma (figura 1.2). Questo tipo di giunto si utilizza solamente per l’inserimento di pezzi speciali che devono essere facilmente rimovibili; per consentirne la rimozione il giunto deve essere inserito insieme a un giunto di smontaggio, che consente la retrocessione della flangia dal pezzo ad essa congiunto. Se la tubazione è interrata il giunto a flangia viene disposto in un pozzetto per escludere il contatto con il terreno e per facilitarne la manutenzione.
3
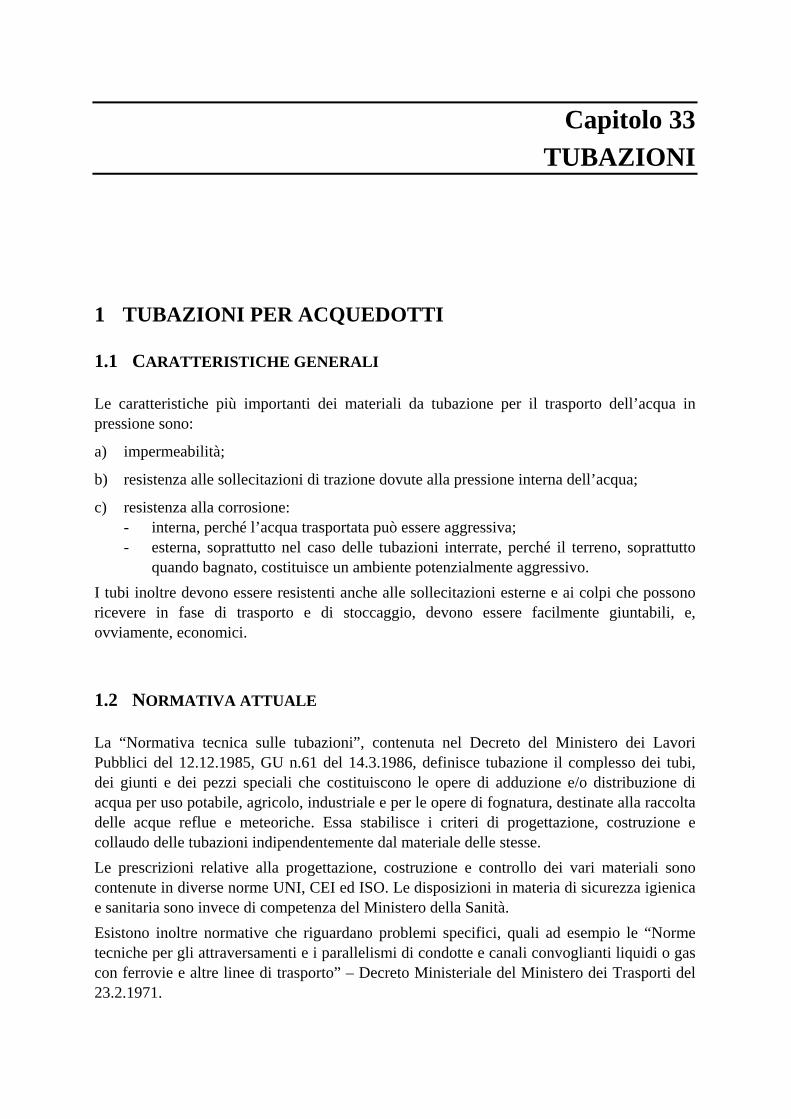
Tabella 1.1 – Dimensioni e masse dei tubi di ghisa sferoidale prodotti secondo la norma ISO 2531/74
Figura 1.2 – Giunto a flangia per tubi in ghisa
Il giunto a bicchiere è costituito da un allargamento all’estremità di un tubo, detto bicchiere, che può contenere con notevole gioco l’estremità cilindrica di un altro tronco di tubo. Fra la superficie interna del bicchiere e quella esterna del tubo adiacente viene inserita una guarnizione di tenuta. In passato la tenuta era assicurata da una corda di canapa catramata, posta entro il bicchiere, sulla quale veniva calato del piombo fuso successivamente ribattuto o esclusivamente di piombo ribadito a freddo (figura 1.3). Oggi la guarnizione è costituita da un anello di gomma resistente all’invecchiamento (giunto rapido e giunto express) (figura 1.4). I giunti a bicchiere consentono, contrariamente a quelli a flangia, piccoli spostamenti relativi dei tubi in opera, senza perdita di tenuta. La produzione delle tubazioni di ghisa include anche una serie di pezzi speciali (raccordi) che servono per poter eseguire cambiamenti di direzione o di diametro, deviazioni semplici o doppie, ortogonali o oblique, ecc. Nella tabella 1.3 sono riportati a titolo di esempio i principali pezzi per le tubazioni di acciaio.
4
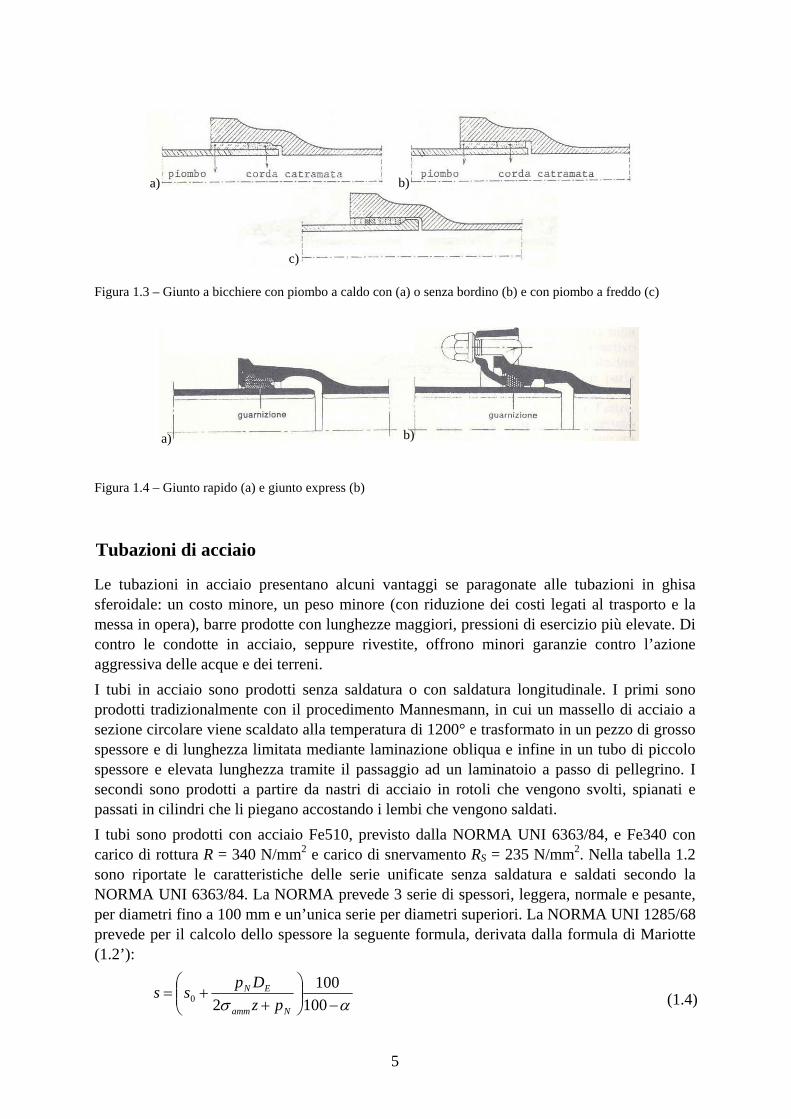
Figura 1.3 – Giunto a bicchiere con piombo a caldo con (a) o senza bordino (b) e con piombo a freddo (c)
Figura 1.4 – Giunto rapido (a) e giunto express (b)
Tubazioni di acciaio
Le tubazioni in acciaio presentano alcuni vantaggi se paragonate alle tubazioni in ghisa sferoidale: un costo minore, un peso minore (con riduzione dei costi legati al trasporto e la messa in opera), barre prodotte con lunghezze maggiori, pressioni di esercizio più elevate. Di contro le condotte in acciaio, seppure rivestite, offrono minori garanzie contro l’azione aggressiva delle acque e dei terreni. I tubi in acciaio sono prodotti senza saldatura o con saldatura longitudinale. I primi sono prodotti tradizionalmente con il procedimento Mannesmann, in cui un massello di acciaio a sezione circolare viene scaldato alla temperatura di 1200° e trasformato in un pezzo di grosso spessore e di lunghezza limitata mediante laminazione obliqua e infine in un tubo di piccolo spessore e elevata lunghezza tramite il passaggio ad un laminatoio a passo di pellegrino. I secondi sono prodotti a partire da nastri di acciaio in rotoli che vengono svolti, spianati e passati in cilindri che li piegano accostando i lembi che vengono saldati. I tubi sono prodotti con acciaio Fe510, previsto dalla NORMA UNI 6363/84, e Fe340 con carico di rottura R = 340 N/mm2 e carico di snervamento RS = 235 N/mm2. Nella tabella 1.2 sono riportate le caratteristiche delle serie unificate senza saldatura e saldati secondo la NORMA UNI 6363/84. La NORMA prevede 3 serie di spessori, leggera, normale e pesante, per diametri fino a 100 mm e un’unica serie per diametri superiori. La NORMA UNI 1285/68 prevede per il calcolo dello spessore la seguente formula, derivata dalla formula di Mariotte (1.2’):
ασ −⎟⎟⎠
⎞⎜⎜⎝
⎛+
+=100
10020
Namm
EN
pzDpss (1.4)
a) b)
c)
a) b)
5

dove α è la tolleranza di fabbricazione sullo spessore del tubo, z è il coefficiente di efficienza della saldatura e σamm= Rs/Ks è la tensione ammissibile del materiale calcolata in base al carico di snervamento Rs e a un opportuno coefficiente di sicurezza Ks. La circolare n. 2136 del M. LL. PP. prevede invece per il calcolo dello spessore la relazione:
amm
EN Dpsσ2
= (1.5)
che fornisce a parità di tutte le grandezze considerate pressioni nominali inferiori.
Tabella 1.2 – Serie dimensionali unificate dei tubi di acciaio senza saldatura e saldati secondo la NORMA UNI 6363/84
L’aggressività del terreno è dovuta alle caratteristiche fisiche e chimiche, al contenuto di umidità e di sostanze solubili e alla presenza di microrganismi. La corrosione è di natura
6

elettrochimica: il metallo funge da anodo e il terreno da soluzione elettrolitica, per cui il ferro nell’acciaio passa in soluzione nell’elettrolita, formando dei crateri nella superficie del metallo. I tubi di acciaio possono essere protetti tramite sistemi di protezione passiva, sempre applicati, e di protezione attiva o catodica, da utilizzare in presenza di terreni di elevata aggressività e di correnti vaganti. I sistemi di protezione passiva realizzano l’isolamento della tubazione dall’ambiente esterno tramite rivestimenti impermeabili ed elettricamente isolanti. I rivestimenti sia interni sia esterni di uso più comune per le tubazioni in acciaio sono quelli bituminosi. I rivestimenti esterni servono a proteggere le condotte dalla corrosione grazie alla continuità dello strato di bitume, protetto dalle eventuali azioni meccaniche esterne a mezzo di un’armatura di rinforzo. I rivestimenti interno sono realizzati tramite semplice verniciatura e servono a conservare la superficie interna del tubo fra la fabbricazione e la messa in opera. Rivestimenti interni di spessore maggiore si utilizzano solo per tubazioni che convogliano acque chimicamente aggressive. Quando i terreni sono particolarmente aggressivi o in presenza di correnti vaganti la protezione passiva non offre sufficienti garanzie. Si adotta un sistema di protezione, detta protezione attiva o catodica, basato sul principio di abbassare il potenziale della tubazione fino a che non è più possibile la sua dissoluzione elettrolitica. La protezione catodica può essere realizzata mediante due differenti tecniche, basate sulla corrente impressa o sugli anodi sacrificali. I giunti utilizzati per le tubazioni in acciaio sono quelli a bicchiere, a flangia, a manicotto filettato ed elastici. I giunti a bicchiere, comunemente utilizzati per le tubazioni interrate, presentano le medesime caratteristiche di quelli descritti per le tubazioni di ghisa. Da diversi anni vengono realizzati i giunti a bicchiere saldati (figura 1.5), che garantiscono maggiore tenuta per elevate pressioni di esercizio, maggiore resistenza meccanica alle sollecitazioni esterne, minore costo, maggiore facilità e rapidità di posa in opera e vantaggi nei confronti della protezione dalla corrosione. I giunti a flangia sono impiegati nelle medesime situazioni viste per le tubazioni in ghisa. I giunti elastici risultano utili per la facilità di smontaggio, ad esempio il giunto meccanico con gusci Victaulic e il giunto Gibault, figura 1.6 (a) e (b), che garantiscono la tenuta per elevate pressioni. Infine i giunti filettati a vite e manicotto sono utilizzati solo per tubazioni della “serie gas” unificata rispetto al diametro esterno, figura 1.6 (c).
a) b)
c) d)
Figura 1.5 – Giunto a bicchiere cilindrico saldato (a), sferico saldato (b), sferico con camera d’aria (c) e giunto saldato di testa (d)
7
a)
c)b)
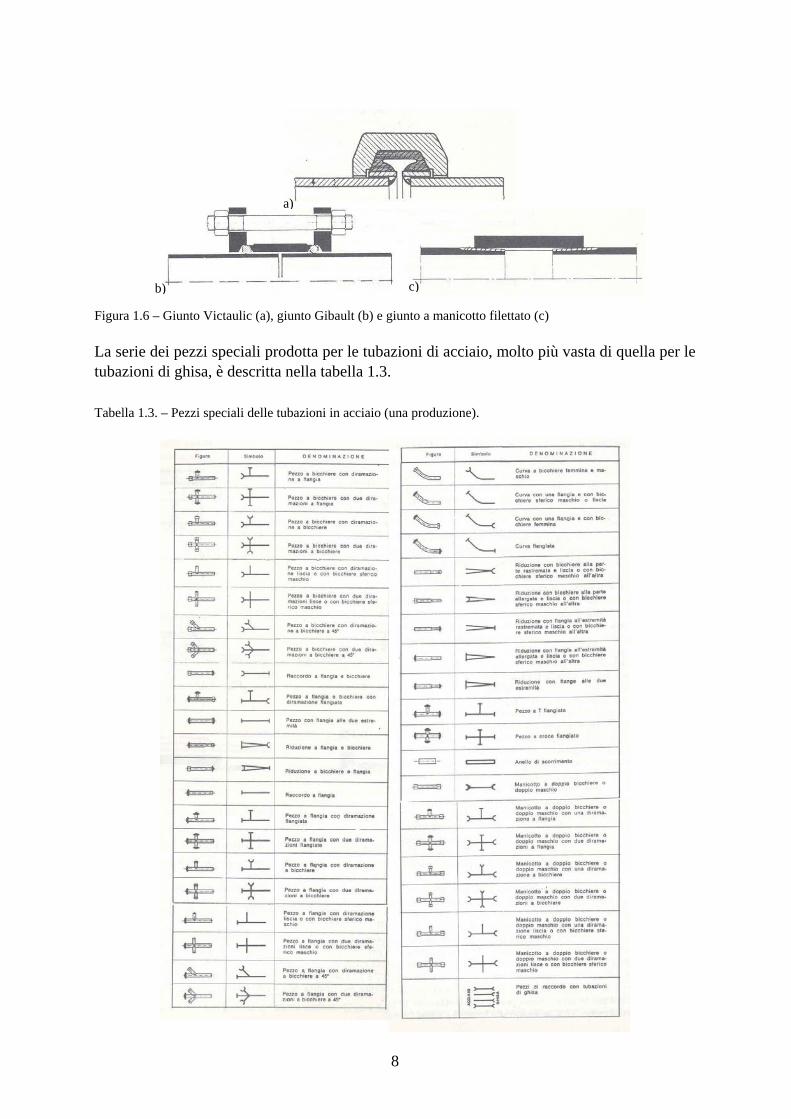
Figura 1.6 – Giunto Victaulic (a), giunto Gibault (b) e giunto a manicotto filettato (c)
La serie dei pezzi speciali prodotta per le tubazioni di acciaio, molto più vasta di quella per le tubazioni di ghisa, è descritta nella tabella 1.3.
Tabella 1.3. – Pezzi speciali delle tubazioni in acciaio (una produzione).
8

1.5 TUBAZIONI CEMENTIZIE
Tubazioni di cemento armato
Le tubazioni in cemento hanno trovato in passato limitata applicazione in presenza di pressioni interne a causa delle scarse caratteristiche meccaniche del materiale: bassa resistenza a trazione, che richiede spessori molto grandi anche per piccole pressioni di esercizio; fragilità, non assoluta impermeabilità per elevate pressioni d’esercizio. L’adozione del cemento armato, in luogo dei quello non armato, non consente di superare tutte queste difficoltà, in quanto anche se il ferro assorbe le tensioni di trazione, è necessario realizzare grandi spessori e limitare le sollecitazioni nell’armatura per evitare fessurazioni e conseguenti perdite d’acqua. Di contro l’economicità e la maggiore resistenza del calcestruzzo all’aggressività delle acque trasportate e dei terreni di posa, rispetto ai materiali metallici, hanno incoraggiato la ricerca a migliorare le predette caratteristiche negative. In particolare si sono aumentate la resistenza a trazione e l’impermeabilità confezionando mediante centrifugazione calcestruzzi con rapporto acqua/cemento molto basso e con particolari composizioni granulometriche degli inerti. Inoltre la precompressione ha eliminato il pericolo di fessurazioni per effetto della pressione interna. I tubi in cemento risultano economicamente convenienti rispetto ai tubi in materiali metallici solo per limitate pressioni di esercizio (0.3-0.4 N/mm2 per i tubi in cemento armato e 1.0-1.2 N/mm2 per i tubi in cemento armato precompresso) e per diametri abbastanza grandi (da 800 mm in su). I tubi in calcestruzzo armato si dividono in tubi in cemento armato ordinario e tubi in cemento armato precompresso. I primi sono prodotti per vibrazione del getto contenuto entro due forme o per centrifugazione del getto mediante la rotazione della sola forma esterna. Il calcestruzzo deve essere caratterizzato da un elevato dosaggio di cemento, tale da conferire una resistenza a compressione a 28 giorni pari almeno a 350 kg/cm2. L’armatura metallica è costituita da un’unica gabbia, con ferri elicoidali e longitudinali, per spessori inferiori a 10 cm, per spessori maggiori si ha invece una doppia gabbia. I tubi in cemento armato precompresso sono prodotto tendendo l’armatura metallica elicoidale e longitudinale prima di effettuare il getto di calcestruzzo o durante la fase di presa. La precompressione deve essere tale da garantire che in fase di esercizio il calcestruzzo risulti ancora sensibilmente compresso. I tubi sono dotati di un rivestimento che prevenga qualunque possibilità di corrosione dell’armatura pretesa posta in prossimità della superficie esterna; il rivestimento viene realizzato efficacemente con mastice bituminoso rinforzato con tessuto di vetro. I giunti dei tubi in cemento armato e cemento armato precompresso sono quelli a bicchiere con anello di tenuta in gomma (figura 1.7). La produzione di pezzi speciali in cemento armato è piuttosto limitata rispetto a quella in materiali metallici. A volte è necessario utilizzare pezzi speciali in ghisa raccordati tramite giunti con anelli di tenuta in gomma. Le apparecchiature speciali inoltre sono realizzate sempre in materiali metallici e vengono collegati ai tubi in cemento tramite i giunti sopra citati.
9
a) b)
c)
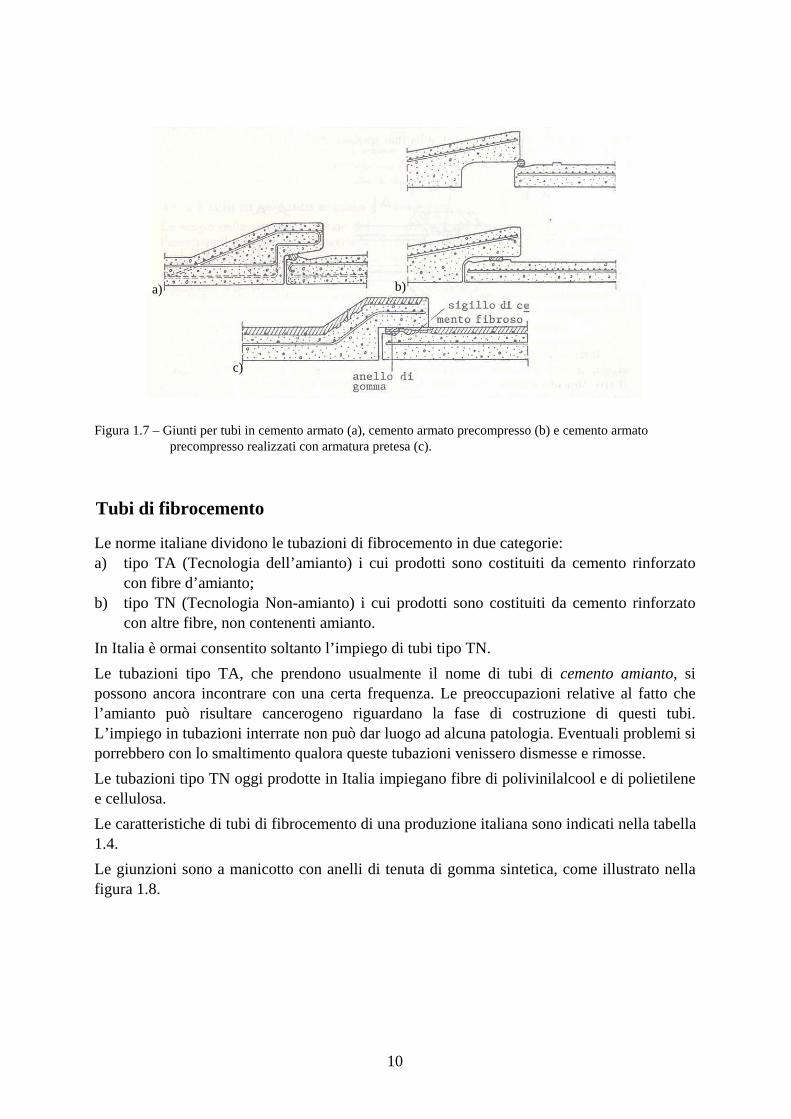
Figura 1.7 – Giunti per tubi in cemento armato (a), cemento armato precompresso (b) e cemento armato precompresso realizzati con armatura pretesa (c).
Tubi di fibrocemento
Le norme italiane dividono le tubazioni di fibrocemento in due categorie: a) tipo TA (Tecnologia dell’amianto) i cui prodotti sono costituiti da cemento rinforzato
con fibre d’amianto; b) tipo TN (Tecnologia Non-amianto) i cui prodotti sono costituiti da cemento rinforzato
con altre fibre, non contenenti amianto. In Italia è ormai consentito soltanto l’impiego di tubi tipo TN. Le tubazioni tipo TA, che prendono usualmente il nome di tubi di cemento amianto, si possono ancora incontrare con una certa frequenza. Le preoccupazioni relative al fatto che l’amianto può risultare cancerogeno riguardano la fase di costruzione di questi tubi. L’impiego in tubazioni interrate non può dar luogo ad alcuna patologia. Eventuali problemi si porrebbero con lo smaltimento qualora queste tubazioni venissero dismesse e rimosse. Le tubazioni tipo TN oggi prodotte in Italia impiegano fibre di polivinilalcool e di polietilene e cellulosa. Le caratteristiche di tubi di fibrocemento di una produzione italiana sono indicati nella tabella 1.4. Le giunzioni sono a manicotto con anelli di tenuta di gomma sintetica, come illustrato nella figura 1.8.
10
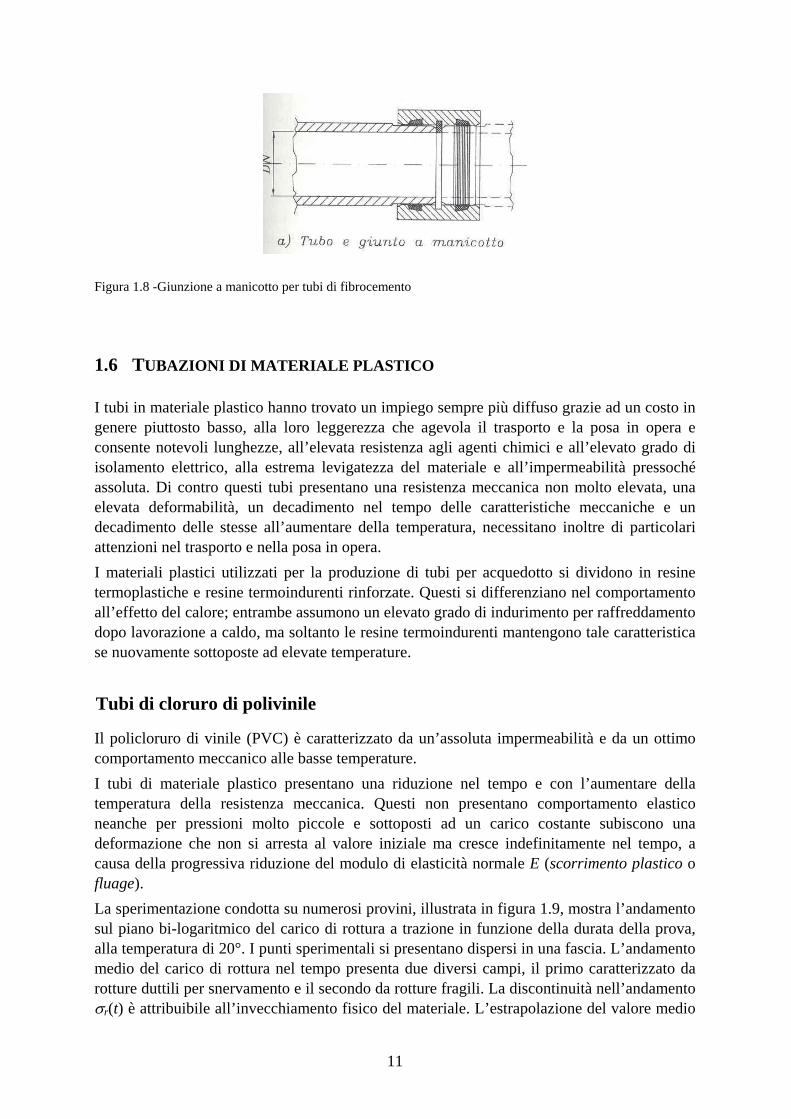
Figura 1.8 -Giunzione a manicotto per tubi di fibrocemento
1.6 TUBAZIONI DI MATERIALE PLASTICO
I tubi in materiale plastico hanno trovato un impiego sempre più diffuso grazie ad un costo in genere piuttosto basso, alla loro leggerezza che agevola il trasporto e la posa in opera e consente notevoli lunghezze, all’elevata resistenza agli agenti chimici e all’elevato grado di isolamento elettrico, alla estrema levigatezza del materiale e all’impermeabilità pressoché assoluta. Di contro questi tubi presentano una resistenza meccanica non molto elevata, una elevata deformabilità, un decadimento nel tempo delle caratteristiche meccaniche e un decadimento delle stesse all’aumentare della temperatura, necessitano inoltre di particolari attenzioni nel trasporto e nella posa in opera. I materiali plastici utilizzati per la produzione di tubi per acquedotto si dividono in resine termoplastiche e resine termoindurenti rinforzate. Questi si differenziano nel comportamento all’effetto del calore; entrambe assumono un elevato grado di indurimento per raffreddamento dopo lavorazione a caldo, ma soltanto le resine termoindurenti mantengono tale caratteristica se nuovamente sottoposte ad elevate temperature.
Tubi di cloruro di polivinile
Il policloruro di vinile (PVC) è caratterizzato da un’assoluta impermeabilità e da un ottimo comportamento meccanico alle basse temperature. I tubi di materiale plastico presentano una riduzione nel tempo e con l’aumentare della temperatura della resistenza meccanica. Questi non presentano comportamento elastico neanche per pressioni molto piccole e sottoposti ad un carico costante subiscono una deformazione che non si arresta al valore iniziale ma cresce indefinitamente nel tempo, a causa della progressiva riduzione del modulo di elasticità normale E (scorrimento plastico o fluage). La sperimentazione condotta su numerosi provini, illustrata in figura 1.9, mostra l’andamento sul piano bi-logaritmico del carico di rottura a trazione in funzione della durata della prova, alla temperatura di 20°. I punti sperimentali si presentano dispersi in una fascia. L’andamento medio del carico di rottura nel tempo presenta due diversi campi, il primo caratterizzato da rotture duttili per snervamento e il secondo da rotture fragili. La discontinuità nell’andamento σr(t) è attribuibile all’invecchiamento fisico del materiale. L’estrapolazione del valore medio
11

alla durata di 50 anni fornisce un valore della tensione di rottura ridotto al 30% del suo valore iniziale. La resistenza a rottura dei tubi in PVC si riduce anche all’aumentare della temperatura. Nella figura 1.10 sono illustrati i risultati sperimentali delle prove, medesime a quelle svolte a 20°, svolte alla temperatura di 40° e 60°. Si può osservare un forte calo della resistenza, a parità di durata, all’aumentare della temperatura. In base a questi risultati, assunta una vita di 50 anni, sono stati dedotti i valori del carico di sicurezza alle temperature di 20°, 40° e 60° previsti dalla NORMA UNI 7441/75 per le serie di spessori dei tubi in PVC60 e PVC100 (tabella 1.4). La produzione normale si distingue in base alla resistenza alla rottura, riferita alla durata di 50 anni, in PVC60 (σr = 60 kgf/cm2 = 5,89 N/mm2) e PVC100 (σr = 100 kgf/cm2 = 9,8 N/mm2). Per tenere conto del decadimento della resistenza meccanica con la temperatura le pressioni di esercizio sono variabili con la temperatura stessa (tabella 1.4 e tabella 1.5). I diametri della serie di tubi prodotti secondo la NORMA UNI 7441/75 sono riportati nella tabella 1.6. Lo spessore si calcola secondo la normativa applicando la relazione:
N
N
pDps
+=
σ2 (1.6)
dove σ=60 kg/cm2 per il PVC60 o σ=100 kg/cm2 per il PVC100 alla temperatura di 20°. I giunti dei tubi in PVC più frequentemente utilizzati sono a bicchiere incollato e a bicchiere con anello di elastomero per la tenuta (figura 1.11). Questi ultimi permettono rispetto a quelli a incollaggio le dilatazioni termiche. I giunti a bicchiere incollato, per spessori non troppo piccoli, possono essere saldati allo scopo di aumentare le garanzie di tenuta nel caso di discontinuità dell’incollatura. Poco utilizzati sono invece i giunti a manicotto incollato, incollato e saldato e filettato. I giunti a flangia vengono utilizzati per inserire i pezzi speciali o apparecchiature. Per i tubi in PVC esiste una vasta produzione di pezzi speciali regolata dalla NORMA UNI 7442/75.
Figura 1.9 – Diminuzione nel tempo della resistenza a trazione di una provetta di PVC alla temperatura di 20°.
12

Figura 1.10 – Diminuzione nel tempo della resistenza a trazione di una provetta di PVC a varie temperature di prova.
Tabella 1.4 – Pressione nominale pN per i tubi di PVC60 e di PVC100 in funzione delle serie di spessori, secondo la NORMA UNI 7441/75
Tabella 1.5 – Variazione delle pressioni di esercizio dei tubi di PVC60 e di PVC100 in funzione della temperatura, secondo la NORMA UNI 7441/75
13

Tabella 1.6 – Diametri e spessori dei tubi in PVC secondo la NORMA UNI 7441/75
a) b)
Figura 1.11 – Giunti per tubi in PVC con bicchiere incollato (a) e con bicchiere rinforzato con elastomero (b)..
Tubi di polietilene 14

Il polietilene si ottiene comprimendo ad elevate pressioni e temperature il gas etilene, in presenza di piccole quantità di ossigeno (NORME UNI 7990/79 e 7991/79). Il polietilene
a di 20°, in Pe25 (σ = 2,5
pressioni di esercizio dei tubi di PEBD in funzione della temperatura secondo la NORMA UNI 7990/79
presenta un’elevata resistenza chimica, assoluta atossicità e infrangibilità, alte proprietà isolanti, grande flessibilità ed elasticità. Anche il polietilene è soggetto al fenomeno dello scorrimento plastico, con una riduzione della resistenza meccanica nel tempo pari al 60% di quella istantanea dopo 50 anni di vita. I tubi di polietilene si distinguono in tubi di polietilene a bassa densità (PEBD) e di polietilene ad alta densità (PEAD). La produzione normale dei tubi in polietilene a bassa densità si distingue in base alla resistenza alla rottura, alla durata di 50 anni e alla temperatur r
N/mm2) e Pe32 (σr = 3,2 N/mm2). Le pressioni di esercizio variano con la temperatura come riportato nella tabella 1.7. I diametri della serie di tubi prodotti secondo la NORMA UNI 7990/79 sono riportati nelle tabelle 1.9 e 1.10. Lo spessore si calcola con la relazione (1.6) usata per i tubi in PVC.
Tabella 1.7 – Variazione delle
Tabella 1.8 – Diametri e spessori dei tubi in PEBD della serie Pe25 secondo la NORMA UNI 7990/79
15
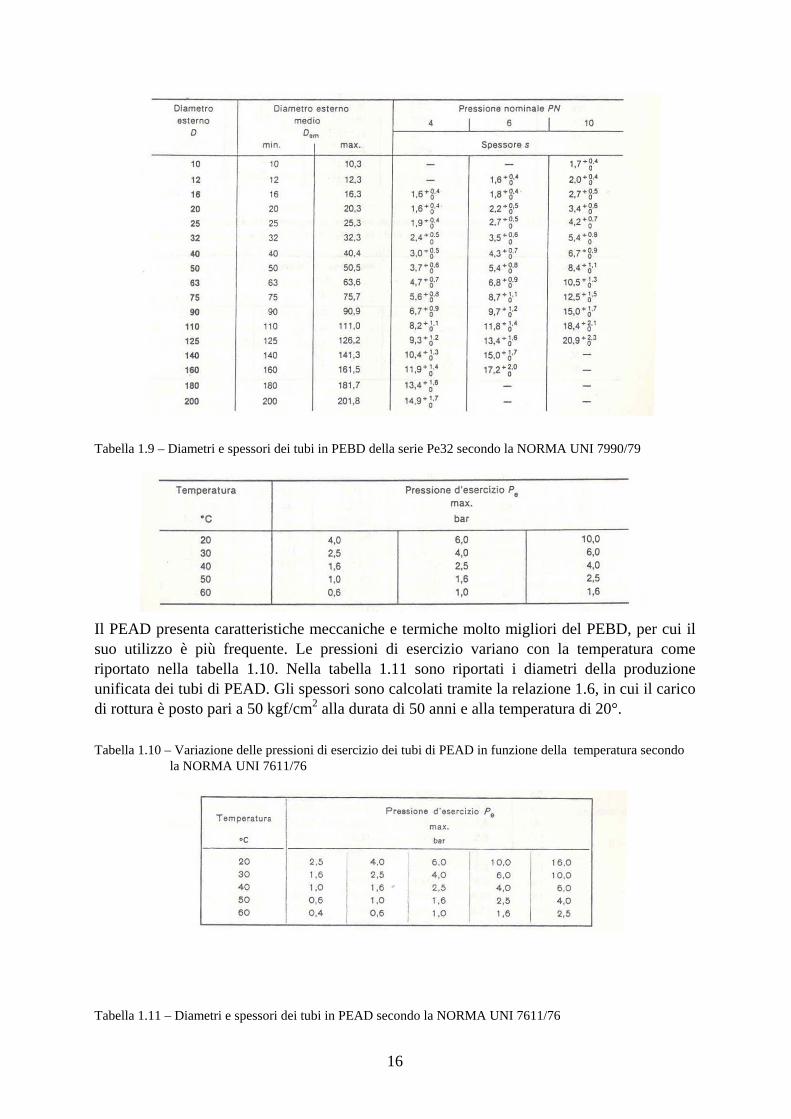
Tabella 1.9 – Diametri e spessori dei tubi in PEBD della serie Pe32 secondo la NORMA UNI 7990/79
Il PEAD presenta caratteristiche meccaniche e termiche molto migliori del PEBD, per cui il
secondo la NORMA UNI 7611/76
suo utilizzo è più frequente. Le pressioni di esercizio variano con la temperatura come riportato nella tabella 1.10. Nella tabella 1.11 sono riportati i diametri della produzione unificata dei tubi di PEAD. Gli spessori sono calcolati tramite la relazione 1.6, in cui il carico di rottura è posto pari a 50 kgf/cm2 alla durata di 50 anni e alla temperatura di 20°.
Tabella 1.10 – Variazione delle pressioni di esercizio dei tubi di PEAD in funzione della temperatura
Tabella 1.11 – Diametri e spessori dei tubi in PEAD secondo la NORMA UNI 7611/76
16

I giunti per i tubi in PEBD e in PEAD sono gli stessi. I più comunemente utilizzati sono i giunti con saldatura di testa, con saldatura nel bicchiere, a manicotto semplice o doppio, a collare e a flangia, anche di materiale diverso dal polietilene. Le saldature sono realizzate generalmente per polifusione sfruttando la proprietà termoplastica del materiale (figura 1.12).
Figura 1.12 – Giunto per tubi in PEAD per polifusione nel bicchiere
17

Anche i tubi in polietilene esiste una vasta produzione di pezzi speciali come per i tubi in PVC.
Tubi di polipropilene
Il polipropilene è caratterizzato da estrema leggerezza, discreta resistenza al calore, ottime proprietà dielettriche e resistenza agli agenti chimici. Le pressioni di esercizio variano con la temperatura come riportato nella tabella 1.11. Nella tabella 1.13 sono riportati i diametri della produzione unificata dei tubi di PEAD. Gli spessori sono calcolati tramite la relazione 1.6, in cui il carico di rottura è posto pari a 50 kgf/cm2 alla durata di 50 anni e alla temperatura di 20°. Si noti come la riduzione delle pressioni di esercizio sia minore rispetto a quella che si ha per gli altri tubi in materiale termoplastico. Il polipropilene può inoltre raggiungere temperature di funzionamento di 100° contro i 60° degli altri tubi in materiale plastico. I tipi di giunzione adoperati sono i medesimi visti per il polietilene. Anche i tubi in polipropilene esiste una vasta produzione di pezzi speciali come per i tubi in PVC e polietilene.
Tabella 1.12 – Variazione delle pressioni di esercizio dei tubi di polipropilene in funzione della temperatura secondo la NORMA UNI 8318/81
18

Tabella 1.13 – Diametri e spessori dei tubi in polipropilene secondo la NORMA UNI 8318/81
Tubi di poliestere rinforzato
La vetroresina è una resina termoindurente, generalmente poliestere, rinforzata con fibre di vetro cui è affidata la resistenza meccanica. I tubi in vetroresina (PRFV) sono realizzati mediante avvolgimento delle fibre di vetro e della resina attorno a un mandrino, fino a ottenere lo spessore richiesto (NORMA UNI 9032/88). La parte interna del tubo, detta liner e contenente circa l’80% di resina, garantisce l’impermeabilità, la resistenza chimica e presenta una superficie interna molto levigata garantendo un ottimo comportamento idraulico. Grazie alla resistenza a trazione molto elevata delle fibre di vetro (circa 1600 N/mm2) la vetroresina dei tubi raggiunge delle resistenze a trazione dello steso ordine di grandezza dell’acciaio. La NORMA UNI 9032/88 suddivide i tubi di PRFV in 6 classi a seconda del tipo di fabbricazione e composizione della parete:
− classe A: tubi monoparete rinforzati con fibre di vetro prodotti su mandrini per avvolgimento dei fili;
19

− classe B: tubi prodotti su mandrini con avvolgimento del rinforzo su un tubo di materiale termoplastico (PVC) che rimane incorporato; − classe C: tubi in aggregato, ottenuti per avvolgimento, nei quali oltre alla fibra di vetro è incorporata nella parete una certa quantità di una data carica minerale (generalmente sabbia); − classe D: tubi monoparete prodotti per centrifugazione; − classe E: tubi monoparete rinforzati con nervature prodotti su mandrino; − classe F: tubi a doppia parete prodotti su mandrino.
Nelle tabelle 1.15, 1.16 e 1.17 sono riportati i diametri e le lunghezze massime dei tubi appartenenti alle varie classi.
Tabella 1.14 – Diametri e lunghezze massime dei tubi delle classi A-C-E-F in PRFV secondo la NORMA UNI 9032/88
20

Tabella 1.15 – Diametri e lunghezze massime dei tubi della classe B in PRFV secondo la NORMA UNI 9032/88
I giunti a bicchiere sono i più adoperati per i tubi in PRFV e possono essere di vario tipo, come illustrato nella figura 1.13. Altre tipologie di giunti per i tubi in PRFV sono i giunti testa a testa (figura 1.14a), usato per pressioni molto elevate, a manicotto (figura 1.14b) e a flange fisse e mobili (figure 1.14c-d), per l’inserimento di pezzi speciali. Anche per i tubi in PRFV esiste una gamma abbastanza ampia di pezzi speciali.
21
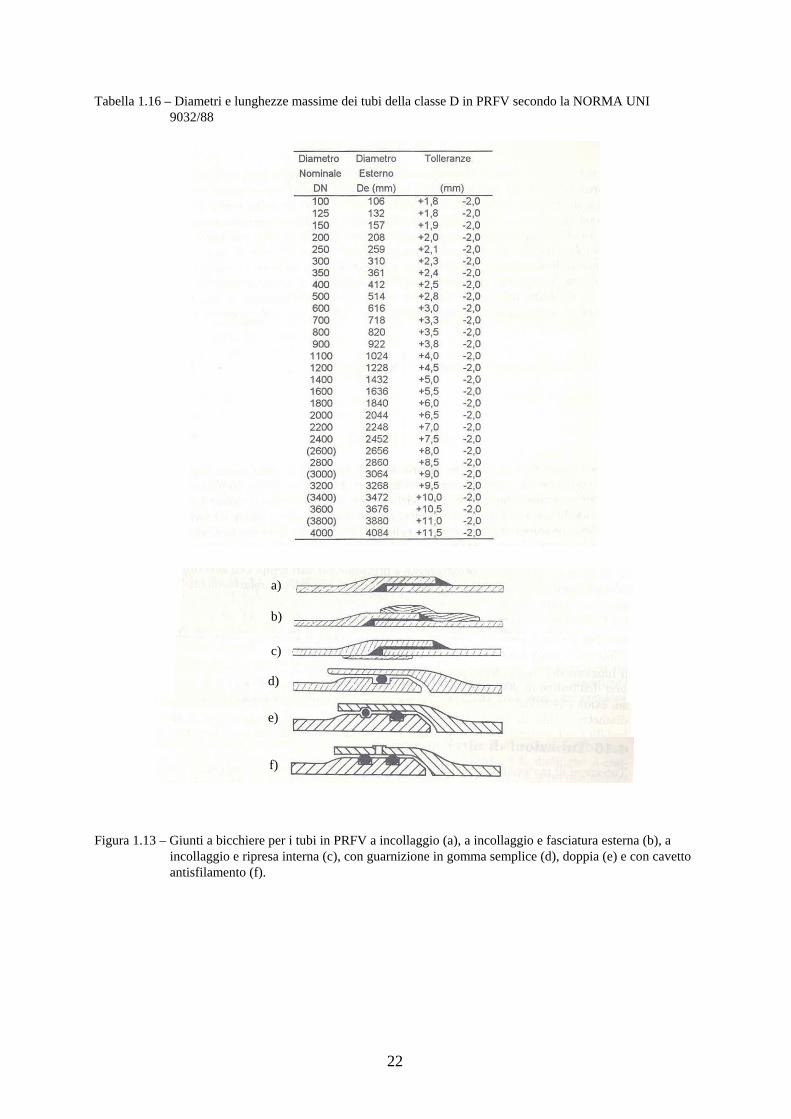
Tabella 1.16 – Diametri e lunghezze massime dei tubi della classe D in PRFV secondo la NORMA UNI 9032/88
a)
b)
c)
d)
e)
f)
Figura 1.13 – Giunti a bicchiere per i tubi in PRFV a incollaggio (a), a incollaggio e fasciatura esterna (b), a incollaggio e ripresa interna (c), con guarnizione in gomma semplice (d), doppia (e) e con cavetto antisfilamento (f).
22

a) b)
c) d
Figura 1.14 – Giunti testa a testa (a), a manicotto (b), a flange fisse (c) e a flange mobili (d)
23










![CONVENZIONE GENERALE TRA ANAS S.p.A [.] · promuovendo l'uso condiviso delle infrastrutture fisiche già esistenti e ... - in corrispondenza di attraversamenti in sotterraneo od in](https://static.fdocumenti.com/doc/165x107/5c70c4ae09d3f2b45c8bc60f/convenzione-generale-tra-anas-spa-promuovendo-luso-condiviso-delle-infrastrutture.jpg)