CALI CORPORACION UNIVERSITARIA AUTONOMA DE … · 1. la fundicion en colombia 1.2 aspectos...
159
DISENO Y CONSTRUCCION DE UNA MAQUINA SHELL MOLDING NELLY CECILIA ALBA DE SANCHEZ CALI CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE DIVISION DE INGENIERIAS PROGRAMA DE INGENIERIA MECANICA 1989
Transcript of CALI CORPORACION UNIVERSITARIA AUTONOMA DE … · 1. la fundicion en colombia 1.2 aspectos...
DISENO Y CONSTRUCCION DE UNA MAQUINA SHELL MOLDING
NELLY CECILIA ALBA DE SANCHEZ ~,
CALI
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIVISION DE INGENIERIAS
PROGRAMA DE INGENIERIA MECANICA
1989

)
\
\j
DISEnO Y CONSTRUCCION DE UNA MAQUINA SHELL MOLDING
NELLY CECILIA ALBA DE SANCHEZ
//
Proyecto de Grado presentado como requisito parcial para Optar al tItulo de Ingeniero Med:m i co.
Director: Ing. MARIANO BENAVIDEZ
lSI CALI
C.U.A.O BIBLIOTECA
IIIII~I~I~I,I~II~IIIII~IIIII CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIVISION DE INGENIERIAS
PROGRAMA DE INGENIERIA MECANICA
1989
i i --- -
Universidad. Aulonoma de Occid~nts
Ser,;lÍn ~ibl;ole(a
J-blr,~
p '~lb él
Aprobado por el Comité de Trabajo de Grado en cumplimiento de los re quisitos exigidos por la Corpora cibn Universitaria Autbnoma de Oc cidente para ptar al tItulo de In
. M . --... genlero e nlCO. ~.
/
Cal i, Noviembre de 1.989
i i i
AGRADECIMIENTOS
La autora expresa sus agradecimientos:
A Ingeniero Hector Sánchez, profesor de la Universidad
Autónoma de Occidente por su
apoyo.
valiosa colaboración y
A Ingeniero Mariano Benavidez, profesor de la Universidad
Autbnoma de Occidente y Director del proyecto.
A la Corporación Universitaria Autónoma de Occidente.
A los profesores que durante la carrera me brindaron sus
conocimientos.
A mis compan-eros de estudio con quienes aprend~ valiosos
conocimientos; Oiga Lucia Posso, Alex Orozco, Fernando
Diaz y James S~nchez.
A todas aquellas personas que en una u otra forma
colaboraron en la realizacibn del presente trabajo.
iv

DEDICATORIA
Con cariflo y gran amor:
A mis padres.
A mi esposo.
A mis hijos.
Jesus M. Alba C. (Q.E.P.D.)
Cecilia Moreno de Alba.
Héctor Sánchez Sthepa.
Héctor
Jesus Leonardo
Ri cardo y
Alejandro.
v
Nelly Cecilia.
.~ ~~,.-
TABLA DE CONTENIDO
INTRODUCCION
1. LA FUNDICION EN COLOMBIA
1.2 ASPECTOS HISTORICOS DE LA FUNDICION
2. PROCESOS DE OBTENCION DE PIEZAS FUNDIDAS
2.1 EL USO DE MODELOS Y DE CAJAS DE MACHOS
2.2 DIFERENCIAS ENTRE LAS CLASES DE MOLDEO
2.3 ARENAS DE MOLDEO
2.4 MOLDEO EN ARENA
2.5 ELABORACION DE LOS MOLDES A MANO
2.5.1 Elaboración de los moldes en tierra
2.5.2 Elaboración de los moldes en caja
2.5.3 Proceso de croning de moldeo con c~scara
2.6 MOLDES PERMANENTES
2.7 FUNDICION A PRESION (DIE CASTING)
2.8 FUNDICION CENTRIFUGADA
vi
Pago
1
.-.,
.L.
2
6
6
7
8
8
9
9
1.0
11
13
14
15

2.9 MOLDEO A MAQUINA 16
2.10 MAQUINAS DE MOLDEO SEGUN LA FORMA DE REALIZAR LA EXTRACCION DEL MOLDE 17
2.11 MAQUINAS DE MOLDEO SEGUN EL TIPO DE APISO NADO 17
2.12 MAQUINAS DE MOLDEO SEGUN LA EXTRACCION DEL MOLDE 19
3 MOLDEO EN CASCARA 24
3.1 VENTAJAS 24
3.2 INTRODUCCION AL PROCESO 25
3.3 ADHESIVOS 29
3.4 ARENA 29
3.5 MEZCLA DE ARENA Y RESINA 30
3.7 ENSAYO DE LAS MEZCLAS DE ARENA PARA EL MOLDEO EN CASCARA 31
4 DISENO DIMENSIONES Y CONSTRUCCION DE LA MAQUINA SHELL MOLDING 41
4.1 PLACA MODELO -SUPERIOR 41
4.1.2 Tiempo de colado 43
4.1.3 Area de choque 43
4.1.4 CAlculo del diametro de choque 44
4.1.5 Dimensiones de la placa modelo 44
4. 1.6 Placa modelo - inferior 45
4.1.7 Sistema de eyectores 45
4.1.8 Sistema de seguridad entre placa y estruc tura 46
vii
4.1.9 Eje de bisagra de placa
4.1.10 A~arradera de placa
4.2 TOLVA
4.2.1 Dimensionamiento tolva
4.2.2 Centro de gravedad
4.2.3 Calculo del eje tolva
4.2.4 Cálculo por resistencia estática
4.2.5 Sistema de cierre
4.2.6 Manivela
4.2.6.1 Cálculo de longitud de ejes
4.3 HORNO
4.3.1 Construccibn
4.3.3 Sistema de movimiento
4.3.4 Calculo de la barra guiadora
4.4 ESTRUCTURA
4.5 SISTEMA TERMICO
viii
46
46
46
47
47
50
51
53
53
53
54
55
57
58
62
62
LISTA DE FIGURAS
FIGURA 1 Elaboracibn del molde en tierra
FIGURA
FIGURA 3
FIGURA 4
FIGURA 5
FIGURA 6
Elaboracibn del molde de un tubo con bridas en dos cajas
Prensa de moldear con accionamiento neumático
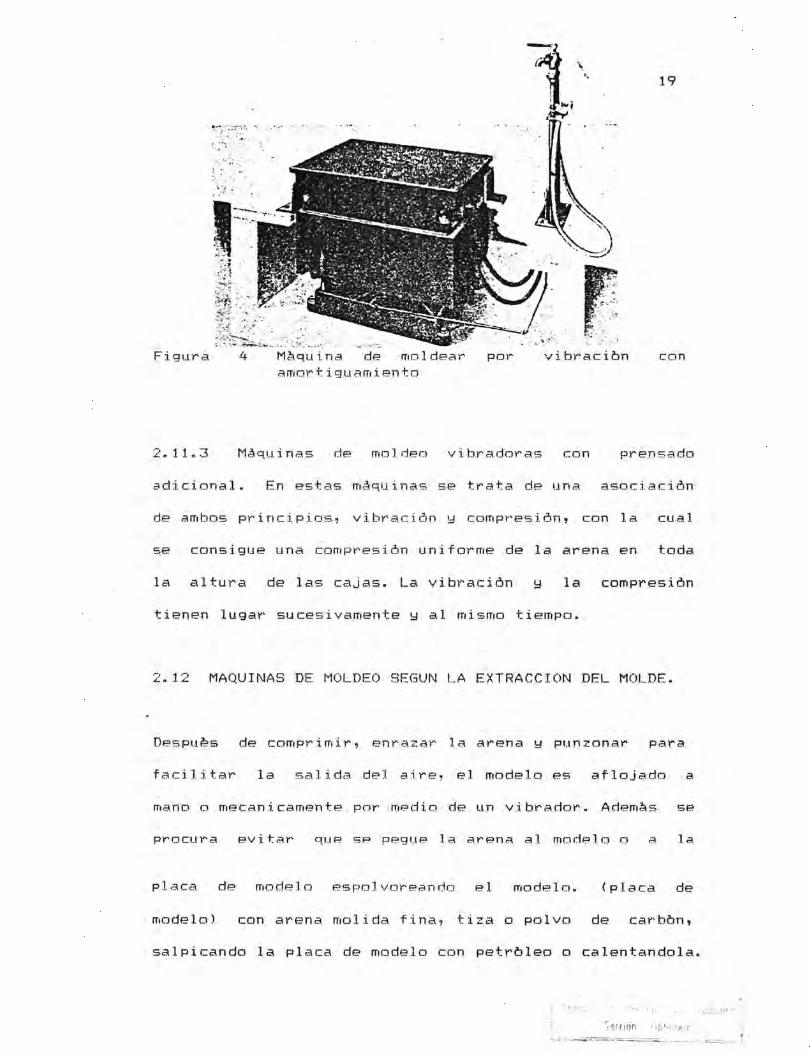
Máquina de moldear por vibración con amortiguamiento
M~quina de moldeo por sacudidas con placa de prensar y con mecanismo de moldeo
Máquina de moldeo de placa reversible
FIGURA 7 Máquina de moldeo reversible vibradora con presión adicional
FIGURA 8
FIGURA 9
Proceso de moldeo
Algunas curvas caracterlsticas de deformacibn en caliente con aclaracio nes
FIGURA 10 Comprobador de deformacibn en caliente
pag
10
11
18
19
21
26
38
de la BCIRA 39
FIGURA 11 Disposicibn esquem~tica del comprobador de deformacibn en caliente
FIGURA 12 Dispositivo esquem~tico de un comprobador
40
de deformacibn en caliente de la BCIRA 40
FIGURA 13 Diagrama de cuerpo 1 i bre 51
FIGURA 14 Diagrama de cuerpo 1 i bre 53
FIGURA 15 Diagrama de cuerpo 1 i bre 56
FIGURA 16 Posiciones del horno 58
FIGURA 17 Inicio de movimiento 59
FIGURA 18 Posicibn vertical 59
FIGURA 19 Diagrama de cuerpo 1 i bre 60
FIGURA 20 Dimensiones del horno 64

LISTA DE TABLAS
Pago
TABLA 1 Centroides 49
LISTA DE ANEXOS
ANEXO 1 Cartas tecnolbgicas, hojas de proceso y planos para construcción
xii
pago
71

RESUMEN
La maquina para producir cascaras para la fundición
Shell Molding - es un sistema que comprende los elementos
necesarios para la obtencibn optima de dichas c.scaras.
Comprende :
Un marco donde se integra el sistema.
Una tolva que contiene la mezcla (arena, resina,
aditivos).
Una porta placa modelo que se llamara estufa, puesto
que contiene un sistema de calentamiento para elevar la
temperatura de la placa modelo.
Sistema de ewectores que permiten despegar la c~scara
de la placa modelo.
Un sistema de fijación acondicionado por resortes para
realizar ciclos de fijar W dejar libre la estufa.
Horno para el curado de la c.scara que se transporta
por medio de mUflones W barras de fiJacibn que permita el
desplazamiento.
xiii

Sistema de calentamiento por medio de gas propano.
El Proyecto diseRa cada sistema, lo dimensiona, y
integra para obtener una mAquina funcional, estitica,
lo
y
confiable, aplicando los criterios y ticnicas aceptadas
por la Ingenierla.
xiv
INTRODUCCION
En el moldeo en c~scara se recurre a materiales secos a
saber: Arena seca y resina sintética, termofraguable, a
base de fenol y formaldehido, resina que sirve para
conglomerar la arena de modo que forme un casco rlgido.
Primer se prepara una mezcla de resina y arena en un
mezclador adecuado, luego se vierte esta mezcla sobre un
modelo previamente calentado, fabricado de metal, o bien
se le inyecta en una cavidad formada por modelos, o en
una caja de noyos, ambas precalentadas. El o los
lTtodelos, o la caja de noyos con el molde de c~scara, se
coloca inmediatamente en una estufa de calentamiento, en
la cual la resina sintética se endurece, finalmente se
separa la c~scara del modelo o de la caja de noyo
quedando la misma lista para el uso.

1. LA FUNDICION EN COLOMBIA
1.2 ASPECTOS HISTORICOS DE LA FUNDICION
La t~cnica de la fundicibn de metales en Am.rica Latina
llegb y continub con el transplante de la tradicibn
europea en el uso de los metales. La fundicibn
propiamente dicha no tuvo mayor desarrollo durante el
periodo colonial en la nueva granada.
La mayorla de los productos se importaron de Espa"a
dentro del marco del monopolio comercial espa"ol y del
desestimulo a la manufactura americana. En el conjunto de
la américa espa~ola no faltaron, sin embargo, fundiciones
de ca~ones y campanas, pero no fue nunca una actividad
generalizada ni estimulada.
La fundicibn recibib su primer estimulo de los
ferrocarriles, en las necesidades de mantenimiento del
material rodante y con el aumento de la demanda de carbbn
en la fabricacibn de implementos para la minerla.
Otro fenbmeno transcendental en la historia de Colombia,
3
fortalecia la productividad de subsistencia para
actividades de fundición metAlica. Se trata de
las
la
apariciOn y expansión de los cultivos de café.
Durante los a~os treinta el pals absorbió tecno10glas
tales como la fundición de acero en horno de arco y la
laminación de varilla. El desarrollo textil de la zona
creó primero sus instalaciones de mantenimiento y después
11 egó a la fabricación de equipo para iniciar la
sustitución de importaciones de algunos bienes de capital.
En 1947 el gobierno nacional creó la empresa Siderurgica
Nacional de Paz del Rio que hoyes empresa privada bajo
la razón de Acerias Paz del Rio S.A., por lo que toca con
la fundción, el IFI (Instituto de Fomento Industrial)
i ITI pu 1 só un proyecto que beneficia mAs directa y es el
establecimiento de "COLAR" (Colombiana de
empresa que con un peque~o alto horno prodia al
Arrabio)
rededor
de 30000 toneladas anuales de arrabio y que entra en
operacibn en 1972, acab~ndose a~os m~s tarde por mala
administracibn.
El desarrollo de la industria automotriz a partir de 1960
fortalecia la posibilidad de producir partes en serie en
las fundiciones. En los dltimos tiempos la fundición se
ha desarrollado tecnológicamente y desde la década se
comenzó a producir hierro nodular en Medellin, al mismo

4
t' _ 1. empo que se ha perfeccionado la produccibn de
maquinaria tanto agrlcola corno industrial. Actualmente el
hierro nodular se est~ desarrollando y produciendo en
todas las principales ciudades del pais. Realmente los
usuarios de la fundicibn tambi~n est~n en la etapa de
infomacibn y concientizacibn de las posibilidades de
di se'AO del hierro nodular; debido a sus excelentes
propiedades mec~nicas.
La fundición en Colombia es una actividad todavia muy
artesanal y con excepción de unas cuantas f~bricas en
Medellin y Bogot~ principalmente su tecnologia est~ en
desarrollo.
los problemas básicos de la fundición (materias primas,
arenas y sus aditivos y los defectos por porosidades,
rechupes, presicibn dimensional, dise~o y calidad del
material, utilizacibn errada de los materiales) no se han
reauelto completamente; a~n cuando a veces se cuente con
equipos altamente sofisticados. Los problemas a que hago
mencibn anteriormente constituyen un reto para mejorar la
calidad, aumentar la productividad y hacer más
competitivos los productos de fundicibn en el mercadp
internacional.
En el Valle del Cauca la actividad de la fundición se

5
desarrolla principalmente para atender las necesidades de
la industria del azücar del papel y del cemento con
niveles aceptables de Tecnolog~a y calidad. La tecnologla
de la fusión por inducción para los metales ferrosos y no
ferrosos ha entrado compitiendo favorablemente con los
procesos anteriores, en contra de un estancamiento en las
condiciones Socio-económicos de los trabajadores del
ramo, que parecen más bien retroceder que avanzar, aün
cuando la incidencia de la mano de obra en la composición
de los costos no es muy significativa.
Con procesos de moldeo diferentes de la arena en verde y
en seco corno por ejemplo la fundicibn por matrices, Shell
Molding, fundicibn centrIfugada etc; para produccibn en
serie, esta incidencia puede llegar a ser menor,
presentando la posibilidad de mejorar el sector obrero y
llevarlo a niveles de calidad de vida superior.

2. PROCESOS DE OBTENCION DE PIEZAS FUNDIDAS.
Estos procesos comprenden las clases de moldeo y los
diferentes métodos de introducir el metal en la cavidad
del molde.
Los procesos de obtención de pieza fundidas se clasifican
asl:
MOLDEO EN ARENA
MOLDES PERMANENTES
FUNDICION A PRESION
FUNDICION CENTRIFUGA
Las clases de moldeo tienen ciertos hechos en comdn:
2.1 EL USO DE MODELOS Y DE CAJAS DE MACHOS
2.1.1 La utilización de mezclas de agregados compuestos
por un refractario granular y aglomerantes.
2.1.2 Un medio de conformar la mezcla al rededor del
modelo.

7
2.1.3 El endurecimiento del agregado o el desarrollo de
su aglomeración mientras est~ en contacto con el molde.
2.1.4 El retiro del modelo del agregado endurecido para
que quede endurecida la cavidad del molde.
2.1.5 El ensamble de las piezas de dos manchas y del
molde para conformar completamente la cavidad.
2.2 DIFERENCIAS ENTRE LAS CLASES DE MOLDEO.
Las diversas clases de moldeo difieren principalmente
en el método de conformar el, molde en el refractario
granular y el método de aglomerarlo.
2.2.1 Compactación del agregado en rededor del modelo.
2.2.2 El libre flujo del agregado seco al rededor del
modelo, ilustrado por el proceso de Shell Molding.
2.2.3 El libre flujo del agregado en forma de fluido al
rededor del modelo ilustrado por la fundicibn de
presicibn (a la cera perdida) y moldeo en yeso.
2.2.4 Variantes de los métodos anteriores. La naturaleza

8
del agregado de moldear determina fundamentalmente el
método de conformado a utilizar.
Estos procesos están clasificados como siguen:
2.3 ARENAS DE MOLDEO.
2.3.1 Arenas de moldeo en verde
2.3.2 Arenas de moldeo en seco
2.3.3 Arenas de moldeo para manchos
2.3.4 Shell Molding
:2.3.5 Miscelaneas. Aglomerada con cemento-arena de
endurecimiento al aire-procesos de C02-Moldeo con barro
etc.
2.3.1.1
2.3.1.2
2.3.1.3
2.3.1.4
Moldeo de presición o a la cera perdida
Moldeo ceramico
Moldeo con yeso
Moldeo con gráfito.
2.4 MOLDEO EN ARENA
El tipo de elaboración de moldes se determina por el
estado del molde de arena y puede ser: elaboración de los
moldes secos o h~medos.

9
Seg~n el m~todo empleado en la elaboracibn de los moldes
de arena, estos se pueden clasificar en moldes hechos a
mano o a máquina.
La mayorfa de los moldes se produce de arenas pobres (con
contenido de humedad de 4.5 a 5.5% y con 8 a 10% de
arcilla. Cuando el metal liquido se vierte en moldes
humedos, este m~todo recibe el nombre de elaboracibn de
los moldes h~medos y vertido "al humedo".
Los moldes se usan para producir grandes piezas moldeadas
de hierro fundido, acero o metales no ferrosos de
configuracibn complicada se preparan con mezclas grasosas
o con arcilla y se someten al secado. Esta tecnologia se
llama elaboracibn de los moldes secos y vertido "al
seco" .
2.5 ELABORACION DE LOS MOLDES A MANO
2.5.1 Elaboracibn de los moldes en tierra
La preparación de los moldes en tierra es uno de los
tipos de elaboración a mano.
Seg~n este método, el molde se elabora inmediatamente en
un techo, directamente en el taller de fundición.
Universidlld 'ulúnomo de O((idenl~
Sección Gib!iOl&CO

10
En la figura No. 1 se muestra la elaboracibn de un molde
directamente en la tierra para la tapa de un cojinete.
Figura 1 Elaboración del molde en tierra.
1. Modelo 2. Coque 3. Caja de moldear 4. Estacas 5. Bebedero 6. Canal alimentador 7. Embudo 8. Respiradero
2.5.2 ElaboraciÓn de los moldes en caja
Es la técnica más usada para obtener moldes. Esta técnica
se puede emplear en casi todos los casos de elaboraciÓn
de los moldes.
11
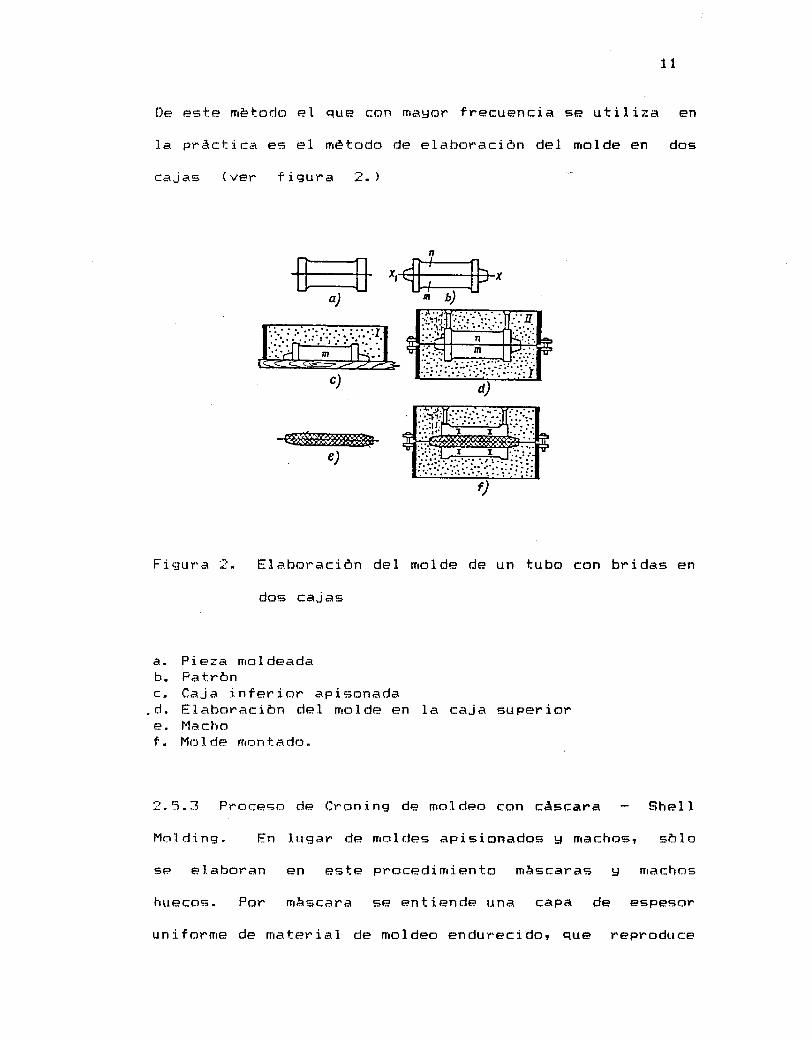
De este m~todo el que con mayor frecuencia se utiliza en
la pr~ctica es el método de elaboración del molde en dos
cajas (ver figura 2.)
e)
Figura """';L. Elaboración del molde de un tubo con bridas en
dos cajas
a. Pieza moldeada b. Patrbn c. Caja inferior apisonada
.d. Elaboracibn del molde en la caja superior e. Macho f. Molde montado.
2.5.3 Proceso de Croning de moldeo con c~scara Shell
Molding. En lugar de moldes apisionados y machos, solo
se elaboran en este procedimiento m~scaras y machos
huecos. Por m~scara se entiende una capa de espesor
uniforme de material de moldeo endurecido, que reproduce

12
la forma exterior del modelo. Como en el moldeo en arena,
se colocan los machos necesarios y las dos medias
m~scaras para el molde pegadas, acopladas y atornilladas.
El método de moldeo con cAscara es apropiado para una
fabricación en serie. Tiene la ventaja que se puede
contratar mano de obra no preparada, tiene un rendimiento
m~s alto, mejora la exactitud de las medidas y son menos
los mecanizados adicionales que en la fundición de arena,
adem~s, no son necesarias las costosas intalaciones
las cajas de moldeo, las instalaciones para mezcla
arena y otras.
de
de
2.5.4 Moldeo al C02. Es el procedimiento mAs utilizado
por la industria nacional para confeccionar machos, los
cuales se endurecen sin necesidad de cocerlos.
Se emplea arena de sil ice pura, aglomerada con silicato
de sodio, al molde o macho obtenido con esta arena se le
hace pasar una corriente de C02 la cual descompone el
silicato en la gel de silice, produciendose el
endurecimiento. Tiene las ventajas de su sencillez
operativa, bajos costos de produ ce i ón, los machos y
moldes son de gran dureza y buena exactitud dimensional,
pueden ser almacenados ya que tienen gran estabilidad, no
es necesario alma o armadura y, lbgicamente, no es
13
necesario cocerlos.
Presenta dificultades en el desmoldeo y la arena no puede
ser utilizada nuevamente (salvo como relleno), casi
siempre las cajas de machos deben ser desarmables y su
acabado superficial es inferior a otros procesos.
2.5.5 Moldeas Miscel~neos. Los procedimientos de moldeo
en cemento, yeso y cer~mica, adem~s del procedimiento de
cera perdida y el de "caja caliente" para la fabricación
de machos, solo tienen en nuestro pals, alguna aplicac~bn
aislada.
2.6 MOLDES PERMANENTES
2.6.1 Moldes de acero fundido, de acero, o de acero
moldeado. Estos moldes se utilizan en fundiciones de
metales que tienen un punto de fusión bajo, o de
fundiciones de coquillas. Tienen la ventaja de que pueden
ser empleados para coladas repetidas, en algunos casos la
cantidad llega a millares y, por consiguiente, para la
producción de cantidades en serie. Una ventaja apreciable
de los moldes met~licos, es que los mismos se dilatan mAs
o menos en la misma proporción que el metal liquido. Si
bien el trabajo con moldes metAlicos representa una gran
campaRía en mano de obra y en mat~rial de moldeo,
14
requiere, por otra parte, una inversibn inicial
grande. Se necesita una instalacibn de m.quinas de gran
tama~o y presicibn, por lo cual
grandes utilizan estos moldes.
unicamente fundiciones
El molde metAlico, a veces recubierto de una capa de
material refractario, se adapta mejor para fundición
cuando se trata de metales para fundicibn cuando se trata
de metales de menor punto de fusibn, como el bronce,
aluminio, antimonio, etc., pues en estos casos se pueden
fabricar los moldes de hierro, bronce, etc.
2.7 FUNDICION A PRESION (DIE CASTING)
La colada a presión es uno de los procedimientos de
elaboración de piezas en moldes metAlicos. El metal
fundido llena el molde metAlico (se suele hacer de
acero) a presión con el método de la colada de presión se
producen peque~as piezas perfiladas de paredes delgadas
de aleaciones de metales no ferrosas, por ejemplo, partes
de aparatos eléctricos, piezas de las m~quinas
calculadoras, de aparatos de radio, diferentes piezas de
automoviles, tractores, etc. La presión sobre el metal
liquido al llenar el molde asegura un buen relleno del
molde con el metal, el cual pierde con rapidez su fluidez
en la cavidad del molde de acero, reproduciendo las

15
finIsimas configuraciones de este; tambi.n asegura la
disminucibn de la porosidad en las secciones macizas de
la pieza fundida. Las presiones que se emplean en la
pr~ctica oscilan de 10 a 500 ato La velocidad de
introducción del metal en el molde alcanza 60 m/seg.
2.8 FUNDICION CENTRIFUGADA
La fuerza centrifuga ha sido usada en una variedad de
maneras en la industria de la fundición para el 11 enado
de moldes, para fabricar objetos tubulares, y para la
purificación de metales. Desde su invención al principio
del siglo XIX, la fundición centrifuga ha gozado de la
atención de ingenieros y promotores durante periodos
breves de unos cuantos anos cada vez, pero solamente ha
surgido a la explotación comercial un ndmero limitado de
las aplicaciones desarrolladas.
La fundición centrifuga se divide en tres categorias.
2" 8. 1. Fundición centrifuga propiamente dicha, en que se
hace girar a la pieza fundida sobre su propio eje; no se
requieren cargadores y tampoco corazbn centra 1, puesto
que la fuerza centrIfuga forma el diametro interior de
las piezas tales como tubos en una forma natural.

16
2.8.2 Fundicibn semicentrlfuga, en que el objeto, tal
como una rueda con radios se hace girar sobre su
eje, pero se necesitan cargadores y corazones.
propio
2.8.3 Fundicibn centrIfugada, en que las impresiones del
molde se agrupan alrededor de un alimentador central,
como en el caso de la colada estatica, y la fuerza
centrIfuga se usa principalmente como un dispositivo para
el llenado del molde.
2.9 MOLDEO A MAQUINA
Los trabajos que se efectuan repetidamente en el
apisonado de la arena asl como la separacibn del
moldeo;
modelo
del molde, se pueden hacer mas comodamente, y con mas
exactitud y economla con maquinas de moldeo, cuando el
n~mero de piezas a fabricar es tan grande que merezca la
pena la fabricación de una placa modelo.
Las máquinas de moldeo se pueden clasificar de acuerdo
con los denominados cometidos principales, o bien
teniendo en cuenta los cometidos especiales en:
2.9.1 Máquinas de moldeo segdn la clase de apisonado.
2.9. L 1 Máquinas de moldeo a presión
•
17
2.9.1.2 M~quinas de moldeo vibradoras
2.9.1.3 MAquinas de moldeo vibradoras con
adicional
prensado
2. H'l MAQUINAS DE MOLDEO SEGUN LA FORMA DE OREALIZAR LA
EXTRACCION DEL MOLDE
2.10.1 MAquinas de elavación con pasadores
2.10.2 MAquinas moldeadoreas de penetración
2.10.3 MAquinas moldeadoras de placa reversible
2.10.4 MAquinas moldeadoras reversibles.
2.11 MAQUINAS DE MOLDEO SEGUN EL TIPO DE APISONADO
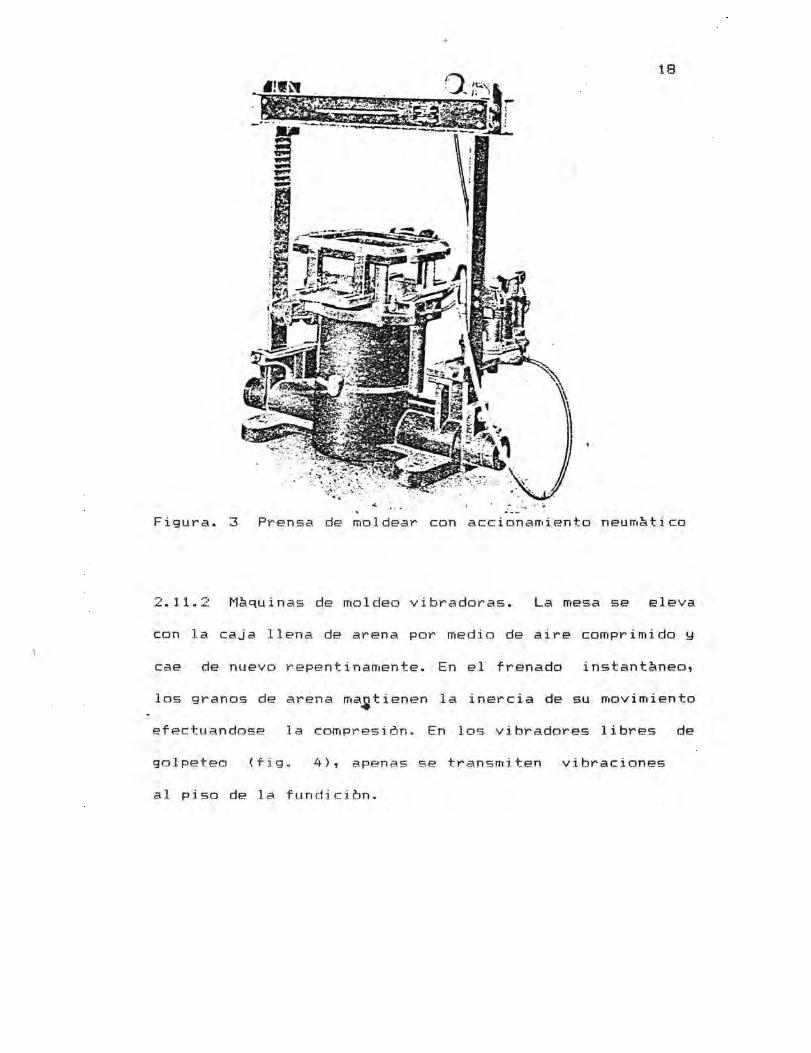
2.11..1 M~quinas de moldes a presibn. En las m~qllinas
neum~ticas de presibn, la mesa con la caja es comprimida
contra la placa de prensado, con lo cual se comprime la
arena. La placa de prensado ajusta exactamente en el
bastidor de la caja. Tal bastidor se coloca para que la
caja est~ perfectamente llena despu~s del prensado.
En m~quinas m~s antiguas el prensado se realiza a
mano por medio de una placa.
18
Figura. 3 Prensa de moldear con accionamiento neum~tico
2.11.2 M~quinas de moldeo vibradoras. La mesa se eleva
con la caja llena de arena por medio de aire comprimido y
cae de nuevo repentinamente. En el frenado instant~neo,
los granos de arena ma~tienen la inercia de su movimiento
efectuandose la compresión. En los vibradores libres de
golpeteo ( f i g" 4), apenas se transmiten vibraciones
al . piso de la fundicibn.
.-.' . ' . '. >: :\. ~: . ~~. 0'-
I~--..:. -r--
·~ I~
~~fi ' ., ",:'.:
~-~·-t ·~ .
:~~ _: ' - ~ {: }~~~~~k'; ~_'::: e { ..• ;.
1l. \. .1i . , .• ..1-:
19
Figur i':\ 4 M~quina de mo 1 clear por vibracibn con amortiguamiento
2.11.3 1'1Aqu i nas de moldeo vibradoras con prensado
21. el i c i CJn al. En estas mAquinas se trata de una asociación
de ambos principios, vibración y compresión, con la cual
se consigue una compresión uniforme de la arena en toda
la altura de las cajas. La vibración y la compresión
tienen lugar sucesivamente y al mismo tiempo.
MAQUINAS DE MOLDEO SEGUN LA EXTRACCION DEL MOLDE.
Despues de comprimir, enrazar la arena y punzonar para
facilitar la salida del aire, el modelo es afloj¿:¡do ¿:¡
ma~o o mecanicamente por medio de un vibrador. Adem~s se
procura evitar que se pegue la arena al modelo o a la
placa de modelo espolvorean d o el modelo. (placa de
modelo) con arena molida fina, tiza o polvo de car'bon,
salpicando la placa de modelo con petroleo o calentandola.
, ~ 4 '1
I _._-=---.~ .... - - ...

2121
2.1:2.1 M~quinas moldeadoras de penetracibn. Piezas con
grandes superficies verticales (coronas de poleas,
dientes de pinones, aletas), no se pueden separar del
molde si el modelo no tiene prevista inclinaciÓn de
desmoldeo. En la mesa de la m~quina de moldeo se coloca
una placa en la que se ha efectuado un vaciado
correspondiente a la forma exterior de la pieza, por
ejemplo, una corona dentada. (ver figur .. ,:¡ 5).
Figura
I , . l . l ···· ,. l ·· .. ·
~ ' . ~ ~
... ....
. .
5 M~quina de moldeo por sacudidas con pren s ar y con mecanismo de desmoldeo.
placa de
~? .. t ~2. ::? M~quinas moldeadoras de placa reversible. La mesa
de la máquina de moldeo está colocada de manera que pueda
girar en sen~ido horizontal. Por esto se puede fijar una

21
placa de moldeo a cada lado de la mesa, de manera que con
una máquina se pueden moldear la~ cajas superior e
inferior que esta fija sobre la mesa y la mesa gira
despu~s de 180 (ver figura 6).
Figura 6 Máquina de moldeo de placa reversible.
La placa reversible con caja desciende hasta un carro y
la caja es soltada de la placa. La separacibn se realiza
por medio del desplazamiento de la mesa o la caja.
Con el giro anterior de la mesa, la placa del molde de la
caja superior fue llevada a la posicibn de moldeo, de
manera que la caja superior puede ser moldeada del mismo

modo.
2.12.3 Máquinas moldeadoras reversibles. En esta máquina
la mesa puede girar alrededor de unas fuertes espigas
horizontales.
La compresión se reali z a por medio de vibración
prensado.
Figura 7 Máquina de moldeo reversible vibradora con presión adicional.
Después de esto la columna gira 180 con lo cual la
caja de moldeo es soportada por la placa de presión. La
separacibn se realiza por descendimiento de la placa.
3 MOLDEO EN CASCARA
Existe una clase de moldeo que fue patentado en Alemania
y que en la actualidad es usado en Europa y los Estados
Unidos. En Alemania se conoce con el nombre de proceso
Croning segan el apellido de su inventor J. Croning. En
Estados Unidos se le denomina Shell Molding Process lo
que traduce como Proceso de Moldeo en C~scara.
En este proceso se utilizan materiales secos como: Arena
seca y resina sintética, termofraguable a base de fenol y
formaldehldo, o a base de ~rea y formaldehido, resina que
sirve para aglomerar la arena de modo que forme un casco
rlgido.
3. 1 VENTAJAS
Muchas son las razones que aconsejan comprar piezas
fabricadas por el procedimiento de moldeo en c~scara. La
que se cita con m~s frecuencia es la de mayor , exactitud
dimensional.
25
Por otra parte, el fundidor tambi~n obtiene ventajas del
uso de este proceso.
3. :t.. t Costos de Instalación bajos. El equipo necesario
para producir piezas moldeadas en cAscara es menos que el
necesario para producir piezas coladas en arena verde.
3.1.2 Mejores Condiciones. La fundición estA mAs limpia
y el movimiento de materiales es menor.
3.1..3 Mayor Duración de los Moldes Almacenados. Los
moldes pueden almacenarasen casi indefinidamente, siempre
y cuando la zona de almacenamiento se halle moderadamente
caliente y seca.
3.2 INTRODUCCION AL PROCESO.
El moldeo en cAscara puede considerarse como uno de
principales
fundicibn.
logros tecnológicos de la industria
los
de
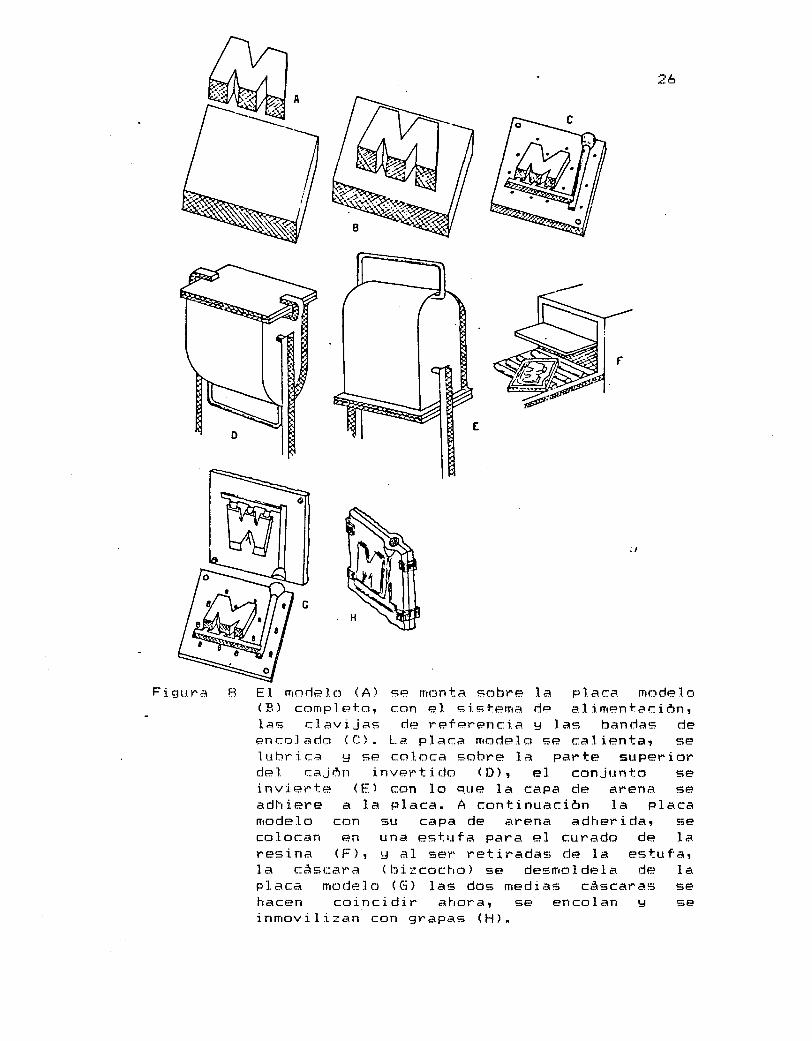
Figura 8 El modelo (A) (E) completo, las clavijas encolado (e).
26
se monta sobre la placa modelo con el sistema de alimentación,
de referencia y las bandas de La placa modelo se calienta, se
lubrica y se coloca sobre la parte superior del cajón invertido (D), el conjunto se invierte (E) con lo que la capa de arena se adhiere a la placa. A continuacibn la placa modelo con su capa de arena adherida, se colocan en una estufa para el curado de la resina (F), y al ser retiradas de la estufa, la cAscara (bizcocho) se desmoldela de la placa modelo (G) las dos medias cAscaras se hacen coincidir ahora, se encolan y se inmovilizan con grapas (H).
27
Los primeros detalles t~cnicos de este proceso proceden
de un informe F.I.A.T num 1168, redactado por W.W. Mc
Culloch (de la División de Información Técnica Industrial
del Ministerio de Comercio de los Estados Unidos) de Mayo
de 1947. El informe se referla a un proceso patentado por
J. Croning, de Hamburgo, en 1944 y era evidente que
varias fundiciones alemanas los estaban ya utilizando en
todos los sentidos.
En sintesis, el moldeo en cascara consta de las
siguientes etapas indicadas en la Figura 8.
3.2.1 Fabricación en metal, de los modelos de la parte
inferior de la pieza que hay que producir.
3.2.2 Montaje de estos modelos sobre placas met~licas
coincidentes, completas con sistema de alimentacibn,
quiz~s de referencia y bandas de encolado.
3.2.3 Calentamiento de la placa modelo a 200 - 240 C
seguido de la aplicacibn de lubricante.
3.2.4. Fijación de la placa a un contenedor (cajón
invertible) de mezcla seca de arena fina y resina
termoendurecible.
28
3.2.5 Inversibn el cajbn invertible para que la mezcla
entre en contacto durante un perlado de 1~ - 2~ seg, con
la placa modelo calentada. La resina se ablanda, fluye y
promueve una capa abizcochada que sigue muy de cerca los
contornos del modelo. El espesor de la cáscara (bizcocho)
depende de la duracibn del contacto con la placa, de la
temperatura y del tipo de resina utilizado.
3.2.6 Retorno del cajón invertible a su posición
original. La arena no adherida caerá de nuevo al cajón.
3.2.7 Colocacibn de la placa modelo y de la c~scara de
arena adherida en un estufa calentada a 26~ - 3~0 C. La
duración varia entre 1 y 3 minutos. Esta operación
produce el curado de la resina de la cáscara de arena.
3.2.8 La c~scara se desprende ahora de las placas modelo
mediante unos expulsadores elevadores que forman
integrantes de las placas.
parte
3.2.9 Las dos medias cáscaras se casan, encolan y
engrapan. Los machos se colocan en la forma requerida.
3.2.1~ Se cuela el molde.

29
3.3 ADHESIVOS
Los adhesivos varian segan las necesidades pero, en
general, pertenecen a alguno de estos tres tipos.
3.3.1 Frio con frIo
3.3.2 Caliente con fria
3.3.3 Caliente con caliente
Los adhesivos del tipo caliente con caliente son los mAs
rapidos !:I los que m~s se emplean. Permiten cerrar los
moldes a medida que van saliendo de la mAquina. Los
adhesivos "caliente con fria" se utilizan donde, por
ejemplo, los moldes han sido almacenados en espera de la
11 ege,¡da de los machos. Son también atiles cuando se usa
el proceso "Inmold" para producir fundicibn con grafito
esferoidal, que exige a~adir la aleacibn !:I cerrar el
molde inmediatamente antes de la colada.
Los adhesivos estAn basados, por 10 general, en resina o
silicatos, aunque también se usan algunos pegamentos
producidos con cereales.
3.4 ARENA
Universidad j u IOliomo de Occidente Sección libtioteca
30
mayor parte de las arenas limpias son adecuadas para La
el proceso de moldeo en cáscara. Los materiales no
siliceos, como la arcilla, absorben el aglomerante y dan
a mezclas d.biles. Los peque'Aos porcentajes de lugar
o~·: i do de hierro se consideran beneficiosos como agentes
contra la expansión. Los tipos redondos de granos de
arena son, por lo general, superiores a los angulosos y
proporcionan resistencias m~s altas.
de las arenas de silice, usan Adem~s
Zircbn, olivino y la cromita. El olivino es
tambi.n
dificil
el
de
revestir y son necesarios grandes porcentajes de resina.
Se usa mucho para la produccibn de acero moldeado al
manganeso, pero solo en peque1'las cantidades en las
fundiciones de hierro.
La arena de Zircón, se usa en muchas fundiciones ya sea
para moldes o para machos. Debido a su alto coste (en
relacibn con la arena de sílice) si se usa en grandes
cantidades, debe recuperarse. Esto significa que entonces
puede convertirse en la arena exclusiva de la
con el fin de evitar la contaminacibn.
3.5 MEZCLA DE ARENA Y RESINA.
fundicibn,

31
Puede prepararse un material de moldeo adecuado,
partiendo de arena sillcesa, limpia y seca y resina en
polvo seca, termoendurecible. Se mezcla de 5 a 8 % de
resina, por lo general de fenol- formaldehldo, con arena
de un n~mero de finura AFS comprendido entre 90 y 230. A
esta mezcla hay que anadir de 0.3 a 0.5% de parafina para
ayudar a evitar la segregacibn.
Esta clase de mezcla de arena seca, sin embargo no solo
es cara en cuanto a resina, sino que puede plantear
problemas debido a la segregacibn de arena o resina, o de
ambos, durante el uso.
Como aglomerantes de la cAscara predominan las resinas de
fenol formaldehldo. La resina base se modifica con
frecuencia mediante adiciones tales como las de resina de
madera o ~cido f~nico arom~tico. Este bltimo material se
emplea para impedir el desconchado y su conversibn en una
pellcula dura se toma como velocidad de curado.
3.7 ENSAYO DE LAS MEZCLAS DE ARENA PARA MOLDEO EN CASCARA
Es importante estas pruebas regulares de control ya que
eliminarlan muchos problemas que se presentan durante el
moldeo, la producción y la colada. Lo mismo que ocurre
con el ensayo habitual de la arena verde. Asi, la lista
de pruebas que sigue se recomienda a todas las
fundiciones que usan moldeo en ciscara.
3.7. 1 Porcentaje de Resina. Esta prueba es necesaria
porque el contenido de resina controla la resistencia de
la ciscara y debe, por consiguiente, realizarse a la
recepción de cada partida. El contenido de resina se
determinari por la perdida al fuego, procedimiento no
e:·:acto, ya que la mezcla de arena contendri otras
adiciones para lograr propiedades especIficas, pero dicho
valor de la perdida al fuego puede aceptarse con fines de
control.
3.7.2 Punto de Fusión de la Resina. El punto de fusión
de una mezcla de arena de moldeo en ciscara es la
temperatura a la que funde dicha mezcla y se adhiere a
una barra caliente. El método consiste en lo siguiente:
Una barra de latón o cobre cuadrada, de 25 mm de lado
431 mm de largo se calienta por un extremo, de forma que
se establezca un gradiante de temperatura de 110 a 250
F (43.3 a 121. j C) a lo largo de la barra. La
temperatura se mide a intervalos de 1 pulgada (25 mm) a
lo largo de la longitud de la barra insertando
termbmetros en agujeros adecuadamente situados en
33
aquellos. Una faja de la arena que ha de ser ensayada se
extiende rapidamente a lo largo de la longitud de la
barra calentada. La arena debe formar un espesor de
aproximadamente 15 mm. Despu.s de un tiempo previamente
determinado (10 - 30 seg) la arena suelta se quita con un
cepillo o soplando con aire comprimido, a una presibn y
distancia de la barra normalizadas.
El punto en que la mezcla empieza a adherirse a la barra
se toma como temperatura del punto de fusibn. Se registra
el promedio de tres determinaciones. Entre prueba y
prueba, la barra debe limpiarse, pulirse y recibir una
fina aplicacibn de agente separador a base de silicona.
Esta prueba indicar~ facilmente los cambios de las
propiedades de la resina.
Las temperaturas bajas del punto de fusión daran c~scaras
gruesas y "desccinchado".
Por el contrario, las temperaturas altas de punto de
fusibn daran cascaras delgadas.
3.7.3 Resistencia a la tracción en caliente. Con esta
prueba se determina la resistencia a la tracción de una
probeta de cascara tomada cuando esta curada y todavla
caliente. El m~todo consiste en lo siguiente:
34
Se torna la probeta en un molde partido y calentado. Tiene
la forma convencional de la probeta de tracción de la AFS
y su espesor es de 0.250 x 0.010 pulg (6.35 + 0.25 mm).
Los fabricantes del equipo han hecho lo necesario para
conseguir que la caja calentada pueda llenarse
completamente con un rapido movimiento. La arena sobrante
debe eliminarse por enrasado de un modo normalizado y a
continuación
superior.
hay que aplicar un calentador a la parte
Inmediatamente despu~s del curado, se hace funcionar el
mecanismo de carga del instrumento. Al producirse la
fractura, se registra la carga de rotura y se calcula la
resistencia a la tracción.
Cada vez que se eval~en arenas nuevas, deber~n realizarse
seis pruebas de este tipo. Para los fines del control
habitual son suficientes dichas pruebas corno resistencia
a la tracción en saliente se torna el promedio de seis o
tres pruebas.
Adem~s de servir para determinar cualquier debilidad en
caliente de la mezcla de arena en estado caliente, la
prueba puede utilizarse para determinar el tiempo bptimo
de expulsibn de los moldes o los machos.
3.7.4 Resistencia transversal. Esta es la carga
35
necesaria para romper una probeta de c~scara de 4 pulg.
de largo por 1 pulg. de ancho y 1/4 de pulg. de espesor
(en la norma métrica se emplean dimensiones distintas: 70
x 22.4 x 22.4 mm). Cuando la fuerza se aplica a la mitad
de la distancia entre los soportes que sostienen
probeta. La distancia entre soportes es de 75mm.
la
La
probeta se forma en una caja de machos partida que se
calienta en una estufa o con elementos
incorporados.
eléctricos
La arena debe volcarse uniforme y rapidamente en la caja
de machos y el sobrante se eliminar~ enrasando de un modo
normalizado. Despues del curado, la muestra se coloca
sobre los dos soportes y se le aplica la carga, se
registra la carga de rotura y como resistencia
transversal real se toma el promedio de 10 pruebas.
3.7.5 Permeabilidad de la C~scara. Es la capacidad de
una probeta de c~scara curada, de un espesor de 1/4 de
pulg, para dejar que el gas pase a través de ella. Ello
se determina midiendo la capacidad del flujo de gas a
través de la probeta, que tiene 2 pulg. (50.8 mm) de
diametro, utilizando una boquilla de 18 mm de diametro, y
una presibn normalizada. La probeta se prepara en un caja
de machos partida que se calienta, ya sea en una estufa o
con elementos electricos incorporados.
36
con elementos el~ctricos incorporados.
El medidor de permeabilidad de la cáscara utilizado puede
ser el instrumento que normalmente se usa para la arena
verde, especialmente equipado con un adaptador para
encajar en el pocillo de mercurio. La boquilla utilizada
tiene un diametro interior de 18 mm; de forma que la
proporcibn altura/superficie sea la misma para la muestra
de cáscara que para la probeta de arena verde, es decir,
2 pulga de diametro por 2 pulga de altura. La prueba real
se realiza del mismo modo que el ensayo convencional de
permeabilidad.
El medidor de permeabilidad de la cáscara utilizado puede
ser el instrumento que normalmente se usa para la arena
verde, especialmente equipado con un adaptador para
encajar en el posillo de mercurio. La boquilla utilizada
tiene un diámetro interior de 18 mm. de forma que la
proporción altura/superficie sea la misma para la muestra
de cáscara que para la probeta de arena verde, es decir,
de diámetro por 2" de altura. La prueba real se
realiza del mismo modo que el ensayo convencional de
permeabilidad.

37
3.7.6 Dureza Superficial. La dureza superficial de un
molde de c~scara es importante para evitar deterioros
durante el manejo o almacenamiento y también para reducir
la erosibn producida por el metal. Ara~ar la superficie
con una UMa es un sistema de comprobacibn muy conocido de
todos los que trabajan con moldes de c.scara, pero puede
realizarse una prueba m.s cientifica usando un
comprobador de dureza.
3.7.7 Deformación en Caliente. Esta prueba tiene por
objeto indicar la cantidad de deformación pl~stica que es
probable que tenga lugar durante la colada. En otras
palabras, puede indicar el grado de probabilidad de
perdida de las piezas debido al agrietamiento prematuro
de la c~scara, o la cantidad de deformación pl~stica y
resultante expansión de la pieza colada. Durante la
operación de curado, tiene lugar un creciente enlace
cruzado quimico, lo que da lugar a que la mezcla de arena
y resina tenga una menor termoplasticidad.
No e>: i ste una prueba normalizada para determinar la
deformación en caliente, pero en el mercado hay varios
comprobadores comerciales. El dltimo instrumento ha sido
desarrollado por la BCIRA.
La marcha general del ensayo consiste en calentar una

probeta e:-: tremos
con o
forma solo en
38
de banda, apoyada ya sea en ambos uno, y aplicar a continuación una
carga Y medir la flexibn. Para Rsta determinacibn se usan
el tiempo y la temperatura.
... ... 10
PRUEBA'DE DEFORMACION EN CALIENTE (BCIRA)
I I , S
:"·",3 Mezcla nO
A B e o I E I F G .~ ~ Curva ideal Curva que U 10-.r:. I e . ~ > u .-10" E ... -o .... Q)
o
/ ,/ir o
o '-' 10
-O 10
.~ ~ U 10-.r:. I
e \0 • • - > u'-10" E ... -O
un rápido
_ . .. -
Escasa expansión .,. r-.. .... v ~ '\ y -
\ Buena -\ l,.-plasticidad f-J ,
\ .... v "'-. r-- I
" \ Buen desmoldeo
r
indica cOllaps,o
Curva que indica /-...., 17 una plast icidad I~I excesiva A
1/ Curva que Indica J-....
17 ~na gran exp. tér I / I mica más una súbl
!\ 1/ ta fragilidad_t--I I
\ I
\ I
,
1 1\ ! \ "-
~ -- '--
i'-.
'" K I 'Q) o 1
. dlv. - I minuto
Figura 9 Algunas curvas caracteristicas de deformacibn en caliente, con aclaraciones.
El instrumento de la BCIRA es superior a todos los otros
en cuanto que el movimiento de la probeta se registra
automáticamente en una diagrama en que se relacionan el
t" _lempo y la deformación. La carga aplicada es solamente
de 28 gr., de forma que puedR medirse la cantidad total
de deformacibn pl~stica. Adem~s, se puede registrar la
39
segunda fase, que marca la plena polimerizacibn y
fraglizacibn antes de que comience la descomposicibn. La
forma de la curva del ensayo de deformacibn en caliente
est~ estrechamente relacionada con el comportamiento real
de la cáscara curada en la práctica. La cantidad y tipo
de resina, e:·~ am i na, cera y estearato también est¿:¡n
relacionados estrechamente con la curva del ensayo.
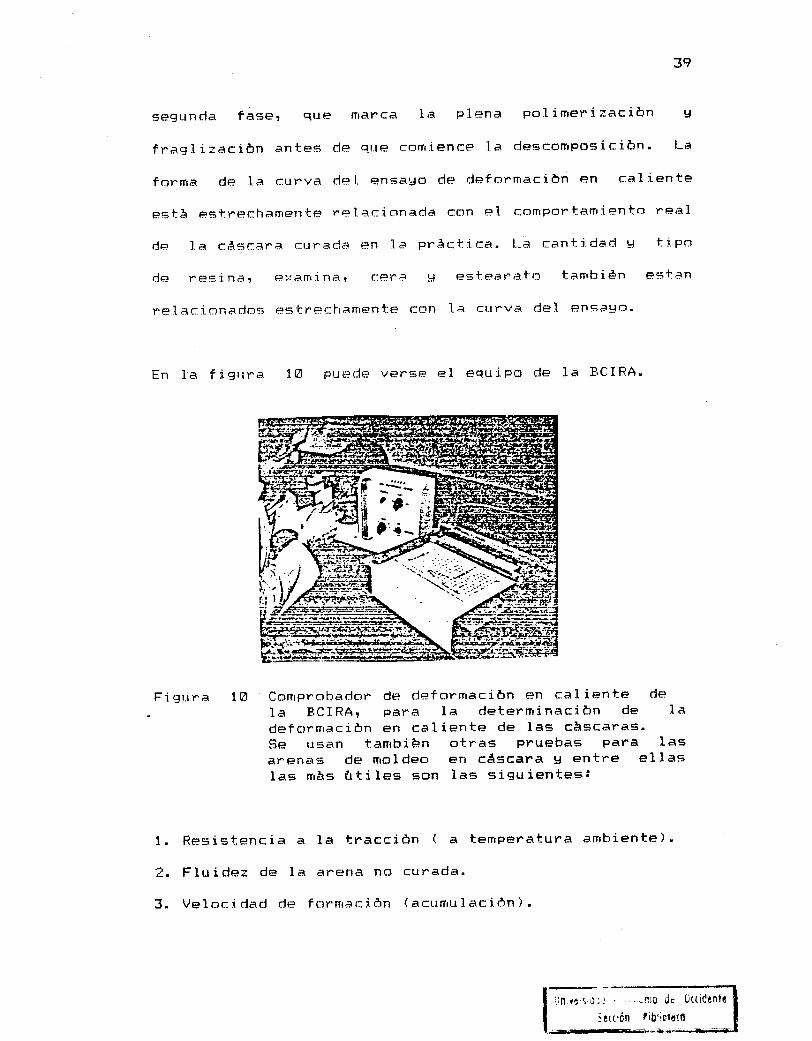
En la figura
Figura l(ll
10 puede verse el equipo de la BCIRA.
Comprobador de deformacibn en caliente de la BCIRA, para la determinacibn de la deformacibn en caliente de las c~scaras. Se usan tambi~n otras pruebas para las arenas de moldeo en cáscara y entre ellas las m~s ~tiles son las siguientes:
1. Resistencia a la tracción ( a temperatura ambiente).
2. Fluidez de la arena no curada.
3. Velocidad de formación (acumulación).
I t:n,e,s,d:, . ,.ma de UtlÍCente S ewón '¡b';otefO
- ......-- ... ----~ ..... ,... ~ -
40
4. Espesor'de la investidura.
5. Tendencia al desconchado.
6. Resistencia al agrietamiento.
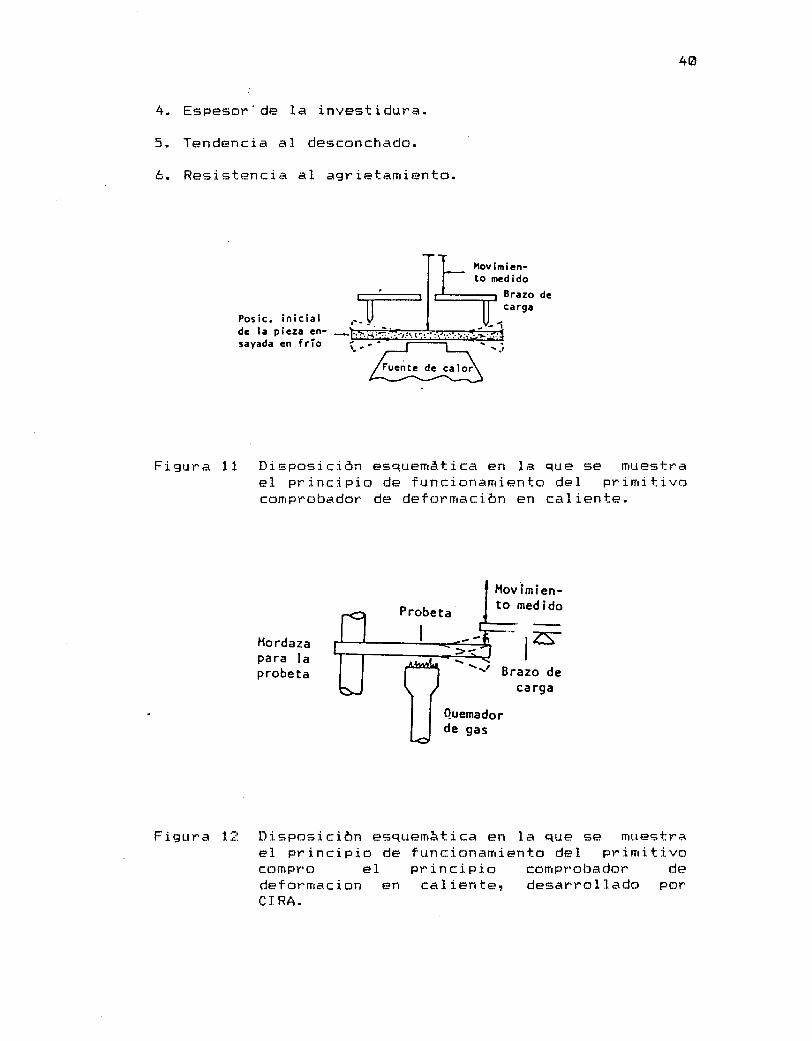
Figura 11
Poslc. inicial de la pieza ensayada en frío
J ~~7:~:~ C:;:;:==:::::J1 B r a zo de
,~!. U, ... carga _ ... , - ', ........ :~.;. "l.:'" {-~ •• : ........ : .• ,:.; . ~ ... :
... -~.' ,~
Disposición esquemática en la que se muestra el principio de funcionamiento del primitivo comprobador de deformacibn en caliente.
Mordaza para la probeta
Probeta
Movimiento medido
,- zs-I
Brazo de carga
Quemador de gas
Figura 12 Disposicibn esquem~tica en la que se muestra el principio de funcionamiento del primitivo compro el principio comprobador de deformacion en caliente, desarrollado por eIRA.

4. DISENO DIMENSIONES Y CONSTRUCCION
DE LA MAQUINA SHELL MOLDING
4.1 PLACA MODELO - SUPERIOR.
El modelo seleccionado para realizarle el molde en
c~scara es un impulsor con las siguientes
características:
Peso del modelo en madera = 150 gr
Se seleccionb aluminio para la fundicibn de la placa
modelo que es el m~s f~cil de trabajar, y se va a
utilizar para series cortas es decir laboratorio,
la capacidad calorlfica del aluminio es menor a la de
otros metales y su coeficiente de expansión es menor.
Se calcula el peso del rotor en aluminio teniendo en
cuenta los siguientes datos:
3 densidad madera = 0.5 gr/cm
densidad Al -- 2.72 gr/cm 3 3 3
cm /lpul = 0.10 Lb/pulg
3 3 x 1 /467gr x (2.54)
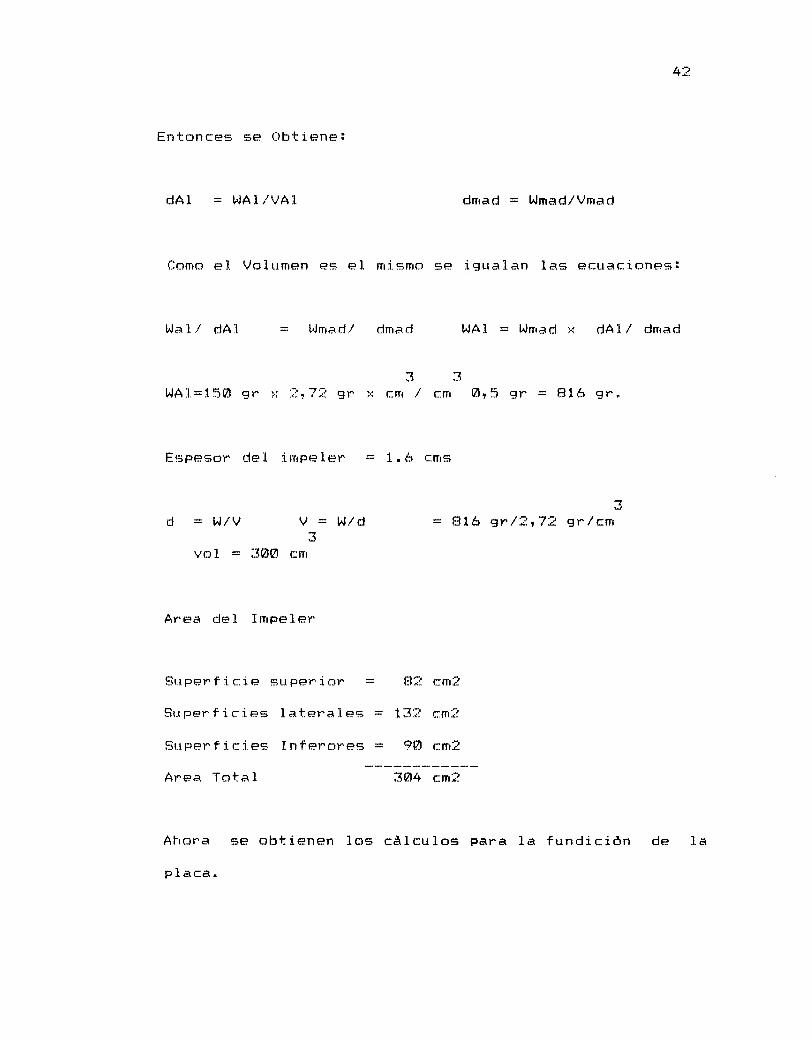
Entonces se Obtiene:
dAl = WAl/VAl dmad = Wmad/Vmad
Como el Volumen es el mismo se igualan las ecuaciones:
Wal! dAl = Wmad/ dmad WAl = Wmad ~ dAl/ dmad
3 3 WAl=15~ gr x 2,72 gr x cm / cm ~,5 gr = 816 gr.
Espesor del impeler = 1.6 cms
d = W/V V = W/d 3
vol = 30~ cm
Area del Impeler
Superficie superior
Superficies laterales
Superficies Inferores
Area Total
= 816 gr/2,72 gr/cm
= 82 cm2
= 132 cm2
= 90 cm2
304 cm2
3
Ahora se obtienen los cAlculas para la fundición de la
placa.
43
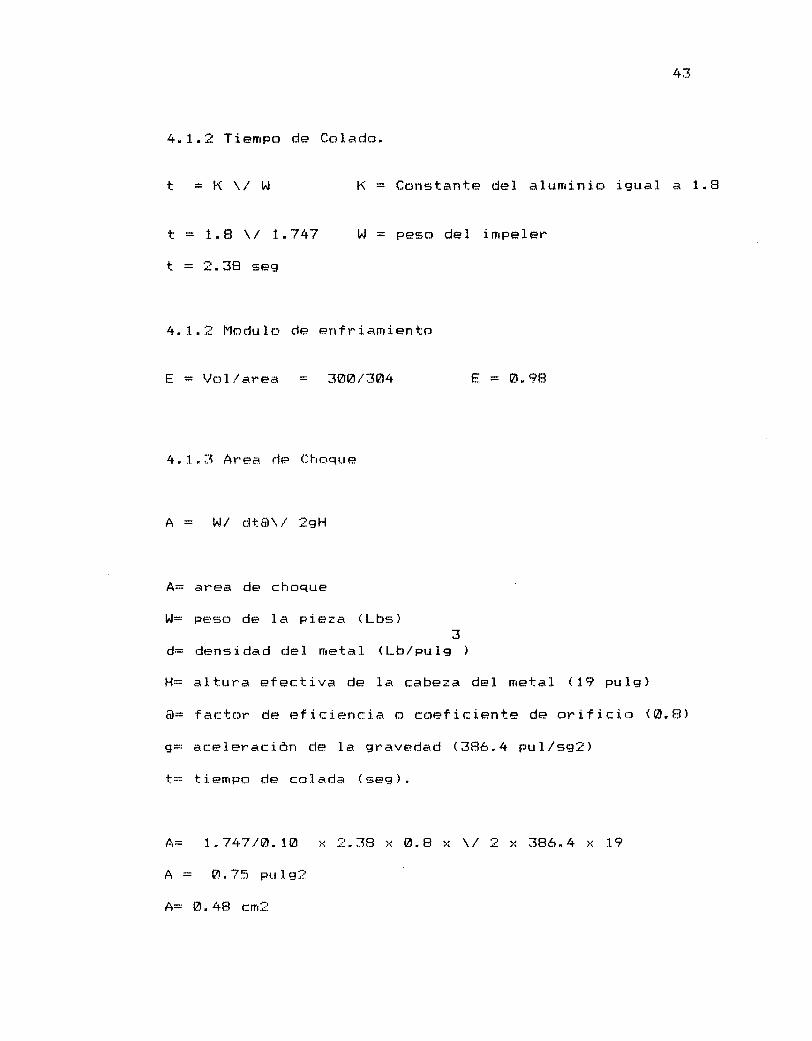
4.1.2 Tiempo de Colado.
t = K \/ W K = Constante del aluminio igual a 1.8
t = 1.8 \/ 1.747 W = peso del impeler
t = 2.38 seg
4.1.2 Modulo de enfriamiento
E = Vol/area = 300/304
4.1.3 Area de Choque
A = W/ dt@\/ 2gH
A= area de choque
w= peso de la pieza (Lbs) 3
d= densidad del metal (Lb/pulg )
E = 0.98
H= altura efectiva de la cabeza del metal (19 pulg)
@= factor de eficiencia o coeficiente de orificio (0.8)
g= aceleración de la gravedad (386.4 pul/sg2)
t= tiempo de colada (seg).
A= 1.747/0.10 x 2.38 A 0.8 x \/ 2 x 386.4 x 19
A = 0.75 pulg2
A= 0.48 cm2

44
4. 1.4 C~lculo del diametro de choque
A = .". d 14 d= 4A/.". = 4 >: 0.23/.".
d = 0.31 pulg
d = 0.78 cms 8 mm
De acuerdo al libro PRINCIPLES OF METAL CASTING el área
de entrada en 2 h (A= ~rea de choque). Por lo tanto el
área de entrada para 0.15 pulg2 y el diametro será 0.44
pulg = 1.1 cm, se tomo 142 mm para seguridad de entrada.
4.1.5 Dimensiones de la placa modelo. Se inicio un
dimensionamiento de la placa modelo teniendo en cuent.a
que est.a máquina se ut.ilizará para complement.ar los
laboratorios de fundición se determinó medidas de 250 x
250 mm y un espesor de 13 mm.
La distribución de los botadores van de acuerdo a la
forma de la pieza y se pueden observar con sus
dimensiones en el plano 035, se calcularon 17 botadores
o eyectores.
Se colocaron 3 guias para ayudar que las t.apas cazen
correctamént.e, se ut.ilizaron pines de 5/16" >: 314 u
at.ornillados a la placa modelo y redondeandoles la cabeza
para evit.ar que la cáscara se pegue.
45
En cada esquina de esta se perforaron agujeros roscados
de 0 19mm con < 45 y 0 interior de 8 mm, para atornillar
a una base de platina de 1/4" x 5" que servir~ de estufa
para el calentamiento de la placa modelo.
4.1.6. Placa - Modelo - Inferior
La placa inferior ser~ hecha en fundicibn de aluminio con
las mismas dimensiones de la placa modelo superior 250 " A
250 mm.
Se le calcularon 11 eyectores por su planitud.
4.1.7 Sistema de Eyectores. Se escogieron tornillos con
cabeza avellanada de 1/4" x 4" después de la cabeza se
situb una arandela que evitar~ el contacta entre la placa
y el resorte que ayudar~ a salir los expulsares; el
resorte tiene un diametro interior 1/2" x 4 pulg de
larga. Se comprimir~n 1 pulg cuando se accionen.
Una placa de l~mina de 1/8 har~ subir los eyectores y
esta a su vez ser~ accionada por un gato hidr~ulico de 1
1/2 ton (es la capacidad m~s baja en el comercio) de
capacidad; a la valvula del gato se le acondicionó un eje
para facilitar su manejo y la palanca de accionar el gato
se acondicionó para disminuir recorrida de esta, el gato
46
se posicionar~ sobre una mesa construida en l~mina de
1/8" y con soportes en ~ngulo de 1/8" x 1 1/2".
4.1.8 Sistema de Seguridad entre Placa y Estructura,
Cuando los eyectores se accionen se levantarlan la placa
modelo con la estufa por lo tanto se debe colocar un
sistema que amarre de estas a la estructura. Consiste en
un sistema deslizante de ajuste accionados por resortes.
Ver plano 040.
4.1.9 Eje de Bisagra de Placa. La placa estara agarrada
por unas platinas a un eje que a su vez estar~ soldado a
la tolva por medio de una platina en forma de Z por lo
tanto al realizarse el movimiento este eje sera solidario
con la tolva. Las dim~nsiones de este eje se observan en
el plano 039.
4.1.:1.0 Agarradera de Placa. Para posicionar la placa
sobre la tolva se le coJ.ocar~ agarradera cuyas
dimensiones y detalles se pueden observar en el plano
(2)36.
4.2 TOLVA
Es el recipiente que contendra la preparación de la arena

47
con la resina para la elaboracibn de la c~scara.
Material Seleccionado. L~mina de 1/8" espesor para las
partes laterales ya que se requiere fuerte para que
soporte bien el eje que se le soldará para el sistema de
volteo.
Lámina de 1/16" curvada para que la arena tenga buen
deslizamiento.
4.2.1 Dimensionamiento. Con base en datos experimentales
se calculb que la capacidad de la tolva serIa de
aproximadamente 10 kilos con la cual se pueden fabricar
al rededor de 10 cáscaras.
La forma que se puede observar en el plano 033 se
escogib para ayudar que la arena resbale facilmente para
hacer el contacto con la placa modelo.
Para realizar el volteo de la tolva se calculb un mu~on
asl:
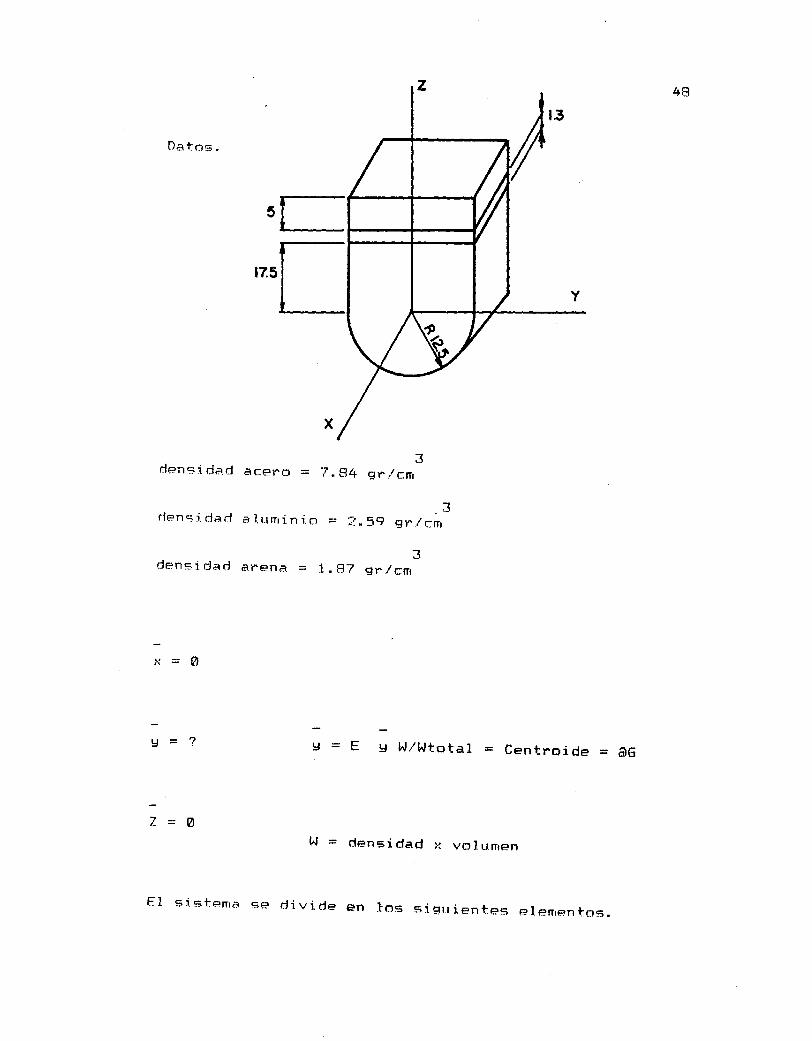
4.2.2 Centro de Gravedad. Para situar el munon se
calcular~ el centro de gravedad del sistema que va a
voltear; tolva, placa, modelo y estufa.
z 48
1.3
Datos.
y
3 densidad acero = 7.84 gr/cm
densidad aluminio = 2.59 gr/cm :3
3 densidad arena = 1.87 gr/cm
x = (2)
y = ? y = E y W/Wtotal = Centroide = @G
Z = (2)
W = densidad x volumen
El sistema se divide en los siguientes elementos.
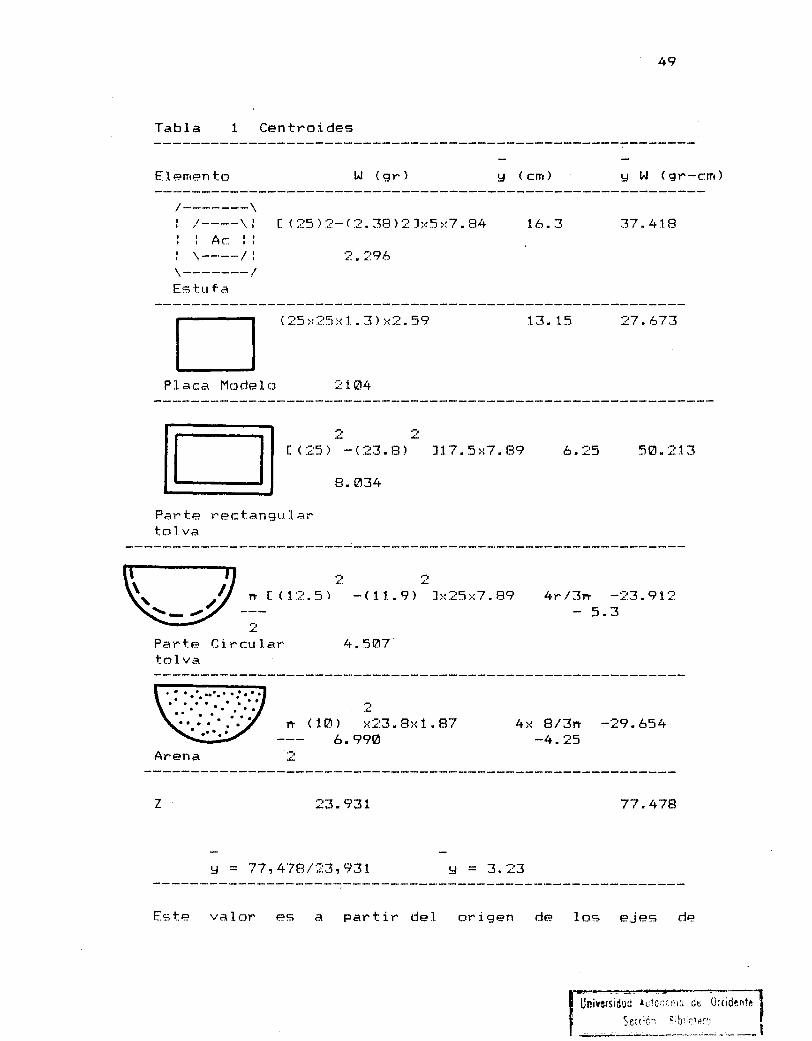
Tabla 1 Centroides
Elemento W (gr)
/-------\ /----\: [(25)2-(:2.38)2JxSx7.84 : Ac !: \----/:
\-------/
Estufa.
D Placa Modelo
2.296
(25x:25xl.3)x2.59
2104
49
y (cm) y W (gr-crr.)
16.3 37.418
13. 15 27.673
D [(25) -(23.8) J17.5x7.89 6.25 50.213
Parte rectangular tolva
8.034
.-, .<..
n- [ ( 1. :2. 5 ) - ( 11 . 9) J>: 25 :.: 7. 89
Parte Circular tolva
Arena
z
4.'5(2)7
n- (10) x23.8xl.87 6.99121
.-.
.<..
23.931
4r/3n- -23.912 - 5.3
4x 8/3n- -29.654 -4.25
77.478
y = 77,478/23,931 y = 3.23
Este valor es a partir del origen de los ejes de
Universldud .utG¡~,nIQ. rlt U((i~ , Swión qJ!rl<l[IJ .- .• ,
. .. ~_~ __ .. ___ , ___ .1
50
coordenadas entonces desde el fondo serla: 12.5 + 3.23 =
15.7 A16 cm est~ localizado el centro de gravedad.
El peso total del sistema es de 24 kilos.
Para dar margen de seguridad se realizarán cálculos con
un peso de 30 kilos.
4.2.3 Cálculo del eje Tolva. Teniendo en cuenta que será
fijo realizará giro de 180 sobre un buje de un eje
bronce, además será máquina de laboratorio es decir
tendrá poco uso entonces se calculará por resistencia
estática su diametro y luego se verificará. Material
seleccionado Acero 1040 calibrado.
Su = 67 - 80 Kg/mm2 Esfuerzo ~ltimo a tensibn.
Se selecciona 70 Kg/mm2
Sy = 50 Kg/mm2 Resistencia afluencia.
Alargamiento 10%
HBN = 180 Dureza Brinell
Composicibn qulmica:
e = 0.37 - 0.44

51
Mn = 0.6121 121.9121
SITIa;·: = 121.5121
Si = 121.3121 - 121.45
PITIa ;.( = 121. 1214121
W = 3121 kg Peso del sistema
L = 5 pul Longitud seleccionada de acuerdo al tama~o de
la maquina.
A cada lado de la tolva se colocará un eje por lo tanto
cada uno soportara un peso de 15 kg.
4.2.4· Calculo por resi.stencia estatica.
W/2
t ~I
Figura 13 Diagrama de cuerpo libre.
Sad _'o - .... Sc;l.d = Md/Z = Sy/Fs
Md = Momento flector de dise~o
Z = momento resistente axial de inercia
Fs = factor de seguridad = 2.45 hallado en la table 14.2

Tomo II Diseflo elemento de m~quinas del Dr.
Caicedo.
Sad = resistencia admisible del material
Sy = hallado en cat~logo = 70.000 Lb/pulg2
El momento se va a producir sobre el apoyo entonces:
Md = W x Lo
Lo = Longitud entre inicio eje y apoyo = 1/4"
Md = 15 kg x 1/4pulg x 22 U/1kg = 8.25 Lb - pulg 3
Z = n d /32
52
Jorge
Se despeja el diametro del eje con la siguiente ecuación
3 3 Z = MD Fs/Sy = d /32 => d = 32Md Fs/" Sy
3 d = \/ 32 x 8.25 x 2.45/" x 70.000 = 0.14 pulg
Relacionando este diametro conel tamano de la mAquina se
selecciona mayor y normalizado igual a 1 pulg
los esfuerzos seran:
Sad = Sy = 70.000 = 28.571 Lb/pulg2
Fs 2.45
53
Md " d Z = ------ Z = --------
Z 32
3 3 n-( 1) Z = 0.098 pulg
Z = ------3·-:' ~
s = 8.25/0.049 = 168.4 Lb/pulg2
Se cumple que S < Sad por 10 tanto estamos seguros
que este eje no fallará por resistencia estática.
4.2.5 Sistema de Cierre. Cuando la placa modelo se
coloca sobre la tolva; se realizar~ giro del conjunto de
18121 por lo tanto requiere de un sistema de cierre
entre las dos, se le soldarán 2 chapalines.
4.2.6 Manivela. Para realizar el giro se requiere de una
manivela la cual consistir~ en una manzana que contendr~
3 ejes equidistan.
4.2.6.1 Cálculos Longit~d de Ejes. Datos.
W = 30 kilos peso que girará
d = 19.1 mm
f = 3 kilos fuerza que ejerce el operario
u = 0.2 coeficiente de rozamiento entre acero y bronce.
54
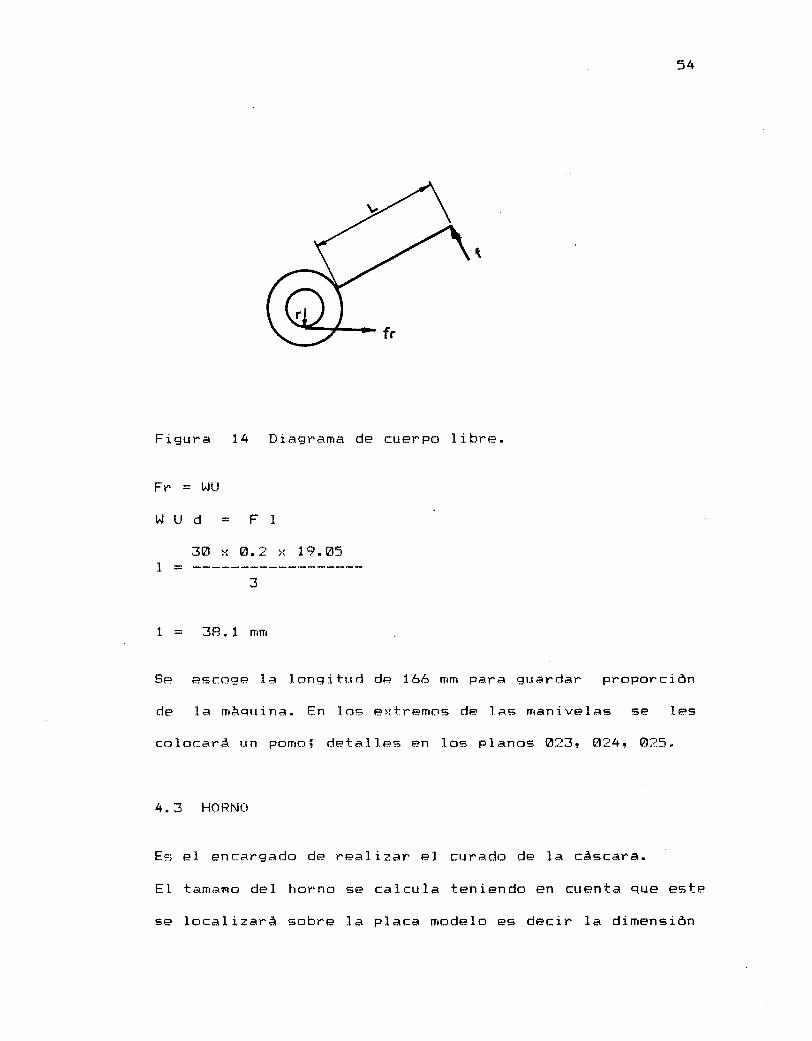
Figura 14 Diagrama de cuerpo libre.
Fr = WU
W U d = F 1
30 x 0.2 x 19.05 1 = ------------------
3
1 = 38.1 mm
Se escoge la longitud de 166 mm para guardar proporción
de la m~quina. En los extremos de las manivelas se les
colocará un pomo; detalles en los planos 023, 024, 025.
4.3 HORNO
Es el encargado de realizar el curado de la cáscara.
El tama~o del horno se calcula teniendo en cuenta que este
se localizará sobre la placa modelo es decir la dimensión

55
de la base interior ser~n de 251 x 251 mm; la altura a
que debe quedar los quemadores de 63.5 mm y una capa de
refractario de 30 mm; por lo tanto su dimensionamiento
general se puede observar en el plano No. 014.
4.3.1 Construcción. Material Seleccionado.
Lámina calibre 14 para los laterales ya que se soldar~
sobre esta los ejes que soportar~n los quiadores del
movimiento.
Lámina calibre 16 para el cuerpo perforación de agujeros
que servir~n de ventilación con 0 1 pulg.
Por dentro del horno se colocan tubos de 1 1/2" de
longitud a estos agujeros para evitar que se taponen con
el refractario.
4.3.2 C~lculo de Ejes del horno. Se calcula por
resistencia estática ya que en su movimiento barre un
¡ngulo de aproximadamente 80 grados.
Datos.
W - 26 kilos, peso del horno con refractario.
Material seleccionado Acero 10 40 calibrado.
Sy = 50 kg/mm2 Resistencia afluencia

56
L = 50 mm; longitud del eje
A cada lado del horno se colocará un eje por lo tanto
cado uno soportara un peso de 6kg.
W/2 50 mm.
R
L.
Figura 15 Diagrama de cuerpo libre
s = Sad => Sad Md Sy = ----- = -----
z Fs
Md = momento flector de diseflo
Z = momento resistente axial de inercia.
Li = 3 mm buje de separación
Fs = 2.45 factor de seguridad hallado en la tabla No.
14.2 tomo II Diseflo elementos de m.quinas del doctor
Jorge Caicedo.
Sad = Resistencia admisible del material.
2 Sy = 70.0~0 Lb/pulg hallado en catálogo.
El momento se va a producir cuando el horno este en
posición vertical sobre la localización del quiador.
57
Md = W >: Li
Md = 13 kg x 3 mm x 2.2Lbs x l.pulg
1 kg 25,4 mm
M = 3.4 Lb - pulg
3 nd
Z = 3·-' .o::.
3 32 Md Fs
d = ----------n Sy
3 32>: 3.4 ).: 2.45 d = 0.1 pulg d = -----------------
n >: 70.(ZI0(Z1
Se selecciona eje de 3/4" para conservar la
proporcionalidad de la m~quina.
4.3.3 Sistema de movimiento. Para posicionar el horno
sobre la placa modelo se requiere de unas barras guias
que ayudaran a realizar el movimiento. (ver figura 16).

4.3.4
o It)
C~lculo de la barra Guiadora
o
58
00
250 medidos: mm.
Figura 16 Posiciones del horno
2 L = (310) + (250)
L = 1 .600
L = 400 mm
Material seleccionado platina de 1/2" x 1" con refuerzo
de platina en los extremos ver plano No. 020.
4.3.4 Cálculo Eje Soporte de rotación del horno. Sobre
este eje van a estar apo~ados los quiadores del horno por
lo tanto estar~ sometido a cortadura.
Material seleccionado Acero 10 40
s~ = 50 kg/mm2 Resistencia afluencia
W = 26 kilos peso del horno con refractario.
L = 420 mm. Longitud del eje.
59
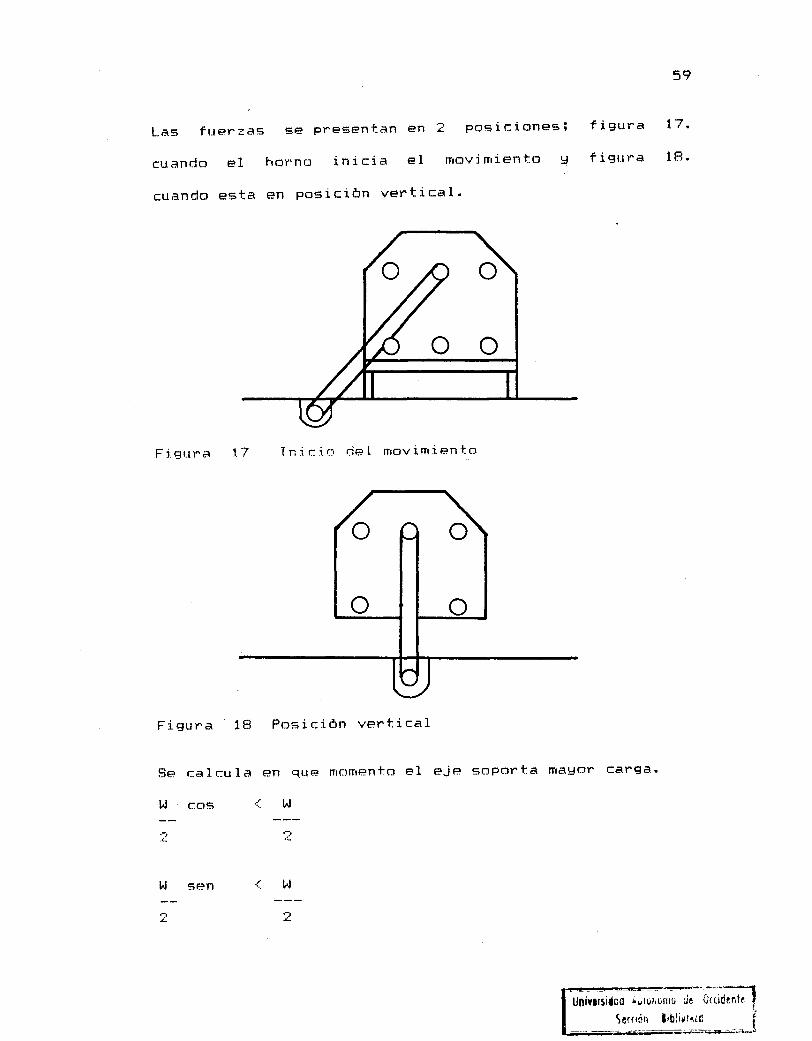
Las fuerzas se presentan en 2 posiciones; figura 17.
cuando el horno inicia el movimiento Y figura 18.
cuando esta en posicibn vertical.
o
Figura 1 ..., . I Inicio del movimiento
o o
Figura 18 Posición vertical
Se calcula en que momento el eje soporta mayor carga.
w c::os -< W
'-J ~J L. .,:-
W sen < W
.-;. 2 ....
t U~i~.rsi.:a=:lur,ufl\u de ·O(cidente 1 Sewól1 ,jb!i~t~lCl ~ L. ____ ~ ______ ~~---~~!

6121
w cos es'm~ximo cuando cos Ó = 1 Ó = 9121
En la posición de la figura 18 se encuentra la m¿xima
carga.
W/2 W/2
R.
Figura 19 Diagrama de cuerpo libre.
W Rl = R 2 =
2
W/2 T = ----- = Tad
A
T = Esfuerzo cortante
A = area que resiste la fuerza cortante
Tad = esfuerzo admisible en cortante.
Tad 0.5 Sad = 0.5 Sy
Fs
Fs = 2.45 factor de seguridad
61
Tad = 0.5 x 50 Kg/mm -------------- = 10.20 kg/mrn
2.45
W/2 ::? W Tad = ------ d =-----
n d2 nTad
4
2 >~ 13 d = 0.9 mm d = --------
n- ;.: 10.20
Se selecciona eje con diametro de 3/4"
13 2 T = ------- = 0.045 kg/mm
n (19.1>
4
Se cumple que T < Tad
Para evitar que el quiador se salga de los ejes se le
colocar~ bujes de acero 1010 con 0int de 3/4" y con rosca
de 1/4" para pr j. s ionero.
La soldadura utilizada en 6013 con 60.000 psi de
resistencia en los planos queda especificada la soldadura
de cada pieza.
Se colocarán al frente de la máquina una agarraderas al
hOl"no para dirigirlo en su movimiento rotacional. Ver
plano No. 015 donde se observan m~s detalles del horno.
4.4 ESTRUCTURA
Teniendo dimensionado tolva, placa y horno se daran
medidas a la base que sostendra el conjunto; se
seleccionb angula de 1 1/2" x 1/8". Sus calculas se
hicieron sobre plano de acuerdo a la posicibn de cada
sistema; ver plano 001, la soldura queda especificada
en el plano.
4.5 SISTEMA TERMICO
La maquina se acondicionara con un sistema de
calefacción con estufa y horno alimentada por gas
propano que calentaran homogéneamente y a temperatura
constante la placa con el objeto de lograr cascaras del
mismo espesor y que sean reproducibles en un tiempo
deteminado.
Como ya se conocen las dimensiones del horno se procede
a determinar el volamen que ocupara el refractario
sabiendo que el espesor sera de 30 mm. y que el
refractario es concrax 1.300 clase B.
Datos obtenidos de "Erecos" Empresa de refractarios
colombianos S.A.

63
Clasificacibn ICONTEC N-B14 ASTM C-401.
Análisis quimico (Base Calcinada)%
Al 0 38.0 ~} ..:.. 3
Si IZI 44.0 ~} Lo
F 0 5.0 e2 3
Ti 0 2.5 ~}
.Lo
Ca0 9.5
Mg0 0.5
Alcalis 0.4
3 Densidad aparente ASTM C-134 gr/cm 2. 1 ICONTEC N-706,
ASTM C-24 grados centigrados 1.398.
M.xima temperatura de servicio recomendada ICONTEC
N-814 grados centrigrados 1.320
M.ximo tama~o de grano mm 10
Agua de preparacibn 135
ICONTEC N-988, ASTM C-860
CC de agua/kg de material 145.
El horno se asume de forma rectangular

Figura 20 Dimensiones del horno
u = (LH x A x H (L :·:A >:H H H Hr Hr Hr
Donde:
L = Largo del horno H
A = Ancho del horno H
H = Altura del horno H
L = Ancho del horno con refractario Hr
H = Altura del horno con refractario Hr
v = (340 x 340 x 250 ) - (280 x 280 x 220)
6 3 V = 11 x 10 mm
3 v = 11.652 cm
64

65
Conociendo el volumen se aplica la siguiente formula
para conocer el peso del refractario.
w = U;·: d
v = Volumen -3 3
d = densidad e-' .L. 1 >, 10 kg/cm
W = peso :3 -3 3
t,.J = 11.,":!5? cm ~.~ . -. .. ::. . 1 >! 10 kg/cm = 25 kg .
El siguiente paso es calcular la transmisión de calor,
el analisis se basa en la formula para superficies
planas calientes que da el doctor R. Schneider de
Fiberglas.
( A (t - t
= 1 ~, ______ _ ___ L ___ _
e L 1 lj
( + -----
f K
( 2
Q = flujo de calor Btu/pie hora
2 A = Area con la que se considera flujo de calor (1pie )
t = temperatura interior 1
t: = ~)
~ ..
t = s
temperatura exterior
temperatura superficial (se asume 122 grados F.)

66
L = Espesor del refractario ( l. 18 pu 1 g)
K = conductividad térmica de la temperatura media
f = conductancia de la pelicula de aire (1.46 tabla de
fiberglas)
tm = temperatura media
t + t 1 s 412HZ) + 122
tm = ---------- = ------------- = 261 grados F. 2
K = 0.27 a temperatura de 261 grados F. hallado en el
libro hornos metálicos de D.A .. Diomidovski
1 ( 4(2)(7) - 77) Q =
1. 18 + 1
0.3 1.46
Q = 70 Btu
2 pie hr
La pérdida de calor por resistencia de la pelicula de
aire es igual a la caida de temperatura a través de la
perllcula de aire.
1 = 0.68
1..46
T = 70 x 0.68 = 48 grados F.
67
A esta temperatura se suma la temperatura ambiente.
48 + 77 = 124 grados F.
La temperatura de 124 grados F. est~ a una diferencia
mayor de 2 grados del estimado inicial y no cambiar~
apreciablemente la respuesta de tal manera que no hay
necesidad de recalcular nuevamente.
La estufa estar~ aprovisionada por un tubo galvanizado
que hari las veces de quemador; controlar~ la
temperatura un termostato provisto de una termocupla que
mantendr~ la temperatura aproximadamente 350 grados
centígrados. En el plano 053 se puede observar los
duetos de gas del horno y la estufa.

CONCLUSIONES
La máquina funcionO cumpliendo el
de versatilidad y economía.
objetivo previsto
La placa modelo es intercambiable dependiendo de la
pieza requerida.
Las cáscaras que se obtuvieron en la prueba fueron de
buena calidad.
El espesor de la cáscara depende del tiempo que
permanezca en contacto la placa modelo con la arena.
La Shell Molding es un prototipo que una vez
construido mostró que se debla mejorar:
a. Sistema de amarre de la placa modelo.
b. El sistema de calefaccibn, ya que la tuberla del gas
se colocb muy alta.
GLOSARIO
CURADO. Quemado para endurecer la c~scara.
CHAPALIN. Hoja o l~mina de metal.
EYECTOR. Dispositivo para lanzar alguna cosa fuera de
una maquina o artefacto.
IMPULSOR. Producir movimiento
PLACA MODELO. Sistema que contiene la forma de la
pieza deseada.
SHELL MOLDING. moldeo en c~scara
TOLVA. Recipiente
1 u. n. ivelsl-a~íl ~~,u;;om1. de (Jedoenta
Seccion Ilbliot~(11 _ _==== --- - :z --- --

BIBLIOGRAFIA
FLIMM, Joseph. FABRICACIONES METALICAS SIN ARRANQUE DE
VIRUTA. 1965. Ediciones Urmo Espartero, 10 - Bilbao
A. Biedermann w L. M. Hassekieff. FUNDICION DEL HIERRO Y
DEL ACERO. 1973 Ingenieros José Montesó Editor.
CAYCEDO, Jorge. DISENO DE ELEMENTOS DE MAQUINAS TOMOS 1-
11-111, Teoria w practica.
del Valle
Cali 1986. Universidad
COLCIENCIAS. LA FUNDICION EN COLOMBIA
Editora Guadalupe Ltda.
Bogota 1970,
R. PITTS, Donald Ph.D. TRANSFERENCIA DE CALOR. Serie de
Compendios Shaum Bogot~ 1981. B Editorial Mc-Graw
Hill,
TEMPLAR, B.J. MOLDEO EN CASCARA. INTERNATIONAL MECHANITE
METAL COMPANY LTD. Espafla 1980.
ANEXOS
ANEXO 1 Cartas Tecnológicas, hojas de procesos y
planos para construcción.
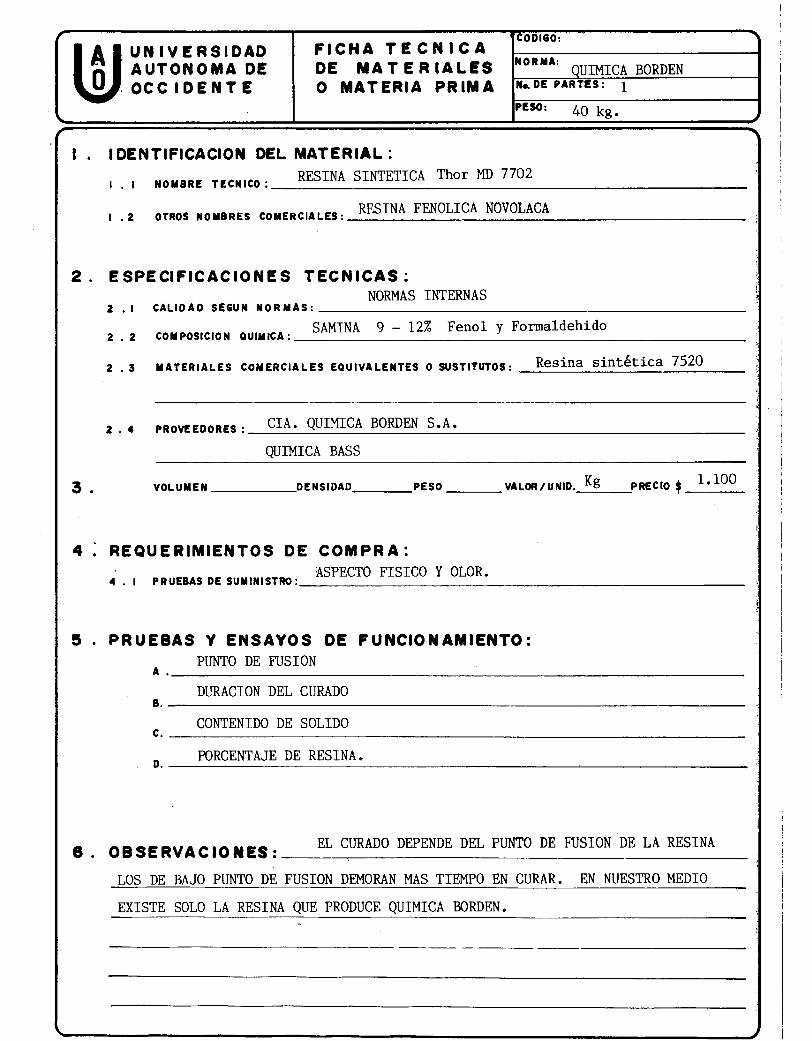
FICHA TECNICA CODIGO: W UNIVERSIDAD O AUTONOMA DE DE MATERIALES NORMA: QUIMICA BORDEN
, oec I DE N TE O MATERIA PRIMA .... DE PARTES: 1 PESO: 40 kg.
I • I DENTIFICACION DEL MATERIAL:
NOMBRE TECNICO: RESINA SINTETICA Thor MD 7702
I , I
I ,2 OTROS NOMBRES COMERCIALES: RESINA FENOLICA NOVOLACA
2. E S P E el F I e A e ION E S TECNICAS: NORMAS INTERNAS
2 • I CALIDAD SEGUN NOR MAS:
2 . 2 COMPOSICION QUIMICA: SAMINA 9 - 12% Fenol y Formaldehido
2 . 3 MATERIALES COMERCIALES EQUIVALENTES O SUSTITUTOS: Resina sintética 7520
2 ... PROVEEDORES : CIA. QUIMICA BORDEN S.A.
QUIMICA BASS
3. VOLUMEN DENSIDAD PESO VALOR/UNID. Kg PRECIO * 1.100
. 4 . REQUERIMIENTOS DE COMPRA:
... I PRUEBAS DE SUMINISTRO: ASPECTO FISICO y OLOR.
e. PRUEBAS y ENSAYOS DE FUNCIONAMIENTO: PUNTO DE FUSION
A •
DURACION DEL CURADO B.
CONTENIDO DE SOLIDO c.
D. -PORCENTAJE DE RESINA.
8. OBSERVACIONES: EL CURADO DEPENDE DEL PUNTO DE FUSION DE LA RESINA
LOS DE BAJO PUNTO DE FUSION DEMORAN MAS TIEMPO EN CURAR. EN NUESTRO MEDIO
EXISTE SOLO LA RESINA QUE PRODUCE QUIMICA BORDEN. -
~-------
;
, \ ¡
;
"
¡
,
,
;
i !
-COD1501
W UNIVERSIDAD ."
AUTONOMA DE FICHA TECNICA MORMA: ICONTEC
OCCIDENTE DE M .. DE PARTES: 1
PRODUCTOS PfSOI 3 kg
I . IDENTIFICACION:
I : I NOMSR E TECNICO: MOLDE EN CASCAP~
I • 2 DESCRIPCION GENERAL DE APLICACIONES Y UTlL lOAD EH LA ENPRE SA: PARA COLAR EL
METAL LIQUIDO Y OBTENER LA PIEZA REQUERIDA
-I .:5 ASPECTOS FISICOS 1M PORTANTES ,ACONPARAR ESQUEMA DE CONJUNTO);
I • 4 ASPECTOS QUIM ICOS IMPORTANTES' COMPOSICION QUIMICA):
I • S DIMENSIONES: 25 x 25 mm • ..
.
2 .. ANA LISIS DE LAS CONDICIONES DE FUNCIONAMIENTO:
2 : I ESFUERZOS IMPORTANTES A QUE ESTA SOMETIDO: TERMICOS
2. 2 TEMPERATURA DE TRABAJO: 600 - 1600QC -
3. PRUEBAS Y ENSAYOS DE FUNCIONAMI ENTO:
:5 " I CLASE DE ENSAYOS: RESISTENCIA A LA TRACCION EN CALIENTE, PERMEABILIDAD, ..
DUREZA SUPERFICIAL. - --_.-
4.-=: REFORMAS POSIBLES: -
". I DE DISEÑO: DE ACUERDO A LA PIEZA REQUERIDA. .. _---
4 • 2 DE FABRICACION:
5. OBScRVl\CIONES: ~S -MOLDES PUEDEN AlliACENARSE CASI INDEFINIDAMENTE,
SIENPRE y CUANDO LA ZONA DE AIMACENAMIENTO SE HALLE MODERADAHENTE CALIENTE
y SECA. . ----- -_.-
-._--_.--- ----- --- .---
---- - -- -----~- - ---- - ------ _.~ --- - --- _.-
, ----_ .. ------ ---- .- -- '---~ .. - - ~- -- -- - ._- --- ._ - __ .~ ____ - - .0 ••• _ •• --
...
~
~-----------------------,-------------------------------,----------------------NORMA: UN IVERSlDAD AUTONOMA DE OCCIDENTE
1. IDENTIFICACION:
F I C HA DE
TECNICA PIEZAS
CANTIDAD:
PESO:
l. I NOMBRES: ___ BAR~_9U~AD_0~~ _______________________________ _
1.2 APLICACION y FUNCIONES EN EL PRODUCTO: Guiar el movimiento rotacioné}l. del
horno para posecionarse sobre la placa-modelo. ____ o ••• _______ • __ ~ _____________________ _
I .1 ASPECTOS DEL MATERIAL:
_ TIPO DE MATERIAL : Acero Ai Si 1020
- COMPOSICION OUIMICA; O,2C, 0.6 Mn, 0.04P, 0.3 Si, 0,06 S
- PARA FABRICAR [] PIEZA TERMINADA D IMPORTADA SI D NO fi] - MEDIDAS EN BRUTO 400 x 25.4 UNIDAD DE MEDIDA mm. --------
MEDIDAS FIN'ALES: 400 x 25.4
- DENSIDAD 7.8 gr/cm3 DUREZA DE SUMINISTRO 180HBN DUREZA FINAL 180HBN
- TRATAMIENTO TER MICO : ___ N_o_r_e_q~u_i_e_r_e _________________ _
- MATERIALES EQUIVALENTES: _A_i_S_l_·_l_0_l_0 ___________________________ _
- PROVEEDORES DEL MATERIAL" A: Distribuidores de aceros
1: José Javier Palomino
2. ANA LISIS DE LAS CONDICIONES DE FUNCIONAMIENTO: 2. I ESFUERZOS 1M PORTA NTES: Pandeo
2.2 ESFUERZOS DE TRABAJO: Ser capaz de soportar horno
2.1 'RADO DE HUMEDA: ninguna
2.4 CONDICIONES .SPECIALES~ No sufra pandeo
3. PRUEBAS Y ENSAYOS DE FUNCIONAMIENTO Y DE CALIDAD: 1.1 CLASES DI USAYO: Ninguno -------------------------
1"' CONDICIONES LIMITES O CRITICAS DE FUNCIONAMIENTO: ___ N_l_"n-=:g,,-u_n_a _______ _
---------------------------------------
4. REFORMAS POSIBLES: 4_1 DE DISEio: Colocar buje de bronce
---------4"' DE FAIRICACION :_o_t_r_o_IDa_t_er_l_" a_l ____________________________ _
!S. OBSERVACIONES: Buena lubricación para que haya facil movimien~o. ___ _
----------------------------------------- -------
-------------------- ------- - - ---
-------
------------------------ -
-----
W UNIVERSIDAD NORMA:
F IC HA TECNICA 35-035
O AUTONOMA DE CANTIDAD: 1 DE PIEZAS OCCIDENTE PESO:
2,3 kg:
lo IDENTIFICACION: l. I N OIlBRES : Placa modelo parte superior
1.2 APLICACION y FUNCIONES EN EL PRODUCTO: Producir la cáscara con la forma de la
2ieza deseada.
I .5 ASPECTO~ O€L MATERIAL:
TIPO DE IIATERIAL : Fundición de aluminio.
· · COIIPOSICION QUIMICA; 99% Al.
~ O SIO NO rn . · PARA FABRICAR PIEZA TERMINADA IIIPORTADA
· IIEDIDAS EN BRUTO 250.5 x 250.5 UNIDAD DE MEDIDA IIDTI •
IIEDIDAS F IN'ALES: 250 x 250 x 1.3
· DENSIDAD 2.7- kg/cm3 DUREZA DE SUIIINISTRO xx DUREZA FINAL xx --
· TRATAIIIENTO TERIIICO : No requiere
· IIATER IALES EQUIVALENTES: Hierro gris, Aleaciones Cu - Ni
· PROVEEDORES DEL MATERIAL. A: Aluminios Cali
B: Ferro Aluminios ,.
2. ANALISIS DE LAS CONDICIONES DE FUNCIONAMIENTO: 2. I ESFUERZOS IMPORTANTES: Térmicos
2.2 ESFUERZOS DE TRABAJO: Ser capaz de soportar 31S QC aproximadamente
2.5 IRADO DE HUIIEDA: Ninguna
2.4 CONDICIONES -ESPECIALES: Para 2iezas relativamente 2lanas
5. PRUEBAS Y ENSAYOS DE FUNCIONAMIENTO Y DE CALIDAD:
l. I CLASES DE ENSAYO: Com2robar ángulos de salida
1.2 CONDICIONES LIMITES O CRITICAS DE fUNCIONAMIENTO: la t~mQeratura No debe exceder 315 QC
4. REFORMAS POSIBLES: 4.1 O! DISEÑO: Una 2laca 2ara cada clase de 2ieza
4.2 DE fAlRICACION: puede ser Al aleado o Acero
5. OBSERVACIONES: Puede conformar los contornos de la pieza haciéndose hueco
en las partes más masivas para obtener una temperatura uniforme.
---.--
.-
. -- - . -~ - - _.- - ._- -- ---------- --_ ... - ---, ---
_.-~ .. ~ ---" -- -- .-.-.--- --_._._- - . - -- --- - .-

W UN IVERSIDAD
NORIIA:
F IC H A TECNICA AUTONOMA DE CANTIDAD:
DE PIEZAS 1 OCCIDENTE PESO:
2.2 kg
lo IDENTIFICACION: l. I N OIlBRES : Placa Modelo - Parte inferior
1.2 APLICACION y FUNCIONES EN EL PRODUCTO: Producir la Earte inferior de la cáscara
1.5 ASPECTOS DEL MATERIAL:
- TIPO DE MATERIAL: Fundición de aluminio
- 99% Al - COIIPOSICION QUIMICA:
- PARA FABRICAR [X] PIEZA TERMINADA O IMPORTADA 110 NO lX] - MEDIDAS EN BRUTO 250.5x250.5 UNIDAD DE MEDIDA mm
MEDIDAS FIN'ALES: 250 x 250 x 1.3
- DENSIDAD 2.7 gr/cm3 DUREZA DE SUMINISTRO xx DUREZA FINAL xx --
- TRATAMIENTO TERMICO : Ninguno
- MATER lA LES EQUIVALENTES: Hierro gris t Aleaciones de Cu-Ni
- PROVEEDORES DEL MATERIAL. A: Aluminios Cali
B: Chatarrerías r
2. ANALISIS DE LAS CONDICIONES DE FUNCIONAMIENTO: 2. I ESFUERZOS IMPORTANTES: Térmicos
2.2 ESFUERZOS DE TRABAJO: Ser capaz de soportar 315QC aproximadamente
2.5 'RADO DE HUMEDA: Ninguna
2.4 CONDICIONES ESPECIAL El: . Para {!iezas r~lªtivamente !llanas 5. PRUEBAS Y ENSAYOS DE FUNCIONAMIENTO Y DE CALIDAD:
5.1 CLASES DE UIAYO: Alta calidad superficial y dimensional
5.2 CONDICIONES LIMITES O CRITICAI DE fUNCIONAMIENTO: La temperatura no debe
exceder 315 QC
4. REFORMAS POSIBLES: 4.1 O! DISEÑO: DeEende de la forma de la {!ieza
4.2 DE fAIRICAClOR: Puede ser al Aleado o al acero
5. OBSERVACIONES: El uso del Al aleado deQ~nº~ º~ lª§ condiciones de la
arena! :Qara gue resista la abrasión.
----."------_ . .. _-- .. .. ~.~---- _._-
.. - --.. _---_ .. ----_.- .. - - -- ----_. -- .- .. -
W UNIVERSIDAD \ -"" NOIUIIA:
33 - 033 F IC HA TECNICA ---O AUTONOMA DE CANTIDAD:
DE PIEZAS 1 OCCIDENTE PESO:
8 k~.
lo IDENTIFICACION: l. I N OMaRE' : TOLVA
l. Z APLICACION y FUNCIONES EN EL PRODUCTO: Contener la preEaración de arena y resina para conformar la
, cascara.
---
I .5 ASPECTOS DEL MATERIAL:
· TIPO DE MATERIAL: Láminas calibre 16 y 18
· COMPOSICION QUIMICA; 0,20 C, 0.69 Mn, 0,21 Si, Oz03Pz 0 1 035 S
· PARA FABRICAR O PIEZA TERMINADA O IMPORTADA SIO NO O
· MEDIDAS EN BRUTO 250 x 250 x 300 UNIDAD DE MEDIDA mm
MEDIDAS FIKALES: Idem
· DENSIDAD 7.8 gr/cm3 DUREZA DE SUMINISTRO 230 HBN DUREZA FINAL 230HBN
· TRATAMIENTO TERMICO : No requiere
· MATERIALES EQUIVALENTU: Acero de bajo carbono
· PROVEEDORES DEL MATERIAL. A: José Javier Palomino . : Ferreterías
2. ANA LISIS DE LAS CONDICIONES DE FUNCIONAMIENTO: z. I ESFUERZOS 1M PORT ANTES:
Deformación
Z.2 ESFUERZOS DE TRABAJO: Ambiente
2.1 CiRADO DE HUMEDA: Ninguna
2.4 CONDIC101tES ESPECIALES: Resista el peso de la arena
a. PRUEBAS y ENSAYOS DE FUNCIONAMIENTO Y DE CALIDAD: J.I CLASES DE HUYO: No tiene
J. Z CONDICIONES LIMITES O CRITICA' DE FUNCIONAM lENTO: Ninguna
4. REFORMAS POSIBLES: 4.1 Df DISEio: Esfuerzos para evitar deformaciones
4.2 DE FABRICACION: Con remaches en lugar de soldadura
5. OBSERVACIONES: Soldadura utilizada 6013 de 1/8" con 60.000 Psi de
reisstencia. La Tolva debe tener una altura tal que la distancia entre el --
punto ,
elevado del modelo y la superficie de la mezcla sea de por 10 mas
menos 300 a 350 mm. ---_.- ._-----------"- -- -_. ----- -- ---_.------ - ---
---_ ..
-- ----------- -----
-----.. _--- --_. .... _---.. - _o. _ .. _- _."- ------ - ----- -- -
_. __ .. _--- -_ .. - ---- ---- ------ -----_._--- ---- - - -

W UNIVERSIDAD NORMA:
F IC HA TECNICA --O AUTONOMA DE CANTIDAD:
DE PI EZAS 2 OCCIDENTE PESO:
" 0.48 kg
1. IDENTIFICACION: I . I N OMIRE. : ~jes para soporte de Tolva
1.2 APLICACION y FUNCIONES EN EL PRODUCTO: Resisten el 2eso de la tolva con arena
y ayudan a realizar _&.?:!o de--.!§OQ a esta
I .5 ASPECTOS DEL MATERIAL:
- TIPO DE MATERIAL: Ai Si 1040
- COMPOStCION QUIMICA: 0.37 - 0.44 C, 06-0.9 Mn, 0.3-0.45 Si, 0.04 Pmax.
- PARA FAIRICAR []] PIEZA TERMINADA O IMPORTADA SIO NO [Xl
- MEDIDAS EN BRUTO 1325.4 x 127 UNIDAD DE MEDIDA JIBIl
MEDIDAS FU..-ALES: 1325.1 + 1 x 126.2
- DENSIDAD 7.8 gr/cm3 DUREZA DE SUMINISTRO 180 HBN DUREZA FINAL 180HBN
- TRATAMIENTO TERMICO : Ninguno
- M AfER IALE. EQUIVALENTES: Ai Si 1020 - Ai Si 1030
- PROVEEDORES DEL MATERIAL. A: Aceroscol . : Chatarrerías
2. ANALISIS DE LAS CONDICIONES DE FUNCIONAMIENTO: 2. I ESFUERZOS 1M PORTA NTES: Deformación
2.2 ESFUERZOS DE TRABAJO: Flexión
2.5 'RADO DE HUMEDA: Ningua
2.4 CONDIClONES_ ESPECIALES: Buena lubricación
5. PRUEBAS Y ENSAYOS DE FUNCIONAMIENTO Y DE CALIDAD: 5. I CLASES DI l.IISAYO: Ninguna
J.2 CONDICIONES LIMITES O CRITICAS DE fUNCIONAMIENTO: Ajuste deslizante
4. REFORMAS POSIBLES: 4.1 DI DISElo: con chavetas
4.2 DE fAIRICACIOII: Ai Si 1020 ------~---
5. OBSERVACIONES:
- --- - __ o -- ._---- --- -- ------- .. - _.----
--- .. _--------
-- --- -- -------- ---_.-
---------- ... _- ------~- -----------_ .. - _ ...
-~._------_. ----- - --- .- _._- . .- .- _o. ____ o _. __ " . - -- --._-

W UN IVERSIDAD NO.UIA:
F le HA T E e NI e A AUTONOMA DE CANTIDAD:
DE p I E ZAS 1 OCCIDENTE PESO:
26 K;R
lo IDENTIFICACION: l. I NOMBRES: HORNO
___ o . __ .... --
Realizar el curado de la ,
l. Z APLICACION y FUNCIONES EN EL PRODUCTO: cascara.
._--.. _. -- ---
I .5 ASPECTOS DEL MATERIAL:
· TIPO DE MATERIAL: Láminas calibre 16 y 18
· COMPOSICION QUIMICA:
· PARA FABRICAR [X] PIEZA TERMINADA O IMPORTADA 510 NO ~ · MEDIDAS EN BRUTO Int: 25 x 25 x 25 UNIDAD DE MEDIDA cms.
MED IDAS F UULES: Ext! 34 x ·34 x 25 ..
- 7.8 gr/cm3 180 HBN 1,,8.QHBN · DENSIDAD DUREZA DE SUM INISTRO DUREZA FINAL
· TRATAMIENTO TERMICO : No requjere
· MATERIALES EQUIVALENTES: ---- -_.-
· PROVEEDORES DEL MATERIAL. A: .IOAA .Ia:y:j er Pa10minQ . : Ferreterías
2. ANALISIS DE LAS CONDICIONES DE FUNCIONAMIENTO: z. I ESFUERZOS IMPORTANTES: Desgarramiento.
l. l ESFUERZOS DE TRABAJO: Térmicos.
l.S CiRADO DE HUMEOA: Ninguno
l.4 CONDICIONES ESPECIALES:
3. PRUEBAS Y ENSAYOS DE FUNCIONAMIENTO Y DE CALIDAD: 5. , CLASES O! r.IISAYO: Calcular caída de tem:Qeratura
5. l CONDICIONES LIMITES O CRITICAS DE FUNCIONAIUEIITO: Que la temperatura no exceda .. ---_ ...
de 315 QC. ------~--
4. REFORMAS POSIBLES: 4.1 DE DiSEÑO: Dar otra forma (circular) ---_ .. _---
4.l DE FAIRICACIOII : Con remaches .- -
5. OBSERVACIONES: Refuerzos en los soportes de los ejes para e",itar
desgarramiento debido al peso. Se debe usar refractario monolítico ---_ .. _ .. ------
de carácter ácido. ------- _. __ o
-- -- --- .... - .- -- -~--- - .. o •• _____ ~ --.---_ .. -- --- - -- - ..... - -
-------------- ---_._------" - -- --- -------- .. _----"--
--- -- -- --- --- -- --- ---- " ••• - __ o - - • ___
,..---, --~---- -----.- ---_ .. - -_._-- .-,--_ .. - _. - .. .- - --- - .. -- ----- -
cu'"I,,'nio de C((i~ent. Universidad _. __ o. _. __ o ----- -."- - - . ------ - ... 5ecri6n - iib i\1tew -
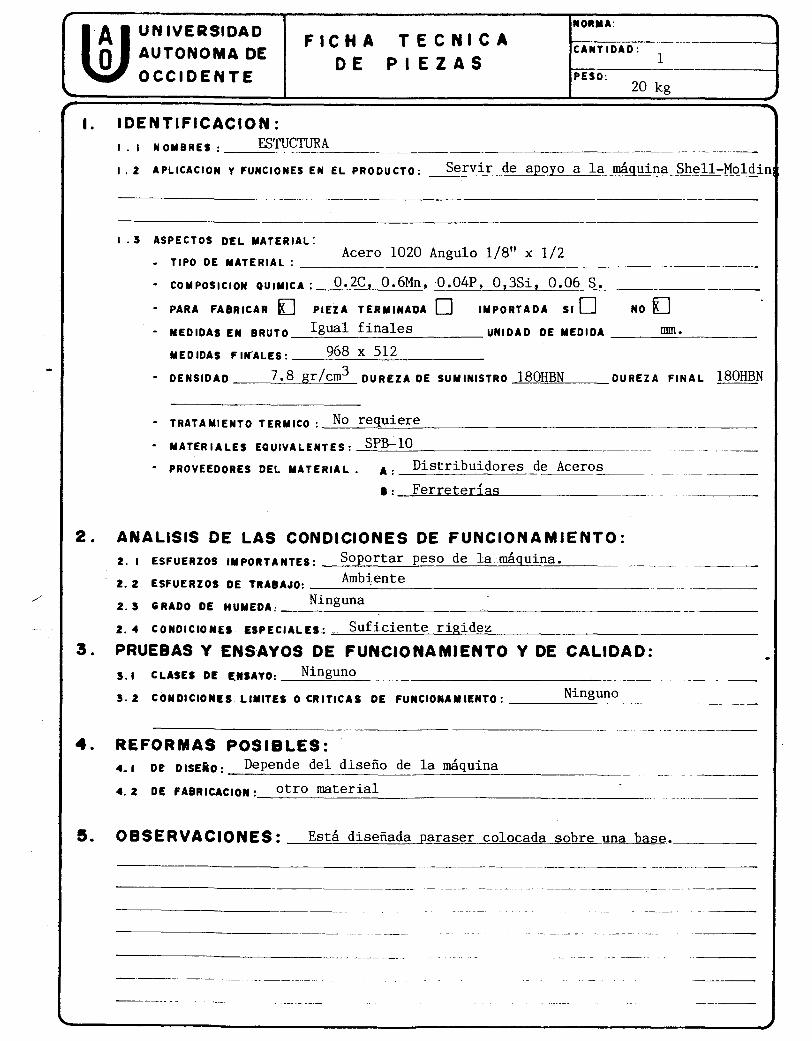
MORM.:
19)A UNIVERSIDAD O AUTONOMA DE
OCCIDENTE
F IC HA DE
TECNICA PIEZAS
t-C"""'.-N T-I-=-D-:-.-D-: -. - - .... ---------1
1 t-P--E-
S-O :---
20 kg
1. IDENTIFICACION: ESTUCTURA I . I NOMBRE': ___ _ ______ 0 ___ 0 ______ 0 ____________ • _0 __ • ___ 0 __ _
1.2 APLICACION y FUNCIONES EN EL PRODUCTO: Servir de apoyo a la máquina Shell-Moldin
-----___ -_0 _____ - ______________________________ _
I .5 ASPECTOS DEL MATERIAL: Acero 1020 Angula 1/8" x 1/2
• TIPO DE MATERIAL: ___________________________ _
• COMPOSICION QUIMICA: 0.2C, 0.6Mn,0.04P, 0,3Si, 0.06 S.
• PARA FABRICAR KJ PIEZA TERMINADA O IMPORTADA 510 NO KJ • MEDIDAS EN BRUTO Igual finales UNIDAD DE MEDIDA mm.
-----~----
MED IDAS F IK"ALES: 968 x 512
• DENSIDAD 7.8 gr/cm3 DUREZA DE SUMINISTRO 180HBN DUREZA FINAL 180HBN
• TRATAMIENTO TERMICO: No requiere ___ ~ ____________________ o
• MATERIALES EQUIVALENTES: ---'-SP--'B=---_l=-O~ ___________________ _
Distribuidores de Aceros A: __________ ~~~~ __ _ • PROVEEDORES DEL MATERIAL. _ ..... _·0 __ -
1: Ferreterías
2. ANALISIS DE LAS CONDICIONES DE FUNCIONAMIENTO: 2. I ESF UERZOS 1M POIIT ANTES: __ S_o~po_r_t_a_r____"p_e_s_'_o_d_'_e_la~m=á::...:g'_'u=i=n=a'_=_. ___ .. __ ._0 __
Ambiente 2.2 ESFUERZOS DE TRABAJO: ______________________ .. _____ _
2.5 GRADO DE HUMEDA: __ N_i_n_g_un_a_~-----~-----------.---.----2. 4 C O NDte 10 NE' ESP ECIAL ES: ~=-S=-u=-h=-' C:::::l::..:· e::..:n~t::.=e::.........::.r-=i;l:\g=i~de""z"'--______________ _
3. PRUEBAS Y ENSAYOS DE FUNCIONAMIENTO Y DE CALIDAD: 5. f CLASES DE DUlO: Ninguno _____________ ~ _____ o _____ _
5.2 CONDICIONES LIMITES O CRITICAS DE FUNCIONAMIENTO: ____ N_i_n_g_un_o __ . __ ...
------_______________________ • __ •• _ __ "0"_' _____ _
4. REFORMAS POSIBLES: 4. f DE D ISEio: Depende del diseño de la máquina
_. 0·· ___ -
4. 2 DE FABRICACION: otro material ------------------------
5. OBSERVACIONES: Está diseñada paraser colocada sobre una base. ------
----------------- -_._-_._----------- ----_._------
----------------- ._--- '-. __ . _._----_._-- ------------_ .. _-------------_._-_ ... - .- ._-- - .. _' - ----------------_. __ ._------_.
--------------_._----- -
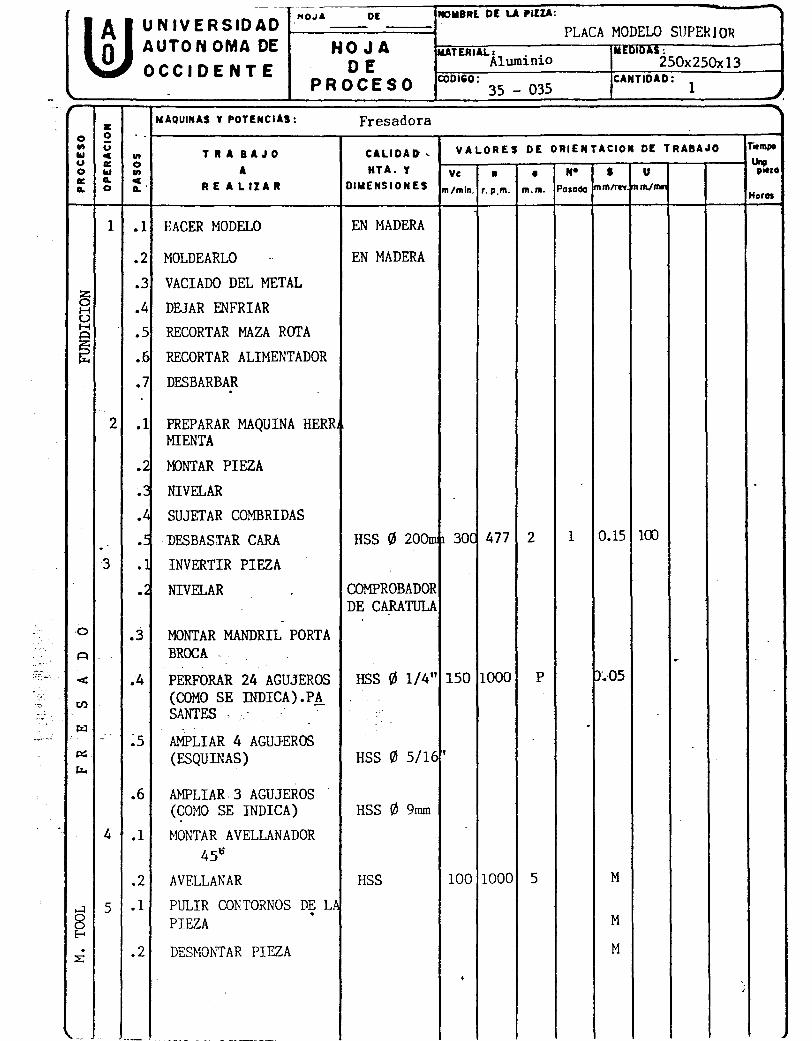
- ----
W UNIVERSIDAD HOJA DI NOMBR( DE LA 'I[lA;
AUTON OMA DE HOJA PLACA MODELO SUPEJ<JO~
i"ATERIAL J • fii -.:
OCCIDENTE DE AluminIO 2s0x2sOx13
PROCESO CODU¡O: CANTIDAD: - 35 - 035 1
~- ~
lE MAOUINAS y POT!NCIAS: Fresadora
o o .. 4It u VALORES DE ORIENTACION DE TRABAJO r_po .., e 4It TitA 8AJO CALIDAD, u a: o ~zo o '" 4It A "TA. Y Ve N- I U a: IL e • • IL o A.' REALIZAIt DIMENSIONES mlmln . r, P."'. Posado Im"'/rt't .~mJm. "' .... Horot
1 .1 HACER MODELO EN MADERA
.2 MOLDEARLO EN MADERA
.3 VACIADO DEL METAL z O .4 DEJAR ENFRIAR H C,) H .5 RECORTAR MAZA RarA
~ .6 RECORTAR ALIMENTADOR
.7 DESBARBAR .
2 .1 PREPARAR MAQUINA HERR MIENTA
.~ l'-K>NTAR PIEZA
.~ NIVELAR
.l SUJETAR COMBRIDAS
.~ 'DESBASTAR CARA HSS ~ 200m 30C 477 2 1 0.15 100 . 3 . INVERTIR PIEZA
. : NIVELAR COMPROBADOR DE CARATIJLA
-O .3 MONTAR MANDRIL PORTA ~ BROCA,
r
-< .4 PERFORAR 24 AGUJEROS HSS ~ 1/4" 150 1000 P b~'05
ti) (COMO SE INDICA).P~ SANTES ' ;,' ~ .
~ .
-~ ~s - AMPLIAR 4 AGUJ·EROS ~
~ (ESQUINAS) HSS 0 5/lé '
.6 AMPLIAR. 3 AGUJEROS (~OMO SE INDICA) HSS 0 9mm
4 .1 MONTAR AVELLANADOR 4Stl
.2 AVELLANAR HSS 100 1000 5 M
H 5 .1 PULIR COl\TORNOS D~ 11 8 PIEZA M E-< . .2 DESMONTAR PIEZA M :.:E:
• , /
,-, "-- ---- ._- - ----
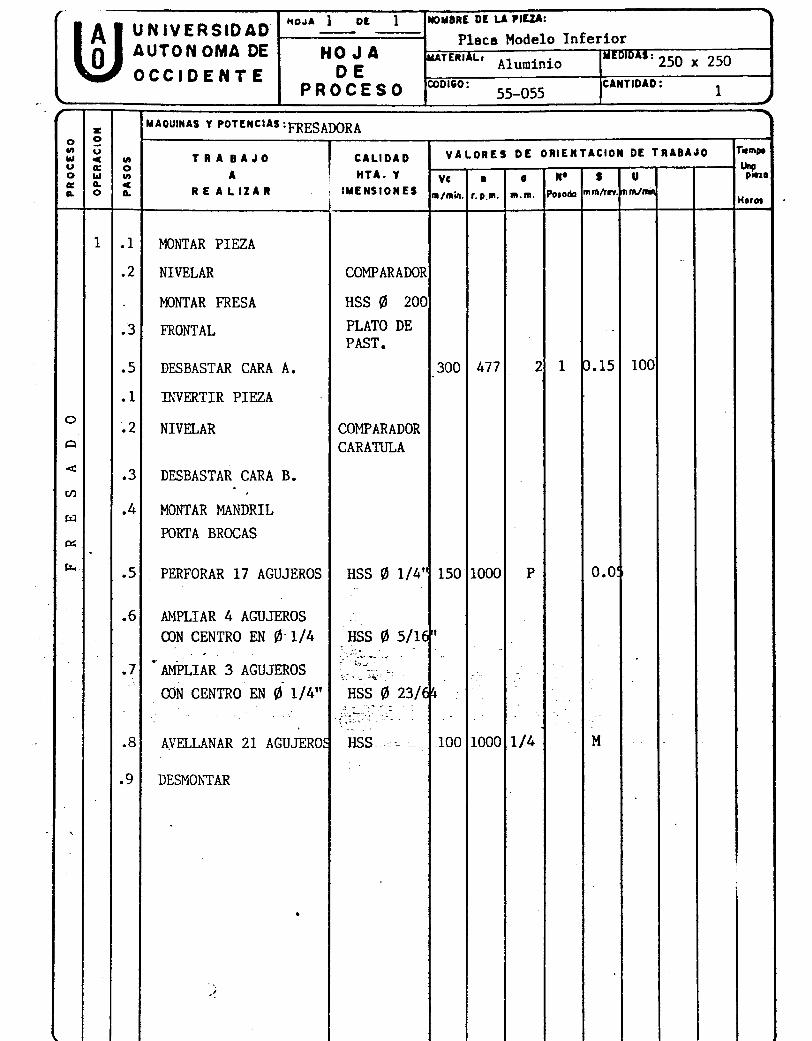
r
tu u N IVERSIDAD "0.1& 1 01: 1 NOMSRE DE LA PI[lA:
- Placa Modelo Inferior AUTON OMA DE HO JA !WATERIAL. ¡MEDIDAS: 250 x
OCCIDENTE DE Aluminio
PROCESO CODI&O: CANTIDAD:
z: o o 1/1 u .... oC u a: o 1&.1 a: Q.
Q. o
1
O
A
-< ti)
~
p::: . ~
55-055
MAQUINAS y ponNCIAS : FRESADORA
1/1 TRABAJO CALIDAD VALOR!S DE ORIENTACION D! TRABAJO o 1/1 e 6.
.1
.2
.3
.5
• 1
.2
.3
• 4
.5
. 6
~
.7
A
REALIZAR
MONTAR PIEZA
NIVELAR
l-DNT AR FRESA
FRONTAL
DESBASTAR CARA A •
lliVERTIR PIEZA
NIVELAR
DESBASTAR CARA B • . . MONTAR MANDRIL PORTA BROCAS
PERFORAR 17 AGUJEROS
AMPLIAR 4 AGUJEROS roN CENTRO EN 0- 1/4
AMPLIAR 3 AGUJEROS -
i
HTA. Y Ve IMENSIONES III/mÍII.
COMPARADOR
HSS 0 200
PLATO DE PAST.
300
COMPARADOR CARATIJLA
HSS 0 1/4' 150 _ .
HSS 0 5/16 t
roN CENTRO EN 0 1/4" HSS 0 23/f ~ .~_. ..~..... :
'.. -- . ~ ' . • 1<. ," ~
• • N· I
r. P.III. lII.m. Po.ocla IIImlm.
477 2 1 0.15
1000 P 0.0
.8 AVELLANAR 21 AGUJERm HSS--- 0-.. ..100 1000 J/4 M
.9 DESMONTAR
.'
U ",mi ...
100
250
1
rlfmPl
~. Horot

W UNIVERSIDAD HOJA 1 DE 1 NOMBRE DE LA PI~:
APOYO PLACA MODELO AUTON OMA DE HOJA MATERIAL:
50.8 OCCIDENTE DE AISI. x 36
PROCESO ooD160: 04-004 CANTIDAD: 2
MAQUINAS y POTENCIAS: TORNO z o o In u TRA BAJO CALIDAD VALORES DE ORIENTACION DE TRABAJO Tillllpo 111 oC In U G: o A HTA. Y %0 o 111 In Ve a o Ne S U G: Q. oC REALIZAR DIMENSIONES ~mlrw. ",mllIIirI o.. o o. III/min. r. p.m. m.m. Pasada
Horas
1 .1 PREPARAR MAQUINA .2 t-K)NTAR Y CENTRAR PIEZA
.3 REFRENTAR HSS 3/8" 70 ~OOO 2 1 01
.4 HACER AGUJERO DE CENTR D HSS # 4 20 500 7 1 M
.5 HACER AGUJERO HSS 0 10 16 509 P. 1 025
.6 AMPLIAR AGUJERO HSS 0 19,05 23 P 1 0.28
O .7 INVERTIR PIEZA ¡::::¡
< ~
2 .1 REFRENTAR HSS 3/8" 70 ~OOO 2 1 01 z p:: .2 DESMONTAR PIEZA O
E-< "3 CORTAR LONGITUD SEGUETA M
DEL EJE SIMETRIA
4 DAR MEDIDAS FINALES LIMA

w U N IV ERSIDAD HOJA 1 DE 1 NOMBRE DE LA PIEZA:
AUTON OMA DE HOJA BASE EYECTORES
OCCIDENTE DE MATERIAL: AISI 1010 ~S:~ 20 x 200
PROCESO CODI&O: 27 - 027 CANTIDAD: 25 ~
MAQUINAS y POTENCIAS: TORNO :.: o o en u TRA BAJO CALIDAD VALORES DE ORIENTACION DE TRABA.lO TIIfIIPO .... e en u a:: o Unp o 11.1 en A HTA. Y Ve • a Ne S U plfta a:: a.. e a.. o a.. REALIZAR DIMENSIONES m/min. r. p.m. m.l'II. Pasada mm/reY. mnl/miII
Horas
1 .1 PREPARAR MAQUINA
.2 M1NTAR MATERIAL
.3 REFRENTAR HSS 3/8" 70 1000 2 1 01
.4 CILINDRAR EXT. HSS 3/8" 70 1000 0.95 1 0.1
2 .1 PERFORAR HSS ~ 3 -16" 15 500 1/4 M
p:: 3 .1 CORTAR LONG. 3/8" HSS 1 1" 16"x 70 1000 C. M
<C
¡:LI 4 .1 MACHUELAR HSS ~ ! NC M
z p::
O
E-<
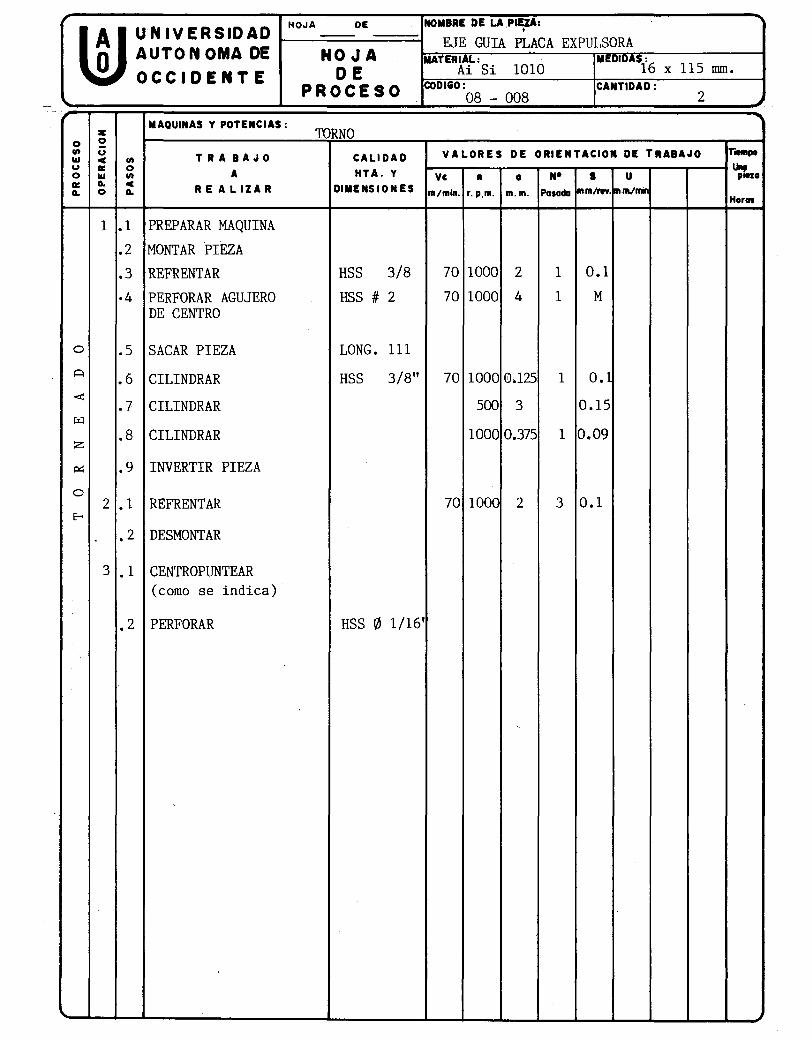
W UNIVERSIDAD HOJA DE NOMBRE DE LA.P~I
AUTON OMA DE HOJA RJE GUIA PLACA EXPULSORA
¡MATERI.A.L: MEDIDAS.:
OCCIDENTE DE Ai Si 1010 16 x 115 mm.
PROCESO CODiCiO: CANTIDAD: 08 008 2
-"
MAQUINAS y POTENCIAS: z TORNO
o o en u TRA BAJO VALORES DE ORIENTACION DE TRABA"O TIIIftPO 1&1 e en CALIDAD u a: o UIIp o 1&1 en A HTA. Y Ve Ne S U a: a. e • o PIIZO
a. o a. REALIZAR DIMENSION ES .. , .. in. r. p.m. m.m. Pasada ~m/I'tY ."'m/rniII HorCII
1 .1 PREPARAR MAQUINA
.2 MONTAR PIEZA
.3 REFRENTAR HSS 3/8 70 1000 2 1 0.1
·4 PERFORAR AGUJERO HSS # 2 70 1000 4 1 M DE CENTRO
O .5 SACAR PIEZA LONG. 111
A .6 CILINDRAR HSS 3/8" 70 1000 @.125 1 0.1 <:
.7 CILINDRAR 500 3 0.15 ~
.8 CILINDRAR 1000 0.375 1 0.09 z
~ .9 INVERTIR PIEZA
O 2 .1 REFRENTAR 70 100C 2 3 0.1
E-<
.2 DESMONTAR
3 • 1 CENTROPUNTEAR (como se indica)
.2 PERFORAR HSS (3 1/16'
'.
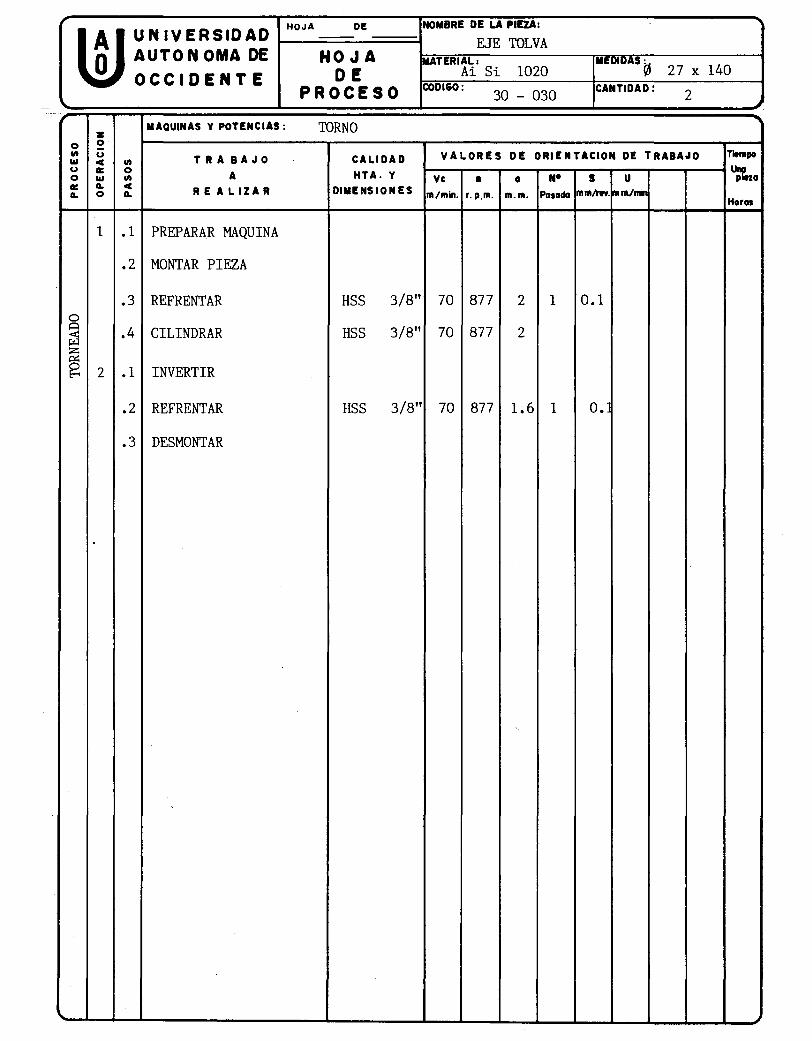
W UNIVERSIDAD HOJA DE NOMBRE DE LA PIEZA:
EJE TOLVA AUTON OMA DE HOJA MATERIAL: MEDIDAS ~
OCCIDENTE DE Ai Si 1020 27 x 140
PROCESO COD160: 30 - 030 CANTIDAD: 2
MAQUINAS y POTENCIAS: TORNO z o o lit u TRA BAJO CALIDAD VALORES DE ORIENTACION DE TRABA.lO r .... 111 e lit u a: o A HTA. Y u:rua o 111 lit Ve • a NO S U a: IL e REALIZAR DIMENSIONES ¡ntlll/rl'f. mili/mil IL o IL III/min. r.p.m. m.lII. Posada
Horas
1 .1 PREPARAR MAQUINA
.2 MONTAR PIEZA
.3 REFRENTAR HSS 3/8" 70 877 2 1 0.1 O A .4 CILINDRAR HSS 3/8" 70 877 2 <: ~ z
~ 2 .1 INVERTIR
.2 REFRENTAR HSS 3/8" 70 877 1.6 1 O.
.3 DESMONTAR
'.
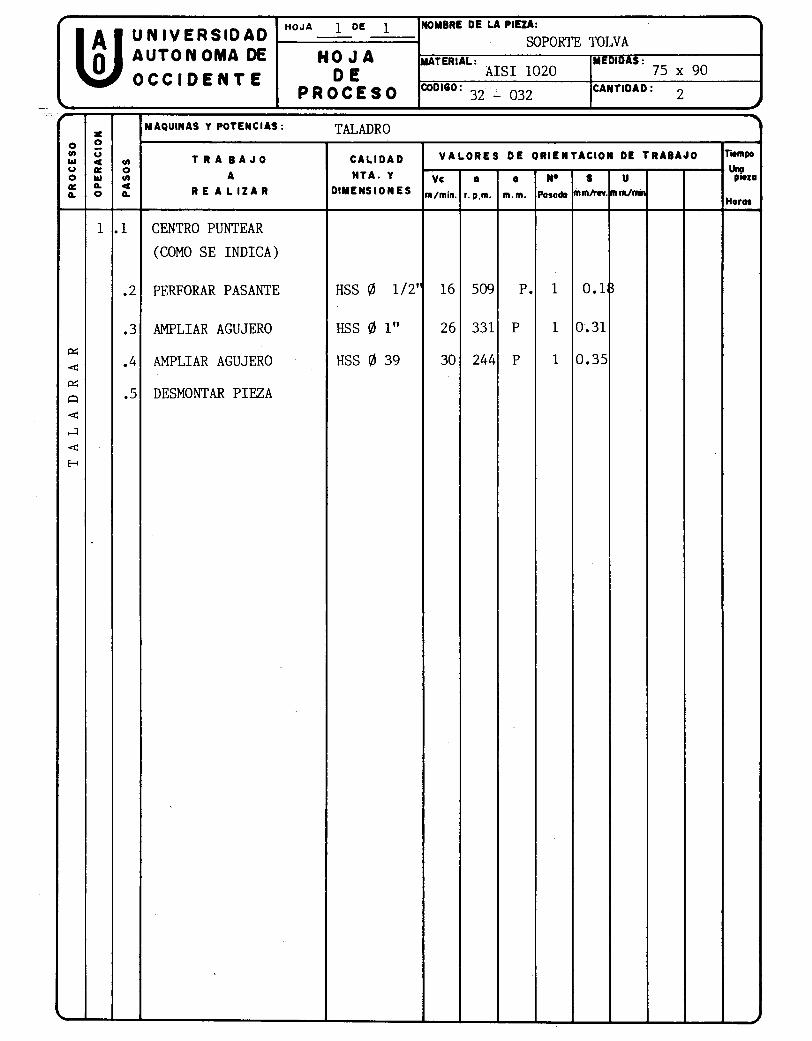
w U N I V E R S ID A D HOJA 1 DE 1 NOMBRE DE LA PIEZA:
SOPORTE TOLVA AUTON OMA DE HOJA jllATERIAL: [MEDIDAS:
OCCIDENTE DE AISI 1020 75 x 90
PROCESO COD160: 32 - 032 CANTIDAD: 2 -
MAQUINAS y POTENCIAS: TALADRO z o o en u TRA BAJO VALORES DE ORIUITACION DE TRABAJO r_po 1&1 e en CALIDAD u IIC o Unp o 1&1 en A HTA. Y Ve Ne S U IIC a. e • • , .. za
a. o a. REALIZAR DIMENSIONES .. / .. in. r.p .... .. .... Pasado ¡mm/reY .~mJ"" Horas
1 .1 CENTRO PUNTEAR
(COMO SE INDICA)
.2 PERFORAR PASANTE HSS 0 1/2' 16 509 P. 1 O.a
.3 AMPLIAR AGUJERO HSS 0 1" 26 331 P 1 0.31 ~
< .4 AMPLIAR AGUJERO HSS 0 39 30 244 P 1 0.35 ~
¡::::) .5 DESMONTAR PIEZA < .....:¡
< E-<

W UNIVERSIDAD HOJA 1 DE 1 NOMBRE DE LA PlEZAI
BUJE SOPORTE • TOLVA AUTON OMA DE HOJA MATERIAL: Mt"D.'DAS:
OCCIDENTE DE BRONCE FOSFORADO ~ 45 x 4.2 PROCESO CODIGO: CANTIDAD: 2
z MAQUINAS y POTENCIAS: TORNO o o lit u
TRA BAJO CALIDAD VALORES DE ORIENTACION DE TRABA.lO T ..... 111 oC lit U a: o ~a o 111 lit A HTA. Y Ve • a ,.. S U a: CL oC REALIZAR DIMENSIONES CL o CL m/min. r.p.m. m.m. Palada ¡mmlrw. _m/min
H •. r.
1 .1 PREPARAR MAQUINA
.2 OONTAR PIEZA
.3 REFRENTAR HSS 1/2" 100 700 2 1 0.3
2 .1 OONT AR MANDRIL PARA BROCAS
.2 HACER AGUJERO HSS # 4 100 lOOO( 7 M
CENTRO
.3 PERFORAR HSS ~ 1/2" 70 1480 P p.22'
.4 AMPLIAR AGUJERO HSS ~ 1"
3 .1 OONT AR BARRA CILINDRO INTERIOR
.2 CILINDRAR INTERIOR HSS 100 700 0.05 1 0.1
.3 SACAR MATERIAL LONG.
.4 COLOCAR CONTRAPUNTO
.5 CILINDRAR EXT. HSS 100 700 0.55 1 0.1
.6 CILINDRAR EXT. LONG. 25 HSS 100 700 2.7'}3, 2 0.1
4 .1 INVERTIR PIEZA
.2 REFRENTAR HSS 100 700 1.5 2 01
.3 DESMONTAR PIEZA

W UNIVERSIDAD O AUTONOMA DE
OCCIDENTE
NOMBRE DE LA PIEZA·
HORNO Tapas laterales Cuerpo
Eje - HORNO (x2)
Buje (x2)
Agarraderas (x2)
Tope de brazos horno (x4)
Barra guiadora (x2)
Refuerzos Barra (x4)
Manipulador del gato
Base del horno
Total .......•..•
=1 ~. '
c:! . /' . - ' .:.,.. . ~·I
,- t
7~ ;- ! ~ ~ \ '-:' i __ .::l.- ~
~; .~ , ~'I ~ (. :;>
~j
CUADRO PARA EL CALCULO DE LA MATERIA PRIMA
TIPO DE MATERIAL
Lámina C14 Lámina C14
AISI 1020
Bronce
Al SI 1020
AISI 1020
Platina 1/2'
Ix1 "
Platina 1/2
AISI 1020
Lámina C18
CODIGO
14-014 15-015
16-016 .
16-016
17-017
19-019
20-020
20-020
22-022
06-006
MEDIDAS EN BRUTO (1ft. 1ft. ,
die b
3.2 340 250 3.2 340 476
19.05 48
6.8 1 5
1139
36 1 1 13
112.7 125'.41400
36 18
12.5 220
1 334 334
VOLUMEN I PESO IPRECIO cm Kg S/Kg
272 2.1 517 .6 4.0
13.7 0.2
2.82 0.04
40.0 0.62
13.2 0.41
129 2.0
18.3
27
111.5
0.57
0.87
1.210 1.210
760
700
760
760
760
760
760
810
COSTO I.V. A IMATERIAL e/o $
513 5.650 488 5.374
17 179
2 17
47 517
32 345
153 1683
44 478
16 176
71 776
52.308 ==========

WUNIVERSIDAD CUADRO PARA EL CALCULO DE LA MATERIA PRIMA O AUTONOMA DE OCCIDENTE
-,
NOMBRE DE LA PIEZA- TIPO DE CODIGO MEDIDAS EN BRUTO (m.m.' VOLUMEN PESO PRECIO I.V. A COSTO MATERIAL
MATERIAL d b I cm 1<0 S/I<O e/o • e
PLACA MODELO SUPERFICIAL Fundición 35-035 13 250 250 830 23 2000 460 5.060 Al
PLACA MODELO INFERIOR Fundición Al 13 250 250 812.5 2.2 2000 440 4.480
ESTRUCTURA (2 ángulos de 6 cm. c/u) Angu10 1/8"x 01-001 3.2 38. 6130 10.6 212 - 449 4.943
1/2" TOLVA Tapas laterales Lámina C14 33-033 3.2 250 250 200 1.56 1.210 189 2.076 Cuerpo Lámina C16 33-033 1.6 250 650 260 2.0 800 160 1.800
Refuerzo superior rámina C12 33-033 6.4 50 1000 3200 2,5 1.430 358 4.000 ~ 1
EJES TOLVA (x2) ÁISI 1020 33-033 25.4 135 68.4 0.5 760 76 836
BUJES SOPORTE TILVA (x2) Bronce fosfo rado 31-031 44.5 37 57.6 0.5 700 70 770
BASE EJE (x2) Chapa 1/4" 32-032 64 6,4 1!20 0.16 1.430 46 506
SOPORTES TOLVA (x2) Platina 1" 32-032 25.q 75 90 171.5 1.3 1.600 208 2.534
Platina 3/8" 10 51 165 84.2 0.7 1.200 84 924
'-

~ ~ y ~ T 8 1..1 6. 5 I 4 3 J 2 I 1
oa.,uo OH' A'
r 245 '"i I"ARTENO 0689 -02.002 112,5
~
7
... C. /1'::: 4 " .. \
Toler.nclas de I IMedId. LIm.:
~ 0,5 b
FecN IHomOr.
PIEZA ® (2x)
• iI I '.
10
r---
Mlterill
CHAPA 1/'- AISI 1010 ANG. 1/4" x 1'1/'-
il3 I I
\ I '.J
3/S"UNC
-..1 C""1
sala
('\7 )
OENOMINACfON 1-1,-· -t-----1"--+--"""1I::~._.._t:l .... :_::_~._::_::"""~,.~. --:.~_:--tl PLACA 'PORTA' GATO 1: 3
1:1
NUMERO DE PLANO:
Ob89- 02 Edlo(Mo4«IUCl6n \ Fec".\Nom ció" br. CLIENTE
FORMA :1-07 5 3 2 1

y ~ ~ ~ T B " 7 6 S I 1. I 3 2 j 1
IPARTE No. 0689 -03.003
r~ A O
~-~ ~
'-r ~ -f------ 1-~ A : 1/2'"' (2x)
~---- liS" ~2 x) \tl ~ N
W A
'" (V)
To",a"c~. cM M.t4lf'i.l1 MectlClla Littre:
BARRA .1" AISI 1010/1020 ! 0,5
Fecha Nombre OENOMINACION Eoula
¡O.seM 891011 N. de---S: GUIA DE SEGURO PLACA 1 : 1 Dibujó B'3XHU Guerra ~pr0b6
NUMERO DE PLANO: CAU-COLOMSIA 0689 -03 I
Lo aQui contenido es "rople- I
Edi· MOdifiución Nom dad intelectual reservada, a Fecha menos que e.p,esemente se CLIENTE ! clón bre
a~orice 5U 1150. ,
• -T - . ~
7 s 4 3
•
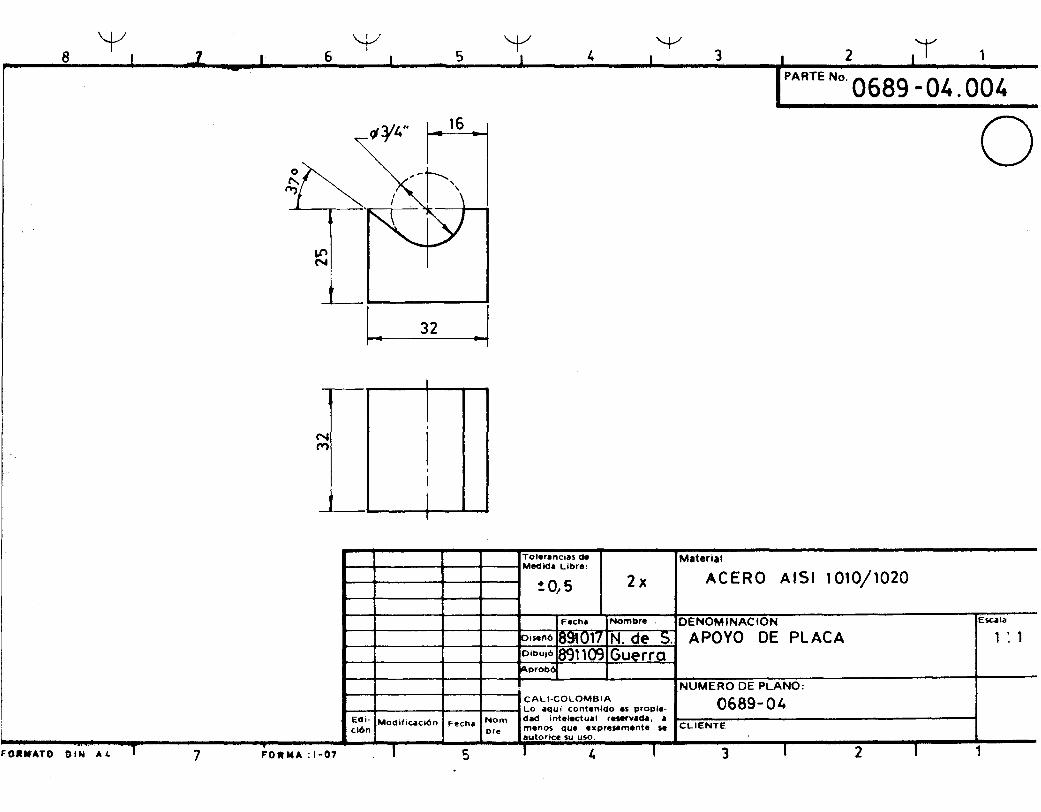
8 "-j-/
1
7
6
1,.0 N
N ...., 1"")
~ 5
'-V 4
'V 3 2 ,1
PARTE No. 0689 -04.004
<":V'" 16 o
~. 32 • j
Toler.ncias de Material Medid. Libre:
!O,5 2x ACERO AISI 1010/1020
Fech. Nombre OENOMINACION ESCilla
loise/16 1891017 rt'f. de ~. APOYO DE PLACA 1 : 1 Dibujó 1891109 Guerra IAprob~
NUMERO DE PLANO: CALI-COLOMBIA 0689-0' LO Iqui contenláo es proPia-
Edi- Moditiución Nom dad Intelectull reseNI~, .. clén
Fechl menos que expreSllmente se CLIENTE IHe
eutorice su uso. - -. ~
5 4 3 2

"-V "---V Y '-V '1 8 I 1 6 J._ 5 _ I _'-- ._ L_ _ ~ 2 I 1
r--- --- - -
FORMATO OIN A 4 l' 7 FO R M A : 1-07
¡.., 50 [2"] _1 TRTE No 0689 -05.005 = =
o U)
1 r4
'
1--
-r--+-
J-- -#- -+----L ~ "V/ --.1 1.J~
1--
,es «-:
TolerancIas de I 'Medida Libre:
Material
PLETINA Y4" X 2" AISI 1010 :!: 1 2x
DENOMINACION +:-::,.....-:-::--+,,--,-----::-1 I =l 1:' se 0'\6 OREJA DE GIRO HORNO
Dibuió
IApr~ NUMERO DE PLANO:
CALI-COLOMBIA 0689-05 I I Lo aquí contenido es propie-
dad intelectual reservada, a t----~--------------------------------------------------~ menos Que expresamente se CLIENTE
Edi- IModiflcación ción
Fecha Nom bre
autorice su uso.
O
Escala
1: 1
1 5 1 1. I 3 I 2 I 1
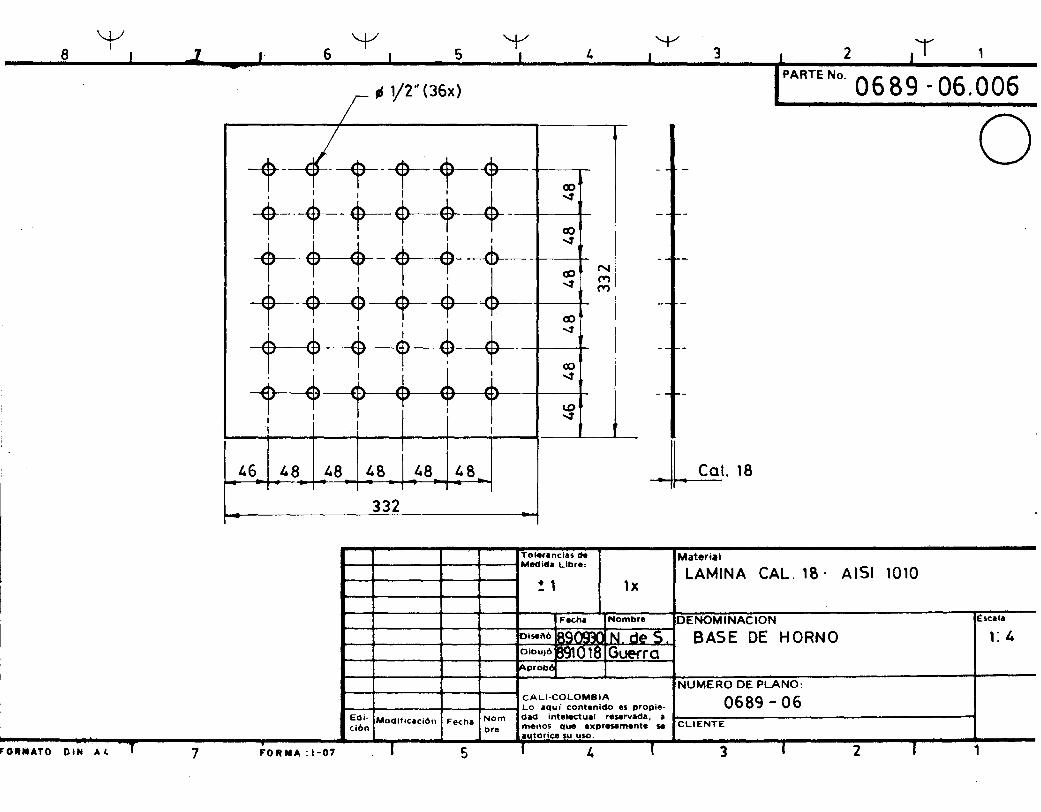
B "+" '+" ~ 'f/ T I J.. ,,6 5 _~ _____ 4 1___ ~ 1 2 , 1
FO."'UO OIN ,. L 7
f6 V2" (36x) (PARTE No. 0689 _ -06.006
--t-~~-t-t-- ! I O ++-t-+--+-+ ----+----I
t-H-H--4-+-t--t-+ --+-+--4--+--1 t-4 ++~-+----+--I ~ I + $ ,
, !~ , , ~ 46 .. 1.48 .. 1~48.1 :8. 1",48.j:8 --k. le
332
Material
LAMINA CAL. 18, AISI tOlO Tolerancias de
I IMedlda Libre:
! 1 1x
I l techa lNombre IDENOMINACION ...... --. ... ,. BASE DE HORNO
NUMERO DE PLANO: CAU-COLOM8IA 0689 - 06 I I Lo aquí contenIdO es propie· dad inte~ual res.rvada, a t~~~~~--------------------------------------------~ menos que expresamente s. CLIENTE
Edi· IModific.ción ción
Fecha ,Nom b,e
autorice su uso.
E5Ula
1: 4
FORMA :1-01 5 4 3 2 1

"--Y' "'-f/ '--Y '-Y l' B I J. 1 6 S I 4 3 1 2 1 1
240 'PARTENO·0689-07.007 ! ~.. -
V~ I
~ r "1" 1 1I O 72 96
O."ATO OIN AL
~13/32W (4x)
O m
O ~
7
L I -f+.L.-
'1"" . ~~ ~\ Ji ~
Soldar. J
4,l-
l2º-'--- -
-\ ~
" V ~ f¡I
o o ex) ~ , .- N
Á ~ ~ -~ ~ '"
I
-------O I
M 1
180 -
Tolerancl .. cM I 'Medida Libre:
Materia'
! 0,5 lx CHAPA ACERO AISI 1010
Fecha I Nombre IOENOMINACION
• Fil'~!"':!I!.:· ,,,. -" '1 PLACA DEL GATO
NUMERO DE PLANO:
0689-07 I I LO aQui contenido es prople-
Gad InteHKtual reservada, a t~~~~~--------------------------------------------~ menos QUe expresamente se CLIENTE Edi- IModlflcación clÓn
Fecha Nom bre
a",torlce su uso. .
('V )
E s<:a la
1:3
FORMA:I-01 S 4 3 2 1
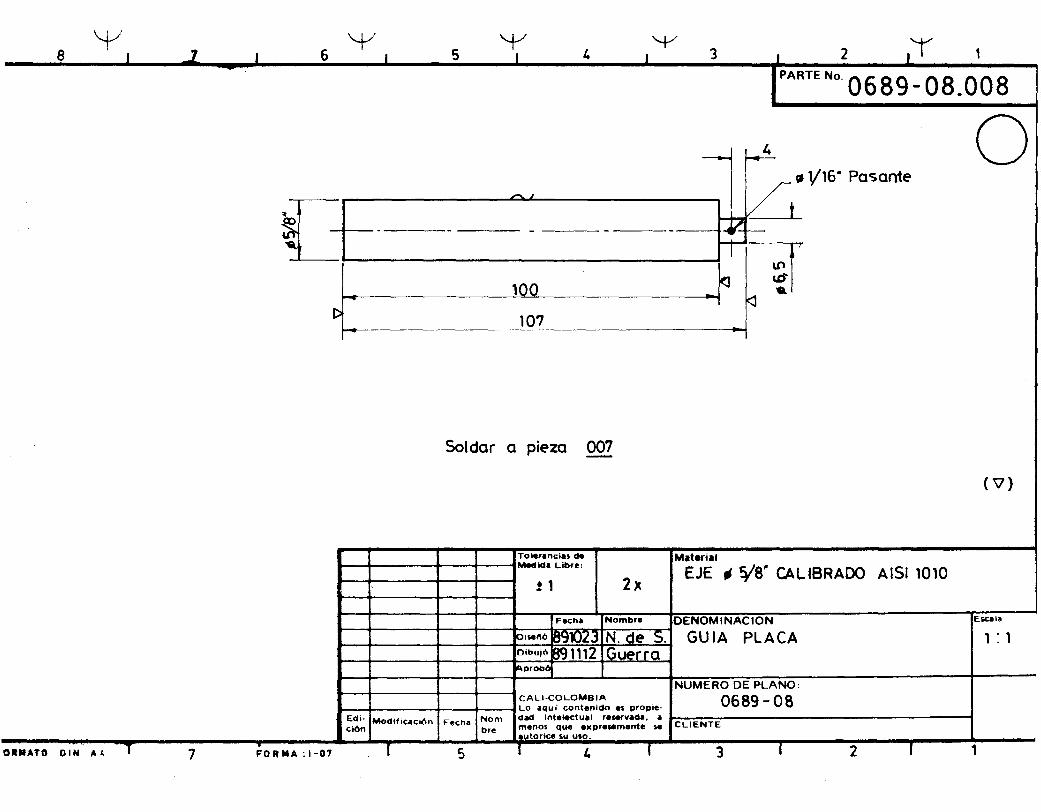
'-f/ Y' 'V '+" 3 2 ,1 1 - - - I
I PARTE N 1'- o 0689 - 08.008 ..,
-
eL .-. , jP o
-
_ I /, "VIG' PO'iome
- -
t -
__ ~ t
-~~ t -
100 ~ ~ 107
., 'Q
-
Soldar a pieza 007
( '\7)
- -L 1 _~l ~
_J!OleranCiU de I Medida LIMe'
1 tMter¡1I I
- '
! 1 2x EJE _ ~8¡r CALIBRADO AISI 1010
..... -L......
f--
L-
- -~
I
""-
1--_ Fech.. INO
loisel\6 mbre OENOMINACION
L - f- O".,. ;:~~i N. de ~ ~ f- t."'D'I : G. --ro
GUIA PLACA
-
lE~'a l
~==1 -1 : 1
Edi- '-- CALI-C
NUMERO DE
ción Mod'fi~ción - Lo.. ?LOMBIA
I
I '1 Fecha I Nom dad qUI contenido
PLANO,
bre I meno~nt::=tu.1 res!:v::;,e-
0689-08-
I.utor~ e)(preseme t .. L....
-
su \HO n e se C LlENTE
, I -
I -- I .. 7 OR 5 4

PARTE N°: 0689- 09.009
.c ...
I
I I
! I 1I 1I 1I 1I
11 " -.y
(oi9\ ~V I ~~, I
011
I~ I I I 1
! ! 1 1 I
1 I
.....
I I I I I
I I I !
,..,......".I"""'~ ~ --( t- I I __
~~ '" \ I : I --r \ ~l:l. ~
P in enrollado Soldadura
(V)
c~~ ____ ~ __ ~ __ ~~~~~ ______ ~ ________________________________ ~
Z Tolerancias de ñol.---+----f--+--fMedlda Libre:
Material:
~~-+--~--+-~ 2x
¡;==~=====~:==~==~~~~~_r.~~_+C~Ó~dl~.O~M~.~I.~rl~.,~:--------__________ ~----~ L ~~__+--___I--+--+----+=-F=cec:_:::ha:..._=~N:_:_o-m-br-e -:-1 DENOM I NAC ION: Escala;
.,- r----+-__ -t-_-+-----' ...... D_lse_i\6--fi18 .... 19'=':::1-"><02;.:3~N:..:.... =de~S CTO. GU lA PLACA EXPULSORA Dlbuj6 1891120 IGuerra Aprobó
NUMERO DE PLANO:
...... -+-----i--+--t Lo aqui contenido es propl.· (PARTE N°): 0689-09 dad intelectual reserv .. da. a I-_____________ ~
E,:i- Modificación Fecha Nom menoS que expresamente se e n bre autorice su uso.

-y '+' '+' '-V ,1 o I .L ~ o ~ :J J .. I ~ I L I
PARTE No. 06 89 -1 O. O 1 O
O ~
]~~ - -- ----- co \l') -- ... Q. ~
", --------
~ 38 -1
W
\l
Tolerancias cte Mlterill MeclICk Libre:
BRONCE FOSFOROSO ~ Q.S 2x
Fecha Nombre OENOMINACION Esala I
¡Oi5e1l6 891029 N de S BUJE GUIA PLACA EXPULSORA 1:J ,
folbuj6 891113 IGuerra 1
,,",probll
NUMERO DE PLANO: CALI-COLOMElIA 0689 -10 ! Lo aquí contenido es prople-
Eai- Nom a.a Intelectlal rnervAda. a Moaific.ción Fecha menos que expr_mente se CLIENTE , ción bre
I autorice su uso.
7 s J 4 3

I I PARTE No 06 89 -11. O 11 8
'-.¡../ I
5 't" 't-'"
7 6 4 "'i"'"
3 T 1 2
50
"r O
35
I 1/" r
o 1.0 o 1.0 M 1.0
1.0 N
slf1'V'6 ..
;o/'t6"(2x)
Tolerancias CIe Material Medida Libre:
PLETINA V''' -AISI tOlO 2x :0,5
Fecha Nombre OENOM NAC ION ESUlla
PLACA BASE GUIA 1~. 1
NUMERO DE PLANO:
Lo aquí contenido es propie- 0689-11 Edi- Nom dad intelectual reservada. a Modificación Fecha menos que exprese...,.nte se CLIENTE ci6n bre
utorice su uso.
7 5 4 3
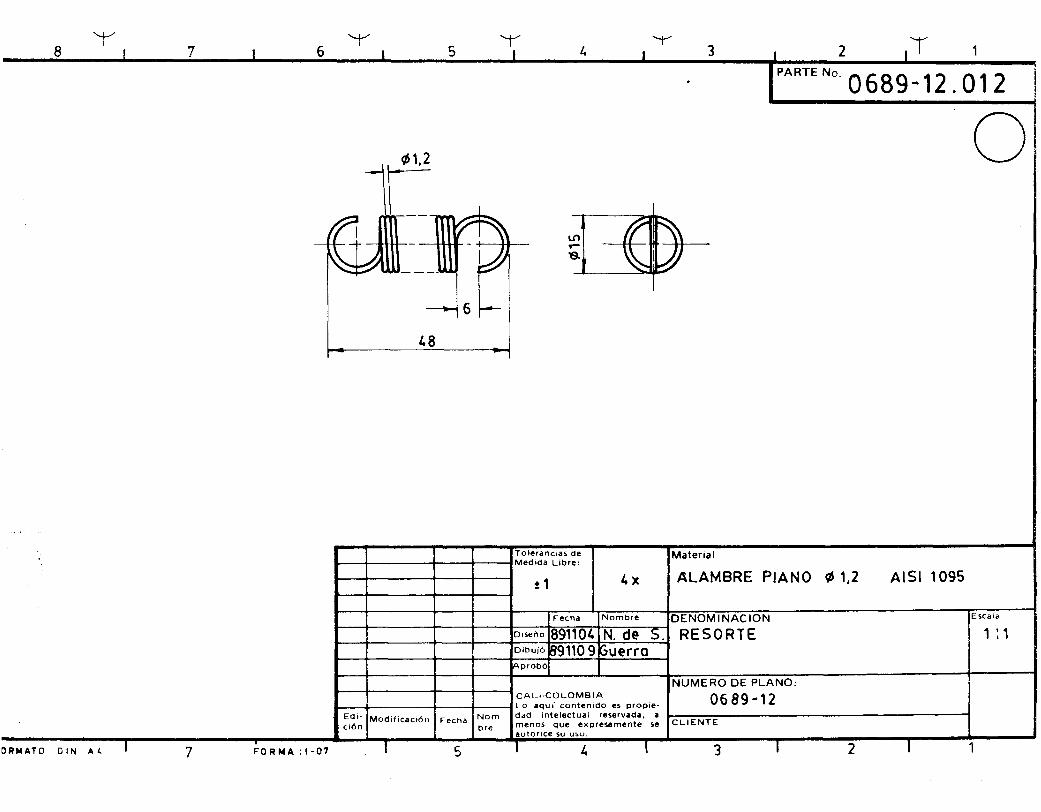
8 y
7 I
OAMATO OIN AL 7
'+' I 6
I
I 5 'Y
I 't'"
t.. I 3 2 1I PARTE No.
0689-12.012
~1,2
1C-mrth ¡fI mr_JIIT-~
ltlAttr -- 6l----
L,() ~
'S. ID 48
Tolerancias de I I Medida Libre:
Material
FOANA :1-07
:!1 4x ALAMBRE PIANO ~ 1,2 AISI 1095
Fecha Nombre DENOMINACION
~~~~~~. RESORTE
¡Aprobó
NUMERO DE PLANO: CALi-COLOMBIA 0689·12 I I Lo aqu" contenido es propie-dad intelectual reservada, a t~~~~=---------------------------------------------menoS que expresamente se CLIENTE Edl- IModificaclón
ción
1
Fecha
5
Nom bre
autorice Su uso.
1 t.. 1 3 I 2 1
o
E sea la
1 : 1
1
1
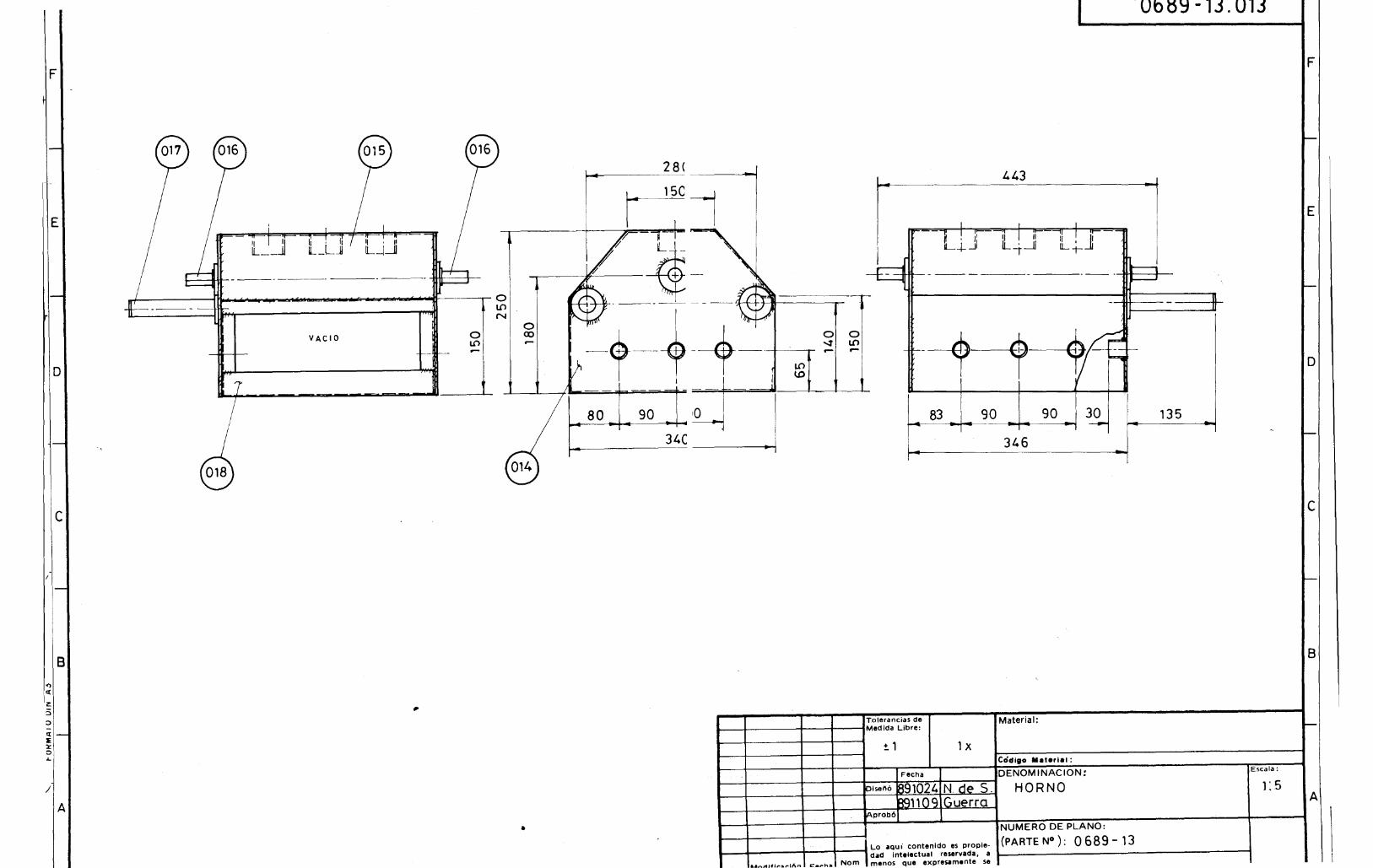
F
E
o
e
B <)
c:(
z :5 :> -c:(
E l:: o ...
/
A
~----Ut--------- --- --- 1t1I:==::r-~--------~~~~~~-w~~ __ ~--__ ~ .. ~----,-o
YAC 10 o U')
U')
N
28( ~
11~-1
~
l
443
~~l~;-,t==~'i-+-¡~liI~==~li-+I-J~I~~ ! r L~~ L~~ L~
o Ub tsY - L:L 013
-r------j6'---~ - -l::..:....:::: ~ ---- --------- o--#-lJ-.------J~=+--
- --'jlft--- - ---1I1r-11
o c:o
•
o _________ ~
~t--t --+-0-1-----:-, t2 o o ~ U') .- .-
~ ---~
34C -
Tolerancias de ~-+----+----+----fMedlda Libre:
:!:. 1
83 90
lx
90 30 --346
Material:
CÓdigo Meterlel:
Fecha DENOMINACION:
Plsenó 691024 N de S. HORNO R91109 Guerra
¡Aprob6
NUMERO DE PLANO:
(PARTE N°): 0689-13
135
Escala:
1--4------ir----i:---1 Lo "Qui contenido es prople
dild Intelectual reservada, a l------------------------1 menos Que e)(pres..mente se
F
-
E
-
o
e
B
A
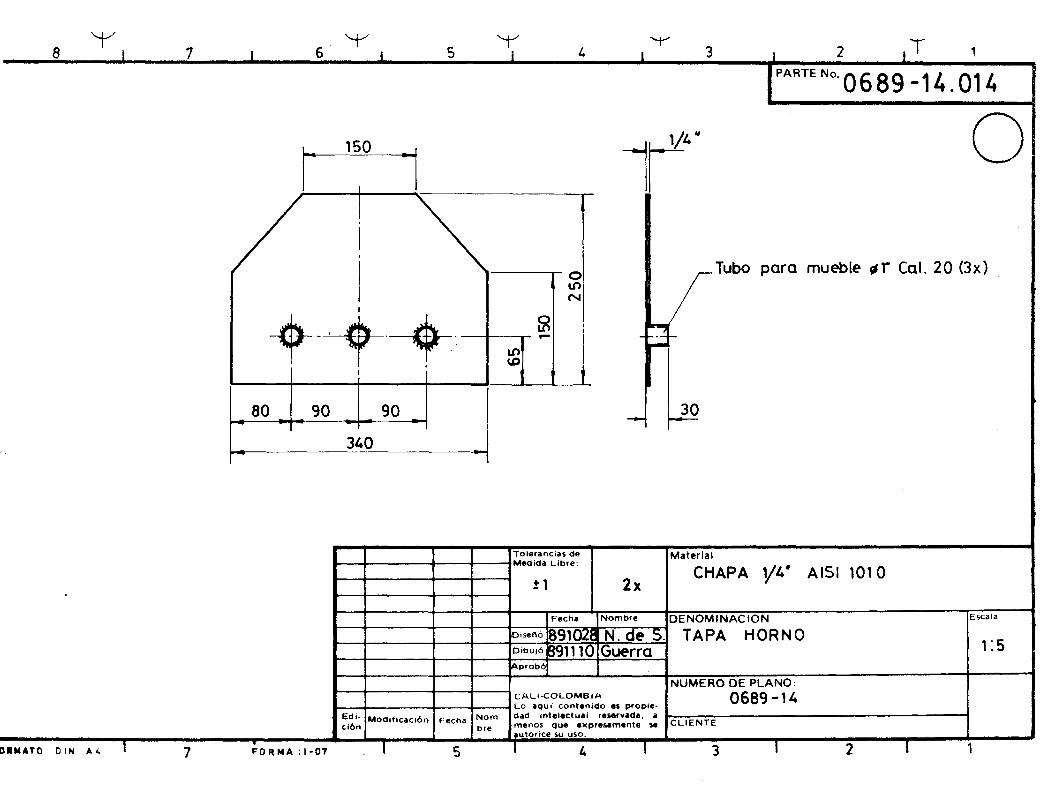
B y
7 6 y 'Y 'Y
3 T - - I "- I
PARTE No. 06 89 -14.014
1" 150
"1 1140 O
I
! I ,
o Tubo para mueble ~r Cal. 20 (3x) U')
N I
-t-~-+ ~ ~ ... t-
LO ....
~ I
80 90 90 - ~ 340
Tolerancias de Material Medida Libre:
V4-CHAPA AISI 1010 !1 2x
Fecha Nombre DENOMINACION Escala
Disei'\6 8911m N. de -s: TAPA HORNO Dibujó 891110 Guerra 1: 5
¡Aprobó
NUMERO DE PLANO: CALI-COLOMBIA 0689 -14 Lo aqui contenido es prople-
Edi· MOdificación Nom dad intelectual reserY~a. it Fecha menoS que ."presamente se CLIENTE clón bre
autorice su I,ISO_ --.- . 7 5 1.. 3 2

'+" 8 I
Ol/MATO DIN Al..
'--Y 'T' ~ ,T 7 L ___ 6 L 5 I 4 3 1 2 1 , PARTE No. 0689 -15. 015
340 • 1 O
t 150
:;::,
\ 'v. " T'tl
~.
L¡]~3U] 1
t / ~~
01 w( LO N
-<-1>--f---f I O LO
~t .... , -D- L Tubo para mueble fl2- Cal. 20
U 90 "l. 90 • j . 76,5. : L Tubo para mueble pf1· Cal. 20 333
Tolerancias. de I I Medida Libre:
Material
LAMINA CAL. 14 AISI 1010
7 FORMA:I-07
t------jf-___ +-_-+ __ ~-+_-::_:::__d_-_:_-~DENOM I NAC ION IE<cala
Di<eñO CUERPO HORNO 1: 5 Dibujó
IAprobó
NUMERO DE PLANO: CALI·COLOMBIA
I I Lo aqui contenido es propie· 0689 -15 Edi- IModificación ción
1
Fecha
5
Nom
bre dad intelectual reservada. a t~~~~=-------------------------------------------------1 menoS que expresamente se CLIENTE autorice su USO.
T 1. I 3 I 2 I 1

8 'f/
6 '+"
5 'Y 't-"
"3 2 T 1 - - I 7 t.
PARTE No, 0689 -16.016 48
4116" O - r ~,1 x 45°
V ~ uul ~ ~ Ch\~ 111
o r-- o~ 1{) 45° - - - . , 8.. I .....
en" I .....
\9..
t: ~, ;t
j, -V
'JIiJ
Toleulnclu cM Material MecliCla Libre: ACERO AISI 1010
! 1 2"
Fec:t,a Nombre OENOMINACION Escala ,
¡Oise<'\Ó 891101 ,N. de S. SOPORTE GIRO DE HORNO 1 : ,1 DibujÓ 891110 'Guerra "probó I
NUMERO DE PLANO: !
CALI-COLOMBIA 0689 -16. ¡
·Lo Aquí contenido es prople· Edi- Nom dad Intelectual reservada, a MOdificación Fecha menos que e"pre_nte se CLIENTE I ción bre I
au tor iCe su uso,
7 OR 5 4 "3

8
."
'V '+' '-Y 'Y T I 7 L_ 6 ~ 5 1___ _4 _ 3 2 1
7
---I
::> Ch. 2 x45° o 1,{') :")
~
[:l
ORMA
I PARTE No. O 6 89 -17. 017 140
~16" r- r-~3/4" ----~ ~ 7 / / / / 7 / / / / 7 / / AI"I: 1r7 / / / / / / / /
f--- ~
---- - - --- - -
1 F--=--==--=-- -=-=----------~ -------- :-:u,
LTUbo _3/4" J 130_ --- -- - ------- - --- --- - - --
Toler~ncias de Mat«ial Medida Libre:
ACERO AISI ! 1 2x
Fecha Nombre OENOMINACION Ioise~o 891102 N. de -s: MANIJA HORNO DibujO B91109 Guerra ~prob6
NUMERO DE PLANO: CALI-COLOMBIA 0689 - 17 Lo aqui contenido es pro ple-
Edl- Nom dad intelectual reservada. a MocUflcaclón Fecha menos que expreSllmente se CLIENTE ci6n bre autorice su uso.
5 4 3
o Soldar
- ~¡
1010
-
randela plana (j 3/8"
-.
(V') ( "'-1 )
Escala
1: 1
~
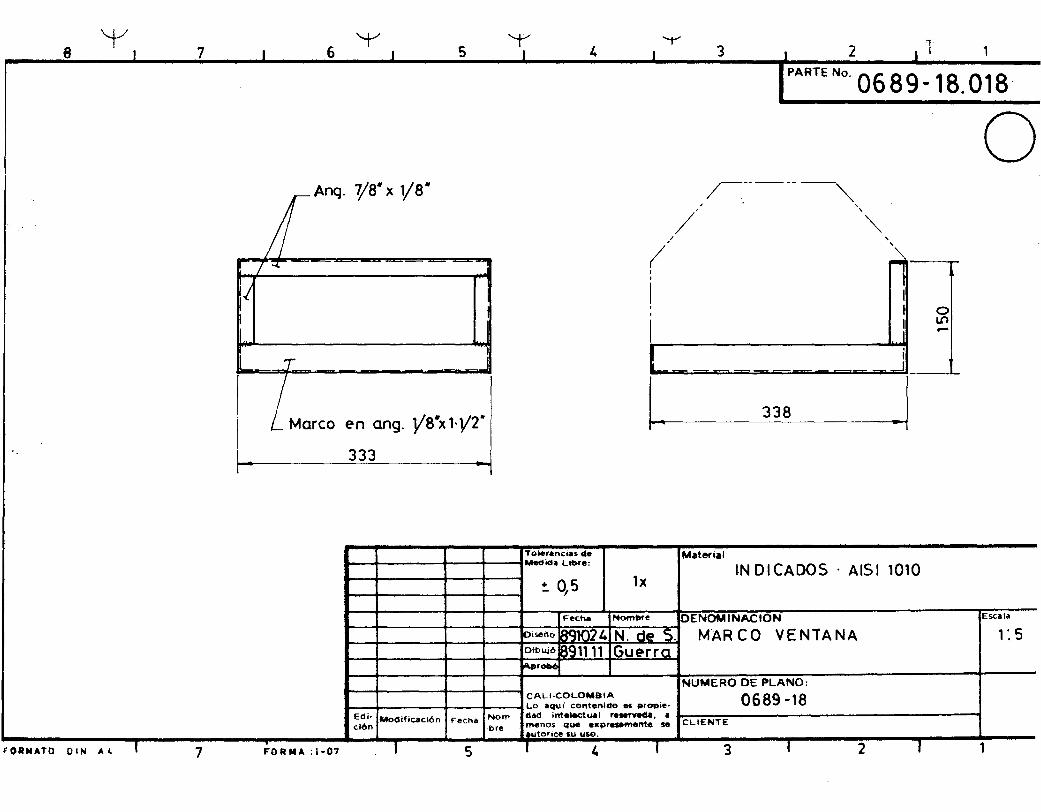
- - I 8 '-V
7 6 '+" s 'Y ""t""' t. 3 2 T 1
PARTE No. 0689 -18.018
O fAnr¡. rS". VS" /-------""
,., ,
/ ,
"'" , / , ,
7~ ( '" I I
:¡ I I , I o
I I L(") -T I ¡
J
7 Marco en ang. VS".1.y2· L 338 .1 333
Te>JerAnc~. de Material Medid. Libre:
tN OICADOS . AISI 1010 ! 0,5 lx
FechA Nomt»'e OENOM INAC ION Escala
Ioísello a91024 N. de S. MARCO VENTANA 1:5 Dibujó 891111 Guerra ~roW
NUMERO DE PLANO: CALI-COLOMBIA 0689 -18 LO Aq\li contenld<> ti propie-
Edl- Nom dad inttieChutl r • ..,,,.... a ~ific;ación FeCha menos que ppr_mente se CLIENTE ción bre
I ... tortee .u uso. .....- . 7 s lo
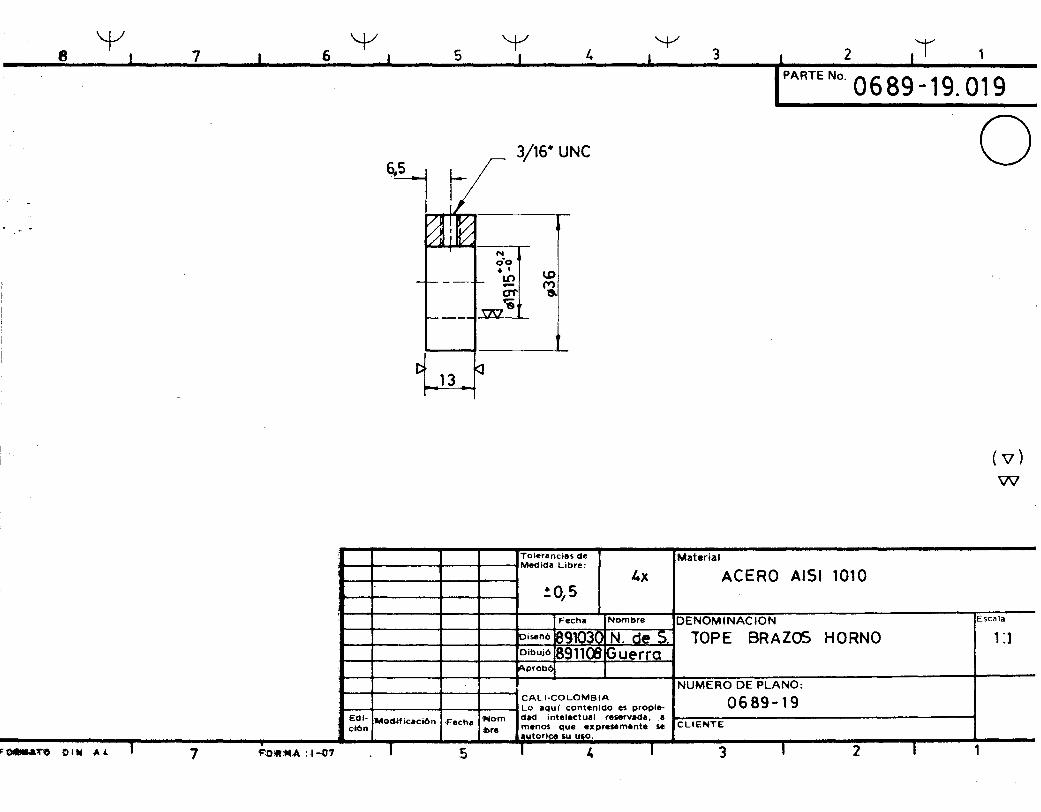
8 '+" '-V '-V 'V l'
L_ 7 i 6 ----1 5 __ I ~ __ L__ _1_ 1 2 I I PARTE No. 0689 -19.019
Edi- !-Modificación cl6n
Fecha
• 7 T
5
.... 0'0
3/16"' UNC
+ • I 1.0 ~ ... M Uf' e. 'i
Toleranci ... de Medida Libre:
!015
Fecha
loi..,1'I6 1891030 Dibujó 8911(~
¡Aprobó
4x
Nombre
N. de 5. Guerra
CALI·COLOMBIA Lo aqui contenidO es propie-
',",om ditá intelectual reservada. a menos que expresamente se •• e
la ... tori.,.. $U UUI.
4
Material
ACERO A1SI
OENOMINACION
TOPE BRAZOS
NUMERO DE PLANO:
0689-19 CLIENTE
3
1010
HORNO
o
(V)
"W
Escala
1:1
-
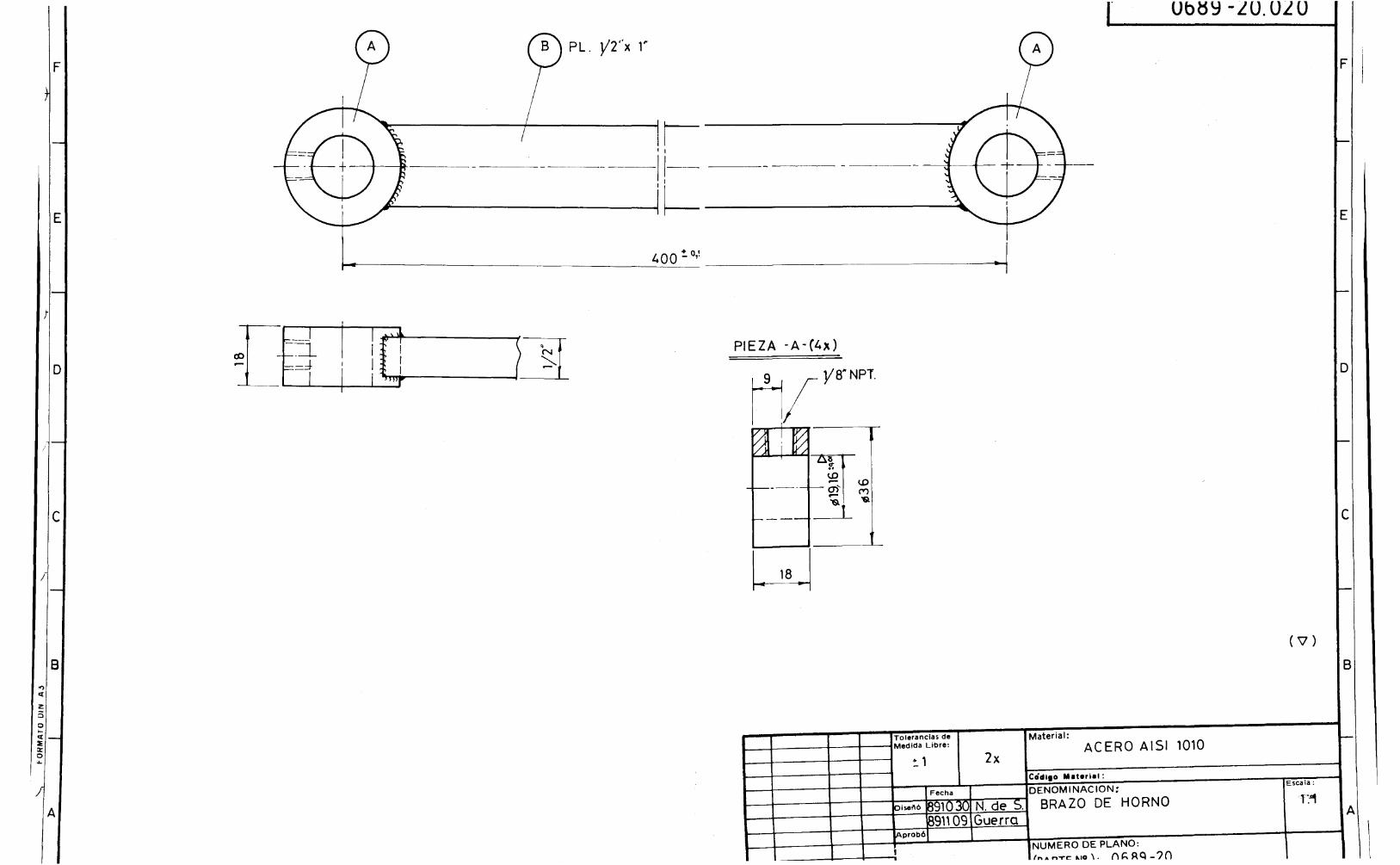
Ub~Y -LU.ULU
F
PL. V2"X 1"
F I
I II
11-E
I~ E
+ o' 400 - l' ~ ~
t
D U..__---_ ~ D
e C
( \7 )
8 B ., q
z ::; O
Material: ACERO AISI 1010
Tolerancias de Medida Libre:
... q :E o::
2x ~1 O "-
Escala: CódltO M.te, •• I:
P1 DENOMINACION: RNO
A BRAZO DE HO A
NUMERO D~ PL~~~Q _?() In A n'-C .... 0 .
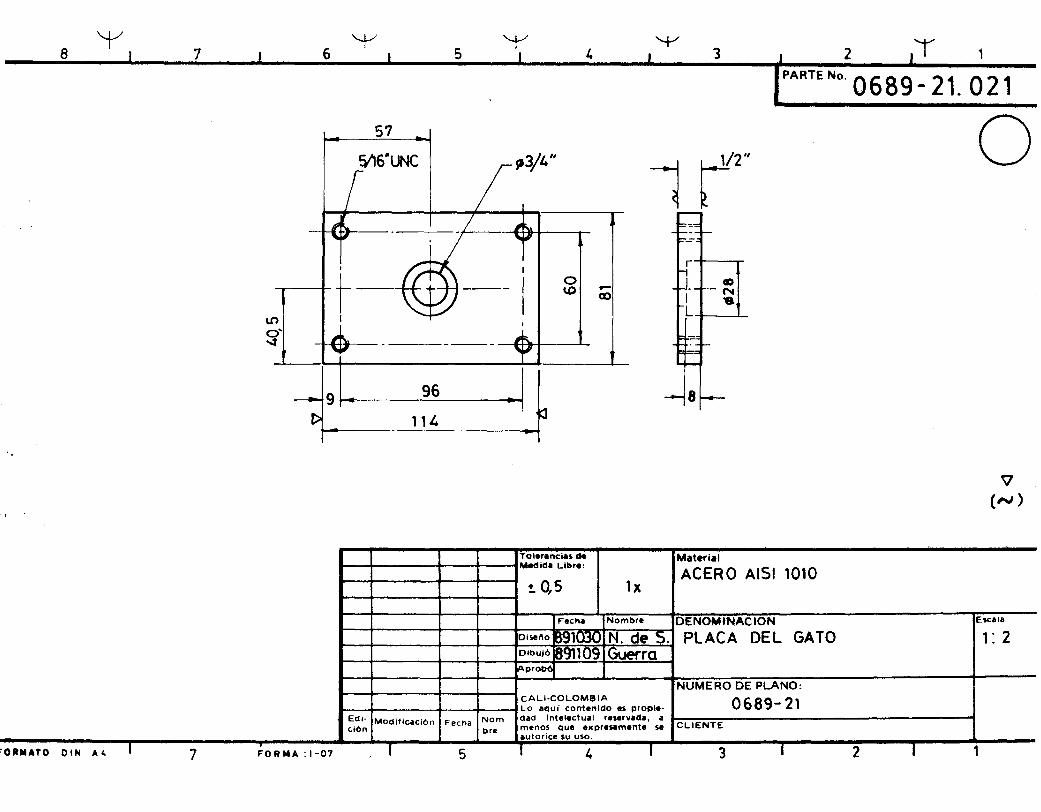
"-.1./' '+'" "-t" '+" '-t-' B I I 7 6 S,L. ) 2 I I 1
7
[PARTE No. 0689 - 21. O 2 1
57
Slt6-UNC 1 r 2
"
o I
t I
Edi· ción
o c.o -eX)
----------------~r+l~~I~--~~
Tolerilneiil~ de Medida Libr.,
!. 0,5 lx
FeeN Nombre
Olsefto sg-,OJO N. de S. Dibujó 891109 [Guerra ~prObó
CALI-COLOMB lA Lo aqu i contenido M propie-
MOdificación Nom OaO Intelectual reservada, a Fecha menos Que e"presamente se bre
autorice su uso.
5 L.
Material
ACERO AISI 1010
DENOMtNACION
PLACA DEL GATO
NUMERO DE PLANO:
0689- 21 CLIENTE
3
" (~)
EKala
1: 2

\f/ y y ~ '3 2 I 1 I I I PARTE No. 0689 -22.022
O • r/V'" l,ra
•
N
.-.. ti!
~ 5~ 13
20
220
Jt.~.~
~ ~ f :~, t.
--:: 'Í TOlerancia' de Mat.r~1 '- e MedlCla Libre: , :. I
EJE CALIBRADO tl 1/ 17t . 1x ,! !1 , , < - FeCha Nombre DENOMINACION Escala
¡Oi5811ó 891018 N. de S. MANIVELA DEL GATO , : 1 Dibujó 891103 [Guerra ~probcl
NUMERO DE PLANO: CALI-COLDMBIA 0689 -22 .- -"" Lo ~ui contenidO a, prople-
Edi· No", dad intelectual reservada, a MOdificación FI!cha menos Que expresamente 58 CLIENTE c.i6n bre autorice 5U uso.
I I 7 R 5 4 '3

8 \...L/ '---V '-Y 'V T
I 7 6 S I 4 _1 3 1 2 J 1
1200 (3)<) ---- -
Edi- Nom MOdificación Fecha clón bre
7 s
[PARTE No. 0689 -23-.023
19 a 120°) o ~ ... ,
~ .... lO N lO' N lO e. M'
U)
-e..
~'- 38 ~I ( w)' (I"V )
TOlerancia§ de Material Medida Ubre:
:!.1 1 X EJE rj 2· V2" AISI 1010
Fecha Nombre DENOMINACION Escala
Dlseñ6 891102 N.de S. CUBO MANIVELA TOLVA 1: 1 Dibuj6 891109 Guerra ~prob6
NUMERO DE PLANO, CALI-COLOMBIA 0689-23 Lo aquí contenido es propie-dad intelectual reservacsa. a menOS que expresamente Se CLIENTE autorice su uso.
1. 3
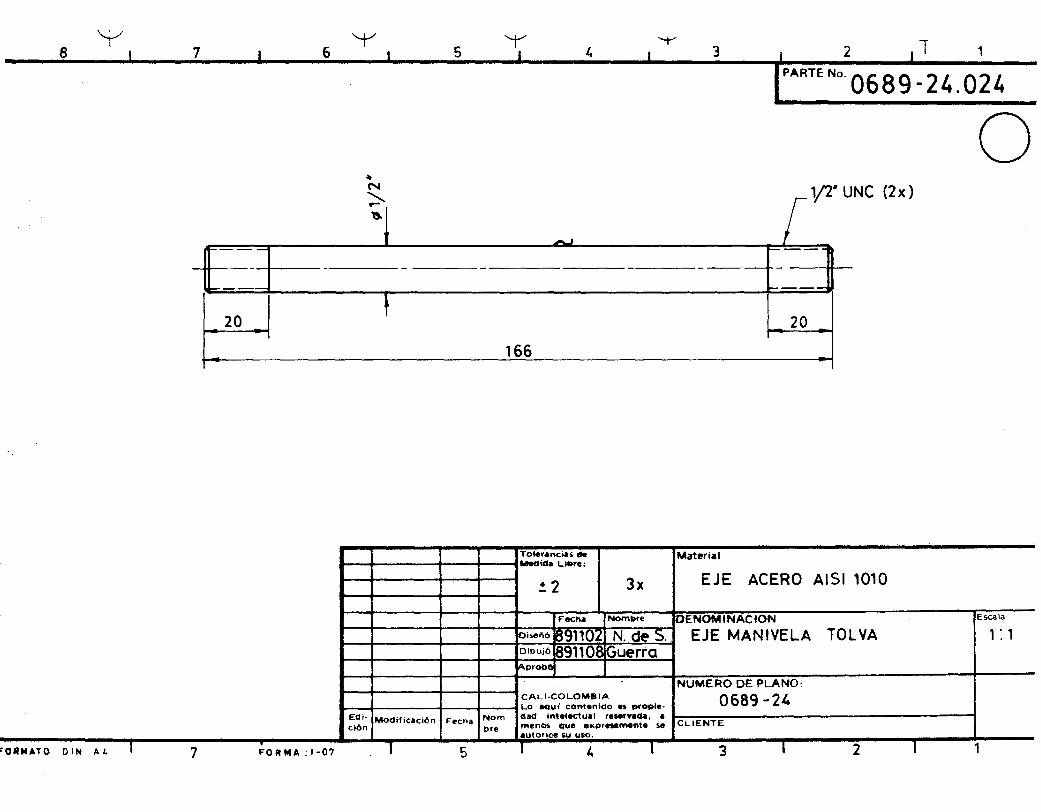
,
l I
1
i
L
~ ~ ~ ~ 1 8 I I 7 6 SIl. I 3 _J _ 2 I 1
--
I 20 J =
7
-N
"'" ".
t
Edi· Modificación clón
FeCha Nom
bre
s
166
Toleranco.s tIe MediCh LIé'e:
!2 3x
Fectu, Noml¡ore
Oisefi6 891102 N. de os:-Dibujó 891108 Guerra ~prOb6
CALI-COLOMBIA Lo aqui contenido es prople· dad intelectual r_",aca., a menos QUe expr_mente se autorice su U$O.
I 1.
[PARTE No. 0689 -24.024
o 1/2. UNC (2x)
- -
[20 =
Materia'
EJE ACERO AISI 1010
OENOMINACfON Escala
EJE MANIVELA TOLVA 1 : 1
NUMERO DE PLANO,
0689 -2.4 CLIENTE
3 T - 1 ~
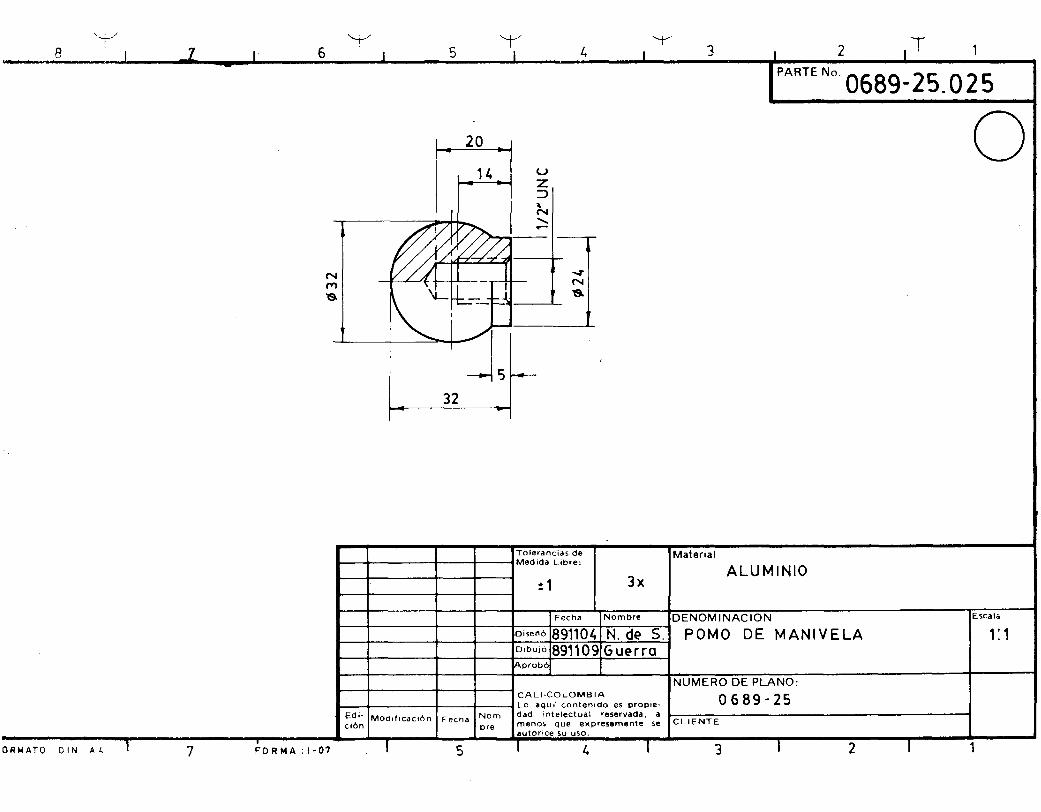
8 '1--/
L
ORIoIATO DIN A ~ 1 7
1 6 i '-t"
5 '--YO
1 4 '-t-"
I 3 2 I T PARTE No. 0689-25. 025
N ,."
'6
32
20
14 u z :::> ~ N ....... -
..,z N \9.
Tolerancias de I IMedida Libre:
Material
ALUMINIO ~1 3x
Fecha INombre DENOMINACION
r----iI-----1I---+--fI-Di-sell-6 r8=91:-T1 0:-4:-+I-'-;N-. d--;-"e--;s-f·1 P O M O D E M A N I V E LA
DIbujó 891109 Guerra ~probé
CALI-COLOMBIA
NUMERO DE PLANO:
0689-25 I I Lo aqu" contenido es propie-
dad intelectual reservada, a t~~~~~----------------------------------------------~ menos que e)(presamente se CLIENTE
Edi- IModificación ción
Fecha Non)
bre autorice su usO.
o
Escala
1: 1
FORMA :1-07 T 5 I 4 1 3 T 2 1 1
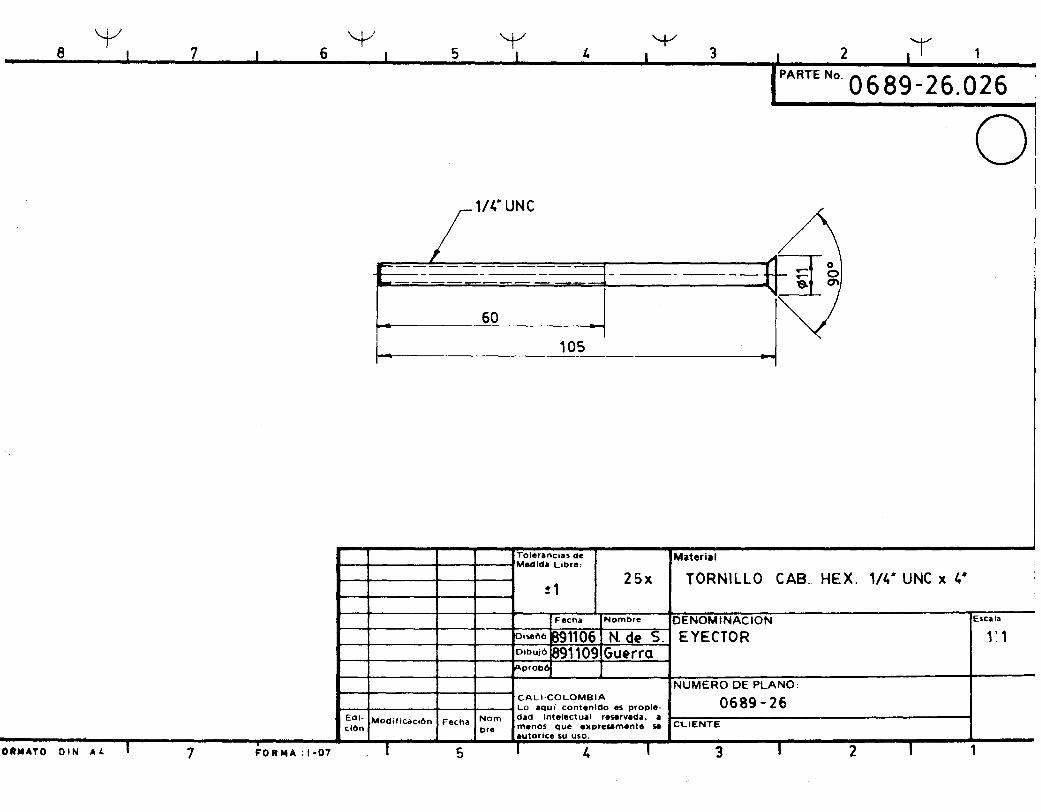
"t" '+" "Y ~ '1 8 I 7 6 5 I 4 "3 ~_ J 1
("A "Te No 0689-26.026
O I /
r = --:1-~~ L - - - - ¡: C7\
" ~ 60
105
Tolerancia. de Material Medida Libre:
!1 25x TORNILLO CAB .. HEX. 114· UNC X 4·
Fecha Nombre DENOMINACION Esc:.,la
D.senó 891106 N. de S-o EYECTOR 1: 1 I
Dibujó 891109 Guerra IAprob~
NUMERO DE PLANO: CALI·COLOMBIA 0689-26 Lo &Qui contenlClo es prople·
Edl· MoClificaciÓn Nom dad Intelectual reserv.csa. a Fecha
clón bre menos que expresamente se CLIENTE .... torlce Su uso.
7 5 I 4 "3
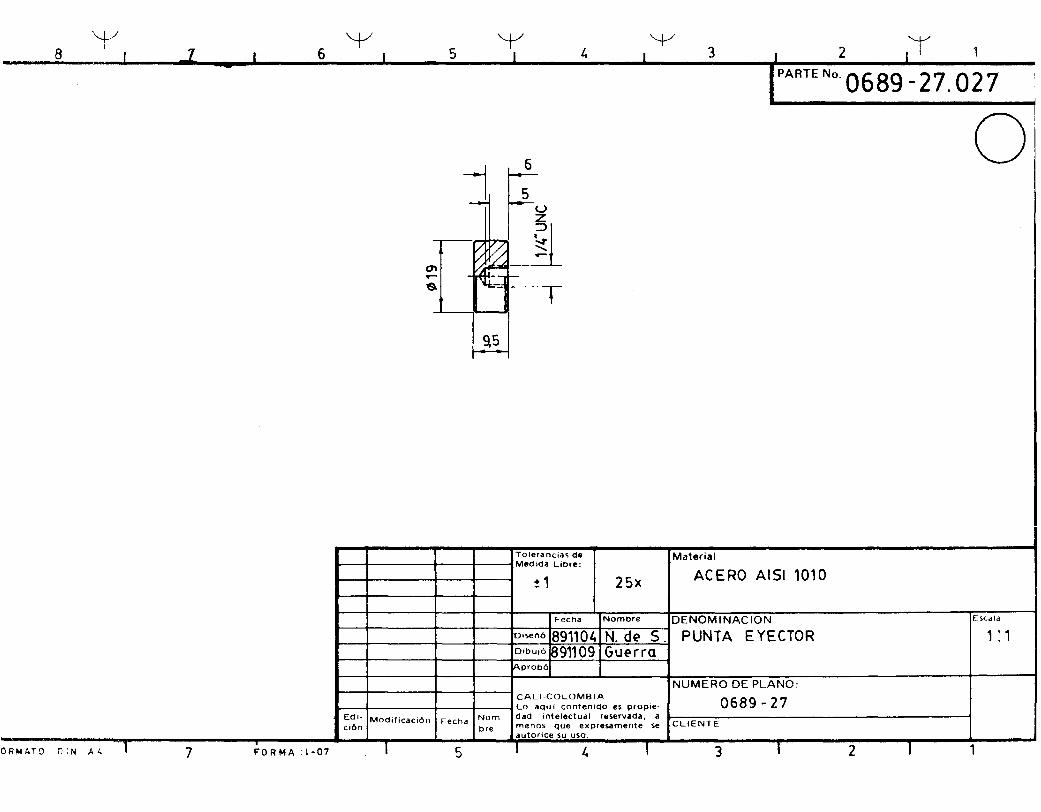
8 '-V '--t" '-V '+" '1
I . J.... L_ 6 .L 5 _ I L. _-.-L__} . I 2 I I PARTE No 0689 -27. 02"- -1
O
~ r-
& ,
Tolerancias de Material Medida Libre:
! 1 25x ACERO AISI 1010
Fecha Nombre DENOMINACION Escala
Disel\Ó 891104 N. de S. PUNTA EYECTOR 1 ~ 1 Dibujó 891109 Guerra
IAprobó
NUMERO DE PLANO: CALI·COLOMBIA 0689 - 27 Lo aqui conteníQo es propie·
Edi· Modificación Nom dad intelectual reservada. a Fecha
ción bre menos que expresamente se CLIENTE autorice su uso.
1 7 5 3
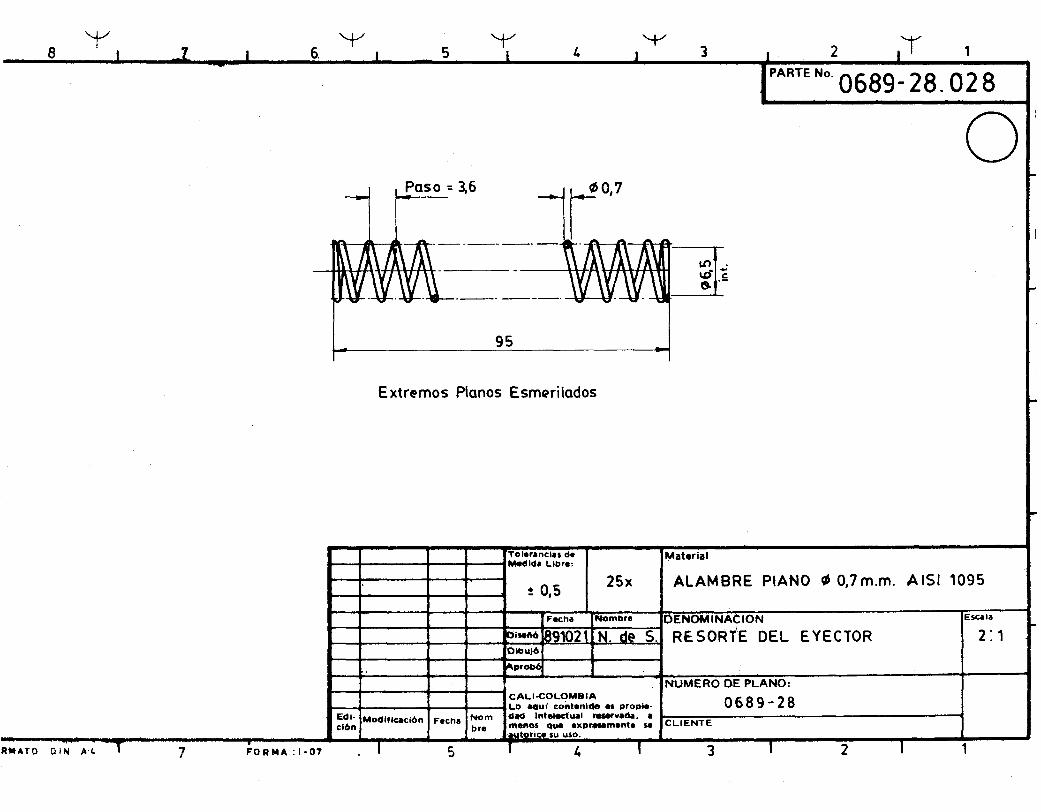
B 'V
I 6 . .:L 1
JI_ATO DIN Al. T 7 FORMA: 1-01
"---V 1 5
y 1
'V 3 1, 2 1I 1 4 1
PARTE No. 0689- 28.028
O" - rO,7
Paso 03,6 11 . . . ._-----. __ ~~ ~ ~= '-YJfJl-;r
95
Extremos Planos Esm~rilados
TOle,anc'-, de I fMecillda Libre:
Material
! 0,5 25x ALAMBRE PIANO ,,, 0,7 m.m. A 151 1095
I I ~ ~Kha (Nombre IOENOMINACION : se'" 91021 N_ de S. RE SORT1E DEL E VECTOR
DibujÓ
~.,~
CALI-COLOMBIA NUMERO PE PLANO:
0689-28 I I Lo AQu( cofttenlCle es prople-dld l"t~u.1 nHWWvada. a t~~~==~----------------------------------------~ lfteIlO5 owe e,.p_mente se CLIENTE Edl- IMOdlfICKlón I Fecha I Nom
cl6n r bre lautorice su uso.
Escala
2: 1
1 5 T 4 1 3 I 2 1 1
1-
1-
~
...
1-
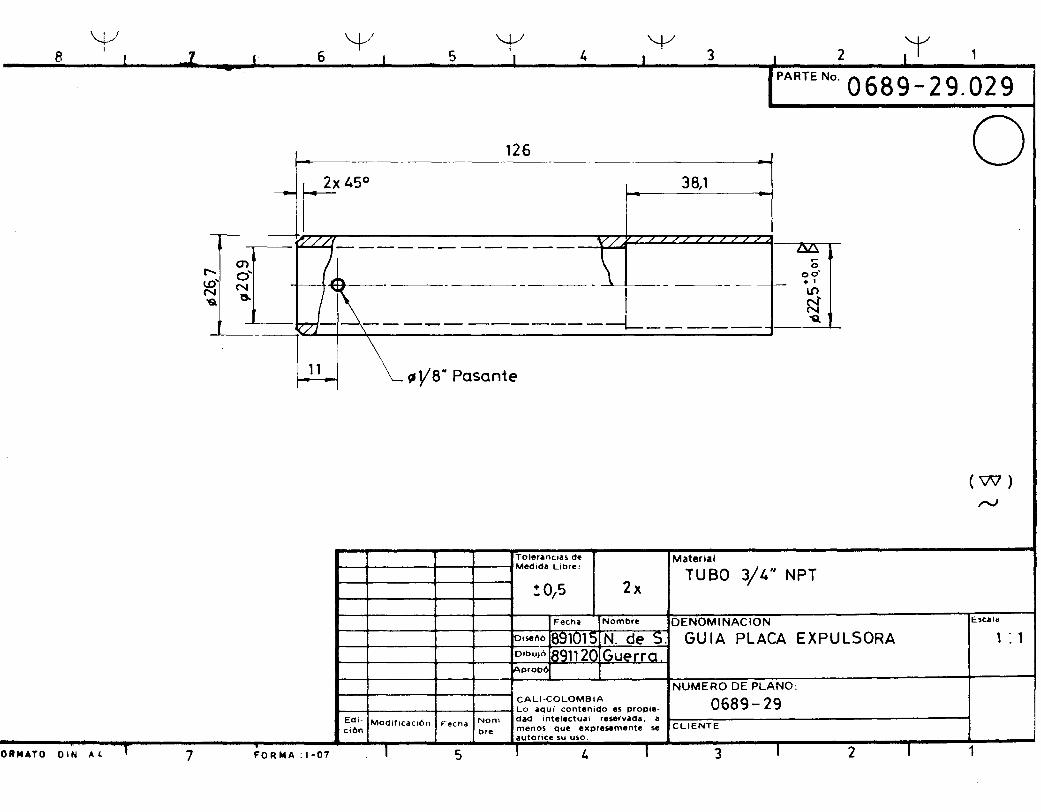
\4./ I
y' '-Y '-V 3 2 ~
- - I -PARTE No. O 68 9 - 2 9. 02 9
126 O --- 1'450 38,1
V/ ~
( 11 \ r--. o oo'
c.I)' - • I
N -1\---------~~=_.-l 1,{) 'Q ~
'Q.
11 ~ 9)18" Pasante
( 'V'V )
r...J
Toler .. ncias de Material MedIda Libre:
TUBO 3/4" NPT !O,S 2x
Fecha Nombre DENOMINACION Escala
10, se 0'16 891015 N. de S. GUIA PLACA EXPULSORA 1 : 1 Dibujó a91120 iGuerra
IAprobó
NUMERO DE PLANO: CALI-COLOMBIA 0689-29 Lo .. quI contenido es propie-
Edi- Non1 dad intelectual reservada. a Modif,cac,ón Fecha ci6n bre menoS que exprese mente se CLIENTE
autorice su uso. ''''- 'y .
7 OR 5 4 3

'-1/ '-1 1 '+' ., 3 I 2 I
Y 7 6. '-V 5 I 4 I PARTE No 0689-30,030 8 I O
~ / ~ / ..... I
M tD \9.. I
- - - - ----- f- I .-I Q
I L
--J Ch.1 x 45° (2x) :+--
'---
__ l.J¿4" 135
TOlerancias de Material Medida Libre:
A- EJE CALIBRADO t1 r AlSI 1020 I 2x
~1 B- CHAPA 1/4" AISI 1010
Fecha Nombre DENOMINACION Escala
1891109 N. de 5. I
Disell6 EJE SOPORTE TOLVA I
Dibujó 891110 Guerra 1 : 1 ¡Aprobó
NUMERO DE PLANO: CALI·COLOMBIA 0689 - 30 Lo AQU i contenido es propie·
Edi· MOdificación Nom dad intelectual reservada, a Fecha ",enos Que expresamente se CLIENTE ción bre
I autorice su U50. 'T o illoo: A Te D'N A/, 7 FORMA :1-0 5 1.

~ , I _.
I - I 'CfY \}J \..f./
1. '+"
'3 2 :J PARTE No. 06 89 - 31.031
O "\J
W/////~ '" ~. o
LO o~o
'" • I q ~ .... LO 00 ~ ~ - - + I S. LO' I ~ N
1I a 19-
~-----
~ 12 Ch. 1 x 45°
f:l 1> 37
\l
(W)
Toleranciu de Material ¡
Medida Libre:
~ 0/5 2x BRONCE POROSO I
Fecha Nombre DENOMINACION Escala
0lsel\6 891107 N.de 5. BUJE SOPORTE TOLVA 1 : 1 Dibujó 891109 Guerra
: ¡Aprobó
NUMERO DE PLANO; CALI-COLOMBIA 0689-31 Lo aQu i contenido es prople-
Edi- Nom dad intelectual reservada. a Modificación Fecha rnanos Que expre"mente se CLIENTE ción bre I autorice su uso. -..
7 5 1. '3
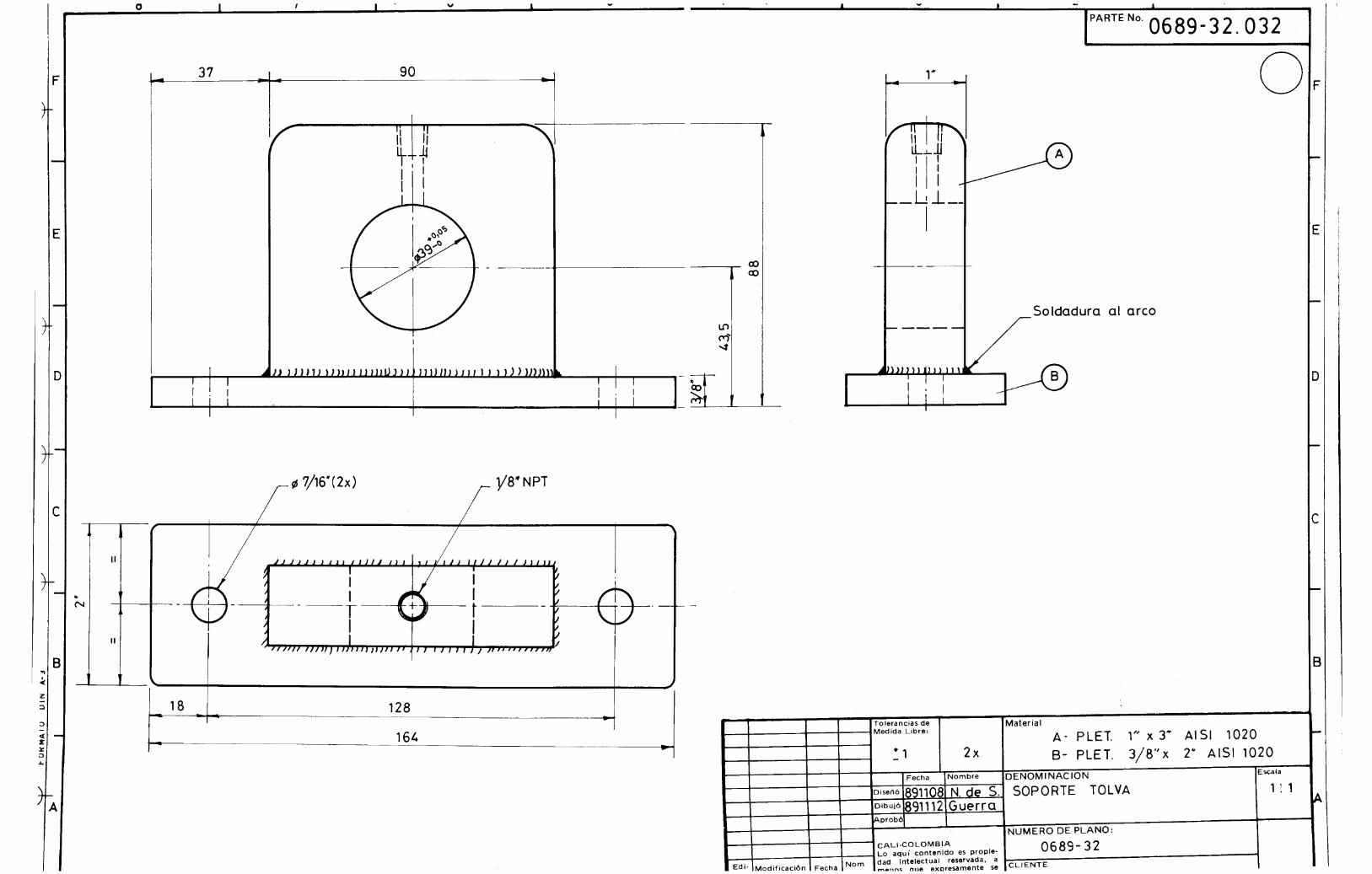
o
F 37 90
I 1\ 1/
~ ~ I
I I
E
o
Y8"NPT
e
\1
.. N
11
B
18 128 J J 164
A
- • -PARTE No. 0689- 3 2. 032
1"
I
I/~ I rr
~ lL.L.JJ
1 1
1
I 1 ~ ___ u..L __ I
-+--- - ---1--
Soldadura al arco
.~,~~~~v B ¡ ! ¡ I I i
I
TOlerancias de Material Medida Libre:
A' PLET. 1 " X 3'"
: 1 2x B- PLET. 3/8'/ X
Fecha Nombre DENOM I NAC ION
Diseñ61891,08 N.de S. SOPORTE TOLVA DibUj 6 1891112 Guerra !Aprob6
NUMERO DE PLANO:
O
AISI 1020 2" AISI 1020
Escala
1 : 1
1--.+---4--+--I CALI-COLOMBIA 0689 32
L_-+----I---t----1 Lo aquí contenido es prople- L--------------------"1 dad Intelectual reservada, a
Edl- Modificación Fecha Nom ~Ann< nue exoresamente se CLIENTE
F
~
E
-
o
-
e
1-
B

F 251
125,5
00 \D .....
N ('I'l
.-
E U1 r--,' 00
Lí"l o ('I'l
O
187 e
Soldadura al arco
B
A
I I L I I
PARTE No. 0689 -33.033 reo en Plet. 1/4" x 1· 3/4"
100,5
-
- t-- 1---
~ I I J
I I Soldadura al arco
I I
I I -
I - - - -
I I
1, I I I I I ~ ~ 1/8"
I Lámina Cal. 14
D I I I
--l
251 135
521
Tolerancias de Material ~--+ ___ -+_--+---IMedida Libre:
INDICADOS AISI 1020 :1 1x
Fecha Nombre DENOMINACION ~-+------+---+---~D-i~-~-6+=89~17.10=2~N~.~d~~~S~. TOLVA
Dibuj6 891110 GUl?rra iAprob6
NUMERO DE PLANO: CALI-COLOMBIA 0689-33
N ('I'l .-
Escala
Ed j- Pl.llnrl ifl,..::IIrit\n S=",rh;t, Nom
I---I ___ -+_-t---ILO aquí contenido es propie-dad _~nt~le:t,::I_.~~~~~:~~. e: I-C"'-L~I E--N~T~E---------------1
-
E
1--
O
r
e
B

~7 ~ '- I I
r ~8 61,5
.. 1 !"ARTE No 0689 - 34.034 ¡ . 50
~! O
5 ~ \..V
3 2 ~
M LO ~ M"
LO
1/4-
48
o t.n
1 I I
Tolerancia. de Material Medida Libre:
TUBO 3/4' I !:1 1x
PLET. 1/4 - AISI 1010 I
Fecha Nombre DENOMINACION Esca la ,
Oisei\6 891030 N. de '5. ORE JA GIRO TOLVA Y PLACA 1: 2 Dibujó 891112 Guerra Aprobó
NUMERO DE PLANO: CALI·COLOMBIA 0689-34 Lo .Qui contenido es propie·
Edi· Modificación Nom dad intelectual reservada. a Fecha menos Que expreSllmente se CLIENTE clón bre
autonce Su uso . .,. 7 R 5 '- 3

~~:; i \Y y "-V
3 2 ,1 ,. .... , -~¿ I I PARTE No. 0689 36.036
4
rGrOfilOdO O
LO LO ~ C'f') N - N 'e. 'S. "$
3 18 23 23 3
·70
(\7) -(w)
I Tolerancias de Material Medida Libre:
! 1 1x ACERO AISI 1010
Fecha Nombre DENOMINACION Esca la
Di ... /\ó 891023 N. de S. AGARRADERA DE PLACA 1:1 Dibujó 891110 Guerra AprobÓ
NUMERO DE PLANO: CALI·COLOMBIA 0689 -36 Lo iQU I contenido es propie-
Edi· Modificación Fecha Nom dad intelectual reservada. a clón bre menos que expresamente se CLIENTE
i . ~~~~ autorice su uSO .
5 4 3
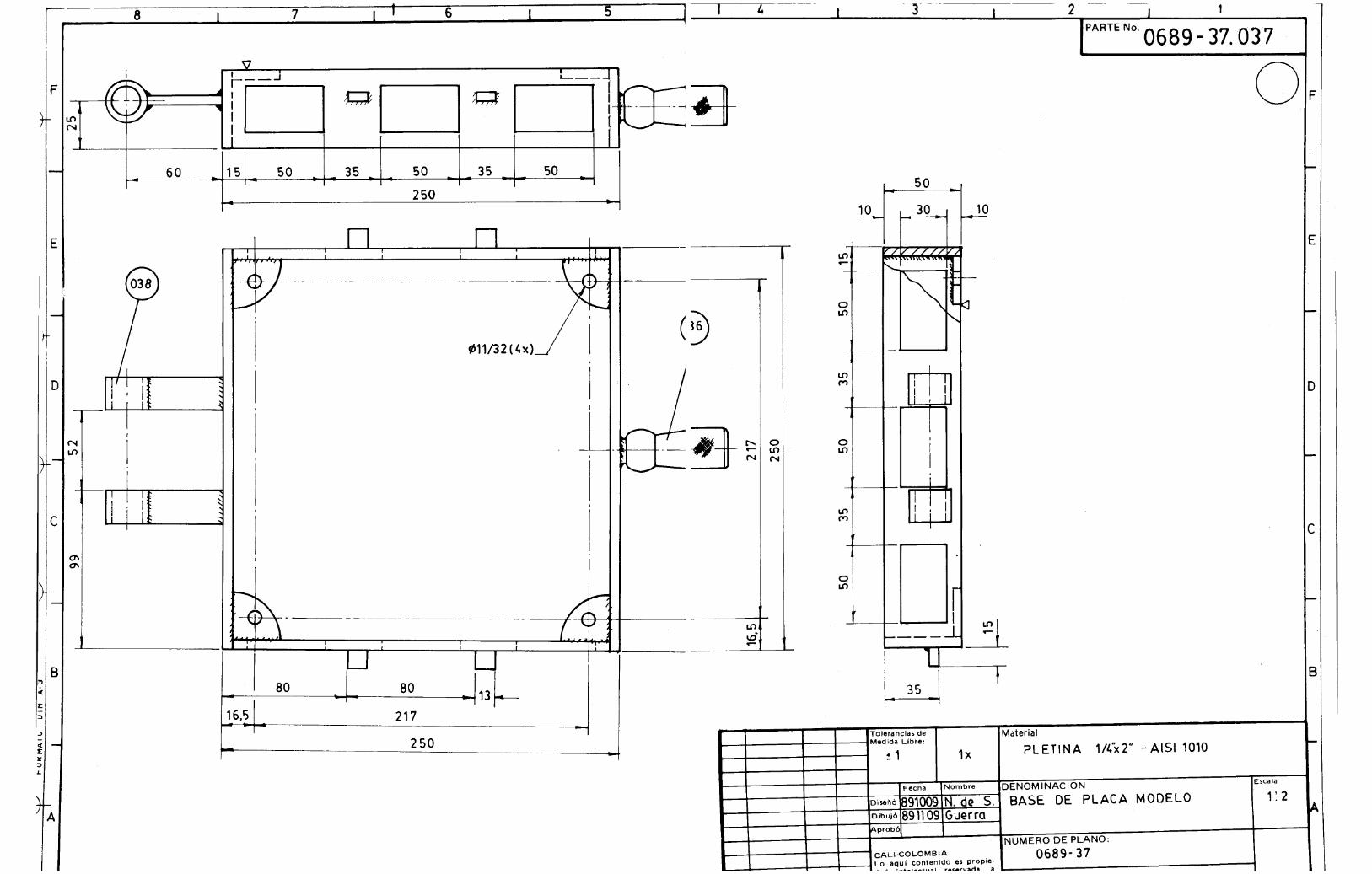
,., .(
z -:::l
:::l -c(
!: 1:: :::l J..
,,-I
F
E
D
e
B
A
N LO
0\ 0\
8
I
~
60 -
7 6
'\J I L-__ ~ r-- J
I °D 6r I
I I
I 1-
: ¡ 15 50 35 50 35 50
250
~11/32(4x)
80
217
250
,,--... -f---- f--- --,
-
(~
¿ -I
3 - -I
2 ---I 1
PARTE No. 0689 - 37. 037
o LO
o LO
o LO
I
¡ !~ I I
I i
1 I 1 i I
I
Tolerancias de I--.-+-----+--+---I Med Ida Libre:
~ 1
Material
1x PLETINA 1/rx2u -AISI 1010
Fecha Nombre DENOMINACION
~~ ____ -4 __ -+--~Di_~~_6~~~'9~1~~~N~.~d~~~S~. BASE DE PLACA MODELO Dibuj6 8911 09 Guerra f"prob6
NUMERO DE PLANO:
CALI-COLOMBIA 0689- 37
Escala
L--l----+--+---I Lo aquí contenido es propia-.... _ .... 1_,,_1 ....... +, .... 1 rAc.rv.-dA. a L-____________ ---1
E
D
e
-
B
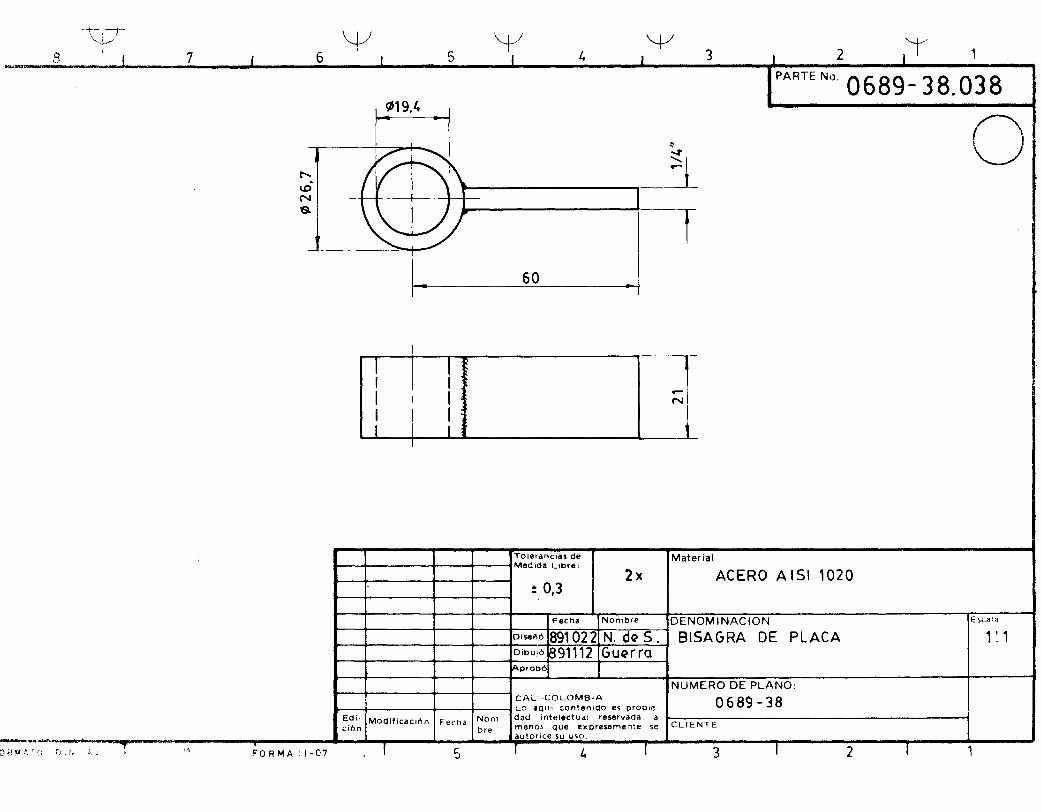
---o
-\-11 "i/
-..-
t"-.
ID N -e.
OR
w , 5
~19.4
1 1 1 I
Edi- Modificación Fecha ción
5
4 I I PARTE No 0689- 38.038
~) "-V 3 2 .\
~ O ...,. ~t
¡ 60
d 1
Tolerancias de Material Medida Libre,
2x ACERO A I SI 1020 ~ 0,3 ¡
Fecha Nombre DENOMINACION Escala
Diser'ló 891022 N. dQ S. BISAGRA DE PLACA 1 : 1 DibUjó ~91112 GUQrra iAprobó
NUMERO DE PLANO:
I
CALI-COLOMBIA 0689-38 LO .QUI' contenido es propie-Nom dad intelectual reservada t a
menos Que expresamente se CLIENTE bre
autorice su USO.
4 3 2
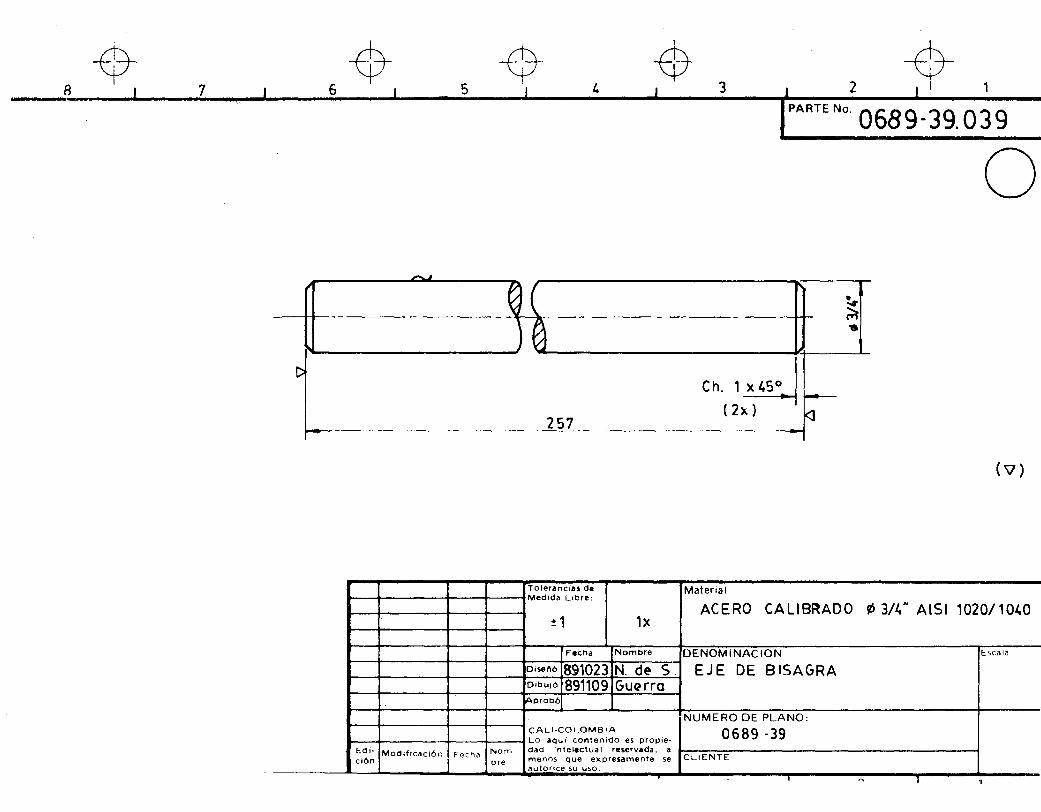
V -$-8 I 7 6. I 5
~
Edi-clón
ModificaciÓn Fecha
V -$ 3 2 -? I 4 I
257
Tolerancia, de Medida Ubre:
!1 1x
Fecha Nombre
OisellÓ 891023 N. de S. DibujÓ 891109 GUClrra AprobÓ
CALI-COLOMBIA Lo .Qu,· contenido es pro pie-
Nom dad intelectual reservada, a bre menos Que expresamente se
autorlce su uso.
• I PARTE No. 0689-39.039
Ch.l~ (2x)
Material
!., ~ "8
ACERO CALIBRADO
DENOMINACION
EJE DE BISAGRA
NUMERO DE PLANO:
0689 -39 CLIENTE
O
(~ )
~ 3/4" AlSI 1020/1040
Escala

F
S01/8"
f t .1
-t [ ~ k' ~í" - - - .
.
E - 6~ 64
90 ~
I D i ....- ----
[1': J iT,
- - - -
I 13
68 e
B '" I o(
Z -o
o ~
<t % cr: o u.
A
r, 1
- - --
......
~ 60
/
1 ' T --....-____________ J
,------=- ~ i I rrTT;
T 13
81
255
• PARTE No. 0689 -4 0.040
20
1 Ch. 1 x 45° 16
r
'1' lO -------------______ 1 1 __ ~
1'1 ' ~ iL 'S. ~~ ,.---' I '----. N,
_--,-_-Lo-Té 1/8" x 1'"
·Plet. 1I8·x 1/2"
/ so 1/8"
\
--~¿¡-- - -
-- 7--
Tolerancias de Material ~--+ ___ +--_~--IMedida Libre: EJE CALIBRADO ~1/2/ - AISI 1010
Fecha Nombre DENOMINACION
~~ ____ -+--~--~Di-Se-ñÓ~a~.91~0~2~0~N~.~d~e~S~. SEGURO PLACA(FRONTAL) DlbUjó!891109 Guerra Aprobó
______ .. ___ ......... ~A
NUMERO DE PLANO:
0689- 4'0
Escala
1:1
E
-
D
e
-
B

\1-7 \f-J "i-J '-V '1 r1 'r 7 6. 5 I 4 3., 2 ,
_--------.L PARTE No 06 89 -41. 041
~_',,"" .. ~~~~~"lI:_ :1R~A-l) f""';". E
~
L-~----- -~~ - - --.==n lO
~ ...... ('V')
e.
~~ 2 x 45 o (2x)
~ SOO!I ~
TOlerancia, de Material Medida Libre:
1x EJE CALIBRADO (j3/4" AISI
Fecha Nombre DENOMINACION Disel\Ó 891024 N. de S. EJE HORNO DibujÓ 891123 Guerra IAprobó
NUMERO DE PLANO: CALI·COLOMBIA 06C09-41 Lo .Qui contenido es propie·
Edi· ModificaciÓn Nom dad intelectual reservada, a Fecha CLIENTE ción bre menos Que expresamente se
autorlce su uso.
5 4 3
°t I
1020
E<,cald
1 : 1

\ : J '~!--/ y y 'V _~ 1
rARrENO 0689- 42.042 7 6 L. B 5 '3 2 '1
~~·'<!'-a-"Y ___ ; ... __ . __ ·l ...
1
3y
Soldar tubo por lado in
~'~··~U""i!i.""'. J:
~ ~ ~\~ A .... e :_, I t-.;
r-Lám. CaL la 13 1- 63 63 3:~ 63 63 -1 O I l l "1 .1. -1 ---r------1I---(.;..~- _ 1 . 1 _ ~
't' T T
~ 1: )------- ----- ~ I LS)
/ '1 ~ t¿ - ---.; - - - ±-- - - --.1;;: k -~ .... __ o i - <p-. y - I'l{ - -
~I 1 T I I I
80 90 90 25 ---~ Marco do 92 x 290 019/32' (14x)
Angulo 1/8"x 1·
bl ,-1. 3/4" (3 ) Tolerancias de Material ,ra mue • "" X Medida Libre:
>r (Marco) ! 1 1x INDICADOS - AISI 1010
J--+ ___ -+-_-+-_-I-_-+-F_ec~h...."a ---+_No_m_b_re_-JDENOM I NAC I ON E. scala
t---+------i---+--+-~=~~=-~ TAPA H O R N O 1 : 3
NUMERO DE PLANO: CALI-COLOMBIA 0689 42
1---+ ___ -+-_-4-_-1 Lo .Qui contenido es propie·
Eai- MOdIficación Fecha Nom dad intelectual reservada, a J--------------------.., Clón bre menos Que expresamente se CLIENTE
autortce su uso.
'3

ri
8 "-Y
ORNATO DIN Al,
I 7 ~ 6
7 FO R MA : 1-07
'+" -.l 5
'-V J 4
¡á26,5
f:J li ~
.-+-
T '--
TOlerancias de
'+" I 3
Material
2 ~I 1
PARTE No. 0689 - 43.043
o
W 'J
I IMedida Libre:
~ 0,3 2x BRONCE POROSO
DENOMINACION ---4------1
Diseñó BUJE BRAZOS Dibujó
!AprObó
NUMERO DE PLANO: CALI-COLOMBIA 0689 -43
Escala
1: 1
I I LO aqu i contenido es propie-No m I dad i ntelect ual reservada. a t-::-:'"':":::7==-------------------------I Edi- ¡MOdificaciÓn
ciÓn Fecha bre menos que expresamente se CLIENTE
autorice su uso.
I 5 1 4 I 3 I 2 1 1

z e
F
E
o
e
B
o
-
f 01/8"
~- -
~ 1--
64
90
rr : ! 1 U 1"
I
68
I
- - - -
r
60
I I
I - - -'- ---- I
I
13
81
255
...... ---- -¡ I L. J J
PARTE No. 0689 .. 41.,.044
I
,IE450
'1' ~ - - - __ lit- ~ II ..-I i I 'S.
r!...,
~ -7L
~ T~ 1/8" X 1" 1
!
j
j
•• ~
("118" -----------------------------4~
--~~ - --- - --- .~l+I".}---K--
I -i T í ~ Plot. 1/S" X 1/2' H ! ~ , ·1 y¡
~ I ;-------------1 ¡j; ,i ~~ f), ti ~ 'J "', J? 1!¡ 1jl ,e ~ $;
~~ n Tolerancias de Material
20
16
-. r--
I N
~ i '------. I
~~ .--+ ___ +-_t-----iMedida Libre: EJE CALIBRADO r1J1I2" AISI 1010
1x :,~ ~ '.~~ ~ ';~ ~
...• ~ 1----+-__ --+_-+-_--+-Di_Seo'\_6..p:~~19~'10::.=2~0¡...:,N.!..:. . ....::d:..::.e~S. SEGURO PLACA (TRASERA) ,¡,1; ~ Fecha Nombre DENOMINACION
.\ ~~ DibujÓ 89 116 Guerra 5. ~ jAprobó '~.~.' '<;,~
o
LO oo' ('f')
Escala
CJ- 1---I-----+--f------lCALI-COLOMBIA 0689 -44 'Y. Ii<;~. J. A. DE AVALA 8r Asoe. NUMERO DE PLANO:
'~:~.¡ . ,.; I--+---+--t----I Lo aquí contenido es prople-~~ ~ F"di . .......... n.,:¡ ......... ¡A ... ~ .... _h ... Nom dad intelectual r~~~~~~~~1 _~ "'r~I-"II'"~N~TI'"~--------------i
F
-
E
~
o
-
e
8

R43 "0689.45.045 7
rf ~--I I I \ o !
F
E E
/ h I
• f /
~ ~
I.f) r" o "8 o
.. .
~.1 '.
l e e
Zona CIU'!WftrAIfUIIIl .n beíe r mokM .. o
5
B B
..
A CE O
L. Ese. a :
A ')5.035
MeHllflaeli6 .p:
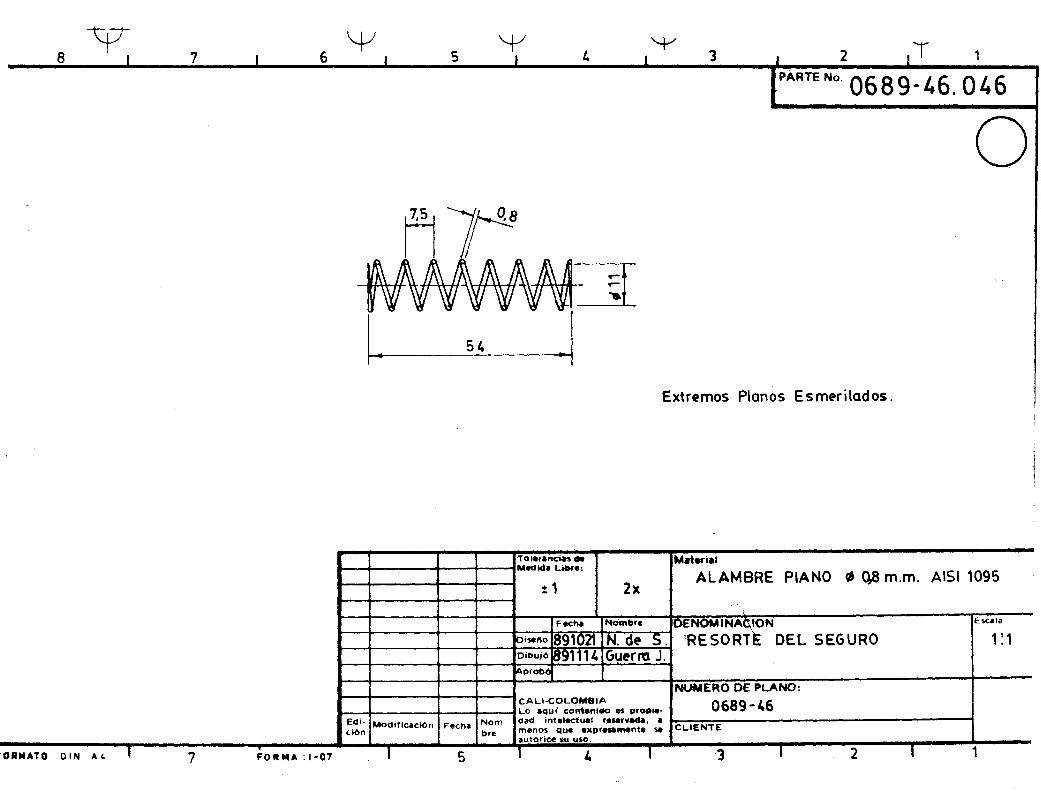
8 'V
7 6 '-V
5 y
t. '+" 3 2 T 1
PARTE No. 0689- 46.046
o 7,5
\!lB "-\\ '1 ~ ..•• • ',\ l.. ~
[. • 5-4 - - ~j ~ Extr.mos Planos Esmerilados.
TOlera~" Mfleri~1 Medida LiIM'e:
~ 1 2x ALAMBRE PIANO ~ Q,8 m.m. AISI 1095
-, Fec:ha Nombre
r--' ,- IN~ir E,ul"
~i~"6 189102f I~. de -S-. 'RESORT DEL SEGURO 1 ~ 1 OiDuj6 891114 ~~rf'C1 J.
¡Aprobó
NUMERO DE: PLANO: CALI·COLOMBIA 0689-46 LO aQui com.nlClO es prOPIe-
Edi· Nom dad intetectual ,_r"ada, 11 MoClifiución Fecha menos que expr __ nte ~ CLIENTE ,Ión Dre autorice $U U50.
7 5 1 L 1 ~ I 2 I 1
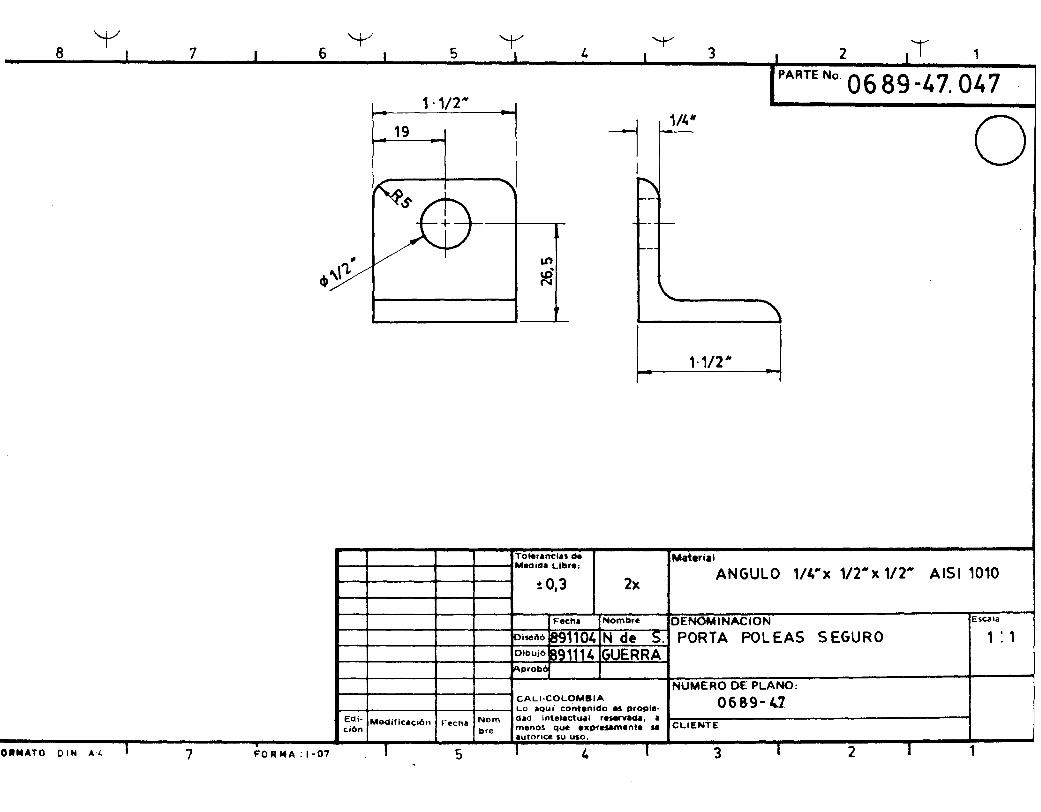
8 '+" 7 6 '-V s 'Y "'+" T .. ~ I L
1·1/2""' I PARTE No. 0689 -47.047
19 1 114M
O t---
~ '"'
~ f--
f-- f--
f--~ LC')
~~ ~ \..
"\
~ 1·1/2· ~I
Tolerancias de M1rteri.' MediCIa L1br.:
ANGULO 1I4"x 1/r'x 1/2'" AISI 1010 !O,3 2x
Fecha Nombre iOENOMINACION Escala
lo i 18116 1891104 N de S. PORTA POLEAS SEGURO 1 : 1 I
Dibujó 1891114 IGUERRA I I
¡AprObÓ
NUMERO DE PLANO: CALI-COLOMBIA 0689-1.1 Lo aqui contenido es prople-
Edi- MOáificlción Ncm dad intelec:t\H1 reservact., a clón
,echa menos que expt'eamente le CLIENTE bre
autorice su uso. 1 T -
7 s 4 3 2
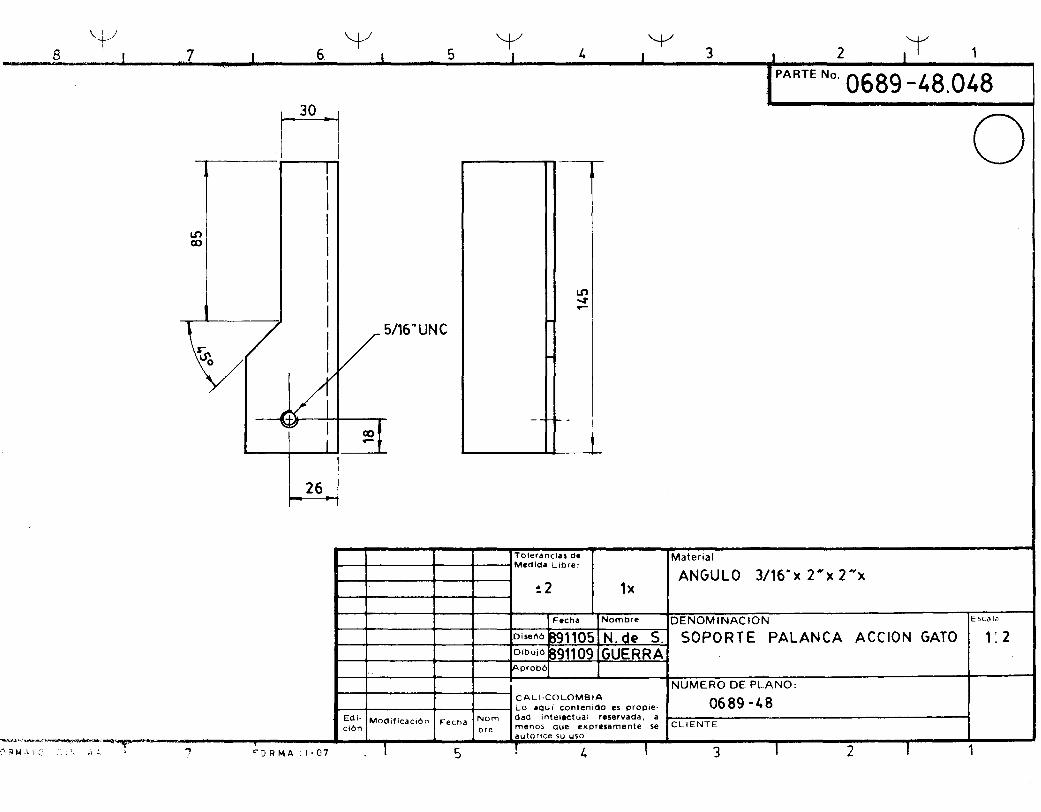
\'/ i-8 I 7 I 6
11 ~-, ji
I I
1Il ce
I I I I I
'+" I
~( ! V5~6.UNC J/r ~
I =1 26
5 'V
I
~-
4
1Il ...z ro
Tolerancias de
'-V 1 3 2 '1 I
PARTE No. 0689 -48.048
o
I 'Medida Ubre: Material
ANGULO 3/16"x 2"'x 2"x !2 1x
ACCION GATO IEse;l; 2
IAprObó
NUMERO DE PLANO:
0689 -48 CALI·COLOMBIA I I Lo ~Qu i contenido es propie-
dad intelectual reservada. Edi- IModificaClón ción
FeCha Nom bre menoS Que expreumente CLIENTE
. ..¡.~, .... ___ ..,..,._4"~_-_,:~~~ autorIce su uso.
';'1 .'< M ., \~, - 1, ¡," '] F Q R M A : I - O 7 5 4 3 2
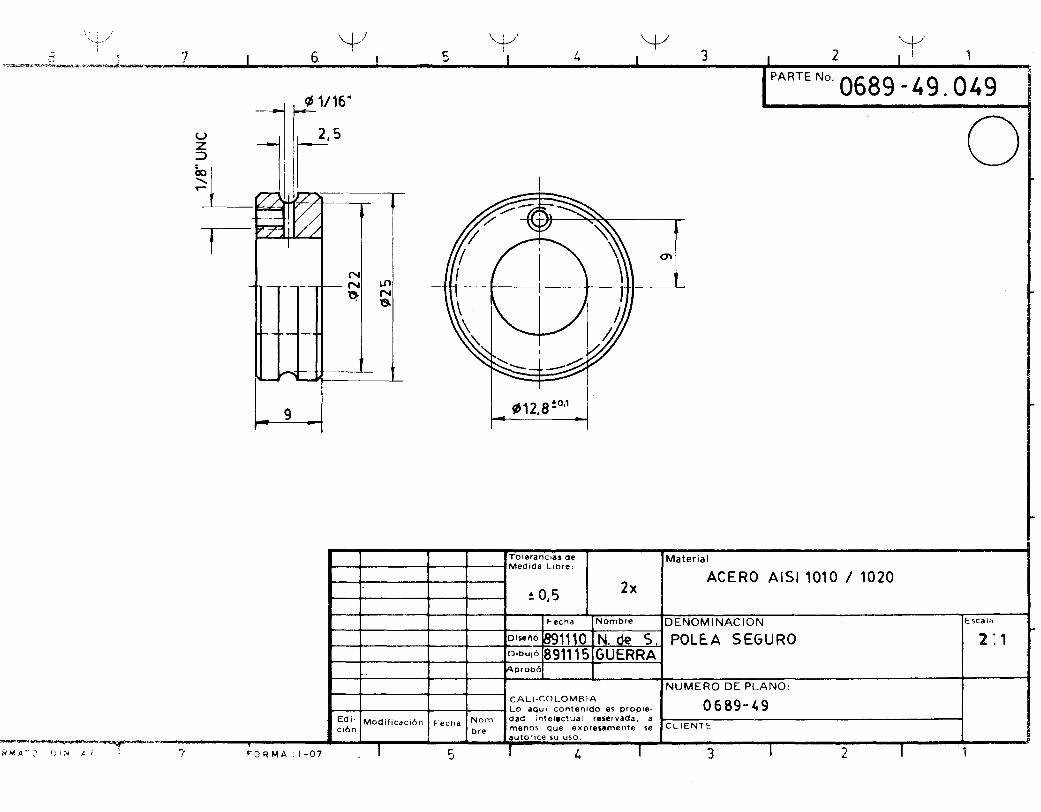
7 6. ~ "-
(/J 1/16"
--h------,- - ..., • I
1-4---1-~
L.....T 'L..j'j
9 __ I
~I ~
I 2 S"o" ~1 . -
I ,Tolerancias de 1----4------+----f---,- Medida Libre,
~ 0,5
• 0\
Material
2x ACERO AISI 1010 / 1020
DENOMINACION
O i se 1\6 =-:--:-7:::+:-:---:--=--i PO L E. A S E G U RO
~prOb6
o
E sea Id
2: 1 1-
t . CALI-COLOMBIA .NUMERO DE PLANO,
_._ Ed'-,IMOd . Lo ~Qu, con! . '¡'Oo( A, "o, f') l'. .. ~ I ci6n ,f'cac,6n Fecha Nom dad intel.ctu~~'drO es propie- 0689- 4
9
, ,. Pe' '7 I bre I menos Q eservada, a . " R " • I _ 07 I '"'"'''' ,:' ",~:",um,,,",, ce< , NT' I . 5 I 4 I 1 I 3 I 2 1 i

\ I ) ". ~~~.
I 7 6 y
4 5 ~J ~
3 2 ~ PARTE No. 0689 - 5 0.050
O 1
1 x 45° N -r-'S
;s. -.J
•• e ~ ,
o N -r- -
~ - - a- - ......
'6 ..-'8
D. ~ f 18 330
410
(v)
I'V
TOleranciu de Material Medida Libre:
ACERO CALIBRADO ~ 1/2· ~ 0,5 1x
Facha Nombre DENOMINACION Escala
Oisel\ó 891104 N. DE S. EJE DE POLEAS 1 : 1 DibujÓ 891116 GUERRA
IAprobó
NUMERO DE PLANO: CALI-COLOMBIA
0689 - 50 Lo ~Qu" contenido es prople-Edi- Modificación Nom dad intelectual reservada, a
Fecha menos Que expresamente se CLIENTE clón bre autorice su usO . .,.
7 5 4 3 -

~ '+//
7 5 y '+/
3 2 :1/
1 .,,:r4-*-'~:I'r., I
6 y
4
PARTE No. 0689 - 51 ~051 1/4"UNC -- ¡.....--
O 1 1.915/
16-
I
~ I
~ 1 .-
V .-
/
"'l. ~ m ~ C>
o ·~L I.f)
~~ r--
'S. r--
~ (¡rafilada
---b45•
19
lo
Tolerancias de Material Medida Libre:
~ 0,5 1x AIS I 1020
Fecha Nombre DENOMINACION E:.s.cal20
Diser'\Ó 891107 N. DE -S-. MANIJA SEGURO 1:1 Dibujó 891115 GUERRA
!AprObó
NUMERO DE PLANO: CALI-COLOMBIA 0689-51 Lo aQu I contenido es propie-
Edi- ModificaciÓn Nom dad intelectual reservada. a
clón Fecha menos Que expresamente se CLIENTE
bre autor1ce su uso.
~;r..,.".",<._e.'f"""_~_..q:.~"""' .. .l"'/.'_
}~~ fl.'~C' S .,< .tI 5 4 3 2

'V '-V Y '-V '1 8 I 7 t 5 I 1. 3 __ ~_ 2 I 1
~ ::l
-DO "M
Ir IL
17
-~¡
t
140
7
- ~{ -Jei
40
Edl- MOdifiuci6n Nom FeChe ci6n bre
5
- -
460
Tolerancias de Medida Libre:
!1 1x
Fecha Nombre
lo 1 se/\O ~1110 N. DE -S-. Dibuj6 891116 [GUERRA
IAprob6
CALI-COLOMBIA Lo ilQui contenido es prople-ditd intelectuill reservacY, e menos Que e"presamente se
I autorice $U uso.
4
(PARTE No. 0689 - 52.052
..,3/8" o \
IJ
] ( rt\ ª - JI -J 45°
Material
ACERO CAL liBRADO ~5/8
DENOM INAC ION Escala
PALANCA GATO 1: 1
NUMERO DE PLANO:
0689 - 52 CLIENTE
-
3 - . ~
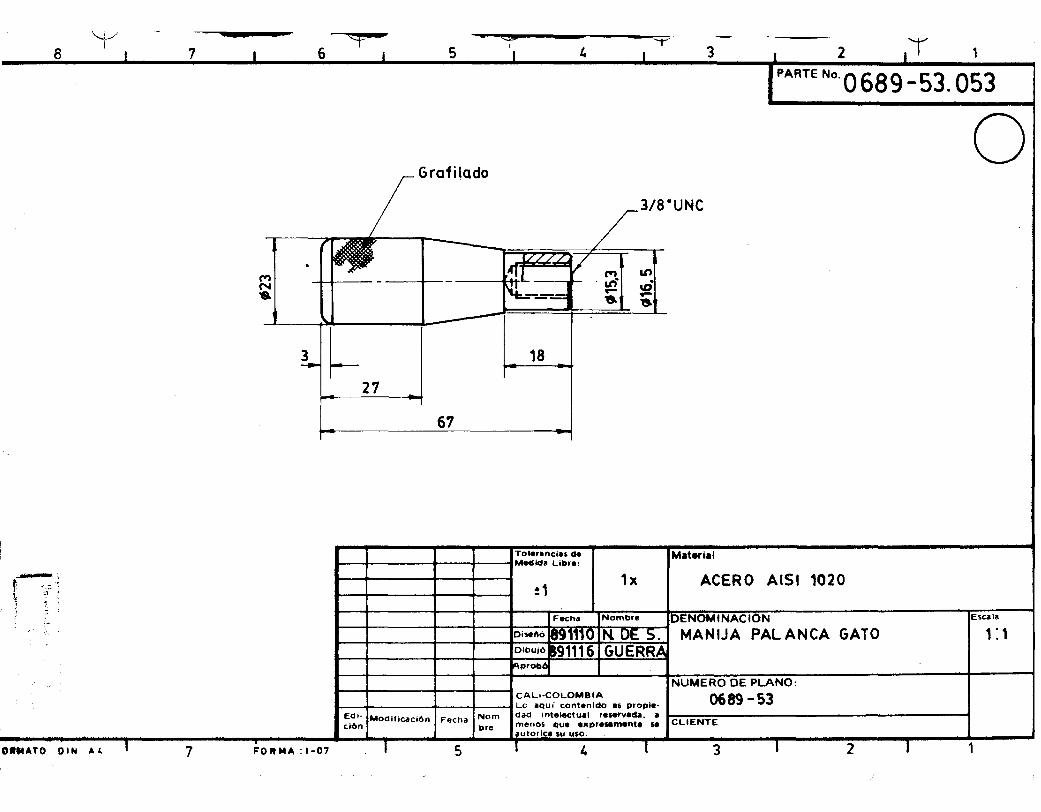
I I I PARTE N°0689 -53. 053 8
'1---- ~ s 4"'" lo -r' 7 6 3 2 '1 1
O GrafilQdo
3/8·UNC
,." ,." U')
N ui .¡; -... '8. -'8.
3 ~ 18
21
61
I ! Tolerancias ese Materilll
MecliCla Libre: -- 1x ACERO AISt 1020 r ' - !1 :;l
1 , " ): Fecha Nombre DENOMINACION Esc.la '-
DiwM 191'10 N. DE S_ MANIJA PALANCA GATO 1: 1 Dibujó 891116 GUERRA AprObó
NUMERO DE PLANO: CALI-COLOMBIA 0689 -53 Lo AQui contenido fl propie-
Edi- Nom dad inteleCtual re_vaú. a Modificaci6n Fecha <:16 n bre menos que e"presamente se CLIENTE
'autorice su U$O.
7 s 1 4 3
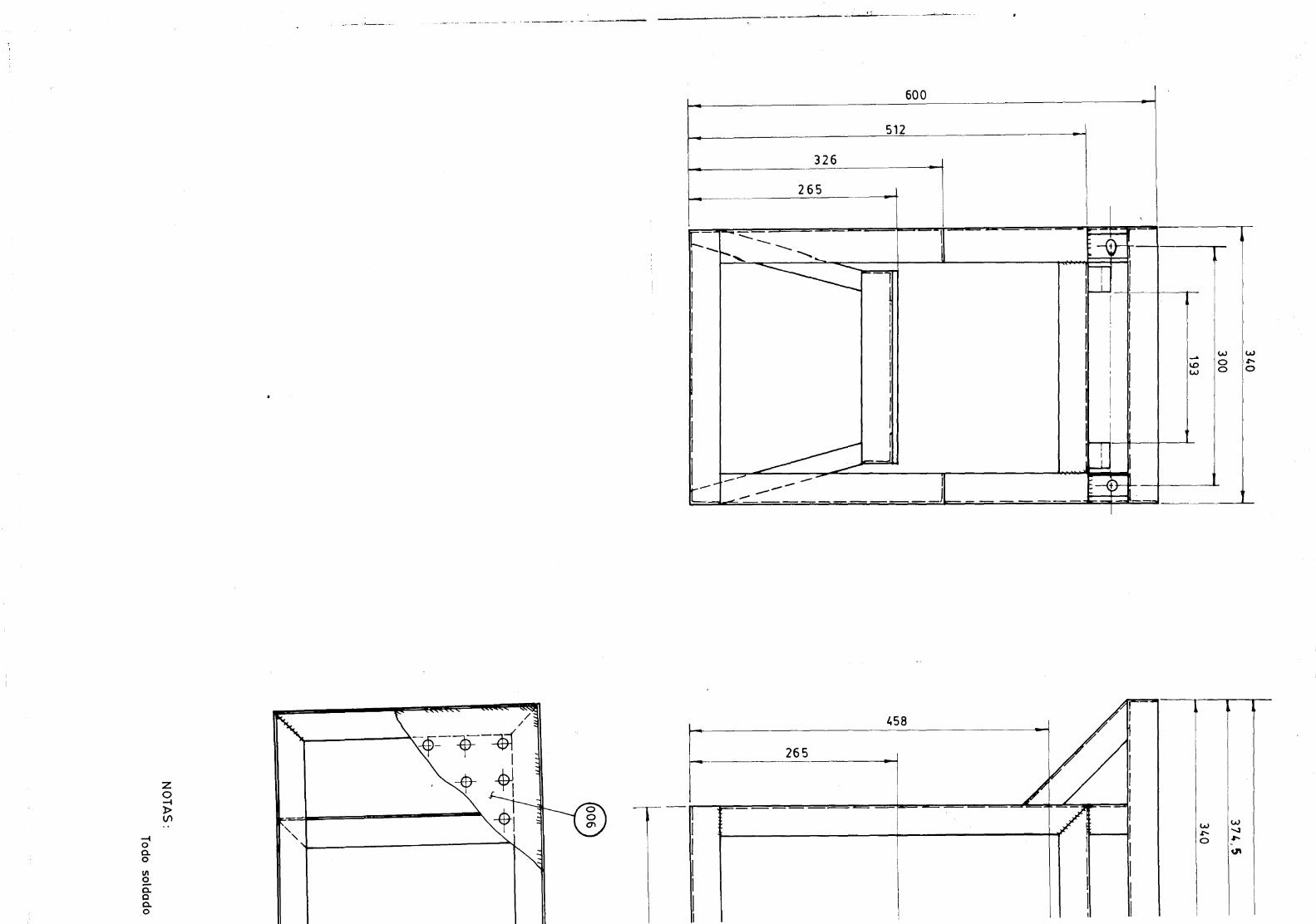
-1 o a. o 111 2-a. Q a. O
Q
z o -1 » lf)
_._J __ .•..
600 -512
326 1...-
265
¡r: --- --I -'" -......... '- ............
I ~ I
l
I I I
I I ¡ ¡ I
I I I I I ~L--_jll ¡ -- --~--" --" ----
458
¡--___ ~265 .----
---I I I I I I
,
I I + 1.-
r--r I ~
IWJ- ¡
i I ¡ I
I I I ~
w w
¡ I
\O o z-.
I w o o
I I I ,
~ L-
I L1
JI ~+~ 1
I
w w
I z-. ~
o 1"-
'" I I I I

1.102
1 PARTE N·O 6 89 - 01. O 01
391 - ---l 263 123 180 ---
047 ---, I 001.
=' -,,---, --
11 1 Ir ,
, -l-A--I Ii ~~-- U
005
380
01 o o N' ("1') N
N ~
r-
1
I
U (002
[~J I I
r 71 I I I 1
~
I I I
I Ang. 1I8'x" i I ~ I -IV I I I I I
1I I I , 1I I I ~
21.5 -968
+
o
L ________ ~
~ I
I I I 1
1
I
("1')
0'\ ro
---'---------:r----
, I
---'--------t--'-+-f-- - -e - ------{;;: :{ . /.:;'':;' c/J ¡;;:, ;~ i r
u='" (J":;' ." 180 123
Pletina 1/8" x 7/8" x 330 m.m. long. ~.~~t4!; ,.,:
N ro U"l
t(;" .. dÁ~;_·":: ;,~
rJl6,~._" '.,r;.,,'. Angulo 1/8" x 1·1/2" AISI 1010 /1020
! 1 1 x :0; y pul ir donde s~a necesarro '':cic'V'' JI1alÍ.~I •• ·
·ñ~5J;~td:.~~S.~~~;~~h.-~~~CU~¡·~-;-A--------------------'I-EK8-1-~-~4--~1 91107 ¡Guerra ~---- .. - ,- -----
.. : . ,,'\'..'MFrC .-'1:. i-> ....... ¡.O, 1 1-_ ..... ____ .... __ .,.._-: L'; ... ,,' 1"I'\t~n"j(, ,n !J"O'~' (PQ,RTf lito .. : 0689 - 01
dQ~<I lhtaloi¡;' .... 1 r.~"r.", .. ~. •
~Or\'l menes ..:¡¡,¡e ":(,tb.rn.~t. St ~e'l ,IJt!'o~'.~_ ill m-. >.:,-~. ~"'- ... __ .- •

tV (J1
o
..... 0'1 (J1
tV ..... "-J
0'1 o
...... r~~.~.,~ . l> ....
~ 16,5
16 70
53
~-- . ---t--t-t---
I --t-I
~ f ----+---~~ ..... "-J
tV ~~=j-_
:,~. '..c. ._-- __ o
250
217
60 55
------
I \
-1
5
..... (J1
0'1
en o
"O o .., o G'\ e ~.
~

1 E'-. t"')1.·
J=:LL -¡
I
•
. ----------------r-
1.0 ~ N
CO ~
O ~
---ID ID
--
-
---
IpARTE~' 0689 -35. 035
SECCION A1-A2-AJ-A4
90° 90°
015,6 ~
~11 ~
~32" (18x)
1 I
Para medidas del Rotor ver plano 0689- 45. 045
TOler4'1c.¡4~ Qto M.w;~:
1 M.alaa ubr .. :
ALUMINIO :1 1x
C..:o'lIl Mal«rll':; ,,",ch. Nombre DENOM¡NAC¡ON: ¡a.. ..
p!MAO 891010 N. d~ S-. PLACA MODELO 1: 1 ~ 1891114.. Gu..~[!JL
,
¡Aprobó '1,
NUMEkGl OlE P4.Ar-.Q: I
~ ~ ~~I!ttfIT~e !S ¡:m~~I,. ¡PARTE Ne ) , 0689-35 E'U~ Nom.
daC! ''''.I<'IctlJl!! r.~ArY.a.. él' GI6n MoCllflCilcJ6n F,chll m.~"'·~ q'.M expreu.rr •• r.," ••
'br. ..uto,i~ su lUO.· .-..:. -