
ASSOFOND Federazione Nazionale Fonderie XXXI Congresso di...
41
Metodo di mappatura della qualità dei bagni di leghe di alluminio Giorgio Muneratti - Foseco Italia ASSOFOND Federazione Nazionale Fonderie XXXI Congresso di Fonderia Convegno Tecnico - Fonderia e nuovi scenari: competitività e tecnologia, le sfide del futuro Vicenza, 26 e 27 Ottobre 2012
Transcript of ASSOFOND Federazione Nazionale Fonderie XXXI Congresso di...

Metodo di mappatura della qualità dei bagni di leghe di alluminio
Giorgio Muneratti - Foseco Italia
ASSOFOND Federazione Nazionale Fonderie
XXXI Congresso di Fonderia
Convegno Tecnico - Fonderia e nuovi scenari: competitività e tecnologia, le sfide del futuro
Vicenza, 26 e 27 Ottobre 2012

Cause principali di difetti dei getti originate nella lega liquida
InclusioniAssorbimento di gas
L’alluminio liquido assorbe idrogeno e si combina con l’ossigeno
L’assorbimento di idrogeno può causare porosità nei getti.
La combinazione con l’ossigeno causa inclusioni di ossidi.
Le principali fonti di idrogeno e ossigeno sono: umidità atmosferica,
rivestimenti dei forni, cariche sporche e ossidate
I fattori che facilitano l’assorbimento di idrogeno e l’ossidazione
sono : temperature elevate, turbolenze e agitazioni


Inclusione Origine
Carburi Al4C3
Celle di elettrolisi
Boro-carburi Al4B4C Trattamento con boro
Boruro di titanio TiB2
Affinazione del grano
Grafite C Tubi di trattamento, rotori
Cloruri NaCl, KCl, MgCl2, ecc. Flussi
Alfa-allumina α-Al2O3
Inglobamento dopo fusione ad alta temperatura
Gamma-allumina γ-Al2O3
Inglobamento in fase di trasporto e travaso
Ossido di magnesio MgO Leghe ad alto tenore di Mg
Spinelli MgOAl2O3
Leghe a medio tenore di Mg
Principali inclusioni nell’alluminio liquido

Carburo di silicio del crogiolo Inclusione di pelli di ossido

Ossidi presenti nell’alluminio liquido
Tempo di
accrescimento
Spessore Descrizione Origine
< 1 secondo < 0,01 mm Frammenti simili a
coriandoli
Travaso e riempimento
stampo
da 10 secondi a 1
minuto
0,01 – 0,1 mm Pellicole flessibile ed
estese
Siviere di trasporto
da 10 minuti a 1 ora 0,1 – 1 mm Pellicole spesse e rigide Forni fusori
da 10 ore a 10 giorni > 1 mm Masse compatte e
placchette
Forni di mantenimento
(da Campbell)
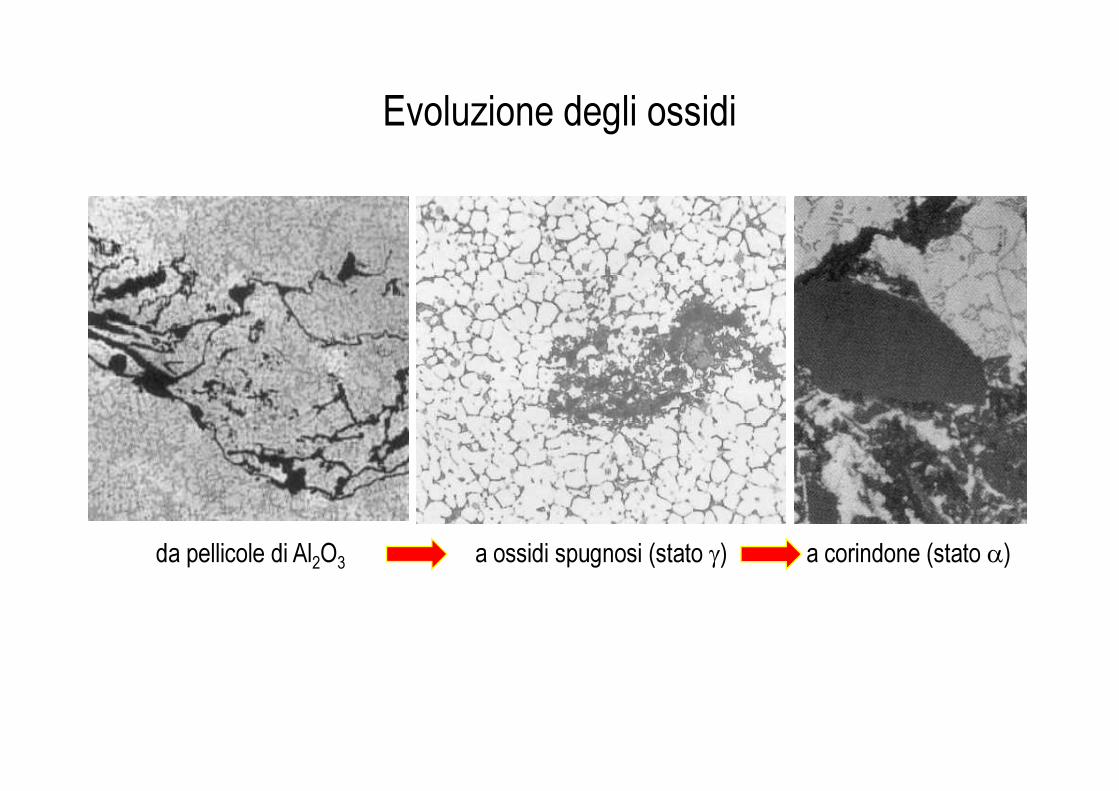
Evoluzione degli ossidi
a ossidi spugnosi (stato γ) a corindone (stato α)da pellicole di Al2O3

• Tridimensionali
• Punti duri
• Isolati o “a grappolo”
Particelle grezze di spinello formate da
esposizione al tempo e alla temperatura
(“crescita nel forno”)
Particelle di ossidi di Alluminio
Ossidi “vecchi”
• Fragilizzanti
• Deleteri nella lavorazione
• Concentrazioni di stress

Può evolvere in forme complesse
Ossidi “nuovi”
Resta come lungo difetto che collega le
pareti del getto
Pellicola bidimensionale di ossido che si forma durante il trasferimento
od il travaso. Influenza la tenuta a pressione.

Curva di solubilità di H2in Al
0,001
0,01
0,1
1
10
200 400 600 800 1000
°C
cm3/100g
0,7 fase liquida
0,04 fase solida
temperatura di fusione
La solubilità dell‘idrogeno dipende dalla temperatura

Gli elementi alliganti influenzano la solubilità dell‘idrogeno
0
0,5
1
1,5
2
2,5
3
0 2 4 6 8 10 12 14 16
% in peso degli alliganti
cm3/100g
Li
Mg
Ti
Si
Zn
Cu
FeSolubilità dell’Al puro a 700 °C = 0,93 cm3/100g

superficiali, getto con sola valenza estetica
interne, visibili dopo lavorazione meccanica,
getto a tenuta
Porosità da gas su getti
bollosità superficiali
porosità interne (sezione lavorata)

• Ci sono molti tipi di inclusioni non metalliche nelle leghe di alluminio
– Che vanno da pochi micron a diversi millimetri
• Alcune inclusioni sono comuni a tutti i processi
– Come le pellicole di ossidi
• …altre sono specifiche di particolari fonti di materie prime, condizioni del processo e tecnologia del trattamento del metallo
– Come carburi e boruri, ossidi di magnesio e spinelli

L’individuazione ed analisi delle inclusioni
e della loro manifestazione durante il processo,
dalla fusione al getto,
permette di identificare le aree in cui si evidenzia il problema
e focalizzare i programmi di miglioramento

FOSECO mette a disposizione delle fonderie il proprio team di esperti, italiani ed internazionali, e la
propria avanzata strumentazione di controllo della qualità metallurgica.
Melt Map è un sistema integrato di controllo della qualità della lega in tutte le fasi della sua
elaborazione in fonderia, che si avvale delle più avanzate (e pratiche per la fonderia) strumentazioni
messe a punto da Foseco, oltre ai metodi classici, quali analisi micrografica e SEM.
I controlli della lega aiutano a:
• Comprendere il processo di fusione e trattamento del metallo
• Evidenziare debolezze nel processo fusorio
• Registrare dati per comparazione benchmarking
• Analizzare difetti nei getti
• Offrire soluzioni ai problemi
• Identificare le variazioni del processo nel tempo
Melt Map – Molten metal audit

Il processo di Audit è generalmente diviso in 4 parti
• Orientamento iniziale: raccolta di informazioni sui processi in uso, i prodotti consumabili utilizzati,
tipo di getti prodotti ed i correnti problemi e difetti incontrati. Definizione del piano di controllo e degli
obiettivi.
• Esecuzione dei controlli in fonderia nelle diverse fasi del processo e raccolta dei campioni.
Raccolta di esempi tipici di difetti di fusione per ulteriore analisi.
• Rapporto in forma scritta
• Workshop dove vengono discussi i risultati, raccomandazioni e concordate azioni con il personale
chiave del cliente.
Melt Map – Molten metal audit

La strumentazione comprende:
• ALSPEK H unità portatile (misurazione del tenore di idrogeno)
• ALSPEK MQ (valutazione dell’inquinamento del bagno = inclusioni)
• V-Met (identificazione e conteggio computerizzato delle inclusioni)
• Degassing Model version II (software di simulazione del processo di degasaggio)
• Gastec - Densitec (RPT, Dross Test)
• K-mould (analisi delle inclusioni grossolane)
• Analisi Metallografica (microscopio ottico)
• Scanning Electron Microscope (microscopio a scansione elettronica)
• Thermatest (analisi termica)
• MAGMA soft (simulazione riempimento ed alimentazione del getto)
Melt Map – Molten metal audit

Alspek H
Determinazione diretta del tenore di idrogeno nella lega liquida
elettrodi termocoppia

Alspek H
Determinazione diretta del tenore di idrogeno nella lega liquida
Led
Porta USB
Attesa
Livello carica batteria
Retroilluminazione
Registrazione
AccensionePresa sonda
Presa carica batteria Scheda di memoria SD
Tasto invio
Tasti di selezione

Alspek MQ
Valutazione diretta del livello di pulizia della lega liquida
Il galleggiante viene appoggiato sulla superficie, il tubo affonda ad una profondità prestabilita, la lega
inizia a fluire all’interno del tubo, e viene misurato il tempo richiesto al passaggio di 1,5 kg di alluminio,
in base al quale viene generato l’indice di qualità della lega MQI (Metal Quality Index). L’indicatore sul
manico dello strumento segnala quando la lettura è terminata, generalmente entro 60 secondi.

La comunicazione tra lo strumento e l’unità di raccolta e visualizzazione dati avviene con un sistema
senza fili, che opera entro 100 metri di distanza, compatibile praticamente con tutti gli ambienti di
fonderia, evitando di trascinare cavi vicino ai forni.
Alspek MQ
Valutazione diretta del livello di pulizia della lega liquida

Alspek MQ
Valutazione diretta del livello di pulizia della lega liquida
MQI (Metal Quality Index)
Selezione categoria di getti:
-Aerospaziale
-Critico per la sicurezza
-Automobilistico
-Commerciale

L’indice MQI è un numero compreso tra 1 (tempo di riempimento di 5-7 secondi, corrispondente a
metallo molto pulito) e 8 (tempo di riempimento maggiore di 20 secondi, metallo molto sporco).
Vengono individuate le particelle maggiori di 50 micron.
MQI 0 Riempimento rapido Problema col test
MQI 1 - 2 Fusione molto pulita Perfetto per fusione
MQI 3 - 4 Inclusioni isolate Ritrattare?
MQI 5 - 8 Metallo molto sporco Ripetere trattamento
MQI 9 Filtro bloccato Ripetere trattamento
L’indice MQI viene visualizzato anche nello schermo dell’attrezzo di misura, per permettere
all’operatore di decidere se accettare la lega o effettuare altri trattamenti di depurazione.
Alspek MQ
Valutazione diretta del livello di pulizia della lega liquida

MQI=4MQI=3
Alspek MQ
Valutazione diretta del livello di pulizia della lega liquida

Valori rilevati di MQI (lega A356 - Al-7%Si-0,3%Mg)
Alspek MQ
Valutazione diretta del livello di pulizia della lega liquida
0 1 2 3 4 5 6 7 8
Aggiunta di Ti-B
Aggiunta di Sr
Trattamento MTS
Aggiunta di Na
Attesa 20 minuti
Attesa 5 minuti
Attesa 3 minuti
Mescolamento manuale
Aggiunta di Mg
Appena fuso
MQI

Alspek MQ
Valutazione diretta del livello di pulizia della lega liquida
Valori rilevati di MQI (lega A356 - Al-7%Si-0,3%Mg)
0 1 2 3 4 5 6 7 8
Aggiunta di Ti-B
Aggiunta di Sr
Trattamento MTS
Attesa 20 minuti
Mescolamento manuale
Aggiunta di Mg
Appena fuso
MQI

Alspek MQ
Valutazione diretta del livello di pulizia della lega liquida
Effetto del trattamento sul valore di MQI
0 1 2 3 4 5 6 7 8
MTS 4 min
FDU + Flusso 5 min
FDU 5 min
Lancia 20 min
Appena fuso
MQI

V-Met
Identificazione e conteggio computerizzato delle inclusioni
Electron Beam
Tungsten
Electron Source
“Gun Cap”
Electromagnetic
Optics
Column
Electron Detector
Image Acquisition
Un microscopio a scansione elettronica SEM, con spettrometria EDS analizza tutta
la superficie di un campione in modo meccanizzato.
Le inclusioni e gli altri difetti (es.cavità) vengono differenziate per composizione e
dimensione e viene redatto un rapporto in automatico.
MnS
Vista delle particelle
accettate nel campo e non Area di
scansione

Micrografia Immagine elaborata
V-Met
Identificazione e conteggio computerizzato delle inclusioni

E’ possibile identificare “grappoli” di difetti (clusters, gruppi di difetti singoli
ravvicinati che si possono ritenere associati in uno stesso macrodifetto).
La mappa rappresenta la posizione e la dimensione dei tipi di grumi.
V-Met
Identificazione e conteggio computerizzato delle inclusioni

Forno fusorio Dopo travaso Dopo FDU
V-Met
Identificazione e conteggio computerizzato delle inclusioni

V-Met
Identificazione e conteggio computerizzato delle inclusioni

V-Met
Identificazione e conteggio computerizzato delle inclusioni

V-Met
Identificazione e conteggio computerizzato delle inclusioni

V-Met
Identificazione e conteggio computerizzato delle inclusioni

V-Met
Identificazione e conteggio computerizzato delle inclusioni

V-Met
Identificazione e conteggio computerizzato delle inclusioni

Effetto del travaso
Lega nel forno fusorio a torre Stessa lega dopo travaso in siviera
V-Met
Identificazione e conteggio computerizzato delle inclusioni
Lega Al-Si9Cu3(Fe)
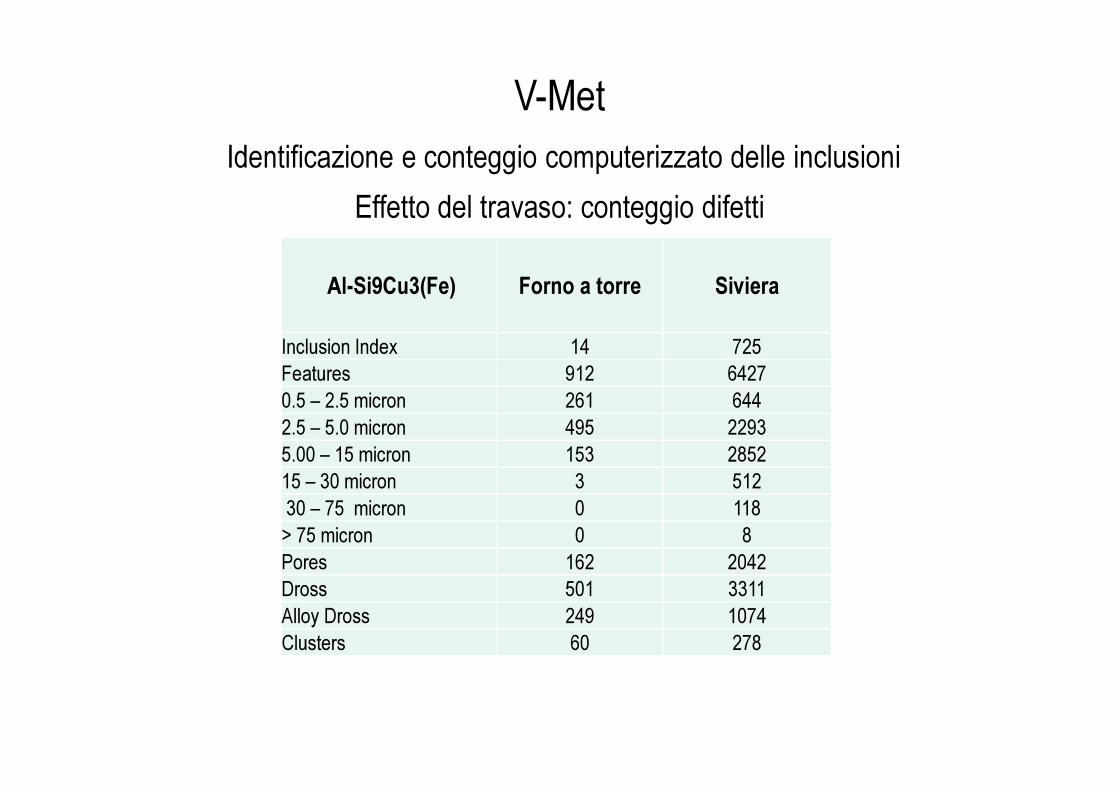
Effetto del travaso: conteggio difetti
Al-Si9Cu3(Fe) Forno a torre Siviera
Inclusion Index 14 725
Features 912 6427
0.5 – 2.5 micron 261 644
2.5 – 5.0 micron 495 2293
5.00 – 15 micron 153 2852
15 – 30 micron 3 512
30 – 75 micron 0 118
> 75 micron 0 8
Pores 162 2042
Dross 501 3311
Alloy Dross 249 1074
Clusters 60 278
V-Met
Identificazione e conteggio computerizzato delle inclusioni

Foseco Batch DegasserSimulazione del processo di degasaggio

Lega Al-Si7-Mg, crogiolo BU 800, temperatura del bagno 750 °C, rotore da 190 mm.
300 rpm 400 rpm 500 rpm 600 rpm
5 min
Tempo per H2 = 0,15 ml/100g
4 min 2,8 min3,2 min
Confronto con differenti velocità di rotazione
Foseco Batch DegasserSimulazione del processo di degasaggio


















