Applicazioni statistiche al controllo della qualità e ... · Shewart-Deming (Figura 14.1) che...
30
◆ 17 Applicazioni statistiche al controllo della qualità e della produttività Introduzione 118 14.1 Qualità e produttività: una prospettiva storica 118 14.2 I 14 punti di Deming e la teoria del management 119 14.3 La teoria delle carte di controllo 121 14.4 Carte di controllo per la proporzione di pezzi defettosi: la carta p 124 14.5 L’esperimento della pallina rossa: il significato di variabilità 130 14.6 Carte di controllo per il range (R) e per la media ( ) 132 14.7 La “capacità” del processo 139 Riepilogo del capitolo 141 A14.1 Utilizzo di Microsoft Excel per le carte di controllo 145 X 14
-
Upload
trannguyet -
Category
Documents
-
view
214 -
download
0
Transcript of Applicazioni statistiche al controllo della qualità e ... · Shewart-Deming (Figura 14.1) che...

◆17
Applicazioni statistiche al controllo della qualità e della produttività
Introduzione 11814.1 Qualità e produttività: una prospettiva storica 118
14.2 I 14 punti di Deming e la teoria del management 119
14.3 La teoria delle carte di controllo 121
14.4 Carte di controllo per la proporzione di pezzi defettosi: la carta p 124
14.5 L’esperimento della pallina rossa: il significato di variabilità 130
14.6 Carte di controllo per il range (R) e per la media ( ) 132
14.7 La “capacità” del processo 139
Riepilogo del capitolo 141
A14.1 Utilizzo di Microsoft Excel per le carte di controllo 145
X
14levine12 3-04-2002 8:34 Pagina 117

OBIETTIVI DEL CAPITOLO
✓ Introdurre la storia del controllo della qualità✓ Presentare i 14 punti di Deming relativi al management✓ Spiegare la differenza fra cause di variazione ordinarie e straordinarie✓ Discutere le carte di controllo per la proporzione di articoli difettosi✓ Discutere le carte di controllo per il range e la media✓ Presentare il concetto di “capacità” di un processo
IntroduzioneIn questo capitolo ci concentreremo sui processi di controllo della qualità e dellaproduzione industriale. La qualità è da sempre un fattore cruciale in diverse areeeconomiche, ad esempio:
• la progettazione, la fabbricazione e il controllo della sicurezza di un’automo-bile
• le telecomunicazioni, dal telefono fisso, al servizio fax, ai cellulari
• le tecnologie informatiche
• la fornitura di servizi nell’area bancaria, turistica, sanitaria, ecc
• la disponibilità di nuove tecnologie di supporto diagnostico
Nella prima parte del capitolo faremo un breve excursus storico per compren-dere le origini del controllo della qualità e, conseguentemente, della produttività.In seguito, dopo aver introdotto i 14 punti di Deming per il management, presen-teremo diverse “carte di controllo” e impareremo a distinguere i tipi di variazioniche si osservano nei dati.5
58 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
◆APPLICAZIONE Servizio qualità in un albergo
Il ramo alberghiero è sicuramente uno dei settori in cui la qualità riveste un ruolo deter-minante. L’albergatore deve sempre cercare di soddisfare il cliente, nel tentativo di farlodiventare “fedele” all’albergo. A tal fine ci si preoccuperà di far trovare nella stanza tuttoquello che il cliente si aspetta che ci sia: dal sapone e dagli asciugamani nei bagni alla tele-visione, radio e telefono perfettamente funzionanti. Un altro aspetto molto importante è datodalla rapidità del servizio, per esempio la soddisfazione del cliente può dipendere anche daltempo impiegato dagli addetti per consegnare i bagagli nella camera. ◆
◆14.1 QUALITÀ E PRODUTTIVITÀ: UNA PROSPETTIVA STORICA
A partire dagli anni Ottanta le imprese hanno dovuto accettare la globalizzazione e l’ideache la concorrenza non è solo sul piano nazionale, ma anche a livello internazionale. L’e-conomia globale entro cui si muovono gli attori è il risultato della diffusione delle tecno-logie informatiche e di comunicazione.
La globalizzazione dell’economia ha contribuito al riemergere dell’interesse per la qua-lità. Già a partire dagli anni Cinquanta, periodo in cui si assiste allo straordinario sviluppodell’industria giapponese, nasce una teoria della qualità che potremmo chiamare “sistemica”,
levine12 3-04-2002 8:34 Pagina 118

finalizzata al miglioramento dei processi produttivi e all’ottimizzazione del sistema totale.Questo approccio è solitamente indicato con l’espressione di qualità totale e può esseresintetizzato nel modo seguente:
Il controllo di qualità ha un forte fondamento statistico, in quanto richiede la conoscenzadella variabilità e dei processi, l’adozione di una prospettiva di insieme, e una forte ten-sione verso il miglioramento. Inoltre coinvolge strumenti statistici in parte già discussi neicapitoli precedenti di questo libro e in parte oggetto del presente capitolo, quali il dia-gramma di Pareto, l’istogramma e le carte di controllo.
W. Edward Deming fu tra gli economisti americani che negli anni Cinquanta si inserirononella realtà giapponese e furono in grado di studiare le origini e le motivazioni dello straor-dinario sviluppo economico e miglioramento produttivo che in quegli anni interessò il paese.Anche grazie a questa esperienza, Deming elaborò un’importante teoria del management edell’organizzazione aziendale, che può riassumersi nei seguenti 14 punti:
Riquadro 14.2 I 14 punti di Deming relativi al management
✓ 1. Adottate il proposito del miglioramento del prodotto e del servizio.✓ 2. Adottate la nuova filosofia.✓ 3. Il miglioramento della qualità non deve basarsi sul metodo dei controlli e delle
ispezioni.✓ 4. Minimizzate i costi totali lavorando con un singolo fornitore, anziché scegliendo
di volta in volta quello che pratica i prezzi più bassi.✓ 5. I processi devono essere migliorati attraverso la pianificazione.✓ 6. Introducete la formazione e l’addestramento della forza lavoro.✓ 7. Istituite una leadership.✓ 8. Adottate metodi organizzativi democratici.✓ 9. Eliminate le barriere esistenti fra le aree della produzione.
(continua)
Riquadro 14.1 La qualità totale✓ 1. L’attenzione si concentra sul miglioramento dei processi produttivi.✓ 2. La variabilità del processo è da imputare per la maggior parte al sistema nel
suo complesso piuttosto che ai singoli individui.✓ 3. L’organizzazione dei processi produttivi è affidata essenzialmente al lavoro di
gruppo.✓ 4. L’obiettivo principale dell’azienda deve essere la soddisfazione del consumatore.✓ 5. L’organizzazione deve essere mirata a migliorare la qualità del prodotto.✓ 6. L’organizzazione deve rispettare regole democratiche.✓ 7. Una qualità più elevata non comporta costi maggiori, ma richiede un investi-
mento in programmi di formazione e addestramento professionale degli addetti.
I 14 PUNTI DI DEMING E LA TEORIA DEL MANAGEMENT 59
◆14.2 I 14 PUNTI DI DEMING E LA TEORIA DEL MANAGEMENT
levine12 3-04-2002 8:34 Pagina 119

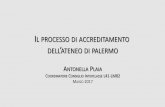
Punto 1: adottate il proposito del miglioramento del prodotto e del servizio. Nel risol-vere i problemi che sorgono nel corso dell’attività aziendale l’attenzione deve sempre essererivolta al miglioramento. Il processo di miglioramento può essere sintetizzato nel ciclo diShewart-Deming (Figura 14.1) che rappresenta il ciclo di “plan, do, study, act”. Nellaprima fase il cambiamento viene pianificato attraverso un lavoro di gruppo mirato; nellaseconda si tenta una sua applicazione preferibilmente su piccola scala; nella terza fase(study) vengono studiati e analizzati con strumenti statistici gli effetti del cambiamentointrodotto; quindi, nella quarta fase (act) si passa all’implementazione vera e propria, laquale tuttavia non rappresenta il punto di arrivo, in quanto il ciclo si chiude per riprenderecon la fase 1 di pianificazione di un nuovo cambiamento.
Punto 2: adottate la nuova filosofia. Si riferisce all’urgenza con cui le società devono rea-lizzare il fatto che si trovano ad agire in una competizione economica globale. I problemidevono essere anticipati, piuttosto che affrontati quando ormai si sono presentati.
Punto 3: il miglioramento della qualità non deve basarsi sul metodo dei controlli e delleispezioni. Qualsiasi ispezione finalizzata al controllo della qualità di un prodotto è per sua naturatardiva perché effettuata quando il prodotto è già stato completato. Molto meglio affidare ilconseguimento della qualità alla pianificazione, piuttosto che a un controllo ex post.
Punto 4: minimizzate i costi totali lavorando con un singolo fornitore anziché scegliendodi volta in volta quello che pratica i costi più bassi. Non bisogna sottovalutare l’importanzadel rapporto di lungo periodo con un fornitore; tale rapporto infatti, non solo riduce la varia-bilità, ma permette anche di creare una collaborazione vincente fra fornitore e acquirente.
Punto 5: i processi devono essere migliorati attraverso la pianificazione. La qualità deveessere ricercata proprio in questa fase del processo produttivo e intesa come il risultato dipiccole e continue variazioni alla ricerca dell’ottimalità.
Punto 6: introducete la formazione e l’addestramento della forza lavoro. L’importanzadella formazione si esplica a tutti i livelli della catena produttiva, dall’operaio all’ingegnere,al tecnico che deve essere in grado di comprendere la differenza fra variazioni casuali evariazioni sistematiche nel processo produttivo (vedi paragrafo 14.3).
✓ 10. Non basatevi su slogan per istruire la forza lavoro.✓ 11. Non adottate quote di produzione per la forza lavoro.✓ 12. Non “derubate” gli addetti dell’orgoglio di lavorare: eliminate la valutazione
annuale del merito e il sistema degli indici di performance.✓ 13. Istituite un robusto programma di apprendimento e auto-miglioramento a cui
tutti possano accedere.✓ 14. Fate in modo che ciascuno nella società sia coinvolto nel processo di cambia-
mento.
60 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
FIGURA 14.1Ciclo di Shewhart-Deming.
Act
DoStudy
Plan
levine12 3-04-2002 8:34 Pagina 120

Punto 7: istituite una leadership. La leadership differisce dalla supervisione, in quantoil suo compito è di supportare il processo produttivo nella fase dello svolgimento del pro-cesso stesso e non il controllo del lavoro una volta eseguito.
Punti 8-12: adottate metodi organizzativi democratici, eliminate le barriere esistenti frale aree della produzione, non basatevi su slogan per istruire la forza lavoro, non adottatequote di produzione per la forza lavoro, non “derubate” gli addetti dell’orgoglio di lavo-rare; eliminate la valutazione annuale del merito e il sistema degli indici di performance.La valutazione degli addetti non si deve basare su forme psicologicamente repressive. Inparticolare, l’istituzione di quote di produzione è altamente controproducente. Infatti puòindurre il supervisore a far passare per buoni degli articoli difettosi se questi si rivelanonecessari al raggiungimento della quota. Inoltre il sistema delle quote non incentiva il lavo-ratore a operare con originalità (tutto è controllato dall’alto) e quindi ha come conseguenzala staticità del processo produttivo. Anche il sistema degli indici di performance non favo-risce l’innovazione, premiando soprattutto i lavoratori che operano all’interno del sistemaanziché quelli che cercano in qualche modo di migliorarlo. Si tratta quindi di un metodoconservativo incapace di incoraggiare la necessaria evoluzione del sistema produttivo.
Punto 13: istituite un robusto programma di apprendimento e auto-miglioramento a cuitutti possano accedere. La più importante risorsa di qualsiasi organizzazione è naturalmenterappresentata dalle persone che ne fanno parte. Per questo motivo, risulta fondamentale laformazione che la società offre ai suoi dipendenti.
Punto 14: fate in modo che ciascuno nella società sia coinvolto nel processo di cambia-mento. Il cambiamento, inteso in senso circolare come evidenziato nella Figura 14.1, rap-presenta quindi il momento centrale del processo produttivo e una fase dello stesso a cuitutti devono partecipare.
Dopo aver brevemente accennato alla filosofia del management elaborata da Deming,siamo pronti per introdurre un importante strumento statistico per il miglioramento dellaqualità: le carte di controllo, che ci aiuteranno a studiare la variabilità del sistema e fun-geranno da supporto alle scelte del manager che vuole migliorare il processo produttivo.
Una carta di controllo è un grafico, proposto originariamente da Shewhart (riferimentibibliografici 15, 16 e 17), in cui vengono rappresentati dei valori raccolti nel tempo. Attra-verso le carte di controllo è possibile monitorare la variazione nelle caratteristiche di unbene o di un servizio e studiare nel tempo la natura della variabilità del processo produt-tivo. Alla base si ha quindi la raccolta delle osservazioni, le quali possono avere differentenatura: può trattarsi di dati categorici, ad esempio la proporzione di voli di una certa com-pagnia aerea che hanno viaggiato con più di 15 minuti di ritardo in un dato giorno; quan-titativi discreti, come il numero di pezzi difettosi in un lotto; quantitativi continui, ad esem-pio la quantità esatta di succo di frutta contenuto in bottiglie da un litro.
Una carta di controllo ha il compito di monitorare l’output di un processo.
Oltre a visualizzare i dati che sintetizzano le fasi del processo, attraverso una carta dicontrollo l’analista è in grado di distinguere le cause straordinarie dalle cause comuni divariazione nel processo.
Un processo è un insieme di fasi finalizzate a uno specifico risultato.
LA TEORIA DELLE CARTE DI CONTROLLO 61
◆14.3 LA TEORIA DELLE CARTE DI CONTROLLO
levine12 3-04-2002 8:34 Pagina 121

Saper distinguere fra le due cause di variabilità è essenziale, in quanto mentre le causestraordinarie di variazione possono essere corrette (se necessario) senza modificare il pro-cesso, le cause ordinarie di variazione, essendo fluttuazioni intrinseche al processo produt-tivo, possono essere ridotte solo cambiando il processo medesimo. La carta di controllo,supportando l’analista nel riconoscimento della causa di variazione, consente di evitare dueerrori tipici. Il primo consiste nell’interpretare una causa comune di variazione come unacausa straordinaria. In questo caso si potrebbe esercitare un’azione correttiva eccessiva chepuò a sua volta aumentare la variabilità del processo. Il secondo è l’errore speculare, e sicommette quando una variazione straordinaria viene trattata come una variazione comune.In questo caso, si rischia di non intervenire prontamente e adeguatamente per “correggere”il sistema.
Tipicamente una carta di controllo stabilisce dei limiti, uno inferiore e uno superiore,che si collocano a ± 3 scarti quadratici medi1 dalla misura statistica di interesse (media,proporzione, range, ecc.).
Quindi in generale per costruire una carta possiamo seguire la seguente semplice regola:
Di conseguenza:
Limite superiore di controllo (UCL)� media del processo � 3 scarti quadratici medi
Limite inferiore di controllo (LCL)� media del processo � 3 scarti quadratici medi
Una volta definiti i limiti di controllo, la carta ci consente (1) di individuare eventualiandamenti sistematici (pattern) dei valori che rappresentano il processo nel tempo e (2) distabilire se ciascun punto cade all’interno o all’esterno dei limiti imposti. Nella Figura 14.2sono esemplificate tre differenti situazioni.
Nel riquadro A della Figura 14.2 è rappresentata una carta di controllo in cui non si rico-nosce nessun pattern dei valori nel corso del tempo e non si osservano valori esterni ailimiti di controllo. Nel riquadro B, al contrario, è rappresentata una serie con due valoriesterni ai limiti di controllo, che devono quindi essere interpretati come il risultato di causestraordinarie di variazione. La carta di controllo rappresentata nel riquadro C mostra inveceun’evidente tendenza a una diminuzione dei valori, anche se nessuno di questi va a cadereall’esterno dei limiti di controllo. In questo caso il processo deve essere valutato nel suocomplesso e, se necessario, modificato, una volta individuate le cause alla base del trenddecrescente.
L’individuazione di un trend non è sempre così immediata. È possibile tuttavia dare duesemplici regole (riferimento bibliografico 7) che possono essere di supporto all’analista.
I limiti di controllo
Media del processo � 3 scarti quadratici medi (14.1)6
Le cause straordinarie di variazione rappresentano grosse fluttuazioni nei dati, chenon sono imputabili al processo oggetto di analisi. Queste fluttuazioni sono il risultatodi cambiamenti nel processo, che possono indicare il verificarsi di problemi oppure, alcontrario, l’insorgere di novità interessanti da esplorare.
Le cause ordinarie di variazione rappresentano le fluttuazioni intrinseche nel pro-cesso e sono il risultato di numerose piccole cause che operano casualmente.
62 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
1Si ricorda (paragrafo 6.2)che, se i dati seguono una distribuzione normale,l’intervallo includeil 99.73% delle osservazioni.
� � 3�
levine12 3-04-2002 8:34 Pagina 122

Sono buoni indizi a favore dell’esistenza di un trend la presenza di otto valori consecutivial di sopra o al di sotto del valore centrale della carta, oppure l’individuazione di otto valoriconsecutivi crescenti o decrescente. Un processo la cui carta di controllo indica la presenza di valori all’esterno dei limiti di con-trollo si considera “fuori controllo”.
Nel caso di processi fuori controllo, compito dell’analista è di identificare le cause straor-dinarie di variazione. Se questi fattori determinano un peggioramento del prodotto, l’espertodeve pianificare strategie volte a eliminarli; se al contrario i fattori straordinari di variazioneoccorsi hanno portato a un miglioramento della qualità, il processo deve essere modificatoin modo da incorporarli al suo interno. In questo modo, la causa straordinaria di variazionedel vecchio processo diventa nel processo modificato una causa comune di variazione. Ilprocesso è andato incontro a un miglioramento strutturale.
Un processo la cui carta di controllo non indica la presenza di valori all’esterno dei limitidi controllo si considera “sotto controllo”.
Nel caso di processi sotto controllo, l’analista deve stabilire se l’ammontare di variabi-lità intrinseca non sia eccessivo per la soddisfazione del consumatore del bene o del ser-vizio (vedi Paragrafo 14.7). In caso contrario il processo deve essere in qualche modomodificato.
Un processo sotto controllo è un processo che contiene solo cause ordinarie divariazione. Poiché queste fonti di variazione sono intrinseche al processo stesso, unprocesso “sotto controllo” è prevedibile. Si parla di processi in stato di controllostatistico.
Un processo fuori controllo è un processo che ha sia delle cause comuni sia dellecause straordinarie di variazione. Per la presenza di queste ultime, che come si è vistosono da considerare estrinseche al processo medesimo, il processo “fuori controllo”non è prevedibile.
LA TEORIA DELLE CARTE DI CONTROLLO 63
FIGURA 14.2 Tre carte di controllo.
UCL
X
Valorecentrale
Solo cause comuni di variazione:nessun punto all’esternodei limiti di controllo.Nessun andamentonel tempo
LCL
TempoRiquadro A
XCausastraordinariadi variazione
Causa straordinariadi variazione
TempoRiquadro B
X Andamento sistematiconel tempo
TempoRiquadro C
levine12 3-04-2002 8:34 Pagina 123

Vediamo ora vari tipi di carte di controllo utilizzate nella pratica per monitorare l’anda-mento del processo produttivo nel tempo e per distinguere le cause ordinarie dalle causestraordinarie di variazione. Una delle carte di controllo più comuni è la carta di controlloper attributi (Carta p), utilizzata nel caso di dati categorici del tipo: conforme/nonconforme. L’attenzione, con dati di questo tipo, si concentra sulla proporzione di pezzidifettosi.
Per ottenere la carta di controllo relativa alla proporzione di pezzi difettosi è necessarioricordare l’espressione della deviazione standard di una proporzione campionaria X/n (para-grafo 4.5):
Quindi, applicando l’equazione (14.1), possiamo facilmente calcolare i limiti di controllosuperiore e inferiore per una proporzione campionaria di pezzi difettosi.
così come
dove
Per uguali ni,
� ni e p � �k
i�1pi
kn
p � proporzione media di pezzi difettosi
n � ampiezza media dei sottogruppi
k � numero di sottogruppi considerati
pi � Xi / ni
ni � ampiezza campionaria del sottogruppo i
Xi � numero di pezzi difettosi nel sottogruppo i
�p � �p(1 � p)
n6
64 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
Calcolo dei limiti di controllo superiore e inferiore per una proporzione
LCL � p � 3�p(1 � p)
n
UCL � p � 3�p(1 � p)
n(14.3a)
(14.3b)
Calcolo dei limiti di controllo per una proporzione
(14.2)p � 3�p (1 � p )
n
◆14.4 CARTE DI CONTROLLO PER LA PROPORZIONEDI PEZZI DIFETTOSI: LA CARTA p
levine12 3-04-2002 8:34 Pagina 124

In generale
e
Se nel calcolo del limite di controllo inferiore otteniamo un valore negativo, possiamo affer-mare che il limite inferiore non esiste.
Riprendiamo l’esempio della qualità del servizio presso un albergo. Il management del-l’albergo decide di monitorare un campione di 200 stanze per un periodo di 28 giorni (4settimane), valutando per ciascuna stanza la presenza o meno di oggetti difettosi (dagli appa-recchi televisivi o radiofonici, ai telefoni, agli asciugamani e ai saponi nei bagni). NellaTabella 14.1 sono riportati i numeri e le proporzioni di stanze “non conformi” per ciascunodei 28 giorni considerati.
Quindi, applicando l’equazione (14.2) si ottiene:
E di conseguenza i limiti di controllo saranno dati da:
UCL � 0.0827 � 0.0584 � 0.1411
0.0827 � 3�(0.0827)(0.9173)
200
p � 2.315
28 � 0.0827
Per questi dati, k � 28, �k
i�1pi � 2.315, e ni � n � 200. Quindi abbiamo,
p � �k
i�1Xi
�k
i�1ni
n � �k
i�1ni
k
CARTE DI CONTROLLO PER LA PROPORZIONE DI PEZZI DIFETTOSI: LA CARTA p 65
Monitoraggio di 200 camere di albergo per un periodo di 28 giorni
STANZE STANZE STANZE STANZE
GIORNO MONITORATE NON CONFORMI PROPORZIONI GIORNO MONITORATE NON CONFORMI PROPORZIONI
1 200 16 0.080 15 200 18 0.090
2 200 7 0.035 16 200 13 0.065
3 200 21 0.105 17 200 15 0.075
4 200 17 0.085 18 200 10 0.050
5 200 25 0.125 19 200 14 0.070
6 200 19 0.095 20 200 25 0.125
7 200 16 0.080 21 200 19 0.095
8 200 15 0.075 22 200 12 0.060
9 200 11 0.060 24 200 12 0.060
10 200 12 0.060 24 200 12 0.060
11 200 22 0.110 25 200 18 0.090
12 200 20 0.100 26 200 15 0.075
13 200 17 0.085 27 200 20 0.10014 200 26 0.130 28 200 22 0.110
Tabella 14.1
DATASET
HOTEL1
levine12 3-04-2002 8:34 Pagina 125

e
Nella Figura 14.3 è riportata la carta di controllo relativa al nostro esempio. Osserviamoche la carta descrive un sistema in stato di controllo statistico (nessun valore esterno ailimiti di controllo) e non evidenzia nessun andamento sistematico delle osservazioni, le qualisembrano oscillare casualmente intorno alla media In questo caso, come si è visto, nonserve agire sui singoli valori: se le oscillazioni sembrano comunque eccessive, il manage-ment dovrà intervenire sull’intero processo modificandolo radicalmente.
Vediamo ora l’applicazione della Carta p a un caso più generale, in cui le proporzionicampionarie nei successivi istanti dell’indagine non sono uguali.
Utilizzo della Carta p con ampiezze campionarie differenti
Nella tabella a pagina seguente è riportato il numero di spugne prodotte in 32 giorni con-secutivi da una fabbrica e, per ciascun giorno, anche il numero di spugne difettose.
Costruite una carta di controllo sui dati della tabella.
SOLUZIONE
Nel nostro caso:
k � 32, �k
i�1ni � 19 926 e �
k
i�1Xi � 679
Esempio 14.1
p
LCL � 0.0827 � 0.0584 � 0.02436
66 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
FIGURA 14.3 Carta p ottenuta con Microsoft Excel sulla proporzione di stanze non conformi in un albergo.
DATASET
SPONGE
levine12 3-04-2002 8:34 Pagina 126

Quindi,
Di conseguenza abbiamo:
Cioè:
UCL � 0.034 � 0.022 � 0.056
e
LCL � 0.034 � 0.022 � 0.012
Nella Figura 14.4 è riportata la carta di controllo relativa ai dati dell’esempio. Osserviamoche il processo non è perfettamente sotto controllo, poiché, in corrispondenza del giorno 26,il valore eccede il limite superiore di controllo. Compito del management in questo caso saràquello di indagare le cause di variazione straordinaria che hanno determinato il “fuori con-trollo” del sistema e introdurre delle azioni correttive per modificare i risultati nel caso chela causa straordinaria di variazione si verifichi un’altra volta.
0.034 � 3�(0.034)(1 � 0.034)
622.69
n � 19 926
32 � 622.69 e p �
679
19 926 � 0.034
CARTE DI CONTROLLO PER LA PROPORZIONE DI PEZZI DIFETTOSI: LA CARTA p 67
SPUGNE SPUGNE SPUGNE SPUGNE
GIORNO PRODOTTE DIFETTOSE PROPORZIONE GIORNO PRODOTTE DIFETTOSE PROPORZIONE
1 690 21 0.030 17 575 20 0.035
2 580 22 0.038 18 610 16 0.026
3 685 20 0.029 19 596 15 0.025
4 595 21 0.035 20 630 24 0.038
5 665 23 0.035 21 625 25 0.040
6 596 19 0.032 22 615 21 0.034
7 600 18 0.030 23 575 23 0.040
8 620 24 0.039 24 572 20 0.035
9 610 20 0.033 25 645 24 0.037
10 595 22 0.037 26 651 39 0.060
11 645 19 0.029 27 660 21 0.032
12 675 23 0.034 28 685 19 0.028
13 670 22 0.033 29 671 17 0.025
14 590 26 0.044 30 660 22 0.033
15 585 17 0.029 31 595 24 0.04016 560 16 0.029 32 600 16 0.027
levine12 3-04-2002 8:34 Pagina 127

Esercizi del Paragrafo 14.4
•14.1 I seguenti valori rappresentano l’incidenza di pezzi difettosi sulla produzione per un periododi 10 giorni.
AMPIEZZA PEZZI AMPIEZZA PEZZI
GIORNO CAMPIONARIA DIFETTOSI GIORNO CAMPIONARIA DIFETTOSI
1 100 12 6 100 14
2 100 14 7 100 15
3 100 10 8 100 13
4 100 18 9 100 145 100 22 10 100 16
(a) In quale giorno la produzione di pezzi difettosi risulta maggiore, in quale giorno risultaminore?
(b) Calcolate i limiti di controllo superiore e inferiore.(c) Si osservano cause straordinarie di variazione?
14.2 I seguenti valori rappresentano l’incidenza di pezzi difettosi sulla produzione per un periododi 10 giorni.
AMPIEZZA PEZZI AMPIEZZA PEZZIGIORNO CAMPIONARIA DIFETTOSI GIORNO CAMPIONARIA DIFETTOSI
1 111 12 6 88 14
2 93 14 7 117 15
3 105 10 8 87 13
4 92 18 9 119 145 117 22 10 107 16
68 CAPITOLO 12 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
FIGURA 14.4 Carta p ottenuta con Microsoft Excel sulla proporzione di spugne difettose.
levine12 3-04-2002 8:34 Pagina 128

(a) In quale giorno la produzione di pezzi difettosi risulta maggiore, in quale giorno risultaminore?
(b) Calcolate i limiti di controllo superiore e inferiore.(c) Si osservano cause straordinarie di variazione?
•14.3 Si vuole monitorare la puntualità di una linea ferroviaria durante l’ora di punta. A tal fineogni mattina per un periodo di 4 settimane vengono considerati 235 treni e valutata lapuntualità di ciascuno. Supponendo di considerare in ritardo il treno quando questo arrivaa destinazione più di 5 minuti dopo l’ora stabilita, si ottengono i seguenti dati:
GIORNO RITARDI GIORNO RITARDI GIORNO RITARDI GIORNO RITARDI
1 17 6 23 11 21 16 18
2 25 7 16 12 23 17 23
3 22 8 24 13 67 18 24
4 27 9 20 14 24 19 265 32 10 36 15 35 20 35
(a) Costruite una carta di controllo per la proporzione di treni in ritardo e dite se il pro-cesso si trova in stato di controllo statistico durante il periodo considerato.
(b) Quali sarebbero le vostre conclusioni sapendo che la mattina del tredicesimo giorno siè verificata una grossa nevicata?
(c) Come si modificherebbe la risposta data al punto (a) se il numero di treni in ritardoregistrato nel tredicesimo giorno fosse 47 anziché 67?
•14.4 I seguenti dati riguardano una società privata di consegna postale. La società, che prometteai suoi clienti una consegna tempestiva (entro le ore 10.30), vuole monitorare l’effettivapuntualità delle consegne effettuate in un periodo di 20 giorni.
PACCHI PACCHI
PACCHI ARRIVATI PACCHI ARRIVATI
GIORNO CONSEGNATI DOPO LE 10:30 GIORNO CONSEGNATI DOPO LE 10:30
1 136 4 11 157 6
2 153 6 12 150 9
3 127 2 13 142 8
4 157 7 14 137 10
5 144 5 15 147 8
6 122 5 16 132 7
7 154 6 17 136 6
8 132 3 18 137 7
9 160 8 19 153 1110 142 7 20 141 7
(a) Costruite una carta di controllo per la proporzione di pacchi consegnati dopo il terminepattuito (ore 10.30).
(b) Il processo deve essere considerato sotto controllo oppure fuori controllo?
14.5 Una società che fabbrica lattine di una bevanda analcolica ha registrato quotidianamenteper il periodo di un mese il numero di lattine prodotte e il numero di lattine difettose.
(a) Costruite una carta di controllo per la proporzione di lattine difettose e dite se il pro-cesso si trova in stato di controllo statistico durante il periodo considerato.
(b) In quali direzioni dovrebbe muoversi il management volendo ridurre la proporzione dilattine difettose?
CARTE DI CONTROLLO PER LA PROPORZIONE DI PEZZI DIFETTOSI: LA CARTA p 69
DATASET
RRSPC
DATASET
MAILSPC
DATASET
COLASPC
levine12 3-04-2002 8:34 Pagina 129

LATTINE PEZZI LATTINE PEZZI
GIORNO PROPOSTE DIFETTOSI GIORNO PROPOSTE DIFETTOSI
1 5043 47 12 5314 70
2 4852 51 13 5097 64
3 4908 43 14 4932 59
4 4756 37 15 5023 75
5 4901 78 16 5117 71
6 4892 66 17 5099 68
7 5354 51 18 5345 78
8 5321 66 19 5456 88
9 5045 61 20 5554 83
10 5113 72 21 5421 8211 5247 63 22 5555 87
14.6 Il responsabile di una società telefonica locale vuole monitorare il processo di raccolta dellerichieste dei clienti per cambiamenti nelle tariffe e in generale nelle condizioni del contratto.
GIORNO ORDINI ERRORI GIORNO ORDINI ERRORI GIORNO ORDINI ERRORI
(a) Costruite una carta di controllo per la proporzione di ordini interpretati erroneamentedalla società e dite se il processo di accoglimento delle richieste si trova in stato dicontrollo statistico durante il periodo considerato.
(b) Cosa proporreste al manager che voglia migliorare il servizio?
Nella prima parte di questo capitolo si è cercato di spiegare la differenza fra fonti ordina-rie e straordinarie di variabilità. Vediamo ora di esemplificare il concetto di variabilità conun esperimento diventato un classico del controllo di qualità: l’esperimento della pallinarossa.
Supponiamo di avere una scatola che contiene 4000 palline, di cui 3200 (80%) sonobianche e 800 (20%) sono rosse. I partecipanti all’esperimento in questione tuttavia nonconoscono la composizione della scatola. Una specie di deus ex machina spiega ai parteci-panti lo scopo del gioco: ciascuno dovrà estrarre 50 palline dalla scatola, servendosi di unapala che contiene né più né meno 50 palline, e queste palline devono essere bianche, poi-ché quelle rosse sono considerate alla stregua di pezzi difettosi. Supponiamo che i “lavo-ratori” siano quattro e che si ottengano i seguenti numeri e percentuali di pezzi difettosi(palline rosse) in tre giorni consecutivi.
1 690 80
2 676 88
3 896 74
4 707 94
5 694 70
6 765 95
7 788 73
8 794 103
9 694 100
10 784 103
11 812 70
12 759 83
13 781 64
14 682 64
15 802 72
16 831 91
17 816 80
18 701 96
19 761 78
20 851 85
21 678 65
22 915 74
23 698 68
24 821 72
25 750 101
26 600 91
27 744 64
28 698 67
29 820 105
30 732 1127
70 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
DATASET
TELESPC
◆14.5 L’ESPERIMENTO DELLA PALLINA ROSSA:IL SIGNIFICATO DI VARIABILITÀ
levine12 3-04-2002 8:34 Pagina 130

Risultati dell’esperimento della pallina rossa condotto su 4 ”lavoratori” per 3 giorni
GIORNO
NOME 1 2 3 TOTALE NEI 3 GIORNI
Alyson 9 (18%) 11 (22%) 6 (12%) 26 (17.33%)
David 12 (24%) 12 (24%) 8 (16%) 32 (21.33%)
Peter 13 (26%) 6 (12%) 12 (24%) 31 (20.67%)
Sharyn 07 (14%) 09 (18%) 08 (16%) 024 (16.0%)
Tot. per i quattrolavoratori
Media ( ) 10.25 9.5 8.5 9.42Proporzione 20.5% 19.0% 17.0% 18.83%
Dalla tabella possiamo trarre subito un’informazione cruciale, anche se può sembrareevidente: in ognuno dei 3 giorni si hanno lavoratori al di sopra e al di sotto della media. Ilprimo giorno il risultato migliore è ottenuto da Sharin e il peggiore da Peter, che nel giornosuccessivo si rivela il migliore (“produce” solo 6 pezzi difettosi). Nel terzo e ultimo giornola performance più elevata è ottenuta da Alyson. Come può essere spiegata questa variabi-lità? Proviamo a costruire una carta di controllo (Carta p in questo caso) utilizzando glistrumenti appresi nel paragrafo precedente. Applicando l’equazione (14.2) ai dati dellatabella si ha:
Quindi:
Di conseguenza abbiamo:
Cioè:
e
Una semplice osservazione della carta di controllo ci assicura che la variabilità osservata èdel tutto intrinseca al processo e quindi il risultato di cause ordinarie (o fattori casuali) divariazione.
LCL � 0.1883 � 0.1659 � 0.0224
UCL � 0.1883 � 0.1659 � 0.3542
0 .1883 � 0.1659
0 .1883 � 3�0.1883(1 � 0.1883)
50
p � 3�p(1 � p)
n
p � 113
(50)12 � 0.1883
k � 4 lavoratori � 3 giorni � 12, n � 50, e �k
i�1Xi � 113
X
113343841
Tabella 14.2
L’ESPERIMENTO DELLA PALLINA ROSSA: IL SIGNIFICATO DI VARIABILITÀ 71
levine12 3-04-2002 8:34 Pagina 131

In questo paragrafo svilupperemo carte di controllo per processi rappresentati da dati quanti-tativi. Tale carte vengono dette carte di controllo per variabile e sono sicuramente più com-plete e accurate rispetto a quelle presentate per l’analisi di dati categorici. Tipicamente, lecarte di controllo per dati quantitativi vengono sviluppate in coppia: una ha lo scopo di moni-torare la variabilità del processo (e deve essere analizzata per prima se si vogliono evitareerrori) e l’altra riguarda la media del processo. Perché un processo possa essere considerato“sotto controllo” è necessario che entrambe le carte non presentino valori esterni ai limiti dicontrollo. La letteratura ha sviluppato diversi tipi di carte di controllo per dati quantitativi(riferimenti bibliografici 7, 10 e 13); fra queste si è scelto di presentare le due carte più tipi-che, per lo studio del range (o intervallo di variazione, cfr. paragrafo 3.1) e della media delprocesso.
Insegnamenti tratti dall’esperimento della pallina rossa
✓ 1. Ciascun processo ha una variabilità intrinseca.✓ 2. I lavoratori operano all’interno di un sistema sul quale hanno pochissimo con-
trollo. È proprio il sistema a determinare per la maggior parte la performancedei lavoratori.
✓ 3. Solo il management può cambiare radicalmente il sistema.✓ 4. Si avranno sempre lavoratori sotto la media e lavoratori sopra la media.
72 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
FIGURA 14.4 Carta p per l’esperimento della pallina rossa.
David
Pro
porz
ione
a p
allin
a ro
ssa
0
.30
.20
.10
AlysonSharyn
PeterDavid
AlysonSharyn
PeterDavid
AlysonSharyn
Peter
LCL
UCL
p � .1883
◆14.6 CARTE DI CONTROLLO PER IL RANGE (R) E PER LA MEDIA (X)
levine12 3-04-2002 8:34 Pagina 132

La Carta R: una carta di controllo per la dispersioneLa carta di controllo sul range del processo permette di effettuare un’analisi preliminaredelle cause di variabilità: la presenza di valori esterni ai limiti di controllo in questa cartasegnala l’esistenza di fonti straordinarie di variabilità, le quali devono essere identificate edeliminate prima di continuare nell’analisi. In caso contrario, se cioè la carta R non presentasituazioni “fuori controllo”, è possibile procedere alla costruzione della carta di controllointorno alla media.
Per costruire i limiti di controllo intorno al range occorre stimare il range medio e loscarto quadratico medio del range. Come è possibile osservare nell’equazione (14.4), talilimiti di controllo dipendono da due fattori: il fattore d2, che rappresenta la relazione fra loscarto quadratico medio e il range nel caso di ampiezze campionarie variabili, e il fattored3, che rappresenta la relazione tra lo scarto quadratico medio e lo standard error del rangenel caso di campioni di ampiezza variabile. Potete trovare i valori specifici di questi fattorinella Tabella E.8. Si hanno così i seguenti limiti di controllo per il range calcolati su unintervallo di tempo di k periodi.
E quindi si ha:
I calcoli possono essere semplificati con l’introduzione dei fattori D4 = 1 + 3(d3/d2) e D3
= 1 – 3(d3/d2):
CARTE DI CONTROLLO PER IL RANGE (R) E PER LA MEDIA (X_) 73
Limiti di controllo per il range
(14.4)R � 3R d3
d2
Limiti di controllo superiore e inferiore per il range
(14.5a)
(14.5b)
dove:
R ��k
i�1Ri
k
k � numero di sottogruppi nell'intervallo di tempo, ciascuno di ampiezza n
Ri � range di n osservazioni per il sottogruppo i
LCL � R � 3Rd3
d2
UCL � R � 3Rd3
d2
Limiti di controllo superiore e inferiore per il range
(14.6a)
(14.6b)LCL � D3R
UCL � D4R
levine12 3-04-2002 8:34 Pagina 133

Come applicazione della Carta R, riprendiamo l’esempio relativo al controllo di qualitàpresso un albergo. Consideriamo ora la variabile “tempo necessario per consegnare il baga-glio in camera”. Tale variabile viene registrata per un periodo di 4 settimane e in relazionea campioni di 5 consegne per ogni giorno dell’analisi (Tabella 14.3).
Sui nostri dati:
Quindi,
Dalla Tabella E.8 n � 5, otteniamo d2 � 2.326 e d3 � 0.864. Applicando le equazioni(14.4) e (14.5) si ha:
Quindi:
UCL � 3.729 � 4.155 � 7.884
ma
LCL � 3.729 � 4.155 � �0.426
Poiché quest’ultimo valore è negativo possiamo affermare che il limite inferiore di con-trollo non esiste.
Alternativamente, applicando le equazioni (14.6a) e (14.6b) e consultando la Tabella E.8,otteniamo i valori: D4 � 2.114 e D3 � 0. Quindi:
UCL � (2.114)(3.729) � 7.883
3.729 � 4.155
3.729 � 3 (0.864)(3.729)
2.326
R �104.41
28� 3.729
k � 28 e �k
i�1Ri � 104.417
74 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
Media e range campionari sulla variabile “tempo di consegna” calcolati per un periodo di 4 settimane
MEDIA RANGE MEDIA RANGE
CAMPIONARIA CAMPIONARIO CAMPIONARIA CAMPIONARIO
GIORNO i (IN MINUTI) Ri (IN MINUTI) GIORNO i (IN MINUTI) Ri (IN MINUTI)
1 5.32 3.85 15 5.21 3.26
2 6.59 4.27 16 4.68 2.92
3 4.88 3.28 17 5.32 3.37
4 5.70 2.99 18 4.90 3.55
5 4.07 3.61 19 4.44 3.73
6 7.34 5.04 20 5.80 3.86
7 6.79 4.22 21 5.61 3.65
8 4.93 3.69 22 4.77 3.38
9 5.01 3.33 23 4.37 3.02
10 3.92 2.96 24 4.79 3.80
11 5.66 3.77 25 5.03 4.11
12 4.98 3.09 26 5.11 3.75
13 6.83 5.21 27 6.94 4.5714 5.27 3.84 28 5.71 4.29
XX
Tabella 14.3DATASET
HOTEL 2
levine12 3-04-2002 8:34 Pagina 134

e LCL non esiste. Notiamo che il limite di controllo inferiore per il range non esiste inquanto il range non può assumere valori negativi.
Nella Figura 14.6 è rappresentata la Carta R. Osserviamo che, dal punto di vista della varia-bilità, il sistema può definirsi “sotto controllo”: nessun range è esterno ai limiti di controllo.
La carta X–
Una volta appurato che il processo è “sotto controllo” dal punto di vista della Carta R, èpossibile passare alla valutazione del processo dal punto di vista della media. La carta dicontrollo per la media del processo (Carta ) è costruita sulla base di k sottogruppi (cia-scuno per ogni istante temporale), ognuno composto da n unità. Per calcolare i limiti dicontrollo della media, è necessario determinare la media delle medie relative ai sottogruppi(che indicheremo con ) e la deviazione standard delle medie dei sottogruppi medesimi Tali limiti di controllo dipenderanno dal fattore d2 che rappresenta la relazione fra la devia-zione standard e il range al variare delle ampiezze campionarie dei sottogruppi. Infine, comestima della deviazione standard si è soliti considerare il range quando l’ampiezza dei sot-togruppi è minore o uguale a 10 (riferimenti bibliografici 7, 10 e 13). Si hanno quindi iseguenti limiti di controllo per la Carta .X
�X.X
�
CARTE DI CONTROLLO PER IL RANGE (R) E PER LA MEDIA (X_
) 75
FIGURA 14.6Carta R ottenuta in Microsoft Excel sui tempi di consegna dei bagagli in un albergo.
Limiti di controllo per la media
(14.7)
dove
k � numero di sottogruppi
Ri � range delle n osservazioni nel sottogruppo i
Xi � media campionaria delle n osservazioni nel sottogruppo i
X � �k
i�1Xi
k R �
�k
i�1Ri
k
X � 3 R
d2�n
levine12 3-04-2002 8:34 Pagina 135

E quindi si ha:
I calcoli possono essere semplificati con l’introduzione del fattore A2 = .
Ritornando all’esempio relativo ai tempi di consegna dei bagagli in un albergo, abbiamo:
Di conseguenza:
Dalla Tabella E.8 n � 5, otteniamo d2 � 2.326. Quindi, applicando l’equazione (14.7), si ha:
e infine:
UCL � 5356 � 2151 � 7507
e
LCL � 5356 � 2151 � 3205
Alternativamente, applicando le equazioni (14.9a) e (14.9b) e consultando la Tavola E.8,otteniamo A2 � 0.577 e
UCL � 5356 � (0.577)(3729) � 5356 � 2152 � 7508
LCL � 5356 � (0.577)(3729) � 5356 � 2152 � 3204
I risultati, a parte gli arrotondamenti, sono del tutto analoghi.A questo punto è possibile affermare che il sistema è sotto controllo, visto che le carte
di controllo intorno al range e intorno alla media non presentano valori esterni ai limiti cal-colati. Il sistema è comunque soggetto a una variabilità intrinseca e l’unico modo per ridurlaè modificare radicalmente il processo medesimo, mentre agire sui singoli valori si rivele-rebbe inefficace.
5356 � 2151
5356 � 3 3729
(2326)�5
X �149.97
28� 5356 e R �
104.41
28� 3729
k � 28, �k
i�1Xi � 149.97, e �
k
i�1Ri � 104.41
3/(d2�n) 7
76 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
Limiti di controllo superiore e inferiore per la media
(14.8a)
(14.8b)LCL � X � 3 R
d2�n
UCL � X � 3 R
d2�n
(14.9a)
(14.9b)LCL � X � A2R
UCL � X � A2R
levine12 3-04-2002 8:34 Pagina 136

•14.7 Considerati sottogruppi di ampiezza n � 4, dire qual è il valore (a) del fattore d2 (d) del fattore D4
(b) del fattore d3 (e) del fattore A2
(c) del fattore D3
14.8 Nella Tabella seguente si riportano la media e il range della durata di un gruppo di 150lampadine divise in 30 sottogruppi di 5 lampadine ciascuno.
MEDIA PER RANGE MEDIA PER RANGE
SOTTOGRUPPO Ri PER SOTTOGRUPPO Ri PER
SOTTOGRUPPO SOTTOGRUPPO SOTTOGRUPPO SOTTOGRUPPO
1 790 52 16 845 42
2 845 56 17 891 38
3 857 116 18 859 65
4 846 89 19 826 70
5 843 65 20 828 37
6 877 73 21 854 52
7 861 38 22 847 49
8 891 84 23 868 40
9 866 76 24 851 43
10 816 72 25 870 64
11 806 61 26 857 53
12 835 55 27 851 59
13 797 59 28 834 68
14 803 47 29 842 5715 818 69 30 825 74
XiXi
CARTE DI CONTROLLO PER IL RANGE (R) E PER LA MEDIA (X_) 77
FIGURA 14.7Carta ottenuta in Microsoft Excel sui tempi di consegna dei bagagli in un albergo.
X
Esercizi del paragrafo 14.6
DATASET
BULBLIFE
levine12 3-04-2002 8:34 Pagina 137

(a) Costruite la carta di controllo per il range.(b) Costruite la carta di controllo per la durata media(c) Sulla base dei risultati dei punti (a) e (b) quali conclusioni potete trarre sul processo?
•14.9 Il responsabile del magazzino di una azienda sovrintende a un processo consistente nellaricezione di costose componenti e nella restituzione al magazzino centrale La velocità nellaricezione e nel rinvio è un elemento cruciale per la buona riuscita del processo e per ilcontenimento delle spese. Di seguito si riportano i dati relativi al numero di unità gestiteda sottogruppi di 5 impiegati per un periodo di 30 giorni.
GIORNO 1 2 3 4 5 GIORNO 1 2 3 4 5
1 114 499 106 342 55 16 181 191 182 444 124
2 219 319 162 44 87 17 52 190 310 245 156
3 64 302 38 83 93 18 90 538 277 308 171
4 258 110 98 78 154 19 78 587 147 172 299
5 127 140 298 518 275 20 45 265 126 137 151
6 151 176 188 268 77 21 410 227 179 298 342
7 24 183 202 81 104 22 68 375 195 67 72
8 41 249 342 338 69 23 140 266 157 92 140
9 93 189 209 444 151 24 145 170 231 60 191
10 111 207 143 318 129 25 129 74 148 119 139
11 205 281 250 468 79 26 143 384 263 147 131
12 121 261 183 606 287 27 86 229 474 181 40
13 225 83 198 223 180 28 164 313 295 297 280
14 235 439 102 330 190 29 257 310 217 152 35115 91 32 190 70 150 30 106 134 175 153 69
(a) Costruite i diagrammi di controllo del range e della media.(b) Alla luce dei risultati ottenuti in (a) stabilite se il processo è sotto controllo.
•14.10 Il manager di una grande concessionaria di automobili intende analizzare il tempo impie-gato per effettuare un tipo di riparazione. Si seleziona un sottogruppo di 10 automobiliche necessitano di tale riparazione ogni giorno per un periodo di 4 settimane. Si riportanodi seguito i dati rilevati relativi al tempo di riparazione.
GIORNO MEDIA RANGE Ri GIORNO MEDIA RANGE Ri
1 3.73 5.23 11 3.64 5.37
2 3.16 4.82 12 3.27 4.42
3 3.56 4.98 13 3.16 4.85
4 3.01 4.28 14 3.39 4.44
5 3.87 5.74 15 3.85 5.06
6 3.90 5.42 16 3.90 4.99
7 3.54 4.08 17 3.72 4.67
8 3.32 4.55 18 3.51 4.37
9 3.29 4.48 19 3.34 4.5310 3.83 5.09 20 3.99 5.28
(a) Costruite gli opportuni diagrammi di controllo e stabilite se il processo del tempo diriparazione è sotto controllo.
(b) Cosa si dovrebbe fare se si volesse ridurre il tempo di riparazione?
XiXi
SOTTOGRUPPOSOTTOGRUPPO
IMPIEGATOIMPIEGATO
78 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
DATASET
WAREHSE
DATASET
AUTOREP
levine12 3-04-2002 8:34 Pagina 138

Dopo aver introdotto i diagrammi di controllo possiamo passare ad analizzare le cause ordi-narie di variazione presenti in un processo sotto controllo. Più precisamente ci domandiamose le cause ordinarie di variazione sono tanto piccole da poter ritenere che la maggior partedei nostri clienti sia soddisfatta.
Per poter rispondere a questa domanda è necessario analizzare la capacità di un pro-cesso. Sebbene i metodi che consentono di procedere a tale analisi siano molteplici (riferi-menti bibliografici 2 e 13) ci limiteremo in questa sede a considerarne uno solo che, tutta-via, consente di valutare facilmente la percentuale di prodotti e servizi che possonosoddisfare la nostra clientela. A tale scopo useremo i risultati relativi ai diagrammi di con-trollo introdotti del paragrafo precedente e i risultati relativi alla distribuzione normale stan-dardizzata presentati nel Capitolo 6.
Customer satisfaction e specificazione dei limitiÈ il cliente a stabilire la qualità di un servizio o di un prodotto. Il management di un’a-zienda deve prestare ascolto al cliente per poterne tradurre i bisogni e le aspettative in carat-teristiche facilmente misurabili. Il management determina poi i limiti della specificazionedi queste caratteristiche.
Ad esempio un produttore di sapone sa che il consumatore desidera che il sapone producadella schiuma, ma sa anche che il consumatore non sarebbe soddisfatto se il sapone ne pro-ducesse troppa o troppo poca. I tecnici della produzione sanno che l’ammontare di schiumaprodotta da un sapone dipende dal livello di acidi grassi liberi contenuti. Pertanto il mana-ger addetto al processo di produzione stabilisce, grazie alle informazioni fornite dai tecnici,il limite superiore e il limite inferiore per l’ammontare di acidi grassi che il sapone pro-dotto dovrà contenere.
Torniamo all’Applicazione relativa alla qualità del servizio alberghiero. Sappiamo che iclienti desiderano che i propri bagagli siano consegnati il più presto possibile e pertanto ilmanagement dell’albergo fissa un limite superiore (USL) per il tempo di consegna. In que-sto caso il limite inferiore (LSL) non è rilevante.
Se un processo soddisfa i limiti superiori e inferiori si dice che è capace di soddisfareil cliente.
La capacità di un processo può essere valutata stimando la percentuale di prodotti le cuicaratteristiche rientrano nei limiti superiore e inferiore. A tale scopo è necessario che il pro-cesso in esame sia sotto controllo. Se il processo in considerazione non è sotto controllo dob-biamo prima identificare e eliminare le cause di variabilità e solo successivamente possiamopassare a valutarne la capacità.
La capacità del processo si riferisce alla capacità che lo stesso ha di soddisfare lerichieste dei clienti.
I limiti di specificazione rappresentano le specificazioni tecniche che il managementfissa in risposta ai bisogni e alle aspettative dei consumatori. Il limite di specifica-zione superiore (USL) è il più grande dei valori che una caratteristica oggetto di ana-lisi può assumere conformemente alle aspettative del consumatore. Il limite di spe-cificazione inferiore (LSL) è il più piccolo dei valori che una caratteristica diinteresse può assumere conformemente alle aspettative del consumatore.
LA “CAPACITÀ” DEL PROCESSO 79
◆14.7 LA “CAPACITÀ” DEL PROCESSO
levine12 3-04-2002 8:34 Pagina 139

Per stimare la percentuale di prodotti o servizi che rientrano nelle specificazioni, dob-biamo in primo luogo poter stimare la media e lo scarto quadratico medio della popolazionedi tutti i valori della caratteristica del prodotto, X, oggetto di analisi. Lo stimatore della mediadella popolazione , è la media di tutte le medie campionarie (come specificato nell’equa-zione (14.7)). Per stimare lo scarto quadratico medio della popolazione useremo diviso perd2. e si possono ottenere rispettivamente dalla carta e dalla carta R mentre d2 si ricavadalla Tavola E.8. Noi supporremo che la popolazione dei valori X abbia una distribuzionenormale (riferimento bibliografico 2 per il caso in cui i dati non hanno una distribuzioneapprossimativamente normale). Se il processo è sotto controllo e la popolazione X ha unadistribuzione normale, possiamo stimare la probabilità che il risultato di un processo rien-tri nelle specificazioni.
Nel Paragrafo 14.6 abbiamo stabilito che il processo di consegna dei bagagli è sotto con-trollo. Supponete ora che il direttore dell’albergo stabilisca che il 99% delle consegnedevono essere completate al massimo in 10 minuti. In questo caso:
n � 5 � 5.356 � 3.729 and d2 � 2.326Pertanto
� 0.9981
� P(Z � 2.90)
� P�Z � 10 � 5356
3729/2326� P(la consegna rientri nelle specificazioni) � (P(X � 10)
RX
XRXR
X
80 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
Stima della Capacità di un processo
Per una caratteristica di cui si possa individuare un limite inferiore di specificazionee un limite superiore si ha:
P(il risultato di un processo rientra nelle specificazioni) � P(LSL � X � USL)
(14.10a)
Per una caratteristica di cui si possa individuare solo un limite superiore di specifi-cazione:
P(il risultato di un processo rientra nelle specificazioni) � P(X � USL)
(14.10b)
Per una caratteristica di cui si possa individuare solo un limite inferiore di specifica-zione:
P(il risultato di un processo rientra nelle specificazioni) � P(LSL � X)
(14.10c)
dove Z è una variabile normale standardizzata.
� P�LSL � X
R/d2
� Z�
� P�Z � USL � X
R/d2�
� P �LSL � X
R/d2
� Z � USL � X
R/d2�
levine12 3-04-2002 8:34 Pagina 140

Riteniamo che il 99.81% delle consegne dei bagagli sarà realizzato entro i limiti di tempospecificati. Il processo è capace di soddisfare l’obiettivo del 99% delle consegne fissato dalmanager.
14.11 Prendete in considerazione un processo sotto controllo caratterizzato dai seguenti valori:n � 3, � 100, e � 3386, Calcolate la percentuale di risultati che rientrano nelle spe-cificazioni se:(a) LSL � 98 e USL � 102.(b) LSL � 93 e USL � 107.5.(c) LSL � 93.8 e non vi è USL.(d) USL � 110 e non vi è LSL.
14.12 I dati riportati nella seguente tabella si riferiscono alla resistenza alla tensione di tessuti perabiti. I dati sono divisi in sottogruppi di dimensione 3. Non vi è USL, mentre LSL è 13.
ORA 1 2 3 ORA 1 2 3
1 15.06 14.62 15.10 14 16.29 14.61 15.67
2 17.58 15.75 16.72 15 15.84 12.16 15.40
3 13.83 14.83 15.61 16 15.12 15.60 13.83
4 17.19 15.75 15.42 17 18.48 16.07 16.31
5 14.56 15.37 15.67 18 17.55 14.73 16.95
6 14.82 17.25 15.73 19 13.57 17.55 15.81
7 17.92 14.76 14.40 20 16.23 16.92 16.45
8 16.53 14.52 17.31 21 14.60 16.83 15.34
9 13.83 14.53 15.32 22 16.73 18.60 16.76
10 16.45 13.85 16.32 23 18.03 14.55 13.87
11 15.20 14.61 18.45 24 16.61 16.45 16.95
12 14.49 16.15 17.80 25 15.86 17.00 18.2813 15.89 15.04 16.67
(a) Costruite la carta di controllo del range.(b) Costruite la carta di controllo della media.(c) Il processo è sotto controllo?(d) Se il processo è sotto controllo, stimate la percentuale di tessuti che rientra nelle spe-
cificazioni.
Come potete osservare dalla tabella riassuntiva, in questo capitolo abbiamo affrontato i temidel controllo di qualità e della produzione alla luce dell’approccio di Deming e mediantel’introduzione di diversi tipi di diagrammi di controllo. Rimandiamo ai riferimenti biblio-grafici 1, 3, 4, 6 10, 14, 20 e 21 i lettori interessati all’approccio di Deming e ai riferimentibibliografici 7, 10 e 13 coloro che sono interessati alle procedure che si avvalgono dellecarte di controllo.
TESSUTOTESSUTO
RX
RIEPILOGO DEL CAPITOLO 81
Esercizi del paragrafo 14.7
DATASET
TENSILE
◆ RIEPILOGO DEL CAPITOLO
levine12 3-04-2002 8:34 Pagina 141

82 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
Tabella riassuntiva del capitolo 14.
Qualità e produttività
Storia
Usa le Carte R e X
Usa la Carta p
Sì
Sì
No
L’esperimento della pallina rossa
Le carte di controllo
Cause straordinariee cause ordinarie
di variazione
I 14 punti di Deming
La variabileè continua
Vi è più di
un’osservazione per gruppo
capacità del processo 139
carta 135
carta di controllo per attributi 124
carta di controllo 121
carta p 124
carta R 133
carte di controllo per variabile 132
cause ordinarie di variazione 122
cause straordinarie di variazione 122
X
◆ PAROLE CHIAVE
ciclo di Shewhart-Deming 120
esperimento della pallina rossa 130
fattore A2 136
fattore d2 133
fattore d3 133
fattore D3 133
fattore D4 133
i 14 punti di Deming 119
limite di controllo inferiore (LCL) 122
limite di controllo superiore (UCL) 122
limite di specificazione inferiore (LSL) 139
limite di specificazione superiore (USL) 139
processo fuori controllo 123
processo sotto controllo 123
processo 121
qualità totale 119
specificazione dei limiti 122
stato di controllo statistico 123
levine12 3-04-2002 8:34 Pagina 142

14.13 Quale differenza intercorre tra le cause di variazione ordinarie e straordinarie?
14.14 In quale maniera può essere migliorato un processo quando si è in presenza di cause straor-dinarie di variazione?
14.15 Come può essere migliorato un processo quando si è in presenza di cause ordinarie divariazione?
14.16 Qual è la differenza tra le carte di controllo per attributi e le carte di controllo per variabile?
14.17 Perché le carte di controllo del range e di si usano assieme?
14.18 Quali principi avete imparato dall’esperimento della pallina rossa?
14.19 Supponete di essere il manager responsabile del processo di produzione di chip per com-puter. Cosa fareste nelle seguenti situazioni:(a) Il processo è fuori controllo.(b) Il processo è sotto controllo, ma non soddisfa le specificazioni fissate.(c) Il processo è sotto controllo e soddisfa le specificazioni fissate.
14.20 Il direttore della divisione di una banca che si occupa dei trasferimenti di capitali intendeanalizzare il tempo necessario per le indagini relative a tali pagamenti. Un qualunquepagamento può coinvolgere la banca come esecutrice dello stesso, come destinatariaoppure come semplice intermediaria. Può dare inizio a un’indagine una richiesta di paga-mento oppure una richiesta di una delle parti coinvolte. Una volta ricevuta la richiesta diindagine, si procede alla ricostruzione della storia del pagamento, per verificare la corret-tezza delle informazioni a disposizione. Se tutto risulta regolare il pagamento viene ese-guito. È necessario che tali indagini vengano svolte quanto più rapidamente possibile, dipreferenza nell’arco di una giornata. I dati riportati nella tabella seguente si riferiscono alnumero delle indagini e al numero e alla proporzione delle stesse concluse in un giorno,raccolti per un periodo di 30 giorni.
INDAGINI INDAGINI INDAGINI
GIORNO INDAGINI CONCLUSIVE GIORNO INDAGINI CONCLUSIVE GIORNO INDAGINI CONCLUSIVE
1 240 96 11 256 90 21 280 131
2 296 88 12 273 102 22 271 139
3 309 113 13 276 115 23 237 121
4 293 138 14 291 98 24 258 94
5 253 119 15 204 83 25 289 128
6 254 94 16 263 79 26 226 90
7 245 75 17 311 116 27 287 106
8 331 125 18 248 104 28 263 81
9 303 134 19 287 110 29 282 10710 278 83 20 238 107 30 194 75
(a) Costruite la carta di controllo per i dati della tabella.(b) Il processo è sotto controllo? Commentate.(c) Alla luce dei risultati ai punti (a) e (b) cosa si dovrebbe fare per migliorare il pro-
cesso?14.21 Il direttore di una società di intermediazione finanziaria intende investigare sul numero di
transazioni sbagliate compiute dagli addetti alle vendite. Una transazione si consideratasbagliata se c’è un errore nella ricevuta della stessa. Una transazione sbagliata deve essereannullata ed eseguita di nuovo, mentre i costi sono addossati all’agenzia. I dati riportatinella tabella seguente si riferiscono al numero delle transazioni sbagliate e al numero totaledelle transazioni concluse in un periodo di 30 giorni.
X
RIEPILOGO DEL CAPITOLO 83
Verifica della comprensione
Esercizi di riepilogo del capitolo
DATASET
TRADE
levine12 3-04-2002 8:34 Pagina 143

DATASET
SH12-1
Numero delle inserzioni per cui si sono ricevute delle lamentele dai clienti e numero complessivo di inserzioni giornaliere
NUMERO NUMERO
DI ERRORI NUMERO DI ERRORI NUMERO
GIORNO DI BATTITURA DI INSERZIONI GIORNO DI BATTITURA DI INSERZIONI
1 4 228 14 5 245
2 6 273 15 7 266
3 5 239 16 2 197
4 3 197 17 4 228
5 6 259 18 5 236
6 7 203 19 4 208
7 8 289 20 3 214
8 14 241 21 8 258
9 9 263 22 10 267
10 5 199 23 4 217
11 6 275 24 9 277
12 4 212 25 7 258
13 3 207
Tabella SH14.1
(a) Costruite la carta di controllo per i dati della tabella.(b) Il processo è sotto controllo? Commentate.(c) Alla luce dei risultati ai punti (a) e (b) cosa si dovrebbe fare per migliorare il pro-
cesso?
84 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
TRANSAZIONI TRANSAZIONI TRANSAZIONI TRANSAZIONI TRANSAZIONI TRANSAZIONI
GIORNO SBAGLIATE TOTALI GIORNO SBAGLIATE TOTALI GIORNO SBAGLIATE TOTALI
1 2 74 11 3 104 21 4 58
2 12 85 12 12 98 22 10 69
3 13 114 13 15 105 23 19 135
4 33 136 14 6 98 24 1 675 5 97 15 21 204 25 11 77
◆ IL CASO SPRINGVILLE HERALD
Fase 1
Al giornale Springville Herald si intende ridurre il numero degli errori presenti nelle inserzioni pubbli-citarie (e i conseguenti costi). L’attenzione si focalizza inizialmente sugli errori di battitura. Nella Ta-bella SH14.1 si riportano i dati relativi al numero di inserzioni con errori di battitura rilevati negli ultimi30 giorni.
TRANSAZIONI TRANSAZIONI TRANSAZIONI TRANSAZIONI TRANSAZIONI TRANSAZIONI
GIORNO SBAGLIATE TOTALI GIORNO SBAGLIATE TOTALI GIORNO SBAGLIATE TOTALI
6 20 115 16 3 54 26 12 88
7 17 108 17 12 74 27 4 66
8 10 76 18 11 103 28 11 72
9 8 69 19 11 100 29 13 11810 18 98 20 14 88 30 15 138
levine12 3-04-2002 8:34 Pagina 144

◆ BIBLIOGRAFIA
1. Aguayo, R., Dr. Deming: The American Who Taught theJapanese about Quality (New York: Lyle Stuart, 1990).
2. Bothe, D.R., Measuring Process Capability (New York:McGraw-Hill, 1997).
3. Deming, W.E., Out of the Crisis (Cambridge, MA: MITCenter for Advanced Engineering Study, 1986).
4. Deming, W.E., The New Economics for Business, Industry,and Government (Cambridge, MA: MIT Center for Ad-vanced Engineering Study, 1993).
5. Friedman, T.L., The Lexus and the Olive Tree: Understan-ding Globalization (New York: Farrar, Straus and Giroux,1999).
6. Gabor, A., The Man Who Discovered Quality (New York:Time Books, 1990).
APPENDICE 85
Esercizi
14.1 Cosa si dovrebbe fare secondo voi per ridurre il numero degli errori presenti nelle inserzioni? Commentate.
14.2 Il processo è sotto controllo?
Fase 2
La divisione di produzione è altresì interessata al miglioramento complessivo del giornale e ha sceltocome primo obiettivo il miglioramento della qualità della stampa. Si tratta di stabilire quanto “nera”debba risultare la stampa. A tale scopo si analizzano cinque macchie rilevate sul primo giornale stam-pato per 20 giorni consecutivi e l’ammontare di inchiostro contenuto viene valutato mediante un appo-sito strumento. Il risultati dell’analisi sono riportati nella Tabella SH14.2
Esercizi14.6 (a) Costruite la carta di controllo per questi dati.
(b) Il processo è sotto controllo?
Macchie rilevate sul primo giornale stampato per 20 giorni consecutivi
MACCHIA 00000000000000MACCHIA0000000000000
GIORNO 1 2 3 4 5 GIORNO 1 2 3 4 5
1 0.96 1.01 1.12 1.07 0.97 11 0.97 1.13 0.95 0.86 1.06
2 1.06 1.00 1.02 1.16 0.96 12 1.00 0.87 1.02 0.98 1.13
3 1.00 0.90 0.98 1.18 0.96 13 0.96 0.79 1.17 0.97 0.95
4 0.92 0.89 1.01 1.16 0.90 14 1.03 0.89 1.03 1.12 1.03
5 1.02 1.16 1.03 0.89 1.00 15 0.96 1.12 0.95 0.88 0.99
6 0.88 0.92 1.03 1.16 0.91 16 1.01 0.87 0.99 1.04 1.16
7 1.05 1.13 1.01 0.93 1.03 17 0.98 0.85 0.99 1.04 1.16
8 0.95 0.86 1.14 0.90 0.95 18 1.03 0.82 1.21 0.98 1.08
9 0.99 0.89 1.00 1.15 0.92 19 1.02 0.84 1.15 0.94 1.0810 0.89 1.18 1.03 0.96 1.04 20 0.90 1.02 1.10 1.04 1.08
Tabella SH14.2DATASET
SH12-2
7. Gitlow, H., A. Oppenheim, e R. Oppenheim, Tools andMethods for the Improvement of Quality, 2d ed. (Ho-mewood, IL: Irwin, 1994).
8. Halberstam, D., The Reckoning (New York: Morrow,1986).
9. Holusha, J., “The Baldrige Badge of Courage—and Qua-lity,” The New York Times, October 21, 1990, F12.
10. Levine, D.M., P.P. Ramsey, e M. L. Berenson, BusinessStatistics for Quality and Productivity (Upper Saddle Ri-ver, NJ: Prentice Hall, 1995).
11. The Memory Jogger II: A Pocket Guide of Tools for Conti-nuous Improvement and Effective Planning (Methuen,MA: GOAL/QPC, 1994).
12. Microsoft Excel 2000 (Redmond, WA: Microsoft Corp.,1999).
levine12 3-04-2002 8:34 Pagina 145

Utilizzo di Excel per la costruzione di una CartaPer illustrare l’uso dell’aggiunta PHStat per la costruzione dei diagrammi di controllo torniamo all’Ap-plicazione del Paragrafo 14.4. Dopo aver aperto il file HOTEL1.XLS fate clic sull’etichetta Data perverificare che i dati riportati nella Tabella 14.1 si trovino nelle colonne A, B e C. Selezionate PHStat| Control Charts | p Chart (diagrammi di controllo | carta p). Nella finestra di dialogo che si apredigitate C1:C29 nel riquadro Non-conformances Cell Range (intervallo di celle contenente i casinon conformi) e selezionate l’opzione First cells contains label (la prima cella contiene l’etichetta).Selezionate il comando Size varies (ampiezza variabile). Inserite B1:B29 nel riquadro Sample | Sub-group Size cell range (campione | intervallo di celle contenente l’ampiezza campionaria del sotto-gruppo) e selezionate il comando First cells contains label (la prima cella contiene l’etichetta). Digi-tate Carta p per il numero di stanze non conformi nel riquadro Output Title (titolo dell’output).Fate clic sul comando OK. L’aggiunta inserisce due fogli di lavoro contenenti i dati e i calcoli perla carta p e il grafico con la carta p simile a quella della Figura 14.3.
Utilizzo di Excel per la costruzione della carta di controllo per ilrange e per la mediaPer illustrare l’uso dell’aggiunta PHStat per la costruzione delle carte R e torniamo all’esempio delparagrafo 14.6 relativo alla valutazione della qualità del servizio in un albergo. Dopo aver aperto ilfile HOTEL2.XLS fate clic sull’etichetta Data per verificare che i dati riportati nella Tabella 14.1 sitrovino nelle colonne A, B e C. Selezionate PHStat | Control Charts | R & Xbar Chart (carte dicontrollo| Carte R e ). Nella finestra di dialogo che si apre digitate 5 nel riquadro Subgroup | sam-ple size (sottogruppo/ampiezza campionaria). Digitate C1:C29 nel riquadro Subgroup Ranges Cellrange (intervallo di celle contenenti il range dei sottogruppi) e selezionate il comando First cells con-tains label (la prima cella contiene l’etichetta). Selezionate il comando R and Xbar Charts (cartaR e Xbar). Digitate B1:B29 nel riquadro Subgroup Means Cell Range (intervallo di celle contenentiile medie dei sottogruppi) e selezionate il comando First cells contains label (la prima cella contienel’etichetta). Digitate Carta R per i tempi di consegna dei bagagli nel riquadro Output Title (titolodell’output). Fate clic sul comando OK. L’aggiunta inserisce due fogli di lavoro contenenti i dati e icalcoli per le carte di controllo e i grafici con le carte R e simili a quelle delle Figure 14.5 e 14.6.In mancanza dei dati grezzi, usate Excel per calcolare la media e il range di ciascun sottogruppo ecopiate i risultati nelle colonne B e C.
X
X
X
86 CAPITOLO 14 APPLICAZIONI STATISTICHE AL CONTROLLO DELLA QUALITÀ E DELLA PRODUTTIVITÀ
◆A14.1 UTILIZZO DI MICROSOFT EXCEL PER LE CARTE DI CONTROLLO
17. Shewhart, W.A., e W.E. Deming, Statistical Methods fromthe Viewpoint of Quality Control (Washington, DC: Gra-duate School, Department of Agriculture, 1939; DoverPress, 1986).
18. Sholtes, P.R., An Elaboration on Deming’s Teaching onPerformance Appraisal (Madison, WI: Joiner Associates,1987).
19. Wallis, W.A., “The Statistical Research Group 1942–1945,”Journal of the American Statistical Association 75 (1980):320–335.
20. Walton, M., The Deming Management Method (NewYork: Perigee Books, Putnam Publishing Group, 1986).
21. Walton, M., Deming Management at Work (New York:Putnam, 1990).
13. Mitra, A., Fundamentals of Quality Control and Improve-ment, 2nd ed (Upper Saddle River, NJ: Prentice Hall,1998).
14. Scherkenbach, W.W., The Deming Route to Quality andProductivity: Road Maps and Roadblocks (Washington,DC: CEEP Press, 1987).
15. Shewhart, W.A., “The Applications of Statistics as an Aidin Maintaining Quality of Manufactured Products,” Jour-nal of the American Statistical Association 20 (1925):546–548.
16. Shewhart, W.A., Economic Control of Quality of Manu-factured Products (New York: Van Nostrand and Com-pany, 1931; reprinted by the American Society for QualityControl, Milwaukee, 1980).
levine12 3-04-2002 8:34 Pagina 146

![Giancarlo Cerini Valutazione di sistema Un quadro di ... · • PDCA [ciclo di Deming]: Plan, Do,Check, Act) Giancarlo Cerini ... 28 marzo 2014 Slide elaborate da Mariella Spinosi](https://static.fdocumenti.com/doc/165x107/5c65e67509d3f252168b85fc/giancarlo-cerini-valutazione-di-sistema-un-quadro-di-pdca-ciclo-di.jpg)