Analisi di un incidente industriale - Maffioletti Gaia di un incidente... · Corso di Sicurezza...
34
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007 Tesina: Analisi di un incidente industriale SICUREZZA DEGLI IMPIANTI INDUSTRIALI Docente: Dott. Ing. Giacomo Rota Gaia Maffioletti – matricola 44545 Corso di Laurea: Ingegneria Gestionale
Transcript of Analisi di un incidente industriale - Maffioletti Gaia di un incidente... · Corso di Sicurezza...
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
Tesina:
Analisi di un incidente industriale
SICUREZZA DEGLI IMPIANTI
INDUSTRIALI Docente: Dott. Ing. Giacomo
Rota
Gaia Maffioletti – matricola 44545 Corso di Laurea: Ingegneria Gestionale
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
1
(Curriculum Economico-Produttivo) A.A. 2006/2007
INDICE 1. Descrizione dell’incidente
……………………… pag. 2
2. Classificazione dell’incidente
……………………… pag. 3
3. Albero degli eventi
……………………… pag. 4
4. Quadro della situazione analizzata: 4.1: Tipo di stabilimento-impianto coinvolto 4.2: Schema delle operazioni svolte
……………………… ………………………
pag.pag.
5 6
5. Classificazione delle cause e valutazione personale sulle misure correttive
……………………… pag.
7
6. Considerazioni sul sistema di gestione della sicurezza
……………………… pag.
11
7. Nozioni sui gas tossici
……………………… pag. 14
8. Scheda di sicurezza: ossido di carbonio
……………………… pag.
18
9. Statistica descrittiva: 9.1: Istogrammi e media mobile 9.2: Diagramma di Pareto
……………………… ………………………
pag.pag.
21 23
10. Statistica inferenziale: 10.1: Chi quadro modificato 10.2: T-Student 10.3: Valori osservati VS valori attesi10.4: Indici di frequenza
……………………… ……………………… ……………………… ………………………
pag.pag.pag.pag.
24 26 27 29
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
2
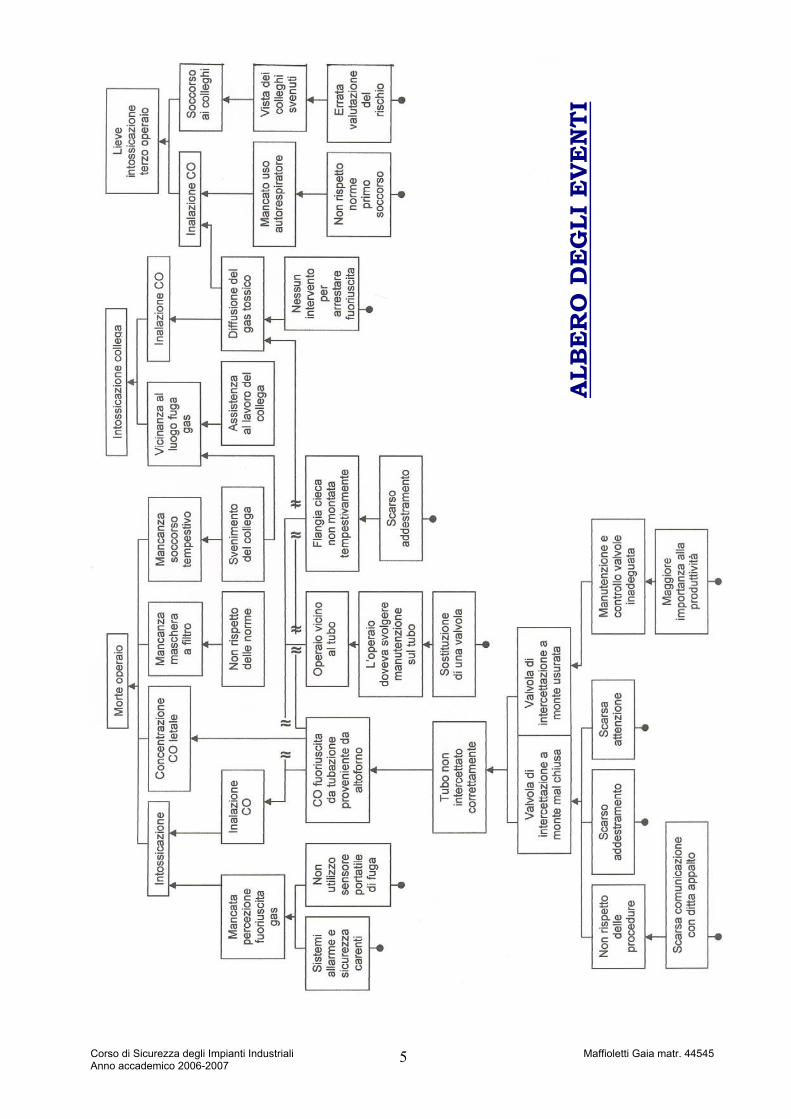
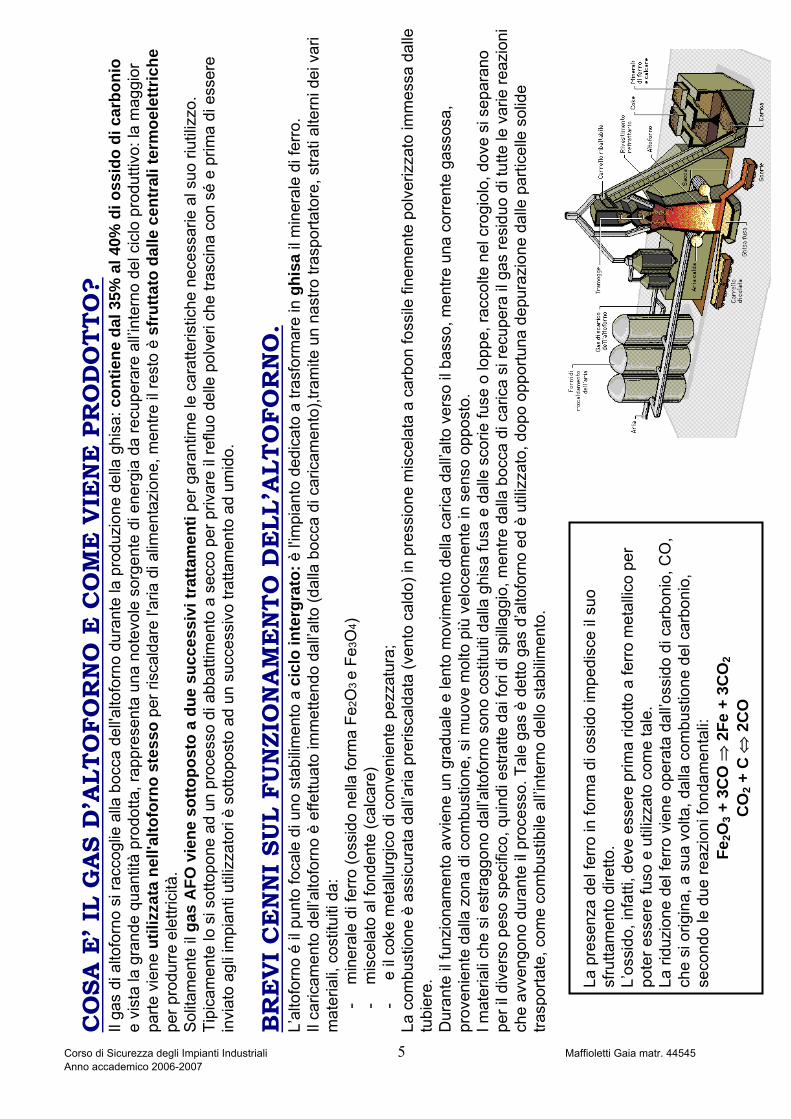
DESCRIZIONE DELL’INCIDENTE. Un operaio è morto e altri due sono rimasti feriti in un infortunio sul lavoro avvenuto nello stabilimento siderurgico Ilva di Taranto. La morte dell’operaio, così come il ferimento degli altri due, è stata causata dall’inalazione di gas tossici fuoriuscite da una conduttura del gas collegata all’altoforno. In particolare l’operaio è morto intossicato dalle esalazioni di ossido di carbonio, inodore ma altamente tossico (diagnosi certificata dai medici legali dopo l'autopsia). L’incidente è avvenuto il 18 aprile 2006 verso le 16.30 nell’area dell’Altoforno 1. La vittima è un operaio dipendente di una ditta di appalto, la "Cmt" (Costruzioni metalliche tubolari) di Taranto così come il collega che stava lavorando vicino alla vittima. Mentre il terzo operaio, anch’egli rimasto coinvolto nell’incidente, è dipendente dello stabilimento siderurgico. La vittima era impegnata insieme al collega nella manutenzione di una conduttura collegata all’altoforno in cui scorre il cosiddetto gas d’altoforno che viene trasportato alle varie utenze di stabilimento: dovevano eseguire la sostituzione di una valvola. La tubazione era stata precedentemente intercettata dai due operai con l’apposita chiusura delle valvole e per ragioni di sicurezza stavano mettendo delle flangie cieche (disco di diametro e spessore adeguati all'adattamento ai tubi che evitano eventuali fuoriuscite di gas quando si apre la condotta). Nella conduttura, proprio perchè in manutenzione, non avrebbe dovuto esserci passaggio di gas, mentre, proprio mentre stavano montando il disco cieco, gli operai sono stati investiti dalle esalazioni altamente tossiche. Le cause al vaglio degli inquirenti sono due: - gli operai non hanno intercettato correttamente il tubo in quanto non hanno chiuso correttamente la valvola di intercettazione a monte. - le valvole di intercettazione non sono state sottoposte ad una adeguata manutenzione o erano difettose e hanno quindi permesso la fuoriuscita di gas. Inoltre secondo i primi accertamenti eseguiti sul luogo della tragedia dai tecnici dello Spesal della Asl di Taranto , gli operai coinvolti nell’incidente non indossavano le adeguate maschere di protezione, nonostante la squadra era regolarmente dotata ed inoltre sul posto c’era comunque l’installazione di bombole fisse da cui poter attingere l’ossigeno utilizzando le maschere. Alla vista dei due colleghi operai riversi a terra un terzo operaio è intervenuto in loro soccorso, ma è rimasto anche lui lievemente intossicato per non aver indossato gli adeguati dispositivi di protezione individuale.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
3
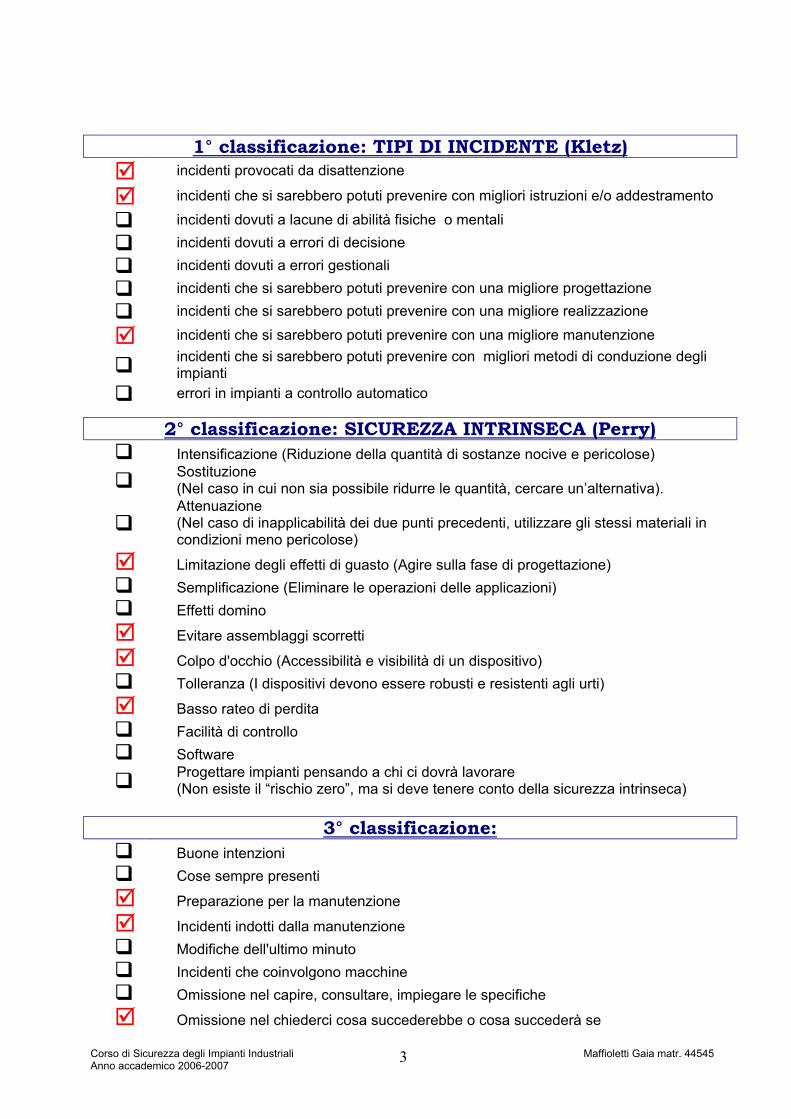
1° classificazione: TIPI DI INCIDENTE (Kletz) incidenti provocati da disattenzione
incidenti che si sarebbero potuti prevenire con migliori istruzioni e/o addestramento
incidenti dovuti a lacune di abilità fisiche o mentali
incidenti dovuti a errori di decisione
incidenti dovuti a errori gestionali
incidenti che si sarebbero potuti prevenire con una migliore progettazione
incidenti che si sarebbero potuti prevenire con una migliore realizzazione
incidenti che si sarebbero potuti prevenire con una migliore manutenzione
incidenti che si sarebbero potuti prevenire con migliori metodi di conduzione degli impianti
errori in impianti a controllo automatico
2° classificazione: SICUREZZA INTRINSECA (Perry) Intensificazione (Riduzione della quantità di sostanze nocive e pericolose)
Sostituzione (Nel caso in cui non sia possibile ridurre le quantità, cercare un’alternativa).
Attenuazione (Nel caso di inapplicabilità dei due punti precedenti, utilizzare gli stessi materiali in condizioni meno pericolose)
Limitazione degli effetti di guasto (Agire sulla fase di progettazione) Semplificazione (Eliminare le operazioni delle applicazioni) Effetti domino
Evitare assemblaggi scorretti
Colpo d'occhio (Accessibilità e visibilità di un dispositivo) Tolleranza (I dispositivi devono essere robusti e resistenti agli urti)
Basso rateo di perdita Facilità di controllo Software
Progettare impianti pensando a chi ci dovrà lavorare (Non esiste il “rischio zero”, ma si deve tenere conto della sicurezza intrinseca)
3° classificazione: Buone intenzioni Cose sempre presenti
Preparazione per la manutenzione
Incidenti indotti dalla manutenzione Modifiche dell'ultimo minuto Incidenti che coinvolgono macchine Omissione nel capire, consultare, impiegare le specifiche
Omissione nel chiederci cosa succederebbe o cosa succederà se

Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
4
Integrità meccanica Gestione dei cambi Analisi degli incidenti e diffusione della conoscenza contenuta nei rapporti
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
5
ALB
ER
O D
EG
LI E
VE
NTI
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
6
CO
SA E
’ IL
GA
S D
’ALT
OFO
RN
O E
CO
ME
VIE
NE
PR
OD
OTT
O?
Il ga
s di
alto
forn
o si
racc
oglie
alla
boc
ca d
ell'a
ltofo
rno
dura
nte
la p
rodu
zion
e de
lla g
hisa
: con
tiene
dal
35%
al 4
0% d
i oss
ido
di c
arbo
nio
e vi
sta
la g
rand
e qu
antit
à pr
odot
ta, r
appr
esen
ta u
na n
otev
ole
sorg
ente
di e
nerg
ia d
a re
cupe
rare
all’i
nter
no d
el c
iclo
pro
dutti
vo: l
a m
aggi
or
parte
vie
ne u
tiliz
zata
nel
l'alto
forn
o st
esso
per
risc
alda
re l'
aria
di a
limen
tazi
one,
men
tre il
rest
o è
sfru
ttato
dal
le c
entr
ali t
erm
oele
ttric
he
per p
rodu
rre
elet
trici
tà.
Sol
itam
ente
il g
as A
FO v
iene
sot
topo
sto
a du
e su
cces
sivi
trat
tam
enti
per g
aran
tirne
le c
arat
teris
tiche
nec
essa
rie a
l suo
riut
ilizz
o.
Tipi
cam
ente
lo s
i sot
topo
ne a
d un
pro
cess
o di
abb
attim
ento
a s
ecco
per
priv
are
il re
fluo
delle
pol
veri
che
trasc
ina
con
sé e
prim
a di
ess
ere
invi
ato
agli
impi
anti
utiliz
zato
ri è
sotto
post
o ad
un
succ
essi
vo tr
atta
men
to a
d um
ido.
BR
EV
I C
EN
NI
SUL
FUN
ZIO
NA
ME
NTO
DE
LL’A
LTO
FOR
NO
. L’
alto
forn
o é
il pu
nto
foca
le d
i uno
sta
bilim
ento
a c
iclo
inte
rgra
to: è
l'im
pian
to d
edic
ato
a tra
sfor
mar
e in
ghi
sa il
min
eral
e di
ferr
o.
Il ca
ricam
ento
del
l’alto
forn
o è
effe
ttuat
o im
met
tend
o da
ll’alto
(dal
la b
occa
di c
aric
amen
to),t
ram
ite u
n na
stro
tras
porta
tore
, stra
ti al
tern
i dei
var
i m
ater
iali,
cos
titui
ti da
: -
min
eral
e di
ferr
o (o
ssid
o ne
lla fo
rma
Fe2O
3 e
Fe3O
4)
- m
isce
lato
al f
onde
nte
(cal
care
) -
e il
cok
e m
etal
lurg
ico
di c
onve
nien
te p
ezza
tura
; La
com
bust
ione
è a
ssic
urat
a da
ll’aria
pre
risca
ldat
a (v
ento
cal
do) i
n pr
essi
one
mis
cela
ta a
car
bon
foss
ile fi
nem
ente
pol
veriz
zato
imm
essa
dal
le
tubi
ere.
D
uran
te il
funz
iona
men
to a
vvie
ne u
n gr
adua
le e
lent
o m
ovim
ento
del
la c
aric
a da
ll’alto
ver
so il
bas
so, m
entre
una
cor
rent
e ga
ssos
a,
prov
enie
nte
dalla
zon
a di
com
bust
ione
, si m
uove
mol
to p
iù v
eloc
emen
te in
sen
so o
ppos
to.
I mat
eria
li ch
e si
est
ragg
ono
dall’a
ltofo
rno
sono
cos
titui
ti da
lla g
hisa
fusa
e d
alle
sco
rie fu
se o
lopp
e, ra
ccol
te n
el c
rogi
olo,
dov
e si
sep
aran
o pe
r il d
iver
so p
eso
spec
ifico
, qui
ndi e
stra
tte d
ai fo
ri di
spi
llagg
io, m
entre
dal
la b
occa
di c
aric
a si
recu
pera
il g
as re
sidu
o di
tutte
le v
arie
reaz
ioni
ch
e av
veng
ono
dura
nte
il pr
oces
so. T
ale
gas
è de
tto g
as d
’alto
forn
o ed
è u
tiliz
zato
, dop
o op
portu
na d
epur
azio
ne d
alle
par
ticel
le s
olid
e tra
spor
tate
, com
e co
mbu
stib
ile a
ll’int
erno
del
lo s
tabi
limen
to.
La p
rese
nza
del f
erro
in fo
rma
di o
ssid
o im
pedi
sce
il su
o sf
rutta
men
to d
iretto
. L’
ossi
do, i
nfat
ti, d
eve
esse
re p
rima
ridot
to a
ferro
met
allic
o pe
r po
ter e
sser
e fu
so e
util
izza
to c
ome
tale
. La
ridu
zion
e de
l fer
ro v
iene
ope
rata
dal
l’oss
ido
di c
arbo
nio,
CO
, ch
e si
orig
ina,
a s
ua v
olta
, dal
la c
ombu
stio
ne d
el c
arbo
nio,
se
cond
o le
due
reaz
ioni
fond
amen
tali:
Fe
2O3 +
3C
O ⇒
2Fe
+ 3
CO
2 C
O2 +
C ⇔
2C
O
Corso di Sicurezza degli Impianti Industriali 5 Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
7
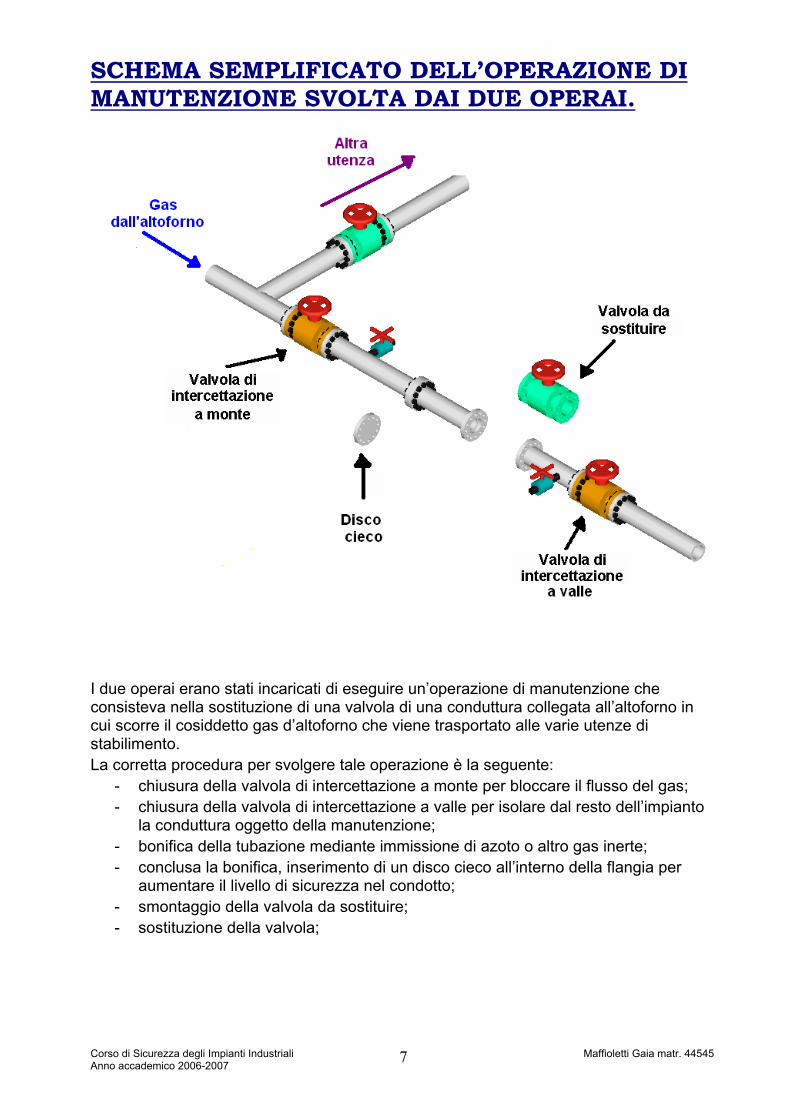
SCHEMA SEMPLIFICATO DELL’OPERAZIONE DI MANUTENZIONE SVOLTA DAI DUE OPERAI.
I due operai erano stati incaricati di eseguire un’operazione di manutenzione che consisteva nella sostituzione di una valvola di una conduttura collegata all’altoforno in cui scorre il cosiddetto gas d’altoforno che viene trasportato alle varie utenze di stabilimento. La corretta procedura per svolgere tale operazione è la seguente:
- chiusura della valvola di intercettazione a monte per bloccare il flusso del gas; - chiusura della valvola di intercettazione a valle per isolare dal resto dell’impianto
la conduttura oggetto della manutenzione; - bonifica della tubazione mediante immissione di azoto o altro gas inerte; - conclusa la bonifica, inserimento di un disco cieco all’interno della flangia per
aumentare il livello di sicurezza nel condotto; - smontaggio della valvola da sostituire; - sostituzione della valvola;
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
8
CLASSIFICAZIONE DELLE PRINCIPALI CAUSE E VALUTAZIONI PERSONALI SULLE MISURE CORRETTIVE. Le concause evidenziate attraverso l’utilizzo della tecnica dell’albero degli eventi possono essere distinte nelle seguenti tre categorie:
- concause di tipo gestionale - concause di tipo comportamentale - concause di tipo tecnico
Mancanza dei dispositivi di protezione individuale → GESTIONALE + TECNICA
MISURE CORRETTIVE: In caso di ambienti di lavoro in cui sia possibile inalare gas è assolutamente fondamentale utilizzare gli idonei mezzi di protezione delle vie respiratorie per trattenere le sostanze nocive e depurare così l’aria inspirata. Con ossigeno pari al:
- 15% c’è difficoltà nei movimenti; - tra il 10% e il 15% c’è disorientamento, torpore e incapacità di valutare; - sotto il 10% c’è arresto cardiaco.
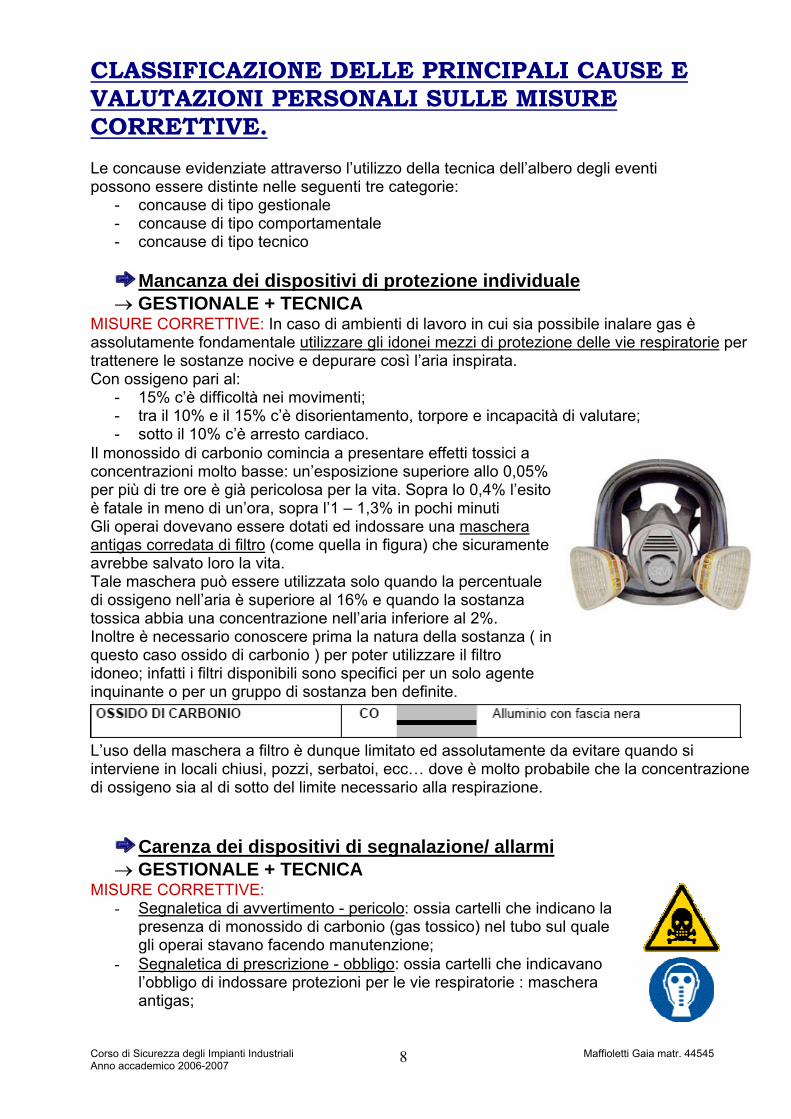
Il monossido di carbonio comincia a presentare effetti tossici a concentrazioni molto basse: un’esposizione superiore allo 0,05% per più di tre ore è già pericolosa per la vita. Sopra lo 0,4% l’esito è fatale in meno di un’ora, sopra l’1 – 1,3% in pochi minuti Gli operai dovevano essere dotati ed indossare una maschera antigas corredata di filtro (come quella in figura) che sicuramente avrebbe salvato loro la vita. Tale maschera può essere utilizzata solo quando la percentuale di ossigeno nell’aria è superiore al 16% e quando la sostanza tossica abbia una concentrazione nell’aria inferiore al 2%. Inoltre è necessario conoscere prima la natura della sostanza ( in questo caso ossido di carbonio ) per poter utilizzare il filtro idoneo; infatti i filtri disponibili sono specifici per un solo agente inquinante o per un gruppo di sostanza ben definite.
L’uso della maschera a filtro è dunque limitato ed assolutamente da evitare quando si interviene in locali chiusi, pozzi, serbatoi, ecc… dove è molto probabile che la concentrazione di ossigeno sia al di sotto del limite necessario alla respirazione.
Carenza dei dispositivi di segnalazione/ allarmi → GESTIONALE + TECNICA
MISURE CORRETTIVE: - Segnaletica di avvertimento - pericolo: ossia cartelli che indicano la
presenza di monossido di carbonio (gas tossico) nel tubo sul quale gli operai stavano facendo manutenzione;
- Segnaletica di prescrizione - obbligo: ossia cartelli che indicavano l’obbligo di indossare protezioni per le vie respiratorie : maschera antigas;
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
9
- Segnaletica di salvataggio: ossia cartelli che indicano la presenza
di dispositivi di salvataggio, in questo caso degli autorespiratori; - Sensore fuga portatile: dispositivo in grado di rilevare la presenza
del gas, per il quale è stato progettato (in questo caso monossido di carbonio); il sensore deve emettere un segnale sia visivo che sonoro in caso di fuga di gas. I gas tossici hanno un peso simile a quello dell’aria ( peso molecolare medio 28,96) e sono pericolosi per la persona: occorre pensare alla tutela delle persone e posizionare i sensori di rivelazione gas ad un’altezza adeguata alla loro posizione
Inadeguata manutenzione e controllo delle valvole → GESTIONALE MISURE CORRETTIVE: La manutenzione programmata/preventiva è il principale strumento per mantenere in condizioni di sicurezza ed efficienza tutti gli impianti. La mancata manutenzione può essere causa di gravi incidenti. E’ indispensabile effettuare controlli periodici, come: - controllare apertura e chiusura di tutte le valvole
dell’impianto; - è consigliabile sostituire annualmente i principali
componenti quali valvole di intercettazione (nell’incidente analizzato, la valvola di intercettazione probabilmente era difettosa o usurata);
- verifica dei sistemi di allarme e sicurezza; - controllare lo zero dei manometri e la loro efficienza; - controllare la tenuta dell’impianto; - calibrazione dei rilevatori di fuga; In tutto il mondo industriale è in atto il passaggio graduale dalla manutenzione periodica alla manutenzione predittiva. Si tratta di una strategia di manutenzione innovativa che avvalendosi di tecniche di monitoraggio avanzate acquisisce tutte le informazioni possibili sullo stato di salute delle macchine e dei processi al fine di individuare sul nascere i difetti, seguirne la loro evoluzione nel tempo e programmare con congruo anticipo e flessibilità le necessarie azioni correttive da effettuarsi solo quando strettamente necessarie in base alla valutazione di vita residua dei componenti delle macchine.
Leggerezza e disattenzione dell’operatore → COMPORTAMENTALE + GESTIONALE
MISURE CORRETTIVE: Mettere in atto un sistema di formazione, informazione e addestramento del personale a tutti i livelli, fisso o occasionale, proprio o di terzi; periodicamente, verificare l’apprendimento dei partecipanti tramite test; valutare la chiarezza e l’efficacia del corso tramite questionari. E’ importante la diffusione della cultura della Sicurezza. Inoltre gli operai dovevano essere in possesso della patente di abilitazione all’impiego di gas tossici, rilasciata dopo avere frequentato uno specifico corso e superato un esame riguardo: le modalità di manipolazione dei gas per cui si richiede abilitazione, le modalità di utilizzazione, la normativa correlata al gas in questione ed in particolare alle norme cautelative con speciale riguardo all’impiego dei DPI. Inoltre la patente gas tossici intende accertare il grado di competenza specifica (mediante prove pratiche ed orali), l’idoneità fisica, psichica e morale e l’abilità all’impiego di uno o più gas tossici.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
10
La tubazione sulla quale doveva essere effettuata la manutenzione non è stata isolato correttamente:
1° ipotesi: errata chiusura della valvola di intercettazione a monte da parte degli operai → TECNICA + COMPORTAMENTALE MISURE CORRETTIVE: - le valvole dovrebbero essere provviste di “etichette” con la scritta “CLOSED” ben visibile ( oppure riportanti la scritta CSO (care see open) o CSC (care see closed) ); - le valvole potrebbero essere provviste di un indicatore luminoso che indichi l’apertura o la chiusura della valvola; - potrebbero installare dispositivi automatici in grado di correggere eventuali errori umani; - migliore addestramento. 2° ipotesi: Valvola di intercettazione difettosa o usurata tale da consentire ulteriore passaggio di gas → TECNICA + GESTIONALE MISURE CORRETTIVE: Migliori interventi di manutenzione periodica preventiva. Inoltre tali interventi devono essere eseguiti solo persone qualificate e appositamente addestrate. Ogni intervento deve essere effettuato da due persone, munite di respiratori personali: uno dei due effettua l’intervento, l’altro si apposta a distanza utile per prestare assistenza o dare l’allarme.
Scarsa comunicazione fra lo stabilimento siderurgico e la ditta in appalto → GESTIONALE
MISURE CORRETTIVE: Applicazione e rispetto dell’ Articolo. 7. - Contratto di appalto o contratto d'opera. In caso di affidamento dei lavori all'interno dell'azienda ad imprese appaltatrici:: - il datore di lavoro deve verificare l'idoneità tecnico-professionale delle imprese appaltatrici in relazione ai lavori da affidare in appalto; - il datore di lavoro deve fornire agli stessi soggetti dettagliate informazioni sui rischi specifici esistenti nell'ambiente in cui sono destinati ad operare e sulle misure di prevenzione e di emergenza adottate in relazione alla propria attività. - il datore di lavoro e l’appaltatore cooperano all'attuazione delle misure di prevenzione e protezione dai rischi sul lavoro incidenti sull'attività lavorativa oggetto dell'appalto; - il datore di lavoro e l’appaltatore coordinano gli interventi di protezione e prevenzione dai rischi cui sono esposti i lavoratori, informandosi reciprocamente; - I lavoratori dell’azienda committente si devono attivare per collaborare e coordinare la loro azione con i lavoratori delle imprese esterne, dopo essere stati messi a conoscenza da parte del datore di lavoro in merito alle modalità operative del lavoro concesso in appalto ed alle norme di sicurezza applicabili.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
11
Mancanza di conoscenza delle norme di primo soccorso → GESTIONALE + COMPORTAMENTALE
MISURE CORRETTIVE: Organizzare corsi teorici ed esercitazioni pratiche. L’intervento di primo soccorso deve essere tempestivo, con lo scopo di ridurre le conseguenze dell’incidente. Prima di intervenire bisogna però porre sempre particolare attenzione alla valutazione della sicurezza della scena (chiedersi: “L’ambiente è sicuro?”). Le operazioni essenziali a cui attenersi in caso di incidente in cui vi siano persone colpite da esposizione acuta a gas tossici sono: a) dare l’allarme secondo le procedure designate dall’azienda; b) munirsi di idonei mezzi di protezione, che sono stati previsti, a seconda del tipo di gas:
tali dispositivi devono essere sempre a disposizione, adeguati al tipo di rischio ed in perfetta efficienza;
c) trasportare l’infortunato lontano dal luogo dell’incidente, possibilmente all’aria aperta con la massima cautela;
L’operaio prima di precipitarsi a soccorrere i colleghi, doveva dotarsi dell’autorespiratore ( che permette la respirazione all’ interno di aree sature di gas tossici) e chiedere soccorso. Gli autoprotettori o autorespiratori sono apparecchi costituiti da una riserva d’aria in bombola che rendono possibile la respirazione isolando l’operatore dall’ambiente esterno. L’impiego degli autoprotettori è necessario quando:
- nell’ambiente è presumibile che vi sia scarsità di ossigeno; - la quantità di sostanze tossiche può essere elevata - non si conosce la natura della sostanza tossica - tutte le volte in cui si ritiene che l’efficacia della maschera a
filtro non sia sufficiente.
Pianificazione e gestione delle emergenze inadeguata → GESTIONALE + TECNICA
MISURE CORRETTIVE: Miglioramento del piano di emergenza interno (PEI).
Obiettivi: - Controllare e contenere gli eventuali incidenti. - Salvaguardare il personale interno e le persone presenti negli edifici circostanti.
- Minimizzare i danni alle apparecchiature e all'ambiente. - Garantire l'intervento di VVF ed eventuali soccorritori.
Gli elementi costitutivi del piano: - Diagrammi di flusso: emergenza malore/infortuni; emergenza incendio;
emergenza evacuazione. - Piantine con evidenziati: estintori, idranti, depositi di bombole o altro materiale
pericoloso, cabina gas e cabina elettrica, percorsi di esodo ed uscite di sicurezza, punto di ritrovo evacuati.
E’ importante la diffusione e la conoscenza del piano a tutto il personale e predisporre esercitazioni periodiche.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
12
CONSIDERAZIONI SUL SISTEMA DI GESTIONE DELLA SICUREZZA.
1. Valutazione dei rischi, pianificazione delle attività, e rispetto delle procedure.
La manutenzione che stavano effettuando per la sostituzione della valvola faceva parte di un programma di manutenzione ben pianificato?
Gli operai conoscevano la procedura corretta? Hanno svolto le operazione con leggerezza, disattenzione e il più velocemente possibile mettendo in secondo piano la sicurezza?
Prima di iniziare i lavori hanno valutato i rischi, i pericoli e hanno rispettato le precauzioni e le prassi di lavoro?
Considerazioni: - tutti i lavoratori hanno il dovere di individuare e valutare costantemente i rischi della loro
attività lavorativa prima che il danno possa verificarsi: identificare i pericoli, valutare il rischio relativo a ciascun pericolo e decidere se il rischio è tollerabile;
- adottare e mettere in atto procedure ( con chiara assegnazione dei ruoli e responsabilità) per regolamentare l’esecuzione di interventi di manutenzione in modo che essi siano realizzati in condizioni di sicurezza;
- definizione di un manuale operativo che fornisca un’ adeguata e completa informazione sui comportamenti da tenere in ogni condizione d’esercizio;
- pianificazione delle attività: struttura organizzativa, responsabilità, procedure e risorse devono avere un approccio sistematico e pianificato per la conduzione aziendale per la sicurezza;
- implementazione di un sistema di controllo e monitoraggio del lavoro dei dipendenti e delle loro condizioni.
2. Addestramento e formazione del personale. Gli operai hanno partecipato a corsi di formazione e addestramento? I programmi di formazione sono stati svolti da persone competenti? L’addestramento includeva le disposizioni per la corretta identificazione del pericolo e valutazione del rischio?
Sono stati sottoposti questionari che valutassero l’efficacia dell’addestramento?
Sono stati valutati gli individui stessi allo scopo di assicurarsi che essi abbiano acquisito e mantengano le conoscenze e le abilità necessarie per il livello di competenza richieste?
Considerazioni: Il sistema di Gestione della Sicurezza deve assicurarsi che il personale a tutti i livelli sia competente per eseguire i compiti, per assolvere le responsabilità ad esso assegnate e che tale personale riceva il necessario addestramento. Inoltre è opportuno includere delle verifiche di comprensione e acquisizione dei concetti da parte dei partecipanti, i quali devono essere riesaminati periodicamente per essere costantemente in linea con eventuali modifiche.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
13
3. Manutenzione periodica preventiva e programmata, ispezione e controllo degli impianti.
La manutenzione periodica preventiva, che preveda le operazioni necessarie per mantenere in efficienza gli impianti e le apparecchiature di controllo e monitoraggio rilevanti ai fini della sicurezza era svolta con regolarità?
Sono stati effettuati controlli periodici dell’integrità dell’impianto (circa ogni 3 mesi per i gas tossici)?
Considerazioni: Occorre definire ed applicare un programma di manutenzione periodica preventiva che preveda le operazioni necessarie al mantenimento nel tempo dell’efficienza e dell’affidabilità degli impianti e di tutto ciò che è rilevante ai fini della sicurezza in modo da assicurare la prevenzione contro gli infortuni o danni alla salute del personale impegnato negli interventi di manutenzione.
4. Dispositivi di Protezione Individuale (DPI) Gli operai erano a conoscenza che per svolgere quel particolare tipo di lavoro i DPI dovevano essere indossati?
Gli operai erano stati dotati dei DPI adeguati?
L’obbligatorietà dei DPI era evidenziata con apposita segnaletica di sicurezza?
Considerazioni: - informazione, formazione ed addestramento all’uso dei DPI - predisposizione della documentazione tecnica sull’uso dei DPI - predisposizione di segnaletica che indichi l’obbligo d’uso - documentazione e registrazione della consegna dei DPI - verifica periodica dell’efficienza dei DPI e sostituzione se necessario (usura, anomalie
e/o manomissioni )
5. Comunicazione e scambio di informazioni tra l’azienda e la ditta appaltatrice.
I lavoratori, ciascuno secondo le proprie competenze e funzioni, sono stati coinvolti nella cooperazione e nell’ individuazione delle situazioni di rischio?
E’ stata elaborata una vera e propria procedura per eseguire i lavori? Tutti (lavoratori dell’azienda committente e lavoratori delle imprese esterne ) sono stati messi a conoscenza in merito alle modalità operative del lavoro concesso in appalto ed alle norme di sicurezza applicabili?
Considerazioni: La circolazione delle informazioni all’interno dell’azienda è un elemento fondamentale per garantire livelli adeguati di consapevolezza ed impegno riguardo alla politica adottata in tema di SSL. Maggiore è la condivisione delle informazioni e la partecipazione attiva alla gestione del sistema, maggiore sarà la probabilità di prevenire gli infortuni e le malattie correlate al lavoro. Le informazioni in materia di sicurezza devono muoversi sia in orizzontale (all’interno quindi di uno stesso livello), sia in verticale (dall’alto verso il basso e dal basso verso l’alto) tra tutti i soggetti interessati, interni e/o esterni all’impresa e riguardano i contenuti e analisi delle valutazioni di sicurezza, estratto del piano di emergenza, uso delle attrezzature di sicurezza e dei dispositivi di protezione individuale, ruoli e responsabilità, benefici dell’applicazione delle procedure e conseguenze delle inosservanze.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
14
6. Emissione permesso di lavoro. E’ stato emesso un regolare permesso di lavoro al fine di monitorare l’esecuzione delle operazione sulla base di definite modalità, tempi e autorizzazioni a procedere e di garantire lo svolgimento dei lavori in condizioni di sicurezza, minimizzando il livello di rischio?
In caso affermativo, chi ha emesso e firmato tale permesso? Considerazioni:
E’ fondamentale l’emissione del permesso di lavoro (soprattutto quando si eseguono lavori in presenza di sostanze tossiche) per regolamentare ed autorizzare ogni lavoro. Il permesso di lavoro deve contenere le seguenti informazioni:
- data e ora dello svolgimento dei lavori; - luogo di intervento; - personale coinvolto.
7. Pianificazione di emergenza. E’ stato definito un piano operativo dettagliato per la gestione delle situazioni di emergenza? Gli operai ne erano a conoscenza?
Era stata verificata l’efficacia delle misure di protezione eccezionali ed erano adeguate a fronteggiare eventuali emergenze?
Erano state svolte regolarmente delle esercitazioni? Gli operai erano a conoscenza delle norme di primo soccorso in caso di incidente?
Considerazioni: E’ importante definire:
- la struttura organizzativa prevista per far fronte all’emergenza ( dispositivi di protezione individuale o collettiva da adottare, personale in appoggio, i mezzi di salvataggio da predisporre …);
- flusso di comunicazioni tra i vari interessati circa il ruolo che ogni persona deve svolgere in caso di emergenza;
- le misure e le procedure da attuare al momento dell’emergenza.
8. Controllo delle prestazioni e revisione del sistema di gestione Considerazioni: E’ fondamentale la verifica continua del conseguimento degli obiettivi di sicurezza, definiti nella politica aziendale, individuare le eventuali non conformità e implementare azioni correttive. Bisogna quindi elaborare statistiche infortuni, effettuare verifiche ispettive, organizzare riunioni di sicurezza e fare anche confronti con gli anni precedenti.
9. Inadeguata valutazione dei rischi Analisi del rischio per l’individuazione delle ipotesi incidentali attraverso:
- L’analisi storica: la raccolta di informazioni sugli incidenti accaduti ed analizzati, consente di identificare i tipi di eventi possibili, le loro cause e le loro modalità di evoluzione; essa permette di evitare il ripetersi di situazioni similari affrontandone le cause.
- L’analisi di Sicurezza e Operabilità (HazOp): permette di valutare in modo sistematico ogni possibile deviazione dalle condizioni di regime di funzionamento, andando ad individuare le cause iniziatrici e le mancate protezioni che, concatenate tra loro, possono portare all’accadimento di una ipotesi incidentale.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
15
I GAS TOSSICI.
Tossicologia Il rischio derivante dall’utilizzo di sostanze chimiche dipende dalla modalità di esposizione e dalla tossicità della sostanza. E’ necessario definire alcuni termini chiave:
tossicità: è la capacità di una sostanza di produrre un effetto nocivo per la salute (disturbi reversibili o irreversibili nei normali processi biologici)
pericolo: è l’insieme delle proprietà negative proprie della sostanza le quali, in particolari condizioni, possono indurre un effetto nocivo per la salute;
rischio: è la probabilità che un effetto nocivo per la salute si verifichi a causa di una sostanza tossica e dipende dalle modalità di utilizzo della sostanza stessa in uno specifico ambiente di vita o di lavoro;
danno: è l'effetto nocivo sulla salute effettivamente indotto da una sostanza tossica. Il rischio legato ad una sostanza o preparato può variare in funzione di vari fattori relativi a:
l'agente tossico; - Caratteristiche chimico-fisiche - Presenza di sostanze estranee o contemporanea esposizione ad altre sostanze tossiche - Biodegradabilità
le modalità di esposizione; - Dose - Vie e modalità di esposizione - Durata e frequenza
l'ambiente in cui l’esposizione avviene;
- Umidità - Temperatura - Giorno - Notte
il soggetto esposto. - Età -Sesso - Corredo genetico - Stato nutrizionale
Indici di tossicità di una sostanza
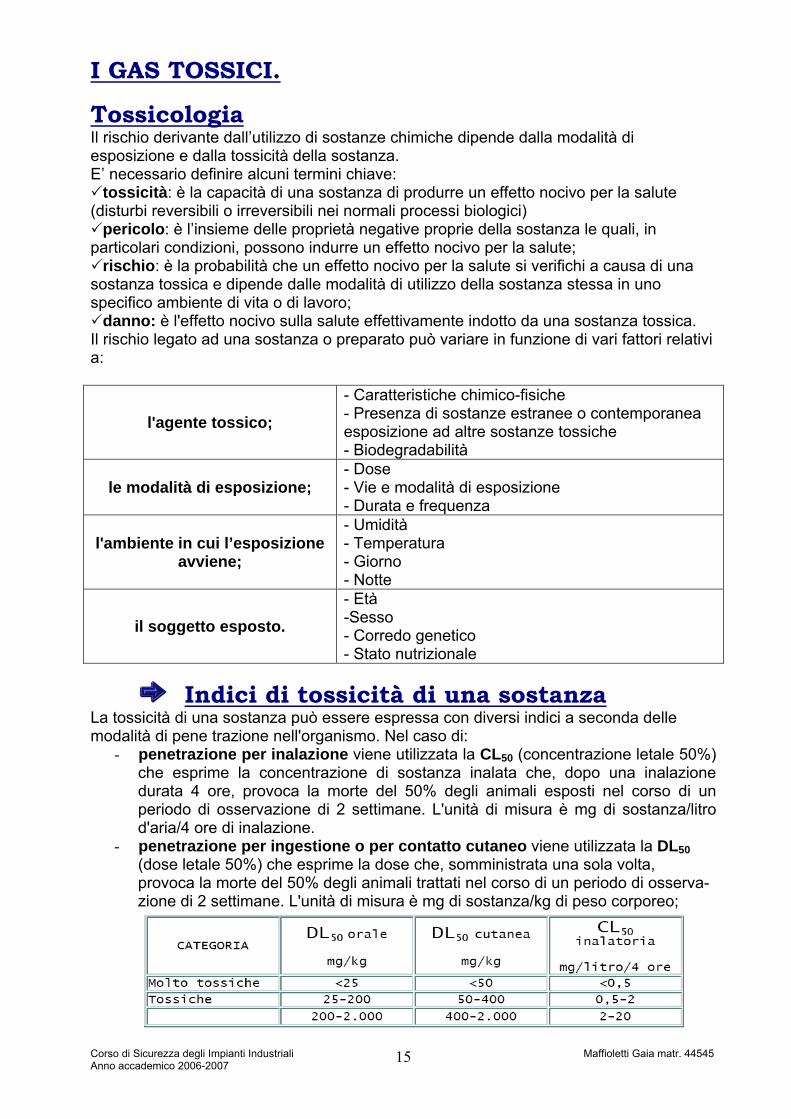
La tossicità di una sostanza può essere espressa con diversi indici a seconda delle modalità di pene trazione nell'organismo. Nel caso di:
- penetrazione per inalazione viene utilizzata la CL50 (concentrazione letale 50%) che esprime la concentrazione di sostanza inalata che, dopo una inalazione durata 4 ore, provoca la morte del 50% degli animali esposti nel corso di un periodo di osservazione di 2 settimane. L'unità di misura è mg di sostanza/litro d'aria/4 ore di inalazione.
- penetrazione per ingestione o per contatto cutaneo viene utilizzata la DL50 (dose letale 50%) che esprime la dose che, somministrata una sola volta, provoca la morte del 50% degli animali trattati nel corso di un periodo di osserva-zione di 2 settimane. L'unità di misura è mg di sostanza/kg di peso corporeo;
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
16
- TLV è la concentrazione, nell'aria dell'ambiente lavorativo, della sostanza, concentrazione al di sotto della quale si crede che quasi tutti i lavoratori possano essere esposti, giorno dopo giorno, senza che ne derivino apprezzabili effetti ne-gativi per la salute. Esistono TLV calcolati ed espressi in vari modi : TLV-TWA, TLV-STEL, TLV-C (ceiling), TLV-IDLH
Vie di penetrazione
In ambito lavorativo i tossici penetrano nel corpo soprattutto attraverso: - via cutanea: l’epidermide è una barriera abbastanza facilmente superabile dai
gas e dai liquidi anche se il passaggio cutaneo è lento; il passaggio attraverso le mucose e la penetrazione oculare è simile a quella cutanea, ma molto più rapida e il danno che ne può derivare è maggiore.
- via respiratoria: è la più frequente via di assorbimento di un gas tossico nell’ambiente di lavoro. Attraverso le vie aeree sono assorbibili gas, vapori, aerosoli, fumi e polveri;
- via digestiva: è una via di assorbimento meno frequente in ambito industriale salvo incidenti fortuiti oppure evidenti carenza igieniche del posto di lavoro o scarsa consapevolezza del lavoratore;
Azione dei gas sull’organismo
I gas dal punto di vista della loro azione sull'organismo si possono classificare come: - asfissianti: diminuiscono la quantità di ossigeno nell'aria inspirata impedendo così l'ossigenazione del sangue nei polmoni (azoto, anidride carbonica, gas inerti); - soffocanti: alterano i tessuti dell'apparato respiratorio impedendone la relativa funzione (ammoniaca, cloro, fosgene); - tossici: agiscono sul sistema nervoso centrale, sul sistema circolatorio, sul sistema respiratorio o sul trasporto dell'ossigeno (acido cianidrico, ossido di carbonio). Ricordiamo che l’aria che respiriamo è composta dal 21% di ossigeno, 79% di azoto e altri gas in minore quantità (anidride carbonica, vapor acqueo, gas rari).
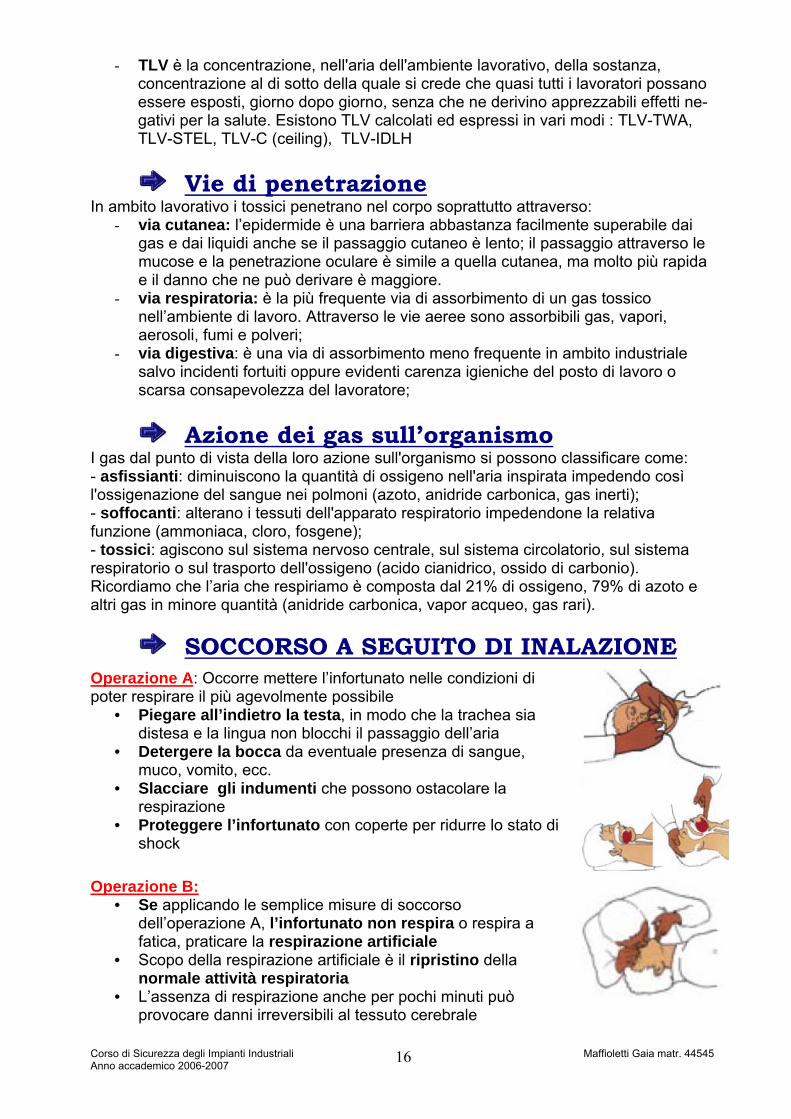
SOCCORSO A SEGUITO DI INALAZIONE
Operazione A: Occorre mettere l’infortunato nelle condizioni di poter respirare il più agevolmente possibile
• Piegare all’indietro la testa, in modo che la trachea sia distesa e la lingua non blocchi il passaggio dell’aria
• Detergere la bocca da eventuale presenza di sangue, muco, vomito, ecc.
• Slacciare gli indumenti che possono ostacolare la respirazione
• Proteggere l’infortunato con coperte per ridurre lo stato di shock
Operazione B: • Se applicando le semplice misure di soccorso
dell’operazione A, l’infortunato non respira o respira a fatica, praticare la respirazione artificiale
• Scopo della respirazione artificiale è il ripristino della normale attività respiratoria
• L’assenza di respirazione anche per pochi minuti può provocare danni irreversibili al tessuto cerebrale
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
17
Operazione C: • Se anche il cuore si è fermato occorre effettuare anche
il massaggio cardiaco esterno • Massaggio cardiaco e respirazione artificiale
devono essere effettuate insieme ma non contemporaneamente
- Se il soccorritore è solo: effettuare 2 insufflazioni d’aria seguite da 15 compressioni del torace
- Se i soccorritori sono 2: l’uno può praticare il massaggio cardiaco e l’altro la respirazione artificiale, alternando una insufflazione ogni 5 compressioni del torace
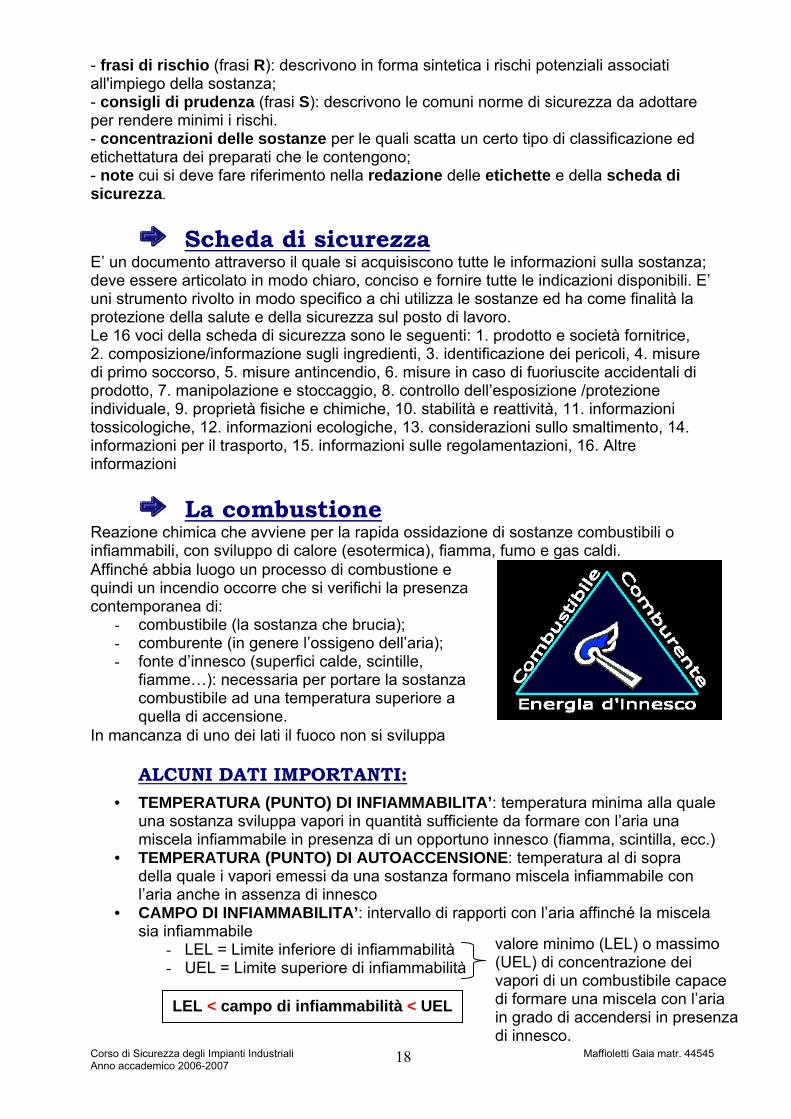
Classificazione delle sostanze pericolose. Le sostanze pericolose sono state classificate dalla CEE (Comunità Europea), che ne ha normato l'uso, l'etichettatura e l'imballaggio, con apposite direttive. Le direttive comunitarie sono state, nel tempo, recepite dalla legislazione italiana, mentre sono stati formulati elenchi opportunamente aggiornati delle sostanze pericolose. In questi elenchi ogni sostanza viene identificata da alcuni dati: - numero di classificazione CEE; - numero CAS (Chemical Abstract Service); - classi e simboli di pericolosità;
• Rischi per la sicurezza, dovuti alle caratteristiche chimico/fisiche della sostanza:
• Rischi per la salute, dovuti all’interazione tra sostanza e organismo umano:
• Rischi per l’ambiente, dovuti all’interazione tra sostanza e ambiente:
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
18
- frasi di rischio (frasi R): descrivono in forma sintetica i rischi potenziali associati all'impiego della sostanza; - consigli di prudenza (frasi S): descrivono le comuni norme di sicurezza da adottare per rendere minimi i rischi. - concentrazioni delle sostanze per le quali scatta un certo tipo di classificazione ed etichettatura dei preparati che le contengono; - note cui si deve fare riferimento nella redazione delle etichette e della scheda di sicurezza.
Scheda di sicurezza E’ un documento attraverso il quale si acquisiscono tutte le informazioni sulla sostanza; deve essere articolato in modo chiaro, conciso e fornire tutte le indicazioni disponibili. E’ uni strumento rivolto in modo specifico a chi utilizza le sostanze ed ha come finalità la protezione della salute e della sicurezza sul posto di lavoro. Le 16 voci della scheda di sicurezza sono le seguenti: 1. prodotto e società fornitrice, 2. composizione/informazione sugli ingredienti, 3. identificazione dei pericoli, 4. misure di primo soccorso, 5. misure antincendio, 6. misure in caso di fuoriuscite accidentali di prodotto, 7. manipolazione e stoccaggio, 8. controllo dell’esposizione /protezione individuale, 9. proprietà fisiche e chimiche, 10. stabilità e reattività, 11. informazioni tossicologiche, 12. informazioni ecologiche, 13. considerazioni sullo smaltimento, 14. informazioni per il trasporto, 15. informazioni sulle regolamentazioni, 16. Altre informazioni
La combustione Reazione chimica che avviene per la rapida ossidazione di sostanze combustibili o infiammabili, con sviluppo di calore (esotermica), fiamma, fumo e gas caldi. Affinché abbia luogo un processo di combustione e quindi un incendio occorre che si verifichi la presenza contemporanea di:
- combustibile (la sostanza che brucia); - comburente (in genere l’ossigeno dell’aria); - fonte d’innesco (superfici calde, scintille,
fiamme…): necessaria per portare la sostanza combustibile ad una temperatura superiore a quella di accensione.
In mancanza di uno dei lati il fuoco non si sviluppa ALCUNI DATI IMPORTANTI:
• TEMPERATURA (PUNTO) DI INFIAMMABILITA’: temperatura minima alla quale una sostanza sviluppa vapori in quantità sufficiente da formare con l’aria una miscela infiammabile in presenza di un opportuno innesco (fiamma, scintilla, ecc.)
• TEMPERATURA (PUNTO) DI AUTOACCENSIONE: temperatura al di sopra della quale i vapori emessi da una sostanza formano miscela infiammabile con l’aria anche in assenza di innesco
• CAMPO DI INFIAMMABILITA’: intervallo di rapporti con l’aria affinché la miscela sia infiammabile
- LEL = Limite inferiore di infiammabilità - UEL = Limite superiore di infiammabilità
valore minimo (LEL) o massimo (UEL) di concentrazione dei vapori di un combustibile capace di formare una miscela con l’aria in grado di accendersi in presenza di innesco.
LEL < campo di infiammabilità < UEL
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
19
Scheda di sicurezza: OSSIDO DI CARBONIO IDENTIFICAZIONE DEL PRODOTTO
Nome chimico : Ossido di carbonio Nomi alternativi : Monossido di carbonio Formula bruta : CO Formula di struttura : C = O
CARATTERISTICHE CHIMICO FISICHE
Colore : incolore Odore : inodore Stato fisico gas compresso Peso molecolare : 28,010 g/mole Punto di ebollizione : - 191,53 °C Punto di fusione : - 205,01 °C Temperatura critica : - 140,24 °C Densità relativa, gas (aria = 1) : 0,97 Solubilità in acqua (mg/l) : 30 Temperatura di autoaccensione : 605 °C Limiti di infiammabilità in aria (%in vol.) : inferiore:12,5 ; superiore 74 Potere calorifico : inf. 12644 kJ/m3 ; sup. 12644 kJ/m3
CLASSIFICAZIONE
Simbolo di pericolo e indicazioni di pericolo:
:
:
Frasi di rischio: : R 12 Altamente infiammabile
R 23 Tossico per inalazione R 48/23 Tossico: pericolo di gravi danni alla salute in casi di esposizione prolungata per inalazione R 61 Può danneggiare i bambini non ancora nati
Consigli di prudenza: : S 45 In caso d'infortunio o di malore, consultare immediatamente un medico S 53 Evitare l'esposizione, procurarsi istruzioni particolari prima dell'utilizzazione.
STABILITA’ E REATTIVITA’
Può formare con l'aria miscele esplosive In presenza di metalli finemente suddivisi può formare composti carbonili tossici e infiammabili. Può reagire vigorosamente con ossigeno, acetilene, cloro, fluoro e ossido nitroso
Tossico (T)
Estremamente infiammabile (F+)
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
20
INFORMAZIONI TOSSICOLOGICHE
Via di penetrazione: inalazione CL 50/1h (ppm) : 3760 Sostanza tossica, asfissiante chimico. Si combina con l'emoglobina del sangue (verso cui presenta una capacità di combinazione 300 volte superiore a quella dell'ossigeno) per formare la carbossiemoglobina, provocando una diminuzione della respirazione cellulare particolarmente nociva a livello di sistema nervoso centrale. Il gas non è individuabile dall'odore; mal di testa è il sintomo da prendere come segnale di allarme di concentrazioni pericolose. Tossicità acuta: Sintomi di intossicazione sono: coma, preceduto da cefalea e vomito, disturbi vegetativi, iperpnea, blocco respiratorio, disturbi vasomotori, ipertermia, collasso cardiocircolatorio. L’esposizione a breve termine ad elevate concentrazioni può portare a riduzione dello stato di vigilanza e morte. Tossicità cronica: L'esposizione ripetuta può provocare danni al sistema nervoso centrale con perdita della memoria, deterioramento mentale, arteriosclerosi, alterazioni al miocardio.
LIMITI DI ESPOSIZIONE
TLW – TWA : 25 ppm (Fonte ACGIH 2001) E’ il valore limite per esposizioni prolungate nel tempo: concentrazione media ponderata in una normale settimana lavorativa (8 ore per 5 giorni) per la quale si ritiene che la maggior parte dei lavoratori possa essere esposta ripetutamente senza che insorgano degli effetti negativi. TLW – STEL : 400 ppm (Fonte ACGIH 1990)
E’ il valore limite per esposizioni di breve durata: concentrazione media ponderata su un periodo di 15 minuti che non deve essere mai superata nella giornata lavorativa. Integra il TLV-TWA.
CRITERI PER L’IMPIEGO DEL GAS E LA MANIPOLAZIONE DEI RECIPIENTI
Mezzi di protezione
- occhi: non necessari mezzi di protezione specifici - pelle: non necessari mezzi di protezione specifici - respirazione: maschera con filtro specifico o autoprotettore (se necessario) - manipolazione: guanti e scarpe antinfortunistiche con suola antiscintilla per la movimentazione dei recipienti Precauzioni speciali Adottare aerazione e/o ventilazione adeguata nei locali in cui viene impiegato il gas. In caso di perdite evitare l'inalazione del gas indossando maschera a facciale completo con filtro specifico per ossido di carbonio oppure l'autoprotettore.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
21
INTERVENTI IN CASO DI EMERGENZA
1. Primo soccorso in caso di:
- contatto con gli occhi: non è richiesto alcun intervento; - contatto con la cute: non è richiesto alcun intervento - inalazione: Allontanare immediatamente l'infortunato dalla zona inquinata. Tenerlo
disteso al caldo in un ambiente ventilato. Somministrare ossigeno puro se respira con difficoltà. Praticare la respirazione artificiale solo se il respiro è cessato. Per ulteriori trattamenti consultare il medico.
2. Perdite e dispersione accidentale - precauzioni individuali:evacuare l’area; usare l’autorespiratore per entrare nella zona
interessata se non è provato che l’atmosfera sia respirabile; assicurare un adeguata ventilazione;
- precauzioni ambientali: tentare di arrestare la fuoriuscita; mantenere la zona sgombra ed evitare fonti di agnizione
- metodi di bonifica: ventilare la zona
3. Incendio: - indicazioni: se possibile arrestare la fuoriuscita di prodotto; circoscrivere la zona; l’uso di
acqua può portare alla formazione di soluzioni acquose molto tossici rimuovere il recipiente o raffreddarlo con acqua da posizione protetta; non spegnere il gas se non assolutamente necessario; spegnere le fiamme circostanti; estinguere con acqua nebulizzata, anidride carbonica, polvere chimica.
- Mezzi di protezione speciali: autorespiratori, specie se in ambienti ristretti
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
22
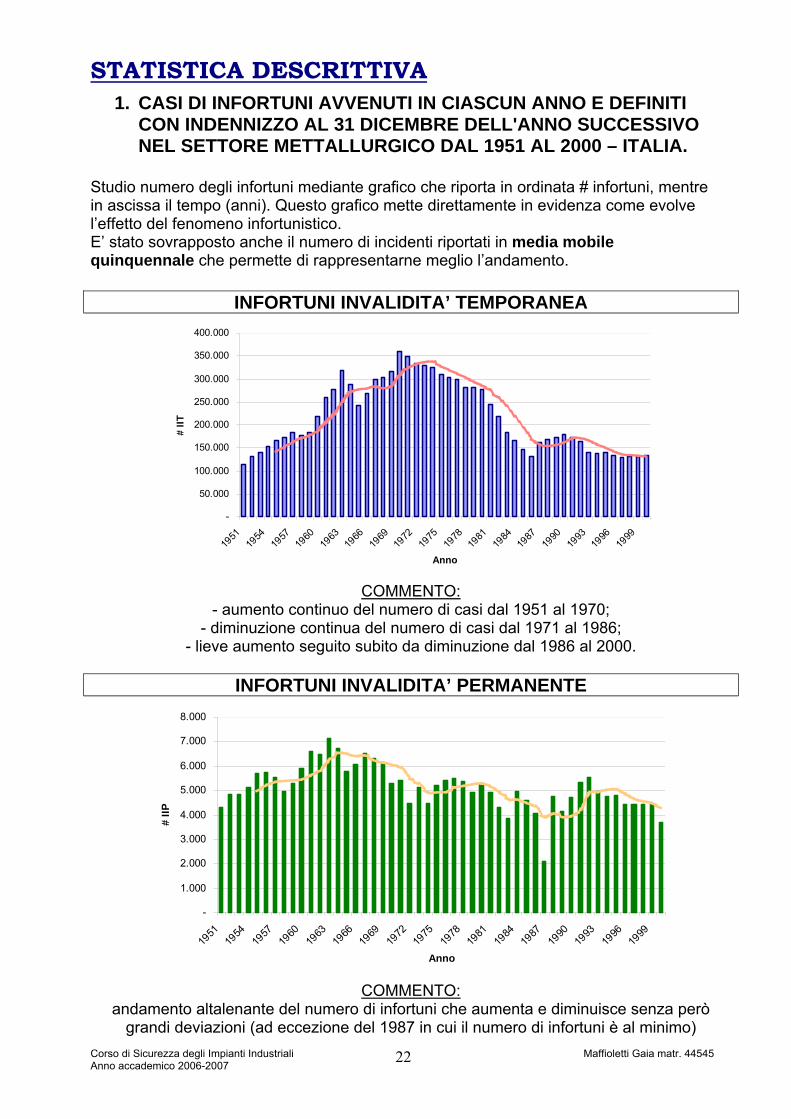
STATISTICA DESCRITTIVA 1. CASI DI INFORTUNI AVVENUTI IN CIASCUN ANNO E DEFINITI
CON INDENNIZZO AL 31 DICEMBRE DELL'ANNO SUCCESSIVO NEL SETTORE METTALLURGICO DAL 1951 AL 2000 – ITALIA.
Studio numero degli infortuni mediante grafico che riporta in ordinata # infortuni, mentre in ascissa il tempo (anni). Questo grafico mette direttamente in evidenza come evolve l’effetto del fenomeno infortunistico. E’ stato sovrapposto anche il numero di incidenti riportati in media mobile quinquennale che permette di rappresentarne meglio l’andamento.
INFORTUNI INVALIDITA’ TEMPORANEA
-
50.000
100.000
150.000
200.000
250.000
300.000
350.000
400.000
1951
1954
1957
1960
1963
1966
1969
1972
1975
1978
1981
1984
1987
1990
1993
1996
1999
Anno
# IIT
COMMENTO:
- aumento continuo del numero di casi dal 1951 al 1970; - diminuzione continua del numero di casi dal 1971 al 1986;
- lieve aumento seguito subito da diminuzione dal 1986 al 2000.
INFORTUNI INVALIDITA’ PERMANENTE
-
1.000
2.000
3.000
4.000
5.000
6.000
7.000
8.000
1951
1954
1957
1960
1963
1966
1969
1972
1975
1978
1981
1984
1987
1990
1993
1996
1999
Anno
# IIP
COMMENTO:
andamento altalenante del numero di infortuni che aumenta e diminuisce senza però grandi deviazioni (ad eccezione del 1987 in cui il numero di infortuni è al minimo)
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
23
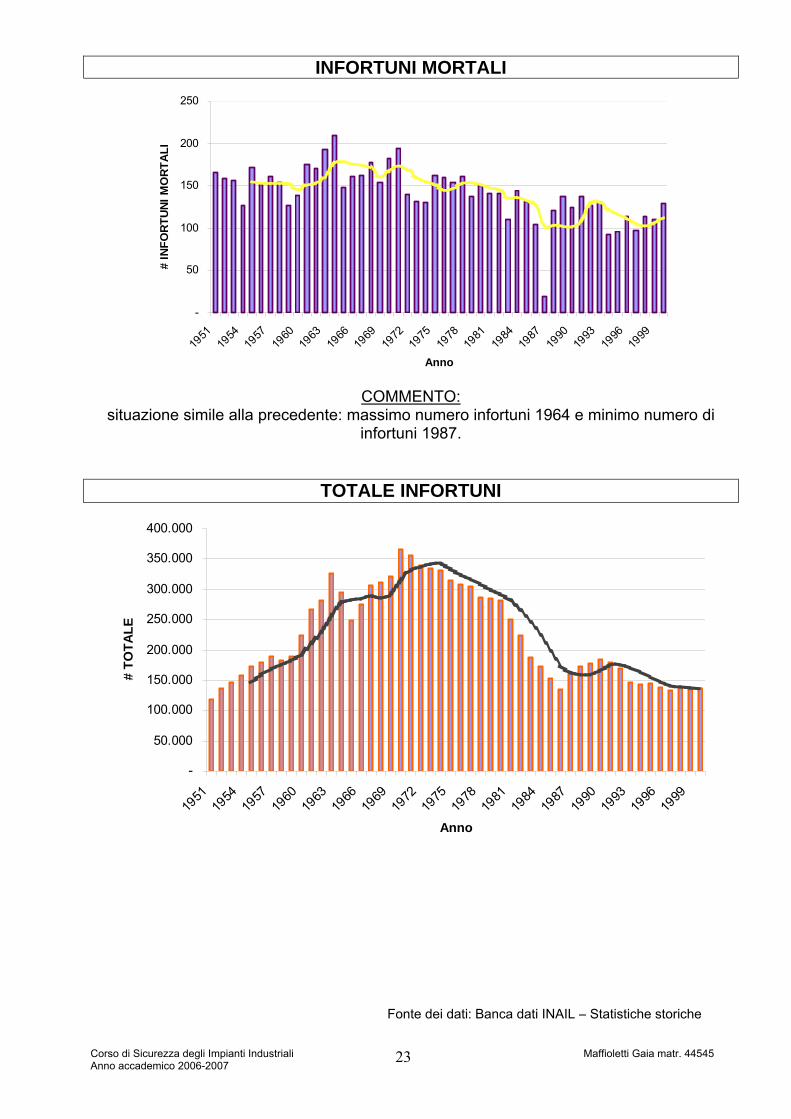
INFORTUNI MORTALI
-
50
100
150
200
250
1951
1954
1957
1960
1963
1966
1969
1972
1975
1978
1981
1984
1987
1990
1993
1996
1999
Anno
# IN
FORT
UNI M
ORT
ALI
COMMENTO:
situazione simile alla precedente: massimo numero infortuni 1964 e minimo numero di infortuni 1987.
TOTALE INFORTUNI
-
50.000
100.000
150.000
200.000
250.000
300.000
350.000
400.000
1951
1954
1957
1960
1963
1966
1969
1972
1975
1978
1981
1984
1987
1990
1993
1996
1999
Anno
# TO
TALE
Fonte dei dati: Banca dati INAIL – Statistiche storiche
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
24
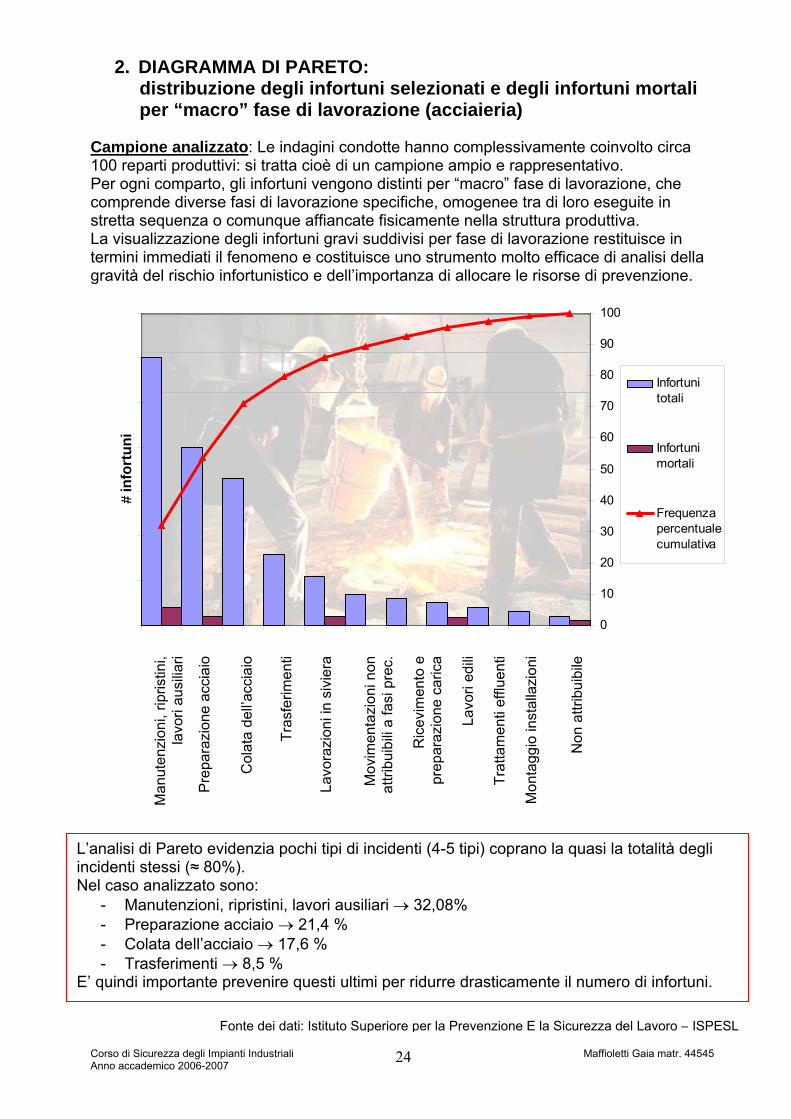
2. DIAGRAMMA DI PARETO: distribuzione degli infortuni selezionati e degli infortuni mortali per “macro” fase di lavorazione (acciaieria)
Campione analizzato: Le indagini condotte hanno complessivamente coinvolto circa 100 reparti produttivi: si tratta cioè di un campione ampio e rappresentativo. Per ogni comparto, gli infortuni vengono distinti per “macro” fase di lavorazione, che comprende diverse fasi di lavorazione specifiche, omogenee tra di loro eseguite in stretta sequenza o comunque affiancate fisicamente nella struttura produttiva. La visualizzazione degli infortuni gravi suddivisi per fase di lavorazione restituisce in termini immediati il fenomeno e costituisce uno strumento molto efficace di analisi della gravità del rischio infortunistico e dell’importanza di allocare le risorse di prevenzione.
# in
fort
uni
0
10
20
30
40
50
60
70
80
90
100
Infortunitotali
Infortunimortali
Frequenzapercentualecumulativa
Man
uten
zion
i, rip
ristin
i, la
vori
ausi
liari
Pre
para
zion
e ac
ciai
o
Col
ata
dell’
acci
aio
Tras
ferim
enti
Lavo
razi
oni i
n si
vier
a
Mov
imen
tazi
oni n
on
attri
buib
ili a
fasi
pre
c.
Ric
evim
ento
e
prep
araz
ione
car
ica
Lavo
ri ed
ili
Trat
tam
enti
efflu
enti
Mon
tagg
io in
stal
lazi
oni
Non
attr
ibui
bile
L’analisi di Pareto evidenzia pochi tipi di incidenti (4-5 tipi) coprano la quasi la totalità degli incidenti stessi (≈ 80%). Nel caso analizzato sono:
- Manutenzioni, ripristini, lavori ausiliari → 32,08% - Preparazione acciaio → 21,4 % - Colata dell’acciaio → 17,6 % - Trasferimenti → 8,5 %
E’ quindi importante prevenire questi ultimi per ridurre drasticamente il numero di infortuni.
Fonte dei dati: Istituto Superiore per la Prevenzione E la Sicurezza del Lavoro – ISPESL
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
25
STATISTICA INFERENZIALE
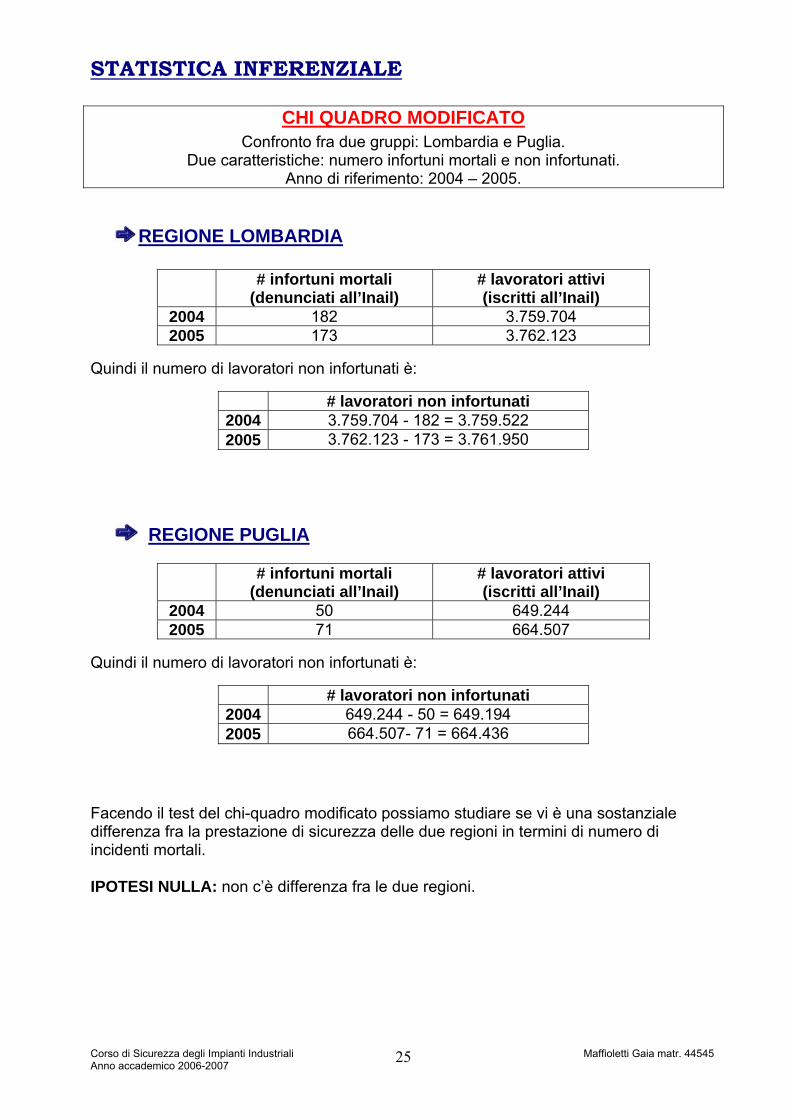
CHI QUADRO MODIFICATO
Confronto fra due gruppi: Lombardia e Puglia. Due caratteristiche: numero infortuni mortali e non infortunati.
Anno di riferimento: 2004 – 2005.
REGIONE LOMBARDIA
# infortuni mortali (denunciati all’Inail)
# lavoratori attivi (iscritti all’Inail)
2004 182 3.759.704 2005 173 3.762.123
Quindi il numero di lavoratori non infortunati è:
# lavoratori non infortunati 2004 3.759.704 - 182 = 3.759.522 2005 3.762.123 - 173 = 3.761.950
REGIONE PUGLIA
# infortuni mortali (denunciati all’Inail)
# lavoratori attivi (iscritti all’Inail)
2004 50 649.244 2005 71 664.507
Quindi il numero di lavoratori non infortunati è:
# lavoratori non infortunati 2004 649.244 - 50 = 649.194 2005 664.507- 71 = 664.436
Facendo il test del chi-quadro modificato possiamo studiare se vi è una sostanziale differenza fra la prestazione di sicurezza delle due regioni in termini di numero di incidenti mortali. IPOTESI NULLA: non c’è differenza fra le due regioni.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
26
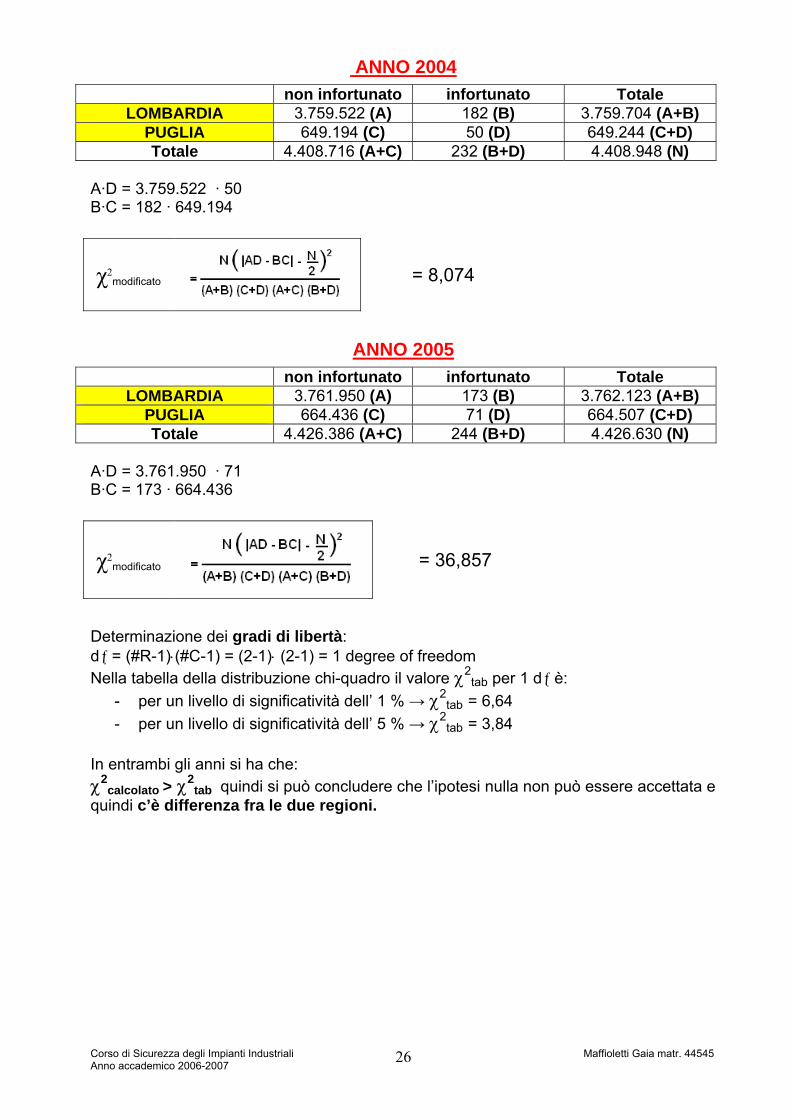
ANNO 2004
A·D = 3.759.522 · 50 B·C = 182 · 649.194
ANNO 2005
A·D = 3.761.950 · 71
B·C = 173 · 664.436
Determinazione dei gradi di libertà: dƒ = (#R-1)⋅(#C-1) = (2-1)⋅ (2-1) = 1 degree of freedom Nella tabella della distribuzione chi-quadro il valore χ2
tab per 1 dƒ è: - per un livello di significatività dell’ 1 % → χ2
tab = 6,64 - per un livello di significatività dell’ 5 % → χ2
tab = 3,84 In entrambi gli anni si ha che: χ2
calcolato > χ2tab quindi si può concludere che l’ipotesi nulla non può essere accettata e
quindi c’è differenza fra le due regioni.
non infortunato infortunato Totale LOMBARDIA 3.759.522 (A) 182 (B) 3.759.704 (A+B)
PUGLIA 649.194 (C) 50 (D) 649.244 (C+D) Totale 4.408.716 (A+C) 232 (B+D) 4.408.948 (N)
χ2modificato = 8,074
non infortunato infortunato Totale LOMBARDIA 3.761.950 (A) 173 (B) 3.762.123 (A+B)
PUGLIA 664.436 (C) 71 (D) 664.507 (C+D) Totale 4.426.386 (A+C) 244 (B+D) 4.426.630 (N)
χ2modificato = 36,857
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
27
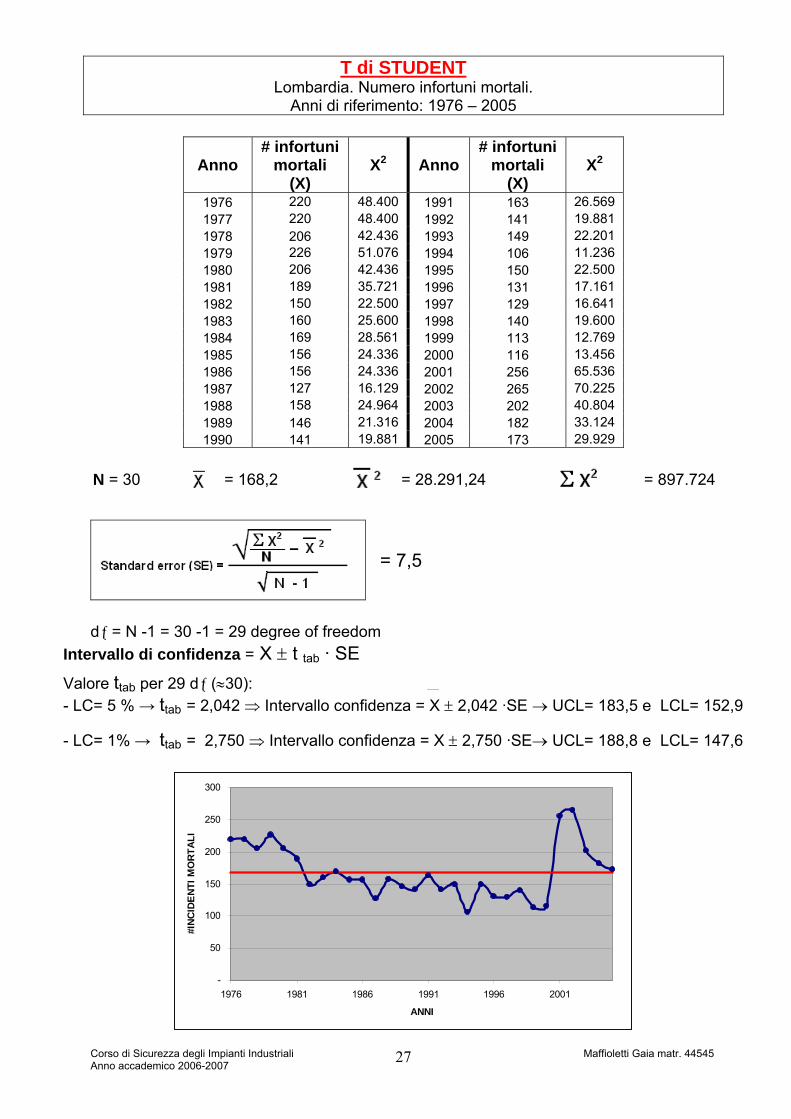
T di STUDENT Lombardia. Numero infortuni mortali.
Anni di riferimento: 1976 – 2005
Anno # infortuni
mortali (X)
X2 Anno # infortuni
mortali (X)
X2
1976 220 48.400 1991 163 26.569 1977 220 48.400 1992 141 19.881 1978 206 42.436 1993 149 22.201 1979 226 51.076 1994 106 11.236 1980 206 42.436 1995 150 22.500 1981 189 35.721 1996 131 17.161 1982 150 22.500 1997 129 16.641 1983 160 25.600 1998 140 19.600 1984 169 28.561 1999 113 12.769 1985 156 24.336 2000 116 13.456 1986 156 24.336 2001 256 65.536 1987 127 16.129 2002 265 70.225 1988 158 24.964 2003 202 40.804 1989 146 21.316 2004 182 33.124 1990 141 19.881 2005 173 29.929
N = 30 = 168,2
= 28.291,24 = 897.724
dƒ = N -1 = 30 -1 = 29 degree of freedom Intervallo di confidenza = X ± t tab · SE
Valore ttab per 29 dƒ (≈30): l
- LC= 5 % → ttab = 2,042 ⇒ Intervallo confidenza = X ± 2,042 ·SE → UCL= 183,5 e LCL= 152,9
- LC= 1% → ttab = 2,750 ⇒ Intervallo confidenza = X ± 2,750 ·SE→ UCL= 188,8 e LCL= 147,6
-
50
100
150
200
250
300
1976 1981 1986 1991 1996 2001
ANNI
#INC
IDE
NTI M
ORT
ALI
= 7,5
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
28
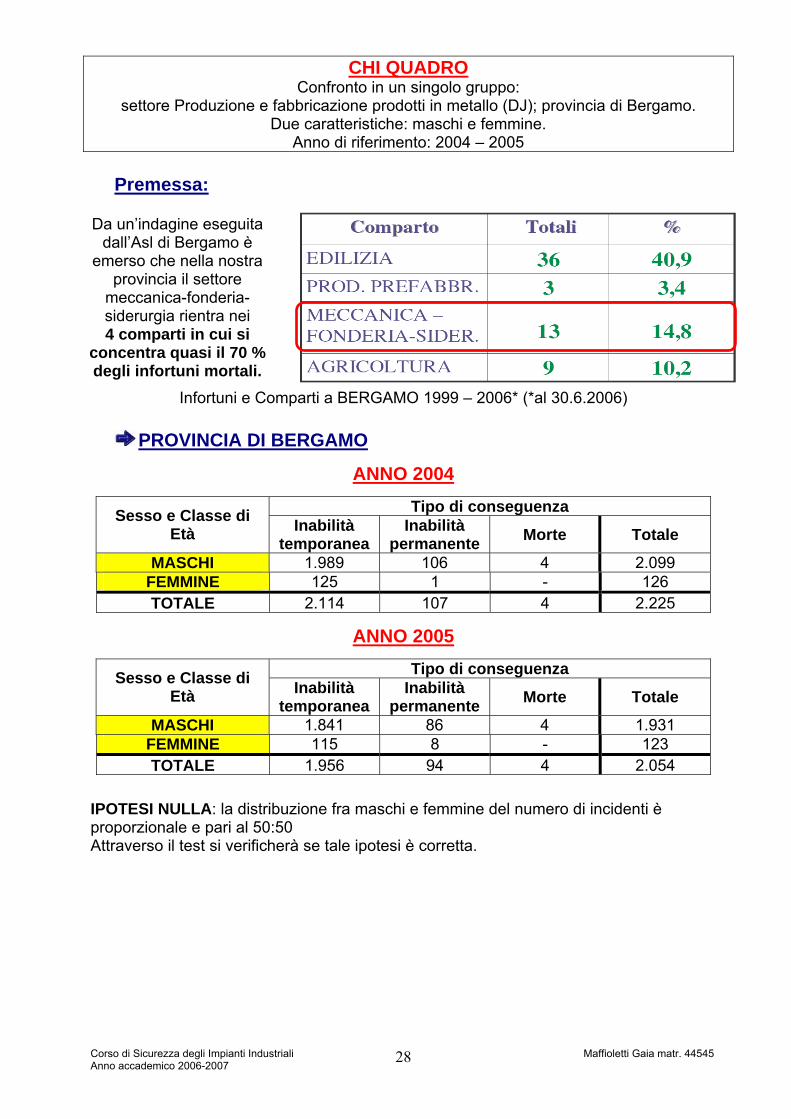
CHI QUADRO Confronto in un singolo gruppo:
settore Produzione e fabbricazione prodotti in metallo (DJ); provincia di Bergamo. Due caratteristiche: maschi e femmine.
Anno di riferimento: 2004 – 2005 Premessa:
Da un’indagine eseguita dall’Asl di Bergamo è
emerso che nella nostra provincia il settore
meccanica-fonderia-siderurgia rientra nei 4 comparti in cui si
concentra quasi il 70 % degli infortuni mortali.
Infortuni e Comparti a BERGAMO 1999 – 2006* (*al 30.6.2006)
PROVINCIA DI BERGAMO
ANNO 2004
Tipo di conseguenza Sesso e Classe di Età Inabilità
temporanea Inabilità
permanente Morte Totale
MASCHI 1.989 106 4 2.099 FEMMINE 125 1 - 126 TOTALE 2.114 107 4 2.225
ANNO 2005 Tipo di conseguenza Sesso e Classe di
Età Inabilità temporanea
Inabilità permanente Morte Totale
MASCHI 1.841 86 4 1.931 FEMMINE 115 8 - 123 TOTALE 1.956 94 4 2.054
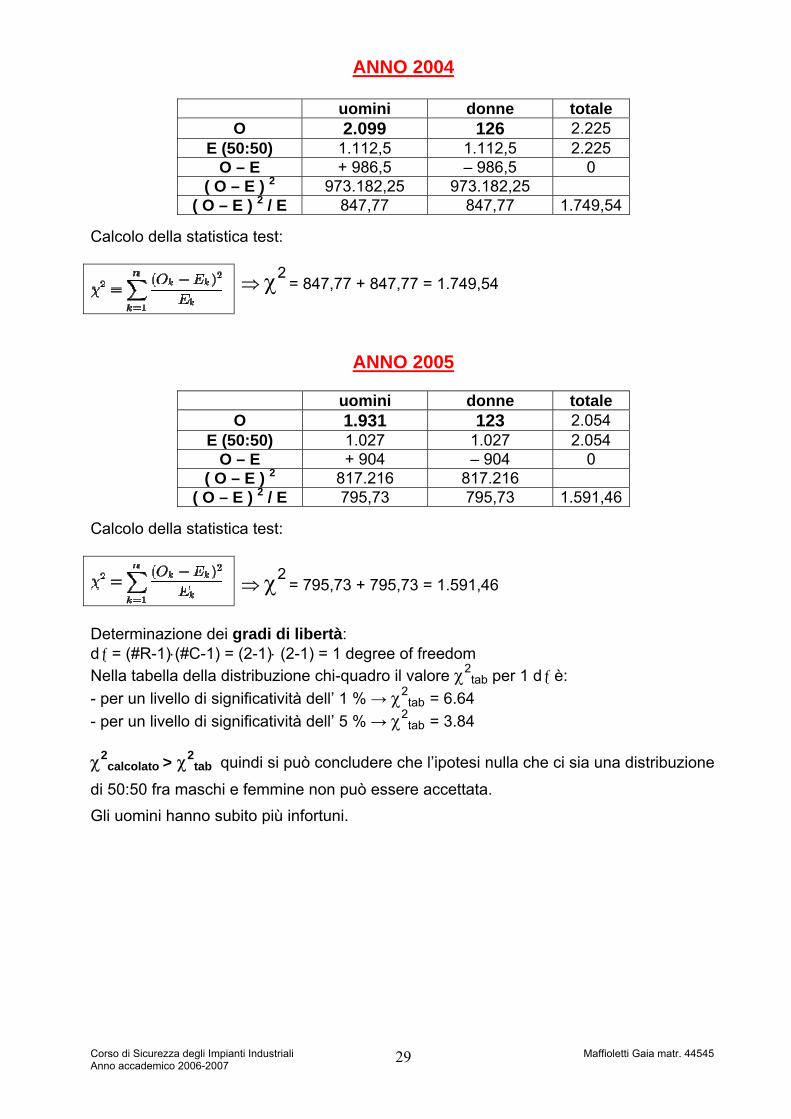
IPOTESI NULLA: la distribuzione fra maschi e femmine del numero di incidenti è proporzionale e pari al 50:50 Attraverso il test si verificherà se tale ipotesi è corretta.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
29
ANNO 2004
uomini donne totale O 2.099 126 2.225
E (50:50) 1.112,5 1.112,5 2.225 O – E + 986,5 – 986,5 0
( O – E ) 2 973.182,25 973.182,25 ( O – E ) 2 / E 847,77 847,77 1.749,54
Calcolo della statistica test:
⇒ χ2 = 847,77 + 847,77 = 1.749,54
ANNO 2005
uomini donne totale O 1.931 123 2.054
E (50:50) 1.027 1.027 2.054 O – E + 904 – 904 0
( O – E ) 2 817.216 817.216 ( O – E ) 2 / E 795,73 795,73 1.591,46
Calcolo della statistica test:
⇒ χ2 = 795,73 + 795,73 = 1.591,46
Determinazione dei gradi di libertà: dƒ = (#R-1)⋅(#C-1) = (2-1)⋅ (2-1) = 1 degree of freedom Nella tabella della distribuzione chi-quadro il valore χ2
tab per 1 dƒ è: - per un livello di significatività dell’ 1 % → χ2
tab = 6.64 - per un livello di significatività dell’ 5 % → χ2
tab = 3.84 χ2
calcolato > χ2tab quindi si può concludere che l’ipotesi nulla che ci sia una distribuzione
di 50:50 fra maschi e femmine non può essere accettata. Gli uomini hanno subito più infortuni.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
30
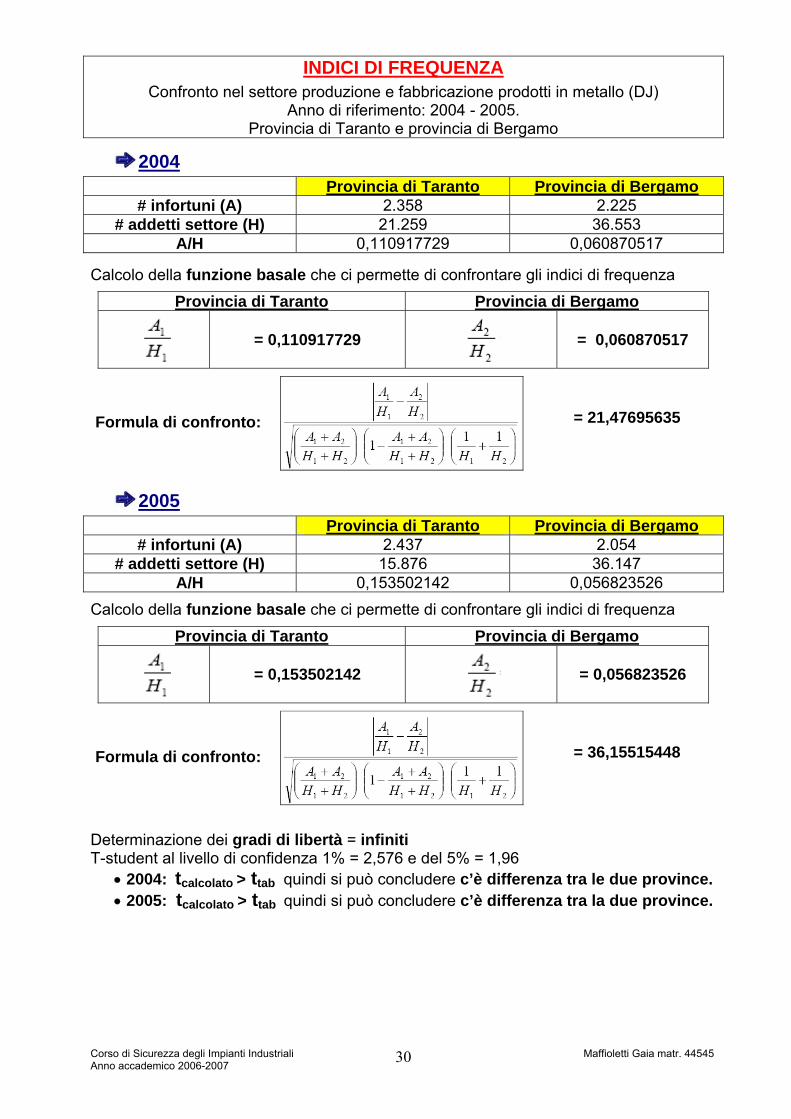
INDICI DI FREQUENZA
Confronto nel settore produzione e fabbricazione prodotti in metallo (DJ) Anno di riferimento: 2004 - 2005.
Provincia di Taranto e provincia di Bergamo
2004
Provincia di Taranto Provincia di Bergamo # infortuni (A) 2.358 2.225
# addetti settore (H) 21.259 36.553 A/H 0,110917729 0,060870517
Calcolo della funzione basale che ci permette di confrontare gli indici di frequenza
Provincia di Taranto Provincia di Bergamo
= 0,110917729
= 0,060870517
Formula di confronto:
= 21,47695635
2005
Provincia di Taranto Provincia di Bergamo # infortuni (A) 2.437 2.054
# addetti settore (H) 15.876 36.147 A/H 0,153502142 0,056823526
Calcolo della funzione basale che ci permette di confrontare gli indici di frequenza
Provincia di Taranto Provincia di Bergamo
= 0,153502142
= 0,056823526
Formula di confronto:
= 36,15515448
Determinazione dei gradi di libertà = infiniti T-student al livello di confidenza 1% = 2,576 e del 5% = 1,96
• 2004: tcalcolato > ttab quindi si può concludere c’è differenza tra le due province. • 2005: tcalcolato > ttab quindi si può concludere c’è differenza tra la due province.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
31
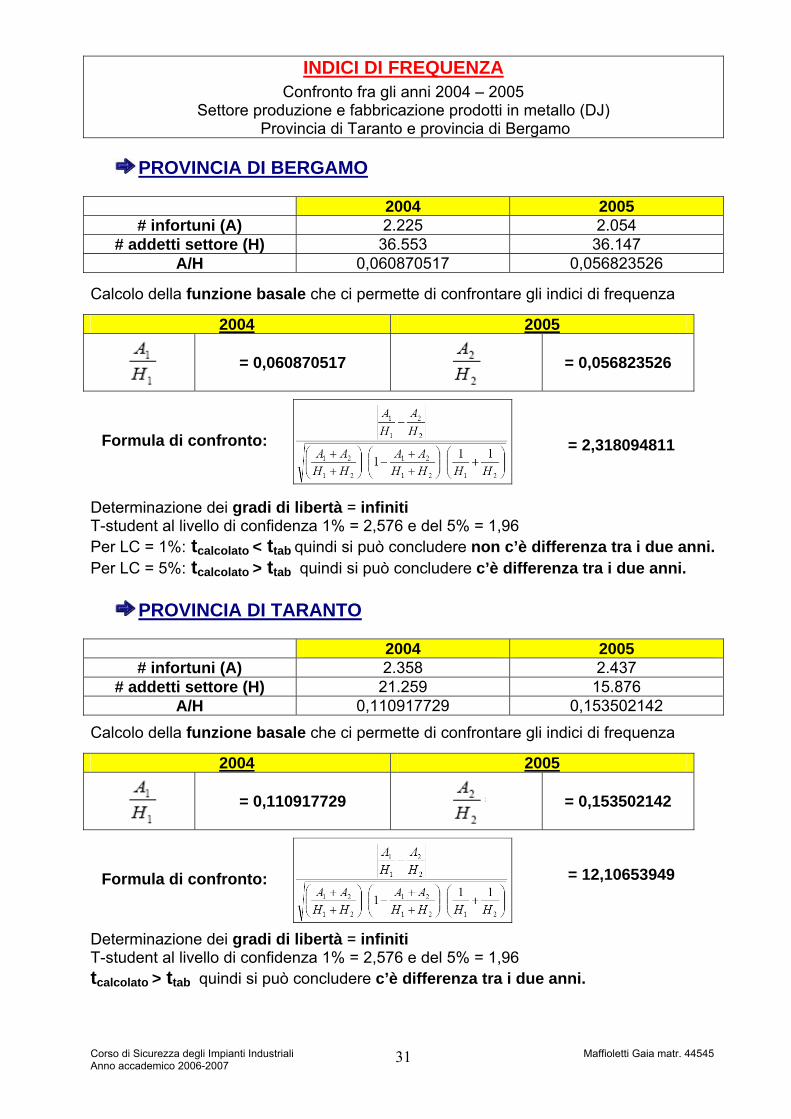
INDICI DI FREQUENZA
Confronto fra gli anni 2004 – 2005 Settore produzione e fabbricazione prodotti in metallo (DJ)
Provincia di Taranto e provincia di Bergamo
PROVINCIA DI BERGAMO
2004 2005 # infortuni (A) 2.225 2.054
# addetti settore (H) 36.553 36.147 A/H 0,060870517 0,056823526
Calcolo della funzione basale che ci permette di confrontare gli indici di frequenza
2004 2005
= 0,060870517
= 0,056823526
Formula di confronto:
= 2,318094811
Determinazione dei gradi di libertà = infiniti T-student al livello di confidenza 1% = 2,576 e del 5% = 1,96 Per LC = 1%: tcalcolato < ttab quindi si può concludere non c’è differenza tra i due anni. Per LC = 5%: tcalcolato > ttab quindi si può concludere c’è differenza tra i due anni.
PROVINCIA DI TARANTO
2004 2005
# infortuni (A) 2.358 2.437 # addetti settore (H) 21.259 15.876
A/H 0,110917729 0,153502142
Calcolo della funzione basale che ci permette di confrontare gli indici di frequenza
2004 2005
= 0,110917729
= 0,153502142
Formula di confronto:
= 12,10653949
Determinazione dei gradi di libertà = infiniti T-student al livello di confidenza 1% = 2,576 e del 5% = 1,96 tcalcolato > ttab quindi si può concludere c’è differenza tra i due anni.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
32
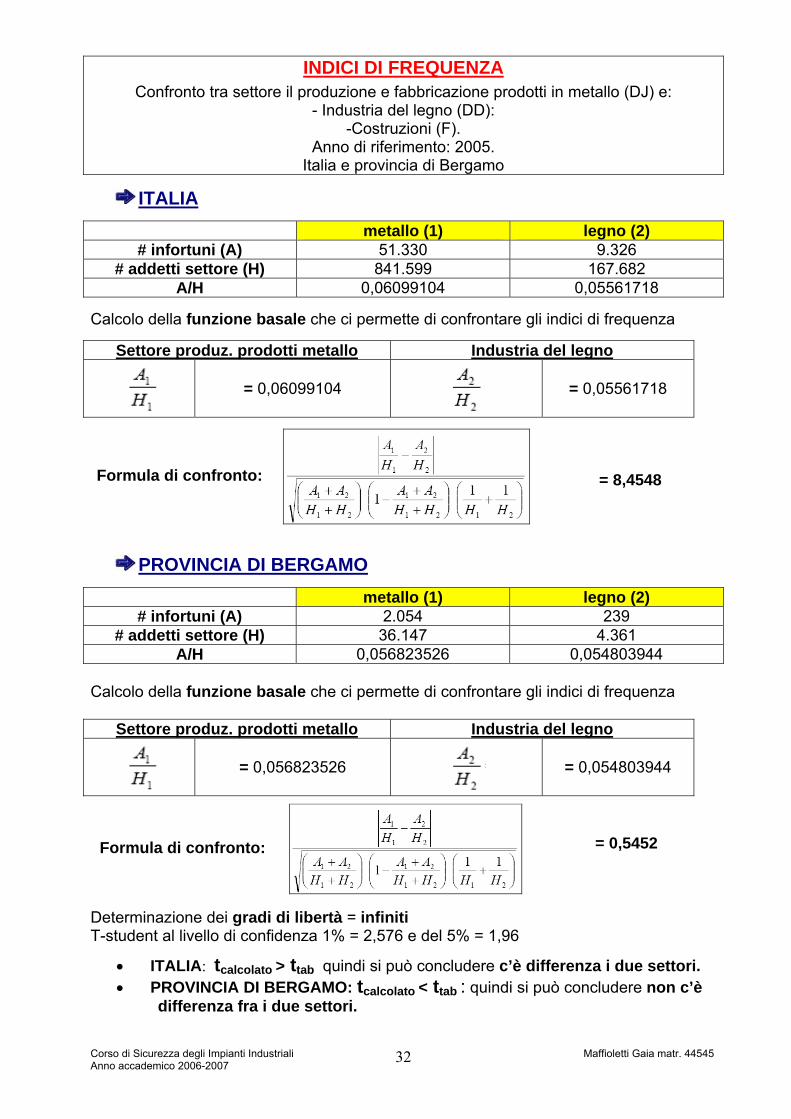
INDICI DI FREQUENZA
Confronto tra settore il produzione e fabbricazione prodotti in metallo (DJ) e: - Industria del legno (DD):
-Costruzioni (F). Anno di riferimento: 2005.
Italia e provincia di Bergamo
ITALIA
metallo (1) legno (2) # infortuni (A) 51.330 9.326
# addetti settore (H) 841.599 167.682 A/H 0,06099104 0,05561718
Calcolo della funzione basale che ci permette di confrontare gli indici di frequenza
Settore produz. prodotti metallo Industria del legno
= 0,06099104
= 0,05561718
Formula di confronto:
= 8,4548
PROVINCIA DI BERGAMO
metallo (1) legno (2) # infortuni (A) 2.054 239
# addetti settore (H) 36.147 4.361 A/H 0,056823526 0,054803944
Calcolo della funzione basale che ci permette di confrontare gli indici di frequenza
Settore produz. prodotti metallo Industria del legno
= 0,056823526
= 0,054803944
Formula di confronto:
= 0,5452
Determinazione dei gradi di libertà = infiniti T-student al livello di confidenza 1% = 2,576 e del 5% = 1,96
• ITALIA: tcalcolato > ttab quindi si può concludere c’è differenza i due settori. • PROVINCIA DI BERGAMO: tcalcolato < ttab : quindi si può concludere non c’è
differenza fra i due settori.
Corso di Sicurezza degli Impianti Industriali Maffioletti Gaia matr. 44545 Anno accademico 2006-2007
33
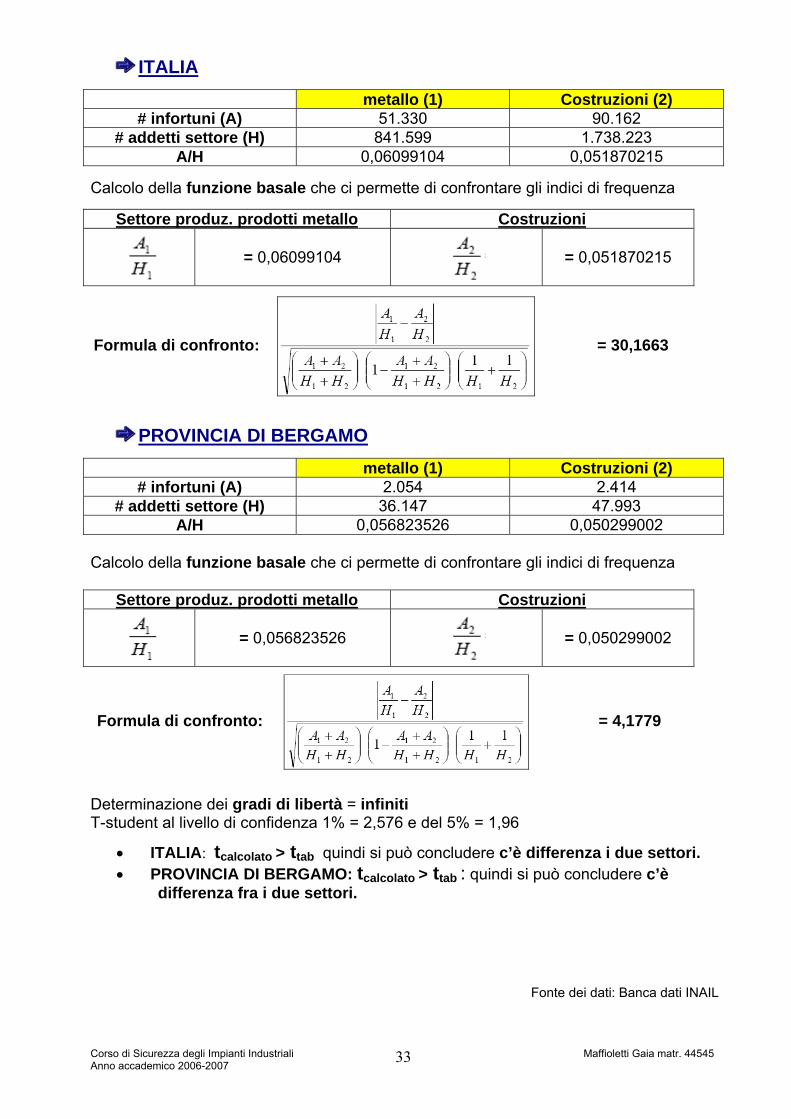
ITALIA
metallo (1) Costruzioni (2) # infortuni (A) 51.330 90.162
# addetti settore (H) 841.599 1.738.223 A/H 0,06099104 0,051870215
Calcolo della funzione basale che ci permette di confrontare gli indici di frequenza
Settore produz. prodotti metallo Costruzioni
= 0,06099104
= 0,051870215
Formula di confronto:
= 30,1663
PROVINCIA DI BERGAMO
metallo (1) Costruzioni (2) # infortuni (A) 2.054 2.414
# addetti settore (H) 36.147 47.993 A/H 0,056823526 0,050299002
Calcolo della funzione basale che ci permette di confrontare gli indici di frequenza
Settore produz. prodotti metallo Costruzioni
= 0,056823526
= 0,050299002
Formula di confronto:
= 4,1779
Determinazione dei gradi di libertà = infiniti T-student al livello di confidenza 1% = 2,576 e del 5% = 1,96
• ITALIA: tcalcolato > ttab quindi si può concludere c’è differenza i due settori. • PROVINCIA DI BERGAMO: tcalcolato > ttab : quindi si può concludere c’è
differenza fra i due settori.
Fonte dei dati: Banca dati INAIL