Alluminio processi di produzione innovativi e tecnologie …colombo/Alluminio processi...
58
Università degli Studi di Trento Facoltà di Ingegneria dei Materiali ALLUMINIO, PROCESSI DI PRODUZIONE INNOVATIVI E TECNOLOGIE MECCANICHE Francesco Zanatta 1975IM Corso di Metallurgia dei Metalli non Ferrosi Prof. Diego Colombo a.a. 2002/2003
Transcript of Alluminio processi di produzione innovativi e tecnologie …colombo/Alluminio processi...
Università degli Studi di Trento
Facoltà di Ingegneria dei Materiali
ALLUMINIO, PROCESSI DI PRODUZIONE
INNOVATIVI E TECNOLOGIE MECCANICHE
Francesco Zanatta 1975IM
Corso di Metallurgia dei Metalli non Ferrosi Prof. Diego Colombo
a.a. 2002/2003

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 1
ALLUMINIO
ORIGINI E STORIA
L'alluminio è l'elemento metallico più abbondante sulla terra e costituisce circa l' 8,5% della litosfera o crosta terrestre; tuttavia, non essendo un elemento abbastanza inerte chimicamente, non lo si può trovare in natura allo stato libero ma solamente combinato con ossigeno e vari minerali, principalmente sotto forma di silicati e di ossido di alluminio (Al2 O3 ). Fra i silicati il più noto è il caolino, costituente principale delle argille comunemente usate per le ceramiche. Il minerale che contiene l'ossido, per circa il 50%, è la BAUXITE; l'ossido puro cristallizzato è il corindone incolore (cristallo che segue subito il diamante nella scala della durezza), quando i cristalli di corindone sono colorati per impurità metalliche si hanno: rubino, zaffiro, smeraldo - topazio - ametista d'oriente. L' alluminio deriva il suo nome da Alum, più tardi allume, che è un solfato di alluminio da millenni conosciuto ed utilizzato per la preparazione dei colori; trovò poi ulteriori applicazioni come astringente per la cura della pelle ed alla fabbricazione delle comuni matite emostatiche. Fino alla metà del 18° secolo l'esistenza dell'alluminio come metallo rimase però sconosciuta, fino a quando il chimico tedesco Andres Marggraf usò l'allume per produrre il primo ossido di alluminio od allumina. Questa scoperta fu importante perché fornì la prova che l'allume conteneva un metallo sconosciuto. Solo nel 1825 Hans Cristian Oersted riuscì a produrre alcune gocce di alluminio, le ricerche furono portate avanti da un suo discepolo Freidirich Wohler, ma bisogna arrivare intorno al 1840 perché si riuscissero ad ottenere delle piccole lamine di alluminio che consentirono di poter stabilire le caratteristiche di malleabilità e leggerezza di questo nuovo metallo. Nel 1850 l'alluminio era ancora prodotto unicamente in laboratorio con procedimenti di riduzione dell'ossido che dovevano compiersi in crogioli di platino ed usando il potassio, molto costoso, così che il prezzo dell'alluminio prodotto aveva un costo di gran lunga superiore a quello dell'oro.
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 2
Il metodo finora usato per la produzione, anche se in seguito migliorato, non consentiva la produzione a carattere industriale ed occorre arrivare al 1886 perché l'americano Charles Martin Hall scoprisse il primo metodo elettrolitico pratico, per produrre l'alluminio in forti quantitativi. Il suo metodo prevedeva il passaggio della corrente elettrica da un elettrodo positivo di carbone (anodo) attraverso il bagno fuso di allumina sciolta nella criolite; (un clorito di sodio che si trovava solo in Groenlandia, la capacità della criolite di solubilizzare l'ossido ne eliminava così la costosa operazione di riduzione in sale); all'elettrodo negativo di carbone (catodo) che era costituito dal crogiolo. La corrente elettrica scomponeva l'allumina in alluminio metallico che si depositava sul fondo del crogiolo ed ossigeno che si combinava con l'anodo di carbone sviluppando monossido o biossido di carbonio. Questo metodo consentì la produzione in forti quantità ed a costi bassi grazie anche agli enormi progressi che si erano intanto venuti a creare per la produzione di energia elettrica per mezzo delle moderne dinamo. La casualità volle che nello stesso momento in Francia un giovane scienziato, Paul Heroult, lavorasse in modo indipendente per sviluppare un processo identico, pur non essendo nessuno dei due a conoscenza dei rispettivi esperimenti. Le casualità non finiscono qui: i due scienziati erano nati lo stesso giorno, brevettarono insieme le loro scoperte e morirono lo stesso giorno!! Così Hall ed Heroult ricevettero il brevetto ed il diritto di sfruttamento rispettivamente il primo negli Stati Uniti ed il secondo in Francia. Più tardi venne dato il nome congiunto di Hall - Heroult a tale metodo che, pur nei vari miglioramenti, è rimasto fino ad oggi il sistema di produzione usato per la produzione dell'alluminio. A distanza di oltre un secolo, l'alluminio è oggi fra i metalli secondo come importanza solamente all'acciaio, con una produzione annua complessiva di circa 10 milioni di tonnellate; L'Italia rappresenta il secondo Paese in Europa per produzione - con oltre 370.000 tonnellate annue - e per consumo (il primo è la Germania) con un tasso di crescita del 7,5% in dieci anni (contro il +4,5% dei tedeschi).

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 3
UTILIZZO
Esso trova impiego in tutti i principali settori, da quelli più sofisticati come elettronica o industria aerospaziale, a quelli più comuni, in oggetti che vanno da porte e finestre, fino a ruote per auto, o ferri di cavallo, eccetera (figura 1). La vastità delle applicazioni dell'alluminio si deve al fatto che si tratta di un metallo dotato di specifiche qualità tecnologiche: la leggerezza (addirittura un terzo dell'acciaio), conducibilità elettrica (è secondo solo al rame) e termica, caratteristiche meccaniche esaltate dalla ampia possibilità di costituire leghe, resistenza agli agenti atmosferici, plasticità, deformabilità, inalterabilità al contatto degli alimenti (e di quasi tutti i liquidi) e, non ultime, indiscusse doti estetiche e di colore che conferiscono agli oggetti realizzati in alluminio un inconfondibile e suggestivo aspetto hi-tech.
Figura 1: alcuni componenti in alluminio
La duttilità e la malleabilità, in particolare, consentono la produzione di estrusi e profilati che possono essere impiegati nei più svariati settori. I profilati e gli estrusi in alluminio, che fra l'altro vantano migliori caratteristiche meccaniche rispetto al pressofuso, consentono infatti - grazie alla possibilità di ottenere agevolmente elementi della lunghezza desiderata - il massimo grado di componibilità modulare, un assemblaggio rapido e semplice, oltre alle consuete grandi flessibilità e robustezza. Nel settore del design, in particolare, la possibilità di rivestire e impiallacciare l'alluminio con materiali di vario genere rende le possibilità di impiego pressoché
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 4
illimitate. L'uso di materiali plastici o sottili fogli di legno garantisce l'effetto estetico desiderato mentre la sagoma conferita al semilavorato agevola in maniera determinante l'assemblaggio. Il design ha saputo trarre dall'alluminio forme e applicazioni di particolare effetto. Il sofisticato livello raggiunto nell'utilizzo dell'alluminio ha modificato anche il ruolo dell'estrusore, che si configura non solo più fornitore di profilati, ma di tecnologia e servizio totale all'utente. Da non sottovalutare poi come sia in continua crescita anche il settore del riciclato: ogni anno in Italia 400.000 tonnellate di alluminio usato vengono trasformate e riutilizzate in quasi tutti i settori quali l'estrusione, la pressofusione, la laminazione, e per molti altri impieghi dell'industria. Esempi interessanti che testimoniano come l'alluminio riciclato stia acquistando sempre più importanza sono l'industria automobilistica e quella delle lattine, che ne fanno un uso sempre più consistente: addirittura la lattina, la cui raccolta post consumo si attesta nel nostro Paese adesso attorno al 30%, è ormai quotata nei listini prezzi delle Camere di commercio. Leggero, duttile, buon conduttore di calore, inalterabile dagli agenti atmosferici: oggi l'alluminio trova impiego in innumerevoli applicazioni nel mondo industriale.
CARATTERISTICHE
Tra le svariate caratteristiche di questo metallo possiamo annoverare: • RESISTENZA MECCANICA: Nel loro insieme, le leghe di alluminio offrono una
gamma di resistenze meccaniche che va da 60 a 530 N(Newton)/mmq e cioè da quella del piombo fino alla resistenza dell'acciaio in lega. Un elemento di alluminio può sostituirne uno di acciaio con notevole diminuzione di peso. Mediamente si può ipotizzare un risparmio di peso pari al 50-60% per profilati aventi le stesse caratteristiche meccaniche di quelli in acciaio
• RESISTENZA ALLA CORROSIONE: L'utilità di un qualunque metallo è limitata se non possiede una certa resistenza alla corrosione.Anche la resistenza alla corrosione è una proprietà relativa; quella dell'alluminio ha dei valori elevati rispetto a quella dell'acciaio a basso tenore di carbonio ed in alcuni casi è superiore anche a quella dell'acciaio inossidabile.
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 5
Il rame resiste all'attacco di alcuni agenti chimici ai quali l'alluminio è sensibile ma in altri casi la resistenza dell'alluminio è superiore a quella del rame. In generale l'alluminio resiste meglio alla maggior parte degli agenti chimici ed è considerato il metallo più economico che abbia una elevata resistenza alla corrosione. Ugualmente le leghe di alluminio mantengono in genere tale caratteristica in atmosfera industriale e rurale, ma solamente le leghe ad alta purezza , o quelle al magnesio od al magnesio-silicio, dimostrano una elevata resistenza all'atmosfera marina ed all'acqua salata. Non sono raccomandabili le leghe con alto tenore di rame per usi navali o per applicazioni vicino al mare
• RIFLETTIVITA’: L'alta riflettività favorisce l'impiego dell'alluminio nel settore dell'illuminazione, per la costruzione dei corpi riflettori. Ampio uso viene anche fatto nelle costruzioni civili ed industriali per la sua alta capacità di riflettere il calore ed i raggi infrarossi. La capacità di riflessione dell'alluminio varia secondo la lunghezza d'onda dell'energia e le condizioni della superficie del metallo e passa dal 75% per i raggi ultravioletti all'85% per i raggi visibili, fino al 95% per i raggi infrarossi.
• CONDUTTIVITA’ TERMICA: L'alluminio ha una elevata conducibilità termica rispetto ad altri comuni materiali, come si può vedere dalla seguente tabella, considerando la conduttività dell'alluminio come base unitaria:
Alluminio (commercialmente puro) 1.00
Magnesio 0.35 Rame 1.70 Acciaio 0.25 Titanio 0.12
La costruzione dei radiatori termici dove tale caratteristica assume un'importanza fondamentale offre perciò una grande potenzialità all'uso dell'alluminio.
• AMAGNETICITA’: Per ogni impiego pratico, l'alluminio e le sue leghe sono da considerare amagnetici. Sfruttando tale proprietà, venne subito usato per le sale comando delle navi non portando ad alcuna variazione nella lettura della bussola e nei rilevamenti. In molti settori dell'elettronica vi è una crescente richiesta proprio per questa sua caratteristica.
• ATOSSICITA’: L'alluminio ed i suoi sali sono completamente atossici.
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 6
• NON GENERA SCINTILLE: Al contrario dei metalli ferrosi, l'alluminio non genera scintille quando viene strofinato con altri metalli, per tale motivo viene preferito evidentemente nei settori degli infiammabili ed esplosivi.
• LAVORABILITA’: L'alluminio ha una eccellente lavorabilità, ossia le sue proprietà tecnologiche, come si vedrà in seguito, lo rendono particolarmente atto a subire tutti i processi di lavorazione meccanica per l'ottenimento di prodotti trasformati delle più varie fogge. Può essere lavorato a caldo od a freddo, può essere estruso e pressofuso in una grande varietà di forme con tolleranze minime dimensionali, può essere laminato in spessori sottilissimi fino a meno di 0,005 mm.. Inoltre può essere brasato, saldato od unito con tutti i normali sistemi meccanici. Gli estrusi rappresentano la parte preponderante dei semilavorati ottenibili con l'alluminio, il processo dell'estrusione in cui il materiale per compressione viene fatto passare attraverso i fori di una matrice, garantisce una grande libertà progettuale, una notevole rapidità ed economicità di produzione. Nel campo delle strutture si possono perciò realizzare profili con vantaggio ineguagliabile, studiando opportunamente le sezioni, in modo da disporre il metallo nelle zone di maggior sollecitazione e con forme tali da favorire le successive lavorazioni ed applicazioni di ulteriori accessori. Proprio per questo il suo uso aumenta costantemente nel campo dell'edilizia industrializzata e nelle applicazioni più esaltanti dell'architettura moderna.
• ASPETTO: Non disgiunto dalle caratteristiche fin quì elencate un aspetto gradevole del materiale che ne favorisce la sua applicazione .L'alluminio è un metallo bianco ed inoltre si presta ad essere trattato con una gamma vastissima di finiture superficiali. Tali trattamenti possono essere chimici, meccanici, galvanici, organici, elettrolitici, di verniciatura, di ricopertura con materie plastiche. Nessun altro materiale può essere rifinito con tanti procedimenti ed essere ottenuto con aspetti così diversi, tutti di grande effetto estetico.
• RICUPERABILITA’: Il valore di ricupero o valore di rottame è per l'alluminio molto elevato e questo grazie al fatto della sua praticamente inesauribile fonte di approvvigionamento, lo fa preferire nella scelta anche se il costo di produzione iniziale risulta più alto rispetto ad altri metalli. La varietà dei manufatti di cui l'alluminio è il materiale tipico in relazione alle caratteristiche risulta difficilmente enumerabile, ne diamo tuttavia una rapida e sicuramente incompleta panoramica:
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 7
Carrozzerie per autoveicoli Silos
Condutture Coperture
Attrezzi per l'agricoltura Vetrine per negozi
Scale, ponteggi, scaffalature Cisterne per carburanti
Furgonature Cisterne per prodotti chimici
Mobili Grigliati ed aeratori Rampe di carico
Prodotti per allevamenti Strutture aeronautiche Distributori automatici
Porte per garage e capannoni
Apparecchiature per illuminazione
Imbarcazioni e chiatte Isolamenti termici
Cestelli Rivestimenti di pareti
Carrozzine per bambini Carrozzine per portatori handicap
Scambiatori di calore Ponti comando di navi
Pentolame Cartellonistica stradale
Lattine per bevande Strutture arredamento urbano
Contenitori per alimenti Accessori automobilistici Rotori per motori elettrici
Pali illuminazione Cavi elettrici e barre di
connessione Tubazioni
Condensatori e telai per apparecchiature elettriche
LEGHE
Sebbene l'alluminio puro sia molto tenero e duttile, può tuttavia raggiungere una notevole resistenza alla trazione e migliorare le altre caratteristiche meccaniche con la lavorazione a freddo, i trattamenti termici e con l'alligazione, ossia la miscelazione con altri metalli per esaltare le caratteristiche del metallo di base. Vi sono due categorie principali di leghe: 1) leghe da fonderia 2) leghe da lavorazione plastica. Le leghe da fonderia sono quelle usate per prodotti la cui forma non viene cambiata dopo la colata negli stampi e la successiva solidificazione. Le leghe da lavorazione plastica dopo la solidificazione sono quelle che subiranno dellle variazione di forma mediante lavorazione meccanica, ed in particolare a queste ci riferiremo per una maggiore conoscenza delle caratteristiche.
LEGHE DA LAVORAZIONE PLASTICA
Il rame (Cu), il silicio (Si), il manganese (Mn), e zinco (Zn) sono gli elementi di alligazione maggiormente usati con l'alluminio insieme ad altri per ottenere leghe di particolari caratteristiche. Tale gamma si compone di almeno cento differenti tipi anche se le produzioni si concentrano su 15-20 di maggior uso.
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 8
La loro designazione si basa su una serie di quattro numeri adottata dalla ALLUMINUM ASSOCIATION -AA- (USA) ed oggi universalmente adottata insieme alle singole normative nazionali. Tale designazione è cosi strutturata: 1000 alluminio da un minimo del 99% 2000 alligante: rame , Cu 3000 alligante: manganese , Mn 4000 alligante: silicio , Si 5000 alligante: magnesio , Mg 6000 alligante: magnesio + silicio 7000 alligante: zinco , Zn 8000 alligante: ferro Fe + silicio Le serie da 2000 ad 8000 raggruppano le leghe secondo i loro principali costituenti, la prima cifra indica i principali alliganti, la seconda indica eventuali modifiche della lega e delle impurezze, le ultime due servono a differenziare una lega dalle altre dello stesso gruppo.
LEGHE DELLA SERIE 6000
Le leghe della serie 6000 sono quelle al Mg + Si e costituiscono per la loro temprabilità alla pressa e le loro caratteristiche le più usate per l'ottenimento di profilati estrusi. In particolare nel campo dei serramenti la lega prevalentemente usata è la 6060 (UNI 3569) che garantisce dopo il processo di anodizzazione uniformità di colorazione e lucentezza. Le caratteristiche meccaniche di questa serie previste dalle norme UNI sono le seguenti:
R kg/mm2 19 - 26 carico di rottura S (0,2) kg/mm2 15 - 21 carico al limite di
snervamento A 5 % 11 - 18 allungamento HB 50 - 70 durezza Brinnell
Si riportano anche nella seguente tabella le principali leghe da lavorazione plastica:

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 9
UNI AA AFNOR NORME DIN NORME BS
ITALIA U.S.A FRANCIA GERMANIA REGNO UNITO
ALLUMINIO_PURO Alluminio99 AP0 3567.66 1200 A4 AL_99 1C Alluminio99,5 AP5 4507 1050 A5 AL_99,5 1B Alluminio99,7 AP7 4508 1070 _ AL_99,7 _ Alluminio99,8 AP8 4509 1080 A8 AL_99,8 1A LEGHE_AL-MN ALUMAN100 AM100 3568 3003 A-M1 AL-MN N3 3004 * 6361.68 3304 A-M1G AL-MG-MN _ LEGHE_AL-SI Anticorodal063 AC_63 3569.66 6063 A-GS AL-MG-SI_0,5 H9 BRI-E * 6359.66 6463 - - BT3 Aldrey051 AD051 3570 6101 A-G-S/L E-AL-MG-SI_0,5 E91E Anticorodal100 AC100 3571 6082 A-S-G-M AL-MG-SI-1 H30 Anticorodal061 AC061 6170.66 6061 _ _ H20 Termanal12 TM12 3572 4032 A-S-12-UN _ DTD-324A * * (9006.6) 6005A ASG-0,5 AL-MG-SI-0,7 LEGHEALMG Anoxidal09 AX09 4510 _ A9-G1 AL99,9-MG1 _ Reflectal050 RL050 4512 5007 _ AL-R-MG0,5 BT4 Peraluman080 PE080 5764.66 5005 A-G0,6 AL-MG1 _ Peraluman150 PE150 3573 5050 A-G1 _ _ Peraluman250 PE250 3574 5052 _ _ N4 Peraluman350 PE350 3575 5154 A-G3 _ N5 Peraluman440 PE440 5452 5083 A-G4 _ N8 Peraluman500 PE500 3676 5056 A-G5 AL-MG5 N6 LEGHE_AL_ZN Avional050 AV050 3577 2117 A-U-2G AL-CU-MG0,5 L86 Duralite35 DU35 3578 _ _ _ Avional100 AV100 3579 2017 A-U-4G AL-CU-MG1 H14 Chitonal100 CT100 3580 _ AU4Gplaqué AL-CU-MG1pl H14clad Avional660 AV660 3581 2014 AU4SG _ H15 Chitonal660 CT660 3582 _ AU4SGplaqué _ H15clad Avional150 AV150 3583 2024 AU4G1 AL-CU-MG2 DTD5090 Chitonal150 CT150 3584 Alclad-2024 AU4G1plaqué AL-CU-MG2-pl DTD5090clad Recidal11 RC11 6362.66 2011 _ LEGHE_AL_ZN Ergal55 EG55 3735 7075 AZ5GU AL-ZN-MG-CU1,5 Ergaplast55 EP55 3736 Alclad 7075 AZ5GUplaqué ALZNMGCU 1,5pl Ergal65 EG65 3737 _ AZ8GU Ergaplast65 EP65 3738 _ AZ8GUplaqué
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 10
PROCESSI DI PRODUZIONE INNOVATIVI
PRESSOFUSIONE
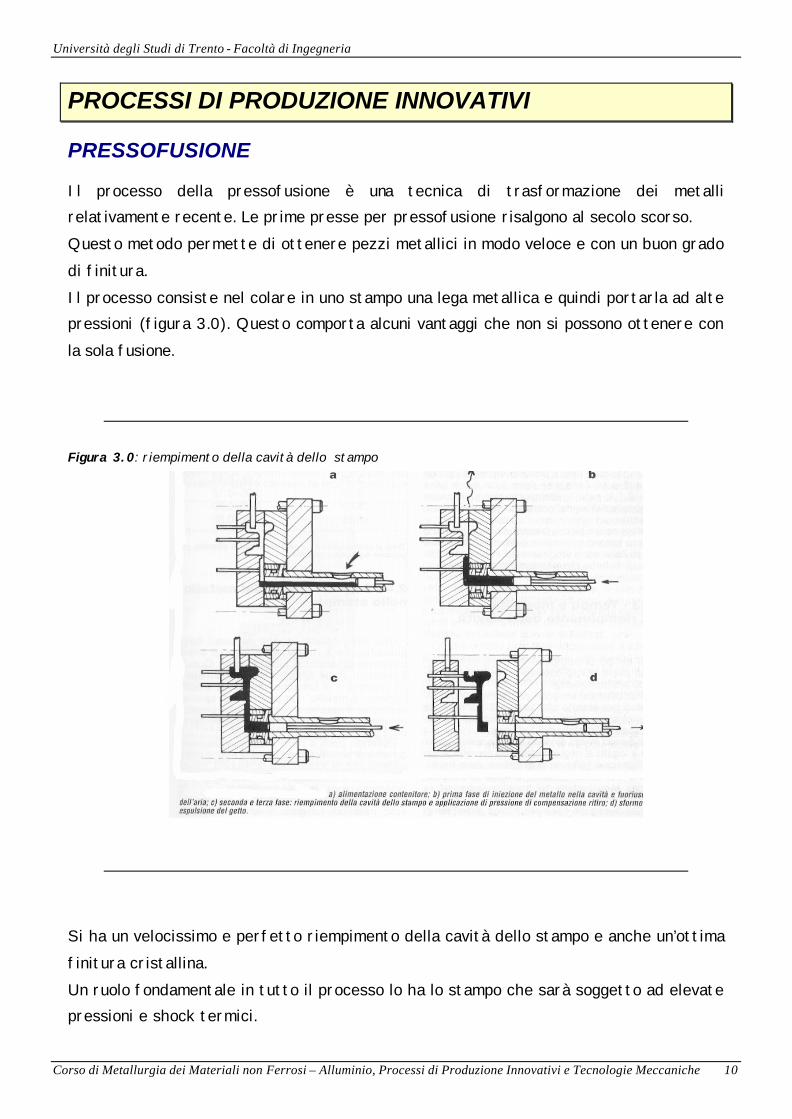
Il processo della pressofusione è una tecnica di trasformazione dei metalli relativamente recente. Le prime presse per pressofusione risalgono al secolo scorso. Questo metodo permette di ottenere pezzi metallici in modo veloce e con un buon grado di finitura. Il processo consiste nel colare in uno stampo una lega metallica e quindi portarla ad alte pressioni (figura 3.0). Questo comporta alcuni vantaggi che non si possono ottenere con la sola fusione.
Figura 3.0: riempimento della cavità dello stampo
Si ha un velocissimo e perfetto riempimento della cavità dello stampo e anche un’ottima finitura cristallina. Un ruolo fondamentale in tutto il processo lo ha lo stampo che sarà soggetto ad elevate pressioni e shock termici.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 11
Le leghe più adatte alla produzione di pezzi per pressofusione saranno in particolarmente le leghe bassofondenti: alluminio e sue leghe (AlSi, AlSiCu, AlMg), zinco e sue leghe (zama), rame e sue leghe (ottone, bronzo), magnesio e sue leghe (AZ), stagno e sue leghe. Metalli ad alto punto di fusione necessiterebbero di uno stampo e un sistema troppo complicato e costoso. Per ciò che riguarda i costi, generalmente la pressofusione utilizza impianti di produzione di serie dal costo elevato. Questi però vengono ammortizzati se si riesce a mantenere un’elevata produttività di pezzi. Possiamo aggiungere che in tempi recenti si è tentato di produrre per pressocolata anche manufatti in leghe ferrose, il cui sviluppo è tuttavia frenato da difficoltà connesse alle elevate temperature richieste dalla fusione di esse, fatto questo che comporta un'insoddisfacente durata degli stampi. Ci si addentrerà ora in maniera più approfondita su altre tecniche di più recente sviluppo e dalle prospettive più fiorenti.
SQUEEZE CASTING
Il processo di squeeze casting può esser considerato, con una semplificazione ben nota, come una forgiatura eseguita su una lega allo stato fuso. Le fasi del processo sono essenzialmente: 1. colata di una quantità prefissata di metallo fuso nella cavità di uno stampo
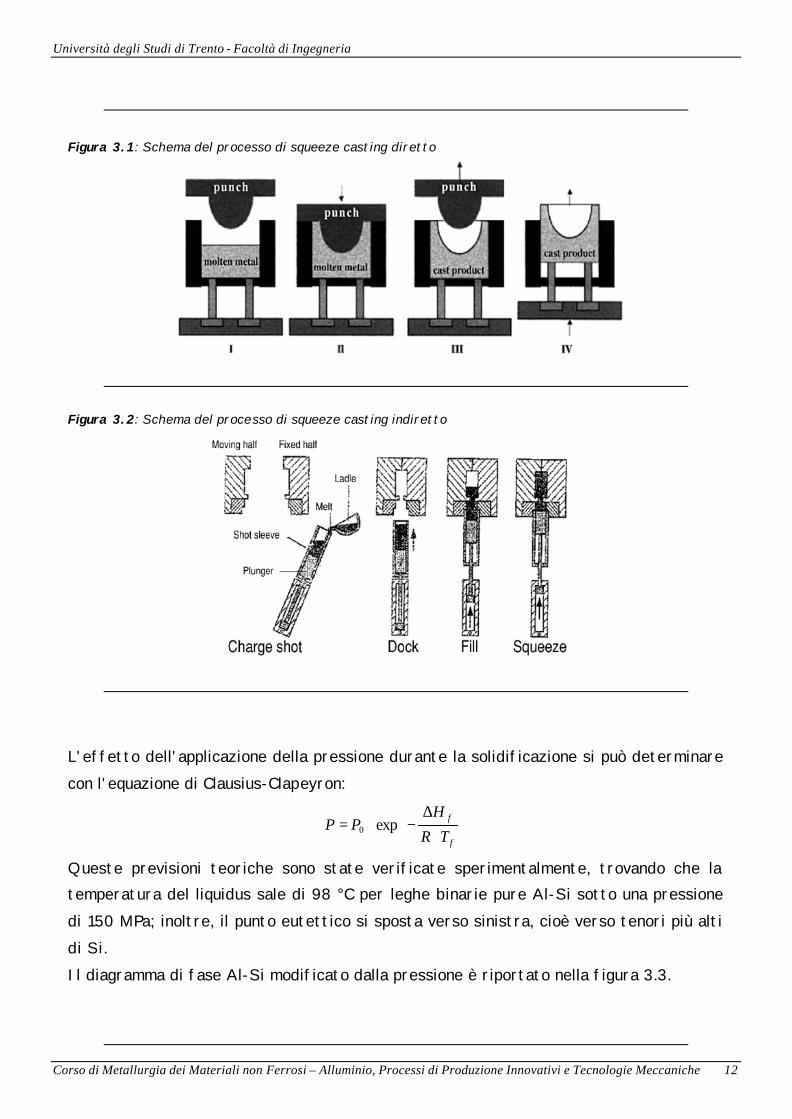
preriscaldato montato sul piano di un pressa idraulica. 2. chiusura della cavità e rapida messa in pressione del metallo liquido. 3. mantenimento del metallo sotto pressione fino a solidificazione completa. 4. ritiro del punzone ed espulsione del getto. Esistono due tipologie fondamentali di squeeze casting, a seconda che la pressione venga direttamente applicata al pezzo in solidificazione dal punzone, direct squeeze casting (figura 3.1), o venga applicata per il tramite di un sistema di alimentazione intermedio, indirect squeeze casting (figura 3.2). La caratteristica del processo è evidentemente l'applicazione di pressione mentre la lega sta solidificando.
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 12
Figura 3.1: Schema del processo di squeeze casting diretto
Figura 3.2: Schema del processo di squeeze casting indiretto
L'effetto dell'applicazione della pressione durante la solidificazione si può determinare con l'equazione di Clausius-Clapeyron:
⋅
∆−⋅=
f
f
TR
HPP exp0
Queste previsioni teoriche sono state verificate sperimentalmente, trovando che la temperatura del liquidus sale di 98 °C per leghe binarie pure Al-Si sotto una pressione di 150 MPa; inoltre, il punto eutettico si sposta verso sinistra, cioè verso tenori più alti di Si. Il diagramma di fase Al-Si modificato dalla pressione è riportato nella figura 3.3.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 13
Figura 3.3: Effetto del rapido raffreddamento e dell'applicazione di pressione (1000 bar) sul diagramma di fase Al-Si.
Il flusso di calore viene notevolmente accelerato; infatti, la pressione genera un ottimo contatto tra il getto di lega e la parete dello stampo. Il risultato è un maggiore coefficiente di trasmissione termica, ossia l'aumento della velocità di raffreddamento.
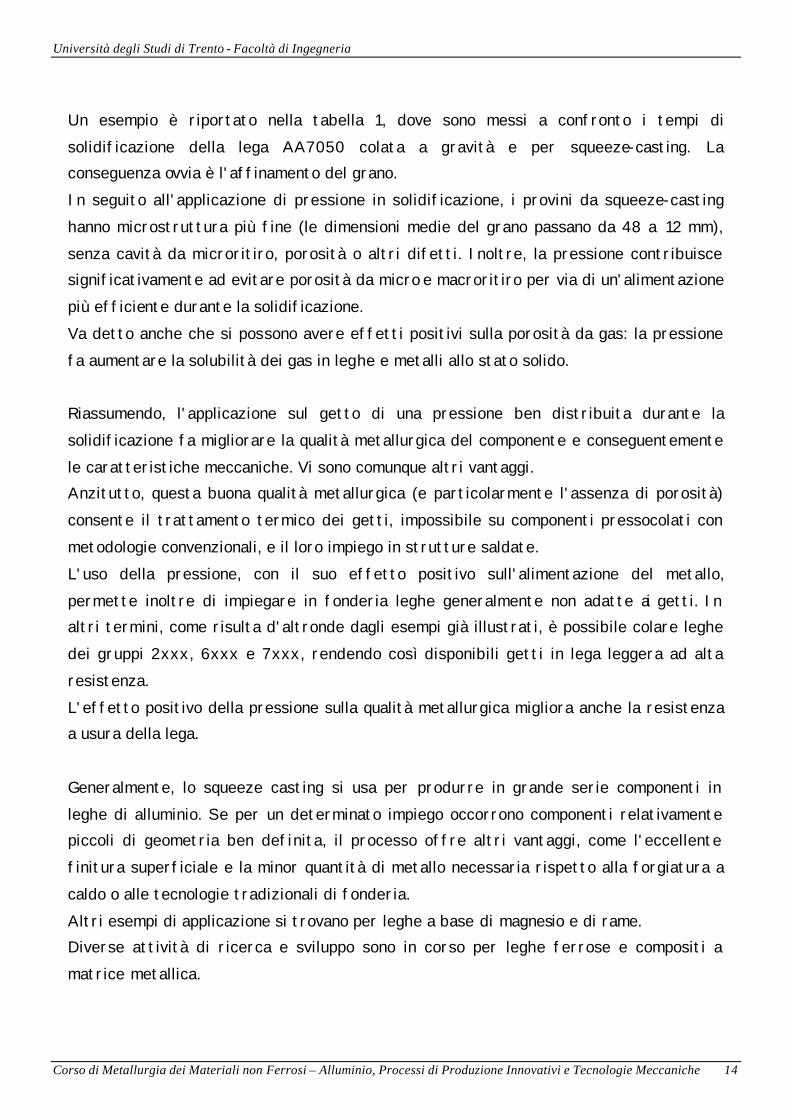
Tabella 1: Tempi di solidificazione della lega 7050 colata per gravità e con squeeze-casting indiretto, al variare dello spessore.
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 14
Un esempio è riportato nella tabella 1, dove sono messi a confronto i tempi di solidificazione della lega AA7050 colata a gravità e per squeeze-casting. La conseguenza ovvia è l'affinamento del grano. In seguito all'applicazione di pressione in solidificazione, i provini da squeeze-casting hanno microstruttura più fine (le dimensioni medie del grano passano da 48 a 12 mm), senza cavità da microritiro, porosità o altri difetti. Inoltre, la pressione contribuisce significativamente ad evitare porosità da micro e macroritiro per via di un'alimentazione più efficiente durante la solidificazione. Va detto anche che si possono avere effetti positivi sulla porosità da gas: la pressione fa aumentare la solubilità dei gas in leghe e metalli allo stato solido. Riassumendo, l'applicazione sul getto di una pressione ben distribuita durante la solidificazione fa migliorare la qualità metallurgica del componente e conseguentemente le caratteristiche meccaniche. Vi sono comunque altri vantaggi. Anzitutto, questa buona qualità metallurgica (e particolarmente l'assenza di porosità) consente il trattamento termico dei getti, impossibile su componenti pressocolati con metodologie convenzionali, e il loro impiego in strutture saldate. L'uso della pressione, con il suo effetto positivo sull'alimentazione del metallo, permette inoltre di impiegare in fonderia leghe generalmente non adatte ai getti. In altri termini, come risulta d'altronde dagli esempi già illustrati, è possibile colare leghe dei gruppi 2xxx, 6xxx e 7xxx, rendendo così disponibili getti in lega leggera ad alta resistenza. L'effetto positivo della pressione sulla qualità metallurgica migliora anche la resistenza a usura della lega. Generalmente, lo squeeze casting si usa per produrre in grande serie componenti in leghe di alluminio. Se per un determinato impiego occorrono componenti relativamente piccoli di geometria ben definita, il processo offre altri vantaggi, come l'eccellente finitura superficiale e la minor quantità di metallo necessaria rispetto alla forgiatura a caldo o alle tecnologie tradizionali di fonderia. Altri esempi di applicazione si trovano per leghe a base di magnesio e di rame. Diverse attività di ricerca e sviluppo sono in corso per leghe ferrose e compositi a matrice metallica.
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 15
PRESSOCOLATA SOTTO VUOTO
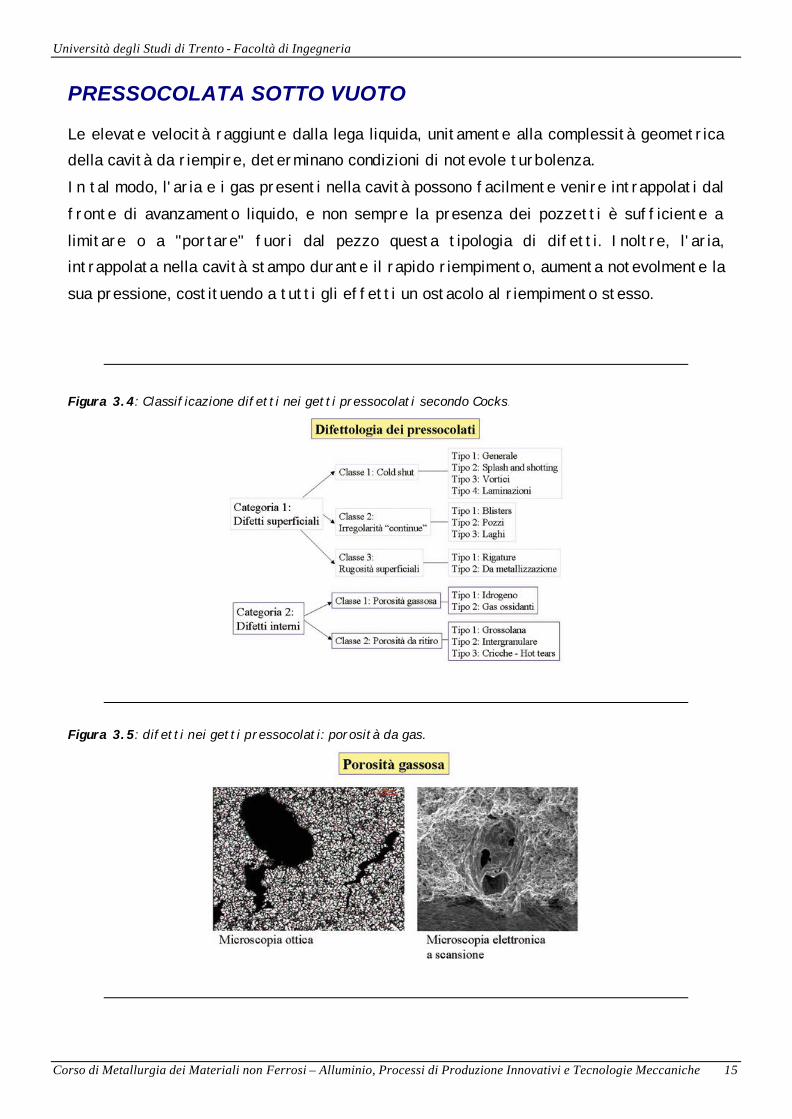
Le elevate velocità raggiunte dalla lega liquida, unitamente alla complessità geometrica della cavità da riempire, determinano condizioni di notevole turbolenza. In tal modo, l'aria e i gas presenti nella cavità possono facilmente venire intrappolati dal fronte di avanzamento liquido, e non sempre la presenza dei pozzetti è sufficiente a limitare o a "portare" fuori dal pezzo questa tipologia di difetti. Inoltre, l'aria, intrappolata nella cavità stampo durante il rapido riempimento, aumenta notevolmente la sua pressione, costituendo a tutti gli effetti un ostacolo al riempimento stesso.
Figura 3.4: Classificazione difetti nei getti pressocolati secondo Cocks.
Figura 3.5: difetti nei getti pressocolati: porosità da gas.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 16
Le varie classificazioni dei difetti nei getti pressocolati riportate in letteratura ben evidenziano tali criticità (in figura 3.4 quella proposta da Cocks), menzionando la possibile presenza di vortici, blisters, bolle gassose di varia dimensione (figura 3.5). Alternative alla pressocolata in aria sono proposte in seguito; attualmente, i più diffusi processi utilizzati per la pressocolata sotto vuoto per le leghe d'alluminio sono il sistema Fondarex e il sistema Vacural. Il sistema Fondarex (figura 3.6) è caratterizzato dal montaggio del gruppo di aspirazione direttamente sullo stampo, con valvole ad autochiusura operative in tempi dell'ordine dei millesimi di secondo, azionate direttamente dal flusso del metallo. La valvola può essere posizionata sul lato o sopra lo stampo, o, laddove fattibile, sul portastampo.
Figura 3.6: Schema del processo Fondarex, e suo esempio applicativo.
In analogia alla pressocolata convenzionale, si possono distinguere, anche per questo sistema, tre fasi: 1) Fase d'iniezione: il pistone, alla velocità media di 0.2 m/s, percorre il tratto iniziale
della camera: non appena la cavità è isolata dall'ambiente esterno, si attiva il sistema da vuoto, fino a raggiungere una pressione interna alla cavità stampo dell'ordine dei 200 mbar;

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 17
2) Fase di riempimento della cavità stampo: il pistone aumenta la sua velocità fino a circa 4 m/s; nella cavità la pressione assoluta scende ulteriormente;
3) Fase di intensificazione della pressione: il pistone esercita la sua azione sul metallo fuso, che nel frattempo ha riempito tutta la cavità; si ha la chiusura rapida della valvola.
Il risultato di questo metodo, come si può notare dalla linea continua del diagramma riportato nella figura 3.7, è di ridurre notevolmente la pressione dell'aria residua presente nella cavità stampo, rispetto al sistema tradizionale di pressocolata (linea tratteggiata). Tuttavia è bene precisare che non è comunque possibile ottenere l'ermeticità dello stampo.
Figura 3.7: Confronto dell'andamento della pressione tra presso colata tradizionale e pressocolata sotto vuoto.
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 18
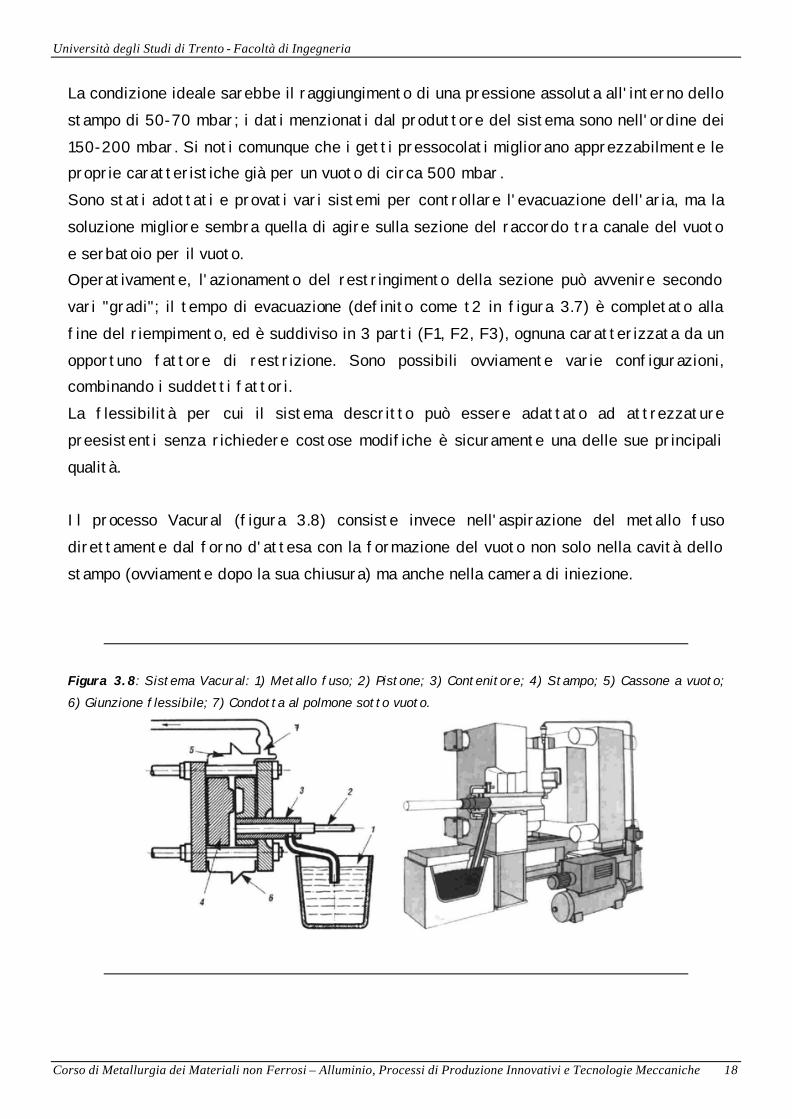
La condizione ideale sarebbe il raggiungimento di una pressione assoluta all'interno dello stampo di 50-70 mbar; i dati menzionati dal produttore del sistema sono nell'ordine dei 150-200 mbar. Si noti comunque che i getti pressocolati migliorano apprezzabilmente le proprie caratteristiche già per un vuoto di circa 500 mbar. Sono stati adottati e provati vari sistemi per controllare l'evacuazione dell'aria, ma la soluzione migliore sembra quella di agire sulla sezione del raccordo tra canale del vuoto e serbatoio per il vuoto. Operativamente, l'azionamento del restringimento della sezione può avvenire secondo vari "gradi"; il tempo di evacuazione (definito come t2 in figura 3.7) è completato alla fine del riempimento, ed è suddiviso in 3 parti (F1, F2, F3), ognuna caratterizzata da un opportuno fattore di restrizione. Sono possibili ovviamente varie configurazioni, combinando i suddetti fattori. La flessibilità per cui il sistema descritto può essere adattato ad attrezzature preesistenti senza richiedere costose modifiche è sicuramente una delle sue principali qualità. Il processo Vacural (figura 3.8) consiste invece nell'aspirazione del metallo fuso direttamente dal forno d'attesa con la formazione del vuoto non solo nella cavità dello stampo (ovviamente dopo la sua chiusura) ma anche nella camera di iniezione.
Figura 3.8: Sistema Vacural: 1) Metallo fuso; 2) Pistone; 3) Contenitore; 4) Stampo; 5) Cassone a vuoto; 6) Giunzione flessibile; 7) Condotta al polmone sotto vuoto.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 19
In definitiva, il processo avviene secondo le seguenti cinque fasi: 1) Produzione del vuoto (mediante una pompa da vuoto, un "serbatoio" ed una valvola); 2) Riempimento della camera d'iniezione; 3) Rimozione dei gas durante il processo di alimentazione del metallo; 4) Riempimento dello stampo con il metallo fuso sotto la spinta del pistone d'iniezione (ovviamente in condizioni di vuoto); 5) Solidificazione del metallo sotto pressione. Il processo garantisce l'uniformità del vuoto all'interno della cavità dello stampo. Si possono pressocolare anche le leghe normalmente utilizzate per le colate in sabbia e in conchiglia, ottenendo getti a pareti sottili, caratterizzati da alta qualità superficiale e da un'ottima accuratezza dimensionale. Il fatto di "aspirare" il metallo al di sotto della superficie del bagno minimizza l'intrappolamento di film di ossido. Questi innegabili vantaggi presentano però alcuni risvolti meno positivi, come un certo allungamento del tempo di ciclo, la necessità di un impianto d'aspirazione di maggiore capacità e di un contenitore speciale, il dover utilizzare un forno di costruzione particolare (materiali adatti a minimizzare l'usura del tubo d'aspirazione e ad incrementare la vita utile della camera di colata)
I VANTAGGI DIRETTI DELLA PRESSOCOLATA SOTTO VUOTO
Sono innegabili (e sufficientemente documentati in letteratura) i vantaggi derivanti dal passaggio dalla pressocolata convenzionale a quella sotto vuoto, vantaggi che hanno portato alla produzione di componenti particolarmente critici.
Figura 3.9: micrografia relativa alla sezione longitudinale della superficie di frattura di un provino in lega Al-8%Si pressocolato convenzionalmente
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 20
La diretta conseguenza dell'impiego del sistema sotto vuoto, in base alle considerazioni più sopra espresse, è indubbiamente la riduzione dell'entità della porosità da gas così come visualizzato in figura 3.9 (quantificabile mediamente in un intervallo compreso tra il 25 e il 45%). Il processo risulta inoltre molto più stabile, con una qualità cioè più costante e controllata rispetto alla pressocolata convenzionale. Il conseguente incremento delle caratteristiche meccaniche (carico di rottura, carico di snervamento, ma anche allungamento a rottura) è pertanto ovvio. Sono inoltre citati in letteratura significativi incrementi della vita dello stampo.
I VANTAGGI INDIRETTI DELLA PRESSOCOLATA SOTTO VUOTO
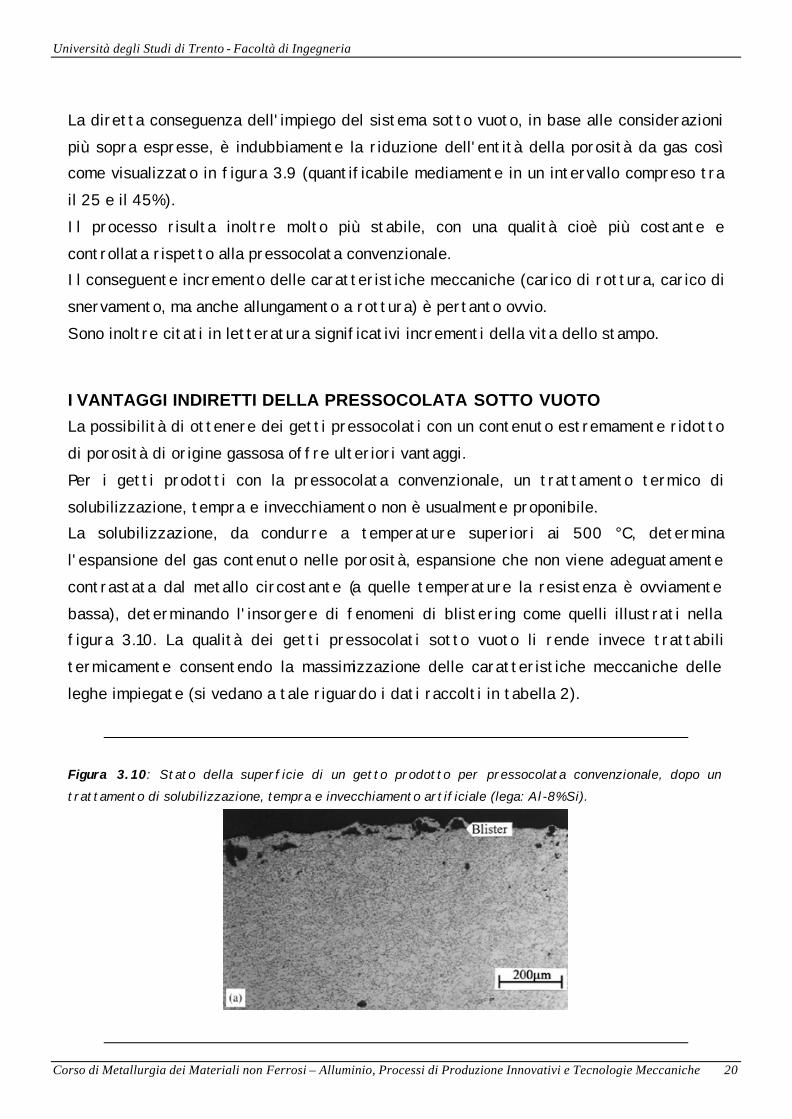
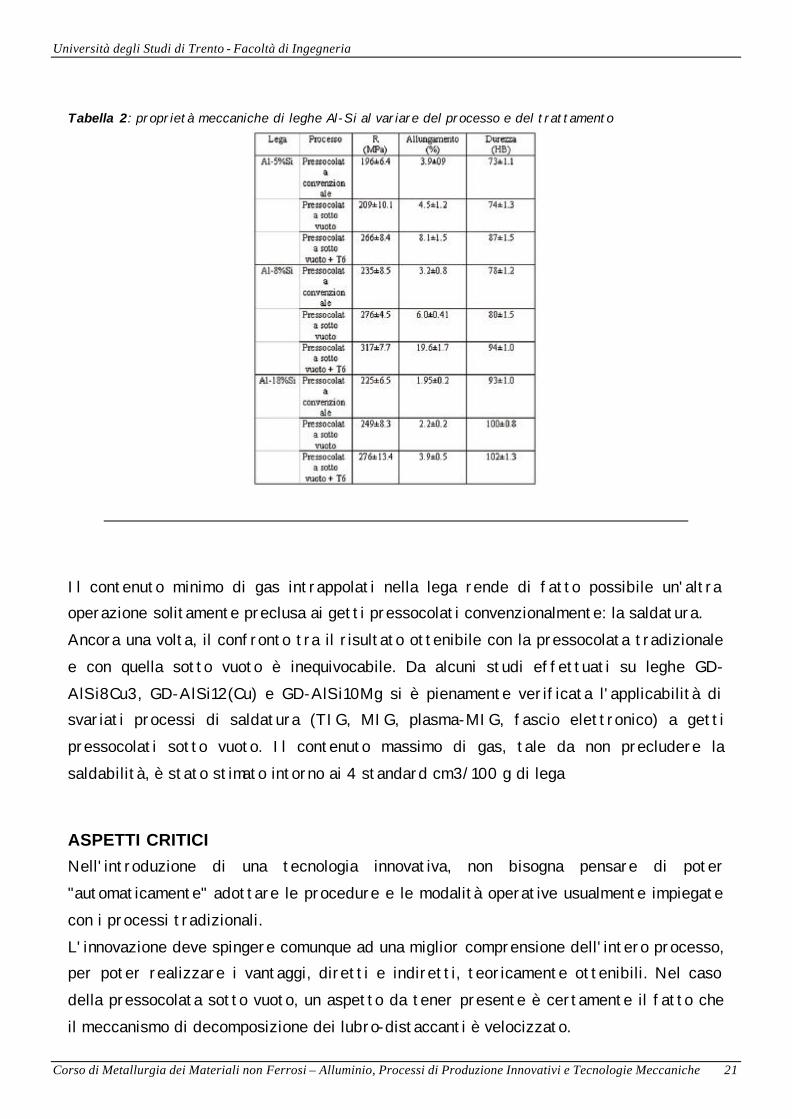
La possibilità di ottenere dei getti pressocolati con un contenuto estremamente ridotto di porosità di origine gassosa offre ulteriori vantaggi. Per i getti prodotti con la pressocolata convenzionale, un trattamento termico di solubilizzazione, tempra e invecchiamento non è usualmente proponibile. La solubilizzazione, da condurre a temperature superiori ai 500 °C, determina l'espansione del gas contenuto nelle porosità, espansione che non viene adeguatamente contrastata dal metallo circostante (a quelle temperature la resistenza è ovviamente bassa), determinando l'insorgere di fenomeni di blistering come quelli illustrati nella figura 3.10. La qualità dei getti pressocolati sotto vuoto li rende invece trattabili termicamente consentendo la massimizzazione delle caratteristiche meccaniche delle leghe impiegate (si vedano a tale riguardo i dati raccolti in tabella 2).
Figura 3.10: Stato della superficie di un getto prodotto per pressocolata convenzionale, dopo un trattamento di solubilizzazione, tempra e invecchiamento artificiale (lega: Al-8%Si).
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 21
Tabella 2: proprietà meccaniche di leghe Al-Si al variare del processo e del trattamento
Il contenuto minimo di gas intrappolati nella lega rende di fatto possibile un'altra operazione solitamente preclusa ai getti pressocolati convenzionalmente: la saldatura. Ancora una volta, il confronto tra il risultato ottenibile con la pressocolata tradizionale e con quella sotto vuoto è inequivocabile. Da alcuni studi effettuati su leghe GD-AlSi8Cu3, GD-AlSi12(Cu) e GD-AlSi10Mg si è pienamente verificata l'applicabilità di svariati processi di saldatura (TIG, MIG, plasma-MIG, fascio elettronico) a getti pressocolati sotto vuoto. Il contenuto massimo di gas, tale da non precludere la saldabilità, è stato stimato intorno ai 4 standard cm3/100 g di lega
ASPETTI CRITICI
Nell'introduzione di una tecnologia innovativa, non bisogna pensare di poter "automaticamente" adottare le procedure e le modalità operative usualmente impiegate con i processi tradizionali. L'innovazione deve spingere comunque ad una miglior comprensione dell'intero processo, per poter realizzare i vantaggi, diretti e indiretti, teoricamente ottenibili. Nel caso della pressocolata sotto vuoto, un aspetto da tener presente è certamente il fatto che il meccanismo di decomposizione dei lubro-distaccanti è velocizzato.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 22
Con l'uso del vuoto, la reazione di dissoluzione del "cuscinetto" formato da ossido amorfo della superficie dello stampo e da agente distaccante avviene a temperature inferiori ed in modo più accelerato. Questo va evidentemente considerato in sede di messa a punto del ciclo produttivo. Un altro punto da tenere in assoluta considerazione è che la minimizzazione della porosità, nei processi di pressocolata sotto vuoto, è strettamente dipendente dal dimensionamento del sistema e dai parametri operativi. La fase di progettazione dello stampo (includendo il posizionamento degli attacchi di colata, dei pozzetti, dei canali per il vuoto) deve essere direttamente collegata ad uno studio della fluidodinamica del riempimento, in modo da rendere veramente efficace il processo e ottimizzare la qualità dei getti.
THIXOFORMING
E' un processo di formatura del materiale allo stato semi-solido, che permette di combinare la formabilità dello stato liquido con la qualità dei pezzi formati allo stato solido, unendo quindi, i vantaggi delle tecniche convenzionali di fonderia con quelli di forgiatura. E' infatti possibile, con questa tecnologia, produrre componenti di forma complessa in una singola operazione ed avere allo stesso tempo una finitura superficiale ed un'accuratezza dimensionale ottenibili in genere con le tecniche di pressocolata. Inoltre, i componenti così ottenuti, presentando una microstruttura esente da difetti (in particolare porosità), possiedono proprietà meccaniche elevate associate di solito ai prodotti forgiati. Il materiale allo stato semi-solido, sottoposto al processo THIXOFORMING, deve possedere particolari caratteristiche (proprietà thixotropiche) che gli vengono conferite tramite processi di agitazione (stir-casting) precedenti. La formatura di materiale allo stato semi-solido, con proprietà thixotropiche, offre numerosi vantaggi. Per effetto della viscosità più elevata rispetta alla lega allo stato liquido, si ha un riempimento più uniforme dello stampo con minore intrappolamento di gas e quindi, di conseguenza, minore porosità. L'utilizzo di materiale allo stato semi-solido consente di operare a temperature più basse, riducendo anche le contrazioni volumetriche, e quindi la porosità conseguente ad esse. Inoltre, solidificando il pezzo in tempi più brevi, si hanno velocità di produzione più elevate.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 23
L'utilizzo di temperature più basse consente anche di limitare lo shock termico e meccanico subito dallo stampo, aumentandone la durata, e di utilizzare anche stampi non metallici, a minor costo. La riduzione della temperatura di processo oltre ad essere un grosso vantaggio nel caso di leghe ad alto punto di fusione, consente invece, nel caso dell'alluminio (a basso punto di fusione) la formatura finita anche di leghe da lavorazione plastica. Inoltre, la possibilità di automazione del processo unita ai minori tempi di ciclo da luogo ad una più elevata produttività.
NUOVO METODO DI PRESSOCOLATA “Yamaha CF”
Nella pressocolata tradizionale vi sono sempre stati dei limiti per quanto riguarda la realizzazione di pareti sottili nel getto pressofuso, rispetto alle sue dimensioni. E' questo il motivo per cui per molto tempo nell'industria è stato difficile produrre getti pressofusi di grandi dimensioni e spessori sottili. Inoltre, con l'attuale tendenza a preoccuparsi degli aspetti ambientali, che ha portato verso lo sviluppo di motori a 4 tempi ed all'applicazione di dispositivi di depurazione degli scarichi, che aumentano sia il peso che il numero di particolari per i modelli futuri, si pensa che i punti chiave dei processi produttivi innovativi saranno le tecnologie che permetteranno di ridurre il peso combinate con metodi in grado di ridurre i costi ed i consumi di carburante. La "Tecnologia di Pressocolata dell'Alluminio Yamaha CF" (Controlled Filling, ovvero a riempimento controllato) di recente sviluppo, è un processo che permette la produzione in serie di particolari pressofusi in alluminio che abbiano allo stesso tempo grandi dimensioni e pareti sottili. Si tratta quindi di una tecnologia che risponde alle esigenze sociali del nostro tempo, permettendo la produzione di prodotti più leggeri, con un minor numero di particolari. Concentrandosi in particolar modo sul miglioramento delle caratteristiche del flusso del metallo fuso quando viene colato nello stampo, la nuova tecnologia Yamaha migliora sensibilmente la scorrevolezza del flusso nello stampo aumentando il sottovuoto all'interno dello stampo (1), regolando la temperatura dello stampo (2) e migliorando la velocità d'iniezione dell'alluminio fuso (3). L'effetto combinato di questi tre accorgimenti permette la produzione in serie di getti in alluminio di alta qualità con una percentuale di inclusioni d'aria (causa della porosità) di circa un quinto rispetto alla pressocolata tradizionale.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 24
L'introduzione di questa nuova tecnologia nel processo produttivo può portare ad una riduzione del 30% del peso dei particolari e dell'80% per quanto riguarda il numero di particolari necessari. Inoltre, la riduzione del volume di alluminio impiegato e la semplificazione del processo produttivo porteranno ad una riduzione stimata dei costi del 30% rispetto al metodo di pressocolata tradizionale. Dato che non richiede l'impiego di leghe di alluminio speciali, questa tecnologia può essere tra l'altro facilmente trasferita agli stabilimenti preesistenti, a condizione che vengano modificati di conseguenza anche gli stampi. L'obiettivo dello sviluppo di questo nuovo metodo dal punto di vista tecnico era quello di ottimizzare le caratteristiche di scorrevolezza dell'alluminio fuso in modo da ottenere il miglior flusso possibile all'interno dello stampo nel breve periodo prima che l'alluminio inizi a solidificarsi, con la massima uniformità della struttura finale dell'alluminio prima che indurisca. Per ottenere ciò, si è lavorato sulla base tecnologica acquisita in anni di esperienza nella pressocolata sottovuoto dell'alluminio, aggiungendo un nuovo metodo esclusivo per migliorare la completezza del sottovuoto nello stampo, che ha permesso anche un controllo più preciso dei vari aspetti del processo di colata. Per entrare maggiormente in dettaglio, si sono ottimizzate le condizioni dell'iniezione dell'alluminio fuso nello stampo applicando un nuovo tipo di materiale sigillante appositamente studiato per garantire l'ermeticità fra le parti dello stampo, per aumentare la completezza del sottovuoto al suo interno e ridurre la resistenza dell'aria (miglioramento di sei volte superiore al metodo tradizionale) (1); controllando la temperatura dello stampo al fine di ottenere una temperatura più stabile dell'alluminio fuso (2) e; aumentando la velocità dell'alluminio fuso (cinque volte rispetto al metodo tradizionale) (3). L'effetto combinato di questi accorgimenti riduce la quantità di aria (gas) nel metallo allo stato pressofuso di un quinto rispetto al metodo tradizionale. Si ottiene così un alluminio di qualità più resistente, che, rispetto all'alluminio pressofuso tradizionale, può essere saldato. Grazie a questo nuovo metodo è possibile realizzare particolari in alluminio con l'elevato rendimento della pressocolata e con caratteristiche di resistenza ed elasticità uguali a quelle della colata in conchiglia. E' stato inoltre possibile realizzare quel tipo di getti in alluminio grandi ma sottili, così difficili da produrre con i metodi di pressocolata tradizionale. Inoltre, dato che questo nuovo metodo permette la produzione in serie di particolari progettati con spessori
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 25
estremamente sottili e curve più complesse, esso suggerirà nuovi standard di progettazione per i getti pressofusi in alluminio.
PROBLEMATICHE DELLA PRESSOFUSIONE
La presenza della porosità nei getti è un aspetto negativo che il pressocolatore deve essere in grado di controllare e neutralizzare, sebbene in numerosi casi sia stato osservato come i getti di zinco aventi porosità anche del 25% del volume non presentino fenomeni di tenuta e formazione di blisters, anche se sottoposti successivamente ad alte temperature o a lavorazioni alla macchina. Si classificano due diversi tipi di porosità, che hanno la loro causa nel ritiro e nell'intrappolamento dei gas. Il primo tipo di porosità è da mettere in relazione con il raffreddamento che si verifica nel corso della fase liquido-solido e risulta in misura più accentuata in getti con isolate sezioni pesanti. Il secondo tipo di porosità è, invece, determinato dall'intrappolamento dei gas presenti nel liquido che fluisce nella cavità. In genere la porosità dei getti è del 2-5% per lo zinco e dell'1% per le leghe di alluminio. La differenza è da ascrivere non alla lega ma piuttosto alle maggiori pressioni impiegate nella camera fredda, che determinano un effetto di riduzione sul volume dei gas. E' utile valutare l'entità dei gas intrappolati nella cavità nel momento in cui il metallo sigilla la linea di divisione. In genere, nell'istante che vede bloccarsi l'uscita dei gas, soltanto i 3/4 della cavità appaiono riempiti dal metallo. Il restante 25-30% è invece rappresentato dal gas inizialmente ridotto alla pressione di 2-3 atmosfere. Mentre si svolge la fase di riempimento della cavità, questo gas viene compresso fino a che il suo volume si riduce all'1-5% dei getti. In questo caso il gas presente in quei pori ha una pressione di 200-700 atmosfere. I principali espedienti da adottare per contrastare l'effetto negativo sono: • la riduzione del volume iniziale dei gas, • l'evacuazione dei gas residui, • il controllo della distribuzione e dimensione dei pori. La presenza di aria si registra non limitatamente allo stampo ma anche nel canale di colata, nel collo d'oca nella camera calda e nel dispositivo d'iniezione della camera

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 26
fredda. Il volume di questi componenti dovrebbe essere ridotto quanto più è possibile e il sifone di colata riempito al massimo. Occorre inoltre fare un utilizzo razionale dei lubrificanti, che non possono essere impiegati in misure eccessive, dal momento che la loro scomposizione è la causa principale di intrappolamento di gas. La bassa velocità facilita l'evacuazione dell'aria dal cilindro e dal collo d'oca. A una velocità del pistone di 0,1 m/s l'aria deve uscire dai fori di sfogo dello stampo a 10 m/s. Per velocità superiori ad 1 m/s la velocità dell'aria è di 150 m/s (ca. 350 km/h). Più ridotta è la velocità di riempimento della cavità da riempire, minore sarà la porosità perché il gas ha più tempo per uscire. La soluzione più conveniente per i getti di alluminio o zinco è quella di aumentare la superficie dei fori di sfiato dell'aria; gli altri sistemi hanno invece dimostrato di essere scarsamente efficaci. La porosità che viene rilevata dall'utilizzatore finale, durante la lavorazione alla macchina dei getti, dipende dalla pressione di iniezione del metallo. Le alte pressioni riducono le dimensioni dei pori. In genere è preferibile avere un elevato numero di pori di piccole dimensioni piuttosto che un numero esiguo di grandi pori e ciò può essere ottenuto aumentando la velocità all'entrata. Per comprimere i pori e ridurre il ritiro, l'attacco di colata e il sistema di iniezione devono rimanere attivi dopo il riempimento della cavità, soprattutto nella camera fredda dove l'aumento di pressione può essere progressivo per evitare l'apertura dello stampo. Test eseguiti hanno dimostrato che, per getti di grande sezione, un passo di 1 mm rimarrà aperto per più di 0,5 secondi dopo che la cavità è stata totalmente riempita. I clienti pretendono che i getti siano a perfetta tenuta. In realtà i getti cominciano a perdere quando in una parete i punti di porosità siano in collegamento tra loro. Leghe con largo intervallo di raffreddamento sono più predisposte a perdite, anche in presenza di una porosità dell'1%. Al contrario, i getti di zinco possono avere una perfetta tenuta anche in presenza di alti livelli di porosità. La lega eutettica in alluminio si colloca tra i due suddetti estremi. E' da notare che la variabile più importante di processo è la temperatura dello stampo, le cui superfici devono essere tenute accuratamente pulite. Anche se la porosità da ritiro può causare qualche problema di tenuta stagna, è la porosità da gas che limita il ricorso alla pressocolata. Infatti la porosità impedisce i trattamenti di riscaldamento e di saldatura dei getti delle leghe di alluminio e l'applicazione di vernici a fuoco sui getti di zinco. Ciò in quanto alle alte temperature i pori per quanto piccolissimi tendono ad espandersi.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 27
La soluzione è quella di rimuovere i gas riducendo l'ossigeno o ricorrendo alle tecniche del sottovuoto. In un sistema libero da pori, l'ossigeno della cavità è consumato dal metallo liquido a mano a mano che esso entra nello stampo. Per evitare esplosioni è necessario irrorare lo stampo di spray inerti e realizzare un equilibrato mix tra ossigeno e metallo liquido. Per il buon successo della tecnica del sottovuoto lo stampo deve essere evacuato nel tempo stabilito e ciò richiede principalmente corretti canali di aspirazione e un adeguato isolamento dell'attrezzatura. Se il sottovuoto è realizzato correttamente, si possono ottenere dei getti che possono essere riscaldati e saldati e i getti di zinco possono essere posti in forni a temperature superiori a 250 °C.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 28
TECNOLOGIE MECCANICHE
LAVORAZIONI MECCANICHE
L'alluminio e le sue leghe sono caratterizzate da una favorevole attitudine alle lavorazioni meccaniche, risultando senza dubbio molto più lavorabili di altri materiali metallici. Per poter sfruttare al meglio questa caratteristica tecnologica in termini di vantaggio economico, è importante però adottare le corrette tecniche di lavorazione, sia per quanto riguarda le macchine che per quanto si riferisce alla natura ed all'assetto degli utensili. Va inoltre precisato che le diverse leghe a base di alluminio presentano comportamenti sensibilmente differenziati alle lavorazioni all'utensile. Così, in genere le leghe più tenere, o comunque in uno stato fisico caratterizzato da modesti valori di durezza, hanno la tendenza ad "impastarsi" ed a dare un truciolo lungo, con tutti i problemi che ciò comporta sia per il grado di finitura superficiale che per la possibilità di operare con macchine automatiche. Comunque, con una corretta scelta di tutte le variabili operative, è possibile ottimizzare gli aspetti qualitativi, tecnologici e, cosa molto importante, quelli economici, assicurando in tal modo al componente in lega di alluminio il miglior margine di competitività.
FATTORI DI INFLUENZA E LEGHE
La lavorabilità all'utensile dei materiali non sempre è valutabile in termini rigorosi, dal momento che deriva da un insieme complesso di caratteristiche diverse. Vediamo di focalizzarne gli aspetti più importanti. • L'abrasività: è una qualità specifica del singolo materiale ed è valutabile in base
all'entità dell'usura che provoca sul filo dell'utensile. L'abrasività è da mettere in relazione con la struttura metallurgica di base del materiale: essa dipende in qualche misura dalla durezza, ma fondamentalmente dalla presenza nel materiale di composti duri dispersi nella matrice, che al momento delle lavorazioni funzionano come veri e propri grani di smeriglio. La maggior parte delle leghe di alluminio può essere definita poco abrasiva, e l'unica eccezione è rappresentata da quelle leghe che contengono silicio libero in elevata percentuale, come le leghe Al-Si da fonderia iper-eutettiche.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 29
Per questa classe di materiali vengono pertanto suggerite modalità di lavorazione all'utensile specifiche, comunque ricorrendo ad utensili con placchette di metallo duro.
• La levigabilità: può essere definita come la capacità del singolo materiale di esibire dopo la lavorazione meccanica una superficie liscia e a bassa rugosità. Questa caratteristica dipende sostanzialmente dalle proprietà chimico-fisiche del materiale base ed è poco influenzata dalle differenze di composizione tra una lega e l'altra. Possiamo affermare che con le leghe di alluminio è sempre possibile ottenere una buona superficie di lavorazione attenendosi alle norme di buona pratica ed in particolare operando con utensili ben affilati.
• La recidibilità: agli effetti pratici è la caratteristica di maggior peso, e può essere definita come l'attitudine di un materiale ad essere tagliato e comminuto da un utensile da taglio. E’ chiaro che, specialmente per operare sulle macchine automatiche, è importante avere un truciolo corto e facilmente asportabile dal fluido refrigerante
In linea di massima, a parità di altre condizioni, quanto maggiore è lo stato di indurimento di una lega, tanto migliore è la lavorabilità nei termini di cui sopra: quindi, meglio uno stato incrudito che uno ricotto, meglio uno stato invecchiato artificialmente che uno semplicemente solubilizzato e temprato. In sostanza, la durezza del materiale ha un ruolo di rilievo, ma non determinante, essendo ben maggiore l'influenza esercitata da particolari tipi di dispersoidi eventualmente introdotti "ad hoc" con il motivo specifico di rompere il truciolo. Funzionano egregiamente a questo scopo i dispersoidi di elementi bassofondenti, come piombo e bismuto che, aggiunti in percentuali di alligazione intorno all'1% in peso, si distribuiscono nella matrice delle leghe come particelle globulari, meccanicamente capaci di determinare al momento delle lavorazioni all'utensile una efficace comminuzione del truciolo. Quanto sopra vale particolarmente per le leghe da trasformazione plastica, ed infatti i più noti materiali di alluminio da lavorazione meccanica, chiamati anche da taglio rapido, appartengono a questa classe di leghe. Nelle leghe da fonderia, caratterizzate da superiori livelli percentuali di elementi di alligazione, e quindi da una più diffusa presenza di dispersoidi di differenti tipologie metallurgiche, il problema della comminuzione del truciolo non è importante come per quelle da trasformazione.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 30
Comunque, anche per le leghe da getti esistono particolari composizioni che prevedono la presenza di piombo e bismuto. Ritornando alle leghe da trasformazione a taglio rapido, la 2011 è indubbiamente la più nota e quella maggiormente utilizzata nel settore delle barre e dei trafilati da lavorazione meccanica; conosciuta dagli utilizzatori anche con le diverse denominazioni commerciali (ad esempio 11 S), la 2011 ha come alligante principale il rame - circa 5% in peso - e contiene complessivamente l’ 1% in peso di piombo + bismuto. Trattata termicamente allo stato T6, la lega presenta caratteristiche meccaniche molto elevate. Da tener presente che, se privi di specifiche protezioni superficiali, i semilavorati in 2011 non offrono un soddisfacente comportamento in ambiente aggressivo. Simili alla 2011 sono le leghe 2030 e 2007; quest'ultima è caratterizzata da un diverso livello di alligazione per la presenza di Mg e quindi da una resistenza meccanica anche superiore a quella della 2011. La lega 6262, infine, appartiene alla famiglia Al-Mg-Si, ha minori doti di resistenza meccanica, ma in compenso ha migliore lavorabilità plastica ed una superiore tenuta alla corrosione. Per quanto concerne le leghe da fonderia, come si è accennato moltissime composizioni hanno eccellente recidibilità senza che sia necessario prevedere specifiche aggiunte di piombo e bismuto. In effetti, per la maggior parte delle leghe di alluminio da fonderia la facilità e l'economicità della lavorazione all'utensile costituiscono un implicito parametro fondamentale per la selezione all'impiego.
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 31
La tabella 1 permette di dare un'idea più precisa delle caratteristiche di lavorabilità all'utensile delle più note leghe di alluminio nei tipici stati di fornitura. Sostanzialmente possono essere individuati tre livelli di attitudine alla lavorazione all'utensile. Al primo appartengono tutte le leghe da lavorazione plastica non suscettibili di trattamento termico, e cioè i diversi gradi di alluminio 1000, le leghe Al-Mn della serie 3000 e le leghe Al-Mg della serie 5000, così come le leghe da trattamento termico non invecchiate alla massima durezza. Per questa classe di materiali è possibile ottenere risultati soddisfacenti di lavorazione (tipologia del truciolo e grado di finitura superficiale) solo con una accurata messa a punto delle macchine e delle condizioni operative. Al secondo livello appartengono tutte le leghe da lavorazione plastica e da invecchiamento, trattate al massimo di durezza (leghe Al-Cu, Al-Cu-Mg, Al-Mg-Si, Al-Zn-Mg ed Al-Zn-Mg-Cu). Tra i materiali caratteristici di questo livello, si colloca al limite inferiore della fascia la 6060, al massimo la 6262 e le leghe ad alta resistenza meccanica tipo 7000. Questa classe di materiali si caratterizza per tipologia del truciolo da semicontinuo a moderatamente continuo e per un grado da buono ad ottimo di finitura superficiale. Appartengono ancora al secondo livello molte leghe da fonderia, ed in particolare quelle delle famiglie Al-Si ed Al-Si-Cu con un tenore di silicio inferiore al 10%, le leghe Al-Mg e quelle Al- CuMg. Al terzo livello, infine, appartengono, oltre alle già citate 2011, 2030, 2007, le leghe da fonderia AI-Si ed Al-Si-Cu con contenuto di silicio superiore al 10%, così come la quasi totalità delle leghe secondarie; questi materiali sono caratterizzati dal punto di vista della lavorazione all'utensile da un truciolo molto comminuto e da un eccellente grado di finitura superficiale. Resta da sottolineare che questa classificazione di lavorabilità all'utensile deve essere considerata di tipo qualitativo e relativa a condizioni ottimali di lavorazione.
CARATTERISTICHE DI TAGLIO
Nella lavorazione all'utensile delle leghe di alluminio si possono adottare in genere elevate velocità di taglio. Infatti il truciolo non riscalda l'utensile abbastanza da causarne un significativo abbassamento della durezza, mentre al tempo stesso tale temperatura è già sufficiente a ridurre la resistenza alla deformazione del materiale in
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 32
lavorazione. In tali condizioni, gli sforzi di taglio sono decisamente bassi, anche per le leghe a più elevata resistenza meccanica. Essendo gli sforzi scarsamente influenzati dalla velocità di taglio (in pratica, superati i 300 m/minuto si arriva ad una situazione di sostanziale stabilità), è molto vantaggioso ricercare per le leghe di alluminio le velocità di taglio più elevate possibili, compatibilmente con la geometria dei pezzi e la tipologia delle macchine utensili. In effetti, con l'alluminio si lavora anche a 400 m/minuto, con evidenti vantaggi economico-produttivi, oltre che con migliori caratteristiche di finitura superficiale. Resta da precisare al proposito che, come ulteriore semplificazione, in alcuni casi è possibile lavorare senza ricorrere ai lubrificanti, per lo meno nei casi in cui i parametri operativi non assumono specifici livelli di criticità. Gioverà ricordare al riguardo che la lavorazione senza lubrificante delle leghe di alluminio è possibile tecnicamente quando sono rispettate le seguenti condizioni: - leghe non particolarmente dure, quindi delle classi del primo e del secondo livello; - utensili di buona qualità ed in perfetta efficienza; - condizioni di lavoro, come velocità e profondità di taglio, non esasperate.
CARATTERISTICHE DEGLI UTENSILI
I normali acciai al carbonio a 65 Rockwell C possono essere impiegati solo per produzioni limitate o per modeste velocità di taglio; i rischi che si corrono adottando utensili di questo tipo per condizioni di lavoro anche solo moderatamente gravose sono l'addolcimento delle punte dell'utensile ed una conseguente perdita di proprietà di resistenza all'usura. Come secondo livello di prestazioni abbiamo gli utensili in acciai rapidi, idonei a lavorare, in condizioni critiche di velocità e di volume quantitativo, quasi tutte le leghe di alluminio, specialmente quelle con durezze relativamente ridotte. Per le leghe più dure o particolarmente abrasive - ad esempio quelle da fonderia ad elevato contenuto di silicio - è consigliato ricorrere ad utensili in carburi metallici, caratterizzati da eccellente resistenza all'usura e quindi in grado di consentire, anche con le leghe difficili, elevate velocità di lavorazione. Per il massimo livello di prestazioni, si passa infine agli utensili al diamante, ai quali si può fare ricorso quando, indipendentemente da altre considerazioni, sia assolutamente necessario un particolare livello di finitura superficiale
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 33
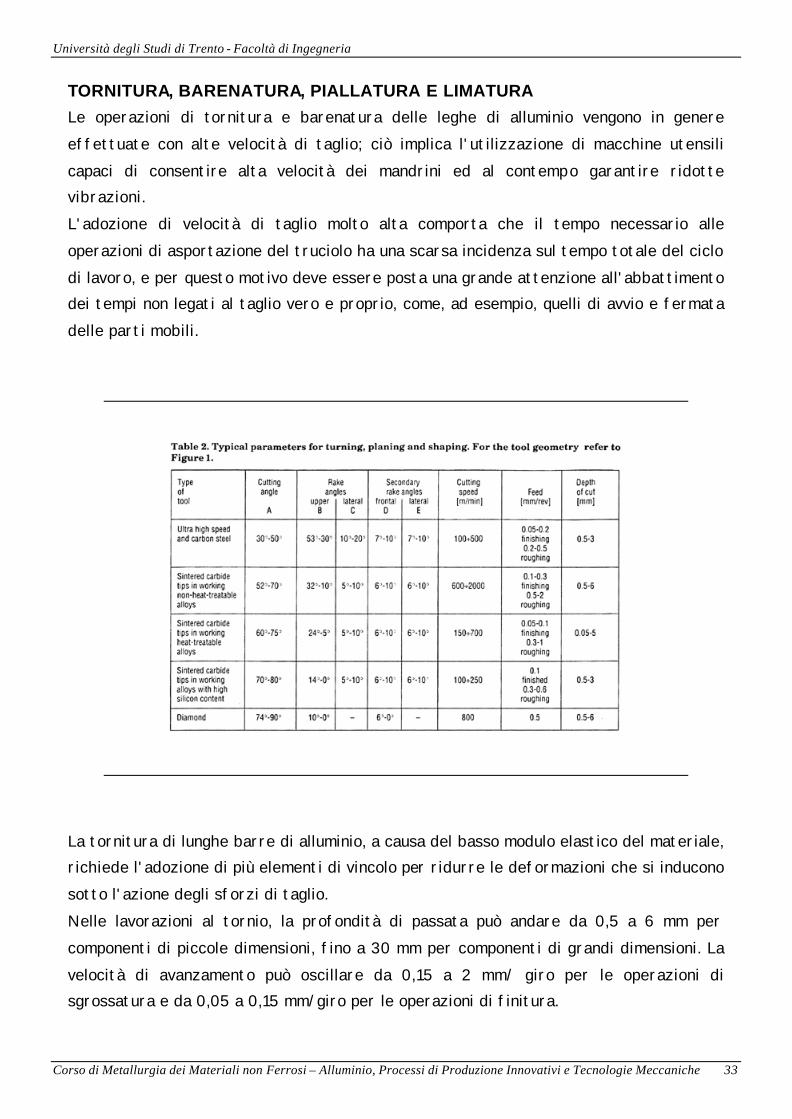
TORNITURA, BARENATURA, PIALLATURA E LIMATURA
Le operazioni di tornitura e barenatura delle leghe di alluminio vengono in genere effettuate con alte velocità di taglio; ciò implica l'utilizzazione di macchine utensili capaci di consentire alta velocità dei mandrini ed al contempo garantire ridotte vibrazioni. L'adozione di velocità di taglio molto alta comporta che il tempo necessario alle operazioni di asportazione del truciolo ha una scarsa incidenza sul tempo totale del ciclo di lavoro, e per questo motivo deve essere posta una grande attenzione all'abbattimento dei tempi non legati al taglio vero e proprio, come, ad esempio, quelli di avvio e fermata delle parti mobili.
La tornitura di lunghe barre di alluminio, a causa del basso modulo elastico del materiale, richiede l'adozione di più elementi di vincolo per ridurre le deformazioni che si inducono sotto l'azione degli sforzi di taglio. Nelle lavorazioni al tornio, la profondità di passata può andare da 0,5 a 6 mm per componenti di piccole dimensioni, fino a 30 mm per componenti di grandi dimensioni. La velocità di avanzamento può oscillare da 0,15 a 2 mm/ giro per le operazioni di sgrossatura e da 0,05 a 0,15 mm/giro per le operazioni di finitura.
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 34
Anche per le lavorazioni di spianatura alla piallatrice o alla limatrice è preferibile usare alta velocità, ma in questi casi è difficile trovare macchine utensili in grado di raggiungere i valori ottimali per le leghe di alluminio. Grandi angoli di spoglia superiori sono usati per le leghe più tenere, per facilitare la rottura del truciolo e prevenire la formazione di riporti metallici sullo spigolo di taglio dell'utensile. I fluidi da taglio generalmente usati nel caso di utensili a punta singola sono gli oli minerali, le emulsioni di olio e le soluzioni chimiche a base acquosa. Il fluido refrigerante deve essere utilizzato con abbondanza sia sulla punta dell'utensile che su tutto il pezzo per mantenerlo freddo.
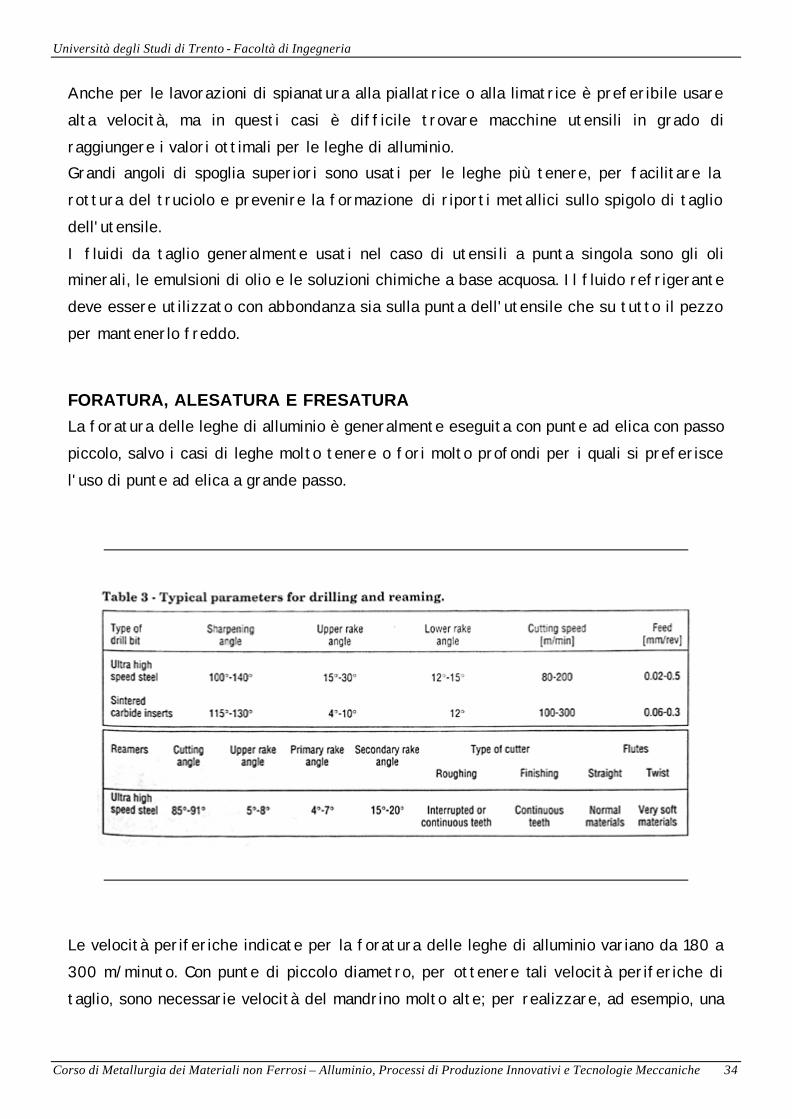
FORATURA, ALESATURA E FRESATURA
La foratura delle leghe di alluminio è generalmente eseguita con punte ad elica con passo piccolo, salvo i casi di leghe molto tenere o fori molto profondi per i quali si preferisce l'uso di punte ad elica a grande passo.
Le velocità periferiche indicate per la foratura delle leghe di alluminio variano da 180 a 300 m/minuto. Con punte di piccolo diametro, per ottenere tali velocità periferiche di taglio, sono necessarie velocità del mandrino molto alte; per realizzare, ad esempio, una
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 35
velocità periferica di 300 m/minuto con una punta da 3 mm, sono necessari mandrini che lavorino a circa 30000 giri/minuto. Leghe con buona lavorabilità possono essere forate con velocità di avanzamento che variano tra i valori massimi di 0,25 mm/giro per punte da 3 mm. di diametro, a 0,5 mm/giro per punte con diametro superiore a 7 mm. Passando alla alesatura delle leghe di alluminio, per questa lavorazione è indicato l'impiego di alesatori che lasciano facilmente defluire il truciolo. La velocità di avanzamento può variare da 0,2 a 0,5 mm/giro con velocità periferiche variabili tra 180 e 300 m/minuto. Sebbene i fori alesati siano in genere leggermente più grandi del diametro dell'alesatore, gli utensili per alesare l'alluminio sono più piccoli del diametro nominale del foro solamente di 0,01-0,025 mm, ciò per tener conto dell'elevata dilatazione termica delle leghe di alluminio.
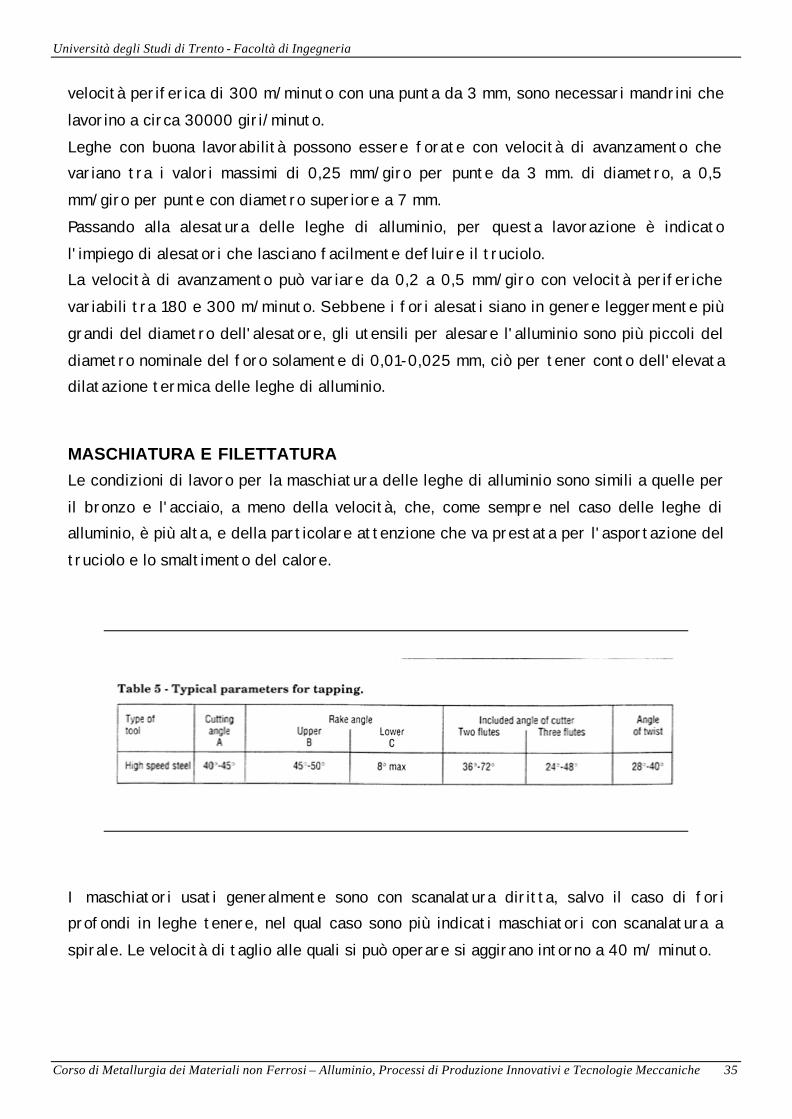
MASCHIATURA E FILETTATURA
Le condizioni di lavoro per la maschiatura delle leghe di alluminio sono simili a quelle per il bronzo e l'acciaio, a meno della velocità, che, come sempre nel caso delle leghe di alluminio, è più alta, e della particolare attenzione che va prestata per l'asportazione del truciolo e lo smaltimento del calore.
I maschiatori usati generalmente sono con scanalatura diritta, salvo il caso di fori profondi in leghe tenere, nel qual caso sono più indicati maschiatori con scanalatura a spirale. Le velocità di taglio alle quali si può operare si aggirano intorno a 40 m/ minuto.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 36
FRESATURA CHIMICA
Includiamo questa tecnica nell'ambito delle lavorazioni meccaniche, anche se con la fresatura chimica il metallo viene rimosso non per asportazione di truciolo, ma mediante attacchi chimici selettivi. Nel campo delle leghe di alluminio in genere si impiegano allo scopo delle soluzioni alcaline (idrato di sodio), operando a caldo con una velocità di rimozione di materiale di circa 0,02 mm/min. Utilizzando questa tecnica si possono ottenere buone tolleranze dimensionali (± 0,05 mm ed anche maggiori, con procedimenti ed impianti particolari), ed operare simultaneamente su più pezzi e su entrambe le facce. I problemi tecnici della fresatura chimica riguardano in particolari i raggi di raccordo e gli spigoli vivi. Un tipico ciclo di fresatura chimica prevede le seguenti fasi:
- pulitura del pezzo da lavorare e copertura, con opportune resine, delle restanti parti;
- asciugatura e polimerizzazione della resina; - immersione del pezzo nell'adatto bagno chimico in condizioni controllate di tempo
e di temperatura, per l'ottenimento della desiderata diminuzione di spessore del metallo.
L'immersione può essere interrotta in ogni momento, ad esempio per esporre in tempi diversi nuove superfici del pezzo dopo asportazione della resina. I principali vantaggi che si associano a questo procedimento di lavorazione dell'alluminio sono i seguenti:
- l'asportazione di metallo non comporta la presenza nel pezzo di tensioni residue; - è possibile realizzare forme anche molto complesse senza apprezzabili difficoltà; - è possibile operare anche su spessori molto sottili; - le dimensioni lavorabili sono condizionate unicamente dalle dimensioni della vasca
di attacco; - si ottengono gradi di finitura superficiale molto buoni.
Tra le limitazioni della finitura chimica, ricordiamo le seguenti: - la impossibilità di realizzare raccordi, per cui il fondo di un filetto si presenta a
spigolo vivo; - la scarsa convenienza economica per la esecuzione di forature profonde; - la necessità di operare con pezzi molto omogenei sotto l'aspetto metallurgico per
ottenere lavorazioni uniformi;
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 37
- la frequente presenza di macchie ed aloni quando i pezzi lavorati sono getti o elementi contenenti saldature;
- la difficoltà di mantenere tolleranze ristrette sulle misure laterali (è arduo ottenere valori migliori di ±0,8 mm);
trattandosi di una lavorazione di tipo chimico è necessario prevedere la soluzione di problemi di tipo ecologico-ambientale, in relazione alla sicurezza degli operatori ed alla eliminazione degli esausti.
TECNICHE DI GIUNZIONE DELL’ALLUMINIO
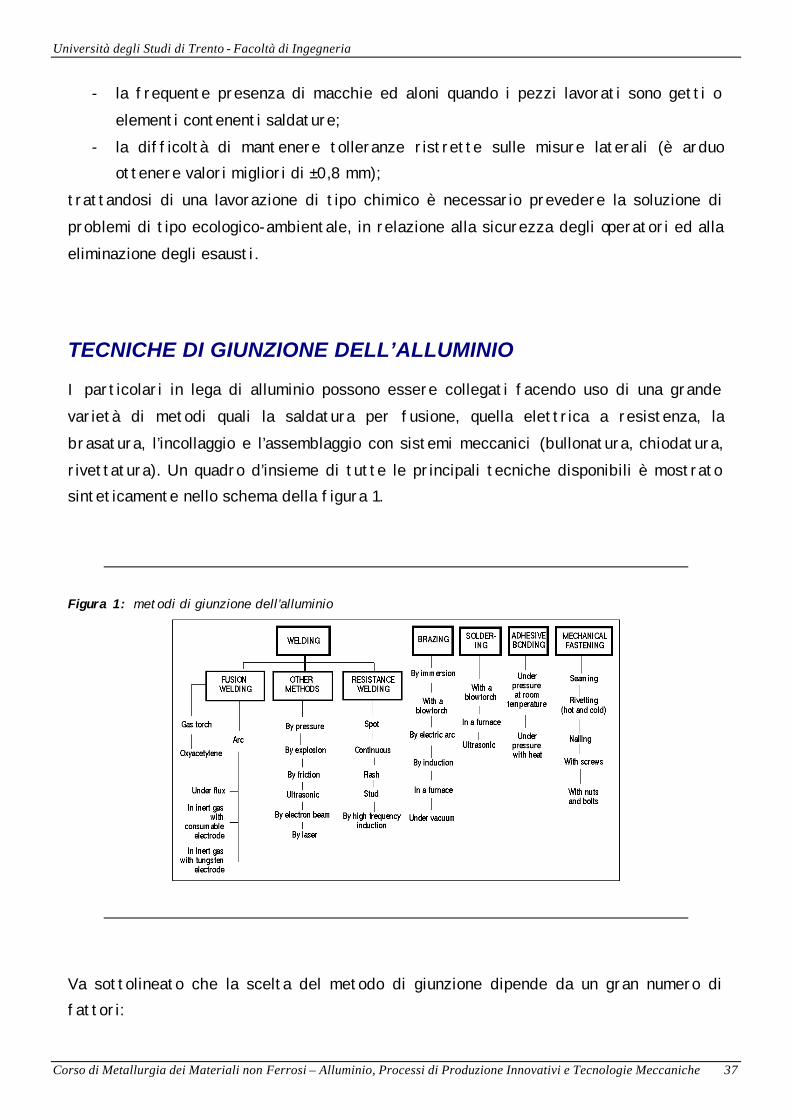
I particolari in lega di alluminio possono essere collegati facendo uso di una grande varietà di metodi quali la saldatura per fusione, quella elettrica a resistenza, la brasatura, l’incollaggio e l’assemblaggio con sistemi meccanici (bullonatura, chiodatura, rivettatura). Un quadro d’insieme di tutte le principali tecniche disponibili è mostrato sinteticamente nello schema della figura 1.
Figura 1: metodi di giunzione dell’alluminio
Va sottolineato che la scelta del metodo di giunzione dipende da un gran numero di fattori:
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 38
• configurazione del giunto; • qualità e sicurezza richiesta al giunto; • costi preventivati; • tipo di materiale. Di seguito sono riportate le caratteristiche tecnologiche dei principali procedimenti di giunzione delle leghe leggere, insieme ai criteri operativi specifici da seguire in sede di scelta tecnica.
LA SALDATURA
Fino a cinquant’anni fa l’alluminio e le sue leghe venivano considerati materiali non saldabili o comunque difficilmente saldabili, a causa delle particolari caratteristiche fisico chimiche dell’ossido di alluminio, l’allumina Al203, che, come noto, ricopre naturalmente la superficie del metallo. L’allumina, infatti, con un elevato punto di fusione (oltre 2.200 °C), una densità di volume superiore a quella dell’alluminio e un’elevata stabilità chimica, essendo attaccabile solo da basi forti come la soda e la potassa caustica, costituisce un ostacolo di non poco conto per l’esecuzione di saldature valide e affidabili. In effetti, mentre il metallo può raggiungere la fusione, la pellicola di ossido superficiale si trova ancora allo stato solido e ciò può determinare lo sfondamento o la mancata unione tra i due elementi da saldare, in quanto l’interfaccia di ossido non consente il contatto diretto, quindi la compenetrazione. Inoltre, può verificarsi il fatto che particelle di ossido restino inglobate nel metallo fuso e che, pertanto siano in grado di provocare un abbattimento delle caratteristiche complessive del giunto. Solo dopo la seconda guerra mondiale, grazie ad un perfezionamento delle tecniche e delle attrezzature di saldatura, si è riusciti a tenere sotto controllo il problema dell’ossido, per cui oggi le leghe di alluminio risultano normalmente saldabili. In particolare, tutte le leghe sono saldabili a resistenza e, salvo alcune composizioni delle serie 2000 e 7000 e qualche lega da fonderia, la maggior parte sono perfettamente saldabili ad arco sotto gas inerte Altre tecniche, come la saldatura ossiacetilenica, sono da ricordare più che altro come curiosità, mentre emergono e si consolidano per applicazioni sempre più diffuse procedure come la saldatura a fascio di elettroni (electron beam welding), la saldatura a frizione (friction welding), le tecniche laser.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 39
Figura 1: procedimento TIG e metodologia per l'unione di parti in lega di alluminio
Prima di entrare nel dettaglio delle singole tecniche è opportuno soffermare l’attenzione su alcuni punti base: • la saldatura può essere definita come il procedimento di giunzione di due parti
metalliche attraverso la coalescenza delle superfici nelle zone di contatto. Le saldature che si realizzano con la partecipazione attiva del metallo base vengono dette autogene e possono essenzialmente distinguersi in saldatura autogena per pressione e saldatura autogena per fusione, a seconda che sia prevista o meno una pressione tra le parti da unire;
• molti procedimenti di saldatura richiedono l’uso di materiale d’apporto, cioè di metallo che, utilizzato sotto forma di bacchette oppure fili, viene fuso insieme ai lembi del materiale da unire;
• il comportamento dell’alluminio si differenzia sostanzialmente da quello dell’acciaio, a causa delle diverse caratteristiche chimico-fisiche dei due metalli e in particolare per le peculiari caratteristiche dell’ossido di alluminio, come evidenziato in precedenza;
• le leghe di alluminio offrono una gamma molto ampia di caratteristiche chimico-fisico e meccaniche; è quindi naturale che sussistano tra le diverse composizioni sensibili differenziazioni anche a livello di saldabilità e, infatti molte leghe hanno un comportamento eccellente, mentre altre presentano sotto questo aspetto difficoltà
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 40
operative che, in taluni casi, ne sconsigliano l’impiego, quando siano previsti giunti saldati.
Le saldature ad arco I procedimenti di saldatura ad arco sfruttano il forte sviluppo di calore che si genera a seguito dell’urto tra le particelle cariche (elettroni e ioni positivi) che si muovono, accelerate da una congrua differenza di potenziale, verso gli elettrodi di segno opposto. Nella saldatura ad arco vi è da un lato un elettrodo e dall’altro il metallo base, che può essere di polarità positiva (e in tal caso l’arco viene detto in "polarità diretta") o di polarità negativa (e allora l’arco viene detto di “polarità inversa”). La temperatura raggiunta nell’arco si aggira attorno a valori di 5.000 °C. Il riscaldamento necessario per l’innesco dell’arco viene ottenuto per effetto Joule, provocando inizialmente un corto circuito accostando l’elettrodo al materiale base. La protezione del bagno di fusione dalla formazione di ossido può essere realizzata con l’impiego di elettrodi rivestiti o attraverso l’azione di gas inerti. Nel primo caso si parla di saldature con elettrodi rivestiti, nel secondo caso di saldature ad arco in atmosfera di gas inerte.
Procedimento con elettrodi rivestiti
La tecnica di saldatura con elettrodi rivestiti è un procedimento usato a livello artigianale per costruzioni di modesta importanza, senza particolari requisiti qualitativi, in quanto non è possibile eliminare la presenza nel giunto di inclusioni di pellicole di ossido, porosità e soffiature. Le scarse potenzialità del procedimento sono dovute alla difficoltà pratica di realIzzare rivestimenti che siano in grado di soddisfare contemporaneamente i seguenti punti: - produrre una scarica più leggera dell’alluminio; - reagire con l’ossido di alluminio formando composti leggeri; - fondere a una temperatura simile a quella dell’anima; - non assorbire umidità e non attaccare chimicamente l’anima; - non incidere in modo eccessivo sul costo degli elettrodi
Procedimento TIG (Tungsten Inert Gas Welding) (saldatura ad arco in atmosfera inerte con elettrodo di tungsteno)

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 41
Attualmente la denominazione americana, preferita per individuare questa procedura, è Gas Tungsten Arc Welding (GTAW). Tale metodo si presta ottimamente alla saldatura di elementi in leghe di alluminio con spessori da 0,5 mm a 10 mm e, grazie alla propria flessibilità, è adatto per le saldature dai contorni irregolari e, comunque, in tutti i casi in cui le esigenze di qualità sono molto elevate. La procedura TIG viene anche usata in fonderia per le riparazioni dei getti e per le applicazioni di precisione in genere. La figura 2 mostra lo schema di principio della tecnica.
Figura 2: schematizzazione delle attrezzature per saldature TIG di leghe di alluminio
L’impianto comprende tre circuiti: - uno elettrico, che va dal trasformatore della saldatrice al pezzo tramite torcia e
arco; - uno dell’acqua di raffreddamento della torcia (serve a contrastare il riscaldamento
nell’elettrodo di tungsteno); - uno del gas protettivo, che va dalla bombola alla zona dell’ arco. Esiste anche, incorporata nella saldatrice, un’unità di accensione e stabilizzazione dell’arco. Il processo TIG prevede comunque l’impiego di corrente alternata fra pezzo ed elettrodo con sovrapposizione di alta frequenza; in tali condizioni la corrente di saldatura passa con simmetria legata all’alternanza della polarità: la semionda di polarità
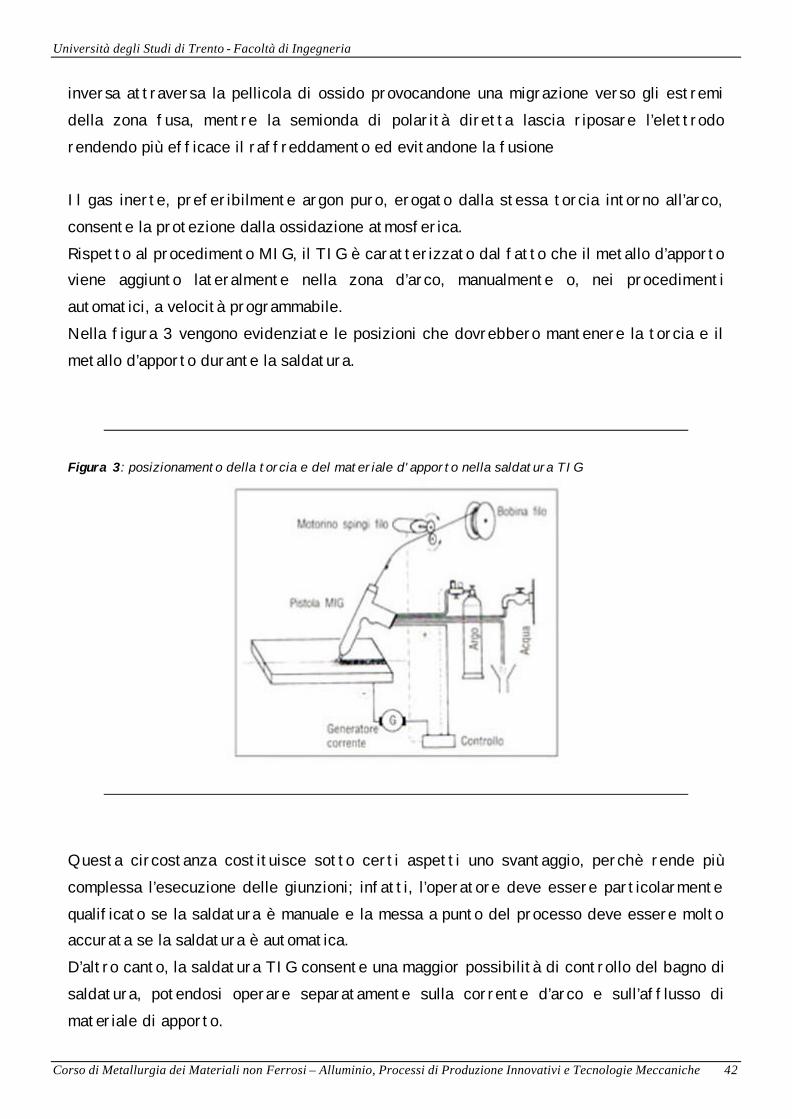
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 42
inversa attraversa la pellicola di ossido provocandone una migrazione verso gli estremi della zona fusa, mentre la semionda di polarità diretta lascia riposare l’elettrodo rendendo più efficace il raffreddamento ed evitandone la fusione Il gas inerte, preferibilmente argon puro, erogato dalla stessa torcia intorno all’arco, consente la protezione dalla ossidazione atmosferica. Rispetto al procedimento MIG, il TIG è caratterizzato dal fatto che il metallo d’apporto viene aggiunto lateralmente nella zona d’arco, manualmente o, nei procedimenti automatici, a velocità programmabile. Nella figura 3 vengono evidenziate le posizioni che dovrebbero mantenere la torcia e il metallo d’apporto durante la saldatura.
Figura 3: posizionamento della torcia e del materiale d'apporto nella saldatura TIG
Questa circostanza costituisce sotto certi aspetti uno svantaggio, perchè rende più complessa l’esecuzione delle giunzioni; infatti, l’operatore deve essere particolarmente qualificato se la saldatura è manuale e la messa a punto del processo deve essere molto accurata se la saldatura è automatica. D’altro canto, la saldatura TIG consente una maggior possibilità di controllo del bagno di saldatura, potendosi operare separatamente sulla corrente d’arco e sull’afflusso di materiale di apporto.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 43
Nel saldare spessori di lega di alluminio superiorì ai 10 mm è necessario preriscaldare le parti intorno ai 200 °C. Procedimento MIG (Metal Inert Gas Welding) significa saldatura ad arco sotto gas inerte con elettrodo di metallo Il termine attualmente preferito per individuare questo procedimento di saldatura è Gas Metal Are Welding (GAUW). Il procedimento MIG è più semplice, più pratico e più veloce rispetto a quello TIG, e per questo motivo viene preferito in tutti i casi in cui produttività e semplicità esecutiva sono importanti: carpenteria, grandi strutture, serbatoi, carrozze ferroviarie, costruzioni nautiche, impianti chimici, etc. La figura 4, mostra lo schema dell’apparecchiatura di saldatura MIG, per la quale valgono molte delle osservazioni fatte a proposito della tecnica TIG.
Figura 4: schema di un impianto per la saldatura MIG delle leghe di alluminio
Una differenza riguarda, ovviamente, la presenza dell’unità di alimentazione del materiale d’apporto, sistema costituito da due rulli che spingono il filo all’interno della torcia fino ad avviarlo alla zona d’arco, ove viene fuso dallo stesso e depositato (figura 5). Per operare in condizioni ottimali è necessario un sistema di regolazione con alta velocità di risposta, comunque tale da mantenere costante la lunghezza dell’arco entro ±1 mm, con velocità del filo che variano da 10 a 20 m/min

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 44
In tali condizioni le attrezzature messe a punto prevedono l’alimentazione del motorino che aziona i rulli di trascinamento del filo con la tensione di rete; la saldatrice presenta quindi una caratteristica a tensione costante o leggermente calante, in modo da rispondere con notevoli variazioni di corrente a variazioni dell’arco.
Figura 5: posizione della torcia nella saldatura MIG
Le variazioni di velocità di alimentazione del filo sono comandate dalle variazioni di corrente dell’arco e in questo modo l’alimentazione del materiale d’apporto viene regolata automaticamente, senza che l’operatore debba preoccuparsene. Il procedimento MIG ha numerose varianti che si distinguono in relazione alle modalità di trasferimento del metallo di apporto verso il bagno. A parità di tensione dell’arco (ad esempio, 25-35 Volt per archi lunghi), per correnti basse si ha la formazione di grosse gocce con frequenza di circa dieci al secondo, mentre con correnti alte superiori a un valore detto di transizione si ha la formazione di gocce minute, con frequenza di formazione superiore a cento al secondo. La prima modalità, detta "globulare" o "drop arc", si presenta con arco turbolento, scarsa penetrazione e forti spruzzi; la seconda modalità, detta a "trasferimento polverizzato" o “spray arc", si presenta con arco tranquillo, profonda penetrazione senza spruzzi e buona estetica, e può essere utilizzata per saldature in piano non per spessori sottili.
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 45
Un altro metodo prevede di operare a tensioni più basse, ad esempio a 16-25 V, e si basa sulla diminuzione a tal punto della lunghezza dell’arco per cui si crea un ponte liquido continuo tra il bagno di fusione e l’estremità del filo. In simili condizioni la corrente tende al valore di corto-circuito e il ponte liquido viene interrotto per strizione della goccia. Tale modalità di trasferimento del metallo di apporto si deve ripetere con una frequenza di almeno 100 cortocircuiti al secondo; il metodo viene denominato "per corto circuito" o "short-arc", ed è molto indicato per la saldatura di spessori ridotti (fino a 1 mm). Infine, occorre ricordare il metodo ad "arco pulsante" o "pulsed are welding", che consiste nell’alimentare l’arco con una corrente continua di fondo (polarità inversa) e con una sovrapposizione di corrente pulsata tale da produrre periodicamente le condizioni spray-arc. Si tratta di una tecnica molto versatile, in quanto consente di ridurre la potenza del metodo classico spray-arc, permettendo quindi di estenderne l’utilizzo ai bassi spessori e ai lavori in posizione. Con il procedimento MIG la necessità di preriscaldare le parti da saldare si manifesta solo quando si opera su spessori superiori ai 15 mm. Il gas inerte più frequentemente usato è, anche con questa tecnica, l’argon
Saldabilità ad arco delle leghe di alluminio
Sono considerati normalmente saldabili tutti i semilavorati plastici - laminati, estrusi, fucinati - in alluminio commerciale (serie 1000) e nelle leghe Al-Mn (serie 3000), Al-Mg (serie 5000), Al-Mg-Si (serie 6000) e in quelle della serie 7000 Al-Zn-Mg, senza rame. Sono considerati pure saldabili normalmente i getti di alluminio a purezza commerciale e quelli in leghe Al-Si; condizione indispensabile per la buona riuscita delle saldature dei getti, al di là della composizione chimica degli stessi, è che questi siano esenti da difetti di fonderia (in particolare, da porosità diffusa). Con tecniche particolari si possono saldare anche semilavorati della serie 2000 e getti di leghe Al-Cu e AI-Si-Cu. Teoricamente, l’optimum di un giunto saldato sarebbe il raggiungimento nella zona della giunzione di tutte le proprietà fondamentali del materiale base: resistenza meccanica, tenacità, resistenza alla corrosione, resistenza alla fatica, aspetto dopo anodizzazione.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 46
Poichè nessuna lega offre contemporaneamente il massimo di tutte queste caratteristiche, è logica conseguenza operare una scelta in base a un soddisfacente compromesso tra le diverse proprietà. Saldatura ossiacetilenica Come si è già avuto modo di ricordare, si tratta di una tecnica ormai in disuso nella saldatura dell’alluminio; il ricorso alla saldatura ossiacetilenica può essere ancora giustificato solo quando non vi sia la disponibilità di attrezzature TIG o MIG. Il processo ossiacetilenico è più lento della saldatura ad arco elettrico e può causare un eccessivo surriscaldo e distorsioni del pezzo. Durante la saldatura con fiamma ossiacetilenica è necessario usare dei flussi disossidanti in pasta o polvere a base di cloruri o fluoruri di litio, sodio o potassio. Il flusso, preventivamente posto sui lembi da saldare e sulla bacchetta di metallo di apporto, reagisce chimicamente con l’allumina trasformandola in sali leggeri che rimangono sulla superficie del bagno fuso. La scoria deve essere accuratamente eliminata al termine della saldatura perché può compromettere la resistenza a corrosione del giunto Saldatura a fascio di elettroni Questo tipo di saldatura viene effettuato operando con un fascio concentrato di elettroni ad alta velocità prodotti da un filamento incandescente, accelerati e focalizzati da campi magnetici. Il cannone elettronico lavora sotto alto vuoto, mentre la zona di lavoro può essere anche a basso vuoto o addirittura in aria. Le saldature ottenute con questa tecnica, analogamente a quelle ottenute con altri sistemi ad alta concentrazione di energia (ad esempio il laser), hanno un effetto ridottissimo o addirittura inesistente, sulla struttura del metallo base adiacente, quindi si caratterizzano per la quasi totale assenza di zone termicamente alterate, grazie all’elevata velocità di esecuzione. L’efficienza del giunto così ottenuto è molto elevata anche senza trattamenti termici dopo saldatura; a volte per il recupero ottimale di caratteristiche è sufficiente un semplice invecchiamento artificiale, che non presenta in genere problemi tecnici oppure di costi.
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 47
Saldatura per resistenza In questa metodologia il calore per eseguire la saldatura si ottiene facendo passare una elevata corrente elettrica tra i due pezzi da unire, i quali si surriscaldano nel punti di contatto, mentre in contemporanea viene applicata una forte pressione per forzare assieme i punti riscaldati. Nell’ambito di questa tecnica si possono distinguere tre metodi: - saldatura per punti; - saldatura continua; - saldatura di testa. La saldatura per punti ha un effetto analogo alla chiodatura, ed è un metodo ampiamente utilizzato nell’assemblaggio di parti in alluminio fino a 5 mi llimetri di spessore. Se la giunzione è ben eseguita, quando il punto è sollecitato a strappamento deve cedere una zona esterna alla saldatura, senza che si verifichi il distacco delle parti nei punti saldati Saldatura per induzione ad alta potenza Questo procedimento trova un largo impiego nella produzione dei cosiddetti "profili elettrosaldati". Una gran varietà di tubi dagli impieghi più diversi (dalle antenne televisive alle condotte per irrigazione) sono realizzati con tale tecnica, che prevede la formatura tramite rullatura di nastri laminati. Dopo il penultimo passo di rullatura il profilo passa all’interno di una bobina a induzione che riscalda la linea longitudinale di congiunzione fino a temperature prossime a quelle di fusione, mentre un’ultima azione di rullatura comprime i lembi del tubo fino ad una loro completa saldatura. Tale tecnica permette una elevata produttività (fino a oltre 2,5 m/s) e consente in molti casi di ottenere un’efficienza del giunto superiore all’85%. Saldatura per frizione La saldatura per frizione è un procedimento di frequente utilizzo per ottenere giunti di testa sia tra leghe di alluminio sia tra queste e altri metalli. Se, ad esempio, la lega 6061 viene saldata per fusione all’acciaio inossidabile AISI 304, è inevitabile la formazione di un composto intermetallico fragile, ma se i due materiali sono saldati per frizione si ottiene un giunto soddisfacente per molte applicazioni, dagli impianti criogenici agli scambiatori di calore.
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 48
La tecnica prevede di pressare l’uno contro l’altro i due particolari da unire, uno dei quali resta fermo mentre l’altro viene messo in rapida rotazione; il calore generato dall’attrito tra le due superfici a contatto e la pressione esercitata producono una vera e propria saldatura allo stato solido
BRASATURA
Tra i metodi di giunzione dei materiali metallici la brasatura ha subito in questi ultimi anni un sensibile sviluppo, segnatamente nel campo delle produzioni in larga serie. Si definisce “brasatura” una giunzione eterogenea, ottenuta cioè utilizzando come metallo d’apporto un materiale differente dal metallo base, a basso punto di fusione (inferiore a 430 °C); in questo modo il metallo base non viene interessato da fenomeni di fusione In effetti, la temperatura di lavoro è un parametro fondamentale per differenziare la brasatura dalle altre tecniche di giunzione. La brasatura differisce cioé dalla "saldobrasatura" proprio perché la temperatura di fusione del metallo d’apporto è più ridotta e perché la composizione del brasante non è a base di alluminio. La brasatura e la saldobrasatura differiscono dalla saldatura perché quest’ultima, in genere è interessata da evidenti fenomeni di fusione nel metallo base. La giunzione si ottiene portando allo stato liquido, con opportuni metodi di riscaldamento, il metallo d’apporto (denominato «brasante») che va ad interporsi, per fenomeni di capillarità, fra le superfici dei pezzi e, solidificando, li congiunge. La brasatura richiede la presenza di un composto chimico, chiamato “flusso” che migliora le caratteristiche di bagnabilità, proteggendo il bagno fuso e svolgendo un’azione disossidante delle superfici da giuntare dove, anche dopo pulitura, si ha comunque la riformazione di pellicole d’ossido il cui spessore aumenta sensibilmente per permanenze ad alta temperatura in presenza di aria. Spesso, però, questi flussi possono comportare problemi di corrosione se mantenuti a lungo sul pezzo, e devono quindi essere accuratamente rimossi dopo brasatura. Un’azione protettiva può essere utilmente ottenuta in taluni casi da un’atmosfera di gas inerte, da un’immersione dei pezzi in un bagno di sali fusi o dall’utilizzo di forni sotto vuoto, così da ridurre oppure eliminare la necessità di utilizzo dei flussi. Nella brasatura si hanno quattro elementi principali: pezzi da congiungere, lega brasante, flusso, sorgente di calore per portare il materiale alla temperatura richiesta.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 49
Le leghe brasanti adatte alla giunzione delle leghe leggere sono generalmente divise in tre gruppi, in funzione della temperatura di fusione. Le numerose applicazioni della brasatura nel campo delle leghe leggere sono giustificate da una serie di vantaggiose caratteristiche peculiari del metodo. La brasatura, infatti: - è applicabile per assemblare pezzi di morfologia e sezione anche complesse e con
variazioni notevoli di spessore; - è proficuamente adottabile in linee automatiche per produzioni di larga serie; - ha ridottissimi rischi di distorsioni dei pezzi ed ha costi di finitura poco elevati; - consente di effettuare giunzioni valide fra leghe di alluminio ed altri metalli e loro
leghe Procedimenti pratici di brasatura Le temperature di fusione relativamente elevate dei materiali brasanti a base di zinco e stagno, di impiego più comune per la giunzione dell’alluminio, richiedono una adeguata sorgente di calore, data anche l’elevata conduttività termica delle leghe leggere. Il riscaldamento dovrà essere uniforme, nell’intervallo di temperature previste per le varie leghe. A seconda del metodo di riscaldamento adottato, si distinguono i seguenti tipi di brasatura: - brasatura al cannello e alla fiamma; - brasatura all’ arco; - brasatura ad induzione; - brasatura a resistenza; - brasatura ad immersione (in bagno brasante); - brasatura in forno ad aria; - brasatura in forno sotto vuoto. Attitudine alla brasatura delle leghe leggere L’ottenimento di giunzioni efficienti mediante brasatura su pezzi di lega leggera è condizionato dalla composizione chimica del materiale base e dal tipo di brasante utilizzato. Oltre all’alluminio di purezza commerciale della serie 1000, sono dotate di ottima brasabilità le leghe Al-Mn tipo 3003 e 3004; leggermente meno valide risultano le giunzioni su leghe Al-Mg-Si come la 6061 e la 6060, e le leghe Al-Mg contenenti tenori ridotti di Mg come la 5005. Per tenori di magnesio superiori a 2,5%, come le leghe 5052,

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 50
5083, 5086 e 5154, l’efficienza delle giunzioni risulta decisamente più scarsa e spesso insufficiente. Infine, per le leghe a più elevata resistenza Al-Zn-Mg-Cu e Al-Cu-Mg - come la 7075, la 7020 e la 2024 - la brasatura non è consigliabile. In generale, possiamo sottolineare che la brasatura è adottabile con le leghe leggere che non contengono più dell’1% di Mg o il 5% di Si; le leghe che contengono tenori maggiori di questi alliganti presentano una scarsa bagnabilità da parte del flusso, mentre in quelle ad alta resistenza, contenenti Cu e Zn, possono verificarsi pericolosi fenomeni di penetrazione intergranulare dello Zn, con possibile formazione di cricche. Le giunzioni con caratteristiche meccaniche più elevate si ottengono, ovviamente, utilizzando brasanti a più alto punto di fusione; occorre però considerare che la permanenza a temperature elevate (intorno ai 400 °C) per la durata del processo di brasatura, produce nel materiale base fenomeni di addolcimento che possono abbassare le caratteristiche meccaniche dello stesso In linea generale, le leghe da lavorazione plastica sono più facilmente brasabili rispetto alle leghe da fonderia; infatti, queste ultime hanno di norma composizioni complesse, con elevati teriori di Si, Cu e Mg. Inoltre i getti sono di solito caratterizzati da superfici irregolari, con porosità, quindi difficili da pulire e da liberare dai flussi, oltreché da irregolarità geometriche e dimensionali dei profili, che implicano evidenti difficoltà nella normalizzazione delle distanze fra i singoli pezzi da brasare, quindi possibili problemi sulla uniformità del ciclo. Un altro fattore importante che influenza la brasatura è rappresentato dalle tensioni residue provenienti dalla tempra o dalla lavorazione a freddo; le tensioni residue favoriscono la penetrazione intergranulare del brasante con la formazione di zone molto fragili e quindi di cricche. Questo fenomeno, come accennato, è particolarmente sensibile quando si utilizza lo zinco come brasante. Per limitare l’effetto delle tensioni interne può essere conveniente eseguire un adeguato trattamento termico di distensione.
INCOLLAGGIO
La tecnica dell’incollaggio di componenti in leghe leggere si è dimostrata, specie negli ultimi anni, in grado di affiancare, e in alcuni casi di sostituire completamente, altre

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 51
metodologie di assemblaggio più convenzionali quali le giunzioni realizzate attraverso i collegamenti meccanici. Il fatto che la tecnica dell’incollaggio non sia ancora molto diffusa non deve sorprendere; si tratta, infatti, di procedimenti di introduzione molto recente, ancora in fase di sviluppo, ed è sufficiente al riguardo ricordare che solo fino a circa cinquant’anni fa gli unici adesivi usati erano quelli naturali di origine animale o vegetale. Solo dopo la seconda guerra mondiale si è visto un deciso sviluppo delle resine sintetiche quali quelle epossidiche e fenoliche, specie per le applicazioni non strutturali o semistrutturali che si riscontrano nel comparto automobilistico, dell’industria calzaturiera e dell’imballaggio. E’ indubbio che in termini di prospettive future l’applicazione delle tecniche di incollaggio può aprire la strada a soluzioni ingegneristiche di notevole contenuto innovativo; a tal riguardo si ricorda la possibilità di assemblare lamiere sottili, fino a film metallici di 0,05 mm, riuscendo così a produrre strutture leggerissime, ma al contempo dotate di notevole capacità resistenziale, come le strutture sandwich a nido d’ape. Per comprendere meglio le enormi possibilità offerte dalla diffusione dell’uso degli adesivi per assemblare parti in lega di alluminio, è opportuno sottolineare quali possono essere i vantaggi di questa tecnica: - la possibilità di unire materiali diversi sia per le loro caratteristiche chimiche che
fisiche; - una uniforme distribuzione delle tensioni grazie alla possibilità che esse hanno di
ripartirsi su tutta l’area incollata; - la caratteristica degli incollaggi di un comportamento generalmente poco rigido, che
permette di attenuare punte di sollecitazione, ridistribuendo il carico e migliorando, in definitiva, le caratteristiche di resistenza meccanica statica ed a fatica e di smorzamento delle vibrazioni;
- buone caratteristiche sigillanti e di isolamento elettrico, termico ed acustico; nel caso di strutture richiedenti una continuità elettrica tra le parti, si possono utilizzare adesivi miscelati con polveri metalliche;
- al confronto con la saldatura per fusione, l’incollaggio comporta l’eliminazione dei rischi di deformazioni e/o di surriscaldi eccessivi del materiale base, con una estrema facilità nell’unire parti con forte differenza di spessore.
Vi è, inoltre, la possibilità di abbinare il processo di indurimento a caldo di certi adesivi con il completamento del ciclo termico di invecchiamento di leghe da trattamento termico e/o con la cottura della vernice in forno; la possibilità di eliminare irregolarità

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 52
superficiali dovute a collegamenti effettuati a mezzo di viti e rivetti; la possibilità infine di collegamenti altrimenti irrealizzabili, per la costruzione di particolari di forma complessa. Naturalmente l’incollaggio presenta anche dei limiti, pur se occorre ricordare che la attiva ricerca che si sta svolgendo in questi anni, promette di poter risolvere molti dei seguenti problemi: - la necessità di particolari forme del giunto ,per evitare che si inneschino
fessurazioni; - limitata resistenza del giunto incollato in particolari situazioni di servizio,
specialmente alle alte temperature; - scarsa disponibilità di dati storici riguardo al comportamento nel tempo dei giunti
incollati, nelle diverse condizioni ambientali; - la tossicità di molti adesivi ad elevate temperature; - la ancora scarsa affidabilità dei metodi di controllo non distruttivo per verificare e
garantire la qualità dei giunti; - la tuttora carente standardizzazione sulle tecniche operative, circostanza questa
che rende molto dipendente da singole manualità la qualità delle varie giunzioni. Gli adesivi vengono generalmente classificati in tre gruppi principali a seconda del tipo di indurimento che li caratterizza: A. adesivi che induriscono per evaporazione del solvente, come le colle naturali, le
resine sintetiche, tipo le acriliche, le viniliche e le cellulosiche, i polimeri stirenici ed elastomerici a base di poliuretano;
B. adesivi termoplastici, che si liquefano a caldo e solidificano a freddo, come i poliammidi, i polieteri saturi ed i poliacrilati;
C. adesivi che induriscono per reazione chimica, generalmente applicati per impieghi strutturali, in quanto presentano alte caratteristiche resistenziali. Appartengono a questo gruppo gli adesivi a base di resine epossidiche, fenoliche, poliesteri ed altre suscettibili di policondensazione.
GIUNZIONI MECCANICHE
Le giunzioni meccaniche, e in modo particolare le chiodature, sono tra i più antichi e sperimentati sistemi utilizzati per l’assemblaggio di parti di alluminio. L’intera gamma dei collegamenti comprende quelli ottenuti con ribattini, rivetti, bulloni, viti, ecc. nonché le giunzioni eseguite per aggraffatura.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 53
Le principali ragioni del largo impiego di giunzioni meccaniche sono legate alla relativa semplicità di esecuzione, al basso costo delle attrezzature e, non ultimo, alla possibilità di unire leghe, da trattamento termico o fortemente incrudite, senza alterazioni microstrutturali nella zona di giunzione (come invece avviene per la saldatura). Un altro importante campo applicativo delle giunzioni meccaniche è quello relativo all’unione di parti in leghe eterogenee o materiali diversi. Nonostante la saldatura abbia sostituito la chiodatura in molte applicazioni, l’uso di rivetti e ribattini è ancora oggi ampiamente diffuso in diversi campi, come le strutture aeronautiche, piccole imbarcazioni, furgonature. Per incrementare le caratteristiche di resistenza e/o di tenuta dei giunti si può abbinare alle tecniche di aggancio meccanico l’uso di adatti adesivi. Chiodatura La chiodatura rappresenta uno dei più usati metodi di giunzione di forza tra elementi di strutture realizzate in leghe leggere ad alta resistenza. L’uso di chiodi di alluminio, pur esigendo una maggiore precisione rispetto alla chiodatura classica a caldo di acciai, necessita di una mano d’opera meno specializzata rispetto ad altri tipi di giunzioni. La maggior cura richiesta rispetto alla lavorazione degli acciai è dovuta al fatto che la ribattitura dei chiodi di alluminio viene eseguita a freddo e pertanto le lamiere, non essendo pressate l’una contro l’altra per effetto del ritiro, trasmettono il carico facendo lavorare a taglio il gambo dei chiodi e a carichi radiali i bordi dei fori delle lamiere. Ciò spiega quanto sia necessaria una accurata precisione dell’accoppiamento per una opportuna trasmissione delle sollecitazioni. La pratica più corretta consiste nell’operare con punte a elica (mai con punzonatura), realizzando fori di diametro inferiore a quello dei chiodi, previa una precisa tracciatura dei pezzi. Dopo accoppiamento dei pezzi da collegare, fissando provvisoriamente i fori corrispondenti (imbastitura), questi vengono ripresi progressivamente con un alesatore e portati al diametro finito, con i bordi dei fori leggermente svasati. Per rendere più facili le operazioni di imbastitura e di foratura delle lamiere sono disponibili diversi strumenti che consentono di effettuare lavorazioni molto perfezionate. L’operazione di ribattitura viene condotta a freddo fino a chiodi di circa 15-20 mm di diametro e può essere eseguita col martello a mano, col martello pneumatico o con la
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 54
pressa chiodatrice che, contrariamente ai precedenti metodi, lavora con pressione statica. Il martello per eseguire la chiodatura dell’alluminio è più pesante di quello usato per la chiodatura a caldo dell’acciaio, ciò a causa della maggiore spinta elastica che si ha deformando a freddo l’alluminio. Si ricorda che nel caso di chiodi in alluminio i colpi di ribattitura devono essere inferiori a quelli usati nel caso dell’acciaio al fine di evitare formazioni di cricche nelle teste dei chiodi di alluminio dovute all’infragilimento che l’incrudimento comporta. A chiodatura avvenuta, il gambo del chiodo deve occupare tutto lo spazio disponibile nei fori affinché si abbia una buona trasmissione del carico. E’ inoltre importante che il diametro del ribattino sia proporzionato allo spessore del materiale da chiodare; chiodi molto sottili possono presentare problemi pratici di ribattitura o inflessioni eccessive sotto sollecitazioni, in giunzioni multistrato, mentre diametri eccessivi possono causare imbozzature della lamiera attorno al foro durante l’operazione di chiodatura stessa. Nelle applicazioni ad alta resistenza, come ad esempio in aeronautica, vengono spesso usati ribattini di leghe Al-Cu tipo 2017 e 2024 capaci di raggiungere resistenze a taglio di oltre 300 N/mm2. Nel caso della 2024 i chiodi non possono essere ribaditi allo stato d’impiego ad elevata durezza T6, ma vanno utilizzati tempra allo stato T1; in questa condizione, come noto, le leghe da trattamento termico presentano una resistenza meccanica e una duttilità che si avvicina a quella tipica del materiale ricotto. Si tratta comunque di una situazione instabile in quanto molte leghe, e tra di esse appunto la 2024, acquisiscono durezza anche per semplice permanenza a temperatura ambiente con il progredire dell’invecchiamento naturale. Nel caso della lega 2024 la velocità di decomposizione della soluzione solida a temperatura ambiente è talmente veloce che la chiodatura deve essere eseguita entro poche ore dalla tempra. E’ peraltro possibile bloccare i fenomeni di precipitazione anche per lungo tempo, conservando in ambiente refrigerato a bassa temperatura i ribattini temprati e prelevando di volta in volta il quantitativo necessario. L’impiego dei ribattini a elevata resistenza meccanica è peraltro notevolmente semplificato con l’utilizzazione della lega 7050 della famiglia Al-Zn-Mg-Cu, un materiale che per specifiche proprietà metallurgiche e microstrutturali può essere ribadito nella condizione d’impiego senza pericolo di criccature. Oltre ai normali ribattini esistono in commercio altri tipi di chiodi per applicazioni speciali; tra i più diffusi ricordiamo i rivetti, utilizzati soprattutto dove sia accessibile per l’operatore solo un lato della giunzione
Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 55
Unione con bulloni Giunti smontabili, di forza, ad alta affidabilità, di semplice esecuzione e ispezione, possono essere ottenuti con l’uso sia di bulloni in leghe di alluminio ad alta resistenza che di bulloni d’acciaio. In genere, nelle strutture in lega leggera, l’acciaio è utilizzato per connessioni strutturali ad elevate prestazioni, mentre l’alluminio è preferito per unioni di media resistenza, richiedenti inoltre un buon comportamento agli effetti della corrosione. E’ importante tener presente che, qualora si ricorra all’impiego di bulloni in acciaio, è indispensabile che si tratti di acciai cadmiati o zincati e che siano previsti opportuni isolamenti dalle parti contigue di alluminio. Tali precauzioni sono tanto più importanti da seguire quanto più difficile è eliminare condizioni di esercizio con umidità stagnante, presenza di elettroliti attivi e/o atmosfere industriali inquinate; in questi casi, qualora si vogliano mantenere nel tempo caratteristiche di funzionalità e di aspetto estetico accettabili, la più sicura alternativa ai bulloni di alluminio è costituita dagli acciai inossidabili austenitici del tipo 18/8 Fori filettati per giunzioni smontabili Un problema peculiare delle giunzioni con fori filettati in particolari di alluminio si presenta negli utilizzi che prevedano frequenti smontaggi nel periodo di esercizio. Le filettature ottenute su alluminio e anche nelle sue leghe più dure presentano possibili fenomeni di grippaggio e usura durante l’assemblaggio e lo smontaggio, e ciò avviene con bulloni o viti sia in acciaio che in lega leggera. Tali fenomeni sono particolarmente evidenti per filetti a passo fine e sono esaltati dalla presenza di umidità, di residui di olii di qualità inadatta e di impurezze in genere. Il problema può essere in qualche misura attenuato procedendo all’ossidazione anodica di almeno uno degli organi della coppia di attrito (madrevite o vite se in lega d’alluminio) e/o dall’uso di un adatto lubrificante. Nelle condizioni più drastiche con vite o bullone in acciaio si ricorre a sistemi di filettatura riportata del tipo ad inserto o “Heli-Coil”. Altri sistemi di giunzione meccanica Tra i numerosi processi alternativi di giunzione meccanica ricordiamo l’aggraffatura, realizzata ripiegando opportunamente i bordi di oggetti ottenuti da lamiere sottili.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 56
Questo sistema è usato in diversi lavori di lattoneria e particolarmente per lo scatolame e per gli imballaggi metallici; tra l’altro, semplici interposizioni di guarnizioni elastiche possono risolvere anche molti problemi di chiusura ermetica. La tecnica si presta a una completa automazione, che in parecchi campi è in pratica una condizione indispensabile, a causa della dimensione dei lotti di produzione e dei requisiti di economicità.

Università degli Studi di Trento - Facoltà di Ingegneria
Corso di Metallurgia dei Materiali non Ferrosi – Alluminio, Processi di Produzione Innovativi e Tecnologie Meccaniche 57
Indice ALLUMINIO ............................................................................................................................................1
LE ORIGINI E LA STORIA ..............................................................................................................1 UTILIZZO...........................................................................................................................................3 CARATTERISTICHE ........................................................................................................................4 LEGHE.................................................................................................................................................7
LEGHE DA LAVORAZIONE PLASTICA....................................................................................7 LEGHE DELLA SERIE 6000 .........................................................................................................8
PROCESSI DI FUSIONE INNOVATIVI................................................................................................10 PRESSOFUSIONE............................................................................................................................10 SQUEEZE CASTING .......................................................................................................................11 PRESSOCOLATA SOTTO VUOTO ................................................................................................15
I VANTAGGI DIRETTI DELLA PRESSOCOLATA SOTTO VUOTO.....................................19 I VANTAGGI INDIRETTI DELLA PRESSOCOLATA SOTTO VUOTO ................................20 ASPETTI CRITICI ........................................................................................................................21
THIXOFORMING............................................................................................................................22 NUOVO METODO DI PRESSOCOLATA “Yamaha CF”.............................................................23 PROBLEMATICHE DELLA PRESSOFUSIONE.........................................................................25
TECNOLOGIE MECCANICHE ............................................................................................................28 LAVORAZIONI MECCANICHE ....................................................................................................28
FATTORI DI INFLUENZA E LEGHE ........................................................................................28 CARATTERISTICHE DI TAGLIO ..............................................................................................31 CARATTERISTICHE DEGLI UTENSILI ...................................................................................32 TORNITURA, BARENATURA, PIALLATURA E LIMATURA ..............................................33 FORATURA, ALESATURA E FRESATURA ............................................................................34 MASCHIATURA E FILETTATURA...........................................................................................35 FRESATURA CHIMICA.............................................................................................................36
TECNICHE DI GIUNZIONE DELL’ALLUMINIO ........................................................................37 LA SALDATURA .........................................................................................................................38 BRASATURA ...............................................................................................................................48 INCOLLAGGIO ............................................................................................................................50 GIUNZIONI MECCANICHE .......................................................................................................52