Alluminio e sue leghe - UniBG e sue leghe.pdf · • Zinco Effetto degli elementi leganti sul peso...
37
Alluminio e sue leghe
Transcript of Alluminio e sue leghe - UniBG e sue leghe.pdf · • Zinco Effetto degli elementi leganti sul peso...
Alluminio e sue leghe
Proprietà dell’alluminio puro• Basso peso specifico• Elevata conducibilità eletrica• Buona resistenza alla corrosione• Scarse caratteristiche meccaniche• L’alligazione dell’alluminio ne provoca una
diminuzione della conducibilità elettrica e della resistenza alla corrosione, ma aumenta le caratteristiche meccaniche
• Impieghi dell’alluminio puro: solo di tipo elettrico

Effetto degli alliganti sulla conducibilità elettrica dell’Al
Effetto della temperatura sulle caratteristiche meccaniche
dell’alluminio ricotto ed incrudito
Principali elementi leganti dell’alluminio
• Rame• Manganese • Magnesio• Nichel• Silicio• Zinco Effetto degli elementi leganti sul
peso specifico dell’alluminio

Rame
• Il rame forma con l’alluminio una lega con parziale solubilità allo stato solido che può dar luogo alla precipitazioni di seconde fasi coerenti o incoerenti (invecchiamento naturale o artificiale)
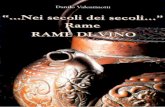
Effetto della concentrazione di rame sulle caratteristiche meccaniche dell’alluminio per
diversi trattamenti termici
R: campioni ricotti, t: campioni temprati e provati subito (entro 1h)t1: campioni temprati e lasciati invecchiare naturalmente (4-5 giorni)t2: campioni temprati lasciati invecchiare naturalmente e poi invecchiati artificialmente)
• In ogni condizione di trattamento termico il rame aumenta sia R che Rp, oltre il 6% tali valori rimangono costanti
• Con l’invecchiamento artificiale della lega con 6% di Cu si raggiungono valori di R ed Rp paragonabili ad un acciaio dolce (440 e 270MPa)
• L’aggiunta di Cu all’Al ne aumenta il peso specifico, ne riduce il coefficiente di dilatazione termica, la conducibilità termica ed elettrica, ne peggiora nettamente la resistenza alla corrosione
• L’invecchiamento artificiale diminuisce nettamente la resistenza alla corrosione

Manganese
• La solubilità del Mn nella fase α èdell’1.82% a 658°C e diminuisce al diminuire della temperatura
• Non precipita fasi intermedie per cui non dà luogo a leghe indurenti per precipitazione (a differenza del rame)
• Non peggiora di molto la resistenza alla corrosione
Magnesio • L’aggiunta di magnesio abbassa il peso specifico
dell’alluminio secondo la formula:Peso specifico lega= 2.70 – 0.014%Mg
• aumenta il coefficiente di dilatazione termica• Abbassa la conducibilità elettrica e termica della
lega• Le caratteristiche meccaniche dipendono dal
trattamento termico: per greggi di fusione si hanno R ed Rp minimi, i valori massimi di R ed Rp si ottengono per leghe con il 6-8% di Mg lavorate plasticamente e successivamente trattate termicamente
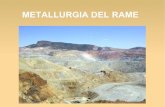
Caratteristiche meccaniche delle leghe Al-Mg dopo lavorazione plastica e trattamento termico
Silicio • L’effetto principale del silicio sulle leghe di Al è il
miglioramento nella fabbricazione dei getti• Migliora la fluidità • Diminuisce la contrazione di volume associata alla
solidificazione• Elimina la fragilità a caldo• Inoltre: abbassa il peso specifico, il coefficiente di
dilatazione termica, ma diminuisce la conducibilità termica
• La resistenza alla corrosione atmosferica è migliore rispetto a quella delle leghe Al-Cu, ma inferiore alle leghe Al-Mg
Nichel
• Aumenta le caratteristiche meccaniche, in particolare ad alta temperatura
• Non varia sensibilmente la conducibilità elettrica
• Diminuisce il coefficiente di dilatazione termica
• Peggiora la resistenza alla corrosione

Zinco
• È il più efficace tra gli elementi di lega nell’aumentare la resistenza meccanica
• Tuttavia le leghe Al-Zn hanno una pessima resistenza alla corrosione
Nomenclatura UNI delle leghe di alluminio
• Il raggruppamento delle leghe dell’alluminio viene fatto per tipo secondo l’elemento predominante (es. Al-Cu, Al-Si, Al-Mg, Al-Mn,…)
• Le sigle si formano facendo seguire ad un lettera che indica: – P: leghe da lavorazione plastica– G: leghe da fonderia primaria– SG: leghe da fonderia secondaria– GD: leghe da pressofusione
• Il simbolo dell’elemento (o una lettera convenzionale) e la percentuale media dell’elemento preponderante
• Es: P-Al Cu … o P-AC (lega alluminio/rame da deformazione plastica con … % di rame.
• Se la lega è unificata non occorrono altri simboli, se esiste possibilità di incertezza va indicato anche un altro simbolo
Sistema di designazione unificata delle leghe di alluminio
• L’alluminio e le sue leghe sono contraddistinti in base alla loro composizione chimica, con numeri di 4 cifre:
• 1 cifra: famiglia di appartenenza• 2 cifra: eventuali varianti alla composizione di
base• 3 e 4 cifra: contraddistinguono la composizione
di leghe originali
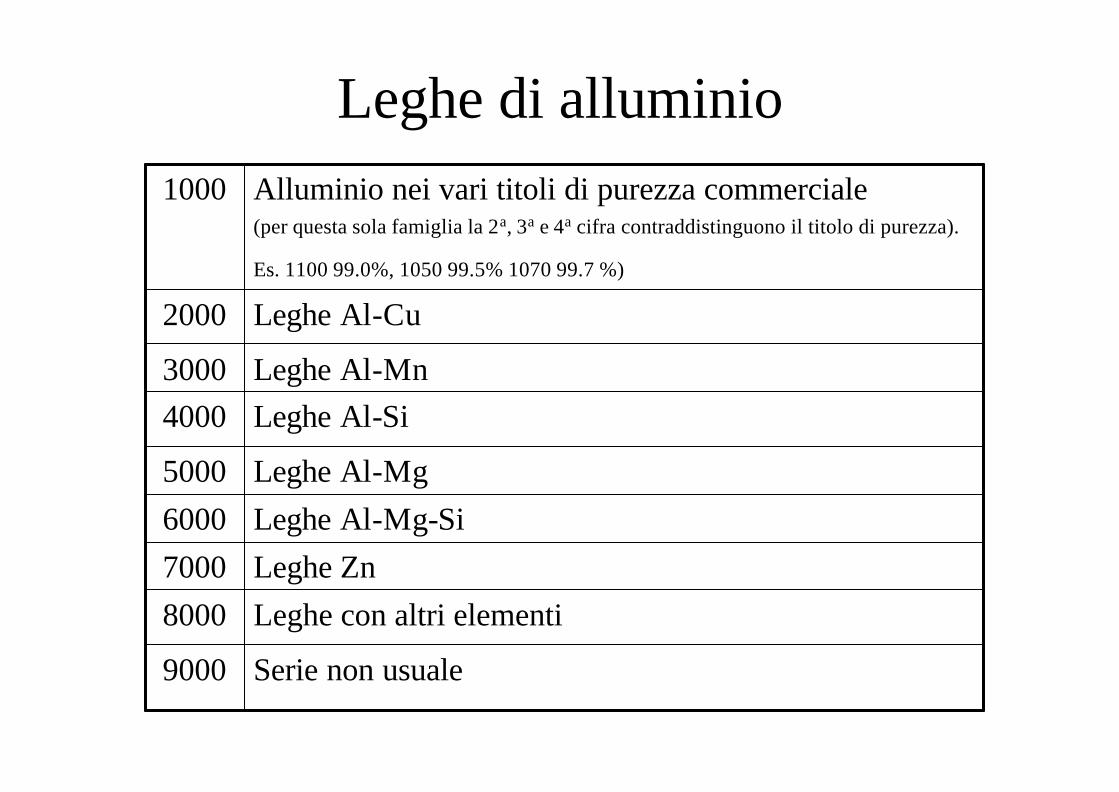
Leghe di alluminio
Serie non usuale9000
Leghe con altri elementi 8000Leghe Zn7000Leghe Al-Mg-Si6000Leghe Al-Mg5000
Leghe Al-Si4000 Leghe Al-Mn3000
Leghe Al-Cu2000
Alluminio nei vari titoli di purezza commerciale (per questa sola famiglia la 2a, 3a e 4a cifra contraddistinguono il titolo di purezza).
Es. 1100 99.0%, 1050 99.5% 1070 99.7 %)
1000
Stato di fornitura• Lo stato di fornitura segue, sia per le leghe da
deformazione plastica che per getti, la designazione chimica, separata da un trattino
• Consiste in una lettera indicante lo stato metallurgico, seguita (con la sola eccezione del materiale allo stato grezzo o ricotto) da una o più cifre
• F: grezzo di laminazione. Definisce il materiale uscente dal ciclo di produzione, le proprietà meccaniche non vengono garantite
• O: ricotto, cristallizzato. Definisce la qualità più dolce dei prodotti semilavorati
• H: Incrudito. Definisce i materiali le cui proprietà meccaniche sono state aumentate per deformazione plastica a freddo. È sempre seguita da due o più cifre– H1 leghe incrudite: la cifra successiva ad 1 indica il
grado di deformazione plastica a freddo• 9 extra-incrudimento• 8 massimo incrudimento• 6 tre quarti di incrudimento• 4 semi-incrudimento• 2 un quarto di incrudimento
– Spesso è aggiunta un’altra cifra per indicare il grado di controllo della lavorazione o per identificare una combinazione di altre proprietà
– H2 leghe incrudite e parzialmente ricotte. Si applica ai materiali di massimo incrudimento, portati poi al livello voluto di proprietà meccaniche con un trattamento termico di parziale ricristallizzazione. Il grado residuo di incrudimento è indicato con la stessa cifra da 1 a 9 vista prima
– H3 incrudite e stabilizzate. Si applica solo alle leghe Al-Mg deformate e successivamente riscaldate a bassa T per stabilizzare le proprietà. Il grado di incrudimento dopo la stabilizzazione è indicato con una o più cifre.
• W: temprato e invecchiato naturalmente. Si applica alle leghe che invecchiano a T ambiente, dopo tempra di solubilizzazione. Viene completata con il periodo di invecchiamento Es. 2024-W(1h)
• T: trattato termicamente. Si applica ai materiali trattati termicamente, incruditi o meno. È seguita da una cifra che va da 1 a 10 ed eventualmente da altre cifre riferite a variazioni introdotte nelle condizioni di trattamento
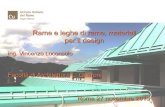
Riassunto delle sigle degli stati metallurgici delle leghe di alluminio
Leghe da fonderia
• Impiegate principalmente per:• Getti in sabbia• Getti in conchiglia• Getti pressofusi (5-140MPa)
Leghe da deformazione plastica• È possibile ottenere elevate resistenze meccaniche per
affinamento, omogeneizzazione del grano ed incrudimento per:– Laminazione– Forgiatura– Estrusione
• Stadi di preparazione dei semilavorati:– Colaggio del lingotto– Lavorazione plastica a caldo (seguita eventualmente da una a
freddo) del lingotto fino alla formatura del pezzo– Trattamento termico
Leghe non trattabili termicamente
• Queste leghe sono rinforzate solo per deformazione plastica a freddo:
• 1100• 3003, 3004• 4043, • 5005, 5052, 5056, 5083, 5056
Leghe trattabili termicamente
• Principali trattamenti termici:– Ricottura– Distensione– Solubilizzazione – Indurimento per precipitazione o
invecchiamento
Ricottura
• Viene eseguita per lo più sulle leghe incrudite
• Si riscalda a 350°C e si raffredda a T ambiente
• La struttura incrudita ricristallizza in nuovi grani privi di sforzi interni e si ottiene una struttura dolce e duttile

Distensione
• Raccomandata per i giunti saldati di grande sezione
• Riscaldamento a 230° per 4 h seguito da un raffreddamento in aria o in acqua
Principali leghe di alluminio
Lavorazioni meccaniche
• L’Al e le sue leghe sono caratterizzate da una favorevole attitudine alle lavorazioni meccaniche per asportazione di truciolo
• Hanno eccellente lavorabilità:– Leghe da deformazione plastica della serie 2xxx– Leghe da fonderia Al-si e Al-Si-Cu con Si< 10%
• Minore lavorabilità hanno:– Alluminio commerciale– Leghe da deformazione plastica della serie 3xxx e
5xxx
Saldatura delle leghe di alluminio
• L’alluminio e le sue leghe sono saldabili in diversa misura a seconda della composizione chimica e delle peculiarità fisico-meccaniche
• Problemi di saldatura:– Formazione di film di ossido Al2O3 con alto
punto di fusione – Ritiro durante la solidificazione (cricche
durante la saldatura)
Metodi di saldatura applicabili• Saldatura a resistenza:
– Tutte le leghe di Al ad eccezione di alcune 2xxx e 7xxx e di qualche lega da fonderia
• Saldatura ad arco sotto gas inerte:– Serie 1xxx (Al commerciale)– 3xxx (Al-Mn)– 5xxx (Al-Mg)– 6xxx (Al-Mg-Si)– 7xxx senza Cu (Al-Zn-Mg)
• Giunzione per brasatura:– Indicato per serie 1xxx e le leghe 3003 e 3004– Sconsigliato per le leghe ad elevata resistenza es. 7075 (Al-
Zn-Mg-Cu) e 2024 (Al-Cu-Mg)
Trattamenti superficiali/1
• Trattamenti di preparazione delle superfici: – Sgrassatura– Decapaggio– Lucidatura chimica – Lucidatura elettrolitica
• Trattamenti meccanici:– Pallinatura– Smerigliatura– Lucidatura– Barillatura– Sabbiatura– Spazzolatura

Trattamenti superficiali/2
• Trattamenti chimici ed elettrolitici:– passivazione chimica– Anodizzazione– Rivestimenti galvanici
• Trattamenti fisici:– Verniciatura– Metallizzazione a spruzzo– Metallizzazione sotto vuoto– Metallizzazione per immersione
Passivazione chimica
• Vi si ricorre quando l’ambiente non è eccessivamente aggressivo
• Ha costi bassi rispetto all’anodizzazione • Può essere usata come base per verniciature• Si esegue:
– Bagni alcalini (cromato o bicromato di K e bicarbonato di sodio) per impieghi elettronici
– Bagni acidi (a base di cromati) per impieghi aeronautici
Anodizzazione • Crescita elettrochimica del film di passività dell’Al• Si esegue in bagni di:
– Acido solforico– Acido cromico – Acido ossalico
• Permette di ottenere film spessi fino a 10 - 20 µm• Si impiega per resistere alla corrosione atmosferica
Verniciatura
• Si impone per:– Ambienti particolarmente aggressivi (acqua di
mare per gli scafi delle imbarcazioni)– Contenitori alimentari per alimenti con pH < 6– Per rapporti tra diametro e altezza del contenitore >
2/3
• Non presenta particolari difficoltà• Può essere preceduta da un trattamento
superficiale