AIAS 2014 - 437 METODOLOGIA DI PROGETTO PER … AIAS2014_Mele_Broussard_Fragassa... · aias –...
11
AIAS – ASSOCIAZIONE ITALIANA PER L’ANALISI DELLE SOLLECITAZIONI 43°CONVEGNO NAZIONALE, 9-12 SETTEMBRE 2014, ALMA MATER STUDIORUM – UNIVERSITÀ DI BOLOGNA AIAS 2014 - 437 METODOLOGIA DI PROGETTO PER L'INDUSTRIALIZZAZIONE DI IMBARCAZIONI IN LEGNO M. Mele a , I. Broussard a , C. Fragassa b , G. Lucisano c a Aurea Servizi Sas Piazzale G. Garibaldi 11, 61121 Pesaro (PU), e-mail: [email protected] b Alma Mater Studiorum Università di Bologna - Dipartimento di Ingegneria Industriale, Viale Risorgimento 2, 40136 Bologna (BO), e-mail: [email protected] c SCM Group - CSR Consorzio Studi e Ricerche Srl Via Emilia 77, 47921 Rimini (RN), e-mail: [email protected] Sommario Questo articolo si propone di descrivere e di mettere in pratica la metodologia per una procedura progettuale nuova, finalizzata allo sviluppo concettuale e costruttivo di componenti modulari, altamente parametrizzati e particolarmente adatti ad essere utilizzati, in modo efficiente e flessibile, per la costruzione di uno scafo in legno. In particolare tale metodologia intende rivolgersi alle diverse fasi del ciclo di sviluppo prodotto, proponendo cambiamenti ed innovazioni a vario livello: partendo dai disegni CAD di progetto, proseguendo verso le lavorazioni mediante centri di lavoro CNC a 5 assi e, infine, adottando la tecnica dello Strip Planking rastremato nella costruzione. Abstract The design method described in this document is based on the development of a new concept of highly parameterized elements, which are suitable to build a wooden hull with modular components, in order to improve efficiency and flexibility of manufacturing and assembly operations. In particular, this methodology aims to describe the product development cycle for the realization of a wooden boat, starting from CAD drawings of components, continuing with the processing by means of 5 axis CNC machining centers and, finally, describing the construction technique of Strip Planking. Parole chiave: carena, barca a vela, legno, strip planking, idrostatica, NURBS. 1. INTRODUZIONE Il progetto nasce dall'esigenza di intervenire per rilanciare il settore della nautica per imbarcazioni a vela in legno rivolgendosi ad una fascia più ampia di potenziali acquirenti, con l'abbattimento dei costi e dei tempi di produzione. Infatti, il settore delle imbarcazioni da diporto sta subendo, specialmente in Italia, una fortissima contrazione. Una delle ragioni è riconducibile ad una esigenza di innovazione nei processi produttivi, troppo costosi e non ancora legati alle moderne tecniche di progettazione. Il “materiale legno” è stato scelto non solo per le sue peculiarità estetiche e caratteristiche meccaniche, ma soprattutto per l'ecosostenibilità, elemento centrale nell'approccio moderno di innovazione tecnologica e centralità del mercato. Allo stesso tempo, le innovazioni di ordine procedurale sono in grado di apportare i maggiori benefici nella realizzazione di scafi in legno, che ancora si basa prevalentemente sulla manualità.
Transcript of AIAS 2014 - 437 METODOLOGIA DI PROGETTO PER … AIAS2014_Mele_Broussard_Fragassa... · aias –...

AIAS – ASSOCIAZIONE ITALIANA PER L’ANALISI DELLE SOLLECITAZIONI
43° CONVEGNO NAZIONALE, 9-12 SETTEMBRE 2014, ALMA MATER STUDIORUM – UNIVERSITÀ DI BOLOGNA
AIAS 2014 - 437
METODOLOGIA DI PROGETTO PER L'INDUSTRIALIZZAZIONE DI IMBARCAZIONI IN LEGNO
M. Melea, I. Broussarda, C. Fragassa b, G. Lucisano c
a Aurea Servizi Sas
Piazzale G. Garibaldi 11, 61121 Pesaro (PU), e-mail: [email protected] b Alma Mater Studiorum Università di Bologna - Dipartimento di Ingegneria Industriale,
Viale Risorgimento 2, 40136 Bologna (BO), e-mail: [email protected] c SCM Group - CSR Consorzio Studi e Ricerche Srl
Via Emilia 77, 47921 Rimini (RN), e-mail: [email protected]
Sommario
Questo articolo si propone di descrivere e di mettere in pratica la metodologia per una procedura progettuale nuova, finalizzata allo sviluppo concettuale e costruttivo di componenti modulari, altamente parametrizzati e particolarmente adatti ad essere utilizzati, in modo efficiente e flessibile, per la costruzione di uno scafo in legno. In particolare tale metodologia intende rivolgersi alle diverse fasi del ciclo di sviluppo prodotto, proponendo cambiamenti ed innovazioni a vario livello: partendo dai disegni CAD di progetto, proseguendo verso le lavorazioni mediante centri di lavoro CNC a 5 assi e, infine, adottando la tecnica dello Strip Planking rastremato nella costruzione. Abstract The design method described in this document is based on the development of a new concept of highly parameterized elements, which are suitable to build a wooden hull with modular components, in order to improve efficiency and flexibility of manufacturing and assembly operations. In particular, this methodology aims to describe the product development cycle for the realization of a wooden boat, starting from CAD drawings of components, continuing with the processing by means of 5 axis CNC machining centers and, finally, describing the construction technique of Strip Planking. Parole chiave: carena, barca a vela, legno, strip planking, idrostatica, NURBS. 1. INTRODUZIONE Il progetto nasce dall'esigenza di intervenire per rilanciare il settore della nautica per imbarcazioni a vela in legno rivolgendosi ad una fascia più ampia di potenziali acquirenti, con l'abbattimento dei costi e dei tempi di produzione. Infatti, il settore delle imbarcazioni da diporto sta subendo, specialmente in Italia, una fortissima contrazione. Una delle ragioni è riconducibile ad una esigenza di innovazione nei processi produttivi, troppo costosi e non ancora legati alle moderne tecniche di progettazione. Il “materiale legno” è stato scelto non solo per le sue peculiarità estetiche e caratteristiche meccaniche, ma soprattutto per l'ecosostenibilità, elemento centrale nell'approccio moderno di innovazione tecnologica e centralità del mercato. Allo stesso tempo, le innovazioni di ordine procedurale sono in grado di apportare i maggiori benefici nella realizzazione di scafi in legno, che ancora si basa prevalentemente sulla manualità.
43° CONVEGNO NAZIONALE – RIMINI, 9-12 SETTEMBRE 2014
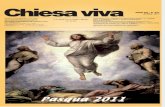
In termini generali, la progettazione e lo sviluppo di un'imbarcazione apprezzata dal mercato richiede la capacità di unire alte prestazioni, bassi costi e massima ecosostenibilità, sia per quanto riguarda il manufatto finale che per i processi utilizzati nella costruzione. Il rilancio del legno, quale materiale per la realizzazione di imbarcazioni, permette di garantire la massima ecosostenibilità del prodotto, grazie alla sua biocompatibilità ed alla sua completa riciclabilità a fine vita, problema invece ancora drammatico per i manufatti in composito. Anche per quanto riguarda le prestazioni, il legno presenta diversi vantaggi, soprattutto legati alle sue ottime proprietà meccaniche, quali resistenza, affidabilità, lavorabilità e gradevolezza estetica. Per un più corretto utilizzo della "risorsa legno", è necessario, tuttavia, cambiare la metodologia di progettazione e di produzione delle imbarcazioni, per conferire alla stessa la possibilità di competere, anche nella fase di industrializzazione, con materiali “poveri” come, ad esempio, la vetroresina. In questo articolo si descrive l’utilizzo integrato degli strumenti di progettazione assistita utilizzati per guidare la fabbricazione, mediante controllo numerico, di tutta la parte strutturale di una imbarcazione in legno. In particolare, si descrivono gli sforzi che sono stati necessari per arrivare ad una forte semplificazione e modularizzazione dei componenti, finalizzate a rendere competitive le fasi di taglio e di assemblaggio delle parti. Ci si è mossi dietro la logica di indirizzare la progettazione verso componenti da realizzare “in serie”, piuttosto che modellati “dall'arte paziente dei maestri d'ascia”. Ne risulta dettagliata una interessante esperienza di completa ingegnerizzazione e industrializzazione di uno scafo in legno, innovativo, flessibile ed ecosostenibile, adatto alla nautica moderna, e che pone, di fatto, le basi per la realizzazione di una "barca in legno in kit su misura" (Figura 1). Le fasi della ricerca possono essere suddivise in tre step: 1) fase progettuale: sviluppo di una metodologia concettuale e operativa per la progettazione CAD
3D di componenti (nello specifico, parti strutturali di imbarcazioni) altamente parametrizzati, che possano cioè essere modificati, per dimensioni e proporzioni, in modo veloce e flessibile.
2) fase di lavorazione: implementazione di tecniche di lavorazione innovative ed algoritmi di controllo dedicati per l’utilizzo delle macchine utensili a CNC nel taglio, modellazione e finitura di questi componenti in una logica di processo industriale (per esempio geometrie sviluppate su semilavorati 2D)
3) fase costruttiva: sviluppo di soluzioni di "carpenteria innovativa" che consentano la replicabilità delle procedure costruttive, limitando l’intervento umano per abbattere costi e tempi di produzione, pur mantenendo invariate proprietà prestazioni e qualità tecniche dello scafo finale.
Figura 1: immagine della modellazione mediante CAD 3D eseguita durante la fase progettuale.
Innovazione, flessibilità ed ecosostenibilità divengono in tal modo le caratteristiche di un prodotto indirizzato ad una più ampia fascia di acquirenti, grazie all'abbattimento dei costi mediante i processi di industrializzazione.

43° CONVEGNO NAZIONALE – RIMINI, 9-12 SETTEMBRE 2014
2. Il progetto dell'imbarcazione: il reverse engineering nella progettazione navale Tradizionalmente il disegno di una carena è ottenuto mediante il piano di costruzione navale, costituito da tre viste ottenute sezionando lo scafo con tre famiglie di piani paralleli a quelli principali, quali il piano orizzontale, il piano verticale e il piano trasversale. Si vengono pertanto ad individuare tre famiglie di curve per ciascun piano, denominate linee d'acqua, ordinate e longitudinali. Queste ultime servono per verificare il contemporaneo avviamento delle linee d'acqua e delle ordinate. Questo tipo di procedura, oltre a richiedere naturalmente esperienza da parte del progettista, necessita di tempi di elaborazione notevoli. Per un approfondimento, si vedano i riferimenti bibliografici [1] e [2]. La metodologia proposta è applicabile sia nel caso in cui si abbia un piano di costruzione derivante da calcoli idrostatici e idrodinamici, con relativa tavola degli offset, sia nel caso in cui si voglia riprodurre un'imbarcazione esistente, costruita in legno o in altro materiale, attraverso un rilievo laser scanner della geometria esterna. Il reverse engineering fornisce importanti vantaggi a livello di qualità, tempi e costi nei casi di rilievo di intere imbarcazioni o parti di esse. In particolare, nel settore nautico, date le prestazioni fornite, è diffuso nell'ambito della ricostruzione di modelli superficiali partendo dall'esistente, per poi rigenerare precisi disegni 3D su cui intervenire in fase di progetto. L'imbarcazione prescelta per l'implementazione della metodologia è una barca a vela di lunghezza fuori tutto pari circa a 10 metri; è ovviamente possibile costruire diversi modelli standard per imbarcazioni di diversa lunghezza predefinita e con un numero di piani predefiniti. Il risultato dell'acquisizione della geometria è una "nuvola di punti" (Figura 2) che viene poi filtrata del rumore, dovuto essenzialmente alla divergenza del raggio laser ed alla deviazione standard dello strumento. Successivamente si effettuano la triangolazione e la costruzione della mesh poligonale (Figura 3), correggendo le anomalie, per procedere infine con la modellazione 3D.
Figura 2: nuvola di punti acquisita mediante scansione laser.
Figura 3: immagine della mesh poligonale.

43° CONVEGNO NAZIONALE – RIMINI, 9-12 SETTEMBRE 2014
A questo punto, il modello 3D così ottenuto può essere suddiviso mediante i piani d'acqua (orizzontali) ed i piani delle ordinate (verticali), secondo la concezione tradizionale della progettazione. I punti di intersezione delle curve giacenti su tali piani, sono gli stessi che costituiscono la tavola degli offset (Figura 4).
Figura 4: punti di intersezione delle linee d'acqua e delle ordinate.
Grazie ai software CAD, si ha a disposizione un modello dello scafo su cui è possibile perfezionare il disegno della carena in accordo con le specifiche di progetto. I modellatori più evoluti inoltre, consentono all’utente un controllo immediato sulle caratteristiche geometriche delle curve (superfici) utilizzate nel disegno come, ad esempio, la curvatura delle linee dello scafo, che gioca un ruolo fondamentale sul comportamento idrodinamico dello stesso. 3. Analisi della curvatura. La maggior parte dei modellatori CAD, dedicati al disegno navale, adotta le NURBS (NonUniform Rational B-Splines) per la definizione di curve e superfici, che ben si adattano a descrivere una forma libera come la carena di una barca. Le NURBS, da un punto di vista matematico, discendono direttamente dalle B-spline, le quali sono curve polinomiali di grado opportuno, ma che però non possono descrivere quelle curve, come cerchi ed ellissi, che necessitano di una rappresentazione mediante funzioni razionali. Per una trattazione matematica più rigorosa si può fare riferimento alla bibliografia [3] e [4]. In questa sede si ritiene opportuno farne un breve cenno iniziando dalla formulazione analitica delle curve B-spline:
i
n
i
i uMu Pp )()(0∑
=
= (1)
Per un dato set di n+1 punti di controllo P è possibile definire una curva p(u) come combinazione lineare di questi e di alcune funzioni, che prendono il nome di funzioni di miscelamento M, aventi grado e continuità opportuni. Queste funzioni, hanno l’importante proprietà di supporto locale: esse sono diverse da zero solo in un certo sotto intervallo, la cui estensione dipende dal grado che assumono. Lo spostamento di un punto di controllo influenza solo una parte della curva lasciando inalterato il resto. Le B-spline, consentono un controllo intuitivo della curva; non è difficile, infatti, avere un’idea di massima di quale sarà il suo andamento dalla semplice osservazione del poligono di controllo. Una curva NURBS è definita invece dalla seguente equazione:

43° CONVEGNO NAZIONALE – RIMINI, 9-12 SETTEMBRE 2014
)(
)()(
0
0
uMw
uMw
un
i
ii
i
n
i
ii
∑
∑
=
==
P
p (2)
dove l’unica differenza rispetto alla (1) è dovuta alla presenza dei pesi w. Se questi sono tutti posti uguali ad 1, allora le due formulazioni coincidono. Per modificare un tratto di curva può essere sufficiente agire sui pesi dei nodi che la controllano. L’effetto di questa modifica, ha come conseguenza, lo spostamento della curva verso il punto di controllo (nel caso in cui il peso aumenti). È da notare che i pesi hanno un effetto analogo alla molteplicità dei punti di controllo nelle curve di Bèzier, ma a differenza di queste ultime, forniscono maggiore flessibilità, essendo il loro grado separato dal numero dei punti di controllo. Si possono quindi usare curve di grado più basso ed avere ancora tantissimi punti di controllo. Inoltre, è possibile cambiare la posizione di un punto di controllo senza cambiare la shape della curva intera. Relazioni equivalenti si possono ottenere per le superfici:
)()(
)()(
),(
0 0
,0 0
vMwuMw
vMwuMw
vuu v
u v
n
i
jj
n
j
ii
ji
n
i
jj
n
j
ii
∑∑
∑∑
= =
= ==
P
p (3)
L'analisi della curvatura delle water lines e delle ordinate viene eseguita tramite i punti di controllo, procedendo con la correzione delle eventuali imperfezioni, come eccessiva variazione del raggio o dei punti di flesso. Nel nostro caso, avendo a disposizione la scansione laser, è stata sufficiente un'esecuzione manuale della correzione delle imperfezioni, ma è possibile implementare un calcolo iterativo, mediante le funzioni di modellazione comportamentale, in grado di effettuare automaticamente l'aggiustamento dei punti fino ad ottenere la curva desiderata, con notevole risparmio di tempo. La Figura 5 mostra l'analisi eseguita sulle ordinate.
Figura 5: analisi della curvatura.

43° CONVEGNO NAZIONALE – RIMINI, 9-12 SETTEMBRE 2014
La Figura 6 mostra il modello 3D finale dello scafo, su cui verranno disegnati il fasciame e le seste.
Figura 6: modello 3D dello scafo.
4. Verifica idrostatica preliminare Per valutare la fattibilità del progetto, oltre alla scansione e all'esperienza del costruttore, si sono tenuti in considerazione i parametri fondamentali di teoria nautica [1], relativi a geometria, assetto e stabilità. In questa sede riportiamo una breve disamina dei coefficienti di carena fondamentali e dei principali parametri, rimandando ai riferimenti bibliografici per un approfondimento completo. Si riporta di seguito la lista dei principali simboli utilizzati. AWP: area waterplane LOA: lunghezza fuori tutto (lenght over all) LWL: lunghezza in corrispondenza del waterplane B: larghezza massima (breadth) T: immersione (draught) AM: area immersa della sezione maestra (amidships o midships) LPP: lunghezza tra le perpendicolari (length between perpendiculars) ∇ : dislocamento o volume di acqua spostata o volume di carena (volume of displacement) CWP: coefficiente del piano di galleggiamento (coefficient of fitness of waterplane) CB: coefficiente di finezza (block coefficient) CP: coefficiente prismatico (prismatic coefficient) CM: coefficiente della sezione maestra (midship section coefficient) I coefficienti principali di carena sono pari a:
6,0=⋅
=BL
AC
WL
WPWP
(4)
37,0=⋅⋅
∇=
TBLC
WL
B (5)
55,0=⋅
∇=
PPM
PLA
C (6)
68,0=⋅
=TB
AC M
M (7)

43° CONVEGNO NAZIONALE – RIMINI, 9-12 SETTEMBRE 2014
I coefficienti calcolati rientrano nei valori tipici che caratterizzano piccole imbarcazioni molto veloci. In Tabella 1 riportiamo i parametri di forma fondamentali verificati per la barca del progetto e confrontati con i valori ottenuti per una imbarcazione di lunghezza pari a 12m [5].
Tabella 1: parametri di forma fondamentali Parametro
di forma
Valore
(LOA=10m)
Valore di
confronto
(LOA=12m)
B
LOA 3,03 3,25
WL
OA
L
L
1,18 1,2
T
LWL 13,41 17,57
3∇
WLL
4,54 5,2
5. Il progetto del fasciame Sulla superficie generale dello scafo si sono realizzate le curve di costruzione del fasciame, mostrate in Figura 7. Il fasciame è stato modellato secondo superfici sviluppabili, in modo tale da ottenere lo sviluppo in piano dei listelli. Tale funzionalità consente di ottenere automaticamente le geometrie delle fasce da inviare al centro lavoro CNC, che effettuerà le lavorazioni di sagomatura, realizzazione degli incastri maschio e femmina sui lati lunghi e la fresatura a pettine (zinchen) per gli innesti fra fasce contigue.
Figura 7: curve di costruzione del fasciame.
Si è quindi effettuata la suddivisione nel numero voluto di listelli dello spessore prescelto. Le seguenti immagini (Figura 8) mostrano la fascia curva, modellata sulla superficie dello scafo, e la relativa fascia "flat", cioè sviluppata sul piano.

43° CONVEGNO NAZIONALE – RIMINI, 9-12 SETTEMBRE 2014
Figura 8: fascia curva, a sinistra, e fascia "flat" a destra.
Le sagome e, quindi, le costole (o ordinate), che costituiscono lo scheletro dell'imbarcazione, sono state modellate in modo tale da avere la sagomatura corretta per l'assemblaggio del fasciame. Per poter associare le geometrie del pezzo alle lavorazioni che la macchina a controllo numerico dovrà eseguire su di esso, è necessario adeguare la strutturazione del disegno a ben precise specifiche in funzione del software CAM utilizzato: infatti, a seconda del sistema di decodificazione di quest'ultimo, è necessario attenersi a specifiche regole, in cui sequenze di lettere, simboli e numeri hanno un significato prestabilito. Ad esempio, la realizzazione delle geometrie deve essere convenzionata e adeguata alle caratteristiche della lavorazione e del percorso utensile in modo tale da tener conto dei versi di percorrenza delle geometrie aperte e chiuse, degli impieghi di compensazione utensile e di eventuali geometrie non importabili nel software CAM utilizzato. Quindi posizioni, riferimenti e campi, diventano fondamentali nel disegno finale. Ciò implica lo stabilirsi di uno stato di coordinazione tra la fase progettuale e la fase di manufacturing, che comporta la consapevolezza delle caratteristiche della macchina utensile da parte del progettista. Nella Figura 9 è mostrato un particolare finale del progetto 3D, in cui oltre al fasciame ed alle ordinate, si sono evidenziati anche i water planes.
Figura 9: particolare 3D del progetto finale dell'imbarcazione.
43° CONVEGNO NAZIONALE – RIMINI, 9-12 SETTEMBRE 2014
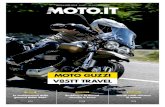
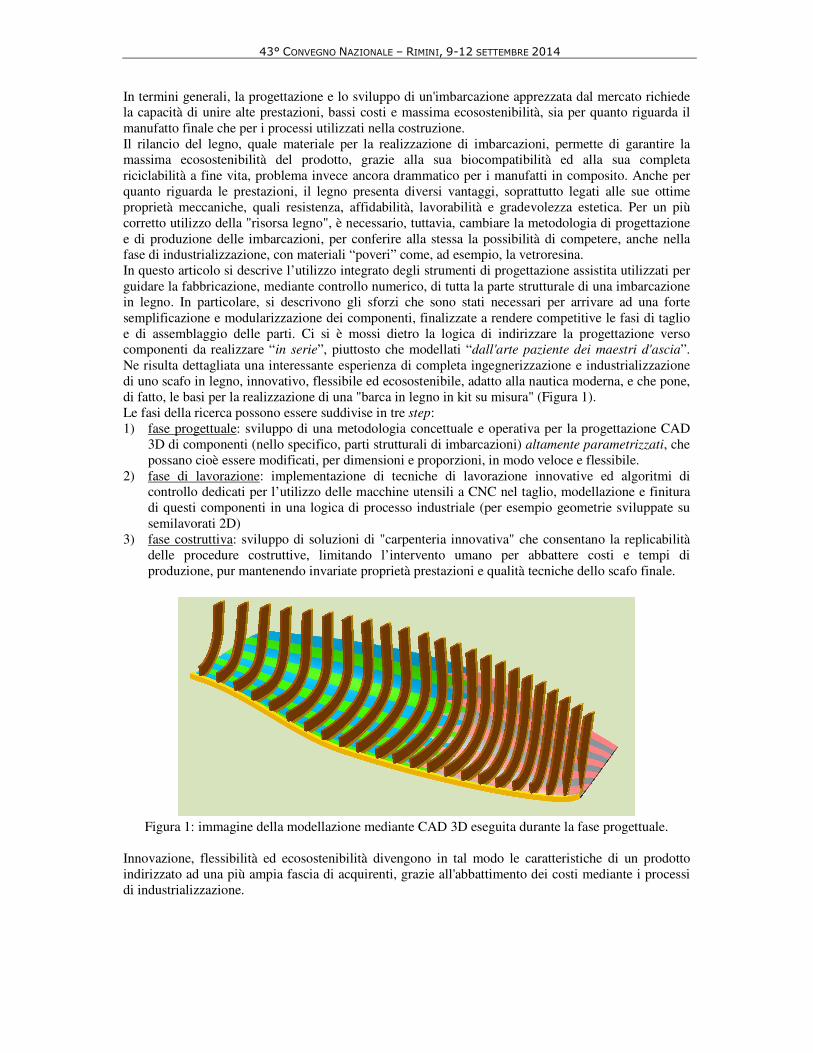
6. Il manufacturing: realizzazione del prodotto parametrizzato Le macchine da taglio oggi disponibili permettono di produrre con estrema precisione e velocità un elevato numero di pezzi aventi qualsiasi forma. Il loro utilizzo, nel settore della nautica in legno, è ancora ampiamente sottovalutato e permetterebbe invece di avere prodotti più economici per l'utente finale, a parità di livello qualitativo. Il taglio con macchine, abbinato all'utilizzo di software CAD tridimensionali, parametrici e associativi, ha il vantaggio ulteriore di poter permettere un'alta personalizzazione dei prodotti in funzione delle diverse esigenze espresse dai clienti. Le prestazioni nella lavorazione ad alta velocità risultano migliorate grazie all'utilizzo dell'output dei percorsi utensili basati sulle NURBS, già introdotte precedentemente. L'output viene lavorato direttamente nella forma desiderata, eliminando le ulteriori fasi di elaborazione prima della lavorazione. Utilizzando direttamente le geometrie 3D per le lavorazioni CNC otteniamo una drastica riduzione delle ore/uomo altrimenti necessarie per realizzare lo stesso lavoro con metodi tradizionali. La Figura 10 mostra alcuni degli elementi realizzati dal centro a cinque assi durante la fase di lavorazione.
Figura 10: elementi realizzati durante la fase di lavorazione.
7. Lo "Strip Planking" rastremato La realizzazione del guscio è stata ottenuta utilizzando la tecnica dello "Strip Planking" rastremato, un metodo di costruzione che porta a strutture leggere e resistenti: il fasciame, avendo la doppia funzionalità di anima interna del sandwich e di materiale strutturale, diviene in grado di resistere agli stress longitudinali di curvatura causati dal carico dell'attrezzatura e dal mare. Il legno, così incollato e impregnato di resina epossidica, diventa rigido e robusto, e risulta essere in grado di assorbire una parte dei carichi d'esercizio, permettendo di diradare le strutture interne, madieri, longitudinali e omega, a vantaggio del costo finale, del peso e della velocità di costruzione.

43° CONVEGNO NAZIONALE – RIMINI, 9-12 SETTEMBRE 2014
Figura 10: rendering esemplificativo del prodotto finale.
Il sandwich di legno, incollato con resina epossidica e laminato su entrambi i lati, è il risultato di una tecnica moderna che conferisce caratteristiche di resistenza e durezza, per unità di peso, maggiori dell’acciaio, dell'alluminio o della vetroresina. Con tale tecnica costruttiva si ottiene uno scafo "monolitico" eccezionalmente rigido e robusto che coniuga le migliori qualità strutturali del legno in senso longitudinale con la forza della fibra di vetro in senso verticale e obliquo. Per maggiori approfondimenti riguardo alle tecniche di costruzione di imbarcazioni in legno, si veda il riferimento bibliografico [6]. La resina epossidica, presenta caratteristiche meccaniche altamente superiori a quelle di qualsiasi resina poliestere o vinilestere: in funzione delle grandi capacità adesive delle resine epossidiche è possibile produrre stratificati ad elevato rapporto fibra-matrice con caratteristiche di robustezza e leggerezza irraggiungibili impiegando gli altri tipi di resine. Le superiori caratteristiche meccaniche e di impregnazione consentono infatti di ridurre sia la quantità di matrice che quella delle fibre di rinforzo, mantenendo alta sia la resistenza a fatica che al micro- cracking (cioè la tendenza delle resine a staccarsi da un laminato). Infine, avendo le resine epossidiche un ritiro inferiore al 2%, il prodotto finale risulta più stabile e con un migliore aspetto estetico per un lungo periodo di tempo. 8. CONCLUSIONI Il settore delle imbarcazioni da diporto sta attraversando, specialmente in Italia, un momento di fortissima contrazione. Tra le altre ragioni, c’è anche la lentezza con cui sono re-innovati i prodotti. La progettazione e lo sviluppo di una imbarcazione innovativa richiede la capacità non scontata di unire alte prestazioni alla massima ecosostenibilità. Questo risultato deve essere vero, sia per quanto riguarda il prodotto finale che i processi utilizzati nella sua costruzione. Il rilancio del legno quale materiale strutturale per le imbarcazioni consente di assicurarsi almeno la parte di ecosostenibilità, grazie alla biocompatibilità del prodotto e alla sua riciclabilità a fine vita. Si tratta quindi di agire per ottenere anche le elevate prestazioni. In termini generali il legno presenta diversi vantaggi da poter sfruttare, legati alle sue proprietà intrinseche, quali resistenza, affidabilità, lavorabilità, gradevolezza estetica. Anche la sua forte anisotropia può essere utilizzata al meglio per garantire maggiori prestazioni all’imbarcazione, come avviene per la fibra di carbonio. Per un più corretto utilizzo della “risorsa legno” è necessario, tuttavia, cambiare il modo di progettare e di pensare l’imbarcazione, compresa, soprattutto, la fase di industrializzazione. Resta fondamentale, infatti, riuscire ad abbattere

43° CONVEGNO NAZIONALE – RIMINI, 9-12 SETTEMBRE 2014
gli attuali costi di produzione per dare al legno la possibilità di competere alla pari con materiali “poveri” quali la vetroresina. Quella qui descritta rappresenta una esperienza forse unica di utilizzo integrato degli strumenti di progettazione assistita e di calcolo numerico quale supporto alla fabbricazione, mediante macchine a controllo numerico, di tutta la parte strutturale di un'imbarcazione in legno. E’ stato necessario mirare ad una forte semplificazione e modularizzazione dei processi produttivi, finalizzate a rendere competitive le fasi di lavorazione e di assemblaggio delle parti. Si è modificata la filosofia di progetto spostandola verso componenti da produrre “in serie”, piuttosto che modellati dall'arte paziente dei maestri d'ascia. Si è lavorato in parallelo su tre aspetti complementari: “progettuale”, finalizzato allo sviluppo di una nuova metodologia di tipo concettuale e costruttiva; “di lavorazione”, con l’implementazione di software dedicati al controllo delle macchine utensili; “costruttivo”, mediante lo sviluppo di principi costruttivi nuovi, verso una "carpenteria innovativa", in grado di replicare le soluzioni costruttive, mantenendone invariate le alte prestazioni e qualità tecniche, ma abbattendo nel contempo costi e tempi di produzione. Questa progettazione modulare segue ora una metodologia teorico/operativa ben definita, indirizzata ad ottimizzare le lavorazioni alle macchine utensili e le fasi di assemblaggio. A partire dai disegni di massima dell’imbarcazione si ricavano le geometrie 3D dei singoli listelli, modellati in formato tale da essere decodificati dal software CAM della macchina utensile. Questo implica la necessità di creare una maggiore integrazione tra la fase di “design” e quella di “manufacturing”, compreso la perfetta consapevolezza delle caratteristiche della macchina utensile da parte del progettista. Posizioni, riferimenti e sviluppi sui piani, oltre alla geometria, diventano aspetti fondamentali per il disegno finale. Si arriva così ad un progetto 3D della struttura nella sua interezza, compreso di ordinate, sagome, fasciame e singoli listelli. Questi modelli progettuali, descrittivi delle parti in legno, sono disponibili sia allo stato “curvo”, ossia rappresentativi di come si trovano montati nell’imbarcazione, ma anche sviluppati nel piano, descrittivi quindi di come devono essere lavorati. Ai disegni, risultano anche associati i relativi parametri di lavorazione, modificati sulla base della tecnologia e della macchina utensile che si andrà ad utilizzare. In particolare, a livello di tecnologia, si è puntato allo “Strip Planking", un metodo di costruzione che porta a strutture leggere e resistenti e, quindi, economiche. Il fasciame, assumendo la doppia funzionalità di anima interna del sandwich e di materiale strutturale, è in grado di resistere agli stress longitudinali di curvatura causati dal carico dell'attrezzatura e dal mare. Il legno, così incollato e impregnato di resina epossidica, diventa rigido e robusto. E’ ora in grado di assorbire una parte dei carichi d'esercizio, permettendo di ridurre le strutture interne, madieri, longitudinali e omega, a vantaggio del costo finale, del peso e della velocità di costruzione. Ne è risultata una interessante esperienza di completa ingegnerizzazione e industrializzazione di uno scafo in legno, innovativo ed ecosostenibile, adatto alla nautica moderna, e che pone, di fatto, le basi per la realizzazione di una "barca in legno in kit, ma pensata su misura". RINGRAZIAMENTI Questo studio è stato realizzato grazie al supporto del Unione Europea, come previsto all’interno del programma di collaborazione transfrontaliera IPA ADRIATIC (http://www.adriaticipacbc.org/) rivolto allo sviluppo territoriale dell’area adriatica e, nella fattispecie, in riferimento al progetto di ricerca ed innovazione industriale dal titolo ADRIA-HUB (www.adria-hub.eu). BIBLIOGRAFIA [1] K. J. Rawson, E. C. Tupper, Basic Ship Theory, ed. Butterworth-Heinemann (2001). [2] U. F. Costaguta, Fondamenti di idronautica, ed. Ulrico Hoepli Milano (1981). [3] T. W. Sederberg, Computer aided geometric design, (2012) [4] C. de Boor, A practical guide to splines, Springer-Verlag, New York (1978). [5] L. Larsson, R. E. Eliasson, Principles of yacht design, Adlard Coles Nautical, London (1996). [6] D. C. "Bud" McIntosh, How to Build a Wooden Boat, Jonathan Wilson Editor, Wooden Boat
Magazine.