AIAS 2012 - People – Università di...
12
AIAS – ASSOCIAZIONE ITALIANA PER L’ANALISI DELLE SOLLECITAZIONI 41° CONVEGNO NAZIONALE, 5-8 SETTEMBRE 2012, UNIVERSITÀ DEGLI STUDI DI PADOVA AIAS 2012 - 091 STATO DI TENSIONE RESIDUA DI RULLATURA SU ELEMENTI PER PROVE DI FATICA DA FRETTING CON COLLEGAMENTO FORZATO ALBERO MOZZO M. Beghini a , B.D. Monelli a , C. Santus a* a Università di Pisa - Dipartimento di Ingegneria Meccanica Nucleare e della Produzione. Largo Lucio Lazzarino n.2 - 56126 Pisa, Italy. *e-mail: [email protected] Sommario Il presente lavoro propone un'attrezzatura per prove di fretting dedicata alla particolare connessione albero-mozzo con forzamento. Il lavoro inoltre analizza la possibilità di introdurre uno stato di tensione residua, mediante l’operazione di rullatura, con l’obiettivo di migliorare la resistenza di tale connessione. L’operazione di rullatura è stata preliminarmente eseguita su superficie piana di campioni di materiale, in modo da controllare l’effetto di diversi livelli di carico e del passo di rullatura. La distribuzione di tensione residua è stata misurata mediante il metodo del foro investigando sperimentalmente la dipendenza dai parametri di rullatura. Infine la distribuzione di tensione residua è stata riprodotta con il metodo agli elementi finiti, ottenendo quindi uno strumento per l’ottimizzazione del processo di rullatura. Abstract The present paper shows a dedicated test rig to perform fretting fatigue tests on shrink fitted assembly connection, emphasizing the peculiarities of this kind of geometry. The study also investigates the deep cold rolling treatment designed to improve fatigue in general, and fretting fatigue specifically. This mechanical treatment was performed on flat specimens with different values of vertical load and rolling feed spacing. The residual stress distributions were then experimentally measured with the hole-drilling method and parameters trends reported. Finally, the residual stress distribution was reproduced with a finite element model, to have a computational tool in order to optimize the cold rolling treatment for the fretting tests. Parole chiave: Connessione forzata albero mozzo; Fretting; Rullatura; Tensioni residue. 1. INTRODUZIONE Il danneggiamento da fretting, o fatica da fretting (fretting fatigue) si manifesta nei componenti in cui si ha un parziale scorrimento fra due elementi portati a contatto fra i quali si sviluppa una sostenuta azione tangenziale ciclica [1]. Inevitabilmente si viene a creare una zona di scorrimento all’estremità del contatto, dato che gli spostamenti delle due superfici non sono congruenti e la condizione di aderenza non è soddisfatta (lo sarebbe soltanto assumendo attrito infinito). Un’eventuale incremento dell’azione di pressione fra le superfici a contatto riduce l’ampiezza di scorrimento, e la larghezza della regione di scorrimento, tuttavia non è possibile eliminare lo scorrimento completamente. La configurazione di prova per fretting prevede un elemento indentatore, che tipicamente mostra un definito raggio di raccordo, il quale viene premuto contro un altro elemento di superficie piana, che subisce trazione ciclica [2, 3]. Ovviamente, lo stato di tensione locale presenta una concentrazione di tensione in corrispondenza del contatto con il raggio di raccordo, che si sovrappone al meccanismo
-
Upload
vuongkhanh -
Category
Documents
-
view
213 -
download
0
Transcript of AIAS 2012 - People – Università di...
AIAS – ASSOCIAZIONE ITALIANA PER L’ANALISI DELLE SOLLECITAZIONI 41° CONVEGNO NAZIONALE, 5-8 SETTEMBRE 2012, UNIVERSITÀ DEGLI STUDI DI PADOVA
AIAS 2012 - 091
STATO DI TENSIONE RESIDUA DI RULLATURA SU ELEMENTI PER
PROVE DI FATICA DA FRETTING CON COLLEGAMENTO FORZATO ALBERO MOZZO
M. Beghinia, B.D. Monellia, C. Santusa*
a Università di Pisa - Dipartimento di Ingegneria Meccanica Nucleare e della Produzione. Largo Lucio Lazzarino n.2 - 56126 Pisa, Italy. *e-mail: [email protected] Sommario Il presente lavoro propone un'attrezzatura per prove di fretting dedicata alla particolare connessione albero-mozzo con forzamento. Il lavoro inoltre analizza la possibilità di introdurre uno stato di tensione residua, mediante l’operazione di rullatura, con l’obiettivo di migliorare la resistenza di tale connessione. L’operazione di rullatura è stata preliminarmente eseguita su superficie piana di campioni di materiale, in modo da controllare l’effetto di diversi livelli di carico e del passo di rullatura. La distribuzione di tensione residua è stata misurata mediante il metodo del foro investigando sperimentalmente la dipendenza dai parametri di rullatura. Infine la distribuzione di tensione residua è stata riprodotta con il metodo agli elementi finiti, ottenendo quindi uno strumento per l’ottimizzazione del processo di rullatura. Abstract The present paper shows a dedicated test rig to perform fretting fatigue tests on shrink fitted assembly connection, emphasizing the peculiarities of this kind of geometry. The study also investigates the deep cold rolling treatment designed to improve fatigue in general, and fretting fatigue specifically. This mechanical treatment was performed on flat specimens with different values of vertical load and rolling feed spacing. The residual stress distributions were then experimentally measured with the hole-drilling method and parameters trends reported. Finally, the residual stress distribution was reproduced with a finite element model, to have a computational tool in order to optimize the cold rolling treatment for the fretting tests. Parole chiave: Connessione forzata albero mozzo; Fretting; Rullatura; Tensioni residue. 1. INTRODUZIONE Il danneggiamento da fretting, o fatica da fretting (fretting fatigue) si manifesta nei componenti in cui si ha un parziale scorrimento fra due elementi portati a contatto fra i quali si sviluppa una sostenuta azione tangenziale ciclica [1]. Inevitabilmente si viene a creare una zona di scorrimento all’estremità del contatto, dato che gli spostamenti delle due superfici non sono congruenti e la condizione di aderenza non è soddisfatta (lo sarebbe soltanto assumendo attrito infinito). Un’eventuale incremento dell’azione di pressione fra le superfici a contatto riduce l’ampiezza di scorrimento, e la larghezza della regione di scorrimento, tuttavia non è possibile eliminare lo scorrimento completamente. La configurazione di prova per fretting prevede un elemento indentatore, che tipicamente mostra un definito raggio di raccordo, il quale viene premuto contro un altro elemento di superficie piana, che subisce trazione ciclica [2, 3]. Ovviamente, lo stato di tensione locale presenta una concentrazione di tensione in corrispondenza del contatto con il raggio di raccordo, che si sovrappone al meccanismo
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
tribologico di microscorrimento. In questa zona si osserva quindi l'innesco della fessura da fretting, che successivamente propaga per fatica. La connessione forzata albero-mozzo, sollecitata a flessione, subisce danneggiamento per fretting [4]. Sperimentalmente, può essere localmente modellata come descritto, tuttavia un aspetto peculiare è che l’azione di pressione fra le superfici a contatto non rimane costante durante il ciclo di flessione dell’elemento interno [5]. L’estensione della regione di slittamento varia durante le varie fasi del ciclo di carico [6]. È quindi utile la definizione di una configurazione di prova che riproduca correttamente questo aspetto al fine di ottenere una più immediata interpretazione delle prove. Inoltre, l’utilizzo di una geometria circolare permette di evitare i problemi tipici della prova di fretting, definita in precedenza: inevitabili effetti di bordo alle estremità laterali del contatto ed eventuale inclinazione dell’elemento indentatore con l’effetto di modificare la locale pressione di contatto rispetto al valore atteso [3]. L’obbiettivo dell’intero progetto, all’interno del quale si inserisce il presente lavoro, è quello di investigare l’effetto benefico dell’introduzione di un trattamento di rullatura sull’elemento interno della connessione forzata albero-mozzo. Si possono elencare le varie fasi del progetto:
• Prove di fatica da fretting su connessione albero-mozzo ed analisi dell’effetto del forzamento mediante prove comparative a diversi livelli di interferenza di contatto della connessione;
• Qualifica dello stato di tensione residua indotta dal trattamento di rullatura su elementi dedicati con parametri di processo controllati;
• Prove di fatica da fretting su connessione albero-mozzo con trattamento di rullatura ed evidenza dell’effetto benefico dovuto sia allo stato di tensione residua sia alla locale modifica della superficie.
La rullatura è un trattamento meccanico realizzato con l’obiettivo di aumentare la resistenza meccanica di un componente sollecitato a fatica. Analogamente alla pallinatura, la rullatura produce fondamentalmente tre effetti: modifica della morfologia della superficie, riducendo la rugosità e compattando eventuali micro fessure preesistenti, che possono facilitare l’innesco; incrudimento del materiale aumentando il limite si snervamento e quindi limitando il locale ciclaggio plastico in corrispondenza dei difetti; introduzione di tensioni residue di compressione che, come ben noto, contrastano la formazione e la propagazione di fessure di fatica. A differenza della pallinatura, la rullatura tipicamente produce una superficie molto lucente e di rugosità significativamente inferiore a quella di partenza [7]. Questo aspetto è di notevole importanza per il fretting. Dato che si assume contatto uniforme fra le superfici nominali, è quindi richiesta una buona accuratezza del profilo, al fine di evitare locali micro-concentrazioni di tensione. L’incrudimento è generalmente considerato benefico, perché avviene in uno stato di compressione, tuttavia il materiale perde parte della sua riserva plastica e questo può compromettere la resistenza del componente in particolare in presenza di intagli e per materiali di ridotta duttilità. Lo stato di tensione di compressione in superficie, invece, è senza dubbio benefico, tuttavia è sempre accompagnato da una zona di trazione sotto-superficie. La profondità della zona di compressione può essere ottimizzata in funzione delle proprietà del materiale, e può risultare sufficiente uno stato di compressione molto ridotto [8]. Il trattamento di rullatura produce profondità della zona di compressione tipicamente molto maggiori di quelle prodotte dal trattamento di pallinatura [9]. Tuttavia, a causa del fretting, in corrispondenza della zona di parziale slittamento si può assistere ad una certa usura, quindi trattamenti più profondi possono risultare più indicati. In letteratura si identificano due livelli di rullatura: Low Plasticity Burnishing (LPB) e Cold Deep Rolling (CDR) [10]. Il primo trattamento è principalmente limitato ad un miglioramento dello stato superficiale, induce tensioni residue con una buona profondità, nonostante un ridotto incrudimento del materiale, sfruttando l'elevata dimensione del rullatore di forma sferica. Il secondo trattamento (CDR) in realtà è molto simile al primo, però più intenso in particolare in termini di incrudimento e produce una maggiore profondità dello stato di tensione residua di compressione, dell’ordine di 1 mm. La forma del rullatore del burnishing è tipicamente sferica. Esistono varie dimensioni del diametro della sfera. Un valore tipico è il diametro di 6 mm [11], tuttavia si possono avere anche rullatori di maggiore diametro. Inoltre, esistono diverse forme dell'utensile rullatore per il Deep Rolling, che può essere anch’esso sferico [12], oppure di forma dedicata per raggiungere il fondo di un intaglio [13, 14]. Nel presente lavoro viene eseguita la rullatura con un particolare tipo di utensile di forma conica avente un piccolo raggio di raccordo finale in corrispondenza del quale si concentra il processo di deformazione
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
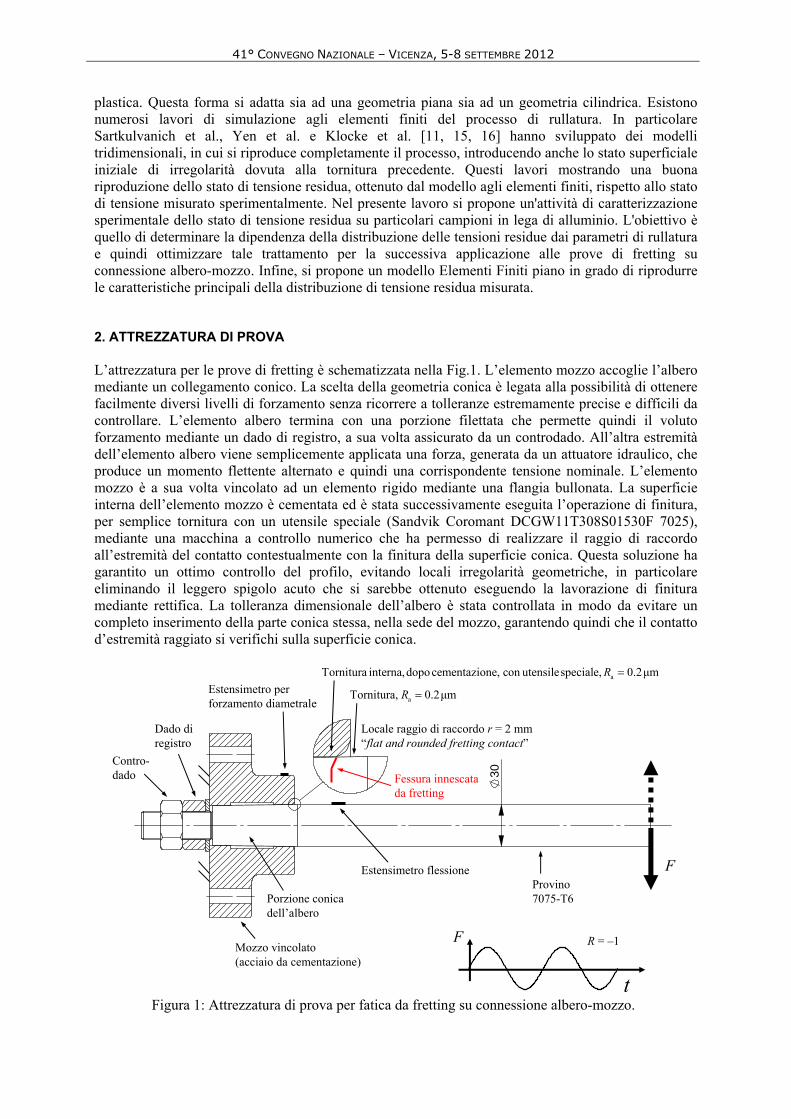
plastica. Questa forma si adatta sia ad una geometria piana sia ad un geometria cilindrica. Esistono numerosi lavori di simulazione agli elementi finiti del processo di rullatura. In particolare Sartkulvanich et al., Yen et al. e Klocke et al. [11, 15, 16] hanno sviluppato dei modelli tridimensionali, in cui si riproduce completamente il processo, introducendo anche lo stato superficiale iniziale di irregolarità dovuta alla tornitura precedente. Questi lavori mostrando una buona riproduzione dello stato di tensione residua, ottenuto dal modello agli elementi finiti, rispetto allo stato di tensione misurato sperimentalmente. Nel presente lavoro si propone un'attività di caratterizzazione sperimentale dello stato di tensione residua su particolari campioni in lega di alluminio. L'obiettivo è quello di determinare la dipendenza della distribuzione delle tensioni residue dai parametri di rullatura e quindi ottimizzare tale trattamento per la successiva applicazione alle prove di fretting su connessione albero-mozzo. Infine, si propone un modello Elementi Finiti piano in grado di riprodurre le caratteristiche principali della distribuzione di tensione residua misurata. 2. ATTREZZATURA DI PROVA L’attrezzatura per le prove di fretting è schematizzata nella Fig.1. L’elemento mozzo accoglie l’albero mediante un collegamento conico. La scelta della geometria conica è legata alla possibilità di ottenere facilmente diversi livelli di forzamento senza ricorrere a tolleranze estremamente precise e difficili da controllare. L’elemento albero termina con una porzione filettata che permette quindi il voluto forzamento mediante un dado di registro, a sua volta assicurato da un controdado. All’altra estremità dell’elemento albero viene semplicemente applicata una forza, generata da un attuatore idraulico, che produce un momento flettente alternato e quindi una corrispondente tensione nominale. L’elemento mozzo è a sua volta vincolato ad un elemento rigido mediante una flangia bullonata. La superficie interna dell’elemento mozzo è cementata ed è stata successivamente eseguita l’operazione di finitura, per semplice tornitura con un utensile speciale (Sandvik Coromant DCGW11T308S01530F 7025), mediante una macchina a controllo numerico che ha permesso di realizzare il raggio di raccordo all’estremità del contatto contestualmente con la finitura della superficie conica. Questa soluzione ha garantito un ottimo controllo del profilo, evitando locali irregolarità geometriche, in particolare eliminando il leggero spigolo acuto che si sarebbe ottenuto eseguendo la lavorazione di finitura mediante rettifica. La tolleranza dimensionale dell’albero è stata controllata in modo da evitare un completo inserimento della parte conica stessa, nella sede del mozzo, garantendo quindi che il contatto d’estremità raggiato si verifichi sulla superficie conica.
30
Estensimetro flessione
Estensimetro perforzamento diametrale
Dado di registro
Contro-dado
F
Porzione conicadell’albero
Locale raggio di raccordo r = 2 mm“flat and rounded fretting contact”
Mozzo vincolato(acciaio da cementazione)
Provino7075-T6
aTornitura interna,dopo cementazione, con utensilespeciale, 0.2μmR =
aTornitura, 0.2μmR =
F
t
R = –1
Fessura innescatada fretting
Figura 1: Attrezzatura di prova per fatica da fretting su connessione albero-mozzo.
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
1.1. Parametri della prova controllati I parametri di prova sono il livello di forzamento e la componente alternata del ciclaggio del carico. Il livello di forzamento viene controllato mediate il dado di registro, tuttavia deve essere misurato, altrimenti non sarebbe facilmente ripetibile a causa del ruolo dell’attrito. Sulla superficie esterna del mozzo viene quindi applicato un estensimetro con orientamento circonferenziale in grado di misurare la deformazione secondo tale direzione. È stato verificato che il semplice modello dei cilindri in pressione è sufficientemente rappresentativo per descrivere la relazione fra la pressione radiale di contatto e la misura estensimetrica. Una parziale verifica viene inoltre eseguita mediante un controllo della coppia di serraggio sul dado di registro anche se non accurata, come detto in precedenza. Il livello di pressione viene impostato ad inizio prova e non viene modificato per tutta la durata della prova stessa. L’azione della forza F all’estremità dell’albero viene controllata mediante un attuatore idraulico alla cui estremità è montata una cella di carico. Tuttavia è necessario verificare il livello di flessione in corrispondenza della zona di serraggio mediante un altro estensimetro applicato assialmente sul provino, Fig.1. A causa degli effetti dinamici non facilmente quantificabili è opportuno un diretto controllo della sollecitazione di flessione in una zona limitrofa della sezione di frattura. Le prove possono essere eseguite in controllo di forza a seguito di un’operazione di calibrazione rispetto all’estensimetro di flessione, impostando un limite sullo spostamento massimo per individuare il manifestarsi della frattura.
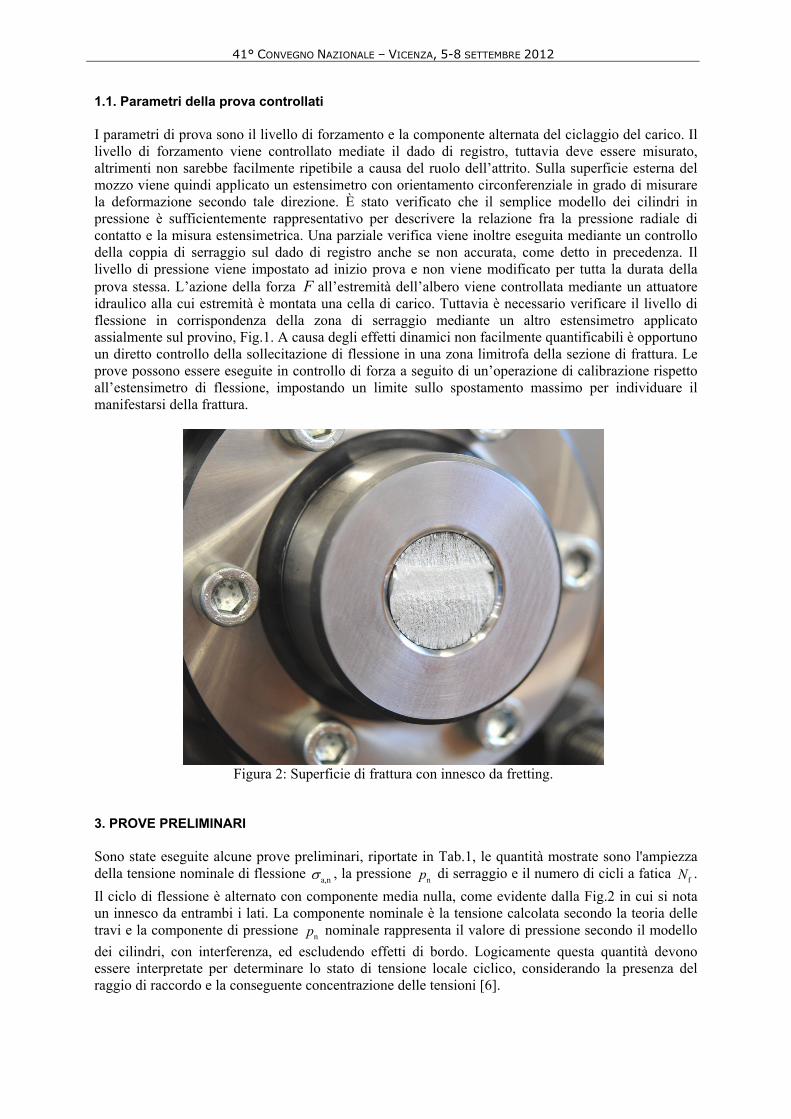
Figura 2: Superficie di frattura con innesco da fretting.
3. PROVE PRELIMINARI Sono state eseguite alcune prove preliminari, riportate in Tab.1, le quantità mostrate sono l'ampiezza della tensione nominale di flessione a,nσ , la pressione di serraggio e il numero di cicli a fatica . Il ciclo di flessione è alternato con componente media nulla, come evidente dalla Fig.2 in cui si nota un innesco da entrambi i lati. La componente nominale è la tensione calcolata secondo la teoria delle travi e la componente di pressione nominale rappresenta il valore di pressione secondo il modello dei cilindri, con interferenza, ed escludendo effetti di bordo. Logicamente questa quantità devono essere interpretate per determinare lo stato di tensione locale ciclico, considerando la presenza del raggio di raccordo e la conseguente concentrazione delle tensioni [6].
np fN
np
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
Table 1: Test preliminari di fatica da fretting sulla connessione albero-mozzo. Test n.
a,n ,MPaσ n ,MPap fN
1 160 0 144×103
2 160 0 127×103
3 160 0 141×103
4 160 40 84.2×103
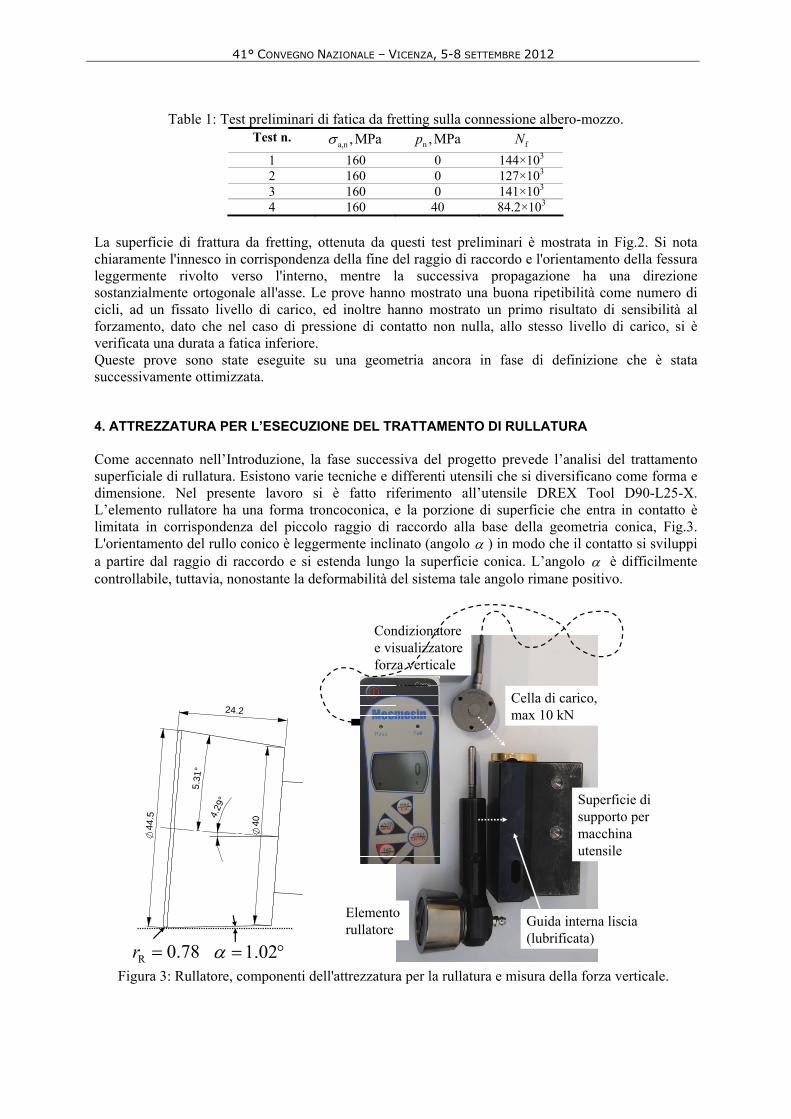
La superficie di frattura da fretting, ottenuta da questi test preliminari è mostrata in Fig.2. Si nota chiaramente l'innesco in corrispondenza della fine del raggio di raccordo e l'orientamento della fessura leggermente rivolto verso l'interno, mentre la successiva propagazione ha una direzione sostanzialmente ortogonale all'asse. Le prove hanno mostrato una buona ripetibilità come numero di cicli, ad un fissato livello di carico, ed inoltre hanno mostrato un primo risultato di sensibilità al forzamento, dato che nel caso di pressione di contatto non nulla, allo stesso livello di carico, si è verificata una durata a fatica inferiore. Queste prove sono state eseguite su una geometria ancora in fase di definizione che è stata successivamente ottimizzata. 4. ATTREZZATURA PER L’ESECUZIONE DEL TRATTAMENTO DI RULLATURA Come accennato nell’Introduzione, la fase successiva del progetto prevede l’analisi del trattamento superficiale di rullatura. Esistono varie tecniche e differenti utensili che si diversificano come forma e dimensione. Nel presente lavoro si è fatto riferimento all’utensile DREX Tool D90-L25-X. L’elemento rullatore ha una forma troncoconica, e la porzione di superficie che entra in contatto è limitata in corrispondenza del piccolo raggio di raccordo alla base della geometria conica, Fig.3. L'orientamento del rullo conico è leggermente inclinato (angolo α ) in modo che il contatto si sviluppi a partire dal raggio di raccordo e si estenda lungo la superficie conica. L’angolo α è difficilmente controllabile, tuttavia, nonostante la deformabilità del sistema tale angolo rimane positivo.
Cella di carico,max 10 kN
Elemento rullatore
Condizionatore e visualizzatore forza verticale
Superficie disupporto permacchinautensile
Guida interna liscia(lubrificata)
4.29
°
5.31
°
44.5
40
24.2
1.02α = °R 0.78r = Figura 3: Rullatore, componenti dell'attrezzatura per la rullatura e misura della forza verticale.
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
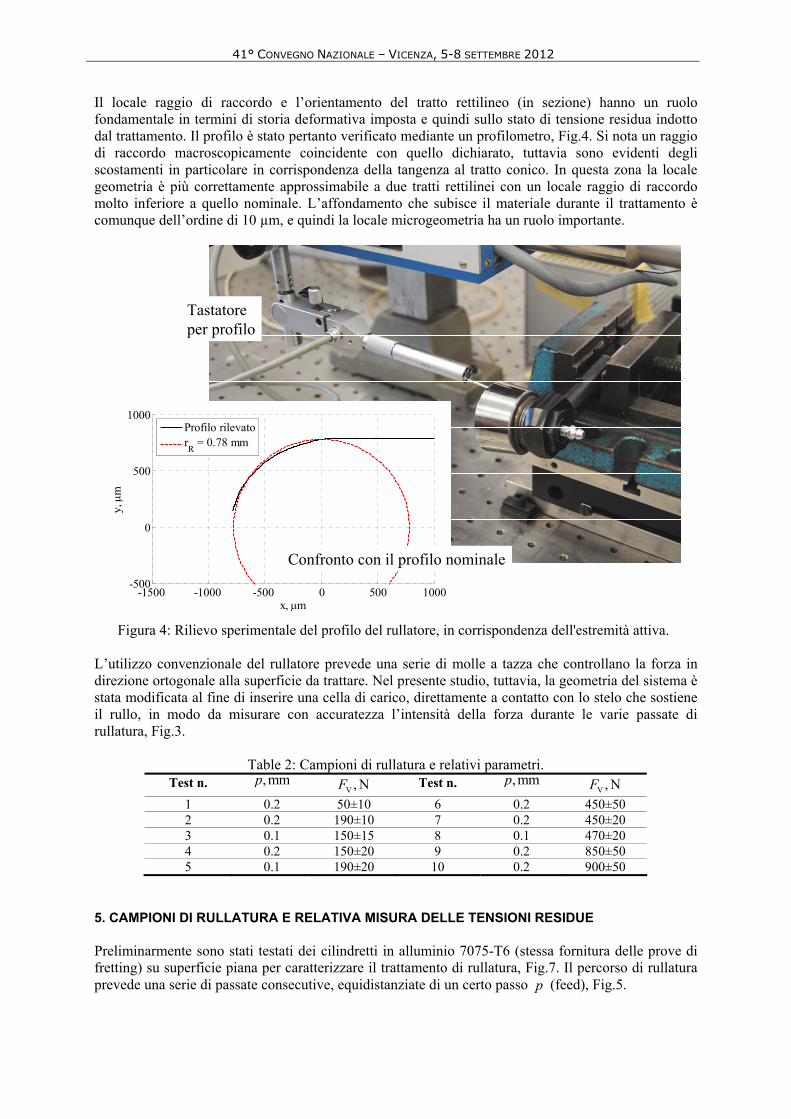
Il locale raggio di raccordo e l’orientamento del tratto rettilineo (in sezione) hanno un ruolo fondamentale in termini di storia deformativa imposta e quindi sullo stato di tensione residua indotto dal trattamento. Il profilo è stato pertanto verificato mediante un profilometro, Fig.4. Si nota un raggio di raccordo macroscopicamente coincidente con quello dichiarato, tuttavia sono evidenti degli scostamenti in particolare in corrispondenza della tangenza al tratto conico. In questa zona la locale geometria è più correttamente approssimabile a due tratti rettilinei con un locale raggio di raccordo molto inferiore a quello nominale. L’affondamento che subisce il materiale durante il trattamento è comunque dell’ordine di 10 µm, e quindi la locale microgeometria ha un ruolo importante.
-1500 -1000 -500 0 500 1000-500
0
500
1000
x, μm
y, μ
m
Profilo rilevatorR = 0.78 mm
Tastatoreper profilo
Confronto con il profilo nominale
Figura 4: Rilievo sperimentale del profilo del rullatore, in corrispondenza dell'estremità attiva.
L’utilizzo convenzionale del rullatore prevede una serie di molle a tazza che controllano la forza in direzione ortogonale alla superficie da trattare. Nel presente studio, tuttavia, la geometria del sistema è stata modificata al fine di inserire una cella di carico, direttamente a contatto con lo stelo che sostiene il rullo, in modo da misurare con accuratezza l’intensità della forza durante le varie passate di rullatura, Fig.3.
Table 2: Campioni di rullatura e relativi parametri. Test n. ,mmp
V , NF Test n. ,mmp V , NF
1 0.2 50±10 6 0.2 450±50 2 0.2 190±10 7 0.2 450±20 3 0.1 150±15 8 0.1 470±20 4 0.2 150±20 9 0.2 850±50 5 0.1 190±20 10 0.2 900±50
5. CAMPIONI DI RULLATURA E RELATIVA MISURA DELLE TENSIONI RESIDUE Preliminarmente sono stati testati dei cilindretti in alluminio 7075-T6 (stessa fornitura delle prove di fretting) su superficie piana per caratterizzare il trattamento di rullatura, Fig.7. Il percorso di rullatura prevede una serie di passate consecutive, equidistanziate di un certo passo p (feed), Fig.5.
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
Il ritorno è stato eseguito con il rullo sollevato e velocità sostenuta, mentre la fase di appostamento è stata eseguita con velocità molto bassa. Le operazioni di rullatura sono state eseguite su un centro di lavoro, afferrando il sistema mediante la superfici riportate nella Fig.3 e monitorando la forza verticale
VF che si sviluppa durante la rullatura e che viene letta sulla cella di carico. I valori dei parametri di rullatura investigati sono riportate nella tabella 2.
Passo di rullatura
20 mm
20mm
30mm
p
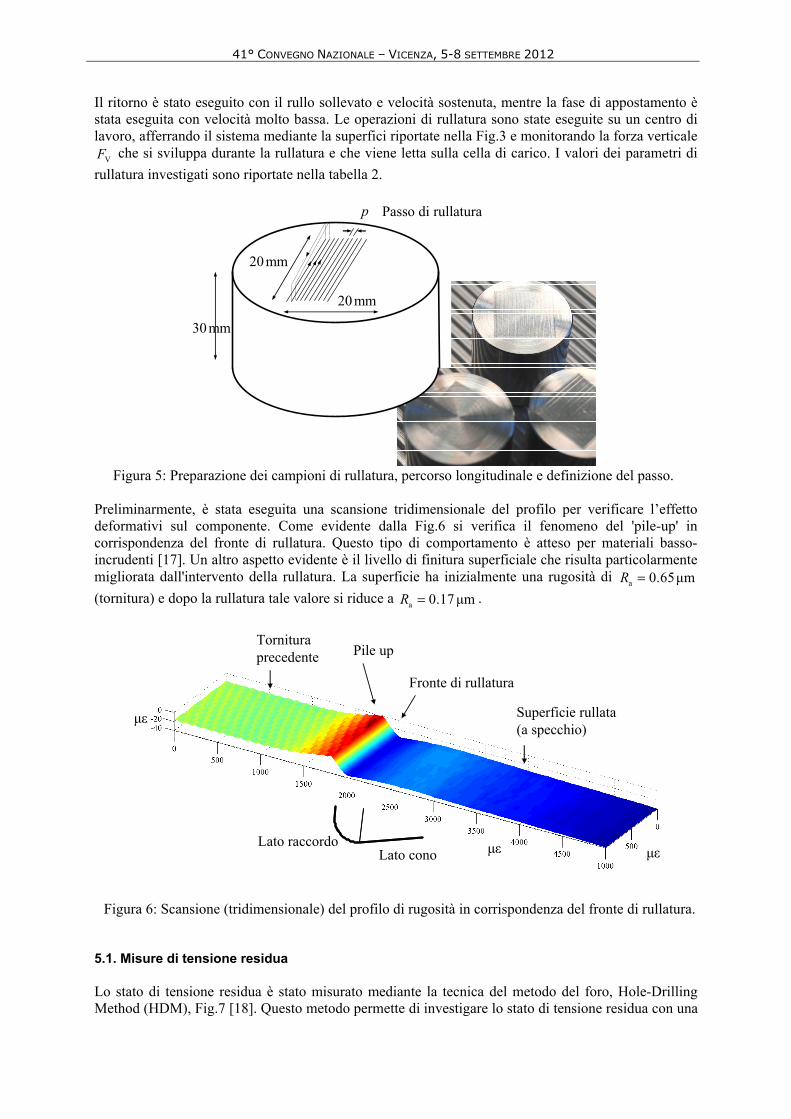
Figura 5: Preparazione dei campioni di rullatura, percorso longitudinale e definizione del passo.
Preliminarmente, è stata eseguita una scansione tridimensionale del profilo per verificare l’effetto deformativi sul componente. Come evidente dalla Fig.6 si verifica il fenomeno del 'pile-up' in corrispondenza del fronte di rullatura. Questo tipo di comportamento è atteso per materiali basso-incrudenti [17]. Un altro aspetto evidente è il livello di finitura superficiale che risulta particolarmente migliorata dall'intervento della rullatura. La superficie ha inizialmente una rugosità di (tornitura) e dopo la rullatura tale valore si riduce a
a 0.65μmR =
a 0.17μmR = .
με
με με
Tornituraprecedente
Fronte di rullatura
Superficie rullata(a specchio)
Pile up
Lato raccordoLato cono
Figura 6: Scansione (tridimensionale) del profilo di rugosità in corrispondenza del fronte di rullatura.
5.1. Misure di tensione residua Lo stato di tensione residua è stato misurato mediante la tecnica del metodo del foro, Hole-Drilling Method (HDM), Fig.7 [18]. Questo metodo permette di investigare lo stato di tensione residua con una
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
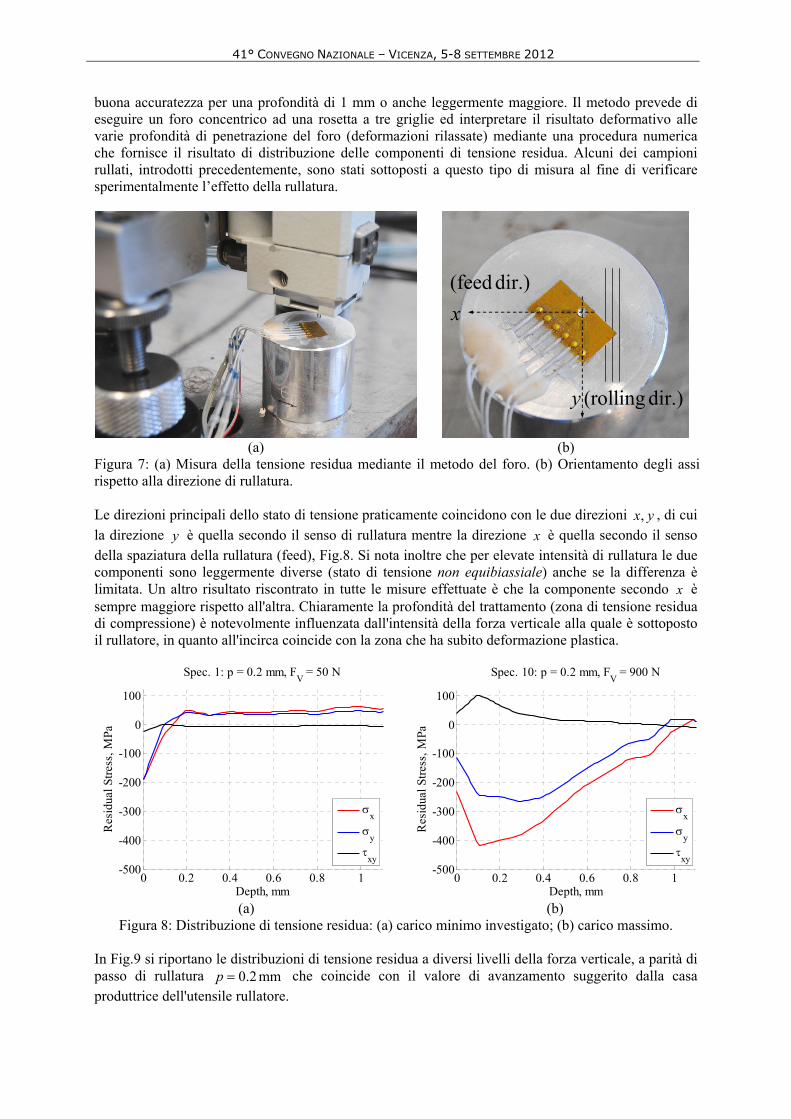
buona accuratezza per una profondità di 1 mm o anche leggermente maggiore. Il metodo prevede di eseguire un foro concentrico ad una rosetta a tre griglie ed interpretare il risultato deformativo alle varie profondità di penetrazione del foro (deformazioni rilassate) mediante una procedura numerica che fornisce il risultato di distribuzione delle componenti di tensione residua. Alcuni dei campioni rullati, introdotti precedentemente, sono stati sottoposti a questo tipo di misura al fine di verificare sperimentalmente l’effetto della rullatura.
(feed dir.)x
(rolling dir.)y
(a) (b) Figura 7: (a) Misura della tensione residua mediante il metodo del foro. (b) Orientamento degli assi rispetto alla direzione di rullatura. Le direzioni principali dello stato di tensione praticamente coincidono con le due direzioni ,x y , di cui la direzione è quella secondo il senso di rullatura mentre la direzione y x è quella secondo il senso della spaziatura della rullatura (feed), Fig.8. Si nota inoltre che per elevate intensità di rullatura le due componenti sono leggermente diverse (stato di tensione non equibiassiale) anche se la differenza è limitata. Un altro risultato riscontrato in tutte le misure effettuate è che la componente secondo x è sempre maggiore rispetto all'altra. Chiaramente la profondità del trattamento (zona di tensione residua di compressione) è notevolmente influenzata dall'intensità della forza verticale alla quale è sottoposto il rullatore, in quanto all'incirca coincide con la zona che ha subito deformazione plastica.
0 0.2 0.4 0.6 0.8 1-500
-400
-300
-200
-100
0
100
Depth, mm
Res
idua
l Stre
ss, M
Pa
Spec. 1: p = 0.2 mm, FV = 50 N
σxσyτxy
0 0.2 0.4 0.6 0.8 1
-500
-400
-300
-200
-100
0
100
Depth, mm
Res
idua
l Stre
ss, M
Pa
Spec. 10: p = 0.2 mm, FV = 900 N
σxσyτxy
(a) (b) Figura 8: Distribuzione di tensione residua: (a) carico minimo investigato; (b) carico massimo.
In Fig.9 si riportano le distribuzioni di tensione residua a diversi livelli della forza verticale, a parità di passo di rullatura che coincide con il valore di avanzamento suggerito dalla casa produttrice dell'utensile rullatore.
0.2 mmp =
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
0 0.2 0.4 0.6 0.8 1-500
-400
-300
-200
-100
0
100
Depth, mm
Res
idua
l Stre
ss, M
Pa
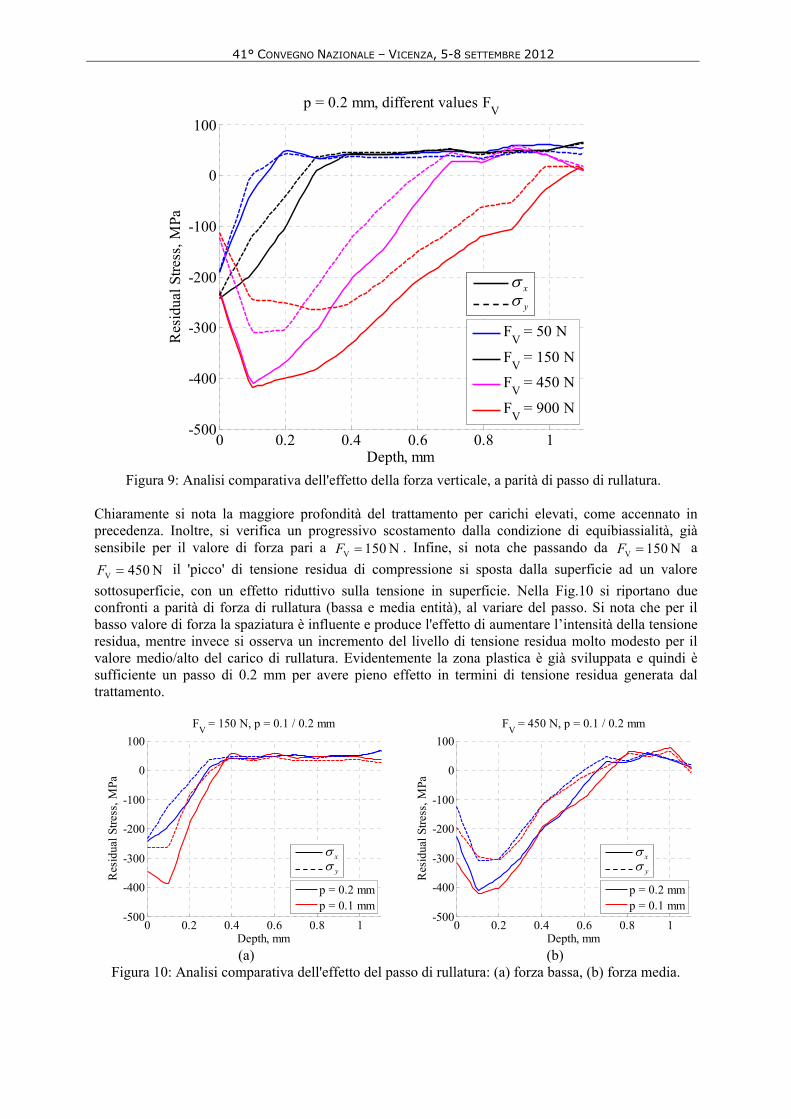
p = 0.2 mm, different values FV
FV = 50 N
FV = 150 NFV = 450 N
FV = 900 N
xσyσ
Figura 9: Analisi comparativa dell'effetto della forza verticale, a parità di passo di rullatura.
Chiaramente si nota la maggiore profondità del trattamento per carichi elevati, come accennato in precedenza. Inoltre, si verifica un progressivo scostamento dalla condizione di equibiassialità, già sensibile per il valore di forza pari a V 150 NF = . Infine, si nota che passando da a
il 'picco' di tensione residua di compressione si sposta dalla superficie ad un valore sottosuperficie, con un effetto riduttivo sulla tensione in superficie. Nella Fig.10 si riportano due confronti a parità di forza di rullatura (bassa e media entità), al variare del passo. Si nota che per il basso valore di forza la spaziatura è influente e produce l'effetto di aumentare l’intensità della tensione residua, mentre invece si osserva un incremento del livello di tensione residua molto modesto per il valore medio/alto del carico di rullatura. Evidentemente la zona plastica è già sviluppata e quindi è sufficiente un passo di 0.2 mm per avere pieno effetto in termini di tensione residua generata dal trattamento.
V 150 NF =
V 450 NF =
0 0.2 0.4 0.6 0.8 1-500
-400
-300
-200
-100
0
100
Depth, mm
Res
idua
l Stre
ss, M
Pa
FV = 150 N, p = 0.1 / 0.2 mm
p = 0.2 mmp = 0.1 mm
xσyσ
0 0.2 0.4 0.6 0.8 1
-500
-400
-300
-200
-100
0
100
Depth, mm
Res
idua
l Stre
ss, M
Pa
FV = 450 N, p = 0.1 / 0.2 mm
p = 0.2 mmp = 0.1 mm
xσyσ
(a) (b)
Figura 10: Analisi comparativa dell'effetto del passo di rullatura: (a) forza bassa, (b) forza media.
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
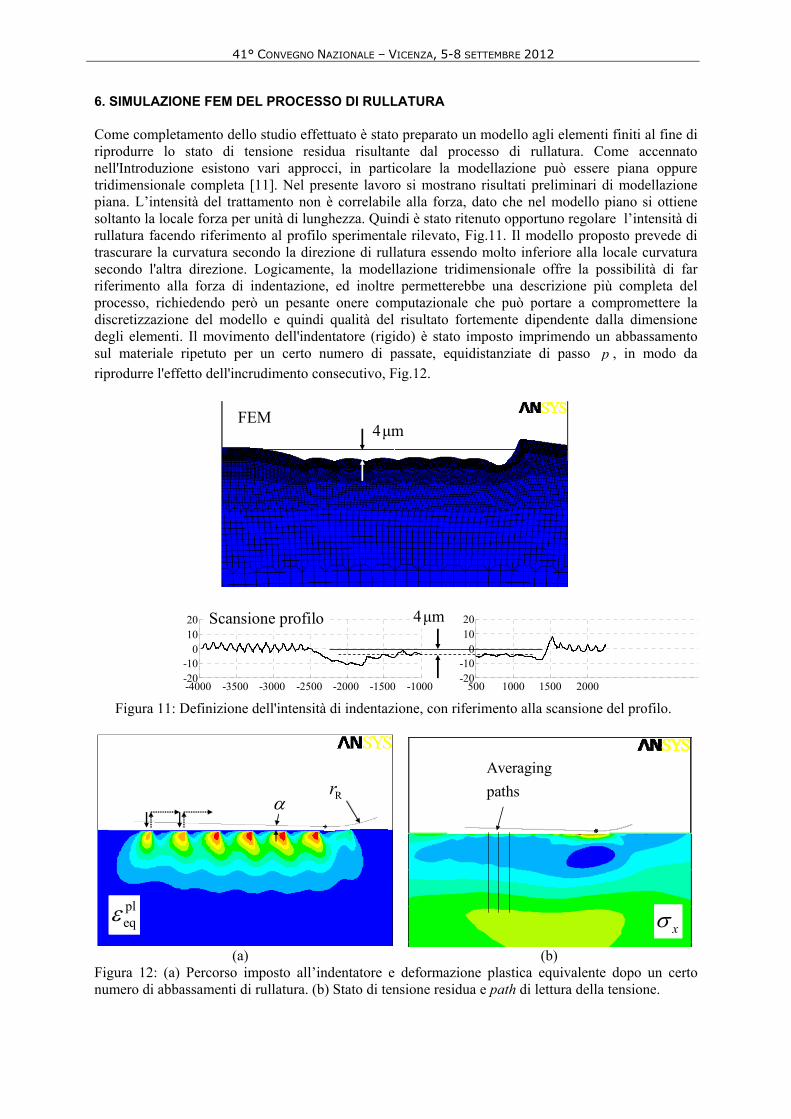
6. SIMULAZIONE FEM DEL PROCESSO DI RULLATURA Come completamento dello studio effettuato è stato preparato un modello agli elementi finiti al fine di riprodurre lo stato di tensione residua risultante dal processo di rullatura. Come accennato nell'Introduzione esistono vari approcci, in particolare la modellazione può essere piana oppure tridimensionale completa [11]. Nel presente lavoro si mostrano risultati preliminari di modellazione piana. L’intensità del trattamento non è correlabile alla forza, dato che nel modello piano si ottiene soltanto la locale forza per unità di lunghezza. Quindi è stato ritenuto opportuno regolare l’intensità di rullatura facendo riferimento al profilo sperimentale rilevato, Fig.11. Il modello proposto prevede di trascurare la curvatura secondo la direzione di rullatura essendo molto inferiore alla locale curvatura secondo l'altra direzione. Logicamente, la modellazione tridimensionale offre la possibilità di far riferimento alla forza di indentazione, ed inoltre permetterebbe una descrizione più completa del processo, richiedendo però un pesante onere computazionale che può portare a compromettere la discretizzazione del modello e quindi qualità del risultato fortemente dipendente dalla dimensione degli elementi. Il movimento dell'indentatore (rigido) è stato imposto imprimendo un abbassamento sul materiale ripetuto per un certo numero di passate, equidistanziate di passo p , in modo da riprodurre l'effetto dell'incrudimento consecutivo, Fig.12.
-4000 -3500 -3000 -2500 -2000 -1500 -1000-20-10
01020
500 1000 1500 2000-20-10
01020
4μmFEM
4μmScansione profilo
Figura 11: Definizione dell'intensità di indentazione, con riferimento alla scansione del profilo.
pleqε
Rrα
xσ
Averagingpaths
(a) (b)
Figura 12: (a) Percorso imposto all’indentatore e deformazione plastica equivalente dopo un certo numero di abbassamenti di rullatura. (b) Stato di tensione residua e path di lettura della tensione.
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
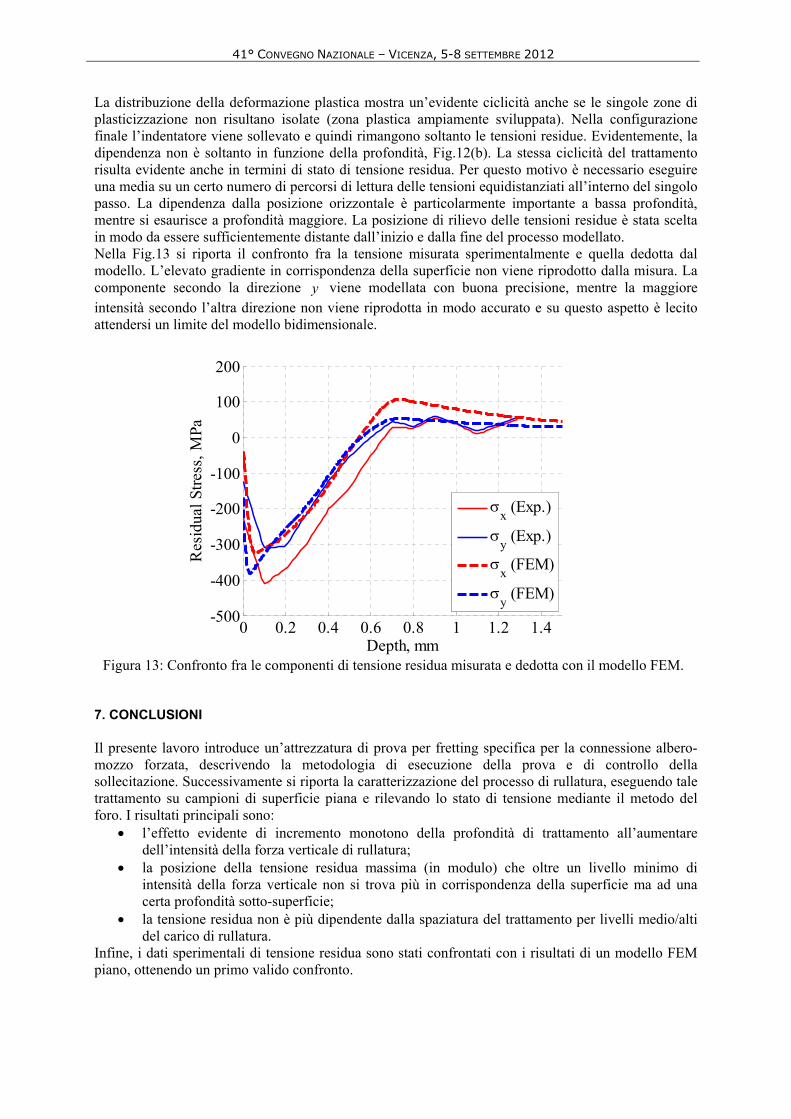
La distribuzione della deformazione plastica mostra un’evidente ciclicità anche se le singole zone di plasticizzazione non risultano isolate (zona plastica ampiamente sviluppata). Nella configurazione finale l’indentatore viene sollevato e quindi rimangono soltanto le tensioni residue. Evidentemente, la dipendenza non è soltanto in funzione della profondità, Fig.12(b). La stessa ciclicità del trattamento risulta evidente anche in termini di stato di tensione residua. Per questo motivo è necessario eseguire una media su un certo numero di percorsi di lettura delle tensioni equidistanziati all’interno del singolo passo. La dipendenza dalla posizione orizzontale è particolarmente importante a bassa profondità, mentre si esaurisce a profondità maggiore. La posizione di rilievo delle tensioni residue è stata scelta in modo da essere sufficientemente distante dall’inizio e dalla fine del processo modellato. Nella Fig.13 si riporta il confronto fra la tensione misurata sperimentalmente e quella dedotta dal modello. L’elevato gradiente in corrispondenza della superficie non viene riprodotto dalla misura. La componente secondo la direzione viene modellata con buona precisione, mentre la maggiore intensità secondo l’altra direzione non viene riprodotta in modo accurato e su questo aspetto è lecito attendersi un limite del modello bidimensionale.
y
0 0.2 0.4 0.6 0.8 1 1.2 1.4-500
-400
-300
-200
-100
0
100
200
Depth, mm
Res
idua
l Stre
ss, M
Pa
σx (Exp.)
σy (Exp.)
σx (FEM)
σy (FEM)
Figura 13: Confronto fra le componenti di tensione residua misurata e dedotta con il modello FEM.
7. CONCLUSIONI Il presente lavoro introduce un’attrezzatura di prova per fretting specifica per la connessione albero-mozzo forzata, descrivendo la metodologia di esecuzione della prova e di controllo della sollecitazione. Successivamente si riporta la caratterizzazione del processo di rullatura, eseguendo tale trattamento su campioni di superficie piana e rilevando lo stato di tensione mediante il metodo del foro. I risultati principali sono:
• l’effetto evidente di incremento monotono della profondità di trattamento all’aumentare dell’intensità della forza verticale di rullatura;
• la posizione della tensione residua massima (in modulo) che oltre un livello minimo di intensità della forza verticale non si trova più in corrispondenza della superficie ma ad una certa profondità sotto-superficie;
• la tensione residua non è più dipendente dalla spaziatura del trattamento per livelli medio/alti del carico di rullatura.
Infine, i dati sperimentali di tensione residua sono stati confrontati con i risultati di un modello FEM piano, ottenendo un primo valido confronto.

41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
RINGRAZIAMENTI Il presente lavoro è stato svolto nell'ambito del progetto Prin 2009, 2009Z55NWC: Studio sperimentale e modellazione della concentrazione di tensioni all'estremità della zona di contatto nel collegamento forzato. Gli autori inoltre ringraziano la Brusa meccaniche di Livorno, per l'esecuzione delle lavorazioni e dei trattamenti riportati nel presente lavoro. BIBLIOGRAFIA [1] D. Nowell, D. Dini, D.A. Hills. “Recent developments in the understanding of fretting fatigue”.
Engineering Fracture Mechanics, vol. 73(2), pp. 207-222, 2006. [2] S.J. Shaffer. W.A. Glaeser. Fretting Fatigue Testing. ASM Handbook Volume 8, Mechanical
Testing and Evaluation (ASM International), pp. 730-739, 2000. [3] D.A. Hills and D. Nowell. Mechanics of Fretting Fatigue. Kluwer accademic publishers, 1994. [4] C. Santus. “Fretting fatigue of aluminum alloy in contact with steel in oil drill pipe connections,
modelling to interpret test results”. International Journal of Fatigue, vol. 30(4), pp. 677-688, 2008.
[5] C. Santus, L. Bertini, M. Beghini. “Fretting fatigue apparatus for shrink-fitted shaft assembly”. Applied Mechanics and Materials, 7-8, pp. 43-48, 2007.
[6] Dini, D. Nowell. “Flat and rounded fretting contact problems incorporating elastic layers”. International Journal of Mechanical Sciences, vol. 46(11), pp. 1635-1657, 2004.
[7] I. Altenberger. “Deep Rolling - The past, the present and the future”. ICSP9, pp. 144-155, 2005. [8] M. Benedetti, V. Fontanari, C. Santus, M. Bandini. “Notch fatigue behaviour of shot peened high-
strength aluminium alloys: Experiments and predictions using a critical distance method”. International Journal of Fatigue, vol. 32(10), pp. 1600-1611, 2010.
[9] P.S. Prevéy, J. Cammett. “Low Cost Corrosion Damage Mitigation And Improved Fatigue Performance Of Low Plasticity Burnished 7075-T6”. Journal of Materials Engineering Performance, vol. 10(5), pp. 548-555. Materials Park, OH; ASM International, Oct., 2001.
[10] P.R. Prabhu, S.M. Kulkarni, S.S. Sharma. “Influence of deep cold rolling and low plasticity burnishing on surface hardness and surface roughness of AISI 4140 steel”. World Academy of Science, Engineering and Technology, vol. 72, pp. 619-624, 2010.
[11] P. Sartkulvanich, T. Altan, F. Jasso, C. Rodriguez. “Finite Element Modeling of Hard Roller Burnishing: An Analysis on the Effects of Process Parameters Upon Surface Finish and Residual Stresses”. Journal of Manufacturing Science and Engineering, vol. 129(4), pp. 705-716, 2007.
[12] A. Rodríguez, L.N. López de Lacalle, A. Celaya, A. Lamikiz, J. Albizuri. Surface improvement of shafts by the deep ball-burnishing technique. Surface & Coatings Technology, vol. 206(11-12), pp. 2817-2824, 2012.
[13] M. Guagliano, L. Vergani. “Residual stresses induced by deep rolling in notched components”. Transactions on Engineering Sciences, vol.8, pp.109-119, 1995.
[14] G. Nicoletto, A. Saletti. “Analisi dell’effetto della rullatura sulla resistenza a fatica degli acciai”. 40° congresso AIAS, 2011.
[15] Y.C. Yen, P. Sartkulvanich, T. Altan. “Finite Element Modeling of Roller Burnishing Process”. CIRP Annals - Manufacturing Technology, vol.54(1), pp.237-240, 2005.
[16] F. Klocke, V. Bäcker, H. Wegner, A. Timmer. “Innovative FE-analysis of the roller burnishing process for different geometries”. X International Conference on Computational Plasticity COMPLAS X, 2009.
[17] M. Beghini, L. Bertini, V. Fontanari, B.D. Monelli. Numerical analysis of plastic deformation evolution into metallic materials during spherical indentation process. Journal of Materials Research, 24(3), pp. 1270-1278, 2009.
[18] A. Ajovalasit, M. Scafidi, B. Zuccarello, M. Beghini, L. Bertini, C. Santus, E. Valentini, A. Benincasa, L. Bertelli. The hole-drilling strain gauge method for the measurement of uniform or non-uniform residual stresses. AIAS Working Group on Residual Stresses. AIAS – TR01:2010.













