Page 1 Page 2 I grandi clàssici. 鲁 per 1 gĮOvanı pianistſ |lmio primo ...

nove
mbre
/dic
embre
2016
Rivista ufficiale dell’AEIT Seguito de “L’Elettrotecnica” fondata dall’AEI nel 1914
Po
ste
Ita
lia
ne
Sp
a -
Sp
ed
. in
Ab
b.
Po
sta
le -
D.
L.
35
3/2
00
3 (
co
nv.
in
L.
27
/02
/20
04
N.
46
) A
rt.
1,
co
mm
a 1
, D
CB
Mil
an
o
AEI
T -
Vol
ume
103
-
Num
ero
11/1
2 n
ovem
bre
2016
- IS
SN 1
825-
828X
Associazione Italiana di Elettrotecnica, Elettronica, Automazione, Informatica e TelecomunicazioniAEIT
IN PRIMO PIANO:Automazione

Associau amico!
Il Programma “Associa un Amico”premia i soci AEIT
REGOLE DEL PROGRAMMA1. L’iniziativa è riservata ai Soci Individuali AEIT in regola con il pagamento della quota 2017.
2. Il modulo di iscrizione anno 2017 del Nuovo Socio Presentato, debitamente compilato e comprensivo del pagamentodella quota annuale, deve portare anche il nome, cognome e numero di matricola del Socio Proponente.
3. I moduli di iscrizione di Nuovi Soci Presentati che dovessero pervenire senza i dati del Socio Proponente non daran-no luogo a premi.
4. Ciascun Socio Proponente può cumulare al massimo un premio pari alla propria quota annuale per il 2018.
5. I Soci Proponenti saranno informati dei premi cumulati con la campagna di iscrizioni 2017 nel mese di novembre 2017.
6. Il premio cumulato da ciascun Socio Proponente sarà utilizzabile per pagare la propria quota annuale AEIT 2018.
7. I premi cumulati dai Soci durante l’anno 2017 non sono convertibili in denaro contante e scadranno il 28 febbraio 2018.
OGNI SOCIO AEIT CHE PRESENTA NUOVI SOCI GUADAGNA UN PREMIO CHE
PUÒ ESSERE USATO PER IL PAGAMENTO DELLA PROPRIA QUOTA ANNUALE
Per la campagna di iscrizioni 2017 il Programma “ASSOCIA UN AMICO” offre
i seguenti premi:
10 EUROper ogni Nuovo Socio Individuale presentato
3 EUROper ogni Nuovo Socio Giovane presentato
www.aeit.itUfficio Centrale - Milano
L'importo massimo che un socio proponente può cumulare è pari alla propria quotasociale per l’anno 2018

In collaboration with
Infrastructures for Energy and ICT:Opportunities for Fostering Innovation
In recent years, we are seeing a growing synergy between the infrastruc-tures for the production, transmission and distribution of electricity,telecommunications networks, and computing technologies that pro-vide for the intelligence of the whole system. The ever-increasing de-pendence on electricity for carrying out daily activities, increasingly runby smart devices, and the need for an intelligent management of thepower grid in the presence of a distributed generation from renewablesources, both are creating a tight interdependent system. Cloud comput-ing, big data, large bandwidth interconnections support modern knowl-edge-based society paradigms.The AEIT 2017 conference will be an important opportunity to point out thechallenges that our country needs to face in order to stimulate innovativeentrepreneurial initiatives, and increase the country’s competitiveness.The conference will host both technical and scientific contributions. It willshowcase Italian and international research activities in the fields of elec-tricity, automation, telecommunications and information technology, thatform the solid foundation on which to build innovative actions. It will alsobe the venue for hosting panels and speeches from national and interna-tional stakeholders for discussing the strategies to increase the competi-tiveness of Italian companies, and lay the foundations for the creation ofnew initiatives. Cagliari will be the ideal setting for this debate, thanks tothe presence of innovative companies, and one of the pilot cities for thelaying of optical fiber as an enabling infrastructure.
INTERNATIONALAnnual Conference 2017
Submission Extended AbstractMay, 15th 2017
Cagliari, Italy20/22 September 2017 convegni.aeit.it/CA2017
Technical co-sponsorship of

IN QUESTO NUMERO
La rivista è pubblicata con il concor sodel Consiglio Nazio na le del le Ricerche.È vietato riprodurre articoli del larivista senza citarne la fonte.Registrazione Tribunale di Mila no del29.08.1948 - N. 395Iscri z ione R.O.C. numero 597710.12.2001
Poste Italiane Spa - Spedizione in Abb.Postale - D. L. 353/2003 (con v. in Legge27/02/2004 N. 46) Art. 1, comma 1,DCB Milano
Abbonamento annuale (10 numeri)€ 90,00 da versare sul conto correntepostale n. 274209.
Fascicoli separati € 15,00Arretrati € 30,00Tiratura 6 000 copie
Associato all’USPI UnioneStampa Periodica Italiana
Proprietaria ed Editrice © Associazione Italianadi Elettrotecnica, Elettronica, Automazione, Informaticae Telecomunicazioni - AEIT
Direttore:Andrea Silvestri
Direttore Responsabile:Maurizio Delfanti
Comitato Editoriale:Michela Billotti, Antonio Capone, Aurora Caridi, Sergio
Giacomo Carrara, Claudio Cherbaucich, Guido Clerici,Bruno Cova, Nicolò Di Gaetano, Eugenio Di Marino,Daniela Donzelli, Arrigo Frisiani, Elena Fumagalli,Dario Lucarella, Angelo Luvison, Marco Merlo, MaurizioMolinaro, Valeria Olivieri, Giovanni Ricca, Marino Sforna,Mauro Ugolini, Attilio Skoff, Fabio ZanelliniRedazione:Fabrizio Trisoglio - [email protected] collaborato:A. L. Fontana, G. Notaro
l primo piano odierno, su “Automazione”, racchiude nel suo titolo temi, problematiche,componenti, che potranno avere ricadute generali sulla crescita industriale, economica maanche culturale. In particolare, per la digitalizzazione, l’editoriale di Giuliano Busetto spazia
sui vari aspetti (innovazione tecnologica, modernizzazione industriale) che vi sono coinvolti. Icontributi raccolti spaziano dai settori dell’ICT a quelli di potenza.
I primi due lavori sono incentrati su “Industria 4.0”. Quello di Marco Vecchio, dopo aver situa-to storicamente la corrispondente “rivoluzione industriale”, chiarisce che si tratta di sfruttaresempre più grandi quantità di dati e informazioni, secondo tecnologie digitali che trasforme-ranno i processi industriali e influiranno sul mercato, in particolare nelle aziende manifatturiere,con implicazioni forti anche nel nostro Paese. L’altra nota di Mario Corsi, esemplifica alcuneesperienze sul tema, in particolare nel campo navale e nella gestione energetica.
Rinviando i lettori a un nostro precedente focus sulla resilienza dei sistemi elettrici, il contribu-to di Emanuele Ciapessoni, Carlo Tornelli, Diego Cirio, Andrea Pitto, Federico Riccardo Bellonie Maurizio Verga si concentra sulle funzioni di automazione per migliorare la gestione (affidabi-lità e continuità del servizio, anche in presenza di eventi di disturbo) delle reti elettriche di distri-buzione con generazione diffusa.
Circa l’automazione industriale, Francesco Castelli Dezza, Maria Stefania Carmeli, Marco Maurie Mattia Rossi forniscono uno stato dell’arte sugli azionamenti elettrici, sulle tipologie di con-vertitori, sulle tecniche di modulazione, sulle strategie di controllo. Un esempio applicativo illu-stra un prototipo di azionamento a recupero di energia ad alta efficienza.
Un tema di interesse, data la crescita della capacità di generazione da fonti energetiche rinno-vabili, è l’integrazione e il controllo della produzione fotovoltaica e del relativo sistema di accu-mulo. La procedura proposta da Francesco Adinolfi, Francesco Conte, Fabio D’Agostino,Stefano Massucco, Matteo Saviozzi e Federico Silvestro ottimizza, per una microrete reale inbassa tensione, la produzione complessiva fotovoltaico - batteria sotto opportuni vincoli tecni-ci, con risultati soddisfacenti e indicazioni per miglioramenti futuri.
Un lavoro di provenienza internazionale (gli autori sono Elisabetta Perduca, Miriam Venturelli eRoger Whitaker) presenta - nel caso di una miniera d’oro turca, in fase di espansione - le solu-zioni per il monitoraggio e controllo in base della norma IEC 61850 sui sistemi di automazio-ne, di misura, di power quality.

S O M M A R I OAEIT • numero 11/12 novembre/dicembre 2016
Progetto Grafico - Copertina - Impaginazione:Antonella Dodi - [email protected]
Abbonamenti e Pubblicità:Tel. 02 873899.67 - [email protected]
Direzione Redazione Amministrazione:AEIT - Ufficio CentraleVia Mauro Macchi, 32 - 20124 Milano
Tel. 02 873899.67Telefax 02 66989023
Sito Internet:http://www.aeit.it
Stampa - Fotoservice - Distribuzione:Arti Grafiche MurelliVia Campania 42 - 20090 Fizzonasco - Milano
Gli autori sono responsabili di quanto scritto nei loroarticoli. Le opinioni espresse dagli autori non impegnanol’Associazione.
Editoriale 4Digitalizzazione e Industry 4.0Giuliano Busetto
AutomazioneIndustria 4.0. Istruzioni per l’uso 6Marco Vecchio
Industria 4.0: il futuro che ci corre incontro! 14Mario Corsi
Resilienza del sistema elettrico: il contributo 18dell’automazioneEmanuele Ciapessoni, Carlo Tornelli, Diego Cirio, Andrea Pitto,Federico Riccardo Belloni, Maurizio Verga
Azionamenti elettrici ad alta efficienza 28Francesco Castelli-Dezza, Maria Stefania Carmeli,Marco Mauri, Mattia Rossi
Sistema accumulo-generazione fotovoltaica 36Francesco Adinolfi, Francesco Conte, Fabio D’Agostino,Stefano Massucco, Matteo Saviozzi, Federico Silvestro
The golden age of IEC 61850 46Elisabetta Perduca, Miriam Venturelli, Roger Whitaker
Imprese e mercato 54Anna Lisa Fontana
Imprese e prodotti 56Anna Lisa Fontana
In agenda 58Cariche Sociali AEIT 60

L’opinione di Giuliano Busetto
La digitalizzazione - tema non solo di politica indu-striale, ma anche culturale - è un processo inizia-to da tempo, irreversibile, che genererà una
costante crescita del mercato ad esso connesso, stima-ta dal 7 al 9% entro il 2020.
Al processo di digitalizzazione concorrono diversitrend più generali che sottendono alle dinamiche dipolitica economica, tra cui la globalizzazione, che haesteso a livello mondiale la produzione e la competi-zione, l’urbanizzazione della popolazione, che ha im-posto la creazione di spazi di aggregazione moderni edi infrastrutture intelligenti di collegamento, i cambia-
menti demografici e i cambiamenti climatici, che ci chiedono di ripensare in modo ra-zionale la gestione delle risorse naturali.
Le tecnologie elettrotecniche, elettroniche, meccatroniche, dell’automazione e dei softwaresono trasversali e abilitanti nella trasformazione digitale, in particolare nel settore manifattu-riero e impattano profondamente su mercati vitali per l’economia nazionale - building, tra-sporti e infrastrutture, energia, industria - quattro comparti che usciranno del tutto rinnovatidalla rivoluzione digitale in atto.
La digitalizzazione nel building, sia per quanto concerne la parte in-home sia in rela-zione all’edificio come oggetto intelligente, è una evoluzione in termini tecnologici, ar-chitetturali e applicativi e comporta l’interconnessione tra tutti i dispostivi, le apparec-chiature, i componenti di impianto e i sensori per la raccolta dati per sviluppare servi-zi a valore aggiunto. È una direttrice di sviluppo che spalanca grandi opportunità di bu-siness, con un processo di evoluzione tecnologica molto rapido, simile a quello avve-nuto ad esempio per la telefonia mobile. Un altro tema cardine della Smart City sonole infrastrutture di trasporto. L’urbanizzazione e le sue conseguenze in termini ambien-tali ci impongono la sfida di potenziare il trasporto pubblico ferroviario metropolitano eregionale, e di rendere più efficiente il traffico merci oltre a favorire la mobilità elettrica.L’automotive è un settore in cui è enorme il potenziale generato dall’IoT (Internet of
Giuliano BusettoPresidente ANIE Confindustria
Digitalizzazione, e Industry 4.0
Things), considerato che oggi ogni nuova auto su cinque immatricolata in Italia è do-
tata di connettività nativa a bordo, anche nel mercato non di alta gamma. C’è poi il va-
sto ambito delle reti energetiche e delle utilities: le tecnologie ANIE sono alla base del-
l’evoluzione delle Smart Grid. I contatori elettronici, l’automazione delle reti per la ge-
stione della generazione distribuita, la produzione da fonti rinnovabili e i sistemi di ac-
cumulo sono solo alcuni esempi di tecnologie per le quali siamo all’avanguardia. Gra-
zie alla convergenza digitale potremo a breve termine vedere lo sviluppo di soluzioni di
efficienza energetica sempre più sofisticate e a basso costo. Basti pensare al telecon-
trollo delle reti di pubblica utilità, dove le tecnologie più innovative dell’automazione,
dell’elettronica, della meccatronica e del telecontrollo industriale si integrano con la tra-
dizione e la qualità italiana. Infine la digitalizzazione tocca il tema Industry, ampiamen-
te dibattuto in questi mesi grazie alla spinta del “Piano industria 4.0” promosso dal Mi-
nistro Calenda. Il Piano promuove una vasta operazione di modernizzazione del tessu-
to manifatturiero nazionale grazie a un insieme di misure organiche e complementari
volte a favorire gli investimenti per l’innovazione e per la competitività.
Fin da subito siamo stati sostenitori convinti del Piano che, anche se perfettibile, rappresen-
ta il primo vero tentativo di fare politica industriale nel nostro Paese dopo molti anni. La
nostra Federazione è fortemente impegnata a far conoscere i contenuti del Piano e la loro
applicazione pratica e a supportare in maniera personalizzata le nostre aziende, fornitrici di
componenti e sistemi, costruttrici di macchine (OEM) e utilizzatori finali, attraverso lo
“Sportello ANIE Industria 4.0”.
L’evoluzione delle tecnologie digitali ha già cambiato i modelli di business e a breve modifi-
cherà anche radicalmente l’organizzazione del lavoro. Diventeranno imprescindibili compe-
tenza e visione strategica e investimenti in formazione digitale per colmare il gap di espe-
rienze e favorire l’avvicinamento tra offerta formativa e necessità dell’industria.
L’innovazione digitale è quindi una sfida che coinvolge tutti: le imprese, le università tecno-
logiche e i Politecnici, gli incubatori di start up, le amministrazioni pubbliche, i cittadini.
È un momento storico vivace e di grande fermento, in cui le aziende più innovative e trend
setter intravedono nuove occasioni di successo.
Da parte nostra siamo convinti che questo porterà il massimo profitto e il massimo benefi-
cio per tutti se sapremo innescare un circuito virtuoso e coordinato, con una forte leadership
politica e imprenditoriale a favorire il cambiamento.
Cos’è Industria 4.0?
Tre grandi cambiamenti tecnologici hannomutato radicalmente di volta in volta il mo-
do di fare impresa influenzando lo scenario indu-striale odierno. La prima rivoluzione industriale si è avuta alla finedel Settecento in Inghilterra e ha influenzato radi-calmente l’industria mineraria, tessile e metallurgi-ca dell’epoca, con l’introduzione di impianti mec-canici che sfruttavano la forza di acqua e vapore(ad es., primo telaio meccanico) grazie all’utilizzodi fonti combustibili (carbone) al posto di fonti dienergia naturale (ad es., vento). Nel XIX secolo, ladiffusione dell’energia elettrica ha permesso losviluppo della produzione di massa di stampo tay-loristico, con l’avvento della catena di montaggioe della divisione specializzata del lavoro (ad es., laproduzione in serie dell’automobile).Nella seconda metà del XX secolo, con l’avvio del-la terza rivoluzione industriale sono stati introdottii primi sistemi IT (Information Technology) che au-tomatizzavano ulteriormente la produzione attra-verso l’utilizzo di macchine a controllo numerico(ad es., primo controllore a logica programmabile).
Meccanizzazione, elettrificazione e computeriz-zazione hanno modificato di volta in volta il mododi fare impresa, attraverso:
•• l’introduzione di nuovi strumenti e sistemi per laproduzione che hanno spinto a una fase di in-tensa innovazione di prodotto e di processo;
•• un significativo aumento della produttività, chesi è accompagnato a un progressivo migliora-mento delle condizioni di lavoro sia in termini dimaggiori salari sia di più ampie opportunità diimpiego, con profondi processi di ridefinizionedelle competenze professionali;
•• il cambiamento dello status quo competitivo(tra le imprese sia dello stesso Paese, sia tra ivari Paesi) con affermarsi di logiche sempre piùconcorrenziali su mercati sempre più aperti econtendibili.
Nel dibattito attuale è ricorrente il riferimento a In-dustria 4.0 come la quarta rivoluzione industriale.L’espressione, utilizzata per la prima volta in Ger-mania nel 2011, connota la trasformazione in at-to, il cui perno è incentrato sullo sfruttamento disempre più cospicue quantità di dati e informa-zioni e dal sempre più pervasivo utilizzo delle tec-nologie digitali per connettere, innovare e gover-nare l’intera catena del valore.Analogamente alle rivoluzioni precedenti, Indu-stria 4.0 modificherà il modo di fare industriaattraverso l’introduzione di soluzioni avanzate,che consentiranno alle aziende di re-interpreta-re il proprio ruolo lungo la catena del valore (dairapporti di fornitura e sub-fornitura, ai processiproduttivi, ai sistemi di logistica e magazzinag-gio, fino al contatto digitale con il cliente fina-le), cambiando il campo di gioco competitivotra le imprese a livello nazionale e globale, im-pattando inoltre sulla produttività dei fattoriproduttivi, sull’occupazione e sulla qualità dellavoro e sugli stessi modelli di business delleaziende.Industria 4.0 nasce con la trasformazione digita-le, intesa come l’insieme dei cambiamenti asso-ciati all’utilizzo delle tecnologie digitali in tutti gliaspetti della vita umana e ne diventa l’espressio-ne diretta in ambito industriale.In particolare, la trasformazione sottostante In-dustria 4.0 è abilitata dalla diffusione e dall’ac-cessibilità di alcune tecnologie digitali trasversa-li e abilitanti.
6AEIT • numero 11/12
Industria 4.0Istruzioni per l’uso
L’articolo vuole fornire una de-finizione di Industria 4.0 par-tendo dalle principali tecnolo-gie e applicazioni, introdurre iconcetti legati alla standar-dizzazione e alle architetturedi riferimento e fare un focussulle attività di politica indu-striale avviate in Italia per fa-vorire la digitalizzazione
Marco Vecchio ANIE Automazione

•• Broadband: infrastruttura di connessione digi-tale ad alta velocità, necessaria per abilitare efar dialogare tra loro gli elementi chiave di Indu-stria 4.0. Reti di comunicazione a banda ultralarga, affidabili e di elevata qualità sono una ne-cessità al fine di assicurare la trasmissione ve-loce e sicura di dati;
•• Cloud Computing: infrastruttura IT comune,flessibile, scalabile e aperta per condividere ol-
tre i confini aziendali dati, informazioni, softwaree applicazioni attraverso internet, migliorando leprestazioni delle tecnologie e consentendo dibasare i sistemi produttivi su dati real-time;
•• Artificial intelligence & Machine learning: algo-ritmi adattivi basati sul metodo “tentativi ed er-rori” e orientati all’apprendimento, consentonoa un software di denotare capacità di ricerca ditendenze, analisi e correlazione delle informa-
Automazione
novembre/dicembre 20167
Figura 1Una schematica rappresentazione delle rivoluzioni industrialiππ
Figura 2I drivers di Industria 4.0ππ
zioni e di riconoscimento (forme, suoni e imma-gini) simili a quelle di un essere umano;
•• Cybersecurity: comprende processi, prodotti estandard necessari per proteggere collegamen-ti, dispositivi e dati da accessi non autorizzati,oltre a garantire la necessaria privacy;
•• Mobile devices: parte essenziale della digitaltransformation, grazie alla disponibilità di di-spositivi mobili ed, entro breve, indossabili. So-no caratterizzati da capacità di user content ge-neration, sensoristica di buon livello, interfaccevideo e touch avanzate.
Queste tecnologie sono alla base della trasforma-zione digitale della nostra società e di altre tecno-logie specialistiche (solitamente indicate con l’e-spressione Smart Manufacturing Technologies),le quali finalizzeranno, nell’ambito dei processi in-dustriali, il percorso di trasformazione che le tec-nologie digitali hanno già potentemente avviatonel mondo del terziario avanzato. Le tecnologiespecialistiche per la trasformazione digitale del-l’industria sono le seguenti.•• Industrial Internet of Things: dispositivi embed-
ded, macchinari o altri device dotati capaci diidentificazione, localizzazione, auto-diagnosi,sensing e comunicazione su rete multifunziona-li (internet), dal tradizionale tag RFId fino alle re-ti mesh di sensori. L’Industrial IoT è alla basedel concetto di Cyber-Physical System.
•• Industrial Analytics: specializzazione delle me-todologie e degli strumenti dedicati al tratta-mento e all’elaborazione veloce di grandimasse e varietà di dati (Big Data) all’ambitomanifatturiero e, per estensione, ai processi digestione della supply chain. L’industrial analy-tics ricomprende tecniche e strumenti di DataAnalytics & Visualisation, Simulation e Foreca-sting, per porre in evidenza l’informazione ce-lata nei dati e utilizzarla efficacemente persupportare decisioni di configurazione e ge-stione industriale.
•• Cloud Manufacturing: applicazione in ambitomanifatturiero del paradigma del Cloud Com-puting, abilitando tramite la rete internet l’ac-cesso diffuso e on demand a un insieme virtua-lizzato, condiviso e configurabile di risorse IT asupporto di processi produttivi e di gestionedella supply chain. Sempre più spesso l’espres-sione Cloud Manufacturing viene utilizzata an-che per indicare la virtualizzazione delle risorseproduttive, abilitata ad esempio da piattaformesu cui caricare le specifiche di produzione di unbene (disegni, requisiti qualitativi, volumi, targetdi costo, ecc.) e da cui ottenere il manufattorealizzato e spedito, virtualizzando così il servi-zio di manifattura al pari dei servizi IT.
•• Advanced automation: utilizzo di macchinesempre più intelligenti e di robot con aumenta-te capacità cognitive per supportare l’operato-re o addirittura effettuare in completa autono-mia e in modo estremamente flessibile opera-zioni complesse di montaggio o assemblaggio,in un contesto di crescente collaborazione siafra macchine (Internet of machines o M2MCommunication), sia con gli esseri umani.
•• Advanced Human Machine Interface/Wearabledevices: dispositivi e funzionalità digitali per ag-giungere dati e informazioni alla visione e lettu-ra della realtà fisica in modo da agevolare, adesempio, la selezione di prodotti, componenti eparti di ricambio, le attività di assemblaggio e/oriparazione o, in generale, ogni decisione ri-guardante il processo produttivo. In aggiunta, idispositivi wearable possono assicurare carat-teristiche sensoriali e di scansione, come adesempio il biofeedback e il monitoraggio dellafunzione fisiologica.
•• Additive Manufacturing/3D printing: utilizzo diprocessi innovativi per la progettazione (3D CAD)e produzione di oggetti e componenti di geome-tria articolata e ottimizzata in materiali tradiziona-li e innovativi (quali leghe intermetalliche, polime-ri e compositi) sviluppati direttamente in fase diproduzione partendo da un modello digitale teo-rico in 3D, con vantaggi nella personalizzazionead hoc, nell’ottimizzazione dei costi nella catenalogistica e nel processo distributivo.
Attraverso l’integrazione di tecnologie digitali eapplicazioni nel processo produttivo e negli stes-si prodotti - anche attraverso la costituzione diuna piattaforma digitale per l’IoT che renda pos-sibile l’interoperabilità e la sicurezza dei dispositi-vi e delle applicazioni - la fabbrica diventa un Cy-ber Physical System, ovvero un sistema interatti-vo che integra e connette elementi computazio-nali (capacità di elaborazione, memorizzazione ecomunicazione di dati), esseri umani ed entità fi-siche (robot, macchinari, oggetti, prodotti) per ot-tenere una rappresentazione virtuale e interattivadella fabbrica dei suoi processi e dei suoi output.Questo coordinamento in rete, con un continuoscambio di informazioni tra i diversi elementi,consente una gestione in real time e un costantemonitoraggio del processo produttivo e dell’orga-nizzazione del lavoro. È pertanto possibile preve-dere l’emergere di nuovi modelli produttivi, carat-terizzati da:•• Smart factories - l’IoT consentirà lo sviluppo di
smart factories, nelle quali i macchinari coope-rano tra loro per ottenere una gestione ottimiz-zata, flessibile e fluida del flusso dei materiali edelle attività manutentive;
8AEIT • numero 11/12
Automazione
•• End-to-End forecasting - l’IoT consentirà dimonitorare l’intera supply chain in tempo reale,permettendo una pianificazione evoluta dellaproduzione, migliorando il livello di servizio el’efficienza nell’uso delle risorse.
Verosimilmente le tecnologie sottostanti industria4.0 necessitano almeno di 10-15 anni per rag-giungere la completa maturità nel mercato ed es-sere pienamente efficienti. Oggi molte tecnologieesistono solamente come prototipi o soluzioni pi-lota in via di sviluppo. Si stima che nel 2020-2025saranno sviluppate le prime soluzioni in grado dioperare come veri e propri impianti produttivi, maè oggi che si gioca la partita sullo sviluppo e l’a-dozione di queste soluzioni tecnologiche. Per ciò che concerne le risorse necessarie perattuare la trasformazione digitale, Roland Ber-ger stima un fabbisogno di investimenti a livelloEuropa di circa 60 miliardi di euro annui fino al2030, di cui non meno di 10 miliardi relativi allasola Italia.Alcuni esempi di applicazioni delle tecnologie inchiave Industria 4.0 sono i seguenti.•• Remote and Predictive maintenance: i tecnici
possono stabilire una connessione in remotocon un macchinario e accedere al sistema dicontrollo interno. In tal modo si riducono drasti-camente i costi di viaggio e del personale e, of-frendo tempi di risposta più rapidi, si migliora ilservizio all’utente finale. La connessione da re-
moto è il prerequisito per la manutenzione pre-dittiva: i dati provenienti da sensori di monito-raggio del macchinario vengono raccolti ed ela-borati per evidenziare la possibilità di futuri gua-sti. Questo permette il riconoscimento precocedi un potenziale fermo macchina e la definizionedi misure correttive. Ridurre i tempi di fermomacchina non programmati consente di utilizza-re il personale e le risorse in modo più efficace.
•• Servitization: aggiunta di componenti di servizioall’offerta del prodotto. In questo ambito, unesempio è fornito dall’Infotainment: si riferisce astrumentazione in grado di fornire un mix diinformazione e divertimento, le cui applicazionisono tipicamente associate al trasporto di mas-sa o all’automotive;
•• Fourth party logistics: un operatore-integratoreche assembla le risorse, la capacità di pianifica-zione, e la tecnologia per progettare, costruire egestire soluzioni complete di supply chain. Men-tre una parte terza fornitrice di servizi logistici siconcentra su una singola funzione, un fornitorefourth party logistics gestisce l’intero processo.
Al di là degli specifici esempi di applicazione del-le nuove tecnologie in chiave industria 4.0, laquarta rivoluzione industriale cambierà profonda-
novembre/dicembre 20169
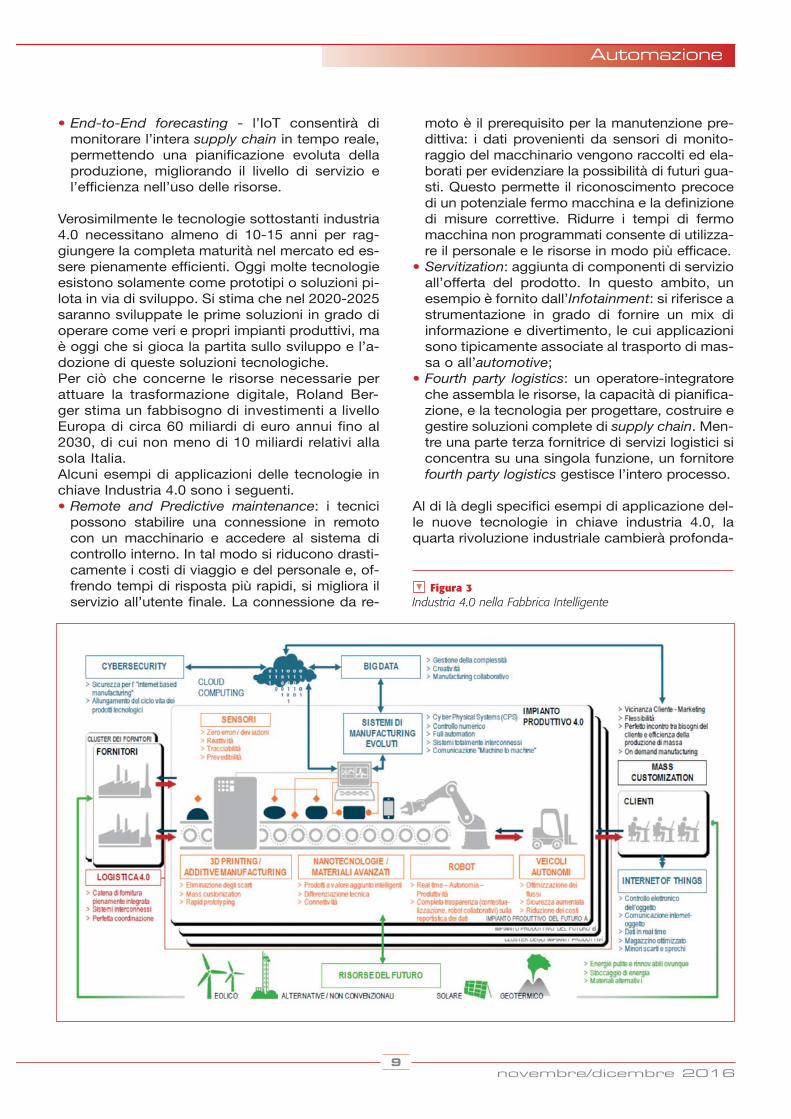
Figura 3Industria 4.0 nella Fabbrica Intelligente††

mente il modo in cui la fabbrica si relaziona conl’intero ecosistema economico di una nazione. Ailivelli più alti di questo cambiamento, grazie alletecnologie digitali la fabbrica potrà meglio intera-gire con l’ambiente in cui si inserisce (ad es.,adattando la propria attività produttiva per armo-nizzarsi coi fabbisogni energetici circostanti) econ la catena del valore a cui appartiene (ad es.,con i prodotti che realizza e con le infrastrutture ditrasporto e formazione a cui fa ricorso). Dentro lafabbrica le attività di sviluppo del prodotto e quel-le di produzione si fertilizzeranno a vicenda grazieai dati raccolti e alla rappresentazione del sistemaCyber-Fisico consentita dalle tecnologie digitali.In questa nuova “architettura” i sistemi produttivie di controllo saranno capaci in modo snello, fles-sibile ed efficiente di rispondere rapidamente aicambiamenti e alle sollecitazioni del mercato, mi-nimizzando sprechi ed errori e accelerando il timeto market. Questo cambiamento di paradigmaconsente di gestire in modo estremamente indu-strializzato anche produzioni in piccola serie - allimite in lotti singoli - e con un amplissima gam-ma di specifiche e customizzazioni, creando cosìuna sempre più forte convergenza fra il saper fa-re tipico della produzione artigianale con l’effi-cienza della scala di produzione industriale.Industry 4.0 conduce a un nuovo e radicale cam-biamento della catena del valore, in particolarenelle aziende manifatturiere, che diventano un si-stema digitale unico e interconnesso, in cui ognisingola parte viene avviata, aggiustata e perfezio-nata in tempo reale, in modo coordinato con glialtri elementi, attraverso lo sfruttamento massivodi ogni informazione.
La rivoluzione di Industria 4.0 non riguarda solol’efficienza dei processi produttivi e l’organizza-zione del lavoro, non si ferma a una innovazioneincrementale funzionale alla gestione in real time.Attraverso il crescente contenuto informativo in-corporato nei prodotti e alla capacità degli stessidi trasmettere informazioni durante l’intero ciclodi vita si aprono nuove strade in grado di rivolu-zionare gli stessi modelli di business. Ad esem-pio, è possibile collegare alla mera vendita di unprodotto un servizio di assistenza, di manutenzio-ne predittiva, di gestione in tempo reale dell’effi-cienza e performance del prodotto stesso, crean-do vere e proprie partnership, con il cliente inter-medio o finale, volte al miglioramento continuodel prodotto stesso.Attraverso il crescente contenuto di intelligenzaembedded nei prodotti, sarà sempre più possi-bile comprendere le abitudini di consumo e uti-lizzo del prodotto stesso, adattandolo nel tempoai bisogni differenziati del cliente finale (custo-
mizzazione di massa), giungendo persino a pro-duzioni on demand sempre più adattive e tailormade, esprimendo una capacità di rispostapressoché immediata alle esigenze del clienteintermedio o finale.Da ultimo, ma non meno importante, industria4.0 potrà davvero abilitare il paradigma dell’e-conomia circolare, e non soltanto in termini diun ridotto consumo di risorse nel corso del pro-cesso di produzione, ma nel più originale e am-bizioso intendimento della simbiosi industriale.La connessione dei prodotti e delle fabbriche,della catena del valore e degli utenti consentiràdi progettare il ciclo di fabbricazione del pro-dotto assieme a quello del suo utilizzo e del suoriutilizzo, affrontando una complessità che ogginon possiamo gestire, e soprattutto consenten-do di mettere in luce le fonti di valore che di-scendono da una progettazione “circolare” delciclo di vita del prodotto, così da effettivamen-te accelerare lo spostamento dell’industria ver-so questo paradigma.In estrema sintesi, industria 4.0 non riguarda solol’organizzazione dei processi interni aziendali, ma èuna opportunità fondamentale per migliorare il po-sizionamento competitivo delle imprese nella valuechain. Tale fenomeno ha impatti pervasivi su:•• i fornitori, grazie a una supply chain interamen-
te integrata e coordinata, con sinergie tra i for-nitori, in modo da garantire una risposta velocealle richieste del mercato;
•• i clienti, grazie a una maggiore vicinanza alle lo-ro necessità, con un elevato grado di flessibilitàe di on demand manufacturing che consentonoun efficientamento e una customizzazione spintadella produzione di massa, integrando la fornitu-ra dei prodotti con quella di servizi postvendita;
•• l’azienda, che con sistemi interconnessi riducetempi di progettazione, prototipazione, svilup-po sperimentale e produzione e relativi costi, ri-duce gli sprechi energetici e gli scarti generatinel sistema produttivo, migliora la gestione delmagazzino collegando le richieste provenientidalla produzione e la puntualità dell’approvvi-gionamento, abilitando anche un modello dieconomia circolare e di simbiosi industriale;
•• i lavoratori, poiché l’evoluzione degli ambientidi lavoro in chiave industria 4.0 mette al centrol’organizzazione del lavoro e l’interazione uomomacchina in spazi produttivi cibernetici daràancora più valore al fattore umano, alla sua ca-pacità di interagire e prendere decisioni all’in-terno di un sistema complesso e integrato, fa-cendo in modo che sia il sistema produttivo adadattarsi all’uomo e non viceversa. Inoltre,comporterà l’acquisizione di competenze ge-stionali anche sulla linea di produzione.
10AEIT • numero 11/12

Automazione
Industria 4.0 è una occasione per il rilancio delmanifatturiero italiano e del sistema produttivonel suo complesso, funzionale a un suo riposizio-namento negli scenari competitivi globali. Con Industria 4.0 si aprono opportunità per le im-prese italiane, piccole e grandi, da cogliere tantosul fronte dell’efficientamento dei processi, dellariduzione dei costi e del miglioramento della pro-duttività, quanto - e forse soprattutto - in terminidi ripensamento dei prodotti, di nuovi servizi, dimigliore capacità di reagire in breve tempo alleesigenze del mercato, di vero e proprio cambia-mento nelle aree e nei modelli di business per in-crementare i ricavi, per intercettare nuovi merca-ti, per soddisfare nuovi bisogni, per estrarre mag-giore valore aggiunto.Nella prospettiva di industria 4.0 i dati e le infor-mazioni aziendali e di mercato diventeranno unvero e proprio nuovo fattore di produzione distin-tivo su cui costruire i vantaggi competitivi del fu-turo. Su questo fronte è necessario un grandesforzo: si stima che, della crescente mole di infor-mazioni digitali raccolte a livello aziendale, appe-na l’1% venga a oggi effettivamente utilizzato permigliorare processi e prodotti. Occorre dunque unsignificativo cambiamento culturale che spostil’attenzione degli imprenditori dai fattori tradizio-nali di produzione (capitale e lavoro) a un impal-pabile mondo di informazioni digitali. L’opportunità che offre industria 4.0 è quella di uncompleto riposizionamento competitivo del siste-ma produttivo italiano. Se sfruttata al meglio,combinando le caratteristiche della trasformazio-ne digitale in corso con quelle della struttura im-prenditoriale italiana, il Paese potrebbe trovarsinon più a inseguire i suoi competitor, ma esserecapofila nel guidare l’industria europea verso ilcambiamento competitivo.
La standardizzazionee l’architettura di riferimentoL’approccio di Industria 4.0 richiede una serie ditecnologie di base per poter essere implementa-to. Il requisito essenziale è di permettere lo scam-bio dati autonomo da parte di tutti i componentidella fabbrica, in tempo reale e con una totale tra-sparenza e interoperabilità. Sul piano informaticociò si traduce in:•• una rete di comunicazione ad alta efficienza che
copre la fabbrica e che utilizza il mezzo tra-smissivo più idoneo (cablato o wireless);
•• dispositivi che integrano il sistema di co-municazione e capacità di elaborare auto-nomamente dati e svolgere servizi (sistemiembedded);
•• sistemi di gestione di grandi quantità di dati
(Big Data) attraverso l’accesso a database di-stribuiti (Cloud Computing).
Particolarmente critica per il successo dell’attesarivoluzione è la disponibilità di personale tecnicoe manageriale in grado di padroneggiare le tec-nologie e i benefici che queste possono apporta-re. In particolare, l’approccio di industria 4.0 èquello di una totale interdisciplinarietà che puòspaziare dall’elettronica alla microbiologia, dallarobotica alla genetica. Il tutto supportato da unasolida base informatica. Al momento figure similinon esistono e non è ancora del tutto chiara qua-le possa essere la strada per una loro formazione.Qualunque innovazione nel mondo industrialedi oggi richiede la convergenza su soluzionicondivise tra diversi fornitori, specialmente nelcaso in cui l’interazione tra apparati diversi dicostruttori diversi è alla base stessa del pro-getto. Questa condivisione può essere ottenu-ta solo attraverso l’applicazione di standard in-ternazionali, e a tal fine IEC - ente normatore alivello mondiale nel settore elettrico ed elettro-nico - ha attivato lo Strategic Group SG8 SmartManufacturing che ha lo scopo di:•• definire la terminologia per Industry 4.0;•• raccogliere lo stato della normativa in questo
settore;•• coordinarsi con altri enti normatori che operano
nel settore, quali ISO, ISA e IEEE;•• coordinare tutti i progetti di standardizzazione
in corso inerenti Industry 4.0;•• sviluppare un modello e una architettura di ri-
ferimento coerentemente con gli esistenti mo-delli IEC.
Uno dei gruppi di lavoro maggiormente attivi inIEC, e sicuramente quello più vicino al mondodell’automazione industriale, è il WG16 del Comi-tato Tecnico TC65 Industrial process measure-ment, control and automation che sta sviluppan-do la famiglia di norme IEC 62832 che dovrà de-finire il modello di riferimento per le strutture diproduzione (digital factory).L’approccio seguito prevede la definizione diuna libreria dei componenti che costituisconouna fabbrica, utilizzando un modello strutturatomutuato dalla programmazione object oriented.Ogni componente è caratterizzato da un insiemedi dati e parametri, ciascuno dei quali identifica-to da una denominazione univoca. IEC chiamaquesti dati list of properties, che sono oggetto dinorme specifiche di apparato (serie IEC 61683).In pratica, ogni oggetto reale (automation asset)diventa una istanza del modello della fabbricache contiene i dati definiti dal Common Data Di-rectionary (IEC 61360) raggruppati in una strut-tura ad albero. Il dizionario è accessibile online
novembre/dicembre 201611

sul sito http://std.iec.ch/iec61360 ed è in conti-nua evoluzione.La definizione di una semantica condivisa è es-senziale per la realizzazione dello scambio datiche caratterizza la fabbrica del futuro. Il CDD con-sidera sia i componenti dell’automazione (tra-smettitori, PLC, attuatori, ecc.) sia i componentielettrici (interruttori, azionamenti, quadri elettrici,ecc.). Utilizzando il CDD, ogni produttore forniscela libreria dei propri apparati, specificandone i pa-rametri costruttivi.Per realizzare il modello di una fabbrica il proget-tista deve caricare dalle librerie il modello di tutti icomponenti e definirne le relazioni funzionali. Adesempio, l’uscita di un trasmettitore è in relazionecon l’ingresso di I/O e così via. Le relazioni fun-zionali sono anche relative agli aspetti meccanici,strutturali, operativi, e a tutto quanto concorre alfunzionamento della fabbrica. L’insieme degli ap-parati e delle loro relazioni costituisce quello cheIEC chiama il Digital Factory Repository.
Il modello così realizzato copre l’intero ciclo di vi-ta della fabbrica, dalla fase progettuale alla confi-gurazione del sistema di automazione, funziona-mento, manutenzione, e così via. Particolare at-tenzione viene posta nella possibilità di utilizzareil modello per la fase di simulazione del funziona-mento della fabbrica, indispensabile per l’ottimiz-zazione del progetto - attività che può portare a
importanti benefici tecnico/economici.La struttura object oriented dei dati è accompa-gnata da un approccio aspect oriented che pre-vede che i dati contenuti nel repository siano fil-trati in funzione dello scopo per il quale sono ri-chiesti. Ad esempio, i dati necessari al manuten-tore sono diversi da quelli necessari all’operatoredi sala controllo e vengono pertanto opportuna-mente pre-filtrati, al fine di alleggerire la comples-sità di quanto viene sottoposto all’utente. Questaattività di filtraggio viene in alcuni casi chiamata“profilazione” (ISO 15745-1).La Digital Factory immaginata da IEC è un am-biente virtuale sul quale operare con strumentiinformatici evoluti lungo l’intero ciclo di vita. Ine-vitabilmente questo deve passare da una fase diclassificazione del mondo reale, a sua volta gesti-ta con strumenti informatici perché in continuaevoluzione e dinamica. L’obiettivo di IEC è quindi quello di fornire un mo-dello informatico di riferimento che possa essereutilizzato da progettisti e gestori di fabbriche eimpianti mediante strumenti di simulazione, pro-grammazione, supervisione, ecc., a loro voltastandardizzati perché basati su dati strutturati eunivocamente identificati.
12AEIT • numero 11/12
Figura 4Architettura di riferimento Industria 4.0††
Automazione
Come si sta muovendo l’ItaliaIl MIUR ha lanciato nel 2014 il progetto di ricerca“Smart Manufaturing 2020”, dando vita a un clu-ster di aziende costruttrici, università e aziendeutilizzatrici finalizzato allo sviluppo delle tecnolo-gie di base per la realizzazione della “fabbrica in-telligente”. Il cluster è costituito da 203 aziende,46 università, 19 associazioni e 6 distretti tecno-logici e sviluppa quattro linee di ricerca di base.•• Smart Monitoring and Planning: sviluppo di
strumenti e metodi per la pianificazione e il mo-nitoraggio della fabbrica in una visione di otti-mizzazione delle risorse energetiche;
•• Smart Maintenance: per lo sviluppo di una piat-taforma integrata che supporti l’implementazio-ne di tecniche di manutenzione preventiva econdition based;
•• Smart Product/Services: sviluppo di dispositivie strumenti informativi dedicati alla connettivitàin rete;
•• Virtual Product and Production System: per losviluppo di sistemi di prototipazione virtuale eottimizzazione mirati al settore della stampisticaper sanitari in ceramica.
Ciascuna linea è poi suddivisa in progetti operati-vi che molto spesso conducono alla realizzazionedi prototipi o allo sviluppo di linee produttive nuo-ve o rimodernate presso aziende produttrici.Una consistente parte del progetto è orientata al-la formazione del personale che dovrà utilizzare lenuove tecnologie e approcci sviluppati. Lo svilup-po delle tecnologie del Cluster è allineato ai crite-ri e ai modelli che IEC ha in corso di definizione.Un ultimo ma importante aspetto da considerareriguarda il Piano Nazionale Industria 4.0 lanciatoa settembre 2016 dal Ministro Calenda e avviatoufficialmente a gennaio 2017. Il Piano rappresen-ta una grande occasione per tutte le aziende chevogliano cogliere le opportunità legate alla quartarivoluzione industriale e prevede un insieme di mi-sure organiche e complementari in grado di favo-rire gli investimenti per l’innovazione e per lacompetitività. Si tratta di misure che ogni aziendapuò attivare in modo automatico senza ricorrere abandi o sportelli e, soprattutto, senza vincoli di-mensionali, settoriali o territoriali.Gli incentivi per l’innovazione, le detrazioni e leagevolazioni fiscali, l’attenzione al mondo dellascuola per assicurare al Paese lo sviluppo di
competenze adeguate così come i fondi per l’in-dustrializzazione e quelli per le startup, sono tuttiprovvedimenti di politica industriale che poten-zialmente possono attivare ingenti investimentiprivati nella direzione di rinforzare il nostro com-parto manifatturiero in maniera significativa.In particolare, si pone l’accento sulle misure det-te Iperammortamento e Superammortamentoche sono la vera novità del Piano. Questi duestrumenti nascono con l’obiettivo di supportare eincentivare le imprese che investono in beni stru-mentali nuovi e in beni materiali e immateriali(software e sistemi IT) funzionali alla trasforma-zione tecnologica e digitale dei processi produtti-vi. I vantaggi legati all’Iperammortamento sono lasupervalutazione del 250% degli investimenti inbeni materiali nuovi, dispositivi e tecnologie abili-tanti la trasformazione in chiave 4.0 acquistati oin leasing mentre per il Superammortamento ivantaggi sono la supervalutazione del 140% de-gli investimenti in beni strumentali nuovi acqui-stati o in leasing. Inoltre, chi beneficia dell’Ipe-rammortamento avrà la possibilità di fruire dell’a-gevolazione del 140% anche per gli investimentiin beni strumentali immateriali (software e sistemiIT). Il beneficio è cumulabile con la “Nuova Saba-tini” (solo PMI) e con il Credito d’imposta per at-tività di Ricerca e Sviluppo. Tutti i soggetti titolaridi reddito d’impresa, comprese le imprese indivi-duali assoggettate all’IRI, con sede fiscale in Ita-lia, incluse le stabili organizzazioni di imprese re-sidenti all’estero, indipendentemente dalla formagiuridica, dalla dimensione aziendale e dal setto-re economico in cui operano possono usufruire ditali incentivi. Al beneficio si accede in maniera au-tomatica in fase di redazione di bilancio e tramiteautocertificazione. Il diritto al beneficio fiscalematura quando l’ordine e il pagamento di almenoil 20% di anticipo sono effettuati entro il 31 di-cembre 2017 e la consegna del bene avviene en-tro il 30 giugno 2018. Per gli investimenti in Ipe-rammortamento superiori a 500.000 € per singo-lo bene è necessario un attestato di conformità ri-lasciato da parte di un perito o ingegnere iscrittinei rispettivi albi professionali o da un ente di cer-tificazione accreditato attestante che il bene pos-siede caratteristiche tecniche tali da includerlonegli elenchi di cui all’allegato A o all’allegato Bdella legge di Bilancio 2017.
novembre/dicembre 201613
ANIE Automazione, con oltre 100 aziende associate, rappresenta in Italia il punto di riferimento per le imprese forni-trici di tecnologie per l’automazione di fabbrica, di processo e delle reti. Chiunque abbia dei quesiti sul Piano o vogliaapprofondire determinati aspetti legati a esigenze specifiche, potrò rivolgersi allo Sportello I4.0 di ANIE attivo all’indi-rizzo email: [email protected]

Stiamo assistendo alla diffusione dellaquarta rivoluzione industriale: dopo la pri-ma, caratterizzata dall’introduzione della
macchina a vapore agli inizi del Settecento, laseconda, che si sviluppa oltre un secolo e mezzopiù tardi grazie all’energia elettrica e ai primi na-stri trasportatori, e la terza che negli anni ’70 con
l’arrivo dei PLC (Programmable Logic Controller)porta in fabbrica l’automazione per come la in-tendiamo ai giorni nostri, l’Internet of Things per-metterà alle aziende digitali di fare un “saltoquantico incrementale”.Si stanno infatti consolidando una serie di fattoriabilitanti di questa nuova rivoluzione: una forte ri-duzione dei costi dei sensori che rendono “smart”prodotti e impianti produttivi, aumentandone lacapacità di raccogliere informazioni e dati sul pro-prio stato e di trasmetterli anche wireless, lo svi-luppo di internet e del “cloud” dove poter imma-gazzinare enormi quantità di dati, l’incrementodella capacità di elaborazione di calcolo dei com-puter e dello sviluppo di software sempre piùesperti nell’analizzare i dati, trasformandoli ininformazioni.
La quarta rivoluzione industriale cambierà di fattoil modo in cui lavoriamo e gestiamo gli asset al-
14AEIT • numero 11/12
Industria 4.0:il futuroche ci corre incontro!L’Industria 4.0 rappresentaun’opportunità per incre-mentare la competitività del-le aziende: nel presente arti-colo si descrivono i progettimessi in campo da ABB perl’innovazione tecnologica
Mario Corsi Amministratore delegato ABB SpA

l’interno delle nostre fabbriche, con possibili ridu-zioni dei costi di gestione degli impianti, incre-menti di produttività e di efficienza energetica econ la creazione di nuovi servizi. Per molte azien-de tutto ciò implicherà un vero e proprio cambia-mento radicale del modello di business.
I vantaggi derivanti dall’interconnessione dell’in-tero ecosistema in cui opera l’impresa potrannoessere visibili su più livelli:a. il primo beneficio sarà riconducibile diretta-
mente alla gestione della fabbrica (ad es., ri-duzione dei costi energetici, incrementodell’efficienza di produzione, generazione dinuovi servizi manutentivi; tecnologie di realtàaumentata con le quali si possono avere in-terazioni in tempo reale con componenti diimpianto che forniscono informazioni su qua-le sia il componente che deve essere ordina-to e sostituito);
b. un secondo livello associato ai prodotti cheescono dalle linee di produzione (produzione diprodotti di alta qualità e personalizzati a costitradizionalmente associati alla produzione inserie; prodotti le cui caratteristiche di persona-lizzazione potranno essere influenzate daquanto potrà derivare dall’analisi associata aiBig Data e dalle esigenze dei clienti);
c. l’ultimo livello potrà portare l’intelligenza a bor-do direttamente del prodotto, che conterràinformazioni relative alla sua “storia di produ-zione” (ad es., importanza della storia di pro-duzione nella tracciabilità della catena dell’ali-mentare; possibilità di segnalare opportuna-
mente la presenza di componenti critici chedevono essere smaltiti, a fine vita, con proce-dure dedicate).
ABB, nella propria visione, integra l’intera catenadel valore che è possibile generare grazie a que-sto approccio, avendo al centro le esigenze deipropri clienti e introducendo la propria soluzioneABB Ability™, che affonda le radici nella nostraesperienza in automazione avanzata, supportatadalla vastità della nostra base installata: un puntodi partenza sicuramente privilegiato.
All’interno del gruppo ABB sono maturate una se-rie di esperienze nell’ambito dell’Industria 4.0 inmolteplici aree di business.
Un approfondimento specifico merita la gestio-ne di flotte navali: si tratta della rete degli Inte-grated Operations Center - uno dei quali consede a Genova - da cui i tecnici possono con-nettersi con qualsiasi nave, in navigazione intutto il mondo, equipaggiata con tecnologieABB. Grazie a sensori e software, gli armatori ei tecnici possono accedere via satellite ai datirelativi alle apparecchiature di bordo, alle loroperformance, valutare il loro stato ed eventual-mente prevedere interventi di manutenzionepredittiva, riducendo inefficienze, disservizi egli elevati costi di cantiere durante la manuten-zione. L’accesso ai dati relativi alle apparec-chiature, consente ai tecnici di segnalare proat-tivamente agli armatori eventuali criticità primaancora che queste si manifestino persino al
Automazione
novembre/dicembre 201615

personale di bordo. Ad oggi, sono oltre 600 lenavi connesse ai nostri centri operativi.
Un altro esempio, tutto Italiano, è rappresentatodal servizio di Remote Service applicato alla ro-botica industriale. Sono numerose le aziende ita-liane, che vanno dalla PMI alla grande azienda neisettori Food & Beverage o della lavorazione deimetalli, che hanno adottato la tecnologia di ABBper la gestione in remoto dei propri robot. Dallasua centrale operativa, l’impresa raccoglie, gesti-sce e analizza i dati trasmessi dai robot via inter-net: questo consente ai tecnici di verificare il cor-retto funzionamento dell’apparecchiatura e di ri-levare tempestivamente eventuali anomalie, ana-lizzandole e risolvendole anche in maniera pre-ventiva. Negli anni il servizio di Remote Service siè evoluto passando dall’analisi real time della so-la parte elettronica al monitoraggio anche di quel-la meccanica.
Alla sede di Genova ad oggi sono connessi 680impianti di produzione di energia in tutto il mon-do, che vengono monitorati con l’obiettivo di rile-vare in tempo reale i dati di produzione e perfor-mance e garantire la continuità del servizio. Ilcentro di monitoraggio genera automaticamentechiari e particolareggiati rapporti delle misure re-gistrate, notifica in tempo reale al personale l’a-nalisi dei possibili guasti, suggerisce attività dimanutenzione correttiva, preventiva o straordina-ria dando poi evidenza delle attività svolte e dei ri-sultati ottenuti.
Altri due validi esempi di tecnologia digitale sonorappresentati dai nuovi sensori intelligenti per imotori e ABB Ability™ Electrical Distribution Con-trol System, la soluzione in grado di aumentarel’affidabilità degli impianti e di incrementarne l’ef-ficienza energetica fino al 30%.
Finora il monitoraggio e la manutenzione preven-tiva dei motori in bassa tensione erano attività di-spendiose in termini di tempi e costi. Oggi, i sen-sori intelligenti ABB, collegati direttamente a mo-tori standard, forniscono informazioni sui para-metri di funzionamento (vibrazioni, temperatura,carichi e consumi energetici) e sulle condizioni delmotore attraverso una comunicazione wireless.Gli allarmi vengono generati non appena unoqualsiasi dei parametri devia dalla norma, con-sentendo all’operatore di adottare misure preven-tive prima che si verifichi un malfunzionamento.Le prime indicazioni ci dicono che la soluzione of-ferta dal sensore intelligente porta a una riduzio-ne fino al 70% del fermo dei motori e prolunga laloro durata fino al 30%. Agendo sui dati per otti-
mizzare le prestazioni del motore, si riduce il con-sumo energetico fino al 10%.
ABB Ability™ Electrical Distribution Control Sy-stem abbina la connettività e le capacità di rileva-zione degli interruttori aperti Emax 2 a una piat-taforma su Cloud, che fornisce informazioni pre-cise per servizi avanzati di gestione, supervisioneremota e diagnostica in campo energetico. Emax2 è connesso, a sua volta, ai dispositivi installatinell’impianto elettrico - ad esempio, interruttoriscatolati e miniaturizzati, rilevatori di guasti da ar-co interno e multimetri - per trasformarli in senso-ri in grado di misurare e condividere dati. I trenddi consumo e costo dell’energia vengono, così,continuamente monitorati e analizzati, rendendopiù agevole e veloce la messa a punto di efficacistrategie di gestione.
Concludendo si può sicuramente affermare chel’Industria 4.0 rappresenta un’opportunità dall’e-norme potenzialità per incrementare la competiti-vità delle aziende, ma che porta con sé una sfidaper le imprese che devono prima di tutto com-prendere la portata di questo cambiamento e svi-luppare delle strategie per valorizzarlo nei propriprocessi, nei propri prodotti e nei propri servizi.
Ci sono dei nodi che devono essere sciolti a livellodi Paese e che il Piano Nazionale Industria 4.0 staaffrontando: si veda la definizione di standard aper-ti per un’architettura di riferimento che di fatto per-metta l’integrazione e l’interoperabilità dei sistemi.E ancora ad aspetti normativi legati alla cyber se-curity e alla riservatezza dei dati. Non possiamonon riflettere poi sulle competenze che saranno ne-cessarie sia agli sviluppatori per realizzare nuovimodelli di elaborazione e analisi dei dati, sia aglioperatori per agire nelle fabbriche smart. Tutti que-sti aspetti richiedono attenzione, strategie, pianifi-cazione e investimenti, nonché la convergenza diistituzioni e enti privati per indirizzare gli sforzi. Noistiamo partecipando attivamente a questo percor-so e le nostre fabbriche Italiane sono candidate asvolgere il ruolo di lighthouse all’interno del proget-to Ministeriale: siamo pronti a mettere a disposizio-ne le nostre esperienze sia come industria manifat-turiera che sta sperimentando e applicando consuccesso le tecnologie digitali nelle proprie fabbri-che, sia come fornitori di sistemi e servizi.
Dobbiamo continuare a trarre vantaggio da tuttele innovazioni tecnologiche che ci circondano,consapevoli che la contaminazione tra i settori incui verranno applicate diventerà sempre più spin-ta e irreversibile. E avverrà a una velocità espo-nenziale mai sperimentata prima!
16AEIT • numero 11/12

Associau amico!
Il Programma “Associa un Amico”premia i soci AEIT
REGOLE DEL PROGRAMMA1. L’iniziativa è riservata ai Soci Individuali AEIT in regola con il pagamento della quota 2017.
2. Il modulo di iscrizione anno 2017 del Nuovo Socio Presentato, debitamente compilato e comprensivo del pagamentodella quota annuale, deve portare anche il nome, cognome e numero di matricola del Socio Proponente.
3. I moduli di iscrizione di Nuovi Soci Presentati che dovessero pervenire senza i dati del Socio Proponente non daran-no luogo a premi.
4. Ciascun Socio Proponente può cumulare al massimo un premio pari alla propria quota annuale per il 2018.
5. I Soci Proponenti saranno informati dei premi cumulati con la campagna di iscrizioni 2017 nel mese di novembre 2017.
6. Il premio cumulato da ciascun Socio Proponente sarà utilizzabile per pagare la propria quota annuale AEIT 2018.
7. I premi cumulati dai Soci durante l’anno 2017 non sono convertibili in denaro contante e scadranno il 28 febbraio 2018.
OGNI SOCIO AEIT CHE PRESENTA NUOVI SOCI GUADAGNA UN PREMIO CHE
PUÒ ESSERE USATO PER IL PAGAMENTO DELLA PROPRIA QUOTA ANNUALE
Per la campagna di iscrizioni 2017 il Programma “ASSOCIA UN AMICO” offre
i seguenti premi:
10 EUROper ogni Nuovo Socio Individuale presentato
3 EUROper ogni Nuovo Socio Giovane presentato
www.aeit.itUfficio Centrale - Milano
L'importo massimo che un socio proponente può cumulare è pari alla propria quotasociale per l’anno 2018

I sistemi elettrici moderni sono sempre piùsoggetti a minacce di origine naturale, anchea causa dei cambiamenti climatici che ren-
dono più frequenti eventi meteo estremi (quali ne-vicate intense, trombe d’aria e alluvioni). Tali eventipossono determinare conseguenze sul sistema intermini di fuori servizi di uno o più componenti suaree più o meno vaste della rete, con potenziali pe-santi impatti per l’utenza e per la società tutta. Èquindi fondamentale che la rete elettrica sia in gra-do di minimizzare i danni e recuperare il più rapida-mente possibile il servizio normale dopo ogni inter-ruzione intenzionale o non intenzionale.
Al fine di minimizzare gli impatti (economici, so-ciali) dei disservizi, sono necessari nuovi approcciche consentano di migliorare le prestazioni del si-stema a fronte di minacce; la rete deve cioè esse-re resa sempre più resistente, sicura e resiliente.
Peraltro, negli ultimi anni, le tecnologie dell’auto-mazione sono sempre più utilizzate per migliora-re le prestazioni e l’efficienza dei sistemi elettrici.In quest’ambito l’automazione, la sensoristicaavanzata, le reti di comunicazione, e in generalele tecnologie ICT giocano un ruolo essenziale, siaper il monitoraggio delle situazioni critiche, sia
nelle fasi di protezione, difesa e ripristino, per lequali devono essere studiati approcci innovativiper gestire le minacce e i disturbi imprevisti. Que-sta pervasività dell’ICT ha portato a più intercon-nessioni e interdipendenze tra i componenti fisicie ICT delle reti, e ha aumentato le minacce di ori-gine antropica (guasti, sabotaggi, furti di materia-le, attacchi informatici, ecc.).
La memoria, dopo aver ripreso i concetti di baserelativi alla resilienza del sistema elettrico a frontedi eventi estremi, si concentra sul contributo deisistemi di automazione sia nell’ambito del moni-toraggio delle situazioni critiche, sia nelle fasi didifesa e ripristino.
La resilienza dei sistemi elettriciLa resilienza è una proprietà che presenta moltesfaccettature e richiede la gestione di disturbi dimolte tipologie, sia guasti fisici e malfunziona-menti dei componenti, a fronte di eventi naturali edi attacchi umani, sia malfunzionamenti logici deisistemi di automazione.Qualche richiamo alle definizioni di base può es-sere utile per inquadrare meglio il problema.
L’affidabilità di un sistema elettrico, cioè “la capa-cità di fornire il servizio agli utenti finali entro pre-cisi standard di funzionamento e nella quantitàdesiderata”, si compone di due parti [1]: •• l’adeguatezza, cioè la capacità del sistema di
soddisfare le richieste di potenza e di energia agliutenti in ogni istante, considerando anche i fuoriservizi attesi e inattesi dei componenti di rete;
•• la sicurezza, cioè la capacità del sistema di pre-servare le proprie caratteristiche funzionali, ovve-ro di garantire la continuità dell’alimentazione de-gli utenti connessi a fronte di un evento severo.
Classicamente la sicurezza del sistema poggiasul “Criterio N-1”: a seguito di guasti di singoli
18AEIT • numero 11/12
Resilienza del sistemaelettrico: il contributodell’automazioneLa memoria, dopo aver ripre-so i concetti di base relativi al-la resilienza, si concentra sulcontributo al miglioramentodella resilienza del sistemaderivante dall’adozione di fun-zionalità di automazione avan-zate, di cui vengono presen-tati alcuni esempi significativi
Emanuele Ciapessoni, Carlo Tornelli, Diego Cirio, Andrea Pitto, Federico Riccardo Belloni, Maurizio Verga RSE SpA

componenti di rete, il sistema può permanere nel-lo stato normale, oppure finire in uno stato di al-lerta che non presenta né violazioni dei limiti ope-rativi, né disalimentazioni del carico, ma non ri-sulta più sicuro “N-1”.
Il criterio N-1 può non garantire il corretto fun-zionamento del sistema a fronte di contingen-ze multiple, spesso originate da eventi estre-mi. Del resto, superare il criterio N-1 per pas-sare alla sicurezza N-k (cioè a fronte di k di-sturbi) non risulta fattibile a causa dei costiinammissibili richiesti per l’irrobustimento del-la rete a fronte di un set di contingenze deci-samente più ampio e severo.
È qui che interviene il concetto di resilienza che,nell’ambito del sistema elettrico, può essere de-finita come [2]: la capacità del sistema di assor-bire i disturbi imprevisti operando un gradualedegrado del servizio (graceful degradation), e diriportarsi velocemente allo stato di funziona-mento normale.
Un sistema resiliente dovrebbe essere in grado di“reagire” agli eventi severi che ne possono com-promettere il funzionamento, rispondendo al di-sturbo in modo da minimizzare la perdita di cari-co e l’energia non fornita.
L’evoluzione temporale di un evento estremo inun sistema resiliente è rappresentata nella figura1, in cui si distingue: a) la resilienza dell’esercizio,che riguarda la gestione dei disservizi, cioè delledisalimentazioni fino al blackout e b) la resilienzadell’infrastruttura a fronte di eventi estremi checomportano guasti multipli e che richiedono la ri-parazione o la sostituzione di componenti.
Considerare la resilienza nella progettazione e ge-stione dei sistemi elettrici consente di migliorarnel’affidabilità anche a seguito di eventi estremi.
Garantire la resilienza richiede di migliorare gli ap-procci attualmente adottati per gestire i sistemielettrici, tramite l’utilizzo di un approccio integra-to, passivo e attivo. Ad esempio, per far fronte aun evento severo limitando la propagazione deidisturbi e garantire il servizio nelle aree non colpi-te dal disturbo, un sistema resiliente può separar-si in sotto-reti tramite sistemi automatici di con-trolled islanding.
In questo modo, il criterio N-1 può essere com-pletato considerando gli eventi più rischiosi cheun sistema elettrico potrà affrontare, miglioran-do la resilienza del sistema, tramite l’elabora-zione di azioni di controllo preventive o corretti-vo adeguate.
Automazione
novembre/dicembre 201619
Figura 1Evoluzione di un evento estremo in un sistema resiliente; ripreso con adattamenti da [3]ππ

Robustezza versus resilienzaIn termini generali, robustezza e resilienza appar-tengono a due diverse filosofie di progettazione.•• La progettazione basata sulla robustezza richie-
de al sistema di essere resistente, cioè la capa-cità di evitare danni. Tuttavia, quando una reterobusta viene attaccata oltre le proprie capacità,potrebbe subire guasti. Da un punto di vista in-gegneristico, alla robustezza può effettivamenteassociarsi anche un grado di “fragilità”.
•• La progettazione fondata sulla resilienza richie-de che un sistema abbia la capacità di assorbi-re i disturbi, adattando lo stato di funzionamen-to alla nuova situazione, e di recuperare il primapossibile il corretto funzionamento, richiedecioè al sistema di essere flessibile e adattativo.Quando una rete resiliente viene attaccata, sipuò adattare e sopravvivere pur con un funzio-namento degradato. Da un punto di vista inge-gneristico, la resilienza può garantire una mi-glior prestazione del sistema anche a fronte dieventi estremi.
Resilienza e rischioUn pilastro fondamentale dell’ingegneria dellaresilienza è l’analisi dei rischi a fronte di even-ti estremi.
Solo di recente, il concetto di rischio è stato in-trodotto in alcuni standard operativi per trattaregli eventi estremi (NERC Std. TPL-001-4 [4]). A li-vello europeo, ENTSO-E (European Network ofTransmission System Operators for Electricity) [5]conferma la necessità di soddisfare il criterio N-1,ma suggerisce un approccio basato sul rischioper valutare l’opportunità di rendere il sistema si-curo a fronte di specifici disturbi N-k, k>1 oppor-tunamente selezionati. Infatti, i criteri di sicurezzaclassici non considerano la probabilità delle con-
tingenze, a sua volta funzione delle minacce checolpiscono il sistema sull’orizzonte temporale diinteresse (per l’esercizio, da qualche ora fino apochi minuti di anticipo rispetto al tempo reale).
Una metodologia innovativa per l’analisi del ri-schio è stata sviluppata da RSE nell’ambito delprogetto AFTER (A Framework for electrical powersysTems vulnerability identification, dEfense andRestoration) [6], cofinanziato dall’UE nell’ambitodel 7° Programma Quadro, di cui nel seguito ven-gono illustrati alcuni aspetti principali [9]. Elemen-ti essenziali del metodo sviluppato, in relazione almiglioramento della resilienza, sono:a. la possibilità di modellare il legame quantitati-
vo tra le cause dei disturbi e le contingenze, at-traverso un’estensione della definizione classi-ca di rischio;
b. la capacità di selezionare le contingenze in ba-se alle condizioni ambientali/meteo correntiper consentire di valutare la sicurezza del si-stema anche a fronte di eventi estremi;
c. la capacità di valutare indicatori di rischio e diresilienza del sistema, utili per supportare l’in-dividuazione di soluzioni di mitigazione e ge-stione dei rischi derivanti dalle minacce.
Modellazione del legame quantitativotra cause e gli effetti sul sistemaIl modello concettuale bow-tie (Figura 2), de-scrive le relazioni tra le minacce che possonodisturbare il sistema, le contingenze, gli impat-ti e le conseguenze finali fino al blackout. Inquesto modo è possibile correlare le cause diguasto agli effetti sul sistema elettrico, focaliz-zando l’attenzione sulle cause all’origine deglieventi di disservizio.
Le minacce (lato sinistro nella figura 3) riguardanosia i componenti di potenza del sistema elettrico,
20AEIT • numero 11/12
Figura 2 Schema bow-tie per la
metodologia AFTER
®®

Automazione
sia i sistemi ICT dedicati al monitoraggio, control-lo e protezione dello stesso e possono essere na-turali o di natura antropica. Le minacce antropi-che sono ulteriormente classificate in intenzionali(come i furti o i sabotaggi) e non intenzionali (er-rori umani).
Questo modello consente di valutare i rischi deri-vanti da eventi eccezionali che un sistema elettri-co potrà dover affrontare, in aggiunta a quelli pre-visti dal criterio N-1, e quindi di migliorare la resi-lienza del sistema, tramite l’elaborazione di azio-ni di controllo adeguate.
Le minacce di origine naturale più comuni, per lequali sono stati sviluppati modelli analitici checonsentono di valutare le probabilità di guasto deicomponenti, sono: tempeste di ghiaccio e neve,l'inquinamento, i fulmini, i terremoti, le frane, leinondazioni, gli incendi, la vegetazione, lo stessoinvecchiamento dei componenti..
In prospettiva l’utilizzo di tecniche di Big Data puòoffrire ulteriori elementi di individuazione e corre-lazione tra le cause e gli effetti dei disservizi.
Selezione dinamica delle contingenze piùcritiche per le quali serve definire uncriterio di protezione o controlloA tal fine si devono considerare le informazioni ei modelli relativi alle minacce e alle vulnerabilitàdei componenti attraverso due fasi [11]: la sele-zione dei componenti critici e l’identificazione e lavalutazione delle contingenze più rischiose, inparticolare le contingenze multiple (N-k) di modocomune o dipendenti dalla stessa minaccia. Ulte-riori criteri possono essere utilizzati per ridurre ilset di contingenze da considerare per trovare ilmiglior bilanciamento tra i costi e i benefici. Lecontingenze in cima alla lista sono tutte contin-
genze multiple dipendenti di sbarra o di doppiaterna, il che dimostra l’importanza di includere lecontingenze multiple dipendenti nella valutazionedella sicurezza.
Valutazione del rischio e della resilienzaLa valutazione della resilienza richiede di consi-derare la probabilità delle “minacce, delle vulne-rabilità dei componenti, delle contingenze e degliimpatti sul sistema” e di definire opportuni indi-catori di rischio.
L‘indicatore di rischio più significativo per valuta-re la resilienza del sistema è il valore atteso degliimpatti sul servizio delle contingenze estreme te-nendo conto delle minacce. Questo approccioestende le tecniche di Probabilistic Risk Asses-sment [10, 12], che si limitano a considerare lesole contingenze.
I risultati (Figura 3) dell’applicazione alla retedi trasmissione del metodo proposto agli sce-nari di minaccia in Tabella 1 evidenziano unamarcata dipendenza dello stato di sicurezzadi una rete elettrica dall’intensità e estensio-ne geografica dei fenomeni meteo e dalle mi-sure di protezione adottate (ad es., frequenzadella potatura degli alberi).
Si noti in particolare che per alcune tipologie diminacce le situazioni a basso carico comportanorischi più elevati di quelle ad alto carico. Ciò sispiega con il livello inferiore di magliatura della re-te di trasmissione nelle situazioni a basso caricorispetto alle situazioni a carico elevato.
La valutazione degli indicatori globali di rischio diperdita di carico permette anche di quantificare i
novembre/dicembre 201621
Figura 3Rischio globale di perdita di carico (LOL) per le situazioni considerate. I valori sono espressi in dB a causa degli intervallimolto ampi di variazionedell’indice di rischio
√√

benefici di diversi tipi di contromisure adottate daiTSO: ad esempio, gli scenari “Contatto alberi” 1e 2 in figura 3 confrontano due procedure di ma-nutenzione del tracciato delle linee aeree AAT. Al-ti valori di rischio globale per alcune minacce (in-quinamento, inondazioni, terremoti, frane, contat-
ti con albero, fulmini e incendi) sono rilevanti incondizioni di carico elevato, mentre le altre mi-nacce (formazione di ghiaccio, tempesta di ven-to, tempesta di neve, sabotaggio e invecchia-mento) implicano un rischio più elevato nella con-dizione di basso carico.
22AEIT • numero 11/12
Tabella 2 - Analisi di rischio per due scenari di minaccia (tempesta di vento 1, inquinamento 1)e due condizioni operative CO (alto carico “High Load” e basso carico “Low Load”): soglia di rischio minimo ex
ante = 10-20 e frazione α = 70%minaccia CO Nr di cat. Nr di ctgs impatto ctg Probabilità rischio della ctg (carico perso
componenti ctg per cat. (MW persi) della ctg atteso in dB, base = 10-15)critici mediano Massimo mediana massima mediano massimo frazione
del rischiototale LOL, %
Tempesta N-1 6 9·10-4 1.53·10-2 2.89·10-2 2.89·10-2 84.18 97.17 28.4di vento 1 HL 6 N-2 15 9.4·10-3 0.419 1.97·10-4 8.09·10-3 58.91 96.52 7.3
N-k 70 0.262 629.01 1.05·10-6 4.21·10-6 46.90 100.70 64.3Inquina- N-1 2 1.89·10-2 1.89·10-2 5.67·10-3 5.67·10-3 110.30 110.30 34.9mento 1 HL 2 N-2 1 0.448 0.448 6.92·10-4 6.92·10-4 114.92 114.92 50.5
N-k 10 6.41 121.28 8.96·10-8 7.29·10-7 76.75 108.87 14.6
Tempesta N-1 6 9.9·10-3 11.1 2.89·10-2 2.89·10-2 95.29 124.94 98.5di vento 1 LL 6 N-2 15 0.200 24.42 5.51·10-7 8.09·10-3 72.82 108.82 1.4
N-k 70 16.60 392.76 1.05·10-6 4.21·10-6 58.34 93.98 0.1Inquina- N-1 2 3.23·10-4 3.23·10-4 5.67·10-3 5.67·10-3 92.63 92.63 39.6mento 1 LL 2 N-2 1 7.38·10-3 7.38·10-3 6.92·10-4 6.92·10-4 97.08 97.08 55.2
N-k 10 0.189 1.34 8.96·10-8 7.29·10-7 64.89 83.84 5.2
Tabella 1 - Caratterizzazione degli scenari di minaccia
Nome Scenario DescrizioneTempesta di Neve 1 Tempesta di neve moderata con vento fino a 35 m/s e precipitazioni moderate
Tempesta di Neve 2 Tempesta di neve intensa con vento fino a 35 m/s e precipitazioni intense
Tempesta di Vento 1 Tempesta di vento moderata con venti fino a 35 m/s
Tempesta di Vento 2 Tempesta di vento intensa con venti fino a 45 m/s
Ghiacciamento 1 Ghiacciamento moderato
Ghiacciamento 2 Ghiacciamento intenso
Inquinamento 1 Inquinamento modesto
Inquinamento 2 Inquinamento moderato
Inquinamento 3 Inquinamento intenso
Fulmini Tempesta di fulmini intense
Terremoto 1 Terremoto intenso
Terremoto 2 Terremoto catastrofico
Frane 1 Frane dovute a terremoto intenso
Frane 2 Frane dovute a terremoto catastrofico
Sabotaggio 1 Attivisti contro obiettivi multipli + standard protezioni fisiche
Sabotaggio 2 Professionisti contro obiettivi multipli + standard protezioni fisiche
Sabotaggio 3 Attivisti contro obiettivi multipli + protezioni fisiche rinforzate per linee aeree
Sabotaggio 4 Attivisti contro obiettivi multipli + protezioni fisiche ridotte per sottostazioni
Alluvione 1 Alluvioni catastrofiche (max 5 m). Apparecchiature della sottostazione rialzate
Alluvione 2 Alluvioni intense (max 4 m). Apparecchiature della sottostazione rialzate
Contatto alberi 1 Cura moderata del taglio alberi + altezza attesa dell’albero = 24m
Contatto alberi 2 Cura intensa del taglio alberi + altezza attesa dell’albero = 24m
Contatto alberi 3 Cura intensa del taglio alberi + altezza attesa dell’albero = 26 m
Incendio Max Temp. 500 °C nella sottostazione
Invecchiamento 1 100.000 ore di funzionamento
Invecchiamento 2 200.000 ore di funzionamento

Automazione
Dal dettaglio dell’analisi delle dueminacce “tempesta di vento 1” e“inquinamento 1” (Tabella 2) si notache la maggiore estensione geogra-fica di “tempesta di vento 1” deter-mina un insieme più esteso di com-ponenti critici (tre doppie terne a220 kV). Il rischio più elevato di“tempesta di vento 1” nella condi-zione a basso carico è dovuto allamaggiore incidenza delle contin-genze N-1 che hanno una probabi-lità più alta rispetto alle N-k, k> 1:l’impatto mediano delle contingen-ze N-1 passa da 9.9 x 10-4 (per altocarico) a 9.9 x 10-3 (per basso cari-co) portando il contributo delle con-tingenze N-1 al rischio totale dal28% al 98%. Ciò si spiega con il li-vello inferiore di magliatura della re-te a basso carico: specifici eventi N-1 insieme con guasti latenti possonocausare scatti in cascata più severiin termini di carico perso rispetto auna configurazione più magliata.
Al contrario, nello scenario “inquina-mento 1” i contributi delle contingen-ze al rischio totale non cambiano inmodo significativo passando da altocarico a basso carico, il che giustificail comportamento opposto a quellodella “tempesta di vento 1”.I risultati delle simulazioni mostranol’importanza di analizzare le minacceche colpiscono lo stato corrente del
sistema. Il notevole contributo delle contingenze multiple dipen-denti al rischio di sistema per alcune minacce (ad es., “tempestadi vento 1” per alto carico di rete) dimostra che il criterio di sicu-rezza convenzionale N-1 sottovaluta il livello effettivo di rischio.
Il metodo quantifica anche l’effetto di:•• guasti latenti dei relay - un aumento del solo 5% della proba-
bilità dei guasti latenti può causare un incremento notevoledel rischio globale di perdita di carico [11];
•• ritardi degli operatori a eseguire azioni di controllo manuali -una riduzione del ritardo medio degli operatori può ridurre si-gnificativamente l’impatto delle contingenze più severe (Figu-ra 9), che tuttavia a causa della loro probabilità molto bassacontribuiscono poco al rischio di sistema; la conoscenza deilimiti temporali per assicurare l’efficacia delle azioni degli ope-ratori contribuisce a migliorare la resilienza del sistema;
•• malfunzionamento degli schemi di protezione - in [9] sonostate valutate le variazioni di impatto e di rischio d’instabilitàdi angolo e tensione per le contingenze N-1, N-2 e N-k rela-tive alla minaccia “tempesta di vento 1” a causa del malfun-zionamento del telepilotaggio delle protezioni distanziometri-che di linea (con un allungamento del tempo di zona 2 da 140a 400 ms): nel caso considerato il malfunzionamento influen-
novembre/dicembre 201623
Figura 4Perdita di carico (in MW)per una specifica contingenzae diversi casi di ritardo degli operatori
√√
Figura 5Principio di funzionamento dello schema di protezione a selettività logica††

za soprattutto l’impatto delle contingenze mul-tiple N-k che hanno il maggiore incremento me-dio dell’impatto. Inoltre, per tutti i problemi diinstabilità analizzati, il contributo percentuale alrischio totale dalle contingenze multiple è mag-giore di quello dovuto alle contingenze N-2(quindi non trascurabili, come ipotizzato nelleanalisi convenzionali della sicurezza).
Funzioni di automazioneper migliorare la resilienzaDiverse soluzioni possono essere adottate peraumentare la resilienza del sistema elettrico.Un’architettura avanzata è stata proposta nel-l’ambito della Ricerca di Sistema [13-17].
La continua crescita della potenza installata daGenerazione Distribuita (GD) nelle reti di distribu-zione origina una serie di nuove opportunità per lagestione del sistema elettrico (ad es., organizza-zione di microreti e funzionamento in isola) e con-temporaneamente nuove criticità da affrontare.Con riferimento alla protezione delle reti a fronte diguasti, le criticità possono essere ricondotte al ri-schio di scatti intempestivi e/o mancati scatti del-le protezioni di rete e alla creazione di isole indesi-derate. Queste problematiche richiedono di rive-dere le tipiche modalità di gestione delle condizio-ni di guasto nelle reti di distribuzione in un’ottica diintegrazione e coordinamento delle protezioni direte e di interfaccia dei generatori distribuiti per ot-timizzare il servizio agli utenti [14].
Sistemi di localizzazione e isolamentodel tronco guasto L’introduzione dell’automazione per la localizza-zione e la selezione del tronco guasto nelle reti didistribuzione permette di migliorare l’affidabilità ela continuità del servizio elettrico.
Le soluzioni che vengono proposte sono di diver-so tipo. Comprendono sistemi di controllo remo-to degli interruttori/sezionatori di linea, che auto-
matizzano le sequenze di ricerca guasto normal-mente effettuate a livello centrale dall’operatore,rendendone più rapida l’esecuzione, fino ad arri-vare a soluzioni più avanzate in cui l’installazionee il coordinamento di dispositivi di protezione lun-go linea consentono l’isolamento del tronco gua-sto nei tempi di normale intervento delle protezio-ni (dell’ordine delle centinaia di ms) senza causa-re interruzioni di servizio al resto degli utenti.
Di seguito viene brevemente illustrata una propostaper il coordinamento delle protezioni di reti attive didistribuzione in Media Tensione (MT), applicabilesia a reti in configurazione radiale sia magliata [15].
Il coordinamento delle protezioni di rete e di in-terfaccia dei generatori distribuiti, basato su mi-sure direzionali di corrente e sull’impiego di uncanale di comunicazione, permette di attuare unaselettività logica, grazie allo scambio di segnali diblocco/scatto tra le protezioni.
La soluzione ottiene contemporaneamente sia laselezione del tronco guasto sia la riduzione del ri-schio di formazione di isole indesiderate sostenu-te dalla generazione distribuita connessa alla retedi distribuzione. Con riferimento alla figura 5 il se-gnale di “blocco” inibisce l’intervento delle prote-zioni che “precedono” lungo la direzione dellacorrente di guasto, mentre quello di “scatto for-zato” assicura la contemporaneità dell’interventodelle due protezioni poste agli estremi del troncodi linea guasto e la disconnessione della GD in-stallata a valle non più connessa alla rete preva-lente. La generazione a monte del tronco guasto,grazie a logiche di Fault Ride Through, rimaneconnessa alla rete evitando disconnessioni nonnecessarie della generazione distribuita [16-17].
Per la misura dell’affidabilità di una rete sono nor-malmente utilizzati gli indici SAIFI e SAIDI. Si ri-corda che l’indice SAIFI (System Average Inter-ruption Frequency Index) rappresenta il numeromedio di interruzioni del servizio subite da un
24AEIT • numero 11/12
Figura 6 Esempio
del miglioramento degli indici SAIFI
e SAIDI ottenibiledall’automazione
della localizzazione e selezione del tronco
guasto per reti di distribuzione MT in
area urbana
®®
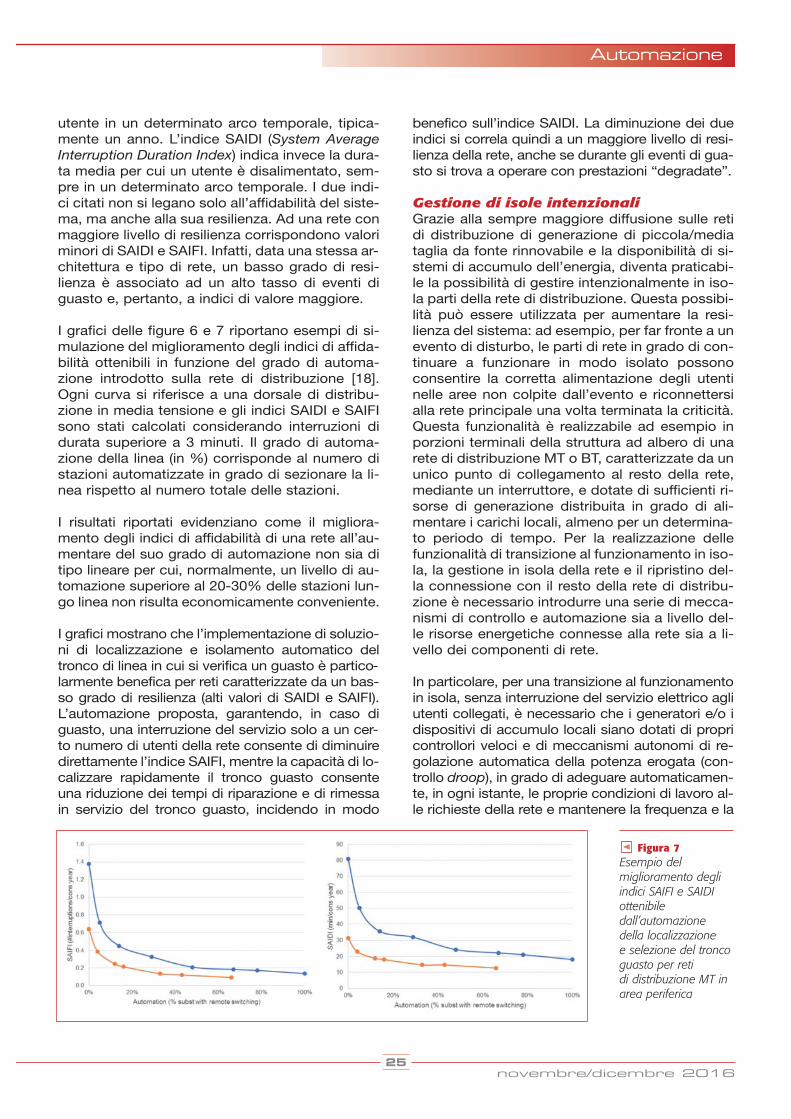
Automazione
utente in un determinato arco temporale, tipica-mente un anno. L’indice SAIDI (System AverageInterruption Duration Index) indica invece la dura-ta media per cui un utente è disalimentato, sem-pre in un determinato arco temporale. I due indi-ci citati non si legano solo all’affidabilità del siste-ma, ma anche alla sua resilienza. Ad una rete conmaggiore livello di resilienza corrispondono valoriminori di SAIDI e SAIFI. Infatti, data una stessa ar-chitettura e tipo di rete, un basso grado di resi-lienza è associato ad un alto tasso di eventi diguasto e, pertanto, a indici di valore maggiore.
I grafici delle figure 6 e 7 riportano esempi di si-mulazione del miglioramento degli indici di affida-bilità ottenibili in funzione del grado di automa-zione introdotto sulla rete di distribuzione [18].Ogni curva si riferisce a una dorsale di distribu-zione in media tensione e gli indici SAIDI e SAIFIsono stati calcolati considerando interruzioni didurata superiore a 3 minuti. Il grado di automa-zione della linea (in %) corrisponde al numero distazioni automatizzate in grado di sezionare la li-nea rispetto al numero totale delle stazioni.
I risultati riportati evidenziano come il migliora-mento degli indici di affidabilità di una rete all’au-mentare del suo grado di automazione non sia ditipo lineare per cui, normalmente, un livello di au-tomazione superiore al 20-30% delle stazioni lun-go linea non risulta economicamente conveniente.
I grafici mostrano che l’implementazione di soluzio-ni di localizzazione e isolamento automatico deltronco di linea in cui si verifica un guasto è partico-larmente benefica per reti caratterizzate da un bas-so grado di resilienza (alti valori di SAIDI e SAIFI).L’automazione proposta, garantendo, in caso diguasto, una interruzione del servizio solo a un cer-to numero di utenti della rete consente di diminuiredirettamente l’indice SAIFI, mentre la capacità di lo-calizzare rapidamente il tronco guasto consenteuna riduzione dei tempi di riparazione e di rimessain servizio del tronco guasto, incidendo in modo
benefico sull’indice SAIDI. La diminuzione dei dueindici si correla quindi a un maggiore livello di resi-lienza della rete, anche se durante gli eventi di gua-sto si trova a operare con prestazioni “degradate”.
Gestione di isole intenzionaliGrazie alla sempre maggiore diffusione sulle retidi distribuzione di generazione di piccola/mediataglia da fonte rinnovabile e la disponibilità di si-stemi di accumulo dell’energia, diventa praticabi-le la possibilità di gestire intenzionalmente in iso-la parti della rete di distribuzione. Questa possibi-lità può essere utilizzata per aumentare la resi-lienza del sistema: ad esempio, per far fronte a unevento di disturbo, le parti di rete in grado di con-tinuare a funzionare in modo isolato possonoconsentire la corretta alimentazione degli utentinelle aree non colpite dall’evento e riconnettersialla rete principale una volta terminata la criticità.Questa funzionalità è realizzabile ad esempio inporzioni terminali della struttura ad albero di unarete di distribuzione MT o BT, caratterizzate da ununico punto di collegamento al resto della rete,mediante un interruttore, e dotate di sufficienti ri-sorse di generazione distribuita in grado di ali-mentare i carichi locali, almeno per un determina-to periodo di tempo. Per la realizzazione dellefunzionalità di transizione al funzionamento in iso-la, la gestione in isola della rete e il ripristino del-la connessione con il resto della rete di distribu-zione è necessario introdurre una serie di mecca-nismi di controllo e automazione sia a livello del-le risorse energetiche connesse alla rete sia a li-vello dei componenti di rete.
In particolare, per una transizione al funzionamentoin isola, senza interruzione del servizio elettrico agliutenti collegati, è necessario che i generatori e/o idispositivi di accumulo locali siano dotati di propricontrollori veloci e di meccanismi autonomi di re-golazione automatica della potenza erogata (con-trollo droop), in grado di adeguare automaticamen-te, in ogni istante, le proprie condizioni di lavoro al-le richieste della rete e mantenere la frequenza e la
novembre/dicembre 201625
Figura 7Esempio del miglioramento degliindici SAIFI e SAIDI ottenibile dall’automazione della localizzazione e selezione del troncoguasto per reti di distribuzione MT inarea periferica
√√
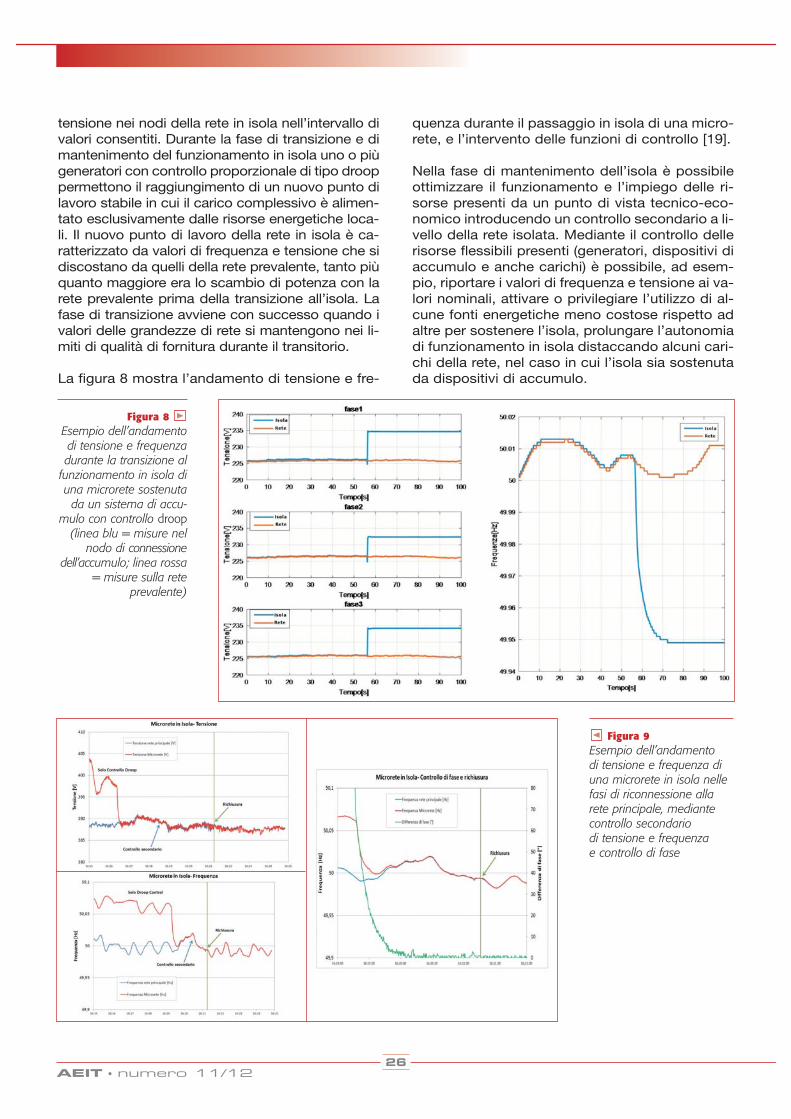
tensione nei nodi della rete in isola nell’intervallo divalori consentiti. Durante la fase di transizione e dimantenimento del funzionamento in isola uno o piùgeneratori con controllo proporzionale di tipo drooppermettono il raggiungimento di un nuovo punto dilavoro stabile in cui il carico complessivo è alimen-tato esclusivamente dalle risorse energetiche loca-li. Il nuovo punto di lavoro della rete in isola è ca-ratterizzato da valori di frequenza e tensione che sidiscostano da quelli della rete prevalente, tanto piùquanto maggiore era lo scambio di potenza con larete prevalente prima della transizione all’isola. Lafase di transizione avviene con successo quando ivalori delle grandezze di rete si mantengono nei li-miti di qualità di fornitura durante il transitorio.
La figura 8 mostra l’andamento di tensione e fre-
quenza durante il passaggio in isola di una micro-rete, e l’intervento delle funzioni di controllo [19].
Nella fase di mantenimento dell’isola è possibileottimizzare il funzionamento e l’impiego delle ri-sorse presenti da un punto di vista tecnico-eco-nomico introducendo un controllo secondario a li-vello della rete isolata. Mediante il controllo dellerisorse flessibili presenti (generatori, dispositivi diaccumulo e anche carichi) è possibile, ad esem-pio, riportare i valori di frequenza e tensione ai va-lori nominali, attivare o privilegiare l’utilizzo di al-cune fonti energetiche meno costose rispetto adaltre per sostenere l’isola, prolungare l’autonomiadi funzionamento in isola distaccando alcuni cari-chi della rete, nel caso in cui l’isola sia sostenutada dispositivi di accumulo.
26AEIT • numero 11/12
Figura 9 Esempio dell’andamento di tensione e frequenza diuna microrete in isola nellefasi di riconnessione alla rete principale, mediantecontrollo secondario di tensione e frequenza e controllo di fase
√√
Figura 8 Esempio dell’andamentodi tensione e frequenzadurante la transizione al
funzionamento in isola diuna microrete sostenuta
da un sistema di accu-mulo con controllo droop
(linea blu = misure nelnodo di connessione
dell’accumulo; linea rossa= misure sulla rete
prevalente)
®®

Automazione
Il controllo delle risorse della rete isolata consen-te, inoltre, di predisporre la rete per la riconnes-sione alla rete principale. Infatti, per evitare bru-schi transitori e danni all’infrastruttura di rete e al-le apparecchiature collegate, la richiusura dell’in-terruttore che separa la rete isolata dal resto del-la rete di distribuzione può avvenire solo quandosiano verificate precise condizioni. In particolarela frequenza dell’isola deve essere pilotata a unvalore prossimo a quella di rete, in modo da otte-nere una variazione di fase fra le reti lentamentevariabile; è inoltre possibile aggiungere un con-trollo diretto di fase il quale consente di raggiun-gere le condizioni adeguate alla riconnessionecon tempistiche rapide. La figura 9 documentauna prova sperimentale di riconnessione di unamicrorete isolata [20].
A partire da una condizione iniziale in cui tensionee frequenza della rete dipendono solo dai control-li droop dei sistemi (con uno scostamento rispet-to ai valori della rete principale) si evidenzia l’effet-to del controllo secondario (che riporta i valori ditensione e frequenza ai valori desiderati) e delcontrollo di fase che garantisce le condizioni attealla risincronizzazione. L’interruttore deve chiude-re quando la differenza di fase fra le due reti scen-de sotto una soglia fissata, in modo da minimizza-re le correnti transitorie attraverso l’interruttore.Questa funzionalità richiede l’installazione di undispositivo automatico per il comando dell’inter-ruttore di interfaccia al verificarsi delle condizioniidonee o di un interruttore intelligente che incor-pora la stessa funzione. Al termine dell’evento didisturbo che ha determinato la transizione al fun-zionamento in isola, anche la risincronizzazionedella rete isolata con la rete principale può avveni-re in modo completamente trasparente per gliutenti, permettendo quindi l’innalzamento dei li-velli di continuità e qualità del servizio.
ConclusioniLa definizione di nuovi criteri e soluzioni per il mi-glioramento della resilienza è essenziale per mi-gliorare la qualità della fornitura anche in seguito aeventi eccezionali. A tal fine servono piani di dife-sa estesi che possano gestire al meglio, pur conun comportamento degradato, queste situazionicritiche e nuovi approcci per migliorare la capacitàdi ripristino dell’esercizio e dell’infrastruttura.La memoria ha introdotto una definizione estesadi affidabilità che comprende la sicurezza N-1 e laresilienza a fronte di eventi critici selezionati sullabase di un’analisi di rischio estesa e ha illustratoalcune soluzioni di automazione che possono mi-gliorare la resilienza del sistema.
novembre/dicembre 201627
Questo lavoro è stato finanziato dal Fondo di Ricerca per il Sistema Elettrico nel-l’ambito dell’Accordo di Programma tra RSE S.p.A. ed il Ministero dello SviluppoEconomico - D.G. Nucleare, Energie rinnovabili ed efficienza energetica - in ot-temperanza del DM, 8 marzo 2006
B I B L I O G R A F I A[1] IEEE/CIGRE Joint Task Force on Stability Terms and Definitions:
Definition and Classification of Power System Stability, IEEE Tran-sactions on Power Systems, vol. 19, n. 2, maggio 2004.
[2] L. Mili, R. Arghandeh, A. Von Meier, L. Mehrmanesh: On thedefinition of cyber-physical resilience in power systems, Re-newable and Sustainable Energy Systems, Elsevier, vol. 58,2016, pp. 1060-1069.
[3] M. Panteli e P. Mancarella: The Grid: Stronger, Bigger, Smar-ter?, IEEE power & energy magazine, maggio/giugno 2015.
[4] NERC Standard TPL001-4: Transmission System PlanningPerformance Requirements, 2014.
[5] ENTSO-E: Operational Handbook, marzo 2009.[6] AFTER: EU FP7 Project 261788, 2010-2014.[7] UCTE: Statistical Yearbook, 2008, disponibile su: www.entsoe.eu [8] GARPUR FP7 EU Project: Current practices, drivers and bar-
riers for new reliability standards, giugno 2014.[9] E. Ciapessoni, D. Cirio, G. KjØlle, S. Massucco, A. Pitto, M.
Sforna: Probabilistic risk based security assessment of powersystems considering incumbent threats and uncertainties, Spe-cial issue on “Power System Resilience” of IEEE Trans. on SmartGrids, marzo 2016.
[10] E. Ciapessoni, D. Cirio, E. Gaglioti, L. Tenti, S. Massucco,A. Pitto: A Probabilistic Approach for Operational Risk As-sessment of Power Systems, Proc. of 2008 CIGRÉ Session,Paris, agosto 2008.
[11] E. Ciapessoni, D. Cirio, A. Pitto, G. Kjølle, S. H. Jakobsen,M. Sforna: Contingency screening starting from probabilisticmodels of hazards and component vulnerabilities, Proc. of2016 Power Systems Computation Conference (PSCC), Ge-nova, 20-24 giugno 2016.
[12] M. Ni, J. D. McCalley, V. Vittal, T. Tayyib: Online Risk-BasedSecurity Assessment, IEEE Trans. on PS, vol. 18, n. 1, pp.258-265, febbraio 2003.
[14] A. Bertani, E. Ciapessoni, P. Scarpellini: Definizione di nuo-ve strategie di automazione del sistema elettrico: modalitàintegrate per la difesa rese possibili dai recenti progressi tec-nologici, Rapporto RdS A4523729, 2004).
[15] F. Belloni, A. Brambilla, C. Chiappa, C. Gandolfi, P. Groppel-li, D. Pala: Caratterizzazione di un sistema di protezione perreti di distribuzione attive in configurazione magliata e prove difunzionalità e capacità di gestione della comunicazione di unaprotezione multifunzione, Rapporto RdS #14000392, 2013.
[16] F. Belloni, C. Chiappa, C. Gandolfi, A. Villa: Integrazionedella GD nelle reti di distribuzione: inverter, protezioni e auto-mazione, Rapporto RdS, #15000200, 2014.
[17] F. Belloni, R. Chiumeo, C. Gandolfi, A. Villa: A protectioncoordination scheme for active distribution networks”, 47thInternational Universities’ Power Engineering Conference -UPEC 2012, London, 4-7 settembre 2012, pp.1-6
[18] F. Belloni, C. Chiumeo, C. Gandolfi, S. Pugliese: Simulationmodel of a protection scheme for active distribution networks,International Conference on Renewable Energies and PowerQuality - ICREPQ’13, Bilbao, 20-22 marzo 2013.
[19] GRID4EU FP7 EU Project: Scalability and replicability rules,Deliverable gD3.5, 2016.
[20] M. Verga, R. Lazzari: Sperimentazioni nella Test Facility diGenerazione Distribuita, 2016.
[21] M. Verga, R. Lazzari: Sperimentazione di gestione in isola e ri-sincronizzazione della Test Facility di Gestione Distribuita, 2017.
[22] Resilenza dei sistemi elettrici, AEIT, Luglio-agosto 2016. n. 7/8.

Gli attuali azionamenti elettrici si trovano adover soddisfare una pluralità di requisititra i quali è necessario citare i seguenti:
•• ottimizzazione dell’efficienza del sistema; •• ampio campo di velocità, accelerazione e coppia;•• robustezza verso i disturbi;•• massima affidabilità;•• miglioramento delle prestazioni dei processi.
Al fine di rispondere a tali esigenze, si è assistito al-lo sviluppo di nuove tecnologie nel settore dell’e-lettronica di potenza, che hanno consentito lo stu-dio di soluzioni innovative in grado di massimizza-re l’efficienza e le prestazioni del sistema aziona-mento elettrico. La nascita di nuovi componenti asemiconduttore adatti a funzionare a temperature,frequenze e tensioni elevate ha consentito lo svi-luppo di nuove soluzioni integrate e modulari.In figura 1 è rappresentata una classificazione deiconvertitori elettronici in base al campo di poten-za nel quale sono utilizzati. Gli ambiti applicativisono molteplici, così come la topologia utilizzata[1]. L’articolo presenta nel seguito le diverse solu-zioni topologiche, mettendo in luce le criticità, ac-cennando anche all’attuale tendenza del settorecontrollistico.
Se si considera l’ambito applicativo a bassa po-tenza (fino a 2 kW), si trovano applicazioni di con-vertitori a MOSFET ad alta efficienza: tale ambitoapplicativo è tipicamente quello dell’appliance.Per potenze superiori (media e alta potenza), vice-versa, diventano interessanti configurazioni ancheinnovative basate sulla tecnologia IGBT e IGCT. Inparticolar modo nell’ambito delle alte potenze (ov-vero considerando i settori della generazione di-stribuita e dei trasporti) diventa rilevante studiareconfigurazioni e dinamiche di controllo che con-sentano di ottenere un’alta qualità dell’energia, ol-tre che ottenere sistemi ad alta efficienza.Nel seguito vengono presentate sia le configura-zioni topologiche dei convertitori che hanno tro-vato maggiori applicazioni e utilizzo, sia le princi-pali tecniche di controllo e modulazione attual-mente adottate.
I convertitori elettronici di potenzaLe topologie di convertitori di potenza attualmenteutilizzate, e quindi più significative, sono (Figura 2):- convertitore a tensione impressa;- convertitori multilivello di tipo NPC;- convertitori multilivello in cascata;- convertitori multilivello di tipo FC;- convertitori a corrente impressa.
I convertitori a tensione impressa (Figura 2a) sipossono considerare una tecnologia matura e so-no la configurazione maggiormente utilizzata inambito industriale. Le soluzioni attualmente adot-tate comprendono i convertitori a due livelli chepresentano due interruttori di potenza per fase,consentendo di ottenere una tensione di uscitache varia tra due possibili livelli. Attraverso unaopportuna strategia di commutazione, è possibi-le realizzare una tensione di uscita che ha la com-ponente di prima armonica desiderata. Tali con-vertitori vengono di solito utilizzati con carichi in-duttivi come le macchine elettriche visto l’altocontenuto armonico della tensione. La massimatensione di uscita ottenibile dipende dalla tensio-ne sul dc bus (Vdc); di conseguenza, per alimen-tare carichi elettrici elevati serve una tensioneVdc elevata, limitata solo dalla massima tensionedi blocco ammessa dagli interruttori di potenza
28AEIT • numero 11/12
Azionamenti elettriciad alta efficienza
Lo sviluppo dell’automazioneindustriale è fortemente le-gato alle recenti innovazionia cui si è assistito nel setto-re degli azionamenti elettrici.Questo articolo presenta lostato attuale e le più recentitendenze del settore degliazionamenti elettrici, con par-ticolare attenzione alle solu-zioni ad alte prestazioni
Francesco Castelli-Dezza, Maria Stefania Carmeli, Marco Mauri, Mattia Rossi Dipartimento di Meccanica, Politecnico di Milano

quindi operare in modo da garantire una gestioneopportuna dei flussi di potenza che sia anche ingrado di compensare le dissimmetrie delle ten-sioni sui condensatori.Un’altra configurazione molto studiata è basata suiconvertitori modulari come i convertitori in cascata(Figura 2c) e i flying capacitor (Figura 2d), che per-mettono di avere un maggior numero di livelli ditensione in uscita. Il convertitore in cascata è unconvertitore di tipo modulare basato sulla connes-sione in serie e in parallelo di inverter monofase.
Ogni singolo inverter monofase è realizzato concomponenti standard a bassa potenza che puòessere sostituito in modo veloce ed economico incaso di guasto. Grazie all’utilizzo di configurazio-ni modulari è possibile controllare carichi di me-dia tensione e alta potenza. Il convertitore in ca-scata richiede la presenza di sorgenti di tensione
Automazione
novembre/dicembre 201629
Figura 1 Classificazione dei convertitorielettronici di potenza in baseall’ambito applicativo [1]
®®
adottati e che quindi è strettamente correlata allatecnologia utilizzata. Per superare tali limiti di tensione, durante gli ulti-mi decenni sono stati oggetto di studio i converti-tori multilivello, che hanno di contro una topologia,oltre che un sistema di controllo, più complesso,ma che consentono di avere più gradi di libertàcon un conseguente miglioramento della qualitàdell’energia e delle prestazioni, e una maggiore af-fidabilità. Tra le configurazioni multilivello studiatee utilizzate sono di sicuro interesse quelle di tipoNeutral Point Clamped - NPC, quella di tipo flyingcapacitor e le configurazioni in cascata.In figura 2b è rappresentato il convertitore a 3 li-velli di tipo NPC. Un problema legato a questa ti-pologia di convertitori è lo sbilanciamento tra letensioni lato continua, dovuta alle asimmetrie delconvertitore oltre che alla non uniforme distribu-zione delle perdite. Il sistema di controllo deve

dc isolate che possono essere ottenute, peresempio, attraverso pannelli fotovoltaici o utiliz-zando un trasformatore a più avvolgimenti colle-gato a ponti raddrizzatori a diodi o a raddrizzato-ri attivi. La prima soluzione consente un’alta sca-labilità e permette il collegamento della sorgentefotovoltaica alla rete in media tensione, ma pre-senta il problema dell’isolamento dell’impiantoverso terra. La seconda opzione viceversa è am-piamente utilizzata nel settore degli azionamentielettrici o nella generazione da fonti eoliche.Si noti che nelle soluzioni standard lo stadio diraddrizzamento della tensione è realizzato attra-verso ponti a diodi che non consentono di iniet-tare potenza verso la rete, precludendo in tal mo-do il funzionamento rigenerativo. Nelle applica-
zioni in cui tale funzionamento sia richiesto, lostadio di raddrizzamento è realizzato con raddriz-zatori controllati che richiedono però la presenzadi un filtro in ingresso ed eventualmente di unostadio di raffreddamento dello stesso. La presen-za di un raddrizzatore controllato consente di ge-stire il flusso di potenza in modo bidirezionale, ol-tre che un controllo più preciso della tensione sudc bus, fornendo inoltre una corrente in ingressodi tipo sinusoidale che facilita il dimensionamen-to del trasformatore, riduce le perdite e migliora laqualità dell’energia.La soluzione flying capacitor richiede invece unsolo stadio dc in ingresso, il trasformatore in in-gresso può essere evitato e il numero di celle au-mentato arbitrariamente. Anche in questo caso
30AEIT • numero 11/12
Figura 2 Topologie di convertitori elettronici di potenza [1]
√√
a
c
db

Automazione
(come per la configurazione NPC) il principaleproblema consiste nel bilanciamento delle tensio-ni sui singoli condensatori. Occorre anche porreparticolare attenzione all’isolamento verso massadei componenti più lontani dal punto intermedio.Un’altra possibile soluzione consiste nell’utilizzareun convertitore di tipo a corrente impressa, nelquale è sempre necessaria la presenza di uno sta-dio di raddrizzamento controllato che consenta diavere una corrente costante nel dc link. Il conver-titore a corrente impressa è costituito da uno sta-dio di raddrizzamento controllato (ad es., a tiristo-ri) e poi uno stadio DC/AC simile a quello presen-te nei convertitori a tensione impressa. Questa so-luzione è intrinsecamente rigenerativa e può rag-giungere livelli di media tensione di uscita.
Esistono poi soluzioni dirette come i matrix conver-ter, che non richiedono uno stadio intermedio di ac-cumulo in corrente continua. Il vantaggio principaledi questa tipologia di convertitori è la riduzione del-le dimensioni, tuttavia la complessità del sistema dicontrollo aumenta notevolmente (Figura 3).Tra le soluzioni utilizzate, quella basata sul ciclo-convertitore (Figura 3a) trovava un ampio utilizzoper applicazioni di alta potenza. Attualmente lesoluzioni basate sui matrix converter (Figura 3b)risultano molto interessanti per le ridotte dimen-sioni che ne consentono un ampio utilizzo nelsettore automotive e avionico.
Tecniche di modulazioneIl sempre crescente utilizzo dei convertitori elet-tronici di potenza ha portato allo sviluppo di rile-vanti linee di ricerca che negli ultimi venti anni haconsentito un significativo miglioramento in ter-mini di efficienza dell’intero sistema di potenza,incidendo in modo significativo sulle prestazioni esui costi del prodotto finale. Particolarmente inte-ressanti sono stati i risultati ottenuti nell’ambitodelle tecniche di controllo e modulazione dei con-vertitori: tali tecniche hanno avuto come obiettivoprincipale di ottenere le forme d’onda di correntee di tensione desiderate, minimizzando le perditee come obiettivi secondari (in funzione dell’appli-cazione considerata) di minimizzare il contenutoarmonico della corrente in ingresso, bilanciare latensione lato dc bus, ottenere una basso dv/dt.Soddisfare tutti i requisiti e contemporaneamentegli obiettivi richiesti non è sicuramente attuabile:ogni topologia di convertitore e ogni applicazioneva studiata in modo approfondito per capire qua-le sia la tecnica di modulazione più idonea.Le principali tecniche di modulazione attualmen-te adottate possono essere classificate in 3 grup-pi principali:- Pulse Width Modulation - PWM;- Space Vector Modulation - SVM;- tecniche di modulazione a frequenza di commu-
tazione variabile.
Alcune delle famiglie di tecniche di modulazionesopra elencate sono state largamente utilizzatenegli ultimi vent’anni e sono divenute una tecno-logia più che matura, come le tecniche di tipoPWM e SVM. La prima genera il segnale di com-mutazione in funzione del confronto tra una formad’onda di riferimento con uno o più segnali trian-golari ad alta frequenza. La tecnica di modulazio-ne SVM, viceversa, ricava il segnale di commuta-zione basandosi sulla rappresentazione vettorialedelle tensioni di fase desiderate.Particolarmente interessanti risultano le tecniche a
novembre/dicembre 201631
Figura 3Topologie di convertitori di tipo diretto [1]ππ
a
b

frequenza di commutazione variabile che sono ge-neralmente più semplici da implementare; tra que-ste si ricorda il controllo a isteresi che consiste neldeterminare l’istante di commutazione in base alconfronto tra un segnale di riferimento e una ban-da di isteresi a soglie. L’obiettivo è di mantenere lavariabile controllata all’interno di tali soglie, inter-venendo con la commutazione del convertitore.
Recentemente lo studio delle tecniche a frequen-za di commutazione variabile ha portato allo svi-luppo di tecniche di natura predittiva. Tali tecni-che si basano sull’implementazione di un model-lo predittivo in tempo discreto, nel quale ad ognipasso la corrente di uscita del convertitore vienepre-calcolata per ogni possibile stato di commu-tazione del convertitore, utilizzando un modellodel carico e del convertitore. Tutti i valori pre-cal-colati sono poi valutati in base a una funzione dicosto e lo stato di commutazione che minimizzaquesta funzione viene selezionato e applicato.Grazie a questa tecnica possono essere perse-guiti obiettivi diversi simultaneamente, rendendotale strategia molto versatile.
Strategie di controlloIl sistema di controllo di un azionamento elettricoad alte prestazioni include sempre un anello dicontrollo della coppia, un anello di controllo diflusso, eventualmente uno stimatore e un anellodi controllo di velocità più esterno. Tali anelli dicontrollo e lo stimatore possono essere realizzatiin modo diverso in funzione dell’applicazioneconsiderata. Negli ultimi quarant’anni sono statestudiate molte tecniche di controllo ma non tuttehanno trovato un terreno fertile nel settore indu-
striale. Le tecniche più utilizzate possono essereclassificate in diversi modi, in particolare posso-no essere distinte in tecniche lineari e tecnichenon lineari [2]. Una loro classificazione viene pro-posta in figura 4.Le tecniche di controllo di tipo lineare sonoquelle che storicamente si sono affermate pri-ma e si basano su schemi di controllo che pre-vedono anelli di regolazione annidati, ciascunorealizzato tramite regolatori proporzionali inte-grali (PI). I segnali di controllo sono generaticonsiderando i valori mediati sull’intervallo dicampionamento. Fanno parte delle strategie ditipo lineare il controllo a orientamento di cam-po e il controllo scalare.Le tecniche di controllo di tipo non lineare, vice-versa, hanno come filosofia di base quella di con-siderare il convertitore come un componente checonsente di ottenere valori discreti di tensione inuscita in funzione della configurazione assunta edi effettuare i calcoli su base istantanea, richie-dendo quindi frequenze di campionamento piùelevate rispetto ai sistemi di controllo lineari.Le tecniche non lineari, basandosi sul funziona-mento non lineare del convertitore, hanno una ar-chitettura di controllo più semplice e i segnali dicomando del convertitore vengono direttamentedecisi dal sistema di controllo. Tra tali tecniche lepiù utilizzate sono il controllo diretto di coppia, letecniche di controllo predittivo e le tecniche dicontrollo più avanzate, come le strategie basatesulla logica fuzzy e sulle reti neurali e quelle di ti-po sliding mode.La tendenza attuale e futura è di utilizzare tecni-che di controllo innovative come le tecniche di ti-po predittivo [3]. Questa famiglia di sistemi dicontrollo ha trovato notevoli applicazioni nel set-
32AEIT • numero 11/12
Figura 4 Strategie di controllo [2]
®®

Automazione
tore petrolchimico a partire dalla fine degli anni’70 grazie alle basse dinamiche che caratterizza-no i processi chimici e che rendevano quindi quelsettore adatto, consentendo basse frequenze dicampionamento e tempi di calcolo lunghi per po-ter risolvere problemi di ottimizzazione. Nella ca-tegoria dei sistemi di controllo predittivo, comeprecedentemente anticipato, rientrano tutti queisistemi di controllo che utilizzano in modo espli-cito un modello matematico del sistema control-lato e un processo di minimizzazione di una fun-zione obiettivo chiamata funzione di costo. La na-scita di microcontrollori con prestazioni sufficien-temente potenti ha favorito l’applicazione di talitecniche di controllo al settore degli azionamentielettrici. L’attuale tendenza di realizzare micro-
controllori, che non solo aumentano la velocità dicalcolo e le capacità computazionali ma espan-dono anche la loro offerta proponendo circuitispecializzati ad hoc per particolari applicazioni,ha portato a un recente e significativo sviluppo ditecniche di controllo predittivoLa famiglia di sistemi di controllo predittivo è mol-to ampia e utilizza il modello matematico del si-stema controllato per prevedere il comportamen-to futuro delle variabili di controllate. Questa infor-mazione è utilizzata dal sistema di controllo percalcolare l’azione ottima che consente di ottene-re gli obiettivi preposti. Queste strategie di con-trollo consentono di includere nel sistema di con-trollo il comportamento non lineare del sistema,sono facili da implementare e consentono di in-
novembre/dicembre 201633
Figura 6 Architettura del sistema direcupero di energia
√√
Figura 5 Architettura
di un convertitore per azionamenti asse
®®

cludere ulteriori obiettivi nella strategia di control-lo. Tuttavia, richiedono l’implementazione di unmodello matematico accurato del sistema con-trollato e le prestazioni che si possono otteneredipendono anche da tale modello.
Il raggiungimento degli obiettivi del sistema dicontrollo viene realizzato valutando una funzionedi costo per ciascuna configurazione di commu-tazione del convertitore elettronico di potenza. Laconfigurazione da adottare è selezionata minimiz-zando tale funzione di costo. In figura 4 sono ri-portati schematicamente i vantaggi e gli svantag-gi delle diverse tecniche di controllo.
Un esempio applicativoIn questo paragrafo si descrive un esempioapplicativo ad alta efficienza che trova unasua applicazione in quei sistemi di produzio-ne automatizzati che necessitano di rilevantiquantità di energia elettrica per funzionare. Ilsistema proposto consente di recuperare lapotenza elettrica generata dai motori nelle fa-si di decelerazione quando il motore opera dageneratore elettrico.In particolare, se si focalizza l’attenzione sull’am-bito applicativo delle macchine utensili per la la-vorazione del legno, si può verificare che il pro-cesso produttivo è caratterizzato da fasi di forteaccelerazione e forte decelerazione. La potenzamessa in gioco durante le fasi di decelerazione èdi oltre il 20% della potenza media richiesta dalciclo di lavoro.
34AEIT • numero 11/12
Figura 7 Banco per il test del prototipo
®®
b
a

Automazione
Di conseguenza risulta sicuramente interessantela possibilità di utilizzare l’energia elettrica pro-dotta durante le fasi di decelerazione nelle suc-cessive fasi di accelerazione, aumentando in talmodo l’efficienza della macchina e riducendol’assorbimento di potenza dalla rete. Tutto ciò èpossibile introducendo un opportuno sistema direcupero di energia.La soluzione proposta è stata studiata e pro-gettata in modo da poter essere utilizzata siain macchine nuove collegandola ai diversi ti-pi di azionamenti previsti dal costruttore del-la macchina, sia sulle macchine già operanti,dove può sostituire integralmente o parzial-mente i gruppi di resistenze di dissipazionetradizionalmente usati per la frenatura deimotori elettrici. È stato realizzato un prototi-po dell’azionamento a recupero di energia esi è verificato il suo funzionamento tramite ri-lievi sperimentali. Per comprendere megliocome il sistema di recupero si inserisce nel-l’architettura tradizionale di questo tipo diazionamenti la struttura di conversione vienecaratterizzata da (figura 5): uno stadio di rad-drizzamento a diodi (blocco 1), uno stadio incontinua (dc bus, blocco 2), uno stadio diconversione dc/ac (blocchi 5), un chopper difrenatura (blocco 3) che consente di dissipa-re l’energia in eccesso sulle resistenze di fre-natura (blocco 4). Nella soluzione proposta ilbanco di resistenze di frenatura è sostituitocon un opportuno sistema di recupero dienergia (figura 6).
La scelta più efficiente risulta quella che pre-vede il recupero di energia verso il dc bus; ta-le energia può essere utilizzata durante le fasidi accelerazione successive dello stesso assenel caso di dc bus separati o, in alternativa, inausilio alle fasi di accelerazione degli altri as-si della macchina utensile, nel caso in cui il dcbus sia comune a tutti gli azionamenti. Inoltre,con tale soluzione è possibile anche realizza-re la funzionalità di peak shaving, lasciando alsistema di accumulo il compito di fornire i pic-chi di potenza richiesti.La possibilità o meno di realizzare il peak shaving
incide nella fase di dimensionamento del sistemadi accumulo: nel caso in cui non si voglia realiz-zare il peak shaving, il sistema di accumulo puòessere dimensionato in base alla potenza di fre-natura; in caso, viceversa, si voglia realizzare ilpeak shaving il sistema di accumulo va dimensio-nato in base ai picchi di potenza richiesti anchedurante la fase di trazione degli azionamenti del-la macchina utensile. Viste le energie e le potenze in gioco, si ritieneche la soluzione più efficiente sia quella che adot-ta un sistema di accumulo basato su condensa-tori elettrolitici o su supercondensatori.
Per la realizzazione del prototipo si è deciso diutilizzare un azionamento di prova costituito dadue motori asse mossi ciascuno dal proprio in-verter ma con entrambi gli inverter alimentatidallo stesso dc-bus. Il collegamento allo stes-so dc bus da un lato consente lo scambio dienergia tra i due azionamenti quando i dueazionamenti lavorano a fasi alterne, ma impli-ca la necessità di assorbire il doppio dell’ener-gia durante le fasi in cui i due azionamenti la-vorano in maniera “sincrona”. Questa situazio-ne non è, peraltro, molto rara in quanto si ve-rifica ogni qualvolta gli assi devono realizzareun movimento lungo una diagonale. In figura 7è riportata una fotografia del banco allestitoper la prova del prototipo.
ConclusioniL’attuale tecnologia e la ricerca nel settore de-gli azionamenti elettrici hanno consentito di ot-tenere risultati promettenti e significativi, por-tando a soluzioni ad elevata efficienza energe-tica. La possibilità di utilizzare microcontrolloricon capacità di calcolo sempre più spinte hafavorito lo studio di tecniche di controllo inno-vative, come quelle di tipo predittivo, che la-sciano spazio a futuri sviluppi. L’articolo hapresentato le attuali configurazioni topologichedi convertitori elettronici di potenza adottate edelle tecniche di controllo e modulazione deglistessi. È stato poi illustrato un caso applicativoa titolo di esempio.
novembre/dicembre 201635
B I B L I O G R A F I A[1] M. P. Kazmierkowski, L. G. Franquelo. J. Rodriguez, J. Leon: High performance motor drives, IEEE Industrial Electronics ma-
gazine, 2011, pp. 6-26.
[2] J. Rodríguez, R. M. Kennel, J. R. Espinoza, M. Trincado, C. A. Silva, C. A. Rojas: High-Performance Control Strategiesfor Electrical Drives: An Experimental Assessment, IEEE Trans. On Industrial electronics, vol. 59, n. 2, febbraio 2012, pp.812-820.
[3] S. Kouro, M. A. Perez, J. Rodríguez, A. M. Llor, H. A. Young: Model Predictive Control, IEEE Industrial Electronics magazine,dicembre 2015, pp. 8-21.

I l continuo aumento in termini di capacitàinstallata della Generazione Distribuita(GD), in particolare da Fonti di Energia Rin-
novabile (FER), richiede una significativa innova-zione nella gestione delle reti di trasmissione edistribuzione, e l’integrazione di quote crescentidi intelligenza e flessibilità.La crescente diffusione delle FER non program-mabili sta trasformando l’attuale sistema elettri-co, ponendo nuove esigenze ai gestori delle reti eagli operatori degli impianti di produzione.Gli impianti da FER (la cui produzione è legata al-la disponibilità della risorsa naturale) non contri-buiscono ai servizi di bilanciamento del sistemaelettrico, ma il loro sfruttamento è spesso vinco-lato da regole di mercato. Gli operatori devonoquindi provvedere al bilanciamento utilizzandoesclusivamente gli impianti convenzionali.L’incremento degli impianti a fonti rinnovabili hacome effetto la contrazione della flessibilità del si-stema elettrico, malgrado questa sia necessariaper far fronte alla aleatorietà introdotta dalle FER.
In questo contesto accanto alle FER possono es-sere integrati sistemi di accumulo. Questi, graziealla loro capacità di rendere flessibili le immissio-ni della GD, possono rappresentare un’efficacesoluzione a molte delle problematiche introdottedalle fonti rinnovabili, apportando numerosi be-nefici, sia economici sia tecnici e ambientali, all’o-peratività dei sistemi elettrici attuali e del prossi-mo futuro.Al fine di realizzare un’integrazione efficace con leFER, è necessaria una conoscenza avanzata deidispositivi di accumulo in commercio, compren-dente l’insieme delle batterie, l’inverter, gli ausilia-ri e il sistema di gestione della batteria.La ricerca in questo settore è attualmente moltoconcentrata nell’analisi dei possibili vantaggi, maanche dei possibili ostacoli dell’integrazione di im-pianti di tipo fotovoltaico con sistemi di accumulo.In [1] gli autori propongono un’analisi di sensitivitàsu impianto a fonte rinnovabile accoppiato a unabatteria per una microrete, in [2] viene presentatauna metodologia per la gestione ottimale integra-ta FER-batteria-diesel utilizzando il software Ge-neral Algebraic Modeling System - GAMS), in [3]vengono valutate diverse strategie per l’integra-zione FER - sistemi di accumulo. Il controllo ac-coppiato di impianti fotovoltaici e batterie è af-frontato in chiave Demand Side Management in[4], mentre [5-8] sfruttano i sistemi di accumuloper regolarizzare le possibili fluttuazioni di produ-zione di un impianto solare. In [9-11] l’integrazioneFER-accumulo viene utilizzata come supporto intermini di tensione alla rete. Aspetti legati alla tec-nologia e all’installazione di sistemi integrati sonoanalizzati in [12-15], mentre in [16-20] vengonoproposti i possibili vantaggi in termini economiciche questi sistemi possono portare all’interno deimercati elettrici.In questo settore il lavoro proposto illustra la mo-dellazione, attraverso test sperimentali, di una
36AEIT • numero 11/12
Sistema accumulo-generazionefotovoltaica
Esercire reti elettriche consorgenti rinnovabili richiedel’integrazione di sistemi di ac-cumulo per ottenere beneficitecnici ed economici. Nel la-voro si presenta un algorit-mo di ottimizzazione inseritonel Distribution ManagementSystem di una microrete dibassa tensione dell’Univer-sità di Genova
Francesco Adinolfi, Francesco Conte, Fabio D’Agostino, Stefano Massucco, Matteo Saviozzi, Federico Silvestro DITEN, Università degli Studi di Genova

procedura avanzata per il controllo ottimale di unimpianto fotovoltaico integrato a un sistema diaccumulo all’interno di una microrete reale dibassa tensione.La metodologia sviluppata è basata su un algorit-mo di ottimizzazione a variabili misto intere, svi-luppato in ambiente Matlab/GAMS, per il dispac-ciamento combinato di un impianto solare e di unsistema di accumulo. Questo approccio per ilcontrollo integrato può essere facilmente scalatoa seconda della taglia dell’impianto di natura rin-novabile considerato.Al fine di testare l’efficacia e la robustezza dellaprocedura proposta, l’algoritmo è stato incluso al-l’interno di un esistente Distribution managementSystem - DMS, il quale controlla la microrete.
con una granularità di 15 minuti (96 intervalli inuna giornata).Condizione necessaria per l’applicazione dellametodologia di gestione è che il sistema di accu-mulo e l’impianto fotovoltaico abbiano tagliecomparabili.L’obiettivo della procedura di ottimo è massimizza-re la produzione di energia del sistema integratoimpianto fotovoltaico-batteria rispettando vincolidefiniti sul profilo di potenza attiva. In particolarel’output globale del sistema integrato deve seguireuna forma trapezoidale. La figura 1 riporta:•• il vincolo di forma trapezoidale sulla potenza at-
tiva globale del sistema integrato (linea conti-nua nera);
•• la previsione di produzione per le prossime 24
Automazione
novembre/dicembre 201637
Figura 1Profilo vincolato della produzione globale della microrete e generazione attesa dell'impiantofotovoltaico
√√
Come viene riportato successivamente i risultatiottenuti sul campo reale mostrano come l’utilizzodi sistemi di accumulo presenti in commercio(comprendenti anche inverter, ausiliari e sistemi dicontrollo) richieda test specifici per modellare laloro efficienza, che non può essere trascurata oapprossimata con valori costanti come spessoaccade in letteratura.
Integrazione impianto fotovoltaico-sistema di accumuloQuesto lavoro intende definire, implementare, te-stare e validare una procedura avanzata in gradodi controllare in modo integrato un sistema di ac-cumulo e un impianto fotovoltaico all’interno diuna microrete. In particolare la strategia di con-trollo è basata su un algoritmo di ottimizzazionelineare misto intero. La procedura è stata svilup-pata in ambiente Matlab/GAMS e CPLEX è statoutilizzato come risolutore. La metodologia propo-sta opera su un orizzonte temporale di 24 ore
ore (con granularità 15 minuti) dell’impianto fo-tovoltaico (linea tratteggiata verde) input dell’al-goritmo di ottimizzazione implementato;
•• le variabili intere t0, t1, t2, t3 che definiscono gliintervalli temporali in cui varia la pendenza del-l’output globale del sistema impianto solare-si-stema di accumulo.
Formulazione matematicaLa modellazione della strategia di controllo pro-posta è basata sui seguenti parametri:•• power variation rate (α) [kW/15 minuti], ossia la
pendenza della produzione nell’intervallo [t0, t1](si osserva che nell’intervallo [t2, t3] la pendenzaè uguale a - α);
•• minimo e massimo Stato di Carica (SdCmin,SdCmax) [%] rispettivamente 10% e 90%;
•• tolleranza (tol) [%] tra lo SdC iniziale e finale delsistema di accumulo;
•• minima e massima potenza attiva per il sistemadi accumulo (Pb,min, Pb,max);
•• capacità nominale della batteria (Eb,non,)[kWh].

Le variabili del problema di ottimizzazione sono leseguenti:•• potenza prodotta dalla microrete (ossia dal si-
stema integrato fotovoltaico-batteria) Pd(t)[kW];•• potenza attiva fornita/assorbita dalla batteria
Pb(t)[kW];•• SdC del sistema di accumulo SdC(t) [%];•• il curtailment della potenza erogata dall’impian-
to solare Pc(t)[kW]. Questa variabile rappresen-ta la possibilità di ridurre la potenza dell’impian-to fotovoltaico sfruttando le proprietà degli in-verter. Questa variabile è definita positiva per ilproblema di ottimo;
•• gli istanti temporali t0, t1, t2, t3 di cambiamentodi pendenza del profilo globale della microrete.
Al fine di massimizzare la produzione globale del-la microrete è stata definita la seguente funzioneobiettivo:
(1)
dove wd(t) e wc(t) sono i pesi positivi associati ri-spettivamente alla potenza attiva globale fornitadalla microrete e al curtailment realizzato sull’im-pianto solare. Si osserva che in (1) il termine rela-tivo al curtailment è negativo in modo da penaliz-zare questa opzione di controllo.Affinché il profilo di potenza della microrete sod-disfi il vincolo di forma descritto in figura 1, sonostati definiti i seguenti vincoli:
(2)
(3)
dove Ppv(t) è il vettore contenente la previsionedi produzione da fonte solare per i successivi 96intervalli.Sono stati infine imposti i vincoli relativi ai limititecnici del sistema di accumulo e dell’impiantofotovoltaico:
(4)
(5)
(6)
(7)
(8)
L’equazione (4) impone i limiti tecnici relativi alla
batteria per quanto riguarda la potenza attiva ero-gata/assorbita. L’equazione (5) modella la dinami-ca dello SdC (ricordando che i set point Pb sonodefiniti con una granularità di 15 minuti). L’equa-zione (6) mantiene lo SdC all’interno dei vincoli disicurezza del 10% e 90%. Il vincolo (7) assicurache lo SdC finale sia vicino a quello iniziale, men-tre (8) stabilisce che il curtailment non possa su-perare la produzione dell’impianto fotovoltaico.
Caso studio-struttura testL’Università degli Studi di Genova ha realizzatouna microrete di bassa tensione presso la Facoltàdi Economia e Commercio nella sede di Darsena.Questa struttura test (Figura 2) è composta da:•• un impianto fotovoltaico di taglia 20 kW instal-
lato sul tetto dell’edificio (per il funzionamentodell’impianto fotovoltaico sono collegati due in-verter Power-One di taglia 10 kW ciascuno; du-rante i test solo un inverter è stato consideratoin modo che l’impianto solare e il sistema di ac-cumulo presentino una taglia comparabile [21]);
•• un dispositivo di accumulo a ioni di litio di taglia10 kW-12 kWh situato al piano terra della Fa-coltà di Economia e Commercio di Genova nel-
38AEIT • numero 11/12
Figura 2Microrete di bassa tensione dell'Università di Genovaππ
Tabella 1 - Parametri utilizzati nei test
Parametro Valore Parametro Valoreα 0.75 [kW/15 minuti] tol 10 [%]
wd 1 wc 10
Pb,max 9.5 [kW] Pb,min -9.5 [kW]
SdCmax 90 [%] SdCmin 10 [%]
Eb,nom 11 [kWh]
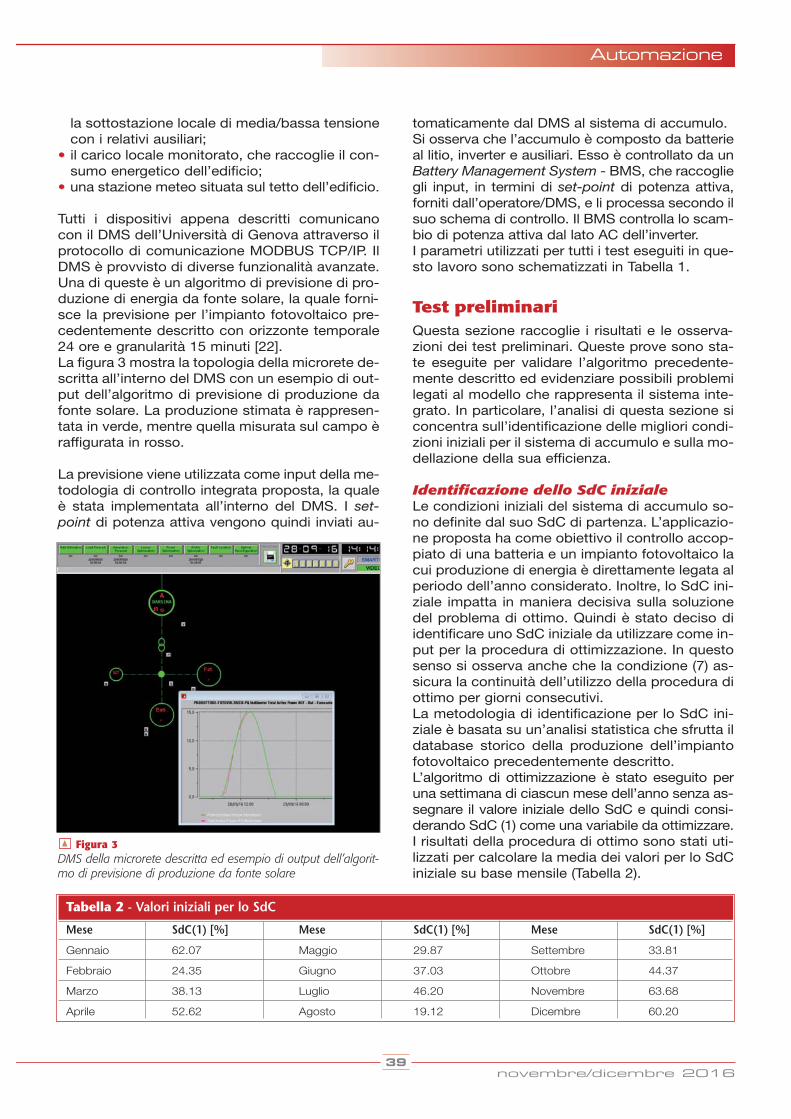
Automazione
la sottostazione locale di media/bassa tensionecon i relativi ausiliari;
•• il carico locale monitorato, che raccoglie il con-sumo energetico dell’edificio;
•• una stazione meteo situata sul tetto dell’edificio.
Tutti i dispositivi appena descritti comunicanocon il DMS dell’Università di Genova attraverso ilprotocollo di comunicazione MODBUS TCP/IP. IlDMS è provvisto di diverse funzionalità avanzate.Una di queste è un algoritmo di previsione di pro-duzione di energia da fonte solare, la quale forni-sce la previsione per l’impianto fotovoltaico pre-cedentemente descritto con orizzonte temporale24 ore e granularità 15 minuti [22].La figura 3 mostra la topologia della microrete de-scritta all’interno del DMS con un esempio di out-put dell’algoritmo di previsione di produzione dafonte solare. La produzione stimata è rappresen-tata in verde, mentre quella misurata sul campo èraffigurata in rosso.
La previsione viene utilizzata come input della me-todologia di controllo integrata proposta, la qualeè stata implementata all’interno del DMS. I set-point di potenza attiva vengono quindi inviati au-
tomaticamente dal DMS al sistema di accumulo.Si osserva che l’accumulo è composto da batterieal litio, inverter e ausiliari. Esso è controllato da unBattery Management System - BMS, che raccogliegli input, in termini di set-point di potenza attiva,forniti dall’operatore/DMS, e li processa secondo ilsuo schema di controllo. Il BMS controlla lo scam-bio di potenza attiva dal lato AC dell’inverter.I parametri utilizzati per tutti i test eseguiti in que-sto lavoro sono schematizzati in Tabella 1.
Test preliminariQuesta sezione raccoglie i risultati e le osserva-zioni dei test preliminari. Queste prove sono sta-te eseguite per validare l’algoritmo precedente-mente descritto ed evidenziare possibili problemilegati al modello che rappresenta il sistema inte-grato. In particolare, l’analisi di questa sezione siconcentra sull’identificazione delle migliori condi-zioni iniziali per il sistema di accumulo e sulla mo-dellazione della sua efficienza.
Identificazione dello SdC inizialeLe condizioni iniziali del sistema di accumulo so-no definite dal suo SdC di partenza. L’applicazio-ne proposta ha come obiettivo il controllo accop-piato di una batteria e un impianto fotovoltaico lacui produzione di energia è direttamente legata alperiodo dell’anno considerato. Inoltre, lo SdC ini-ziale impatta in maniera decisiva sulla soluzionedel problema di ottimo. Quindi è stato deciso diidentificare uno SdC iniziale da utilizzare come in-put per la procedura di ottimizzazione. In questosenso si osserva anche che la condizione (7) as-sicura la continuità dell’utilizzo della procedura diottimo per giorni consecutivi.La metodologia di identificazione per lo SdC ini-ziale è basata su un’analisi statistica che sfrutta ildatabase storico della produzione dell’impiantofotovoltaico precedentemente descritto.L’algoritmo di ottimizzazione è stato eseguito peruna settimana di ciascun mese dell’anno senza as-segnare il valore iniziale dello SdC e quindi consi-derando SdC (1) come una variabile da ottimizzare.I risultati della procedura di ottimo sono stati uti-lizzati per calcolare la media dei valori per lo SdCiniziale su base mensile (Tabella 2).
novembre/dicembre 201639
Figura 3DMS della microrete descritta ed esempio di output dell’algorit-mo di previsione di produzione da fonte solare
ππ
Tabella 2 - Valori iniziali per lo SdC
Mese SdC(1) [%] Mese SdC(1) [%] Mese SdC(1) [%]
Gennaio 62.07 Maggio 29.87 Settembre 33.81
Febbraio 24.35 Giugno 37.03 Ottobre 44.37
Marzo 38.13 Luglio 46.20 Novembre 63.68
Aprile 52.62 Agosto 19.12 Dicembre 60.20

Infine, le simulazioni sono state ripetute impo-nendo il valore iniziale dello SdC uguale al va-lore medio del mese corrispondente. I risulta-ti di queste ultime prove non hanno eviden-ziato differenze significative in termini di ener-gia prodotta, ma solo cambiamenti riguardo lascelta delle variabili t0, t1, t2, t3, che caratteriz-zano il profilo globale in termini di potenza at-tiva della microrete.
a. Correzione del modelloDopo aver definito i possibili stati di carica inizia-li, l’algoritmo è stato implementato all’interno delDMS e sono stati eseguiti alcuni test preliminari.Gli output della metodologia proposta sono rap-presentati in figura 4 nella quale: la linea neracontinua rappresenta il profilo di produzione glo-bale della microrete (Pd), la linea verde tratteggia-ta corrisponde alla previsione di produzione del-
40AEIT • numero 11/12
Figura 5 Output dell'algoritmo di ottimo
proposto-test preliminare
®®
Figura 4 Confronto tra SdC atteso e misurato
®®
Figura 6 Confronto tra valori misurati e attesi
di Pb con la potenza misurata lato DC PB,DC
®®
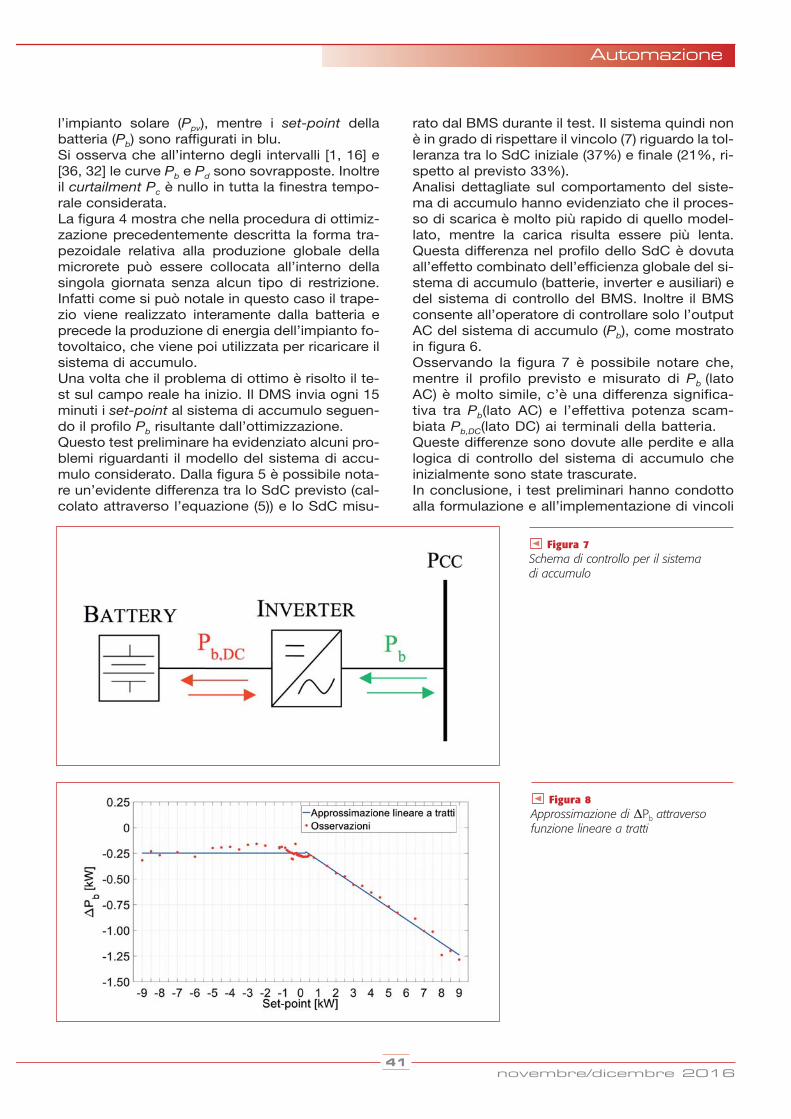
Automazione
l’impianto solare (Ppv), mentre i set-point dellabatteria (Pb) sono raffigurati in blu. Si osserva che all’interno degli intervalli [1, 16] e[36, 32] le curve Pb e Pd sono sovrapposte. Inoltreil curtailment Pc è nullo in tutta la finestra tempo-rale considerata.La figura 4 mostra che nella procedura di ottimiz-zazione precedentemente descritta la forma tra-pezoidale relativa alla produzione globale dellamicrorete può essere collocata all’interno dellasingola giornata senza alcun tipo di restrizione.Infatti come si può notale in questo caso il trape-zio viene realizzato interamente dalla batteria eprecede la produzione di energia dell’impianto fo-tovoltaico, che viene poi utilizzata per ricaricare ilsistema di accumulo.Una volta che il problema di ottimo è risolto il te-st sul campo reale ha inizio. Il DMS invia ogni 15minuti i set-point al sistema di accumulo seguen-do il profilo Pb risultante dall’ottimizzazione.Questo test preliminare ha evidenziato alcuni pro-blemi riguardanti il modello del sistema di accu-mulo considerato. Dalla figura 5 è possibile nota-re un’evidente differenza tra lo SdC previsto (cal-colato attraverso l’equazione (5)) e lo SdC misu-
rato dal BMS durante il test. Il sistema quindi nonè in grado di rispettare il vincolo (7) riguardo la tol-leranza tra lo SdC iniziale (37%) e finale (21%, ri-spetto al previsto 33%).Analisi dettagliate sul comportamento del siste-ma di accumulo hanno evidenziato che il proces-so di scarica è molto più rapido di quello model-lato, mentre la carica risulta essere più lenta.Questa differenza nel profilo dello SdC è dovutaall’effetto combinato dell’efficienza globale del si-stema di accumulo (batterie, inverter e ausiliari) edel sistema di controllo del BMS. Inoltre il BMSconsente all’operatore di controllare solo l’outputAC del sistema di accumulo (Pb), come mostratoin figura 6.Osservando la figura 7 è possibile notare che,mentre il profilo previsto e misurato di Pb (latoAC) è molto simile, c’è una differenza significa-tiva tra Pb(lato AC) e l’effettiva potenza scam-biata Pb,DC(lato DC) ai terminali della batteria.Queste differenze sono dovute alle perdite e allalogica di controllo del sistema di accumulo cheinizialmente sono state trascurate.In conclusione, i test preliminari hanno condottoalla formulazione e all’implementazione di vincoli
novembre/dicembre 201641
Figura 7Schema di controllo per il sistema di accumulo
√√
Figura 8Approssimazione di ΔPb attraverso funzione lineare a tratti
√√
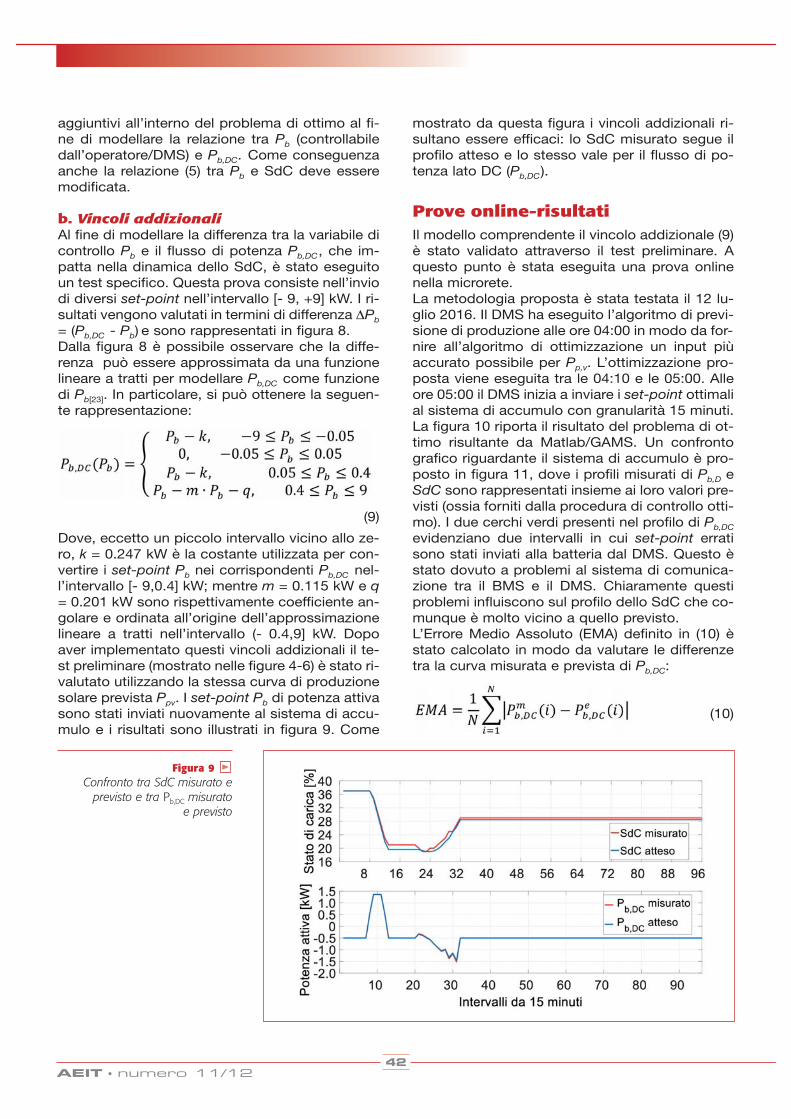
aggiuntivi all’interno del problema di ottimo al fi-ne di modellare la relazione tra Pb (controllabiledall’operatore/DMS) e Pb,DC. Come conseguenzaanche la relazione (5) tra Pb e SdC deve esseremodificata.
b. Vincoli addizionaliAl fine di modellare la differenza tra la variabile dicontrollo Pb e il flusso di potenza Pb,DC, che im-patta nella dinamica dello SdC, è stato eseguitoun test specifico. Questa prova consiste nell’inviodi diversi set-point nell’intervallo [- 9, +9] kW. I ri-sultati vengono valutati in termini di differenza ΔPb
= (Pb,DC - Pb) e sono rappresentati in figura 8.Dalla figura 8 è possibile osservare che la diffe-renza può essere approssimata da una funzionelineare a tratti per modellare Pb,DC come funzionedi Pb[23]. In particolare, si può ottenere la seguen-te rappresentazione:
(9)
Dove, eccetto un piccolo intervallo vicino allo ze-ro, k = 0.247 kW è la costante utilizzata per con-vertire i set-point Pb nei corrispondenti Pb,DC nel-l’intervallo [- 9,0.4] kW; mentre m = 0.115 kW e q= 0.201 kW sono rispettivamente coefficiente an-golare e ordinata all’origine dell’approssimazionelineare a tratti nell’intervallo (- 0.4,9] kW. Dopoaver implementato questi vincoli addizionali il te-st preliminare (mostrato nelle figure 4-6) è stato ri-valutato utilizzando la stessa curva di produzionesolare prevista Ppv. I set-point Pb di potenza attivasono stati inviati nuovamente al sistema di accu-mulo e i risultati sono illustrati in figura 9. Come
mostrato da questa figura i vincoli addizionali ri-sultano essere efficaci: lo SdC misurato segue ilprofilo atteso e lo stesso vale per il flusso di po-tenza lato DC (Pb,DC).
Prove online-risultatiIl modello comprendente il vincolo addizionale (9)è stato validato attraverso il test preliminare. Aquesto punto è stata eseguita una prova onlinenella microrete.La metodologia proposta è stata testata il 12 lu-glio 2016. Il DMS ha eseguito l’algoritmo di previ-sione di produzione alle ore 04:00 in modo da for-nire all’algoritmo di ottimizzazione un input piùaccurato possibile per Pp,v. L’ottimizzazione pro-posta viene eseguita tra le 04:10 e le 05:00. Alleore 05:00 il DMS inizia a inviare i set-point ottimalial sistema di accumulo con granularità 15 minuti.La figura 10 riporta il risultato del problema di ot-timo risultante da Matlab/GAMS. Un confrontografico riguardante il sistema di accumulo è pro-posto in figura 11, dove i profili misurati di Pb,D eSdC sono rappresentati insieme ai loro valori pre-visti (ossia forniti dalla procedura di controllo otti-mo). I due cerchi verdi presenti nel profilo di Pb,DC
evidenziano due intervalli in cui set-point erratisono stati inviati alla batteria dal DMS. Questo èstato dovuto a problemi al sistema di comunica-zione tra il BMS e il DMS. Chiaramente questiproblemi influiscono sul profilo dello SdC che co-munque è molto vicino a quello previsto.L’Errore Medio Assoluto (EMA) definito in (10) èstato calcolato in modo da valutare le differenzetra la curva misurata e prevista di Pb,DC:
(10)
42AEIT • numero 11/12
Figura 9 Confronto tra SdC misurato e
previsto e tra Pb,DC misurato e previsto
®®

Automazione
dove N è il numero di intervalli in cui è suddivisala giornata, Pm
b,DC(i) è l’i-esimo valore misurato diPb,DC, mentre Pe
b,DC è il corrispondente i-esimo va-lore atteso di Pb,DC risultante dalla procedura diottimo. Il valore di EMA, nel test considerato, è di0.03 kW che rappresenta un ottimo risultato in
termini di precisione del modello proposto.Infine in figura 12 è possibile osservare l’effettodella precisione della previsione Pp,v sul profiloglobale ottenuto dalla microrete. In particolare,nonostante la bontà della previsione in termini dienergia prodotta (55.74 kWh contro i predetti
novembre/dicembre 201643
Figura 11Risultati relativi al sistema di accumulonel test online
√√
Figura 10Output dell'algoritmo di controllo inte-grato ottimo. In alto: profilo di produzio-ne globale della microrete Pd (linea ne-ra), previsione di generazione dell'im-pianto solare PPV (linea verde tratteggia-ta), set point di potenza della batteria Pb
(in blu), curtailment Pc (linea rossa). Inbasso: profilo dello SdC atteso
√√
Figura 12 Profili risultanti dai test online. In alto:contributi nell'output globale della mi-crorete Pd (in nero), potenza misuratadell’impianto fotovoltaico Ppv (in verde),output del sistema di accumulo Pb (inblu), curtailment Pc (in rosso). In centro:potenza prevista (in blu) e misurata del-l’impianto solare. In basso: risultati deltest assumendo una previsione dell’im-pianto fotovoltaico senza errori
√√

56.72 kWh) la forma trapezoidale di Pd non puòessere realizzata. Questo è dovuto all’insufficien-te precisione dell’algoritmo di previsione, in parti-colare a fronte di eventi transitori come rapidipassaggi di nuvole.Comunque l’obiettivo di questo lavoro era il con-trollo di un sistema di accumulo commerciale se-condo una procedura di ottimizzazione. Per que-sta ragione l’ultimo grafico di figura 12 rappre-senta l’output globale della microrete in condizio-ne di previsione perfetta di Ppv. I risultati validanoin questo caso la procedura di ottimo dal mo-mento che Pd rispetta tutti i vincoli imposti, com-presi la forma trapezoidale del profilo globale.I risultati numerici sono raccolti nella Tabella 3, do-ve gli output dell’algoritmo di ottimizzazione sonoconfrontati sia con il caso reale sia con quello checonsidera la previsione Ppv senza errori.
La produzione reale della microrete è leggermen-te inferiore per il contributo minore dell’impiantofotovoltaico e il consumo più alto del sistema diaccumulo. L’indice di errore percentuale in termi-ni di energia si riferisce alla produzione globaledella microrete ed è definito come:
Errore Energetico Percentuale (EEP) =
(11)
dove: Ed è l’energia globale della microrete misu-rata, mentre Ed,opt è l’energia output dell’algoritmodi ottimo.Lo SdC finale della batteria, uguale al 38%, risultainferiore a quello fornito dalla procedura proposta(40%). È importante sottolineare come, al fine di ri-spettare tutti i vincoli, l’algoritmo di ottimo propon-ga una soluzione che identifica un’energia prodot-ta dalla microrete inferiore a quella erogata dall’im-
pianto fotovoltaico nonostante lo SdC diminuisca.Questo è principalmente dovuto agli effetti di dis-sipazione interna del dispositivo di accumulo.
Conclusioni e sviluppi futuriIn questo lavoro è stata presentata una metodo-logia per la gestione integrata di un impianto fo-tovoltaico e un sistema di accumulo. La procedu-ra è basata su un problema di ottimo lineare mi-sto intero sviluppato in ambiente Matlab/GAMS.L’algoritmo di ottimo è stato implementato all’in-terno di un DMS in grado di controllare la micro-rete di bassa tensione dell’Università di Genova. Test preliminari sono stati eseguiti al fine di vali-dare il modello completo riguardante il sistema diaccumulo (batterie, inverter, ausiliari e BMS). I risultati sul campo reale hanno confermato l’ap-plicabilità dell’algoritmo di ottimo proposto, no-nostante abbiano evidenziato alcuni problemi ri-guardanti il controllo del sistema ed in particolarerelativi alla precisione della previsione di produ-zione dell’impianto fotovoltaico.In conclusione i risultati ottenuti sono stati mol-to soddisfacenti. La procedura presentata forni-sce risultati affidabili utilizzando un modelloavanzato del sistema di accumulo. In termini dienergia prodotta gli output sono vicini a quelliforniti dall’algoritmo di ottimizzazione. Inoltreconsiderando una previsione più accurate perl’impianto solare anche i vincoli relativi al profilodi potenza globale della microrete (forma trape-zoidale) sono rispettati.I test hanno fornito anche possibili linee guida pergli sviluppi futuri come il miglioramento dell’algo-ritmo di previsione e lo sviluppo di una strategiaper il controllo integrato infra-giornaliera in gradodi compensare le possibili fluttuazioni dell’im-pianto fotovoltaico.
44AEIT • numero 11/12Promuove il vostro business Promuove il vostro business
Tabella 3 - Risultati numerici-test online
Output dell’ottimizzazione Previsione ideale PV Risultati campo realeEnergia della microrete [kWh] 53.81 52.96 51.98
EEP [%] - -1.58 -3.40
Produzione dell’impianto solare [kWh] 56.72 56.72 55.74
Energia del sistema di accumulo -291 -3.76 -3.76
SdC finale [%] 38 40 40

Automazione
novembre/dicembre 201645
[13] B. R. Ke, T. T. Ku, Y. L. Ke, C. Y. Chuang, H. Z. Chen: Si-zing the Battery Energy Storage System on a UniversityCampus With Predictionof Load and Photovoltaic Genera-tion, IEEE Transactions on Industry Applications, vol. 52, n.2, marzo-aprile 2016, pp. 1136-1147.
[14] D. I. Doukas, P. Bakas, A. Marinopoulos, H. Kim: Energystorage integration into grid connected utility-scale photovol-taic (PV) systems, PowerTech (POWERTECH) - 2013 IEEEGrenoble, Grenoble, 2013, pp. 1-6.
[15] J. Tant, F. Geth, D. Six, P. Tant, J. Driesen: Multiobjectivebattery storage to improve PV integration in residential distri-bution grids, 2013 IEEE Power & Energy Society GeneralMeeting, Vancouver, 2013.
[16] H. Sugihara, K. Yokoyama, O. Saeki, K. Tsuji, T. Funaki:Economic and Efficient Voltage Management Using Custo-mer-Owned Energy Storage Systems in a DistributionNetwork With High Penetration of Photovoltaic Systems,IEEE Transactions on Power Systems, vol. 28, n. 1, febbraio2013, pp. 102-111.
[17] A. Saez-de-Ibarra, V. I. Herrera, A. Milo, H. Gaztanaga, I.Etxeberria-Otadui, S. Bacha, A. Padr´os: ManagementStrategy for Market Participation of Photovoltaic PowerPlants Including Storage Systems, IEEE Transactions on In-dustry Applications, vol. 52, n. 5, settembre-ottobre 2016,pp. 4292-4303.
[18] I. Lampropoulos, P. Garoufalis, P. P. J. van den Bosch, W.L. Kling: Hierarchical predictive control scheme for distribu-ted energy storage integrated with residential demand andphotovoltaic generation, IET Generation, Transmission & Di-stribution, vol. 9, n. 15, 2015, pp. 2319-2327.
[19] A. C. Luna, N. L. Diaz, M. Graells, J. C. Vasquez, J. M.Guerrero: Online energy management system for distributedgenerators in a gridconnected microgrid, 2015 IEEE EnergyConversion Congress and Exposition (ECCE), Montreal,2015, pp. 4616-4623.
[20] E. L. Ratnam, S. R. Weller, C. M. Kellett: An optimization-based approach to scheduling residential battery storagewith solar PV: Assessing customer benefit, RenewableEnergy, vol. 75, marzo 2015, pp. 123-134.
[21] F. Adinolfi, F. Conte, S. Massucco, M. Saviozzi, F. Silvestro,S. Grillo: Performance evaluation of algorithms for the Stateof Charge vestimation of storage devices in microgrid opera-tion, 2016 Power Systems Computation Conference (PSCC),Genova, 2016, pp. 1-8.
[22] F. Adinolfi, F. D’Agostino, S. Massucco, M. Saviozzi, F. Sil-vestro: Advanced operational functionalities for a low voltageMicrogrid test site, 2015 IEEE Power & Energy Society Gene-ral Meeting, Denver, 2015, pp. 1-5.
[23] M. H. Lin, J. G. Carlsson, D. Ge, J. Shi, J. F. Tsai: A Reviewof Piecewise Linearization Methods, Mathematical Problemsin Engineering, 2013, pp. 8.
B I B L I O G R A F I A[1] L. Barelli, G. Bidini, F. Bonucci: A micro-grid operation analy-
sis for cost-effective battery energy storage and RES plantsintegration, Energy, vol. 113, 15 ottobre 2016, pp. 831-844;J. Clerk Maxwell: A Treatise on Electricity and Magnetism, 3rded., vol. 2, Oxford, Clarendon, 1892, pp. 68-73.
[2] G. G. Moshi, C. Bovo, A. Berizzi: Optimal operational plan-ning for PV-Wind-Diesel-battery microgrid, PowerTech 2015 -IEEE Eindhoven, Eindhoven, 2015, pp. 1-6.
[3] V. Zamani, A. Cortes, J. Kleissl, S. Martınez: Integration ofPV generation and storage on power distribution systemsusing MPC, 2015 IEEE Power & Energy Society General Mee-ting, Denver, 2015.
[4] M. Castillo-Cagigal, E. Camano-Martın, E. Matallanas, D.Masa-Bote, A. Guti`errez, F. Monasterio-Huelin, J. Jimenez-Leube: PV selfconsumption optimization with storage and Ac-tive DSM for the residential sector, Solar Energy, vol. 85, issue9, settembre 2011, pp. 2338-2348.
[5] I. de la Parra, J. Marcos, M. Garc`a, L. Marroyo: Storage requi-rements for PV power ramp-rate control in a PV fleet, SolarEnergy, vol. 118, agosto 2015, pp. 426-440; M. Young: The Te-chnical Writer’s Handbook, Mill Valley, University Science, 1989.
[6] X. Li, D. Hui, X. Lai: Battery Energy Storage Station (BESS) -Based Smoothing Control of Photovoltaic (PV) and WindPower Generation Fluctuations, IEEE Transactions on Sustai-nable Energy, vol. 4, n. 2, aprile 2013, pp. 464-473.
[7] T. Wang, H. Kamath, S. Willard: Control and Optimization ofGrid-Tied Photovoltaic Storage Systems Using Model Predic-tive Control, IEEE Transactions on Smart Grid, vol. 5, n. 2,marzo 2014, pp. 1010-1017.
[8] M. J. E. Alam, K. M. Muttaqi, D. Sutanto: A Novel Approachfor Ramp-Rate Control of Solar PV Using Energy Storage toMitigate Output Fluctuations Caused by Cloud Passing, IEEETransactions on Energy Conversion, vol. 29, n. 2, giugno2014, pp. 507-518.
[9] M. N. Kabir, Y. Mishra, G. Ledwich, Z. Xu, R. C. Bansal: Im-proving voltage profile of residential distribution systems usingrooftop PVs and Battery Energy Storage systems, AppliedEnergy, vol. 134, dicembre 2014, pp. 290-300.
[10] F. Marra, G. Yang, C. Træholt, J. Østergaard, E. Larsen: ADecentralized Storage Strategy for Residential Feeders WithPhotovoltaics, IEEE Transactions on Smart Grid, vol. 5, n. 2,marzo 2014, pp. 974-981.
[11] J. Moshovel, K. P. Kairies, D. Magnor, M. Leuthold, M. Bost,S. Gahrs, E. Szczechowicz, M. Cramer, D. U. Sauer: Analysisof the maximal possible grid relief from PV-peak-power im-pacts by using storage systems for increased self-consump-tion, Applied Energy, vol. 137, gennaio 2015, pp. 567-575.
[12] A. Saez-de-Ibarra, A. Milo, H. Gazta˜naga, V. Debusschere,S. Bacha: Co-Optimization of Storage System Sizing andControl Strategy for Intelligent Photovoltaic Power PlantsMarket Integration, IEEE Transactions on Sustainable Energy,vol. 7, n. 4, ottobre 2016, pp. 1749-1761.
1+1= 3Ogni 2 pagine pubblicitarie a pagamento la 3a è gratuita!
Per maggiori informazioni: AEIT - Ufficio Centrale - Via Mauro Macchi 32, 20124 Milano Tel. 02 87389967 - Fax 02 66989023 [email protected] - www.aeit.it

M ining plants present some peculiarcharacteristics especially if compa-red to installations inherent to other
business areas such as Oil & Gas or PowerGeneration, which require a different approach inthe design.The operational lifetime of a mine is not a fixed fi-gure, but is mainly determined by the extent ofthe ore body and the economic viability of the ex-traction, which is very site-specific.The technical challenges of the extraction, the re-mote location of the facility, typical of the miningsites, with associated important requirements forinfrastructures and transportation, the continuousmanning needed for the operation and control ofthe processing units are all critical factors for theprofitability of the project.In open-pit mines costs are typically much lowerthan in underground mines, thanks to the redu-ced infrastructures and the greater safety intrinsicto the different extraction method, not requiringthe implementation of stringent safety design ne-
46AEIT • numero 11/12
The golden ageof IEC 61850Con il progetto di espansione,il sistema di controllo della mi-niera d’oro Çöpler si evolve daun’installazione cablata tradi-zionale a un sistema basatosullo standard IEC 61850.L’utilizzo di protezioni intelli-genti e la scelta di un’archi-tettura espandibile rendonodisponibile all’operatore unavasta quantità di informazio-ni che permettono di gestirein modo efficace ogni neces-sità operativa della miniera
Elisabetta Perduca, Miriam Venturelli Amec Foster Wheeler - Roger Whitaker Alacer Gold

Automazione
novembre/dicembre 201647
Figure 1Çöpler Gold Ming††
cessary when dealing with confined spaces.On the other hand, in open-pit mine ore grades(i.e. concentration of mineral or metal in the ore)is usually lower, thus requiring the process of hu-ge amount of material, and the land rehabilitationcosts at mine end of life are higher, so that mini-mization of design budgets and containment ofoperation costs still represent a challenge tomake the investment profitable.The above requirements are consistently reflec-ted in the realization of the plant processes, in-cluding the electrical power and control system,which shall be designed to enhance the reliabi-lity of the supply to the plant, without costly re-dundancies.
Çöpler Gold MineIn this perspective Çöpler Gold Mine stands as atypical example. It is an open-pit mine, situated ina remote area of the Turkish Republic in the east-central part of the country, 120 km west of the cityof Erzincan (Erzincan Province) with limited localfacilities and at an altitude of 1,200 m (Figure 1).The existing plant commenced operation in 2010and is expected to continue through to 2024 withdiminishing Oxide Ore production; an expansionproject is currently undergoing, which will extendthe life-of-mine for more than 20 years.
Çöpler Oxide Ore Plant and its electricalsystemThe existing Oxide Ore Plant consists in aheap-leach operation producing gold fromoxide ore. Open-pit mining at Çöpler is a ty-pical drill, blast, load haul operation.The isolated location of the plant has resulted inthe need for a direct connection to the High Vol-tage transmission system managed in this areaby TE A (Turkish Electricity Transmission Com-pany) despite the modest load, hardly reaching10 MW during peak operation. A 154 kV air insu-lated bay is the interface between the ÇöplerPlant and the HV national grid.The plants electrical system comprises of amain 154/6.6 kV transformer supplying power,radially, via a main MV Distribution switch-board to process electrical buildings wherepower is reduced to LV levels. The single en-ded HV, MV and LV power reticulation systemis built without N-1 redundancy from the mainHV substation down to the process load cen-tres. Back-up diesel generators provide suffi-cient back-up power to key plant equipmentduring a utility power outage. The impacts ofutility power loss to the heap leach operationare relatively low and have little impact on goldproduction targets.The process plant DCS takes on the role to mo-nitor the electrical status of the main processequipment’s and drives, little visibility nor anycontrol is extended to the power distribution sy-stem from the DCS.

Çöpler Sulfide Expansion Project The Çöpler Sulfide Expansion Project is relevantto a new plant designed for the purpose of goldproduction by treating the sulfide resource foundbelow the oxide mineral reserve.The gold ore of the sulfide resource is refractory, soit must undergo a complex treatment to make pos-sible the gold recovery: the need of different pro-cess units spread on a wide area implies that se-veral electrical substations - basically one substa-tion for each major process unit - are necessary.The Expansion Project includes the installation ofa new HV switchyard aimed to distribute thepower supply to both the Oxide Ore Plant and tothe new installations, whilst the existing 154 kVsubstation, no longer suitable to feed the increa-sed loads, will be dismantled.Electrical users of the new plant are mostly mo-tors (i.e. mills, pumps, agitators) a huge amountof which are fed via variable speed drives (VSD)and in a minor part static loads (such as rectifiersand auxiliary systems).Redundancy of motors is not much extended.Due to the nature of both heap leach and sulfide
treatment processes in the existing and newplants the whole installation can be seen as an“assembly line” asset: in the electrical fault sce-narios evaluation whenever an interruption of thepower supply occurs there is no actual advanta-ge in keeping only a part of the equipment alive.So for this reason the emergency supply systemis designed to allow the safe shut down of allproduction lines, and provide occasional powerto overcome the undesirable outcome for slurryand solids to settle in the equipment until the re-storation of the main supply.Based on these premises and in view of cost op-timization, the selection of the single ended sche-me for the electrical distribution comes as naturalconsequence.As shown in figure 2, the single line diagram of theExpansion Project presents the following elements:- HV system for the connection to the external
grid and for the primary transformation stage154 kV/6.6 kV. The HV switchyard has a singlebus-bar plus transfer arrangement with buscoupler, and is made up of one incoming bayand three outgoing bays to the HV/MV powertransformers. The switchyard is designed to al-low future extension of one line bay and onetransformer bay;
- Main distribution system at 6.6 kV level. The
48AEIT • numero 11/12
Figure 2Simplified Single Line Diagram of Electrical Distribution††

Automazione
main distribution switchgear is arranged in threebus bars (expandable) each one fed by its maintransformer and designed in such a way that incase of fault or maintenance. Two out of threetransformers are able to withstand the totalplant load in a 3x50% configuration;
- The secondary distribution system is mainly con-stituted by MV and LV switchgears providingpower supply to all the plant process areas; tothis end, a number of substations are foreseenwithin the plant: five main substations includingMV equipment and five minor buildings suppliedin cascade by the former;
- An emergency power generation system madeup of three diesel generators feeds into eachsection of the Main Distribution Switchgear.
Selection of the Power MonitoringSystem (PMS) solution for the newPlantDuring the operation of the existing Oxide OrePlant, two main categories of electrical issues ha-ve been experienced: power quality issues,mainly due to voltage disturbances caused by thebig amount of large variable frequency drives in-stalled in the plant and outages on the HV con-nection line, mainly due to the challengingweather conditions in the area (i.e. very strongwinds in summer and build-up of ice on the con-ductors in winter).The resulting lesson learnt highlighted the need ofa more sophisticated control system, capable tomonitor electrical system data, measure energy,capture and trend disturbances, and log sequen-ces of events, with a user-friendly interface, cu-stomizable and configurable according to theproject requirements.Therefore during the expansion project develop-ment, several alternatives have been consideredfor the implementation of a system that couldprovide a satisfactory overview and control of theelectrical equipment of the new plant keeping acompetitive budget and the application of a sub-station automation system based on IEC 61850was selected as the best solution.In general, the high degree of standardization in-troduced by the IEC 61850 makes it much easierthan before, the implementation of communica-tion systems for automation purposes with redu-ced need of hardware and higher freedom in theequipment selection, with consequent cost re-duction. So it may become possible to implementadvanced remote control systems of electricalnetworks also in relatively simple applications,such as mines, without impairing the economicsof the project.
In the specific case of Çöpler Gold Mine, a num-ber of factors helped the decision in favour of theIEC 61850 solution, such as:- the high number of substations spread over awide area, which made impractical a hardwiredsolution, for economic and technical reasons;- the use of IEDs for the protection of the electri-cal system, which made readily available a hugeamount of data for PMS;- the presence of a redundant fibre optic networkalready designed to run across the plant area forprocess control and other functions.In the light of above, IEC 61850 required limitedworks and investment costs to allow the imple-mentation of a sophisticated power managementsystem for the control of the electrical networkand devices.
Hints on IEC 61850The IEC 61850 initial scope of standardisation ofcommunication in substation automation sy-stems has been updated and extended duringyears to cover also measurement (including stati-stical and historical data handling) and powerquality.The key benefit of IEC 61850 is the replacementof all the proprietary protocols and customizedcommunication previously used in the field of theelectrical automation, thus allowing the easy con-nection and interoperability of different devicesby different suppliers in a uniquely identified envi-ronment.Another major advantage of having a standardconceived for the electrical world is that all thepeculiarities of the electrical system can be pro-perly addressed: from the management of dataacquisition typical of the SCADA systems to thetransmission of high speed messages necessaryfor the proper performance of the electrical gridprotections functions.
The standard defines all aspects of the substationcommunication, ranging from system and projectmanagement (IEC 61850-4), definition of commu-nication requirements (IEC 61850-5) and configu-ration (IEC 61850-6), details of communicationstructure principles and models (IEC 61850-7),communication mapping (IEC 61850-8 and 9), upto communication testing (IEC 61850-10).In the context of this paper, it is deemed worth todescribe in broad terms few main concepts onIEC 61850 to highlight its key benefits and highflexibility without going into the technicalities.The standard establishes a very structured modelto describe the Substation Automation Systems(SAS) keeping it as more generic as possible in
novembre/dicembre 201649

order to embrace all possible future develop-ments; this model allows any supporting deviceto interface to electrical equipment and compo-nents, to communicate between each other andto head up to the external world made up of highlevel units (controllers - where overall control andlogics can reside) and HMIs (human machine in-terface - for the operators access to the system).Data that can be exchanged between the objectsover the communication links are structured in aunique template. Each object and each datum isprovided with a standardized name organized in anumber of layers of information thus allowing aclear identification of the element. The communication can take place both onclient-server base (such as the interface betweenrelays and controller) and on a peer to peer base,
typically via so called GOOSE (Generic ObjectOriented Substation Event) messaging betweendifferent relays. This allows for example the sim-plification of infrastructures and connections re-quired between the objects, compared to a tradi-tional hardwired system.The codification of a Substation ConfigurationLanguage allows each Supplier to develop itsown files with its own tools, enabling the otherstakeholders to interpret the information includedin therein, provided that file is compliant to theIEC standard’s rules.
Characteristic of the PMSThe PMS designed for the Sulfide expansionproject is a stand-alone distributed system ableto monitor and control the electrical systems andequipment related to the 154 kV Air InsulatedSwitchyard, the Emergency power generation sy-stem and the Electrical distribution system, in-
50AEIT • numero 11/12
Figure 3PMS Conceptual Architecture††

Automazione
stalled in the electrical substations, via the pro-tection relays (IEDs) using IEC 61850 protocols.PMS integrates all IEC 61850 compliant devicesirrespective of manufacturer.PMS equipment standardization has also beenpersecuted as far as practical for the sake of co-st saving.
PMS ArchitectureAs previously explained the PMS architecture isconfigured to suit the needs of a simple electricalnetwork. A schematic view of the architecture isgiven in figure 3, where the following hardwarecomponents can be identified:- Redundant PMS Servers;- HMI computers and workstations;- Optical fibre network;- Network switches, collecting the substations
IED rings to the FO backbones;- Gateways (used for interfacing between
networks/protocols);
- GPS time server (to provide clock signal to theconnected equipment).
The PMS system equipment is connected to theremote substations via a redundant star backbo-ne, serving also other control systems of the faci-lity, using single mode optical fibre.The connections from the PMS to the IEDs isTCP/IP type.A time server interfaced with DCS GPS clock isused for the synchronization of IEC 61850 devi-ces; the time signal is distributed across IEC61850 communication network so each devicecan add the time-stamping to any event.
As the IEC 61850 standard allows not only thecommunication between the PMS servers and theIEDs but also fast peer to peer communicationbetween IEDs, this function can be used by IEDsthat need to share information for the realization ofsome logical functions (e.g. inter-trips, inter-locks,
novembre/dicembre 201651
differential protections, etc. - these connectionsare not shown on the simplified architecture).
PMS functionalitiesPMS provides a platform that supports the auto-mated monitoring and maintenance of the powerdistribution system for Çöpler facility.
Monitoring- Provision of reliable, real-time, GPS time stam-
ped information such as: electrical measure-ments, status signals and alarms for any moni-tored systems and devices;
- Provision of a time-stamped interface to viewand acknowledge all alarms;
- Standardized Human Machine Interface (HMI) /Supervisory Control and Data Acquisition (SCA-DA) software for displaying data from monitoreddevices. HMI is able to provide a hierarchicalview of the electrical system, from the overall si-te view of the electrical network down to the in-dividual pieces of equipment with interactivecolour graphics. The software is capable of con-figuring and displaying the customized graphicscreens, including event log, communicationssystem status and system status screen;
- Ability to provide a backup log of monitoringand control information of the system status fordiagnostic and forensic purposes in a historian;
- Ability to produce summary graphs and timeplots with the possibility to jump to specificevents of interest. The charting and graphingsoftware are not device dependent. The PMS isalso capable of plotting and charting non-powermonitored data and to include analogue typedata (temperature, flow) as well as binary infor-mation e.g. breaker open/closed data.
Control and automationThe PMS has the functionality to control and ope-rate equipment according to the following de-scription. Significantly reduced operator risk andimproved workplace safety by Remote controlperformed from the PMS HMIs:- HV switchyard: operation of circuit breakers, li-
ne and earth switches;- HV/MV transformers: OLTCs (on load tap chan-
gers) are fully operable;- Emergency generators: complete control of the
system and all starting, synchronization andstopping sequences operable from HMIs;
- 6.6 kV switchgears: operation of circuit breakers,line and earth switches;
- 400 V MCC: operation of incoming circuit breakers;- Interface with DCS for re-acceleration functions
following a plant load shedding. The PMS has aninterface with the plant DCS for the exchange of
key data at the controller level at the main DCSroom. The data exchange is realized by meansof one redundant serial link Modbus TCP/IP.
Alarm and events managementAll alarms and events are captured and storedwith the following functionalities:- The system can gather and locally store histori-
cal operations and fault events with the originalIED time-stamping preserved;
- The systems can locally retrieve and store wa-veforms generated during any abnormal opera-tion or event;
- The system has flexible “limits” for events to al-low customization by the operator;
- Customization of event descriptions;- The system allows selected alarms to be pas-
sed to the DCS for operator notification;- The events are captured with date time and de-
scription and stored in a dedicated log file.
Energy efficiency optimizationPMS provides the ideal platform to support theonward incorporation, and development, ofenergy efficiency systems to monitor, reduce andoptimise energy and operating costs; this functio-nality is particularly important considering thatelectricity is the mine’s second largest operatingexpenditure.
Power Quality Management (PQM)As previously mentioned power quality control isone of the main concerns of the Çöpler mine ope-rators, due to the large amount of VSDs (variablespeed drives) installed to serve the gold mineprocess needs.To perform this important function the preferred so-lution has proved to be the installation of specificPQM devices in the MV and LV switchgears, remo-tely located in the plant substations. The Power Qua-lity Monitoring functions will be therefore accom-plished using the PQM devices specific software.PQM devices software is uploaded in the PMSservers and accessed from PMS HMIs to view,store and compute information. Also in this ca-se, communication between PQM devices andtheir software loaded into PMS HMI is based onIEC 61850.
Interface to non-IEC 61850 based connectionsBeside the extensive application of the IEC 61850standard for communication it is worth to mentionthat the PMS supports interfaces with different com-munication protocols and also hardwired systems.The latter can actually be transposed to IEC61850 communication via smart I/O cards able to
52AEIT • numero 11/12
Automazione
convert the signals over Ethernet. In case ofequipment non IEC 61850 compliant, like powertransformers and auxiliary components, hardwi-red signals are generally converted and gatheredto the switchgear IEDs of the related bay.Modbus based systems are also present inthe plant (e.g. Emergency Diesel GeneratorPackages and DCS interface are designed forModbus protocol) and relevant connectionsare driven directly to the PMS servers via de-dicated gateways.
Key takeawaysDesign flexibility: management of engineering and changes Being a coded and very structured model IEC61850 allows easy changes and upload of newprogramming into the system. Configuration filescan be modified and reloaded onto the IEDs toquickly face the need for modifications that canbe required during any phase of the Project engi-neering without any impact on wiring or hardwa-re and affecting only the ”area” interested by themodification.
Design flexibility: system architectureIEC 61850 allows the selection of the best archi-tecture matching the plant needs with a high flexi-bility. One example is given by the location of theHMIs in the Plant: the main HMI has been fore-seen in the “electrical heart” of the Plant, i.e. inthe HV switchyard building, while a secondaryHMI is located in the main control room, nearbythe DCS. The HV building is continuously man-ned, according to standard procedures agreedwith the Turkish Grid Operator. Therefore it resul-ted very convenient to locate the HMI at the sa-me place where an electrical specialized operatorresides. This way the operator can consult any ti-me the available information and take prompt ac-tion especially in case HV equipment and interfa-ce with Grid Operator are involved.The secondary HMI, close to the “process heart”of the Plant is actually constituted by the PMSservers that act also as operator workstation.
ExpandabilityAs the future expansion of the Çöpler Plant is oneof the basis of design, the PMS shall be able toaccommodate any possible addition in the elec-trical system, from simple installation of new IEDsin the existing substations to complex modifica-tions like new HV switchyard bays (spare bays al-lowance is included in the switchyard plot) or newwhole substations.This need is easily manageable via the flexible
structure of the IEC 61850 based system. Com-munication rings in the substations and star re-dundant backbones can be extended to housenew connections up to the capacity of the ser-vers, add new servers, or interface with a newcontrol system that may be built up in the Plant.Such an interface would be realized by means ofsuitable gateway to interconnect the existing andthe “new” networks.
Facing the remote location of the site - solid after sales supportOne of the essential features of the PMS is thatequipment and materials are well supported bySupplier or Manufacturer in the Erzincan area.This is a key factor to ensure the reliability andthe continuity of the control service for the elec-trical system.Good after sales support and diagnose ability interms of ease of spare parts supply chain,prompt intervention at Site and hot-line supportare essential. Spare parts availability and update of the usedsoftware with news releases have been includedin the service contract for the whole lifetime ofthe Plant.
ConclusionsThe application of IEC 61850 standard has beenselected as the best choice for the control of Çö-pler Gold Mine electrical system.Significant improvements in terms of safety, mo-nitoring and control capability, records and stati-stics on power consumptions and power quality,as well as analysis and troubleshooting of electri-cal outages and events have been made on theexisting solution.Taking advantage of the amount of data readilyavailable on IEDs and the fibre optic network de-signed to run across the plant area for processcontrol and other functions, IEC 61850 has requi-red limited works and investment costs to allowthe implementation of a sophisticated power ma-nagement system for the control of the electricalnetwork and devices.
novembre/dicembre 201653
B I B L I O G R A F I A[1] G. Pattarino, A. Mantovani, A. Bradbury: EPCM Contract for
the Expansion of a Gold Mine in Turkey, Impiantistica Italiana,Anno XXVIII, n. 3.
[2] R. Mackiewicz: Benefits of IEC 61850, Praxis Profiline, aprile2007.
[3] D. C. Mazur, J. Sottile, T. Novak: An Electrical Mine Monito-ring System Utilizing the IEC 61850 Standard, IEEE, 2013.
[4] IEC 61850-1: Communication networks and systems forpower utility automation - Part 1: Introduction and overview.

ABBInterconnessioneUHVDC in India
Insieme con l’operatorenazionale per la fornitura
di energia indiano, PowerGrid Corporation of India Limited(POWERGRID), ABB si è aggiudica-ta un ordine del valore di oltre 640milioni di dollari per la fornitura diun’interconnessione che consen-tirà di trasportare energia affidabilea oltre 80 milioni di utenti.Il sistema in altissima tensione, incorrente continua (UHVDC) a 800 kVRaigarh-Pugalur, connetterà Rai-garh, situata nell’India centrale, conPugalur, nello stato meridionale diTamil Nadu.L’interconnessione, che coprirà 1.830chilometri, sarà una delle più lun-ghe al mondo.
Una capacità di trasmissione di6.000 megawatt - l’equivalente dioltre sei grandi sottostazioni - saràsufficiente per soddisfare la ne-cessità di energia di oltre 80 mi-lioni di abitanti dell’India.L’interconnessione bilaterale inte-grerà energia termoelettrica ed eo-lica per la trasmissione di energiaverso centri ad alto consumo si-tuati a migliaia di chilometri, sup-portando la richiesta di energia delmeridione del Paese quando l’e-nergia eolica generata sarà mini-ma, e trasmettendo energia pulitaal settentrione, quando l’energiaeolica verrà prodotta in eccesso.ABB è coinvolta nello sviluppo del-l’India da oltre un secolo, e questanuova interconnessione consentiràal Paese di godere dei benefici del-la rivoluzione energetica, grazie al-
la tecnolog ia a l l ’avanguard iaUHVDC sarà possibile bilanciare lafornitura di energia convenzionalee rinnovabile anche su lunghe di-stanze, in modo affidabile e smart.ABB vanta un curriculum notevoledi HVDC in India, dove questa tec-nologia è arrivata 25 anni fa conil progetto Vindhyachal del 1989.Raigarh-Pugalur rappresenta il se-sto progetto HVDC in India e laseconda installazione UHVDC, do-po l’interconnessione multi-termi-nale North-East Agra, oggi parzial-mente energizzata e in fase dicompletamento.Il progetto chiavi in mano includeprogettazione, ingegneria, fornitu-ra, installazione e commissioning,e la fornitura di importanti attrez-zature quali le stazioni UHVDC cheincludono trasformatori, valvole diconversione, sistemi di raffredda-mento e tecnologia di protezionee controllo.Il valore totale del progetto supe-ra gli 840 milioni di dollari e ladifferenza a saldo sarà appannag-gio del partner di ABB BHEL (BharatHeavy Electricals Limited), com-pagnia leader nel settore pubblicoIndiano.L’ordine è stato aggiudicato nelquarto trimestre del 2016, e saràcompletato nel 2019.
� � �� � �
AIR LIQUIDEAvviato il più grande sito al mondo distoccaggio d’idrogeno
È stato messo in servizioda Air Liquide il più
grande sito di stoccaggio d’idroge-no al mondo.Questa installazione sotterranea èsituata a Beaumont, in Texas, nellaregione del Golfo del Messico.Il sito di stoccaggio di idrogeno vaa completare la già significativa ca-pacità di fornitura di Air Liquide lun-go il Golfo del Messico, offrendocosì una flessibilità ed un’affidabi-lità ancora maggiori nell’approvvi-
Imprese e mercato
54AEIT • numero 11/12

gionamento di idrogeno a partiredalla rete di tubazioni di Air Liquidenella regione.Situato a 1500 metri sotto terra,questo sito di stoccaggio misura 70metri di diametro ed ha la capacitàdi stoccare una quantità di idroge-no equivalente a 30 giorni di pro-duzione di un SMR (steam metha-ne reformer) di grandi dimensioni.Presente in piccolissime quantitànell’aria, l’idrogeno è generalmen-te prodotto per reforming del gasnaturale.Questa iniziativa permette dunquedi disporre di un sistema di stoc-caggio su grande scala per accre-scere l’affidabilità e l’efficacia del-l’approvvigionamento di idrogenoai clienti. Utilizzato in numerosi pro-cessi industriali e produttivi, l’idro-geno è impiegato nel settore della
raffinazione per eliminare lo zolfodai carburanti. I benefici dell’idro-geno per l’ambiente vanno oltre al-le sue applicazioni industriali.L’idrogeno è un’energia pulita per iltrasporto che permette di alimen-tare veicoli elettrici a idrogeno,senza alcuna emissione.L’ id rogeno può essere anchestoccato per rispondere alle flut-tuazioni della domanda della reteelettrica.Questo nuovo sito di stoccaggio diidrogeno fa seguito all’avviamentoda parte di Air Liquide del primo si-to di stoccaggio di elio puro in Ger-mania, nel luglio 2016.
� � �� � �
BTS BIOGASPrimi due impiantidi biogas in Giappone
Grande risultato per l’a-zienda di Brunico, do-
po poco più di due annidalla costituzione della filiale giap-ponese, nei primi giorni di dicem-bre 2016 sono stati firmati i primidue importanti contratti per la rea-lizzazione di impianti di biogas.L’impianto più grande, della poten-za installata di un 1 MW elettrico hagià ottenuto l’autorizzazione per es-sere costruito e sorgerà dove l’11marzo 2011 uno tsunami distrussel’area di Rikuzentakata: nel disastromorirono circa 3.000 persone e20.000 persero tutto.Il progetto è finanziato direttamen-te da un fondo dell’imperatoregiapponese che ha sottolineato che
il progetto è il primo di una serie.Questo contratto conferma comel’industria italiana e BTS Biogas inparticolare rappresentino a livellointernazionale l’avanguardia dellatecnologia e del know how nel set-tore del biogas.Anche a Fukushima BTS Biogas haproposto per le aree contaminateuna soluzione agro-energetica chepotrebbe portare grandi vantaggi intermini di decontaminazione e so-stegno delle popolazioni colpite.Questo sarebbe possibile attraversoun ciclo chiuso che prevede: la pro-duzione di biomasse che durante laloro crescita assorbirebbero le so-stanze radioattive, la generazione evalorizzazione di biogas e syngastramite le biomasse prodotte, la ga-sificazione di tutti i residui per arri-vare a raccogliere nelle ceneri gliisotopi radioattivi.Questo processo porterebbe aun’accelerazione significativa nellabonifica del territorio e un impor-tante vantagg io economico estrutturale per il rilancio di tuttal’area colpita.Il secondo contratto siglato preve-de la realizzazione di un impiantonei pressi di Fukuoka con una po-tenza installata di 370 kW elettrici.L’alimentazione prevalente è com-posta da deiezioni suinicole e insi-lato di sorgo.Si tratta quindi di un tipico impian-to di medie dimensioni particolar-mente adatto alla realtà agricolagiapponese.
� � �� � �
Imprese e mercato
novembre/dicembre 201655

OMRONRelè di sicurezzaa 1000V DCper pannelli solari
P resentato da OmronElectronic un nuovo
relè in corrente continua ad altapotenza per rispondere alla sfidadi disattivare pannelli solari foto-voltaici e altre fonti di energia rin-novabile.In caso di emergenza, il relè è ingrado di interrompere rapidamenteun flusso di 25 A a 1000 V in DC.Il relè G7L-X è conforme agli stan-dard UK e IEC per gli inverter solaried è anche dotato di certificazioniUL e VDE.Tra le caratteristiche di progetta-zione è prevista anche l’assistenzadi un circuito magnetico che facili-ta il rapido spegnimento del siste-ma. I contatti del relè sono statireal izzati specif icatamente persupportare gli alti carichi in tensio-ne continua, che sono la peculia-rità di quest’applicazione, e peruna maggiore sicurezza la distanzadi contatto è di 6.0 mm.Il G7L-X ha una vita nominale di6.000 operazioni a 600 V in DC edi 100 operazioni a 1000 V in DC- più di quanto possa rendersi ne-cessario, dato il suo utilizzo previ-sto solo in casi di emergenza.Il dispositivo è compatto per essereun relè con una tale capacità: mi-sura solo 52.5 x 35.5 x 41.0 mm.È ideale per le installazioni outdoore può operare a temperature com-prese tra - 40 e + 85°C. Omron di-spone anche di una versione delrelè per utilizzi multiuso, con unacapacità di 20 A a 1000 V in DC.
Sito web: www.overcomm.it
GEWISSLa tecnologia di Smart[4]
L’ apparecchio Smart[4]di Gewiss consente di
ottenere il massimo rispar-mio energetico (dal 50% all’80%)e il miglior comfort visivo.Si caratterizza per essere poliedri-co, sostenibile, estremamente leg-gero e versatile. La modularitàorizzontale e verticale di questoprodotto si coniuga con la facilitàd’installazione, con il ricorso aimateriali green con cui è costruito(plastica e alluminio a bassissimocontenuto di rame), nessun pro-cesso produttivo a impatto sul-l’ambiente e facilmente disassem-blabile per una semplice riciclabi-lità alla fine della vita utile (certifi-cato IMQEco).Il sistema Smart [4] può montare seidiverse ottiche: quattro a simmetriarotazionale (100°, 60°, 30°, 10°),una a impronta ellittica (60°x120°),una asimmetrica (52°). Il flusso lumi-noso, nelle diverse tipologie di gam-ma, va dai 2800 lumen ai 25.500 lu-men (31.285 W, perdite incluse).Da un punto di vista meccanico, ilsistema offre diverse tipologie di fis-saggio: nella versione piastra/molla,l’installazione del corpo in quota av-viene dopo aver fissato la piastra,esercitando una semplice pressioneper consentire lo scatto della mollad’acciaio; il connettore rapido stagnopermette infine di collegare l’appa-recchio alla rete senza aprire il vanoalimentatore.
Sito web www.gewiss.com
BTICINOSoluzione per la ricarica per veicoli elettrici
L a risposta agli obblighidella predisposizione
all’allaccio per la ricarica dei veico-li elettrici è Green’UP di BTicino.È la soluzione ottimale per la rica-rica dei veicoli elettrici in adempi-mento ag l i obbl igh i de l Dg ls257/2016 che recepisce la Diretti-va europea DAFI. Green’UP Access è la stazionepensata per applicazioni residen-ziali che in modalità ricarica lentapermette di alimentare il veicoloattraverso il cavo in dotazione, ero-gando fino a 14 A contro gli 8 A diuna presa standard. All’inserimento della presa nellaspina, il veicolo riconosce che sista effettuando una ricarica attra-verso un conduttore dotato di spi-na Green’Up Access, queste preseconsentono una ricarica del veico-lo elettrico in 6-8 ore*. Green’Up Premium è invece la sta-zione di ricarica, pensata per spaziresidenziali e non residenziali, pub-blici e privati e per i luoghi di lavo-ro, adatta a qualunque modello diveicolo, che grazie all’erogazione si-no a 32 A, garantisce la ricaricacompleta del veicolo in sole 3 ore*.Dispone di una presa protetta Tipo2S EV, conforme alle Direttive Euro-pee e alle esigenze dei costruttori diautomobili, e su alcuni modelli an-che di una presa per la ricarica len-ta e per tutte le altre applicazioni.*Tempo medio di ricarica totale se-condo fonti costruttore, variabili aseconda del modello.
Sito web: www.bticino.it
Imprese e prodotti
56AEIT • numero 11/12

novembre/dicembre 2016
ELETTROCANALIPrese interbloccateverticali industriali
L a gamma delle prese espine industriali tipo
IEC-EN60309 di Elettrocanalicomprende: spine e prese diritte da16 a 125 A, prese da pannello incli-nate a 20° da 16 a 125 A, prese conbase da parete diritta o inclinata, pre-se interbloccate orizzontali/verticalida incasso/da parete con/senza ba-se portafusibili da 16 a 63 A, congrado di protezione IP44 e IP67.Le prese sono disponibili a partiredalla bassa tensione di 24 V per pas-sare alle normali tensioni industrialidi 110/220/380 V.Le nuove prese verticali con interrut-tore rotativo interbloccato, disponibilicon o senza base portafusibili, nellaversione da incasso trovano impiegocome prese terminali da incasso neiquadri modulari Elettrocanali, sem-pre in versione IP44 o IP67. Le prese e spine mobili della serie69 sono caratterizzate dalla rapiditàdi smontaggio, cablaggio, rimontag-gio e dall’ergonomia del progetto. La costruzione, interamente in tec-nopolimero autoestinguente a basedi poliammide 6 resistente ai raggiUV, è particolarmente indicata perimpieghi all’esterno, grazie all’eleva-ta resistenza agli urti e agli schiac-ciamenti.Le parti conduttrici sono realizzatein lega di ottone ad alta conduttivitàe gli alveoli delle versioni a 63 e125 A sono dotate di dispositivo diconnessione a molla realizzato inlega Rame-Berillio che garantisceun contatto migliore e previene lacorrosione.
Sito web: www.elettrocanali.com
Imprese e prodotti
57
LINEAR TECHNOLOGYIsolatore USBμModule®
P resentato da LinearTechnology l’LTM2894,
un isolatore USB μModule®(micromodule) rinforzato per la prote-zione dai differenziali di tensione mas-sa-massa e gli ampi transienti in com-mon mode. La solida interfaccia e l’i-solamento interno rendono LTM2894ideale per i sistemi che implementanola tecnologia USB in ambienti indu-striali o medici difficili, separa la terraisolando una coppia di transceiver disegnale USB tramite un isolamento disegnale interno, fornendo un isola-mento di 7500 VRMS oltre a una reie-zione dei transienti in common modesuperiore a 50 kV/μs.In grado di sopportare fino a 1000VRMS in continuo, LTM2894 fornisceanche una separazione di 17,4 mm,una distanza che consente alle appa-recchiature medicali conformi allanorma IEC 60601-1 di funzionarecon tensioni di rete superiori a 250VRMS. LTM2894 è ideale per l’uso inuna vasta gamma di applicazioni dihub USB. I transceiver da ± 20 kVcon protezione ESD funzionano a pie-na velocità USB 2.0 (12 Mbps) e abassa velocità (1,5 Mbps), mentreuna modalità in sospensione control-la l’inattività e riduce la corrente VBUSa meno di 2,0 mA. LTM2894 vieneofferto in un package BGA compattodi 22 mm x 6,25 mm e sopportatemperature operative rispettivamen-te comprese tra 0°C e 70°C, - 40°C e85°C e - 40°C e 125°C.
Sito web: www.linear.com/product/LTM2894
QUNDISContatori di calore a ultrasuoni
I nnovativo e ad alta preci-sione, il contatore Q heat
5 US di Qundis si basa suuna nuova tecnologia brevettata adultrasuoni. I contatori di calore a ul-trasuoni vengono impiegati sempreladdove occorrono misurazioni pre-cise e stabili a lungo termine.I materiali di alta qualità con cui èfabbricato il dispositivo, ostacolanoinoltre i depositi di impurità e pre-vengono l’usura. L’altezza minimadella struttura compatta del contato-re consente il suo impiego anche inspazi angusti e questo permette discegliere liberamente il sito di instal-lazione del dispositivo.Tutti i dispositivi di misurazione divolumi sono disponibili nelle misuredi 1,5 m3/h e 2,5 m3/h. Con la dif-ferenza di temperatura misurata tramandata e ritorno, la portata misu-rata e il coefficiente di calore calco-lata, la quantità di calore viene vi-sualizzata in unità fisiche (kWh,MWh, MJ, GJ) sul pannello LCD inun calcolo interno.Il contatore di calore consiste in unacoppia di sensori di temperaturaprecisi e di un sensore di flusso aultrasuoni montato in un circuito diacqua calda. Un’unità di calcolo elet-tronica determina la differenza ditemperatura tra mandata e ritorno eil flusso. La potenza termica calcola-ta dai due valori viene sommata, vi-sualizzata o inoltrata ad un sistemadi elaborazione via radio o cavo.
Sito web: www.qundis.it

in Agenda
58AEIT • numero 11/12
5-8 Dicembre Washington, IEEE BigData 2016 IEEE BigData 2016 Secretariat
DC 2016 IEEE E-mail: [email protected]
(USA) International Conference on Big Data Web Site: http://cci.drexel.edu/bigdata/bigdata2016
6-7 Dicembre San Francisco, 2016 Future Technologies SAI Conferences
CA Conference (FTC) E-mail: [email protected]
(USA) Web Site:
http://saiconference.com/Conferences/FTC2016
12-14 Dicembre Londra WCST - 2016 Infonomics Society
(Regno Unito) World Congress E-mail: [email protected]
on Sustainable Technologies Web Site: www.wcst.org
12-15 Dicembre Barcellona ICDM 2016 IEEE
(Spagna) IEEE International Conference Computer Society
E-mail: [email protected]
on Data Mining Web Site: http://icdm2016.eurecat.org
28-29 Dicembre Giza ICENCO 2016 Cairo University
(Egitto) E-mail: [email protected]
Web Site: http://icenco.eng.cu.edu.eg
15-18 Gennaio Phoenix, 2017 IEEE IEEE Microwave Theory and Technoques Society
Arizona Radio and Wireless Symposium (RWS) E-mail: [email protected]
(USA) Web Site: www.radiowirelessweek.org
22-26 Gennaio Las Vegas, MEMS 2017 IEEE MEMS 2017 Conference
Nevada The 30th IEEE International Conference c/o Preferred Meeting Management, Inc.
(USA) on Micro Electro Mechanical Systems E-mail: [email protected]
Web Site: www.mems17.org
26-29 Gennaio Bolzano Klimahouse 2017 Fiera di Bolzano
Tel. +39 0471 516000
E-mail: [email protected]
Web Site: www.fierabolzano.it/klimahouse
27 Febbraio Funchal, PHOTOPTICS 2017 Photoptics Secretariat
1 Marzo Madeira 5th International Conference E-mail: [email protected]
(Portogallo) on Photonics, Optics and Laser Technology Web Site: www.photoptics.org
19-22 Marzo San Francisco, WCNC 2017 IEEE MCE
California IEEE Wireless Communications E-mail: [email protected]
(USA) and Networking Conference Web Site: http://wcnc2017.ieee-wcnc.org
19-23 Marzo Los Angeles, OFC 2017 IEEE
California Optical Fiber Communications E-mail: [email protected]
(USA) Conference and Exhibition Web Site: www.ofcconference.org
26-30 Marzo Firenze 2017 International Applied Computational Università di Pisa
Electromagnetics Symposium - Italy E-mail: [email protected]
Web Site: www.aces-society.org
DA DICEMBRE 2016 A MARZO 2017Quando Dove Tema Informazioni
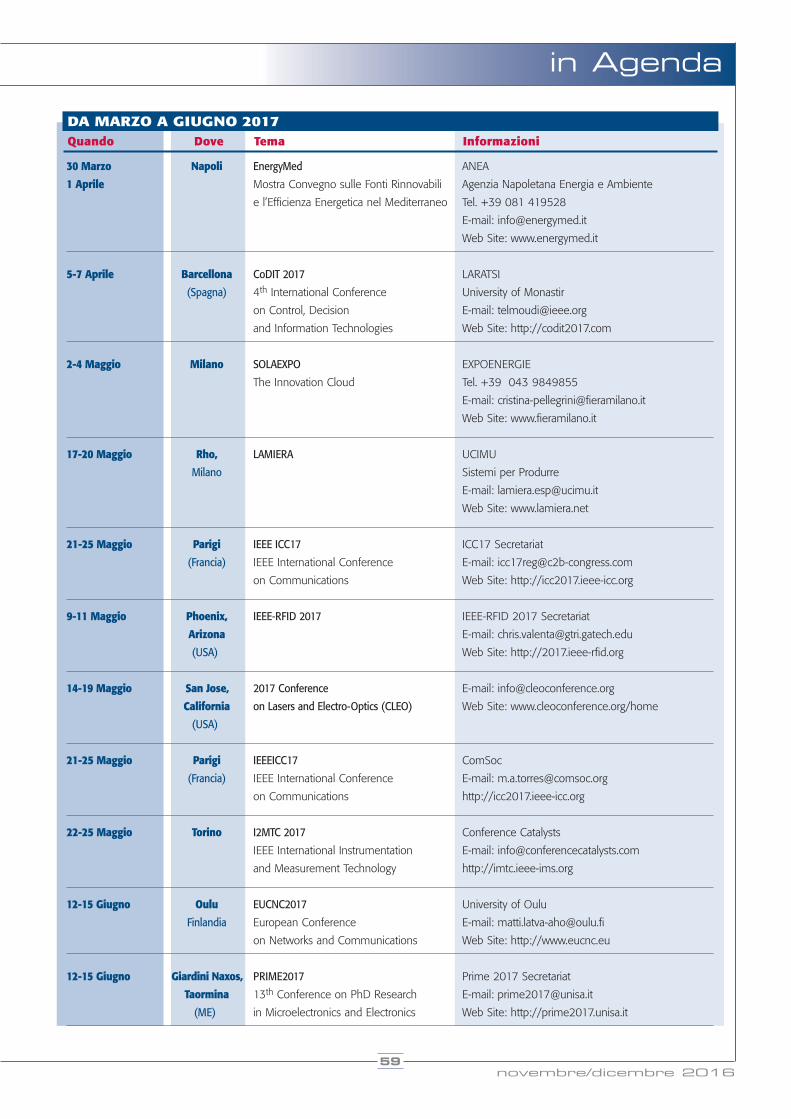
in Agenda
novembre/dicembre 201659
30 Marzo Napoli EnergyMed ANEA
1 Aprile Mostra Convegno sulle Fonti Rinnovabili Agenzia Napoletana Energia e Ambiente
e l’Efficienza Energetica nel Mediterraneo Tel. +39 081 419528
E-mail: [email protected]
Web Site: www.energymed.it
5-7 Aprile Barcellona CoDIT 2017 LARATSI
(Spagna) 4th International Conference University of Monastir
on Control, Decision E-mail: [email protected]
and Information Technologies Web Site: http://codit2017.com
2-4 Maggio Milano SOLAEXPO EXPOENERGIE
The Innovation Cloud Tel. +39 043 9849855
E-mail: [email protected]
Web Site: www.fieramilano.it
17-20 Maggio Rho, LAMIERA UCIMU
Milano Sistemi per Produrre
E-mail: [email protected]
Web Site: www.lamiera.net
21-25 Maggio Parigi IEEE ICC17 ICC17 Secretariat
(Francia) IEEE International Conference E-mail: [email protected]
on Communications Web Site: http://icc2017.ieee-icc.org
9-11 Maggio Phoenix, IEEE-RFID 2017 IEEE-RFID 2017 Secretariat
Arizona E-mail: [email protected]
(USA) Web Site: http://2017.ieee-rfid.org
14-19 Maggio San Jose, 2017 Conference E-mail: [email protected]
California on Lasers and Electro-Optics (CLEO) Web Site: www.cleoconference.org/home
(USA)
21-25 Maggio Parigi IEEEICC17 ComSoc
(Francia) IEEE International Conference E-mail: [email protected]
on Communications http://icc2017.ieee-icc.org
22-25 Maggio Torino I2MTC 2017 Conference Catalysts
IEEE International Instrumentation E-mail: [email protected]
and Measurement Technology http://imtc.ieee-ims.org
12-15 Giugno Oulu EUCNC2017 University of Oulu
Finlandia European Conference E-mail: [email protected]
on Networks and Communications Web Site: http://www.eucnc.eu
12-15 Giugno Giardini Naxos, PRIME2017 Prime 2017 Secretariat
Taormina 13th Conference on PhD Research E-mail: [email protected]
(ME) in Microelectronics and Electronics Web Site: http://prime2017.unisa.it
DA MARZO A GIUGNO 2017Quando Dove Tema Informazioni


novembre/dicembre 2016
• Presidente Generale • Rinaldi Mario• Vice Presidenti Generali • Coppa Ernesto
• Mayer Maurizio• Veglio Gianfranco
• Consiglieri Di Presidenza • Ardito Antonio• Giorgi Alberto• Martinelli Mario• Pirani Stefano• Raciti Angelo
• Presidenza• Ex Presidenti Generali• Presidenti di Sezione• Presidenti delle Societies• Presidente del Cei• Presidente del IMQ
• Presidente AEE • Caldon Roberto• Presidente AICT • Penza Andrea• Presidente AMES • Forlanini Giancarlo• Presidente ASTRI • Cecconi Vittorio
PRESIDENTI SOCIETIES
CONSIGLIO GENERALE
PRESIDENZA
• Galileo Ferraris (dal 27 dicembre 1896 al 7 febbraio 1897) • Giuseppe Colombo(1897-1899) • Guido Grassi (1900-1902) • Moisè Ascoli (1903-1905) • Emanuele Jona(1906-1908) • Luigi Lombardi (1909-1911) • Ferdinando Lori (1912-1914)• Guido Semenza (1915-1917) • Lorenzo Ferraris (1918-1920) • Ulisse del Buono(1921-1923) • Giuseppe Sartori (1924-1926) • Giancarlo Vallauri (1927-1929)• Ugo Bordoni (1930-1932) • Luigi Emanueli (1933-1935) • Francesco Giordani (1936-1938) • Giuseppe Cenzato (1939-1941-1942) • Marco Semenza (1943-1945-1946)• Luigi Selmo (1947-1949) • Giovanni Someda (1950-1952) • Giuseppe Bauchiero(1953-1955) • Agostino Dalla Verde (1956-1958) • Arnaldo Maria Angelini (1959-1961)• Franco Tedeschi (1962-1964) • Domenico Tolomeo (1965-1967) • Rinaldo Sartori(1968-1970) • Franco Bianchi di Castelbianco (1971-1973) • Antonio Gigli (1974-1976)• Luigi Dadda (1977-1979) • Giorgio Dal Monte (1980-1982) • Luigi Paris (1983-1985)• Francesco Carassa (1986-1988) • Sergio Furlani (1989-1991) • Salvatore Randi(1992-1994) • Paolo Chizzolini (1995-1997) • Umberto de Julio (1998-2000)• Alessandro Clerici (2001-9 giugno 2004) • Francesco Gagliardi (9 giugno 2004-2007)• Gianfranco Veglio (2008-2010) • Mario Rinaldi (2011-2016)
• Raffaele Pinna (dal 27 dicembre 1896 al 7 febbraio 1897) • Alessandro Panzarasa(1897 - 1899) • Raffaele Pinna (1900 - 1902) • Riccardo Salvadori (1903 -1905)• Vittorio Arcioni (1906 - 1908) • Camillo A. Curti (1909 - 1911) • Carlo Parvopassu(1912 - 1914) • Angelo Bianchi (1915 - 1922) • Giuseppe Comboni (1922 - 1930)• Angelo Barbagelata (1930 - 1960) • Gian Antonio Rigatti (1960 -1966) • NoverinoFaletti (1966 - 1983) • Aldo Velcich (1984 - 1992) • Giacinto Spegiorin (1993 - 1997).• Antonio Corrado (1998 - 2002) • Angelo Luvison (2003) • Andrea Bonati (2004)
EX SEGRETARI GENERALI
EX PRESIDENTI GENERALI
Elenco delle cariche sociali dell’AEIT
61
CARICHE DELLE SEZIONI
Presidente • D'Amato Antonio RoccoVice Presidente • Tomaino GiuseppeSegretario • Imperato RaffaleTesoriere • Parnenzini FrancescoConsiglieri • Baldassari Vittorio M.
• Baldi Marco• Bonfigli Fabrizio• Della Bella Antonio
Ex Presidenti di Sezione • Baldassari Vittorio M.• Canalini Maurizio• Cancellieri Giovanni• Conte Giuseppe• Negroni Alberto• Turchetti Claudio
Presidente • Villacci DomenicoSegretario • Sarracino GiovanniTesoriere • Monteforte ClaudioConsiglieri • Corvino Maurizio Panfilo
• Lombardi SimoneEx Presidente di Sezione • Villacci Domenico
• Rummo Cosimo
Presidente • Nucci Carlo AlbertoVice Presidenti • Nanni Giuliano
• Pattini GianniSegretario • Fabiani DavideTesoriere • Landini Marco
BENEVENTO 2015 - 2017
BOLOGNA 2016 - 2018
ADRIATICA 2014 - 2016 Consiglieri • Caccialupi Gianluca• Franceschini Giovanni• Cenni Daniele • Costa Alessandro• Garelli Emma • Nanni Graziano• Pasolini Gianni • Pinelli Giuseppe• Reggiani Ugo • Ricci Renzo• Rudan Massimo • Sbarzagli Stefano• Venturi Marco
Presidente Gruppo Giovani • Nalbone Alessandro
Coordinatore S.S. Ferrara • Palara Luca
Coordinatore S.S. Parma • Fattori Armando
Coordinatore S.S. Rimini • Gaia Luciano
Ex Presidenti di Sezione • Chizzolini Paolo• Ciampolini Filippo • Monaco Vito Antonio• Pattini Gianni • Pirani Stefano • Rinaldi Mario• Schinaia Sergio • Vianelli Gianfranco
in fase didefinizione
Presidente • Graziano Antonio
Segretario • Menniti Daniele
Tesoriere • Barbieri Giorgio Umile
Consiglieri • Bitonti Aldo • Burgio Alessandro• Carbone Rosario• Gabriele Tommaso• Guastadisegni Angelo• Iera Antonio • Mastroianni Emanuele• Passarelli Francesco • Pinnarelli Anna• Scarfone Balduino• Silvestro Rocco Francesco• Sorrentino Nicola
Presidente Gruppo Giovani • Scicchitano Daniele
Coordinatore S.S. Cosenza • Pinnarelli Anna
Ex Presidente di Sezione • Menniti Daniele
CALABRA 2012 - 2014
CARICHE SOCIALI AEIT AL 31 DICEMBRE 2016

Presidente • Bernieri Andrea
Vice Presidente • Varilone Pietro
Segretario • Iannuzzo Francesco
Tesoriere • Laracca Marco
Consiglieri • Betta Giovanni • Busatto Giovanni• D’Arpino Matilde • Fornella Luca• Losi Arturo • Maffucci Antonio• Russo Mario • Tomasso Giuseppe• Verde Paola • Villone Fabio
Ex Presidente di Sezione • Verde Paola • Varilone Pietro
Presidente • Imbruglia Antonio
Vice Presidente • Cacciato Mario• Faro Antonello
Segretario • Spina Francesco
Tesoriere • Pulvirenti Salvatore
Consiglieri • Abate Aldo • Bonaventura Alfia• Brullo Giovanna• Caligiore Claudia• Cardaci Walter • Chimento Giuseppe• Conti Stefania • Ferla Giuseppe• Galluzzo Agostino • Galvagno Giuseppe• Indelicato Salvatore • La Ferrera Pasqualino• Lanzafame Rosario • Lo Trovato Michele• Martines Luigi • Mirabela Carlo• Scarcella Giuseppe • Schirò Roberto• Taranto Muchele • Tina Giuseppe Marco• Viola Fabio
Presidente Gruppo Giovani • Caruso Daniele
Coordinatore S.S. Siracusa • Guastella Rosario
Ex Presidenti di Sezione • Bonanno Concetto • Carraffa Bruno• Casale Salvatore • Cavallaro Calogero• Coffa Salvatore • Gentile Savino• Lipari Giuseppe • Lo Presti Francesco• Pezzella Francesco • Raciti Angelo
Presidente • Birga Alberto
Vice Presidente • Castanini Enrico
Segretario • Coppola Vito
Tesoriere • Piccardo Lorenzo
Consiglieri • Adinolfi Roberto • Benzi Riccardo • Botte Enrico• Bozzo Riccardo • Carioti Andrea • Caviglia Daniele • Crosa di Vergara Monica• Derchi Massimo • Ferrari Fabrizio• Frassinelli Mariangela • Loiaconi Aldo• Luisi Gianluigi • Massucco Stefano• Nervi Mario • Palmisani Ezio • Ravera Claudio• Scalera Paolo • Storace Marco• Tortello Enzo • Traverso Raffaele • Viano Gianni • Zanardi Roberto
Ex Presidenti di Sezione • Birga Alberto• Centurioni Luigi• Massucco Stefano• Pardo Edoardo • Vernazza Gianni• Vivaldi Mario• Volta Ezio
LIGURE 2016 - 2018
CATANIA 2016 - 2018
CASSINO 2015 - 2017
Presidente • Scavone SaverioVice Presidente • Lionetti AntonioSegretario e Tesoriere • Lorusso FrancescoConsiglieri • Addamiano Natale • Basentini Pietro
• Catalano Carmelo • Esposito Giuseppe• Losignore Nicola Domenico • Malvinni Giancarlo• Marinelli Giancarlo • Matera Donato• Romano Salvatore • Sabbatella Cataldo• Scarpati Antonino • Sileo Carmine
Ex Presidenti di Sezione • Rosa Tommaso• Tondi Giuseppe
Presidente • Fazio CarloVice Presidenti • Cottino Edoardo • Grimaccia FrancescoSegretario • Contini SaverioTesoriere • Zigon EdwardConsiglieri • Bargigia Angelo • Belardi Marco
• Boffelli Franco • Borri Fabio • Broglia Marco• Bua Franco • Cassinelli Giovanni• Clerici Alessandro • De Nigris Michele• Di Corato Leonardo • Gambino Antonio• Rondi Francesco • Santagostino Giulio• Timò Cristina • Tironi Enrico • Visintin Franco• Zamburlini Paolo Maria • Zennaro Lucio
Presidente Gruppo Giovani • Bosisio AlessandroEx Presidenti di Sezione • Bacci Roberto • Calligarich Giampaolo
• Confalonieri Gianni • D’Andrea Luciano • Manigrasso Renato • Manzoni Giancarlo• Marzio Leonardo • Negrini Roberto• Passera Maurizio • Spegiorin Giacinto• Vannucchi Guido
Presidente • Panzanella Adamo NicolaVice Presidente • Rettori Angelo • Spigarolo CarloSegretario • Acampora Angelina • Fiore CarmenTesoriere • Pagano GaetanoConsiglieri • Accarino Riccardo • Aimone Aldo
• Borrello Fiorentino • Caroppo Luigi• Ciccarelli Pasquale • Cotumaccio Antonella• Delizia Corrado • De Simone Francesco• De Simone Lucio • Del Gaudio Vincenzo• Esposito Giovanni • Frattino Vincenzo• Grumetti Claudio • Palmieri Domenico• Pagano Mario • Piccolo Antonio• Sansone Maurizio • Terracciano Nicola• Testa Alfredo
Presidente Gruppo Giovani • Minervini DavideEx Presidenti di Sezione • Carpinelli Guido • Di Salle Gianfranco
• Gagliardi Francesco • Macchiaroli Giovanni• Mangoni Valerio • Murolo Francesco• Sarnataro Antonio
Presidente • Di Dio VincenzoVice Presidenti • Ruggiano Roberto • Favuzza SalvatoreSegretario • Trupia GiacomoTesoriere • Caldara SalvatoreConsiglieri • Brancaforte Valentina • Busacca Alessandro
• Carreca Emanuele • Chella Antonio• Cipriani Giovanni • Dall’Acqua Dario • Di Fazio Gaetano • Fogazza Rodolfo • Franzitta Vincenzo • Gaglio Salvatore • Gagliardo Vincenzo • Gentile Antonio • Inzerillo Massimo • La Cascia Diego
PALERMO 2015 - 2017
NAPOLI 2015 - 2017
MILANO 2016 - 2018
LUCANA 2016 - 2018
Elenco delle cariche sociali dell’AEIT
62AEIT • numero 11/12

novembre/dicembre 2016
• Mazza Daniela • Miceli Rosario • Mineo Girolamo • Nunzio Marino • Orifici Luigi• Panepinto Nicolò • Porrovecchio Paolo• Spatafora Gaetano • Trapanese Marco• Vitabile Salvatore • Zizzo Gaetano
Presidente Gruppo Giovani • Corpora MattiaCoordinatore S.S. Caltanisetta • Diana Carmelo MicheleEx Presidenti di Sezione • Accurso Giuseppe • Buda Renato
• Cataliotti Vincenzo • Cecconi Vittorio• Di Maio Bruno • Di Maria Vincenzo• Nisci Roberto • Ricco Galluzzo Giuseppe• Speziale Gaetano
Presidente • Cafaro GiuseppeVice Presidenti • Cupertino Francesco • Vecchio Filippo DomenicoSegretario • Vecchio Filippo DomenicoTesoriere - - -Consiglieri • Abbattista Giuseppe • Andria Gregorio
• D’Abramo Pasquale • Dell’Aquila Antonio• Desario Marco • D’Orazio Antonella• Ferrigni Domenico • Fiori Gian Luigi• La Scala Massimo • Marra Giuseppe• Pascali Luigi • Tedesco Giuseppe
Presidente Gruppo Giovani non elettoCoordinatore S. S. Jonica • Andria GregorioCoordinatore S. S. Salentina • Quarta LeonettoEx Presidenti di Sezione • Celentano Gino • Jorio Giuseppe
• La Scala Massimo • Pugliese Pasquale• Savino Mario • Trovato Michele
Presidente • Parise GiuseppeVice Presidenti • Sturchio Alfonso • Penza AndreaSegretario • Parise LuigiTesoriere • Martirano LuigiConsiglieri • Ranieri Roberto • Bruno Gianluca
• Carlini Enrico Maria • Della Penna Francesco Paolo• Fiamingo Fabio • Gabelli Aldo• Maffucci Massimo • Martire Francesco• Palazzoli Alessandro • Pompili Massimo• Regoli Fabrizio • Rossi Giovanni• Tomaselli Claudio • Vatalaro Francesco
Presidente Gruppo Giovani • Cazzato Eligio GaspareEx Presidenti di Sezione • Cortesi Massimo • Di Perna Armando
• Parise Giuseppe • Rosati Sergio • Sturchio Alfonso
Presidente • Giacinto GiorgioVice Presidente • Giardina RenatoSegretario • Pilo FrancescoTesoriere • Spano GianluigiConsiglieri • Airoldi Fabrizio • Bernagozzi Donato
• Cattaneo Stefano • Caredda Giorgio• Mantega Alberto • Mocci Susanna • Mura Renzo• Pilo Fabrizio • Porcu Enrico • Rivara Cristina• Ruggiero Raffaele • Serrenti Matteo• Uccheddu Alessandro
Ex Presidenti di Sezione • Corriga Giorgio • Gariel Enrico • Morina Filippo• Piano Francesco • Pilo Fabrizio• Pintor Riccardo • Porcu Giorgio• Ruggiero Raffaele • Zattini Luigi
SARDA 2014 - 2016
ROMA 2016 - 2018
PUGLIESE 2015 - 2017
Presidente • Formento CarloVice Presidenti • Ribaldone Paolo • Serafini AntonioSegretario e Tesoriere • Bergamasco GiulianoPresidente Gruppo Giovani • Di Leo PaoloConsiglieri • Actis Poldo • Antonielli Alessandro • Artom Auro
• Bianchin Andrea • Cadili Rispi Pietro Umberto• Carucci Pietro • Cocina Valeria • Cuccia Paolo• Cucchietti Flavio • Debernardi Fiorenzo• Greco Antonello • Iulita Mario • Mensa Gian Piero• Ottonello Sandro • Napoli Roberto• Pinciolla Pier Luca • Romani Lucio• Spertino Filippo • Spinelli Giuseppe• Strumia Antonio • Tannoia Luigi• Valentini Renato
Ex Presidenti di Sezione • Burzio Giovanni • Cantarella Giovanni• Carrescia Vito • Civalleri Pierpaolo• Giverso Angelo • Martino Ezio • Napoli Roberto
Presidente • Scarpino Pietro AntonioVice Presidenti • Poli Davide • Fattibene FrancescoSegretario • Grasso FrancescoTesoriere • Breschi AlbertoConsiglieri • Bini Claudio • Cardelli Ermanno • Casini Marco
• Cavaliere Franco • Cocchi Luciano• Corbo Domenico • Gentiluomo Luigi• Giglioli Romano • Giovannini Emilio• Magheri David • Manetti Stefano• Marzocchi Mauro • Meazzini Elbano• Mocarelli Lorenzo • Noferi Nicola • Novelli Daniele• Pasquini Fabio • Passaleva Giancarlo• Pecorella Tommaso • Pellegrini Giulio• Rofi Renzo • Rossi Riccardo • Tempesti Iliano
Presidente Gruppo Giovani • Ventani NicolaCoordinatore S.S. Perugia • Fattibene FrancescoCoordinatore S.S. Livorno • Poli Davide
Ex Presidenti di Sezione • Bonanni Germano • Cappellini Vito• Fioriti Gianluigi • Giorgi Alberto• Guerrisi Pasquale • Liberatore Antonino
Presidente • Bridi AlbertoVice Presidenti • Donadello Alessandro • Venzano AlvaroSegretario • Morandini AndreaVice Segretario - - -Tesoriere • Leonardi GuidoConsiglieri • Baldo Roberto • Creazzi Marino • Decarli Paolo
• Eheim Oskar • Fauri Maurizio • Gazzola Ferruccio• Gubert Michele • Guizzo Gastone • Marchese Vito• Navarini Andrea • Patergnani Paolo• Quaciario Cristiano • Sighel Sergio• Trintinaglia Daniela • Trintinaglia Pierluigi
Presidente Gruppo Giovani - - -Ex Presidenti di Sezione • Basile Mario • Cattani Fabrizio
• Chemolli Maurizio • Garbari Marco• Marchesini Mario • Menegazzo Carlo• Pinamonti Paolo • Rottonara Alfred• Winter Guenther • Zamunaro Giuliano• Zucchini Francesco
TRENTINO ALTO ADIGE SUDTIROL2014 - 2016
TOSCANA E UMBRIA 2015 - 2017
TORINO 2016 - 2018
Elenco delle cariche sociali dell’AEIT
63
Presidente • Sulligoi GiorgioVice Presidente • Baret Massimo • Sbroiavacca FulvioSegretario • Riosa PieroTesoriere • Chiandone Massimiliano
Consiglieri • Aizza Andrea • Banterle Alberto • Batic Boris• Bertoni Cristina • Boscolo Antonio • Bosich Daniele• Gei Chiara • Goliani Mario • Longhi Stefano• Marega Giorgio • Massi Pavan Alessandro• Pelaschiar Roberto • Pillon Mauro • Scialla Paolo• Sponza Silvio • Tam Christian
Ex Presidenti di Sezione • Bette Guglielmo • Fabbro Stefano• Longhi Gianfranco • Policastro Mario• Rutar Alessandro
Presidente • Arquilla MarioVice Presidenti • Guarnieri Massimo • Pompermaier Gianni MariaSegretario • Pasut FabioTesoriere • Forzan MicheleConsiglieri • Baldi Giuseppe • Bellabona Fabio • Bertolin Tiziano
• Faraon Giancarlo • Fellin Lorenzo
VENETA 2014 - 2016
FRIULI VENEZIA GIULIA 2014 - 2016
• Direttore • A. Silvestri• Comitato Editoriale • M. Billotti • A. Capone • A. Caridi • G. Carrara
• C. Cherbaucich • G. Clerici • B. Cova • S. Della Casa • N. Di Gaetano • E. Di Marino• A. Frisiani • E. Fumagalli • D. Lucarella• A. Luvison • M. Merlo • M. Molinaro• V. Olivieri • G. Ricca • M. Sforna• A. Skoff • M. Ugolini • F. Zanellini
• Direttore Responsabile • M. Delfanti
• Comitato di Redazione • R. Bacci • V. Balsamo• G. Bertholet • A. Borriello • P.G. Bottini• R. Caldon • A. Clerici • L. Colla• B. Cova • M. Delfanti• E. Fumagalli • R. Lama• S. Libratti • F. Luiso • G. Noviello• S. Pugliese • M. Rebolini• E. Roggero• F. Zanellini
• Direttore Responsabile • M. Gallanti
Elenco delle cariche sociali dell’AEIT
64AEIT • numero 11/12
• Gerarduzzi Giuseppe • Malaguti Carlo• Minto Luciano • Paccagnella Alessandro• Previato Nazareno • Romanello Daniele• Sammarchi Alberto • Sprocatti Michele• Tenti Paolo • Trento Gianluigi
Presidente Gruppo Giovani • Clementi Riccardo
Coordinatore S.S. Venezia • Campion Giancarlo
Coordinatore S.S. Verona • Muraro Andrea
Coordinatore S.S. Udine • Spellini Alberto
Ex Presidenti di Sezione • Caldon Roberto • Cipriani Franco• Paolucci Antonio • Rea Massimo• Someda Carlo Giacomo • Zanchetta Giovanni
• Presidente • Marazzini Agostino Giuseppe
• Membri • Malaguti Carlo • Previ Alfredo
• Membri Supplenti • Zennaro Lucio • Zigon Edward
• Sezione Friuli Venezia Giulia • Via Valerio, 10 - 34127 Trieste
BIBLIOTECA CENTRALE
COLLEGIO DEI REVISORI DEI CONTI
AEIT L’ENERGIA ELETTRICA