
2.4 20v
70
MOTORE JTD 2387 c.c. 20V M M A A N N U U A A L L E E P P E E R R L L E E R R I I P P A A R R A A Z Z I I O O N N I I HPE/P 250 – HPE/P 225 PDF created with pdfFactory Pro trial version www.pdffactory.com
-
Upload
giuseppe-ciccia -
Category
Documents
-
view
26 -
download
0
Transcript of 2.4 20v

MOTORE JTD 2387 c.c. 20V
MMAANNUUAALLEE PPEERR LLEE RRIIPPAARRAAZZIIOONNII
HPE/P 250 – HPE/P 225
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
1
COPYRIGHT by C.M.D. s.r.l. E’ vietata la riproduzione anche parziale del testo e delle illustrazioni. I dati contenuti in questa pubblicazione sono forniti a titolo indicativo e potrebbero risultare non aggiornati in conseguenza di modifiche adottate dal Costruttore, in qualunque momento, per ragioni di natura tecnica o commerciale nonché per adattamento ai requisiti di legge dei diversi Paesi.
C.M.D. s.r.l. Direzione Generale S.S. 87 Km 23.300 – 81020 S.Nicola La Strada (Ce) Stabilimento Nucleo Industriale – Valle di Vitalba – 85020 Atella (Pz)
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
2
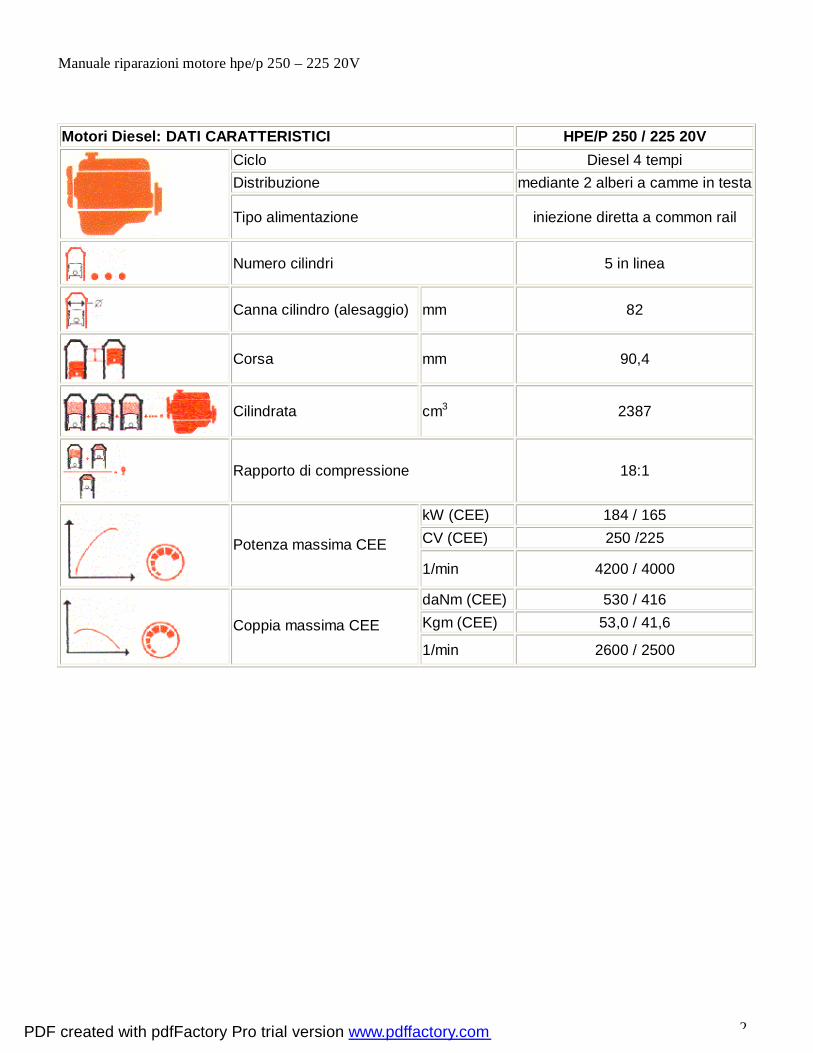
Motori Diesel: DATI CARATTERISTICI HPE/P 250 / 225 20V
Ciclo Diesel 4 tempi Distribuzione mediante 2 alberi a camme in testa
Tipo alimentazione iniezione diretta a common rail
Numero cilindri 5 in linea
Canna cilindro (alesaggio) mm 82
Corsa mm 90,4
Cilindrata cm3 2387
Rapporto di compressione 18:1
kW (CEE) 184 / 165 CV (CEE) 250 /225
Potenza massima CEE 1/min 4200 / 4000
daNm (CEE) 530 / 416 Kgm (CEE) 53,0 / 41,6
Coppia massima CEE 1/min 2600 / 2500
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
3
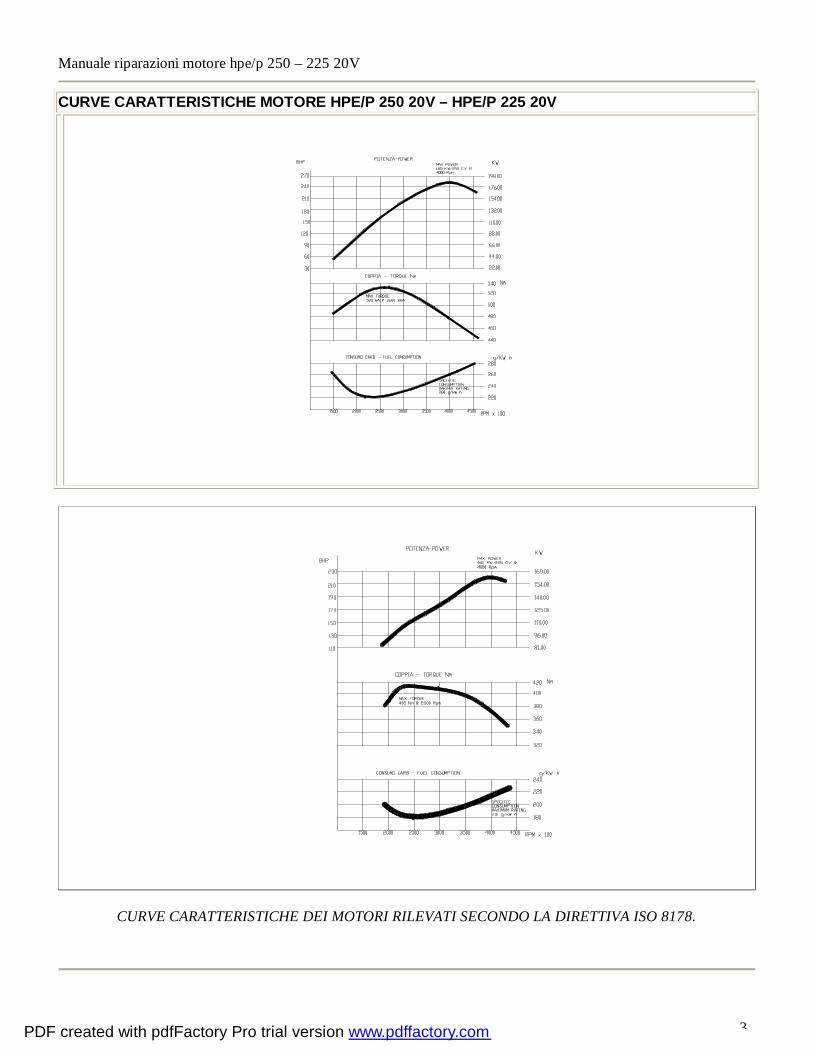
CURVE CARATTERISTICHE MOTORE HPE/P 250 20V – HPE/P 225 20V
CURVE CARATTERISTICHE DEI MOTORI RILEVATI SECONDO LA DIRETTIVA ISO 8178.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
4
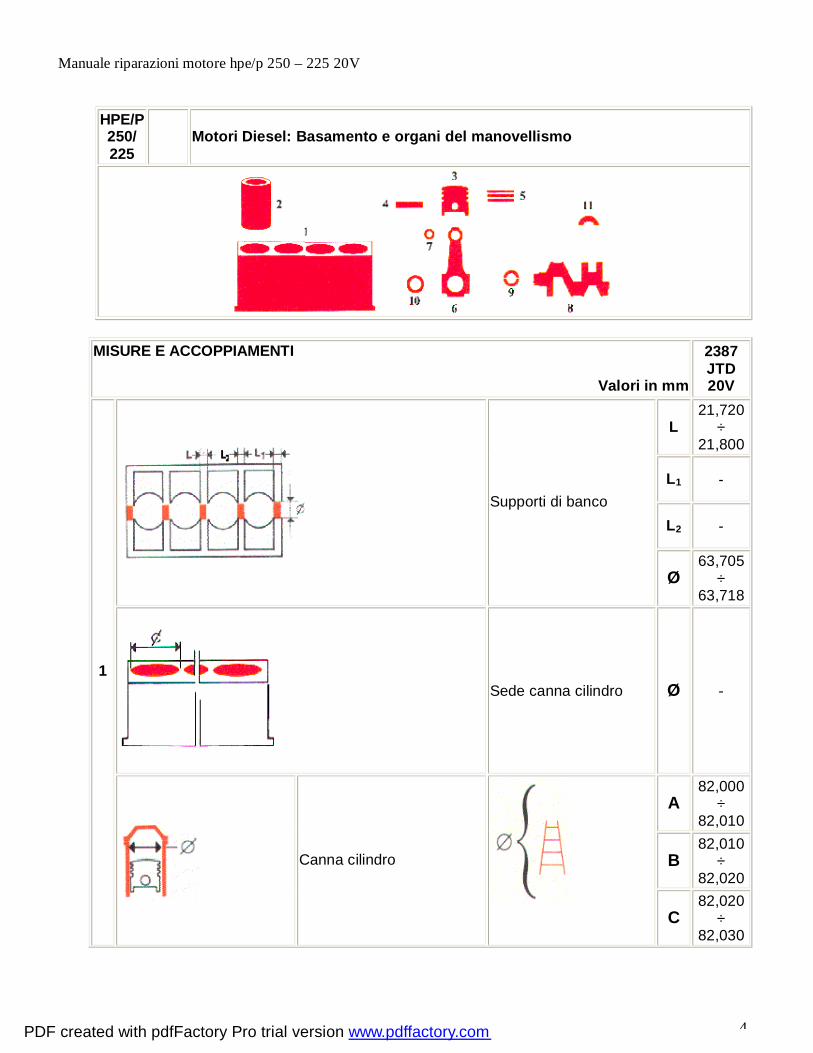
HPE/P 250/ 225
Motori Diesel: Basamento e organi del manovellismo
MISURE E ACCOPPIAMENTI
Valori in mm
2387 JTD 20V
L 21,720
÷ 21,800
L1 -
L2 -
Supporti di banco
Ø 63,705
÷ 63,718
Sede canna cilindro Ø -
A 82,000
÷ 82,010
B 82,010
÷ 82,020
1
Canna cilindro
C
82,020 ÷
82,030
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
5
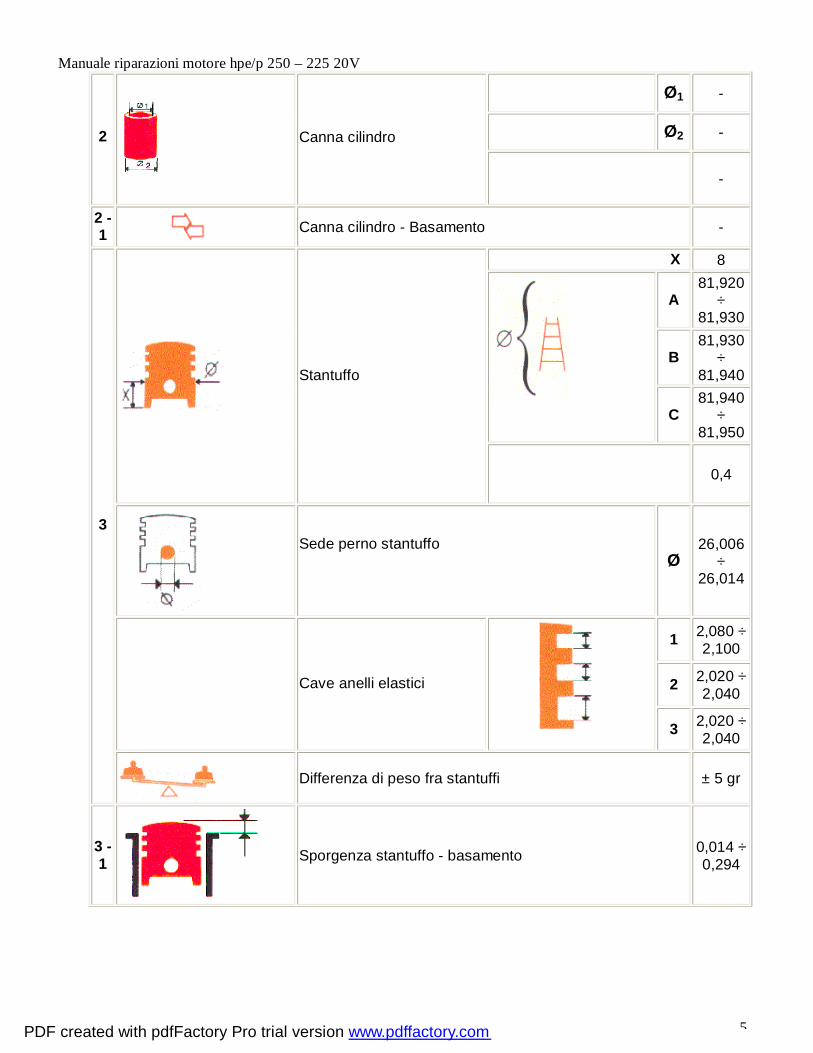
Ø1 -
Ø2 - 2
Canna cilindro
-
2 - 1
Canna cilindro - Basamento -
X 8
A 81,920
÷ 81,930
B 81,930
÷ 81,940
C
81,940 ÷
81,950
Stantuffo
0,4
Sede perno stantuffo
Ø
26,006 ÷
26,014
1 2,080 ÷ 2,100
2 2,020 ÷ 2,040
Cave anelli elastici
3 2,020 ÷ 2,040
3
Differenza di peso fra stantuffi ± 5 gr
3 - 1
Sporgenza stantuffo - basamento 0,014 ÷ 0,294
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
6
3 - 2
Sporgenza stantuffo - canna -
3 - 1
Stantuffo - canna cilindro 0,070 ÷ 0,090
3 - 2
Stantuffo - canna cilindro -
Ø 25,982
÷
25,987 4
Perno stantuffo
0,4
4 - 3
Perno stantuffo Sede perno 0,012 ÷ 0,022
1 1,970 ÷ 1,995
2 1,970 ÷ 1,995
3 1,970 ÷ 1,990
5
Anelli elastici
0,4
1 0,105 ÷ 0,150
2 0,050 ÷ 0,090
5 - 3
Anelli elastici
Cave anelli elastici
3 0,030 ÷ 0,070
1 0,20÷ 0,35
2 0,60 ÷ 0,80
5 - 1
Apertura estremità anelli elastici nella canna cilindro
3 0,25 ÷ 0,50
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
7
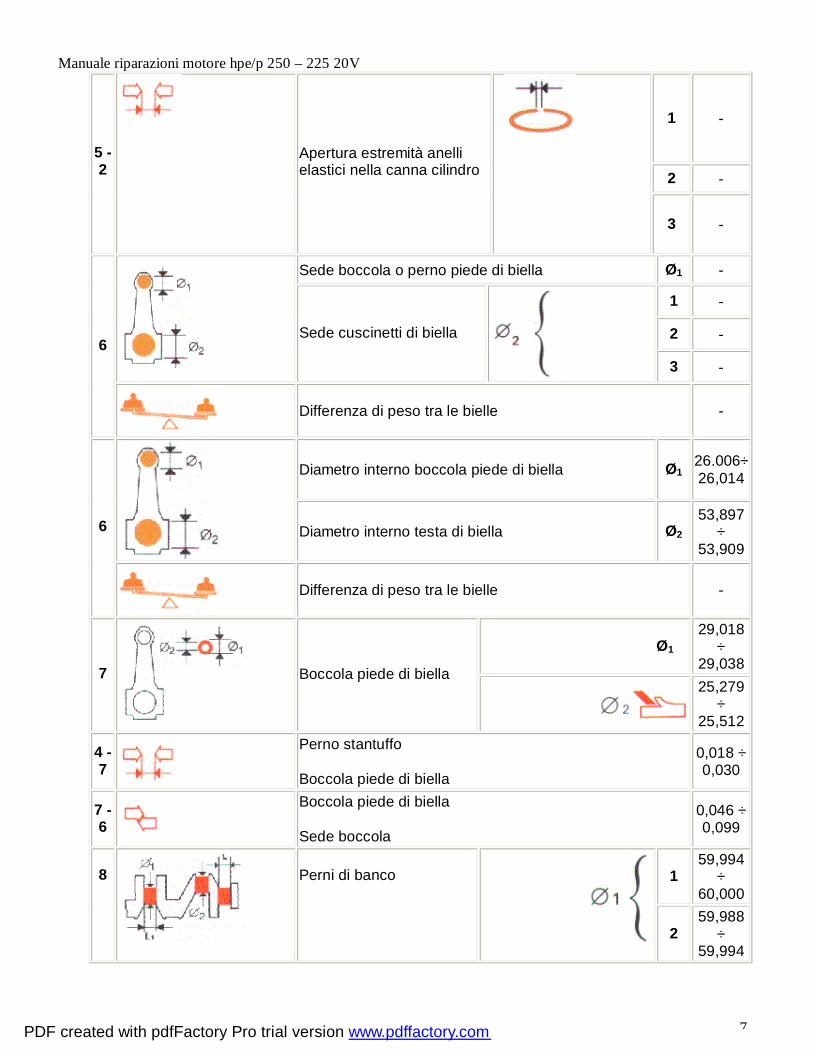
1 -
2 -
5 - 2
Apertura estremità anelli elastici nella canna cilindro
3 -
Sede boccola o perno piede di biella Ø1 -
1 -
2 -
Sede cuscinetti di biella
3 - 6
Differenza di peso tra le bielle -
Diametro interno boccola piede di biella Ø1 26.006÷ 26,014
Diametro interno testa di biella Ø2
53,897 ÷
53,909 6
Differenza di peso tra le bielle -
Ø1 29,018
÷ 29,038 7
Boccola piede di biella
25,279 ÷
25,512
4 - 7
Perno stantuffo
Boccola piede di biella
0,018 ÷ 0,030
7 - 6
Boccola piede di biella
Sede boccola
0,046 ÷ 0,099
1 59,994
÷ 60,000
8
Perni di banco
2 59,988
÷ 59,994
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
8
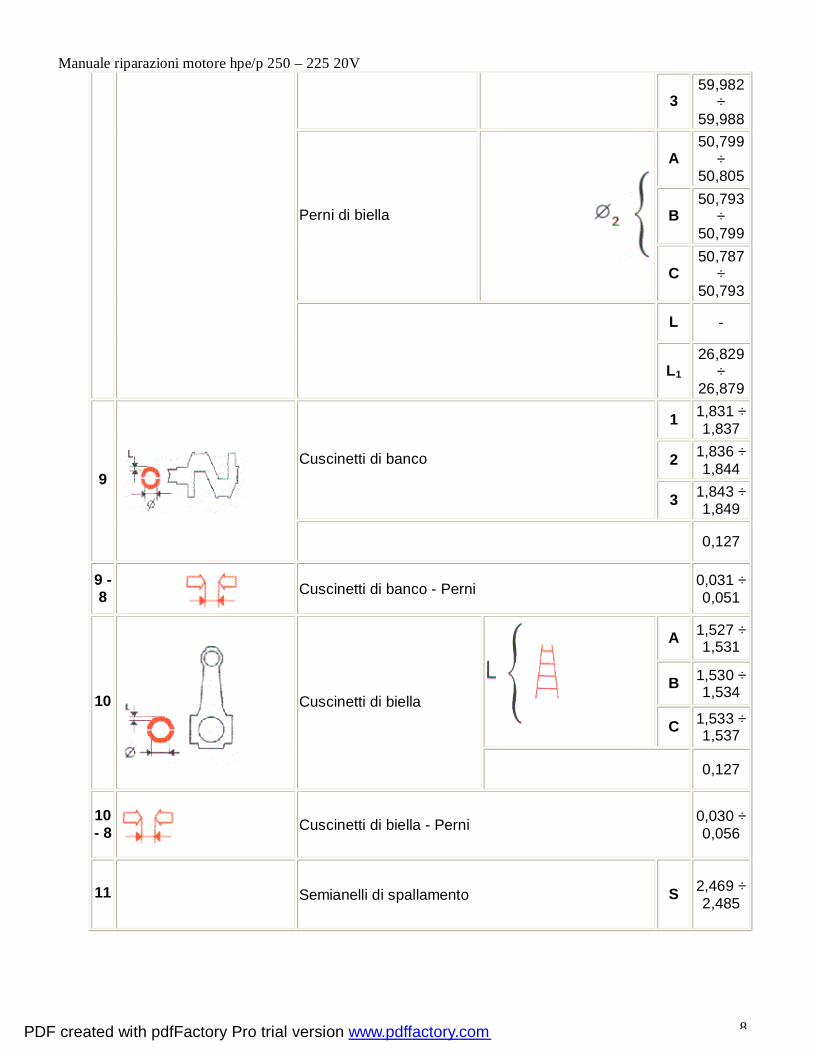
3
59,982 ÷
59,988
A 50,799
÷ 50,805
B 50,793
÷ 50,799
Perni di biella
C
50,787 ÷
50,793
L -
L1
26,829 ÷
26,879
1 1,831 ÷ 1,837
2 1,836 ÷ 1,844
Cuscinetti di banco
3 1,843 ÷ 1,849
9
0,127
9 - 8
Cuscinetti di banco - Perni 0,031 ÷ 0,051
A 1,527 ÷ 1,531
B 1,530 ÷ 1,534
C 1,533 ÷ 1,537
10
Cuscinetti di biella
0,127
10 - 8
Cuscinetti di biella - Perni 0,030 ÷ 0,056
11 Semianelli di spallamento S 2,469 ÷ 2,485
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
9
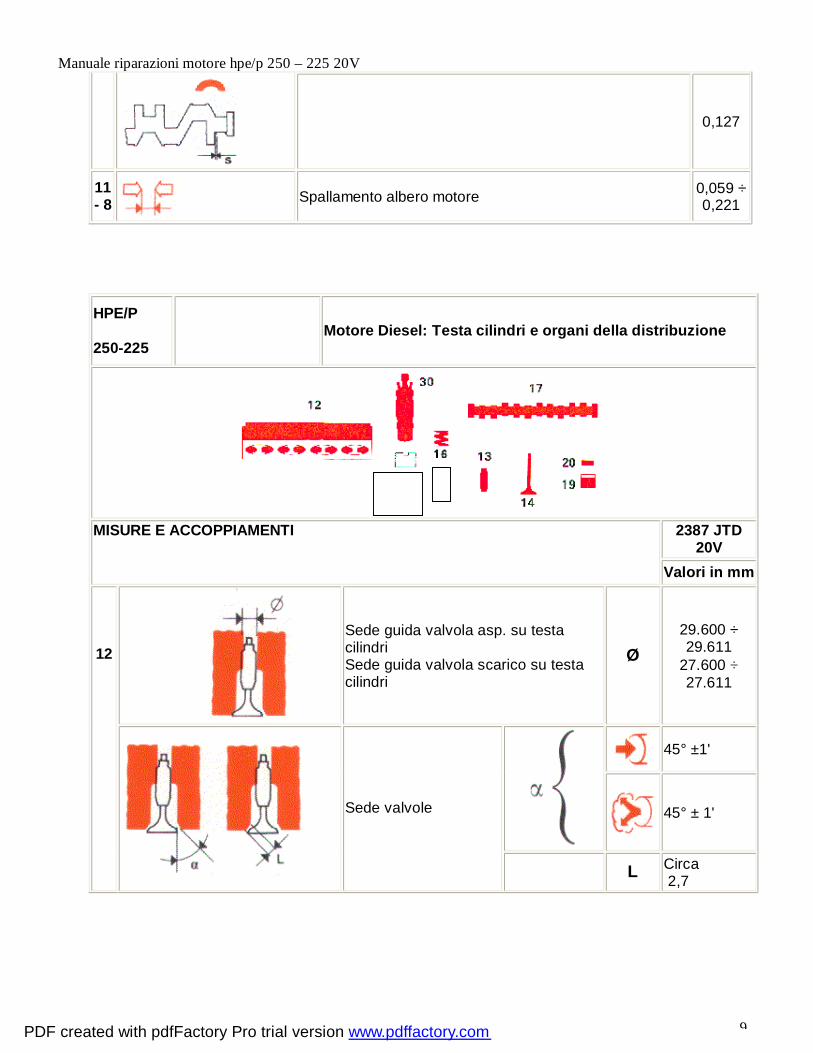
0,127
11 - 8
Spallamento albero motore 0,059 ÷ 0,221
HPE/P
250-225 Motore Diesel: Testa cilindri e organi della distribuzione
2387 JTD
20V MISURE E ACCOPPIAMENTI
Valori in mm
Sede guida valvola asp. su testa cilindri Sede guida valvola scarico su testa cilindri
Ø
29.600 ÷ 29.611
27.600 ÷ 27.611
45° ±1'
45° ± 1'
12
Sede valvole
L Circa 2,7
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
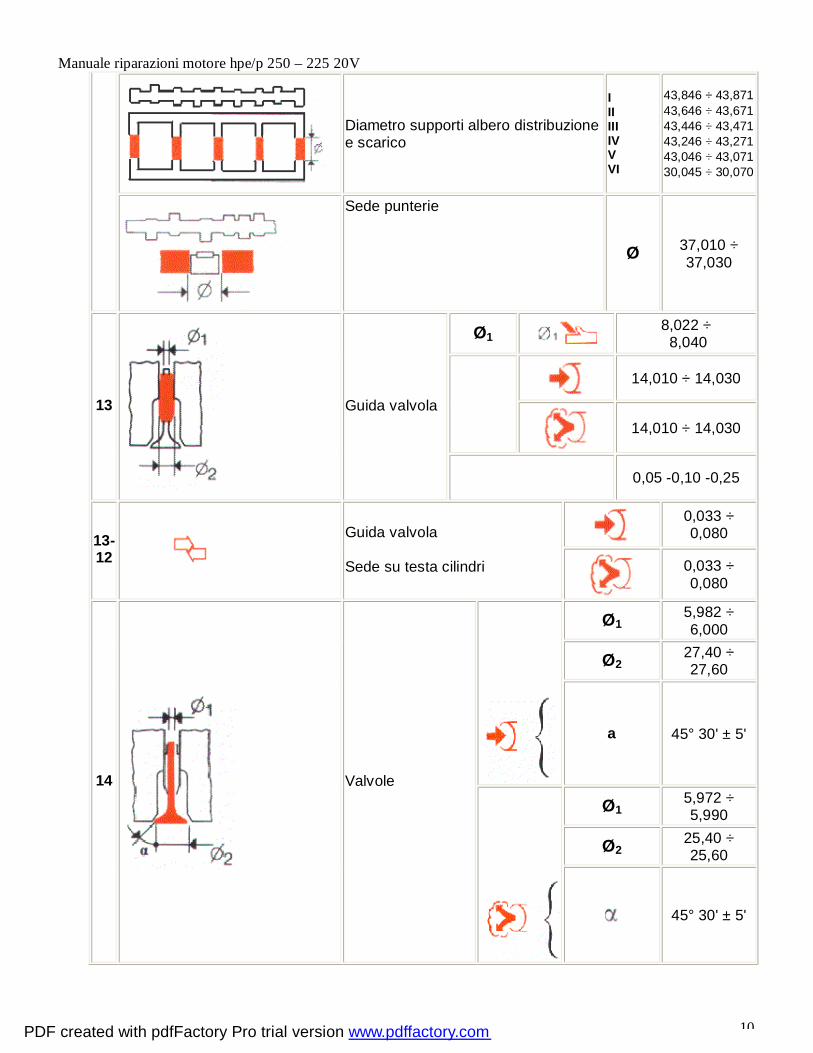
10
Diametro supporti albero distribuzione e scarico
I II III IV V VI
43,846 ÷ 43,871 43,646 ÷ 43,671 43,446 ÷ 43,471 43,246 ÷ 43,271 43,046 ÷ 43,071 30,045 ÷ 30,070
Sede punterie
Ø 37,010 ÷ 37,030
Ø1
8,022 ÷ 8,040
14,010 ÷ 14,030
14,010 ÷ 14,030
13
Guida valvola
0,05 -0,10 -0,25
0,033 ÷ 0,080 13-
12
Guida valvola
Sede su testa cilindri
0,033 ÷ 0,080
Ø1 5,982 ÷ 6,000
Ø2 27,40 ÷ 27,60
a 45° 30' ± 5'
Ø1 5,972 ÷ 5,990
Ø2 25,40 ÷ 25,60
14
Valvole
45° 30' ± 5'
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
11
14-13
Valvola – Guida valvola 0,030 ÷ 0,066
P1 daN - H1 -
P2 daN - 15
Molla valvola interna
H2 -
P1 daN 20,47 ÷ 21,84
H1 34,0
P2 daN 44,81 ÷ 47,59
16
Molla valvola esterna
H2 24,5
Ø 26,000 ÷ 26,015
Perni albero di distribuzione e scarico
L 19,250 ÷ 19,330
8 17
Alzata camma asp./scarico
8
17-12
Perni albero distribuzione Sede su testa cilindri
I PERNO II PERNO III PERNO IV PERNO V PERNO VI PERNO
43.800÷43.815 43.600÷43.615 43.400÷43.415 43.200÷43.215 43.000÷43.015 30.000÷30.015
radiale 0,030 ÷ 0,070 17-
12
Perni albero distribuzione Supporti testa cilindri
assiale 0,100 ÷ 0,230
19
Punteria Ø 36,975 ÷ 36,991
19-12
Punteria Testa cilindri
0,019 ÷ 0,065
20
Piattello
3,25 ÷ 4,90
17-20
Per controllo messa in fase 0,50
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
12
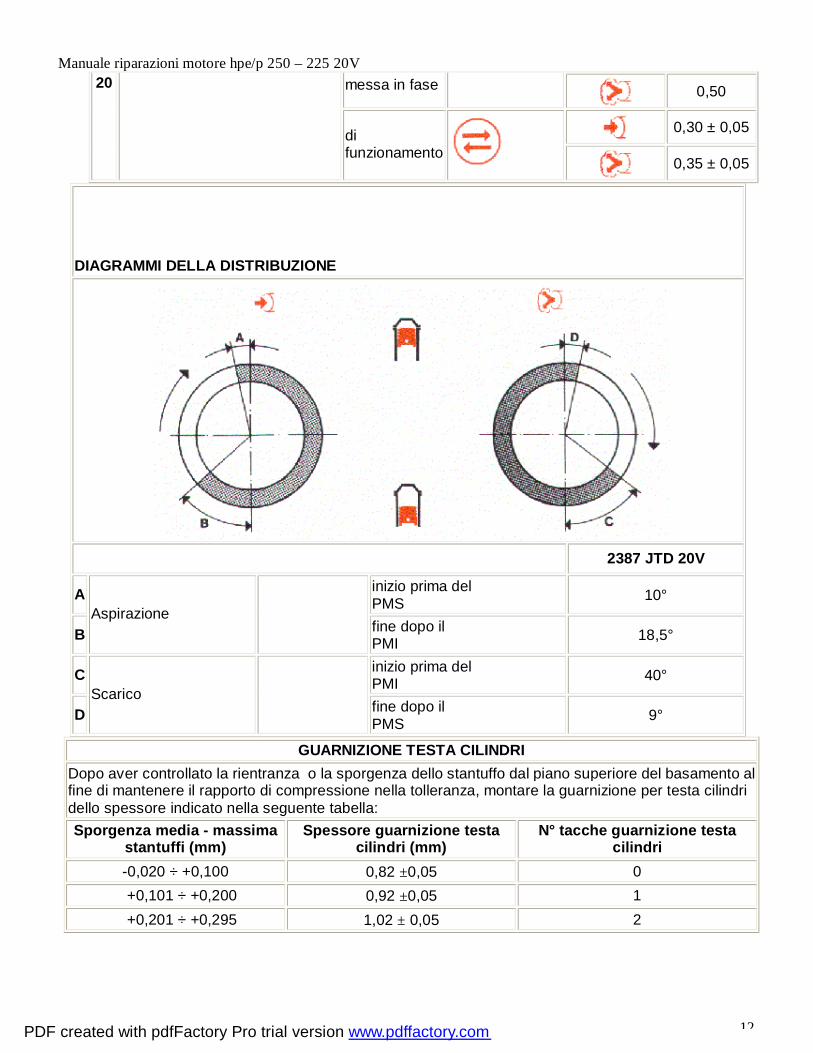
messa in fase
0,50
0,30 ± 0,05
20
di funzionamento
0,35 ± 0,05
DIAGRAMMI DELLA DISTRIBUZIONE
2387 JTD 20V
A inizio prima del PMS 10°
B Aspirazione
fine dopo il PMI 18,5°
C inizio prima del PMI 40°
D Scarico
fine dopo il PMS 9°
GUARNIZIONE TESTA CILINDRI Dopo aver controllato la rientranza o la sporgenza dello stantuffo dal piano superiore del basamento al fine di mantenere il rapporto di compressione nella tolleranza, montare la guarnizione per testa cilindri dello spessore indicato nella seguente tabella: Sporgenza media - massima
stantuffi (mm) Spessore guarnizione testa
cilindri (mm) N° tacche guarnizione testa
cilindri -0,020 ÷ +0,100 0,82 ±0,05 0
+0,101 ÷ +0,200 0,92 ±0,05 1 +0,201 ÷ +0,295 1,02 ± 0,05 2
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
13
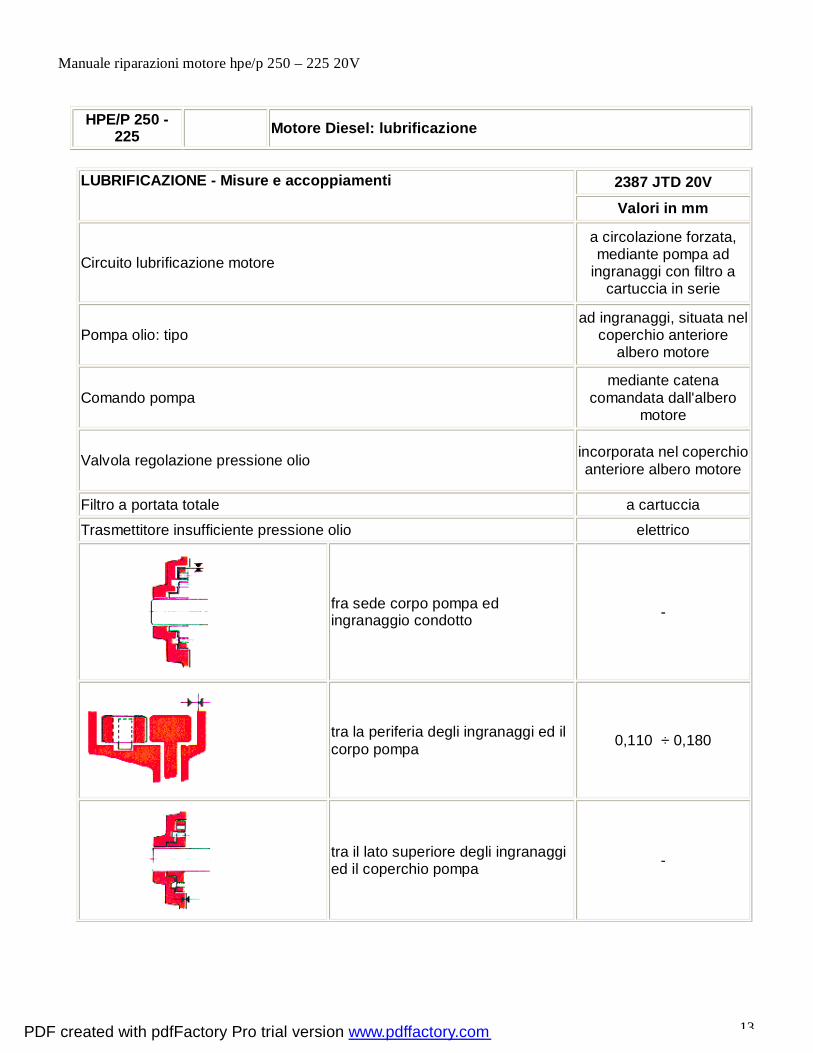
HPE/P 250 - 225 Motore Diesel: lubrificazione
2387 JTD 20V LUBRIFICAZIONE - Misure e accoppiamenti
Valori in mm
Circuito lubrificazione motore
a circolazione forzata, mediante pompa ad
ingranaggi con filtro a cartuccia in serie
Pompa olio: tipo ad ingranaggi, situata nel
coperchio anteriore albero motore
Comando pompa mediante catena
comandata dall'albero motore
Valvola regolazione pressione olio incorporata nel coperchio anteriore albero motore
Filtro a portata totale a cartuccia Trasmettitore insufficiente pressione olio elettrico
fra sede corpo pompa ed ingranaggio condotto -
tra la periferia degli ingranaggi ed il corpo pompa 0,110 ÷ 0,180
tra il lato superiore degli ingranaggi ed il coperchio pompa -
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
14
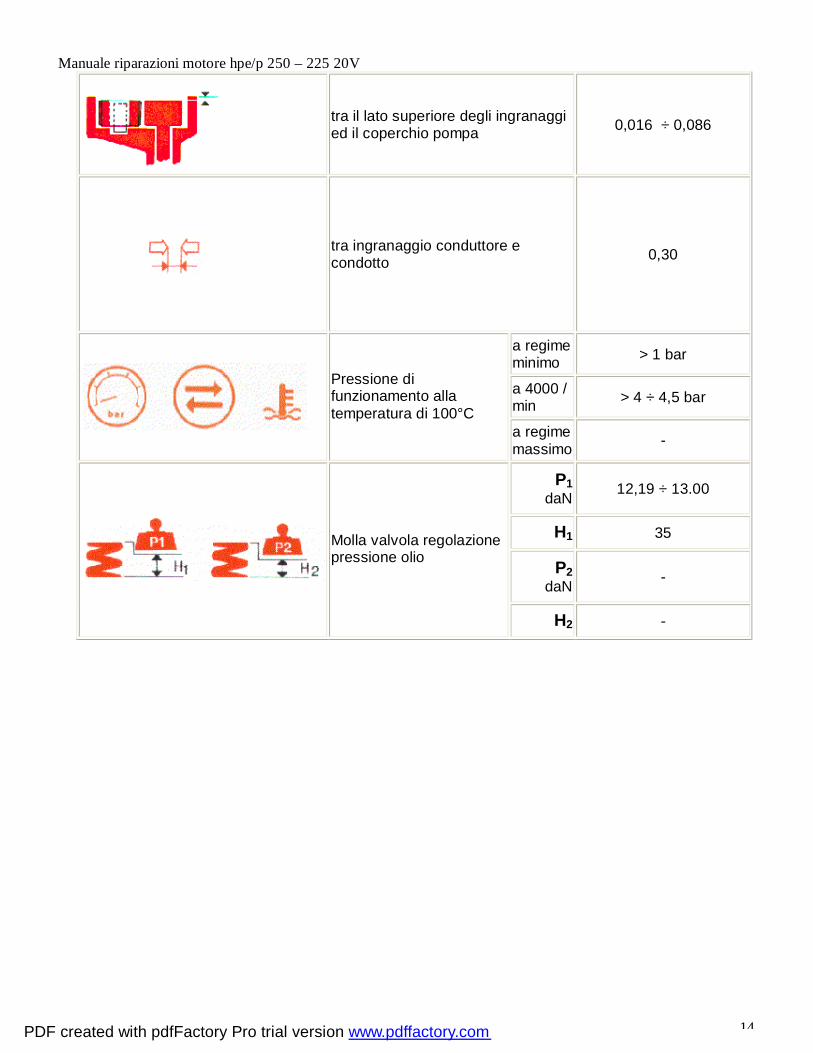
tra il lato superiore degli ingranaggi ed il coperchio pompa 0,016 ÷ 0,086
tra ingranaggio conduttore e condotto 0,30
a regime minimo > 1 bar
a 4000 / min > 4 ÷ 4,5 bar
Pressione di funzionamento alla temperatura di 100°C
a regime massimo -
P1 daN 12,19 ÷ 13.00
H1 35
P2 daN -
Molla valvola regolazione pressione olio
H2 -
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
15
HPE/P 250 - 225 Motore Diesel: raffreddamento
RAFFREDDAMENTO 2387 JTD 20V
Circuito di raffreddamento a circolazione di liquido refrigerante mediante pompa comandata da interruttore termostatico.
Comando pompa liquido refrigerante mediante cinghia comando distribuzione
inizio apertura 74° ÷ 83°C apertura massima 101° ÷ 105°C
Termostato liquido refrigerante motore
corsa valvola 12 mm Pressione per controllo tenuta impianto 1,08 bar Controllo valvola di scarico su tappo serbatoio supplementare di espansione 1,08 bar
HPE/P 250/225 Motore Diesel: alimentazione
ALIMENTAZIONE 2387 JTD 20V Ordine di iniezione 1 - 2 - 4 - 5 - 3
Pompa iniezione a pistone rotante Bosch EDC 16 C39
Pressione di taratura iniettori 1800 bar Regime minimo motore 800 + - 20 /min Regime massimo motore a vuoto 5000 + - 20 / min
SOVRALIMENTAZIONE (con turbocompressore azionato dai gas di scarico) 2387 JTD 20V
Turbocompressore a geometria variabile Garret GT 2256V Pressione di sovralimentazione massima a 2400/min 1,05 bar
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
16
NORME PER LE REVISIONI
TESTA CILINDRI
TESTA CILINDRI SUPERIORE
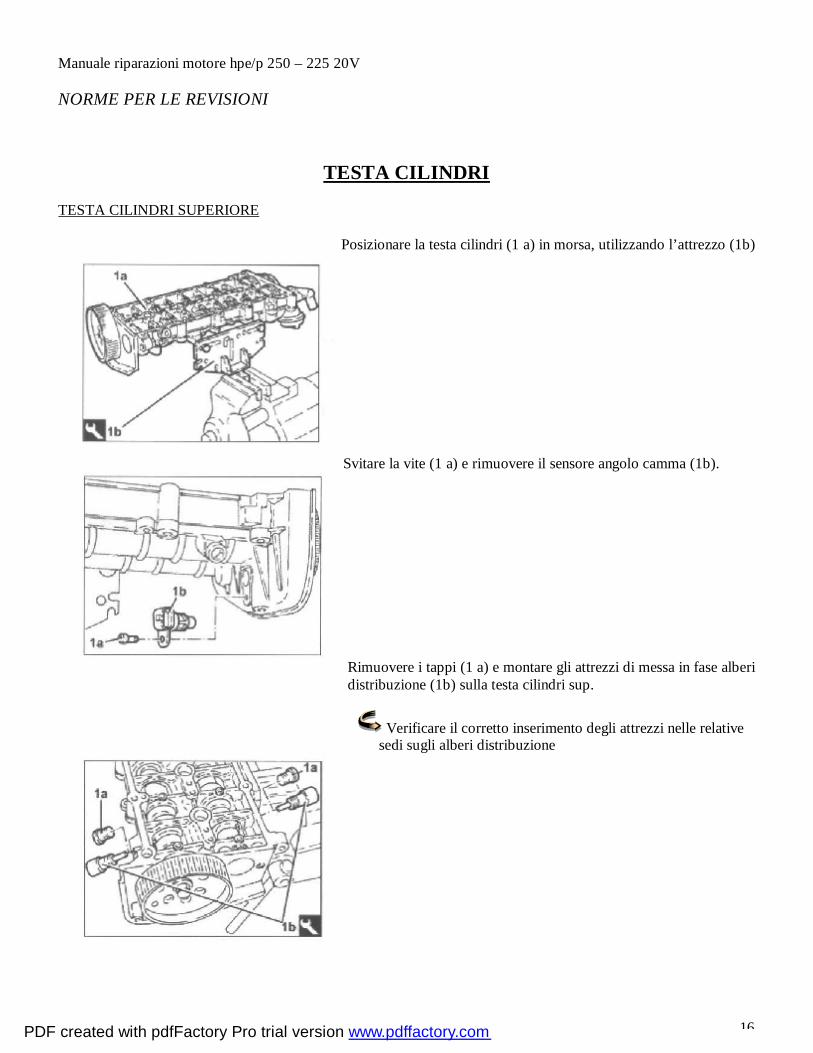
Posizionare la testa cilindri (1 a) in morsa, utilizzando l’attrezzo (1b)
Svitare la vite (1 a) e rimuovere il sensore angolo camma (1b).
Rimuovere i tappi (1 a) e montare gli attrezzi di messa in fase alberi
distribuzione (1b) sulla testa cilindri sup.
Verificare il corretto inserimento degli attrezzi nelle relative sedi sugli alberi distribuzione
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
17
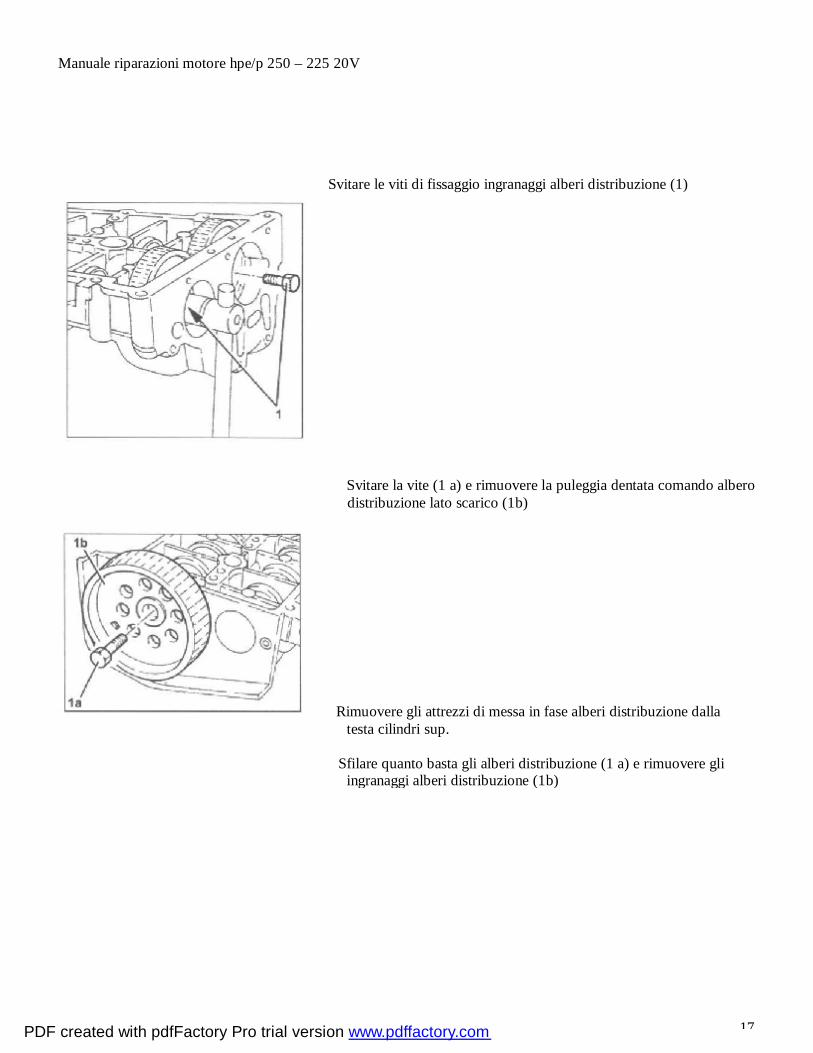
Svitare le viti di fissaggio ingranaggi alberi distribuzione (1)
Svitare la vite (1 a) e rimuovere la puleggia dentata comando albero
distribuzione lato scarico (1b)
Rimuovere gli attrezzi di messa in fase alberi distribuzione dalla testa cilindri sup.
Sfilare quanto basta gli alberi distribuzione (1 a) e rimuovere gli ingranaggi alberi distribuzione (1b)
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
18
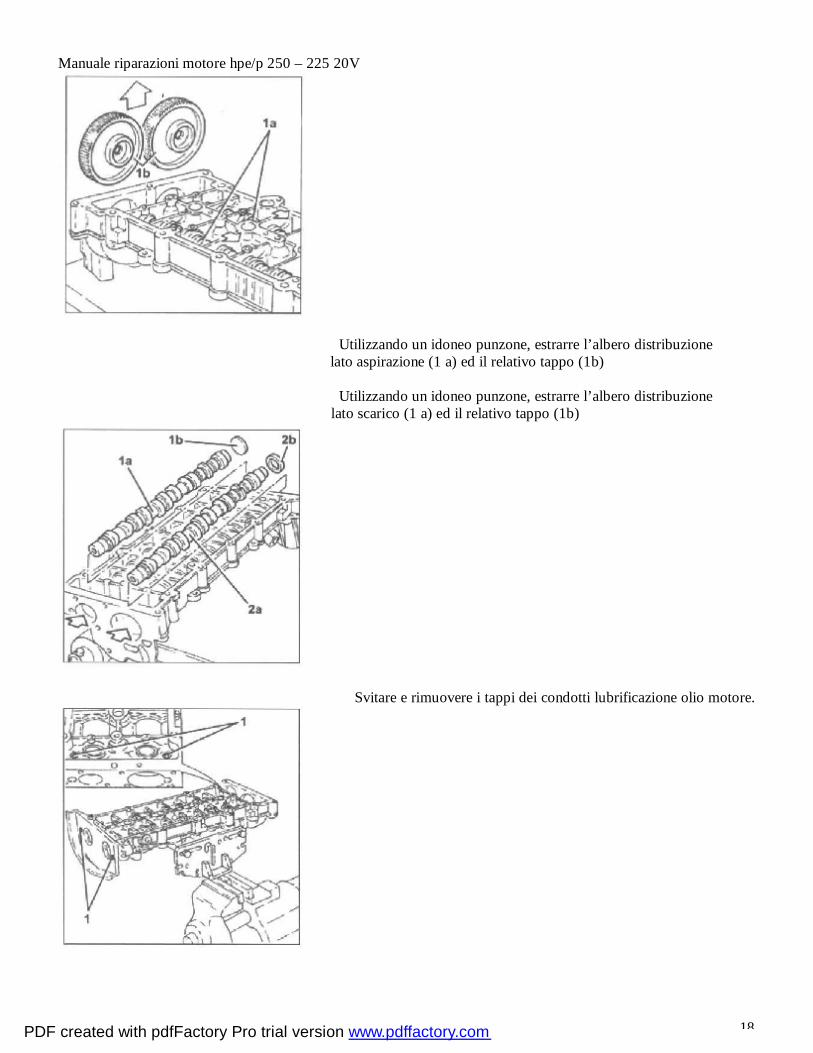
Utilizzando un idoneo punzone, estrarre l’albero distribuzione
lato aspirazione (1 a) ed il relativo tappo (1b)
Utilizzando un idoneo punzone, estrarre l’albero distribuzione lato scarico (1 a) ed il relativo tappo (1b)
Svitare e rimuovere i tappi dei condotti lubrificazione olio motore.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
19
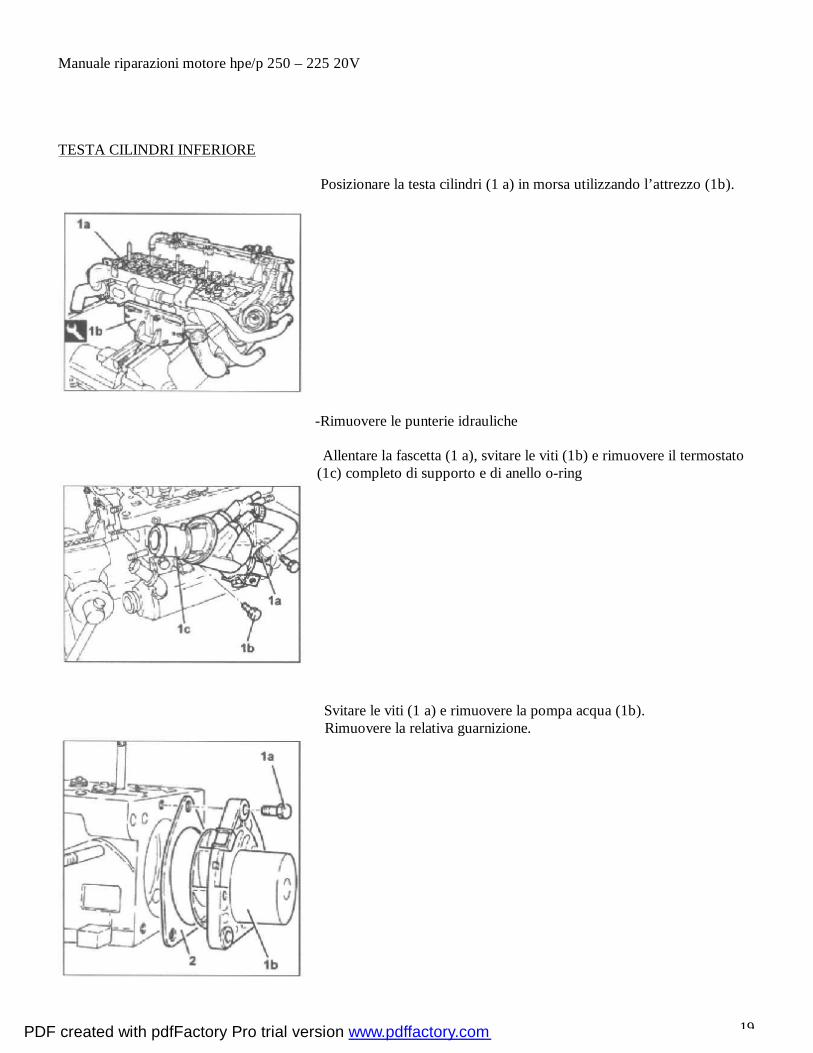
TESTA CILINDRI INFERIORE
Posizionare la testa cilindri (1 a) in morsa utilizzando l’attrezzo (1b).
-Rimuovere le punterie idrauliche
Allentare la fascetta (1 a), svitare le viti (1b) e rimuovere il termostato (1c) completo di supporto e di anello o-ring
Svitare le viti (1 a) e rimuovere la pompa acqua (1b). Rimuovere la relativa guarnizione.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
20
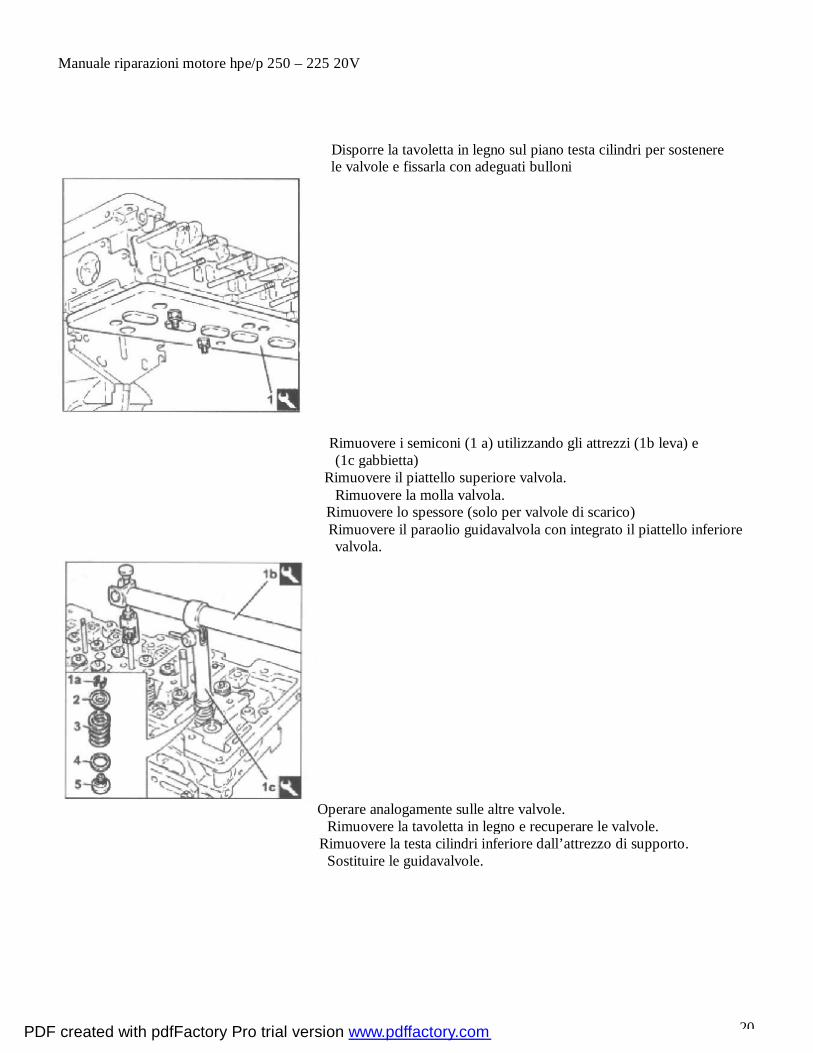
Disporre la tavoletta in legno sul piano testa cilindri per sostenere
le valvole e fissarla con adeguati bulloni
Rimuovere i semiconi (1 a) utilizzando gli attrezzi (1b leva) e (1c gabbietta)
Rimuovere il piattello superiore valvola. Rimuovere la molla valvola.
Rimuovere lo spessore (solo per valvole di scarico) Rimuovere il paraolio guidavalvola con integrato il piattello inferiore
valvola.
Operare analogamente sulle altre valvole. Rimuovere la tavoletta in legno e recuperare le valvole.
Rimuovere la testa cilindri inferiore dall’attrezzo di supporto. Sostituire le guidavalvole.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
21
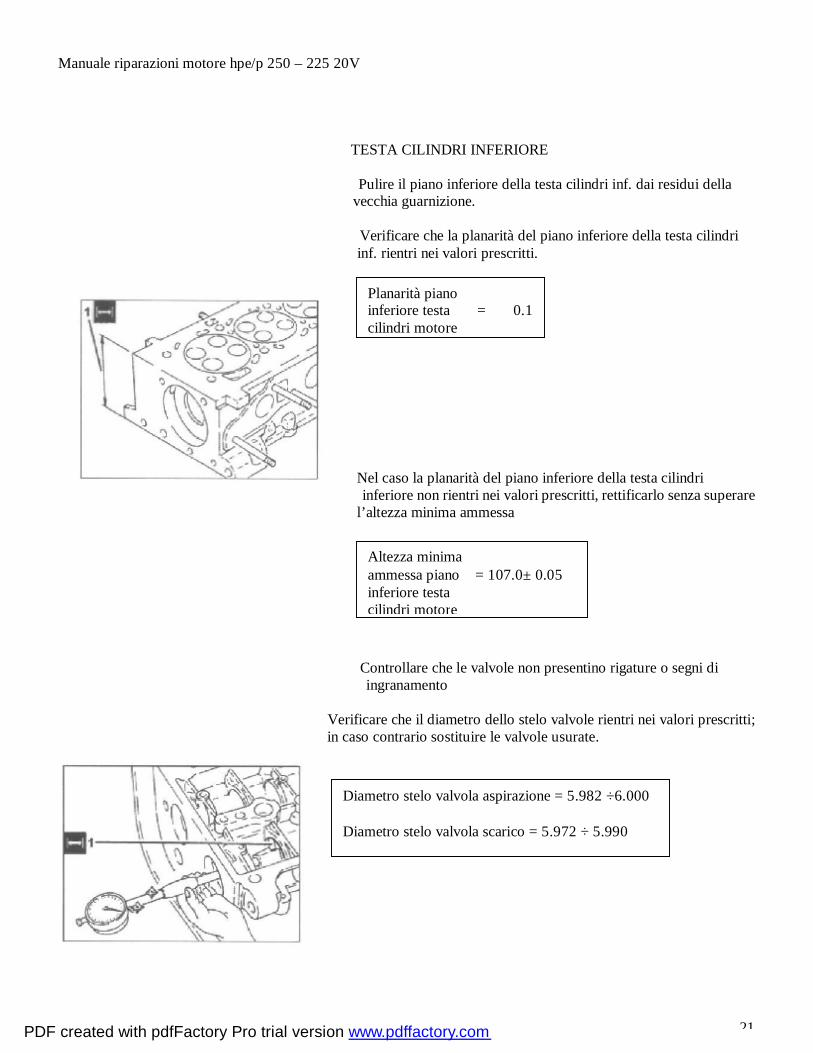
TESTA CILINDRI INFERIORE
Pulire il piano inferiore della testa cilindri inf. dai residui della vecchia guarnizione.
Verificare che la planarità del piano inferiore della testa cilindri
inf. rientri nei valori prescritti.
Nel caso la planarità del piano inferiore della testa cilindri inferiore non rientri nei valori prescritti, rettificarlo senza superare
l’altezza minima ammessa
Controllare che le valvole non presentino rigature o segni di ingranamento
Verificare che il diametro dello stelo valvole rientri nei valori prescritti; in caso contrario sostituire le valvole usurate.
Planarità piano inferiore testa = 0.1 cilindri motore
Altezza minima ammessa piano = 107.0± 0.05 inferiore testa cilindri motore
Diametro stelo valvola aspirazione = 5.982 ÷6.000 Diametro stelo valvola scarico = 5.972 ÷ 5.990
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
22
Verificare che la lunghezza libera delle molle valvole rientri nei valori
prescritti.
Verificare con il dinamometro che i dati caratteristici delle molle valvole rientrino nei valori prescritti; in caso contrario sostituire i particolari
snervati.
Verificare che il diametro dei perni alberi distribuzione rientri nei valori prescritti; in caso contrario sostituire l’albero distribuzione usurato/i.
Verificare che l’alzata nominale della camme alberi distribuzione rientri nei valori prescritti; in caso contrario sostituire l’albero/i distribuzione
usurato/i.
Lunghezza libera = 43.1 mmmolle valvole
Lunghezza molle valvole Sotto carico di = 34.0 mm20.47 ÷ 21.84 daN Lunghezza molle valvole Sotto carico di = 24.5 mm44.81 ÷ 47.59 daN
Diametri perni alberi distribuzione e scarico
- Diametro I perno = 43.800 ÷ 43.815 - Diametro II perno = 43.600 ÷ 43.615 - Diametro III perno = 43.400 ÷ 43.415 - Diametro IV perno = 43.200 ÷ 43.215 - Diametro V perno = 43.000 ÷ 43.015 - Diametro VI perno = 30.000 ÷ 30.015
Alzata nominale camme asp./scarico = 8.00 mm
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
23
Verificare che il diametro dei supporti alberi distribuzione rientri nei
valori prescritti; in caso contrario sostituire la testa cilindri. Il diametro esterno delle sedi valvole è il seguente.
. Rettificare le valvole alla quota prescritta.
Smerigliare le sedi valvole utilizzando una idonea attrezzatura.
Diametro supporti alberi distribuzione - Diametro I supporto = 43.846 ÷ 43.871 - Diametro II supporto = 43.646 ÷ 43.671 - Diametro III supporto = 43.446 ÷ 43.471- Diametro IV supporto = 43.246 ÷ 43.271- Diametro V supporto = 43.046 ÷ 43.071- Diametro VI supporto = 30.045 ÷ 30.070
Diametro esterno sedi = 29.600 ÷ 29.611valvole aspirazione Diametro esterno sedi = 27.600 ÷ 27.611valvole scarico
Angolo fascia sedi valvole in contatto = 45° +/- 1’ con valvole
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
24
Posizionare la testa cilindri inferiore in morsa utilizzando l’attrezzo (supporto).
Introdurre le valvole nelle relative sedi, quindi sostenerle con la tavoletta in legno e fissarla con adeguati bulloni.
Riporre nella sua sede il paraolio guidavalvola (1 a) con l’attrezzo
(1b estrattore/introduttore).
Riporre nella sua sede lo spessore (solo per valavole di scarico). Riporre nella sua sede la molla valvola.
Riporre nella sua sede il piattello superiore valvola. Riporre nelle loro sedi i semiconi (4 a) utilizzando gli attrezzi
(4b leva) e (4c gabbietta).
Operare analogamente sulle altre valvole.
Rimuovere la tavoletta in legno dal piano testa cilindri per il sostegno delle valvole.
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
25
Riporre nella sua sede la pompa acqua completa di guarnizione e fissarla con le relative viti alla coppia prescritta.
Riporre nella sua sede il termostato completo di supporto di un nuovo anello O-ring e fissarlo alla testa cilindri con le
relative viti alla coppia prescritta.
Riporre nelle loro sedi le punterie idrauliche. Rimuovere la testa cilindri inferiore dall’attrezzo di supporto.
TESTA CILINDRI SUPERIORE.
Posizionare la testa cilindri superiore in morsa utilizzando l’attrezzo (supporto).
Serrare i tappi dei condotti lubrificazione olio motore. Riporre nelle loro sedi gli alberi distribuzione.
Riporre nelle loro sedi gli ingranaggi alberi distribuzione e fissarli con le relative viti senza serrarle.
Montare gli attrezzi di messa in fase alberi distribuzione (dima)
Verificare il corretto inserimento degli attrezzi nelle relative sedi sugli alberi distribuzione.
Pompa acqua Vite M8 coppia (da Nm) lato testa cil. 2.3 ÷2.8
Termostato Vite M8 coppia (da Nm) lato testa cil. 2.5
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
26
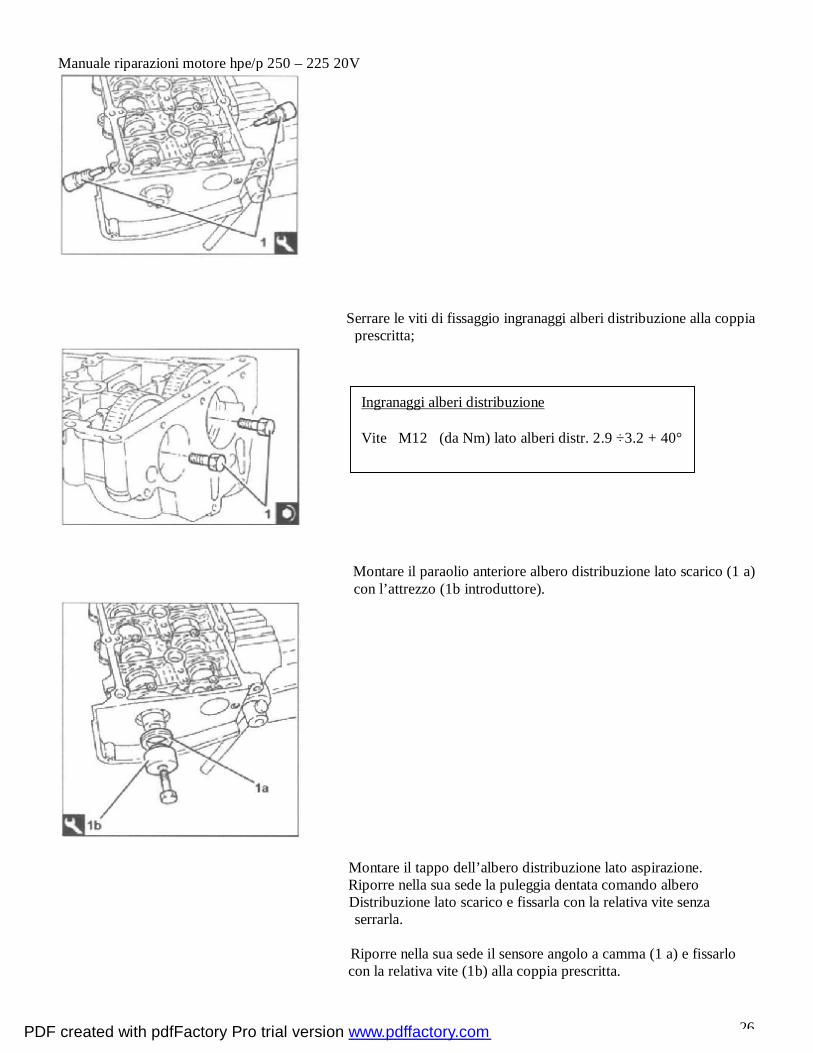
Serrare le viti di fissaggio ingranaggi alberi distribuzione alla coppia prescritta;
Montare il paraolio anteriore albero distribuzione lato scarico (1 a) con l’attrezzo (1b introduttore).
Montare il tappo dell’albero distribuzione lato aspirazione. Riporre nella sua sede la puleggia dentata comando albero
Distribuzione lato scarico e fissarla con la relativa vite senza serrarla.
Riporre nella sua sede il sensore angolo a camma (1 a) e fissarlo con la relativa vite (1b) alla coppia prescritta.
Ingranaggi alberi distribuzione Vite M12 (da Nm) lato alberi distr. 2.9 ÷3.2 + 40°
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
27
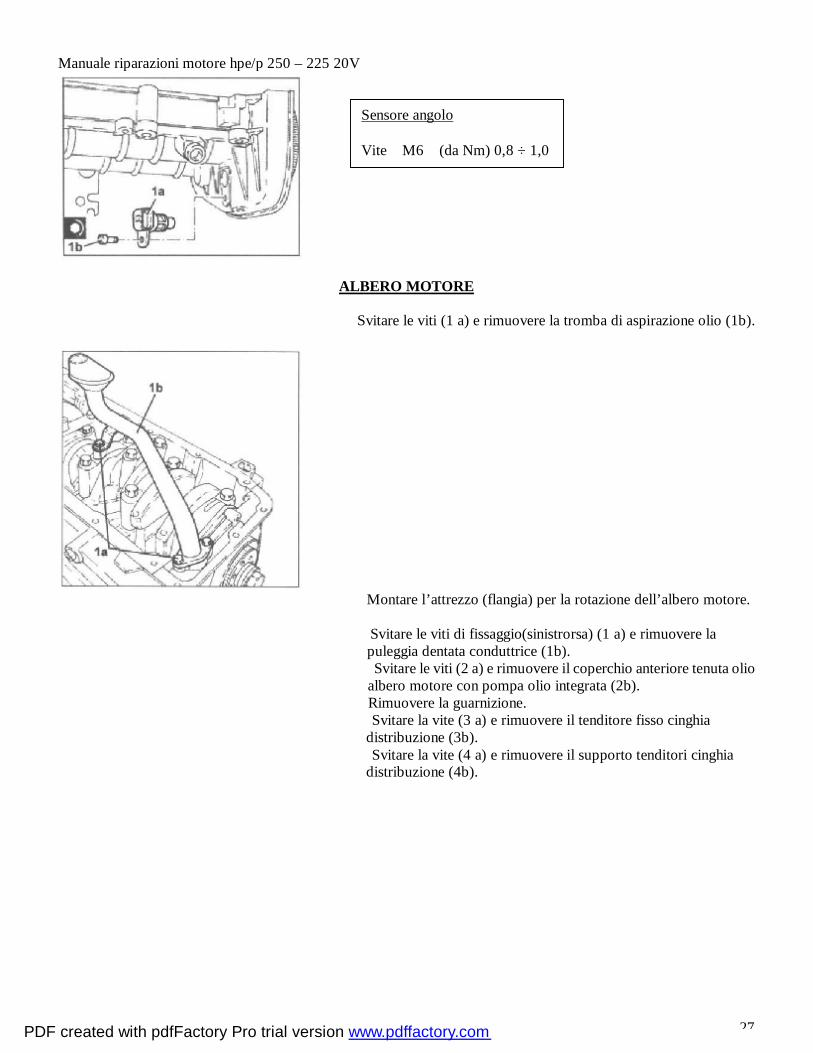
ALBERO MOTORE
Svitare le viti (1 a) e rimuovere la tromba di aspirazione olio (1b).
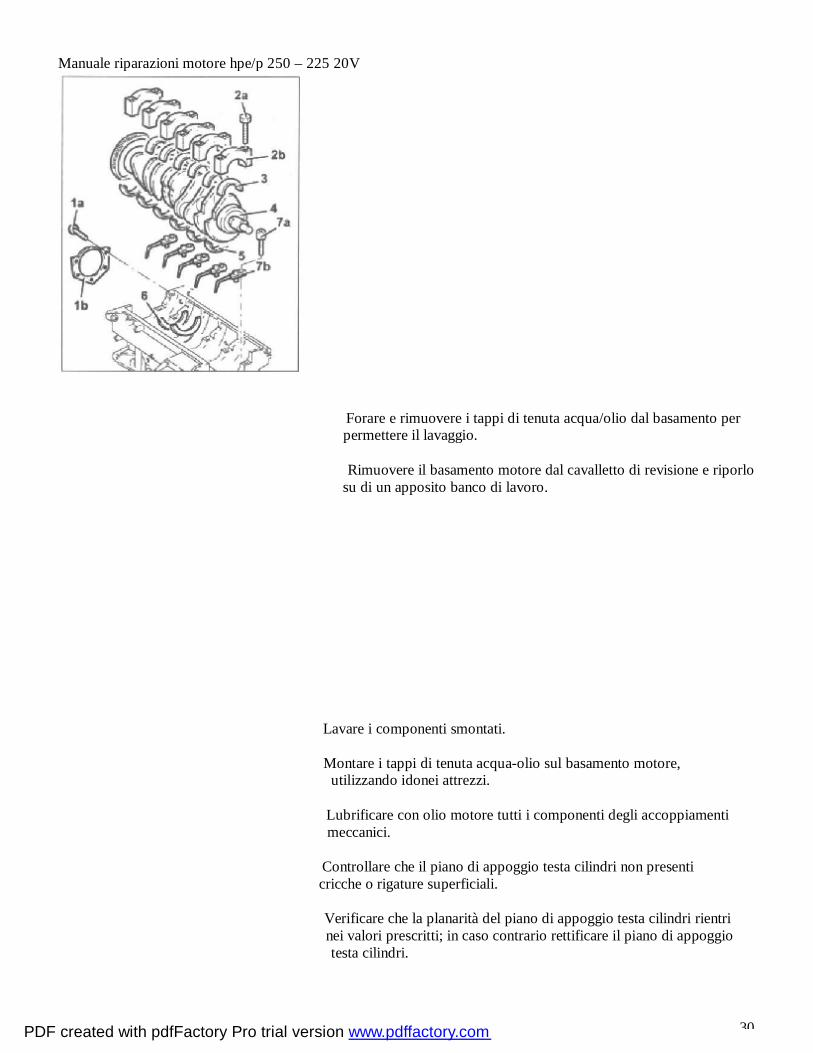
Montare l’attrezzo (flangia) per la rotazione dell’albero motore.
Svitare le viti di fissaggio(sinistrorsa) (1 a) e rimuovere la
puleggia dentata conduttrice (1b). Svitare le viti (2 a) e rimuovere il coperchio anteriore tenuta olio
albero motore con pompa olio integrata (2b). Rimuovere la guarnizione.
Svitare la vite (3 a) e rimuovere il tenditore fisso cinghia distribuzione (3b).
Svitare la vite (4 a) e rimuovere il supporto tenditori cinghia distribuzione (4b).
Sensore angolo Vite M6 (da Nm) 0,8 ÷ 1,0
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
28
Svitare la vite (1 a) e rimuovere il sensore di giri (1b).
Ruotare l’albero motore con l’attrezzo precedentemente montato
fino a portare il cilindro interessato al P.M.I. Svitare le viti (2 a) e rimuovere il cappello di biella (2b).
Rimuovere il semicuscinetto di biella inferiore. Rimuovere il complessivo biella – pistone.
Rimuovere il semicuscinetto di biella superiore.
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
29
Procedere analogamente alla rimozione dei rimanenti pistoni.
Verificare che il gioco assiale albero motore rientri nei valori prescritti utilizzando una base magnetica munita di comparatore.
In caso il valore del gioco assiale dell’albero motore non rientri nei valori prescritti, al rimontaggio rettificare la sede sul basamento
motore ed utilizzare semianelli di spinta opportunamente maggiorati.
Svitare le viti (1 a) e rimuovere il coperchio posteriore basamento (1b) con integrato l’anello paraolio.
Svitare le viti (2 a) e rimuovere i cappelli di banco (2b). Rimuovere i semicuscinetti di banco inferiori.
Rimuovere l’albero motore. Rimuovere i semicuscinetti di banco superiori.
Rimuovere i semianelli di spinta. Svitare le viti (7 a) e rimuovere i getti (7b) dal basamento.
Gioco assiale albero motore 0,049 ÷ 0,211 mm
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
30
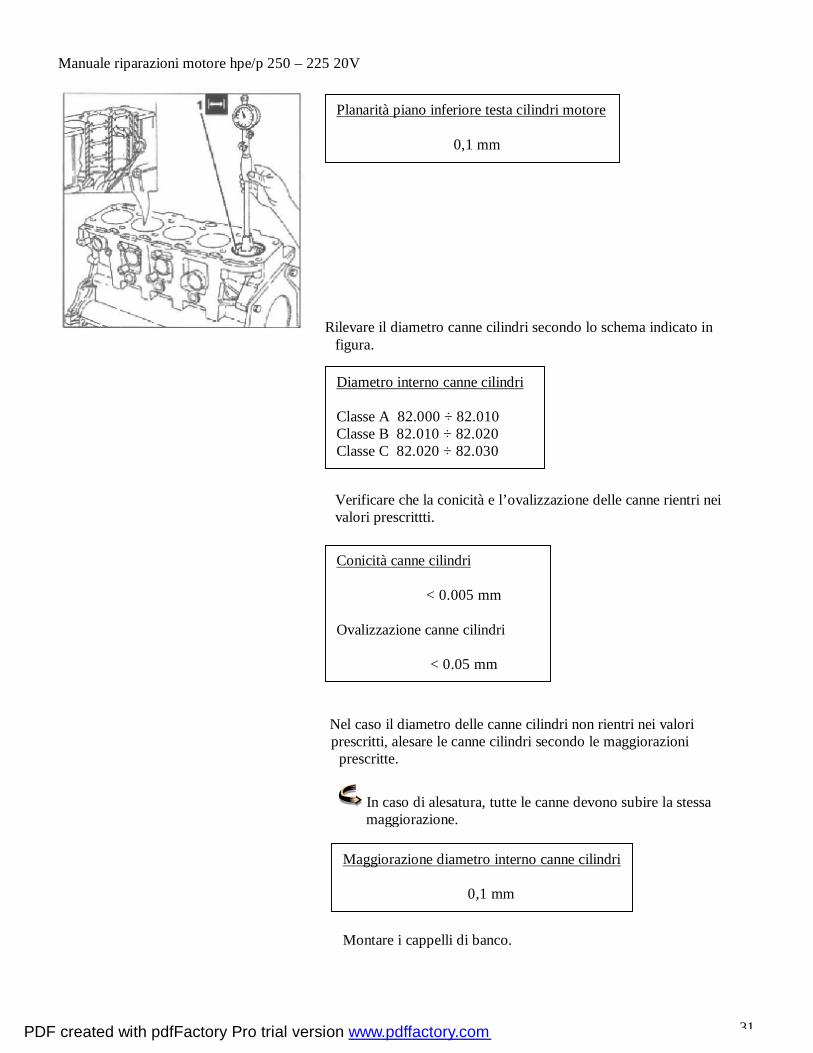
Forare e rimuovere i tappi di tenuta acqua/olio dal basamento per permettere il lavaggio.
Rimuovere il basamento motore dal cavalletto di revisione e riporlo
su di un apposito banco di lavoro.
Lavare i componenti smontati.
Montare i tappi di tenuta acqua-olio sul basamento motore, utilizzando idonei attrezzi.
Lubrificare con olio motore tutti i componenti degli accoppiamenti
meccanici.
Controllare che il piano di appoggio testa cilindri non presenti cricche o rigature superficiali.
Verificare che la planarità del piano di appoggio testa cilindri rientri nei valori prescritti; in caso contrario rettificare il piano di appoggio
testa cilindri.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
31
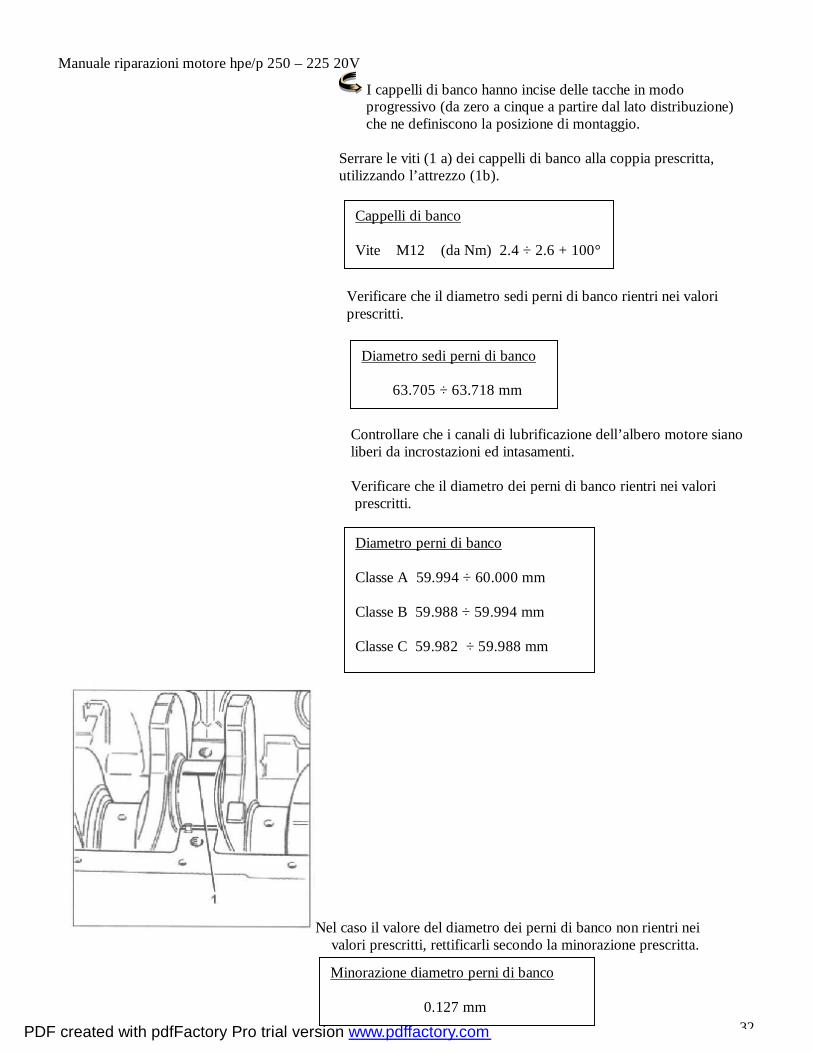
Rilevare il diametro canne cilindri secondo lo schema indicato in figura. Verificare che la conicità e l’ovalizzazione delle canne rientri nei valori prescrittti.
Nel caso il diametro delle canne cilindri non rientri nei valori prescritti, alesare le canne cilindri secondo le maggiorazioni
prescritte.
In caso di alesatura, tutte le canne devono subire la stessa maggiorazione. Montare i cappelli di banco.
Planarità piano inferiore testa cilindri motore 0,1 mm
Diametro interno canne cilindri Classe A 82.000 ÷ 82.010 Classe B 82.010 ÷ 82.020 Classe C 82.020 ÷ 82.030
Conicità canne cilindri < 0.005 mm Ovalizzazione canne cilindri < 0.05 mm
Maggiorazione diametro interno canne cilindri 0,1 mm
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
32
I cappelli di banco hanno incise delle tacche in modo progressivo (da zero a cinque a partire dal lato distribuzione) che ne definiscono la posizione di montaggio. Serrare le viti (1 a) dei cappelli di banco alla coppia prescritta, utilizzando l’attrezzo (1b). Verificare che il diametro sedi perni di banco rientri nei valori prescritti. Controllare che i canali di lubrificazione dell’albero motore siano liberi da incrostazioni ed intasamenti. Verificare che il diametro dei perni di banco rientri nei valori prescritti.
Nel caso il valore del diametro dei perni di banco non rientri nei valori prescritti, rettificarli secondo la minorazione prescritta.
Cappelli di banco Vite M12 (da Nm) 2.4 ÷ 2.6 + 100°
Diametro sedi perni di banco 63.705 ÷ 63.718 mm
Diametro perni di banco Classe A 59.994 ÷ 60.000 mm Classe B 59.988 ÷ 59.994 mm Classe C 59.982 ÷ 59.988 mm
Minorazione diametro perni di banco 0.127 mm PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
33
Minorazioni sui perni di banco superiori al valore citato, compromettendo la resistenza strutturale dell’albero motore (in seguito a contatto tra utensile e raccordi rullati). Per quanto sopra, se la rettifica richiede minorazioni superiori a 0.127 mm, è necessario sostituire l’albero motore richiedendone a ricambi uno nuovo. Verificare che il diametro dei perni di biella rientri nei valori prescritti. Nel caso il valore del diametro dei perni di biella non rientri nei valori prescritti, rettificarli secondo la minorazione prescritta.
Minorazioni sui perni di banco superiori al valore citato, compromettendo la resistenza strutturale dell’albero motore(in seguito a contatto tra utensile e raccordi rullati). Per quanto sopra, se la rettifica richiede minorazioni superiori a 0.127 mm, è necessario sostituire l’albero motore richiedendone a ricambi uno nuovo. Verificare i cuscinetti di banco tenendo presente che non si devono eseguire operazioni di adattamento sui semicuscinetti. Se si riscontrano rigature o tracce di ingranamento occorre sostituirli. Montare i semicuscinetti osservando una scrupolosa pulizia.
Qualora l’albero motore sia stato rettificato, montare dei semicuscinetti nuovi e maggiorati opportunamente, in modo da ripristinare le condizioni iniziali di tolleranza.
Diametro perni di biella Classe A 50.779 ÷ 50.805 mm Classe B 50.793 ÷ 50.799 mm Classe C 50.787 ÷ 50.793 mm
Minorazione diametro perni di biella 0.127 mm
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
34
Montare l’albero motore nell’apposita sede sul basamento. Applicare filo calibrato (Plastigage) per effettuare il rilievo del gioco dei perni di banco.
Controllare un perno alla volta senza muovere l’albero motore. Montare i cappelli di banco completi di semicuscinetti e serrare le relative viti alla coppia prescritta.
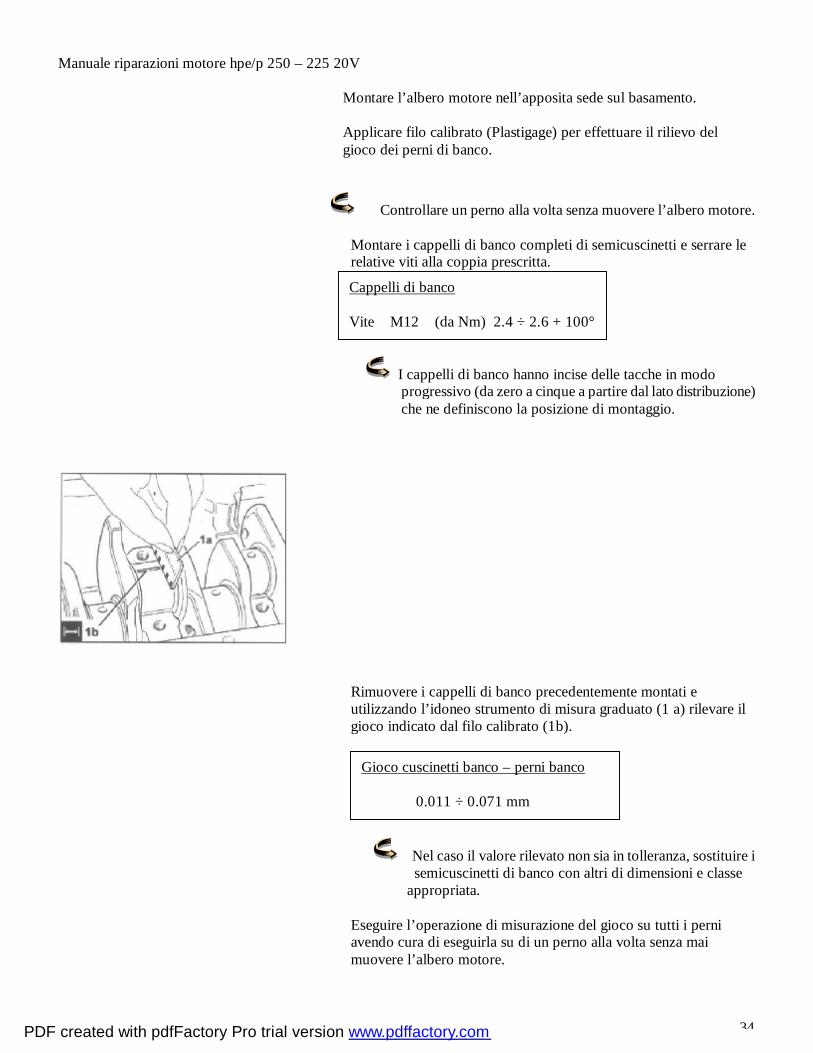
I cappelli di banco hanno incise delle tacche in modo progressivo (da zero a cinque a partire dal lato distribuzione) che ne definiscono la posizione di montaggio.
Rimuovere i cappelli di banco precedentemente montati e utilizzando l’idoneo strumento di misura graduato (1 a) rilevare il gioco indicato dal filo calibrato (1b).
Nel caso il valore rilevato non sia in tolleranza, sostituire i semicuscinetti di banco con altri di dimensioni e classe
appropriata. Eseguire l’operazione di misurazione del gioco su tutti i perni avendo cura di eseguirla su di un perno alla volta senza mai muovere l’albero motore.
Cappelli di banco Vite M12 (da Nm) 2.4 ÷ 2.6 + 100°
Gioco cuscinetti banco – perni banco 0.011 ÷ 0.071 mm
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
35
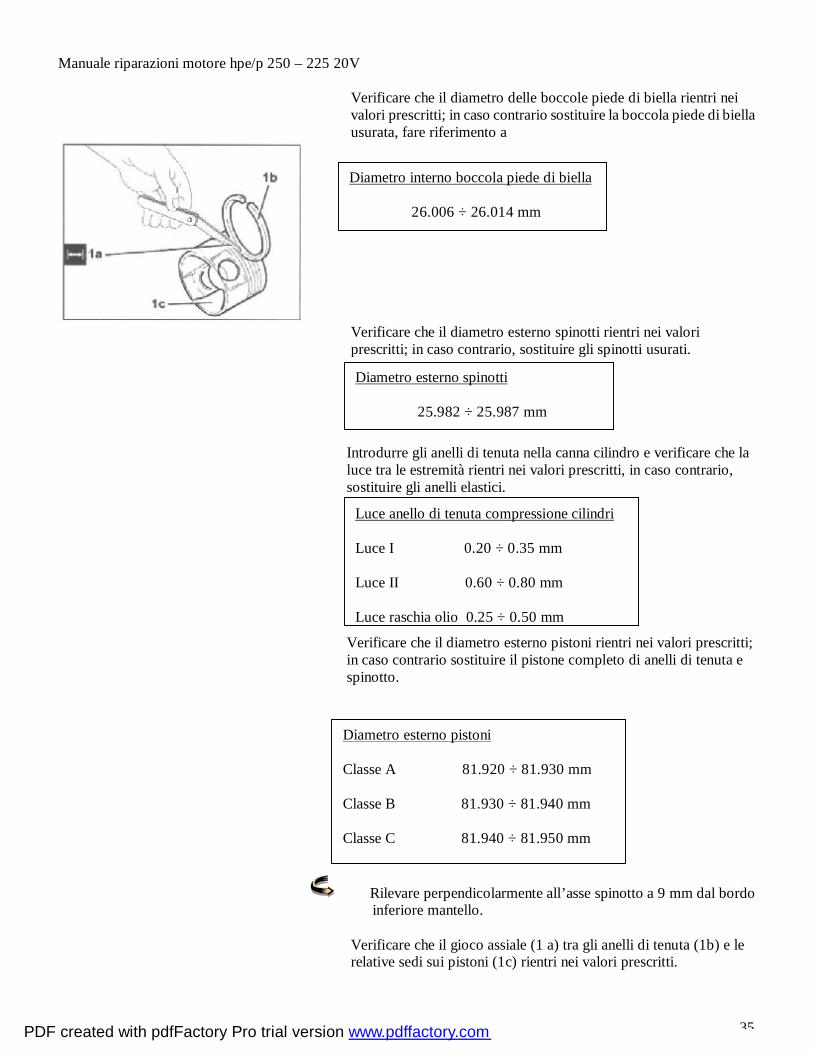
Verificare che il diametro delle boccole piede di biella rientri nei valori prescritti; in caso contrario sostituire la boccola piede di biella usurata, fare riferimento a
Verificare che il diametro esterno spinotti rientri nei valori prescritti; in caso contrario, sostituire gli spinotti usurati. Introdurre gli anelli di tenuta nella canna cilindro e verificare che la luce tra le estremità rientri nei valori prescritti, in caso contrario, sostituire gli anelli elastici. Verificare che il diametro esterno pistoni rientri nei valori prescritti; in caso contrario sostituire il pistone completo di anelli di tenuta e spinotto.
Rilevare perpendicolarmente all’asse spinotto a 9 mm dal bordo inferiore mantello.
Verificare che il gioco assiale (1 a) tra gli anelli di tenuta (1b) e le relative sedi sui pistoni (1c) rientri nei valori prescritti.
Diametro interno boccola piede di biella 26.006 ÷ 26.014 mm
Diametro esterno spinotti 25.982 ÷ 25.987 mm
Luce anello di tenuta compressione cilindri Luce I 0.20 ÷ 0.35 mm Luce II 0.60 ÷ 0.80 mm Luce raschia olio 0.25 ÷ 0.50 mm
Diametro esterno pistoni Classe A 81.920 ÷ 81.930 mm Classe B 81.930 ÷ 81.940 mm Classe C 81.940 ÷ 81.950 mm
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
36
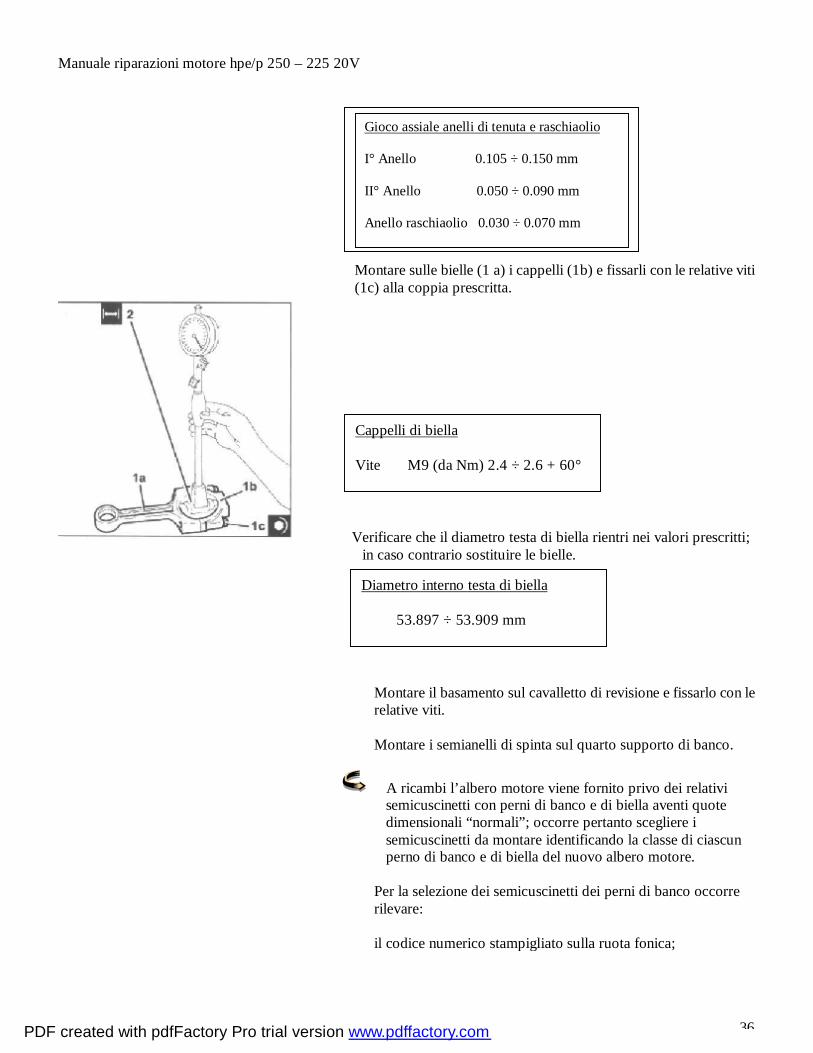
Montare sulle bielle (1 a) i cappelli (1b) e fissarli con le relative viti (1c) alla coppia prescritta.
Verificare che il diametro testa di biella rientri nei valori prescritti; in caso contrario sostituire le bielle. Montare il basamento sul cavalletto di revisione e fissarlo con le relative viti. Montare i semianelli di spinta sul quarto supporto di banco.
A ricambi l’albero motore viene fornito privo dei relativi semicuscinetti con perni di banco e di biella aventi quote dimensionali “normali”; occorre pertanto scegliere i semicuscinetti da montare identificando la classe di ciascun perno di banco e di biella del nuovo albero motore. Per la selezione dei semicuscinetti dei perni di banco occorre rilevare: il codice numerico stampigliato sulla ruota fonica;
Gioco assiale anelli di tenuta e raschiaolio I° Anello 0.105 ÷ 0.150 mm II° Anello 0.050 ÷ 0.090 mm Anello raschiaolio 0.030 ÷ 0.070 mm
Cappelli di biella Vite M9 (da Nm) 2.4 ÷ 2.6 + 60°
Diametro interno testa di biella 53.897 ÷ 53.909 mm
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
37
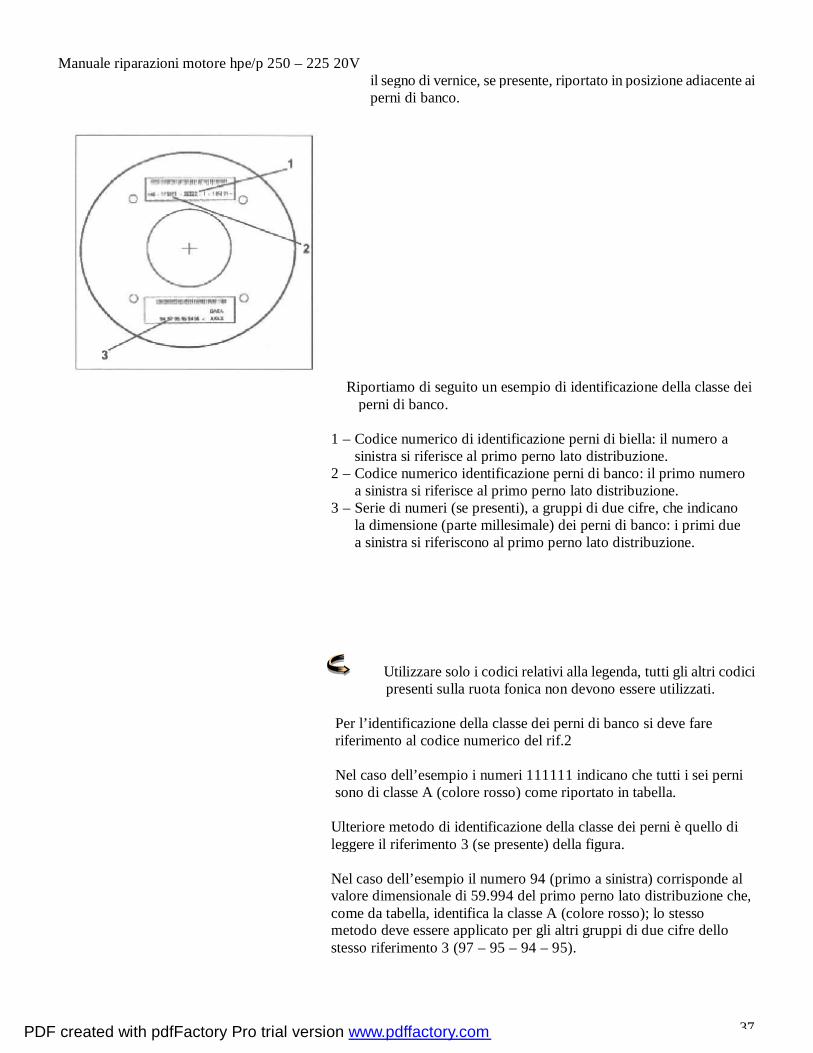
il segno di vernice, se presente, riportato in posizione adiacente ai perni di banco.
Riportiamo di seguito un esempio di identificazione della classe dei perni di banco. 1 – Codice numerico di identificazione perni di biella: il numero a sinistra si riferisce al primo perno lato distribuzione. 2 – Codice numerico identificazione perni di banco: il primo numero a sinistra si riferisce al primo perno lato distribuzione. 3 – Serie di numeri (se presenti), a gruppi di due cifre, che indicano la dimensione (parte millesimale) dei perni di banco: i primi due a sinistra si riferiscono al primo perno lato distribuzione.
Utilizzare solo i codici relativi alla legenda, tutti gli altri codici presenti sulla ruota fonica non devono essere utilizzati. Per l’identificazione della classe dei perni di banco si deve fare riferimento al codice numerico del rif.2 Nel caso dell’esempio i numeri 111111 indicano che tutti i sei perni sono di classe A (colore rosso) come riportato in tabella. Ulteriore metodo di identificazione della classe dei perni è quello di leggere il riferimento 3 (se presente) della figura. Nel caso dell’esempio il numero 94 (primo a sinistra) corrisponde al valore dimensionale di 59.994 del primo perno lato distribuzione che, come da tabella, identifica la classe A (colore rosso); lo stesso metodo deve essere applicato per gli altri gruppi di due cifre dello stesso riferimento 3 (97 – 95 – 94 – 95).
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
38
IDENTIFICAZIONE PERNI DI BANCO
Classe perno A – Normale, diametro 59.994 – 60.000 segno di vernice – codice numerico 1 (94 00)° Classe perno B – Normale, diametro 59.988 – 59.994 segno di vernice – codice numerico 2 (88 94)° Classe perno C – Normale, diametro 59.982 – 59.988 segno di vernice – codice numerico 3 (82 88)° Classe perno D – Normale, diametro 59.867 – 59.873 segno di (*) vernice – codice numerico 6 (67 73)° Classe perno E – Normale, diametro 59.861 – 59.867 segno di (*) vernice – codice numerico 7 (61 67)° Classe perno F – Normale, diametro 59.855 – 59.861 segno di (*) vernice – codice numerico 8 (55 61)° (*) Minorato di 0.127 mm (°) Ultimi due numeri (parte millesimale) delle dimensioni dei perni di banco Nel caso di utilizzo di un albero motore, in cui si è provveduto a minorare i perni al valore massimo di 0.127 mm mediante operazione di rettifica e levigatura, la classe deve essere scelta mediante misurazione dimensionale del diametro del perno facendo sempre riferimento alla tabella. Definita la classe e il colore di ciascun perno dell’albero motore nuovo o rettificato occorre scegliere la coppia o lo spessore dei cuscinetti che devono avere il medesimo colore del perno corrispondente; a ricambi, è possibile risalire al n° di ordinazione della coppia di semicuscinetti da richiedere. Quanto sopra al fine di garantire i giochi di funzionamento ottimizzati su tutti i perni. Precisiamo infine che, in generale, il gioco tra perno di banco e semicuscinetto, ottenuto con il metodo di selezione su indicato, deve risultare compreso entro i seguenti valori:
- Minimo: 0.025 mm – Massimo: 0,052 mm; tale valore può essere rilevato a titolo di controllo finale, utilizzando il filo calibrato plastico (Plastigage). Riporre nelle loro sedi i getti di lubrificazione e fissarli al basamento con le relative viti.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
39
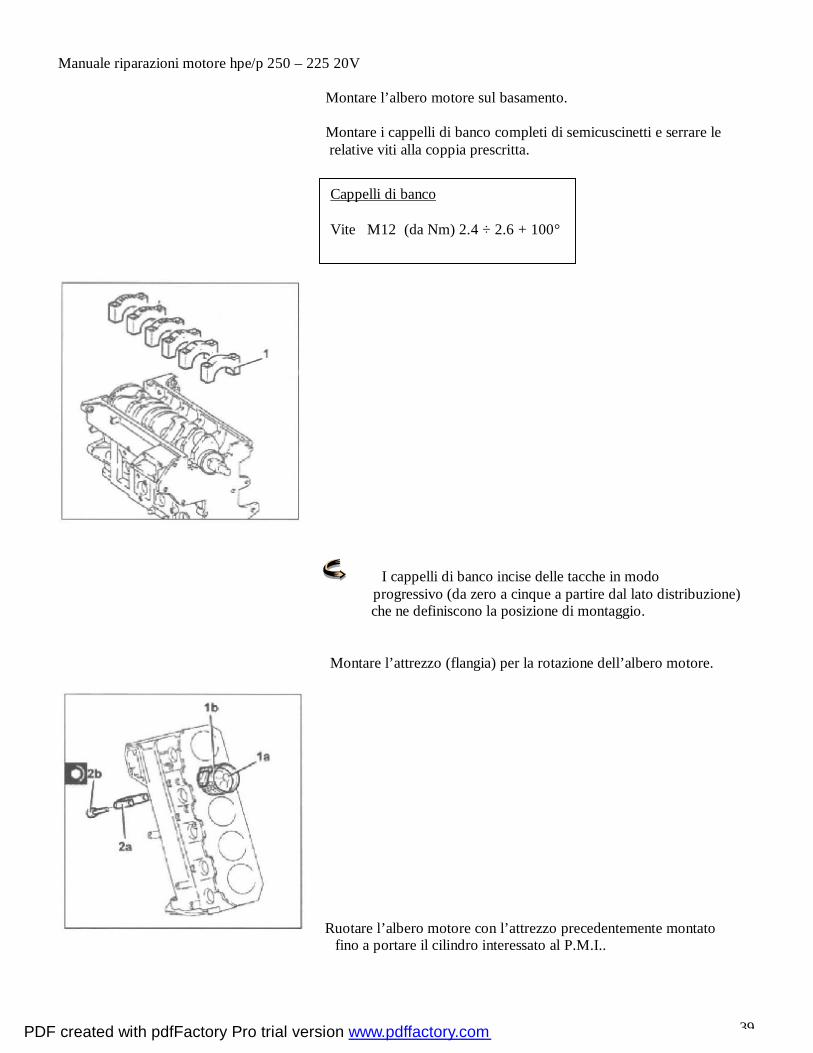
Montare l’albero motore sul basamento. Montare i cappelli di banco completi di semicuscinetti e serrare le relative viti alla coppia prescritta.
I cappelli di banco incise delle tacche in modo progressivo (da zero a cinque a partire dal lato distribuzione)
che ne definiscono la posizione di montaggio.
Montare l’attrezzo (flangia) per la rotazione dell’albero motore.
Ruotare l’albero motore con l’attrezzo precedentemente montato fino a portare il cilindro interessato al P.M.I..
Cappelli di banco Vite M12 (da Nm) 2.4 ÷ 2.6 + 100°
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
40
Montare l’assieme pistone-biella (1 a) completo di semicuscinetto utilizzando l’attrezzo (1b).
Gli assiemi pistone-biella vanno montati nel basamento in modo che la camera di scoppio sul pistone sia rivolta verso il lato aspirazione.
Per la scelta dei semicuscinetti di biella seguire la procedura precedentemente indicata per i semicuscinetti di banco. Montare il cappello di biella (2 a) completo di semicuscinetto e fissarlo con le relative viti (2b) senza serrarle.
I cappelli di biella vanno montati in modo che il numero stampigliato sugli stessi sia rivolto dallo stesso lato di quello stampigliato sulla testa di biella (lato distribuzione). Operare analogamente per il rimontaggio dei pistoni e delle bielle dei rimanenti cilindri. Eseguire la prova del gioco dei perni di biella applicando il filo calibrato (Plastigage) per il rilievo del gioco di montaggio dei perni di biella.
Serrare le viti dei cappelli di biella alla coppia prescritta. Svitare le viti di fissaggio e rimuovere i cappelli di biella completi di semicuscinetti.
Cappelli di biella Vite M9 (da Nm) 2.4 ÷ 2.6 + 60°
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
41
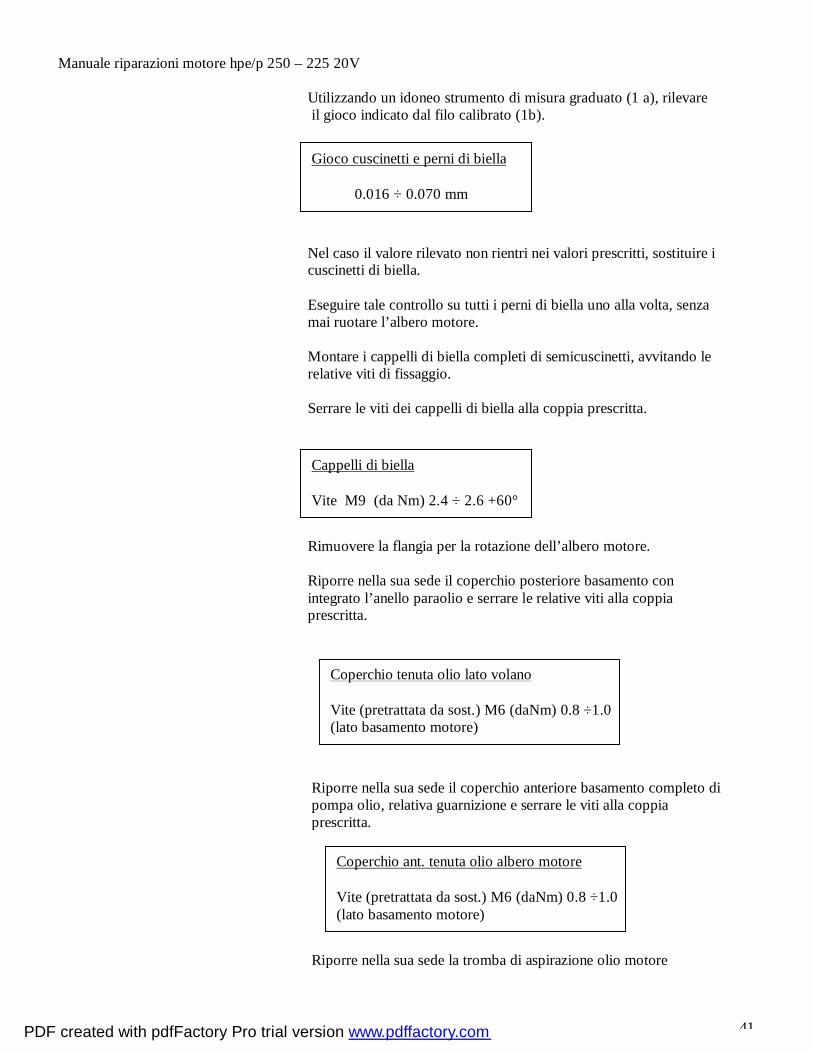
Utilizzando un idoneo strumento di misura graduato (1 a), rilevare il gioco indicato dal filo calibrato (1b). Nel caso il valore rilevato non rientri nei valori prescritti, sostituire i cuscinetti di biella. Eseguire tale controllo su tutti i perni di biella uno alla volta, senza mai ruotare l’albero motore. Montare i cappelli di biella completi di semicuscinetti, avvitando le relative viti di fissaggio. Serrare le viti dei cappelli di biella alla coppia prescritta. Rimuovere la flangia per la rotazione dell’albero motore. Riporre nella sua sede il coperchio posteriore basamento con integrato l’anello paraolio e serrare le relative viti alla coppia prescritta. Riporre nella sua sede il coperchio anteriore basamento completo di pompa olio, relativa guarnizione e serrare le viti alla coppia prescritta. Riporre nella sua sede la tromba di aspirazione olio motore
Gioco cuscinetti e perni di biella 0.016 ÷ 0.070 mm
Cappelli di biella Vite M9 (da Nm) 2.4 ÷ 2.6 +60°
Coperchio tenuta olio lato volano Vite (pretrattata da sost.) M6 (daNm) 0.8 ÷1.0(lato basamento motore)
Coperchio ant. tenuta olio albero motore Vite (pretrattata da sost.) M6 (daNm) 0.8 ÷1.0(lato basamento motore)
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
42
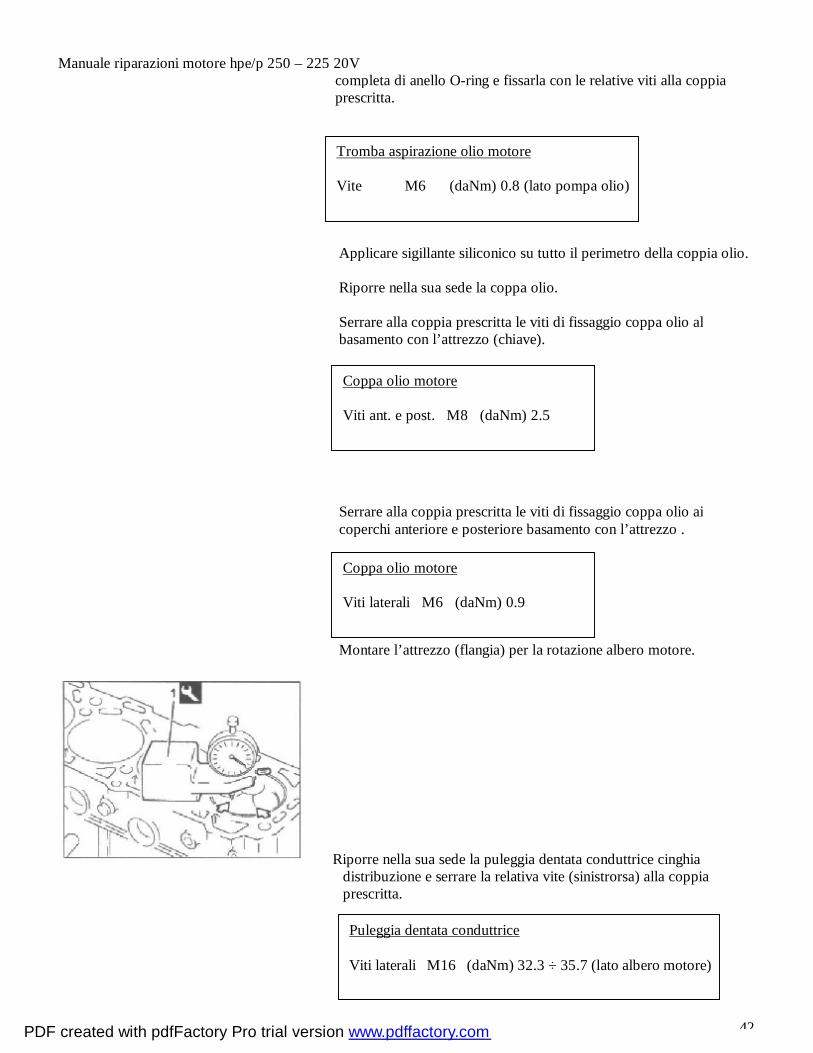
completa di anello O-ring e fissarla con le relative viti alla coppia prescritta. Applicare sigillante siliconico su tutto il perimetro della coppia olio. Riporre nella sua sede la coppa olio. Serrare alla coppia prescritta le viti di fissaggio coppa olio al basamento con l’attrezzo (chiave). Serrare alla coppia prescritta le viti di fissaggio coppa olio ai coperchi anteriore e posteriore basamento con l’attrezzo . Montare l’attrezzo (flangia) per la rotazione albero motore.
Riporre nella sua sede la puleggia dentata conduttrice cinghia distribuzione e serrare la relativa vite (sinistrorsa) alla coppia prescritta.
Tromba aspirazione olio motore Vite M6 (daNm) 0.8 (lato pompa olio)
Coppa olio motore Viti ant. e post. M8 (daNm) 2.5
Coppa olio motore Viti laterali M6 (daNm) 0.9
Puleggia dentata conduttrice Viti laterali M16 (daNm) 32.3 ÷ 35.7 (lato albero motore)
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
43
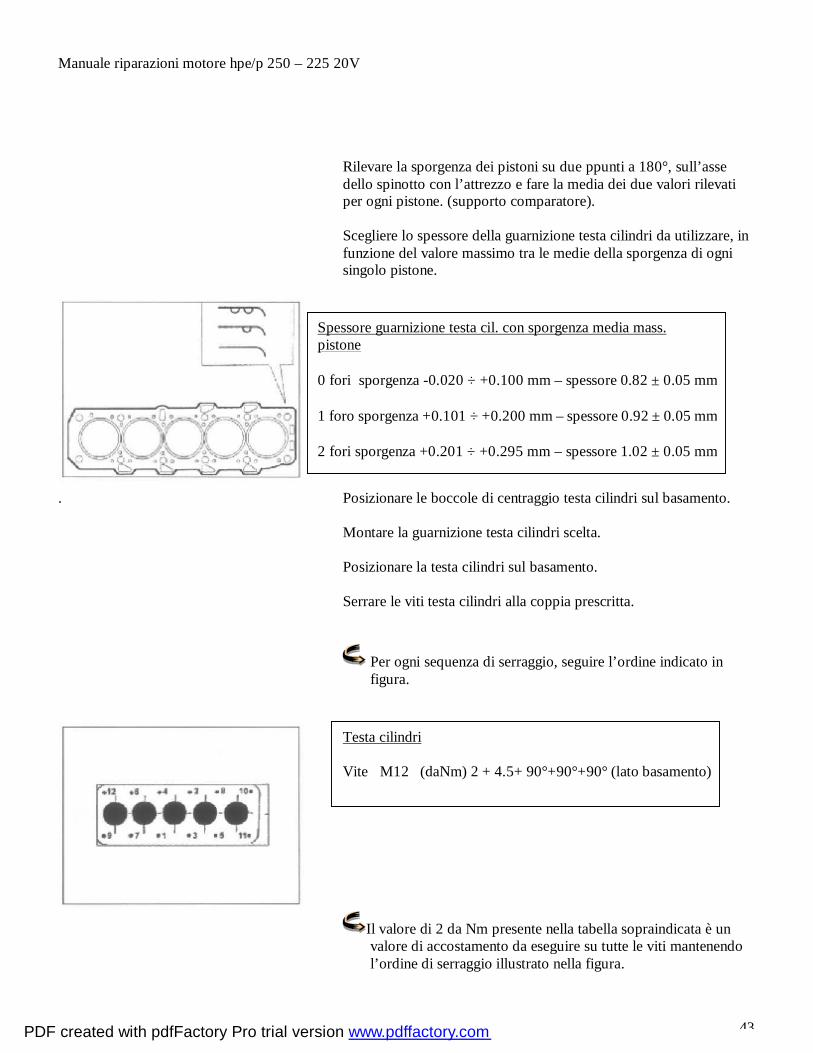
Rilevare la sporgenza dei pistoni su due ppunti a 180°, sull’asse dello spinotto con l’attrezzo e fare la media dei due valori rilevati per ogni pistone. (supporto comparatore). Scegliere lo spessore della guarnizione testa cilindri da utilizzare, in funzione del valore massimo tra le medie della sporgenza di ogni singolo pistone.
. Posizionare le boccole di centraggio testa cilindri sul basamento. Montare la guarnizione testa cilindri scelta. Posizionare la testa cilindri sul basamento. Serrare le viti testa cilindri alla coppia prescritta.
Per ogni sequenza di serraggio, seguire l’ordine indicato in figura.
Il valore di 2 da Nm presente nella tabella sopraindicata è un valore di accostamento da eseguire su tutte le viti mantenendo l’ordine di serraggio illustrato nella figura.
Spessore guarnizione testa cil. con sporgenza media mass. pistone 0 fori sporgenza -0.020 ÷ +0.100 mm – spessore 0.82 ± 0.05 mm 1 foro sporgenza +0.101 ÷ +0.200 mm – spessore 0.92 ± 0.05 mm 2 fori sporgenza +0.201 ÷ +0.295 mm – spessore 1.02 ± 0.05 mm
Testa cilindri Vite M12 (daNm) 2 + 4.5+ 90°+90°+90° (lato basamento)
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
44
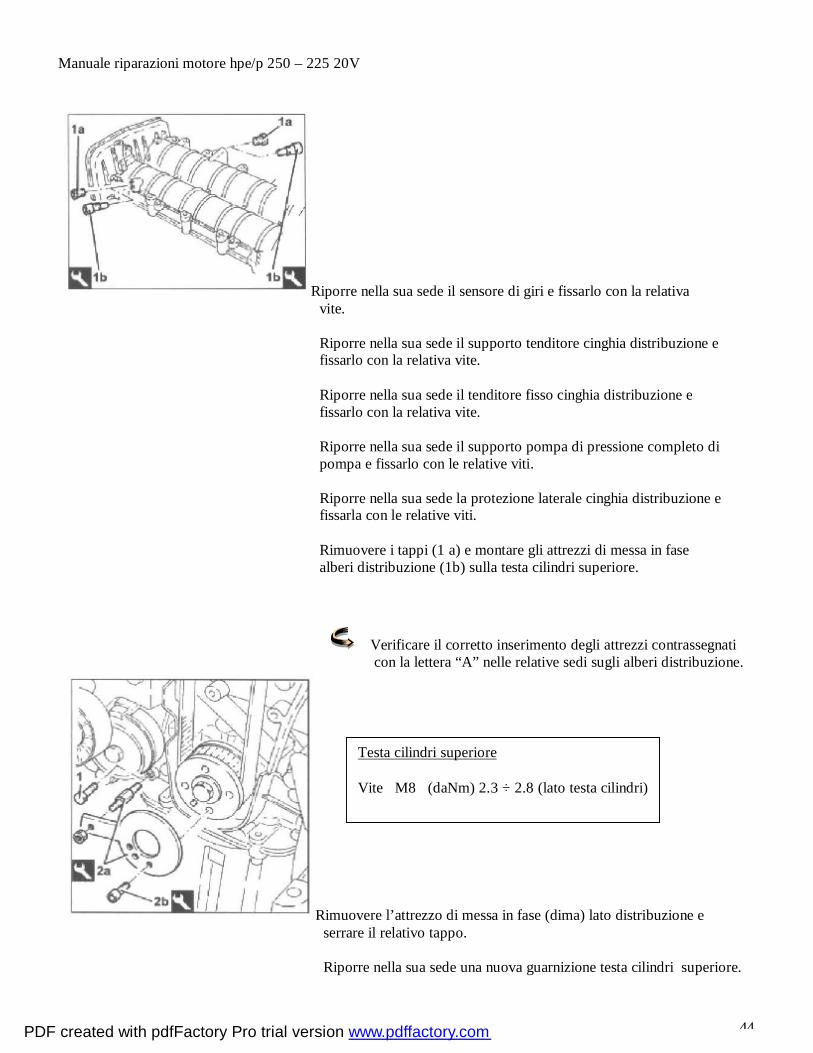
Riporre nella sua sede il sensore di giri e fissarlo con la relativa vite. Riporre nella sua sede il supporto tenditore cinghia distribuzione e fissarlo con la relativa vite. Riporre nella sua sede il tenditore fisso cinghia distribuzione e fissarlo con la relativa vite. Riporre nella sua sede il supporto pompa di pressione completo di pompa e fissarlo con le relative viti. Riporre nella sua sede la protezione laterale cinghia distribuzione e fissarla con le relative viti. Rimuovere i tappi (1 a) e montare gli attrezzi di messa in fase alberi distribuzione (1b) sulla testa cilindri superiore.
Verificare il corretto inserimento degli attrezzi contrassegnati con la lettera “A” nelle relative sedi sugli alberi distribuzione.
Rimuovere l’attrezzo di messa in fase (dima) lato distribuzione e serrare il relativo tappo. Riporre nella sua sede una nuova guarnizione testa cilindri superiore.
Testa cilindri superiore Vite M8 (daNm) 2.3 ÷ 2.8 (lato testa cilindri)
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
45
Riporre nella sua sede la testa cilindri superiore completa e fissarla con le relative viti alla coppia prescritta. Allentare la vite di fissaggio puleggia dentata comando albero distribuzione lato scarico. Svitare la vite del coperchio anteriore basamento indicata in figura. Montare provvisoriamente la cinghia dentata comando distribuzione sulla puleggia di comando. Montare l’attrezzo (2 a dima) e fissarlo con la vite calibrata (2b). Calzare completamente la cinghia dentata comando distribuzione. Fare leva con un cacciavite nel foro (2 a) fino a portare l’indice del tenditore (2b) in corrispondenza del foro di riferimento (2c) ed in questa posizione serrare il dado (2d) del tendicinghia alla coppia prescritta.
Serrare le viti di fissaggio puleggia dentata comando albero distribuzione lato scarico alla coppia prescritta.
Testa cilindri superiore Vite M8 (daNm) 2.3 ÷ 2.8 (lato testa cilindri)
Tenditore mobile del comando distribuzione Dado M8 (daNm) 2.3 ÷ 2.8
Puleggia dentata condotta Vite M12 (daNm) 2.9 ÷ 3.2 + 40° (lato albero distribuzione)
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
46
Rimuovere gli attrezzi di messa in fase albero distribuzione lato scarico e albero motore. Far compiere due giri all’albero motore e controllare nuovamente la corretta fasatura rimontando gli attrezzi di messa in fase precedentemente rimossi. Controllare la collimazione dei riferimenti per il pensionamento tendicinghia distribuzione e rimuovere gli attrezzi di messa in fase. Serrare la vite del coperchio anteriore basamento precedentemente rimosso. Serrare il tappo sulla testa cilindri superiore per il montaggio all’attrezzo di fasatura lato scarico. Riporre nelle loro sedi gli elettroiniettori completi di staffe e avvitare i dadi di fissaggio.
Iniziare il montaggio partendo dall’elettroiniettore del quinto cilindro e in sequenza fino al primo cilindro. Riporre nella sua sede e collegare il tubo di ritorno combustibile agli elettroinniettori e al tubo collettore di ritorno. Riporre nella sua sede il collettore combustibile unico e fissarlo con le relative viti alla coppia descritta. Collegare il tubo di ritorno al collettore al rail e fissarlo con la relativa fascetta. Riporre nelle loro sedi nuove tubazioni rigide da collettore combustibile a elettroiniettori e serrare alla coppia prescritta i relativi raccordi.
Tubo collett. combustibile unico (rail) Vite M8 (daNm) 2.3 ÷ 2.8 (lato testa cilindri superiore)
Tubo da rail a elettroiniettori Raccordo M14 (daNm) 2.2 ÷ 2.4 (lato rail) Raccordo M12 (daNm) 2.4 ÷ 2.6 (lato elett.)
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
47
Riporre nella sua sede una nuova tubazione rigida da pompa al rail e serrare alla coppia prescritta i relativi raccordi. Riporre nella sua sede la puleggia organi ausiliari e fissarla con le relative viti alla coppia prescritta. Riporre nella sua sede il riparo cinghia distribuzione e fissarlo con le relative viti. Riporre nella sua sede il complessivo collettore di scarico con una nuova guarnizione e fissarlo con i relativi dadi alla coppia prescritta. Collegare il tubo di mandata olio lubrificazione turbo al basamento motore e serrare il relativo raccordo alla coppia prescritta. Collegare il tubo uscita olio lubrificazione turbo alla coppa e serrare le relative viti alla coppia prescritta.
Tubo da pompa di pressione a rail Raccordo M14 (daNm) 2.2 ÷ 2.4 (lato rail) Raccordo M12 (daNm) 2.2 ÷ 2.4 (lato elett.)
Puleggia dei servizi su albero motore Vite M8 (daNm) 2.3 ÷ 2.5 (lato albero motore)
Collettore di scarico Dado M8 (daNm) 2.3 ÷ 2.8 (lato turbocompr.)
Tubo mandata olio Raccordo M10 (daNm) 4.5 ÷ 5.5
Tubo ritorno olio Vite M6 (daNm) 0.8 ÷ 1.0 (lato basamento) PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
48
Riporre nella sua sede l’alternatore e fissarlo con le relative viti alla coppia prescritta. Riporre nella sua sede il tenditore automatico cinghia ausiliari e serrare le relative viti alla coppia prescritta. Calzare e pensionare la cinghia unica organi ausiliari agendo con l’attrezzo (chiave) sul tenditore automatico Collegare la connessione elettrica dell’interruttore pressione olio motore. Collegare la connessione elettrica del sensore temperatura acqua. Collegare la connessione elettrica del sensore di sovrapressione. Collegare le connessioni elettriche delle candelette. Collegare la connessione elettrica del regolatore di pressione sul rail. Collegare le connessioni elettriche degli elettroiniettori. Collegare la connessione elettrica del sensore di fase. Collegare la connessione elettrica dell’alternatore. Riporre nella sua sede il cavo di alimentazione alternatore e fissarlo con il relativo dado. Fissare il cablaggio con le varie mollette di sostegno.
Fissaggio alternatore Vite M12x1.25x120 (daNm) 6.3 ÷ 7.7 Vite M10x1,25x100 (daNm) 4.5 ÷ 5.5
Tenditore mobile cinghia Vite M8 (daNm) 2.3 ÷ 2.5
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
49
RUOTA FONICA DELL’ALBERO MOTORE PER SENSORE GIRI E FASE SOST. AD ALBERO MOTORE STACCATO
Svitare le viti (1 a) e rimuovere la ruota fonica (1b) per sensore di giri e fase dall’albero motore.
Montare una nuova ruota fonica per sensore di giri e fase sull’albero motore e fissarla con le relative viti alla coppia prescritta.
Corona dentata sensori fase/giri motore Vite M5 (daNm) 2.3 ÷ 3.3
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
50
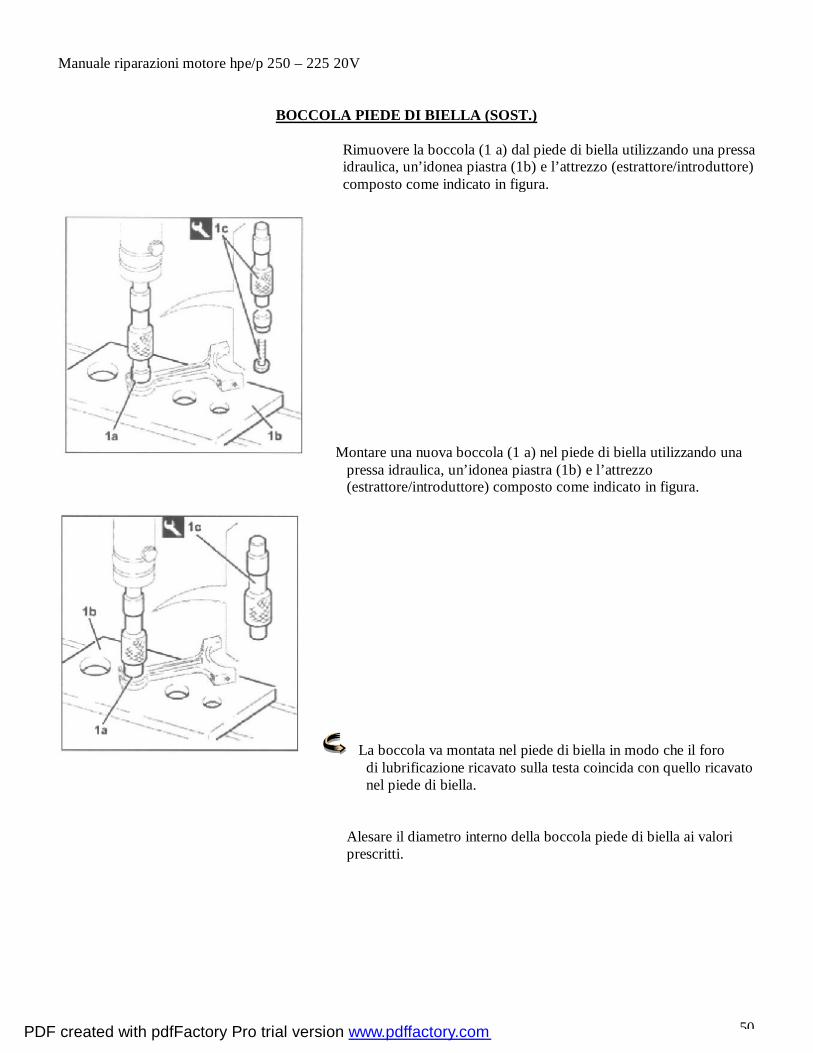
BOCCOLA PIEDE DI BIELLA (SOST.)
Rimuovere la boccola (1 a) dal piede di biella utilizzando una pressa idraulica, un’idonea piastra (1b) e l’attrezzo (estrattore/introduttore) composto come indicato in figura.
Montare una nuova boccola (1 a) nel piede di biella utilizzando una pressa idraulica, un’idonea piastra (1b) e l’attrezzo (estrattore/introduttore) composto come indicato in figura.
La boccola va montata nel piede di biella in modo che il foro di lubrificazione ricavato sulla testa coincida con quello ricavato nel piede di biella. Alesare il diametro interno della boccola piede di biella ai valori prescritti.
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
51
SERIE PISTONI, PERNI E ANELLI (SOST.)
Rimuovere gli anelli elastici. Sfilare il perno (2 a) e separare le bielle (2b) dai pistoni (2c)
Rimuovere le fasce elastiche (1 a) dai pistoni con idoneo attrezzo (1b).
Boccola piede di biella Diametro interno 26.006 ÷ 26.014 mm
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
52
Verificare la quadratura delle bielle utilizzando una idonea attrezzatura; in caso di quadratura imperfetta sostituire la biella. Verificare che la differenza di peso tra i pistoni rientri nei valori prescritti.
Le frecce in figura indicano le zone dalle quali è possibile asportare il materiale per ottenere l’eguaglianza di peso.
Montare le fasce elastiche sui pistoni con idoneo attrezzo. Unire le bielle ai relativi pistoni in modo che il numero Stampigliato sulla testa di biella (1 a) sia rivolto verso l’intaglio (1b) ricavato sul mantello del pistone per l’alloggiamento del getto olio.
Serie pistoni motori Differenza di peso tra i pistoni ± 5g Differenza di peso le bielle ± 2.5g
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
53
CINGHIA DENTATA COMANDO DISTRIBUZIONE
Posizionare l’attrezzo (fermavolano) in sede.
Svitare le viti di fissaggio (1 a) della puleggia albero motore (1b) e rimuoverla. Svitare le vite di fissaggio (2 a) e rimuovere il tenditore fisso (2b) della cinghia unica organi motore.
Svitare le viti di fissaggio (1 a) e rimuovere i coperchi di protezione del comando distribuzione (1b).
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
54
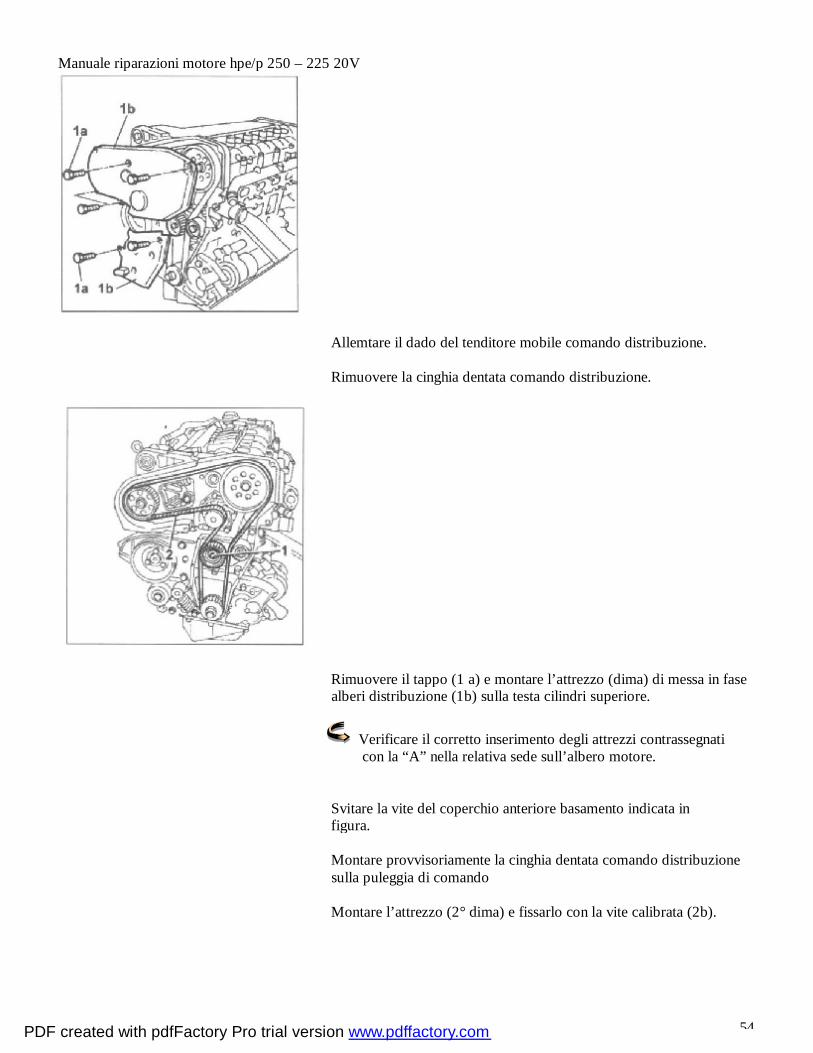
Allemtare il dado del tenditore mobile comando distribuzione. Rimuovere la cinghia dentata comando distribuzione.
Rimuovere il tappo (1 a) e montare l’attrezzo (dima) di messa in fase alberi distribuzione (1b) sulla testa cilindri superiore.
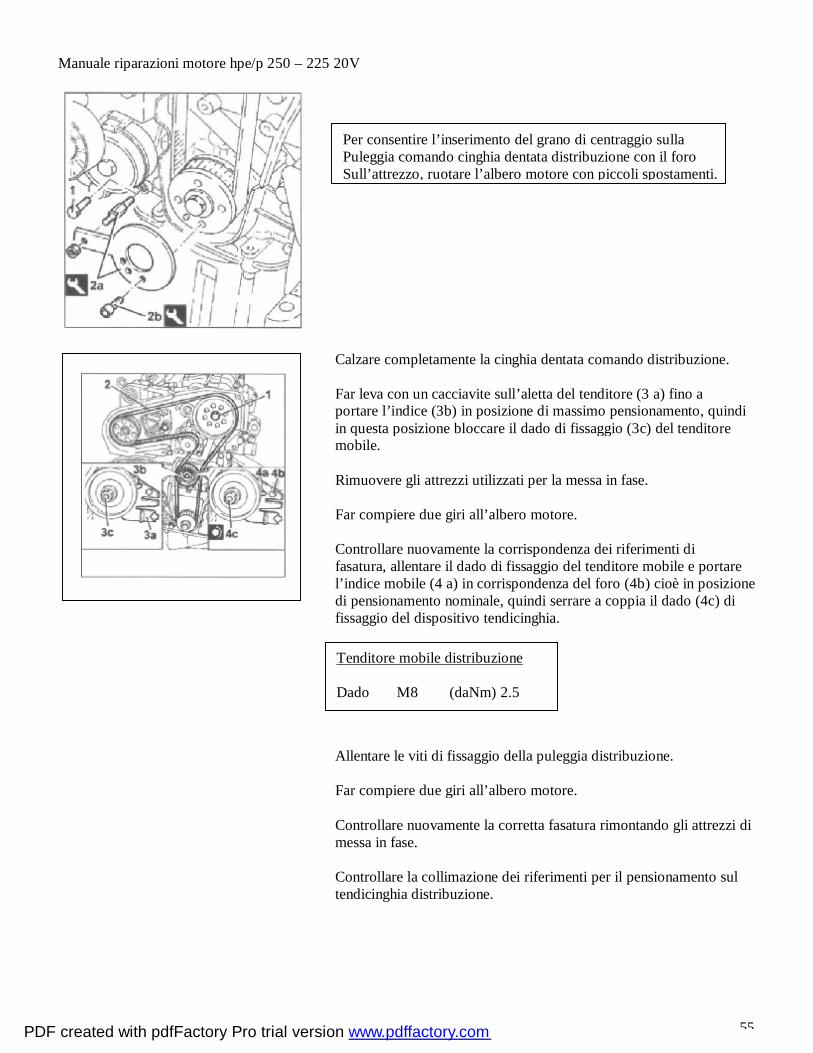
Verificare il corretto inserimento degli attrezzi contrassegnati con la “A” nella relativa sede sull’albero motore. Svitare la vite del coperchio anteriore basamento indicata in figura. Montare provvisoriamente la cinghia dentata comando distribuzione sulla puleggia di comando Montare l’attrezzo (2° dima) e fissarlo con la vite calibrata (2b).
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
55
Calzare completamente la cinghia dentata comando distribuzione. Far leva con un cacciavite sull’aletta del tenditore (3 a) fino a portare l’indice (3b) in posizione di massimo pensionamento, quindi in questa posizione bloccare il dado di fissaggio (3c) del tenditore mobile. Rimuovere gli attrezzi utilizzati per la messa in fase. Far compiere due giri all’albero motore. Controllare nuovamente la corrispondenza dei riferimenti di fasatura, allentare il dado di fissaggio del tenditore mobile e portare l’indice mobile (4 a) in corrispondenza del foro (4b) cioè in posizione di pensionamento nominale, quindi serrare a coppia il dado (4c) di fissaggio del dispositivo tendicinghia. Allentare le viti di fissaggio della puleggia distribuzione. Far compiere due giri all’albero motore. Controllare nuovamente la corretta fasatura rimontando gli attrezzi di messa in fase. Controllare la collimazione dei riferimenti per il pensionamento sul tendicinghia distribuzione.
Tenditore mobile distribuzione Dado M8 (daNm) 2.5
Per consentire l’inserimento del grano di centraggio sulla Puleggia comando cinghia dentata distribuzione con il foro Sull’attrezzo, ruotare l’albero motore con piccoli spostamenti.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
56
Serrare le viti del coperchio anteriore basamento precedentemente rimossa. Serrare il tappo sulla testa cilindri superiore per il montaggio dell’attrezzo di fasatura lato scarico. Montare i ripari di protezione della cinghia dentata di comando distribuzione e avvitare viti di fissaggio. Posizionare l’attrezzo fermavolano in sede. Montare in sede la puleggia dell’albero motore e avvitare le viti di fissaggio. Montare in sede il tenditore fisso della cinghia unica organi motore e avvitare la vite di fissaggio. Rimuovere l’attrezzo fermavolano. Serrare la vite di fissaggio puleggia dentata comando albero distribuzione lato scarico alla coppia prescritta.
Puleggia albero motore Vite M8 (daNm) 2.5
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
57
FILTRO COMBUSTIBILE COMPLETO
Accertarsi che la chiave di accensione sia in posizione “STOP”, quindi scollegare il morsetto (-) della batteria.
Scollegare gli innesti rapidi delle tubazioni combustibile, lato filtro combustibile. Svitare il filtro combustibile (3 a) dal supporto filtro. Sollevare il filtro combustibile completo (3 a) quanto basta a scollegare la connessione elettrica (3b) dal sensore presenza acqua, quindi rimuoverlo. Al banco, svitare il sensore presenza acqua nel filtro combustibile e rimuoverlo.
Riporre nella sua sede il sensore presenza acqua nel filtro combustibile. Collegare la connessione elettrica al sensore presenza acqua, quindi riporre nella sua sede il filtro combustibile completo. Avvitare il filtro nella sua sede del supporto. Collegare gli innesti rapidi delle tubazioni combustibile, lato filtro. Collegare il morsetto (-) della batteria.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
58
SENSORE DI TEMPERATURA ACQUA MOTORE
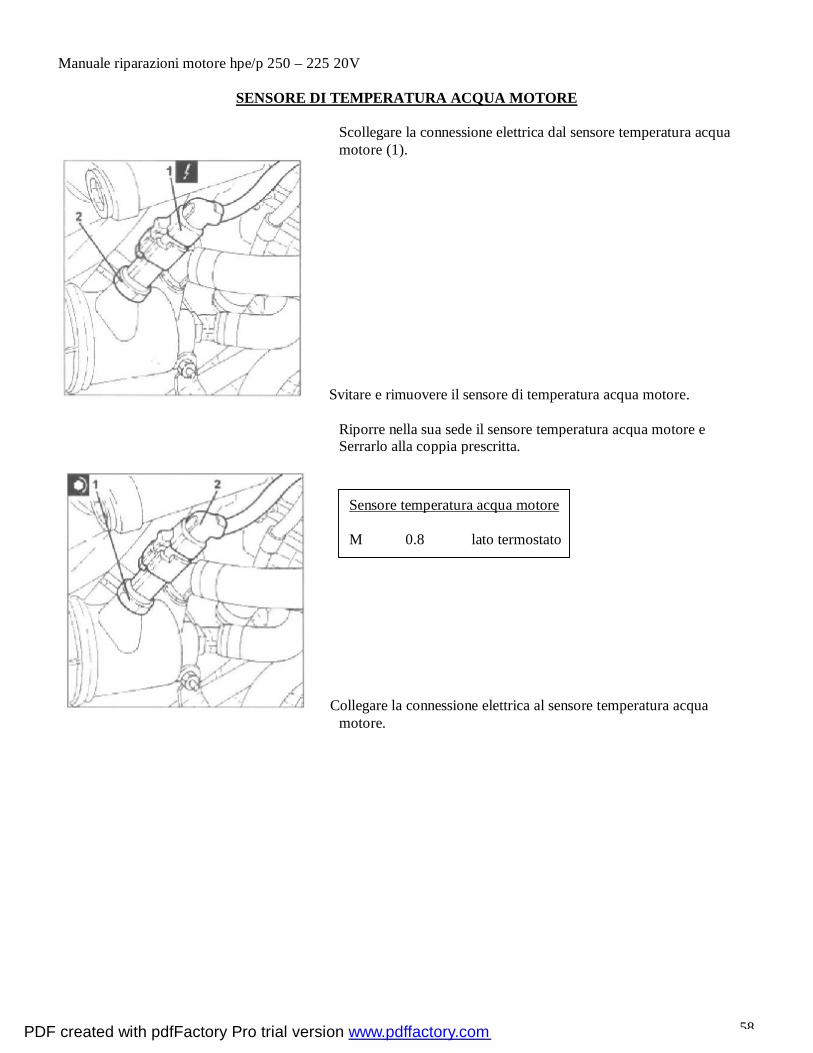
Scollegare la connessione elettrica dal sensore temperatura acqua motore (1).
Svitare e rimuovere il sensore di temperatura acqua motore. Riporre nella sua sede il sensore temperatura acqua motore e Serrarlo alla coppia prescritta.
Collegare la connessione elettrica al sensore temperatura acqua motore.
Sensore temperatura acqua motore M 0.8 lato termostato
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
59
SENSORE DI SOVRAPRESSIONE
Accertarsi che la chiave di accensione sia in posizione “STOP”, quindi scollegare il morsetto (-) della batteria.
Svitare la vite (2 a) e rimuovere il sensore di sovrapressione (2b). Riporre nella sua sede il sensore di sovrapressione (1 a) e fissarlo con le viti (1b) alla coppia prescritta.
Collegare la connessione elettrica al sensore di soppressione. Collegare il morsetto (8-) della batteria.
Sensore di sovrapressione Vite M (daNm) 0.9
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
60
SENSORE GIRI MOTORE
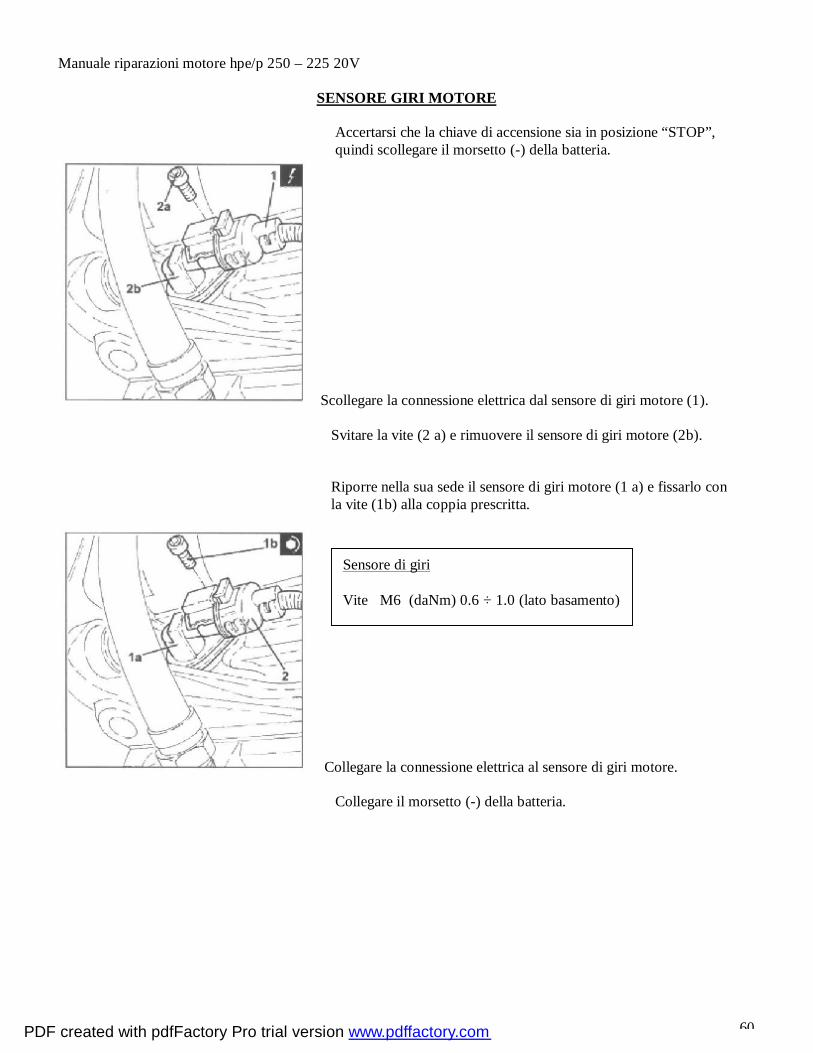
Accertarsi che la chiave di accensione sia in posizione “STOP”, quindi scollegare il morsetto (-) della batteria.
Scollegare la connessione elettrica dal sensore di giri motore (1). Svitare la vite (2 a) e rimuovere il sensore di giri motore (2b). Riporre nella sua sede il sensore di giri motore (1 a) e fissarlo con la vite (1b) alla coppia prescritta.
Collegare la connessione elettrica al sensore di giri motore. Collegare il morsetto (-) della batteria.
Sensore di giri Vite M6 (daNm) 0.6 ÷ 1.0 (lato basamento)
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
61
SENSORE ANGOLO DI CAMMA
Accertarsi che la chiave di accensione sia in posizione “STOP”, quindi scollegare il morsetto (-) della batteria.
Scollegare la vite (2 a) e rimuovere il sensore angolo di camma (2b). Riporre nella sua sede il sensore angolo di camma (1 a) e fissarlo con le viti (1b) alla coppia prescritta.
Collegare la connessione elettrica al sensore angolo a camma. Collegare il morsetto (-) della batteria.
Sensore angolo camma Vite M6 (daNm) 0.8 ÷ 1.0 (lato testa cil.sup.)
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
62
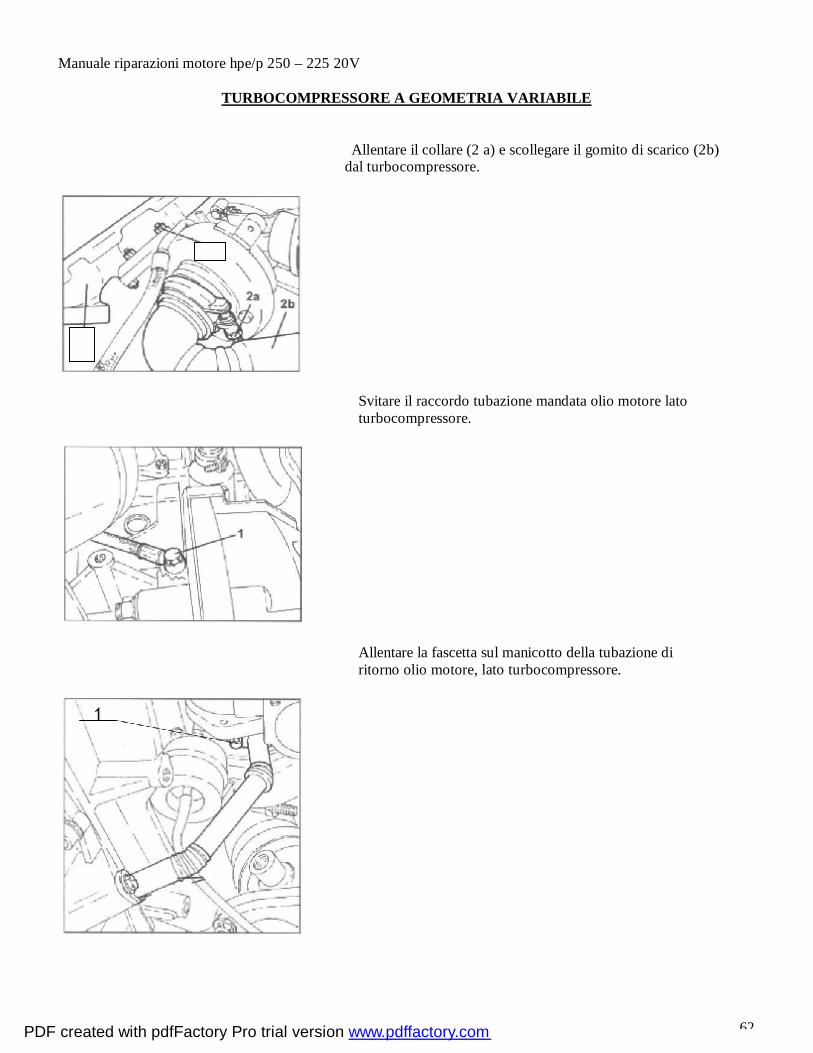
TURBOCOMPRESSORE A GEOMETRIA VARIABILE
Allentare il collare (2 a) e scollegare il gomito di scarico (2b) dal turbocompressore.
Svitare il raccordo tubazione mandata olio motore lato turbocompressore.
Allentare la fascetta sul manicotto della tubazione di ritorno olio motore, lato turbocompressore.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
63
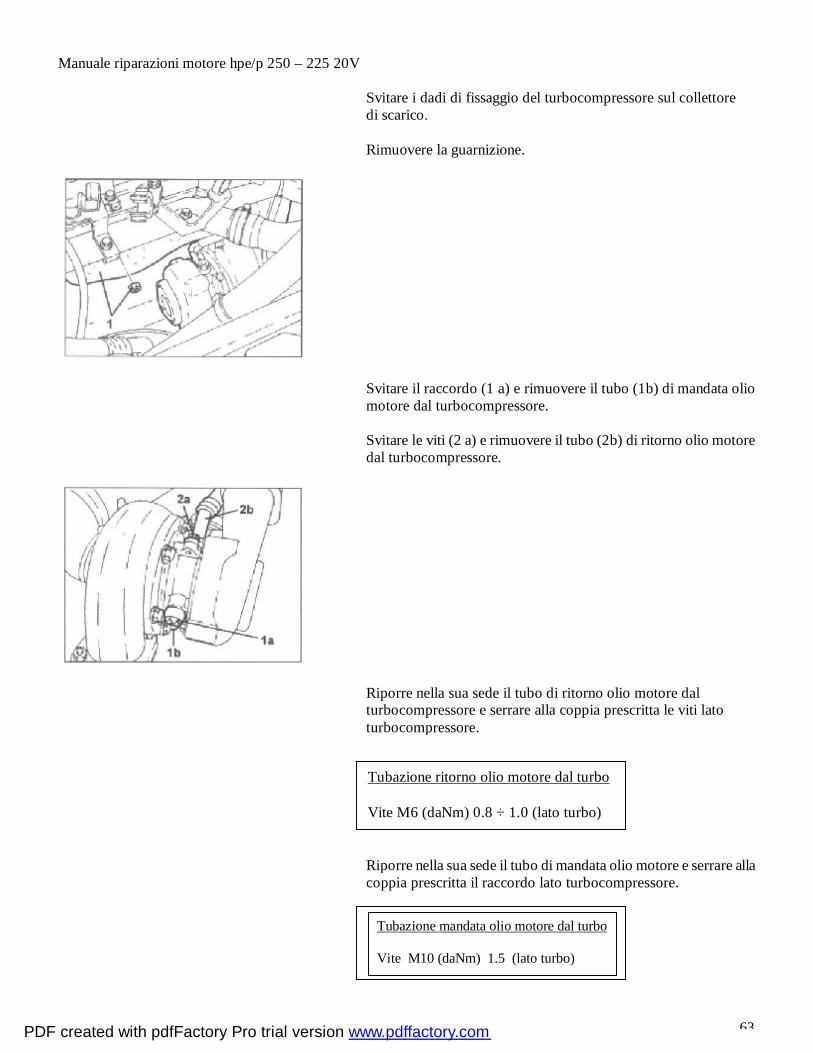
Svitare i dadi di fissaggio del turbocompressore sul collettore di scarico. Rimuovere la guarnizione.
Svitare il raccordo (1 a) e rimuovere il tubo (1b) di mandata olio motore dal turbocompressore. Svitare le viti (2 a) e rimuovere il tubo (2b) di ritorno olio motore dal turbocompressore.
Riporre nella sua sede il tubo di ritorno olio motore dal turbocompressore e serrare alla coppia prescritta le viti lato turbocompressore.
Riporre nella sua sede il tubo di mandata olio motore e serrare alla coppia prescritta il raccordo lato turbocompressore.
Tubazione ritorno olio motore dal turbo Vite M6 (daNm) 0.8 ÷ 1.0 (lato turbo)
Tubazione mandata olio motore dal turbo Vite M10 (daNm) 1.5 (lato turbo)
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
64
Serrare alla coppia prescritta i dadi di fissaggio turbocompressore al collettore di scarico. Serrare alla coppia prescritta le viti di fissaggio tubazione di ritorno olio motore, lato turbocompressore.
Fissaggio turbocompressore Dado M8 (daNm) 2.3 ÷ 2.8 (lato turbo)
Tubazione ritorno olio motore dal turbo Vite M6 (daNm) 0.8 ÷ 1.0 (lato turbo)
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
65
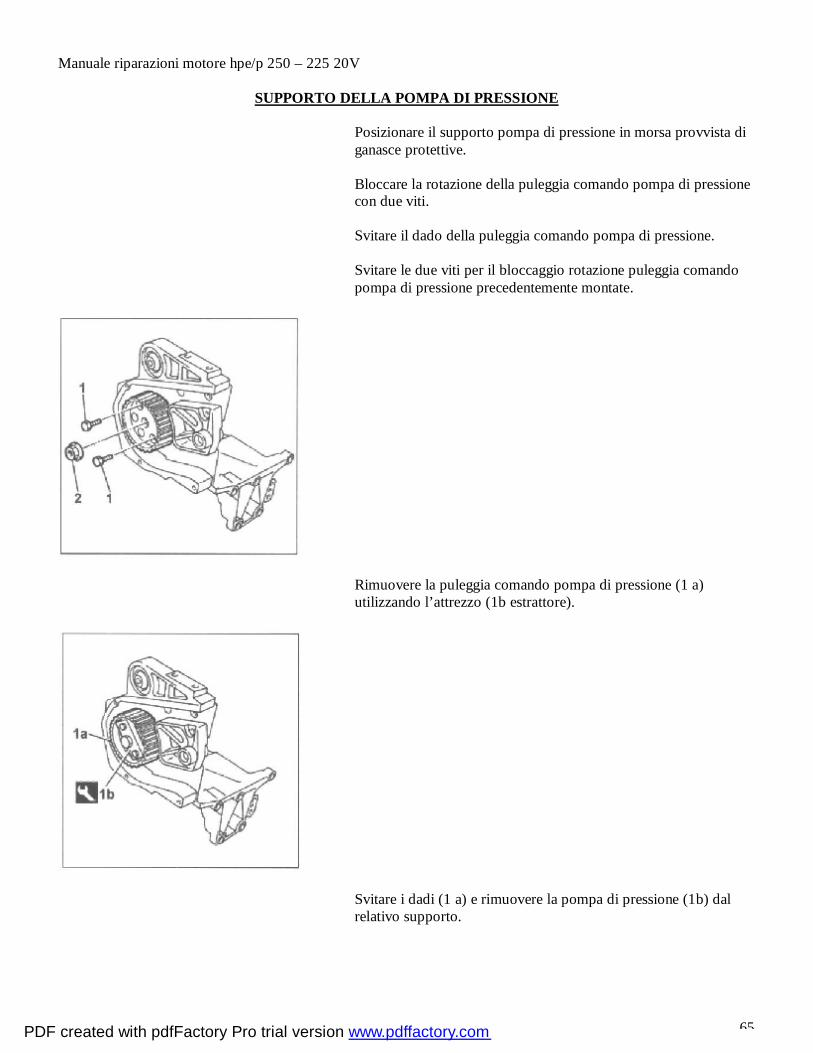
SUPPORTO DELLA POMPA DI PRESSIONE
Posizionare il supporto pompa di pressione in morsa provvista di ganasce protettive. Bloccare la rotazione della puleggia comando pompa di pressione con due viti. Svitare il dado della puleggia comando pompa di pressione. Svitare le due viti per il bloccaggio rotazione puleggia comando pompa di pressione precedentemente montate.
Rimuovere la puleggia comando pompa di pressione (1 a) utilizzando l’attrezzo (1b estrattore).
Svitare i dadi (1 a) e rimuovere la pompa di pressione (1b) dal relativo supporto.
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
66
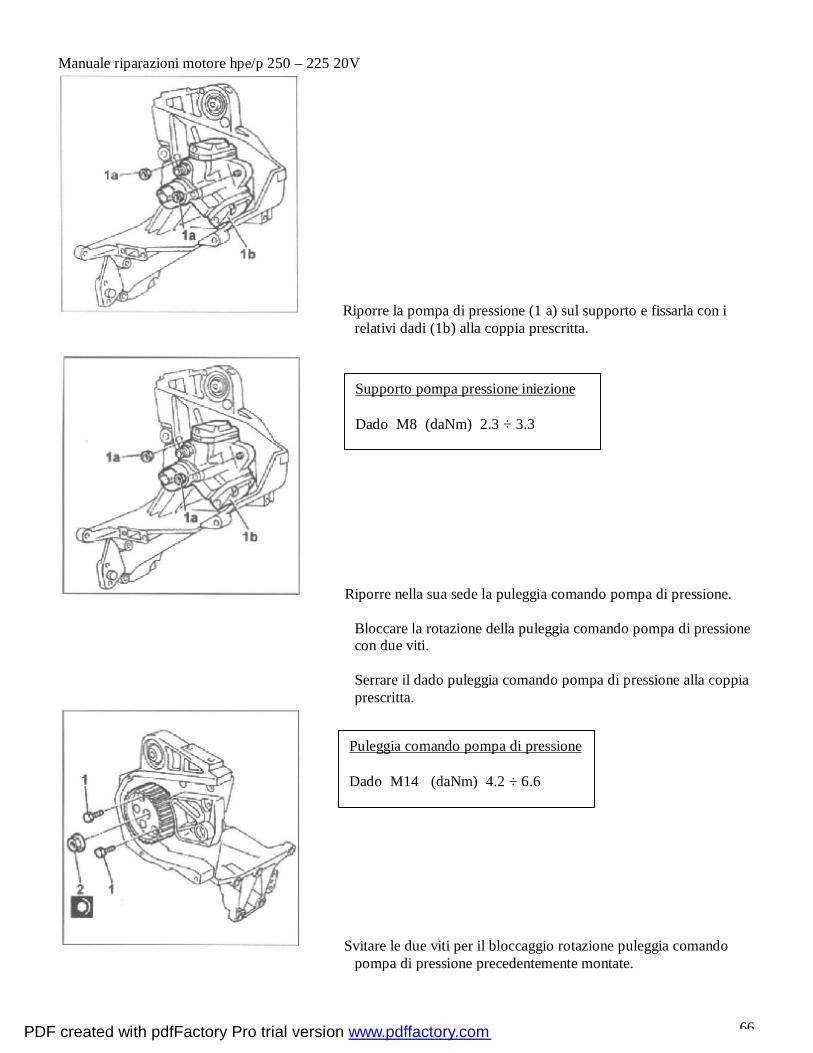
Riporre la pompa di pressione (1 a) sul supporto e fissarla con i relativi dadi (1b) alla coppia prescritta.
Riporre nella sua sede la puleggia comando pompa di pressione. Bloccare la rotazione della puleggia comando pompa di pressione con due viti. Serrare il dado puleggia comando pompa di pressione alla coppia prescritta.
Svitare le due viti per il bloccaggio rotazione puleggia comando pompa di pressione precedentemente montate.
Supporto pompa pressione iniezione Dado M8 (daNm) 2.3 ÷ 3.3
Puleggia comando pompa di pressione Dado M14 (daNm) 4.2 ÷ 6.6
PDF created with pdfFactory Pro trial version www.pdffactory.com
Manuale riparazioni motore hpe/p 250 – 225 20V
67
SOMMARIO DATI CARATTERISTICI …………..pag. 2 CURVE CARATTERISTICHE ………….3 BASAMENTO ……………………………4 Misure e accoppiamenti TESTA CILINDRI ……………………… 9 Misure e accoppiamenti LUBRIFICAZIONE …………………….. 13 Misure e accoppiamenti RAFFREDAMENTO …………………… 15 ALIMENTAZIONE ……………………. 15 NORME PER LE REVISIONI …………. 16 TESTA CILINDRI ……………………… 16 ALBERO MOTORE ……………………. 27 RUOTA FONICA ……………………… 49 BOCCOLA PIEDE DI BIELLA ………... 50 SERIE PISTONI, PERNI, ANELLI ……. 51 COMANDO DISTRIBUZIONE ……….. 53 FILTRO COMBUSTIBILE …………….. 57 SENSORE TEMPERATURA ACQUA … 58 SENSORE DI SOVRAPRESSIONE …… 59 SENSORE GIRI MOTORE …………….. 60 SENSORE ALBERO A CAMMA ……… 61 TURBOCOMPRESSORE ………………. 62 SUPPORTO POMPA DI PRESSIONE … 65
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
68
PDF created with pdfFactory Pro trial version www.pdffactory.com

Manuale riparazioni motore hpe/p 250 – 225 20V
69
PDF created with pdfFactory Pro trial version www.pdffactory.com


















