13a- Saldabilità Acciai Microlegati (2011)
52
Metallurgia e saldabilità Mercoledì 09 marzo 2011 Metallurgia e saldabilità degli acciai a grano fine (microlegati)
description
saldtura
Transcript of 13a- Saldabilità Acciai Microlegati (2011)

Metallurgia e saldabilità
Mercoledì 09 marzo 2011
Metallurgia e saldabilità degliacciai a grano fine (microlegati)

2
Saldabilità degli acciai microlegati
Introduzione
• Si tratta di materiali prodotti (dagli anni ‘70) per superare i limiti nelle prestazioni e nella saldabilità degli acciai al C
• Le caratteristiche sono ottenute con il bilanciamento della composizione chimica ed il ciclo di fabbricazione
• I microleganti sono piccoli tenori di elementi di lega (quali V, Nb, Ti, Al, B) per un totale non superiore allo 0,15%
• Tali elementi non operano come elementi di lega (in soluzione) quanto creando carburi, nitruri e carbonitruri con C ed N finemente precipitati nel grano ferritico
• In fase austenitica, l’effetto è limitato al contenimento della dimensione del grano
• Il contenuto di perlite può essere controllato, favorendo la saldabilità
• La modalità di fabbricazione attualmente favorita è il processo termomeccanico (in alternativa allo stato normalizzato)

3
Saldabilità degli acciai microlegati
Introduzione

4
Saldabilità degli acciai microlegati
Effetto degli elementi di lega
Niobio
• Aumenta la T di ricristallizzazione in fase austenitica
• Forma carbonitruri stabili oltre a 1200°C (con affinamento del grano austenitico durante il raffreddamento)
• Tende ad indurire la matrice, per precipitazione fine
Vanadio
• Agisce come il Nb nei confronti della T di ricristallizzazione
• Tende alla formazione di carbonitruri come di nitruri (è sempre necessario, quindi, un certo tenore di N)
• La solubilità di carbonitruri e nitruri in fase austenitica avviene a T inferiori rispetto al Nb (più limitato effetto di contenimento delle dimensioni del grano)

5
Saldabilità degli acciai microlegati
Effetto degli elementi di lega
Titanio
• Ha effetto (moderato) sia sull’affinamento del grano che sull’indurimento per precipitazione (precipitation hardening) in forma di carbonitruri di Ti
• La limitazione della crescita (effetto ritardante) del grano austenitico èutile nel miglioramento della tenacità in ZTA utilizzando apporti termici elevati
• Favorisce (nitruri, ossidi fini) la formazione di ferrite aciculare
Boro
• E’ aggiunto in proporzione al tenore di C
• Riduce la velocità di nucleazione e sviluppo dei grani ferritici

6
Saldabilità degli acciai microlegati
Struttura metallurgica
• La riduzione del tenore di C è dovuta alle esigenze di tenacità, duttilità e saldabilità
• La microstruttura ferritico - perlitica è sostituita da strutture miste:– ferrite poligonale
– ferrite aciculare (è una bainite inferiore, senza cementite)
– componente M - A (martensite ad alto C, con isole di A residua)
• L’elevata densità delle dislocazioni per le strutture a ferrite aciculare consente gli incrementi della resistenza meccanica
• Le dimensioni dei grani bainitici (F aciculare) consentono, invece, l’incremento dei livelli di tenacità

7
Saldabilità degli acciai microlegati
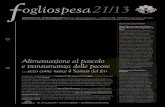
Laminazione di normalizzazione e termomeccanica
• A seguito dell’energia termica e di deformazione resa disponibile durante le operazioni di laminazione, si possono verificare fenomeni di ricristallizzazione:
– Ricristallizzazione dinamica
– Ricristallizzazione statica
– Nessuna ricristallizzazione
• Il parametro fondamentale risulta essere la temperatura di non ricristallizzazione (TR), al di sotto della quale sono inibiti fenomeni di ricristallizzazione.
• Scegliendo opportunamente la temperatura delle passate di finitura, si possono ottenere strutture metallurgiche mirate
DIM. GRANO
T
tT
tT
t
A3
TR
TLAM
A3
TRTLAM
A3
TR
TLAM
LAMINAZIONE ORDINARIA
(+ NORMALIZZAZIONE)
LAMINAZIONE DI NORMALIZZAZIONE
LAMINAZIONE TERMOMECCANICA
RAFFR: ACCELERATO

8
Saldabilità degli acciai microlegati
Normativa di riferimento
• Acciai a grano fine per impieghi strutturali (precedente norma di riferimento)
– UNI EN 10113 - 2 “Prodotti laminati a caldo di acciai saldabili a grano fine, per impieghi strutturali. Condizioni di fornitura degli acciai allo stato normalizzato”.UNI EN 10113 - 3 “Prodotti laminati a caldo di acciai saldabili a grano fine, per impieghi strutturali. Condizioni di fornitura degli acciai ottenuti mediante laminazione termomeccanica”.
• Acciai a grano fine per recipienti in pressione– UNI EN 10028 - 3 “Prodotti piani di acciai per
recipienti a pressione. Acciai a grano fine normalizzati idonei saldatura”.
– UNI EN 10028 - 5 “Acciai a grano fine ottenuti mediante lavorazione termomeccanica idonei alla saldatura”.
Ponte saldato (storebaelt bridge)
Apparecchio in pressione

9
Saldabilità degli acciai microlegati
Composizioni chimiche - norma UNI EN 10025-3*
Sostituisce la EN 10113-2

10
Saldabilità degli acciai microlegati
Resistenza meccanica - norma UNI EN 10025-3

11
Saldabilità degli acciai microlegati
Resilienza - norma UNI EN 10025-3
Struttura off-shore

12
Saldabilità degli acciai microlegati
Composizioni chimiche - norma UNI EN 10025-4*
* Sostituisce la EN 10113-3

13
Saldabilità degli acciai microlegati
Resistenza meccanica - norma UNI EN 10025-4

14
Saldabilità degli acciai microlegati
Resilienza - norma UNI EN 10025-4
Una fase della fabbricazione di un ponte metallico

15
Saldabilità degli acciai microlegati
Carbonio equivalente UNI EN 10025 – 3 e – 4 (2005)
NOTA: il carbonio equivalente calcolato in accordo alla UNI EN 10025-1 (formula IIW) non fornisce risultati significativi in termini di saldabilità, poiché non èapplicabile qualora l’acciaio contenga elementi microleganti.

16
Saldabilità degli acciai microlegati
Composizioni chimiche - norma UNI EN 10028-3

17
Saldabilità degli acciai microlegati
Resistenza meccanica - norma UNI EN 10028-3

18
Saldabilità degli acciai microlegati
Resistenza meccanica - norma UNI EN 10028-3

19
Saldabilità degli acciai microlegati
Tenacità - norma UNI EN 10028-3

20
Saldabilità degli acciai microlegati
Composizioni chimiche - norma UNI EN 10028-5

21
Saldabilità degli acciai microlegati
Resistenza meccanica e tenacità - norma UNI EN 10028-5

22
Saldabilità degli acciai microlegati
Classificazione ASTM acciai microlegati - Strutturali

23
Saldabilità degli acciai microlegati
Classificazione ASTM acciai microlegati – App. pressione

24
Saldabilità degli acciai microlegati
Normativa di riferimento (settore PIPELINE)
• I riferimenti applicabili per gli acciai per tubazione trasporto fluidi sono:– API 5L “Specification for line pipe”
– UNI EN ISO 10208 “Tubi in acciaio per condotte di fluidi combustibili”
• Le norme stabiliscono i requisiti per i metodi di fabbricazione, le caratteristiche meccaniche e di composizione chimica, l’accettabilità di difetti di fabbricazione

25
Saldabilità degli acciai microlegati
API 5L: Product Specification Level
• Sono definiti due livelli di requisiti (Product SpecificationLevel)

26
Saldabilità degli acciai microlegati
API 5 L: Caratteristiche meccaniche

27
Saldabilità degli acciai microlegati
API 5 L: Composizione chimica (PSL1)

28
Saldabilità degli acciai microlegati
API 5 L: Composizione chimica (PSL2)

29
Saldabilità degli acciai microlegati
UNI EN 10208 – 1: Composizione chimica
• In corrispondenza a quanto visto per la normativa API, anche la normativa europea prevede due livelli di fornitura:– Tubi della classe di prescrizione A (UNI EN 10208 – 1)
– Tubi della classe di prescrizione B (UNI EN 102808 – 2)

30
Saldabilità degli acciai microlegati
UNI EN 10208 -1: Caratteristiche meccaniche

31
Saldabilità degli acciai microlegati
UNI EN 10208 – 2: Composizione chimica

32
Saldabilità degli acciai microlegati
UNI EN 10208 – 2: Caratteristiche meccaniche

33
Saldabilità degli acciai microlegati
Corrispondenza tra i gradi
• E’ possibile identificare una corrispondenza di principio, anche se i requisiti previsti possono presentare leggeri differenze nei valori e nei metodi di prova.
• L’effettiva corrispondenza deve essere indicato sul certificato del materiale, che deve riportare entrambe le designazioni.

34
Saldabilità degli acciai microlegati
Introduzione alla saldabilità• Il problema principale sono le variazioni microstrutturali in ZTA, in
funzione della T raggiunta localmente e della T di soluzione dei precipitati (in realtà, un ∆T)
• Accanto alla linea di fusione (T tra 1150°C e 1350°C) i carburi di Nb e V entrano in soluzione, peraltro senza effetti sulla durezza:– con apporti termici moderati (processi manuali, semiautomatici), i carburi non
riprecipitano– con apporti maggiori (processi
automatici) è possibile una riprecipitazione
• Nella fascia a T max attornoa 1000° C tendea verificarsi solo una certacoalescenza dei precipitatiper elevati Q (e bassevelocità di raffreddamento)
DUREZZA (HV10)
ZONA FUSA ZTA MB
APPORTO
TERMICO (kJ/mm)

35
Saldabilità degli acciai microlegati
Introduzione alla saldabilità
• Nella fascia di T inferiori ad Ac1 si hanno fenomeni metallurgici vari:– ridistribuzione delle dislocazioni
– poligonalizzazione della ferrite
– formazione di soluzioni sovrassature di C ed N
• A T ancora inferiori (tra 100° e 400°C) si possono verificare fenomeni di invecchiamento (coalescenza dei precipitati), con conseguenze sulla tenacità

36
Saldabilità degli acciai microlegati
Acciai termomeccanici• Gli acciai caratterizzati da questo stato di fornitura risultano particolarmente
sensibili alle variazioni microstrutturali in ZTA.• I risultati sperimentali mostrano infatti una netta perdita di caratteristiche
meccaniche, a seguito dell’addolcimento della Zona Termicamente Alterata (ZTA softening)
50 µµµµm 50 µµµµm 50 µµµµm50 µµµµm50 µµµµm50 µµµµm
50 µµµµm
[mm]0 1 2 3 4 5 6 7 8 9 10MATERIALE BASE

37
Saldabilità degli acciai microlegati
ZF nella saldatura degli acciai termomeccanici• Il problema principale può essere ilNb proveniente (per diluizione) dalmateriale base: si verifica una suaprecipitazione nella matrice ferritica,con scadimenti della tenacità(limitarne, per quanto possibile,il tenore)
• Positivo, invece, l’effetto del V sullatenacità (bainite fine)
• In ogni caso le caratteristichemeccaniche finali del giunto sonoinfluenzate dalla composizione delmateriale d’apporto:– carichi di rottura variabili tra 485 ed 830 N/mm2
– ha in aggiunta elementi di lega quali Cr, Mo, e Ni in tenori superiori al materiale base
– può avere comportamento maggiormente temprante rispetto al materiale base
ZONA FUSA MATERIALE BASE

38
Saldabilità degli acciai microlegati
Criccabilità a caldo
• La sensibilità di questi acciai non è diversa da quella caratteristica degli acciai al C - Mn
• I microleganti non sembrano avere influenza (la dimensione del grano ha un’importanza secondaria sul fenomeno)
• Un effetto può averlo il livello di calmatura del materiale base (presenza di Al, in particolare):– la limitazione di O2 nel bagno favorisce la solubilità dei solfuri nella
matrice, limitando la duttilità in ZF
• Per gli acciai a maggiore resistenza (tenore di Mn nei consumabili):– limitare il rapporto Mn/Si a 3,5 per evirate l’insorgere di cricche a caldo
in ZF (silicati di Fe e Mn in fase liquida, interdendritici): chevron cracks

39
Saldabilità degli acciai microlegati
Criccabilità a freddo
• E’ legata principalmente alla composizione chimica del materiale base ed alla sua correlazione con il materiale d’apporto:– Uso di consumabili con Rm variabile tra 485 ed 830 N/mm2 (Ni, Cr, Mo)
– Le cricche si possono trovare sia in zona fusa sia in zona termicamente alterata
• Fattori che influenzano il fenomeno per questi acciai:– il limite elastico (che determina incrementi dei livelli delle tensioni residue)
– lo spessore (con i procedimenti multipass in uso, determina velocità di raffreddamento più severe)
– il carbonio equivalente
– la velocità di raffreddamento (espressa mediante il ∆T8/5)
• Il controllo del ∆T8/5 è effettuato mediante l’applicazione del preriscaldo

40
Saldabilità degli acciai microlegati
Criccabilità a freddo
Effetto della T di preriscaldo sulla velocità di raffreddamento, in funzione dell’apporto termico specifico

41
Saldabilità degli acciai microlegati
Criccabilità a freddo [UNI EN 1011-2]
• La norma UNI EN 1011-2 fornisce un metodo per il calcolo della temperatura di preriscaldo, applicabile agli acciai microlegati:– Per considerare l’effetto di alcuni elementi che tendono a formare
composti (carburi e carbonitruri), è stata elaborata una formula del carbonio equivalente
specifica (CET)
– Si fa riferimento al cosiddetto “spessore equivalente” (valutatocome somma degli spessori deglielementi costituenti il giunto saldato)
– Si considera l’idrogeno diffusibiledepositato dal processo disaldatura (Hdm [ml/100g])

42
Saldabilità degli acciai microlegati
Criccabilità a freddo [UNI EN 1011-2]
VALIDITA’ DEL DIAGRAMMA
TEMPERATURA
DI PRERISCALDO
TEMPERATURA
DI PRERISCALDO
SPESSORE COMBINATO
SPESSORE COMBINATO

43
Saldabilità degli acciai microlegati
Criccabilità a freddo [UNI EN 1011-2]
• Valutazione della temperatura di preriscaldo in modo numerico:
• Questa formula è valida per gli acciai con carico di snervamento fino a 1.000 MPa, e se sono verificate le seguenti condizioni:

44
Saldabilità degli acciai microlegati
Criccabilità a freddo
• Un approccio integrato al problema, oltre a quello della vigente UNI EN 1011-2, tiene conto anche del grado di vincolo, per quanto possibile
• La composizione chimica ed livello di Hdpossono essere riassunti in un unico parametro detto Susceptivity Index:
SI = 12 SI = 12 PcmPcm + log(+ log(HdHd))
essendo:Pcm= C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B
• L’indice viene categorizzato in settegruppi, da A a G
• Le condizioni di vincolo sono suddivise in tre livelli (basso, medio ed alto)
SI Gruppo
0-3,0 A
3,10-3,15 B
3,60-4,00 C
4,10-4,50 D
4,60-5,00 E
5,10-5,50 F
5,60-7,00 G
Basso Giunti saldati con apprezzabilepossibilità di movimento
Medio Giunti saldati con ridotte possibilitàdi movimento (ad esempio, insiemisaldati collegati alla strutturaprincipale)
Alto Giunti saldati senza possibilità dimovimento (ad esempio, spessorielevati o riprazioni)

45
Saldabilità degli acciai microlegati
Criccabilità a freddo
• In questo modo, è possibile dare indicazioni sulla minima temperatura di preriscaldo in funzione dello spessore
Livello di vincolo Spessore Minima T di prerisaldo in funzione dell'indice SI[mm] A B C D E F G0-9,50 20 20 20 20 60 140 150
9,50-19,10 20 20 20 60 100 140 150Basso 19,10-38,10 20 20 20 80 110 140 150
38,10-76,00 20 20 40 95 120 140 150> 76.00 20 20 40 95 120 140 1500-9,50 20 20 20 20 70 140 160
9,50-19,10 20 20 20 80 115 145 160Medio 19,10-38,10 20 20 75 110 135 150 160
38,10-76,00 40 80 110 130 150 150 160> 76.00 95 121 140 150 160 160 1600-9,50 18 18 20 40 110 150 160
9,50-19,10 18 18 65 105 140 160 160Alto 19,10-38,10 18 85 115 140 150 160 160
38,10-76,00 115 130 150 150 160 160 160> 76.00 115 130 150 150 160 160 160

46
Saldabilità degli acciai microlegati
Effetto dei trattamenti termici sugli acciai microlegati
• Il trattamento termico può provocare alterazioni microstrutturali, legate al particolare trattamento di fornitura.
• Si possono verificare:– diminuzione del carico di snervamento ed aumento della duttilità
(coalescenza dei precipitati)
– diminuzione della tenacità (stessa ragione) come anche suoi aumenti, per ricristallizzazione anche parziale
Rif: UNI EN 10025 – 1: 2004

47
Saldabilità degli acciai microlegati
Effetto dei trattamenti termici sul materiale base• Gli acciai termomeccanici risultano particolarmente sensibili alle condizioni di trattamento termico, essendo le loro caratteristiche legate alle dimensioni dei precipitati:
– Se ne sconsiglia l’applicazione– Se necessario, è opportuno un
controllo adeguato di tempi e temperature, ed eventualmente una qualifica della procedura di trattamento termico.
MATERIALE BASE (TERMOMECC.)
PWHT (550°C – 2h)
PWHT (600°C – 2h)
-7224929563455As welded
-7024536540449PWHT
600°C 2h
-6724435551468PWHT
550°C – 2h
T *KV-20°CARmRsSTATO

48
Saldabilità degli acciai microlegati
Processi di saldatura
• In generale, occorre impiegare consumabili a basso H(classe H5 EN)
• Di norma, si adottano preriscaldi per spessori superiori a 25 mm (in funzione del Ceq)
• Vanno evitati processi ad elevato apporto termico specifico (SAW a forte penetrazione, ESW):
– decadimenti del limite elastico e a rottura
– tenacità
• Processi ad energia concentrata (EBW, LBW, PW)
• Uso di consumabili con Rm variabile tra 485 ed 830 N/mm2
(Ni, Cr, Mo)

49
Saldabilità degli acciai microlegati
• Il trattamento di distensione (PWHT) èsconsigliato a meno di casi specifici (es. formazione di strutture fragili per eccessive velocità di raffreddamento, tensocorrosione, ecc.)
• In ogni caso non si verificano variazioni delle caratteristiche meccaniche particolarmente significative per il giunto saldato rispetto a quanto avviene in materiale base.
• Pertanto Quando necessario il PWHT – È condotto a T variabili tra 550° e 600°C
in funzione dell’acciaio, per evitare eccessive perdite di caratteristiche
– Può essere applicato anche in modo localizzato, per limitarne l’effetto negativo.
Trattamenti termici sui giunti saldatiCOME SALDATO
PWHT 550°C – 2h
PWHT 600°C – 2h

50
Saldabilità degli acciai microlegati
Acciai al carbonio e microlegati: preriscaldo e PWHT
• EN 13445-4:2009
• ASME VIII- DIV 1
In accordo alla normativa EN 1011-2
Tp
Acciai normalizzati a grano fine (1.2-1.3)
40 + 0,5en
en -5
>90mm
> 35mm, ≤90mm
550÷60030≤35mmAcciai non legati (Gruppo 1.1-1.2)
Temperatura di
trattamento °C
Tempo di
mantenimento
minuti
Spessore
nominale en mm
Tipo o grado
PWHTAcciai
Tempo minimo di
mantenimento alla
temperatura di
trattamento
T minima di
trattamento °C
Spessore
nominale mm
>5 pollici (125 mm)
>2 pollici (50 mm), ≤5 pollici (125 mm)
Fino a 2 pollici (50 mm)
PWHT
2ora/pollice, più 15 min per ciascun pollice ulteriore ai primi due
2ora/pollice, più 15 min per ciascun pollice ulteriore ai primi due
1ora/pollice, minimo 15 min
79
79
10
T di
preriscaldo
raccomanda
ta °C
595
tutti
≥25
<25Acciai al carbonio
P-No 1
Spessore
nominale mm
Tipologi
a di
acciai
Materiale
base (P-
Num)

51
Saldabilità degli acciai microlegati

52
Saldabilità degli acciai microlegati