10.3 - Idrogeno e Gas Di Sintesi
32
Questo capitolo è dedicato alle tecnologie per la produ- zione di idrogeno. La prima parte, in cui vengono ana- lizzati i singoli stadi del processo di conversione della carica di idrocarburi a idrogeno e ossidi di carbonio, riguarda sia la produzione di idrogeno, sia quella di gas di sintesi. Nella seconda parte vengono descritti invece i principi del processo industriale attinenti in modo spe- cifico alla produzione di idrogeno, con una particola- re attenzione alle tecnologie che si basano sullo steam reforming degli idrocarburi leggeri. 10.3.1 Tecnologie di conversione del gas Le tecnologie per la preparazione di gas di sintesi e di idrogeno vengono distinte in due grandi categorie: gas- sificazione e reforming. Questa terminologia non è del tutto priva di ambiguità. Il termine gassificazione è uti- lizzato in genere per descrivere i processi di conver- sione delle cariche formate da solidi o liquidi pesanti, mentre con il termine reforming si indica la conversio- ne degli idrocarburi gassosi o liquidi leggeri. Alcune tecnologie, e in particolare l’ossidazione parziale ad alta temperatura, possono essere tuttavia applicate a una gamma molto ampia di cariche; in questo caso, il termine gassificazione può essere utilizzato nella let- teratura per indicare anche il reforming del metano. Un recente lavoro dedicato alla gassificazione (Higman e Burgt van der, 2003) include in questa categoria anche un processo classificato come reforming ossidativo adiabatico. Nel seguito vengono descritte le più importanti tec- nologie utilizzate per convertire una carica di gas na- turale, o di altri idrocarburi leggeri, in gas ricco di idrogeno e monossido di carbonio. La descrizione è di carattere generale e vale non solo per la produzione di idrogeno, ma anche per quella dei prodotti della sintesi Fischer-Tropsch (FT) e, per esempio, di ammoniaca, metanolo e dimetiletere (DME; v. cap. 10.4). Le tecnologie analizzate comprendono quelle di: a) purificazione della carica; b) prereforming adia- batico; c) steam reforming tubolare a fiamma diretta o con scambio termico; d) reforming ossidativo adia- batico; e) reforming autotermico; f ) altre tecnologie, quali l’ossidazione catalitica parziale (Catalytic Partial Oxidation, CPO), il reforming con membrana cerami- ca (Ceramic Membrane Reforming, CMR) e le mem- brane permeabili all’idrogeno (Hydrogen Permeable Membranes, HPM). Purificazione della carica Caratteristiche della carica e requisiti di purificazione La funzione dell’unità di purificazione della carica è principalmente quella di eliminare H 2 S e gli altri com- posti solforati, che causerebbero l’avvelenamento dei catalizzatori a valle. In molti casi, è impossibile cono- scere nei dettagli il tipo e la concentrazione dei singoli composti dello zolfo o, quando questi dati vengono for- niti, si rivelano spesso poco attendibili e soggetti a varia- zioni nel tempo. Tuttavia, ci si attende che alcuni com- posti organici dello zolfo come COS, mercaptani e altri composti ancora più pesanti, come solfuri, disolfuri e tiofeni, siano presenti in basse concentrazioni, forse trop- po basse per permetterne l’individuazione, ma comun- que sufficienti a danneggiare i catalizzatori. Non esiste un valore assoluto per stabilire quale sia la concentrazione ammissibile di composti dello zolfo nel gas purificato. Per alcuni tipi di catalizzatori in uso a valle, tuttavia, una durata operativa di lunghezza accet- tabile è possibile solo in presenza di concentrazioni di S molto basse, possibilmente inferiori a 10 ppb. Si può notare che quello di rilevare concentrazioni di S a que- sti livelli è un compito tutt’altro che facile. È diffici- le effettuare correttamente la campionatura, dato che la 469 VOLUME II / RAFFINAZIONE E PETROLCHIMICA 10.3 Idrogeno e gas di sintesi
Transcript of 10.3 - Idrogeno e Gas Di Sintesi

Questo capitolo è dedicato alle tecnologie per la produ-zione di idrogeno. La prima parte, in cui vengono ana-lizzati i singoli stadi del processo di conversione dellacarica di idrocarburi a idrogeno e ossidi di carbonio,riguarda sia la produzione di idrogeno, sia quella di gasdi sintesi. Nella seconda parte vengono descritti invecei principi del processo industriale attinenti in modo spe-cifico alla produzione di idrogeno, con una particola-re attenzione alle tecnologie che si basano sullo steamreforming degli idrocarburi leggeri.
10.3.1 Tecnologie di conversionedel gas
Le tecnologie per la preparazione di gas di sintesi e diidrogeno vengono distinte in due grandi categorie: gas-sificazione e reforming. Questa terminologia non è deltutto priva di ambiguità. Il termine gassificazione è uti-lizzato in genere per descrivere i processi di conver-sione delle cariche formate da solidi o liquidi pesanti,mentre con il termine reforming si indica la conversio-ne degli idrocarburi gassosi o liquidi leggeri. Alcunetecnologie, e in particolare l’ossidazione parziale adalta temperatura, possono essere tuttavia applicate auna gamma molto ampia di cariche; in questo caso, iltermine gassificazione può essere utilizzato nella let-teratura per indicare anche il reforming del metano. Unrecente lavoro dedicato alla gassificazione (Higman eBurgt van der, 2003) include in questa categoria ancheun processo classificato come reforming ossidativoadiabatico.
Nel seguito vengono descritte le più importanti tec-nologie utilizzate per convertire una carica di gas na-turale, o di altri idrocarburi leggeri, in gas ricco diidrogeno e monossido di carbonio. La descrizione è dicarattere generale e vale non solo per la produzione diidrogeno, ma anche per quella dei prodotti della sintesi
Fischer-Tropsch (FT) e, per esempio, di ammoniaca,metanolo e dimetiletere (DME; v. cap. 10.4).
Le tecnologie analizzate comprendono quelle di:a) purificazione della carica; b) prereforming adia-batico; c) steam reforming tubolare a fiamma direttao con scambio termico; d) reforming ossidativo adia-batico; e) reforming autotermico; f ) altre tecnologie,quali l’ossidazione catalitica parziale (Catalytic PartialOxidation, CPO), il reforming con membrana cerami-ca (Ceramic Membrane Reforming, CMR) e le mem-brane permeabili all’idrogeno (Hydrogen PermeableMembranes, HPM).
Purificazione della carica
Caratteristiche della carica e requisiti di purificazioneLa funzione dell’unità di purificazione della carica
è principalmente quella di eliminare H2S e gli altri com-posti solforati, che causerebbero l’avvelenamento deicatalizzatori a valle. In molti casi, è impossibile cono-scere nei dettagli il tipo e la concentrazione dei singolicomposti dello zolfo o, quando questi dati vengono for-niti, si rivelano spesso poco attendibili e soggetti a varia-zioni nel tempo. Tuttavia, ci si attende che alcuni com-posti organici dello zolfo come COS, mercaptani e altricomposti ancora più pesanti, come solfuri, disolfuri etiofeni, siano presenti in basse concentrazioni, forse trop-po basse per permetterne l’individuazione, ma comun-que sufficienti a danneggiare i catalizzatori.
Non esiste un valore assoluto per stabilire quale siala concentrazione ammissibile di composti dello zolfonel gas purificato. Per alcuni tipi di catalizzatori in usoa valle, tuttavia, una durata operativa di lunghezza accet-tabile è possibile solo in presenza di concentrazioni di Smolto basse, possibilmente inferiori a 10 ppb. Si puònotare che quello di rilevare concentrazioni di S a que-sti livelli è un compito tutt’altro che facile. È diffici-le effettuare correttamente la campionatura, dato che la
469VOLUME II / RAFFINAZIONE E PETROLCHIMICA
10.3
Idrogeno e gas di sintesi

maggior parte delle superfici può adsorbire e poi rila-sciare i composti dello zolfo a seconda delle concen-trazioni della fase gassosa. Per ottenere un campionerappresentativo del gas è necessario utilizzare mate-riali e procedure speciali.
Principi della desolforazione del gasLa desolforazione del gas naturale e di altre cariche
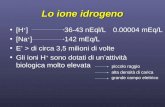
analoghe viene effettuata in genere con un processo indue stadi consistenti nell’idrogenazione dei compostiorganici dello zolfo (e, se presenti, dei composti del Cl)e nel successivo adsorbimento di H2S (e di HCl). Lafig. 1 presenta un tipico schema di desolforazione digas con concentrazione di S relativamente alta.
Dopo essere stata mescolata a una piccola quantitàdi idrogeno o di gas ricco in idrogeno, la carica è preri-scaldata a 350-400 °C e inviata a un primo reattore con-tenente un catalizzatore di idrogenazione, usualmente abase di cobalto e molibdeno (CoMo) o di nichel e molib-deno (NiMo). Dopo il reattore di idrogenazione, il gasattraversa due colonne di adsorbimento dello zolfo dispo-ste in serie, di solito contenenti entrambe ossido di zinco(ZnO), che adsorbe l’H2S formato nel reattore di idroge-nazione. In casi particolari (per esempio, quando la cari-ca contiene un’alta concentrazione di CO2 e una percen-tuale molto bassa di composti dello zolfo) può esserenecessario utilizzare, a valle di ZnO, un materiale di adsor-bimento specifico. Se nella carica sono presenti compo-sti organici del cloro, nel reattore di idrogenazione si for-merà HCl, il quale può reagire con ZnO e formare ZnCl2.Nelle normali condizioni operative della colonna di adsor-bimento, ZnCl2 sublima e si deposita sul catalizzatore avalle o sulle superfici dello scambiatore termico. Occor-re dunque rimuovere HCl per mezzo di uno speciale adsor-bente, di solito un’allumina attivata, collocata in un appo-sito contenitore situato tra il reattore di idrogenazione ela prima colonna di adsorbimento dello zolfo.
Si possono adottare diverse varianti dello schemadi processo illustrato in fig. 1. Nel caso più semplice,si utilizza un unico recipiente, con uno strato superiore
di catalizzatore di idrogenazione e uno strato sottostantedi ZnO. In altri casi, dopo il reattore di idrogenazione,il gas attraversa una sola colonna di adsorbimento dellozolfo. In situazioni particolari, può essere installato sulfondo dell’ultima colonna di adsorbimento, o in un reci-piente separato a valle di questa, uno strato finale dimateriale adsorbente con un’alta capacità di chemisor-bimento. Nello schema illustrato in fig. 1 si può nota-re la presenza delle valvole e delle tubature necessarieper isolare la prima colonna di adsorbimento, per per-mettere il ricambio di ZnO esausto senza fermare l’im-pianto. In una variante di tale schema con due colonnedi adsorbimento, detta comunemente a flusso alterna-to (swing operation), le valvole e le tubature sono dispo-ste in modo tale che la colonna riempita di ZnO frescocostituisca sempre l’ultimo dei due adsorbitori. Nei casiin cui sia richiesto un elevato grado di purezza del gas,tuttavia, questa disposizione non è particolarmente adat-ta, poiché una piccola quantità di zolfo resta comun-que adsorbita sulle tubature e sugli altri dispositivi amonte della colonna di adsorbimento e può raggiun-gere, in parte, i catalizzatori posti a valle dopo l’inver-sione di direzione del flusso.
Steam reforming
Il processo più utilizzato, specialmente nelle raffi-nerie, per la produzione di idrogeno, è lo steam reform-ing. Le cariche trattate variano dal gas naturale e daiGas di Petrolio Liquefatti (GPL) ai combustibili liqui-di, fino alla naphtha e, in alcuni casi, al cherosene. Losteam reforming è utilizzato anche, spesso in combi-nazione con diversi processi di ossidazione parziale conossigeno o aria, per la produzione dei gas di sintesi perammoniaca, metanolo e altri prodotti petrolchimici.Negli ultimi anni, lo steam reforming è stato propostocome processo per convertire una carica primaria inun gas idoneo per le celle a combustibile ( fuel cell ).In questo caso, la scelta della tecnologia dello steamreforming dipende dal tipo di celle a combustibile chesi intende utilizzare.
Nelle applicazioni su vasta scala, quali la produzio-ne di gas di sintesi per ammoniaca, metanolo, ecc., o perla sintesi FT, la tecnologia più efficiente non è quellabasata esclusivamente sullo steam reforming. Le eco-nomie di scala realizzabili nelle unità di steam reformingdi grandi dimensioni, infatti, sono molto inferiori rispet-to ai processi basati sull’ossidazione parziale e la sepa-razione dell’aria.
Il processo di steam reforming può essere effettuatoin vari tipi di reattori, che rispondono alle esigenze dellediverse applicazioni. I principali tipi di reattore sono: ireattori di prereforming adiabatico, i reattori di steamreforming tubolare o primario e i diversi tipi di reattoridi reforming con scambio termico indiretto.
470 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE
reat
tore
di
idro
gena
zion
e
adso
rbit
ore
(ZnO
)
adso
rbit
ore
(ZnO
)
alimentazione
gas purificato
H2
fig. 1. Tipico schema per la desolforazione di un gascon una concentrazione di S relativamente alta.

Reazioni di steam reformingLo steam reforming converte gli idrocarburi in idro-
geno e ossidi di carbonio. Nella tab. 1 sono indicate leprincipali reazioni coinvolte, insieme all’entalpia di rea-zione e a un’espressione per il calcolo delle costanti diequilibrio.
La reazione [1] in tab. 1 è lo steam reforming delmetano. Tale reazione produce l’espansione del gas enecessita di condizioni di alta temperatura e bassa pres-sione, per raggiungere alti livelli di conversione all’e-quilibrio. Per ottenere alte conversioni, specialmente incondizioni di pressione elevata, è necessario utilizzareun alto rapporto vapore/metano nella carica. Sostituen-do parzialmente il vapore con biossido di carbonio, sieffettua un reforming con CO2 (reazione [2] in tab. 1).In questo modo si riduce il rapporto H2/CO nel gas pro-dotto, il che può essere a volte conveniente, soprattuttoquando sia disponibile una fonte di biossido di carbonioa basso costo. Lo steam reforming (come il reformingcon CO2) è sempre accompagnato dalla ulteriore con-versione del CO a biossido di carbonio (reazione [3] intab. 1, detta anche reazione di water gas shift, reazionedi conversione del gas d’acqua, o, più semplicemente,reazione di shift), che è generalmente veloce e può esse-re considerata all’equilibrio nella maggior parte dellecondizioni.
La reazione di steam reforming del metano è alta-mente endotermica, come dimostra il valore fortementenegativo dell’entalpia di reazione standard. Il calorerichiesto per convertire una miscela 1:2 di metano evapore, da 600 °C fino all’equilibrio a 900 °C, è 214kJ/mol di CH4 a 30 bar. La reazione [4] in tab. 1 è lo steamreforming degli idrocarburi superiori (idrocarburi condue o più atomi di carbonio). Anche questa è una rea-zione altamente endotermica, che può essere considera-ta irreversibile in tutte le condizioni di interesse pratico.
Reattore di prereforming adiabaticoIl prereforming adiabatico è divenuto, negli ultimi
venti anni, uno stadio integrante della moderna tecnolo-gia di reforming. La gassificazione adiabatica della
naphtha era già utilizzata nella prima parte degli anniSessanta del 20° secolo per produrre gas di città e un sur-rogato del gas naturale, ma queste applicazioni rivesto-no ormai prevalentemente un interesse di carattere sto-rico. Oggi il prereforming adiabatico è ampiamente uti-lizzato nell’industria chimica e, in particolare, negliimpianti per ammoniaca e metanolo, per la produzionedi idrogeno nelle raffinerie e per la produzione di gas disintesi destinato a una grande varietà di altri prodotti chi-mici (Christensen, 1996).
L’unità di prereforming adiabatico converte gli idro-carburi superiori contenuti nella carica in una misceladi metano, vapore, ossidi di carbonio e idrogeno,conformemente alle reazioni in tab. 1. Gli idrocarburisuperiori sono tutti convertiti quantitativamente secon-do la reazione [4], presumendo un’adeguata attività delcatalizzatore (Christensen, 1996). Questa reazione èaccompagnata dal bilanciamento con le reazioni eso-termiche di shift (reazione [3]) e di metanazione, ovve-ro la reazione inversa dello steam reforming del meta-no (reazione [1]).
Le condizioni operative in un reattore di prereformingadiabatico dipendono dal tipo di carica e dal processoin cui è inserito. La temperatura di entrata è compre-sa generalmente tra 350 e 550 °C. La scelta delle con-dizioni operative è limitata in molti casi dalla compar-sa di formazioni carboniose sul catalizzatore. Per unadeterminata carica e una data pressione, il reattore diprereforming adiabatico deve operare entro una bendeterminata finestra di temperatura. Oltre il limite supe-riore di temperatura si avrà la formazione di nanofibredi carbonio (whisker), mentre se si scende al di sottodella temperatura minima si potrà verificare sia il depo-sito di carbonio in forma polimerica (la cosiddetta‘gomma’), sia un’insufficiente attività del catalizzatore(per la formazione di carbonio sul catalizzatore v. oltre).
Nel suo complesso, il processo di prereforming èspesso esotermico per le cariche pesanti come la naphtha,mentre nel caso di cariche leggere, come GPL e gas natu-rale, la reazione può essere nel complesso endotermica,termicamente neutra o esotermica.
471VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI
ReazioneEntalpia di reazione standard
Costante di equilibrio
�DH °298, kJ/mol
lnKp�A�B/T*
A B
[1] CH4�H2O����CO �3H2 �206 30,420 �27.106
[2] CH4�CO2���� 2CO �2H2 �247 34,218 �31.266
[3] CO �H2O����CO2�H2 41 �3,798 4.160
[4] CnHm�n H2O���� n CO �(n�
m1
2) H2 �1.109**
tab. 1. Reazioni fondamentali nello steam reforming
* Stato standard: 298 K e 1 bar; ** per n-C7H16.

Il reattore è costituito da un contenitore adiabaticocomprendente catalizzatori appositamente studiati, ingenere a base di nichel. La bassa temperatura operativarichiede l’uso di un catalizzatore dotato di un’elevataarea superficiale, per ottenere un sufficiente livello diattività e di resistenza all’avvelenamento, soprattutto dazolfo. La forma ottimale delle particelle di catalizzato-re dipende dall’applicazione e dalla capacità dell’im-pianto. In molti casi si utilizzano particelle di forma cilin-drica, lunghe da 3 a 5 mm (Christensen, 1996), che offro-no un’ampia area superficiale per l’accesso del gas nelsistema poroso. Negli impianti di piccole e medie dimen-sioni, la perdita di carico nel reattore di prereforming èusualmente bassa (inferiore a 0,4 bar), anche con parti-celle che hanno un basso contenuto di vuoto. Negliimpianti di grandi dimensioni, un catalizzatore con unaforma ottimale presenta maggiori vantaggi e particellea forma di anelli o di grandi cilindri, dotati di fori assia-li, costituiscono la scelta preferenziale per ridurre al mini-mo la perdita di carico e mantenere una elevata attività(Christensen, 1996).
Durante il funzionamento, si può verificare una disat-tivazione del catalizzatore di prereforming, causata il piùdelle volte dall’avvelenamento da zolfo, ma anche daiprocessi di sinterizzazione e da altri veleni (v. oltre). Ladisattivazione del catalizzatore può essere rilevata comeun movimento progressivo del profilo della temperatu-ra. La resistenza alla disattivazione è un aspetto impor-tante nella progettazione dei reattori di prereformingadiabatico.
Reattori di reforming tubolare a fiamma diretta Nella pratica industriale, lo steam reforming è con-
dotto principalmente in appositi reattori (steam reformer),che si compongono essenzialmente di una serie di bru-ciatori nella cui zona di irraggiamento sono posiziona-ti diversi tubi riempiti di catalizzatore. Il processo puòessere effettuato anche in altri tipi di reattori, detti ascambio termico, costituiti essenzialmente da scambia-tori di calore i cui tubi sono riempiti di catalizzatore. Lecaratteristiche del reattore di reforming a scambio ter-mico saranno descritte in seguito. Sullo steam reforminge sulla progettazione dei relativi reattori esiste un’ab-bondante letteratura (Slack e James, 1973; Kawai et al.,1984; Rostrup-Nielsen, 1984a; Rostrup-Nielsen et al.,1993; Dybkjær, 1995a, b; Refining […], 1995; Rostrup-Nielsen et al., 1997, 2002; Rostrup-Nielsen e Rostrup-Nielsen, 2002).
Lo steam reforming è un processo maturo (Rostrup-Nielsen, 1984a). Il primo impianto industriale di steamreforming fu installato a Baton Rouge in Luisiana (StatiUniti) dalla Standard Oil del New Jersey ed entrò infunzione nel 1930. Sei anni dopo entrò in funzione unimpianto di steam reforming presso il sito della ImperialChemical Industries (ICI), a Billingham (Regno Unito).
I progressi della metallurgia resero possibile negli anniCinquanta la realizzazione di reattori di reforming ingrado di operare in condizioni di pressione elevata, conun notevole miglioramento dell’efficienza energeticadell’intero processo, in quanto la maggiore pressionefacilita il recupero termico e permette di risparmiare suicosti di compressione negli impianti per la produzionedi ammoniaca e metanolo. Nel 1962, furono allestiti daICI due reattori di reforming tubolare con una pressio-ne operativa di circa 15 bar e alimentati con una caricadi idrocarburi a elevato peso molecolare. Meno di cin-que anni dopo, un reattore di reforming Topsøe era ingrado di funzionare con una pressione di 40 bar. A que-st’epoca, tutti i modelli base di reattori di reforming (v.oltre) erano già stati sviluppati e posti in commercio(Slack e James, 1973) e, nonostante i grandi progressirealizzati sul piano delle prestazioni e dei costi, le ricer-che successive non hanno introdotto nessuna novità fon-damentale nel loro disegno.
Il reattore di reforming tubolare è essenzialmenteun convertitore di energia (Rostrup-Nielsen, 1984a),dal momento che la maggior parte dell’energia richie-sta per numerosi processi è immessa tramite l’unità direforming, insieme con la carica idrocarburica e il com-bustibile. L’energia è trasferita nel gas di sintesi caldo,ricco di vapore, e nel gas di combustione ad alta tempe-ratura. Il gas di sintesi può essere ulteriormente proces-sato e convertito in diversi prodotti, quasi sempre permezzo di reazioni esotermiche, che rilasciano altro calo-re. Per raggiungere un’elevata efficienza energetica èindispensabile realizzare una stretta integrazione tra ilreattore di reforming e le altre parti del processo, checonsenta di recuperare il calore latente delle correnti diprocesso e del gas di combustione.
Configurazione meccanicaGli elementi principali nella configurazione di una for-
nace per steam reforming sono: a) la disposizione dei tubie dei bruciatori; b) i sistemi di entrata e di uscita; c) ladisposizione dei tubi; d ) le caratteristiche dei bruciatori.
Disposizione dei tubi e dei bruciatori In teoria, i tubi e i bruciatori dovrebbero essere dispo-
sti in modo da permettere la regolazione e il controllo dellatemperatura e del flusso di calore per tutta la lunghezzadel tubo. La disposizione dei tubi e dei bruciatori nei reat-tori può variare a seconda del progetto. Esistono quattrotipi fondamentali di reattori di reforming, come mostra lafig. 2 (Kawai et al., 1984; Rostrup-Nielsen, 1984a; Rostrup-Nielsen et al., 1993; Dybkjær, 1995b).
Il reattore a parete radiante o con riscaldamento late-rale contiene i tubi montati in un’unica fila lungo la lineacentrale della fornace. Negli impianti di maggiori dimen-sioni, due di questi forni vengono eretti l’uno di fiancoall’altro, avendo in comune i sistemi di entrata e di uscita,
472 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE

la linea di alimentazione del combustibile, la conduttu-ra del gas di combustione e la sezione di recupero delcalore. I bruciatori sono montati a diverse altezze nellepareti della fornace e le fiamme sono direzionate all’in-dietro verso le pareti. I tubi sono riscaldati per irraggia-mento dalle pareti della fornace e dal gas di combustio-ne e, in misura minore, per convezione. Il gas di com-bustione fuoriesce dalla sommità della fornace, quindicontrocorrente rispetto al flusso del gas di processo.
Il reattore con fiamma dall’alto presenta una cameradi combustione dotata di molteplici file di tubi. I brucia-tori sono installati nella volta della fornace, sia tra le filedi tubi, sia tra i tubi e le pareti del forno. Dai bruciatoriscaturiscono lunghe fiamme dirette verso il basso e i tubisono riscaldati dall’irraggiamento termico delle fiammee del gas di combustione e per convezione. Il gas di com-bustione fuoriesce dal fondo della fornace, in modo cheil flusso sia equicorrente con il gas di processo.
Il reattore con fiamma dal basso consente un facileaccesso ai bruciatori e fornisce un profilo di flusso ter-mico quasi costante per tutta la lunghezza del tubo. Datoche i tubi sono molto caldi sul fondo, è necessario pre-vedere un margine significativo nell’impostazione dellatemperatura dei tubi, limitando la temperatura di uscita.Oggi questa configurazione con fiamma dal basso è con-siderata sorpassata.
Il reattore con bruciatori a parete a terrazza è il risul-tato di una modifica del tipo precedente, con tempera-ture della parete del tubo leggermente inferiori. Posso-no insorgere dei problemi nel punto di convergenza (pinchpoint) al centro della fornace, dove i tubi sono soggettisia alla radiazione proveniente dai bruciatori, sia a unamaggiore convezione del gas di combustione.
Sistemi di entrata e di uscita I sistemi di entrata e di uscita dovrebbero essere strut-
turati in modo da permettere l’espansione termica delleparti calde senza subire eccessivi stress.
Per quanto riguarda l’ingresso del gas, in genere, il gasdi alimentazione è distribuito ai singoli tubi del reattore
di reforming dalla testata di ingresso mediante connetto-ri a spirale (detti pigtail); la configurazione dipende daltipo di supporto del tubo e dalla temperatura del gas dialimentazione. Nel caso dei reattori realizzati per opera-re con le usuali temperature di ingresso, la sommità deltubo di reforming è connessa a un raccordo di ingresso aU (o a forcella, hairpin) disegnato in modo da assorbirel’espansione termica del tubo catalitico e quella della testa-ta. Grazie alla sua flessibilità, questo raccordo può esse-re facilmente spostato lateralmente per consentire illibero accesso ai tubi catalitici durante le operazionidi carico e scarico del catalizzatore. Nei casi in cui il gasin ingresso venga preriscaldato ad alta temperatura, ilraccordo di ingresso può essere connesso al tubo direforming lateralmente. Questa configurazione consentedi abbassare la temperatura della flangia di assemblaggioa un livello in cui sia possibile assicurare la tenuta iso-lando l’interno della sommità del tubo di reforming. Que-sto tipo di reattore produrrà normalmente condizioni ope-rative dei tubi di reforming tali da richiedere l’impiego disupporti a molla per impedirne la flessione.
Per quanto riguarda invece l’uscita del gas, il siste-ma preposto dovrebbe garantire in ogni caso una flessi-bilità sufficiente a sopportare l’espansione e la contra-zione termiche, sia durante le fasi di avvio e di fermata,sia nel corso della normale fase operativa. Il sistema diuscita, che connette i tubi catalitici ai collettori, costi-tuisce quasi sempre una delle principali difficoltà di pro-gettazione di un reattore di reforming. Le segnalazionidi numerosi casi di cedimento dei collettori o dei rac-cordi a spirale confermano l’importanza di un’analisiapprofondita dello stress in queste aree.
Nel sistema con collettore freddo, il gas trattato èimmesso direttamente dai singoli tubi alla linea di tra-sferimento collocata all’esterno della fornace. In questosistema, la connessione delle parti calde al collettorefreddo avviene mediante speciali dispositivi.
Nel sistema con collettori secondari, i diversi grup-pi di tubi sono connessi mediante raccordi a forcella o aspirale ai collettori secondari caldi, che a loro volta sono
473VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI
a parete radiante con pareti a terrazzacon fiamma dall’alto con fiamma dal basso
fig. 2. Disposizione dei tubi e dei bruciatori.

collegati al collettore principale. Nelle unità di reformingrelativamente piccole, i raccordi a spirale possono esse-re connessi direttamente alla linea di trasferimento. Iraccordi a spirale sono progettati per assorbire lo stresstermico. Questo sistema è il più diffuso nei reattori direforming progettati per operare con temperature di usci-ta ‘basse’ (inferiori a 900 °C circa).
Progettazione dei tubi Un reattore di reforming può contenere fino a mille
tubi di acciaio ad alta lega riempiti di catalizzatore. Ingenere, il diametro esterno è di 100-180 mm, lo spes-sore della parete del tubo è di 8-20 mm, e la lunghez-za del tratto riscaldato può essere di 10-14 m. Per fab-bricare i tubi per il reforming si utilizzavano tradizio-nalmente gli acciai HK 40 (25 Cr-20 Ni) o IN-519 (24Cr-24 Ni-1Nb; Kawai et al., 1984; Mohri et al., 1993;Hosoya et al., 2001). Tuttavia, la richiesta di una mag-giore resistenza alla rottura per scorrimento (creep) haportato allo sviluppo di nuove leghe dotate di miglioriprestazioni. Attualmente, i materiali preferiti per la fab-bricazione dei tubi sono le cosiddette microleghe, disolito 25 Cr-35 Ni-Nb-Ti (Mohri et al., 1993), mentresi ricorre a materiali di altro tipo solo nei casi in cuinon sia possibile sfruttare in pieno la resistenza dellemicroleghe, come nel caso vi sia un limite minimo perlo spessore delle pareti dei tubi.
I tubi per il reforming sono progettati di solito peruna vita operativa media, prima della rottura per creep,di 100.000 ore, secondo il criterio della ‘valutazione dellavita residua’, API-530 (API, 1996). I parametri più rile-vanti nella progettazione sono la pressione di progetto,la temperatura di progetto e la resistenza al creep delmateriale utilizzato. Tuttavia la determinazione di que-sti parametri può essere ambigua e i produttori delle tec-nologie di reforming applicano ciascuno proprie proce-dure interne, per determinarli e per introdurre i neces-sari margini di progetto.
Il calcolo della temperatura di progetto è partico-larmente impegnativo; innanzitutto richiede una com-prensione approfondita della trasmissione del calorenella fornace, comprendendo anzitutto la trasmissioneal singolo tubo per radiazione dalle parti interne dellafornace, incluse le pareti e i tubi circostanti, nonchè latrasmissione termica per convezione dal gas alla pare-te del tubo, per conduzione attraverso la parete stessae per convezione dalla parete interna del tubo al cata-lizzatore e al gas reagente. In secondo luogo, è neces-saria la comprensione della cinetica di reazione, del-l’invecchiamento del catalizzatore e del trasferimento(radiale e assiale) di calore e di massa all’interno delletto catalitico, nonché la conoscenza delle interazionitra catalizzatore, gas reagente e tubo di reforming, indi-spensabile alla previsione dei limiti di formazione delcarbonio.
Caratteristiche dei bruciatori I bruciatori per il reforming sono apparecchi specia-
li, fabbricati da un numero ristretto di produttori. Fino apoco tempo fa, lo sviluppo dei bruciatori era principal-mente rivolto alla regolazione della trasmissione del calo-re di irraggiamento, attraverso il controllo della formadella fiamma e dell’intensità della combustione. Ultima-mente, però, la crescente attenzione ai problemi ambien-tali (controllo del livello di NOx) ha comportato un certocambiamento nelle caratteristiche della combustione. Lamodellazione del lato fornace mediante la tecnica dellafluidodinamica computazionale (Computational FluidDynamics, CFD), comprendente una corretta simulazio-ne della combustione, è un importante strumento nell’a-nalisi degli effetti di questi cambiamenti sulla configura-zione e le prestazioni del reattore di reforming.
Reattore di reforming a scambio termicoUn reattore di reforming a scambio termico è in
sostanza un reattore di steam reforming in cui il calorerichiesto per la reazione è fornito in massima partemediante scambio di calore per convezione. Il calore puòessere ceduto da un gas di combustione o da un gas diprocesso o anche, in linea teorica, da qualunque altro gassufficientemente caldo disponibile. Nel seguito sonodescritti i diversi tipi di reattori di reforming a scambiotermico, suddivisi in base alla loro fonte di calore e allecaratteristiche meccaniche.
Se si considera solo il bilancio termico e di massadal lato processo (lato catalizzatore), non risultano gran-di differenze tra il reforming con scambio termico e ilreforming tubolare a fiamma diretta, dove la trasmis-sione di calore avviene principalmente per irraggiamento.Questo significa che per tutti gli schemi di processo com-prendenti un reforming a scambio termico, è possibileun’alternativa in cui la funzione del reattore con scam-bio di calore è svolta da un reattore di reforming a fiam-ma. I due schemi di processo si differenziano ‘solo’ perla quantità di calore latente nel gas di combustione e/oin quello di processo e per il modo in cui questo caloreviene utilizzato.
I modelli utilizzati per la progettazione e la simula-zione dei reattori di reforming a scambio termico sonoil risultato di una combinazione tra i modelli per i tubicatalitici dello steam reforming e i modelli per il trasfe-rimento convettivo del calore (come quelli utilizzati perla progettazione e la simulazione dei normali scambia-tori di calore gas/gas).
Tipologie di reattori di reforming a scambio termicoSono disponibili tre tipi principali di reattori di refor-
ming a scambio termico, acquistabili da vari produttori eillustrati in fig. 3. I tipi A e B possono essere utilizzati contutti i tipi di gas di riscaldamento, mentre il tipo C puòessere usato solo nel caso in cui si desideri produrre
474 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE

un gas composto da una miscela del gas di riscalda-mento e del gas prodotto per reforming sul catalizza-tore. Per una rassegna completa dei diversi tipi di reat-tori di reforming a scambio termico disponibili sul mer-cato, si rimanda alla bibliografia (Aasberg-Petersen etal., 2004).
Configurazioni di processoI reattori di reforming a scambio termico riscaldati
con gas di processo sono sempre installati, come è ovvio,in combinazione con un’altra unità di reforming, che puòessere un reattore tubolare a fiamma o un reattore direforming autotermico o secondario con immissione d’a-ria o di ossigeno. Esistono evidentemente molte combi-nazioni possibili. Se il reattore è alimentato con diversitipi di carica il numero delle possibili varianti di pro-cesso si accresce ulteriormente, come per esempio nelcaso degli impianti GTL (Gas To Liquid), in cui il gasdi coda riciclato dalla sintesi viene a volte utilizzato comecarica supplementare per modificare la composizionedel gas, oppure negli impianti per produrre gas di sinte-si o monossido di carbonio comprendenti l’importazio-ne e il riciclo di biossido di carbonio. Occorre inoltreconsiderare la possibilità dell’installazione di un’unitàdi prereforming, con il conseguente ulteriore aumentodel numero delle varianti disponibili. Qui di seguito si ètentato di fornire una descrizione sistematica delle pos-sibili combinazioni dei reattori di reforming con scam-bio termico, sia con reattore tubolare a fiamma diretta,sia con un reattore di reforming autotermico o seconda-rio, considerando solo i casi con singola alimentazione,costituita per lo più da gas naturale. Le varianti posso-no essere suddivise in due grandi categorie: disposizio-ni in serie e disposizioni in parallelo.
Disposizioni in serie. Nelle disposizioni in serie, tuttala carica gassosa attraversa dapprima un reattore di
reforming a scambio termico e poi un secondo reattore, eil gas prodotto da quest’ultimo fornisce il calore allo scam-biatore del primo reattore. In tali disposizioni, il secondoreattore può essere del tipo tubolare a fiamma; questavariante di processo è nota con il nome di prereformingriscaldato con gas (gas heated prereforming; fig. 4). Inalternativa, il secondo reattore può essere un’unità direforming secondario con immissione di aria o di ossi-geno; questa variante, chiamata spesso per brevità GHR(Gas Heated Reforming, reforming riscaldato con gas),è equivalente a un reforming in due stadi e potrebbe esse-re chiamata reforming a due stadi con GHR (fig. 5). Nelreforming a due stadi, un reattore tubolare a fiammadiretta è utilizzato in maniera simile, in serie con un reat-tore di reforming secondario con immissione d’aria, perla produzione di gas di sintesi per ammoniaca, o con unreattore secondario con ossigeno, per la produzione digas di sintesi per il metanolo e per la sintesi FT. È dispo-nibile anche una variante alternativa in cui solo una parte
475VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI
alimentazionealimentazione
ingresso gas di riscaldamento
ingresso gas di riscaldamento
ingresso gas di riscaldamento
uscita gas di riscaldamento
uscita gas di riscaldamento
gas prodotto
gas prodotto alimentazione
miscela di gasprodotto e
uscita gas di riscaldamento
A B C
fig. 3. Principali tipi di reattore di reforming a scambio termico: schema con tubi ad attraversamento (A); schema con tubia baionetta (B); schema con miscelazione del gas di riscaldamento e del gas prodotto prima dello scambio di calore (C).
SM
R
GH
R
alimentazione
vapore
fig. 4. Prereforming riscaldato con gas: reforming tubolare a fiamma diretta (SMR – Steam Methane Reformer –reforming del metano con vapore) e reforming riscaldato a gas (GHR) disposti in serie.

della carica attraversa il GHR, mentre il resto è dirotta-to direttamente all’unità di reforming secondario; que-sta variante potrebbe essere definita reforming combi-nato con GHR (fig. 6). In tutte queste varianti, le condi-zioni operative, per esempio il rapporto vapore/carbonio(H2O/C), possono essere limitate dallo steam reformingnel GHR, mentre la composizione finale del gas saràdeterminata dalle condizioni di uscita dal reformingsecondario.
Disposizioni in parallelo. Per ovvi motivi, la varian-te ‘due ingressi, una uscita’ può essere applicata solocon una disposizione in parallelo, ossia in quelle con-figurazioni in cui il gas di alimentazione è separato indue correnti, una delle quali è inviata direttamente a unreattore di reforming convenzionale, mentre l’altra passaa un reattore di reforming riscaldato con il gas in usci-ta dal reattore convenzionale oppure da una miscela dei
gas in uscita da entrambi i reattori. Nelle disposizioniin parallelo si può utilizzare sia la variante con GHR,o ‘due ingressi, due uscite’, sia la variante con reatto-re a scambio termico riscaldato a gas (GHHER, GasHeated Heat Exchange Reformer), o ‘due ingressi, un’u-scita’. In teoria, con la prima variante è possibile otte-nere due diversi gas prodotti, mentre la variante conGHHER, per ovvi motivi, consente solo la produzionedi un unico tipo di gas, formato dalla miscela dei gasprodotti da entrambi i reattori. Il reattore di reforminga scambio termico può essere abbinato a un reattore direforming di tipo tubolare o a uno di tipo autotermicocon immissione di aria o di ossigeno. Nei due reattori,le condizioni operative (rapporto vapore/carbonio) pos-sono essere differenti; la composizione del gas finaleè determinata dalle condizioni di uscita dai due letticatalitici di reforming. In definitiva, sono possibili quat-tro schemi, illustrati nelle figg. 7-10.
Disgregazione del metalloIn tutte le configurazioni di processo che utilizzano
uno scambiatore di calore con gas di processo, uno deiproblemi più difficili è quello di evitare la corrosione dellesuperfici di trasmissione del calore, causata dalla disgre-gazione del metallo (metal dusting). La disgregazione delmetallo è dovuta alla carburazione che può verificarsi sullesuperfici metalliche in particolari condizioni, soprattuttoa temperature comprese tra 400 e 800 °C e a contatto conun gas a elevata attività del carbonio. Tale fenomeno è bennoto agli addetti ai lavori, ma sfortunatamente non se neconoscono ancora del tutto le cause. Le sue conseguenzesono una perdita di materiale, per lo più sotto forma dipolvere metallica, una miscela di metallo, carburi e/o car-bonio. In casi estremi, la perdita di materiale può avveni-re molto rapidamente, causando danni irreparabili alleattrezzature. Sono stati compiuti notevoli sforzi, soprat-tutto negli ultimi anni, per chiarire il meccanismo e lecause della disgregazione metallica e per individuare imezzi per combatterla. Per una rassegna dello stato dellaricerca e per un panorama completo della letteratura sul-l’argomento, si rimanda alla bibliografia (Grabke, 2000;Jones e Baumert, 2001).
Nel caso delle leghe protette da strati di ossidi, comegli acciai inossidabili e le leghe a base di Ni, la disgre-gazione del metallo comporta la rottura dello strato diossido protettivo, il trasferimento di carbonio nella legabase, la formazione di carburi interni e la disintegrazio-ne della matrice. Le particelle metalliche prodotte dalladisintegrazione della matrice di Fe o di Fe-Ni agisconoda catalizzatore della formazione di carbonio, favoren-do la crescita di coke dal punto di corrosione (Chun etal., 1999). È verosimile che nelle leghe a base di Fe e inquelle a base di Fe-Ni intervengano meccanismi diffe-renti, a giudicare dal diverso aspetto del metallo corro-so e dalla formazione di prodotti di corrosione di tipo
476 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE
vapore
gas naturale
ossidanteA
TR G
HR
gas prodotto
fig. 5. Reforming con GHR a doppio stadio: reformingautotermico (ATR, AutoThermal Reformer) e reformingriscaldato a gas (GHR) disposti in serie.
gas naturale
ossidante
AT
R
GH
R
gas prodotto
fig. 6. Reforming combinato con GHR:reforming autotermico (ATR) e reforming riscaldato con gas (GHR) disposti in serie con parziale by-pass della carica al GHR.

diverso, benché non sia stata ancora raggiunta una com-prensione completa del meccanismo e della cinetica del-l’attacco (Chun et al., 1999; Grabke, 2000). I ruoli dellacomposizione del gas, della temperatura e della pres-sione sono abbastanza noti, ma questa conoscenza nonè ancora sufficiente a consentire un’esatta valutazionedei rischi di disgregazione del metallo nelle diverse leghee nelle diverse condizioni nonché a prevedere il rischiodi un eventuale attacco. Le ricerche sulla disgregazionedel metallo rimangono quindi a livello empirico. La spe-rimentazione è resa difficoltosa dalla severità delle con-dizioni richieste e dal fatto che l’attacco corrosivo si veri-fica a volte dopo un notevole lasso di tempo. Le condi-zioni superficiali del metallo e la sua storia sembranoavere una certa influenza sulla sua vulnerabilità all’at-tacco corrosivo.
La disgregazione del metallo può essere prevenutamediante l’aggiunta di zolfo al gas di processo (Grabke,2000), mediante una corretta scelta dei materiali (Bakeret al., 2002) o con l’applicazione di un rivestimento pro-tettivo (Rosado e Schütze, 2003), costituito in genere daAl2O3, mediante la cosiddetta tecnica di alonizzazione(Bayer, 2001) o di alluminizzazione (Smith et al., 2001).
Le apparecchiature possono essere progettate in modo daevitare temperature ‘pericolose’. Anche l’applicazione dispeciali trattamenti della superficie, incluso un trattamentopreliminare con aria o vapore ad alta temperatura, puòrivelarsi vantaggiosa, mentre altri trattamenti come il tra-dizionale decapaggio dovrebbero essere, se possibile, evi-tati. Malgrado questa varietà di contromisure, tuttavia, ladisgregazione del metallo continuerà a rappresentare unaminaccia per la sopravvivenza degli impianti fino a quan-do non saranno sviluppati materiali o metodi di protezio-ne completamente immuni e non sarà raggiunta una pienacomprensione di questo fenomeno.
Catalisi dello steam reformingIl catalizzatore di steam reforming ottimale dipende
in una certa misura dal contesto applicativo. In un reat-tore di prereforming adiabatico, è preferibile utilizzareun catalizzatore ad alta attività e con una vasta area super-ficiale, per aumentare la resistenza alla disattivazione eall’avvelenamento. L’attività non è un fattore altrettantoimportante nel reforming primario e nei reattori a scam-bio termico, poiché la progettazione e il dimensiona-mento del reattore sono determinati normalmente da cri-teri relativi alla trasmissione del calore e di natura mec-canica. In questi casi, l’attività catalitica è di solito moltosuperiore al necessario; piuttosto, sono preferibili cata-lizzatori sviluppati per ottenere il massimo trasferimen-to di calore e ridurre al minimo la perdita di carico. Unacaratteristica auspicabile in tutti i catalizzatori dovreb-be essere quella di assicurare la conversione di equili-brio per tutta la durata della loro vita produttiva e unlivello sufficiente di resistenza alla formazione di car-bonio e all’avvelenamento.
Nel seguito verrà fornita una descrizione dei diversitipi di catalizzatori di steam reforming e delle loro pro-prietà, seguita dalle trattazioni sull’avvelenamento dazolfo e sulla formazione di carbonio.
Catalizzatori di steam reformingLa maggior parte dei catalizzatori di steam reform-
ing impiega come componente attivo il nichel. Anche
477VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI
vapore diprocesso
gasprodotto 1
gasprodotto 2
prer
efor
min
g
SM
R
GH
R
gasnaturale
fig. 7. Reforming tubolare a fiamma diretta (SMR)e reforming riscaldato a gas (due ingressi, due uscite, GHR)disposti in parallelo.
gasprodotto 1
gasprodotto 2
gas naturale
ossidante
vapore
AT
R GH
R
fig. 8. Reforming autotermico (ATR) e reforming riscaldato a gas (due ingressi, due uscite, GHR) disposti in parallelo.

il cobalto e i metalli nobili agiscono da catalizzatori dellareazione di steam reforming, ma di solito sono troppocostosi per l’uso su vasta scala, anche se sia il ruteniosia il rodio possiedono un’attività per unità di superficiemetallica superiore al nichel (Rostrup-Nielsen, 1984a;Rostrup-Nielsen e Hansen, 1993). Si possono adopera-re supporti di vario tipo, tra cui l’allumina, lo spinello dimagnesio-allumina e l’ossido di zirconio.
L’attività intrinseca di un catalizzatore dipende dal-l’area superficiale del nichel. Il catalizzatore consiste diun supporto ceramico impregnato di un numero enormedi piccole particelle di nichel. L’area della superficie atti-va ANi(m
2g�1) può essere calcolata mediante la sottostanteequazione, quando siano noti il diametro medio delle par-ticelle dNi(Å) e il carico relativo XNi (g/g) del nichel:
6.800 XNi (g/g)[1] ANi (m2g�1)�1111121
dNi(Å)
Tale equazione è valida nel caso di particelle sferi-che di nichel.
Come è stato già accennato, il catalizzatore dovreb-be essere ottimizzato in funzione dell’applicazione per
la quale sarà utilizzato il reforming. Un criterio fonda-mentale della progettazione di un catalizzatore di unreattore di steam reforming è quello di favorire al mas-simo la trasmissione del calore con una bassa perditadi carico. Un elevato coefficiente di trasmissione delcalore permette di diminuire la temperatura della pare-te del tubo e di ridurre in tal modo lo spessore dellaparete stessa. Nel caso di un’unità di prereforming,invece, non è necessario impiegare un catalizzatore conun alto coefficiente di trasmissione del calore, data lanatura adiabatica di questi reattori. In tutti i casi il cata-lizzatore dovrebbe assicurare una bassa perdita di cari-co e un’elevata resistenza.
Disattivazione causata da sinterizzazione e avvelenamento
La perdita di attività dei catalizzatori nei reattori direforming può avere diverse origini. In ogni caso, la pro-gettazione del reattore deve tener conto dell’effetto diprogressiva disattivazione che si verifica nel corso dellavita produttiva del catalizzatore.
La sinterizzazione produce la perdita di area super-ficiale delle specie attive del catalizzatore. Il meccani-smo che porta alla sinterizzazione consiste nella migra-zione e nella coalescenza delle particelle di nichel sullasuperficie del supporto (Sehested, 2003). La sinterizza-zione è un processo complesso, influenzato da molti para-metri, che comprendono l’ambiente chimico, la struttu-ra e la composizione del catalizzatore e la morfologiadel supporto. L’alta temperatura e l’alta pressione par-ziale del vapore sono tra i fattori che favoriscono la sin-terizzazione (Sehested, 2003).
I catalizzatori di steam reforming sono soggetti al-l’avvelenamento da zolfo. Nelle condizioni di steamreforming, tutti i composti solforati sono convertiti inH2S, che viene chemisorbito sulla superficie del nichel:
[2] H2S �Nisuperficie����S �Nisuperficie�H2
Lo zolfo forma una struttura ben definita, con unastechiometria S:Ni di circa 0,5, corrispondente a un assor-bimento di 440 mg di S per m2 di superficie di Ni. Il
478 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE
vapore diprocesso
gasprodotto
prer
efor
min
g
SM
R
GH
HE
R
gasnaturale
fig. 9. Reforming tubolarea fiamma diretta (SMR) e reforming riscaldato a gas (due ingressi, una uscita, GHHER)disposti in parallelo.
vapore
ossidante
AT
R
GH
HE
R
gasprodottogas naturale
fig. 10. Reforming autotermico (ATR) e reforming riscaldato a gas (due ingressi, una uscita, GHHER) disposti in parallelo.

massimo assorbimento di zolfo su un catalizzatore direforming è direttamente proporzionale all’area super-ficiale del nichel e inversamente proporzionale all’e-stensione della sinterizzazione. La formazione di solfu-ro di nichel si verifica solo in presenza di livelli di zolfomolto più alti di quelli normalmente riscontrabili in unreattore di reforming.
La frazione all’equilibrio dell’area superficiale delnichel coperta di zolfo (la copertura di zolfo, ÿs) dipen-de dalla temperatura e dal rapporto PH2S /PH2
(Rostrup-Nielsen, 1975; Rostrup-Nielsen, 1984a; Rostrup-Nielsen et al., 1993; Christensen, 1996):
[3] ÿs�1,45�9,53�10�5�T�4,17�10�5T �lnPH2S /PH2
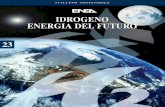
Questa espressione non è valida per ÿs prossimo a 0e prossimo a 1. La fig. 11 presenta un diagramma delrapporto PH2S /PH2
all’equilibrio, in funzione della coper-tura di zolfo per tre differenti temperature. La pressioneparziale di equilibrio di H2S è estremamente bassa allatemperatura inferiore. Questo significa che tutto lo zolfoeventualmente presente nella carica sarà trattenuto quan-titativamente nell’unità di prereforming adiabatico, pro-teggendo i catalizzatori a valle dall’avvelenamento.
L’avvelenamento da zolfo si manifesta come unavvelenamento dell’involucro esterno dovuto ai limi-ti della diffusione nei pori, come indicato nel riquadroinserito nella fig. 11. La copertura media della parti-cella sarà molto più bassa di quella dell’involucro epossono passare anni prima che il fronte di chemisor-bimento raggiunga il centro della particella (Chris-tensen, 1996).
Lo zolfo è un potente veleno per qualunque cataliz-zatore di reforming (Rostrup-Nielsen, 1984b). L’attivitàintrinseca di un catalizzatore diminuisce rapidamente conla copertura di zolfo, secondo la seguente espressione:
[4] Rsp(ÿs) �R°sp(1�ÿs)
3
dove Rsp (ÿs) e R°sp indicano le velocità di reazione spe-
cifiche rispettivamente per un catalizzatore avvelenatoe per un catalizzatore privo di zolfo.
Tra gli altri veleni, si possono citare la silice e i metal-li alcalini. La silice può ridurre in misura significatival’attività del catalizzatore, agendo come tappo a boccadi poro (Christensen e Rostrup-Nielsen, 1996). I metal-li alcalini causano una riduzione della velocità di rea-zione, che può essere anche di diversi ordini di gran-dezza.
Formazione di carbonioLo steam reforming comporta il rischio della for-
mazione di carbonio. Nella tab. 2 sono riportati i tre tipidi carbonio che si formano più frequentemente nei reat-tori di steam reforming.
Il carbonio filamentoso (whisker) è la forma piùdistruttiva di carbonio che possa depositarsi, nello steamreforming sui catalizzatori al nichel. Può formarsi daidrocarburi superiori o dal metano nel gas bilanciato, seil rapporto totale vapore/carbonio è troppo basso. La cre-scita di whisker di carbonio è il risultato della reazionedegli idrocarburi su un lato della particella di nichel edella nucleazione di carbonio in forma di whisker sul-l’altro lato della particella, come schematicamente illu-strato in fig. 12.
I whisker di carbonio hanno un’energia più elevatadella grafite (Alstrup et al., 1981). Questo significa cheverosimilmente, se si opera in condizioni in cui la ter-modinamica prevede la formazione di grafite, non si avràaffatto formazione di carbonio sul catalizzatore. Il limi-te del carbonio dipende anche dalle dimensioni cristal-line della particella di nichel. I cristalli di nichel più pic-coli sono meno esposti alla formazione di carbonio. Latemperatura a cui ha inizio la formazione di whisker dicarbonio su un catalizzatore con cristalli di nichel di pic-cole dimensioni (intorno a 7 nm) è maggiore di 100 °C
479VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI
rapp
orto
di e
quil
ibri
o P
H2S
/PH
2 (p
pm)
1,0 . 10�12
1,0 . 10�11
1,0 . 10�10
1,0 . 10�9
1,0 . 10�8
1,0 . 10�7
1,0 . 10�6
1,0 . 10�5
1,0 . 10�4
1,0 . 10�3
1,0 . 10�2
1,0 . 10�1
1,0
copertura di zolfo0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
4.0002.000distanza (µm)
cont
enut
o re
lativ
odi
zol
fo
00
0,5
1,0
1,0
700 °C
600 °C
500 °C
fig. 11. RapportoPH2S /PH2
di equilibrio infunzione della coperturadi zolfo. Il riquadro mostrail profilo dello zolfoin un catalizzatorefortemente avvelenato.

circa di quella di un catalizzatore con cristalli di grandidimensioni (intorno a 100 nm).
Il carbonio pirolitico deriva dall’esposizione di idro-carburi superiori alle alte temperature. Le zone rossastre– note come ‘strisce calde’– sulle pareti dei reattori tubo-lari sono, in molti casi, il risultato della formazione dicarbonio pirolitico da cracking di idrocarburi superiori.Spesso questo fenomeno si verifica quando la parte supe-riore del catalizzatore è disattivata a causa dell’avvele-namento da zolfo. La temperatura dei tubi nel punto diformazione del carbonio aumenta in seguito all’isola-mento termico dei tubi e all’incapsulamento dei granu-li di catalizzatore provocato dal carbonio pirolitico, cheinibisce l’attività catalitica impedendo il consumo delcalore fornito.
La formazione di carbonio polimerico incapsulante(gomma) può verificarsi durante il reforming di carichepesanti con un elevato contenuto di composti aromatici.La velocità di formazione della gomma è maggiore allebasse temperature e con una miscela di idrocarburi dota-ta di un alto punto finale di ebollizione. Il carbonio inca-psulante è costituito da una sottile pellicola di polimeriCHx, che ricopre le particelle di nichel causando la disat-tivazione del letto catalitico.
Reforming ossidativo adiabatico
A differenza di quanto avviene nel reforming tubo-lare a fiamma diretta e in quello a scambio termico, doveil calore necessario alle reazioni di reforming è ottenu-to per scambio di calore da una fonte esterna, nel reform-ing ossidativo adiabatico il calore è fornito dalla com-bustione interna. Per cominciare, vale la pena di consi-derare quali possano essere i vantaggi del reformingossidativo adiabatico rispetto ai processi di steam reform-ing, come il reforming tubolare a fiamma.
Nello steam reforming, dove la carica di idrocarbu-ri è fatta reagire solo con il vapore, la composizione delgas di sintesi è determinata solo dalla reazione di steamreforming e da quella di shift. Quando, per ottenere ilcalore richiesto dalle reazioni di reforming, si fa uso diun ossidante, si introducono alcune reazioni aggiuntive.La reazione totale è adiabatica, nel senso che non si veri-fica nessuno scambio di calore con l’esterno, eccetto unaperdita di calore molto limitata, ed è possibile prevede-re la composizione del gas di sintesi effettuando un bilan-cio di calore e di massa sul reattore. È bene ricordare chetutte le reazioni di combustione sono irreversibili. Nellecondizioni usuali (alta temperatura e aggiunta di unaquantità di ossidante inferiore a quella stechiometrica),
480 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE
Parametri critici Caratteristiche Effetti
tab. 2. Descrizione dei processi di formazione del carbonio in un reattore di reforming
Whisker (nanofibre)di carbonio
Carbonio pirolitico
Carbonio incapsulante
Basso H2O/C Basso H2O/CnHmAlta T
Alta T Bassa attività(avvelenamento da zolfo)Alta pressioneparziale di CnHm
Bassa TAlimentazionepesanteBasso H2O/C Basso H2O/CnHm
Dissociazione degli idrocarburi sullasuperficie del nichel e formazione di whisker di carbonio sul retro delcristallo di nichel
Cracking non catalitico di idrocarburisuperiori con formazione di carboniosul catalizzatore e sul tubo
Incapsulamento delle particelle di nichel con una pellicola polimericadi formula CHx
Disattivazione non immediata, ma disintegrazione meccanica delcatalizzatore e aumento di DP
Formazione di carbonio sul tubo e sul catalizzatore. Formazione di strisce calde eaumento di DP
Disattivazione del catalizzatore
CH4
C
Ni
(111)
grafite
fig. 12. Schema del processo di formazione di whiskerdi carbonio su una particella di nichel durante lo steamreforming.

si avrà un consumo completo dell’ossigeno, che rappre-senta il reagente limitante.
Lo steam reforming produce di per sé un gas riccodi idrogeno. Se la carica è costituita da CH4 e si applicaun riciclo completo di CO2 dal gas di sintesi al reattoredi steam reforming, si otterrà un rapporto tra idrogeno emonossido di carbonio pari a 3,0. Questa condizioneviene spesso utilizzata negli impianti HYCO (HYdro-gen-CO), dove si producono sia H2 che CO (Vannby etal., 1993). In alternativa, è possibile convertire il CO aCO2 utilizzando la reazione di shift, che produce unamiscela di H2 e CO2 con un rapporto di 4:1. Rimuoven-do il CO2 e gli altri componenti indesiderati, per esem-pio in un’unità di adsorbimento a pressione alternata(PSA, Pressure Swing Adsorption), è possibile ottenereH2 puro. È questo il processo di produzione di idrogenoattualmente più diffuso (Dybkjær e Madsen, 1997-1998).
Il gas di sintesi prodotto mediante il reforming ossida-tivo adiabatico è spesso classificato in base al rapporto traH2 e gli ossidi di carbonio, oppure in base al numerostechiometrico (SN) o ‘modulo’ M�(H2�CO2)/(CO��CO2). I valori del modulo M e i rapporti H2/CO otte-nibili da un reforming autotermico di CH4, che impie-ghi O2 come ossidante, sono indicati nella fig. 13 (Chris-tensen et al., 1998a).
L’uso di un ossidante come reagente aggiuntivo nellereazioni di reforming presenta, naturalmente, anchealtri vantaggi (e svantaggi). I principali vantaggi sonoquelli relativi alla realizzazione di economie di scala ealle dimensioni degli impianti: il reforming ossidativoadiabatico consente di costruire unità a linea singola
molto più grandi di quelle di steam reforming, e allostesso tempo molto più compatte in confronto al reform-ing a fiamma diretta. Inoltre, i materiali del tubo limi-tano la temperatura di uscita dai reattori a fiamma a unmassimo di 950 °C circa, mentre nei processi di reform-ing ossidativo adiabatico questo valore supera comu-nemente 1.000 °C, rendendo possibile una miglioreconversione della carica, anche con un basso rapportovapore/carbonio.
Il principale svantaggio del reforming ossidativo adia-batico, soprattutto quando si usa O2 come ossidante, èche esso richiede la disponibilità di una fonte di ossige-no. Gli impianti di ossigeno sono costosi e gli investi-menti necessari per la loro realizzazione costituisconouna parte importante del totale delle spese di costruzio-ne di un’unità di produzione di gas di sintesi. In genere,tuttavia, i vantaggi compensano questo inconveniente,soprattutto nelle applicazioni dotate di capacità moltoelevate, come le unità di sintesi di FT e i moderni ‘me-gaimpianti’ di metanolo.
Si possono distinguere tre categorie di processi direforming ossidativo adiabatico, sulla base del tipo direazioni chimiche che si verificano nel reattore: reazio-ni omogenee, reazioni eterogenee e una combinazionedi reazioni omogenee ed eterogenee.
I processi di reforming ossidativo adiabatico pos-sono essere classificati anche sulla base del tipo dicarica utilizzato. Se la carica proviene direttamente daun’unità di desolforazione o da una di prereforming,e le reazioni vengono condotte in modo omogeneosenza l’apporto di un catalizzatore di reforming, allo-ra il reattore di reforming ossidativo adiabatico vienedefinito come reattore di gassificazione o di ossida-zione parziale. Se le reazioni si svolgono in modo ete-rogeneo su uno o più letti catalitici, si parlerà di ossi-dazione parziale catalitica (Catalytic Partial Oxidation,CPO). Se il processo ha inizio con reazioni omogenee,per esempio in un bruciatore, ed è completato da rea-zioni catalitiche eterogenee, si parlerà di reattore direforming autotermico (AutoThermal Reformer, ATR).Se la carica è stata già parzialmente convertita in unreattore di reforming tubolare a fiamma, allora l’ATRviene di solito chiamato reattore di reforming secon-dario, basato quasi sempre su una combinazione di rea-zioni omogenee (combustione), seguite da una con-versione catalitica.
Infine, i processi basati sul reforming ossidativo adia-batico possono essere classificati sulla base del tipo diossidante. In questo caso, la distinzione riguarda i pro-cessi che fanno uso di aria o di aria arricchita, da unaparte, e quelli che utilizzano ossigeno, dall’altra. Lo sche-ma di processo può essere integrato con l’aggiunta di unreattore di reforming a scambio termico, che permettedi utilizzare il gas in uscita dal reattore ossidativo adia-batico o per riformare la carica destinata al reforming
481VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI
2,0
rapporto vapore/carbonio
H2/CO, 950 °C
H2�CO2
CO�CO2
H2/CO, 1.050 °C
M � , 950 °C
2,01,0
H2�CO2
CO�CO2M � , 1.050 °C
fig. 13. Valori di M e H2/CO nel gas grezzo da ATR in funzione del rapporto vapore/carbonio.

ossidativo, oppure come corrente di alimentazione sepa-rata. Per un’illustrazione di questi schemi di processo, v.ancora le figg. 5-10. Nel seguito è fornita una descri-zione dei diversi schemi di processo e delle loro princi-pali caratteristiche. Un prospetto riassuntivo è riportatoin tab. 3.
Processi basati su reazioni omogeneeLa produzione di gas di sintesi basata unicamente su
reazioni omogenee è detta gassificazione od ossidazio-ne parziale (Partial OXidation, POX). L’agente ossidan-te e la carica di idrocarburi sono mescolati in un reatto-re, dove vengono lasciati reagire in fase omogenea adaltissima temperatura, in genere 1.300-1.400 °C. Il gasrisultante è sottoposto a raffreddamento rapido (quench)o refrigerato con produzione di vapore, mentre i sotto-prodotti carboniosi, come la fuliggine, sono rimossi
mediante lavaggio. La formazione di questi sottoprodottiinfluisce sull’efficienza rispetto al carbonio.
La gassificazione è un processo versatile che con-sente di convertire un’ampia gamma di cariche a gas disintesi. Le tecnologie di gassificazione a flusso trasci-nato, in particolare, sono in grado di operare con cari-che liquide o gassose. Sia Shell che Texaco produconoda decenni tecnologia per la conversione del gas natu-rale per gassificazione e, recentemente, Lurgi ha pro-posto un processo di gassificazione multiuso (Multi-Purpose Gasification, MPG), disponibile anche in unaversione progettata per operare con cariche di gas natu-rale. Le notizie riguardanti queste tecnologie, reperi-bili nella letteratura scientifica, sono però piuttostoscarse (Philcox e Fenner, 1997; Liebner e Ulber, 2000;Menon et al., 2001; Beaudette et al., 2002; Hoek, 2003;Schichtling, 2003).
482 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE
Reforming Reforming Reforming ReformingPDU PDU
secondario secondario autotermico autotermico(O2) (aria)
(aria) (O2) (O2) (aria)
Tipo con bruciatore/miscelatore Bruciatore Bruciatore Bruciatore Bruciatore Miscelatore Miscelatore
Carica di idrocarburi Gas di Gas di GN2 GN GN/diesel GN/dieselprocesso1 processo1
Contenuto di CH4 (% in moli 10-15 10-40 85-1003 85-1003 85-1004 85-1004
sul secco)
Contenuto di CnHm (% in moli Nessuno Nessuno 1-103 1-103 1-104 1-104
sul secco)
Carica ossidante Aria Ossigeno/ Ossigeno/ Aria Ossigeno/ Ariavapore vapore aria arricchita
Temperatura del gas 770-830 750-810 350-650 350-650 �200 �AIT5
di processo (°C)
Rapporto H2O/C, mole/mole 2,5-3,6 1,5-2,5 0,4-3,5 2-4 0-2 <2,06
Rapporto gas/ossidante nella carica, mole/mole 3-4 7-12 1-3 0,5-1,0 1-4 1-5
Temperatura di fiamma (°C)di picco 2.000 2.500 2.500-3.500 2.200-2.500 – –adiabatica7 1.200 1.200-1.500 1.300-2.100 1.200-1.500 – –
Temperatura del catalizzatore 970-1.020 950-1.020 850-1.100 1.000-1.100 750-1.300 750-1.200in uscita (°C)
Prodotti tipici Gas di sintesi Gas di sintesi Idrogeno/ Gas di sintesi Celle aper per metanolo monossido per FT combustibileammoniaca Idrogeno di carbonio Gas di sintesi
Gas di sintesi per FTper FT
tab. 3. Rassegna delle tipologie di processo e delle loro caratteristiche
1 Gas di processo parzialmente convertito dall’unità di reforming primario.2 Le cariche di naphtha e GPL possono anche essere convertite direttamente in un’unità di reforming autotermico.3 Per il gas naturale. In caso di cariche di naphtha e GPL, circa 100% CnHm e nessun contenuto di metano.4 Per il gas naturale. In caso di cariche di frazioni diesel, 100% CnHm e nessun contenuto di metano.5 Il preriscaldamento dipende dalla temperatura di autoaccensione del metano.6 Alti rapporti H2O/C raffreddano le reazioni.7 Per la reazione: CH4�3/2O2�� CO�2H2O�Q. Gli idrocarburi superiori reagiscono secondo uno schema simile.

Quando operano con cariche gassose, i gassifica-tori sono utilizzati per lo più in modalità con caldaia,in cui il gas prodotto dal gassificatore è raffreddatomediante generazione di vapore in una caldaia pro-gettata per resistere a condizioni di processo aggres-sive e alla presenza di fuliggine. La temperatura diuscita dal gassificatore è alta, di solito intorno a 1.300-1.400 °C, per ridurre al minimo la formazione di fulig-gine e garantire la conversione quasi completa dellacarica.
Le usuali condizioni operative per un’unità di gas-sificazione sono riportate in tab. 4. Viene ipotizzatauna carica di gas naturale leggero; il gas prodotto è inequilibrio rispetto alla reazione di steam reforming,ma bilanciato rispetto alla reazione di shift a una tem-peratura più bassa, intorno a 1.125 °C; la reazione pro-cede in modo omogeneo all’inverso nelle zone a mag-gior temperatura nell’unità di raffreddamento. Il rap-porto H2/CO nel gas prodotto è leggermente inferiorea 2,0; è possibile raggiungere valori più bassi riciclandoil CO2, mentre l’aggiunta di vapore (al di là delle pic-cole quantità introdotte per raffreddare il bruciatore)è da escludere poiché favorirebbe la formazione difuliggine. Nelle applicazioni per GTL, è possibile rici-clare il gas di coda (ricco in CO2) al gassificatore, permigliorare la resa rispetto al carbonio. In tal caso, laproduzione di gas nell’unità POX deve però essere in-tegrata con quella effettuata in un reattore di steamreforming, come avviene nel processo Shell di sintesidi distillati medi (Middle Distillate Synthesis; De Graafe Schrauwen, 2002). Nell’impianto GTL Shell di Bin-tulu, ogni gassificatore ha una capacità corrisponden-te a circa 3.000 bbl/d di prodotti di sintesi di FT. Secon-do Shell, tuttavia, la capacità delle unità di gassifica-zione può essere aumentata, per i nuovi progetti, finoa 8.000 bbl/d circa (Hoek, 2003). Capacità simili sonoattribuite anche al progetto MPG di Lurgi.
Processi basati su reazioni eterogeneeLa produzione di gas di sintesi basata unicamente su
reazioni catalitiche eterogenee è nota comunemente comeossidazione parziale catalitica (CPO). L’agente ossidan-te e la carica di idrocarburi vengono mescolati in unmiscelatore prima dell’immissione della carica nel lettocatalitico. Quest’ultimo era formato un tempo da un cata-lizzatore di ignizione, seguito da un catalizzatore direforming. Alcune versioni più recenti utilizzano un solocatalizzatore, con tempi di permanenza brevissimi. Ilrischio di autoaccensione limita la temperatura di pre-riscaldamento, con un conseguente maggior consumodi ossidante. Il processo è in grado di funzionare conun’ampia gamma di cariche, tra cui anche miscele diidrocarburi pesanti contenenti aromatici, come il gaso-lio, mentre, nel caso delle applicazioni GTL, la caricasarà costituita, naturalmente, da gas naturale (per ulte-riori informazioni sul CPO, v. oltre).
Processi basati su una combinazione di reazioniomogenee ed eterogenee
Reforming autotermico e reforming secondarioI processi nei quali le reazioni vengono iniziate in
fase omogenea, per esempio in un bruciatore, e portatea termine in fase eterogenea su un letto catalitico, sonodetti di ‘reforming autotermico’ (AutoThermal Reform-ing, ATR) e di ‘reforming secondario’.
Nell’ATR, la carica passa direttamente dalla desolfo-razione o dal prereforming al reattore di reforming ossi-dativo adiabatico. L’ATR è di solito condotto con O2come ossidante, anche se in passato è stata utilizzata ariao aria arricchita per la produzione del gas di sintesi perNH3. Per ottenere un gas di sintesi per NH3 stechiome-trico (H2/N2�3,0), servendosi del processo ATR con ariaarricchita, è necessario un contenuto di O2 nell’ossidantepari al 30-40% vol (Dybkjær, 1995a).
Come mostra la fig. 13, è impossibile produrre gasdi sintesi per la produzione di metanolo, DME o per lasintesi di FT sottoponendo direttamente la carica puraa un processo di reforming autotermico, ma è neces-sario regolare la composizione del gas, vuoi rimuo-vendo gli ossidi di carbonio, vuoi aggiungendo H2 (peril gas di sintesi del metanolo e prodotti analoghi) o gasricchi in carbonio (per la sintesi di FT a bassa tempe-ratura). Il gas ricco in carbonio può essere costituito daCO2 recuperato o importato, oppure da gas di coda pro-veniente dalla sezione di sintesi. Tuttavia, i vantaggiofferti dall’ATR sono tali che, soprattutto dopo lo svi-luppo di processi in grado di operare con un rapportovapore/carbonio inferiore a 1, questo processo è diven-tato il metodo preferito per la produzione dei gas di sin-tesi per le suddette applicazioni, soprattutto nel casodi impianti dotati di grandissima capacità (Olsvik eHansen, 1998; Haugaard e Holm-Larsen, 1999; Aasberg-
483VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI
Rapporto ossigeno/GN (mol/mol) 0,55-0,65
Rapporto H2O/C (mol/mol) 0-0,15
Pressione di uscita (kg/cm2g) 25-40*
Temperatura di uscita (°C) 1.300-1.400
Caratteristiche del gas uscente
Rapporto H2/CO 1,6-1,9
Rapporto CO2/CO 0,05-0,1
Contenuto di CH4 (% mol) 0,1
tab. 4. Condizioni operative tipiche per una unità POXalimentata con gas naturale
*Un’alta pressione è applicabile, ma probabilmente ininfluente peril GTL.

Petersen et al., 2003; Dybkjær, 2003; Sørensen e Holm-Larsen, 2003).
Reforming secondario con aria o con ossigeno come ossidante
Il reforming secondario con immissione d’aria è il piùimportante processo di preparazione di gas di sintesi perla produzione di NH3 da gas naturale o da naphtha(Dybkjær, 1995b) ed è stato adottato da tutti i principaliproduttori operanti in questo settore. Il gas naturale vienedesolforato, mescolato a vapore di processo e inviato aun reattore di reforming tubolare a fiamma diretta, il reat-tore di ‘reforming primario’. Il gas da esso prodotto vienefatto reagire con aria nel reattore di reforming seconda-rio, per formare il gas di sintesi, che viene ulteriormen-te processato mediante conversione di shift, rimozione diCO2 e metanazione per dare origine al gas di sintesi fina-le, una miscela composta da tre parti di H2 e una di N2,con piccole quantità di inerti, principalmente CH4 e Ar.La quantità di aria aggiunta al reattore di reforming secon-dario è regolata in modo da ottenere un corretto rappor-to di H2 e di N2 nel gas di sintesi. Esistono diverse varian-ti di questo schema di processo (Dybkjær, 1995a).
Il reattore di reforming secondario è formato da unrecipiente rivestito di refrattario con un miscelatore/bru-ciatore (in genere un modello a più ugelli), una cameradi combustione, dove si svolgono le reazioni omogenee,e un letto di catalizzatore a base di Ni, dove le reazionidi shift e di reforming sono portate all’equilibrio median-te una reazione eterogenea sul catalizzatore. Quando N2è un costituente indesiderato nel gas di sintesi, è possi-bile utilizzare O2 come agente ossidante nel reattore direforming secondario, come avviene nel caso della pro-duzione di gas di sintesi per metanolo, DME e sintesi diFT ad alta temperatura. Nello schema di processo utiliz-zato da Haldor Topsøe per la produzione di gas di sinte-si per il metanolo attraverso il cosiddetto ‘reforming adue stadi’, la carica è sottoposta successivamente a pre-reforming, a reforming tubolare a fiamma e infine areforming secondario con O2. La configurazione di que-sto tipo di reattore di reforming secondario è molto simi-le a quella dei processi con aria, con la differenza che, acausa delle condizioni operative molto più severe, nei reat-tori di reforming secondario con O2 non è possibile uti-lizzare un bruciatore a più ugelli e si ricorre in genere aun modello simile a quello del reforming autotermico.
Il vantaggio dell’uso di O2 come ossidante al postodell’aria è ovvio: si evita la presenza di N2 come inertenel gas di sintesi finale. L’uso di aria come ossidante èstato proposto per la produzione del gas di sintesi delmetanolo (Reducing […], 1999) e per la sintesi di FT(Christensen et al., 1998b; Jess et al., 1999), ma si è rive-lato impraticabile sul piano economico (Dybkjær e Chris-tensen, 2001), dato che la presenza di grandi quantità diN2 – intorno al 50% vol nel gas di sintesi secco – vanifica
la possibilità di ricorrere al riciclo, che porterebbe in talcaso a bassi livelli di efficienza complessiva. Inoltre, lacompressione delle rilevanti quantità di aria richiesteconsuma più energia di quanta ne occorre per produrree comprimere l’O2 nei modelli con introduzione di ossi-geno.
Reforming autotermico (ATR)
Il processo ATR è stato utilizzato per decenni per pro-durre gas di sintesi ricco in monossido di carbonio e idro-geno. Dagli anni Cinquanta fino alla fine degli anni Set-tanta, i reattori di reforming autotermico erano utilizza-ti per produrre gas di sintesi per ammoniaca e metanolo(Hydrogen […], 1962; Topsøe-SBA […], 1962). Negliimpianti di ammoniaca, per ottenere una maggiore pro-duzione di idrogeno le operazioni erano condotte conrapporti di vapore/carbonio elevati, compresi tra 2,5 e3,5 su base molare, mentre nelle unità per il metanolo lacomposizione del gas di sintesi era ottimizzata regolan-do la rimozione del biossido di carbonio. Nei primi anniNovanta, l’introduzione di alcuni miglioramenti tecno-logici permise di operare con rapporti vapore/carboniomolto più bassi (Christensen e Primdahl, 1994).
Nella produzione di gas di sintesi ricco in CO, da cuiottenere sia CO e H2 allo stato puro, sia miscele di COda utilizzare come cariche per metanolo o sintesi Fischer-Tropsch, è vantaggioso operare con un basso rapportovapore/carbonio nella carica. Sono state condotte ope-razioni con un rapporto vapore/carbonio di 0,6, sia in unimpianto pilota (Christensen e Primdahl, 1994; Chris-tensen et al., 1998b; Christensen et al., 2001) sia su scalaindustriale (Ernst et al., 2000).
Reazioni chimicheIl reforming autotermico è un processo combinato
di combustione e di reazione catalitica, effettuato in unreattore adiabatico. Una miscela di gas naturale e divapore viene parzialmente convertita per combustionepressurizzata in condizioni di eccesso di combustibile,dopo di che la conversione degli idrocarburi in gas disintesi bilanciato è portata a termine in un reattore cata-litico a letto fisso. Il complesso delle reazioni chimi-che che hanno luogo nel reattore ATR è descritto nelleseguenti equazioni:
[5] Combustione CH4�3/2O2�� CO �2H2O
�DH °298�519 kJ/mol
[6] Reforming CH4�H2O�� CO �3H2�DH °
298��206 kJ/mol
[7] Shift CO�H2O�� CO2�H2�DH °
298�41 kJ/mol
Un reattore ATR può essere suddiviso in tre zone:zona di combustione, zona termica e zona catalitica.
484 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE

La zona di combustione è costituita da una fiammaa diffusione turbolenta, dove le molecole di idrocarburie l’ossigeno si mescolano e reagiscono gradualmente.Le reazioni di combustione sono esotermiche e moltorapide e, da un punto di vista generale, si può afferma-re che siano in corso quando ‘la miscela è infiammata’.Nel reattore ATR la combustione è substechiometricacon un rapporto complessivo ossigeno/idrocarburi com-preso tra 0,55 e 0,6, ma, semplificandola come model-lo a stadio singolo, la zona di fiamma può essere descrit-ta come un’unica reazione da CH4 a CO e H2O, corri-spondente alla [5] summenzionata, con un rapportoO2/CH4 di 1,5. Benché possa essere descritta in modosemplificato con detta unica reazione, la combustionedi idrocarburi consiste di un gran numero di reazioniradicali omogenee. La stechiometria nella zona di fiam-ma varia da punto a punto, da molto povera di carburantea molto ricca. Poiché il nucleo della fiamma compren-de zone molto vicine alla composizione stechiometrica,il centro della fiamma sarà estremamente caldo, dato chela temperatura di fiamma adiabatica per una miscela ste-chiometrica supera i 3.000 °C.
Nella zona termica soprastante il letto catalitico siproduce un’ulteriore conversione attraverso reazioni infase gassosa omogenea. Queste sono reazione più lente,come l’ossidazione del CO e le reazioni di pirolisi checoinvolgono gli idrocarburi superiori. Le principali rea-zioni complessive nella zona termica sono lo steamreforming del metano [6] e la conversione di shift [7]in fase gassosa omogenea. In questa zona si verifica-no anche delle reazioni tra N2 e radicali idrocarburici,che possono portare alla formazione di sottoprodottiquali HCN e NH3.
Nella zona catalitica si effettua la conversione fina-le degli idrocarburi, attraverso una serie di reazioni cata-litiche eterogenee, tra cui la reazione di steam reformingdel metano [6] e ancora quella di shift [7].
Nei processi di ossidazione parziale, la combustio-ne in eccesso di combustibile comporta il rischio di unacombustione incompleta. La combustione del metanonelle miscele ricche di combustibile procede principal-mente attraverso stadi di reazione comprendenti radica-li C2 come intermedi, che possono convertirsi in parti-celle di fuliggine (Warnatz et al., 1996), o in suoi pre-cursori come gli idrocarburi poliaromatici (PAH,Poly-Aromatic Hydrocarbons). In condizioni normali,tuttavia, il funzionamento delle unità ATR non dà luogoalla formazione di fuliggine, grazie all’adozione di bru-ciatori progettati in modo idoneo, all’aggiunta di picco-le quantità di vapore e alla conversione catalitica deglieventuali precursori; di conseguenza, il gas uscente noncontiene idrocarburi diversi dal metano. La formazionedi fuliggine è indesiderata, poiché riduce l’efficienza delprocesso rispetto al carbonio e crea la necessità di rimuo-vere le particelle di fuliggine dal gas di sintesi.
Processo ATR e configurazione del reattoreIl reattore ATR consiste in un bruciatore, una came-
ra di combustione, una sezione catalitica a letto fisso,un rivestimento refrattario e un contenitore a pressio-ne, come si può vedere nella fig. 14. Gli elementi prin-cipali della tecnologia ATR sono il bruciatore e il cata-lizzatore:• il bruciatore garantisce un’adeguata miscelazione
delle correnti di alimentazione e la combustione ineccesso di combustibile si svolge sotto forma di unafiamma a diffusione turbolenta. Un’energica misce-lazione è essenziale per evitare la formazione di fulig-gine;
• il catalizzatore porta all’equilibrio il gas di sintesi edistrugge i precursori della fuliggine. Le dimensio-ni e la forma dei granuli di catalizzatore sono sceltein modo da assicurare un lungo periodo di attività eridurre al minimo la perdita di carico, allo scopo diottenere reattori più compatti.Un’accurata progettazione del bruciatore e della came-
ra di combustione permette di evitare eccessi di tempe-ratura e la formazione di particelle di fuliggine. Per garan-tire un corretto e sicuro funzionamento della sezione delgas di sintesi, inoltre, è estremamente importante curare
485VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI
ossigeno
gas di sintesi
gas naturale� vapore
catalizzatorerivestimentorefrattario
mantello apressione
bruciatore
camera dicombustione
piastrelle
fig. 14. Illustrazione di un reattore ATR.

ogni dettaglio della progettazione e della costruzionedell’intero reattore ATR, ivi compresa la scelta del refrat-tario e del letto catalitico. L’uso di modelli di reattorebasati sulla fluidodinamica computazionale (CFD, Com-putational Fluid Dynamics) e sulla cinetica chimica per-mette infine di effettuare previsioni che facilitano la pro-gettazione dell’impianto.
Bruciatore e camera di combustione del processo ATR
Il bruciatore del processo ATR è di fondamentaleimportanza in questa tecnologia e ha lo scopo di misce-lare la carica di idrocarburi e l’ossidante in una fiammaa diffusione turbolenta. Dato che la temperatura del nucleodella fiamma può superare i 3.000 °C, è essenziale ridur-re al minimo la trasmissione di calore per irraggiamen-to termico o ricircolo del gas caldo ai componenti delbruciatore.
Nel disegnare il bruciatore e la camera di combu-stione occorre considerare i seguenti aspetti di ingegne-ria di reazione, allo scopo di assicurare prestazioni otti-mali del reattore, sicurezza operativa e soddisfacentedurata delle apparecchiature: a) un’efficace miscelazio-ne agli ugelli del bruciatore; b) una bassa temperaturadelle parti metalliche del bruciatore; c) una combustio-ne non fuligginosa; d) una distribuzione omogenea delgas e della temperatura all’ingresso del letto catalitico;e) un’efficace protezione del rivestimento refrattario dalnucleo della fiamma.
Per proteggere il refrattario e il bruciatore dal calo-re del nucleo della fiamma e dei gas della zona di com-bustione, è consigliabile ricircolare il gas convertito dallazona termica al bruciatore. Con un efficace ricircoloesterno si stabilizza infatti la posizione del nucleo dellafiamma lungo la linea mediana della camera di combu-stione, proteggendo il refrattario dal calore della partepiù calda della fiamma (Christensen et al., 1994). Latemperatura del gas circolante lungo le pareti e nel lettocatalitico è ridotta in una fascia compresa tra 1.100 e1.400 °C dalle reazioni endotermiche che si svolgononella zona termica.
Un adeguato ricircolo garantisce inoltre una distri-buzione omogenea della temperatura e del gas all’in-gresso del letto catalitico. In mancanza di tale omoge-neità, si avrebbero una maggiore distanza dalle condi-zioni di equilibrio e un aumento della concentrazione dimetano nel gas uscente. Quanto più uniforme è la distri-buzione del gas sul letto catalitico, tanto migliore è losfruttamento dell’attività del catalizzatore. Per ottenereuna distribuzione uniforme del flusso e della tempera-tura è necessaria una scrupolosa progettazione della geo-metria della camera di combustione.
Le velocità di flusso negli ugelli del bruciatore pos-sono essere scelte entro un’ampia gamma di valori. Perottenere un’elevata intensità di miscelazione turbolenta
della fiamma a diffusione sono necessarie alte velocitànelle aperture degli ugelli. Nei processi che utilizzanoaria arricchita od ossigeno come ossidante, la velocitàdi fiamma sarà superiore a quella usuale in analoghi tipidi fiamma (Baukal, 1998). La posizione di una fiammaa ossigeno sarà vicinissima agli ugelli del bruciatore,soprattutto quando l’intensità di miscelazione turbolen-ta è più elevata. Se la si considera in un certo arco ditempo, una fiamma a diffusione turbolenta appare in unostato stazionario, ma una delle caratteristiche tipiche dellafiamma turbolenta è quella di essere dinamica e di cam-biare posizione in un ambito temporale molto breve.
Il bruciatore a intensità termica controllata (CTS, Con-trolled Thermal Severity; Christensen et al., 1994) è unmodello di bruciatore sviluppato nel 1991 da HaldorTopsøe. I bruciatori CTS vengono impiegati con ottimirisultati dal 1992 sia nei reattori ATR sia in quelli di reform-ing secondario con ossigeno, per la produzione di un’am-pia varietà di sostanze, da metanolo, idrogeno e ammo-niaca, a CO puro e ai prodotti della sintesi FT. Recente-mente è stata messa a punto una versione perfezionata delbruciatore CTS, destinata in particolare alle operazionicon bassi rapporti vapore/carbonio e alta temperatura difiamma. La direzione dei flussi e il disegno meccanicodegli ugelli del bruciatore sono stati perfezionati con l’usodi strumenti come la fluidodinamica computazionale, l’a-nalisi delle sollecitazioni con il metodo degli elementi fini-ti (FEA, Finite Element Analysis) e il collaudo in condi-zioni reali, all’interno di impianti pilota e attraverso dimo-strazioni pratiche su scala industriale.
I bruciatori impiegati nei reattori di reforming secon-dario e di reforming autotermico sono esposti ad alte tem-perature operative. Nel corso delle attività industriali sisono presentati di volta in volta problemi diversi, che pote-vano andare dalla normale usura senza rilevanti conse-guenze per il processo, a guasti più gravi. Attraverso unaprogettazione più accurata, si è riusciti tuttavia ad assicu-rare il funzionamento duraturo e sicuro dei bruciatori, evi-tando danni alle apparecchiature e perdite di produzione(Christensen et al., 1994; Ernst e Berthelsen, 2004). Unesempio di cattivo funzionamento di un bruciatore, cheha prodotto il cedimento del refrattario e della parete delreattore di un impianto di reforming secondario con ossi-geno, è stato riferito da Mossgas (Shaw et al., 1994). Ibruciatori utilizzati nei reattori di reforming ad alta tem-peratura dovrebbero essere progettati, parallelamente aldisegno della camera di combustione, in modo da garan-tire la massima integrità meccanica e termica dell’insie-me (Christensen et al., 1994). Per prevedere l’andamen-to dei flussi ed evitare comportamenti indesiderati, si puòricorrere all’aiuto della tecnica CFD.
Contenitore a pressione e refrattarioIl contenitore del reattore è rivestito all’interno di
refrattario, che ha lo scopo di isolare la parete di acciaio
486 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE

del corpo a pressione dalle alte temperature raggiuntenella zona di reazione ed è costituito in genere da piùstrati di materiali diversi, dotati di differenti proprietàisolanti. Una corretta progettazione del refrattario per-mette l’applicazione di temperature meccaniche di pro-getto ragionevolmente basse per le pareti a pressione.Di solito, la temperatura della parete non supera i 100-200 °C durante il normale funzionamento del reattore.
Nei moderni reattori di reforming secondario conimmissione d’aria, si è soliti utilizzare due strati di refrat-tario. Un tempo se ne applicava uno solo, che però avevala tendenza a incrinarsi, consentendo al flusso gassosodi entrare in contatto e trasferire calore alla parete delcontenitore, dove si formavano di conseguenza dei cosid-detti punti caldi (Sterling e Moon, 1974). Nei reattori direforming secondario con ossigeno e in quelli per ATR,le condizioni operative sono ancora più severe e la tem-peratura operativa raggiunta nella zona di combustioneancora più alta. Oggi si è soliti utilizzare, nei reattoriATR, tre strati di refrattario. Lo strato interno è dotatodi alta stabilità e resistenza termica ed è costituito di soli-to da mattoni di allumina ad alta densità. L’installazio-ne del rivestimento refrattario è un’operazione estrema-mente importante, che deve essere effettuata da perso-nale specializzato.
La progettazione e l’installazione degli strati refrat-tari, se eseguite con cura, impediscono il passaggio deigas ad alta temperatura provenienti dalla camera di com-bustione e dal letto catalitico alla parete del reattore. Tut-tavia, una simile eventualità rimane un rischio poten-ziale, che può portare a un aumento della temperaturadelle pareti del reattore e alla formazione dei punti caldi,dove la temperatura di progetto dell’involucro viene rag-giunta o superata. Il rischio di un passaggio dei gas attra-verso il refrattario è particolarmente alto nella cameradi combustione, dove le temperature sono più elevate, enella zona catalitica, dove si può creare una perdita dicarico che può forzare il passaggio del gas attraverso ipunti deboli del refrattario.
Le superfici esterne delle pareti del reattore posso-no essere sia prive di isolamento ed esposte agli agen-ti atmosferici, sia protette da una incamiciatura ad acqua.Nei modelli privi di isolamento si è soliti applicare sullasuperficie del reattore uno strato di vernice sensibile alcalore, che permette di individuare a vista e di ispe-zionare gli eventuali punti caldi, segnalati dal cambia-mento di colore della vernice. Nei modelli con cami-cia ad acqua l’individuazione dei punti caldi è più dif-ficoltosa e si effettua, fino a un certo punto, medianteil controllo dell’aumento delle velocità di evaporazio-ne nella camicia.
Letto cataliticoLa conversione degli idrocarburi nella camera di com-
bustione è solo parziale e il gas uscente dalla camera di
combustione contiene ancora quantità significative dimetano e tracce di altri idrocarburi. La conversione defi-nitiva del metano e degli altri idrocarburi ha luogo nel-la zona catalitica, dove avvengono le reazioni di steamreforming eterogenee innescate dal catalizzatore a lettofisso. Dato che la reazione di steam reforming del meta-no è endotermica, la temperatura scende in genere da1.200-1.300 °C all’ingresso della zona catalitica, a circa1.000 °C dall’uscita di questa. Il funzionamento del lettocatalitico è adiabatico, con una minima perdita di calorenell’ambiente circostante. La composizione del gas è teo-ricamente in totale equilibrio, quando il catalizzatore pos-siede un’attività sufficiente. Tuttavia, la distribuzione delgas sul letto catalitico, e soprattutto la temperatura e l’o-mogeneità della composizione del gas entrante, influi-scono sulla composizione media del gas prodotto.
In molti casi il letto catalitico viene ricoperto di unostrato di piastrelle protettive, per difenderlo dall’estre-ma intensità del flusso turbolento dalla camera di com-bustione. L’irraggiamento dalla fiamma e le velocità dicircolazione nella camera di combustione richiedonol’impiego di piastrelle dotate di alta stabilità termica ein grado di sopportare gli shock termici nelle fasi di avvioe di fermata.
Il catalizzatore dovrebbe includere i seguenti requi-siti: alta stabilità termica, attività sufficiente a raggiun-gere l’equilibrio e bassa perdita di carico, per evitare ilpassaggio del gas attraverso il refrattario.
I catalizzatori preferiti per il reforming autotermicosono quelli a base di nichel. Tuttavia, il catalizzatore èesposto a temperature operative molto elevate e il nichelmetallico è soggetto a un alto grado di sinterizzazione,che ha come conseguenza una bassa attività intrinsecadel catalizzatore.
Anche il supporto del catalizzatore al nichel devepossedere un’alta stabilità termica per resistere alle altis-sime temperature operative. Nei reattori ATR e in quel-li di reforming secondario si possono utilizzare suppor-ti sia di allumina (a-Al2O3), sia di spinelli di magnesioe alluminio (MgAl2O4). Lo spinello ha un punto di fusio-ne più alto e, in generale, una maggiore resistenza e sta-bilità termica dei catalizzatori a base di allumina.
La forma dei granuli del catalizzatore è un impor-tante parametro per la progettazione del letto catalitico.È necessario contenere la perdita di pressione, per evi-tare il formarsi di by-pass del letto catalitico attraversoil refrattario. Il passaggio del flusso gassoso attraversogli strati di refrattario trasmetterebbe a questi ultimi ilproprio calore, causando l’aumento della temperaturadella parete a pressione e del rischio di formazione dipunti caldi. Per questo è necessario scegliere un cataliz-zatore di forma appropriata, come, per esempio, quellaa sette fori assiali, caratterizzata da una bassa perdita dipressione (Christensen et al., 1994). Nella scelta dellaforma del catalizzatore, un risultato ottimale è ottenuto
487VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI

con granuli a cilindretto (pellet) dotati di un’alta attività.Il carico ottimale del letto fisso può essere formato dadiversi strati di catalizzatori di diversa tipologia.
Operazioni industriali con basso rapportovapore/carbonio
La tecnologia più avanzata per la produzione di gasdi sintesi per le applicazioni FT è attualmente rappre-sentata dal processo ATR con un basso rapporto vapo-re/carbonio (intorno a 0,6). Uno stabilimento industria-le basato su tale tecnologia opera in Europa dal 2002 perla produzione di gas di sintesi ricco in CO. Nel 2004 sonostati inaugurati a Sasolburg, in Sudafrica, due stabili-menti, con una capacità complessiva di 430.000 Nm3/hdi gas di sintesi (H2�CO), destinato alla produzione dicere e altri prodotti chimici mediante sintesi FT. Un gran-de impianto GTL è stato appositamente costruito nelQatar e ha iniziato l’attività nel 2005, mentre un altrosarà avviato in Nigeria nel 2007 (Jay, 2003). Entrambisono dotati di due unità per il gas di sintesi basate sulreattore ATR con un rapporto vapore/carbonio di 0,6,con una produzione complessiva di circa 1,5 milioni diNm3/h di gas di sintesi.
La prima operazione su scala industriale fu un testdimostrativo effettuato in un’unità ATR alimentata concirca 20.000 Nm3/h di carica idrocarburica (Ernst et al.,2000). L’unità in questione è una delle sedici unità direforming autotermico possedute e utilizzate da Sasolnel suo stabilimento di Secunda, in Sudafrica, già pre-cedentemente ristrutturate nel 1997 per adattarle all’u-so di bruciatori Haldor Topsøe (Ernst e Berthelsen, 2004).L’unità fu modificata appositamente per una marcia dimo-strativa con un rapporto vapore/carbonio di 0,6, invecedel normale rapporto di 1,5-2,0. Il test, durato cinquesettimane, ha dimostrato la possibilità di operare in modostabile e soddisfacente con un basso rapporto vapore/car-bonio, senza formazione di fuliggine, e ha ampliato iconfini del campo di applicazione della tecnologia ATR.
Altre tecnologie
Per la maggior parte (se non tutte), le tecnologie perla produzione di gas di sintesi descritte in precedenzasono già utilizzate a livello industriale. Tuttavia, sono inatto considerevoli sforzi per sviluppare nuove tecnolo-gie, in considerazione del fatto che la parte di un impian-to GTL che richiede maggiori investimenti è proprio l’u-nità di generazione del gas di sintesi (SGU, Syngas Gen-eration Unit). Molte di queste ricerche sono orientatealla riduzione o all’eliminazione dell’impiego di ossi-geno e/o al ridimensionamento del reattore primario nellaSGU. Nel seguito sarà fornita una rapida descrizionedella produzione di gas di sintesi mediante le tecnologiedi reforming CPO e con membrana a ossigeno (OMR,Oxygen Membrane Reforming).
Ossidazione parziale cataliticaIl principio di funzionamento della tecnologia CPO
è illustrato nella fig. 15. La carica idrocarburica e l’os-sidante sono mescolati in una zona di immissione a montedel letto catalitico. Nella sezione catalitica, hanno luogonella miscela delle reazioni catalitiche eterogenee (rea-zioni di combustione parziale e totale, accompagnate daquelle di steam reforming del metano e di shift). In gene-re, il catalizzatore è a base di metalli nobili e la velocitàspaziale è quasi sempre molto alta. Per effettuare la rea-zione sono stati sperimentati catalizzatori in forma dicilindretti, monoliti e schiume.
Nel gas uscente, le reazioni di steam reforming delmetano e di shift sono normalmente all’equilibrio, o pros-sime all’equilibrio. È stato affermato (Choudhary et al.,1992) che il metano reagisce per ossidazione parzialesecondo la seguente reazione [8] e che è possibile otte-nere conversioni del metano superiori a quelle indicate,corrispondenti all’equilibrio termodinamico della rea-zione di steam reforming del metano.
[8] CH4�1/2O2��CO �2H2
In pratica, tuttavia, i prodotti della reazione [8] subi-scono un’ulteriore ossidazione e ricerche di base hannodimostrato senza ombra di dubbio che l’ossidazione par-ziale è cineticamente favorita solo a temperature supe-riori a 900 °C (Schmidt, 2001). Le composizioni del gasindicanti conversioni superiori all’equilibrio termodina-mico riflettono probabilmente le condizioni di tempera-tura del catalizzatore (Rostrup-Nielsen, 1993).
La tecnologia CPO si distingue da quella ATR prin-cipalmente per l’assenza di bruciatori. Tutte le reazio-ni chimiche si verificano infatti nella zona catalitica.Una reazione di combustione totale ha luogo in qualche
488 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE
gas di sintesiCO, H2, CO2, CH4, H2O
carica diidrocarburi
schermaturadell’irraggiamento
ossidante
strato dimiscelazione
catalizzatoredi metallo
nobile
fig. 15. Ossidazione parziale catalitica.

misura nella parte iniziale degli strati catalitici, causan-do un fortissimo riscaldamento del catalizzatore in que-sta zona. Le misurazioni effettuate hanno indicato tem-perature del catalizzatore superiori a 1.100 °C (Basini etal., 2001). Per evitare il surriscaldamento del gas a montedel catalizzatore, si ricorre spesso a una schermatura ter-mica, come indicato nella fig. 15. Si noti che la tempe-ratura del gas rimane relativamente bassa, se confronta-ta con quella della superficie del catalizzatore nella zonadi immissione (Basini et al., 2001).
La tecnologia di CPO è da molti anni oggetto di vastistudi. Prima del 1992 la maggior parte delle ricerche eracondotta con velocità spaziali moderate o basse e contempi di permanenza di un secondo o più (Basini et al.,2001). Tuttavia, in anni più recenti si sono cominciati autilizzare per questo processo, almeno in laboratorio,tempi di contatto brevissimi, compresi tra 0,1 e 10 ms,in qualche caso, senza preriscaldamento della carica esenza aggiunta di vapore. Ulteriori informazioni riguar-danti la ricerca in questo settore, per lo più fondamen-tali, possono essere reperite, per esempio, in una serie diarticoli pubblicati da L.D. Schmidt e dai suoi collabora-tori (Hickman e Schmidt, 1992; Hickman e Schmidt,1993; Hickman et al., 1993; Torniainen et al., 1994; Dietze Schmidt, 1995; Schmidt, 2001).
In teoria è possibile utilizzare sia aria sia ossigenocome ossidanti in un reattore per CPO. Esperimenti sul-l’uso dell’aria come agente ossidante nella CPO sonostati condotti nell’impianto pilota di Topsøe a Houston,nel Texas. In tutti i casi, la conversione del metano cor-risponde quasi perfettamente all’equilibrio della reazio-ne di steam reforming del metano.
La presenza di una miscela infiammabile nella zonadi immissione a monte del catalizzatore può, in alcunicasi, rendere problematico l’uso della tecnologia CPOcon alte temperature di immissione, soprattutto in con-dizioni di pressione elevata. Nella tab. 5 sono riporta-te le variazioni della temperatura di autoignizione delgas naturale nell’aria in funzione della pressione. Letemperature di autoignizione sono più basse quando siusa come ossidante l’ossigeno. Per motivi di sicurez-za, occorre contenere le temperature di ingresso dellacarica di idrocarburi e dell’ossidante, aumentando di
conseguenza il consumo di ossigeno, come mostra latab. 6. Un maggiore consumo di ossigeno aumenta a suavolta i costi di costruzione dell’unità di separazione del-l’aria (ASU, Air Separation Unit) e il livello di inerti nelgas di sintesi.
Reforming a membrana con ossigenoLo sviluppo della tecnologia di reforming con mem-
brana permeabile all’ossigeno (OMR), di cui la fig. 16illustra il principio di funzionamento, è attualmente ogget-to di numerose ricerche; per una panoramica recente sirimanda alla bibliografia (Shen et al., 2003). Introdu-cendo aria su un lato di una membrana ceramica, si pro-duce un trasporto selettivo di ossigeno sotto forma di ionifino al lato opposto, dove l’ossigeno reagisce con la cari-ca di idrocarburi per produrre gas di sintesi. In questomodo si ottengono simultaneamente due risultati: si rispar-miano i costi dell’unità di separazione dell’aria e si evitadi produrre gas di sintesi con un alto contenuto di azotoinerte. Il catalizzatore è collocato sul lato di sintesi dellamembrana e può presentarsi sotto forma di granuli o diret-tamente aderente alla membrana stessa.
La membrana è fabbricata con materiale ceramico,per lo più una perovskite o una brownmillerite. La forzamotrice attraverso la membrana è proporzionale al loga-ritmo del rapporto delle pressioni parziali di ossigenosui due lati opposti. Quindi, in linea teorica, è possibileintrodurre aria a pressione ambiente per fornire ossige-no alla sezione a pressione elevata, in quanto la pressio-ne parziale di ossigeno su questa parte del processo restaestremamente bassa. Per ottenere un flusso di ossigenosufficiente, è probabile che si debba operare a una tem-peratura superiore a 750-800 °C.
Il materiale della membrana deve consentire un flus-so elevato di ossigeno, possibilmente dell’ordine di oltre10 Nm3 O2/m
2�h. La membrana deve essere inoltre com-patibile con il gas riducente, da un lato, e con l’aria, dal-l’altro. Sono stati proposti diversi tipi di membrane com-posite e si sta studiando la possibilità di utilizzare mem-brane sottili collocate su supporti porosi più resistenti.
Uno dei problemi più difficili per lo sviluppo dellatecnologia OMR è la differenza di pressione comples-siva tra i due lati della membrana. La necessità di com-primere l’aria per ottenere pressioni simili sui due latipotrebbe rendere il processo eccessivamente costoso,mentre l’impiego di aria a pressione atmosferica met-terebbe a dura prova l’integrità meccanica della mem-brana stessa. In tutti i casi, il processo sembra adattar-si meglio alle applicazioni su scala da piccola a media,dato che il fattore di scala della membrana sarebbe pros-simo a uno.
Membrane permeabili all’idrogenoIl processo di steam reforming, così come viene effet-
tuato oggi, è sottoposto a numerose limitazioni (Rostrup-
489VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI
Pressione (bar)Temperatura
di autoignizione (°C)
1 465
4 313
20 267
40 259
tab. 5. Temperature di autoignizione del gas naturalenell’aria (Geerssen, 1988)

Nielsen e Christiansen, 1997). Anzitutto per il fatto che,per ragioni di carattere termodinamico, per ottenere altilivelli di conversione del metano sono necessarie alte tem-perature di uscita, in contrasto con le potenzialità del cata-lizzatore, che rimane attivo anche sotto 400 °C (Rostrup-Nielsen e Christiansen, 1997). Per superare tali limita-zioni, sono state avviate ricerche sulla possibilità diinstallare nel letto catalitico una membrana selettiva versol’idrogeno (Lægsgaard-Joergensen et al., 1995; Aasberg-Petersen et al., 1998). La membrana ha il compito di sot-trarre in modo continuo idrogeno dalla reazione, per spin-gere l’equilibrio verso livelli di conversione più elevati abassa temperatura. Le simulazioni di reattore e gli espe-rimenti condotti finora (Aasberg-Petersen et al., 1998)hanno dimostrato come sia effettivamente possibile ridur-re la temperatura del gas uscente sotto i 700 °C, mante-nendo inalterati i livelli di conversione. La convenienzaeconomica di questa tecnologia dipende dalla possibi-lità di compensare i costi della membrana con i risparmi
derivanti dall’eliminazione della reazione di shift del COe dell’unità PSA (Lægsgaard-Joergensen et al., 1995).Questo tipo di processo, tuttavia, produce idrogeno a bassapressione, che occorre portare alla consueta pressione di20 bar. Di conseguenza, il processo diviene antiecono-mico, a eccezione, forse, di situazioni molto particolari,come quelle in cui vi sia disponibilità di energia elettri-ca a prezzi molto bassi (Aasberg-Petersen et al., 1998),o nei casi in cui l’idrogeno debba essere utilizzato comealimentazione di una cella a combustibile o come carbu-rante a bassa pressione.
Questo schema di produzione dell’idrogeno per usocombustibile mediante sequestrazione di CO2 è moltopiù semplice dei tradizionali processi basati sul reform-ing, seguito dalla reazione di shift, poi dalla separazio-ne di CO2 e dalla compressione di quest’ultimo. Se lasequestrazione di CO2 verrà accolta favorevolmente,lo schema di reforming con membrana illustrato dallafig. 17 potrebbe diventare il processo privilegiato di pro-duzione di idrogeno per uso combustibile.
Le membrane attualmente in commercio (del tipo aPd) sono ancora troppo costose per rendere attraente que-sto schema di reattore di reforming a membrana, nono-stante la realizzazione di membrane con pellicole di pal-ladio con uno spessore di poco superiore a un micron.Inoltre, con le membrane attuali si ottiene un flusso anco-ra di gran lunga troppo basso. Ma soprattutto, se si giun-gesse a produrre quantità significative di idrogeno conquesto tipo di processo, le riserve mondiali di palladiosi esaurirebbero rapidamente. L’unica soluzione possi-bile è quindi lo sviluppo di nuovi tipi di membrane.
10.3.2 Tecnologia dell’idrogeno
La domanda di idrogeno è in continuo aumento e unafutura economia dell’idrogeno rappresenta una delle prio-rità dell’agenda politica. Ma da dove prendere l’idroge-no di cui avremo bisogno? Le opzioni disponibili sonoancora troppo costose. La strada più facilmente percor-ribile è oggi lo steam reforming degli idrocarburi. Se la
490 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE
Reattore RapportoTemperatura
Consumo di ossigeno Consumo di gasvapore/carbonio
della carica di idrocarburi,(relativo) naturale (relativo)entrata del reattore (°C)
ATR 0,6 650 100 100
CPO 0,6 200 121 109
ATR 0,3 650 97 102
CPO 0,3 200 114 109
tab. 6. Consumo relativo di ossigeno e di gas naturale per processi a fronte d’impianto GTL basato su ATRo CPO, per la produzione di idrogeno e monossido di carbonio (Aasberg-Petersen et al., 2003)
CH4, H2O
CO, H2, CO2 N2 (O2)
ariamembrana
2O2�
2e�
∆Po2
CH4 � 1/2O2 CO � 2H2
CH4 � H2O 3H2 � CO
CO � H2O CO2 � H2
fig. 16. Reforming con membrana permeabile all’ossigeno.

sequestrazione di CO2 sarà accolta favorevolmente, icombustibili fossili potrebbero giocare in futuro un ruoloimportante nello sviluppo di un’economia basata sull’i-drogeno, attraverso l’uso delle tecnologie di reforming(Rostrup-Nielsen et al., 2002).
Fabbricazione dell’idrogeno
L’idrogeno è un’importante materia prima utilizzatanell’industria chimica e in quella della raffinazione, epotrebbe giocare in futuro un ruolo nel settore energeti-co. Nel 1998, l’offerta totale di idrogeno era di 390�109
Nm3/a, a cui si devono aggiungere altri 110�109 Nm3/aricavati dai processi di coproduzione. Attualmente l’idro-geno è utilizzato prevalentemente per la produzione diammoniaca e metanolo (circa il 51% del totale, prodottoin miscela con azoto o ossidi di carbonio), seguita da hydro-treating nelle raffinerie (il 44%, inclusa la coproduzione,come idrogeno puro). L’idrogeno puro è utilizzato anchein molte reazioni di idrogenazione (il 4% del consumototale), come l’idrogenazione degli idrocarburi insaturi(compresa la solidificazione dell’olio commestibile) edegli aromatici, l’idrogenazione di aldeidi e chetoni (peresempio, per la produzione di oxo-derivati), l’idrogena-zione dei composti azotati (per esempio, per la fabbrica-zione dell’anilina). I rimanenti impieghi (1%) dell’idro-geno si trovano nell’industria alimentare, in quella deisemiconduttori e nell’industria metallurgica (per esem-pio, per la riduzione diretta del minerale di ferro).
La sintesi dell’ammoniaca è effettuata a partire dauna miscela di idrogeno e di azoto, mentre per sintetiz-zare metanolo, idrocarburi liquidi (per esempio per mezzodella sintesi FT), alcoli superiori (idroformilazione), ecc.,si utilizzano miscele di idrogeno e ossidi di carbonio (gasdi sintesi). In questa sezione è trattata esclusivamente latecnologia per la produzione dell’idrogeno puro.
Problema del bilancio di idrogeno nella raffineriaLe politiche ambientali per lo sviluppo di carburan-
ti più puliti potrebbero apportare notevoli cambiamenti
all’attuale organizzazione dell’industria della raffi-nazione (Rostrup-Nielsen, 1995). Le specifiche per labenzina riformulata hanno stabilito contenuti più bassidi aromatici e di olefine e limiti precisi alla presenzadi idrocarburi leggeri e di zolfo. La recente legisla-zione sui carburanti diesel fissa il contenuto limite dizolfo a 10-50 ppm. La desolforazione viene effettua-ta facendo reagire i composti dello zolfo con idroge-no per produrre solfuro di idrogeno, che viene rimos-so dalla corrente di idrocarburi. La necessità di rimuo-vere lo zolfo può essere accompagnata dalla scelta dirimuovere gli aromatici.
In generale, queste tendenze si traducono in unaumento del rapporto atomico H/C dei carburanti vici-no a 2 (De Jong, 1996), mentre il petrolio estratto diven-ta sempre più pesante e con un contenuto sempre piùelevato di zolfo e di metalli. Questa situazione ha resoancora più necessari i processi di hydrotreating − idro-desolforazione (hydrodesulphurization, HDS), idro-deazotazione (hydrodenitrogenation, HDN), idro-demetallazione (hydrodemetallization, HDM) − e l’hy-drocracking.
Un tempo, la maggior parte del consumo di idroge-no di una raffineria era coperta dall’idrogeno ottenutocome sottoprodotto da altri processi di raffineria (110·109
Nm3/a), e in particolare da quelli di reforming cataliti-co (platforming). Una delle principali reazioni del reform-ing catalitico (da non confondersi con lo steam reform-ing catalitico) è la conversione delle paraffine in aro-matici e idrogeno. Dato che nei carburanti riformulati lapresenza di aromatici è indesiderata, la quantità di idro-geno reso disponibile dai processi di reforming cataliti-co è destinata ad abbassarsi. Allo stesso modo, le fra-zioni diesel e benzina dalle unità di cracking cataliticosono altamente insature.
In conclusione, si fa sempre più forte il bisogno diaccrescere la capacità di produzione di idrogeno nelleraffinerie, necessità a cui si fa fronte principalmente conl’installazione di impianti per la produzione di idrogenobasati sulla tecnologia dello steam reforming.
491VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI
H2 H2
gas di combustione
CO2 allasequestrazione
idrogenoprodotto
compressione
HDSalimentazione
vapore
flusso di calore dal gas di combustioneal reattore di steam reforming
membrana selettivaper l’idrogeno
combustione di H2 H2 da usare come combustibile
aria
steam reforming
fig. 17. Reforming con membrana. Impianto di idrogeno con sequestrazione del CO2.

Idrogeno come vettore energeticoA causa del suo basso impatto ambientale, l’idrogeno
è stato preso in considerazione come il vettore energeticodel futuro. Le sue principali applicazioni sono quelle comecarburante non carbonioso e per le celle a combustibile ali-mentate a idrogeno in campo automobilistico.
Sono allo studio numerose tecnologie per produrreidrogeno senza ottenere contemporaneamente CO2. Unadi queste è la produzione mediante elettrolisi dell’acqua,utilizzando energia non ricavata da combustibili fossili.Questi progetti sono rimasti finora sulla carta, princi-palmente a causa della resistenza verso l’uso dell’ener-gia nucleare, da una parte, e della scarsa efficienza delprocesso di elettrolisi, dall’altra. Poiché la produzionedi idrogeno da biocombustibili, energia eolica o solare,è ancora troppo costosa, i combustibili fossili rimango-no nel breve termine il modo più efficace per alimenta-re le unità di produzione di idrogeno.
Sono in atto importanti ricerche che puntano a svi-luppare tecnologie per la produzione di idrogeno da com-bustibili fossili, che consentano di immagazzinare CO2(sequestrazione di CO2) e di utilizzare l’idrogeno comecombustibile pulito, per esempio nelle turbine a gas perla produzione di energia elettrica. I progetti di seque-strazione di CO2 finora elaborati comprendono la decar-bonizzazione prima della combustione del gas e la cat-tura di CO2 dopo la combustione. Un gruppo di compa-gnie petrolifere ha unito le proprie forze per fondare ilCO2 Capture Project (CCP) (Middleton et al., 2002). Loscopo del CCP è lo sviluppo di metodi efficaci per cat-turare quantità significative del CO2 emesso dalle cen-trali elettriche e dagli impianti industriali e immagazzi-narle nelle formazioni geologiche del sottosuolo.
L’idrogeno è utilizzato per alimentare celle a com-bustibile, in genere in unità dotate di capacità compre-se tra 50 kW e 1 MW. La crescita dell’uso delle celle acombustibile è stata meno rapida del previsto a causadegli alti costi di investimento e della concorrenza rap-presentata dalle turbine a gas di ultima generazione. Lecelle a combustibile alimentate a idrogeno (30-50 kW)hanno suscitato recentemente un grande interesse per leloro possibili applicazioni in campo automobilistico.Resta da stabilire il luogo in cui è più conveniente pro-durre l’idrogeno: se in grandi impianti centralizzati,nelle stazioni di rifornimento o nella stessa vettura. Con-siderate le difficoltà inerenti all’accumulo di scorte suf-ficienti di idrogeno, lo scenario più probabile è che iveicoli commerciali sviluppino la capacità di produrrel’idrogeno a bordo, a partire da idrocarburi o metanolo(Rostrup-Nielsen, 2001).
Tecnologie per la produzione di idrogeno
Esistono molti modi di produrre idrogeno (tab. 7). Lascelta è dettata dalle dimensioni produttive e dal costo
delle cariche disponibili. Il metodo più importante è laconversione catalitica (steam reforming) degli idrocar-buri, seguita dalla gassificazione del carbone, delle sab-bie bituminose, ecc. Per quanto riguarda gli impianti dicapacità modeste, l’elemento determinante è rappresen-tato dai costi di investimento, e apparecchiature menocomplesse possono risultare preferite rispetto a quellecon più alta efficienza energetica. L’elettrolisi dell’acquacopre meno del 5% della produzione. Per la produzionesu vasta scala, lo steam reforming del gas naturale (o deigas di scarto di raffineria) è diventato la soluzione piùdiffusa. La gassificazione delle frazioni di olio pesantepotrebbe acquistare maggior peso in futuro, con una mag-giore disponibilità di queste frazioni causata dalla cadu-ta della domanda. In alcune raffinerie sono state instal-late unità di gassificazione per la produzione di energiaelettrica e la cogenerazione di idrogeno (Pitt, 2001).
Nelle aree dove il costo degli idrocarburi è più alto,il metanolo può rappresentare un’alternativa. Una pos-sibile soluzione prevede la produzione del metanolo inuna zona dotata di fonti di gas naturale a basso costo, eil successivo trasporto nel luogo dove sorge l’impiantodi produzione dell’idrogeno. Un impianto per la produ-zione di idrogeno a partire dal metanolo è un’unità sem-plice (Rostrup-Nielsen, 2001) e meno costosa di unimpianto basato sullo steam reforming del gas naturalee della naphtha.
Idrogeno da steam reformingIl principale processo di conversione degli idrocar-
buri a idrogeno è lo steam reforming (Rostrup-Nielsen,1984a; Aasberg-Petersen et al., 2001), che comporta leseguenti reazioni:
[9] CH4�H2O����CO �3H2
�DH °298��206 kJ/mol
[10] CO �H2O����CO2�H2
�DH °298�41 kJ/mol
492 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE
Carica Processo
Gas naturale Steam reforming
Gas di scarto di raffineria
GPL
Naphtha
Cherosene, gasolio
Metanolo, DME, NH3 Cracking
Carbone Gassificazione
Biomassa
Acqua Elettrolisi
tab. 7. Processi per la produzione di idrogeno

[11] CnHm�n H2O���� n CO �(n�
m1
2) H2
�DH °298��1.109 kJ/mol per n-C7H16
La reazione [9] è quella di steam reforming del meta-no. Trattandosi di una reazione reversibile e fortementeendotermica, in base al principio di Le Châtelier, perottenere la massima conversione deve essere effettuatain condizioni di alta temperatura, bassa pressione e conun elevato rapporto vapore/metano. La configurazionedel processo di steam reforming è, almeno in parte, det-tata dall’esistenza di questi limiti. La fig. 18 riporta lacomposizione all’equilibrio del gas uscente dal reattoredi steam reforming in funzione della temperatura in usci-ta al reattore, nelle normali condizioni operative (26 bar,con un rapporto vapore/metano della carica di 2,5).
Schemi di processoI moderni impianti per la produzione di idrogeno sono
quasi invariabilmente progettati in previsione di un bassorapporto vapore/carbonio. Se, infatti, un valore elevato ditale rapporto (4-5 mol H2O/atomo C) ha come conse-guenza un aumento della conversione degli idrocarburi,un basso rapporto (di solito 2,5 o meno) permette di ridur-re il flusso di massa nell’impianto e le dimensioni delleapparecchiature. Di conseguenza, gli impianti progettatiper un basso rapporto vapore/carbonio sono in genere quel-li che richiedono minori investimenti e forniscono unamaggiore efficienza energetica, risultando quindi conminori costi operativi. In teoria, un basso rapporto vapo-re/carbonio fa aumentare le perdite di metano dal reatto-re di reforming, ma questo può essere evitato aumentan-do la temperatura in uscita, di solito a 920 °C.
Il funzionamento con un basso rapporto vapore/car-bonio impone l’uso di un catalizzatore non ferroso diconversione del monossido di carbonio, ossia di un cata-lizzatore di shift a media temperatura (MTS, MediumTemperature Shift) a base di rame. Questo tipo di cataliz-zatore è molto simile a quello per lo shift convenzionale
a bassa temperatura, che può essere utilizzato anche incombinazione con un catalizzatore di shift ad alta tem-peratura (HTS, High Temperature Shift) a base di ferro.Il catalizzatore a base di ferro può essere utilizzato soloal di sopra di un determinato rapporto vapore/gas seccodato che, in condizioni di maggiore severità, sviluppe-rebbe la capacità di attivare la sintesi di FT, a causa dellasua tendenza a formare carburo di ferro (Højlund-Niel-sen e Hansen, 1989). Per una descrizione più dettaglia-ta dei catalizzatori di shift, v. cap. 10.4.
Per la purificazione finale dell’idrogeno oggi si usala tecnologia PSA, che consente di ottenere idrogeno conun elevato grado di purezza (99,9% o più) e un funzio-namento più efficiente dei tradizionali schemi con adsor-bimento del CO2 (Dybkjær e Madsen, 1997-1998).
La fig. 19 illustra lo schema di processo di un tipicoimpianto per la produzione di idrogeno, con pressioneoperativa di 25 bar e alimentazione variabile scelta tragas di raffineria, gas naturale e naphtha. Il gas di raffi-neria, contenente alte percentuali di idrogeno, è inviatoa un’unità PSA per l’estrazione di idrogeno puro. Il gasdi scarto dell’unità PSA, contenente metano non con-vertito, viene compresso e utilizzato come alimentazio-ne nell’impianto di produzione di idrogeno. In questomodo, è possibile utilizzare il gas di raffineria di bassogrado per alimentare un impianto di idrogeno, al postodi cariche più costose, come il gas naturale e la naphtha.Il gas di scarto dell’unità PSA è mescolato con gas natu-rale o naphtha vaporizzata; la miscela viene poi preri-scaldata, desolforata (su catalizzatore a base di CoMo eZnO), mescolata con vapore di processo e ulteriormen-te riscaldata prima dell’ingresso nel reattore di pre-reforming adiabatico. Le temperature di ingresso sonocomprese in genere nell’intervallo tra 450 e 550 °C, aseconda del tipo di carica e del rapporto vapore/carbo-nio. Dopo il processo di prereforming, il gas è riscalda-to a 650 °C e immesso nel reattore tubolare, dove haluogo la conversione finale all’equilibrio del metano inidrogeno, monossido di carbonio e biossido di carbonioa 850-950 °C, a seconda dello schema di processo. Il gasprocessato è raffreddato con produzione di vapore primadell’immissione nel convertitore di shift, consistente ingenere in uno shift a media temperatura (210-330 °C).L’azione del catalizzatore di shift al rame consente di pro-durre altro idrogeno dalla conversione di monossido dicarbonio e vapore a biossido di carbonio e idrogeno [10].Dopo la conversione, il gas è raffreddato a temperaturaambiente e inviato alla seconda unità PSA, il cui gas discarto sarà poi utilizzato come combustibile per il reatto-re di reforming tubolare, integrato da gas combustibile.
Efficienza energetica del processoCon l’aumento dei prezzi dell’energia, si è accre-
sciuto il peso dei costi operativi sul costo totale di pro-duzione dell’idrogeno. Dato che oggi i costi operativi
493VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI
CH4
CO
H2
CO2
com
posi
zion
e de
l gas
sec
co (
%)
0
20
40
60
80
100
temperatura di uscita dal reformer (°C)400 500 600 700 800 900 1.000
fig. 18. Composizione all’equilibrio del gas all’uscita da un reattore di steam reforming a 26 bar con rapportovapore/metano di 2,5 nella carica.

(differenza tra costo degli idrocarburi e vapore esporta-to) ammontano a circa 2/3 del costo di produzione del-l’idrogeno, è importante assicurare la massima efficien-za energetica del processo. Negli ultimi anni, il proces-so di produzione dell’idrogeno è stato notevolmentemigliorato. È importante comprendere quale sia il limi-te termodinamico di efficienza energetica con cui occor-re confrontarsi (Rostrup-Nielsen, 2005).
Consideriamo un processo ideale in cui una misce-la stechiometrica di CH4 e H2O sia completamente con-vertita a H2 e CO2 secondo le [9] e [10], e in cui il calo-re necessario alla reazione sia fornito dalla combu-stione di CH4. È possibile determinare, per questoprocesso ideale, la quantità teorica di energia da CH4(valore minimo di riscaldamento, LHV, Lower HeatingValue) richiesta per produrre idrogeno. L’efficienzateorica della produzione di idrogeno da metano median-te steam reforming è pari a 2,59 Gcal/1.000 Nm3 H2se si parte dal vapor d’acqua, e a 2,81 Gcal/1.000 Nm3
H2 se si parte invece dall’acqua liquida, come nel pro-cesso reale.
Gli impianti di idrogeno di vecchia concezione utilizzano temperature di reforming ben al di sotto di900 °C e un elevato rapporto vapore/carbonio (superio-re a 2,5). Questi impianti sono caratterizzati da una scar-sa efficienza energetica, poiché si rende necessario con-densare notevoli quantità di vapore di processo per mezzodi grossi impianti di refrigerazione ad aria o ad acqua.Anche i costi di investimento sono considerevoli, per-ché è necessario gestire flussi di processo dagli elevativolumi.
I moderni impianti per la produzione di idrogeno, cheutilizzano i più recenti sviluppi nelle tecnologie di steamreforming e di shift, possono essere progettati per fun-zionare con temperature di reforming superiori a 900 °C
e rapporti vapore/carbonio inferiori a 2,5 o perfino a 2,0.Queste condizioni sono facilmente sostenibili in una unitàdi reforming con riscaldamento laterale e dotata di uncatalizzatore MTS. Gli impianti per la produzione di COe di gas per processi oxo hanno operato per molti anniutilizzando reattori con riscaldamento laterale e tempe-rature di uscita di circa 950 °C, mentre molti impiantiper la produzione di idrogeno hanno operato con tem-perature di uscita dal reattore di reforming di circa 920 °C.L’uso di tali condizioni avanzate di steam reforming ègiustificato da una maggiore efficienza energetica e daun minore costo di produzione dell’idrogeno (Dybkjære Madsen, 1997-98).
L’adozione di condizioni avanzate di steam reforming(elevata temperatura di reazione unita a un basso rap-porto vapore/carbonio) ha reso possibile operare conun’efficienza energetica inferiore a 3 Gcal/1.000 Nm3
H2, tenendo conto del vapore esportato (energia di cari-ca�carburante ammontano a �3,5 Gcal/1.000 Nm3 H2),che supera solo del 6% il valore teorico minimo di 2,81Gcal/1.000 Nm3 H2. Le uniche perdite di calore sonoquelle dalle apparecchiature, oltre al calore perduto conil gas di combustione, come mostra la fig. 20.
I reattori di steam reforming a irraggiamento utiliz-zano il 50-60% del calore fornito dai bruciatori per lareazione di steam reforming, e il resto dell’energia vieneusato per i riscaldamenti di processo e per produrre vapo-re destinato all’esportazione.
Poiché l’esportazione di vapore non è sempre oppor-tuna, si è reso necessario pensare alla progettazione diun reattore di reforming e di un processo dotato di effi-cienza energetica che non prevedessero tale eventualità.Il reattore di reforming convettivo (HTCR, Haldor TopsøeConvective Reformer), sviluppato da Topsøe, utilizzacirca l’80% del calore di combustione per il processo di
494 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE
gas combustibile
aria di combustione
naphtha
carica GN
gas di raffineria H2
H2
gas di combustione
DMW
rim
ozio
ne d
i S
prer
efor
min
g
shif
t a m
edia
tem
pera
tura
PSA 2
PSA esportazione di
vapo
re d
ipr
oces
so reformingtubolare
vapore
fig. 19. Schema di processo di un tipico impianto a carica multipla per la produzione di H2 (Haldor Topsøe).DMW (DeMineralized Water): acqua demineralizzata.

steam reforming, mentre la temperatura del gas prodot-to è ridotta grazie al disegno a baionetta del tubo direforming. Il reattore di reforming convettivo permettedi raggiungere livelli di efficienza energetica compresitra 3,15 e 3,25 Gcal/1.000 Nm3 H2, senza esportare vapo-re (Dybkjær e Madsen, 2004), nettamente inferiori alle�3,5 Gcal/1.000 Nm3 H2 ottenute con un tradizionalereattore di steam reforming, se non si tiene conto delvapore esportato. Il minor consumo complessivo di gasnaturale, reso possibile dal reforming convettivo, si tra-duce in una notevole riduzione delle emissioni di CO2legate alla produzione di idrogeno.
Opzioni di processoGrazie all’impegno, tuttora in atto, dedicato dalle
industrie allo sviluppo della tecnologia, dei processi edei catalizzatori per lo steam reforming, si è resa dispo-nibile una vasta gamma di opzioni che consentono diindividuare lo schema di processo ottimale per ogni pro-getto e di adattarlo alle esigenze di ogni sito (Goland eDybkjær, 1995). Questo è l’obiettivo che Topsøe ha inte-so raggiungere con il proprio processo di steam reform-ing avanzato, una delle ultime novità nel campo dellatecnologia dello steam reforming tubolare (Dybkjær eMadsen, 1997-98).
Processo di steam reforming avanzatoQuesto concetto rende disponibile un impianto con
bassi costi sia di investimento, sia operativi. Tuttavia, lascelta finale dello schema richiede un’analisi accuratadegli specifici costi unitari. Il processo di produzione diidrogeno mediante steam reforming avanzato di Topsøeè caratterizzato da: a) un basso rapporto vapore/carbonio
(di solito inferiore a 2,5); b) un’elevata temperatura diuscita dal reattore di reforming (di solito 920-930 °C);c) un reattore con elevato flusso termico medio (di so-lito superiore a 80.000 kcal/m2·h); d ) un catalizzatoredi shift non ferroso (per esempio, MTS a base di rame);e) un reattore di prereforming adiabatico (opzionale);f ) un forte preriscaldamento dell’aria di combustione(opzionale; nelle operazioni industriali sono state col-laudate temperature fino a 550 °C).
Questi parametri di processo sono possibili con i reat-tori di reforming a riscaldamento laterale progettati daTopsøe e con i catalizzatori sviluppati da Topsøe.
Il basso rapporto vapore/carbonio riduce il flusso dimassa nell’impianto e, di conseguenza, le dimensionidelle apparecchiature. Una delle cause principali del-l’aumento dei costi operativi e dell’inefficienza energe-tica è rappresentata dalla condensazione del vapore diprocesso non convertito dopo il reattore di shift. L’usodi un basso rapporto vapore/carbonio permette di ridur-re al minimo questo inconveniente. L’aumento del meta-no non convertito nel reattore di reforming, che si accom-pagna al funzionamento con un basso rapporto vapo-re/carbonio, è compensato dalla possibilità di operare incondizioni di elevata temperatura di uscita dal reattore.Inoltre, la formazione di una quantità eccessiva di sot-toprodotti, che si verificherebbe con un basso rapportovapore/carbonio utilizzando un catalizzatore di shift abase di ferro, come gli usuali HTS, può essere evitatacon l’adozione di un catalizzatore di shift a base di rame,come quelli MTS.
Ottimizzazione finale dello schema di impiantoLa progettazione di un impianto per la produzione di
idrogeno consente oggi ampi margini di flessibilità, chepermettono di ottenere i massimi vantaggi economici.La scelta finale dello schema di impianto deve essereeffettuata in base alle esigenze del cliente e al costo dellacarica e del combustibile, da una parte, e del valore delvapore esportato, dall’altra. I parametri di progettazio-ne fondamentali sono: a) il rapporto vapore/carbonio;b) l’uso di un reattore di prereforming; c) la temperatu-ra di ingresso nel reattore di reforming; d ) la tempera-tura di uscita dallo stesso; e) lo schema della sezione dishift; f ) il preriscaldamento dell’aria di combustione;g) la pressione del reattore di reforming; h) l’efficienzadell’unità PSA.
Di seguito vengono forniti alcuni esempi di come siapossibile usare questi parametri per adattare la configu-razione di un impianto per idrogeno. Per ulteriori detta-gli, si rimanda alla bibliografia (Goland e Dybkjær, 1995).
Caso con costo della carica superiore a quello delcombustibile. Se un impianto deve funzionare con unacarica costosa e un combustibile più economico, convie-ne ridurre al minimo il consumo della carica a spese delconsumo di combustibile. Per ottenere questo risultato,
495VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI
tem
pera
tura
entalpia
curva di raffreddamento
consumo energetico netto 2,96 Gcal/1.000 Nm3 H2
curva di riscaldamento
fig. 20. Diagramma di convergenza di un impiantoper idrogeno funzionante in condizioni di steam reformingavanzato. La curva di riscaldamento e quella diraffreddamento idealmente si incontrano, volendo significare che tutto il calore contenutonelle correnti di processo raffreddate è utilizzatoper riscaldare altre correnti di processo senza bisognodi sistemi di raffreddamento ad aria o ad acqua.

occorre scegliere le opzioni che utilizzano la carica nelmodo più efficiente, cioè un alto rapporto vapore/car-bonio, un’elevata temperatura di uscita dal reattore direforming, un sistema a doppio stadio per la conversio-ne di shift e un’unità PSA molto efficiente.
Casi con esportazione di vapore minima o massima.Un impianto per la produzione di idrogeno può essereconfigurato in funzione della quantità minima o massi-ma di vapore esportato, in modo da garantire un’ade-guata efficienza energetica attraverso una scelta scru-polosa dei parametri di progettazione. Naturalmente èpossibile ottenere, tra questi due estremi, una quantitàqualunque di vapore esportato. Nella tab. 8 sono illu-strate le differenze fondamentali tra gli impianti proget-tati in funzione rispettivamente di un’esportazione mini-ma e massima di vapore.
Caso con vapore esportato nullo. È possibile ridur-re la produzione di vapore di un impianto per idrogenobasato sullo steam reforming tubolare (Goland eDybkjær, 1995). L’introduzione di una sezione di pre-reforming con doppio riscaldamento (fig. 21) aumental’efficienza termica del reforming dal 50% al 60% circa;un’altra parte del calore contenuto nel gas di combu-stione può essere utilizzata per preriscaldare l’aria dicombustione, ma non è possibile ridurre a zero l’e-sportazione di vapore. Questo risultato può essere inve-ce raggiunto quando si utilizzi un reattore di reforming
con scambio termico convettivo, in cui sia il gas di com-bustione, sia il gas caldo prodotto sono sottoposti a scam-bio termico con il gas di processo, lasciando il reattoredi reforming a una temperatura di circa 600 °C (Dybkjære Madsen, 1997-1998). La quantità di calore latentepassa dal 50% dell’energia fornita nei bruciatori neglischemi tradizionali al 20% circa nel caso del reattorecon scambio termico. Questo significa che la quantitàdi vapore generata dal restante calore latente è esatta-mente quella richiesta dal processo, eliminando del tuttol’esportazione di vapore. Le unità di reforming convet-tivo sono già utilizzate su scala industriale e sono par-ticolarmente indicate per gli impianti di piccole dimen-sioni, a causa della loro compattezza.
Flessibilità di alimentazioneI tradizionali impianti per la produzione di idrogeno
erano alimentati con naphtha, gas naturale o GPL. Oggi,invece, molti impianti per idrogeno sono progettati perutilizzare come corrente di alimentazione diversi tipi digas di scarico di raffineria, comprese correnti ricche inidrogeno e correnti con alte concentrazioni di olefine.La richiesta di una maggiore flessibilità di alimentazio-ne ha stimolato la ricerca di tipologie di processo e dicatalizzatori in grado di assicurare comunque un affi-dabile funzionamento dell’impianto.
Cariche multipleLa progettazione di impianti per la produzione di
idrogeno capaci di funzionare con diversi tipi di ali-mentazione permette di risparmiare sui costi, sceglien-do di volta in volta la carica più economica.
L’unità di prereforming è uno degli elementi fonda-mentali di questo tipo di impianto. Topsøe ha progetta-to numerosi impianti in grado di funzionare con diversitipi di carica, come indicato nella tab. 9.
L’impianto di ammoniaca del Gruppo Tata, in India,funziona con un sistema automatico di strategia di con-trollo della carica mista (MFCS, Mixed Feed ControlStrategy), che permette il passaggio automatico da untipo di alimentazione all’altro.
496 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE
refo
rmin
g tu
bola
re
prer
efor
min
g
CO2 (opzionale)
carica da HDS
vapore di processo
condotta del calore disperso
fig. 21. A, installazione di un reattore di prereforming con doppioriscaldamento in un impiantoper la produzione di idrogeno; B, reattore di prereformingposto davanti a quellodi reforming tubolarenell’impianto per laproduzione di idrogenoda 70.000 Nm3/h di SKCorporation(Corea del Sud). A B
Schema di impiantoEsportazione di vapore
MINIMA MASSIMA
Preriscaldamento aria di combustione Sì No
Prereforming Sì Opzionale
Temperatura di ingresso del reattore Alta Bassa
tab. 8. Principali differenze di configurazione conesportazione di vapore minima e massima

Cariche che contengono olefineNel progettare un impianto per idrogeno destinato a
funzionare con una carica che contiene olefine, è neces-sario prestare particolare attenzione al processo di idro-genazione. L’idrogenazione delle olefine avviene a con-tatto con idrogeno sull’apposito catalizzatore nella sezio-ne di desolforazione.
L’idrogenazione delle olefine è una reazione esoter-mica e il conseguente aumento della temperatura nel reat-tore di idrogenazione dipende dalla loro concentrazionenella carica. Se l’aumento di temperatura supera 100 °C,occorre progettare la sezione di idrogenazione in mododa limitarlo. Uno dei modi più efficaci è l’installazionedi un circuito di riciclo con sistema di refrigerazioneintorno al reattore di idrogenazione.
Il catalizzatore di idrogenazione Topsøe, per esem-pio, è utilizzato con successo in tre impianti italiani perla produzione di idrogeno, alimentati con gas di scartodi raffineria con un contenuto di olefine compreso tra 0e 25%. La sezione di idrogenazione è in grado di gesti-re rapidi mutamenti nella concentrazione delle olefine,controllando il flusso di riciclo per mezzo di frequentianalisi della composizione del gas di alimentazione.
Sfide per il futuro
La nascente economia basata sull’idrogeno deveaffrontare numerosi problemi (National Research Coun-cil, 2004), per esempio, se sia preferibile una produzio-ne centralizzata o localizzata, se si debba prendere inconsiderazione l’ipotesi della sequestrazione di CO2,quali siano i migliori vettori energetici da cui produrrel’idrogeno e altre questioni. È evidente, in ogni caso, chelo steam reforming degli idrocarburi per la produzionedi idrogeno giocherà ancora per molti anni un ruoloimportante nel processo di transizione verso fonti di ener-gia rinnovabili, nonostante siano recentemente emersinuovi problemi legati alla mancata scelta di un sistemadi distribuzione. Per esempio, occorre riconoscere negliStati Uniti il sostegno fornito dal DOE (Department OfEnergy) alle ricerche tese a sviluppare un dispositivo dibordo per la produzione di carburante basato sullo steam
reforming, applicabile alle autovetture, allo scopo di col-mare il vuoto tra le vetture esistenti e le future automo-bili con cella a combustibile e serbatoio di idrogeno abordo. Il DOE ha interrotto il programma nell’estate del2004, motivando la sua decisione con il mancato rag-giungimento degli obiettivi tecnici, con il fatto che latecnologia concorrente delle vetture ibride avesse col-mato il vuoto esistente e che l’interesse dei produttori diautomobili verso lo steam reforming fosse diminuito (Hoe Lightner, 2004).
Produzione centralizzata (elevate capacità)Servendosi delle moderne tecnologie precedente-
mente descritte, sarebbe possibile produrre l’idrogenoin grandi impianti centralizzati a un costo ragionevole.Tuttavia, la distribuzione dell’idrogeno presenta un costoelevato; per esempio, la distribuzione alle stazioni dirifornimento aumenterebbe di circa 3 volte il costo del-l’idrogeno, mentre il costo della benzina supera di solo1,4 volte quello di produzione (European Commission,2003). Questo sarebbe vero soprattutto nella fase inizialedi un’economia basata sull’idrogeno, quando il consu-mo della nuova fonte energetica sarebbe ancora scarsoe disperso sul territorio. La creazione di un sistema didistribuzione dell’idrogeno pone tuttavia numerosi altriproblemi, concernenti la sicurezza. Di conseguenza, èragionevole presumere che nelle fasi iniziali di transi-zione a un’economia dell’idrogeno, quest’ultimo verràprodotto localmente nelle stazioni di rifornimento uti-lizzando il sistema di distribuzione del gas naturale giàesistente in molte zone.
Produzione localizzata (piccola capacità)La produzione decentralizzata di idrogeno per la pro-
duzione locale di energia elettrica e per le stazioni dirifornimento di idrogeno richiede l’uso di impianti dipiccole dimensioni con molti requisiti di nuova conce-zione, riguardanti le dimensioni, i sottoprodotti, i tempidi avvio, i costi di produzione, ecc. Nelle aree che nondispongono di gas naturale, l’idrogeno potrebbe essereprodotto da vettori di idrogeno come il metanolo, oppu-re utilizzando l’elettricità (per esempio, quella ricavata
497VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI
Ubicazione dell’impianto Corea del Sud Stati Uniti India
Tipo di impianto Idrogeno Idrogeno Ammoniaca
Cariche Idrocarburi leggeri e naphtha Naphtha Naphtha
Gas di scarto Gas di scarto Gas di scarto come combustibile
Gas di scarto da PSA Gas naturale Gas naturale
GPL GPL
tab. 9. Esempi di impianti a carica multipla progettati da Topsøe

da fonti rinnovabili come il vento e il sole), o ancora, dacombustibili biologici, ecc.
Questi requisiti presentano aspetti problematici erichiedono lo sviluppo di nuove tecnologie di steamreforming. Sono disponibili diverse opzioni, da quelleispirate ai modelli tradizionali a quelle basate su scam-biatori di calore a piastra utilizzando superfici cataliz-zate, ecc. Numerosi gruppi di ricerca si stanno dedican-do allo sviluppo di unità di steam reforming su piccolascala, seguendo diverse strade (Ogden, 1999).
Sequestrazione del CO2Il dibattito globale sulla difesa dell’ambiente potreb-
be portare alla produzione di idrogeno da combustibilifossili, seguita necessariamente da una forma di seque-strazione del CO2.
Come già detto, il CCP ha lo scopo di sviluppare latecnologia necessaria per produrre idrogeno combusti-bile e separare il CO2 per confinarlo in formazioni geo-logiche. Una ricerca condotta da Topsøe per conto delCCP (Middleton et al., 2002) ha analizzato la possibi-lità di impiegare un reattore di steam reforming a mem-brana, alimentato con gas naturale, e un reattore di shifta membrana, alimentato con gas di sintesi derivato dallagassificazione del carbone, come efficaci strumenti diproduzione di idrogeno con sequestrazione del CO2. Seb-bene i reattori a membrana posseggano potenzialmentei requisiti adatti per questo tipo di operazioni, sarannonecessari ulteriori sviluppi di questa tecnologia per abbas-sarne i costi. Questo tipo di tecnologia consentirebbe diusare anche il carbone per la produzione di idrogeno consequestrazione del CO2.
Un’altra ricerca, condotta da Topsøe in collabora-zione con Norsk Hydro ASA, si proponeva di identifi-care la tecnologia più idonea, tra quelle attualmentedisponibili, per la produzione di 1.200 MW di energiadal gas naturale, con sequestrazione del CO2 (Solgaard-Andersen et al., 2002). Le ricerche si sono concentratesu tre opzioni: decarbonizzazione prima della combu-stione, combustione con ossigeno puro e decarbonizza-zione dopo la combustione. La ricerca ha dimostratoche lo schema più realistico era la decarbonizzazioneprima della combustione. In questo schema, ispirato inparte all’impianto di ammoniaca Topsøe, una miscelacombustibile idrogeno/azoto viene prodotta mediantereforming autotermico, seguito dalla rimozione del CO2.La conclusione di Norsk Hydro ASA è stata che la tec-nologia fosse applicabile senza bisogno di particolarimodifiche.
Trovare un metodo che permetta di produrre idroge-no in modo economico, così da sostenere un’economiabasata sull’idrogeno, è un problema di difficile solu-zione, soprattutto se si deve prendere in considerazio-ne l’ipotesi della sequestrazione del CO2. Il dilemma ètra una produzione centralizzata e una decentralizzata.
Una produzione centralizzata di idrogeno su vasta scala,in combinazione con un sistema di distribuzione delmedesimo, è adatta a un’economia fondata sull’idroge-no. Inoltre, semplificherebbe il problema della seque-strazione del CO2, per esempio con l’uso della tecnolo-gia del reforming con membrana. Purtroppo richiede-rebbe anche la realizzazione di un costoso sistema didistribuzione dell’idrogeno. Una produzione decentra-lizzata, d’altra parte, è più adeguata ai sistemi di distri-buzione del carburante, ma renderebbe molto meno pra-ticabile l’ipotesi della sequestrazione del CO2.
Bibliografia citata
Aasberg-Petersen K. et al. (1998) Membrane reforming forhydrogen, «CatalysisToday», 46, 193-201.
Aasberg-Petersen K. et al. (2001) Technologies for large-scale gas conversion, «Applied Catalysis A. General», 221,379-387.
Aasberg-Petersen K. et al. (2003) Recent developments inautothermal reforming and pre-reforming for synthesis gasproduction in GTL applications, «Fuel ProcessingTechnology», 83, 253-261.
Aasberg-Petersen K. et al. (2004) Synthesis gas productionfor FT synthesis, in: Studies in surface science and catalysis,152, Amsterdam, Elsevier, 258-405.
Alstrup I. et al. (1981) High temperature hydrogen sulphidechemisorption on nickel catalyst, «Applied Catalysis», 1,303-314.
API (American Petroleum Institute) (1996) Recommendedpractice 530, Washington (D.C.), API.
Baker B.A. et al. (2002) Selection of nickel-base alloys formetal dusting resistance, in: Ammonia plant safety & relatedfacilities, 42, New York, American Institute of ChemicalEngineers, 257.
Basini G. et al. (2001) Catalytic partial oxidation of naturalgas at elevated pressure and low residence time, «CatalysisToday», 64, 9-20.
Baukal C.E. Jr. (edited by) (1998) Oxygen-enhancedcombustion, Boca Raton (FL), CRC.
Bayer G.T. (2001) Surface engineered coatings for metaldusting, in: Corrosion 2001. Proceedings of the NationalAssociation of Corrosion Engineers international annualconference, Paper 01387, NACE.
Beaudette T.M. et al. (2002) Project success, «HydrocarbonEngineering», 7, 41.
Choudhary V.R. et al. (1992) Low temperature oxidativeconversion of methane to syngas over NiO-CaO catalyst,«Catalysis Letters», 15, 363-370.
Christensen T.S. (1996) Adiabatic prereforming ofhydrocarbons. An important step in syngas production,«Applied Catalysis A. General», 138, 285-309.
Christensen T.S., Primdahl I.I. (1994) Improving syngasproduction using autothermal reforming, «HydrocarbonProcessing», 73, 39.
Christensen T.S., Rostrup-Nielsen J.R. (1996) Catalystdeactivation in adiabatic prereforming. Experimentalmethods and models for prediction of performance, in:Deactivation and testing of hydrocarbon processing
498 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE

catalysts. Proceedings of the American Chemical Society210th national meeting, Chicago (IL), August 1995.
Christensen T.S. et al. (1994) Burners for secondary andautothermal reforming design and industrial performance,in: Ammonia plant safety & related facilities, 35, New York,American Institute of Chemical Engineers, 205.
Christensen T.S. et al. (1998a) Development in autothermalreforming, in: Studies in surface science and catalysis,119, Amsterdam, Elsevier, 883.
Christensen T.S. et al. (1998b) Synthesis gas preparation byautothermal reforming for conversion of natural Gas toLiquid Products (GTL), in: Proceedings of the Monetizingstranded gas reserves annual conference, San Francisco(CA), 14-16 December.
Christensen T.S. et al. (2001) Process demonstration ofautothermal reforming at low steam-to-carbon ratios forproduction of synthesis gas, in: Proceedings of the AmericanInstitute of Chemical Engineers annual meeting, Reno(NE), 4-9 November.
Chun C.H. et al. (1999) Relationship between coking and metaldusting, «Materials and Corrosion-Werkstoffe undKorrosion», 50, 634-639.
De Graaf W., Schrauwen F. (2002) World scale GTL,«Hydrocarbon Engineering», 7, 55-58.
De Jong K.P. (1996) Efficient catalytic processes for themanufacturing of high-quality transportation fuels,«CatalysisToday», 29, 171-178.
Dietz A.G., Schmidt L.D. (1995) Effect of pressure on threecatalytic partial oxidation reactions at millisecond contacttimes, «Catalysis Letters», 33, 15-29.
Dybkjær I. (1995a) Ammonia production processes, in: NielsenA., Aika K. (editors) Ammonia. Catalysis and manufacture,Berlin, Springer, 199.
Dybkjær I. (1995b) Tubular reforming and autothermalreforming of natural gas. An overview of available processes,«Fuel Processing Technology», 42, 85-107.
Dybkjær I. (2003) Synthesis gas technology, in: Fundamentalsof gas to liquids, London, Petroleum Economist, 16.
Dybkjær I., Christensen T.S. (2001) Syngas for large scaleconversion of natural gas to liquid fuels, in: Studies in surface science and catalysis, 136, Amsterdam, Elsevier, 435.
Dybkjær I., Madsen S.W. (1997-1998) Advanced reformingtechnologies for hydrogen production, «International Journalof Hydrocarbon Engineering», 3, 56-65.
Dybkjær I., Madsen S.W. (2004) Compact hydrogen plants,«International Journal of Hydrocarbon Engineering»,November.
Ernst W.S., Berthelsen A.C. (2004) Operational reformerimprovement. Experience at Sasol Synfuels 1997-2003, in:Ammonia plant safety & related facilities, 43, New York,American Institute of Chemical Engineers, 172.
Ernst W.S. et al. (2000) Push syngas production limits,«Hydrocarbon Processing», 79, 100/C-100/J.
European Commission (2003) Market development ofalternative fuels. Report of the alternative fuels contactgroup, December.
Geerssen T.M. (1988) Physical properties of natural gas,Groningen, N.V. Nederlandse Gasunie.
Goland J.N., Dybkjær I. (1995) Options for hydrogenproduction, «Hydrogen Technology International Quarterly»,Summer, 27.
Grabke H.J. (2000) Corrosion by carbonaceous gases,carburization and metal dusting, and methods of prevention,«Materials at High Temperatures», 17, 483-487.
Haugaard J., Holm-Larsen H. (1999) Recent advances inautothermal technology. Reducing production cost toprosper in a depressed market, in: Proceedings of the WorldMethanol Conference, San Diego (CA), 29 November-1December.
Hickman D.A., Schmidt L.D. (1992) Synthesis gas formationby direct oxidation of methane over Pt monoliths, «Journalof Catalysis», 138, 267-282.
Hickman D.A., Schmidt L.D. (1993) Syngas formation by direct catalytic oxidation of methane, «Science», 259,343-349.
Hickman D.A. et al. (1993) Synthesis gas formation by directoxidation of methane over Rh monoliths, «Catalysis Letters»,17, 223-237.
Higman C., Burgt M. van der (2003) Gasification,Amsterdam, Elsevier; Burlington (MA), Gulf.
Ho D., Lightner V. (2004) Future directions for DOE fuelprocessing R&D. Results of the on-board fuel processinggo/no-go decision for DOE’s office on hydrogen, fuel cells& infrastructure technologies, in: Fuel cell: technology,markets and commercialization. Proceedings of the fuelcells seminar, San Antonio (TX), 1-5 November, 37.
Hoek A. (2003) The Shell middle distillate synthesis process,in: Gas to liquids. When the rubber meets the road.Proceedings of the CatCon, Houston (TX), 5-6 May.
Højlund-Nielsen P.E., Hansen B.J. (1989) Conversionlimitations in hydrocarbon synthesis, «Journal of MolecularCatalysis», 17, 183-193.
Hosoya K. et al. (2001) Better furnace performance with newalloy radiant coil, «Petroleum Technology Quarterly»,Autumn, 115.
Hydrogen process broadens feedstock range (1962), «ChemicalEngineering», 69, 88.
Jay M. (2003) Progress at Escravos GTL, in: Fundamentalsof gas to liquids, London, Petroleum Economist, 45.
Jess A. et al. (1999) Fischer-Tropsch. Synthesis with nitrogen-rich syngas. Fundamentals and reactor design aspects,«Applied Catalysis A. General», 186, 321-342.
Jones R.T., Baumert K.L. (2001) Metal dusting. An overviewof current literature, in: Corrosion 2001. Proceedings of the National Association of Corrosion Engineersinternational annual conference, Paper 01372, NACE.
Kawai T. et al. (1984) Design features, material selection andperformance of steam reforming furnace, in: Proceedingsof the International Plant Engineering Conference, Bombay,14-16 November.
Lægsgaard-Joergensen S. et al. (1995) Steam reforming ofmethane in a hydrogen permeable membrane reactor,«Catalysis Today», 25, 303-307.
Liebner W., Ulber D. (2000) MPG-Lurgi multi purposegasification. Application in «gas-gasification», in:Proceedings of the Gasification Technologies Conference,San Francisco (CA), 8-11 October.
Menon R. et al. (2001) Industrial gas partnership enablesupgrade at BP refinery, «Oil & Gas Journal», 99, 70.
Middleton P. et al. (2002) Hydrogen production with CO2capture using membrane reactors, in: The hydrogen planet.Proceedings of the 14th World hydrogen energy conference,Montreal (Canada), 9-13 June, 45.
499VOLUME II / RAFFINAZIONE E PETROLCHIMICA
IDROGENO E GAS DI SINTESI

Mohri T. et al. (1993) Application of advanced materials forcatalyst tubes for steam reformers, in: Ammonia plant safety& related facilities, 33, New York, American Institute ofChemical Engineers, 86.
National Research Council (2004) The hydrogen economy.Opportunities, costs, barriers, and R&D needs, Washington(D.C.), The National Academies Press.
Ogden J.M. (1999) Hydrogen energy systems studies, in:Proceedings of the 1999 US DOE Hydrogen ProgramReview, Lakewood (CO), 4-6 May.
Olsvik O., Hansen R. (1998) High pressure autothermalreforming (HP ATR), in: Proceedings of the 5th Natural gasconversion symposium, Taormina (Italy), 20-25 September,875.
Philcox J.E., Fenner G.W. (1997) A Texas project illustratesthe benefits of integrated gasification, «Oil & Gas Journal»,95, 41-46.
Pitt R. (2001) Gasification provides power and hydrogen,«World Refining», January, 6.
Reducing methanol production costs. The Starchem process(1999), «Hydrocarbon Asia», 9, 56.
Refining reforming technology (1995), «Nitrogen», 214, 38.Rosado C., Shütze M. (2003) Protective behaviour of newly
developed coatings against metal dusting, «Materials andCorrosion», 54, 831-853.
Rostrup-Nielsen J.R. (1975) Steam reforming catalysts. Aninvestigation of catalysts for tubular steam reforming ofhydrocarbons. A contribution from the Research Laboratoryof Haldor Topsøe A/S, Copenhagen, Teknisk Forlag.
Rostrup-Nielsen J.R. (1984a) Catalytic steam reforming, in:Anderson J.R., Boudart M. (edited by), Catalysis, scienceand technology, Berlin, Springer, 1981-1996, 11v.; v. VI.
Rostrup-Nielsen J.R. (1984b) Sulfur-passivated nickelcatalysts for carbon-free steam reforming of methane,«Journal of Catalysis», 85, 31-43.
Rostrup-Nielsen J.R. (1993) Production of synthesis gas,«Catalysis Today», 18, 305-324.
Rostrup-Nielsen J.R. (1995) Innovation and the catalyticprocess industry. The science and the challenge, «ChemicalEngineering Science», 50, 4061-4071.
Rostrup-Nielsen J.R. (2001) Conversion of hydrocarbonsand alcohols for fuel cells, «Physical Chemistry ChemicalPhysics», 3, 283-288.
Rostrup-Nielsen J.R., Christiansen L.J. (1997) Tubularsteam reforming, in: Tominaga H., Tamaki M. (edited by),Chemical reaction and reactor design, Chichester, JohnWiley, Chapter 5.2.
Rostrup-Nielsen J.R., Hansen J.H.B. (1993) CO2-Reformingof methane over transition metals, «Journal of Catalysis»,144, 38-49.
Rostrup-Nielsen J.R., Rostrup-Nielsen T. (2002) Largescale hydrogen production, «Cattech», 6, 150-159.
Rostrup-Nielsen J.R. et al. (1993) Steam reformingopportunities and limits of the technology, in: de Lasa H.J. et al. (editors), Chemical reactor technology forenvironmentally safe reactors and products, Dordrecht,Kluwer, 249.
Rostrup-Nielsen J.R. et al. (1997) Reforming of hydrocarbonsinto synthesis gas on supported metal catalysts, «Journalof the Japan Petroleum Institute», 40, 366.
Rostrup-Nielsen J.R. et al. (2002) Hydrogen and synthesisgas by steam reforming, «Advances in Catalysis», 47, 65-139.
Rostrup-Nielsen T. (2005) Manufacture of hydrogen,«Catalysis Today», 106, 293-296.
Schichtling H. (2003) Update on Lurgi syngas technologies,in: Proceedings of the Gasification technologies conference,San Francisco (CA), 12-15 October.
Schmidt L.D. (2001) Modeling millisecond reactors, in: NaturalGas Conversion VI. Proceedings of the 6th Natural GasConversion symposium, Girwood (AK), 17-22 June.
Sehested J. (2003) Sintering of nickel steam-reformingcatalysts, «Journal of Catalysis», 217, 417-426.
Shaw G. et al. (1994) Commissioning of the world’s largestoxygen blown reformers, in: Ammonia plant safety & relatedfacilities, New York, American Institute of ChemicalEngineers, 35, 315.
Shen J. et al. (2003) Applications of ceramic-membranetechnology, in: Fundamentals of gas to liquids, London,Petroleum Economist, 24.
Slack A.V., James G.R. (edited by) (1973) Ammonia, NewYork, Marcel Decker, 1973-1979, 4v.; v.I, 145.
Smith A.B. et al. (2001) The use of aluminide diffusion coatingsto improve carburization resistance, in: Corrosion 2001.National Association of Corrosion Engineers internationalannual conference, Paper 01391, NACE.
Solgaard-Andersen H. et al. (2002) O2-Production andabatement in power generation: Integrated reformingcombined cycle – IRCC, in: Future energy systems andtechnology for CO2 abatement. Proceedings of theinternational symposium, Antwerpen (Belgium), 17-20November.
Sørensen E.L., Holm-Larsen H. (2003) Flexibility in designof large-scale methanol plants, in: Proceedings of the annualWorld Methanol Conference, Phoenix (AR), 10-12November.
Sterling M.B., Moon A.J. (1974) Failure in secondaryreformer vessel, in: Ammonia plant safety & relatedfacilities, 17, New York, American Institute of ChemicalEngineers, 135.
Topsøe-SBA autothermal process (1962), «The Journal of WorldNitrogen», May.
Torniainen P.M. et al. (1994) Comparison of monolith-supported metals for the direct oxidation of methane tosyngas, «Journal of Catalysis», 146, 1-10.
Vannby R. et al. (1993) Steam reforming for carbon monoxideproduction, «Hydrocarbon Technology International».
Warnatz J. et al. (1996) Combustion. Physical and chemicalfundamentals, modelling and simulation experiments,pollutant formation, Berlin, Springer.
Ib DybkjærThomas Rostrup-Nielsen
Kim Aasberg-PetersenHaldor Topsøe
Lyngby, Danimarca
500 ENCICLOPEDIA DEGLI IDROCARBURI
INDUSTRIA PETROLCHIMICA: PRODOTTI DI BASE E FILIERE PRODUTTIVE