LA ROBUSTEZZA STRUTTURALE NEI CONFRONTI DELLE AZIONI ACCIDENTALI

Book
TRATTAMENTO DEI METALLI
9

08. 02_LE SOLUZIONI
Indice04. 01_ESAME DIAGNOSTICO DEI SUPPORTI
16. 03_I SISTEMI DI ANTICORROSIONE CAP ARREGHINI
CAP Arreghini.Cultura della qualità.
Un costante processo di evoluzione e diinnovazione abbraccia da sempre tutte leattività di CAP Arreghini. L’azienda godeinfatti della Certificazione internazionaledi Qualità ISO 9001:2000, conferitadall’ente Bureau Veritas Italia, che attestail raggiungimento di standard eccellentinell’organizzazione, nei processi, nellafocalizzazione sul cliente, garanzie del-l’impegno costante verso il miglioramentocontinuo. Dall’attenta selezione dei for-nitori e dei materiali fino al prodotto finitoe alla sua distribuzione, tutte le fasi sonocostantemente monitorate secondo un ri-gido sistema di controllo che garantiscel’equilibrio perfetto tra il rispetto dei pa-rametri normativi imposti e le perfor-mance richieste.Oltre alla certificazione aziendale, CAPArreghini vanta numerose certificazionidi prodotto che garantiscono la conformitàai livelli imposti dalle diverse normative. Tutto questo testimonia il grande impe-gno nei confronti di una gestione e pro-duzione attente e responsabili, per offriresempre soluzioni affidabili, performantie sicure.
Book
9
54
L’edilizia ed il settore delle costruzioni utilizzano da sempre ilmetallo su larga scala per la sua robustezza e resistenza, conun massiccio impiego di prodotti derivanti dal settore siderurgicocome l’acciaio e la ghisa, materiali adatti alla realizzazione distrutture di ogni dimensione.L’acciaio è una lega ferro-carbonio (carbonio <2.06%) che fondead una temperatura inferiore rispetto al ferro e che, grazie allapresenza del carbonio, presenta delle caratteristiche di maggioreresistenza, elasticità e durata. Al contrario, vengono meno lamalleabilità, la duttilità e la saldabilità.L’acciaio, a seconda delle proporzioni di carbonio e ferro presential suo interno, viene suddiviso in cinque categorie: extra dolce,dolce, semiduro, duro e durissimo.
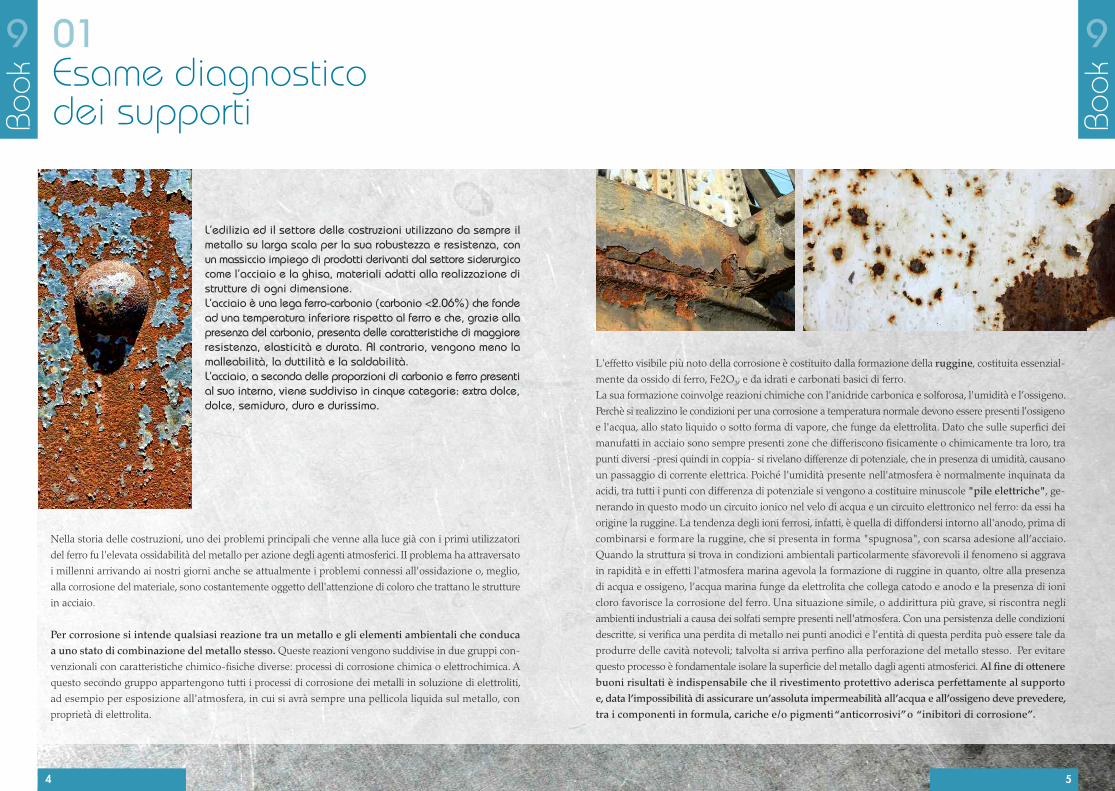
L'effetto visibile più noto della corrosione è costituito dalla formazione della ruggine, costituita essenzial-mente da ossido di ferro, Fe2O3, e da idrati e carbonati basici di ferro.
La sua formazione coinvolge reazioni chimiche con l'anidride carbonica e solforosa, l'umidità e l’ossigeno.
Perchè si realizzino le condizioni per una corrosione a temperatura normale devono essere presenti l'ossigeno
e l'acqua, allo stato liquido o sotto forma di vapore, che funge da elettrolita. Dato che sulle superfici dei
manufatti in acciaio sono sempre presenti zone che differiscono fisicamente o chimicamente tra loro, tra
punti diversi -presi quindi in coppia- si rivelano differenze di potenziale, che in presenza di umidità, causano
un passaggio di corrente elettrica. Poiché l'umidità presente nell'atmosfera è normalmente inquinata da
acidi, tra tutti i punti con differenza di potenziale si vengono a costituire minuscole "pile elettriche", ge-nerando in questo modo un circuito ionico nel velo di acqua e un circuito elettronico nel ferro: da essi ha
origine la ruggine. La tendenza degli ioni ferrosi, infatti, è quella di diffondersi intorno all'anodo, prima di
combinarsi e formare la ruggine, che si presenta in forma "spugnosa", con scarsa adesione all’acciaio.
Quando la struttura si trova in condizioni ambientali particolarmente sfavorevoli il fenomeno si aggrava
in rapidità e in effetti l'atmosfera marina agevola la formazione di ruggine in quanto, oltre alla presenza
di acqua e ossigeno, l’acqua marina funge da elettrolita che collega catodo e anodo e la presenza di ioni
cloro favorisce la corrosione del ferro. Una situazione simile, o addirittura più grave, si riscontra negli
ambienti industriali a causa dei solfati sempre presenti nell'atmosfera. Con una persistenza delle condizioni
descritte, si verifica una perdita di metallo nei punti anodici e l'entità di questa perdita può essere tale da
produrre delle cavità notevoli; talvolta si arriva perfino alla perforazione del metallo stesso. Per evitare
questo processo è fondamentale isolare la superficie del metallo dagli agenti atmosferici. Al fine di ottenerebuoni risultati è indispensabile che il rivestimento protettivo aderisca perfettamente al supportoe, data l’impossibilità di assicurare un’assoluta impermeabilità all’acqua e all’ossigeno deve prevedere,tra i componenti in formula, cariche e/o pigmenti “anticorrosivi” o “inibitori di corrosione”.
Nella storia delle costruzioni, uno dei problemi principali che venne alla luce già con i primi utilizzatori
del ferro fu l'elevata ossidabilità del metallo per azione degli agenti atmosferici. II problema ha attraversato
i millenni arrivando ai nostri giorni anche se attualmente i problemi connessi all'ossidazione o, meglio,
alla corrosione del materiale, sono costantemente oggetto dell'attenzione di coloro che trattano le strutture
in acciaio.
Per corrosione si intende qualsiasi reazione tra un metallo e gli elementi ambientali che conducaa uno stato di combinazione del metallo stesso.Queste reazioni vengono suddivise in due gruppi con-venzionali con caratteristiche chimico-fisiche diverse: processi di corrosione chimica o elettrochimica. A
questo secondo gruppo appartengono tutti i processi di corrosione dei metalli in soluzione di elettroliti,
ad esempio per esposizione all'atmosfera, in cui si avrà sempre una pellicola liquida sul metallo, con
proprietà di elettrolita.
01Esame diagnosticodei supportiBo
ok
Book
9 9

76
01Esame diagnosticodei supportiBo
ok
Book
9 9
_COEFFICIENTI DI PERMEABILITA ALL'OSSIGENO E ALL'ACQUA FORZA DI ADESIONE_
L'efficacia del sistema di rivestimento anticorrosione è diretta-mente correlata ai coefficienti di permeabilità all'ossigeno edall'acqua dei rivestimenti di protezione, che dovrebbero essereestremamente bassi. I rivestimenti protettivi usati più ampia-mente e con maggior successo sono di natura organica, natu-ralmente semi-permeabili all'ossigeno ed all'acqua. In questotipo di rivestimenti la permeabilità all'ossigeno ed all'acquacresce all’aumentare della temperatura, quindi l’efficacia di unrivestimento dipenderà fortemente dalla temperatura dell’am-biente.
La proprietà di adesione del rivestimento gioca un ruolo chiavenella possibilità di prevenire la corrosione del rivestimento.La forza di adesione è data dall'insieme di diverse componenti,definiti dalle adesioni meccanica, polare e chimica. L'adesionemeccanica è data dal grip che il rivestimento provoca sul sub-strato, quella polare è la forza di attrazione tra i poli positivoe negativo del rivestimento e del substrato (legame idrogeno),mentre l'adesione chimica è dovuta ai legami stabiliti, attraversoreazioni chimiche, tra il substrato ed i componenti del rivesti-mento (resina e/o pigmenti).Sebbene tutte le tipologie di adesioni giochino un ruolo impor-tante nella forza totale di adesione del rivestimento, la capacitàdi stabilire un maggior numero di legami con la superficie me-tallica è garanzia di una adesione più elevata. Infatti, i rivesti-menti con gruppi OH - NH - COOH possiedono la più elevatacapacità di adesione. La causa si può attribuire al possibile au-mento del numero di legami idrogeno che i gruppi stabiliscecon il substrato.Un altro fattore di successo è dato dal mantenimento di un'ade-guata adesione durante tutto il periodo di esercizio del manu-fatto. La forza iniziale di adesione, infatti, può diminuire neltempo per diverse ragioni come per esempio il degrado delleresine nel rivestimento, visto che una molecola polare può di-struggere i legami polari tra il rivestimento ed il substrato, sta-bilendo separatamente con essi legami idrogeno.
_CARATTERISTICHE DI BAGNABILITÀ
La capacità del rivestimento di essere direttamente a contattocon la superficie metallica, conosciuta come "wetting property",è una delle caratteristiche fondamentali per il controllo dellacorrosione. I rivestimenti protettivi sono progettati per offrireuna maggiore resistenza elettrica tra catodo e l'anodo dellacella di corrosione. Poiché sulla superficie ferrosa il catodo el'anodo, generalmente, sono separati soltanto da micrometri,l'interruzione della conduttività elettrica tra questi elettrodi di-pende dalla capacità del rivestimento di localizzarsi tra gli stessi,capacità riservata ai rivestimenti con bassa viscosità. Ciò e par-ticolarmente importante per quei rivestimenti applicati su su-perfici sabbiate che hanno un profilo compreso tra 50 e 100micrometri. Viceversa, i rivestimenti con una scarsa bagnabilitàed un'alta viscosità possono lasciare nel profilo profonde bolled'aria, che ostacolano il contatto tra rivestimento e metallo e,di conseguenza, impediscono un'adeguata adesione.
LE PROPRIETÀ FONDAMENTALI CHE STABILISCONO LA CAPACITÀDI CONTROLLO DELLA CORROSIONE DEL RIVESTIMENTO SONOLA PERMEABILITÀ ALL'ACQUA ED ALL'OSSIGENO, LA BAGNABILITÀ E L’ADESIONE.
98
TRATTAMENTO PROTETTIVO
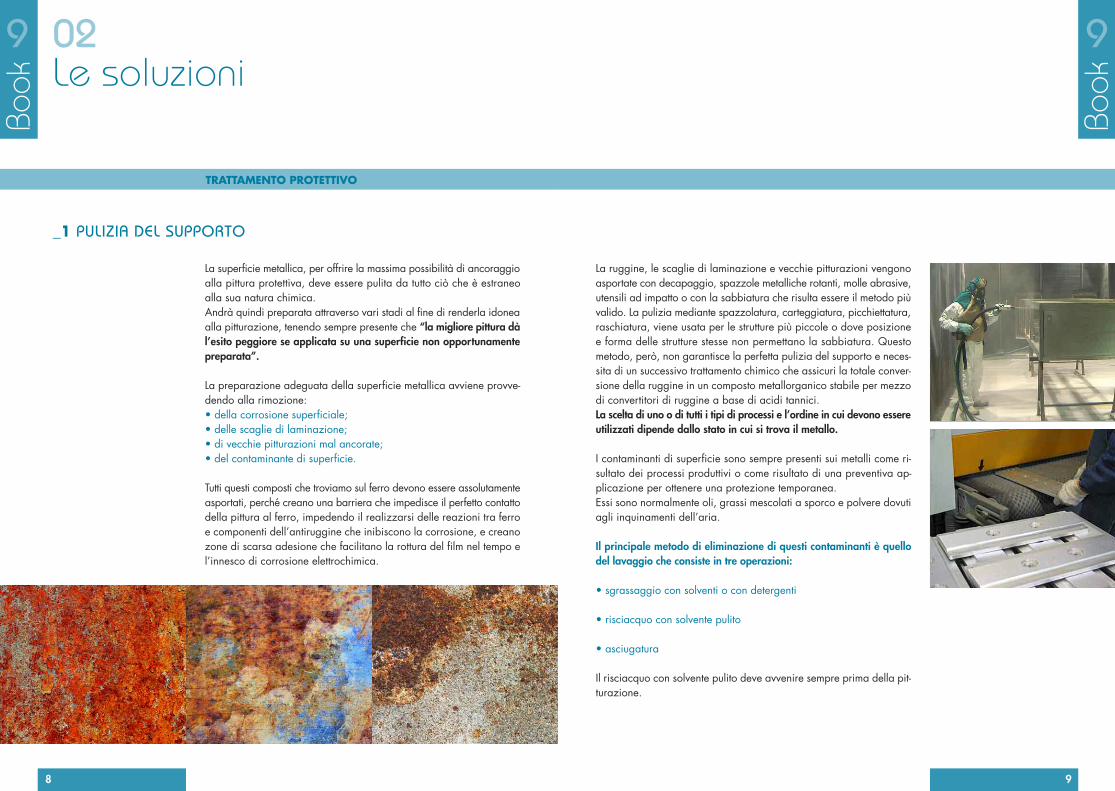
La ruggine, le scaglie di laminazione e vecchie pitturazioni vengonoasportate con decapaggio, spazzole metalliche rotanti, molle abrasive,utensili ad impatto o con la sabbiatura che risulta essere il metodo piùvalido. La pulizia mediante spazzolatura, carteggiatura, picchiettatura,raschiatura, viene usata per le strutture più piccole o dove posizionee forma delle strutture stesse non permettano la sabbiatura. Questometodo, però, non garantisce la perfetta pulizia del supporto e neces-sita di un successivo trattamento chimico che assicuri la totale conver-sione della ruggine in un composto metallorganico stabile per mezzodi convertitori di ruggine a base di acidi tannici.La scelta di uno o di tutti i tipi di processi e l’ordine in cui devono essereutilizzati dipende dallo stato in cui si trova il metallo.
I contaminanti di superficie sono sempre presenti sui metalli come ri-sultato dei processi produttivi o come risultato di una preventiva ap-plicazione per ottenere una protezione temporanea.Essi sono normalmente oli, grassi mescolati a sporco e polvere dovutiagli inquinamenti dell’aria.
Il principale metodo di eliminazione di questi contaminanti è quellodel lavaggio che consiste in tre operazioni:
• sgrassaggio con solventi o con detergenti
• risciacquo con solvente pulito
• asciugatura
Il risciacquo con solvente pulito deve avvenire sempre prima della pit-turazione.
02Le soluzioni
_1 PULIZIA DEL SUPPORTO
La superficie metallica, per offrire la massima possibilità di ancoraggioalla pittura protettiva, deve essere pulita da tutto ciò che è estraneoalla sua natura chimica.Andrà quindi preparata attraverso vari stadi al fine di renderla idoneaalla pitturazione, tenendo sempre presente che “la migliore pittura dàl’esito peggiore se applicata su una superficie non opportunamentepreparata”.
La preparazione adeguata della superficie metallica avviene provve-dendo alla rimozione: • della corrosione superficiale;• delle scaglie di laminazione;• di vecchie pitturazioni mal ancorate;• del contaminante di superficie.
Tutti questi composti che troviamo sul ferro devono essere assolutamenteasportati, perché creano una barriera che impedisce il perfetto contattodella pittura al ferro, impedendo il realizzarsi delle reazioni tra ferroe componenti dell’antiruggine che inibiscono la corrosione, e creanozone di scarsa adesione che facilitano la rottura del film nel tempo el’innesco di corrosione elettrochimica.
Book
Book
9 9
1110
Book
Book
TRATTAMENTO PROTETTIVO
La scelta del ciclo protettivo è determinante per gli effetti anticorrosividel supporto e per la sua durata nel tempo, e quindi i fattori che entranoin gioco sono molteplici.Purtroppo molto spesso si valutano solo i risultati estetici che si voglionoottenere o più semplicemente i costi immediati dell’opera, ma l’effettivoparametro comparazione tra le diverse proposte è il rapporto tra costoimmediato, durata nel tempo e spesa per la manutenzione program-mata.
La scelta del ciclo di rivestimento dipende da diversi fattori.
1.L’atmosfera nella quale si trova o verrà posta la struttura.A questo proposito l’UNI, Ente Nazionale Italiano di Uni-ficazione, ha recentemente stabilito con una norma la sud-divisione in:a)Atmosfera rurale ed urbana (bassa corrosione). Ambiente in cui nonesistono installazioni in grado di incrementare i fattori corrosivi naturalie che sia a sufficiente distanza dal mare da non subirne l’influsso.b)Atmosfera industriale leggera e marina (media corrosione). Ambientecostiero in cui l’esistenza delle installazioni non influenza sostanzial-mente le condizioni naturali. In tale ambiente l’aggressività è deter-minata dalla presenza di cloruri e solfati. In questo ambiente leemissioni di fumi degli impianti installati sono gli agenti fondamentalidell’eventuale corrosione. In tali condizioni l’aggressione dei normaliagenti atmosferici tende ad esasperare l’aggressività dei compostiprodotti dagli impianti.c)Atmosfera industriale pesante (forte corrosione). Ambiente in cuil’esistenza delle installazioni varia sostanzialmente le condizioni na-turali. In tale ambiente l’aggressività dei composti prodotti dagli impiantipuò essere incrementata dal contenuto di cloruri e solfati dell’ambientemarino circostante.
2.Uso al quale è destinata la struttura e a quali agenti vienea contatto, oltre a quelli atmosferici.In pratica se si tratta di strutture esterne o interne quali serbatoi perlubrificanti, oli, acqua, prodotti chimici, vasche o tubazioni o impiantiper il contenimento di sostanze alimentari, o strutture particolarmentesoggette ad urti ed abrasioni, sollecitazioni meccaniche in genere.
3.Forma e costruzione stessa della struttura, cioè se a su-perficie piana, arrotondata o se presenta angoli, spigoli,saldature, discontinuità o zone comunque “difficili”.Nel caso di zone ove vi sia ristagno d’acqua, sarà bene eseguire deifori di drenaggio: le saldature devono essere continue e non a tratti.È importante non mettere a contatto metalli di diversa natura per evitaredi innescare una corrosione da correnti galvaniche. Nelle strutture an-golate è bene riproporre una o due mani a pennello in corrispondenzadegli angoli e spigoli (strip-coat).
4.Possibilità di manutenzione una volta che la struttura èinstallata.È evidente che se si tratta di tralicci aerei, tubazioni internate o impiantia ciclo continuo, la manutenzione potrà essere fatta soltanto a cadenzemolto dilazionate.
5.Estetica. Da ultimo questo fattore che, comunque, deve essere preso in consi-derazione.
02Le soluzioni
_2 SCELTA DEL SISTEMA PROTETTIVO
Book
9 9

1312
Book
Book
TRATTAMENTO PROTETTIVO
OmogeneiIl legante, dal primer alla finitura è della medesima natura. Avremocosì cicli dai più semplici ai più sofisticati, quali alchidici, oleofenolici,epossidici, poliuretanici, vinilici.
EterogeneiRientrano in questa classificazione tutti i cicli in cui i leganti dei singolistrati sono di diversa natura. Questi cicli vengono preferiti quando ènecessario soddisfare diverse esigenze di prestazione, estetica, costi,protezione anticorrosiva anodica e catodica. Un esempio di ciclo ete-rogeneo più comune è quello che prevede l’applicazione di primer abase di zinco inorganico e/o organico e successivamente intermediepossidici e finiture poliuretaniche. È importante che i vari leganti deivari prodotti dal primer di fondo alla finitura siano compatibili tra loro.
Sistemi di applicazionePossono essere riassunti sinteticamente in:• a pennello o rullo• spruzzo convenzionale con aria, elettrostatico, airless.
L’applicatore dovrà scegliere il sistema come suggerito dalla schedaprodotto e, in presenza di saldature, spigoli, angoli porrà attenzioneaffinché non vi sia discontinuità del film protettivo. In queste zone “cri-tiche” verranno eseguiti strip-coats (ritocchi a pennello a tratti) peravere la certezza che l’applicazione sia eseguita a “regola d’arte”.
Prodotti e caratteristicheLe pitture utilizzate maggiormente nella manutenzione di manufatti inferro nell’edilizia sono suddivise per tipo di legante:
• Pitture alchidiche: resistono in atmosfera non troppo aggressiva, laresistenza agli agenti chimici è scarsa, mentre è buona quella agliagenti atmosferici. Offrono ottima manutenzionabilità e buon aspettoestetico anche nel tempo.
• Pitture epossidicche con solvente: ottima adesione e resistenza atutti i tipi di atmosfera ed agenti chimici, all’abrasione e agli urti, macon tendenza all’ingiallimento ed allo sfarinamento. Anche la manu-tenzione presenta qualche difficoltà, comunque risolvibile avendo curadi irruvidire con l’uso di epossivinilici la superficie del film vecchioprima dell’applicazione di un nuovo strato.
• Pitture epossidiche senza solvente: come per le epossidiche con sol-vente, vengono esaltate le caratteristiche di resistenza agli agenti chi-mici, petrolio e derivati. Particolarmente adatte per contatto conalimenti.
• Pitture acriliche/poliuretaniche: spesso usate come finitura su cicliepossidici, caratterizzate da brillantezza e un ottimo aspetto estetico.Resistenti agli agenti atmosferici ed UV, all’abrasione e agli urti, aiprodotti petroliferi e alle sostanze alimentari, mentre la manutenzionepresenta qualche difficoltà. Buona resistenza alle atmosfere aggressivee agli agenti chimici, ad eccezione degli alcali che non devono esseretroppo concentrati.
02Le soluzioni
_3 CLASSIFICAZIONE DEI SISTEMI DI TRATTAMENTO
Book
9 9
1514
AMBIENTE URBANO O RURALE
Ciclo alchidico• Preparazione della superficie: pulizia manuale o meccanica e lavaggio più eventuale trattamento con convertitore o sabbiaturacommerciale Sa 2
• Pittura di fondo e finitura: alchidica al solvente o in dispersioneacquosa
• Applicazione: pennello o rullo o spruzzo• Spessore totale in micrometri: 70+70• Vedi ciclo E086, E087, E088, E091, E092, E097, E100, E101
Ciclo alchidico oleofenolico/alchidico uretanizzato• Preparazione della superficie: pulizia manuale o meccanica e lavaggio più eventuale trattamento con convertitore o sabbiaturacommerciale Sa 2
• Pittura di fondo: alchidico/oleofenolica• Pittura/e di finitura: alchidico/uretanizzata• Applicazione: pennello o rullo o spruzzo• Spessore totale in micrometri: 70+70• Vedi ciclo E089
Book
9
Ciclo epossidico bicomponente per interno• Preparazione della superficie: pulizia manuale o meccanica e lavaggio più eventuale trattamento con convertitore o sabbiaturacommerciale Sa 2
• Pittura di fondo: epossidica poliammidica bicomponente a solventeo in dispersione acquosa
• Pittura/e di finitura: epossidica bicomponente al solvente• Applicazione: rullo o spruzzo• Spessore totale in micrometri: 45+45• Vedi ciclo E102
Ciclo epossidico/poliuretanico bicomponente• Preparazione della superficie: pulizia manuale o meccanica e lavaggio più eventuale trattamento con convertitore o sabbiaturacommerciale Sa 2
• Pittura di fondo: epossidica poliammidica bicomponente a solvente o in dispersione acquosa
• Pittura di finitura: poliuretanica bicomponente al solvente• Applicazione: rullo o spruzzo• Spessore totale in micrometri: 120+50• Vedi ciclo E103
Book
03I sistemi anticorrosionedi Cap ArreghiniBo
ok9

16 17
Book
03I sistemi anticorrosionedi Cap ArreghiniBo
ok9
AMBIENTE INDUSTRIALE LEGGERO E MARINO
Ciclo alchidico• Preparazione della superficie: pulizia manuale o meccanica e lavaggio più eventuale trattamento con convertitore o sabbiaturacommerciale Sa 2
• Pittura di fondo e finitura: alchidica al solvente o in dispersione acquosa
• Applicazione: pennello o rullo• Spessore totale in micrometri: 90+80.• Vedi ciclo E086, E087, E088, E091, E092, E097, E100, E101
Ciclo alchidico oleofenolico/alchidico uretanizzato• Preparazione della superficie: pulizia manuale o meccanica e lavaggio più eventuale trattamento con convertitore o sabbiaturacommerciale Sa 2
• Pittura di fondo: alchidico/oleofenolica• Pittura/e di finitura: alchidico/uretanizzata• Applicazione: pennello o rullo o spruzzo• Spessore totale in micrometri: 90+80• Vedi ciclo E089
Book
9
Ciclo epossidico bicomponente per interno• Preparazione della superficie: pulizia manuale o meccanica e lavaggio più eventuale trattamento con convertitore o sabbiatura commerciale Sa 2
• Pittura di fondo: epossidica poliammidica bicomponente a solvente o in dispersione acquosa
• Pittura/e di finitura: epossidica bicomponente al solvente• Applicazione: rullo o spruzzo• Spessore totale in micrometri: 70+50• Vedi ciclo E102
Ciclo epossidico/poliuretanico bicomponente• Preparazione della superficie: pulizia manuale o meccanica e lavaggio più eventuale trattamento con convertitore o sabbiatura commerciale Sa 2
• Pittura di fondo: epossidica poliammidica bicomponente a solvente o in dispersione acquosa
• Pittura di finitura: poliuretanica bicomponente al solvente• Applicazione: rullo o spruzzo• Spessore totale in micrometri: 120+50• Vedi ciclo E103

18 19
Book
03I sistemi anticorrosionedi Cap ArreghiniBo
ok9
AMBIENTE INDUSTRIALE PESANTE
Book
9
Ciclo epossidico bicomponente per interno• Preparazione della superficie: pulizia manuale o meccanica e lavaggio più eventuale trattamento con convertitore o sabbiatura commerciale Sa 2
• Pittura di fondo: epossidica poliammidica bicomponente a solvente o in dispersione acquosa
• Pittura/e di finitura: epossipoliamminico bicomponente al solvente• Applicazione: rullo o spruzzo• Spessore totale in micrometri: 100+50• Vedi ciclo E102
Ciclo epossidico/poliuretanico bicomponente• Preparazione della superficie: pulizia manuale o meccanica e lavaggio più eventuale trattamento con convertitore o sabbiaturacommerciale Sa 2
• Pittura di fondo: epossidica poliammidica bicomponente a solvente o in dispersione acquosa
• Pittura di finitura: poliuretanica bicomponente al solvente• Applicazione: rullo o spruzzo• Spessore totale in micrometri: 150+50• Vedi ciclo E103
Ciclo alchidico• Preparazione della superficie: pulizia manuale o meccanica e lavaggio più eventuale trattamento con convertitore o sabbiaturacommerciale Sa 2
• Pittura di fondo e finitura: alchidica al solvente o in dispersione acquosa
• Applicazione: pennello o rullo.• Spessore totale in micrometri: 120+80• Vedi ciclo E086, E087, E088, E091, E092, E097, E100, E101
Ciclo alchidico oleofenolico/alchidico uretanizzato• Preparazione della superficie: pulizia manuale o meccanica e lavaggio più eventuale trattamento con convertitore o sabbiaturacommerciale Sa 2
• Pittura di fondo: alchidico/oleofenolica• Pittura/e di finitura: alchidico/uretanizzata• Applicazione: pennello o rullo o spruzzo• Spessore totale in micrometri: 120+80• Vedi ciclo E089

21
9
Book
20
9Bo
ok MINIO MAREFONDO ANTICORROSIVO
SOLVENTE
Pittura con effetto antiruggine idonea a prevenire la corrosione di supportimetallici ferrosi esposti all’interno e all’esterno.Caratterizzata da ottima bagnatura del substrato, eccellente adesione, durezzae flessibilità, resiste inalterata alle sollecitazioni naturali dovute alla variazionedimensionale del supporto al mutare delle condizioni climatiche.Facile da applicare, dotato di ottimo poter riempitivo, distensione e copertura,offre un solido ancoraggio agli smalti e ne esalta il potere coprente. È formulato a base di resine alchidiche in solvente, fosfati di ferro e pigmentilamellari che esplicano particolare adesione sul metallo ed effetto barriera cosìda assicurare buona impermeabilità all’acqua ed effetto antiossidante.
> OTTIMA RESISTENZA ALLA CORROSIONE
> BUONA ADESIONE SU SUPPORTI
> BUONA RESISTENZA AGLI URTI
> BUONA IMPERMEABILITÀ ALL’ACQUA
DATI TECNICIDiluizione Fino al 10% in volume con Acquaragia, a seconda del tipo di lavorazione
Essiccazione Sovrapplicabile 18h; Completa 18 h
Resa 8-9 m2/l per 70 μm secchi
Attrezzi Pennello, Rullo, Spruzzo
GLADIUMSMALTO
SINTETICO
Smalto adatto per sistemi di verniciatura di manufatti diversi, impermeabileall’acqua, facilmente applicabile, ideale per l’uso professionale in quanto dotatodi elevata compatibilità e caratteristiche di adesione, potere riempitivo e co-pertura su diversi tipi di fondo. Assicura una finitura caratterizzata da elevatauniformità e da formidabili resistenze alle intemperie e meccaniche, elementiindispensabili per la durata delle applicazioni, utili per salvaguardare neltempo il manufatto.La sua alta qualità consente di ottenere la soluzione estetica e tecnica per lediverse esigenze di verniciatura con un ottimo livello di finitura e con la mas-sima protezione e resistenza del colore all’esterno anche in situazioni di forteesposizione in condizioni severe. Le caratteristiche di adeguata elasticità, re-sistenza al graffio ed antiusura generano un film che rimane stabile, bello eresistente anche alle sollecitazioni dovute alla variazione dimensionale delsupporto al mutare delle condizioni climatiche.
> BUONA RESISTENZA AGLI AGENTI ATMOSFERICI
> BUONA RESISTENZA A URTI
> OTTIMA RESISTENZA ALLA CORROSIONE
> BUONA ADESIONE SU VECCHIE PITTURE
> OTTIMA COPERTURA DEGLI SPIGOLI
DATI TECNICIDiluizione Pronto all’uso
Essiccazione Sovrapplicabile 18-24 h; Completa 24 h
Resa 7-9 m2/l per 70-50 μm secchi
7-9 m2/kg per 70-50 μm secchi
Attrezzi Rullo, Pennello
23
9
Book
22
9Bo
ok UNIFERSMALTO
FERRO MICACEO
Smalto adatto per sistemi di verniciatura di manufatti diversi, impermeabileall’acqua, facilmente applicabile, ideale per l’uso professionale in quanto dotatodi elevata compatibilità e caratteristiche di adesione, potere riempitivo e co-pertura su diversi tipi di fondo. Assicura una finitura caratterizzata da elevatauniformità e da formidabili resistenze alle intemperie e meccaniche, elementiindispensabili per la durata delle applicazioni, utili per salvaguardare neltempo il manufatto.La sua alta qualità consente di ottenere la soluzione estetica e tecnica per lediverse esigenze di verniciatura con un ottimo livello di finitura e con la mas-sima protezione e resistenza del colore all’esterno anche in situazioni di forteesposizione in condizioni severe.
> BUONA RESISTENZA AGLI AGENTI ATMOSFERICI
> BUONA RESISTENZA AGLI URTI
> OTTIMA RESISTENZA ALLA CORROSIONE
> BUONA ADESIONE SU VECCHIE PITTURE
> OTTIMA COPERTURA SUGLI SPIGOLI
DATI TECNICIDiluizione Fino al 16% in volume (10% in peso) con Acquaragia
Essiccazione Sovrapplicabile 18-24h; Completa 24 h
Resa 8-11 m2/l (5-7 m2/kg) per 70-50 μm secchi
Attrezzi Pennello, Rullo, Spruzzo
ECOLINEA SMALTOSMALTOACQUA
Smalto adatto per sistemi di verniciatura di manufatti diversi, impermeabileall’acqua, facilmente applicabile, ideale per l’uso professionale in quanto dotatodi elevata compatibilità e caratteristiche di adesione, potere riempitivo e co-pertura su diversi tipi di fondo. Assicura una finitura caratterizzata da elevatauniformità e da formidabili resistenze alle intemperie e meccaniche, elementiindispensabili per la durata delle applicazioni, utili per salvaguardare neltempo il manufatto.La sua alta qualità consente di ottenere la soluzione estetica e tecnica per lediverse esigenze di verniciatura con un ottimo livello di finitura e con la mas-sima protezione e resistenza del colore all’esterno, anche in situazioni di forteesposizione in condizioni severe.Le caratteristiche di adeguata elasticità ed antiusura generano un film che ri-mane stabile, bello e resistente anche alle sollecitazioni naturali dovute allavariazione dimensionale del supporto al mutare delle condizioni climatiche.È formulato con pigmenti stabili alla luce e resine acriliche in dispersione ac-quosa che garantiscono la massima resistenza agli UV e la massima protezioneall’esterno in condizioni di forte esposizione agli agenti atmosferici e raggisolari con una pellicola di smalto non ingiallente; è adatto per i sistemi di ver-niciatura di manufatti all’interno ed all’esterno.
> BUONA RESISTENZA A GRASSI E OLI
> BUONA RESISTENZA ALL’URTO
> BUONA ADESIONE SU SUPPORTI DIVERSI
> OTTIMA RESISTENZA AGLI AGENTI ATMOSFERICI
DATI TECNICIDiluizione 5-10% in peso con acqua
Essiccazione Sovrapplicabile 6h; Completa 6h
Resa 5-6 m2/kg per 70 μm secchi
Attrezzi Pennello, Rullo, Spruzzo
25
9
Book
24
9Bo
ok UNIFER WSMALTO
FERRO MICACEO
Smalto adatto per sistemi di verniciatura di manufatti diversi all’interno eall’esterno, impermeabile all’acqua, facilmente applicabile, ideale per l’usoprofessionale in quanto dotato di elevata compatibilità e caratteristiche diadesione, potere riempitivo e copertura su diversi tipi di fondo. Assicura unafinitura caratterizzata da elevata uniformità e da formidabili resistenze alleintemperie e meccaniche.La sua alta qualità consente di ottenere la soluzione estetica e tecnica per lediverse esigenze di verniciatura con un ottimo livello di finitura e con la mas-sima protezione e resistenza del colore all’esterno anche in situazioni di forteesposizione in condizioni severe.Le caratteristiche di adeguata elasticità, resistenza al graffio ed antiusura ge-nerano un film che rimane stabile, bello e resistente anche alle sollecitazioninaturali dovute alla variazione dimensionale del supporto al mutare delle con-dizioni climatiche.È formulato con ossido ferro micaceo stabile alla luce che esplica particolareeffetto barriera, resine acriliche in dispersione acquosa che garantiscono lamassima resistenza agli UV ed elevata protezione all’esterno in condizioni diforte esposizione ad agenti atmosferici e raggi solari. Esplica eccezionale adesionesu superfici quali legno preverniciato, plastiche dure, leghe, acciaio zincato,alluminio.
> OTTIMA RESISTENZA AGLI AGENTI ATMOSFERICI (GRIGIO)
> BUONA RESISTENZA AGLI URTI
> OTTIMA RESISTENZA AL PIEGAMENTO
> OTTIMA ADESIONE SU SUPPORTI DI NATURA DIVERSA
> OTTIMA ELASTICITÀ
DATI TECNICIDiluizione 5-10% con acqua in peso; 6-12% con acqua in volume
Essiccazione Sovrapplicabile 8-12h; Completa 12h
Resa 7-8 m2/l (6-7 m2/kg) per 70 μm secchi
Attrezzi Pennello, Rullo, Spruzzo
SUPERSINTEOL RAPIDO INDUSTRIALETIPO M
SMALTORAPIDA ESSICCAZIONE
Smalto adatto per sistemi di verniciatura di manufatti diversi, impermeabileall’acqua, facilmente applicabile, ideale per l’uso professionale in quanto dotatodi elevata compatibilità e caratteristiche di adesione, potere riempitivo e coperturasu diversi tipi di fondo. Assicura una finitura caratterizzata da elevata uniformitàe da buone resistenze alle intemperie e meccaniche, elementi indispensabili perla durata delle applicazioni, utili per salvaguardare nel tempo il manufatto. Lasua qualità consente di ottenere la soluzione estetica e tecnica per le diverseesigenze di verniciatura con un buon livello di finitura e con buona protezionee resistenza del colore all’esterno anche in situazioni di forte esposizione in con-dizioni severe. Le caratteristiche di adeguata elasticità, resistenza al graffio edantiusura generano un film che rimane stabile, bello e resistente anche alle sol-lecitazioni dovute alla variazione dimensionale del supporto al variare dellecondizioni climatiche. È formulato con pigmenti coloranti stabili alla luce eresine sintetiche alchidiche modificate in fase solvente. Il film essiccato esplicaparticolare adesione ed effetto barriera così da assicurare buona impermeabilitàall’acqua, in modo da garantire elevata protezione all’esterno in condizioni diforte esposizione ad agenti atmosferici e raggi solari. È quindi adatto per isistemi di verniciatura di manufatti all’interno ed all’esterno. Le proprietà diadeguata distensione, bassa tendenza alle colature ed essiccazione veloce, per-mettono applicazioni con attrezzi professionali che assicurano una finitura ca-ratterizzata da elevata omogeneità estetica, spessore uniforme e adeguatacopertura degli spigoli e consentono una rapida esecuzione della verniciatura.
> BUONA RESISTENZA AGLI AGENTI ATMOSFERICI
> RESISTENZA AGLI URTI
> BUONA ELASTICITÀ
> BUONA ADESIONE SU FONDI DIVERSI
DATI TECNICIDiluizione Fino al 10% in peso con Nitrodil
Essiccazione Fuori polvere 10’; Al tatto 40’; Completa 12 h
Resa Ferro: 5.6-6.2 m2/kg per 70 μm secchi; 8.0-8.6 m2/kg per 50 μm secchi
Su ferro zincato, alluminio, leghe,: 9.0-9.6 m2/kg per 45 μm secchi
Attrezzi Spruzzo

27
9
Book
26
9Bo
ok Z UNOFONDO ANTICORROSIVO
SOLVENTE
Pittura con effetto antiruggine idonea a prevenire la corrosione di supporti me-tallici ferrosi esposti all’interno e all’esterno.Caratterizzata da ottima bagnatura del substrato, eccellente adesione, durezzae flessibilità, resiste inalterata alle sollecitazioni naturali dovute alla variazionedimensionale del supporto al variare delle condizioni climatiche.Facile da applicare, dotata di ottimo poter riempitivo, distensione e copertura,offre un solido ancoraggio agli smalti e ne esalta il potere coprente. È formulata a base di caucciù ciclizzato in solvente e zinco in polvere che esplicanoparticolare adesione sul metallo, ed effetto galvanico antiossidante. È caratterizzato da rapida essiccazione e resistenza alla sovrapplicazione consmalto a rapida essiccazione e con smalti alchidici previa applicazione di primerintermedio di adesione.
> OTTIMA RESISTENZA ALLA CORROSIONE
> OTTIMA ADESIONE SU SUPPORTI
> OTTIMA RESISTENZA AGLI URTI
> OTTIMA IMPERMEABILITÀ ALL’ACQUA
DATI TECNICIDiluizione Pennello e Rullo: fino al 10% in peso con Acquaragia.
Spruzzo: fino al 10% in peso con Nitrodil.
Essiccazione Sovrapplicabile 12h; Completa 24h
Resa 2.5-3.5 m2/kg per 70 μm secchi
Attrezzi Pennello, Rullo, Spruzzo.
UNIFER ZINCSMALTO
FERRO MICACEO
Smalto adatto per sistemi di verniciatura di manufatti diversi, impermeabileall’acqua, facilmente applicabile, ideale per l’uso professionale in quanto dotatodi elevata compatibilità e caratteristiche di adesione, potere riempitivo e coperturasu diversi tipi di fondo. Assicura una finitura caratterizzata da elevata uniformitàe da formidabili resistenze alle intemperie e meccaniche, elementi indispensabiliper la durata delle applicazioni, utili per salvaguardare nel tempo il manu-fatto.La sua alta qualità consente di ottenere la soluzione estetica e tecnica alle diverseesigenze di verniciatura con un ottimo livello di finitura e con la massima pro-tezione e resistenza del colore all’esterno anche in situazioni di forte esposizionein condizioni severe.
> BUONA RESISTENZA AGLI AGENTI ATMOSFERICI
> BUONA RESISTENZA A URTI
> OTTIMA RESISTENZA ALLA CORROSIONE
> BUONA ADESIONE SU VECCHIE PITTURE
> OTTIMA COPERTURA SUGLI SPIGOLI
DATI TECNICIDiluizione Fino al 7% in volume (5% in peso) con Acquaragia
Essiccazione Al tatto 6h; Sovrapplicabile 18-24h; Completa 24h
Resa 6-7 m2/l (4-5 m2/kg) per 70 μm secchi
Attrezzi Pennello, Rullo, Spruzzo.

29
9
Book
28
9Bo
ok CROMETALFONDO ANTICORROSIVO
SOLVENTE
Pittura con effetto antiruggine idonea a prevenire la corrosione di supportimetallici ferrosi esposti all’interno e all’esterno.Caratterizzata da ottima bagnatura del substrato, eccellente adesione, durezza,flessibilità, resiste inalterata alle sollecitazioni naturali dovute alla variazionedimensionale del supporto al variare delle condizioni climatiche. Facile da ap-plicare, dotato di ottimo poter riempitivo, distensione e copertura, offre unsolido ancoraggio agli smalti e ne esalta il potere coprente. È formulata a base di resine alchidiche modificate, in fase solvente, e pigmentia scambio ionico che esplicano particolare adesione sul metallo, ed effetto bar-riera così da assicurare buona impermeabilità all’acqua ed effetto antiossidante. È caratterizzata da rapida essiccazione, e resistenza alla sovrapplicazione consmalti a rapida essiccazione e con smalti alchidici.
> OTTIMA RESISTENZA ALLA CORROSIONE
> OTTIMA ADESIONE SU FERRO
> BUONA RESISTENZA AGLI URTI
> BUONA IMPERMEABILITÀ ALL’ACQUA
DATI TECNICIDiluizione Spruzzo: 10% in volume con Nitrodil.
Rullo: 5% in volume con Nitrodil.
Essiccazione Sovrapplicabile bagnato/bagnato 50’; Sovrapplicabile 12h, completa 12h
Resa 6-8 m2/l per 70 μm secchi
Attrezzi Spruzzo, Rullo
EPOX 450SMALTO
EPOSSIDICO
Smalto epossi-poliammidico semilucido a due componenti, essiccante all’aria.
> BUONA RESISTENZA AGLI ALCALI
> DISCRETA RESISTENZA A OLI E CARBURANTI
> BUONA ADESIONE SU SUPPORTI MINERALI
> OTTIMA IMPERMEABILITÀ ALL’ACQUA
DATI TECNICIDiluizione 0-5% in peso con Nitrodil
Essiccazione Asciutto al tatto 6-8h; Sovrapplicabile 12h; Completa 12h
Resa 6.7-7.3 m2/kg per 45 μm secchi
Attrezzi Pennello, Rullo, Spruzzo.
31
9
Book
30
9Bo
ok RIPLAST R3-R4SMALTO
EPOSSIDICO
Smalto adatto per sistemi di verniciatura di manufatti diversi, impermeabileall’acqua, facilmente applicabile, ideale per l’uso professionale in quanto dotatodi elevata compatibilità e caratteristiche di adesione, potere riempitivo e coperturasu diversi tipi di fondo. Assicura una finitura caratterizzata da elevata uniformitàe da formidabili resistenze alle intemperie e meccaniche, elementi indispensabiliper la durata delle applicazioni, utili per salvaguardare nel tempo il manu-fatto.La sua alta qualità consente di ottenere la soluzione estetica e tecnica per le di-verse esigenze di verniciatura con un ottimo livello di finitura e con la massimaprotezione e resistenza del colore all’esterno anche in situazioni di forte esposizionein condizioni severe.Le caratteristiche di adeguata elasticità, resistenza al graffio ed antiusura ge-nerano un film che rimane stabile, bello e resistente anche alle sollecitazionidovute alla variazione dimensionale del supporto al mutare delle condizioniclimatiche e resistente agli elementi chimici contenuti in bevande alimentaried ai comuni detersivi.
> OTTIMA RESISTENZA DEL COLORE
> OTTIMA RESISTENZA AGLI AGENTI ATMOSFERICI
> BUONA COPERTURA
> OTTIMA RESISTENZA A URTI E GRAFFI
> OTTIMA RESISTENZA A OLI E CABURANTI
DATI TECNICIDiluizione Fino al 10% in peso con Nitrodil.
In condizioni sfavorevoli per elevata umidità o temperatura utilizzare Butol.
Essiccazione Sovrapplicabile bagnato/bagnato 2-3h, Sovrapplicabile 12-16h; Completa 24h
Resa Cicli su ferro: 6.4-7.4 m2/kg per 70 μm secchi
Cicli su ferro zincato, alluminio, leghe: 8.8-9.4 m2/kg per 45 μm secchi
Cicli su legno: 3-4 m2/kg
Attrezzi Pennello, Rullo, Spruzzo.

3332
Per assicurare maggiore protezione, la scelta va orientatasu quei sistemi che assicurano maggiore impermeabilitàall’acqua e all’ossigeno e con migliore adesione, aumen-tandone lo spessore.
La ruggine formatasi e le parti di pittura non aderenti a causa di cor-rosione sottopellicolare vanno eliminati con sabbiatura o carteggiatura,fino ad ottenere un’omogenea continuità del supporto al film di pittura.Nel caso non sia possibile sabbiare, la ruggine in fase di distacco varimossa e la parte interessata sgrassata. Successivamente si tratta con convertitore di ruggine, in genere a basedi acido tannico.Dopo qualche ora la superficie ha assunto un colore blu-nero intensoper la trasformazione dell’idrato di ferro (la ruggine) in ferrocianuro,insolubile in acqua e quindi impermeabile al passaggio dell’umidità.È un procedimento più economico e pratico della sabbiatura e dellabrossatura. In seguito si procederá all'applicazione degli opportuniprimer nella parte corrosa per ripristinare gli spessori iniziali e quindialla stesura del prodotto di finitura. Nel processo di verniciatura infase di manutenzione è importante conoscere la natura degli stratiprecedenti in modo da sovrapplicare un sistema compatibile, per evi-tare conseguenze come per esempio distacchi per mancata adesioneo rimozioni con conseguente perdita di adesione.
03I sistemi anticorrosionedi Cap ArreghiniBo
ok
Book
Book
9 9
La consapevolezza della gravità del fenomeno della corrosione haportato al progressivo perfezionamento dei protettivi vernicianti. Tut-tavia, va ricordato che nessun sistema verniciante, anche se a spessore,può prevenire ed eliminare totalmente la permeazione di ossigeno edacqua, evitando che questi arrivino al supporto metallico. Oltre a ciò,le superfici esposte non adeguatamente protette possono subire l'ag-gressione di agenti termici (temperature elevate, alternanza di caldo-freddo), atmosferici (umidità, pioggia, neve, raggi solari, salsedine)e meccanici (abrasioni, urti, vibrazioni, dilatazioni). Poiché la duratadella protezione non è illimitata nel tempo, è necessarioprogrammare interventi di manutenzione periodici, ondeevitare costose operazioni risanatorie quando la corro-sione abbia prodotto danni ormai significativi.La scelta dei periodi di pittura per la manutenzione è elemento impor-tante del programma di manutenzione dell’impianto. Ad esempio, unciclo epossidico e poliuretanico bicomponente a tre mani, con unospessore iniziale di 180-220 micrometri in ambiente industriale pesante,ha una durata orientativa di 10 anni prima del completo rifacimento.Per mantenere una continua e perfetta efficienza è indispensabile untrattamento di manutenzione più frequente, intervenendo prima che siverifichino i fenomeni corrosivi. L’intervento di manutenzione su una superficie intatta avviene con sem-plice lavaggio e sgrassaggio della pittura esistente e successiva ap-plicazione di uno strato di pittura protettiva, per assicurare la necessariaimpermeabilità evitando l'aggressione corrosiva. Un intervento ritardato rende la manutenzione e più complessa e co-stosa.

3534
• rilevazione della temperatura e dell’umidità relativa per il calcolo delladifferenza tra il Punto di Rugiada (Dew Point) corrispondente in quellecondizioni termoigrometriche e la temperatura rilevata. Vengono ritenutevalide le condizioni in cui la temperatura reale superi di almeno 5°C (se-condo gli Usa) o di almeno 3°C (secondo gli europei) il Punto di Rugiada.
• controllo dello spessore del film a umido, dello spessore del film seccoed del grado di adesione per ogni strato di prodotto applicato.
Per una adeguata protezione, lo spessore minimo di film secco totale dovrà essere di:- 140 micrometri in atmosfera rurale o urbana- 170 micrometri in atmosfera industriale leggera o marina- 200 micrometri in atmosfera industriale pesante.
Metalli e leghe non ferrosi come alluminio, ottone, acciaio zincato, rame,bronzo subiscono un’ossidazione con conseguenze di degrado inferioria quelle descritte per l’acciaio e, quindi, in alcuni casi non vengono ver-niciati. In questo caso possono subire ossidazione con conseguente leg-gera corrosione superficiale e variazione di colore. Per mantenerel’integrità superficiale ed estetica è comunque necessario intervenirecon prodotti vernicianti speciali.Tali metalli, infatti, offrono scarsa adesione ai prodotti vernicianti e pertantonecessitano di un pretrattamento con primer di adesione in sostituzionedel primer anticorrosivo per ferro.Si possono reperire sul mercato prodotti particolari con ottime prestazionidi finitura e con caratteristiche di eccellente adesione,-anche se applicatidirettamente sul questi supporti. Essi assicurano l’adesione necessaria adevitare distacchi garantendo nello stesso tempo protezione dall’ossidazionee le caratteristiche richieste per una finitura.
Anche per i metalli non ferrosi (acciaio zincato, alluminio, e altreleghe leggere), la gamma CAP Arreghini offre un’ampia scelta di si-stemi monocomponenti alchidici/acrilici/vinilici al solvente o acquae sistemi bicomponenti epossidici, epossiacrilici al solvente o acqua,a seconda delle prestazioni finali desiderate, dei sistemi di applicazionee dell’effetto estetico.Vedi ciclo E093, E094, E095, E104, E111, E112, E113, E114, E115.
03I sistemi anticorrosionedi Cap ArreghiniBo
ok
Book
Book
9 9
PER ASSICURARE L’ESECUZIONE A REGOLA D’ARTE
DEL TRATTAMENTO PROTETTIVO È OPPORTUNO PREVEDERE
COSTANTI CONTROLLI DURANTE LE FASI DI APPLICAZIONE:
TRATTAMENTODEI METALLI
Azienda con Sistema Certificato UNI EN ISO 9001Tel. 0421 278111 -