







Le lingue
Pagine
Legale

UTILIZZO DI ACQUA!
PER ASPORTARE !
CALORE IN UN !
PROCESSO !
INDUSTRIALE !
!
CASO STUDIO !
Ing. Paolo Paglierani!EGE - Secem!
Milano 20/11/2013

Contenuti della presentazione!
Processi Industriali Energivori
Importanza degli indicatori
Peculiarità
Risultati
Milano 20/11/2013
Molti processi industriali richiedono il mantenimento di prefissate temperature per assicurare la qualità della produzione e richiedono una termoregolazione molto attenta del processo di lavorazione.
Vi sono poi processi lavorativi, macchine operatrici, o intere linee di produzione ove si rende necessario asportare il calore prodotto dalle macchine.
Occorre dunque:
Ø fornire calore !
Ø asportare calore ! ovvero raffreddare
Ø Ridurre l’impatto ambientale e soddisfare le necessità europee.!
Milano 20/11/2013

Milano 20/11/2013
1 Lavorazioni delle resine termoindurenti e termoplasticheLavorazioni delle materie plastiche2
Lavorazione delle resinetermoindurenti Nella lavorazione delle resine termoindurenti, le reazioni dipolimerizzazione vengono interrotte a uno stadio incomple-to, in modo che il materiale possa ancora essere plasmato nel-la fase di formatura. Le reazioni di polimerizzazione vengonopoi completate con un successivo riscaldamento fino all’indu-rimento irreversibile.Il processo di formatura può avvenire attraverso due diversetecniche di stampaggio:
• stampaggio per compressione diretta: utilizzato per la for-matura delle resine fenoliche, ureiche e melamminiche. Si arti-cola nelle fasi di caricamento della polvere da stampaggio, ri-scaldamento, compressione, degasaggio e, infine, di formatura;
• stampaggio per trasferimento: è un sistema di formaturamisto tra lo stampaggio per compressione e la formaturaper iniezione utilizzata per le resine termoplastiche. Ri-chiede uno stampo più complesso [fig. 2], con la matrice di-visa in due parti: una inferiore nella quale è ricavata l’im-pronta dell’oggetto da formare e una superiore contenentela camera di caricamento della polvere da stampaggio.
Le materie plastiche hanno raggiunto una tale diffusione chenessun settore merceologico può ormai rinunciare al loro im-piego; il crescente interesse da parte delle aziende a disporredi materie plastiche in grado di fornire prestazioni sempremaggiori, stimola la ricerca di tecniche di lavorazione checonsentano di produrre materiali plastici capaci di prestazio-ni sempre più sofisticate e sempre più in grado di sostituirevantaggiosamente i materiali tradizionali [fig. 1].Le lavorazioni delle materie plastiche sono differenti a secon-da del tipo di plastica.
1 Un tipico esempio di progressiva sostituzione di componenti in metallo conelementi in plastica è costituito dai paraurti delle autovetture, che sono qua-si esclusivamente in materiale plastico.
Reazioni di polimerizzazioneSi chiamano reazioni di polimerizzazione, o reazioni di sintesi,i processi attraverso i quali viene formata la macromolecola. Questereazioni possono essere di due tipi: polimerizzazione a catena (im-piegata, per esempio, per la formazione del polietilene) o polimeriz-zazione a stadi (impiegata, per esempio, per la formazione dei nylon).
2 Parte mobile (matrice) (a) e parte fissa (punzone) (b) di uno stampo per inie-zione termoplastica del rivestimento interno dello sportello baule per un’au-to (stampo progettato e realizzato da Matess s.r.l., Montebelluna, TV).
• formatura per immersione• formatura per colata• formatura per spalmatura• formatura per soffiatura• stampaggio per iniezione• formatura per decompressione• formatura per estrusione• laminazione o calandratura• formatura rotazionale
TERMOPLASTICHE
LAVORAZIONIDELLE MATERIE PLASTICHE
• stampaggio per compressione diretta• stampaggio per trasferimento
TERMOINDURENTI
a
b
C. Amerio, R. De Ruvo, S. Simonetti, Elementi di tecnologia, © SEI 2011
Le materie plastiche sono sempre più utilizzate nei processi di produzione industriale, Le tecniche di lavorazione consentono di produrre materiali plastici capaci di prestazioni sempre più sofisticate ed più in grado di sostituire altri materiali tradizionali.

Milano 20/11/2013
I materiali subiscono operazioni di macinazione e densificazione, a seconda della loro natura, poi il polimero viene portato a temperatura di fusione e trafilato per ottenere una lasagna che passando nelle vasche viene raffreddata e ridotta in cubetti!
Con lo stampaggio è possibile realizzare qua ls ias i f o rma e prodotto plastico. !
Milano 20/11/2013
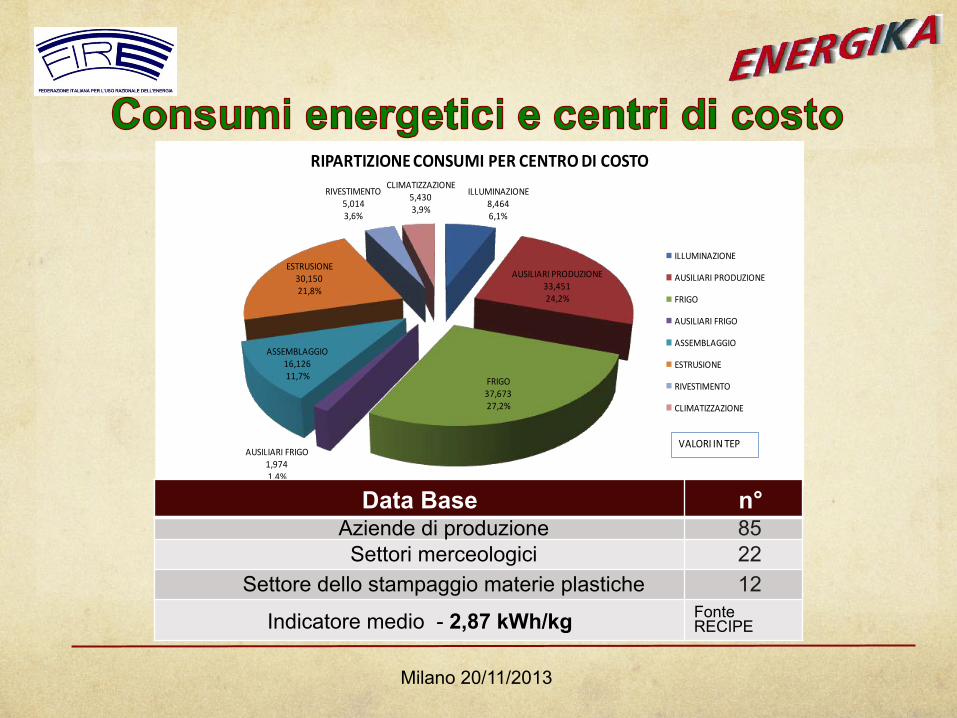
ILLUMINAZIONE8,4646,1%
AUSILIARI PRODUZIONE33,45124,2%
FRIGO37,67327,2%
AUSILIARI FRIGO1,9741,4%
ASSEMBLAGGIO16,12611,7%
ESTRUSIONE30,15021,8%
RIVESTIMENTO5,0143,6%
CLIMATIZZAZIONE5,4303,9%
RIPARTIZIONE CONSUMI PER CENTRO DI COSTO
ILLUMINAZIONE
AUSILIARI PRODUZIONE
FRIGO
AUSILIARI FRIGO
ASSEMBLAGGIO
ESTRUSIONE
RIVESTIMENTO
CLIMATIZZAZIONE
VALORI IN TEP
Data Base n° Aziende di produzione 85
Settori merceologici 22 Settore dello stampaggio materie plastiche 12
Indicatore medio - 2,87 kWh/kg Fonte RECIPE
Milano 20/11/2013
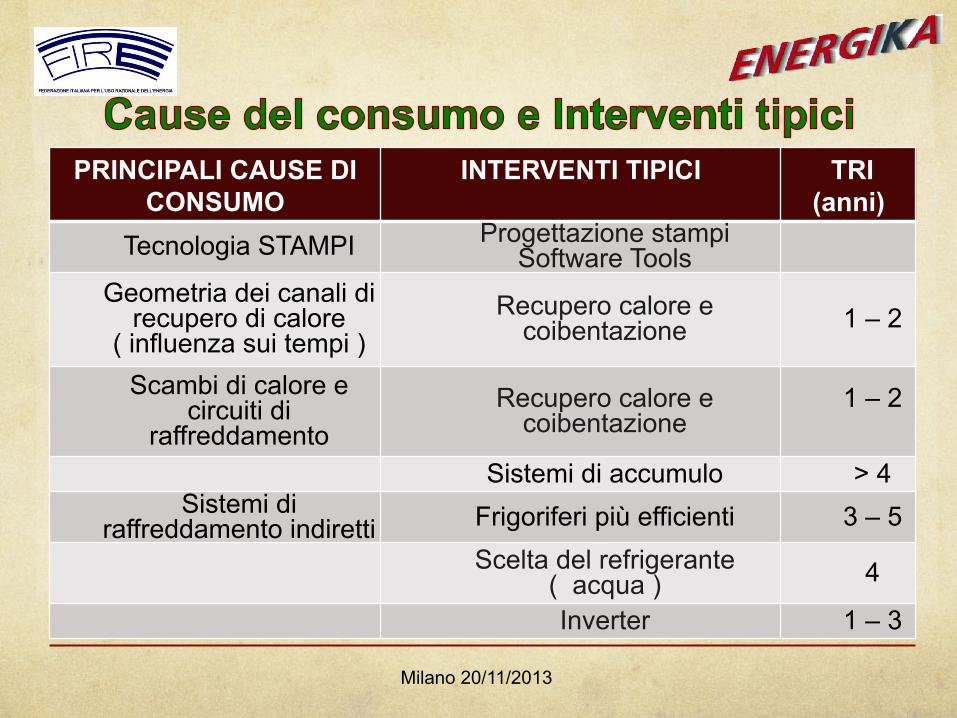
PRINCIPALI CAUSE DI CONSUMO
INTERVENTI TIPICI TRI (anni)
Tecnologia STAMPI Progettazione stampi Software Tools
Geometria dei canali di recupero di calore
( influenza sui tempi ) Recupero calore e
coibentazione 1 – 2
Scambi di calore e circuiti di
raffreddamento Recupero calore e
coibentazione 1 – 2
Sistemi di accumulo > 4 Sistemi di
raffreddamento indiretti Frigoriferi più efficienti 3 – 5 Scelta del refrigerante
( acqua ) 4
Inverter 1 – 3

Ø Focalizzare l’attenzione sulle aree di miglioramento in termini di ottimizzazione dei consumi!
Ø Valutare costi e benefici per l’adozione di tecnologie innovative di efficienza energetica e sistemi di produzione di energia!
Ø Ridurre l’impatto ambientale e soddisfare le necessità europee.!
Milano 20/11/2013

Ø Bilancio Energetico!
Ø Indicatori Energetici / Economici!
!
!
Ø Buone Pratiche / Ottimizzazione del processo produttivo!
Ø Individuazione del collo di Bottiglia Riduzione delle inefficienze!
!
Ø Interventi impiantistici e valutazione del TRI !
Milano 20/11/2013
2,3%
1,7%
0,6%0,1%
1,7%
9,9%
9,1%
4,7%
10,3%
7,3%2,9%
0,0%
0,3%
15,2%
3,2%
26,3%
4,5%
RIPARTIZIONE CONSUMI PER CENTRO DI COSTO
ILLUMINAZIONE
COMPRESSORI
UFFICI
MAGAZZINO
SALA MACINAZIONE
SALA IMPASTI
SALA LIEVITAZIONE
SALA COTTURA
SALA RAFFREDDAMENTO
CONFEZIONAMENTO
PALLETTIZZAZIONE
PRODUZIONE
UFFICI TERMO
SALA MACINAZIONE TERMO
SALA LIEVITAZIONE TERMO
SALA COTTURA TERMO
PRODUZIONE TERMO

Milano 20/11/2013
Lo scopo principale di un sistema di raffreddamento ad acqua è di assorbire il calore sviluppato da un processo dove non sia possibile recuperarlo diversamente.
Il sistema deve essere:
Ø sicuro;
Ø affidabile;
Ø flessibile;
Ø avere un impatto minimo sull’ambiente.

Milano 20/11/2013

Milano 20/11/2013

!
Milano 20/11/2013
Produzione PP e PE 110 t/gg su 20 h/gg 5,50 t/h
Entalpia specifica PP a 250°C 740 kJ/kg
Entalpia specifica PP e HDPE a 60°C 120 kJ/kg Potenza di raffreddamento da fornire per il reparto STAMPI 3.410.000 kJ/h
Potenza di raffreddamento da fornire per il reparto PRESSE OLEODINAMICHE 682.000 kJ/h
Totale potenza da garantire 4.092.000 kJ/h
Totale potenza frigorifera in kW 1.137 kW
COP gruppi frigoriferi condensati ad acqua 4,4 kWf/kWe
Consumo energia elettrica su 300 gg/anno 1.550.000 kWh/anno

!
Milano 20/11/2013
Energia risparmiata 1.415.000 kWh/anno In € 226.400 €/anno
Titoli di Efficienza Energetica 890 TEP
Incentivo economico da TEE 890.000 €/anno
!
Milano 20/11/2013
Ø Energia elettrica risparmiata 1.415.000 kWh/anno
Ø Rappresenta circa l’ 40% rispetto ad un sistema tradizionale
Ø le macchine ad iniezione lavorano in condizioni migliori, con un raffreddamento più costante rispetto a quello fornito da un sistema tradizionale con vantaggi sulla qualità del prodotto.

Grazie per l’attenzione !!
Ing. Paolo Paglierani!
Cell. 348 8262172!
e-mail: [email protected] !
Milano 20/11/2013
Top Related