
Vol. 9 No. 2 ISSN 1411-6340 (Print) Perancangan Model ...
14
Jurnal Teknik Industri ISSN 2622-5131 (Online) Vol. 9 No. 2 ISSN 1411-6340 (Print) 98 Perancangan Model Simulasi Tata Letak Gudang Bahan Baku dengan Menggunakan Metode Shared Storage pada PT. Braja Mukti Cakra Nadya Adira Fabiani, Parwadi Moengin, Sucipto Adisuwiryo Jurusan Teknik Industri Universitas Trisakti Jln. Kyai Tapa No. 1 Jakarta 11440 [email protected]@yahoo.com (Makalah: Diterima Maret 2019, direvisi Mei 2019, dipublikasikan Juli 2019) Intisari— Braja Mukti Cakra (PT) merupakan perusahaan yang bergerak di bidang manufaktur yang menghasilkan produk komponen (machined products) yang berpresisi tinggi, berupa komponen otomotif di Indonesia. Permasalahan yang terjadi pada PT. Braja Mukti Cakra berada pada gudang bahan baku, dimana peletakan bahan baku yang belum optimal dikarenakan tidak adanya penamaan dan pembagian jenis material bahan baku pada rak atau pallet yang ada digudang. Hal ini menyebabkan operator kesulitan dalam mencari bahan baku yang akan dikirim ke lantai produksi dan mengakibatkan waktu pengambilan bahan baku menjadi lama sehingga akan terjadi keterlambatan dalam pengiriman ke lantai produksi. Tujuan dari penelitian ini adalah merancang model simulasi perbaikan tata letak gudang bahan baku dari area penyimpanan ke pintu keluar gudang yang dapat digunakan untuk mengevaluasi waktu pengambilan bahan baku dan waktu perpindahan bahan baku. Pada penelitian ini langkah awal yang dilakukan adalah mengevaluasi tata letak gudang bahan baku menggunakan checksheet untuk mengetahui kondisi gudang bahan baku saat ini dan menggunakan peta aliran proses pengambilan bahan baku untuk mengetahui aliran proses pengambilan bahan baku. Selanjutnya dibuat model simulasi awal tata letak gudang bahan baku untuk memahami sistem aktual tersebut. Model yang telah dibangun kemudian diverifikasi dan divalidasi. Jika model dinyatakan valid, dilakukan perbaikan terhadap permasalahan yang ada dengan memperbaiki tata letak gudang bahan baku dan penempatan bahan baku yang ada dengan menggunakan metode shared storage sebagai usulan tata letak gudang bahan baku. Penempatan baku baku, memperhatikan bahan baku yang memiliki tujuan yang sama dan dibuat ke dalam rak atau pallet yang sama maupun letaknya berdekatan antara rak atau pallet yang satu dengan yang lainnya sehingga mendapatkan waktu yang lebih singkat dalam proses pengiriman. Jumlah usulan perbaikan pada tata letak gudang bahan baku adalah 3 usulan. Usulan pertama adalah penambahan material handling, usulan kedua menggunakan metode shared storage dan usulan ketiga menggunakan metode shared storage dan penambahan material handling. Untuk pemilihan usulan terbaik digunakan metode benferonni dan menggunakan hasil evaluasi checksheet. Usulan yang terbaik adalah usulan ketiga dengan waktu pengambilan bahan baku dan perpindahan bahan baku ke pintu keluar gudang yaitu sebesar 71.18 jam. Dibandingkan dengan model simulasi awal yang memiliki waktu pengambilan bahan baku dan perpindahan bahan baku ke pintu keluar gudang sebesar 122.23 jam. Dari usulan terbaik ini diperoleh penghematan waktu sebesar 51.05 jam atau sebesar 41.76 %. Kata kunci— Tata letak gudang, model simulasi, shared storage, material handling, checksheet Abstract— Braja Mukti Cakra (PT) is a company engaged in manufacturing that produces high-precision machined products, in the form of automotive components in Indonesia. Problems that occur at PT. Braja Mukti Cakra is in the warehouse of raw materials, where the laying of raw materials that are not optimal is due to the lack of naming and distribution of the types of raw materials on the shelves or pallets in the warehouse. This causes operators to have difficulty in finding raw materials to be sent to the production floor and causes the time to take raw materials to be long so that there will be delays in shipping to the production floor. The purpose of this study is to design a simulation model to improve the layout of the raw material warehouse from the storage area to the warehouse exit that can be used to evaluate the time taken for raw materials and the time of transfer of raw materials. In this study the first step is to evaluate the warehouse layout of raw materials using a checksheet to determine the condition of the current raw material warehouse and use a map of the raw material extraction process flow to determine the flow of the raw material extraction process. Next is the initial simulation model of raw material warehouse layout to understand the actual system. The model that has been built is then verified and validated. If the model is declared valid, improvements are made to existing problems by improving
Transcript of Vol. 9 No. 2 ISSN 1411-6340 (Print) Perancangan Model ...

Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
98
Perancangan Model Simulasi Tata Letak Gudang
Bahan Baku dengan Menggunakan Metode Shared
Storage pada PT. Braja Mukti Cakra Nadya Adira Fabiani, Parwadi Moengin, Sucipto Adisuwiryo
Jurusan Teknik Industri Universitas Trisakti
Jln. Kyai Tapa No. 1 Jakarta 11440
[email protected]@yahoo.com
(Makalah: Diterima Maret 2019, direvisi Mei 2019, dipublikasikan Juli 2019)
Intisari— Braja Mukti Cakra (PT) merupakan perusahaan yang bergerak di bidang manufaktur yang menghasilkan
produk komponen (machined products) yang berpresisi tinggi, berupa komponen otomotif di Indonesia. Permasalahan
yang terjadi pada PT. Braja Mukti Cakra berada pada gudang bahan baku, dimana peletakan bahan baku yang belum
optimal dikarenakan tidak adanya penamaan dan pembagian jenis material bahan baku pada rak atau pallet yang ada
digudang. Hal ini menyebabkan operator kesulitan dalam mencari bahan baku yang akan dikirim ke lantai produksi dan
mengakibatkan waktu pengambilan bahan baku menjadi lama sehingga akan terjadi keterlambatan dalam pengiriman
ke lantai produksi. Tujuan dari penelitian ini adalah merancang model simulasi perbaikan tata letak gudang bahan baku
dari area penyimpanan ke pintu keluar gudang yang dapat digunakan untuk mengevaluasi waktu pengambilan bahan
baku dan waktu perpindahan bahan baku. Pada penelitian ini langkah awal yang dilakukan adalah mengevaluasi tata
letak gudang bahan baku menggunakan checksheet untuk mengetahui kondisi gudang bahan baku saat ini dan
menggunakan peta aliran proses pengambilan bahan baku untuk mengetahui aliran proses pengambilan bahan baku.
Selanjutnya dibuat model simulasi awal tata letak gudang bahan baku untuk memahami sistem aktual tersebut. Model
yang telah dibangun kemudian diverifikasi dan divalidasi. Jika model dinyatakan valid, dilakukan perbaikan terhadap
permasalahan yang ada dengan memperbaiki tata letak gudang bahan baku dan penempatan bahan baku yang ada
dengan menggunakan metode shared storage sebagai usulan tata letak gudang bahan baku. Penempatan baku baku,
memperhatikan bahan baku yang memiliki tujuan yang sama dan dibuat ke dalam rak atau pallet yang sama maupun
letaknya berdekatan antara rak atau pallet yang satu dengan yang lainnya sehingga mendapatkan waktu yang lebih
singkat dalam proses pengiriman. Jumlah usulan perbaikan pada tata letak gudang bahan baku adalah 3 usulan. Usulan
pertama adalah penambahan material handling, usulan kedua menggunakan metode shared storage dan usulan ketiga
menggunakan metode shared storage dan penambahan material handling. Untuk pemilihan usulan terbaik digunakan
metode benferonni dan menggunakan hasil evaluasi checksheet. Usulan yang terbaik adalah usulan ketiga dengan waktu
pengambilan bahan baku dan perpindahan bahan baku ke pintu keluar gudang yaitu sebesar 71.18 jam. Dibandingkan
dengan model simulasi awal yang memiliki waktu pengambilan bahan baku dan perpindahan bahan baku ke pintu keluar
gudang sebesar 122.23 jam. Dari usulan terbaik ini diperoleh penghematan waktu sebesar 51.05 jam atau sebesar 41.76
%.
Kata kunci— Tata letak gudang, model simulasi, shared storage, material handling, checksheet
Abstract— Braja Mukti Cakra (PT) is a company engaged in manufacturing that produces high-precision machined
products, in the form of automotive components in Indonesia. Problems that occur at PT. Braja Mukti Cakra is in the
warehouse of raw materials, where the laying of raw materials that are not optimal is due to the lack of naming and
distribution of the types of raw materials on the shelves or pallets in the warehouse. This causes operators to have difficulty
in finding raw materials to be sent to the production floor and causes the time to take raw materials to be long so that
there will be delays in shipping to the production floor. The purpose of this study is to design a simulation model to improve
the layout of the raw material warehouse from the storage area to the warehouse exit that can be used to evaluate the time
taken for raw materials and the time of transfer of raw materials. In this study the first step is to evaluate the warehouse
layout of raw materials using a checksheet to determine the condition of the current raw material warehouse and use a
map of the raw material extraction process flow to determine the flow of the raw material extraction process. Next is the
initial simulation model of raw material warehouse layout to understand the actual system. The model that has been built
is then verified and validated. If the model is declared valid, improvements are made to existing problems by improving

Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
99
the warehouse layout of raw materials and the placement of existing raw materials using the shared storage method as a
proposal for raw material warehouse layout. Standard raw placement, pay attention to raw materials that have the same
purpose and are made into the same rack or pallet or located adjacent to the shelf or pallet to each other so as to get a
shorter time in the shipping process. The number of proposed improvements in the raw material warehouse layout are 3
proposals. The first proposal is the addition of material handling, the second proposal uses the shared storage method and
the third proposal uses shared storage methods and the addition of material handling. For the selection of the best
proposals, the Benferonni method was used and used the results of the checksheet evaluation. The best proposal is the
third proposal with the time of raw material collection and the transfer of raw materials to the warehouse exit which is
equal to 71.18 hours. Compared with the initial simulation model which has the time to take raw materials and the transfer
of raw materials to the warehouse exit of 122.23 hours. From this best proposal, it was obtained a time savings of 51.05
hours or 41.76%.
Keywords— Warehouse layout, simulation, shared storage, material handling, checksheet
I. PENDAHULUAN
1.1 Latar Belakang Masalah
Braja Mukti Cakra (PT) adalah perusahaan yang
memproduksi komponen atau part otomotif. Pada saat ini
PT. Braja Mukti Cakra memiliki tata letak gudang bahan
baku yang belum optimal. Pengambilan part memerlukan
waktu yang lama karena penyimpanan yang kurang teratur
sehingga peletakan rak-rak yang tidak tersusun secara
berurut dan berkelompok berdasarkan tujuan lokasi yang
pertama kali dibutuhkan di lini produksi. Jarak pengambilan
bahan baku satu dengan bahan baku lainnya yang memiliki
tujuan yang sama di lini produksi letaknya masih ada yang
berjauhan sehingga operator berpindah dari rak satu ke rak
lain untuk mengambil bahan baku tersebut. Selain itu bahan
baku yang dikirim ke lini produksi tidak sesuai dengan
sistem FIFO (First In First Out) yang seharusnya
dikarenakan penempatan bahan baku yang masih belum
teratur. Permasalahan ini akan mengakibatkan adanya
keterlambatan yang sering terjadi pada proses pengiriman
bahan baku. Oleh karena itu perlu dilakukan evaluasi tata
letak gudang bahan baku dengan menggunakan metode
shared storage untuk memperbaiki dan mengatasi
permasalahan yang ada.
1.2 Tujuan Penelitian
Penelitian ini dilakukan untuk mencapai beberapa tujuan.
Tujuan dari penelitian ini adalah mengevaluasi tata letak
gudang bahan baku PT. Braja Mukti Cakra, merancang
model simulasi tata letak gudang bahan baku saat ini, dan
merancang skenario usulan perbaikan tata letak gudang
bahan baku untuk mengurangi jarak tempuh dan waktu
pengambilan bahan baku menggunakan metode shared
storage.
1.3 Pembatasan Masalah
Mengingat luasnya ruang lingkup permasalahan yang
terjadi perlu dilakukan pembatasan dalam penelitian.
Pembatasan penelitian ini adalah:
1. Penelitian difokuskan pada tata letak gudang bahan
baku PT. Hyundai Braja Mukti Cakra
2. Karena keterbatasan dalam memperoleh data biaya
perpindahan, maka penelitian tidak menghitung biaya
perpindahan.
II. TINJAUAN PUSTAKA
2.1 Tata Letak Pabrik
Tata letak adalah suatu landasan utama dalam dunia
industri. Tata letak pabrik (plant layout) atau tata letak
fasilitas (facilities layout) dapat didefinisikan sebagai
menganalisis, membentuk konsep, merancang, dan
mewujudkan sistem bagi pembuatan barang atau jasa.
Kegiatan perancangan fasilitas berhubungan dengan
perancangan susunan unsur fisik suatu lingkungan [1].
Tujuan utama dari tata letak fasilitas ialah mengatur area
kerja dan segala fasilitas produksi yang paling ekonomis
untuk operasi produksi yang aman dan nyaman sehingga
akan dapat menaikkan kinerja dari operator [2].
2.2 Gudang
Gudang merupakan lokasi untuk penyimpanan produk
sampai permintaan (demand) cukup besar untuk
melaksanakan distribusinya [3]. Gudang juga fasilitas yang
berfungsi sebagai lokasi penyaluran barang
dari supplier (pemasok), sampai ke end user (pengguna).
Pergudangan memberikan metode untuk mengurangi biaya
penyimpanan bahan mentah, suku cadang serta biaya
penanganan, disamping memaksimumkan operasi produksi.
2.3 Material Handling
Material Handling atau penanganan bahan adalah proses
yang mencakup operasi dasar dalam pergerakan,
perlindungan, penyimpanan dan pengendalian bahan dan
produk di seluruh pembuatan (manufaktur), pergudangan,
distribusi, konsumsi dan pembuangan (disposal).
Pergerakan/perpindahan bahan disebut “material
movement”. Akan tetapi bahan-bahan merupakan benda
mati yang tidak dapat bergerak dengan sendirinya. Oleh

Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
100
karena itu dibutuhkan kegiatan pemindahan bahan yang
disebut “material handling” [4].
2.4 Sistem, Mode, dan Simulasi
Sistem adalah perangkat unsur yang secara teratur saling
berkaitan sehingga membentuk suatu totalitas [5]. Model
adalah representasi yang disederhanakan dari sistem nyata.
Kegiatan harus selalu dilihat dari segi upaya elemen sistem
secara rinci yang dilakukan mekanika secara rinci ke aliran
keseluruhan entitas dan pemanfaatan sumber daya [6].
Simulasi merupakan suatu teknik meniru operasi-operasi
atau proses- proses yang terjadi dalam suatu sistem dengan
bantuan perangkat komputer dan dilandasi oleh beberapa
asumsi tertentu sehingga sistem tersebut bisa dipelajari
secara ilmiah [7].
2.5 Verifikasi dan Validasi
Verifikasi merupakan suatu proses untuk memeriksa
jalannya program simulasi sesuai dengan konsep yang
diinginkan, dengan cara pemeriksaan pada program
komputer, selain itu verifikasi dapat diartikan sebagai proses
penerjemahan model simulasi konseptual kedalam bahasa
pemrograman secara benar [7]. Validasi merupakan proses
penentuan apakah model konseptual simulasi benar-benar
merupakan representasi akurat dari system nyata yang
dimodelkan [7].
2.6 Shared Storage
Shared storage merupakan metode pengaturan tata letak
ruang gudang dengan menggunakan prinsip FIFO (First In
First Out) dimana barang yang cepat dikirim diletakan pada
area penyimpanan yang terdekat dengan pintu masuk-
keluar. Keuntungan dari Shared Storage adalah metode
penyimpanan untuk beberapa jenis produk yang disimpan
secara berurutan [8]. Pengisian kembali area penyimpanan
dapat dilakukan untuk jenis produk yang berbeda jika area
tersebut telah kosong sepenuhnya. Metode ini akan lebih
baik digunakan pada jenis pabrik yang memiliki ukuran
dimensi produk yang sama atau tidak jauh berbeda. Layout
yang dihasilkan dari metode Shared Storage yaitu layout
yang lebih efektif dan efisien dalam peletakan dan
pengambilan produk karena serta dapat meminimasi jarak
dan ongkos material handling [9].
2.7 Pemindahan Material
Material dapat dipindahkan secara manual maupun
dengan menggunakan metode otomatis, material dapat
dipindahkan satu kali ataupun beribu kali, material dapat
dialokasikan pada lokasi yang tetap maupun secara acak,
atau material dapat ditempatkan pada lantai maupun di atas.
Apabila terdapat dua buah stasiun kerja/departemen i dan j
yang koordinatnya ditunjukkan sebagai (x,y) dan (a,b),
maka untuk e, yaitu [1]:
1. Rectilinear Distance
Jarak diukur sepanjang lintasan dengan menggunakan
garis tegak lurus (orthogonal) satu dengan yang lainnya.
𝑑𝑖𝑗 = |𝑥𝑖 − 𝑥𝑗| + |𝑦𝑖 − 𝑦𝑗| (1)
2. Euclidean Distance
Jarak diukur sepanjang lintasan garis lurus antara dua
buah titik. Jarak Euclidean dapat diilustrasikan sebagai
conveyor lurus yang memotong dua buah stasiun kerja.
𝑑𝑖𝑗 = √(𝑥𝑖 − 𝑥𝑗)2 + (𝑦𝑖 − 𝑦𝑗)2 (2)
3. Squared Euclidean Distance
Jarak diukur sepanjang lintasan sebenarnya yang
melintas antara dua buah titik.
𝑑𝑖𝑗 = [(𝑥𝑖 − 𝑥𝑗)2
+ (𝑦𝑖 − 𝑦𝑗)2
] (3)
4. Aisle Distance
Jarak Aisle berbeda dengan cara pengukuran jarak lain
yang diatas, cara ini dilakukan dengan mengukur jarak
aktual sepanjang lintasan yang dilalui oleh alat angkut
pemindah bahan.
2.7 Check Sheet
Check Sheet merupakan salah satu metoda untuk
memperoleh data yang berbentuk daftar yang berisi
pernyataan dan pertanyaan yang ingin diselidiki dengan
memberi tanda cek [10]. Alat ini berupa lembar pencatatan
data secara mudah dan sederhana, sehingga menghindari
kesalahan-kesalahan yang mungkin terjadi dalam
pengumpulan data tersebut. Umumnya Check Sheet berisi
pertanyaan-pertanyaan yang dibuat sedemikian rupa,
sehingga pencatat cukup memberikan tanda kolom yang
telah tersedia, dan memberikan keterangan seperlunya.
III. METODOLOGI PENELITIAN
Metodologi merupakan langkah-langkah dalam proses
pengerjaan penelitian Tugas Akhir. Dimulai dari
mengidentifikasi masalah yang terdapat pada gudang bahan
baku, merancang model simulasi, menganalisis hasil
simulasi dan menghasilkan usulan perbaikan sistem.
Diagram alir metodologi penelittian dapat dilihat pada
Gambar 1.
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
101
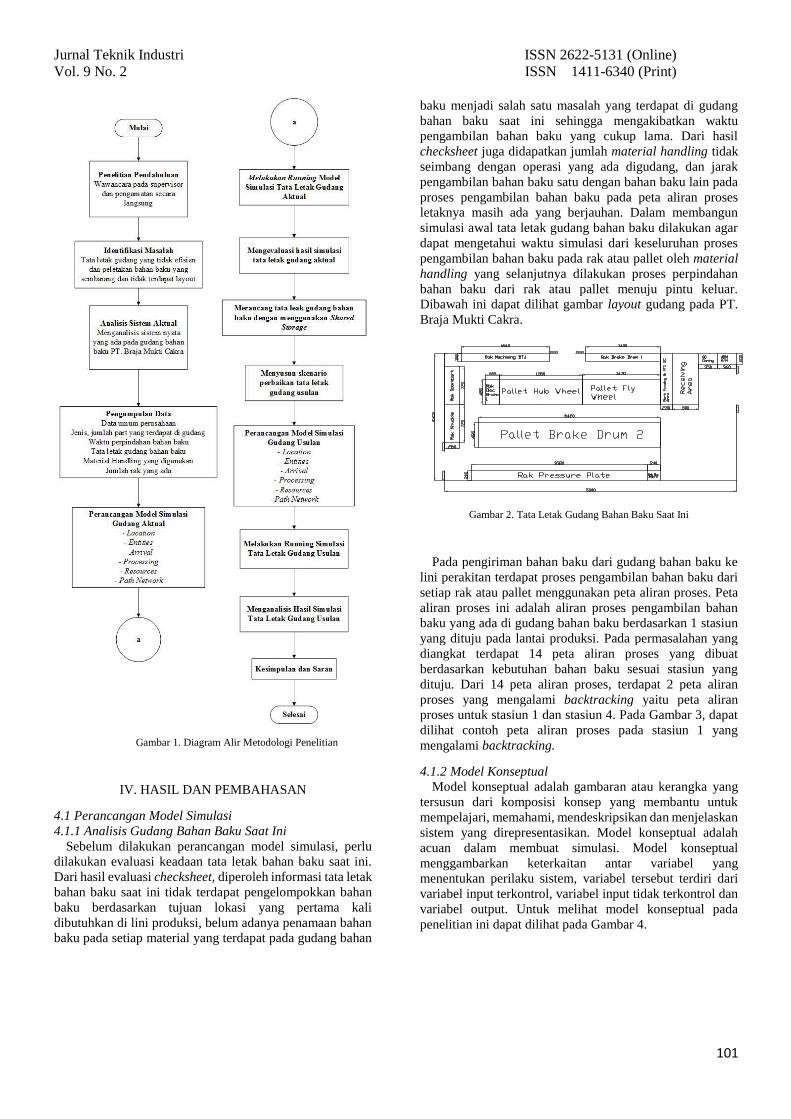
Gambar 1. Diagram Alir Metodologi Penelitian
IV. HASIL DAN PEMBAHASAN
4.1 Perancangan Model Simulasi
4.1.1 Analisis Gudang Bahan Baku Saat Ini
Sebelum dilakukan perancangan model simulasi, perlu
dilakukan evaluasi keadaan tata letak bahan baku saat ini.
Dari hasil evaluasi checksheet, diperoleh informasi tata letak
bahan baku saat ini tidak terdapat pengelompokkan bahan
baku berdasarkan tujuan lokasi yang pertama kali
dibutuhkan di lini produksi, belum adanya penamaan bahan
baku pada setiap material yang terdapat pada gudang bahan
baku menjadi salah satu masalah yang terdapat di gudang
bahan baku saat ini sehingga mengakibatkan waktu
pengambilan bahan baku yang cukup lama. Dari hasil
checksheet juga didapatkan jumlah material handling tidak
seimbang dengan operasi yang ada digudang, dan jarak
pengambilan bahan baku satu dengan bahan baku lain pada
proses pengambilan bahan baku pada peta aliran proses
letaknya masih ada yang berjauhan. Dalam membangun
simulasi awal tata letak gudang bahan baku dilakukan agar
dapat mengetahui waktu simulasi dari keseluruhan proses
pengambilan bahan baku pada rak atau pallet oleh material
handling yang selanjutnya dilakukan proses perpindahan
bahan baku dari rak atau pallet menuju pintu keluar.
Dibawah ini dapat dilihat gambar layout gudang pada PT.
Braja Mukti Cakra.
Gambar 2. Tata Letak Gudang Bahan Baku Saat Ini
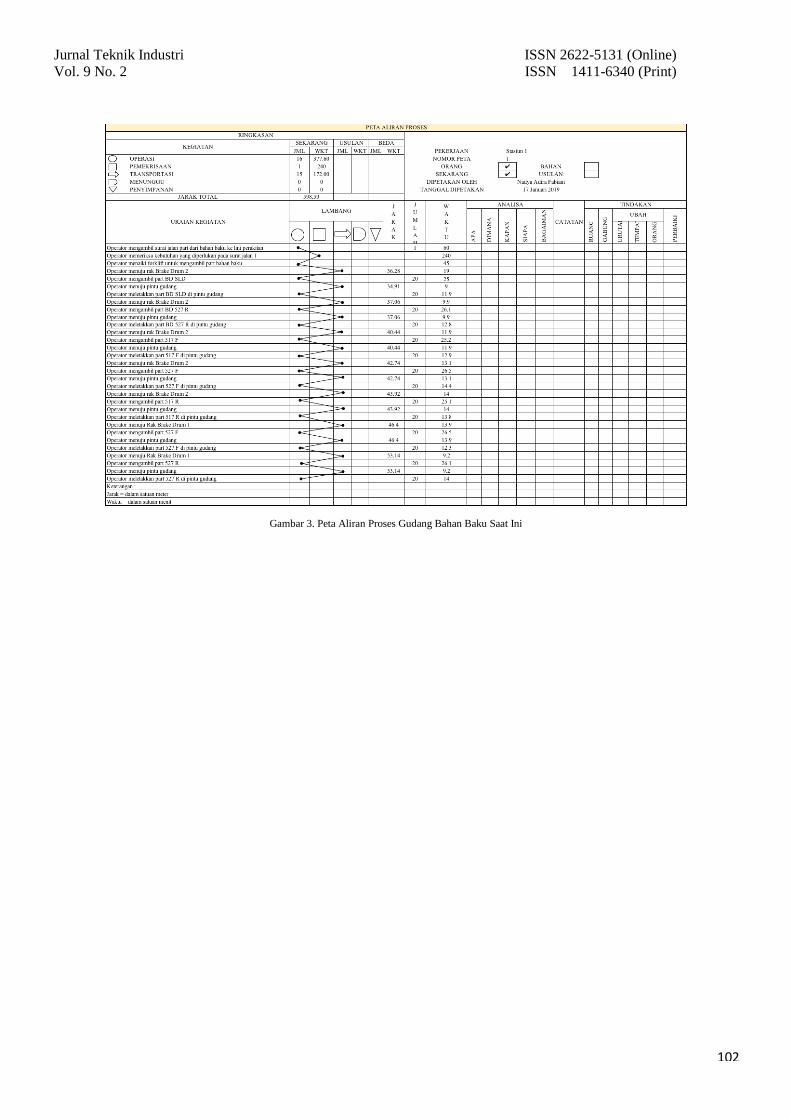
Pada pengiriman bahan baku dari gudang bahan baku ke
lini perakitan terdapat proses pengambilan bahan baku dari
setiap rak atau pallet menggunakan peta aliran proses. Peta
aliran proses ini adalah aliran proses pengambilan bahan
baku yang ada di gudang bahan baku berdasarkan 1 stasiun
yang dituju pada lantai produksi. Pada permasalahan yang
diangkat terdapat 14 peta aliran proses yang dibuat
berdasarkan kebutuhan bahan baku sesuai stasiun yang
dituju. Dari 14 peta aliran proses, terdapat 2 peta aliran
proses yang mengalami backtracking yaitu peta aliran
proses untuk stasiun 1 dan stasiun 4. Pada Gambar 3, dapat
dilihat contoh peta aliran proses pada stasiun 1 yang
mengalami backtracking.
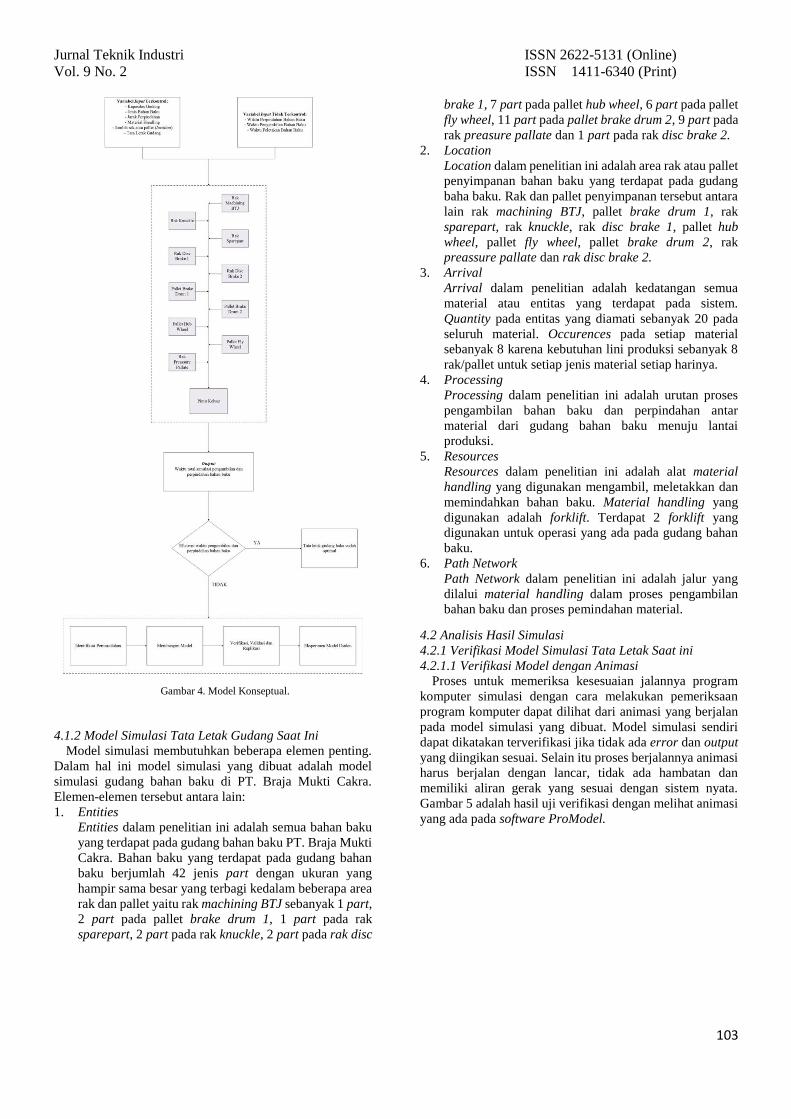
4.1.2 Model Konseptual
Model konseptual adalah gambaran atau kerangka yang
tersusun dari komposisi konsep yang membantu untuk
mempelajari, memahami, mendeskripsikan dan menjelaskan
sistem yang direpresentasikan. Model konseptual adalah
acuan dalam membuat simulasi. Model konseptual
menggambarkan keterkaitan antar variabel yang
menentukan perilaku sistem, variabel tersebut terdiri dari
variabel input terkontrol, variabel input tidak terkontrol dan
variabel output. Untuk melihat model konseptual pada
penelitian ini dapat dilihat pada Gambar 4.
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
1
Gambar 3. Peta Aliran Proses Gudang Bahan Baku Saat Ini
102
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
103
Gambar 4. Model Konseptual.
4.1.2 Model Simulasi Tata Letak Gudang Saat Ini
Model simulasi membutuhkan beberapa elemen penting.
Dalam hal ini model simulasi yang dibuat adalah model
simulasi gudang bahan baku di PT. Braja Mukti Cakra.
Elemen-elemen tersebut antara lain:
1. Entities
Entities dalam penelitian ini adalah semua bahan baku
yang terdapat pada gudang bahan baku PT. Braja Mukti
Cakra. Bahan baku yang terdapat pada gudang bahan
baku berjumlah 42 jenis part dengan ukuran yang
hampir sama besar yang terbagi kedalam beberapa area
rak dan pallet yaitu rak machining BTJ sebanyak 1 part,
2 part pada pallet brake drum 1, 1 part pada rak
sparepart, 2 part pada rak knuckle, 2 part pada rak disc
brake 1, 7 part pada pallet hub wheel, 6 part pada pallet
fly wheel, 11 part pada pallet brake drum 2, 9 part pada
rak preasure pallate dan 1 part pada rak disc brake 2.
2. Location
Location dalam penelitian ini adalah area rak atau pallet
penyimpanan bahan baku yang terdapat pada gudang
baha baku. Rak dan pallet penyimpanan tersebut antara
lain rak machining BTJ, pallet brake drum 1, rak
sparepart, rak knuckle, rak disc brake 1, pallet hub
wheel, pallet fly wheel, pallet brake drum 2, rak
preassure pallate dan rak disc brake 2.
3. Arrival
Arrival dalam penelitian adalah kedatangan semua
material atau entitas yang terdapat pada sistem.
Quantity pada entitas yang diamati sebanyak 20 pada
seluruh material. Occurences pada setiap material
sebanyak 8 karena kebutuhan lini produksi sebanyak 8
rak/pallet untuk setiap jenis material setiap harinya.
4. Processing
Processing dalam penelitian ini adalah urutan proses
pengambilan bahan baku dan perpindahan antar
material dari gudang bahan baku menuju lantai
produksi.
5. Resources
Resources dalam penelitian ini adalah alat material
handling yang digunakan mengambil, meletakkan dan
memindahkan bahan baku. Material handling yang
digunakan adalah forklift. Terdapat 2 forklift yang
digunakan untuk operasi yang ada pada gudang bahan
baku.
6. Path Network
Path Network dalam penelitian ini adalah jalur yang
dilalui material handling dalam proses pengambilan
bahan baku dan proses pemindahan material.
4.2 Analisis Hasil Simulasi
4.2.1 Verifikasi Model Simulasi Tata Letak Saat ini
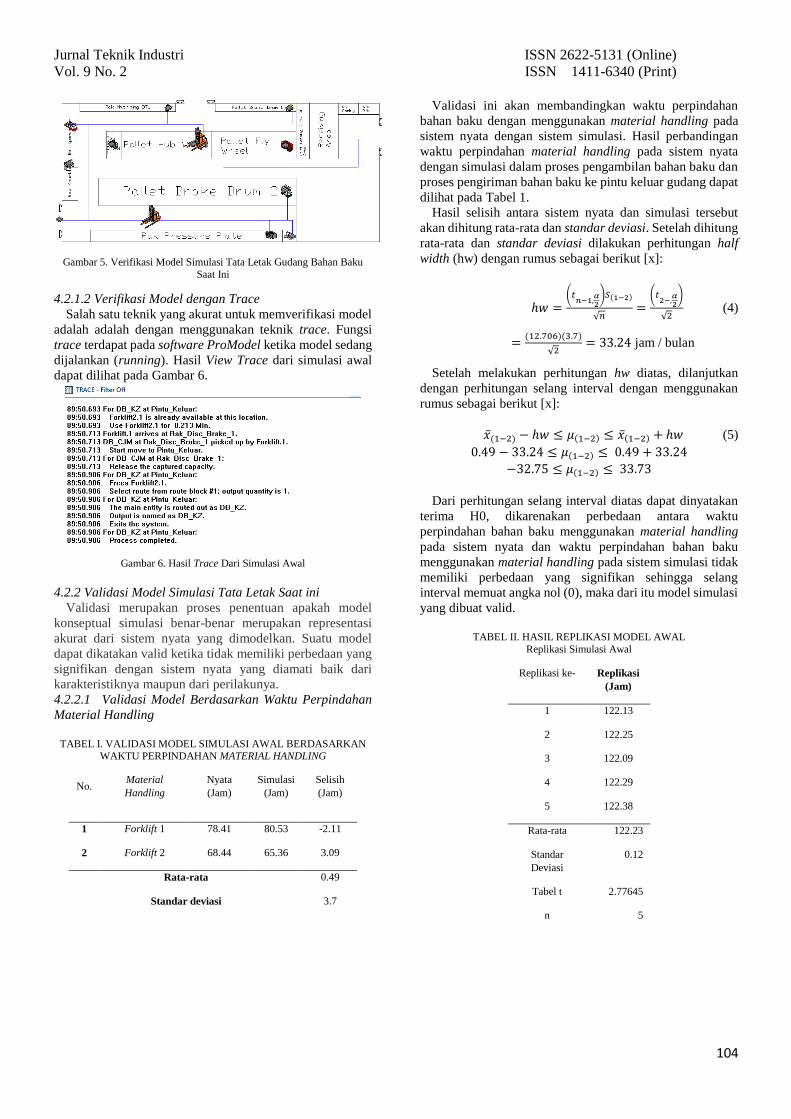
4.2.1.1 Verifikasi Model dengan Animasi
Proses untuk memeriksa kesesuaian jalannya program
komputer simulasi dengan cara melakukan pemeriksaan
program komputer dapat dilihat dari animasi yang berjalan
pada model simulasi yang dibuat. Model simulasi sendiri
dapat dikatakan terverifikasi jika tidak ada error dan output
yang diingikan sesuai. Selain itu proses berjalannya animasi
harus berjalan dengan lancar, tidak ada hambatan dan
memiliki aliran gerak yang sesuai dengan sistem nyata.
Gambar 5 adalah hasil uji verifikasi dengan melihat animasi
yang ada pada software ProModel.
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
104
Gambar 5. Verifikasi Model Simulasi Tata Letak Gudang Bahan Baku
Saat Ini
4.2.1.2 Verifikasi Model dengan Trace
Salah satu teknik yang akurat untuk memverifikasi model
adalah adalah dengan menggunakan teknik trace. Fungsi
trace terdapat pada software ProModel ketika model sedang
dijalankan (running). Hasil View Trace dari simulasi awal
dapat dilihat pada Gambar 6.
Gambar 6. Hasil Trace Dari Simulasi Awal
4.2.2 Validasi Model Simulasi Tata Letak Saat ini
Validasi merupakan proses penentuan apakah model
konseptual simulasi benar-benar merupakan representasi
akurat dari sistem nyata yang dimodelkan. Suatu model
dapat dikatakan valid ketika tidak memiliki perbedaan yang
signifikan dengan sistem nyata yang diamati baik dari
karakteristiknya maupun dari perilakunya.
4.2.2.1 Validasi Model Berdasarkan Waktu Perpindahan
Material Handling
TABEL I. VALIDASI MODEL SIMULASI AWAL BERDASARKAN
WAKTU PERPINDAHAN MATERIAL HANDLING
No. Material
Handling
Nyata
(Jam)
Simulasi
(Jam)
Selisih
(Jam)
1 Forklift 1 78.41 80.53 -2.11
2 Forklift 2 68.44 65.36 3.09
Rata-rata 0.49
Standar deviasi 3.7
Validasi ini akan membandingkan waktu perpindahan
bahan baku dengan menggunakan material handling pada
sistem nyata dengan sistem simulasi. Hasil perbandingan
waktu perpindahan material handling pada sistem nyata
dengan simulasi dalam proses pengambilan bahan baku dan
proses pengiriman bahan baku ke pintu keluar gudang dapat
dilihat pada Tabel 1.
Hasil selisih antara sistem nyata dan simulasi tersebut
akan dihitung rata-rata dan standar deviasi. Setelah dihitung
rata-rata dan standar deviasi dilakukan perhitungan half
width (hw) dengan rumus sebagai berikut [x]:
ℎ𝑤 =(𝑡
𝑛−1,𝛼2
)𝑆(1−2)
√𝑛=
(𝑡2−,
𝛼2
)
√2 (4)
=(12.706)(3.7)
√2= 33.24 jam / bulan
Setelah melakukan perhitungan hw diatas, dilanjutkan
dengan perhitungan selang interval dengan menggunakan
rumus sebagai berikut [x]:
�̅�(1−2) − ℎ𝑤 ≤ 𝜇(1−2) ≤ �̅�(1−2) + ℎ𝑤 (5)
0.49 − 33.24 ≤ 𝜇(1−2) ≤ 0.49 + 33.24
−32.75 ≤ 𝜇(1−2) ≤ 33.73
Dari perhitungan selang interval diatas dapat dinyatakan
terima H0, dikarenakan perbedaan antara waktu
perpindahan bahan baku menggunakan material handling
pada sistem nyata dan waktu perpindahan bahan baku
menggunakan material handling pada sistem simulasi tidak
memiliki perbedaan yang signifikan sehingga selang
interval memuat angka nol (0), maka dari itu model simulasi
yang dibuat valid.
TABEL II. HASIL REPLIKASI MODEL AWAL
Replikasi Simulasi Awal
Replikasi ke- Replikasi
(Jam)
1 122.13
2 122.25
3 122.09
4 122.29
5 122.38
Rata-rata 122.23
Standar
Deviasi
0.12
Tabel t 2.77645
n 5

Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
105
Hw 0.15
z 1.96
n' 5.531904
6
4.2.3 Replikasi Model Simulasi Tata Letak Saat ini
Percobaan replikasi pada penelitian ini dilakukan
sebanyak 5 kali dan data yang diamati adalah data
simulation time model awal tersebut. Simulation time ini
adalah waktu simulasi pengambilan pada rak atau pallet dan
perpindahan bahan baku dari rak ke pintu keluar gudang.
Hasil dari replikasi model simulasi awal, dapat dilihat pada
Tabel 2.
Tahap tahap perhitungan untuk mengetahui jumlah
replikasi yang tepat melalui adalah sebagai berikut [x]:
Menghitung nilai rata-rata dan standar deviasi dari
hasil waktu simulasi
�̅� = ∑ 𝑥𝑖
𝑛𝑖=1
𝑛 =
122.13+122.25+122.09+⋯+122.38
5=
122.23 jam/bulan
𝑆 = √∑ ⌈𝑥𝑖−�̅�⌉2𝑛
𝑖=1
𝑛−1 (6)
𝑆 = √(122.13−122.23)2+(122.25−122.23)2+⋯+(125.38−122.23)2
5−1=
0.12 jam/bulan
Menghitung nilai half width (hw) dari 5 percobaan
replikasi yang telah dilakukan
t (4,0.025) = 2,78
ℎ𝑤 =(𝑡𝑛−1,∝/2)𝑆(1−2)
√𝑛=
(𝑡5−1,0,05/2)𝑆(1−2)
√5=
(2,77)(0.12)
√5= 0.15
jam/bulan
Langkah selanjutnya adalah menentukan nilai error (e)
yang diinginkan untuk meminimasi kesalahan model dalam
merepresentasikan sistem nyata. Berdasarkan perhitungan
diatas didapatkan nilai hw sebesar jam, nilai hw yang
diinginkan oleh peneliti adalah sehingga dapat dilakukan
jumlah replikasi berikut ini:
𝑛′ = ⌈(𝑧∝/2)𝑆
𝑒⌉
2
= ⌈(1.96)0.12
0.1⌉
2
= 6
Berdasarkan hasil perhitungan jumlah replikasi di atas,
jumlah replikasi yang dibutuhkan pada penelitian ini sebesar
6 replikasi.
4.3 Perbaikan Sistem
4.3.1 Perbaikan Tata Letak Awal Mneggunakan Shared
Storage
Perbaikan yang akan dilakukan pada gudang bahan baku
PT. Braja Mukti Cakra salah satunya perbaikan penempatan
bahan baku menggunakan metode shared storage. Proses
penempatan produk pada metode shared storage adalah
dengan menyusun area-area penyimpanan berdasarkan
kondisi luas lantai gudang, kemudian diurutkan area yang
paling dekat sampai area yang terjauh dari pintu keluar
masuk I/O. Area ini akan diurutkan berdasarkan jarak tujuan
stasiun pada lini produksi.
4.3.1.1 Jumlah Kebutuhan Bahan Baku ke Lini Produksi
Data pemakaian bahan baku pada setiap rak dan pallet
pada gudang bahan baku didapatkan dari hasil pengamatan
bulan Agustus, September, Oktober, November dan
Desember 2018. Data tersebut dapat dilihat pada Tabel 4.
Pabrik ini memiliki standar minimum produksi yaitu
sebanyak 8 pallet yang dimana setiap pallet terdiri dari 20
part dengan jenis yang sama. Total jenis part yang ada pada
gudang bahan baku adalah sebanyak 42 jenis part yang
dibagi menjadi rak atau pallet pada area yang sama untuk
satu jenis part yang sama. Pada rak machining BTJ sebanyak
1 part, 2 part pada pallet brake drum 1, 1 part pada rak
sparepart, 2 part pada rak knuckle, 2 part pada rak disc
brake 1, 7 part pada pallet hub wheel, 6 part pada pallet fly
wheel, 11 part pada pallet brake drum 2, 9 part pada rak
preasure pallate dan 1 part pada rak disc brake 2. Berikut
dapat dilihat kebutuhan bahan baku ke lini produksi pada
Tabel 3.
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
106
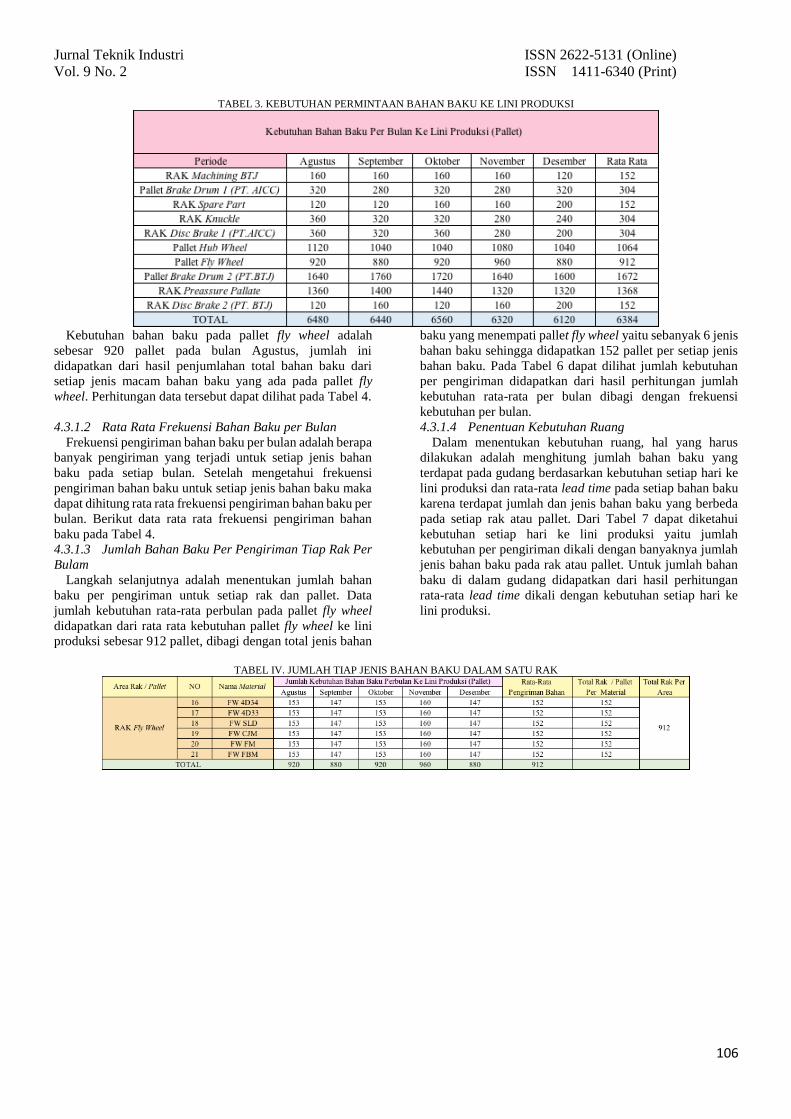
TABEL 3. KEBUTUHAN PERMINTAAN BAHAN BAKU KE LINI PRODUKSI
Kebutuhan bahan baku pada pallet fly wheel adalah
sebesar 920 pallet pada bulan Agustus, jumlah ini
didapatkan dari hasil penjumlahan total bahan baku dari
setiap jenis macam bahan baku yang ada pada pallet fly
wheel. Perhitungan data tersebut dapat dilihat pada Tabel 4.
4.3.1.2 Rata Rata Frekuensi Bahan Baku per Bulan
Frekuensi pengiriman bahan baku per bulan adalah berapa
banyak pengiriman yang terjadi untuk setiap jenis bahan
baku pada setiap bulan. Setelah mengetahui frekuensi
pengiriman bahan baku untuk setiap jenis bahan baku maka
dapat dihitung rata rata frekuensi pengiriman bahan baku per
bulan. Berikut data rata rata frekuensi pengiriman bahan
baku pada Tabel 4.
4.3.1.3 Jumlah Bahan Baku Per Pengiriman Tiap Rak Per
Bulam
Langkah selanjutnya adalah menentukan jumlah bahan
baku per pengiriman untuk setiap rak dan pallet. Data
jumlah kebutuhan rata-rata perbulan pada pallet fly wheel
didapatkan dari rata rata kebutuhan pallet fly wheel ke lini
produksi sebesar 912 pallet, dibagi dengan total jenis bahan
baku yang menempati pallet fly wheel yaitu sebanyak 6 jenis
bahan baku sehingga didapatkan 152 pallet per setiap jenis
bahan baku. Pada Tabel 6 dapat dilihat jumlah kebutuhan
per pengiriman didapatkan dari hasil perhitungan jumlah
kebutuhan rata-rata per bulan dibagi dengan frekuensi
kebutuhan per bulan.
4.3.1.4 Penentuan Kebutuhan Ruang
Dalam menentukan kebutuhan ruang, hal yang harus
dilakukan adalah menghitung jumlah bahan baku yang
terdapat pada gudang berdasarkan kebutuhan setiap hari ke
lini produksi dan rata-rata lead time pada setiap bahan baku
karena terdapat jumlah dan jenis bahan baku yang berbeda
pada setiap rak atau pallet. Dari Tabel 7 dapat diketahui
kebutuhan setiap hari ke lini produksi yaitu jumlah
kebutuhan per pengiriman dikali dengan banyaknya jumlah
jenis bahan baku pada rak atau pallet. Untuk jumlah bahan
baku di dalam gudang didapatkan dari hasil perhitungan
rata-rata lead time dikali dengan kebutuhan setiap hari ke
lini produksi.
TABEL IV. JUMLAH TIAP JENIS BAHAN BAKU DALAM SATU RAK
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
107
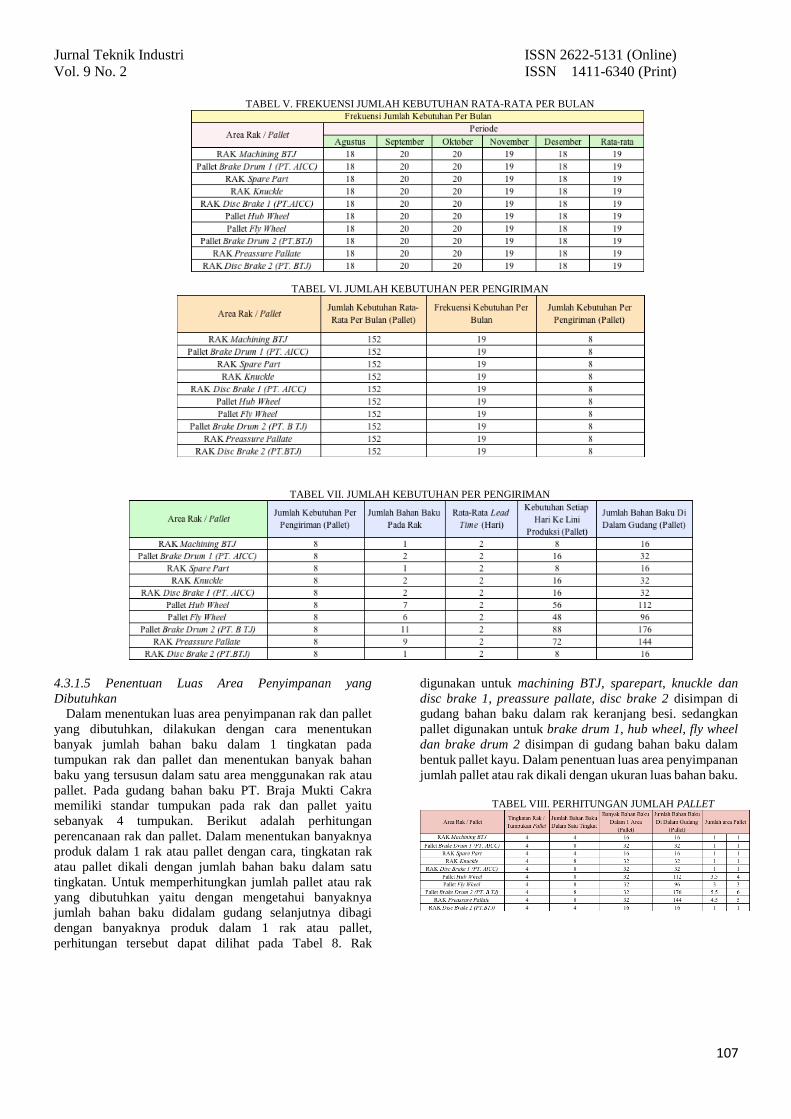
TABEL V. FREKUENSI JUMLAH KEBUTUHAN RATA-RATA PER BULAN
TABEL VI. JUMLAH KEBUTUHAN PER PENGIRIMAN
TABEL VII. JUMLAH KEBUTUHAN PER PENGIRIMAN
4.3.1.5 Penentuan Luas Area Penyimpanan yang
Dibutuhkan
Dalam menentukan luas area penyimpanan rak dan pallet
yang dibutuhkan, dilakukan dengan cara menentukan
banyak jumlah bahan baku dalam 1 tingkatan pada
tumpukan rak dan pallet dan menentukan banyak bahan
baku yang tersusun dalam satu area menggunakan rak atau
pallet. Pada gudang bahan baku PT. Braja Mukti Cakra
memiliki standar tumpukan pada rak dan pallet yaitu
sebanyak 4 tumpukan. Berikut adalah perhitungan
perencanaan rak dan pallet. Dalam menentukan banyaknya
produk dalam 1 rak atau pallet dengan cara, tingkatan rak
atau pallet dikali dengan jumlah bahan baku dalam satu
tingkatan. Untuk memperhitungkan jumlah pallet atau rak
yang dibutuhkan yaitu dengan mengetahui banyaknya
jumlah bahan baku didalam gudang selanjutnya dibagi
dengan banyaknya produk dalam 1 rak atau pallet,
perhitungan tersebut dapat dilihat pada Tabel 8. Rak
digunakan untuk machining BTJ, sparepart, knuckle dan
disc brake 1, preassure pallate, disc brake 2 disimpan di
gudang bahan baku dalam rak keranjang besi. sedangkan
pallet digunakan untuk brake drum 1, hub wheel, fly wheel
dan brake drum 2 disimpan di gudang bahan baku dalam
bentuk pallet kayu. Dalam penentuan luas area penyimpanan
jumlah pallet atau rak dikali dengan ukuran luas bahan baku.
TABEL VIII. PERHITUNGAN JUMLAH PALLET
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
108
4.3.1.6 Penentuan Allowance Ruang
Pemanfaatan ruang gang atau allowance untuk
menggerakkan material handling menggunakan forklift
sebagai alat angkut produknya. Jadi allowance yang
dibutuhkan berdasarkan kebutuhan untuk jalur sesuai
dengan ukuran dimensi forklift. Penentuan luas gang yang
ada berdasarkan dua kali dimensi forklift saat membawa
produk. saat membawa produk.
Allowance Space = 2 x lebar bahan yang melintas
Allowance Space = 2 x 1.5 m = 3 m
Dengan mengetahui allowance yang diperlukan maka dapat
di tentukan lebar gang adalah 3 m.
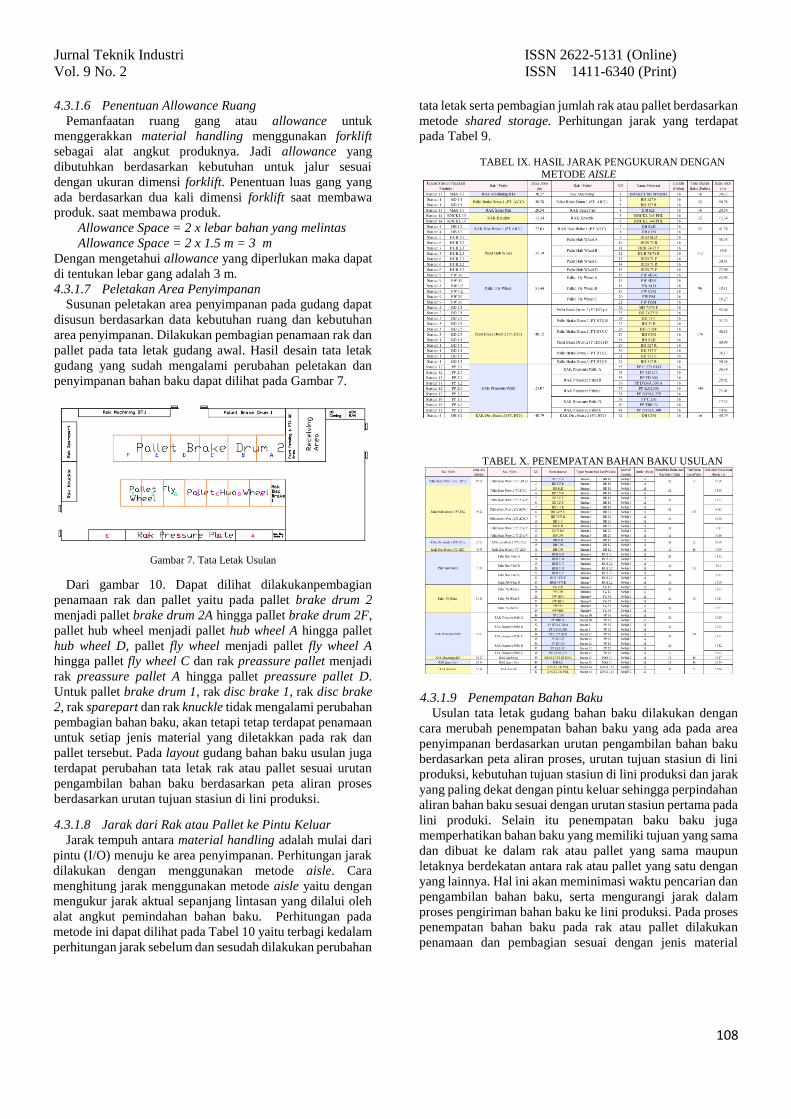
4.3.1.7 Peletakan Area Penyimpanan
Susunan peletakan area penyimpanan pada gudang dapat
disusun berdasarkan data kebutuhan ruang dan kebutuhan
area penyimpanan. Dilakukan pembagian penamaan rak dan
pallet pada tata letak gudang awal. Hasil desain tata letak
gudang yang sudah mengalami perubahan peletakan dan
penyimpanan bahan baku dapat dilihat pada Gambar 7.
Gambar 7. Tata Letak Usulan
Dari gambar 10. Dapat dilihat dilakukanpembagian
penamaan rak dan pallet yaitu pada pallet brake drum 2
menjadi pallet brake drum 2A hingga pallet brake drum 2F,
pallet hub wheel menjadi pallet hub wheel A hingga pallet
hub wheel D, pallet fly wheel menjadi pallet fly wheel A
hingga pallet fly wheel C dan rak preassure pallet menjadi
rak preassure pallet A hingga pallet preassure pallet D.
Untuk pallet brake drum 1, rak disc brake 1, rak disc brake
2, rak sparepart dan rak knuckle tidak mengalami perubahan
pembagian bahan baku, akan tetapi tetap terdapat penamaan
untuk setiap jenis material yang diletakkan pada rak dan
pallet tersebut. Pada layout gudang bahan baku usulan juga
terdapat perubahan tata letak rak atau pallet sesuai urutan
pengambilan bahan baku berdasarkan peta aliran proses
berdasarkan urutan tujuan stasiun di lini produksi.
4.3.1.8 Jarak dari Rak atau Pallet ke Pintu Keluar
Jarak tempuh antara material handling adalah mulai dari
pintu (I/O) menuju ke area penyimpanan. Perhitungan jarak
dilakukan dengan menggunakan metode aisle. Cara
menghitung jarak menggunakan metode aisle yaitu dengan
mengukur jarak aktual sepanjang lintasan yang dilalui oleh
alat angkut pemindahan bahan baku. Perhitungan pada
metode ini dapat dilihat pada Tabel 10 yaitu terbagi kedalam
perhitungan jarak sebelum dan sesudah dilakukan perubahan
tata letak serta pembagian jumlah rak atau pallet berdasarkan
metode shared storage. Perhitungan jarak yang terdapat
pada Tabel 9.
TABEL IX. HASIL JARAK PENGUKURAN DENGAN
METODE AISLE
TABEL X. PENEMPATAN BAHAN BAKU USULAN
4.3.1.9 Penempatan Bahan Baku
Usulan tata letak gudang bahan baku dilakukan dengan
cara merubah penempatan bahan baku yang ada pada area
penyimpanan berdasarkan urutan pengambilan bahan baku
berdasarkan peta aliran proses, urutan tujuan stasiun di lini
produksi, kebutuhan tujuan stasiun di lini produksi dan jarak
yang paling dekat dengan pintu keluar sehingga perpindahan
aliran bahan baku sesuai dengan urutan stasiun pertama pada
lini produki. Selain itu penempatan baku baku juga
memperhatikan bahan baku yang memiliki tujuan yang sama
dan dibuat ke dalam rak atau pallet yang sama maupun
letaknya berdekatan antara rak atau pallet yang satu dengan
yang lainnya. Hal ini akan meminimasi waktu pencarian dan
pengambilan bahan baku, serta mengurangi jarak dalam
proses pengiriman bahan baku ke lini produksi. Pada proses
penempatan bahan baku pada rak atau pallet dilakukan
penamaan dan pembagian sesuai dengan jenis material

Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
109
tersebut. Berikut adalah data perhitungan penempatan bahan
baku usulan pada Tabel 10.
4.3.1.10 Perbandingan Jarak Tempuh Material Handling
Sebelum Perbaikan dan Setelah Perbaikan Tata Letak
Gudang
Salah satu tujuan perbaikan tata letak gudang bahan baku
yaitu untuk meminimasi jarak tempuh material handling
dimana jarak tempuh tersebut adalah jarak perpindahan
bahan baku dari area penyimpanan ke pintu keluar gudang.
Perhitungannya didapatkan dari cara mencari jarak total
aisle pada 1 rak atau pallet menuju pintu keluar gudang,
contohnya pada pada pallet brake drum 2 jarak aisle dikali
dengan jumlah bahan baku pada rak tersebut dalam
mengirim bahan baku ke lini produksi selama sebulan.
Perhitungan jarak total pada metode usulan dilakukan
dengan cara yang sama yaitu pada pallet brake drum 2A
sampai pallet brake drum 2F. Jarak dari tiap pallet tersebut
dijumlah hingga mendapatkan total jarak pada pallet brake
drum 2 dalam sebulan. Dari hasil perhitungan pada Tabel
11. didapatkan kesimpulan bahwa total jarak usulan lebih
kecil dari pada jarak pada tata letak awal.
TABEL 11. HASIL TOTAL JARAK AWAL DAN USULAN
4.4 Analisa Hasil
4.4.1 Penyusunan Skenario Terbaik
Skenario simulasi tata letak gudang usulan dalam
penelitian ini adalah simulasi tata letak gudang usulan 1,
usulan 2 dan usulan 3.
4.4.1.1 Simulasi Tata Letak Gudang Usulan 1
Dari hasil checksheet material handling, didapatkan
informasi berupa material handling yang memadai tidak
seimbang untuk operasi yang ada serta perlu dilakukan
penambahan material handling. Sehingga pada skenario tata
letak gudang usulan 1 dilakukan penambahan material
handling pada gudang bahan baku. Material handling yang
ditambahkan berupa 1 forklift sehingga jumlah total material
handling pada gudang adalah 3 forklift.
Gambar 8. Resources Simulasi Usulan
Sedangkan untuk tata letak yang digunakan dan proses
aliran pengambilan bahan baku menggunakan proses dari
simulasi awal. Sehingga didapatkan hasil simulasi time dari
simulasi usulan 1. Hasil replikasi simulasi dapat dilihat pada
Tabel 12 dengan banyaknya replikasi berjumlah 6.
TABEL 12. HASIL SIMULASI USULAN 1
Replikasi
ke-
Replikasi
(jam)
1 83.44
2 83.52
3 83.47
4 83.51
5 83.48
6 83.44
Rata-rata 83.48
4.4.1.2 Simulasi Tata Letak Gudang Usulan 2
Skenario simulasi tata letak gudang usulan 2 dibuat
berdasarkan perbaikan penempatan bahan baku dengan
metode shared storage yang memperhatikan bahan baku
yang memiliki tujuan yang sama dan dibuat ke dalam rak
atau pallet yang sama maupun letaknya berdekatan antara
rak atau pallet yang satu dengan yang lainnya. Pada skenario
usulan 2 pembagian rak atau pallet yang jenis bahan baku
tiap rak atau pallet sudah diberi penamaan dan terdata
sehingga memudahkan operator mencari saat proses
pengambilan bahan baku. Terdapat juga perubahan tata letak
area rak atau pallet sesuai dengan jarak dan tujuan stasiun
terdekat yang dituju pada lini produksi. Sebelum dilakukan
verifikasi yaitu melakukan proses penginputan location
pada promodel dengan lokasi yang telah didapatkan dari
metode shared storage yaitu banyaknya jumlah pallet atau
rak pada area tersebut, selanjutnya menginput arrival bahan
baku sesuai dengan hasil dari proses penempatan bahan
baku pada pallet.
Gambar 9. Simulasi Tata Letak Usulan 2
Sehingga didapatkan hasil simulasi time dari simulasi
usulan 2 dengan tatak letak gudang simulasi menggunakan
metode shared storage dan perbaikan proses pengambilan
bahan baku pada rak dan pallet. Hasil replikasi simulation
time dapat dilihat pada Tabel 13 dengan banyaknya replikasi
berjumlah 7.
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
110
Tabel 13. Hasil Simulasi Usulan 2 Replikasi
ke-
Replikasi
(jam)
1 119.66
2 119.73
3 119.64
4 119.81
5 119.92
6 119.72
Rata-rata 119.75
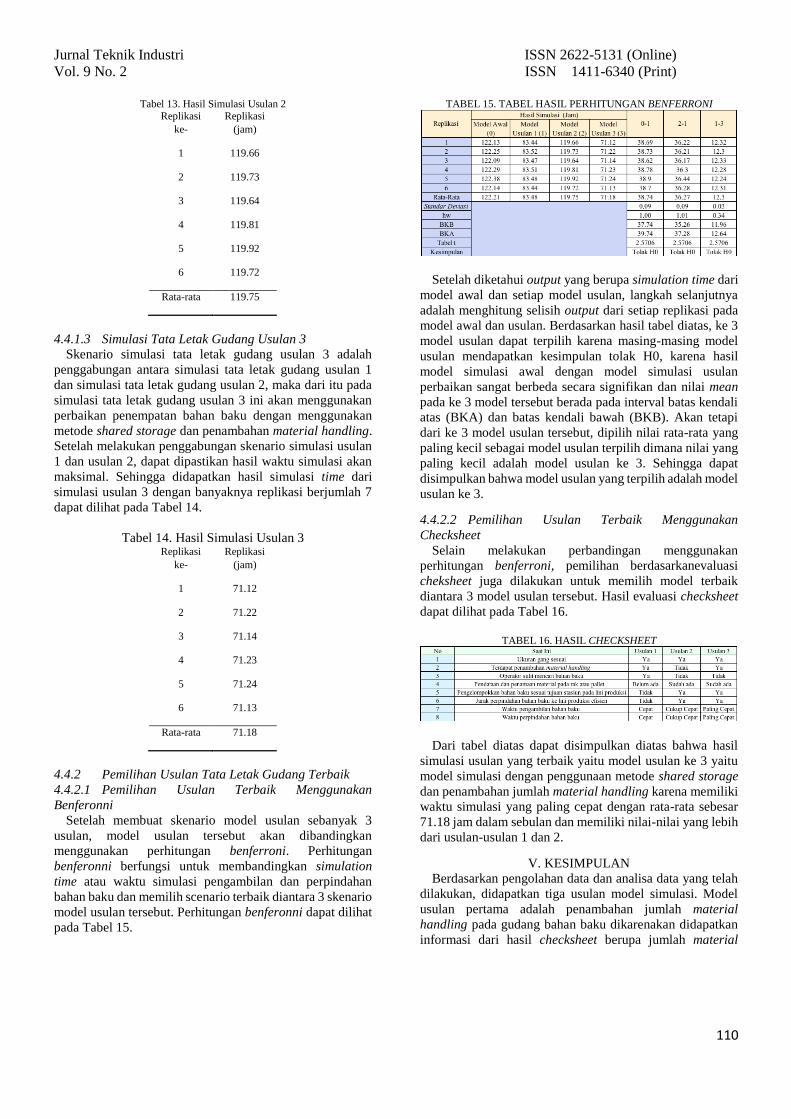
4.4.1.3 Simulasi Tata Letak Gudang Usulan 3
Skenario simulasi tata letak gudang usulan 3 adalah
penggabungan antara simulasi tata letak gudang usulan 1
dan simulasi tata letak gudang usulan 2, maka dari itu pada
simulasi tata letak gudang usulan 3 ini akan menggunakan
perbaikan penempatan bahan baku dengan menggunakan
metode shared storage dan penambahan material handling.
Setelah melakukan penggabungan skenario simulasi usulan
1 dan usulan 2, dapat dipastikan hasil waktu simulasi akan
maksimal. Sehingga didapatkan hasil simulasi time dari
simulasi usulan 3 dengan banyaknya replikasi berjumlah 7
dapat dilihat pada Tabel 14.
Tabel 14. Hasil Simulasi Usulan 3 Replikasi
ke-
Replikasi
(jam)
1 71.12
2 71.22
3 71.14
4 71.23
5 71.24
6 71.13
Rata-rata 71.18
4.4.2 Pemilihan Usulan Tata Letak Gudang Terbaik
4.4.2.1 Pemilihan Usulan Terbaik Menggunakan
Benferonni
Setelah membuat skenario model usulan sebanyak 3
usulan, model usulan tersebut akan dibandingkan
menggunakan perhitungan benferroni. Perhitungan
benferonni berfungsi untuk membandingkan simulation
time atau waktu simulasi pengambilan dan perpindahan
bahan baku dan memilih scenario terbaik diantara 3 skenario
model usulan tersebut. Perhitungan benferonni dapat dilihat
pada Tabel 15.
TABEL 15. TABEL HASIL PERHITUNGAN BENFERRONI
Setelah diketahui output yang berupa simulation time dari
model awal dan setiap model usulan, langkah selanjutnya
adalah menghitung selisih output dari setiap replikasi pada
model awal dan usulan. Berdasarkan hasil tabel diatas, ke 3
model usulan dapat terpilih karena masing-masing model
usulan mendapatkan kesimpulan tolak H0, karena hasil
model simulasi awal dengan model simulasi usulan
perbaikan sangat berbeda secara signifikan dan nilai mean
pada ke 3 model tersebut berada pada interval batas kendali
atas (BKA) dan batas kendali bawah (BKB). Akan tetapi
dari ke 3 model usulan tersebut, dipilih nilai rata-rata yang
paling kecil sebagai model usulan terpilih dimana nilai yang
paling kecil adalah model usulan ke 3. Sehingga dapat
disimpulkan bahwa model usulan yang terpilih adalah model
usulan ke 3.
4.4.2.2 Pemilihan Usulan Terbaik Menggunakan
Checksheet
Selain melakukan perbandingan menggunakan
perhitungan benferroni, pemilihan berdasarkanevaluasi
cheksheet juga dilakukan untuk memilih model terbaik
diantara 3 model usulan tersebut. Hasil evaluasi checksheet
dapat dilihat pada Tabel 16.
TABEL 16. HASIL CHECKSHEET
Dari tabel diatas dapat disimpulkan diatas bahwa hasil
simulasi usulan yang terbaik yaitu model usulan ke 3 yaitu
model simulasi dengan penggunaan metode shared storage
dan penambahan jumlah material handling karena memiliki
waktu simulasi yang paling cepat dengan rata-rata sebesar
71.18 jam dalam sebulan dan memiliki nilai-nilai yang lebih
dari usulan-usulan 1 dan 2.
V. KESIMPULAN
Berdasarkan pengolahan data dan analisa data yang telah
dilakukan, didapatkan tiga usulan model simulasi. Model
usulan pertama adalah penambahan jumlah material
handling pada gudang bahan baku dikarenakan didapatkan
informasi dari hasil checksheet berupa jumlah material

Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 9 No. 2 ISSN 1411-6340 (Print)
111
handling yang memadai tidak seimbang untuk operasi yang
ada. Untuk model usulan kedua yaitu perbaikan penempatan
bahan baku dan tata letak gudang bahan baku menggunakan
metode shared storage, sehingga didapatkan jumlah
kebutuhan rak atau pallet, perbaikan penempatan tata letak
bahan baku, minimasi jarak pengambilan bahan baku, waktu
pengambilan bahan baku dan waktu perpindahan bahan
baku. Model usulan yang terakhir adalah penggabungan
antara usulan 1 dan usulan 2 yaitu penambahan jumlah
material handling didalam gudang dengan perbaikan
penempatan tata letak gudang bahan baku menggunakan
metode shared storage. Ketiga model usulan ini memiliki
simulation time yang lebih kecil dibandingkan dengan
model simulasi awal. Digunakan metode benferonni dan
analisa checksheet untuk memilih model usulan terbaik dari
ketiga usulan tersebut, sehingga didapatkan model usulan
terbaik yaitu model usulan ke 3 dimana usulan tersebut
memiliki simulation time tercepat dengan rata-rata sebesar
71.18 jam dalam sebulan.
REFERENSI [1] J. M. Apple. Tata Letak Pabrik dan Pemindahan Bahan, Bandung:
Institut Teknologi Bandung, 1990. [2] H. Purnomo, Perencanaan dan Perancangan Fasilitas. Yogyakarta:
Graha Ilmu, 2004.
[3] J.D Bowersox, D. J. Closs, dan M. Bixby Cooper. Supply Chain Logistic Management (2nd Ed), Singapore: McGraw-Hill. Inc, 2007.
[4] S. Assauri. Manajemen Produksi dan Operasi Edisi Revisi. Jakarta:
Lembaga Penerbit FE-UI, 2008. [5] E. Suryani, Pemodelan & Simulasi. Edisi Pertama, Yogyakarta:
Graha Ilmu, 2006.
[6] G.J Marco dan Reino E. Salmi. “Warehousing and Inventory Management: a Simulation Tool to Determine Warehouse
Efficiencies and Storage Allocations” in International Journal of ACM
Digital Library. Vol V, No.1 : Hal 11-15. 2002. [7] Law A. M. dan Kelton D. W. Simulation Modelling & Analysis, New
York: Mc. Graw-Hill Inc, 1991.
[8] Santoso, Lely Herlina dan Evi Febianti. 2016. Usulan Tata Letak Gudang Produk Jadi Dengan Metode Shared Storage Dan Pendekatan
Simulasi Di PT. Lotte Chemical Titan Nusantara, Universitas Sultan
Ageng Tirtayasa. Jurnal Teknik Industri. Vol IV, No.3: Hal 1-6 [9] Goetshalckx, Marc dan H. Donald. “Shared Storage Policies Based on
the Duration Stay of Unit Loads” in International Journal of
Management Science, Vol. 36, No.9 : Hal 34-35. 1990. [10] J.A Tompkins, et al. Facilities Planning. 3rd ed. New Jersey: John
Wiley & Sons, Inc, 2003.


















