
UNIVERSITÀ DEGLI STUDI DI CASSINO XV/Tesi... · ... che possedeva pareti di laterizi rivestite ......
261
UNIVERSITÀ DEGLI STUDI DI CASSINO DOTTORATO DI RICERCA IN INGEGNERIA INDUSTRIALE (XV CICLO) TECNOLOGIE DI LAVORAZIONE DELLE PIETRE NATURALI Relatore: Ch.mo Prof. Luigi CARRINO Coordinatore: Ch.mo Prof. Gennaro FIGALLI Tesi di Dottorato di: Ing. Sandro TURCHETTA Anno Accademico 2002-2003
-
Upload
truongquynh -
Category
Documents
-
view
218 -
download
0
Transcript of UNIVERSITÀ DEGLI STUDI DI CASSINO XV/Tesi... · ... che possedeva pareti di laterizi rivestite ......

UNIVERSITÀ DEGLI STUDI DI CASSINO
DOTTORATO DI RICERCA IN INGEGNERIA INDUSTRIALE
(XV CICLO)
TECNOLOGIE DI LAVORAZIONE DELLE PIETRE NATURALI
Relatore: Ch.mo Prof. Luigi CARRINO Coordinatore: Ch.mo Prof. Gennaro FIGALLI
Tesi di Dottorato di: Ing. Sandro TURCHETTA
Anno Accademico 2002-2003

Sentitamente ringrazio il Professor Luigi Carrino per i consigli ricevuti durante la realizzazione del presente lavoro.
Ringrazio la Professoressa Wilma Polini per la sua continua disponibilità.
Ringrazio: Carlo Longo (Presidente del Consorzio per la Valorizzazione del Perlato Coreno), Agostino Manni (Direttore del Consorzio per la Valorizzazione del Perlato Coreno), la Cooperativa Cavatori, la Camera di Commercio di Frosinone, L’Unione Industriale di Frosinone, il Sindaco del Comune di Coreno Ausonio, le aziende del comparto lapideo di Coreno Ausonio.
Un ringraziamento è rivolto agli amici: Luca, Gillo, Giovanna, Nadia, Nicola, Sabrina, Matteo.
Infine non posso che essere grato ai miei genitori e alla mia compagna, Cinzia, che mi sono stati vicini durante questi anni.

Introduzione
Nei primi tempi della storia umana i nostri antenati utilizzavano ripari naturali a scopo abitativo, ma, nonostante la scienza non possa stabilire in che epoca, sappiamo che già nei più remoti periodi preistorici gli uomini iniziarono a impiegare la pietra per costruire dimore o edifici religiosi. Stando a quanto ci resta delle più antiche civiltà, anche l’introduzione di rivestimenti in materiale lapideo risale ad epoche piuttosto remote, benché successive a quelle delle prime costruzioni. Nella sua monumentale “Naturalis Historia” Plinio afferma che il più antico caso di edificio ricoperto di lastre tagliate era il Mausoleo di Alicarnasso, una delle sette meraviglie dell’antichità (purtroppo non giunta a noi) che possedeva pareti di laterizi rivestite in marmo. Il monumento funerario descritto dallo scienziato romano, tuttavia, aveva dei precedenti, probabilmente a lui ignoti. Una delle tre piramidi egizie più famose del mondo, ovvero quella di Chefren a Giza, costruita nel XXV sec. a. C., venne rivestita di lastre in calcare bianco e granito. Si tratta della più antica testimonianza rimastaci di un utilizzo della pietra a scopi ornamentali, ma probabilmente i costruttori delle piramidi non furono i primi nel genere. In Italia, la storia dell’architettura pubblica e privata è da sempre legata al marmo, sia per il fatto che nel nostro territorio sono presenti cave in abbondanza, sia perché le qualità del materiale lo rendevano (e lo rendono) idoneo a diverse applicazioni nel settore edilizio. Nel II secolo a. C. i romani conquistarono l’intero territorio della Grecia, dove da secoli la pietra veniva utilizzata per edifici pubblici (si pensi all’Acropoli di Atena, al teatro di Epidauro, o ai resti di Olimpia), gli architetti dell’Urbe ritennero giunto il momento di dare a Roma una fisionomia più in linea con il suo ruolo di capitale di uno Stato multinazionale. Dall’età dell’impero in avanti, l’uso dei rivestimenti in marmo sia all’interno che all’esterno degli edifici pubblici e privati divenne abituale. Da Augusto in poi, l’antico borgo italico, ormai divenuta la sede di un impero mediterraneo, si riempì imperatore dopo imperatore di una lunga serie di grandiosi edifici lapidei che rinnovarono la fisionomia dell’Urbe: il Colosseo, il Foro, gli archi di trionfo, le diverse basiliche e le domus imperiali. Una seconda epoca d’oro iniziò con il basso medioevo, quando si imposero nuovi stili architettonici in cui l’utilizzo della pietra riconquistò un ruolo di primissimo piano. Se con il romanico il lapideo veniva impiegato prevalentemente nella realizzazione di singoli elementi decorativi (portali, rosoni, arcate e colonne, ecc.), il gotico lo utilizzò come l’unico elemento cui affidare non solo l’intera decorazione ma anche per risolvere i problemi strutturali dei nuovi edifici, prevalentemente religiosi. Oggi il marmo trova un buon collocamento soprattutto per recuperi e restauri di edifici, in opere di arredo urbano e per l'interni di edifici pubblici e privati. L’Italia, culla dell’arte, da sempre è leader nel comporto lapideo. Grazie ad un patrimonio irripetibile di professionalità e produttività, essa ha raggiunto un primato che le viene universalmente riconosciuto. Attualmente il settore lapideo costituisce uno dei pilastri del

sistema produttivo ed occupazionale italiano, oltre che uno dei volani del “made in Italy” nel mondo. Negli ultimi 40 anni si è assistito ad una crescita pressoché continua nell’impiego e nel consumo di lapidei, interrotta soltanto da brevi periodi di congiuntura sfavorevole. A questo incremento di domanda ha corrisposto, nello stesso arco di tempo, un aumento dell’offerta grazie all’ingresso di numerosi Paesi produttori di grezzo, all’intensificazione delle escavazioni e alla scoperta di nuovi giacimenti. Dall’inizio degli anni 90, nonostante abbia avuto inizio una forte offensiva concorrenziale da parte di prodotti alternativi, la crescita di marmi e pietre non si è fermata, anzi è stata largamente superiore a quella dell’economia mondiale considerata nel suo complesso; il tasso medio di incremento della produzione è stato pari al 6,8% e il saggio di sviluppo quantitativo nell’interscambio ha raggiunto l’8,3%. Il raggiungimento di questo risultato è stato possibile grazie allo sviluppo tecnologico ma anche grazie ad altri fattori quali la velocizzazione dei trasporti e la riscoperta di marmi e pietre, alla luce di una grande competitività, da parte di progettisti e costruttori. Per il futuro si prevedono ulteriori sviluppi suffragati dall’estrapolazione delle serie storiche, dalla pressione demografica e dalla crescita costante dell’edilizia. Il settore lapideo ed il suo indotto, nonostante miriadi di condizionamenti e strozzature, archiviano un novecento da favola, durante il quale produzione ed impieghi sono cresciuti di circa sessanta volte, mentre la popolazione mondiale è appena quintuplicata. In particolare la produzione lapidea mondiale nel 1970 si collocava intorno ai 16 milioni di tonnellate, mentre oggi ha superato largamente i 100 milioni con un fatturato che si è attestato su un valore superiore ai 20 miliardi di Euro. A loro volta gli impieghi sono saliti da 180 a 590 milioni di metri quadrati equivalenti, portando il consumo unitario mondiale di circa dieci metri quadrati per cento abitanti. Un ruolo decisivo nel comparto lapideo, in un quadro di globalizzazione, è svolto dall'interscambio che ha oltrepassato il muro dei 20 milioni di tonnellate. Tenuto conto degli apporti di grezzo e lavorato, vi corrispondono circa 310 milioni di metri quadrati equivalenti; dato che sottolinea come la maggioranza assoluta dei consumi mondiali si riferisca a materiali estratti in Paesi diversi da quelli di installazione. Cina, Italia, Spagna, India e Portogallo, rappresentano, da soli, il 53,3% dell'estrazione mondiale. La crescente richiesta, sia in campo industriale che urbanistico di arredo, di elementi in pietra naturale di geometria sempre più complessa rende necessario l’adozione di macchine sempre più flessibili ed automatiche quali sono i centri di lavoro a controllo numerico. A fianco a tali macchine si fa sempre crescente l’uso di utensili versatili come le frese diamantate sinterizzate a codolo. Per queste lavorazioni non sono stati effettuati studi sull’ottimizzazione del processo di taglio per cui ad oggi ci si accontenta di una soluzione non sempre ottimale. L’ottimizzazione del processo di taglio vede coinvolti diversi fattori connessi alle proprietà dell’utensile, della macchina e del materiale in lavorazione. Ottimizzare in

questo caso significa ridurre i costi della lavorazione e/o i tempi e/o la qualità dei prodotti ottenuti agendo su diversi fattori, quali le forze di taglio, le proprietà degli utensili, le temperature di processo e le vibrazioni. Esistono poi delle tecnologie innovative che stanno acquistando terreno in nicchie di mercato collegate a particolari applicazioni, quali il taglio curvilineo con getto idroabrasivo (AWJ) per la realizzazione di pavimenti, intarsi, etc., le lavorazioni superficiali mediante getto idroabrasivo e le lavorazioni laser. Obiettivo generale del lavoro di tesi è quello di studiare tre tecnologie: la fresatura diamantata; le lavorazioni mediante getto d’acqua con abrasivo; le lavorazioni mediante la tecnologia laser. Nell’ambito della tecnologia diamantata sono stati sviluppati dei modelli per il calcolo della forza e dell’energia di taglio e dei modelli di usura utensile. Nell’ambito della tecnologia con getto d’acqua con abrasivo sono stati affrontati studi sulle lavorazioni superficiali e sul taglio curvilineo. Per quanto riguarda la tecnologia laser è stato sviluppato un modello di taglio laser delle pietre naturali. Il lavoro di tesi è suddiviso in sei capitoli. Nel capitolo 1 sono riportati aspetti generali del settore lapideo, quali le destinazioni d’uso, l’origine di formazione del materiale, le proprietà fisico meccaniche necessarie per la caratterizzazione del materiale e, infine, il processo produttivo. I capitoli 2, 3 e 4 sono relativi alla tecnologia di lavorazione tradizionale mediante utensili diamantati. Nel capitolo 2 sono riportate le caratteristiche degli utensili diamantati utilizzati nelle lavorazioni delle pietre naturali ed il relativo ciclo di produzione. Nel capitolo 3 sono riportati i modelli sviluppati per il calcolo della forza e dell’energia di taglio mediante utensili diamantati. I modelli proposti sono stati validati mediante l’utilizzo di un centro di lavoro a controllo numerico opportunamente strumentato. Tale strumentazione è costituita da un dinamometro piezoelettrico triassiale modello Kistler 9257BA con unità di controllo Kistler 5233A1 sul quale viene fissato il pezzo in lavorazione. Il segnale in uscita dal sensore viene inviato ad una scheda di acquisizione a 16 bit National Instruments PCI-6034E, installata su un personal computer. Il software per l’acquisizione dei dati è stato sviluppato in ambiente LabVIEW. Nel capitolo 4 sono riportati gli studi condotti sull’usura dell’utensile diamantato. In particolare viene riportato il fenomeno di usura dal punto di vista macro-geometrico, attraverso la variazione delle dimensioni e del peso dell’utensile stesso, e micro-geometrico attraverso l’analisi del comportamento della singola particella diamantata. La completa assenza di riferimenti bibliografici o normative relative alle procedure per condurre prove di usura su utensili diamantati sinterizzati ha reso obbligatorio la messa a punto di un protocollo di prova atto a offrire una modalità universalmente valida per l’esecuzione della prova di usura macro e micro geometrica in modo tale da ottenere risultati ripetibili e confrontabili. Tale protocollo costituisce uno strumento indispensabile alla corretta conduzione della prova e alla corretta interpretazione dei risultati.

Nel capitolo 5 si è affrontato lo studio del taglio di profili qualsiasi all’interno di lastre in materiale lapideo attraverso la tecnologia che utilizza il getto idroabrasivo (A.W.J). In particolare é stato effettuato il confronto tra la tecnologia AWJ e la tecnologia tradizionale mediante frese diamantate nell’operazione di contornitura. Nell’ambito delle lavorazioni non convenzionali mediante getto idroabrasivo si è affrontato lo studio delle lavorazioni superficiali. In particolare si è determinato un indice energetico che consente di prevedere il passaggio dal taglio alla lavorazione superficiale. Nel capitolo 6 sono riportate le lavorazioni mediate la tecnologia laser. In particolare si è sviluppato un modello per il taglio laser delle pietre naturali. Tale modello consente di calcolare la geometria del solco di taglio in funzione dei parametri di processo, dei parametri termofisici del materiale in lavorazione e le caratteristiche del fascio laser.

1 Le pietre naturali
Con il termine pietre naturali, spesso anche riferito alle pietre ornamentali, vengono indicati tutti i materiali lapidei naturali aventi requisiti tecnici ed estetici che dopo essere stati estratti e lavorati con specifiche tecnologie vengono impiegati in vari settori quali: ornamentale, industriale e principalmente in quello edile. Il mondo commerciale riconduce, da sempre, il grandissimo numero di materiali lapidei esistenti in tre categorie: marmi, graniti, pietre. Questa suddivisione si riferisce alla terminologia adottata dall’Ente Nazionale di Unificazione (UNI) nella norma 8458 (Terminologia e classificazione in generale), dove oltre alle tre categorie poc’anzi accennate viene menzionata una quarta denominata travertini. Oggi i travertini non vengono più distinti come categoria ma bensì accorpati a quella dei marmi. Il termine marmi include quei materiali, di qualsivoglia genesi, eventualmente anche silicati, con minerali la cui durezza non supera i valori di 4 ÷5 nella scala Mohs. Nel settore delle pietre naturali si distinguono i marmi cristallini e marmi calcari. I primi corrispondono ai marmi metamorfici in campo geologico e sono riconosciuti, nella pratica per il loro aspetto visibilmente cristallino; nei secondi la cristallinità e quasi impercettibile ad occhio nudo. Un’altra distinzione viene fatta in base al cromatismo, distinguendo marmi bianchi e marmi colorati. Tutti materiali appartenenti a questa categoria, dunque, indipendentemente dalle possibili corrispondenze e differenti genesi, sono accomunati dall’essere compatti e lucidabili. I graniti, geologicamente corrispondenti anch’essi ad un tipo petrografico ben definito, sono contraddistinte da una struttura cristallina e da uno stato di aggregazione delle particelle che conferisce loro proprietà complessivamente diverse da quelle dei marmi. Nei graniti, i minerali costituenti hanno durezza mediamente sempre superiore a quella dei marmi, 6÷7 ed anche oltre nella scala Mohs. L’uso della scala Mohs come riferimento, per quanto consueto, non è adeguato: essa infatti fa riferimento ai singoli minerali e non può rendere conto del fatto che molte caratteristiche di un materiale come la lavorabilità, la segabilità, la perforabilità, etc. risultano in realtà influenzate da più fattori, non solamente dalla durezza. All’atto pratico le differenze tra marmi e graniti sono così marcate che la tecnologia ha dovuto sviluppare due percorsi completamente diversi per ogni fase del ciclo produttivo: tecniche ed attrezzature di cava, metodi e macchine per la lavorazione ed il trattamento superficiale, costi, tempi, modalità di applicazione ed installazione dei manufatti mostrano pertanto significative differenze quando si tratti di marmo o granito. Il termine pietre ha, infine, un’accezione meno definita; la consuetudine vuole che esso indichi soprattutto quelle rocce le cui caratteristiche tecniche sono complessivamente diverse da quelle dei due gruppi precedenti; esse sono generalmente mal lucidabili oppure non sono in grado di conservare un trattamento di lucidatura, non sempre sono estraibili in blocchi,

e non necessariamente privilegiano il valore decorativo; diversi sono anche le destinazioni d’uso ed i contesti di valorizzazione (es.: ambiti rurali, rustici, elementi architettonici, impiego strutturale, blocchetti, etc.). Sussistono tuttavia delle difficoltà a comprendere in pieno l’accezione del termine pietra e le sue differenze dai marmi e dai graniti, in considerazione anche del fatto che la bibliografia su questo tema specifico è lacunosa. In ambito internazionale queste tre categorie si arricchiscono di altre tre divisioni: limestone, sandstone e slate. Quest’ultima nomenclatura viene principalmente usata in paesi di cultura anglosassone per differenziare ulteriormente le classi di marmi graniti e pietre. I limestones altro non sono che calcari di vario tipo e quindi spesso ricadenti nella categoria marmi, almeno quando sono lucidabili. Le sandstones comprendono tutte le molteplici varietà di arenarie, talora anche quarziti, spesso impiegate nei contesti urbani, raramente (e difficilmente) lucidate, vengono utilizzate anche in forma di blocchetti ed elementi di piccola pezzatura. Slate, infine, è il termine riservato alle rocce silicatiche sfaldabili in lastre anche molto sottili, a grana molto fine, e di prevalente impiego come copertura.
1.1 Destinazioni d’uso delle pietre naturali I principali campi di impiego delle pietre naturali possono essere ricondotti ai seguenti: • edilizia • artigianato e design • opere d’arte ed arte sacra • altre applicazioni • sottoprodotti (granulati, polveri) 1.1.1 Edilizia
Rappresenta di gran lunga il campo di applicazione più consistente delle pietre naturali, di cui assorbe circa il 70%-75% dell’intera produzione mondiale. Per le molteplici opere di edilizia industriale, commerciale e residenziale, la pietra naturale si propone per soddisfare le esigenze di utilità, di bellezza e funzionalità che da sempre contraddistinguono molte realizzazioni edili. La gamma di impieghi è vastissima: lastricati, pavimenti, rivestimenti, coperture, gradini fino ad elementi costruttivi più strettamente architettonici (mensole, cornici, listelli, balaustre) che costituiscono componenti ordinari di aeroporti, centri commerciali, hotels, scuole, chiese, stazioni, complessi turistici, ospedali, banche, etc. Le applicazioni maggiori vanno attribuite ai pavimenti ed ai rivestimenti esterni ed inter-ni,dove il limite di utilizzo è costituito solo dalla fantasia del progettista.

Le tipologie di manufatti di cui l’edilizia fa grande uso sono sia quelle seriali e ripetitive quali marmette, marmettoni, soglie, davanzali, sia quelle un po’ più specifiche come mensole, cornici, elementi architettonici. In materia di pavimentazioni, il granito si distingue in tutte quelle applicazioni industriali e commerciali dove esigenze di durevolezza e di uniformità di aspetto ne rendono necessaria la scelta. Nei rivestimenti esterni si devono tener conto di fattori come il clima, l’ambiente, il tipo di ancoraggio e del fattore durabilità, tutti elementi questi che inducono l’utilizzo del granito. I rivestimenti interni possono giovarsi maggiormente delle peculiarità dei marmi (cromatismi, venature, disegno delle brecce, etc.), ai quali va spesso la preferenza. Rientra nel campo edile il restauro di patrimoni edilizi già esistenti, deteriorati, degradati dal tempo e dalle aggressioni atmosferiche. Il degrado di opere in pietra naturale è un fenomeno molto diffuso (formazione di croste e patine, distacchi, esfoliazione dovuta a sbalzi termici). 1.1.2 Artigianato e design
In tale campo rientra il mercato dei cosiddetti complementi di arredo, dell’oggettistica di lusso e delle produzioni personalizzate. Sotto la voce complementi di arredo rientrano i piani per cucina, i tavoli, le greche, i caminetti, i bagni e/o parti di essi. È tale campo di applicazione che ha contribuito a diffondere la conoscenza e l’uso della pietra naturale, oltre ad avere ridimensionato il concetto che vedeva il materiale lapideo come un elemento di arredo esclusivamente di pregio e/o di lusso. La tipologia degli arredi proposti prevalentemente di tipo artigianale ricade su lavorazioni speciali e, proprio grazie alle moderne tecnologie, è oggi possibile riprodurre qualsiasi forma, realizzare oggetti in pietra naturale, prima assolutamente inesistenti, e a soddisfare ogni tipo di richiesta. È infatti il regno delle superfici curve, dei profili particolari, delle sagome a richiesta del cliente, delle combinazioni inusuali. La cosiddetta oggettistica comprende invece tutte quelle realizzazioni, non sempre a carattere artigianale, che includono sia oggetti per uso quotidiano (posacenere, orologi) sia oggetti normalmente decorativi come vasi, calici, targhe, piatti, soprammobili, scacchiere, etc. 1.1.3 Opere d’arte ed arte sacra
Rientrano in tale campo le sculture con realizzazioni di busti, mezzibusti, statue commemorative di famiglia, riproduzioni di opere d’arte famose, motivi personalizzati, l’architettura con opere talora immense, sia come dimensioni che come impiego di materiali diversi e spesso riproponendo la pietra naturale nella sua originaria funzione di

materiale strutturale. La gamma di materiali di cui si fa uso nelle opere d’arte è in stretta relazione al tipo di opere ed alla loro collocazione, soprattutto se pubbliche: quando si tratta di scultura, sono preferiti marmi finemente cristallini, travertini, subordinatamente graniti, limestones e sandstones. Le colorazioni sono quelle classiche: bianco, grigio, marrone-beige. Nell’architettura strutturale la gamma di materiali è analoga, ma con requisiti meno rigidi; le grane dei marmi possono anche essere un po’ più grossolane, i limestones sono molto presenti, le sandstones sono decisamente più rappresentate, ed entrano in gioco anche le slates. Anche l’arte sacra costituisce da sempre un sicuro campo di applicazione per le pietre naturali. Infatti per tradizione storica la pietra naturale rappresenta il mezzo espressivo usato dalle religioni per coniugare eternità, simbolismo e dignità. L’arte funeraria è un campo di applicazione caratterizzato da una rimarchevole continuità, dettata da ovvi motivi, e che rende conto di circa il 15% del mercato internazionale; le richieste sono orientate verso semi-lavorati specifici come gli spessori e i masselli, da cui estrarre una tipologia estremamente vasta di realizzazioni, talora molto scarne e semplici, talora estremamente complesse. Si tratta di tombe complete, lapidi, cappelle, cippi funerari, fino all’erezione di grandi sepolcri ed importanti monumenti di commemorazione. Per l’arte funeraria si richiede spesso un allestimento particolare delle segherie-laboratorio e fruiscono grandemente delle nuove tecnologie di taglio e sagomatura, grazie alle quali vengono confezionati prodotti su richiesta, unici, elaborati, ai quali, ordi-nariamente, si accompagnano scritte, targhe, incisioni. 1.1.4 Altre applicazioni
Ricadono sotto questa voce prodotti e manufatti talora analoghi per forma e dimensioni a quelli di prevalente uso edilizio, ma con destinazioni d’uso particolare. Alcuni di essi costituiscono, tra l’altro, i nuovi orizzonti per la pietra naturale, alla ricerca di nuove applicazioni. Tra gli usi delle pietre naturali che la consuetudine definisce come meno nobili, si possono ricordare le ordinarie murature, come i muri di contenimento o di recinzione, le opere idrauliche come le scogliere, gli argini ed i letti di fiumi. Sono impiegati, in questo caso, blocchi e blocchetti grezzi di pietra naturale di tipo qualsiasi. Un’altra applicazione sfrutta per alcuni marmi a tenue cromatismo la traslucenza ottenibile con elementi a spessore sottile (da 1,5 cm fino a 0,7 cm); il fenomeno, assicura, sia per trasmissione di luce naturale che artificiale, risultati in opera di indubbio interesse e valore estetico. Data la tipologia del prodotto, i materiali che possono soddisfare questa categoria sono relativamente pochi e devono possedere ottime qualità meccaniche, dato che la traslucenza decade rapidamente all’aumentare dello spessore degli elementi. Vengono preferiti per queste applicazioni marmi cristallini bianchi, biancastri o a colorazione tenue (giallini, rosa).
Infine, grazie proprio all’ottenimento di spessori sottili, si aprono nuovi campi di applicazione che hanno come priorità il contenimento del peso e che, contempora-neamente, possono sfruttare il valore estetico di cui la pietra naturale è capace. Ne sono tipici esempi i rivestimenti interni di ascensori, le coperture sottili per tavoli e contorni di specchi, i rivestimenti e gli arredi interni di navi. Anche in questo caso la gamma di materiali adatta a questo tipo di impiego non è molto grande, poiché sono richieste caratteristiche tecniche di assoluta eccellenza; privilegiati i graniti, seguiti dai marmi cristallini a grana molto fine. 1.1.5 Sottoprodotti (granulati, polveri)
È utile poi accennare a tutti quei sottoprodotti e scarti provenienti dall’estrazione e dalla lavorazione delle pietre naturali. Con una sempre maggiore sensibilizzazione sui problemi ambientali, il riciclo ed il riutilizzo degli scarti di produzione è diventato un problema di primaria importanza. Cave ed impianti producono ingenti quantità di scarti (pezzi di blocchi, pezzi di lastre, sfridi e fanghi di lavorazione) la cui rielaborazione ed impiego sono stati resi possibili, soprattutto negli ultimi anni, grazie ad una migliorata economicità dei processi per una loro conversione. Il sottoprodotto lapideo trova numerose applicazioni:
• Sotto forma di polvere, anche micronizzata, o come granulato, il marmo è impiegato nelle industrie della carta, plastica, gomma, vernici, intonaci, vetro, ceramica, calcestruzzo, mangimi, concimi, cemento.
• I fanghi di lavorazione, mediante trattamento con specifici prodotti di sintesi, si convertono in aggregati cementizi artificiali che possono essere impiegati nel recupero di aree dismesse, riempimenti di cave abbandonate, mattoni ed altri prodotti edilizi. Gli aspetti economici non sono per il momento incoraggianti.
• Sotto forma di granulato, di pezzature varie, marmo e granito trovano applicazione per la confezione di mattonelle, e per la realizzazione di agglomerati in marmo-resina e marmo-cemento, con i quali si possono ricostruire tanto lastre che blocchi di dimensione analoga a quelli delle rocce naturali. Da non dimenticare la realizzazione di pavimenti che fanno uso di frammenti di marmo di varie dimensioni.
1.2 Origine di formazione delle rocce La litogenesi è il processo che porta alla formazione delle rocce e si distinguono tre diversi tipi:
a) magmatico; b) sedimentario; c) metamorfico.

Fig. 1.1 - Distribuzione percentuale dei tipi di roccia presente sulla crosta terrestre
1.2.1 Rocce magmatiche
Le rocce magmatiche, dette anche eruttive o ignee, prendono il loro nome dal magma da cui sono state generate. Per magma si intende quella massa fusa (750 °C – 1300 °C) proveniente dall’interno della terra, più precisamente dal mantello, zona compresa fra i 30 ed i 2900 Km. di profondità, di composizione essenzialmente silicatica. La genesi delle rocce magmatiche ha luogo con il raffreddamento del magma, fenomeno che influenza drasticamente sulla struttura della roccia tanto da proporre una seconda classificazione:
• Rocce intrusive o plutoniche: Derivano da magmi solidificatisi negli strati più profondi e, quindi con un lento raffreddamento ed in condizioni di elevata pressione dovuta alle rocce soprastanti. Nel magma si trovano in grande quantità delle sostanze aeriformi disciolte nei fusi, quali il vapore acqueo, l’acido solfidrico, l’anidride solforica, l’acido cloridrico, l’acido borico, l’ammoniaca; questi gas rendono il magma più fluido e, facilitando i movimenti delle molecole, favoriscono i meccanismi di cristallizzazione dei minerali. La solidificazione dei magmi avviene a temperature superiori ai 600÷700 °C ed in tempi molto lunghi, per cui i cristalli che si formano sono di grandi dimensioni con aspetto di granuli. Il magma fluido tende, inoltre, ad insinuarsi in cavità di altre rocce o di roccia da poco solidificatasi ove si solidifica esso stesso formando dei filoni o delle tasche. Le rocce intrusive possono venire alla superficie a causa dei movimenti della crosta terrestre e degli effetti demolitivi degli agenti meteorici sulle rocce soprastanti.
• Rocce effusive: Il magma fuoriesce dalla crosta terrestre attraverso condotti o
fenditura e, rapidamente, solidifica con un brusco passaggio da temperature di circa 1000÷1300 °C alla temperatura ambientale, con l’abbassamento di pressione di alcune migliaia di atmosfere e la dispersione delle sostanze gassose nell’aria. Pertanto la cristallizzazione in elementi di dimensioni visibili

(fenocristalli) avviene solo in piccola parte in profondità e durante il passaggio attraverso la crosta, mentre la maggior parte dei fusi solidifica alla superficie in cristalli molto minuti o, in alcuni casi, in massa amorfa ( vetro ).
Una ulteriore classificazione delle rocce magmatiche è basata sul carattere acido o basico di queste. In tabella 1.1 vengono riportate alcune di queste.
Tipo di roccia magmatica
Rocce intrusive Rocce effusive
Rocce sialiche o acide SiO2 > 65 %
Graniti Granodioriti
Lipariti o Rioliti Porfido quarzifero
Ossidiane Pomice
Rocce femiche o basiche SiO2 < 52 %
Gabbri Basalti
Leucititi
Rocce neutre SiO2 52 - 65 %
Dioriti Sieniti
Monzoniti
Andesiti Trachiti
Rocce ultrabasiche SiO2 < 45 %
Peridotiti
Tabella 1.1 - Classificazione delle rocce magmatiche in base alla percentuale di SiO2 presente.
1.2.2 Rocce sedimentarie
Questo tipo di roccia si forma a seguito di un accumulo di sedimenti ed a successiva diagenesi (compattazione - cementazione). I sedimenti hanno origine nei seguenti modi: Sedimenti di origine clastica. Formatisi a seguito di smantellamento (erosione) di
rocce preesistenti ad opera di: agenti atmosferici, erosione marina o fluviale, alterazione chimica, con conseguente accumulo (sedimentazione) in aree e condizioni idonee (bacino di sedimentazione). Possibile la presenza di fossili mischiatisi ai granuli clastici durante la sedimentazione.
Sedimenti di origine chimica. La sedimentazione avviene a seguito di una variazione di concentrazione della soluzione salina all’interno di un bacino (marino o continentale). La precipitazione dei sali (sedimenti), generalmente sotto forma di cristalli, avviene a seguito di saturazione della soluzione. In questo tipo di rocce si osserva l’assenza di fossili in quanto le acque in cui e’ avvenuta la precipitazione presentava una salinità e quindi delle condizioni inadatte alla vita animale o vegetale.
Sedimenti di origine organogena. In un ambiente particolarmente idoneo si è verificato un rigoglioso sviluppo animale e/o vegetale. Con la successiva morte degli organismi si è verificato un accumulo di resti organogeni (sedimenti) ed in seguito una parziale o totale dissoluzione dei gusci e/o scheletri fino a formare un ‘‘fango’’.
Questi sedimenti incoerenti, formati cioè da singole particelle, possono subire un processo chimico-fisico molto lento, chiamato diagenesi. La diagenesi comporta dapprima una compattazione dei materiali dovuta alla sovrapposizione degli stessi, fino alla riduzione degli spazi interstiziali e, quindi, alla cementazione, processo per cui sostanze in soluzione acquosa precipitano negli interstizi, riempiendoli e cementando le particelle sedimentarie. I cementi sono, in genere, costituiti da calcite, silice ed ossidi di ferro Il processo diagenetico che trasforma i sedimenti in roccia si può schematizzare in quattro fasi: 1. Aumento della pressione a seguito di compressione esercitata dal carico dei sedimenti
sovrastanti; 2. Apporto di nuove sostanze cementanti; 3. Perdita per dissoluzione di varie sostanze primarie; 4. Trasformazioni chimiche operate dalle acque circolanti. Le pietre ornamentali appartenenti a tale categoria sono i travertini, alabastri, i limestons, sandstones, brecce colorate. 1.2.3 Rocce metamorfiche
Quando le condizioni di trasformazione diagenetiche si spingono a superare determinati valori di temperatura e pressione si ha una ricostruzione della compagine e delle associazioni mineralogiche. In questo caso si parla di rocce metamorfiche. Le reazioni metamorfiche possono essere considerate delle ‘‘ cristallizzazioni ‘‘ di nuovi minerali in luogo di quelli originari o delle ‘‘ ricristallizzazioni ‘‘ degli stessi. I movimenti di materia avvengono attraverso lente diffusioni ioniche, mentre la composizione chimica complessiva delle rocce viene mantenuta. Il processo può essere di tipo dinamico o statico. È di tipo dinamico quando in conseguenza di movimenti della crosta terrestre questi ammassi sedimentari vengono sottoposti a forti pressioni e temperature. Mentre è di tipo statico quando l’aumento di temperatura avviene ad opera di un contatto diretto con il magma. Appartengono a questa categoria pietre ornamentali come i marmi, graniti venati e orientati scuri

1.3 Composizione chimica delle pietre naturali Le pietre naturali rientrano in una famiglia di materiali molto vasta che va sotto il nome di rocce. La composizione chimica di una roccia è, in prima approssimazione, individuata dal con-tenuto di elementi maggiori quali SiO2, TiO2, Al2O3, Fe2O3, Cr2O3, FeO, MnO, MgO, CaO, Na2O, K2O, P205, e H2O, espressi in peso percentuale e da elementi in traccia come Ba, Co, Ni, Rb, S, Sc, Sr, Th, U, V, Y, Zr) o in elementi delle terre rare (lantanidi) espressi in parti per milione (ppm). I silicati sono i minerali più abbondanti e diffusi nelle rocce della litosfera. Nella crosta terrestre il Silicio non si trova mai allo stato elementare, ma combinato sotto forma di silice e di silicati, presenti nella composizione di un enorme numero di rocce. Il diossido di silicio, SiO2, o Silice, è un solido incolore, poco solubile in acqua a temperatura ambiente, che può presentarsi in varie modificazioni cristalline amorfe, alcune di queste (quarzo) presenti in natura in notevole quantità. A pressione atmosferica e temperatura ambiente la forma cristallina di silice, termodinamicamente stabile, è il quarzo, mentre al di sopra dei 1025 °C la forma termodinamicamente stabile è la cristobalite. Data la grande tendenza del Silicio alla coordinazione tetraedrica, la maggiore parte delle forme di silice è costituita da un atomo di Silicio circondato da quattro atomi di ossigeno, essendo ciascuno di essi legato a due atomi di Silicio. Il legame Si-O è un legame forte, di tipo covalente notevolmente polarizzato verso l’ossigeno, ciò si riflette sulla notevole durezza, rigidità e stabilità termica della silice. L’utilizzo dei raggi X in cristallografia ha permesso di determinare che la struttura dei silicati ha come unità fondamentale il gruppo SiO4 costituito da un tetraedro al centro del quale si trova un ione silicio e al vertice quattro ioni ossigeno. I tetraedri possono essere isolati, oppure dato che ciascuno dei quattro ioni ossigeno può essere legato a uno o due ioni silicio, vanno a costituire strutture più o meno complesse. Pertanto i silicati vengono classificati in 5 gruppi a seconda del diverso modo di aggregazione dei tetraedri:
1) in gruppi isolati SiO4 (neosilicati = olivina, granato ecc.); 2) in gruppi isolati Si2O7, Si6O18 ecc. (sorosilicciti = thortveitite, berillo ecc.); 3) in catene sviluppate in una sola direzione (inosilicati = antiboli e pirosseni); 4) in raggruppamenti nel piano (fillosilicati = miche argille, talco, clorite); 5) in raggruppamenti tridimensionali (tectosilicati = feldspati).
Il meccanismo del raggruppamento da origine a un rapporto caratteristico Si/O per ogni silicato. Nei silicati in genere esiste un largo campo di sostituibilità fra atomi di uguale dimensione, occupanti posizioni equivalenti. Le dimensioni ioniche del magnesio, del ferro bivalente e trivalente e dell’alluminio sono abbastanza simili da permettere che essi si sostituiscano l’un l’altro nel reticolo. Anche il

sodio e il calcio possono sostituirsi e similmente si comportano gli OH, ossigeno e fluoro. Possono inoltre verificarsi limitate sostituzioni di atomi di silicio da parte di atomi di alluminio, il che viene ad estendere ancor più la variabilità di composizione dei silicati. Tali elementi costituiscono composti mineralogici la cui nomenclatura è di seguito riportata. Silicati
Quarzo: di formula SiO2, cristallizzazione romboedrica, ha forma di bipiramide esagonale. E’ un componente molto frequente di rocce magmatiche. Puro e’ incolore, ma può assumere diverse colorazioni a seconda dei minerali presenti sotto forma di inclusioni.
Feldspati: alluminosilicati di potassio, sodio e calcio con presenza di altri elementi. Sono minerali molto frequenti in diverse classi di rocce. Strutturalmente sono dei tectosilicati con un reticolo tridimensionale costituito da tetraedri di [(Si,Al)O4]. I due termini più importanti sono: Ortoclasio: feldspato potassico [K(AlSi3O8)] a cristallizzazione monoclina. E’ componente fondamentale delle rocce eruttive acide e negli scisti cristallini. E’ anche presente in molte rocce sedimentarie. Di norma ha colore bianco-grigiastro. Plagioclasi: feldspati costituiti da miscele isomorfe variabili di albite [Na(AlSi3O8)] ed anortite [Ca(Al2Si2O8)]. Cristallizzano nel sistema triclino e si presentano sempre geminati.
Miche: fillosilicati di alluminio e metalli alcalini, a volte contenenti fluoro, gruppi ossidrili (OH), ferro, calcio, magnesio. Hanno cristallizzazione monoclina in sottili fogli scarsamente coerenti l’uno con l’altro. Sono divise in due gruppi: gruppo della muscovite (miche bianche, fillosilicati di potassio, alluminio con ossidrili e fluoro. Gruppo della biotite ( miche scure, fillosilicati di potassio, ferro, manganese, magnesio con ossidrili e fluoro
Pirosseni: inoslilicati a catene semplici tetraedriche. Si distinguono pirosseni alluminiferi, pirosseni non alluminiferi e pirosseni alcalini. Possono cristallizzare sia nel sistema rombico che in quello monoclino.
Anfiboli: inosilicati simili ai pirosseni; presentano nel reticolo cristallino catene doppie di tetraedri SiO4. Nella struttura, che può avere cristallizzazione monoclina od ortorombica, sono presenti gruppi ossidrilici (OH ) e ioni fluoro.
Olivina: detta anche peridoto, è un nesosilicato di magnesio e ferro II [(Mg,Fe)2(SiO4)], cristallizzato nel sistema ortorombico. Ha colore verdastro e rappresenta un minerale presente in rocce con scarsa silice.
Carbonati
Calcite: fase α del carbonato di calcio, cristallizzazione trigonale.

Dolomite: carbonato doppio di Ca e Mg, CaMg(CO3)2, cristallizzazione. trigonale.
Aragonite: fase β del carbonato di calcio, cristallizzazione rombica. Altri
Rientrano in tale categoria gli ossidi come la magnetite,l’ematite ed altri elemti in percentuale molto piccola
1.4 Proprietà fisico meccaniche delle pietre naturali le rocce ad uso ornamentale devono possedere, oltre ai requisiti estetico-qualitativi, dei requisiti tecnici onde poter soddisfare le diverse condizioni di applicazione, con particolare riferimento all’impiego in edilizia. La pietra lavorata e posta in opera è soggetta a numerosi agenti perturbanti: di tipo meccanico (carichi permanenti, attriti, usura, etc.), di tipo fisico (insolazione, dilatazioni, gelo, salsedine), di tipo chimico e fisico-chimico (ossidazione, azione dell’acqua, inquinamento atmosferico, etc.) e di tipo biologico (muschi, licheni, piante superiori, etc.). Queste azioni possono arrecare danni più o meno gravi, permanenti ed irreversibili, compromettendo così non solamente la struttura della pietra stessa, ma l’integrità e la funzione del manufatto cui sono applicate, con rischio talvolta per la pubblica incolumità. Ciò spiega perché ogni materiale lapideo deve soddisfare a certi requisiti a seconda del tipo di applicazione. Di seguito vengono riportate le propriètà fisico meccaniche di maggiore interesse per la qualificazione delle pietre naturali. 1.4.1 Massa volumica apparente
È il rapporto, espresso in kg/m3, tra la massa ed il volume apparente, cioè il volume delimitato dalla superficie esterna, di provini con una forma geometrica. La massa volumica apparente è collegata con il peso specifico dei componenti minerali di una roccia, tenendo conto delle proporzioni in cui entrano a costituirla. Essa fornisce una indicazione di massima della compattezza ed è un elemento di notevole importanza quando si devono calcolare i carichi dei manufatti (soprattutto strutture, pannelli), quando si debbano progettare muraglie e scogliere di protezione marittima o fluviale, nel calcolo dei costi per gli acquisti di lapidei a peso (es. alabastro gessoso), nel calcolo dei costi di trasporto, etc.. la massa volumica apparente viene determinata su due provini cubici di 7,1 cm di lato e rappresenta il rapporto tra il peso del provino essiccato a 110° C, fino a peso costante, ed il suo volume. Il risultato è espresso in Kg/m3 o in Tonn/m3. Si considera il valore medio delle due determinazioni.

1.4.2 Coefficiente di imbibizione
L’imbibizione nei materiali rocciosi è quel fenomeno per cui tutti i materiali, anche quelli all’apparenza più compatti, immersi nell’acqua, ne possono assumere in quantità variabile, raggiungendo talvolta la saturazione. Il coefficiente di imbibizione è la quantità massima di acqua assorbita da un lapideo quando è sottoposto ad immersione in acqua deionizzata a pressione e temperatura ambiente. Fornisce indicazioni sulla compattezza e sulla durevolezza in condizioni ambientali normali e, in particolare, nei casi di contatto prolungato con acque meteoriche o terreni umidi. L’introduzione di acqua in una compagine rocciosa (in concomitanza poi con tutti i fenomeni cui l’acqua e le sostanze in essa disciolte vanno soggetti) è infatti uno dei meccanismi maggiormente responsabili del degrado dei materiali. Il test, tuttavia, non risulta probante del comportamento in opera di molti materiali i quali soffrono estesamente l’azione combinata dell’acqua e sostanze aggressive anche laddove i valori del coefficiente sembrerebbero ininfluenti. Il test viene determinato su cinque provini del peso di almeno 200 gr. ciascuno; il coefficiente risulta dall’aumento percentuale del peso di un campione dopo prolungata immersione in acqua, rispetto al peso del medesimo campione allo stato secco. Si considera il valore medio dei cinque saggi. Poiché, per la maggior parte delle rocce, il coefficiente di imbibizione è molto basso, il risultato è generalmente espresso in %o (per mille) del peso iniziale. 1.4.3 Carico di rottura a compressione semplice
La resistenza alla compressione di una roccia è la resistenza opposta alle sollecitazioni che tendono a frantumarla per schiacciamento; essa rappresenta il carico unitario necessario per produrre la rottura di provini di materiale lapideo. Il carico di rottura a compressione semplice è una delle prove più utilizzate in ambito internazionale e, anche se oggi il lapideo è impiegato più con funzione di rivestimento che non strutturale, questo test resta a buon diritto un parametro della massima rilevanza in tutte quelle situazioni di sollecitazione con notevoli carichi permanenti. Tra i molteplici fattori che influenzano la resistenza a compressione (struttura, tessitura, stato di alterazione, durata di applicazione dei carichi, etc.) assume particolare importanza la struttura della roccia: dalla struttura dipende la coesione della roccia stessa, e, poiché la coesione si manifesta al contatto tra le superfici esterne dei cristalli, sarà generalmente maggiore nelle rocce aventi estese superfici individuali per unità di volume, cioè nelle rocce a grana fine e/o finissima. Nelle rocce clastiche (le sandstones, ad esempio e molte pietre) la coesione si realizza attraverso le superfici di contatto granuli-cemento. Detta coesione, indipendentemente dai meccanismi che la generano, è grandemente responsabile dei valori di rottura dei diversi materiali poiché la rottura avviene anche per il superamento di tale coesione. Ciò, in linea generale, ben si accorda con le maggiori resistenze offerte, ad esempio, dai graniti a grana molto fine rispetto a quelli a grana grossa, dai limestones compatti rispetto a molti marmi

cristallini, dalle sandstones rispetto alle brecce. I materiali stratificati e/o comunque orientati hanno generalmente una direzione preferenziale lungo la quale mostrano minor resistenza. La resistenza a compressione in questi materiali assume valori molto differenti se misurata secondo direzioni diverse: massimi nella direzione normale al verso, minimi nella direzione ad esso parallela. Ciò è molto importante poiché un materiale spesso viene tagliato secondo le direzioni che meglio valorizzano l’ornamentazione, le quali, tuttavia, non necessariamente coincidono con le direzioni che offrono i migliori valori di resistenza. La prova consiste nel sottoporre il campione ad un carico che aumenta di 2 MPa al secondo, generato da una pressa idraulica con blocco automatico alla rottura del provino. La determinazione viene effettuata su quattro provini cubici di 7,1 cm di lato (o su cilindri con diametro compreso tra 4 ed 8 cm e rapporto tra altezza e diametro pari a 2) allo stato asciutto (asciugati a 30° fino a peso costante). Il carico viene normalmente applicato in direzione perpendicolare ai piani di divisibilità preferenziale della roccia; in caso di richiesta specifica, la prova viene anche eseguita con carico agente in direzione parallela ai suddetti piani di divisibilità. Il risultato viene espresso in MPa.
1.4.4 Carico di rottura a compressione semplice dopo cicli di gelività
Si dicono gelive quelle rocce che offrono scarsa resistenza al gelo, in particolar modo alle escursioni di temperatura tra valori sotto zero e valori sopra zero. Appare chiaro con questo tipo di prova quanto siano intimamente legati i parametri della porosità, della permeabilità, del coefficiente di imbibizione di una roccia, e quanto devastanti possano essere gli effetti combinati di questi (e numerosi altri) parametri sul valore del test. La prova, da valutare congiuntamente ad altre, è di fondamentale importanza per scegliere materiali e soluzioni tecniche per esterni in grado di sopportare situazioni climatiche difficili. Tuttavia, la gelività, probabilmente, è il test che, più di ogni altro, ha evidenziato la sua inadeguatezza a quelle che sono poi le reali condizioni di esercizio; molti materiali considerabili non gelivi in base a questo test, risultano poi in realtà molto vulnerabili, per l’azione profonda che l’acqua esercita su di essi. Sono pertanto allo studio modifiche per rendere il test veramente significativo delle sollecitazioni subite dai materiali una volta installati e il più idoneo possibile alla previsione del comportamento in opera. La prova consiste nel determinare la resistenza alla compressione semplice secondo procedure analoghe alla prova precedente su campioni previamente sottoposti per venti volte a variazioni cicliche di temperatura da un minimo di -10° C ad un massimo di +35° C. Durante ogni ciclo, detto di "gelività", il campione rimane immerso per tre ore in acqua a +35° C e quindi viene posto per lo stesso periodo in una cella frigorifera, all’aria, a -10° C. La roccia si considera scarsamente geliva o non geliva se, dopo tale trattamento termico, mostra una riduzione del carico di rottura a compressione inferiore e non oltre il

25% rispetto all’analogo valore misurato su campioni non trattati ed allo stato secco. Il valore, in MPa risulta dalla media di quattro prove. 1.4.5 Carico di rottura a flessione
Un esempio tipico di sollecitazione a flessione è costituito dalle spinte prodotte dal esercitate su lastre di rivestimenti parietali. Queste provocano sollecitazioni flessionali e di taglio in corrispondenza dei vincoli delle lastre tali da raggiungere talvolta il carico di rottura, con la pericolosa conseguenza del distacco di pezzi di lastra dalla parete. L’azione del vento è tra le più pericolose poiché ha carattere affaticante; questo rende la sua valutazione uno dei problemi cardine nella posa in opera di rivestimenti esterni, soprattutto quando si ha a che fare con bassi spessori del lapideo. Particolare attenzione deve quindi essere rivolta alla realizzazione di edifici di grande altezza (aree metropolitane, grattacieli) e a quei paesi interessati da venti costanti e/o da periodici tifoni; il vento rappresenta il maggior pericolo per la sicurezza statica degli elementi di rivestimento, fatta ovviamente eccezione per le azioni telluriche. Sollecitazioni a flessione si riscontrano anche nella realizzazione di scale nei manufatti con funzione di copertura (ad esempio i tetti), in pavimenti sopraelevati, e in elementi architettonici come mensole, architravi, balconi, etc. Da un punto di vista numerico, si può grossolanamente dire che i valori medi registrati per un materiale corrispondono al 5% della sua resistenza alla compressione. Analogamente alla compressione, anche in questo caso, dal test scaturiscono valori molto diversi su materiali orientati a seconda che esso sia eseguito parallelamente oppure ortogonalmente ai piani di orientazione. La resistenza a flessione viene determinata su cinque provini di cm 12x3x2, appoggiate a due coltelli a spigolo arrotondato, caricate in mezzeria da un altro coltello anch’esso a spigolo arrotondato. La prova viene normalmente eseguita con il carico agente in direzione perpendicolare ai piani di divisibilità preferenziale della roccia; in caso di richiesta specifica, viene anche eseguita con carico agente in direzione parallela a tali piani. Il risultato è espresso in MPa, come valore medio dei cinque saggi. 1.4.6 Modulo di elasticità normale
È il rapporto tra il valore della compressione (MPa) esercitata su un corpo roccioso ed il valore della diminuzione di lunghezza che il corpo stesso subisce. Si tratta di una proprietà che permette di eseguire determinati controlli di stabilità e di sicurezza statica su elementi sottoposti a sollecitazione meccanica. Il modulo definisce il grado di elasticità di una roccia e viene calcolato soprattutto sui materiali utilizzati per rivestimenti e, talora, per il calcolo delle strutture. Il modulo mette poi in risalto eventuali alterazioni o microfratturazioni che abbassano sensibilmente il valore rispetto a quello dello stesso materiale sano.
Il test viene determinato su due provini aventi forma di parallelepipedo a base quadrata 20x5x5 cm, (oppure cilindrici con diametro di almeno 5 cm e rapporto tra altezza e diametro pari a 3). I provini sono sottoposti a sforzo normale di compressione lungo il loro asse longitudinale, misurando per una serie di almeno 10 valori del carico le corrispondenti deformazioni longitudinali, allo scopo di ricavare la curva sforzi-deformazioni. Il modulo elastico viene quindi definito come il rapporto tra variazione di tensione longitudinale e la deformazione unitaria in direzione longitudinale prodotta dalla variazione di tensione e viene espresso in MPa o in GPa. Analogamente ad altre prove viene normalmente eseguita con il carico agente in direzione perpendicolare ai piani di divisibilità preferenziale della roccia; in caso di richiesta specifica, viene anche eseguita con carico agente in direzione parallela a tali piani di divisibilità. 1.4.7 Resistenza all’urto
Tale proprietà definisce la tenacità o la fragilità di un materiale all’urto, cioè la resistenza maggiore o minore alla rottura per il colpo di un corpo contundente. Consente di valutare il comportamento dei materiali lapidei quando siano impiegati in pavimenti industriali, in basamenti, in gradinate esterne, e in generale, in tutte quelle situazioni in cui possa presentarsi l’eventualità di colpi istantanei (caduta di oggetti pesanti). Il test viene determinata su quattro lastre di cm 20x20x3, appoggiate su un letto di sabbia di 10 cm. di spessore. Il risultato è espresso dall’altezza minima di caduta, in cm, di una sfera di acciaio del peso di Kg. 1 che, colpendo la lastra nel centro, la spezzi. Si considera il valore medio dei quattro saggi. 1.4.8 Coefficiente di dilatazione lineare termica
Nelle rocce si può distinguere una dilatabilità termica lineare, evidenziata da variazioni di lunghezza, ed una dilatabilità termica di volume, evidenziata da variazioni, appunto, di volume. In quella lineare il coefficiente visualizza le variazioni in lunghezza cui possono andare soggetti gli elementi lapidei, una volta posti in opera, per effetto di aumenti di temperatura. Il test risulta particolarmente efficace per tutte le situazioni di applicazione in contesti climatici con notevoli escursioni termiche, sia giornaliere che annue. I valori dei coefficienti di dilatazione nelle rocce sono da considerarsi trascurabili quando ad esse sia data la possibilità di dilatarsi; tuttavia, quando la dilatazione è impedita, si creano all’interno della roccia tensioni che possono spingersi oltre il valore sopportabile di resistenza alla compressione o che, in altri casi, provocano la flessione e l’incurvamento dei manufatti. Nelle pavimentazioni (o nei pavimenti esposti) e nei rivestimenti esterni deve sempre essere previsto un sistema di giunti di dilatazione, la cui larghezza deve essere proporzionale alle dimensioni delle lastre. A titolo di esempio, una colonna monolitica di granito alta 5 m, con una variazione di temperatura pari a 50° C si allunga di 2 mm, mentre un pilastro di calcestruzzo, alle stesse condizioni, raddoppia

l’allungamento (4 mm). Il test viene determinato su due provini cilindrici del diametro di 3 cm e della lunghezza di 20 cm. collocati in un dilatometro in vetro di silice e sottoposti a sbalzi termici tra 0° C e 60° C. Le variazioni di lunghezza vengono rilevate mediante comparatore millesimale. Il risultato è espresso in 10-6 /°C, come valore medio dei due saggi. Talora si suole esprimere il risultato anche in mm/m/°C. 1.4.9 Usura per attrito radente
Consente di valutare il comportamento di un materiale collocato in zone soggette a sfregamento, calpestio e transito di persone, veicoli o cose. I materiali usati nelle pavimentazioni e nelle scale sono soggetti ad usura e a logoramento assai intensi, soprattutto nelle sedi stradali; si tratta di usura per attrito radente che, in un tempo più o meno lungo, determina dei cambiamenti nelle caratteristiche della superficie originaria del materiale. Tipiche le concavità formatesi al centro dei gradini di edifici molto antichi dovute ad un uso secolare. La prova viene determinata con un tribometro tipo Amsler su due provini di cm 7,1x7,1x2,5 premuti con un carico unitario di 0,03 MPa contro una pista rotante coperta di un abrasivo costituito da graniglia di carborundum di granulometria inferiore a 0,15 mm ed umettata con olio minerale fluido. Una pista rotante analoga effettua, in contemporaneità, la medesima prova su un materiale noto (granito di San Fedelino), cui si riferiscono ogni volta, i valori della roccia che si vuole esaminare. Il risultato viene espresso come coefficiente relativo di abrasione, cioè come rapporto tra le altezze degli strati abrasi nel materiale di riferimento (il granito di S. Fedelino) e nel materiale in prova. Le rocce che risultano più resistenti del granito di San Fedelino danno un risultato maggiore di 1, mentre quelle meno resistenti di esso danno un risultato minore di 1. È un test per il quale si stanno sperimentando nuove procedure e sul quale c’è scarsa omogeneità di dati tra i materiali attualmente in commercio. 1.4.10 Microdurezza Knoop
Il saggio Knoop è una prova di microdurezza ottenute mediante un penetratore di diamante. Poiché la prova interessa zone submillimetriche il valore della durezza con tale prova non può essere espressa tramite una sola prova ne tanto meno dalla media dei risultati di più prove; questo in quanto il materiale a tale scala risulta essere non omogeneo e la durezza di una roccia è una proprietà che risulta notevolmente variabile da punto a punto. Per sopperire a tale variabilità di comportamento del punto su cui si fa la prova, vengono eseguite più prove su lo stesso provino ed i valori ottenuti sono rappresentati graficamente attraverso una curva di frequenza cumulativa. Tecnicamente la prova è basata sulla determinazione della misura di una serie di 20 impronte o 40 secondo il tipo materiale costituente il provino (materiali uniformi = grana

fine; materiali disuniformi = grana più grossa), distanti 1 mm l’una dall’altra e prodotte da un penetratore di diamante premuto con un determinato carico sulla superficie, lucidata o levigata, di un campione del materiale da esaminare. I valori (in MPa) vengono riportati in ordine crescente e diagrammati: sugli assi cartesiani figurano i numeri d’ordine, ed i valori corrispondenti della microdurezza; si ottiene un grafico il cui andamento corrisponde a quello del diagramma cumulativo di frequenza dei valori di microdurezza della roccia. Per leggere il grafico in termini di abbondanza percentuale di componenti aventi durezza maggiore o minore di un valore prestabilito, o anche compresa tra due limiti, basta sostituire la graduazione da 0 a 20 sulle ascisse con una graduazione da 0 a 100.
1.5 Il ciclo produttivo delle pietre naturali Il ciclo di produzione dei materiali lapidei inizia con il processo estrattivo in cava con la realizzazione di blocchi commerciali soddisfacenti a determinati requisiti volumetrici, dimensionali ed estetici. La cubatura dei blocchi in genere è dell’ordine dei 2,5 m3 fino 9 m3 con dimensioni che variano dai 3 x 1,75 x 1,75 m ai 1,80 x 1,20 x 1,20. Il blocco può essere ricavato sia da grosse porzioni di roccia, chiamata bancata, avente la forma di un grosso parallelepipedo più o meno allungato ed un volume dell’ordine delle centinaia o migliaia di metri cubi, sia direttamente dal fronte di cava. L’una o l’altra scelta è dettata da fattori di praticità e di costi, ricordando che il costo unitario di taglio è funzione del materiale abbattuto.
1.5.1 Macchine per l’estrazione in cava
Il processo estrattivo in cava oggi viene effettuato con i seguenti macchinari: Tagliatrice a filo diamantato; Tagliatrice a catena; Flame-jet ( lancia termica o fiamma); Esplosivo.
Tagliatrice a filo diamantato. Il principio generale di funzionamento delle tagliatrici a filo diamantato è quello di incidere una roccia trascinando un dispositivo dinamico ad azione abrasiva. L’elemento tagliante di una tagliatrice è, coerentemente alla denominazione, un filo diamantato, che viene disposto secondo un circuito chiuso attorno alla sezione da tagliare ed irrorato con acqua per il raffreddamento durante il taglio. Il cuore del sistema è il filo diamantato costituito da due elementi distinti; il cavo e le boccole diamantate. Il cavo in acciaio inossidabile (con eventuali trattamenti superficiali) del diametro di 5 mm, ha il compito di assorbire le sollecitazioni statiche e dinamiche e di sostenere le perline diamantate. Le boccole diamantate o perline, elementi di forma

cilindrica cava, dal diametro esterno Ø=10 mm (talora Ø =11 mm) ed interno Ø=5 mm, sono inserite sul filo d’acciaio e distanziate tramite molle; il compito di tali elementi è quello di assorbire le forti variazioni di sollecitazioni a causa del cambiamento repentino delle condizioni di attrito tra perlina e pietra. Le perline sono di due tipi: elettrodepositate e sinterizzate. In figura 1.2 vengono schematizzati i principali modi di taglio con filo diamantato in cava mentre l’immagine di figura 1.3 mostra il taglio con filo diamantato di una bancata.
Fig 1.2 - Principali modi di esecuzione di taglio con filo diamantato in cava.
Fig. 1.3 - Taglio in una cava di marmo con filo diamantato con istallazione nella parte superiore della bancata.
Tagliatrice a catena. La tagliatrice a catena è una macchina a motore elettrico costituita da un braccio mobile sulla cui periferia scorre una catena. L’agente abrasivo è costituito

da utensili taglienti, disposti perimetralmente sulla catena, questi possono essere di widia, ovvero di diamante policristallino, con forma e disposizioni varie in funzione delle caratteristiche dei materiali da tagliare. Il taglio si consegue facendo penetrare e traslare nella roccia detto braccio secondo un piano prescelto; la catena, scorrendo, permette agli utensili di abradere ed asportare la roccia. L’intera macchina può scorrere su binari e, grazie alla mobilità del braccio, permette tagli in tutte le direzioni. Il sistema, normalmente, necessita della presenza di acqua per la refrigerazione e l’allontanamento dei detriti prodotti; è prevista tuttavia la possibilità di operare ‘‘ a. secco ‘‘ con l’utilizzo di uno scambiatore di calore ad aria. In figura 1.4 vengono illustrati le possibili posizioni di lavoro con una tagliatrice a catena.
Fig. 1.4 - Schema delle posizioni possibili di lavoro di una tagliatrice a catena.
b = braccio; c =catena disposta lungo il perimetro del braccio
1. taglio orizzontale ,braccio in basso; 2. taglio orizzontale, braccio in alto; 3. taglio verticale, alla stessa altezza della macchina; 4. taglio verticale, braccio in basso; 5. taglio obliquo rispetto all’orizzontale;

La figura 1.5 rappresenta l’esecuzione di taglio con una tagliatrice a catena.
Fig 1.5 - Tagliatrice a catena nell’esecuzione di un taglio orizzontale in una cava.
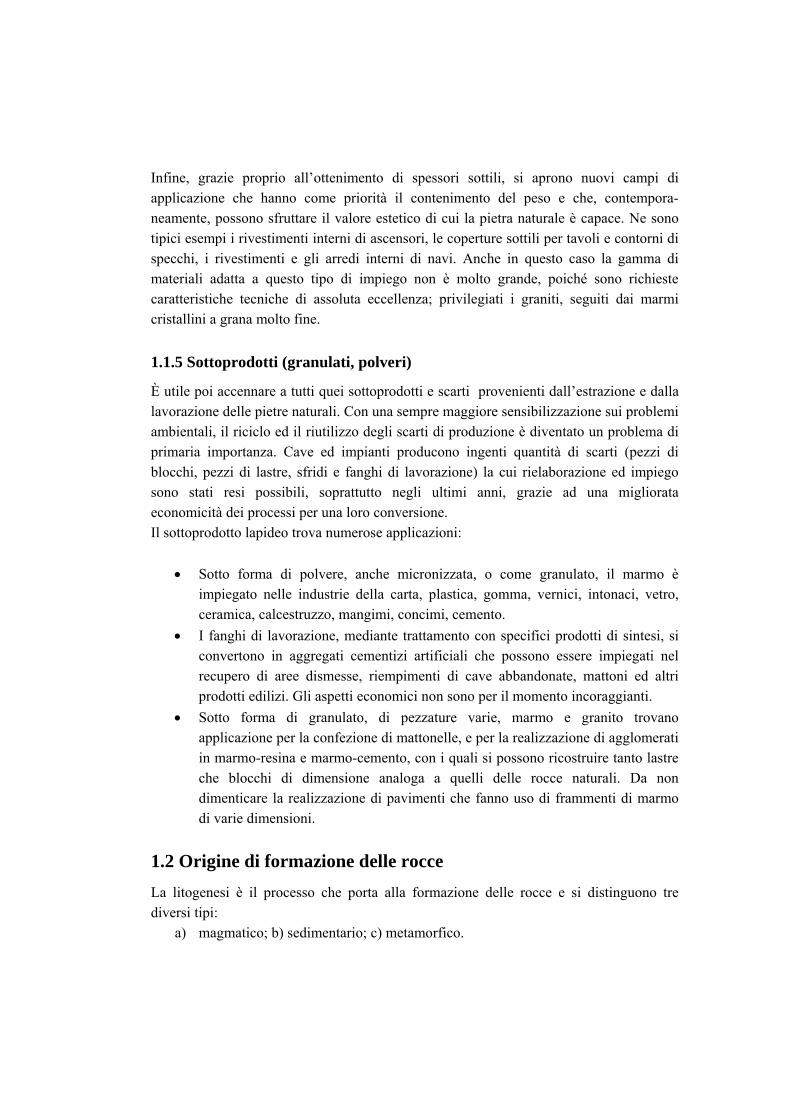
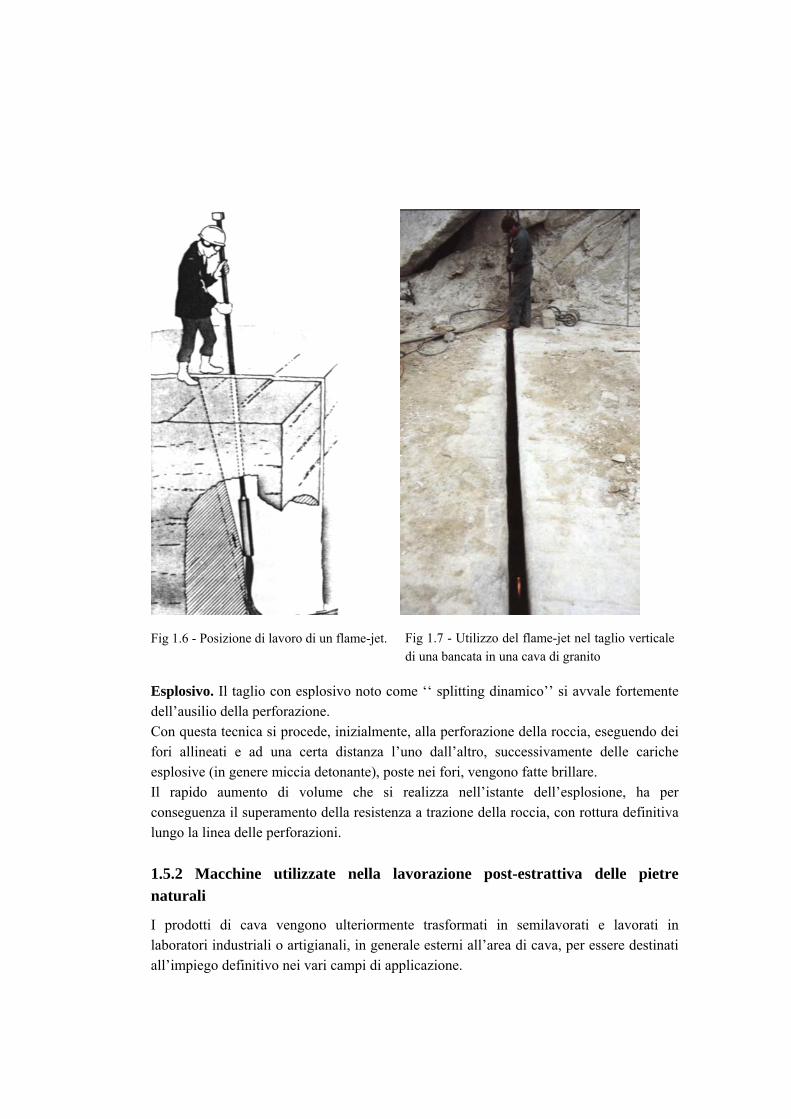
Flame-jet (lancia termica o fiamma). Il principio di funzionamento del taglio con flame-jet o lancia termica si basa sullo shock termico indotto sul materiale prodotto da una fiamma ad alta temperatura e proiettata a velocità supersonica su una prefissata linea di taglio. Il metodo sfrutta la differente dilatazione termica dei vari minerali costituenti la pietra naturale. Quando il getto del flame-jet incontra la pietra naturale si produce uno sgretolamento della compagine per uno spessore di circa 8÷10 cm, con suddivisione della roccia lungo il piano di taglio. Ciò determina, tra l’altro, profonde trasformazioni nella struttura della roccia stessa, la quale subisce una ‘‘ vetrificazione ‘‘ con perdita localizzata delle caratteristiche chimico-fisiche ed ornamentali. Il sistema comprende un cannello costituito da tubi concentrici per l’afflusso del combustibile e del comburente, da una pompa per iniettare il combustibile ad alta pressione e da un compressore per l’aria da immettere come comburente. Le condizioni che normalmente può raggiungere la fiamma di un flame-jet è una velocità di 1330 m/sec ed una temperatura massima superiore a 2000 °C in funzione del combustibile. Di seguito, figura 1.6, è riportato lo schema di funzionamento della lancia termica mentre in figura 1.7 l’immagine dell’impiego del flame-jet nel taglio di una bancata.
Esplosivo. Il taglio con esplosivo noto come ‘‘ splitting dinamico’’ si avvale fortemente dell’ausilio della perforazione. Con questa tecnica si procede, inizialmente, alla perforazione della roccia, eseguendo dei fori allineati e ad una certa distanza l’uno dall’altro, successivamente delle cariche esplosive (in genere miccia detonante), poste nei fori, vengono fatte brillare. Il rapido aumento di volume che si realizza nell’istante dell’esplosione, ha per conseguenza il superamento della resistenza a trazione della roccia, con rottura definitiva lungo la linea delle perforazioni. 1.5.2 Macchine utilizzate nella lavorazione post-estrattiva delle pietre naturali
I prodotti di cava vengono ulteriormente trasformati in semilavorati e lavorati in laboratori industriali o artigianali, in generale esterni all’area di cava, per essere destinati all’impiego definitivo nei vari campi di applicazione.
Fig 1.6 - Posizione di lavoro di un flame-jet. Fig 1.7 - Utilizzo del flame-jet nel taglio verticale di una bancata in una cava di granito

Il complesso delle operazioni da eseguire sui prodotti di cava per ottenere semilavorati e lavorati possono essere ricondotte a due tipi principali. Trattamenti sul volume, consistenti nella segagione di blocchi regolari ed informi e nella loro riduzione ad elementi di dimensioni minori; trattamenti sulla superficie, consistenti nella lavorazione delle superfici lapidee allo scopo di conferire loro un particolare aspetto estetico. Le principali tecnologie impiegate per la segagione dei blocchi sono costituite da macchine a telaio monolama e multilama, macchine a disco diamantato, tagliablocchi e segatrici a disco gigante. Impianto monolama. L’impianto monolama, mostrato in figura 1.8, consiste di una struttura metallica che fa da guida ad una lama che esegue un movimento rettilineo traslatorio sul blocco. La lama, dotata di concrezioni diamantate sulla sua parte inferiore, incide il blocco sotto costante irrorazione di acqua e procede verso il basso ad una velocità di avanzamento (fino a 100 cm/ora). Equipaggiato con più lame, sempre comunque in numero limitato, questo impianto può essere utilizzato, oltre per la riquadratura, anche per ottenere lastre di grande spessore. Il monolama rappresenta una macchina un po’ datata, che trova applicazione solamente per la segagione dei marmi, travertini e rocce assimilate non essendo possibile la segagione del granito con lame diamantate. Il suo impiego si sta progressivamente riducendo in favore dell’impianto stazionario a filo diamantato. L’impianto stazionario a filo diamantato. L’impianto stazionario a filo diamantato svolge le stesse funzioni del monolama ma consente anche il taglio dei graniti. Trattasi di una struttura aperta (figura 1.9) sotto alla quale il blocco può essere posizionato nel modo più opportuno mentre il filo diamantato che opera su circuito chiuso, viene fatto scorrere e penetrare nel blocco. Anche in questo caso l’operazione viene condotta in presenza di acqua.

Fig 1.8 - Riquadratura di un blocco con impianto monolama.
Fig 1.9 - Riquadratura di un blocco con stazionario a filo diamantato.

Telaio multilama. Il telaio multilama, (Figura 1.10), rappresenta la tecnologia più tradizionale e di maggior diffusione. All’interno di una grossa armatura, appunto il telaio, un insieme di lame, aventi caratteristiche diverse a seconda del materiale in lavorazione (marmo granito ) ed opportunamente distanziate e tensionate, penetra e scorre nel blocco per tutta la sua altezza con un movimento rettilineo alternato e con una velocità di discesa progrommata. La differenza tra un telaio multilama per granito ed uno per marmo, oltre nella caratteristica delle lame utilizzate, risiede anche nella cinematica di movimentazione di queste. Il telaio multilama adatto al taglio dei blocchi di granito, fa impiego di lame in acciaio e presenta una cinematica pendolare durante l’azione di taglio. La segagione si realizza come conseguenza dell’azione combinata delle lame e di un apporto fluido-viscoso, al quale si da il nome di torbida abrasiva, costituito da acqua, calce e graniglia di ghisa (o acciaio), che vengono immesse con continuità dall’alto tra le lame ed il blocco per mezzo di un impianto di pompaggio. La torbida viene costantemente mantenuta efficace con sostituzioni periodiche. Il moto pendolare fa sì che, nella loro azione di taglio, le lame operino sul blocco non solo una azione di strisciamento ma anche un violento urto, il cui contributo al taglio è sicuramente rilevante. Con una simile cinematica non si rende possibile l’adozione del diamante sulle lame poiché queste non reggerebbero l’urto ed il granito viene così ancora segato utilizzando lame in acciaio.
Fig. 1.10 - Schema di un telaio multilama.
Nel caso di telai multi lama per il taglio dei marmi le lame hanno, sul loro bordo inferiore, dei segmenti diamantati i quali, durante la corsa delle lame stesse, abradono il

blocco asportando la roccia. Durante la loro azione le lame vengono irrorate con abbondante acqua allo scopo di refrigerare l’utensile e di asportare i detriti del taglio. Taglia blocchi. La taglia blocchi nata con lo scopo di rendere proficuo anche il taglio di blocchi difettosi, irregolari e sottomisura, costituisce oggi la macchina di testa delle linee per la produzione seriale di marmette e rappresenta una soluzione tecnologica alla segagione a mezzo telaio. Con la taglia blocchi, se i materiali lo consentono, sono agevolmente eseguibili tagli di spessore uguale od inferiore al centimetro. Il taglio dei blocchi viene ottenuto grazie all’azione di dischi diamantati verticali (talora un solo disco) in unione ad un disco orizzontale di diametro inferiore. I dischi verticali affondano nel blocco per una certa profondità e, percorrendone tutta la lunghezza, lo suddividono in tante strisce cui viene dato il nome di filagne. Un disco orizzontale provvede successivamente a tagliare alla base la serie di filagne create dai dischi verticali. Anche con l’impiego di questa tecnologia si rendono evidenti le profonde differenze che ci sono tra il marmo ed il granito e, specificamente, il fatto che, mentre un marmo può essere sezionato con una passata unica dei dischi, questo non è possibile per il granito. Le tagliablocchi, configurate per granito, montano oggi fino a cento dischi, compensando così, con un maggior numero di tagli, il maggior tempo richiesto per taglio dovuto alla durezza del materiale; quelle configurate per marmo, traendo vantaggio dalla maggior morbidezza di quest’ultimo, montano un numero più limitato di dischi (volendo, uno solamente). Segatrici a disco gigante. Una terza macchina, di diffusione più limitata, che trova impiego per la segagione dei blocchi è la segatrice a disco gigante. Essa consiste in un robusto telaio sul quale è fissato un trave longitudinale sostenente un disco diamantato di diametro molto grande (fino a 4.000 mm). La segatrice a disco gigante, contrariamente al telaio, che è una macchina per tagli multipli simultanei, è una macchina per tagli singoli di lastre di altezza pari a quella del blocco stesso. In figura 1.11 è mostrato il taglio di una segatrice a dico gigante.

Fig. 1.11 - Segatrice a dico gigante Centri di lavoro CNC. Sulle esperienze, peraltro poche, dei dischi diamantati si stanno sviluppando una vasta gamma di utensili a base di super abrasivi dotati di caratteristiche come efficacia e versatilità adottate nei centri di lavoro a controllo numerico nella lavorazione delle pietre naturali. Uno di questi sono le frese diamantate sinterizzate costituite da una grana abrasiva di diamante disperse in una matrice metallica dura. Il loro utilizzo molto più versatile dei dischi permette di effettuare oltre operazioni di taglio anche lavorazioni tipo sagomare, profilare, levigare, lucidare, ribassare, forare, scrivere con un tempo di realizzazione molto inferiore rispetto alle tecnologie tradizionali. Il loro impiego relativamente recente non permette di sfruttare a fondo le potenzialità delle macchine a controllo numerico data la scarsa conoscenza sul comportamento di tali utensili. In figura 1.12 viene mostrato un centro di lavoro che esegue un foro di alloggio per un lavabo da cucina con una fresa diamantata sinterizzata.

Fig. - 1.12 - Realizzazione di un piano di cucina con una contornatrice automatica
1.5.3 Tecnologie innovative
Rientrano in questa categoria tutte quelle macchine per la lavorazione dei materiali lapidei che utilizzano recenti o innovative tecnologie di taglio. Analogamente ad altri settori industriali, lo sviluppo dell’elettronica e dell’informatica, ha portato nel settore della pietra naturale possibilità di applicazioni e lavorazioni impensabili fino a pochi anni or sono. L’utilizzo di macchine a controllo numerico nel settore della pietra naturale consente di realizzare lavorazioni complesse ed di gestire in automatico tutte quelle operazioni necessarie al buon conseguimento della lavorazione. Ciò senza dubbio si ripercuote non solo sulla qualità delle lavorazioni, ma anche dal punto di vista economico di produzione con tempi di realizzazione ridotti. Strettamente collegate allo sviluppo di queste macchine nel settore lapideo ci sono le tecnologie di taglio utilizzate da tali macchine. A volte sono proprio queste a rendere una macchina vincente rispetto ad un’altra pur avendo grado di automazione simile. Tra le varie tecnologie innovative si riporta:

Water-jet. La tecnologia water-jet consente di forare e tagliare la roccia attraverso un getto d’acqua ad altissima pressione (acqua + sabbia fino a 400 MPa, ed oltre). Il sistema è costituito da un centro di lavoro composto sostanzialmente da una pompa di alimentazione più un gruppo filtraggio acqua, un gruppo pompa ad alta pressione, un’unità robotizzata con la testa di taglio, sotto alla quale vengono collocati i pezzi in lavorazione, e un quadro comandi. L’acqua viene compressa tramite la pompa ad alta pressione ed inviata, all’interno della testa di taglio, ad un ugello di zaffiro, con foro calibrato, che serve ad aumentare la velocità dell’acqua fino a valori ipersonici; prima di essere espulsa attraverso l’ugello di taglio, l’acqua viene miscelata con una quantità prestabilita di polvere abrasiva. Il sistema a getto d’acqua con abrasivo viene utilizzato nel settore delle pietre naturali per il taglio lineare e curvilineo. Tale sistema è particolarmente indicato nel taglio in sagoma per la realizzazione di intarsi per pavimenti o oggettistica, in figura 1.13 e 1.14 sono riportati due esempi di lavorazioni eseguite con getto d’acqua.
Fig. - 1.13 – testa di taglio di un impianto AWJ Laser. La tecnologia laser rappresenta una tecnologia del tutto innovativa in campo lapideo che consente tanto il taglio quanto il trattamento superficiale dei materiali; attualmente essa è ad un avanzato stadio di sperimentazione e sono già disponibili risultati di una certa rilevanza, in massima parte relativi a marmi. Per quanto concerne il taglio, il metodo sfrutta la capacità di un raggio laser, a sufficiente energia, di portare a
fusione il materiale con cui entra in contatto. Un fascio laser della potenza minima di circa 500 W (500÷2.500 W) ed una densità di energia dell’ordine di 105 W/mm2 è capace di fondere un materiale lapideo nel punto di contatto; una iniezione di un getto di gas coassiale al fascio opera la rimozione del materiale fuso, permettendo così la separazione delle due parti; il materiale, a sua volta, viene progressivamente spostato per consentire l’avanzamento del taglio.
Fig. - 1.14 – Pavimento realizzato mediante la tecnologia AWJ
1.6 Trattamenti superficiali delle pietre naturali Si intende per trattamento superficiale l’insieme delle lavorazioni cui viene sottoposta la superficie di una pietra naturale al fine di conferire alla stessa un determinato aspetto. La finitura superficiale è una lavorazione fondamentale per lo sfruttamento delle possibilità espressive di un prodotto lapideo: il colore, la tessitura, la scabrezza, la rugosità, il disegno e tutti i possibili attributi estetici naturali di una roccia possono essere valorizzati, modificati o minimizzati, mediante opportuni trattamenti. Non di rado alcuni di essi portano, come conseguenza della loro applicazione, ad un miglioramento di alcune proprietà tecniche del materiale, come ad esempio la resistenza agli agenti atmosferici o l’assorbimento. Tuttavia la scelta della finitura di una superficie risulta sempre dalla somma di una serie di fattori, tra i quali assumono però importanza preponderante il risultato cromatico finale e, ovviamente, il costo.

Storicamente, i trattamenti preferiti sono stati quelli ad urto, come la bocciardatura e la spuntatura, eseguite mediante punte e scalpelli di vario tipo, e quelli per rasamento, come la lucidatura, ottenuta grazie all’impiego di prodotti abrasivi e, a suo tempo, all’insostituibile olio di gomito. Oggi la gamma dei trattamenti possibili sulla pietra naturale si è grandemente ampliata. All’interno dell’elenco che segue compaiono denominazioni che non indicano propriamente un “trattamento” ma un “tipo” di superficie. Ne sono esempi “superficie a piano di cava” o “superficie a spacco”, che indicano uno stato naturale della pietra che, in molti casi, può essere lo stato definitivo di finitura con cui il manufatto viene commercializzato e posto in opera. Tuttavia è opportuno ricondurre ai trattamenti di superficie anche i casi di superfici “naturali” alle quali, di fatto non è stata apportata modifica alcuna. Andiamo ad analizzare sinteticamente i principali tipi di lavorazione cui più frequentemente si ricorre per il trattamento superficiale dei marmi, graniti e pietre (UNI 8458): 1.6.1 Trattamenti ottenibili mediante disgiunzione naturale ed
artificiale della roccia
Le seguenti superfici vengono ottenute mediante disgiunzione della roccia, operazione che può essere naturale o artificiale: • Superficie a piano di cava • Superficie a “spacco” • Superficie a piano-sega da telaio • Superficie a taglio-sega da tagliablocchi • Superficie a taglio-sega da filo diamantato • Superficie da lavorazioni ad urto(meccaniche) • Superficie per trattamento termico • Superficie da lavorazioni a rasamento • Superficie trattata con prodotti chimici • Superficie “anticata” • Superficie ottenuta con tecnologie innovative(waterjet e laser) Superficie a piano di cava, superficie “a spacco” Queste due prime tipologie di aspetto vengono analizzate congiuntamente per le analogie che mostrano; il limite tra le due è infatti così sfumato, eppur esistente, che una loro descrizione separata risulterebbe molto più laboriosa. Si intende la superficie grezza naturale presentata da un materiale, la quale viene mantenuta del tutto immutata nella posa in opera del materiale stesso. La dizione

“superficie naturale” di un materiale può non essere univoca: “naturale” va riferito all’aspetto che ogni materiale intrinsecamente ha, senza che si operino sulla sua superficie tagli, rasature o altre trasformazioni meccaniche o termiche. Costituisce eccezione l’operazione di spacco, la quale, pur inducendo una rottura meccanica del materiale, continua a mostrarne l’aspetto naturale. Quando un materiale viene spaccato, per sua intrinseca facilità alla fenditura, o per spacco meccanico forzato secondo certe direzioni, esso si rompe, mostrando quindi alla vista una superficie naturale, ancorché latente, poiché non espressa se non attraverso la rottura che l’ha resa visibile. In natura esistono diversi livelli di spaccabilità e di suddivisibilità dei materiali; possono esistere materiali che, in cava, si presentano già lastrificati (es. La Pietra di Barge, il Porfido atesino), materiali sufficientemente compatti da poter produrre blocchi per segagione a telaio, ma al tempo stesso sfaldabili fino ad uno spessore millimetrico, per semplice percussione (es. l’Ardesia ligure, la Pietra del Cardoso) e materiali di notevole compattezza che forniscono sia blocchi segabili a telaio, sia, per percussione, lastre di vario spessore (es. la Pietra di Lucerna, le Beole). Sotto la dizione superficie a piano di cava si vogliono far ricadere, convenzionalmente, tutti quei materiali che si presentano già naturalmente lastrificati in cava e la cui produzione in blocchi è resa pressoché impossibile da questa caratteristica. Le superfici naturali delle lastre con cui questi materiali si presentano sono a piano di cava, corrispondono, cioè, a ciò che si può ottenere direttamente dal giacimento, e restano immutate fino alla posa in opera. Sotto la dizione superficie a spacco ricadono invece quei materiali la cui superficie naturale è stata indotta da uno spacco, più o meno facile da produrre, e con attrezzi di vario tipo. Una naturale lastrificazione si deve a molte cause: tra esse, la stratificazione, l’orientazione preferenziale degli elementi costituenti, l’esistenza di una disgiunzione meccanica all’interno della compagine rocciosa; in questi casi, il prodotto di cava è il lastrame, di estensione più o meno grande, ma di spessore sempre limitato tra qualche centimetro ed alcuni decimetri. Le superfici che si possono ottenere non sono mai uguali, sono ora in maggiore o minore rilievo, ora scabre, ora ossidate, ora incredibilmente planari. I piano-cava più frequenti si registrano in ciò che il settore chiama comunemente pietre. Nelle applicazioni, le superfici a piano-cava generano rilievi più o meno marcati che vengono sapientemente combinati in varie situazioni di impiego; nei materiali granitoidi e nelle quarziti, esse offrono generalmente una buona rugosità ed una certa scabrezza, una notevole resistenza all’usura, e, complessivamente, ottime proprietà meccaniche. Queste caratteristiche rendono questi materiali privilegiati per le pavimentazioni esterne. Passando alle superfici a spacco, conviene operare una distinzione tra spacco manuale e spacco da macchina; l’adozione dell’uno o dell’altro è generalmente da mettere in relazione alle caratteristiche del materiale; l’effetto finale può anche essere lo stesso, e la
scelta, oltre che da evidenti motivi economici, può essere dettata dall’entità delle produzioni richieste, o dall’uniformità dei risultati, peraltro relativamente prevedibili su certi materiali. In alcuni materiali, lo spacco è manuale, a mezzo scalpelli; le superfici a cui si perviene sono contraddistinte da un rilievo grossolano, con evidenti differenze di spessore tra un punto ed un altro del manufatto. Superficie a piano-sega da telaio È quella superficie artificiale che si ottiene per mezzo di telai multilame. In funzione dell’abrasivo impiegato (graniglie, diamante), l’aspetto a fine lavorazione può essere più o meno regolare: si avranno superfici con sensibili irregolarità se trattasi di graniti, per i quali si fa uso di graniglie metalliche, superfici quasi levigate se trattasi di marmi, travertini e materiali assimilabili, con i quali si fa uso di lame diamantate. Va sottolineato che, nel caso dei graniti, proprio a causa della tecnica usata, si possono registrare inconvenienti dovuti a cattiva lavorazione (difetti di planarità, rigature, scalini, solchi, ecc.) cui dover sopperire con i successivi trattamenti per rasamento (calibratura, levigatura). Questo tipo di superficie può essere impiegato tale e quale nell’applicazione finale: Nel caso del granito le imperfezioni create con la lavorazione sono tali da mascherare quasi completamente l’aspetto della roccia e renderlo inadeguato anche quando gli attributi estetici non sarebbero di primaria importanza. Nel caso di marmi e travertini l’aspetto semi-levigato assunto dal materiale lo rende idoneo all’applicazione finale, soprattutto in tutte quelle situazioni di impiego che non richiedono strette tolleranze geometriche e dimensionali. Superficie a piano-sega da tagliablocchi È quella superficie artificiale ottenuta con l’azione dei dischi diamantati delle tagliablocchi, e pertanto semi-levigata. Gli inconvenienti dovuti ad irregolarità, rigature, ecc, sono qui ridotti al minimo. Questo tipo di superficie, soprattutto per i marmi e i travertini, può essere molto dissimile da quella ottenuta con altri metodi di segagione come ad esempio quelli a monogama, o la cinghia diamantata in installazione fissa; si registrano cioè scarsa rugosità, buona planarità ed un aspetto finale del materiale abbastanza regolare. Grande è la differenza per i graniti cui il telaio, come abbiamo visto, lascia molte irregolarità e nei quali una superficie priva da imperfezioni, solchi e rigature è altrimenti ottenibile solo con l’azione del disco e del filo diamantato. Va da sé che la provenienza da tagliablocchi implica un limite alla dimensione degli elementi ottenibili, i quali, per quanto detto sopra, possono essere impiegati in tutte quelle situazioni dove è tollerato un certo scostamento da spessori e dimensioni estremamente precise, come nelle zoccolature, in alcune pavimentazioni esterne, in elementi architettonici di rivestimento, ecc.

Superficie a piano-sega da filo diamantato È la superficie artificiale creata dalla segagione operata a mezzo macchine a filo diamantato. Si tratta di una superficie a scarsissime irregolarità, semi-levigata che costituisce una ottima base di partenza per le successive eventuali trasformazioni del materiale; impensabile fino a pochi anni fa, con il granito, essa ripropone, per i materiali più teneri, la buona finitura tipica dei monolama o dei telai diamantati, con, in più, l’opportunità di poter ottenere non solo superfici planari, ma anche una infinita quantità di superfici concave e convesse, nonché a generatrice cilindrica, conica, elicoidale. Anche il piano sega da filo diamantato può essere applicato, tale e quale, in tutti quei frangenti che non prevedono il rispetto di rigorose tolleranze, ovvero nelle molteplici situazioni di elementi edilizi di copertura senza particolari pretese estetiche.
1.6.2 Superfici ottenibili mediante lavorazioni meccaniche per urto
La superficie da lavorazioni ad urto è la superficie artificiale ottenuta mediante lavorazioni eseguite con utensili a percussione. Queste lavorazioni sono di vario tipo e numerosi sono gli utensili che vengono impiegati per il loro ottenimento, come scalpelli, bocciarde, martelline, penne, raschini, gradine, ecc. altrettanto numerosi sono i nomi cui si può far riferimento per definire il processo: spuntatura, rigatura, bocciardatura, martellinatura, puntinatura, graffiatura, rullatura, scalpellatura, gradinatura, molti dei quali derivati dal nome dell’utensile impiegato e strettamente legati a quello che era il processo di finitura dei manufatti nell’antichità. Esamineremo i trattamenti ad urto la cui applicazione è di gran lunga più frequente degli altri: • Bocciardatura/spuntatura • Rigatura/gradinatura • Sabbiatura Bocciardatura È una delle più antiche forme di trattamento rustico della superficie dei materiali, adottata soprattutto nei materiali collocati in esterno, come sculture, scale, elementi per pavimentazione; conferisce alla superficie un particolare aspetto scolpito, scabra ed in rilievo, ed agisce, prima che sul colore di un materiale, sulla sua tessitura. Adattabile ad ogni tipo di roccia, anche se storicamente presente quasi solo nei marmi, la bocciardatura trova impiego sia per la caratterizzazione della superficie in sé, sia per ridurre la scivolosità di zone soggette a calpestio, sia per disporre comunque di un aspetto superficiale da affiancare ad altri tipi di lavorazione per ottenere determinati aspetti estetici (Fig.1.15). Si ricorre alla bocciardatura anche per minimizzare difformità e variazioni cromatiche che penalizzerebbero un materiale se impiegato lucido.

a) b)
Fig.1.15 - a) Superficie in marmo bocciardato; b) Superficie in granito bocciardato L’effetto bocciardato si ottiene con la bocciarda, un martello a fitte punte piramidali. Alla bocciardatura di un tempo, effettuata con percussione manuale, è subentrata la bocciardatura a macchina, la quale può ancora essere suddivisa in manuale e automatica. Nel primo caso si opera sulla superficie dei lapidei a mezzo utensili pneumatici, di dimensione variabile, coprendo, per spostamento manuale, tutta la superficie del manufatto da trattare. Questa soluzione è la preferita quando si devono trattare superfici non grandi, quando i valori di produttività non sono elevati e, in generale ogniqualvolta i materiali da trattare hanno una geometria complessa. Il trattamento automatico si avvale invece di macchine con struttura simile alle frese a ponte, dotate di uno o più martelli che, scorrendo appunto lungo un ponte, colpiscono la superficie di lastre collocate in posizione sottostante; la scelta degli utensili è amplissima, in funzione del risultato che si vuole ottenere; alcuni modelli operano una rotopercussione, combinando la percussione con un movimento di rotazione delle teste. La bocciardatura, sia manuale che automatica, presenta un problema di lavorabilità degli spigoli, dovuto proprio al fatto che essa è una lavorazione meccanica per urto che sottopone la parte in lavorazione a delle forti sollecitazioni che ne provocano la rottura in corrispondenza degli spigoli. I manufatti bocciardati presentano infatti un piccolo “bordo”, delle dimensioni di circa 1 cm, generalmente lucidato, come mostrato in figura 1.16.

Fig.1.16 - Cordolo bocciardato
La spuntatura è il più antico dei trattamenti superficiali della pietra e veniva realizzato con punta e mazzuolo da abili operatori manuali. Si tratta di una percussione della pietra mediante scalpelli di varie dimensioni che determinano sulla superficie un’alternanza di zone depresse e zone in rilievo; il risultato finale dipende sostanzialmente dal grado di spuntatura richiesto, da scegliersi tra spuntato “fine”, spuntato “medio” e spuntato “grosso” ove l’effetto dei rilievi va gradualmente crescendo. In materia di bocciardatura e spuntatura è opportuno soffermarsi su un aspetto tecnico, da più parti sottovalutato: le caratteristiche di struttura, tessitura e porosità dei diversi materiali, li mettono in condizione di sopportare più o meno bene i trattamenti per urto che, notoriamente, costituiscono uno stress di una certa rilevanza. Normalmente, in caso di impiego di materiale bocciardato, è richiesto agli elementi un aumento di spessore onde poter sopperire alle sollecitazioni dei colpi inferti dalla lavorazione alla superficie. Tuttavia, detto aumento, spesso, può non apportare alcun vantaggio poiché ciò che viene sottovalutato è l’indebolimento a scala sub-millimetrica della struttura intima della roccia, la quale reagisce alla lavorazione con apertura di porosità secondarie, altrimenti non presenti, e creazione di una accessibilità delle porosità già esistenti, altrimenti non accessibili. Questo meccanismo è deleterio, e, sicuramente, responsabile della diminuita resistenza meccanica e fisica in molti materiali che gli usuali test in laboratorio non evidenziano. Nell’ambito della bocciardatura e della spuntatura è doveroso accennare alla martellinatura, una delle operazioni di sbozzatura e finitura che, storicamente, veniva applicata ai blocchi appena estratti in cava. Su detti blocchi infatti, appena operata la lavorazione “alla punta grossa” e “alla punta fina”, seguiva il trattamento con la martellina, a denti grossi e a denti fini. Ciò permetteva di ottenere l’anathyrosis (conosciuta dagli scalpellini come “cordellina”), per il combaciamento dei massi tra di loro ed avere quindi un buon grado di finitura finale, nella posa in opera.

I materiali più idonei a ricevere la spuntatura e la bocciardatura sono i materiali a grana fine , medio fine, anche se sono molte le eccezioni. Un altro trattamento, la fiammatura, non possibile sulle rocce calcare, attraverso il quale, si può pervenire ad effetti finali, per certi versi, analoghi. Rigatura È una forma di finitura superficiale che si presta per manufatti grezzi, levigati, lucidi o anche precedentemente bocciardati. Storicamente realizzata a mano con mazzuolo e scalpello consiste nell’incisione di rigature più o meno larghe (8-15mm), più o meno profonde(2-5mm) e distanziate con interasse 8-15 mm (Fig.1.17).
a) b)
Fig.1.17 - a) Superficie con rigatura orizzontale; b) Superficie rigata a 45° Può essere ottenuta , con aspetto di maggiore o minore irregolarità, mediante l’impiego di dischi diamantati o tramite una ampia gamma di utensili a profilo variabile ( martelli rigatori singoli o multipli). La lavorazione viene eseguita sia a umido sia a secco, facendo impiego di speciali dischi a concrezioni sintetizzate. Gli effetti finali sono piuttosto diversificati poiché la risposta alla luce, soprattutto quella molto radente, e l’efficacia in certe applicazioni (pavimentazioni esterne), dipende molto dalla lavorazione specifica. Nella rigatura la maggior parte di quello che è l’aspetto finale dipende fortemente dalla profondità dei solchi, dalla “nettezza”, se cosi si può definire, con cui questi solchi sono eseguiti e dalla uniformità di aspetto presentata dal materiale. Molti graniti, pur nella loro grande uniformità, sono relativamente valorizzati dalla rigatura, la quale crea una interruzione visiva su una trama costituita da un intreccio di cristalli, talora di dimensioni anche centimetriche. Anche i contorni tra i singoli cristalli, siano essi lineari o lobati, costituiscono un ulteriore motivo che limita l’immediatezza e la precisa identificazione di un tipo di lavorazione qual è la rigatura.

Non cosi invece per tutti quei materiali ove l’uniformità è data contemporaneamente dalla costanza di colore, dalla finezza della grana, e dalla impercettibilità delle linee di contatto tra i costituenti. La gradinatura è una variante di rigatura il cui risultato estetico è una superficie striata in modo più fitto e più irregolare rispetto alla rigatura. Storicamente la “gradina” è un utensile da taglio, formato da una barra di 15-25 cm, a sezione rotonda od ottagonale con l’estremità di taglio cosparsa di denti di varie dimensioni. Il numero di denti con i quali viene incisa la superficie lapidea ad un certo angolo, varia, generalmente da due a quattordici. Oggi la gradinatura viene condotta con un utensile a forma di rullo. Nell’ambito dei trattamenti ad urto ora esaminati, è possibile, se pur sempre meno frequentemente, rinvenire anche una terminologia che suddivide le lavorazioni in grandi gruppi, denominati “ a pelle rustica “, “a pelle mezzana” e “a pelle fine” in rapporto al grado di finitura progressivamente meno grossolana ottenuto sulla superficie trattata. Sabbiatura Consiste nel proiettare ad alta pressione e velocità una miscela abrasiva composta da aria e sabbia, o corindone, o carborundum, o altro materiale duro. La superficie sabbiata assume un aspetto ruvido ma non tagliente, molto spesso morbida e priva di grosse asperità (Fig.1.18). La sabbiatura è un trattamento piuttosto aggressivo, dato l’elevato potere di asportazione degli abrasivi impiegati; è, da tempo, molto diffuso per la pulitura ed il ripristino cromatico delle superfici lapidee annerite e degradate dagli agenti atmosferici. Mentre questo sistema, impiegato come restauro conservativo, ha riscosso, più di una volta, qualche critica, per l’eccessiva pulitura che è in grado di operare, attenuando, talvolta, le originarie intensità cromatiche (es. il Duomo di Firenze), come trattamento di finitura è invece molto apprezzato, essendo in grado di conferire un aspetto molto piacevole a numerosi materiali. Analogamente agli altri trattamenti, la sabbiatura può essere su scala ridotta o estesa. Laddove è richiesta una elevata produttività, si fa uso di macchine la cui struttura è analoga a quella delle bocciardatrici, ovvero di macchine concepite e realizzate con la doppia funzione di bocciardatura e sabbiatura. La sabbiatura ha frequenti impieghi, oltre che per il trattamento di estese superfici a vista, nella esecuzione di scritte e disegni, particolarmente diffusi nell’arte funeraria e in tutti quei manufatti dove sono presenti delle scritte. Per qualunque altra applicazione, costituisce uno dei molteplici trattamenti cui si ricorre per conferire alla pietra, aspetti, colori e tonalità uniche.
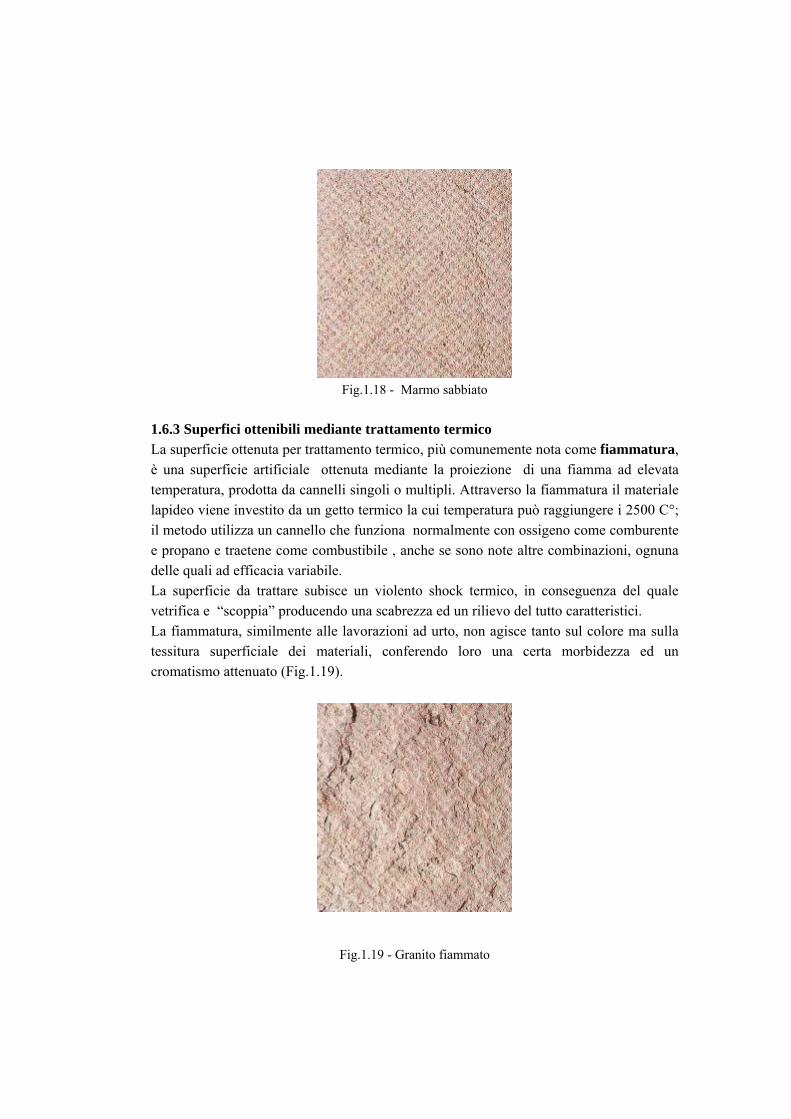
Fig.1.18 - Marmo sabbiato
1.6.3 Superfici ottenibili mediante trattamento termico La superficie ottenuta per trattamento termico, più comunemente nota come fiammatura, è una superficie artificiale ottenuta mediante la proiezione di una fiamma ad elevata temperatura, prodotta da cannelli singoli o multipli. Attraverso la fiammatura il materiale lapideo viene investito da un getto termico la cui temperatura può raggiungere i 2500 C°; il metodo utilizza un cannello che funziona normalmente con ossigeno come comburente e propano e traetene come combustibile , anche se sono note altre combinazioni, ognuna delle quali ad efficacia variabile. La superficie da trattare subisce un violento shock termico, in conseguenza del quale vetrifica e “scoppia” producendo una scabrezza ed un rilievo del tutto caratteristici. La fiammatura, similmente alle lavorazioni ad urto, non agisce tanto sul colore ma sulla tessitura superficiale dei materiali, conferendo loro una certa morbidezza ed un cromatismo attenuato (Fig.1.19).
Fig.1.19 - Granito fiammato

La fiammatura è applicata, con la massima resa, solamente ai graniti, mentre scarsi, se non nulli, sono i risultati che si ottengono con le altre categorie dei lapidei. Il motivo per cui la fiammatura risulta molto più efficace con le rocce granitoidi è da ricercare nella composizione polimineralica di queste rocce. Notoriamente, qualsiasi roccia sottoposta a calore, subisce una dilatazione termica, dal momento che i suoi costituenti sono caratterizzati da un proprio coefficiente di dilatazione termica. I graniti sono aggregati polimineralici, e sono pertanto contraddistinti da un insieme di diversi coefficienti di dilatazione, l’apporto di ognuno di questi contribuisce all’effetto finale. Cristalli di specie diversa reagiscono, secondo meccanismi che non sono ancora ben chiari, in modo complesso, in relazione, primariamente, a detto coefficiente di dilatazione, ma anche in relazione alla struttura di ogni materiale. Questo determina, ogni volta, azioni diverse, a tutt’oggi difficilmente prevedibili. La dilatazione indotta dalla fiamma è quindi una dilatazione differenziale, e provoca disgiunzioni, sollevamenti e distacchi di cristalli in punti diversi della superficie trattata. Materiali come i marmi, invece, caratterizzati da una schiacciante preponderanza di un unico minerale, il Carbonato di Calcio, non sono contraddistinti da coefficienti di dilatazione termica diversi da punto a punto e non arrivano a consentire alla fiammatura un soddisfacente modo di espletarsi. È pur vero che molti tra i marmi, tra le brecce e tra le pietre verdi contengono svariati minerali, ognuno con diversi coefficienti di dilatazione, ma non si arriva mai ad ottenere un effetto cosi penetrativo, ed esteticamente soddisfacente, come nel caso del granito. Le macchine utilizzate per il processo di fiammatura hanno un principio di funzionamento del tutto analogo a quello delle bocciardatrici, tanto è vero che, spesso, uno stesso impianto è predisposto per ambedue i tipi di trattamenti, per sostituzione della testa operante, o semplicemente affiancamento di entrambe. Frequenti impieghi della fiammatura si hanno nei rivestimenti esterni ove è richiesta grande resistenza agli agenti atmosferici ed in tutti quei casi in cui si vuole preferire il tipico aspetto che questo trattamento produce, magari valorizzando materiali con difetti che una lucidatura metterebbe in eccessiva evidenza. Comune anche l’impiego ove è previsto un elevato livello di calpestio, mentre molto accattivanti possono talora essere le realizzazioni ove uno stesso materiale viene applicato in alternanza di elementi lucidati e fiammati.
1.6.4 Superfici ottenibili mediante trattamenti meccanici con azione da rasamento La superficie ottenuta con azioni da rasamento è una superficie artificiale ottenuta rasando un materiale con utensili abrasivi come mole, piatti, rulli, ecc. normalmente si fa riferimento a tre principali operazioni, la calibratura, la levigatura e la lucidatura vera e propria. Questa successione di operazioni evidenzia aspetti differenti a seconda che sia applicata su semilavorati di tipo standardizzato (marmette) o su lastre di grandi dimensioni. Molti

sono infatti i parametri diversi nei due casi, ai quali è necessario adeguarsi per una buona riuscita del processo. Calibratura Lo scopo della calibratura è il contenimento della planarità e dello spessore del manufatto entro valori di tolleranza ammessi; si tratta di spianare una superficie lapidea asportando le eccedenze di materiale e minimizzando tutte quelle irregolarità prodottesi in fase di segagione. La costanza dello spessore e la regolarità della superficie sono fattori fondamentali per il rispetto delle tolleranze dimensionali del manufatto, per una corretta posa in opera e per la perfetta riuscita delle successive fasi di levigatura e lucidatura. Levigatura e Lucidatura La levigatura e la lucidatura sono le operazioni attraverso le quali si porta una superficie agli stati, rispettivamente, liscio e lucido. Il processo di lucidatura si esplica con modalità differenti a seconda che si tratti di marmo o granito. Nel marmo la lucidatura avviene per un processo chimico; essa viene ottenuta con utensili lucidanti a base di acido ossalico ed acetosella, impiegati nella fase finale del processo. Operando una deliberata riduzione dell’apporto di acqua nella fase finale del trattamento abrasivo, si provoca un surriscaldamento del materiale, sulla superficie del quale si forma una patina, risultato della interazione delle sostanze su menzionate con i costituenti del materiale stesso. Per i graniti, invece, la lucidatura è essenzialmente un fenomeno meccanico. Infatti , pur se nella fase finale del processo viene fatto impiego di feltri con ossido di Piombo e di Stagno, quella che viene chiamata in gergo la “chiusura” del materiale si ottiene grazie ad una specifica applicazione di abrasivi a grana progressivamente più fine. La lucidatura permette di ottenere superfici ove si ha la massima esaltazione delle qualità decorative ed estetiche di una pietra. Ha il suo maggior tallone d’Achille, se cosi può essere chiamato nella scivolosità soprattutto in presenza di acqua. Il parco macchine impiegato alla scopo è quanto mai variegato; da ricordare le molteplici caratteristiche che consentono alle macchine odierne di raggiungere prestazioni semplicemente impensabili con le macchine di pochi anni fa: dall’assistenza elettronica multipla, alla lettura automatica del profilo delle lastre, dallo sfruttamento ottimale dell’area di queste ultime alla riduzione delle pressioni di lavoro sui bordi, dalla esclusione del trattamento delle porzioni di lastra difettose alla ripetitività di alcune operazioni, fino agli ausili delle collimazioni laser, del controllo numerico nella gestione del lavoro, e via dicendo. Nell’ambito della lucidatura, sembra opportuno citare due trattamenti di superficie di ricorso meno comune, ma quanto mai interessanti per le loro possibilità di applicazione. Si tratta della superficie semi-lucida e dell’effetto traslucenza.
Il trattamento semilucido non corrisponde, come la definizione potrebbe far pensare, ad una lucidatura non completa, bensì ad un tipo di trattamento in cui la lucidatura si combina e si armonizza con altri tipi di trattamento superficiale che il semilavorato già possiede. Ai materiali che dispongono di una superficie “ a piano di cava” o “a spacco” viene applicata una comune lucidatura; in conseguenza delle irregolarità gia presenti sulla superficie, la lucidatura esplica la sua azione solamente sulle parti in maggior rilievo, lasciando inalterate quelle un po’ più depresse. Il risultato finale è un’alternanza di zone lucide e zone grezze, talora di gradevole effetto estetico. La traslucenza è quella trasparenza che permette di percepire l’immagine di un oggetto senza peraltro distinguerne nettamente i contorni. Al di là del rigore di questa definizione, la traslucenza interessa nel settore lapideo in quanto le pietre naturali, ridotte ad opportuni spessori (sottili), si lasciano attraversare dalla luce, sia essa naturale che artificiale. Il fenomeno permette di modellare e creare l’illuminazione di determinati ambienti nei quali si fa uso della pietra, ovvero di esaltare al massimo le doti tessiturali ed estetiche di quest’ultima quando viene osservata in controluce. Gli effetti della traslucenza si manifestano soprattutto su rocce di tipo calcareo, su alabastri, su onici e su onici calcarei. Sono questi i materiali che, grazie alla loro frequente monomineralicità, al modo in cui i cristalli sono aggregati tra loro ed alle colorazioni complessivamente più tenui, offrono i maggiori valori di trasparenza e traslucenza. La traslucenza è un fenomeno per cosi dire pretenzioso; la trasmissione della luce si attenua in maniera drastica all’aumentare dello spessore del materiale, il quale si trova cosi a dover essere impiegato in spessori sottili, se non molto sottili, per ottenere un effetto sufficiente. I materiali in grado di coniugare spessori sottili, ottime proprietà meccaniche , elevato valore di traslucenza, ed un “disegno” esteticamente valido, quando se ne debbano apprezzare le caratteristiche in controluce, sono veramente pochi. 1.6.5 Superfici trattate mediante prodotti chimici
Le superfici dei materiali lapidei possono anche essere trattate con agenti chimici. L’applicazione di sostanze chimiche risponde a molteplici esigenze: • Azioni di consolidamento e rinforzo nel caso dei materiali, per loro natura, fratturati, fragili e/o deboli (marmi colorati, brecce) • Effetto estetico superficiale, esaltazione o attenuazione di componenti cromatiche, di tessiture e di disegni particolari • Incremento della resistenza ad agenti esterni(salsedine, smog, piogge acide, ecc) o più semplicemente per proteggere il materiale stesso dalle varie cause di degrado superficiale. Tra i vari trattamenti chimici che le pietre naturali ricevono, due prevalgono per importanza e frequenza di applicazione: la resinatura e la stuccatura.

Resinatura È una operazione di consolidamento e di rinforzo mediante la quale i materiali fragili e difettosi, vengono impregnati di resina pigmentale onde conferire loro maggior solidità e compattezza. Il processo fa uso di resine epossidiche e resine poliestere, queste ultime un po’ più economiche. Può essere eseguito sia su lastre che su blocchi. La resinatura è normalmente inserita all’interno del processo di levi-lucidatura, solitamente dopo che è stata operata la prima sgrossatura con gli abrasivi a grana maggiore. Nella pratica classica si applica la resinatura su una o entrambe le facce della lastra, in funzione della debolezza mostrata dal materiale; l’impregnazione sulla faccia posteriore è frequentemente combinata con l’applicazione di una rete di rinforzo (resinatura), onde conferire alle lastre la maggior rigidità possibile. La resinatura è un trattamento poco applicato ai graniti; in questo caso il trattamento si rende necessario per otturare piccoli buchi visibili sulla superficie. Stuccatura È una operazione tipicamente eseguita sui travertini, subordinariamente su altre pietre; buchi, fratture e cavità vengono sigillati con mastici e stucchi di tonalità adeguate al colore del materiale. Le operazioni di stuccatura possono essere manuali, impiegando le classiche spatole da stucco, ovvero automatiche con macchine stuccatrici, inserite nelle linee continue di lavorazione. Le superfici resinate e stuccate raramente vengono impiegate cosi come sono nella posa in opera finale; solitamente esse vengono lucidate o comunque almeno levigate. La superficie anticata è quella superficie cui deliberatamente è stato dato un aspetto antico, a simulare una superficie invecchiata dal tempo e dall’usura. I materiali più idonei a questo tipo di trattamento sono quelli di durezza medio-limitata come i marmi, il travertino, le brecce molto compatte. Il granito, pur tecnicamente validissimo ed idoneo, risulta meno preferito, vuoi perché la sua anticatura è più lunga da ottenersi, vuoi -soprattutto- perché il suo aspetto non sempre sembra essere cosi accattivante come quello dei fratelli calcarei. La anticatura è un processo molto semplice: i pezzi prescelti vengono inseriti in macchine chiamate buratti, unitamente ad acqua, talvolta miscele acquose di sostanze debolmente abrasive, e consunti per rotolamento, urto e/o altri tipi di movimento meccanico. L’azione è particolarmente efficace sui bordi e sugli spigoli degli elementi e ad essa contribuisce notevolmente anche il residuo stesso dei pezzi messo in circolo mano a mano che la loro usura procede. Gli elementi che si ottengono trovano molteplici applicazioni commerciali, alle quali spesso conferiscono un senso di pregio e di elevato valore estetico.

2 Utensili diamantati Gli utensili diamantati utilizzati per la lavorazione delle pietre naturali si possono classificare in utensili da taglio, alcuni esempi sono il filo, la lama, il disco diamantato e la fresa a codolo, e utensili per la lavorazione delle superfici, quali le mole e le frese di differenti forme e profili. In entrambi i casi l’utensile è costituito da un supporto, da una grana di super abrasivo e da un legante. Il supporto è la parte dell’utensile sul quale viene fissata la grana abrasiva; esso conferisce la forma appropriata all’utensile, trasmette l’energia cinetica dagli assi macchina alla grana abrasiva ed assorbe le sollecitazioni che nascono durante il processo di lavorazione. Il supporto è in generale costituito da un acciaio legato al cromo che ha la proprietà di resistere alla corrosione. I corpi di acciaio sono temprati e rinvenuti in modo tale da raggiungere una durezza di circa 43-45 HRC. Inoltre esistono supporti flessibili su cui viene fissata la grana abrasiva: essi possono essere di origine metallica, si parla di funi, catene, oppure di origine non metallica, quali tele e carta. La grana superabrasiva ha il compito di asportare il materiale; le sue proprietà sono la granulometria, la forma e la concentrazione nella matrice di legante. La granulometria esprime la misura della dimensione della grana di superabrasivo attraverso un numero (mesh, #) funzione delle maglie di un setaccio attraverso cui la grana viene fatta passare. La forma delle grane può essere regolare o irregolare a seconda della qualità delle grane stesse. L’analisi della forma viene effettuata mediante separazione meccanica, esame visivo o scanner per l’acquisizione di immagini digitali. L’analisi visiva è attualmente il metodo più comune per valutare la forma del diamante anche se difetta di obbiettività e non consente di ottenere una valutazione rigorosa e precisa. La concentrazione è la quantità, in peso, di grana di diamante per unità di volume di settore. All’aumentare della concentrazione cresce il costo e, quindi, il prezzo dell’utensile. Il legante è quella lega che blocca il superabrasivo al supporto dell’utensile in modo tale che possa svolgere, economicamente ed in modo tecnicamente corretto, il taglio, la molatura, l’affilatura, la levigatura e la profilatura. Il legante deve assicurare, in stretta sinergia con le grane di super abrasivo, due requisiti contrastanti: la capacità di taglio ed una lunga durata dell’utensile. Infine il legante deve avere una resistenza all’usura adeguata al tipo di superabrasivo dell’utensile, tale cioè da consentire, durante l’uso, la giusta sporgenza in relazione al tipo di lavoro da eseguire ed alle caratteristiche del materiale in lavorazione, ma soprattutto deve permettere la perdita delle grane usurate per favorire l’avvicendamento con altre nuove esistenti all’interno della matrice.
I metalli costituenti la miscela del legante sono il ferro, il rame, il tungsteno, il cobalto, il nichel. La produzione degli utensili diamantati utilizza due tecniche alternative: elettrodeposizione e tecnologia delle polveri. La prima consente di ottenere quegli utensili, sulla cui superficie è distribuito uno strato di concrezione diamantata (insieme di legante e grana abrasiva), che vengono utilizzati per la lavorazione di pietre naturali meno

impegnative dal punto di vista delle sollecitazioni sviluppate durante il taglio, quali ad esempio i marmi. La tecnologia delle polveri consente di costruire i settori diamantati che vengono saldo-brasati sul supporto a costituire gli utensili a settori destinati alla lavorazione di materiali particolarmente duri, quali i graniti. La tecnologia delle polveri coinvolge diverse fasi. La prima fase è relativa alla preparazione della polvere metallica e della grana di diamante. Essa avviene attraverso la miscelazione e la granulazione delle polveri metalliche. In particolare la granulazione, oltre a favorire la scorrevolezza e la compattazione nella successiva pressatura a freddo, permette una maggiore separazione tra i granelli di polvere rendendo più agevole la successiva distribuzione dei diamanti al suo interno. Infatti, dopo la granulazione viene effettuata un'altra miscelazione: i diamanti vengono aggiunti alla polvere metallica insieme a della cera che favorisce la miscelazione. Questa seconda miscelazione è meno vigorosa della prima, poiché esiste sempre il rischio di segregazione fra i diamanti e la polvere e, quindi, di disgregazione del granulato. Successivamente il ciclo produttivo comporta la pressatura a freddo della miscela diamante/matrice attraverso particolari attrezzature che dosano opportunamente la quantità di miscela che va a riempire lo stampo. A questo punto si possono utilizzare due processi alternativi: la pressatura a caldo o la sinterizzazione libera. Nella pressatura a caldo la qualità dei compatti è determinata dalla pressione, dalla temperatura e dal tempo del ciclo; questi tre parametri vengono solitamente variati su basi empiriche dai costruttori di utensili. Il controllo della temperatura si effettua con una termocoppia o un pirometro. Generalmente vengono impiegati stampi di grafite che devono essere sostituiti frequentemente a causa della sollecitazioni termiche di tipo ciclico a cui sono sottoposti che riducono nel tempo la sezione portante dei punzoni. Un altro svantaggio della grafite è la possibilità di formare carburi legandosi con il ferro o altri metalli presenti all’interno della matrice. Nella sinterizzazione libera non si utilizzano stampi di grafite, il che comporta una riduzione consistente dei costi, ma si utilizzano pressioni superiori rispetto a quelle usate nella pressatura a caldo. Le fasi finali del ciclo produttivo prevedono operazioni di finitura, quali la burattatura, ossia la sbavatura dei segmenti sinterizzati, la brasatura o la saldatura dei settori sui supporti.
Nel presente capitolo vengono illustrare le caratteristiche principali degli utensili diamantati utilizzati nelle lavorazioni delle pietre naturali. In particolare vengono riportate le caratteristiche dei componenti principali costituenti l’utensile e il relativo processo di produzione.
2.1 Caratteristiche degli utensili diamantati Gli utensili diamantati sono costituiti da tre componenti principali:
• Supporto; • Grani di diamante; • Legante.

Le tipologie di tali utensili e le relative caratteristiche sono funzione del tipo di materiale da lavorare (metallico, ceramico, pietra, ecc.), dal tipo di processo lavorativo e dal tipo di macchina utensile utilizzata.
2.1.1 Supporto
Su tale elemento viene fissata, o montata, la parte abrasiva. Il suo compito, oltre a quello di dare il profilo dell’utensile, è quello di trasmettere il moto dalla macchina operatrice alla parte abrasiva e di assorbire le sollecitazioni, che nascono durante il processo di lavoro. In genere vengono usati acciai legati al cromo i quali hanno anche una capacità di resistenza alla corrosione. Naturalmente, i corpi di acciaio sono temprati e rinvenuti a circa 43-45 HRC. Oltre ai supporti rigidi si hanno supporti flessibili su cui fissare l’abrasivo. Questi possono essere di origine metallica quindi si parla di funi, catene e di qualsiasi altro sistema che permetta un certo grado di flessibilità. Oppure sono di origine non metallica e quindi si parla di tele o carte su cui vengono fissate le polveri super abrasive.
2.1.2 Grani di diamante
La classificazione delle grane superabrasive viene fatta rispetto a proprietà che incidono in modo indiretto sulle prestazioni dell’utensile, quali ad esempio ossidazione in presenza di particolari metalli, grado di reattività chimica del cristallo, reattività legata alla capacità di ritenuta del legante. Le proprietà delle grane superabrasive vengono classificate anche rispetto a caratteristiche che hanno un impatto diretto sulle prestazioni dell’utensile. Tali caratteristiche sono la granulometria, la forma e la concentrazione nella matrice di legante. Granulometria. Per granulometria si intende la misura della dimensione dei granuli che costituiscono in generale una polvere.
Questa si può esprime in termini di un numero S, che caratterizza le maglie di un setaccio attraverso cui le grane passano, o in termini di un diametro medio g del grano superabrasivo. I stacci sono costituiti da reti formate da fili equidistanziati che si incrociano a 90° e possono essere caratterizzati da:
• Apertura dello staccio; • Maglie per unità di superficie; • Mesh.
L’apertura dello staccio o luce netta è la distanza fra i fili paralleli delle maglie, normalmente espressa in millimetri.

Secondo la normativa ASTM la classifica granulometrica è individuata dall’ultimo setaccio attraverso cui il campione passa e dal primo su cui si ferma. Il setaccio è individuato dal numero di maglie per pollice ‘‘Mesh’’. La norma prevede anche la dimensione del filo della maglia e, pertanto, è nota la luce attraverso cui le particelle possono passare. Teoricamente il diametro medio g è legato al numero di mesh (S) dalla seguente relazione:
1gS =⋅ In realtà, poiché il filo della maglia ha un diametro non nullo, tale valore è minore dell’unità. In generale si tiene conto dello spazio occupato dal filo assumendo una riduzione del 30% delle aperture della maglia. Con tali correzioni la relazione diventa:
0,7gS =⋅ Di seguito in figura 2.1 è riportato un diagramma che mostra il legame tra il numero di mesh ed il diametro medio g delle grane [Mil96]. Il numero di Mesh è ormai uno standard commerciale e presenta molteplici vantaggi quali:
• Facile interpretazione della misura; • Facile ed economico approvvigionamento di setacci certificati per i controlli di
qualità; • Abitudine all’impiego di tale scala per la selezione delle grane adatte alle
specifiche lavorazioni. Nonostante ciò, questa misura ha anche dei limiti severi quali:
• Bassa sensibilità: l’intervallo tra le dimensioni delle maglie dei setacci consecutivi della serie è ampio;
• Bassa precisione: la tolleranza lasciata dalla norma sulla dimensione della maglia consente differenze di misura dal 3 al 15%, a seconda della dimensione della mesh;
• Nessuna discriminazione della misura in base alla forma della polvere (morfologia).
La forma delle grane superabrasive ha un ruolo importante nel caratterizzare le prestazioni degli utensili diamantati.
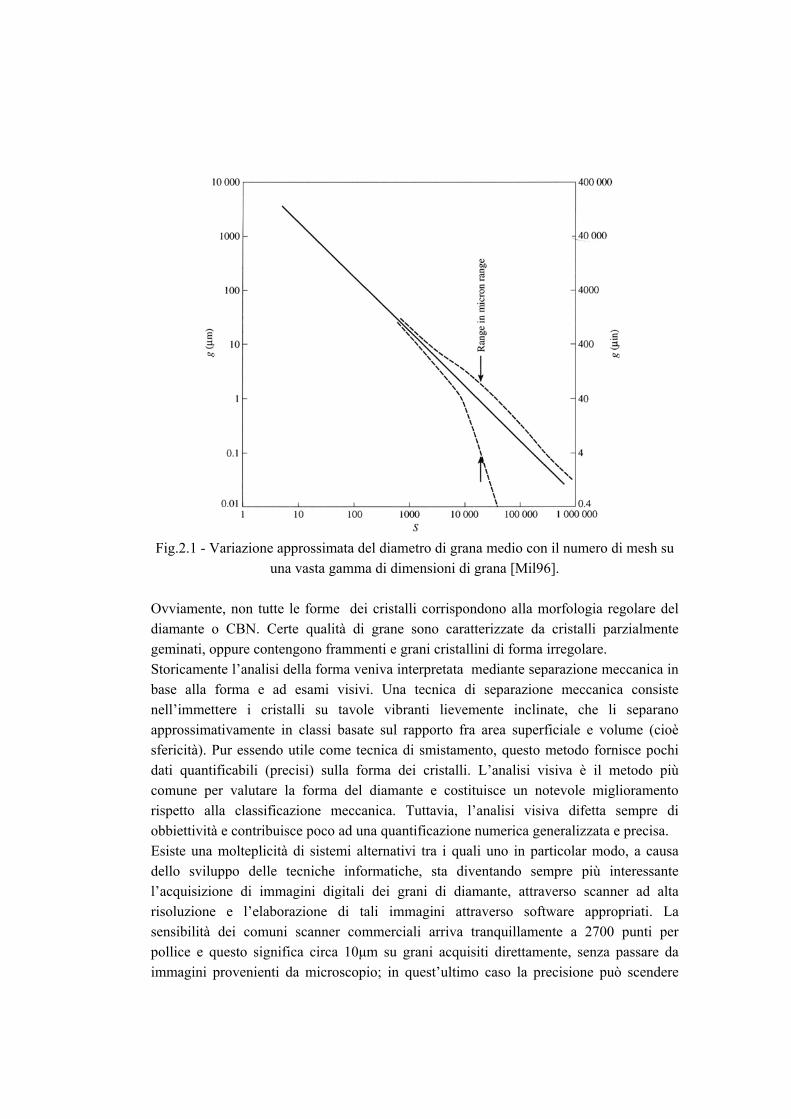
Fig.2.1 - Variazione approssimata del diametro di grana medio con il numero di mesh su
una vasta gamma di dimensioni di grana [Mil96].
Ovviamente, non tutte le forme dei cristalli corrispondono alla morfologia regolare del diamante o CBN. Certe qualità di grane sono caratterizzate da cristalli parzialmente geminati, oppure contengono frammenti e grani cristallini di forma irregolare. Storicamente l’analisi della forma veniva interpretata mediante separazione meccanica in base alla forma e ad esami visivi. Una tecnica di separazione meccanica consiste nell’immettere i cristalli su tavole vibranti lievemente inclinate, che li separano approssimativamente in classi basate sul rapporto fra area superficiale e volume (cioè sfericità). Pur essendo utile come tecnica di smistamento, questo metodo fornisce pochi dati quantificabili (precisi) sulla forma dei cristalli. L’analisi visiva è il metodo più comune per valutare la forma del diamante e costituisce un notevole miglioramento rispetto alla classificazione meccanica. Tuttavia, l’analisi visiva difetta sempre di obbiettività e contribuisce poco ad una quantificazione numerica generalizzata e precisa. Esiste una molteplicità di sistemi alternativi tra i quali uno in particolar modo, a causa dello sviluppo delle tecniche informatiche, sta diventando sempre più interessante l’acquisizione di immagini digitali dei grani di diamante, attraverso scanner ad alta risoluzione e l’elaborazione di tali immagini attraverso software appropriati. La sensibilità dei comuni scanner commerciali arriva tranquillamente a 2700 punti per pollice e questo significa circa 10µm su grani acquisiti direttamente, senza passare da immagini provenienti da microscopio; in quest’ultimo caso la precisione può scendere

anche sotto il micron, ma con un aumento non proporzionale di tempi e costi di elaborazione. L’elaborazione delle immagini consente di ricavare tutta una serie di informazioni quali:
• Dimensioni medie, massime e minime dei grani e relativi scarti quadratici medi; • Diametro equivalente e la corda media; • Fattori di circolarità ed allungamento; • Rapporto di forma.
Tali informazioni possono influenzare notevolmente le prestazioni abrasive, ma non vengono messe in risalto dai sistemi tradizionali di classificazione granulometrica quale è la ASTM. Concentrazione. Dal punto di vista applicativo la concentrazione è un parametro che ha una influenza notevole, non fosse altro che per la sua influenza sul costo, e quindi sul prezzo dell’utensile. Per concentrazione si intende infatti la quantità, in peso, di grana di diamante per unità di volume di concrezione diamantata (dove per concrezione diamantata si intende la matrice costituita dal legante metallico comprendente l’abrasivo diamante in essa distribuito). L’uso ha consacrato, per i diamanti, una unità di misura: il Carato (crt) che ha la sua equivalenza come segue:
lcrt=0.2g Ne consegue che la concentrazione è espressa in:
crt/cm3
In sede internazionale, secondo le raccomandazioni della F.E.P.A. (Federazione Europea dei Costruttori di Prodotti Abrasivi), esiste anche un diverso modo per rappresentare la concentrazione, che parte dalla seguente assunzione:
100=4.4crt/cm3
Si tratta quindi di una classificazione percentuale. Così ad esempio secondo questo criterio di classificazione della concentrazione risulta:
Conc. 75 = 3.30 crt/cm3
50 = 2.20 crt/cm3
30 =1.32 crt/cm3
25 =1.10 crt/cm3

Può essere utile aggiungere a quale percentuale in volume corrispondano le concentrazioni prese in esame avendo assunto come peso specifico del diamante il valore di 3.52 g/cm3 e ricordando l’equivalenza 1 crt = 0.2 g. Quindi risulta:
100 = 25.00 % 75 = 18.75 % 50 = 12.50 % 30 = 7.500 % 25 = 6.250 %
È da notare che questi valori delle percentuali in volume sono state ricavate dalla seguente relazione elementare:
100p.s.
Conc.0.2Volume % ××
=
dove Conc. = concentrazione e p.s. = peso specifico del diamante
2.1.3 Leganti
Il termine legante, nell’ambito degli utensili diamantati, sta ad indicare quei composti (sostanze-leghe) che hanno il compito di bloccare e fissare il superabrasivo al supporto di un utensile, per consentirgli di svolgere, economicamente ed in modo tecnicamente corretto, il taglio, la molatura, l’affilatura, la levigatura, la profilatura e la trafilatura. È un compito tutt’altro che semplice, se si tiene presente che i leganti, in stretta sinergia con le grane di super abrasivo, devono assicurare due requisiti contrastanti: capacità di taglio e lunga durata degli utensili. Tali caratteristiche comportano bassi costi di lavorazione, i più contenuti in assoluto, comunque decisamente più convenienti di quelli determinati da altre lavorazioni, realizzate per esempio con utensile in abrasivo convenzionale. Alla base di tale realistica pretesa sta l’indiscussa superiorità dei Superabrasivi e la loro eccezionale idoneità ad operare positivamente su una enorme varietà di materiali. Naturalmente si sottraggono a tale handicap gli utensili a tagliente singolo o multiplo realizzati con superabrasivo (cristallo singolo o policristallino), per i quali la funzione del legante, o del brasante, si esplica esclusivamente assicurando il fissaggio della pietra al porta utensile, fino al momento in cui il livello di usura non ne consigli la sostituzione. Per chiarire meglio il comportamento dei leganti, possiamo aggiungere che questi devono avere una resistenza all’usura adeguata al tipo di Superabrasivo presente nella concrezione, tale cioè da consentire, durante l’uso, la giusta sporgenza in relazione al tipo di lavoro da eseguire ed alle caratteristiche del materiale.

Soprattutto il legante deve permettere la perdita delle grane usurate, per favorire l’avvicendamento con altre nuove esistenti all’interno della concrezione. Correntemente si parla di leganti duri, o teneri; queste definizioni stanno ad indicare che, nel primo caso, il legante resiste alla usura ed agli urti fino ad allinearsi al livello del Superabrasivo, la capacità di taglio si esaurisce ed il forte attrito provoca fenomeni di surriscaldamento, che danneggiano sia il materiale che lo stesso utensile. Nel secondo caso, il legante subisce una usura eccessiva, provocando una sporgenza sempre più pronunciata del Superabrasivo, fino al momento in cui viene a mancare la tenuta del grano e questo si distacca prima che possa svolgere un lavoro adeguato alle sue caratteristiche ed alle sue dimensioni. E’ tipico il fenomeno del "pull-out", ossia la presenza di cavità sulla superficie attiva della concrezione. La durata dell’utensile viene drasticamente ridotta, rendendone l’impiego antieconomico.
2.2 Tipologie di legante Le principali categorie di leganti, impiegate nella produzione degli utensili in Superabrasivo, sono:
• Resinoidi; • Metallici sinterizzati; • Metallici elettrodeposti (Cu, Ni, altri); • Ceramici-Vetrificati.
2.2.1 Leganti resinoidi
I leganti resinoidi sono classificabili tra i leganti teneri. La maggioranza dei costruttori di utensili, in legante resinode, si rivolge alla serie delle termoindurenti, allontanandosene solo per usi speciali o per la produzione di parti dell’utensile, cui si richiedono prestazioni meno rigide. In considerazione delle conseguenze d’impiego di un legante tenero, come sopra accennato, questa categoria trova il maggior campo di utilizzazione in:
• lavorazioni meccaniche (rettifica ed affilatura); • lavorazione del vetro; • levigatura e lucidatura di materiali ferrosi e non ferrosi con micropolveri di
Superabrasivo. E’ utile mettere in evidenza che, tra questa categoria di leganti ed il Superabrasivo, esiste generalmente una scarsissima affinità chimica, ossia è diffìcile ottenere che il granulo di Superabrasivo riesca ad aderire o a "saldarsi" alla resina. Ben maggiore affinità-adesività, invece, esiste tra resina ed alcuni metalli. È uno dei motivi per cui i superabrasivi

utilizzati nei sistemi resinoidi sono rivestiti di una pellicola metallica, rame o nichel in prevalenza. La percentuale in peso di detto rivestimento può variare tra il 20 ed il 60%, in relazione al tipo di Superabrasivo ed all’applicazione. Il secondo valido motivo per impiegare granuli "metallizzati" è quello di creare una difesa delle particelle. L’impiego di un legante tenero, come quello resinoide, richiede l’uso di superabrasivi ragionevolmente friabili, se non addirittura policristallini (aggregati di microcristalli). È quindi evidente che durante il lavoro le particelle siano sollecitate, tanto da frantumarsi e da perdere qualche frazione. Ne consegue un ridimensionamento della particella che rischia di perdere la tenuta nell’alveo del legante, createsi in fase di indurimento ed ormai capace di riadattarsi alla nuova geometria della particella stessa. D’altra parte la frattura verificatasi è un fenomeno previsto e voluto, perché l’utensile presenti le doti di autoravvivatura desiderate. In queste condizioni è facile immaginare che il rivestimento metallico abbia mantenuto le sue dimensioni e geometria, e continui quindi a svolgere il suo compito di tenuta, quasi una corazza della grana nel legante, difendendo la parte residua della particella ed impedendone, per quanto e per il tempo possibili, la perdita di altre frazioni. Da tale sinergia deriva una prolungata vita ed efficienza dell’utensile, ben superiore rispetto a quella prevedibile e provata di uno analogo, ma realizzato con superabrasivo nudo. Il terzo motivo è quello della superiore capacità del metallo a dissipare la quantità di calore che le grane incamerano, durante il contatto con il pezzo in lavorazione. 2.2.2 Leganti metallici elettrodeposti
Costituisce una classe ben distinta dagli altri agglomerati ottenuti per sinterizzazione. Non si tratta di concrezione diamantata, bensì di deposito, su un supporto di acciaio, di uno strato diamantato. Questo strato ha uno spessore pari alla dimensione dei grani utilizzati e ciò spiega perché questo genere di utensile non può essere rettificato o modificato dopo la fabbricazione. L’ancoraggio del diamante al supporto, necessariamente conduttore, avviene attraverso un procedimento galvanico di semplice deposizione. Il materiale che costituirà l’origine, materia prima per l’elettrodeposizione, è collegato all’anodo, l’utensile da diamantare al catodo. I metalli maggiormente impiegati, in questo tipo di prodotto, sono il rame e il nichel, meno frequentemente il cromo che, nella sua versione dura, viene a volte utilizzato come protettivo del primo rivestimento del nichel. La caratteristica più significativa, dell’utensile elettrodeposto è rappresentata dall’esistenza di un monostrato (oltre il 95% del prodotto) di superabrasivo, praticamente aderente al supporto. Inoltre, il particolare tipo di ancoraggio permette alle particelle di avere una protrusione tra il 30 ed il 50% della loro dimensione massima, fa queste condizioni, la densità delle punte attive è elevatissima, conferendo all’utensile una taglienza eccezionale. Per avere un’idea quantitativa possiamo aggiungere che, in condizioni normali e a parità di dimensione

granulometrica del superabrasivo, la concentrazione superficiale è in rapporto 5:1, circa, rispetto ad un utensile in concrezione sinterizzata in concentrazione 100 (4.4 ctr/cm3).
Fig. - 2.2 - Cella galvanica per l’elettrodeposizione di superabrasivo. Se la selezione granulometrica del superabrasivo è molto severa, il profilo esterno dell’utensile copia fedelmente quello del supporto, rendendo l’utensile stesso particolarmente idoneo a compiti di profilatura, sia diretta che indiretta. 2.2.3 Leganti ceramici vetrificati
Si tratta di leganti particolarmente dotati, ma che si rivolgono ad applicazioni ben precise, esibendo una caratteristica che non solo è tipica di questa categoria, ma ne costituisce forse il vantaggio determinante: la porosità. Storicamente i leganti ceramici vetrificati sono nati con le stesse mole abrasive, sono quindi di gran lunga quelli utilizzati da più tempo. L’avvento dei superabrasivi non li ha coinvolti immediatamente, per la incompatibilità dei cicli termici richiesti dalla vetrificazione dei leganti tradizionali ed i superabrasivi stessi che, almeno per quanto concerne il diamante, soffrono le alte temperature ( T > 800 °C). Attualmente si può contare su leganti adatti alla pressosinterizzazione che completano il ciclo di indurimento entro i 730-750 °C; ed altri, adatti al prestampaggio e alla cottura in forno, che pure non richiedono temperature al di sopra dei 900-950 °C. Ne deriva una completa adattabilità per la produzione di utensili diamantati. La composizione base dei leganti in parola parte dagli ossidi di Silicio, Sodio e Calcio, su cui si aggiungono, per una formulazione sempre molto articolata, il Corindone o il Carburo di silicio, più una selezione di altri ossidi, da scegliere tra quelli di Boro, Potassio, Litio e Zirconio per

segnalare i più comuni. L’influenza caratterizzante della porosità si manifesta con un numero: 55 %; tale è il limite superiore di porosità che fornisce dei rendimenti ancora pienamente validi. Le principali doti dei leganti ceramici vetrificati possono essere individuate tra le seguenti:
• Durezza sufficientemente elevata, tale da garantire una durata dell’utensile generalmente molto soddisfacente;
• Elevata capacità di taglio, accompagnata da uno spiccato potere di autoravvivatura, che impedisce l’innesco di fenomeni di surriscaldamento, anche in condizioni di impiego molto gravose;
• Notevole efficacia del raffreddamento e della eliminazione dei microtrucioli dalla zona di lavoro;
• Ragionevole facilità di profilatura. 2.2. 4 Leganti metallici
I leganti metallici sinterizzati rappresentano tipologicamente la gamma dei leganti duri. In questo tipo di legante i parametri in gioco sono numerosi:
• Il numero molto alto degli elementi metallici utilizzabili • La variabilità delle combinazioni e delle relative percentuali a formare la lega • La possibilità di impostare, per ogni soluzione, diversissimi cicli di temperature e
di pressioni È possibile affermare comunque che anche questa categoria di leganti può estendersi dai leganti durissimi ai teneri. La tecnica consolidata per produrre i leganti metallici è quella della Metallurgia delle polveri. La tecnologia più affermata e seguita, sia in Italia che all’estero è quella della Sinterizzazione. Ricordiamo la delicata funzione che svolge la matrice in una concrezione diamantata:
• bloccare rigidamente le grane di diamante, lasciando che svolgano la loro azione il più a lungo possibile;
• possedere una adeguata resistenza all’abrasione, tale da trattenere le grane di
diamante nel loro alveo fino al momento in cui, perdendo la dimensione e/o forma utile iniziale, sia opportuno abbandonarle per lasciar spazio a nuove grane affioranti dalla concrezione (principio di autoravvivatura).
Se la matrice è troppo tenera si rischia di permettere che le grane di diamante lascino il loro alveo, prima che abbiano svolto la loro funzione. Eccedendo, invece, in resistenza

meccanica, e/o in resistenza all’usura, si rischia di giungere al completo appiattimento delle grane, che si uniformano al piano della matrice, perdendo qualsiasi efficacia nel taglio. La funzione dei vari elementi che compongono un legante non è sempre molto chiara, in quanto, a volte, la presenza di un elemento ha un effetto che dipende a sua volta dalla presenza o meno, ed in determinate percentuali, di un secondo elemento. Basti vedere a tal proposito come cambiano le caratteristiche degli acciai, pur avendo degli elementi comuni. In generale le materie prime che vengono impiegate, singole o associate, legate o miscelate, sono, come già detto, polveri metalliche particolarmente scelte e selezionate per purezza e per omogeneità di forma e grandezza delle particelle elementari. Le più comuni sono: Rame, Stagno, Bronzo, Cobalto, Nichel, Argento, Cromo, Manganese, Molibdeno, Vanadio, Titanio, Carburi Cementati. Circa le caratteristiche che questi elementi conferiscono ai settori è possibile dire in maniera del tutto orientativa che:
• Argento: ammorbidisce il settore e fa da legante; • Stagno: tende ad aumentare la durezza del settore ed esplica anche una buona
azione saldante; • Bronzo: è usato sempre in quanto permette di ottenere una lega abbastanza
tenera; • Cromo: tende a formare degli ossidi superficiali che proteggono gli altri
componenti del legante. In vicinanza del diamante tende a formare Carburo di Cromo, quindi favorisce la creazione della "coda" dietro il diamante (visibile sui segmenti usati), proteggendolo. Inoltre conferisce un aumento della resistenza alla trazione senza che l’allungamento, la strizione e la resilienza siano eccessivamente abbassati, e tende a conferire un’elevata resistenza all’usura per attrito.
• Manganese: se usato in percentuali maggiori dello 0.5% migliora le caratteristiche meccaniche favorendo un aumento della tenacità (in particolare della resilienza) e un forte aumento della resistenza a trazione (circa 100 N/mm2 per ogni 1% di manganese);
• Molibdeno: come il Cromo anch’esso tende ad indurire il settore, migliora le caratteristiche meccaniche, ed in particolare il limite di fatica e quello dello scorrimento a caldo. Inoltre diminuisce l’effetto del surriscaldamento;
• Rame: si usa per ammorbidire il settore; • Vanadio: migliora in generale le caratteristiche meccaniche del manufatto con
aumento della resistenza alle sollecitazioni dinamiche e ripetute; • Titanio: ha una grande attività con il Carbonio (Diamante), forma Carburo di
Titanio durissimo, e riduce la corrosione intergranulare;

• Carburi Cementati: sono anch’essi elementi che non vanno in lega, ma vengono annegati nella matrice sinterizzata. Sono Carburi di Wolframio o di Tungsteno. Sono sinterizzati e cementati in presenza di cobalto ( 6-7.5%), e altri elementi quali Titanio, Nichel, Molibdeno, Tantalio, Niobio (0.2-0.5%) con peso specifico 14.7 g/cm3. Sono carburi durissimi, con forme molto irregolari, angolose, e danno un certo contributo al diamante nel taglio, oppure con forme arrotondate o sferoidali per migliorare la resistenza all’usura.
Tra gli elementi elencati una considerazione a parte merita il Cobalto. Da una panoramica degli impieghi industriali del cobalto, emerge che questo metallo, per le sue limitate caratteristiche di duttilità e lavorabilità, in genere, viene raramente usato allo stato puro. Rappresentano una eccezione proprio i leganti di utensili diamantati, destinati al settore lapideo per il taglio di pietre dure ed abrasive, in cui il cobalto è spesso presente in percentuali elevate ed in numerosi casi oltre il 90%. Il cobalto non legato, a temperatura ambiente, possiede una struttura (hcp, esagonale compatta) che consente una bassissima duttilità. Si sono quindi dovute effettuare numerose ricerche per poter ottenere un cobalto che avesse migliori caratteristiche di duttilità. Un miglioramento è stato ottenuto con l’introduzione nella lega di elementi tali da conservare la fase (fcc, cubica facce centrate), che è stabile a temperatura superiore a 417 °C. Generalmente vengono effettuate piccole aggiunte (entro il 6% in peso) di singoli elementi (Fé, Ni, Mn, Ti, Al) o di loro combinazioni. Comunque ogni serie di applicazioni deve sempre trovare un equilibrio tra le caratteristiche meccaniche della matrice e quelle delle grane del superabrasivo utilizzato. È infatti logico evitare che i benefìci degli additivi usati vengano vanificati da una usura precoce della matrice. È noto che le parti ottenute con puro cobalto, sinterizzato con la metallurgia delle polveri, presentino la migliore combinazione di duttilità ed elevate caratteristiche meccaniche. Tali favorevoli condizioni sono ben diffìcilmente ottenibili con altri processi e sono state considerate un risultato dovuto alla piccola dimensione dei grani, alla microporosità ben distribuita nella massa ed alla presenza di particelle di ossido di cobalto. Tali elementi ostacolano la trasformazione di fase da fcc ad hcp, durante il raffreddamento, dopo la sinterizzazione, permettendo che una elevata percentuale di fase fcc, più duttile, venga mantenuta a temperatura In questo capitolo vengono descritte le principali proprietà del diamante e del nitruro di boro cubico utilizzati come abrasivi. Inoltre, in riferimento al diamante, vengono riportate le principali tecnologie di fabbricazione.

2.3 I Superabrasivi Con il termine superabrasivi si vanno ad indicare quelle materie prime per utensili da taglio aventi caratteristiche chimiche fisiche quali durezza, resistenza all’usura , tenacità superiori ai comuni abrasivi. I Superabrasivi per eccellenza sono il Diamante ed il Nitruro di Boro Cubico (Borazon); quest’ultimo ormai universalmente conosciuto come CBN. Il diamante, carbonio puro, possiede una caratteristica tecnologica fondamentale: la sua straordinaria durezza. Essa è dovuta alla disposizione in forma tetraedrica degli atomi di carbonio in modo che in qualunque punto la distanza fra due qualsiasi atomi è sempre la stessa. Il diamante è principalmente usato per lavorazioni di materiali non ferrosi molto duri, in particolare vetro, ceramica e pietre. Già dal 1890 veniva usato per operazioni di segagione di materiali duri, mentre intorno al 1940 iniziò ad essere usato come utensile da taglio. Il diamante, impiegato come abrasivo, ha tutte le caratteristiche del diamante "Gemma", fatta eccezione per la dimensione e qualità del cristallo dovuto alle impurità che lo rendono idoneo solo per impieghi industriali. Nel campo applicativo industriale vengono oggi sostanzialmente impiegati due categorie di diamante:
Diamanti naturali Diamanti artificiali - sintetici
Sul piano fisico dei singoli cristalli ambedue hanno la stessa durezza: quella del diamante. Ma se interpretiamo il termine durezza in un significato più ampio, esteso alla sinergia fra tenacità, resilienza, resistenza all’abrasione ed alla fatica, etc., si rileva che il diamante sintetico, per certe applicazioni molto impegnative, può addirittura dimostrarsi più adatto dello stesso diamante naturale. Nitruro di Boro Cubico (Borazon) è ottenuto per sintesi ed è costituito da una fitta rete di atomi di boro e di azoto che gli conferisce caratteristiche fisiche simili a quelle del dia-mante. Dopo il diamante è il materiale più duro: HK = 4700, due volte e mezzo maggiore dell’alundum e due volte maggiore del carborundum. Il coefficiente di dilatazione è tra i più bassi, la massa volumica è di 3,48 g/cm3. Può sopportare temperature di oltre 1270 °C e pertanto può essere usato per rettificare ad alta velocità. I cristalli di maggiori dimensioni si possono paragonare a granelli di sabbia di colore nero marrone. 2.3.1 Diamante naturale
Il diamante naturale è quello che viene direttamente prodotto per estrazione dai giacimenti che la natura offre.

I fattori che determinano la cristallizzazione del carbonio in forma di diamante o di grafite possono essere semplificati nella temperatura e nella pressione al momento della cristallizzazione. Il diamante è la varietà di carbonio di alta pressione. In figura 2.3 (a) e (b) vengono riportate le due forme allotropiche del carbonio: grafite e diamante. Nella grafite, gli atomi di carbonio si trovano su piani paralleli, come rappresentato nella figura 2.3(a). Ciascun piano è formato da una rete estesa di esagoni di carbonio situata in un enorme reticolato di elettroni delocalizzati. Nella grafite i piani di atomi sono tenuti insieme da forze di London che sono deboli, quindi possono slittare uno sull’altro se sono sottoposti a una pressione, il che rende la grafite utilizzabile quale lubrificante a secco. Nel diamante, fig.2.3(b), gli atomi di carbonio sono uniti esclusivamente da legami covalente, con geometria tetraedrica. Esistono due varianti strutturali della grafite che rappresentano un esempio di politipismo ( cioè è un caso particolare di polimorfismo in cui le diverse modificazioni, dette politipi, possiedono una struttura a strati e differiscono tra loro solo per il modo in cui gli strati si sovrappongono).
(a) Struttura della grafite (b) Struttura del diamante Fig.2.3 - Allotropi del carbonio.
Queste proprietà fisiche ne condizionano gli impieghi pratici: la bassa durezza la rende utile per la fabbricazione di matite (impastata con quantità variabili di minerali argillosi), la facile sfaldatura come lubrificante secco, la sua conducibilità elettrica anisotropa lo rende prezioso per alcuni utilizzi (come per la tecnica galvanoplastica), il punto di fusione molto alto ne permette l’impiego per crogioli refrattari destinati ad usi speciali. La grafite inoltre brucia più velocemente del diamante, e la velocità di combustione dipende essenzialmente dalle dimensioni dei singoli cristalli. La struttura del diamante invece consiste di atomi di carbonio legati ad altri quattro atomi

di carbonio ai vertici di un tetraedro ciascuno dei quali è legato ad altri quattro atomi di carbonio e così via. Non esistono molecole discrete e tutto il cristallo può essere considerato una macromolecola, e la struttura che ne deriva può essere ricondotta ad un reticolo cubico, come il silicio ed il germanio elementare, il carborundum (SiC), il nitruro di boro cubico (CBN). In questa struttura gli atomi di C si esplicano in puri legami covalenti sp3 che portano alla disposizione tetraedrica di 4 atomi di C attorno ad uno centrale. Questa disposizione è delimitabile in un cubo a facce centrate con 4 atomi interni disposti lungo le diagonali del cubo in ottanti alternati e si sviluppa con un identico concatenamento in tutte le direzioni. I cristalli di questa nota gemma hanno generalmente una caratteristica ottaedrico (occasionalmente pseudo-tetraedrico per diseguale sviluppo delle facce). Spesso i cristalli hanno facce curve, ed assai frequenti sono i geminati secondo [100] od anche [111]. Si ha facile sfaldatura secondo le facce dell’ottaedro e ciò contribuisce ad aumentare la fragilità del diamante, che è assai elevata nonostante l’estrema durezza. Studi di laboratorio hanno evidenziato che il carbonio cristallizza con pressioni di almeno 50 kbar e temperature superiori a 900 °C. A pressioni o temperature più basse si forma la grafite. In natura pressioni di 50 kbar si riscontrano nello strato superiore del mantello terrestre ad una profondità 150 km o più. I parametri che stabiliscono il valore del diamante sono determinati dal peso, purezza, colore. Il carato è l’unità di peso generalmente impiegata nella misura dei diamanti. Un carato corrisponde a 0.2 grammi e si divide in 100 punti. Questa unità di misura deriva dall’uso del seme della carruba quale parametro di riferimento, in arabo “el qarat”, dal greco “keràtion”. La presenza (o assenza) di inclusioni in un diamante, le quali possono essere di diversa dimensione e forma, colore, natura e posizione, vanno a caratterizzare il valore del diamante gemma. I colori vanno dal bianco al giallo cupo. Un diamante è più prezioso quanto più il suo colore è bianco. Oltre al bianco e al giallo vi sono altri colori rari come il rosa, il giallo canarino, il verde, il blu. In generale il diamante naturale risente dei trattamenti subiti, presentando micro e macrolesioni, oltre che nella maggioranza dei casi una forma sostanzialmente irregolare, raramente assimilabile ad un solido geometrico. L’insieme di questi ‘‘danneggiamenti ‘‘conferisce a questo tipo di diamante una certa fragilità e sensibilità agli urti, caratteristica che non deve però essere assolutamente giudicata solo in negativo in quanto in un processo di rettifica la rottura dei grani provoca la formazione costante di nuovi spigoli taglienti. In realtà, esiste una certa percentuale di cristalli ben formati il cui valore da un punto di vista tecnologico è più elevato e le pietre di detto tipo vengono selezionate per impieghi speciali: utensili profilatori in legante metallico elettrodeposto, perforatori, matrici per trafile ed altro. Una categoria di diamanti sono i cristalli detti ‘‘ processed ‘‘. Questa categoria di cristalli di forma compatta gli si attribuisce una resistenza meccanica superiore alla media.

Questi cristalli vengono trattati a lungo chimicamente e fisicamente in modo da far perdere loro gli spigoli ed altre asperità superficiali, fino ad assumere un aspetto decisamente arrotondato. Il cristallo cosi trattato acquisisce un’elevatissima resistenza agli urti ed all’abrasione che, collegata alla peculiare resistenza alle alte temperature, ne permette l’uso per applicazioni molto speciali quali: carotatori per ispezioni geologiche e ricerche petrolifere, ecc. Un’altra caratteristica dei diamanti naturali è quella di essere priva di qualsiasi forma di magnetismo. Di conseguenza il diamante naturale è il materiale eletto per tutte le applicazioni ottenute per via elettrogalvanica. 2.3.2 Diamanti sintetici
Nel 1797 Smith Tennant dimostrò, inconfutabilmente, che il diamante non era altro che una forma di presentazione del carbonio. La prova fu data bruciando il diamante in ambiente d’ossigeno e ricavandone solo 2CO e tracce di ceneri. Il diamante ha una densità di 3,52 gr/cm3, superiore a qualsiasi altra forma di carbonio, come ad esempio la grafite che ha un peso specifico di 2,25 gr/cm3. Apparve quindi subito teoricamente possibile che una forte pressione, in grado di aumentare la densità, consentisse di modificare alcune determinate forme di carbonio in diamante. Pare che prima della fine del XIX secolo molti tentativi furono fatti per sintetizzare il diamante senza successo. Gradualmente si rendeva conto che in tale trasformazione erano necessarie pressioni e temperature estremamente alte per convertire la grafite in diamante (Rossini e Jessops 1938). Tra gli studiosi pionieristici nello studio della sintesi del diamante ha un peso rilevante Percy Williams Bridgman. Egli fu senz’altro il più prolifico ed il più conosciuto ricercatore nel campo delle alte pressioni. Nel 1941 firmò un accordo con la General Electric Company per formare un gruppo di ricerca per lo studio e la sintesi del diamante. Molti dei suoi esperimenti contribuirono a capire e successivamente a realizzare la prima sintesi riuscita di diamante. Benché Bridgman riuscì a realizzare temperature vicino ai 3000 K e pressioni intorno ai 29 Kbar per brevi intervalli di tempo, questo non fu sufficiente a convertire la grafite in diamante. Di seguito, figura 2.4, è riportato il diagramma di fase del carbonio.

Fig.2.4 - Diagramma di fase del carbonio [Car96]
Nel 1951 la General Electric Company formò un nuovo gruppo di ricercatori i quali giunsero a scoprire che certi metalli fungevano da catalizzatori rendendo possibile la conversione di grafite in diamante ad un livello di temperature pressione minore rispetto a quelle descritte dal diagramma di fase del carbonio ( Hall 1960, Suits 1964) [Mil96]. Successivamente si riuscì che la conversione diretta di grafite in diamante senza catalizzatore era possibile solo con pressioni sopra i 125 Kbar e temperature intorno ai 3000 K, sotto queste condizioni, la grafite si decompone spontaneamente in diamante. Gli elementi efficaci come catalizzatori sono Cromo, Manganese, Tantalio, più tutti gli elementi delle VIII gruppo della tavola periodica come ferro, cobalto nichel, ecc. Questi elementi si prestano a giocare un duplice ruolo nella sintesi del diamante:
catalizzatore; come solvente buono per la grafite ma meno buono per il diamante;
In questo modo la grafite si dissolve nel catalizzatore fuso, mentre contemporaneamente si manifesta la cristallizzazione di diamanti, per i quali la solubilità è molto inferiore. Ogni catalizzatore ha una regione di efficacia di temperatura e pressione diversa. In figura 2.5 è riportato il diagramma di equilibrio temperatura-pressione del carbonio dove come catalizzatore è usato il nichel ( Bovenkerk 1959).

Fig.2.5 - Diagramma pressione e temperatura, mostra le regioni di stabilità del diamante e della grafite ed il ruolo del solvente/catalizzatore nell’abbassare le condizioni di sintesi [Mil96].
Fig.2.6 - Diagramma di fase del carbonio dove vengono realizzati i processi di sintesi.

La percentuale di formazione dei nuclei di diamante e la relativa crescita, ad una data temperatura, accresce con l’aumento della pressione sopra la linea d’equilibrio. In figura 2.6 vengono illustrate le diverse regioni del diagramma di fase del carbonio dove vengono oggi effettuati i processi di sintesi del diamante. I metodi di sintesi del diamante si possono dividere in due categorie:
trasformazione diretta trasformazione indiretta
Il metodo di trasformazione diretta della grafite in diamante è il più difficile e si può effettuare in due modi:
sintesi mediante onda d’urto; sintesi (HP/ HT)
mentre i processi di trasformazione indiretta si dividono in:
sintesi (HP/ HT) con solvente/catalizzatore CVD (Chemical Vapour Deposition )
Trasformazione diretta: sintesi mediante onda d’urto. La sintesi del diamante mediante onda d’urto utilizza delle pressioni shock, maggiori di 30 GPa in un intervallo di temperature tra 1000 K ÷ 3000 K , per convertire grafite in diamante. Tale processo non permette produzioni di grandi cristalli di diamante dovuto al ridotto tempo di persistenza a tali valori di pressione e temperatura. Le grane che si ottengono sono nanometriche (meno di 400 mesh) con caratteristiche tali, quali la friabilità, da essere impiegate in applicazioni industriali di levigatura molto fini. Trasformazione diretta: sintesi (HP/ HT). La transizione diretta da grafite in diamante fu segnalata per la prima volta nel 1963 da Bundy. Consiste nel far convertire in modo diretto, ad una pressione statica altissima di 13 Gpa e ad una temperatura di 3000 K, la grafite in diamante. Il diamante così formato è di granulometria molto fine e di tipo cubica. Uno dei problemi associati a tale sintesi è quello di realizzare pressioni così alte, in modo sicuro continuo.Tale metodo è poco utilizzato in quanto risulta troppo costoso per usi pratici.
Trasformazione indiretta: sintesi (HP/ HT) con solvente/catalizzatore. L’altro modo di sintetizzare i diamanti è tramite la trasformazione indiretta HP/HT basata sul sistema solvente/catalizzatore i quali accelerano di molto la formazione del diamante, abbassando l’energia di attivazione necessaria, con pressioni e temperature intermedie rispetto al metodo di sintesi (HP/ HT) diretto visto in precedenza. Un sistema ad alta temperatura e pressione, usato per la crescita di cristalli utilizzabili per gli utensili da taglio, è costituito da un sistema a pistoni multipli.

La cella contenente la grafite e i metalli catalizzatori viene compressa da presse grandi e potenti, di solito ad azionamento idraulico. L’obiettivo primario del processo di sintesi dei cristalli per utensili da taglio è di ottenere la massima resa in cristalli di diamante, della forma e della tipologia desiderate, al minor costo possibile. La cella di reazione, contenente la grafite e i metalli catalizzatori, viene portata a condizioni di temperatura e di pressione tali da consentire l’avvio della nucleazione dei cristalli di diamante. Le condizioni vengono poi regolate, in un processo controllato, per produrre cristalli della forma e della qualità desiderale. Le proprietà fisiche dei cristalli possono essere variate durante la crescita, modificando i parametri di sintesi. La forma del cristallo, da cubica ad ottaedrica, può essere influenzata da differenti temperature di sintesi, come illustrato nella figura 2.7. Invece, la dimensione dei cristalli viene controllata principalmente dalla durata del pro-cesso, ed in genere si ottengono particelle fino ad una dimensione di 1 mm. Nel caso di sintesi di diamanti di grande dimensioni viene usata una tecnica chiamata ‘‘Metodo Ricostituito’’.
Fig.2.7 - Diagramma pressione e temperatura e le diverse regioni di crescita del diamante.
La fonte di carbonio di diamante viene posizionata nella zona di alta temperatura della cellula pressurizzata e nella zona di temperatura inferiore si colloca un cristallo seme di diamante come mostrato in Fig.2.8.
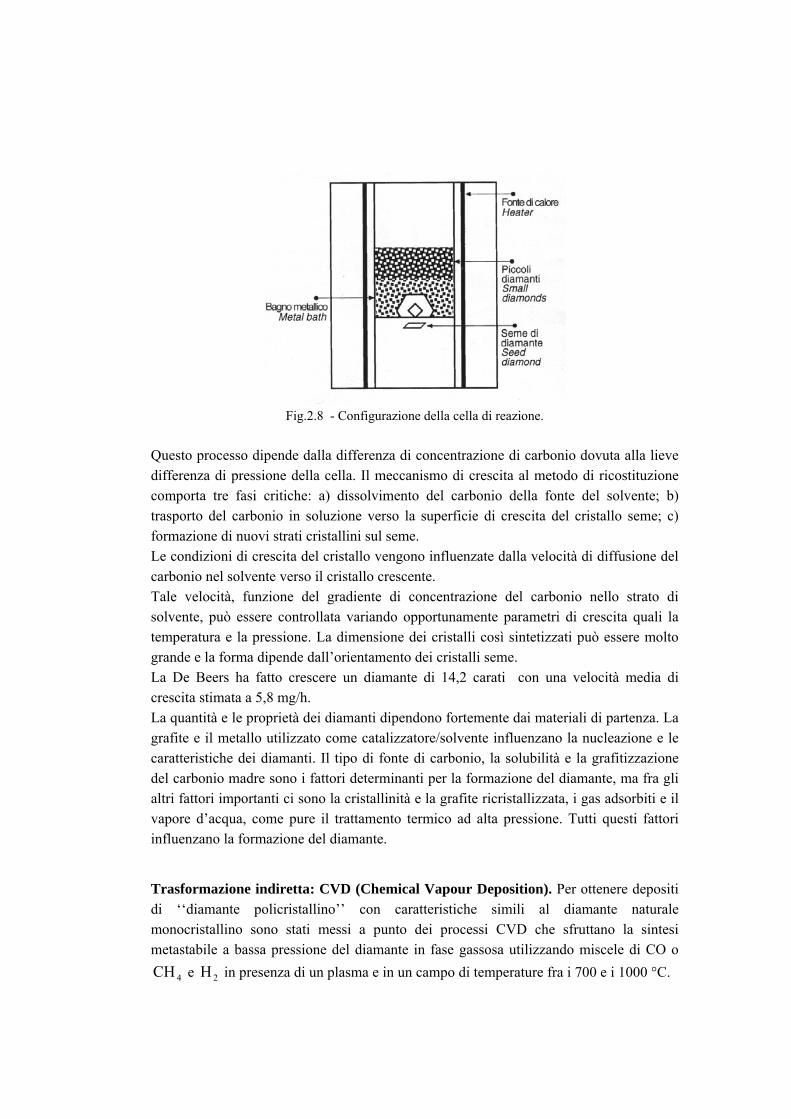
Fig.2.8 - Configurazione della cella di reazione.
Questo processo dipende dalla differenza di concentrazione di carbonio dovuta alla lieve differenza di pressione della cella. Il meccanismo di crescita al metodo di ricostituzione comporta tre fasi critiche: a) dissolvimento del carbonio della fonte del solvente; b) trasporto del carbonio in soluzione verso la superficie di crescita del cristallo seme; c) formazione di nuovi strati cristallini sul seme. Le condizioni di crescita del cristallo vengono influenzate dalla velocità di diffusione del carbonio nel solvente verso il cristallo crescente. Tale velocità, funzione del gradiente di concentrazione del carbonio nello strato di solvente, può essere controllata variando opportunamente parametri di crescita quali la temperatura e la pressione. La dimensione dei cristalli così sintetizzati può essere molto grande e la forma dipende dall’orientamento dei cristalli seme. La De Beers ha fatto crescere un diamante di 14,2 carati con una velocità media di crescita stimata a 5,8 mg/h. La quantità e le proprietà dei diamanti dipendono fortemente dai materiali di partenza. La grafite e il metallo utilizzato come catalizzatore/solvente influenzano la nucleazione e le caratteristiche dei diamanti. Il tipo di fonte di carbonio, la solubilità e la grafitizzazione del carbonio madre sono i fattori determinanti per la formazione del diamante, ma fra gli altri fattori importanti ci sono la cristallinità e la grafite ricristallizzata, i gas adsorbiti e il vapore d’acqua, come pure il trattamento termico ad alta pressione. Tutti questi fattori influenzano la formazione del diamante.
Trasformazione indiretta: CVD (Chemical Vapour Deposition). Per ottenere depositi di ‘‘diamante policristallino’’ con caratteristiche simili al diamante naturale monocristallino sono stati messi a punto dei processi CVD che sfruttano la sintesi metastabile a bassa pressione del diamante in fase gassosa utilizzando miscele di CO o
4CH e 2H in presenza di un plasma e in un campo di temperature fra i 700 e i 1000 °C.

La crescita del diamante a bassa temperatura e pressione ( condizioni in cui il diamante risulta essere in fase metastabile) è resa possibile dall’osservazione che le fasi metastabili possono essere formate da una reazione di precursori gassosi adeguati (per es. CH4 e H2 nel caso del diamante), se le barriere energetiche di attivazione verso le fasi più stabili ( grafite) sono sufficientemente alte. Un grande passo in avanti è stato fatto su questa tecnica quando alcuni ricercatori hanno osservato che la presenza di idrogeno atomico rendeva possibile la deposizione di diamante da idrocarburi. L’idrogeno non solo erodeva preferenzialmente la grafite rispetto al diamante ma, saturando i legami liberi alla superficie in crescita del diamante, impediva anche la chiusura dei legami carbonio su se stessi e quindi la ricostruzione della fase grafitica. A causa del ruolo determinante dell’idrogeno atomico nell’erodere preferenzialmente la grafite e nel sopprimerne la crescita, tutti i metodi di deposizione del diamante, attualmente utilizzati, hanno in comune la produzione di idrogeno atomico in prossimità della superficie. Tale processo permette di rivestire materiali di altra natura con pellicole di diamante. L’innovazione di tale tecnica di sintesi del diamante, oltre alla più facile esecuzione delle condizioni di processo rispetto a quelle tradizionali (HP/HT), ha permesso di estendere a nuovi campi di applicazione tutte quelle proprietà tecnologiche del diamante. Le caratteristiche degli strati di diamante ottenuti con questi processi sono elevatissime:
• la durezza si avvicina a quella del diamante naturale (7000-12.000 HV); • il coefficiente d’attrito è simile a quello del Teflon, la reattività chimica è
bassissima (in ambienti non ossidanti); • la stabilità termica in atmosfera inerte è molto alta e può superare i 1.200 °C; • la conduttività termica è altissima. • La resistenza all’ossidazione ad elevate temperature non è invece molto alta e il
diamante inizia ad ossidarsi oltre i 600°C. Uno degli svantaggi si tale processo di sintesi è legata alla velocità di crescita, la quale risulta estremamente bassa. La morfologia di superficie ottenuta durante il CVD dipende dal rapporto di miscelazione del gas e dalla temperatura del substrato. Con pressione parziale di 4CH e temperature del sub strato bassa, si ottengono pellicole microcristallina con sfaccettature triangolari{111}e contorni ben definiti come mastra la figura 2.9.

Fig.2.9 - Film di diamante microcristallino depositato su una base di Si con la tecnica CVD.
Con l’aumento della concentrazione di 4CH nella miscela di gas precursore e/o con l’aumento della temperatura del substrato si hanno facce di tipo {100} con forme squadrate e regolari. La Fig.2.10 seguente mostra la sezioni trasversale di una pellicola microcristallina di questo tipo di spessore 6,7 µm mostrando uno sviluppo strutturale di tipo colonnare:
Fig.2.10 - Sezione trasversale di un deposito di diamante microcristallino con la tecnica CVD
Con pressioni parziali maggiori di 4CH la morfologia cristallina scompare completamente. Una pellicola cosi realizzata, rappresentata in figura 2.11, è costituita da un complesso di nanocristalli di diamante e da grafite disordinata.

Fig.2.11 - Film di diamante microcristallino con tecnica di deposizione CVD con pressioni parziali di CH4 maggiori.
Le tecniche attualmente utilizzate per il rivestimento di utensili con uno strato di diamante sono essenzialmente due:
• Produzione di membrane autosostenute di puro diamante monocristallino cubico. Ottenute con processi CVD, su substrati di comodo e in particolari di grandi dimensioni e spessori (fino a 500-1000 µm), successivamente tagliati alle dimensioni opportune e saldobrasati sulla superficie dell’utensile stesso. Questo procedimento, in parte assimilabile alla preparazione del PCD, non consente un rivestimento in tre dimensioni e comporta un numero elevato di passaggi operativi. Presenta tuttavia alcuni vantaggi quali la possibilità di utilizzare substrati scelti in maniera ottimale, per facilitare la nucleazione e la crescita, l’assenza di stress all’interfaccia e la possibilità di ottenere spessori, struttura, dimensione dei grani cristallini ottimali.
• Rivestimento CVD direttamente sull’utensile. Con temperature del substrato intorno a 800-900 °C, e possibilità di ricoprire superfici complesse in tre dimensioni. Il rivestimento CVD "in situ", può diventare il metodo ottimale, in quanto ha la potenzialità e la flessibilità più alte, essendo in grado di rivestire con una sola operazione un numero molto elevato di campioni contemporaneamente, di rivestire superfici complesse in tre dimensioni, di depositare multistrati ed, infine, dì ottenere spessori delle dimensioni richieste.
Altri campi di impiego si possono citare la costruzione di semiconduttori, il rivestimento di vetri e specchi per applicazioni aerospaziali, riporti con differenti caratteristiche elettriche, termiche e di trasmissione del suono nel settore elettronico, etc.

2.3.3 CBN ( Nitruro di Boro Cubico )
Il Nitruro di Boro è una molecola composta da Boro ed Azoto e si presenta sotto quattro forme allotropiche:
• esagonale • romboedrico • wurtzitic • cubico
Atomo di boro Atomo di azoto
Fig.2.12- Forme allotropiche del nitruro di boro
È da notare la similitudine delle forme allotropiche del Nitruro di Boro con quelle del carbonio. Infatti la struttura esagonale è simile alla grafite, mentre la struttura cubica è simile al diamante. Tale somiglianza spiega le eccezionale durezza del Nitruro cubico di Boro (CBN) la quale risulta essere seconda solo al diamante. Malgrado la somiglianza tra le forme allotropiche fra il Nitruro di Boro (BN) ed il Carbonio, in natura tale elemento non è reperibile come la grafite o il diamante ma si presenta come ossido o legato con altri ossidi alcalini. Il Nitruro di Boro viene ottenuto sotto forma di polvere da un processo di lavorazione diviso in diverse fasi. Il materiale di partenza viene inizialmente purificato dai metalli alcalini, ottenendo materiali iniziali per la sintesi del Nitruro del Boro (in genere dell’acido borico), quindi un ulteriore trasformazione in sostanze definite precursori del Nitruro del Boro. La forma allotropica esagonale del Nitruro di Boro è la forma stabile in condizioni ambiente mentre quella cubica è metastabile. Il Nitruro Boro cubico è stato sintetizzato per la prima volta nel 1957 da R. H. Wentorf

sottoponendo il Nitruro di Boro esagonale ad alta pressione e temperatura. Inizialmente, il processo di sintesi del CBN consisteva nel riscaldare il materiale a circa 1.800 °C e sottoponendolo ad una pressione di 9 GPa. Successivamente, il requisito di pressione è stato reso meno importante tramite l’introduzione di catalizzatori, quali metalli alcalini e alcalini terrosi, in particolare nitriti di magnesio, calcio o litio. Una delle proprietà che rende il CBN estremamente interessante in campo tecnologico, oltre ad essere un materiale estremamente duro (4500 Kg/mm2) secondo solo al diamante, è la sua estrema stabilità alle alte temperatura. Infatti il CBN è chimicamente stabile nell’aria ad un temperatura intorno ai 1300 ° C, mentre il diamante è stabile nell’aria solo intorno ai 800° C (oltre tali valori inizierebbe un processo di grafitizzazione). Tale proprietà rende il CBN estremamente interessante come abrasivo in lavorazioni di metalli duri, come l’acciaio, ad alte temperature [Mil96].
2.4 Morfologia del diamante e del CBN Le vere facce cubiche sono estremamente rare nel diamante naturale, la cui morfologia e la cui struttura sono determinate dalla condizioni esistenti prima e durante la loro formazione nei fornelli di kimberlite. Invece, la morfologia del cristallo di diamante sintetico può andare da un cubo puro ad un ottaedro puro fino a cristalli irregolari, parzialmente geminati o a frammanti di cristallo, a seconda delle velocità relative di crescita delle facce del cristallo lungo le principali direzioni cristallografiche. La morfologia dei diamanti sintetici può essere manipolata intervenendo sulle condizioni del processo di sintesi. Può esistere, quindi, tutta una gamma di forme di cristallo fra quelle estreme del cubo e dell’ottaedro, come illustra la figura 2.13. Mentre la velocità di crescita del cristallo è controllata dalla velocità di diffusione del carbonio attraverso il solvente, la cinetica dell’adesione dell’atomo di carbonio e il processo di riassestamento della superficie del cristallo all’interfaccia liquido-cristallo controllano la morfologia dei cristalli. Le facce del cristallo che hanno una velocità di crescita maggiore, delimitate agli spigoli da quelle di crescita più lenta, diventano più piccole e infine scompaiono, man mano che il cristallo stesso diventa più grande. Le facce che rimangono sono quelle di crescita più lenta. Idealmente le facce {111}, che sono quelle dalla disposizione più densa, sarebbero anche quelle dalla crescita più lenta del cristallo, formando alla fine un ottaedro circondato da otto facce {111}. Le facce che crescono più velocemente sul diamante sono i piani cubici {100}. Tuttavia la morfologia effettiva della crescita dipende da molti fattori. Si segnala che le velocità di crescita relative delle facce {111} e {100} variano a seconda della temperatura di crescita, del tipo di lega del solvente, delle impurezze nel solvente e della loro distri-buzione relativa fra cristallo e solvente. Cristalli cresciuti con lo stesso

solvente/catalizzatore e la stessa pressione possono presentare variazioni di morfologie e i settori di crescita dei diamanti sintetici cresciuti con il metodo di gradiente di temperatura dipendono dalla temperatura di crescita .
Fig. 2.13 - Gamma delle forme di cristallo da ottaedrica a cubica.
Nel caso del diamante cresciuto a 1350°C la morfologia è quasi esaedrica (cubica) e i settori di crescita (100) occupano quasi tutta la struttura del cristallo. In proporzione con l’aumento della temperatura di crescita, la morfologia diventa esa-ottaedrica ( cubo-ottaedrica ) e infine quasi ottaedrica. La morfologia del nitruro di boro cubico è molto più complessa di quella del diamante. Le due sostanze hanno strutture geometriche simili, ma nel caso del CBN si ha una perdita di simmetria, data l’alternanza degli atomi fra boro e azoto.

Fig.2.14 - Confronto tra la struttura cristallografica di (a) diamante e (b) CBN.
Nel diamante le facce ottaedriche {111} sono chimicamente identiche; invece nel CBN le otto facce sono di due tipi, diversi fra loro, in quanto quattro facce terminano col boro e le altre quattro con l’azoto. Qualora le velocità di crescita di questi due tipi di facce ottaedriche {111} fossero uguali, risulterebbe un ottaedro. Se invece un tipo dovesse crescere con l’esclusione dell’altro, il risultato sarebbe un tetraedro. Visto che ci sono due tipi distinti di facce {111}, è possibile avere due tipi distinti di tetraedri (ossia che terminano o col boro o con l’azoto). Finora è stato osservato che i tetraedri più diffusi sono del tipo che termina con atomi di azoto. Nel caso predominasse la crescita di un tipo di faccia, ma senza l’esclusione totale dell’altre, risulterebbe un cristallo con otto facce in proporzioni variabili. Inoltre come nel caso del diamante, durante la crescita di un cristallo di CBN, possono svilupparsi anche delle facce cristallografiche cubiche {100}. La morfologia di una particella di CBN può, quindi, variare fra cubica e ottaedrica (analogamente a quella del diamante) e anche fra ottaedrica e tetraedrica come mostrato in figura 2.15. Quest’ultima variante si riscontra raramente nel diamante e in tali casi è stato dimostrato che si tratta in realtà di un ottaedro, gemellato con crescita modificata delle componenti gemelle. Un diamante autenticamente tetraedrico non sarebbe previsto a causa della struttura e della chimica identiche fra tutte le facce ottaedriche. La classificazione delle morfologie cristallografiche possibili per il diamante sintetico e il CBN può essere fatta attribuendo un indice numerato alla gamma di morfologie di dia-mante e di CBN in modo tale che, sulla scala "cubo-ottaedro", il cubo sia designato 0 e l’ottaedro 8.
Atomo di carbonio Atomo di Azoto
Atomo di boro

Fig.2.15 - Forme del cristallo da ottaedrica a tetraedrica. Sulla scala "ottaedro-tetraedro", l’ottaedro è designato sempre 8 e il tetraedro 0. Questi numeri vengono, usati insieme per descrivere un cristallo in termini delle proporzioni relative fra facce cubiche, ottaedriche e tetraedriche. Ad esempio, l’indice per il cubo è 0/8, per l’ottaedro 8/8 e per il tetraedro 8/0. Questo indice presuppone una crescita regolare delle diverse facce, mentre in pratica i cristalli di diamante e di CBN possono spesso presentare distorsioni di queste forme morfologiche regolari a causa di gradienti direzionali delle condizioni esistenti nell’ambiente di crescita. II comportamento chimico di un cristallo può essere influenzato dalla sua morfologia. Nel caso del diamante, in cui ogni faccia del cristallo è composta da atomi di carbonio, a meno che non sia alterata specificamente, la chimica della sua superficie è dominata da quella dell’idrogeno o dell’ossigeno, a seconda dei diversi ambienti in cui il cristallo è cresciuto. La struttura chimica e fisica e le energie superficiali della superficie cubica {100} e di quella ottaedrica {111} sono diverse e, dunque, saranno diverse anche le loro reattività chimiche. Le otto facce {111} sono identiche e dovrebbero comportarsi in modo analogo.

Fig.2.16 - Gamma di morfologie teoriche dei cristalli di diamante e CBN.
Nel caso del CBN, si pensa che la chimica superficiale sia dominata normalmente da quella dell’ossigeno. La struttura chimica e fisica delle facce cubiche {111} e quella delle facce ottaedriche/tetraedriche {111} sono diverse. Così chimicamente i due tipi di facce, come nel caso del diamante, dovrebbero reagire in modi differenti. Inoltre, a differenza del diamante, nemmeno le otto facce {111} sono identiche, in quanto terminano o con atomi di azoto o con quelli di boro. Nel caso di un cristallo di CBN che sia un tetraedro puro (indice morfologico 8/0) e che abbia quattro facce {111} identiche, la sua chimica superficiale sarà influenzata dal fatto che le superfici terminino con azoto o con boro. Un cristallo di CBN puramente ottaedrico (indice morfologica 8/8) avrà otto facce {111}, di cui quattro termineranno con azoto, mentre le altre quattro, alternanti ed adiacenti a queste, termineranno con boro; la reattività chimica dell’insieme del cristallo sarà influenzata da entrambi i tipi di faccia. Le principali impurità che si possono presentare nel diamante sono l’azoto, il boro e tutti quei materiali che fungono da catalizzatore come nichel, ferro, cobalto. Il tipo di impurità e la relativa percentuale dipende dalla natura del diamante (naturale o sintetico) e dalle soggettive condizioni di crescita.

La caratterizzazione del tipo di impurità è di fondamentale importanza in quanto queste influenzano notevolmente il comportamento chimico fisico e meccanico del diamante. Una classificazione del diamante è stata fatta in base alle percentuali contenute di azoto e sotto quale forma (sostituzionale o interstiziale ). Infatti gli atomi di azoto sono in grado di sostituire quelli di carbonio rimanendo incorporato nel reticolo oppure si può accumulare in grandi ammassi o lastrine. Si definisce : Diamante Tipo Ia: Diamante contenente azoto come impurità in quantità notevole solitamente nell’ordine dello 0,1% e concentrato in piccoli aggregati. Contiene anche placchette, associate alle impurità di azoto, la cui struttura non è nota. La maggior parte dei diamanti naturali è di questo tipo. Diamante Tipo Ib: Diamante contenente anch’esso azoto come impurità, ma in forma dispersa di sostituzione. Quasi tutti i diamanti sintetici sono di questo tipo. Diamante Tipo IIa: Diamante con impurità di azoto completamente assenti. Molto rari in natura, questi diamanti hanno proprietà ottiche e termiche in misura maggiore rispetto agli altri tipi. Diamante Tipo IIb: Tipo di diamante molto puro con proprietà di semiconduttore, generalmente di colore blu ed assai raro in natura. Proprietà semiconduttive possono essere indotte nei cristalli sintetici mediante incorporazione di boro. Un diamante perfetto è incolore, ma quando è presente l’azoto in sostituzione singola o in dispersione, il diamante assume un colore giallo-verdastro. Questi atomi dell’azoto assorbendo lo spettro blu della luce provocano colori come il giallo (esistono diamanti color giallo canarino), marrone e gialli-verdastro intensi. In generale il colore dipende oltre dalla presenza dell’azoto anche da come questo è presente. Inoltre i cristalli sintetici cresciuti da solventi metallici contenenti nichel, ferro o cobalto hanno atomi metallici dispersi come impurezze. Catalizzatori abbassi di ferro-nichel sono noti per determinare inclusioni globi polari distribuite casualmente nel grano cristallino, con dimensioni ed è in numero variabile a seconda della qualità della materia. Nel caso di catalizzatori al cobalto, indice, le inclusioni sono numerose e finissime e localizzate prevalentemente sui piani (100).
2.5 Utensili diamantati sinterizzati nelle lavorazioni delle pietre naturali Gli utensili diamantati sono oggi impiegati in un’ampia varietà di applicazioni nel settore della pietra, quali la trivellatura esplorativa, dove sono usati sotto forma di corone diamantate per estrarre carote campione, nel campo minerario, nella segagione di pietre naturali e agglomerati.

L’analisi del settore lapideo ha permesso di evidenziare come il comparto degli utensili diamantati, quali fili diamantati, lame e dischi diamantati, frese cilindriche e sagomate, identifichi un insieme di beni strumentali estremamente funzionali allo svolgimento delle singole fasi di trasformazione dei materiali lapidei lungo la filiera produttiva. Dalla loro natura e caratteristiche dipendono infatti in grande misura il grado di economicità, il livello di prestazione e la stessa qualità del prodotto finale ottenuti in corrispondenza di ciascuno stadio di lavorazione. Gli utensili diamantati utilizzati per le lavorazioni dei materiali lapidei si possono classificare agevolmente secondo due macro-categorie: gli utensili da taglio (ad esempio filo, lame e dischi diamantati) e gli utensili per la lavorazione delle superfici (tipicamente mole e frese di varia forma e profilo). L’utensile diamantato è un utensile abrasivo avente un rendimento estremamente elevato rispetto ai metodi tradizionali di taglio. I procedimenti fino ad oggi utilizzati per produrre utensili diamantati si basano, essenzialmente, su due tecniche; elettrodeposizione ed tecnologia delle polveri. La prima utilizzata nella costruzione di utensili a matrice metallica destinati alla lavorazione di materiali particolarmente difficoltosi nella lavorazione come i graniti, mentre i secondi sono utilizzati nella lavorazione di materiali lapidei meno impegnativi dal punto di vista del taglio come il marmo. Negli ultimi tempi, per la verità, si è resa disponibile una nuovissima tecnologia che si basa non più sulla sinterizzazione, bensì sulla fusione delle polveri, mediante raggio laser, direttamente sul supporto di acciaio (anima). Benché quest’ultima tecnologia sia particolarmente interessante e degna di un attento esame, non sarà per il momento trattata, non fosse altro perché non ancora sufficientemente adottata dai costruttori di utensili diamantati.
2.6 Costruzione degli utensili diamantati sinterizzati Il processo PM costituisce il ciclo di produzione principale per tutti gli utensili diamantati a legante metallico. Saranno presi in considerazione i sistemi di produzione tradizionali, con riferimento particolare a quelli che interessano la produzione di utensili diamantati a settori fissati su di un supporto metallico. Questo in quanto tutti gli altri utensili diamantati, siano essi impiegati su materiali lapidei o su altri materiali (nel qual caso gli utensili diamantati vengono catalogati "per meccanica") sono ottenuti con tecnologia che include sempre una fase di sinterizzazione (o polimerizzazione se di legante resinoide) e differisce operativa-mente solo dalla produzione di grandi serie di settori. Infatti nella categoria degli utensili a settori, oltre naturalmente ai dischi, alle lame per telaio, ai foretti si inseriscono anche utensili speciali tipo mole, levigatori e il filo diamantato, poiché le perline, dal punto di vista produttivo, possono considerarsi come settori.

Il processo tipico di fabbricazione può essere rappresentato tramite un diagramma di flusso, di seguito rappresentato, che mostra le varie fasi del processo produttivo.
Fig.2.17 - Ciclo di produzione degli utensili diamantati sinterizzati
2.6.1 Preparazione della polvere metallica e della grana di diamante
Per la maggior parte dei costruttori di utensili diamantati, la preparazione della polvere metallica e della grana di diamante comporta due operazioni. La prima è la miscelatura delle polveri metalliche costituenti, effettuata attraverso un apposito miscelatore. La scelta precisa del tempo e della velocità spetta però al singolo costruttore. Occorre pre-stare attenzione, poiché una miscelatura eccessiva può provocare la segregazione degli ingredienti. Dopo la miscelatura iniziale, è possibile far granulare la polvere metallica. Questa oltre a favorisce la scorrevolezza e le caratteristiche di compattazione nella pressatura a freddo permette una maggiore uniforme distribuzione dei diamanti. Dopo la granulazione, viene effettuata un’altra miscelatura, in cui vengono aggiunti i diamanti alla polvere metallica e, spesso, anche della cera, per ottenere una corretta miscelatura. La seconda fase di miscelatura è meno vigorosa della prima, poiché esiste sempre il rischio di segregazione fra i diamanti e la polvere e, quindi, di disgregazione del granulato.

2.6.2 Processo di pressatura a freddo
Dopo la miscelatura delle polveri di metallo e di diamante, il ciclo produttivo normale comporta la pressatura a freddo della miscela diamante/matrice. La pressatura a freddo degli utensili diamantati da sinterizzare per infiltrazione è solitamente meno sofisticata di quella effettuata nei componenti a sinterizzazione libera. La pressatura a freddo, per gli utensili pressati a caldo o a sinterizzazione libera, è effettuata da particolari macchine. Queste sono dotate di dispositivi di riempimento o di scivoli vibratori, in grado di dosare la quantità corretta di materiale per riempire lo stampo. Vediamo le differenti possibilità di attuazione di tale fase.
a) Preformatura con dosaggio gravimetrico
Le polveri vengono dosate mediante una bilancia di precisione, che lascia cadere in una tramoggia l’esatto quantitativo di polvere richiesto; dalla tramoggia la polvere cade nel trasportatore (filler o scarpetta), che lo trascina fin sopra la cavità dello stampo.
Fig.2.18 - Fasi della preformatura con dosaggio gravimetrico
b) Preformatura con dosaggio volumetrico In queste presse il dosaggio della polvere avviene senza pesatura ed è ottenuto (per tentativi all’inizio di ogni nuovo tipo di ciclo) regolando la discesa del punzone inferiore, in modo che il volume della cavità stampo, correlata alla densità apparente della polvere, ne contenga il peso esatto calcolato sulla base del pezzo finito. Va subito detto che, contrariamente a quanto sembrerebbe, la ripetibilità del dosaggio, verificata con bilancia, è buona e la differenza in peso non arriva al 2%, anche con pezzi di piccolo volume (quali ad esempio le perline diamantate che costituiscono l’elemento tagliente del filo

diamantato). Questo sistema che può operare solamente se le polveri sono granulari, presenta notevoli vantaggi e si possono fare le considerazioni seguenti:
• la macchina fa a meno di sistemi elettronici di pesatura;
• non si hanno perdite per attriti a dosaggio avvenuto e, quindi, la ripetibilità è assicurata;
• il procedimento è più veloce per se stesso e consente una facile moltiplicazione (stessa pressa con più cavità stampo e più punzoni azionati nello stesso tempo).
La figura 2.19 illustra schematicamente questo dosaggio che, peraltro, può avvenire in diversi modi, a seconda della posizione relativa di scarpetta e punzone inferiore, poiché si può creare una leggera depressione nella cavità stampo, favorendo il riempimento.
Fig. 2.19 - Fasi della preformatura con dosaggio volumetrico
Lo scopo principale per cui i segmenti vengono pressati a freddo è di facilitarne la gestione quando si carica lo stampo di grafite, con l’ulteriore vantaggio di ridurre l’usura degli stampi di grafite, durante il ciclo di pressatura a caldo. I segmenti compattati a freddo vengono di solito pressati fino al 50% della densità teorica, valore che tuttavia può essere modificato, per ottenere resistenza diversa all’usura della matrice. La pressatura a freddo per le operazioni di sinterizzazione libera viene effettuata a pressioni maggiori, tipicamente 400 MPa.

2.6.3 Processi di sinterizzazione
Nella produzione di utensili diamantati si impiegano tre processi diversi: pressatura a caldo, infiltrazione e sinterizzazione libera. 2.6.4 Sinterizzazione: pressatura a caldo
La qualità dei compattati a caldo è determinata dalla pressione, dalla temperatura e dal tempo del ciclo; questi tre parametri vengono solitamente variati su basi empiriche dai costruttori di utensili. La pressione esatta adottata dipende dal tipo di polvere metallica; comunque nella pressatura a caldo una pressione tipica è di 35 MPa. Le pressioni per la pressatura a caldo vengono spesso ottimizzate empiricamente. Viene modificato anche il tempo di ciclo, ma il tempo in temperatura è di solito attorno ai 10-15 minuti. Se si utilizzano una temperatura o un tempo di ciclo eccessivi, i diamanti possono subire danni. Di solito si utilizza il riscaldamento per resistenza, ma è usato anche il riscaldamento per induzione, particolarmente da parte delle aziende minori. Il controllo della temperatura si effettua con una termocoppia o un pirometro. Generalmente vengono impiegati stampi di grafite, ma si possono usare anche quelli di acciaio. Gli stampi metallici sono utilizzati per le mole a legante metallico, per via delle temperature più basse utilizzate in questo processo. Invece, nella produzione di segmenti e a temperature elevate gli stampi di grafite offrono un’efficienza maggiore; gli ossidi gassosi di carbonio proteggono contro l’ossidazione sia il metallo che il diamante. Occorre sostituire frequentemente i punzoni di grafite, durante la produzione di una serie di lotti, poiché essi si bruciano nel punto di entrata nello stampo, riducendo così la sezione portante dei punzoni con conseguente cedimento meccanico. Un altro svantaggio della grafite è che la carburizzazione può risultare indesiderabile, se la matrice contiene ferro o altri metalli che formano carburi, con effetti imprevedibili sulle prestazioni dell’utensile. 2.6.5 Sinterizzazione: infiltrazione
In generale l’infiltrazione viene utilizzata solo nella produzione di corone diamantate per il settore minerario. Le quantità relative in volume di fase solida di scheletro (compattato verde) e di infiltrante liquido dipendono in parte dalle proprietà fisiche richieste per la corona diamantata. Poiché la forza motrice di penetrazione del metallo liquido nei pori è un’azione capillare, il metallo, o lega, liquido deve "bagnare" e spandersi sulla superficie del metallo solido. Se ciò non accade, o avviene troppo lentamente, ne risulterà una corona diamantata scadente. I vantaggi dell’infiltrazione sono: (a) il raggiungimento di una densità praticamente piena senza necessità di applicare una pressione esterna eccessiva; (b) la combinazione di due componenti con punti di fusione molto diversi e (e) la produzione di forme precise.

Questi vantaggi sono molto importanti nella produzione di questo tipo di corone diamantate, poiché i segmenti utilizzati nel carotaggio minerario sono più grossi delle corone impiegate nel settore delle costruzioni. Un altro motivo è che tutto il tubo di carotaggio è prodotto al momento dell’infiltrazione, in cui il corpo di acciaio viene inserito nei segmenti della corona in modo che l’infiltrante, oltre ad infiltrarsi nei segmenti, forma un legame di tipo brasato col corpo di acciaio. Tuttavia, l’infiltrazione comporta anche diversi problemi. A causa del flusso direzionale seguito dal metallo liquido, mentre viene attirato dentro i pori, è possibile l’erosione della superficie sulla quale l’infiltrante viene alimentato, in modo analogo a certi processi di colata. Il riscaldamento prolungato, in seguito all’infiltrazione, può provocare il rigonfiamento del compattato a causa delle reazioni metallurgiche che si verificano al suo interno. Per questi motivi, i tempi del ciclo di infiltrazione devono essere mantenuti brevi. Tipicamente si utilizzano temperature di infiltrazione di circa 15°C al di sopra del campo di fusione. 2.6.6 Sinterizzazione: sinterizzazione libera
Alcune aziende utilizzano la sinterizzazione libera, che attualmente si sta diffondendo; non è molto usata. Essa offre un vantaggio importante: non si utilizzano stampi di grafite, il che comporta una riduzione consistente dei costi. Come elemento negativo, i segmenti si devono pressare a freddo e, inoltre, a pressioni superiori rispetto a quelle usate per i segmenti da pressare successivamente a caldo. Un altro svantaggio è il fatto che i tempi di sinterizzazione sono più lunghi e può verificarsi l’assettamento dei segmenti. 2.6.7 Considerazioni sulla distribuzione delle grane di diamante
La distribuzione delle grane abrasive, nel nostro caso specifico diamante in polvere, nella massa del legante, durante la fabbricazione di utensili diamantati, è stata ed è tuttora un problema di non facile soluzione pratica. Non è raro il caso di utensili diamantati, particolarmente se composti da segmenti, in cui un lato del segmento abbia una concentrazione di punte superiore al lato opposto. E’ ovvio che la resa di un utensile in cui i granelli siano regolarmente distribuiti sarà migliore di un utensile con irregolare distribuzione. La difficoltà nella regolazione della distribuzione dei granelli di diamante è dovuta al fatto che questa deve avvenire in seno ad un volume. Tale problema non è tanto legato nella fase di miscelatura, la quale, anche se legata al tipo di sistema meccanico usato e quantificabile solo in modo statistico, permette una distribuzione delle grane più che soddisfacente, ma da tutte quelle fasi, successive alla miscelazione, che comportano un scorrimento relativo del mix granulare finale. Generalmente, nel processo di preformatura (stampaggio a freddo) dei segmenti diamantati, e più specificatamente nel momento in cui si riempie la cavità dello stampo,
la miscela di polveri metalliche miste a granelli di diamante cade per gravità nella cavità stessa. Quindi, dato che i granelli di diamante sono "individui estranei" sia come forma che come grandezza, ed inoltre sono in quantità molto minore rispetto alla polvere (spe-cialmente nel caso di granulometria del diamante non molto fine). Essi sono in qualche modo liberi di muoversi relativamente fra loro in seno alla quantità di polvere metallica e potrebbe accadere che, durante la caduta, abbiano una velocità diversa, dovuta alla loro massa differente. Pertanto si verificherebbe nello stampo una distribuzione diversa da quella esistente al momento della loro miscelatura in "mixer" o altro dispositivo. In particolare ogni travaso della miscela da un recipiente all’altro varia la posizione relativa dei granelli di diamante. Naturalmente questo movimento relativo sarà più o meno facilitato a seconda del tipo di grana di diamante, dalla sua dimensione, ed anche a seconda del tipo e dimensione dei granelli elementari della polvere metallica. Una granulometria fine di polvere di diamante naturale, miscelata con polvere metallica fine, i cui granelli elementari hanno forma spugnosa o dendritica, avrà meno possibilità di movimento di quanto non abbia una granulometria grossa di diamante sintetico, in seno ad una polvere metallica non molto fine e con granelli di forma tondeggiante, questo è il caso tipico che si verifica quando si impiegano polveri metalliche granulate. In questo caso i granelli di diamante possono facilmente muoversi fra le particelle di polvere granulare di forma sferica e non è raro il caso, specialmente nella preformatura di segmenti diamantati, di ottenere un segmento stampato a freddo con i granelli diamantati tutti concentrati su un lato. Anche durante la riduzione di volume nella fase di compattazione a caldo, poiché i granelli di diamante hanno sempre lo stesso peso specifico e quindi occuperanno sempre lo stesso volume, la loro posizione può subire spostamenti rispetto alla geometria del preformato. In pratica, per ovviare ad inconvenienti come sopra descritti, si adottano accorgimenti atti a ridurre le possibilità di movimento dei granelli, durante i travasi della miscela. Tali accorgimenti possono essere di tipo meccanico utilizzando appunto sostanze coesive quali cere, oppure operando con procedure di travasatura tali da minimizzare lo stravolgimento della distribuzione ottimale. Tali procedimenti anche se riportano riscontrabili benefici rimangono sempre dei processi affidati al caso e quindi quantificabili solo statisticamente. 2.6.8 Fasi finali e controllo della qualità
Proseguendo con le rimanenti fasi del ciclo produttivo si incontra la burattatura, ossia la sbavatura dei segmenti sinterizzati quindi la fase di brasatura o saldatura dei segmenti sui supporti metallici o anime. Per brasatura si intende quella ottenuta mediante apporto di leghe bassofondenti (leghe all’argento) e generalmente eseguita con brasatrici ad induzione elettromagnetica (HF),

automatiche (o quasi). Per saldatura invece si considera l’unione del segmento al supporto mediante fusione del metallo, ottenuta con raggio laser. Ambedue i procedimenti sono abbastanza rapidi e ormai completamente automatizzati. Il controllo di qualità investe varie fasi del ciclo produttivo. Per quanto riguarda le polveri in entrata, il requisito per avere risultati affidabili e riproducibili è un buon sistema di campionatura. Di solito si utilizza l’analisi per setaccio della densità effettiva e apparente e della scorrevolezza della polvere. Tali esami di solito non vengono effettuati dai piccoli produttori di utensili. In seguito alla sinterizzazione, la verifica principale di controllo di qualità si limita di solito alle prove di durezza. Come è risaputo, i semplici numeri di durezza non si possono affatto associare direttamente con la resistenza all’usura dei diversi leganti. È importante il calcolo della densità finale della matrice in quanto fornisce un’indicazione della porosità. Altro controllo è quello relativo al fissaggio dei settori. E’ un controllo non distruttivo che si effettua applicando ad ogni segmento saldato un momento flettente, il cui valore è (o almeno dovrebbe essere) calcolato tenendo conto della sezione di saldatura (sez. resistente), della distanza del punto di applicazione della forza, ed immettendo, nel calcolo del momento resistente, un carico di sicurézza a flessione, relativo all’effettivo materiale della sezione di saldatura (non è sempre facile). In fine si esegue un controllo dimensionale dell’utensile diamantato in tutta la sua interezza.
2.7 Tipi di matrici metalliche I metalli di base tipicamente utilizzati sono quelli elementari, per es. ferro, rame, tungsteno, cobalto, nichel, o leghe di questi. Gli additivi più usati sono carbonio (grafite), fosforo, titanio, molibdeno, stagno, cromo e niobio, dove gli abrasivi secondari più tipici sono WC e WC-Co. Poiché il livello di resistenza all’usura necessario è legato al tipo di applicazione, ci si assicura di coprire un’ampia gamma di queste, con combinazioni dei componenti del legante sopra nominati, o modifiche al processo di produzione. Dove esiste un problema di segregazione dei componenti, si utilizzano metalli prelegati o parzialmente prelegati. Le matrici che comprendono polveri di più granulometrie e di forma irregolare (per es. dendritiche, irregolari) forniscono un effetto d’intreccio, che le rende più resistenti all’usura di quelle prodotte con polveri di una forma più uniforme e con una distribuzione unimodale. Si può lasciare appositamente un certo livello di porosità nel prodotto finale, in modo da conferirgli determinate caratteristiche di "taglio libero". 2.8 Effetti della sinterizzazione sul diamante Il processo di sinterizzazione può provocare il degrado del diamante. L’entità del degrado dipende molto dalla temperatura di sinterizzazione, dalla composizione chimica della matrice e dalla misura e distribuzione delle particelle metalliche. Negli utensili diamantati

il degrado del diamante inizia in generale intorno agli 800°C e può verificarsi sia in superficie che all’interno. La grafitizzazione è la causa primaria del degrado termico nei prodotti diamantati sinterizzati. In generale, quanto più fine è la grana, elevata la temperatura e lungo il tempo di pressatura a caldo, tanto maggiore è l’entità della grafitizzazione. Il cobalto, il tungsteno, il nichel e il ferro sono noti come generatori di carburi, data la loro alta affinità con il carbonio. Quando questi metalli sono impiegati nella matrice, l’integrità dei cristalli di diamante è compromessa dalla grafitizzazione superficiale durante il ciclo di sinterizzazione. Invece, quando la sinterizzazione avviene con matrici di rame, di stagno o di bronzo, l’integrità del diamante non viene compromessa, a causa della loro scarsa affinità chimica. Data la presenza di inclusioni metalliche nel diamante, il degrado è abbastanza rapido a temperature superiori ai 1000° C e quindi è necessario fare attenzione, nella pressatura a caldo, a temperature simili. Questi metalli sono necessari per la trasformazione diamante-grafite nel campo di temperature fra gli 850 e i 1000°C. Ciò indicherebbe che i diamanti di qualità inferiore, che hanno in generale livelli più alti di inclusioni metalliche, si degradano prima e più rapidamente di quelli di qualità superiore.

3 Forza ed energia nel taglio delle pietre naturali
Si è affermato che per rendere sempre più efficiente una lavorazione per asportazione di truciolo si richiede un’attenta valutazione di tutti i parametri di taglio. Tale valutazione opera su due distinti fronti: da un lato la crescente necessità di massimizzare la velocità di asportazione del materiale, garantendo così lavorazioni in tempi brevi e di conseguenza una minore influenza sul costo della lavorazione stessa; dall’altro lato la necessità di garantire una buona e soddisfacente finitura e qualità superficiale del prodotto lavorato; aspetti spesso contrastanti: l’abbassamento dei costi di una lavorazione in seguito alla scelta di operare a velocità piuttosto elevate comporta molto spesso il risultato di una superficie lavorata non soddisfacente, addirittura danneggiata, danni dovuti alle forze a cui è sottoposto il materiale stesso. Non potendo migliorare un aspetto senza pregiudicare l’altro, nasce l’esigenza di sviluppare delle metodologie mirate alla ottimizzazione del processo di taglio. L’ottimizzazione del processo di taglio vede coinvolti diversi fattori connessi alle proprietà dell’utensile, della macchina e del materiale in lavorazione. Ottimizzare in questo caso significa ridurre i costi della lavorazione e/o i tempi e/o la qualità dei prodotti ottenuti agendo su diversi fattori, quali le forze di taglio, le proprietà degli utensili, le temperature di processo e le vibrazioni. In questo capitolo l’attenzione è rivolta alle forze generate durante il processo di taglio delle pietre naturali mediante utensili diamantati. In particolare viene proposto un modello in grado di valutare la forza e l’energia di taglio in funzione dei parametri di processo. Tali modelli sono stati sviluppati a partire da considerazioni sulla cinematica del processo di taglio. Il modello proposto consente di calcolare la forza e l’energia di taglio in funzione dello spessore massimo di truciolo asportato dal singolo grano di diamante. Tale modello e stato validato su un marmo denominato Perlato Royal di Coreno mediante una campagna di prove sperimentali eseguita su un centro di lavoro opportunamente strumentato.
3.1 Fenomeno della formazione del truciolo nel taglio delle pietre naturali mediante utensili diamantati Il processo di lavorazione delle pietre avviene attraverso la formazione di trucioli dovuta alla distruzione della consistenza del materiale ad opera dell’utensile L’interazione meccanica fra l’utensile e il pezzo genera forze di processo dovute principalmente ai seguenti fattori[Ton99]:
• deformazione elastica e plastica della pietra da parte dei diamanti; • attrito fra la pietra e i diamanti;

• attrito fra la pietra e la matrice; • attrito fra gli sfridi e la matrice.
L’interazione tra l’utensile (diamante) e pietra genera l’asportazione di materiale che può essere associato a due meccanismi differenti, come riportato in figura 3.1. Una particella, impegnata nel processo abrasivo, è soggetta a sollecitazioni tangenziali, sulla parete frontale (3), dovute all’impatto con il materiale nella direzione del moto di taglio e da sollecitazioni a compressione, sulla parete di testa (4), generata dal materiale per contrastare la penetrazione della particella in direzione ortogonale al moto stesso. Nella zona frontale alla particella gli sfridi sono prodotti dalle sollecitazioni critiche “di rottura” indotte dalle forze tangenziali sul materiale. Tale meccanismo è detto formazione primaria di truciolo. Nella zona di testa, la sollecitazione a compressione, generata sotto il diamante, deforma il materiale da tagliare. Quando il carico viene tolto si ha un recupero elastico del materiale, ciò produce sollecitazioni a trazione critiche, che provocano la frattura fragile. Questo meccanismo, dovuto alle sollecitazioni a trazione, è chiamato formazione secondaria di truciolo. L’interazione tra utensile e pietra genera delle forze di processo che dipendono dalle proprietà della pietra, dalle proprietà dell’utensile e dai parametri di processo. Forza ed energia di taglio sono dei parametri importanti per lo studio e l’ottimizzazione del processo di taglio. Queste hanno una influenza diretta sulle prestazioni dell’utensile, sull’usura, sulla temperatura e sulla qualità del taglio. In letteratura esistono diversi studi sul taglio delle pietre naturali. In questi lavori non si è giunti ancora ad un modello di taglio universalmente riconosciuto.
Fig.3.1 Interazione meccanica fra utensile e pietra nel processo di taglio [Ton99]. Jerro riporta un approccio matematico per definire la geometria teorica del truciolo prodotto dall’interazione tra il diamante e la pietra. [Jer99]. Tale approccio consente di

calcolare l’area e lo spessore medio di truciolo asportato dal singolo grano di diamante. Sperimentalmente è stata, inoltre, trovata la relazione tra la forza di taglio e lo spessore massimo di truciolo nel taglio lineare di granito mediante dischi diamantati sinterizzati. Brach et al. hanno studiato la relazione tra le componenti della forza di taglio, misurata da un dinamometro, e la potenza assorbita dal mandrino. Asche et al. mostrano uno studio empirico dell’influenza dei parametri di processo sull’usura [Asc99]. Konstanty presenta un modello di taglio di pietre naturali mediante dischi diamantati sinterizzati [Kon02]. Tale modello non è stato validato mediante una analisi sperimentale. Pai et al. mostrano la relazione tra le forze e l’energia di taglio, misurata sperimentalmente, e la forma del truciolo osservata mediante un microscopio a scansione [Pai89]. In nessuno di questi lavori è stato possibile ricavare un modello in grado di valutare la forza e l’energia di taglio nelle lavorazioni delle pietre naturali. La letteratura sulla rettifica di materiali metallici e ceramici è più ricca rispetto a quella relativa al taglio di pietre naturali. La rettifica è un processo simile al taglio delle pietre naturali mediante utensili diamantati sinterizzati. Da tale analogia sono stati presi in considerazione alcuni lavori interessanti sul processo di rettifica. Malkin propone un modello interessante tra la potenza assorbita nella rettifica di materiali ceramici ed i parametri di processo [Mal99]. In particolare la relazione tra l’energia specifica in rettifica e la geometria dell’abrasivo è riportata in [Hwa99]. I lavori sulla rettifica di materiali metallici mostrano dei modelli per il calcolo della forza di taglio [Ton92]. Tali modelli sono stati ricavati da considerazioni empiriche [Che99] o fisiche [Law73]. In [Sha96] è riportata la proporzionalità tra l’energia specifica di taglio in rettifica e lo spessore di truciolo. Dai lavori analizzati è emerso che un aspetto importante nella determinazione della forza e dell’energia di taglio è lo spessore di truciolo generato dal singolo grano di abrasivo. Tale spessore dipende dalla cinematica del processo di taglio e dalle caratteristiche geometriche dell’utensile. Si riporta, nel paragrafo successivo, l’approccio cinematico per il calcolo dello spessore di truciolo e dei parametri collegati.
3.2 Approccio cinematico per il calcolo dello spessore di truciolo
La determinazione dello spessore massimo della sezione di truciolo è di fondamentale importanza per le lavorazione delle pietre naturali, infatti da tale spessore dipende in modo considerevole il valore della forza di taglio. Si è osservato che lo spessore di truciolo dipende sia dalle variabili di processo impostate per la lavorazione, sia dai parametri geometrici dell’utensile utilizzato. Questo significa che a giocare un ruolo importante nella determinazione della sezione di truciolo sono: numero e forma dei grani di diamante attivi. Secondo quanto riportato in [Jer99] la sezione di truciolo può essere determinata considerando la cinematica del processo di taglio. La sezione di truciolo può essere calcolata in base a considerazioni geometriche e non può essere misurata dopo la

lavorazione in quanto, per la natura fragile del materiale, il truciolo prodotto è fortemente frammentato o polverizzato.
3.2.1 La sezione di truciolo
La forma di un ipotetico truciolo, considerato indeformato sotto l’azione del grano di diamante, può essere schematizzata attraverso il suo spessore a la sua lunghezza. Il volume totale del truciolo asportato dal singolo grano, assimilabile ad una virgola di truciolo, figura 3.2, è pari alla quantità di materiale asportato:
ppmill bfdV ⋅⋅= (3.1) dove: dp è la profondità di taglio
f è la velocità di avanzamento bp è la larghezza del pezzo in lavorazione:
0VvbCbfdV tpppmill ⋅⋅⋅=⋅⋅= (3.2) dove C è la densità della distribuzione dei grani attivi sulla superficie della
fresa vt è la velocità di taglio V0 è il volume medio di un truciolo
Fig 3.2 – Schema di taglio e forma del truciolo
Se lo spessore massimo del truciolo è hc, la larghezza media del truciolo è bc e la lunghezza del truciolo è lc (lunghezza dell’arco di contatto), il volume massimo del truciolo risulta essere:

ccc lbhV ⋅⋅⋅=61
0 (3.3)
La lunghezza del truciolo lc può essere approssimata con la lunghezza del contatto cinematico come:
θ⋅=2dlc
dove d è il diametro dell’utensile
⎥⎦
⎤⎢⎣
⎡−= −
dd p2
1cos 1θ (3.4)
Dalle equazioni (3.2) e (3.3), considerando il rapporto di forma del truciolo: r = bc /hc si ha:
2
61
cctpppmill hlrvbCbfdV ⋅⋅⋅⋅⋅⋅=⋅⋅= (3.5)
ed il massimo spessore del truciolo risulta essere uguale a:
ct
pc lvrC
fdh
⋅⋅⋅
⋅⋅=
6
(3.6) dalla 3.6 si nota la dipendenza dello spessore massimo di truciolo dai parametri di processo (dp, f e vt) e dai parametri dell’utensile (C ed r). Questo significa che l’utensile influenza la sezione del truciolo con la densità di grani di diamante attivi (C) e la forma della sezione del truciolo (r). La determinazione dello spessore massimo della sezione di truciolo richiede quindi la determinazione di “C” e di “r”, una volta fissati i parametri di processo. 3.2.2 La densità dei grani attivi (C)
Un utensile diamantato è caratterizzato dalla concentrazione di diamanti cd e dalla mesh (#). Questi due parametri possono essere utilizzati per calcolare la variabile C per mezzo del seguente metodo. I grani di diamante sono rappresentati schematicamente con delle sferette, e si è assunta una distribuzione uniforme sulla superficie cilindrica dell'utensile (come riportato in figura 3.3). Il primo passo è il calcolo del diametro medio del diamante, dalla relazione [Sha96]:
#*dgrain = 0.7 (3.7) dove dgrain è il diametro medio di un grano di diamante in pollici.

Fig 3.3 – Schema rappresentativo della fresa. Il volume corrispondente è pari a:
3
234
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅⋅= grain
grain
dV π
(3.8) mentre il peso corrispondente è
sgraingrain Vw ρ⋅= (3.9) dove ρs è il peso specifico del diamante ( 3.52 g/cm3 ). Inoltre, un carato è pari a 0.2 g, la superficie dell'utensile è costituita da un numero di grani:
( )[ ]grain
tooldgrains w
hdcn 2.0⋅⋅⋅⋅=
π
(3.10) Dalla 3.10, la variabile C è pari a
grain
d
tools
grains
wc
hdn
C 2.0⋅=
⋅⋅=
π (3.11)

Inoltre, la distanza tra due grani consecutivi λ, che si è assunta essere uguale sia in direzione assiale che in direzione radiale, può essere calcolata per mezzo del sistema seguente:
graingraingrain ncr =⋅ (3.12) drdr graingraingrain ⋅=⋅+⋅ πλ (3.13)
toolgraingraingrain hcdc =⋅+⋅ λ (3.14) dove: rgrain ed cgrain sono le file nelle direzioni radiale e assiale dei grani
htool è l'altezza dell’utensile Questo sistema di equazioni permette di calcolare [rgrain], [cgrain] e λ.
3.2.3 Il rapporto di forma della sezione del truciolo (r)
Il parametro “r” è definito come il rapporto tra la larghezza bc e l'altezza h della sezione del truciolo r = bc /hc. La forma del truciolo, come detto precedentemente, non può essere misurata in quanto la lavorazione sulla pietra produce sfridi di dimensione piccolissime dovute alla frammentazione del truciolo generato dal singolo grano. Durante il taglio ogni singolo grano di diamante rimuove del materiale lasciando un solco sul pezzo, si evidenzia quindi una impronta la cui geometria è collegata con la forma del truciolo. E’ possibile quindi ottenere la geometria della sezione del truciolo analizzando la curva del profilo lasciato dai grani di diamante sul pezzo, come si vede in figura 3.4. Una volta realizzato il taglio, la superficie ottenuta deve essere misurata con il rugosimetro, che ne acquisisce un profilo da cui ricavare i parameri geometrici richiesti. Un valore medio del parametro r può essere calcolato come il rapporto tra Sm(R) e le variabili di rugosità Rz :
z
m
RRSr )(
= (3.15)
Sm(R) è lo spazio medio tra le irregolarità del profilo all’interno della lunghezza di campionamento, Rz è il valore medio tra i valori assoluti delle altezze di cinque picchi più alti e le profondità di cinque valli più profonde, entro la lunghezza di campionamento (ISO 4287/1).

Fig 3.4 – Profilo della superficie di taglio
3.3 Modelli di taglio L’analisi dello stato dell’arte, riferita principalmente alla rettifica di materiali ceramici, ha messo in evidenza che le componenti principali della forza di taglio dipendono dallo spessore massimo di truciolo hc calcolato in base alla relazione 3.6. Le due componenti principali della forza di taglio, figura 3.5, possono essere calcolate in base alla relazione:
tchtKtF υ⋅= (3.16) n
cnn hKF υ⋅= (3.17)
Dove Kt e Kn sono due coefficienti della forza di taglio, tυ e nυ sono costanti. Queste
due relazioni sono valide per differenti velocità di avanzamento dell’utensile e dipendono dai parametri di processo mediante lo spessore massimo di truciolo e dalle proprietà dell’utensile e della pietra.

Fig 3.5 – Componenti della forza di taglio L’energia specifica di taglio dipende dalla componente tangenziale della forza di taglio e dalla velocità di taglio. L’energia specifica di taglio è data dal rapporto tra la potenza di taglio e il volume di materiale asportato nell’unità di tempo dall’utensile mediante la relazione:
bdfvFEp
ttc ⋅⋅
⋅=
(3.18) L’energia specifica di taglio è un parametro mediante il quale è possibile calcolare la componente della forza di taglio nella direzione della velocità di taglio dell’utensile è può essere calcolata mediante la relazione:
echeKcE υ⋅= (3.19)
con Ke è il coefficiente dell’energia di taglio, eυ è una costante.
R
θ
Vt
f Fy
Pietra
δ
FxFn
Ft

3.4 Validazione dei modelli di taglio I modelli di taglio proposti al paragrafo precedente sono stati valicati mediante delle prove di taglio con fresa e disco diamantato utilizzando un centro di lavoro a controllo numerico opportunamente strumentato. Le prove di taglio, effettuate sul marmo denominato Perlato Royal Coreno, hanno messo in evidenza la bontà dei modelli proposti consentendo di determinare i coefficiente e le costanti riportate nei modelli stessi.
3.4.1 Sviluppo dell’hardware di acquisizione
Per validare i modelli di taglio si è messo a punto, su di un centro di lavoro a controllo numerico, un sistema di misura in grado di monitorare la forza di taglio al variare dei parametri di processo. Il sistema di misura è costituito dai seguenti elementi:
• la macchina a controllo numerico CMS Junior; • il dinamometro Kistler 9257BA; • controller; • morsettiera CB-68LP della National Instruments; • scheda di acquisizione per PC: 6034E della National Instruments.
La macchina utensile “modello Junior”, in dotazione presso il Laboratorio di Tecnologia e Sistemi di Lavorazione, dell’Università degli Studi di Cassino, prodotta dalla CMS Tecnometal S.r.l., (fig.3.6) è stata progetta e costruita con lo scopo di semplificare e facilitare le lavorazioni su materiale come il vetro, i ceramici e le pietre naturali, lavorazioni di taglio, fresatura, foratura, molatura, lucidatura. Le lavorazioni vengono effettuate tramite una testa operatrice che si muove lungo i tre X, Y, Z, consentendo la massima flessibilità. L’elettromandrino, componente primario della testa operatrice, ha una potenza di 13,5 kW e un numero di giri massimo di 15.000 giri/minuto, permettendo una precisa finitura anche nelle condizioni di lavorazione più difficili e complicate. Il dinamometro Kistler 9257BA (fig. 3.7) è costituito da quattro sensori di forza al quarzo che permettono di misurare le tre componenti ortogonali di una forza R. Esso è collegato ad un’unità di controllo 5233 A1 attraverso la quale si può selezionare il fondo scala di forza previsto, per le forze Fx, Fy ed Fz.

Fig. 3.6 - Macchina utensile a controllo numerico (modello Junior della CMS”
Fig. 3.7 - Dinamometro Kistler 9257BA. La morsettiera CB-68LP della National Instruments permette di prelevare i dati acquisiti dal dinamometro, sui canali di uscita 0,1,2, segnali che vengono poi inviati al PC (fig 3.8).

Fig. 3.8 – Morsettiera CB-68LP Il sistema di acquisizione implementato sulla macchina utensile può essere schematizzato come in figura 3.9. Il sensore, installato sulla macchina a controllo numero CMS Junior, è costituito da un dinamometro Kistler Type 9257BA, in grado di rilevare le forze su di esso applicate, attraverso dei sensori piezoelettrici per le direzioni X, Y, Z, i quali emettono dei segnali di tensione in proporzione allo sforzo da essi letto. Il provino in pietra naturale viene fissato rigidamente al sensore attraverso un sistema di afferraggio opportunamente progettato per questa tipologia di prove (fig 3.10).
Fig. 3.9 – Schema del sistema di acquisizione delle forze

Fig. 3.10 – Complessivo dinamometro, sistema di afferraggio, provino L’utensile durante la lavorazione induce al materiale delle forze di taglio che vengono rilevate dai sensori piezoelettrici del dinamometro; la tensione che ne deriva viene trasmessa ad un controllore che ha la funzione suddividere il segnale su tre connettori distinti, corrispondenti alle tre direzioni X,Y e Z (fig. 3.11).
Fig. 3.11 – Controller Kistler Inoltre il controller ha la funzione di ridurre il segnale ad una tensione di ± 5V, segnale che può essere così rilevato dal sistema di acquisizione dati della National Instruments costituito da una scheda esterna al PC: CB-68LP, che comprende una serie di morsetti sia di input che di output, collegata alla scheda interna al PC: 6034E che permette di gestire così i dati via software. Per poter gestire i dati acquisiti dal dinamometro durante la lavorazione di fresatura è stato realizzato, in ambiente LabView (National Instruments), un software in grado di rilevare, gestire e registrare le forze, ottenendo così lo strumento di misura virtuale.

3.4.2 Implementazione del software
Fase importante per la realizzazione dello strumento di misura è la realizzazione di un opportuno software che permette di rilevare e trattate i segnali provenienti dalla lavorazione per asportazione di truciolo. Il software è stato studiato e realizzato in ambiente Labview, su misura per le esigenze di misura delle forze rilevate dal sensore rappresentato dal dinamometro a piattaforma piezoelettrica..
Fig. 3.12– Sistema di riferimento triassiale per il dinamometro Kistler 9257BA La cella di carico è in grado di rilevare le forze lungo le tre direzioni x, y e z (fig. 3.12) durante la lavorazione, è quindi necessario attivare tre canali di acquisizione sulla scheda CB-68LP, per i quali si è fatta la scelta di renderli disponibili in modo indipendente via software. Il punto di partenza del programma è rappresentato dall’istruire il software sul sistema di acquisizione previsto, indicando con un’opportuna istruzione la presenza di una scheda esterna per la quale si avrà la possibilità di selezionare il codice corrispondente al canale dati che si desidera attivare. In particolare per questo sistema di acquisizione si potranno attivare i canali 0,1,2 corrispondenti agli assi x,y,z. Successivo studio è stato quello di gestione del singolo canale dati, suddividendo il cammino del segnale in tre passi fondamentali:
• selezione della scala della forza • registrazione su file dei dati acquisiti • rappresentazione grafica del segnale rappresentante il carico, nel tempo di
prova Il pannello frontale dello strumento virtuale realizzato è rappresentato in figura 3.13:

Fig. 3.13 – Pannello grafico dello strumento virtuale Esso si può considerare suddiviso in sei aree fondamentali. Scheda. Consente di selezionare il tipo di scheda presente nel PC. Canali da attivare. Consente di definire i canali di acquisizione in quanto la scheda presente nel sistema può prevedere più canali d’ingresso dei segnali; in particolare sono stati utilizzati, per i rilievi lungo gli assi X, Y e Z, i canali: 0,1,2 Numero di campione per canale. Il “numero di campioni per canale da acquisire” definisce il numero di acquisizioni che si vogliono ottenere, per canale, durante la prova di taglio: impostando ad esempio il valore 10000 si acquisiscono, durante la lavorazione, 10000 dati, lungo gli assi X, Y, e Z ottenendo così tre vettori colonna. Una volta stimato il numero di dati da acquisire, viene impostata la velocità di acquisizione dei dati da parte del sistema. Mantenendo ad esempio il numero di 10000 dati da acquisire, se questi dati si vogliono acquisire in 10 secondi, si imposta il valore di “scan rate” pari a 1000, ottenendo così un tempo di scansione pari a: 10000/1000 = 10 sec.

Fig. 3.14 – Area del pannello grafico L’area rappresentata in figura 3.14 riproduce il pannello frontale del controller. Per effettuare l’acquisizione è necessario, sia fisicamente sul controller, che virtualmente su tale pannello, selezionare il massimo sforzo sopportabile lungo gli assi durante la lavorazione per asportazione di truciolo.
La scheda di acquisizione della National Instruments ricevere infatti dei segnali elettrici di tensione nel range di 10 Volts quindi il controllore ha il compito di dare come segnale di output una tensione di V5± .
Nell’esempio riportato in figura 3.13, avendo selezionato la scala
NmV
N
10
500 , ci si aspetta,
lungo gli assi X e Y che il carico applicato sia inferiore a 500N, per tale scala selezionata il controller emette una tensione pari a 10mV per ogni Newton applicato sul dinamometro. Il controller fisico, attraverso la selezione di questa scala, si preoccuperà di divide per 100 ogni Newton di misura in modo da dare come segnale di uscita 0,01Volts
per ogni N, considerando infatti uno sforzo di misura di 500N: V5100500
= si ottiene così
la massima tensione disponibile per questo specifico settaggio. La selezione della scala via software permette invece di ottenere i dati direttamente in Newton, il programma, in funzione della scala scelta si preoccuperà di moltiplicare opportunamente i dati ricevuti dal sistema di acquisizione. Nell’esempio in figura il software si preoccuperà di moltiplicare per 100 ogni valore di tensione letto dai sensori. Analogamente, per l’asse Z, avendo selezionato la scala 1Z, si può misurare, sull’asse corrispondente, uno sforzo massimo 1KN a cui corrisponde una tensione massima di uscita sempre di 5V, infatti il controllore fisico divide per 200 ogni Newton di misura in modo da dare come segnale di uscita 0,005V per ogni N, mentre la selezione virtuale permette di ottenere i dati in Newton.

Salvataggio dati. In questa zona del pannello frontale sono inoltre presenti delle caselle in cui è possibile dare il percorso corretto di salvataggio dei dati Il programma si preoccuperà quindi di salvare i dati, corrispondenti per ogni canale, su tre files differenti per i quali l’operatore può decidere il nome da attribuire.
Assi da calibrare. Riscontrata una notevole sensibilità da parte del dinamometro sopra descritto, nasce la necessità di ripulire il segnale acquisito dai rumori di fondo presenti durante la lavorazione per asportazione di truciolo. Rumori di fondo che sono attribuibili alla vibrazioni del piano su cui è fissato il dinamometro stesso, la presenza del fluido refrigerante durante la lavorazione, ecc.
Questi rumori di fondo possono essere misurati effettuando una prova di taglio a vuoto, cioè senza la presenza del provino; il dinamometro misurerà degli sforzi lungo gli assi X, Y, Z che non riguardano la lavorazione meccanica. Effettuando quindi una prova a vuoto, si leggeranno nelle caselli corrispondenti alla sezione ASSI DA CALIBRARE i valori di tensione rilevati dal dinamometro, cioè il rumore di fondo.
Nella sottostante sezione COSTANTI DI CALIBRAZIONE, inserendo i valori sopra letti, il software si preoccuperà di detrarre dai valori ottenuti durante la lavorazione, il rumore di fondo determinato. Per una corretta valutazione delle costanti di calibrazione è necessario effettua più prove a vuoto al fine di determinarne un valore medio.
La sezione ASSI CALIBRATI fornirà quindi importanti informazioni sulla validità della prova di taglio. Infatti, dopo aver individuato le costanti di calibrazione, si effettua una nuova prova di taglio a vuoto, tale prova si potrà ritenere ben ripulita dai umori di fondo se, nelle caselle della sezione “assi calibrati”, si legge, per ogni asse un valore di tensione prossimo allo zero.
Grafico delle forze. Infine è presente un’area grafica dove è possibile visualizzare l’andamento delle forze rilevate durante la prova. Ogni canale, corrispondente allo specifico asse, è contrassegnato da un colore differente ed indicato nella legenda a lato del grafico stesso (fig. 3.15).

Fig. 3.15 – Area grafica degli sforzi rilevati
3.5 Misura della forza di taglio
Lo strumento di misura consente di calcolare le componenti della forza di taglio lungo gli assi X, Y, Z. Da tali componenti è possibile ricavare la risultate delle forze scambiate tra utensile e pezzo e le componenti della forza di taglio nella direzione tangenziale e normale al moto di taglio. 3.5.1 Componenti della forza di taglio
La misura delle componenti della forza di taglio è stata effettuata durante il taglio della pietra naturale, utilizzando un dinamometro posizionato sotto il pezzo in lavorazione, determinando così le componenti ortogonali della forza (figura 3.5): Fy: forza risultante nella direzione di avanzamento Fx: forza risultante normale alla direzione di avanzamento (per la fresa, figura 3.5) Fz: forza risultante normale alla direzione di avanzamento (per il disco) La risultante R di queste componenti sarà:
22yx FFR +=
per la fresa
22yz FFR +=
per il disco Le forze Fx ed Fy, rilevate dal dinamometro, si possono considerare come somma delle forze esercitate da ogni singolo dente in presa, figura 3.16, lungo l’arco di contatto tra utensile e pietra:

∑=i
ix FxF ∑=i
iy FyF
Fig. 3.16 – Denti in presa da cui è possibile determinare, nell’ipotesi che tutti i denti in presa esercitino lo stesso sforzo, la forza esercitata da ogni dente:
NFxFxdente =
NFyFydente =
dove N: è il numero totale di denti in presa ACN ⋅= dove A è l’area di contatto. 3.5.2 Forza principale di taglio ed energia specifica di taglio
La risultante R si scompone in due componenti, la forza tangenziale Ft e la forza normale Fn (in direzione radiale). La componente che determina il taglio è appunto Ft, da cui l’energia specifica di taglio:
p
ttc dbf
VFE⋅⋅
⋅=
dove Ft: forza tangenziale
Vt: velocità di rotazione della fresa f: velocità di avanzamento b: larghezza del truciolo dp: profondità di passata

Fig. 3.17 – Componenti tangenziale e normale della forza di taglio Ottenuta la risultante R si vuole determinare la componente Ft e la componente Fn il cui valore cambia a seconda del punto di applicazione, lungo l’arco di contatto, della risultante R. Si introduce un parametro K che dipende appunto dalla posizione del punto di applicazione della risultante R sull’arco di contatto tra utensile e pezzo in lavorazione.
Fig. 3.18 – Componenti tangenziale e normale sotto l’ipotesi di piccole profondità
di passata
Vt
Va
Pietra
R
A
θθ C
B
Ft
Fy
FxFn
δ

Dalla figura 3.18 si ottiene:
ACABK = ;
δsin⋅= RFt ;
δcos⋅= RFn .
sia β l’angolo tra R ed Fx
⎟⎟⎠
⎞⎜⎜⎝
⎛= −
x
y
FF1tanβ
risulta θβδ K−= ; la determinazione di δ dipende quindi strettamente da K. In [Sha96] il valore di K è stato determinato sperimentalmente ed è compreso tra 0,4 - 0,6.
3.6 Fase sperimentale
Le prove sperimentali sono state effettuate con un centro di lavoro a controllo numerico CMS Junior; il materiale sul quale è stato effettuato il taglio è il marmo Perlato Royal di Coreno, le forze di taglio Fx ed Fy sono state misurate con un sistema di acquisizione costituito da un dinamometro a piattaforma piezoelettrica della Kistler (tipo 5297BA), da un controllore di segnali A/D e da un PC per la registrazione e gestione dei dati. 3.6.1 Proprietà del materiale
Il materiale utilizzato nella presente sperimentazione è un materiale lapideo del comprensorio estrattivo del basso Lazio, noto con la denominazione commerciale di “Perlato Royal di Coreno”, nella tabella 3.1 sono riportate le principali caratteristiche fisico-meccaniche. È composto per il 99 % da carbonato di calcio (CaCO3) che come noto ha costituito il più antico caso di polimorfismo identificato in composti naturali. Il polimorfismo è un fenomeno ampio e complesso nel quale sono coinvolti molti aspetti di natura sia chimica che fisica. In chimica un elemento o un composto è definito polimorfo se esso può esistere allo stato condensato, almeno con due differenti modi di organizzazione spaziale degli atomi o molecole, che non siano l’uno il simmetrico dell’altro; ognuno di tali è detto modificazione polimorfa o fase e soltanto uno di essi è stabile entro un determinato intervallo di condizioni chimiche e termodinamiche. La stabilità contemporanea di più fasi in equilibrio tra loro è fissata solo per condizioni particolari (punti tripli nei diagrammi di fase). L’uso del termine “fase” è tecnico e di origine chimico-fisica, come nella regola delle fasi. Essa fa esplicitamente riferimento al fatto che ciascuna modificazione polimorfa ha almeno una caratteristica fisica (colore, densità, suscettività

magnetica, ecc.) in base alla quale esso può essere meccanicamente separata, almeno in via di principio, da ogni altro materiale con il quale esso si trova associato o mescolato. Tipo di prova normativa Unità di
misura condizionamento Valori medi
Analisi petrografica
EN 12407 Calcare Bio-Micritico (a Briozoi e Litotamni)
Massa volumica apparente
ASTM C 97 Kg/m3 2671.40
Assorbimento, % in peso
ASTM C 97 % 0.57
Dry 12.62 Resistenza a flessione
ASTM C 880 MPa Wet 15.78 Dry 166.79 Resistenza a
compressione ASTM C 170 MPa
Wet 157.13 Dry 60799.8 Modulo di
elasticità a flessione
ASTM C 1352 MPa
Wet 56429.2
Resistenza all’abrasione
ASTM C 241 Ha Dry 29.87
Microdurezza Knoop
UNI 9724/6 MPa 1904.0
Prova di rottura per urto
R.D. 2234/39 cm 49.0
Coefficiente di dilatazione termica lineare
ASTM E 831 °C-1 2.1*10-6
Tabella 3.1 - Caratteristiche del Perlato Royal di Coreno Il marmo in generale è una roccia metamorfica essenzialmente composta da calcite che deriva dalla ricristallizzazione, in ambiente di elevata temperatura e pressione, di preesistenti formazioni calcaree. La roccia, dal tipico aspetto saccaroide, è formata per giustapposizione di granuli calcitici, di dimensioni variabili, tra di loro fortemente compenetrati a dare la caratteristica struttura cristalloblastica tipica delle rocce metamorfiche. La tipica forma in cui si manifesta in natura il carbonato di calcio è la calcite. Questo minerale assume diverse colorazioni , ma generalmente è bianco o incolore; anche la forma e le dimensioni del cristallo sono estremamente variabili, assumendo quasi ogni forma trigonale possibile: scalenoedra, romboedra, esagonale e pinacoide. La calcite non

è il solo minerale di carbonato di calcio; dal suo metamorfismo si possono avere aragonite (struttura ortorombica) e laterite ( esagonale) che come detto presentano sempre la stessa composizione chimica ma organizzata in strutture diverse. L’aragonite è un minerale comune ma molto meno della calcite in quanto questa è molto più stabile in parecchie condizioni di temperatura e pressione. Al contrario la laterite è estremamente rara in natura e dunque difficile da osservare se non in ben precise circostanze. 3.6.2 Proprietà degli utensili
Gli utensili oggetto di studio sono: la fresa a codolo “diametro 20 mm) ed il disco (diametro 180 mm) riportati in figura 3.19. Tali utensili sono stati utilizzati nel presente lavoro per la determinazione della forza di taglio generata durante la lavorazione del Perlato Royal di Coreno.
Fresa a codolo Disco a settori diamantati
Fig. 3.19 - Utensili da taglio I due utensili sono stati caratterizzati con lo scopo di determinare la granulometria, la protrusione, la forma e la concentrazione del diamante disperso sull’utensile. L’analisi della geometria degli utensili è stata effettuata mediante un microscopio ottico, LEICA VMM200, dotato di un sistema di movimentazione e misura lungo i tre assi, con un ingrandimento 100x si è osservata una popolazione di 20 diamanti, in tre zone distinte dell’utensile, per un totale di 60 grani. Per ogni grano si è misurato il diametro, ottenuto mediante una circonferenza approssimante la geometria del grano, e l’altezza di protrusione (distanza tra l’estremità superiore del grano e la superficie del legante). I due utensili sono caratterizzati da grani di diametro medio pari a 0,458 mm e 0,288 mm rispettivamente per la fresa e per il disco e da una altezza di protrusione media pari a 0,279 mm, e 0,123 mm rispettivamente per la fresa e per il disco. Per determinare la

concentrazione di diamante (numero di diamanti per unità di superficie) sono state effettuate, in tre zone distinte sulla superficie dell’utensile, delle micrografie mediante un microscopio a scansione elettronica. La concentrazione media di diamante per le due tipologie di utensili è pari a 4,77 diamanti/mm2 e 5,11 diamanti/mm2 rispettivamente per la fresa e il disco. 3.6.3 Piano sperimentale
I valori dei parametri di processo previsti per la campagna di prove sono stati scelti prendendo in considerazione le variabili di processo più comunemente utilizzate nei processi industriali. In tabella 3.2 è riportato il piano sperimentale. La scelta di considerare un unico numero di giri sia per la fresa sia per il disco, variando invece la velocità di avanzamento, deriva dal fatto che in azienda si preferisce interviene spesso soltanto su quest’ultimo parametro f e non sul numero di giri dell’utensile. Il range di variazione della velocità d’avanzamento è stato valutato fissando come valore minimo 200 mm/min e valore massimo 600 mm/min, in quanto una velocità di avanzamento inferiore a 200 mm/min. comporta per l’azienda una velocità di produzione troppo bassa. Al contrario superare i 600 mm/min, pur se guadagnando in termini di tempo di produzione, si ottiene una qualità superficiale scadente del prodotto lavorato. Ogni taglio è stato replicato tre volte, producendo un totale di 252 misure della forza; inoltre i tagli sperimentali sono stati operati in una sequenza a caso, per ridurre l’effetto di alcuni possibili errori sistematici.
Profondità di passata [mm] 0,01-0,02-0,03-0,04-0,05-0,06-0,07-0,08-0,09-0,10-0,20-0,30-0,40-0,5’-0,60-0,70-0,80-0,90-1,00-2,00-3,00-4,00-5,00-6,00-7,00-8,00-9,00-10,00
Velocità di avanzamento [mm/min]
200-400-600
Numero di giri della fresa [giri/min]
3000
Numero di giri del disco [giri/min] 2000
Tab. 3.2 – Campagna di prove sperimentali 3.7 Analisi dei risultati Ricavati le componenti della forza di taglio, queste vengono messe in relazione con i parametri profondità di passata (dp) e velocità di avanzamento (f) al fine di evidenziarne una definita dipendenza funzionale. Vengono quindi di seguito riportati i grafici ottenuti plottando le componenti Fx, Fy ed Fz, registrate durante il taglio con fresa e disco, in

funzione della profondità di passata, per le tre velocità di avanzamento previste nel piano degli esperimenti, 200, 400 e 600 mm/min. In figura 3.20 si riporta l’andamento di Fx ed Fy relativi al taglio con fresa al variare dei parametri di processo sopra detti.
f= 200 mm/min
0
200
400
600
800
1000
1200
1400
1600
1800
0 2 4 6 8 10 12
profondità di passata [mm]
Fx, F
y [N
]
FxFy
f=400 mm/min
0
200
400
600
800
1000
1200
1400
1600
1800
0 2 4 6 8 10 12
profondità di passata [mm]
Fx,
Fy [
N]
FxFy
a)
b)

f=600 mm/min
0
200
400
600
800
1000
1200
1400
1600
1800
0 2 4 6 8 10 12profondità di passata [mm]
Fx,
Fy [
N]
FxFy
c)
Fig. 3.20 – (utensile fresa); Andamento delle componenti della forza di taglio in funzione della profondità di passata per i tre valori della velocità di avanzamento: a)200, b)400,
c)600 mm/min. Come si evidenzia dai grafici, relativi al taglio realizzato con la fresa a codolo, la componente della forza di taglio, in direzione dell’avanzamento della fresa, risulta minore della componente ortogonale Fx, questo avviene fino ad una profondità di passata di circa 3mm a cui corrisponde un angolo dell’arco di contatto pari a 45°. Superata tale profondità di passata si osserva un andamento differente per le due componenti, in particolare Fy cresce, mentre la componente Fx, ortogonale alla direzione di avanzamento della fresa, tende invece ad un valore costante. Inoltre i valori di forza sopra riportati crescono, come si evidenzia nei grafici di figura 3.20, a parità di profondità di passata, al crescere della velocità di avanzamento, dimostrando con ciò una dipendenza delle forze con entrambi i parametri di processo dp e f. Analogo discorso si verifica per le forze registrati durante il taglio con il disco, come evidenziato dai grafici di figura 3.21.
f = 200 mm/min
0
20
40
60
80
100
120
140
0 2 4 6 8 10 12
profondità di passata [mm]
Fy, F
z [N
]
Fy
Fz
a)

f= 400 mm/min
0
20
40
60
80
100
120
140
0 2 4 6 8 10 12
profondità di passata [mm]
Fy, F
z [N
]
FyFz
f= 600mm/min
0
20
40
60
80
100
120
140
0 2 4 6 8 10 12profondità di passata [mm]
Fy, F
z [N
]
FyFz
Fig. 3.21 – (Utensile Disco); Andamento della forza di taglio in funzione della profondità di passata per i tre valori della velocità di avanzamento:a)200, b)400, c)600 mm/min.
Come si evidenzia dai grafici relativi all’utilizzo del disco a settori diamantati, figura 3.21, la componente della forza di taglio, in direzione dell’avanzamento del disco, Fy, risulta essere sempre minore rispetto alla componente ortogonale Fz; in particolare, Fy tende ad un valore costante all’aumentare della profondità di passata, mentre Fz cresce secondo una legge di tipo esponenziale. Fenomeno che si presenza per tutti e tre i valori della velocità di avanzamento, 200, 400 e 600 mm/min, inoltre, come evidenziato per la fresa, anche per il disco Fy ed Fz crescono al crescere di f. L'analisi ANOVA effettuata sui dati ha sottolineato infatti che tutte e due le variabili, velocità di avanzamento (f) e profondità di taglio (dp), influenzano significativamente le componenti Fx, Fy ed Fz rilevate dal dinamometro durante la lavorazione. L’aumento della
b)
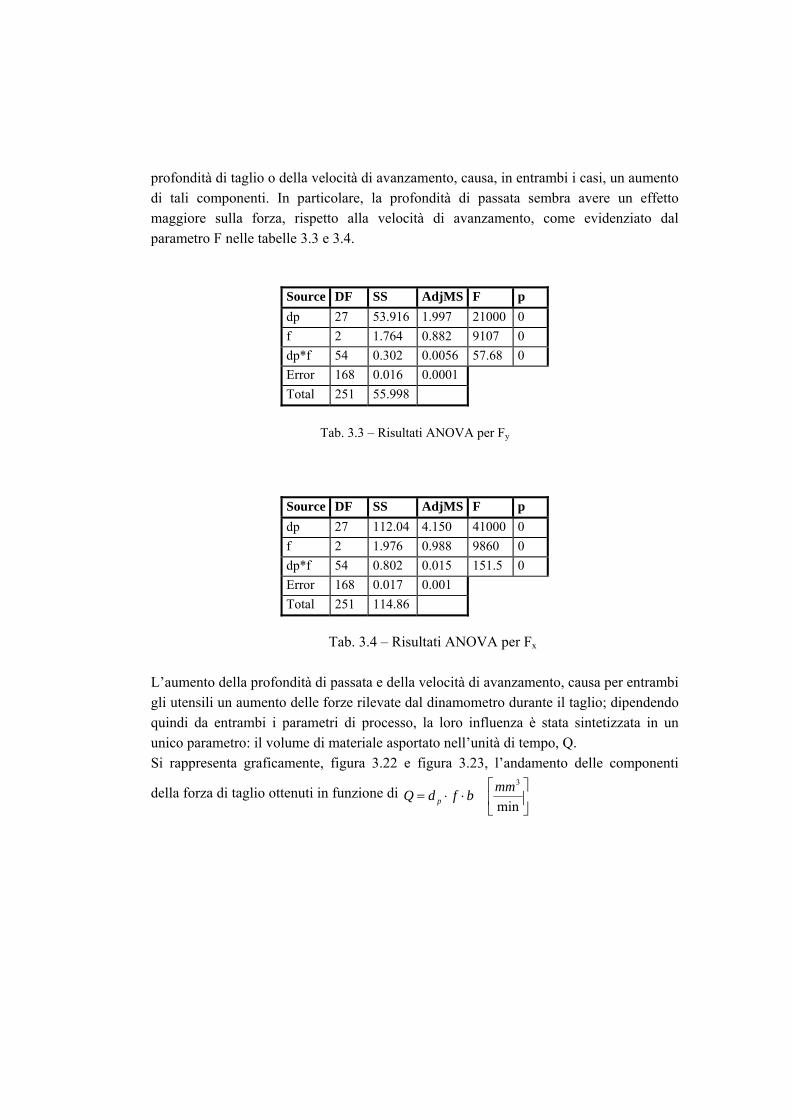
profondità di taglio o della velocità di avanzamento, causa, in entrambi i casi, un aumento di tali componenti. In particolare, la profondità di passata sembra avere un effetto maggiore sulla forza, rispetto alla velocità di avanzamento, come evidenziato dal parametro F nelle tabelle 3.3 e 3.4.
Source DF SS AdjMS F p dp 27 53.916 1.997 21000 0 f 2 1.764 0.882 9107 0 dp*f 54 0.302 0.0056 57.68 0 Error 168 0.016 0.0001 Total 251 55.998
Tab. 3.3 – Risultati ANOVA per Fy
Source DF SS AdjMS F p dp 27 112.04 4.150 41000 0 f 2 1.976 0.988 9860 0 dp*f 54 0.802 0.015 151.5 0 Error 168 0.017 0.001 Total 251 114.86
Tab. 3.4 – Risultati ANOVA per Fx
L’aumento della profondità di passata e della velocità di avanzamento, causa per entrambi gli utensili un aumento delle forze rilevate dal dinamometro durante il taglio; dipendendo quindi da entrambi i parametri di processo, la loro influenza è stata sintetizzata in un unico parametro: il volume di materiale asportato nell’unità di tempo, Q. Si rappresenta graficamente, figura 3.22 e figura 3.23, l’andamento delle componenti
della forza di taglio ottenuti in funzione di ⎥⎦
⎤⎢⎣
⎡⋅⋅=
min
3mmbfdQ p
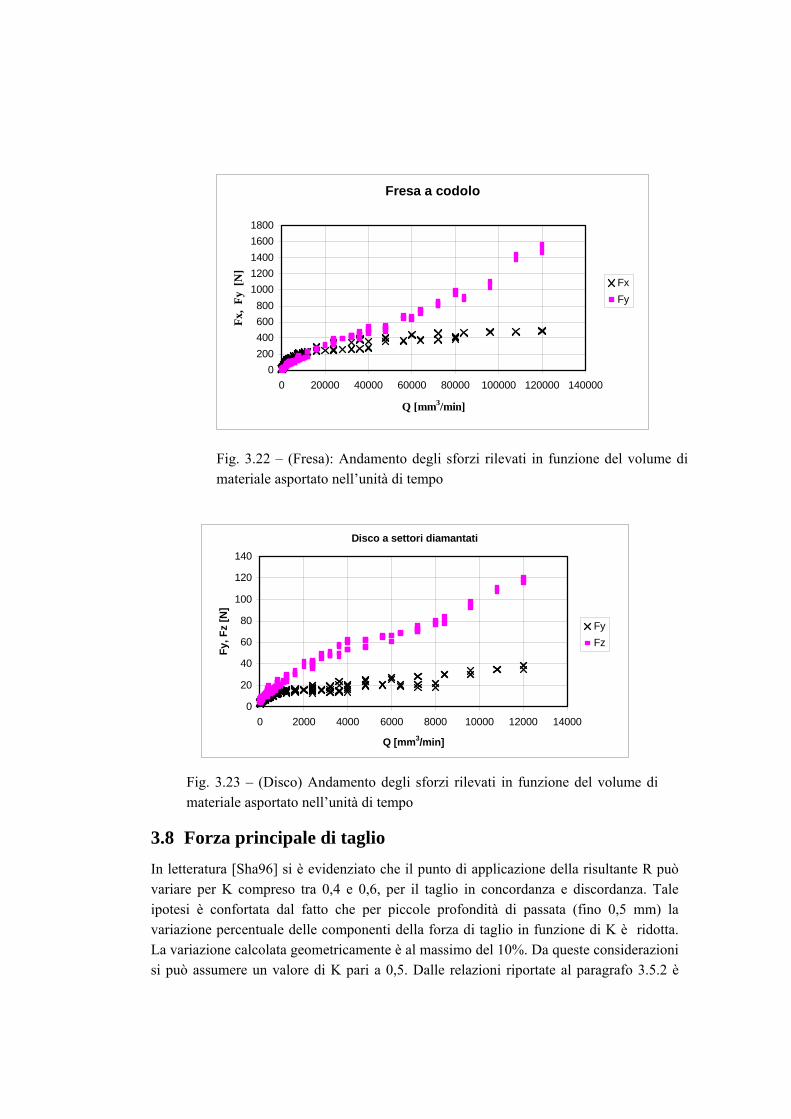
Fresa a codolo
0200400600800
10001200140016001800
0 20000 40000 60000 80000 100000 120000 140000
Q [mm3/min]
Fx,
Fy [
N]
FxFy
Disco a settori diamantati
0
20
40
60
80
100
120
140
0 2000 4000 6000 8000 10000 12000 14000
Q [mm3/min]
Fy, F
z [N
]
FyFz
3.8 Forza principale di taglio In letteratura [Sha96] si è evidenziato che il punto di applicazione della risultante R può variare per K compreso tra 0,4 e 0,6, per il taglio in concordanza e discordanza. Tale ipotesi è confortata dal fatto che per piccole profondità di passata (fino 0,5 mm) la variazione percentuale delle componenti della forza di taglio in funzione di K è ridotta. La variazione calcolata geometricamente è al massimo del 10%. Da queste considerazioni si può assumere un valore di K pari a 0,5. Dalle relazioni riportate al paragrafo 3.5.2 è
Fig. 3.23 – (Disco) Andamento degli sforzi rilevati in funzione del volume di materiale asportato nell’unità di tempo
Fig. 3.22 – (Fresa): Andamento degli sforzi rilevati in funzione del volume di materiale asportato nell’unità di tempo

possibile valutare le componenti della forza di taglio nelle direzioni tangenziali e normali al moto di taglio. In figura 3.24 (per la fresa) e figura 3.25 (per il disco) sono riportati i grafici delle componenti tangenziali e normali della forza di taglio per le diverse velocità di avanzamento. Lo spessore massimo di truciolo è stato calcolato in base all’equazione 3.6 a partire dai parametri di processo e dell’utensile riportati al paragrafo 3.6.2.
f = 200 mm/min
020406080
100120140160180200
0,001 0,003 0,005 0,007 0,009
spessore massimo di truciolo [mm]
Ft, F
n [N
]
FtFn
f = 400 mm/min
0
50
100
150
200
0,001 0,003 0,005 0,007 0,009
spessore massimo di truciolo [mm]
Ft, F
n [N
]
FtFn
a)
b)

f = 600 mm/min
0
50
100
150
200
0,001 0,003 0,005 0,007 0,009
spessore massimo di truciolo [mm]
Ft, F
n [N
]
FtFn
f = 200 mm/min
0
5
10
15
20
25
0 0,0005 0,001 0,0015 0,002
spessore massimo di truciolo [mm]
Ft, F
n [N
]
FtFn
a)
Fig. 3.24 – (Fresa) Andamento delle componenti tangenziale e normale al variare dello spessore massimo di truciolo per i tre valori della velocità di avanzamento a)200, b)400, c)600 mm/min.
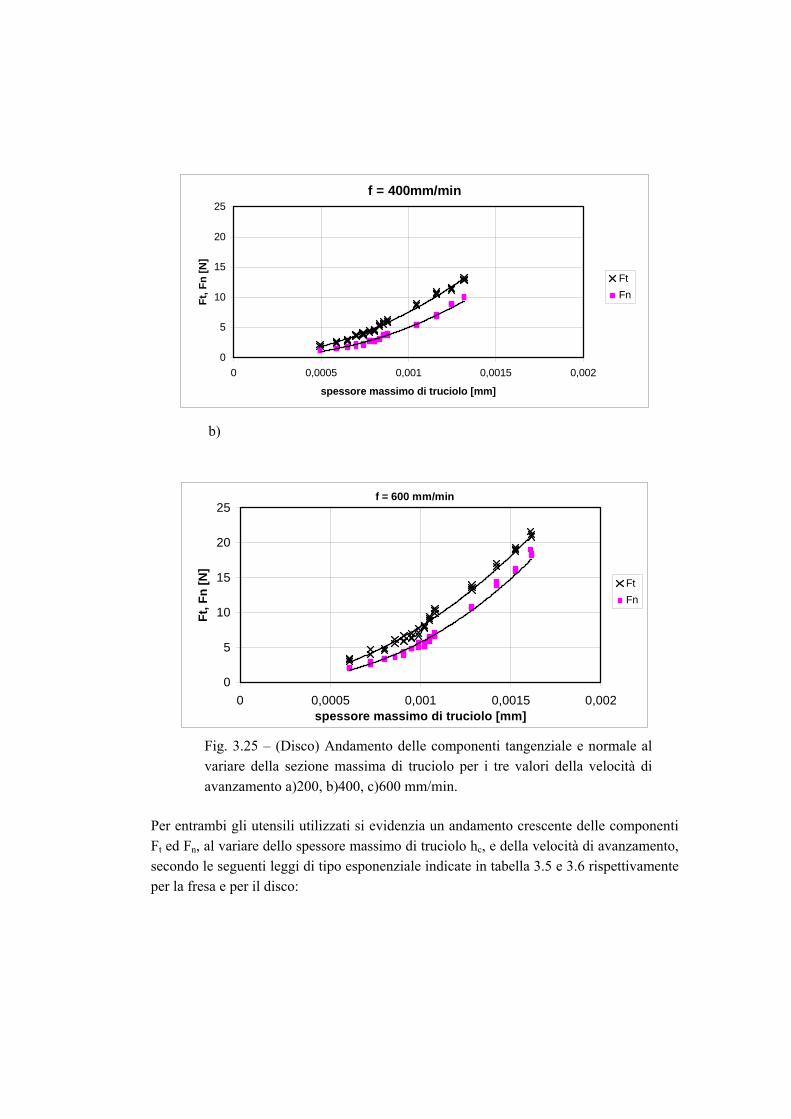
f = 400mm/min
0
5
10
15
20
25
0 0,0005 0,001 0,0015 0,002
spessore massimo di truciolo [mm]
Ft, F
n [N
]
FtFn
f = 600 mm/min
0
5
10
15
20
25
0 0,0005 0,001 0,0015 0,002spessore massimo di truciolo [mm]
Ft, F
n [N
]
FtFn
Per entrambi gli utensili utilizzati si evidenzia un andamento crescente delle componenti Ft ed Fn, al variare dello spessore massimo di truciolo hc, e della velocità di avanzamento, secondo le seguenti leggi di tipo esponenziale indicate in tabella 3.5 e 3.6 rispettivamente per la fresa e per il disco:
Fig. 3.25 – (Disco) Andamento delle componenti tangenziale e normale al variare della sezione massima di truciolo per i tre valori della velocità di avanzamento a)200, b)400, c)600 mm/min.
b)

f [mm/min] Ft [N] Fn [N] 200 056,26103.2 ct hF ⋅=
R2 = 0,9963
4621,27103.5 cn hF ⋅=
R2 = 0,9979 400 866,27107.9 ct hF ⋅=
R2 = 0,9976
771,281042.1 cn hF ⋅=
R2 = 0,9981 600 8853,27103.7 ct hF ⋅=
R2 = 0,9974
8327,281035.1 cn hF ⋅=
R2 = 0,9975
f [mm/min] Ft [N] Fn [N] 200 1358,27102 ct hF ⋅⋅=
R2 = 0,9827
16658,27102 cn hF ⋅⋅=
R2 = 0,9876 400 0124,26108 ct hF ⋅⋅=
R2 = 0,9862
27,27103 cn hF ⋅⋅=
R2 = 0,9823 600 0147,26109 ct hF ⋅⋅=
R2 = 0,9816
3478,27106 cn hF ⋅⋅=
R2 = 0,9833 Dai valori ottenuti si nota la dipendenza funzionale della componenti della forza di taglio rispetto allo spessore di truciolo secondo il modello proposto. I risultati ottenuti dalle curve di regressione ha consentito di verificare la bontà del modello proposto e di determinare le costanti sperimentali.
3.9 Energia specifica di taglio L’andamento dell’energia specifica di taglio “Ec” in funzione del massimo spessore di truciolo, è stata calcolata sempre nell’ipotesi di considerare il punto di applicazione del carico a metà dell’arco di contatto tra utensile e pietra, per piccole profondità di passata (fino a 0,5 mm). L’energia specifica di taglio è stata calcolata in base alla relazione descritta al paragrafo 3.5.2. In figura 3.26 si evidenzia l’andamento dell’energia specifica per la fresa al crescere dello spessore massimo di truciolo.
Tab. 3.5– (Fresa) Funzioni che descrivono l’andamento di Ft ed Fn al variare dello spessore massimo della sezione di truciolo
Tab. 3.6 – (Disco) Funzioni che descrivono l’andamento di Ft ed Fn al variare dello spessore massimo della sezione di truciolo

f = 200 mm/min
0
5000
10000
15000
20000
25000
30000
35000
0 0,002 0,004 0,006 0,008
spessore massimo di truciolo[mm]
Ec [N
/mm
2 ]
f= 400mm/min
0
5000
10000
15000
20000
25000
30000
0 0,002 0,004 0,006 0,008
spessore massimo di truciolo [mm]
Ec [N
/mm
2 ]
a)
b)

f = 600 mm/min
0
5000
10000
15000
20000
25000
30000
0 0,002 0,004 0,006 0,008 0,01
spessore massimo di truciolo [mm]
Ec [N
/mm
2 ]
In figura 3.27 sono riportati gli andamenti dell’energia specifica di taglio per il disco:
f= 200 mm/min
0
50000
100000
150000
200000
250000
300000
350000
0 0,0005 0,001 0,0015
spessore massimo di truciolo [mm]
Ec [N
/mm
2 ]
Fig. 3.26 – (Fresa) Andamento dell’energia specifica di taglio per i tre valori della velocità di avanzamento a)200, b)400, c)600 mm/min.
a)

f = 400 mm/min
050000
100000150000200000250000300000350000
0,0000 0,0005 0,0010 0,0015
spessore massimo di truciolo [mm]
Ec [N
/mm
2 ]
f= 600 mm/min
050000
100000150000200000250000300000350000
0,0000 0,0005 0,0010 0,0015
spessore massimo di truciolo [mm]
Ec [N
/mm
2 ]
In tabella 3.7 si riportano i risultati ottenuti dalle curve di regressione.
f [mm/min] Fresa Disco 200 19,111,0 −⋅= cc hE
R2 = 0,996
92,106,0 −⋅= cc hE
R2 = 0,995 400 15,195,0 −⋅= cc hE
R2 = 0,988
96,107,0 −⋅= cc hE
R2 = 0,9992 600 13,106,1 −⋅= cc hE
R2 = 0,984
96,109,0 −⋅= cc hE
R2 = 0,990
b)
Fig. 3.27 – (Disco) Andamento dell’energia specifica di taglio per i tre valori della velocità di avanzamento a)200, b)400, c)600 mm/min.
Tab. 3.7 - Funzioni che descrivono l’andamento dell’energia specifica al variare dello spessore massimo di truciolo

4 Usura degli utensili diamantati
Gli utensili diamantati sinterizzati sono stati introdotti circa trent’anni fa nella lavorazione delle pietre naturali, quali il marmo ed il granito. È indiscutibile che essi hanno rivoluzionato tutto il settore della lavorazione della pietra consentendo aumenti della velocità di asportazione rispetto alle tecniche convenzionali basate sul taglio con graniglia abrasiva. Il processo di lavorazione delle pietre naturali mediante utensili diamantati avviene attraverso la formazione di trucioli dovuta alla distruzione della consistenza del materiale ad opera dei diamanti costituenti l’utensile. L’interazione meccanica fra l’utensile e il pezzo genera forze di processo legate alla deformazione della pietra da parte dei taglienti, all’attrito fra la pietra e i diamanti, fra la pietra e la matrice e fra gli sfridi e la matrice. In questo capitolo l’attenzione è rivolta all’usura degli utensili diamantati e in particolare alla definizione di parametri quantitativi caratterizzanti il processo di usura. Il lavoro riportato nel presente capitolo è indirizzato alla comprensione del processo di usura dei diamanti. Tale comportamento ha una diretta influenza sul consumo energetico e sulla durata dell’utensile. In particolare l’usura degli utensili diamantati necessita di una opportuna definizione e misura; in altri termini è necessario definire, in maniera chiara ed univoca, i parametri qualitativi, ma soprattutto, quantitativi caratterizzanti il processo di usura e la loro misura attraverso una procedura affidabile e ripetibile. L’obiettivo è quello di definire un protocollo di prova per l’usura dei diamanti costituenti il componente principale di questo tipo di utensili. La completa assenza di riferimenti bibliografici o normative relative alle procedure per condurre prove di usura su utensili diamantati sinterizzati ha reso obbligatorio la messa a punto di un protocollo di prova atto a offrire una modalità universalmente valida per l’esecuzione della prova di usura micro e macro geometrica in modo tale da ottenere risultati ripetibili e confrontabili. Il protocollo utilizzato costituisce uno strumento indispensabile alla corretta conduzione della prova e alla corretta interpretazione dei risultati. Si tratta di un protocollo per prove di laboratorio e, quindi, particolarmente accurate, ma piuttosto lente. Questo è stato dettato dalla necessità di creare un substrato di conoscenze relative al processo di usura: attraverso questo primo lavoro infatti si sono identificati i parametri critici del processo di usura.
4.1 Usura delle grane di diamante In generale i possibili meccanismi di usura dei grani di diamante si possono dividere in quattro forme principali [Wri86]:

1. Usura per adesione: il diamante si attacca alla superficie in lavorazione e le particelle vengono fratturate dagli sforzi di taglio;
2. Usura per attrito: la superficie del diamante viene fratturata da particelle di pietra molto dure;
3. Usura per diffusione: le reazioni chimiche fra il pezzo e la superficie del diamante ne abbassano la resistenza o la durezza;
4. Frattura delle particelle: la frattura dei diamanti è provocata dal sovraccarico meccanico o termico o dalla fatica.
In realtà i meccanismi d’usura per adesione e quello per diffusione non sono rilevanti nella lavorazione della pietra, per cui i principali effetti di usura che causano una riduzione delle particelle sono la frattura e l’usura per attrito. L’usura delle grane di diamante può essere classificata in sei modi diversi, figura 4.1:
1) Cristallo emergente. Si identifica in tale modo quella particella abrasiva di diamante appena emerse dalla superficie del legante metallico. In questa fase la capacità di taglio è scarsa data la insufficiente altezza di protrusione, questa aumenta durante il processo di taglio, man mano che si consuma la superficie del legante metallico.
2) Cristallo protruso. Vengono classificate in tale modo le particelle aventi
una elevata altezza di protrusione e caratterizzate dall’avere un danneggiamento superficiale assente o insignificante. Sono a queste particelle che viene attribuito il migliore contributo di taglio.
3) Cristallo levigato. Queste particelle sono caratterizzate dall’avere un’area
consumata e levigata o facce appiattite, tale usura, probabilmente, è causata dalla combinazione dell’attrito meccanico da una parte ed gli effetti termici locali dall’altra.
4) Cristallo micro-fratturato. Tali particelle presentano piccole fratture che
rendendo la superficie della particella ricca di nuovi taglienti. Tali micro-fratturazioni possono essere causate dall’impatto ripetuto con il materiale lavorato. Sforzi di taglio ciclici, urti meccanici, carichi termici, sono i principali responsabili della formazione di fratture sulla superficie del diamante. Particelle così classificate, comunque, possono ancora mantenere un’azione tagliente moderata.
5) Cristallo macro-fratturato. Questo stato di usura è in generale successivo a
quello della micro-fratturazione. Le particelle così classificate presentano una

notevole fratturazione dell’intera superficie del cristallo venendosi a ridurre, in modo significativo, l’altezza di protrusione. La limitata sporgenza dei nuovi taglienti dalla superficie del legante metallico riduce notevolmente la capacità di taglio di queste grane.
6) Vuoto pull-out. Quando una grana abrasiva di diamante fuoriesce della
matrice metallica sulla superficie di questa si crea un ‘‘cratere’’ o vuoto, tale fenomeno è chiamato pull-out. Il fenomeno del pull-out incide sull’usura del segmento, infatti, se la grana abrasiva di diamante fuoriesce dal legante metallico prima di completare la sua vita di taglio efficace il vuoto formatosi sarà di dimensioni notevole. In questa condizione occorre una notevole usura del legante prima che affiori una nuova grana abrasiva. Al contrario, se la grana fuoriesce dal legame metallico dopo che ha esaurito la sua vita di taglio efficace, il vuoto formato sarà poco profondo e si dovrà consumare meno matrice per far fuoriuscire una nuova grana abrasiva diamantata.
(a) (b)
(c) (d)

(e) (f) Fig.4.1 - Stato di usura possibili delle grane di diamante: cristallo emergente (a); cristallo protruso (b); cristallo levigato (c); cristallo micro fratturato (d); cristallo macro fratturato (e); cristallo pull-
out (f).
4.2 Usura della matrice La miscela abrasiva, composta dal refrigerante e dalle particelle di pietra, provoca, oltre all’usura dei grani, l’erosione del legante. L’aspetto caratteristico dell’usura della matrice è la formazione di un cratere davanti alla singola particella, viceversa dietro la particella si verifica un’erosione minore. In questo modo si forma una coda di materiale legante dietro la particella abrasiva. Tale materiale sostiene il diamante contro le forze di processo e ne rafforza la tenuta. È opportuno distinguere due comportamenti all’usura della matrice:
• Velocità di usura elevata della matrice; se la matrice si consuma troppo velocemente (rispetto al diamante), la capacità di taglio del diamante non viene completamente sfruttata in quanto si verifica subito il pull-out.
• Velocità di usura bassa della matrice: Se si consuma più lentamente del diamante lo spazio fra la sommità delle particelle abrasive e la superficie della matrice metallica (protrusione) viene costantemente ridotto; gli sfridi non vengono rimossi a sufficienza e il segmento perde la sua capacità di taglio.
4.3 Progressione d’usura Il comportamento di un utensile diamantato rispetto all’usura è la conseguenza delle singole progressioni di usura dei diamanti e della matrice costituenti l’utensile. I diversi stati possibili di usura delle grane abrasive di diamante hanno condotto ad un modello di progressione di usura proposto da Writght e Wapler nel 1986. Questo modello della progressione di usura è stato ricavato mediante prove di taglio su dischi diamantati sinterizzati, analizzando l’altezza di protrusione delle grane diamantate in funzione del tempo.

Fig.4.2 - Modello di progressione di usura delle grane diamantate proposto da Writght e Wapler
[Wri86] Writght e Wapler hanno diviso la progressione di usura delle grane abrasive diamantate e della matrice in varie fasi; in funzione dell’altezza di protrusione e della quanità di materiale lavorato. Il comportamento di un utensile diamantato nei confronti dell’usura è la conseguenza delle singole progressioni di usura dei diamanti e del legante costituenti l’utensile. Durante ogni fase della progressione di usura la grana di abrasivo ha una reazione distinta alle condizioni che le vengono imposte. In un primo momento si verifica un graduale incremento della sporgenza della grana rispetto al legante a causa dell’erosione del legante stesso, anche se questo fenomeno non è sufficiente perché si abbia contatto con il pezzo in lavorazione. Una volta che la grana è a contatto con il pezzo, essa viene arrotondata fino alla formazione di un plateau, questa fase è denominata di appiattimento. Il contatto intermittente con il pezzo, a causa della rotazione dell’utensile, porta ad un carico ciclico sulle grane di diamante che, amplificato dalla disomogeneità del pezzo e dalle vibrazioni, provoca un deterioramento della capacità delle grane stesse di resistere alle forze di taglio e, di conseguenza, il loro disgregarsi dopo un certo intervallo di tempo (insorgenza di microfratture). La progressione nelle diverse fasi di usura porta, infine, ad una situazione in cui la particella è totalmente frammentata o la matrice è erosa in misura sufficiente, affinché la particella venga rilasciata dal legante. Nel frattempo, altre particelle saranno state esposte per effetto del processo di erosione del legante ed il ciclo si ripeterà. È la natura della progressione di usura sopra descritta che determina le prestazioni dell’utensile abrasivo. Questa è determinata oltre che dalla resistenza e struttura della grana abrasiva anche dalle condizioni di taglio; una scelta errata di uno di questi criteri avrà effetti sulla prestazione dell’utensile. Una scelta errata del tipo di grana abrasiva

potrebbe portare, per effetto della forza di taglio, ad una disgregazione prematura della grana stessa. Una conseguenza della disgregazione prematura delle particelle è la riduzione della sporgenza media del grano (rispetto al caso in cui si impieghi una grana idonea). Ciò provoca un aumento delle forze di attrito sull’utensile e un maggior consumo di energia. In condizioni impegnative, una grana con maggiore tendenza a microfratturarsi presenterà una durata ridotta rispetto a quella con tendenza all’ap-piattimento. Tuttavia, in condizioni di taglio meno impegnativo, questa situazione si inverte. D’altra parte può verificarsi una situazione in cui le particelle della grana prescelta presentino una fase estesa di appiattimento. Una grana che presenta un appiattimento esteso tenderà a lucidarsi, con un aumento dell’attrito fra il diamante ed il pezzo in lavorazione, dando luogo ad un aumento del consumo di energia ed alla tendenza al "pull-out". L’aumento del consumo di energia può essere visto come la conseguenza dello smussamento delle punte della grana e quindi una riduzione dell’efficienza di taglio. La perdita del diamante per "pull-out", piuttosto che per microfrattura continua, significa una velocità di usura dell’utensile relativamente maggiore. Quindi, l’utensile con un abrasivo caratterizzato da appiattimenti estesi avrà una durata più breve rispetto a quello che presenta più microfratture. Chiaramente, la situazione ottimale si ottiene scegliendo un prodotto abrasivo che dia una progressione equilibrata di usura per le forze di taglio cui le particelle saranno esposte. Secondo quanto evidenziato, il rapporto fra appiattimento e microfrattura ha un impatto diretto sulle caratteristiche della prestazione dell’utensile, come consumo energetico e durata, in diverse condizioni di taglio, tuttavia il rapporto dettagliato fra la struttura della particella, le sue proprietà e il suo comportamento è complesso [Wri86].
4.4 Studio dell’usura micro e macro geometrica nelle frese diamantate sinterizzate Lo studio dell’usura delle frese diamantate sinterizzate si presta da una parte all’identificazione dei parametri caratterizzanti l’usura, e dall’altra determinare una metodologia di studio della progressione di usura standardizzabile, che porti a risultati confrontabili quando questi vengono eseguiti da altri operatori in altri studi. Il problema usura è stato distinto in due parti, da un lato una usura macro geometrica rappresentante il comportamento della fresa ad usura da un punto di vista globale, perdita della capacità di taglio nel momento in cui lo spessore dei settori sinterizzati sono totalmente o quasi ridotti a zero. Dall’altra definire una usura micro geometrica riguardante il comportamento ad usura a livello locale comprendente il comportamento delle grane diamantate e della matrice metallica e la loro interazione durante il taglio.

La valutazione dei parametri caratterizzanti l’usura sono stati scelti in base a considerazioni di similitudine tra la fresa diamantata sinterizzata a codolo e altri utensili diamantati sinterizzati come dischi o lame di cui esistono studi. L’usura macro geometrica può essere espressa dalla riduzione del diametro utensile e quindi di settore diamantato, dalla riduzione del peso dell’utensile e dalla cilindricità, in funzione del volume di materiale lavorato. Nel caso dell’usura micro geometrica oltre ad una caratterizzazione qualitativa delle grane diamantate, già utilizzata per caratterizzare la progressione di usura dei dischi, si è cercato di ottenere una caratterizzazione quantitativa della progressione di usura attraverso la misurazione della altezza di protrusione in funzione del materiale lavorato e delle condizioni di taglio. Sono stati, infine, individuati una serie di parametri quantitativi caratterizzanti la curva di protrusione e quindi l’usura. L’approccio sperimentale utilizzato è stato diviso nei seguenti passi:
pianificazione delle prove di macro e micro usura delle frese diamantate sinterizzate a codolo (definizione di un protocollo di prova);
esecuzione delle prove atte a definire e quantificare i parametri caratterizzanti l’usura macro e micro geometrica;
analisi ed interpretazione dei dati ottenuti La completa assenza di riferimenti bibliografici o normative sulla metodologia di esecuzione di prove di usura su utensili diamantati sinterizzati, e la consapevolezza che lo studio intrapreso non è che una fase iniziale di un lavoro a lungo termine, si sono definiti dei protocolli di prova atti ad offrire una modalità di esecuzione della prova di usura micro geometrica e macro geometrica con lo scopo di ottenere risultati confrontabili e ripetibili. La linea guida di tali protocolli è stata ottenuta sulla base di normative riguardanti utensili monotaglienti, questa scelta è giustificata dal fatto che solo per questi utensili esistono protocolli di usura.
4.5 Protocolli di prova Di seguito vengono riportati i protocolli di prova di usura micro geometrica e macro geometrica delle frese diamantate sinterizzate. I protocolli proposti definiscono la procedura per l’esecuzione delle prove, le caratteristiche dei materiali impiegati, le attrezzature ed la forma per la presentazione dei risultati ottenuti. I protocolli di prova sviluppati indicano la modalità, universalmente utilizzabile, per la misura dell’usura dei diamanti costituenti l’utensile. Esso è uno strumento indispensabile per una corretta esecuzione delle prove di usura ed una affidabile interpretazione dei risultati. Il protocollo sviluppato finora riguarda per lo più prove eseguibili in laboratorio, visto la lentezza e la precisione delle misure coinvolte.

4.6 Protocollo per prove di usura micro-geometrica Il protocollo di usura micro-geometrica prevede di specificare il materiale da lavorare, le condizioni standard del pezzo, le caratteristiche dell’utensile, il fluido refrigerante utilizzato e le condizioni di taglio da utilizzare durante la prova. La macchina sulla quale si effettua la prova deve essere di costruzione rigida e tale che non abbia alcuna tendenza a vibrare o a flettersi in modo anomalo nel corso della prova. La macchina utensile per la prova deve disporre di un comando con variazione continua di velocità in modo da ricoprire tutta la gamma di velocità utilizzate durante la lavorazione vera e propria. Il metodo da seguire per realizzare la prova di durata dell’utensile è lo stesso di quello utilizzato per realizzare l’operazione di taglio con, in più, le osservazioni da rilevare e le misure che devono essere effettuate. Prima di iniziare la prova si sceglie un settore diamantato sinterizzato di riferimento fra quelli costituenti la fresa oggetto di studio, che verrà osservato con gli strumenti in dotazione. Successivamente, sul settore di riferimento, si localizza in maniera univoca una porzione di superficie contenente un numero di diamanti ritenuto rappresentativo dell’intera popolazione di diamanti costituenti l’utensile. La prova di usura micro-geometrica consiste nell’effettuare in successione più operazioni di taglio e intercalando, tra un taglio ed il successivo, l’osservazione delle grane di diamante e la misura dei parametri di usura micro.geometrica. La prova si considera terminata quando tutti i diamanti, inizialmente presenti sulla superficie di riferimento, sono stati rilasciati dalla matrice. Il rapporto di prova conterrà il grafico relativo all’andamento dei parametri di usura micro-geometrica in funzione del volume di materiale lavorato. Nel seguito si riporta il testo integrale del protocollo.
4.6.1 Materiale da lavorare
Data la numerosità di materiali utilizzati nel settore di lavorazione delle pietre naturali non è consigliabile confrontare prove effettuate su materiali diversi o materiali aventi caratteristiche simili. Per tal motivo nel resoconto di prova devono essere specificate le proprietà dei materiali utilizzati e in particolare la classe di lavorabilità [Mil96]. In tabella 1 sono riportate le caratteristiche di due materiali utilizzati per testare il presente protocollo.

Proprietà del materiale Granito Sardo Granito nero d’Africa
densità [kg/m3] 2608 3010 Assorbimento d’acqua [%] 0.25 0.05
Resistenza a compressione [MPa] 145 180 Resistenza all’abrasione [Ha] 40 65
Resistenza all’urto [cm] >90 >90 Microdurezza Knoop [MPa] 5000 3000
Classe di lavorabilità IV I
Tabella 1 – proprietà del materiale lavorato
4.6.2 Condizioni ‘‘standard’’ del pezzo da lavorare
Le prove di taglio devono essere effettuate su lastre di dimensioni tali da minimizzare le vibrazioni del pezzo durante la prova. La tavola per fissare il pezzo deve essere stabile e ben equilibrata. Durante il posizionamento del pezzo sulla tavola, si deve evitare con cura di inflettere il pezzo da lavorare.
4.6.3 Utensile
L’usura dell’utensile dipende fortemente dai materiali costituenti l’utensile stesso. Nel resoconto di prova devono essere specificate le caratteristiche dell’utensile impiegato nella prova secondo quanto riportato nella tabella 2.
4.6.4 Fluido da taglio
Tutte le prove di taglio devono essere realizzate impiegando come fluido da taglio acqua. Il getto del fluido da taglio deve essere orientato sulla faccia dell’utensile e investire completamente la parte attiva dell’utensile. Indicare, se è possibile, nel resoconto di prova, la portata e pressione del getto.

Tipologia dei settori
Proprietà dell’utensile M9Z3 M9BN
Composizione chimica della matrice [%] Co=62.40 Cu=17.79 C=14.09 O=3.14 Al=1.24 Si=0.98
Co=25.59 Cu=49.89 C=16.71 O=3.89 Al=2.34 Si=1.58
Durezza della matrice [HRB] 102 85 Dimensione del diamante mesh [#] 45/50 45/50
Concentrazione di diamante [Kts/cm^3] 0.9 1.0 Peso dell’utensile [g] 238 177
Diametro dell’utensile [mm] 23 20 Numero dei settori 5 6
Altezza dei settori [mm] 35 44 Profondità dei settori [mm] 4 3.5 Larghezza dei settori [mm] 6 5
Diametro del nocciolo [mm] 15 13 Applicazione [classe di lavorabilità] I IV
Tabella 2 – proprietà dell’utensile
4.6.5 Condizioni di taglio
Per tutte le prove di taglio nelle quali l’avanzamento f, la profondità di passata a e la velocità di taglio Vt non costituiscono la variabile principale della prova, le condizioni di taglio devono corrispondere a quelle indicate nella tabella 3.
Condizioni di taglio Materiale Numero di giri vt
[giri/minuto] avanzamento
[mm/min] Profondità assiale
[mm]
granito 5000 300 marmo 5000 400
20
granito 4500 200 marmo 5000 400
30
granito 4500 200 marmo 4500 400
40
Tabella 3– parametri di processo

4.6.6 Criteri di durata dell’utensile e misura dell’usura dell’utensile
Lo scopo della prova di durata dell’utensile è quello di determinare sperimentalmente come uno o più parametri influiscono sulla durata degli utensili da taglio. La ragione per la quale la durata di un materiale da taglio deve essere considerata terminata non è sovente la stessa per differenti operazioni di lavorazione. Il caso più semplice che può capitare è il caso nel quale l’utensile diventa completamente inutilizzabile. Nella maggior parte dei casi, l’utensile si usura progressivamente ed il lavoro effettuato diventa meno soddisfacente, per esempio le forze di taglio aumentano e producono delle flessioni o delle vibrazioni intollerabili. La determinazione della fine della durata dell’utensile è fissata quindi per delle ragioni di comparabilità. Definizioni
Agli effetti del presente protocollo si applicano le definizioni seguenti: • usura dell’utensile: cambiamento, durante il taglio, della forma dell’utensile con
riferimento alla sua forma iniziale risultante dalla perdita progressiva di materiale dell’utensile;
• misura dell’usura dell’utensile: parametro che deve essere misurata per indicare il valore dell’usura;
• criterio di durata dell’utensile: valore limite predeterminato della misura dell’usura di un utensile o dell’apparizione di un fenomeno;
• durata dell’utensile: tempo di taglio necessario per raggiungere il criterio di durata dell’utensile.
4.6.7 Procedimento di prova di usura micro geometrica
Il meccanismo di usura a livello locale degli utensili sinterizzati diamantati si può dividere fra quella della matrice da una parte, e quella del diamante, dall’altra. L’azione abrasiva delle pietre naturali, unita agli alti carichi meccanici, incide sul diamante provocandone l’usura. D’altra parte, il refrigerante si unisce agli sfridi per formare una miscela abrasiva che erode la matrice del segmento. Tali meccanismi determinano quello che viene chiamato ciclo di vita utile delle particelle di diamante. Tale vita può essere divisa nelle seguenti fasi:
• abrasione della matrice metallica e progressivo aumento della protrusione della grana diamantata;
• usura per attrito del cristallo di diamante con conseguente appiattimento • fratturazione del cristallo di diamante • perdita di ritenuta del cristallo da parte della matrice metallica
La capacità di auto ravvivamento consiste nella ripetizione di tali fasi per ogni grana di abrasivo permettendo una continua azione di taglio dell’utensile.

Fasi
La procedura è articolata nelle seguenti fasi: 1. individuazione di un settore di riferimento (sotto condizione che tutti i settori
siano identici); 2. individuazione e localizzazione di una porzione di superficie di riferimento, sul
settore sopra scelto, tale da essere contenuta nella superficie attiva di taglio del settore;
3. individuazione e localizzazione di aree, contenute nella superficie di riferimento sopra scelta, tali da poter rappresentare le caratteristiche del settore di riferimento;
4. individuazione della vita utile del singolo diamante espressa in cm3 di materiale lavorato attraverso una prova preliminare;
5. scelta e localizzazione di grane diamantate di riferimento, contenute nelle sotto porzioni di superficie del settore in studio, classificabili in stato iniziale di vita utile;
6. esecuzione del taglio per un intervallo di tempo corrispondente ad una frazione della vita utile delle grane abrasive, espressa in cm3 ;
7. pulizia dell’utensile da eventuali residui di lavorazione; 8. caratterizzazione quantitativa dell’altezza di protrusione delle grandi diamante
scelte da osservare; 9. iterazione del punto 6, 7 e 8 fino al completamento della vita utile delle singole
grane di diamante.
4.6.8 Apparecchiatura
Macchina utensile
La macchina sulla quale si effettua la prova deve essere di costruzione rigida e tale che non abbia alcuna tendenza a vibrare o a flettersi anormalmente nel corso della prova. La macchina utensile per la prova deve disporre di un comando con variazione continua della velocità che ricopra tutta la gamma delle velocità da utilizzare. Un comando a velocità variabile permette inoltre la predeterminazione esatta delle velocità di taglio e riduce i tempi necessari per l’ottenimento della curva di durata dell’utensile.
Strumentazione
La strumentazione sotto indicata è necessaria per l’effettuazione delle misure richieste e deve essere di accurata costruzione per poter verificare le tolleranze indicate nella presente norma:
• un cronometro per registrare i tempi di taglio;

• un microscopio ottico equipaggiato di un dispositivo micrometrico per la caratterizzazione delle grane e per la misura della protrusione;
• un calibro a corsoio per misurare le dimensioni dell’utensile; • una apparecchiatura per misurare la portata del liquido da taglio (può essere
ottenuta misurando il tempo necessario per vuotare un recipiente di volume noto).
4.6.9 Procedimento di prova di usura micro geometrica dell’utensile
Le condizioni variano in ciascun caso e pertanto il procedimento di prova di durata dell’utensile non può essere descritto che in termini generali. Il metodo da seguire per realizzare la prova di durata dell’utensile è lo stesso di quello utilizzato per realizzare una buona operazione di taglio con, in più, le precauzioni necessarie, le osservazioni da rilevare e le misure che devono essere effettuate. Prima di cominciare la prova, assicurarsi che la macchina utensile, il pezzo e l’utensile rispondano alle prescrizioni del presente protocollo. La fase successiva consiste nella scelta di un settore diamantato sinterizzato di riferimento, fra quelli costituenti la fresa oggetto di studio, tale da poter essere facilmente osservato con gli strumenti in dotazione. Lo studio è effettuato su un solo settore in quanto è lecito affermare che tutti i settori diamantati sinterizzati costituenti la fresa siano tra loro omogenei. Successivamente, sul settore di riferimento, si localizza una porzione di superficie di riferimento. Tale porzione di superficie deve essere scelta in modo da essere contenuta nella zona di superficie principale del settore coinvolta nel processo di taglio. La determinazione di sotto porzioni di superfici, destinate all’osservazioni e studio dell’usura, devono essere scelte da poter consentire un buon campione rappresentativo delle caratteristiche della superficie in esame e quindi del settore. La prova di usura micro-geometrica consiste in una operazione di taglio in cui viene misurata l’andamento della protrusione delle particelle di abrasivo rispetto alla matrice, e del loro stato (integro, micro e macro fratturato, appiattito, perso), in funzione del volume di materiale lavorato. La prova è suddivisa in un numero di tagli parziali. Al termine di ogni taglio parziale vengono catalogati i cristalli di diamante, contenuti nelle sotto porzioni di superficie scelte, e misurata la rispettiva altezza di protrusione. La quantità di materiale da lavorare in ogni taglio parziale è determinato dal rapporto tra la vita utile media del singolo cristallo, espressa in cm3, ed il numero scelto di tagli parziali. Prima di eseguire la prova di usura micro geometrica viene eseguita una prova preliminare, esposta nel paragrafo seguente, per la determinazione della vita utile media del singolo grano di diamante non nota a priori. Tale prova preliminare è necessaria in quanto permette la pianificazione del numero di intervalli, e quindi del volume di materiale, da eseguire ad ogni taglio parziale nella prova di usura micro geometrica.

4.6.10 Prova preliminare per la determinazione della vita utile media delle grane diamantate
La prova preliminare di vita utile del singolo grano consiste nel far lavorare l’utensile, nelle condizioni di taglio sopra riportate, per un volume di materiale tale da non consentire la perdita delle grane scelte come riferimento. Tale volume è determinato attraverso una successione di prove di taglio brevi e dall’indagine visiva delle particelle abrasive sulle sotto porzioni di superfici di riferimento al termine di ogni taglio.
4.6.11 Resoconto di prova ed espressione dei risultati
Nel resoconto di prova devono essere riportati i seguenti risultati: • Andamento della protrusione P in funzione del materiale lavorato; • Stato di usura dei cristalli in funzione del materiale lavorato; • parametri caratterizzanti la curva di protrusione.
4.7 Prova di usura micro geometrica: esempi applicativi La prova di usura micro geometrica consiste nella misurazione dell’altezza di protrusione delle grane diamantate e classificazione qualitativa di queste in funzione del volume di materiale lavorato. La prova è stata eseguita secondo il protocollo di micro usura dettagliatamente riportato al paragrafo precedente. L’analisi, di seguito riportata, è un esempio di applicazione del protocollo precedentemente illustrato. Inoltre, tale protocollo è stato applicato a due tipologie di fresa a codolo comunemente impiegate nel taglio del granito. 4.7.1 Progettazione della prova
Inizialmente, come riportato nel protocollo di micro usura, è stato valutato il materiale da lavorare. La scelta del materiale lapideo, su cui testare le frese diamantata sinterizzata a codolo, è stata effettuata sull’ipotesi di porre tali utensili nelle condizioni più critiche possibile, cioè su quei materiali dove notoriamente si hanno maggiori difficoltà di lavorazione, quindi utilizzando granito. Tra le possibili tipologie di granito, sempre tenendo conto il concetto di peggiori condizioni, la scelta è ricaduta su due tipi di granito particolarmente difficoltosi nel taglio quali il granito Nero d’Africa ed il granito Sardo. La scelta dell’utensile, come riportato nel protocollo, è stata eseguita valutando quelli offerti dal mercato; i due utensili scelti sono due frese a codolo denominate con la sigla M9Z3 ed M9BN. Le caratteristiche tecniche, sono riportate nella tabella2. Tali caratteristiche sono state acquisite dalla casa costruttrice. Le condizioni di taglio, velocità di taglio e avanzamento sono state scelte in base alla tabella 3 e riportate nella tabella 4.

Parametri di processo Prova Utensile Numero di giri vt
[giri/min] avanzamento f
[mm/min] Profondità assiale a
[mm] 1 M9Z3 4500 200 30 2 M9BN 4500 200 40
Tabella 4– parametri di processo utilizzati nella sperimentazione.
La macchina utensile utilizzata è un centro di lavoro a controllo numerico a tre assi della CMS Brembana macchine modello JUNIOR, figura 4.3.
Fig. 4.3 - Centro di lavoro a CN “Modello JUNIOR” Come indicato dal protocollo di usura micro geometrica si è passati alla individuazione di un settore della fresa da prendere come riferimento per lo studio. La scelta di studio su un unico settore è giustificata dall’ipotesi, per altro confermata dalla stessa casa costruttrice, della identicità de settori costituenti la fresa diamantata sinterizzata. L’individuazione della porzione di superficie del settore di riferimento è stata ottenuta attraverso un compromesso tra due esigenze. Da una parte avere una superficie di studio tale da poter costituire un campione ben rappresentativo del comportamento delle grane diamantate costituenti il settore e, quindi, dell’intera fresa. Dall’altra, una difficile individuazione e localizzazione della superficie in esame, quando questa veniva sottoposta ad osservazione attraverso strumenti quali il microscopico ad scansione elettronica ‘‘S.E.M.’’o microscopio ottico, dovuto alla forma elicoidale dei settori. La maggiore difficoltà veniva scaturita dalle dimensioni di ingombro della fresa la quale limitava la possibilità di movimentazione e quindi di un corretto posizionamento della stessa nel vano di depressurizzazione del microscopio elettronico. Le problematiche sopra esposte sono state risolte costruendo un opportuno sistema di posizionamento della fresa capace di poter regolare il posizionamento di questa nel vano di depressurizzazione del microscopio elettronico. In figura 4.4, di seguito riportata, è schematizzato il sistema di posizionamento realizzato. Il codolo della fresa viene serrato tra le due flangie tramite la coppia di bulloni e dadi, quindi reso solidale a tale sistema il quale tramite un perno filettato può essere agevolmente posizionato sulla tavola porta provini nel vano di depressurizzazione del microscopio elettronico. La demarcazione della superficie di

studio è stata effettuata solo in direzione longitudinale del settore attraverso delle incisioni, eseguita con un normale seghetto per il taglio di materiali ferrosi, mentre si è utilizzata l’intera estensione trasversale del settore data la limitata dimensione di questa, come mostrato schematicamente in figura 4.5.
Fig. 4.4 - Supporto adottato nelle osservazioni S.E.M.
Fig. 4.5 - Rappresentazione schematica della delimitazione della superficie scelta come riferimento 4.7.2 Metodo di individuazione delle grane e della misura di protrusione
L’individuazione ed identificazione univoca delle grane diamantate sulla superficie di riferimento è stata ottenuta tramite mappatura fotografica. Attraverso l’utilizzazione di un microscopio a scansione elettronica si è proceduti all’identificazione di aree adiacenti contenute nella superficie di riferimento e si è utilizzato come sistema di origine iniziale l’intaglio inferiore precedentemente eseguito sul settore. L’acquisizione dell’immagine di sotto zone in forma digitale ha reso possibile una mappatura delle grane contenute nei vari spot.
Settore di riferimento Intagli di delimitazione longitudinale
Superficie di riferimento

Le grane su tale spot venivano catalogate tramite un codice identificativo alfa numerico indicante il tipo di fresa lo spot di appartenenza ed un numero riferito alla grana di diamante. L’utilizzo del microscopio a scansione elettronica oltre a permettere una facile individuazione delle sotto zone con resoconti fotografici, permettendo il ritrovamento e l’identificazione delle grane diamantate, rende possibile una visione tridimensionale realistica delle grane di diamante, permettendo una più facile qualificazione di queste rispetto al loro stato di usura. La classificazione dello stato qualitativo di usura utilizzato è quello esistente in letteratura, andando a definire le grane di diamante in 6 modi: cristallo emergente, cristallo integro, cristallo levigato, cristallo micro fratturato, cristallo macro fratturato, vuoto o pul-out. La misurazione di protrusione delle grane di diamante è stata pensata ed effettuata utilizzando un microscopio ottico dotato di movimentazione lungo i tre assi principali X, Y, Z e di un sistema di rilevazione e misura lungo tali assi. Il microscopio utilizzato è un modello LEICA VMM 200 avente caratteristiche di misurazione sopra riportate con una risoluzione di 0,5 micron ed una incertezza di misura inferiore ai 2.55 micron. La misura di tipo digitale è ottenuta su una unità di valutazione Quadrachek QC 2210 interconnessa con il microscopio ottico tramite tre interfacce seriali RS-232 C. La metodologia di rilevazione della misura di protrusione, schematicamente riportato in figura 4.6, è stata basata sulla rilevazione della misura relativa del posizionamento del fuoco visivo dell’obbiettivo lungo l’altezza delle grana di diamante.
Fig. 4.6 - Rappresentazione schematica della misura di protrusione.
La distanza tra il punto di fuoco e l’obiettivo da 200 ingrandimenti è fissa, per cui la messa a fuoco avviene attraverso la traslazione dell’obbiettivo lungo l’asse z . La
Protrusione
Protrusione
Z
X Y

traslazione del fuoco ottico avviene grazie ad un sistema micrometrico a vite che trasla l’intero gruppo ottico compreso l’obiettivo da 200 ingrandimenti utilizzato. La misura si effettua azzerando il traduttore di posizione dell’asse Z quando il punto di fuoco dell’obbiettivo è posizionato nel punto più alto della grana in osservazione, segnalato da una visione nitida di tale punto nell’oculare. Quindi tramite la vite micrometrica, si va a mettere a fuoco la base della stessa, dove risulta incastonata nel legante metallico. Il valore della protrusione è proprio la variazione di altezza lungo l’asse Z subito dall’obiettivo e riportato nel display del Quadra check del microscopio. 4.7.3 Prove preliminari di taglio
Come già precedentemente riportato la vita delle grane diamantate è limitata, infatti il sistema di taglio prevede proprio un rinnovo degli elementi taglienti attraverso un sistema di usura ed erosione del legante metallico imprigionante le grane diamantate. La vita di tale grane può essere definita come l’intervallo temporale che va dai primi istanti di emersione dal legante metallico fino alla completa disgregazione o fuoriuscita dallo stesso. La conoscenza di tale parametro è fondamentale per lo svolgimento della prova di usura, poiché consente di organizzare la sequenza dei tagli necessari, quindi il volume di materiale da asportare ogni volta, senza che le grane di diamante giungano subito ad uno stato di completa distruzione o addirittura fuoriuscita dal legante metallico. La quantificazione di tale vita non può che essere dedotta per via sperimentale data l’enormità dei fattori entranti in gioco quali: parametri di processo, vibrazioni, disomogeneità del materiale in lavorazione, forze di processo. La determinazione di tale parametro è stato ottenuto attraverso un iter costituito da tagli di piccole quantità di materiale e controlli visivi tramite microscopio ottico di alcune grane di diamante scelte nella superficie di riferimento in condizioni di inizio vita. L’iter si arresta nel momento in cui la totalità delle grane sono scomparse, ed il volume di materiale cumulato durante l’iter rappresenta proprio la vita delle grane diamantate. 4.7.4 Esecuzione dei tagli di usura micro geometrica e misura dei parametri correlati alla progressione di usura
Nota la vita delle grane di diamante si è passati all’esecuzione dei tagli di usura micro geometrica. L’esecuzione della prova di usura micro geometrica consiste in una serie di tagli a volume di materiale prestabilito intervallati da osservazioni visive, tramite microscopio a scansione elettronica, e misurazione dell’altezza di protrusione delle grane di diamante contenute nella superficie di riferimento. Il quantitativo di materiale lavorato in ogni taglio è stato dedotto dalla conoscenza della vita delle grane diamantate espressa in cm3 e dal numero di step scelti per suddividere tale vita come riportato nel protocollo di prova di usura micro geometrica. I tagli sono stati effettuati su lastre di granito prescelto, Nero d’africa e Granito Sardo, aventi dimensioni 1000 mm × 500 mm × 30

mm, tali da poter essere ben fissate sul banco del centro di lavoro. Il fluido refrigerante utilizzato è acqua, questa veniva indirizzata nella zona interessata al taglio tramite un sistema di ugelli opportunamente orientati ed un condotto interno alla macchina che irrorava la fresa tramite un condotto interno alla fresa stessa. Sulle lastre i tagli eseguiti sono stati lineari e dal pieno facendo in modo di far lavorare sempre la zona di riferimento scelta sul settore. Inoltre questi si sono eseguiti ad opportuna distanza l’uno dall’altro in modo tale da garantire una completa indipendenza dei tagli. Al termine di ogni taglio la fresa veniva rimossa dalla mandrino della macchina e sottoposta a una approfondita pulizia. La necessita di tale pratica era dettata dalla necessita di rimuovere eventuali residui di lavorazione che avrebbero reso le osservazioni ed misurazioni più scadenti. In una prima fase la pulizia veniva eseguita tramite l’utilizzo di semplice acqua ad alta pressione in modo da rimuovere tutte le impurità di tipo grossolano quali melme e sfridi di granito depositati tra le grane di diamante e il legante metallico. Successivamente la fresa veniva pulita tramite una soluzione acida di acqua e acido acetico in modo da sciogliere e rimuovere in modo completo i residui di origine calcarea ancora depositati sulla superficie e non rimossi dall’azione meccanica della precedente pulizia. Infine nelle osservazioni al microscopio elettronico della fresa diamantata sintetizzata veniva ulteriormente pulita con acetone per rimuovere impurità oleose formate durante il manipolamento della stessa. 4.8 Prova di usura micro geometrica: espressione dei dati ed analisi dei risultati. Le rilevazioni sullo stato di usura attraverso una classificazione qualitativa delle grane ed una quantitativa inerente alla altezza di protrusione è stata condotta su tutte le grane contenute nella superficie di riferimento. Logicamente quelle di più interesse sono le grane che presentano all’inizio prova uno stato classificabile come emergente, in quanto danno la possibilità di avere un quadro completo su l’evoluzione dell’altezza di protrusione. Questo ha comportato l’estensione dell’iter di tagli e misurazioni a quelle grane di diamante affiorate in tempi successivi alla situazione iniziale. Si sono eseguite più di 200 scansioni e un numero di 150 immagini digitalizzate, mentre i dati relativi all’altezza di protrusione sono stati ricavati per ogni grana di diamante ad ogni fine taglio.
4.8.1 Parametri caratterizzanti l’usura.
Dalle prove effettuate è emerso che l’altezza di protrusione in funzione del volume di materiale lavorato ha un andamento simile per tutte le grane di diamante osservate. In figura 4.7 è riportato, a titolo di esempio, un andamento tipico della protrusione ed il rispettivo stato di usura, valutato mediante immagini al SEM, di una grana di diamante in funzione del materiale lavorato. L’andamento della protrusione mostrato in figura 4.7 può
essere considerato rappresentativo del comportamento delle grane di diamante contenute nell’utensile, in quanto gli andamenti delle altre grane, riportate in figura 4.8, hanno tutte un andamento simile o un andamento riconducibile ad una sotto zona di tale diagramma. Nell’analisi di tali diagrammi si possono individuare due zone distinte, definibili come zona di transitorio e zona di regime. Nella prima zona si ha una notevole variazione della protrusione in funzione del materiale lavorato, mentre nella seconda questa si mantiene pressoché costante. La zona di transitorio è contraddistinta da inizio protrusione, corrispondente ad uno stato della particella di tipo ‘‘emergente’’, fino ad una protrusione massima per terminare ad un livello di protrusione minore. La zona di regime è delimitata dal fine transitorio e da un livello di protrusione minore di quella massima ma di andamento quasi costante fino a terminare per la fuoriuscita del cristallo dalla matrice. Per meglio caratterizzare la progressione di usura sono state calcolate alcune grandezze caratterizzanti la curva di protrusione quali:
• Altezza di protrusione massima Pmax. Tale parametro è stato calcolato prendendo l’altezza massima di protrusione su quelle particelle dotate della zona di transitorio o della parte di esso in cui sia stato possibile definire una protrusione massima.
• Velocità di protrusione nel punto di protrusione massima Vmax. Con tale parametro si va a definire la pendenza della curva ‘‘protrusione-materiale lavorato’’ nel tratto iniziale del transitorio. Esso ci dà il grado di protrusione del cristallo in funzione del materiale lavorato e quindi indirettamente sul comportamento della matrice all’usura. La Vmax è stata calcolata per quelle particelle di cui è stato possibile avere un transitorio completo nel modo seguente
3max
maxmax cmin misurato P punto al lavorato lavorato materiale
PV =
• Protrusione media nella zona di regime Pavg. Come dice la definizione tale
parametro è stato calcolato facendo la media della protrusione nel tratto di curva ‘‘protrusione-materiale lavorato ‘‘ relativo al transitorio.
• Materiale lavorato nella regione transitoria Vtra. Tale parametro misurato in Cm3 esprime la quantità di materiale lavorato nella zona di transitorio della curva ‘‘protrusione-materiale lavorato ‘‘ ed relativo a quelle particelle aventi una zona di transitorio completa.
• Materiale lavorato nella regione di regime Vreg. Anche tale parametro è espresso in Cm3 e si riferisce alla quantità di materiale lavorato nella zona di regime.

Fig.4.8 - Andamento della protrusione in funzione del materiale lavorato per una grana di diamante.
punto A
Diamante emergente
punto E
Diamante macro fratturato
punto C
Diamante lisciato
punto B
Diamante Protruso
punto F
Diamante pull.out
punto D
Diamante micro fratturato
0,000
0,010
0,020
0,030
0,040
0,050
0,060
0,070
0,080
0,090
0,100
0 635 1270 1904 2539 3174 3809 4444
Volume di materiale lavorato [cm^3]
Alte
zza
di p
rotr
usio
ne [m
m]
A
B
CD
E
F

Per meglio caratterizzare il comportamento della progressione di usura micro geometrica della fresa sono state determinate le varie percentuali di particelle contraddistinte dai diversi modi di usura. Ricordando che tali stati possibili sono ‘‘ cristallo emergente’’, cristallo protruso’’, ‘‘cristallo lisciato ‘‘, ‘‘cristallo microfratturato ‘‘, ‘‘cristallo macrofratturato ‘‘ e ‘‘ pull-out ‘‘, come riportato in figura 4.7.
4.8.2 Resoconto di prova: fresa M9Z3
Il resoconto di prova, come riportato nel protocollo, prevede di specificare le curve di protrusione in funzione del materiale lavorato, lo stato di usura e d i parametri caratterizzanti la curva di protrusione. Le curve di protrusione in funzione del materiale lavorato, per l’utensile M9Z3, sono riportate nella figura 4.8. Da tutte le curve di protrusione rilevato sono stati ricavati i parametri caratterizzanti la curva la curva stessa. Lo stato di usura dei cristalli è riportato in figura 4.9 in funzione del materiale lavorato.
0,000
0,010
0,020
0,030
0,040
0,050
0,060
0,070
0,080
0,090
0,100
0 635 1270 1904 2539 3174 3809 4444
Volume di materiale lavorato [cm^3]
alte
zza
di p
rotr
usio
ne[m
m]
A
B
C
D E
F

Fig.4.9 - Percentuali dei modi d’usura dei cristalli della fresa M9Z3 in funzione del materiale Tale diagramma è stato dedotto analizzando tutti i cristalli situati nella superficie di riferimento. L’alta percentuale di pull-out e di cristalli micro fratturati rispetto a cristalli lisciati denota un buon comportamento dell’utensile durante il taglio. Infatti l’alta percentuale di pull-out indica un buon grado di rinnovamento delle grane, mentre l’alto numero di grane micro fratturate denota una alta capacità di taglio dovuto al maggior numero di taglienti che tali grane hanno sulla sommità causate da micro fratture. Da tale diagramma si evidenzia inoltre come le percentuali degli stati di usura si mantengono pressoché costanti rispetto al materiale lavorato. Tale comportamento, per altro meglio esposto in figura 4.10, indica un mantenimento delle buone condizioni di taglio per tutta la durata della prova. Nelle figure 4.11 e 4.12 sono riportati i valori medi dei parametri caratterizzanti la curva di protrusione. Tali valori sono stati ottenuti da tutte le curve di protrusione ricavate per l’utensile M9Z3.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 635 1270 1904 2539 3174 3809 4444Materiale Lavorato cm^3
Sta
to u
sura
cris
talli
%
cristalli pull-out
cristalli macro fratturati
cristalli micro fratturati
cristalli lisciati
cristalli protrusi
cristalli mergenti

Fig.4.10 - Tendenza delle percentuali dei modi d’usura dei cristalli della fresa M9Z3
0,0682
0,1576
0,0889
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,18
Pmax [mm] Pavg [mm] vmax [mm/min]
Fig.4.11 – Valori medi dei parametri caratterizzanti la curva di protrusione: utensile M9Z3
Classificazione delle grane di diamante fresa M9Z3
0,0 4,0 8,0
12,0 16,0 20,0 24,0 28,0 32,0 36,0 40,0
0 1000 2000 3000 4000 5000
Materiale lavorato cm3
Stat
o us
ura
cris
talli
%
cristalli mergenti
cristalli protrusi
cristalli lisciati cristalli micro fratturati cristalli macro fratturati cristalli pull-out
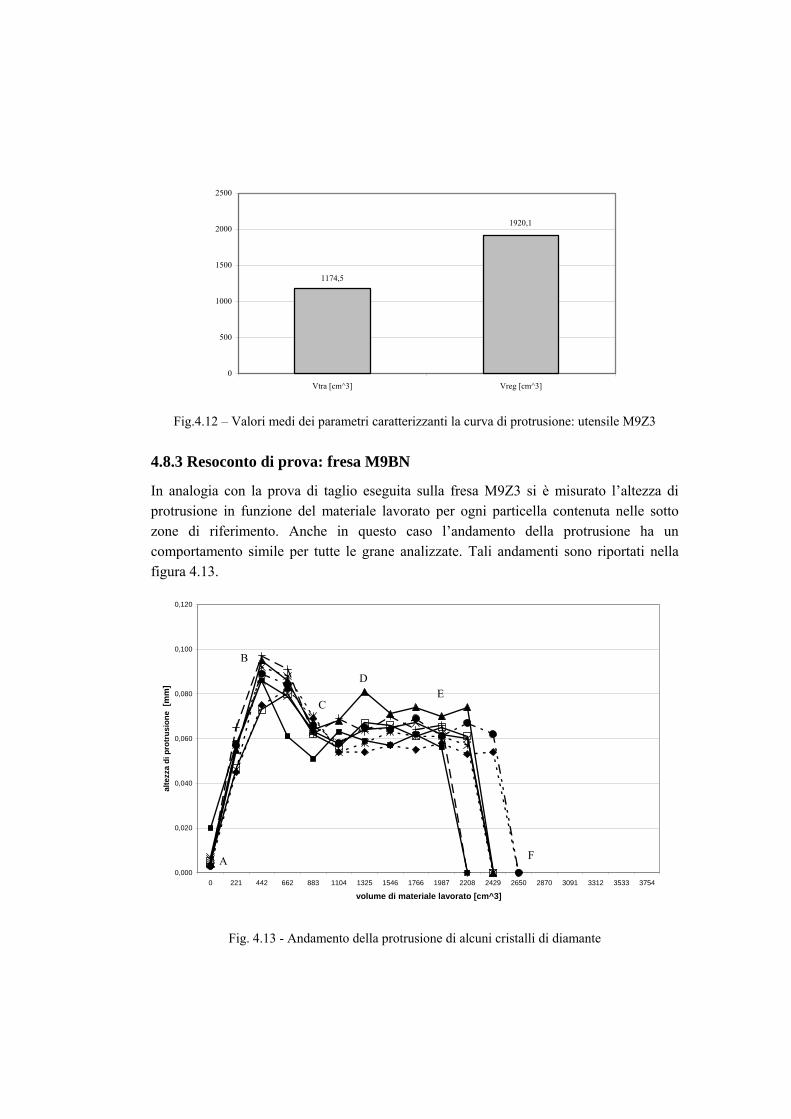
1174,5
1920,1
0
500
1000
1500
2000
2500
Vtra [cm^3] Vreg [cm^3]
Fig.4.12 – Valori medi dei parametri caratterizzanti la curva di protrusione: utensile M9Z3
4.8.3 Resoconto di prova: fresa M9BN
In analogia con la prova di taglio eseguita sulla fresa M9Z3 si è misurato l’altezza di protrusione in funzione del materiale lavorato per ogni particella contenuta nelle sotto zone di riferimento. Anche in questo caso l’andamento della protrusione ha un comportamento simile per tutte le grane analizzate. Tali andamenti sono riportati nella figura 4.13.
Fig. 4.13 - Andamento della protrusione di alcuni cristalli di diamante
0,000
0,020
0,040
0,060
0,080
0,100
0,120
0 221 442 662 883 1104 1325 1546 1766 1987 2208 2429 2650 2870 3091 3312 3533 3754
volume di materiale lavorato [cm^3]
alte
zza
di p
rotr
usio
ne [
mm
]
A
B
C
DE
F

In figura 4.14 è riportato il diagramma relativo alle percentuali dei diversi stati di usura delle grane in funzione del materiale lavorato. Anche in questo caso l’analisi dello stato di usura dei cristalli è stato eseguito su tutta la superficie di riferimento scelta. La percentuale di pull-out maggiore rispetto a quelli lisciati denota un buon comportamento di rinnovamento delle grane abrasive e quindi delle condizioni di taglio. Tali condizioni tendenzialmente permangono per tutta la durata della prova come mostrato dalla figura 4.15 Nelle figure 4.16 e 4.17 sono riportati i valori medi dei parametri caratterizzanti la curva di protrusione. Tali valori sono stati ottenuti da tutte le curve di protrusione ricavate per l’utensile M9BN. Figura 4.14 - Percentuali dei modi d’usura dei cristalli della fresa M9BN in funzione del materiale
lavorato.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 442 883 1325 1766 2208 2650 3091 3533Materiale Lavorato cm3
Sta
to d
i usu
ra c
rista
lli %
cristalli Pull-out
cristalli macro fratturati
cristalli micro fratturati
cristalli lisciati
cristalli protrusi
cristalli emergenti

Fig.4.15 - Tendenza delle percentuali dei modi d’usura dei cristalli della fresa M9BN.
Fig.4.16 – Valori medi dei parametri caratterizzanti la curva di protrusione:utensile M9BN.
0,0632
0,2203
0,0859
0,00
0,05
0,10
0,15
0,20
0,25
Pmax [mm] Pavg [mm] vmax [mm/min]
Classificazione delle grane di diamante fresa M9BN
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
0 1000 2000 3000 4000
Materiale lavorato cm3
Stat
o us
ura
cris
talli
% cristalli
emergenti
cristalli protrusi
cristalli lisciati
cristalli micro fratturati
cristalli macro fratturati cristalli Pull-out

Fig.4.17 – Valori medi dei parametri caratterizzanti la curva di protrusione:utensile M9BN.
4.8.4 Confronto sul comportamento alla micro usura tra la fresa M9Z3 ed M9BN
Da un punto di vista costruttivo la differenza tra la fresa M9Z3 ed M9BN è nella geometria, con numero e dimensioni diverse dei settori, e nel contenuto degli elementi costituenti la matrice metallica sinterizzata, quindi sulle caratteristiche meccaniche di questa. La fresa M9Z3 ha un contenuto di cobalto maggiore rispetto alla fresa M9BN ed il rapporto delle percentuali in peso del cobalto nelle due frese è pari a:
2,44% 25,59% 62,40
CoCo
M9BN
M9Z3 ==
Tale differenza è giustificata dal fatto che le frese in questione sono state concepite dalla casa costruttrice espressamente per lavorare graniti aventi differenti proprietà di lavorabilità. In particolare la M9Z3 per il granito Nero d’Africa o graniti aventi caratteristiche di lavorabilità simile ed la M9BN per il granito sardo o graniti aventi caratteristiche di lavorabilità simile. Il granito Nero d’Africa è uno dei graniti più duri ed difficili da lavorare; da una scala da I a IV ,con IV = materiale facile da lavorare ed I = materiale più difficile da lavorare, il granito Nero d’Africa assume il valore I. Il granito Sardo ha una lavorabilità di indice IV. [Mil96]
1225,6
872,2
0
200
400
600
800
1000
1200
1400
Vtra [cm^3] Vreg [cm^3]

La fresa M9Z3 è utilizzata nel granito Nero Africa proprio in virtù della maggiore durezza della matrice metallica causata dal maggiore tenore di cobalto. La fresa M9BN con un minore tenore di cobalto presenta una minore durezza della matrice metallica per cui è usato per lavorare il granito Sardo. Da un punto di vista delle prestazioni rispetto alla micro usura la fresa M9Z3 ha avuto un comportamento migliore della fresa M9BN, sia da un punto di vista della vita utile delle grane sia rispetto alla quantità di materiale lavorato. Confrontando i parametri caratteristici medi della progressione di usura delle due frese, riportati in figura 4.18 e 4.19, si nota come la fresa M9Z3 abbia, nella zona di regime della progressione di usura, un volume di materiale lavorato maggiore rispetto a quello della fresa M9BN. Altra differenza , più legata alla proprietà abrasiva dei materiali, è la differente velocità di protrusione che si riscontra nei transitori delle grane di diamante nei due tipi di frese. Questa è maggiore nella fresa M9BN, essenzialmente dovuta a due fattori; il primo dovuto alla minore durezza della matrice metallica e quindi una più facile usura di questa ad opera dei sfridi, l’altra dovuto alla maggiore abrasività del granito Sardo il quale ha un indice di abrasività pari a 2.5 rispetto al Nero d’Africa che è pari ad 1.
Fig.4.18 - Confronto tra i parametri Vmax, Pmax e Pavg nelle frese M9Z3 ed M9BN.
0,0682
0,1576
0,0632
0,2203
0,0889 0,0859
0,00
0,05
0,10
0,15
0,20
0,25
Pmax [mm] Pavg [mm] vmax [mm/min]
M9Z3M9BN

Fig.4.19 - Confronto tra i parametri Vtra e Vreg nelle frese M9Z3 ed M9BN.
4.9 Protocollo per prove di usura macro-geometrica Il protocollo di usura macro-geometrica prevede di specificare il materiale da lavorare, le condizioni standard del pezzo, le caratteristiche dell’utensile, il fluido refrigerante utilizzato e le condizioni di taglio da utilizzare durante la prova. La macchina sulla quale si effettua la prova deve essere di costruzione rigida e tale che non abbia alcuna tendenza a vibrare o a flettersi in modo anomalo nel corso della prova. La macchina utensile per la prova deve disporre di un comando con variazione continua di velocità in modo da ricoprire tutta la gamma di velocità utilizzate durante la lavorazione vera e propria. Il metodo da seguire per realizzare la prova di durata dell’utensile è lo stesso di quello utilizzato per realizzare l’operazione di taglio con, in più, le osservazioni da rilevare e le misure che devono essere effettuate. La prova di usura macro-geometrica consiste nell’effettuare in successione più operazioni di taglio e intercalando, tra un taglio ed il successivo, la misura dei parametri caratterizzanti l’usura macro geometrica. Nel seguito si riporta il testo integrale del protocollo.
4.9.1 Materiale da lavorare
Data la numerosità di materiali utilizzati nel settore di lavorazione delle pietre naturali non è consigliabile confrontare prove effettuate su materiali diversi o materiali aventi caratteristiche simili. Per tal motivo nel resoconto di prova devono essere specificate le proprietà dei materiali utilizzati e in particolare la classe di lavorabilità [Mil96]. In tabella
1174,5 1225,6
1920,1
872,2
0
500
1000
1500
2000
2500
Vtra [cm^3] Vreg [cm^3]
M9Z3M9BN

1 sono riportate le caratteristiche di due materiali utilizzati per testare il presente protocollo.
4.9.2 Condizioni ‘‘standard’’ del pezzo da lavorare
Le prove di taglio devono essere effettuate su lastre di dimensioni tali da minimizzare le vibrazioni del pezzo durante la prova. La tavola per fissare il pezzo deve essere stabile e ben equilibrata. Durante il posizionamento del pezzo sulla tavola, si deve evitare con cura di inflettere il pezzo da lavorare.
4.9.3 Utensile
L’usura dell’utensile dipende fortemente dai materiali costituenti l’utensile stesso. Nel resoconto di prova devono essere specificate le caratteristiche dell’utensile impiegato nella prova secondo quanto riportato nella tabella 2.
4.9.4 Fluido da taglio
Tutte le prove di taglio nelle quali il fluido da taglio non è la variabile devono essere realizzate impiegando come fluido da taglio acqua. Il getto del fluido da taglio deve essere orientato sulla faccia dell’utensile e investire completamente la parte attiva dell’utensile. Indicare, se è possibile, nel resoconto di prova, la portata e pressione del getto.
4.9.5 Condizioni di taglio
Per tutte le prove di taglio nelle quali l’avanzamento f, la profondità di passata a e la velocità di taglio Vt non costituiscono la variabile principale della prova, le condizioni di taglio devono corrispondere a quelle indicate nella tabella 3.
4.9.6 Criteri di durata dell’utensile e misura dell’usura dell’utensile
Lo scopo della prova di durata dell’utensile è quello di determinare sperimentalmente come uno o più parametri influiscono sulla durata degli utensili da taglio. La ragione per la quale la durata di un materiale da taglio deve essere considerata terminata non è sovente la stessa per differenti operazioni di lavorazione. Il caso più semplice che può capitare è il caso nel quale l’utensile diventa completamente inutilizzabile. Nella maggior parte dei casi, l’utensile si usura progressivamente ed il lavoro effettuato diventa meno soddisfacente, per esempio le forze di taglio aumentano e producono delle flessioni o

delle vibrazioni intollerabili. La determinazione della fine della durata dell’utensile è fissata quindi per delle ragioni di comparabilità.
Definizioni
Agli effetti del presente protocollo si applicano le definizioni seguenti: • usura dell’utensile: cambiamento, durante il taglio, della forma dell’utensile con
riferimento alla sua forma iniziale risultante dalla perdita progressiva di materiale dell’utensile;
• misura dell’usura dell’utensile: parametro che deve essere misurato per indicare il valore dell’usura;
• criterio di durata dell’utensile: valore limite predeterminato della misura dell’usura di un utensile o dell’apparizione di un fenomeno;
• durata dell’utensile: tempo di taglio necessario per raggiungere il criterio di durata dell’utensile.
4.9.7 Procedimento di prova di usura macro geometrica
Il meccanismo di usura a livello locale degli utensili sinterizzati diamantati si può dividere fra quella della matrice da una parte, e quella del diamante, dall’altra. L’azione abrasiva delle pietre naturali, unita agli alti carichi meccanici, incide sul diamante provocandone l’usura. D’altra parte, il refrigerante si unisce agli sfridi per formare una miscela abrasiva che erode la matrice del segmento. Il procedimento di prova di usura macro geometrica consiste nell’effettuare una serie di tagli lineari dal pieno ed intercalare tra un taglio e il successivo la misura dell’usura. La prova si considera terminata quando i settori diamantati costituenti l’utensile sono completamente usurati oppure quando le prestazioni al taglio risultano scadenti. L’usura macro geometrica è definita mediante la riduzione del diametro dell’utensile in funzione del materiale lavorato espresso in cm3. Il diametro dell’utensile deve essere misurato mediante un calibro a corsoio centesimale. L’usura macro geometrica è definita mediante la riduzione di peso dell’utensile in funzione del volume di materiale lavorato. Il peso dell’utensile deve essere misurato mediante una bilancia elettronica con risoluzione del centesimo di grammo. Altro parametro per la definizione dell’usura è relativo alla cilindricità dell’utensile. La cilindricità in funzione del volume di materiale lavorato indica la variazione della geometria iniziale cilindrica della fresa.
4.9.8 Apparecchiatura
La macchina sulla quale si effettua la prova deve essere di costruzione rigida e tale che non abbia alcuna tendenza a vibrare o a flettersi anormalmente nel corso della prova. La macchina utensile per la prova deve disporre di un comando con variazione continua della velocità che ricopra tutta la gamma delle velocità da utilizzare. Un comando a velocità variabile permette inoltre la predeterminazione esatta delle velocità di taglio e riduce i tempi necessari per l’ottenimento della curva di durata dell’utensile. La strumentazione sotto indicata è necessaria per l’effettuazione delle misure richieste e deve essere di accurata costruzione per poter verificare le tolleranze indicate nella presente norma:
• un cronometro per registrare i tempi di taglio; • un calibro centesimale per misurare le dimensioni dell’utensile; • una bilancia digitale con risoluzione del centesimo di grammo; • una apparecchiatura per misurare la portata del liquido da taglio (può essere
ottenuta misurando il tempo necessario per vuotare un recipiente di volume noto).
4.9.9 Resoconto di prova ed espressione dei risultati
Nel resoconto di prova devono essere riportati i seguenti risultati: • Riduzione del peso dell’utensile in funzione del materiale lavorato; • Riduzione del diametro dell’utensile in funzione del materiale lavorato; • Cilindricità in funzione del volume di materiale lavorato.
4.10 Prova di usura macro geometrica: espressione dei dati ed analisi dei risultati. La prova di usura macro geometrica consiste nell’effettuare una serie di tagli lineari ed intercalare tra un taglio e l’altro la misura dei parametri di usura macro geometrica. Sono state eseguite, secondo quanto riportato nel protocollo di prova, due campagne sperimentali testando due utensili, come descritto nella prova di usura micro geometrica. 4.10.1 Progettazione della prova
La scelta degli utensili su cui eseguire la prova, come le considerazioni sulla scelta dei materiali su cui eseguire la prova, sono state le stesse della prova di usura micro geometrica, quindi la fresa M9Z3 per il granito Nero Africa ed la Fresa M9BN per il granito Sardo. I parametri di processo utilizzati nella sperimentazione sono riportati in tabella 4, come per la prova di usura micro geometrica.

Gli strumenti di misura utilizzati in questo caso sono una bilancia digitale con risoluzione del centesimo di grammo e un calibro centesimale per le misure di diametro. L’esecuzione della prova di usura macro geometrica consiste in una serie di tagli a volume di materiale prestabilito intervallati da misurazione di peso della fresa, del diametro e quindi della cilindricità. Il quantitativo di materiale lavorato in ogni taglio è stato dedotto durante la prova con aumenti progressivi del volume di materiale lavorato per taglio fino ad avere variazioni di peso apprezzabili. I tagli sono stati effettuati su lastre di granito prescelto, Nero d’africa e Granito Sardo, aventi dimensioni 1000 mm × 500 mm × 30 mm, tali da poter essere ben fissate sul banco del centro di lavoro. Il fluido refrigerante utilizzato è acqua, questa veniva indirizzata nella zona interessata al taglio tramite un sistema di ugelli, opportunamente orientati, e tramite un condotto interno alla fresa stessa. Sulle lastre i tagli eseguiti sono stati lineari ed dal pieno facendo in modo da far lavorare sempre la zona centrale della fresa. Inoltre questi si sono eseguiti ad opportuna distanza l’uno dall’altro in modo tale da garantire una completa indipendenza dei tagli. Al termina di ogni taglio la fresa veniva rimossa dalla mandrino della macchina e sottoposta a una approfondita pulizia prima della misurazione. La pulizia della fresa è resa necessaria per non alterare i valori delle misure da eventuali residui di lavorazione. L’azione pulente è stata effettuata tramite getti di acqua e successivamente da getti di aria compressa per eliminare residui di acqua. 4.10.2 Resoconto di prova: fresa M9BN e fresa M9Z3
Il resoconto di prova consiste nel riportare il grafico della riduzione di peso in funzione del materiale lavorato espresso in cm3. La riduzione di peso dell’utensile è la differenza tra il peso iniziale dell’utensile e il peso misurato dopo ogni prova di taglio. In figura 4.20 è riportata la riduzione del peso dell’utensile in funzione del materiale lavorato per le frese M9Z3 ed M9BN. L’usura dell’utensile si manifesta come una perdita di materiale costituente i settori sinterizzati. L’usura consiste in una riduzione dell’altezza dei settori, e quindi, del diametro dell’utensile. In figura 4.21 è riportata la riduzione del diametro dell’utensile in funzione del volume di materiale lavorato per le due tipologie di frese, M9Z3 ed M9BN.

Fig.4.20 - Riduzione del peso dell’utensile per le frese M9Z3 ed M9BN.
Fig.4.21 - Riduzione del diametro dell’utensile per le frese M9Z3 ed M9BN.
Fig.4.21 - Variazione di diametro dell’utensile per le frese M9Z3 ed M9BN. L’usura dell’utensile, dovuta alla perdita di materiale costituente il settore, può comportare una variazione sulla forma iniziale dell’utensile. In generale l’utensile durante il taglio può perdere la geometria iniziale cilindrica, in questo caso l’usura è accompagnata da una variazione geometrica dell’utensile. Tale variazione può essere espressa mediante la cilindricità dell’utensile in funzione del volume di materiale lavorato. In figura 4.22 sono riportati i grafici della cilindricità in funzione del materiale lavorato per i due utensili.
02468
101214161820222426
0 20000 40000 60000 80000 100000
volume di materiale lavorato [cm^3]
vari
azio
ne d
i dia
mat
ro [m
m]
M9Z3
M9BN
0369
121518212427303336
0 20000 40000 60000 80000 100000volume di materiale lavorato [cm^3]
riduz
ione
del
pes
o de
ll'ut
ensi
le [g
]
M9Z3
M9BN

Fig.4.22 - Variazione di cilindricità dell’utensile per le frese M9Z3 ed M9BN.
0
0,02
0,04
0,06
0,08
0,1
0,12
0 20000 40000 60000 80000 100000volume di materiale lavorato [cm^3]
cilin
dric
ità d
ell'u
tens
ile [m
m]
M9Z3M9BN

5. La tecnologia a getto d’acqua con abrasivo
La tecnologia a getto d’acqua con abrasivo (Abrasive Water jet “AWJ”), a causa della peculiarità del meccanismo di asportazione che la caratterizza, rientra in quelle che vengono più comunemente definite tecnologie non convenzionali. La tecnologia Waterjet sfrutta la quantità di moto posseduta da un fluido per eseguire lavorazioni sui diversi materiali. Per conferire quantità di moto al fluido di lavoro si utilizza un pompa alternativa ad alta pressione costituita da un intensificatore di pressione a doppio effetto. L’intensificatore è costituito da due sezioni, una di bassa pressione in cui viene pompato olio idraulico che movimenta un pistone di grosso diametro ed una di alta pressione in cui due pistoni di diametro ridotto collegati al primo realizzano l’incremento di pressione dell’acqua. La differenza di sezione dei pistoni comporta un rapporto di pressione tra acqua ed olio generalmente compreso tra 20÷25 in modo che all’uscita dal cilindro l’acqua raggiunga valori di pressione massima dell’ordine dei 400 MPa; l’acqua ad alta pressione viene inviata ad un serbatoio di accumulo che serve per regolarizzare ed uniformare la portata del fluido, nella fase di compressione si generano fluttuazioni della pressione causate dall’interruzione del pompaggio nei punti di inversione del moto dei pistoni, dalle deformazioni delle tubature e dalla comprimibilità del fluido. Oggi ci sono sistemi WJ che in luogo dell’accumulatore presentano due intensificatori di pressione collegati in parallelo, ma non in fase. Dal serbatoio mediante condutture d’alta pressione, raccordi statici, giunti rotanti e serpentine l’acqua viene inviata in un ugello calibrato; prima di essere espulso ad una velocità pari a tre volte quella del suono , il getto d’acqua viene addizionato o meno di abrasivo , a seconda della durezza del materiale da lavorare. Il risultato è un getto idro-abrasivo supersonico che viene diretto contro la superficie del pezzo in lavorazione determinano l’asportazione di materiale tramite un meccanismo di erosione. Il getto d’acqua con abrasivo viene applicato nella lavorazione di diversi materiali e trova applicazioni anche nel settore delle lavorazioni delle pietre naturali. Nel settore delle pietre naturali la tecnologia a getto d’acqua con abrasivo viene applicato sia nelle operazioni di taglio, lineare ma soprattutto curvilineo, che nelle lavorazioni superficiali. L’obiettivo intrapreso in questo settore di lavorazione è relativo allo studio delle lavorazioni superficiali mediante getto d’acqua, in particolare, si è determinato un indice energetico in base al quale è possibile prevedere il risultato della lavorazione. Il getto d’acqua trova applicazioni nel taglio delle pietre naturali. In questo ambito si è affrontato lo studio della qualità del taglio e il confronto tecnico economico tra la tecnologia AWJ e la tecnologia tradizionale con utensili diamantati.

5.1 Caratteristiche della tecnologia AWJ
L’AWJ è uno dei recenti processi di lavorazione non convenzionali. Si basa sull’azione erosiva di un getto d’acqua focalizzato e caricato con polveri abrasive naturali o sintetiche allo scopo di tagliare e forare materiali duri come marmi, graniti, vetro, metalli, ceramici, compositi, etc. Il getto d’acqua può viaggiare con velocità di circa 900 m/s ed operare a pressioni che raggiungono i 400 MPa. I parametri di processo da cui dipende la qualità del taglio sono molti, una loro ottimizzazione consente di avere lavorazioni qualitativamente ed economicamente valide. I principali parametri di processo della tecnologia AWJ sono : • pressione dell’acqua; essa determina la velocità delle particelle abrasive:
generalmente si applicano pressioni che superano la pressione critica per ogni materiale e comunque tali da ottimizzare la qualità del taglio.
• portata massica di abrasivo; è direttamente legata allo spessore del taglio e alla durezza del materiale: nei materiali quali plastica, legno, alimentari, etc. non si utilizza l’abrasivo perché basta il semplice getto d’acqua, mentre per marmi, graniti acciai, materiali compositi, etc. è necessario per il taglio l’aggiunta di abrasivo.
• dimensioni dell’abrasivo; la granulometria è generalmente compresa tra 60 e 120 mesh: per ogni materiale esiste un intervallo di dimensioni ottimale.
• tipo di abrasivo; dipende dalla durezza del materiale da lavorare: i più impiegati sono Garnet (granato), sabbia di olivina o di silice ed il carburo di silicio.
• velocità di avanzamento trasversale; è la velocità con cui si sposta la testa di taglio: da questo parametro dipende la qualità e la economicità della lavorazione.
• ugello primario; è costituito da uno zaffiro di diametro dn inferiore al millimetro: la sua geometria varia per applicazione di taglio a getto d’acqua con abrasivo o non.
• ugello secondario o focalizzatore; è un ugello calibratore che si trova dopo la camera di miscelazione tra abrasivo ed acqua: importante sono il suo diametro df e la sua lunghezza lf.
• la distanza di stand-off ; è la distanza tra l’ugello di uscita del getto idroabrasivo ed il pezzo: il getto una volta uscito dal focalizzatore tende a non restare coerente, la divergenza o meglio l’espansione della sezione del getto dipende dalla distanza percorsa dal getto fuori dal focalizzatore, la distanza ugello-pezzo deve essere dell’ordine dei millimetri, se si esagera con la distanza di stand-off, il getto invece di tagliare esercita sul materiale solo un’azione erosiva limitata, utile per la pulizia delle superfici.
La tecnologia AWJ offre numerosi vantaggi. Consente di lavorare materiali di qualsiasi durezza e con spessori elevati senza che ci siano problemi di usura per l’utensile. Caratteristiche di questa tecnologia sono:
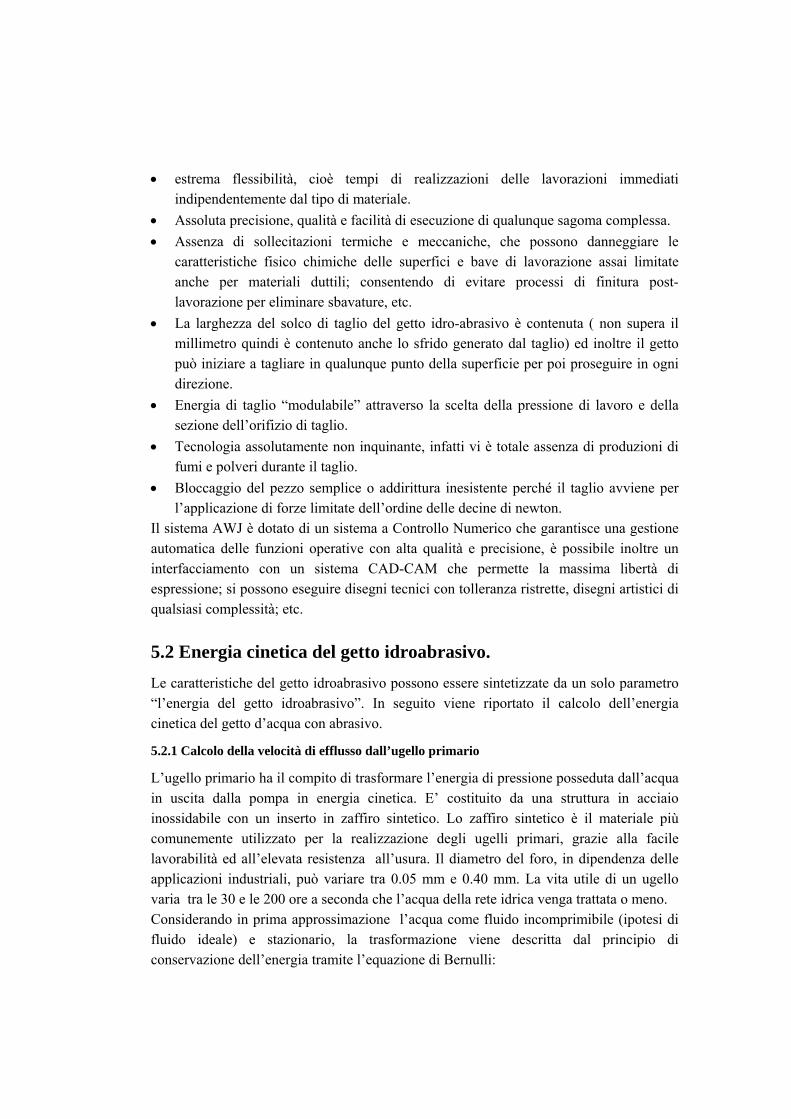
• estrema flessibilità, cioè tempi di realizzazioni delle lavorazioni immediati indipendentemente dal tipo di materiale.
• Assoluta precisione, qualità e facilità di esecuzione di qualunque sagoma complessa. • Assenza di sollecitazioni termiche e meccaniche, che possono danneggiare le
caratteristiche fisico chimiche delle superfici e bave di lavorazione assai limitate anche per materiali duttili; consentendo di evitare processi di finitura post-lavorazione per eliminare sbavature, etc.
• La larghezza del solco di taglio del getto idro-abrasivo è contenuta ( non supera il millimetro quindi è contenuto anche lo sfrido generato dal taglio) ed inoltre il getto può iniziare a tagliare in qualunque punto della superficie per poi proseguire in ogni direzione.
• Energia di taglio “modulabile” attraverso la scelta della pressione di lavoro e della sezione dell’orifizio di taglio.
• Tecnologia assolutamente non inquinante, infatti vi è totale assenza di produzioni di fumi e polveri durante il taglio.
• Bloccaggio del pezzo semplice o addirittura inesistente perché il taglio avviene per l’applicazione di forze limitate dell’ordine delle decine di newton.
Il sistema AWJ è dotato di un sistema a Controllo Numerico che garantisce una gestione automatica delle funzioni operative con alta qualità e precisione, è possibile inoltre un interfacciamento con un sistema CAD-CAM che permette la massima libertà di espressione; si possono eseguire disegni tecnici con tolleranza ristrette, disegni artistici di qualsiasi complessità; etc. 5.2 Energia cinetica del getto idroabrasivo. Le caratteristiche del getto idroabrasivo possono essere sintetizzate da un solo parametro “l’energia del getto idroabrasivo”. In seguito viene riportato il calcolo dell’energia cinetica del getto d’acqua con abrasivo.
5.2.1 Calcolo della velocità di efflusso dall’ugello primario
L’ugello primario ha il compito di trasformare l’energia di pressione posseduta dall’acqua in uscita dalla pompa in energia cinetica. E’ costituito da una struttura in acciaio inossidabile con un inserto in zaffiro sintetico. Lo zaffiro sintetico è il materiale più comunemente utilizzato per la realizzazione degli ugelli primari, grazie alla facile lavorabilità ed all’elevata resistenza all’usura. Il diametro del foro, in dipendenza delle applicazioni industriali, può variare tra 0.05 mm e 0.40 mm. La vita utile di un ugello varia tra le 30 e le 200 ore a seconda che l’acqua della rete idrica venga trattata o meno. Considerando in prima approssimazione l’acqua come fluido incomprimibile (ipotesi di fluido ideale) e stazionario, la trasformazione viene descritta dal principio di conservazione dell’energia tramite l’equazione di Bernulli:

tg
vhg
P
w
cos2
2
=++ρ
(5.1)
Dove: • P è la pressione del fluido [MPa] • wρ è la densità del getto di acqua [Kg/m3]
• h è la quota piezometrica [m] • g è l’accelerazione di gravità [m/s2] • v è la velocità del fluido [m/s] applicando Bernulli al fluido tra l’ingresso (1) e l’uscita (2) dell’ugello primario si ottiene:
g
vh
gP
gv
hg
P
ww 22
22
22
21
11 ++=++
ρρ (5.2)
essendo 12 PP << , 21 vv << e 21 hh ≅ si può trascurare il loro peso pertanto dalla equazione 5.2 si calcola la velocità ideale che coincide con la classica formula di Torricelli:
w
idPvv
ρ2
2 == (5.3)
Per ottenere la velocità reale in uscita dall’ugello primario bisogna considerare le perdite energetiche all’interno dell’orifizio per mezzo di un coefficiente moltiplicativo, detto “coefficiente di efficienza”, che caratterizza la quantità di moto persa per attrito sulle pareti dell’ugello. Tale coefficiente dipende oltre che dalla forma dell’ugello primario anche dal suo diametro e dalla pressione utilizzata.

Fig.5.1: Coefficienti di efficienza per diverse forme di ugello primario Da cui la velocità reale del getto di sola acqua all’uscita dall’ugello primario è data dalla relazione:
w
rePv
ρξ 2
= (5.4)
dove:
),,( geometriadP nξ : coefficiente di efficienza.
È importante osservare come la velocità del getto di acqua in uscita dall’ugello primario non dipenda da nessun parametro geometrico dell’ugello stesso. Inoltre, considerando le pressioni operative abituali, generalmente utilizzate per il taglio, l’acqua non può essere assunta incomprimibile, di conseguenza la sua densità risulta funzione del livello di pressione (Fig.5.2); da ciò deriva una velocità di efflusso calcolabile tramite la seguente equazione:
( ) ⎥⎥⎦
⎤
⎢⎢⎣
⎡−⎟
⎠⎞
⎜⎝⎛ +
−=
−
1112 1 c
ocom L
Pc
Lvρ
(5.5)
Dove 0ρ è la densità dell’acqua alla pressione atmosferica, L=300 MPa, c=0.1368
[Col01]. Tenendo presente che ad una pressione di circa 400 MPa l’acqua ha un coefficiente di comprimibilità del 12 %, l’errore commesso è di qualche percento specie se si utilizza una densità media tra quella dell’acqua alla pressione atmosferica e quella alla pressione di esercizio.

0 0 01 0 0 0 , 4 4 7 2 1 4 0 , 4 4 2 6 4 15 0 0 1 0 , 9 6 2 1 5 2
1 0 0 0 1 , 4 1 4 2 1 4 1 , 3 3 0 2 2 61 5 0 0 1 , 7 3 2 0 5 1 1 , 6 0 2 7 5 92 0 0 0 2 1 , 8 2 7 0 0 52 5 0 0 2 , 2 3 6 0 6 8 2 , 0 2 0 9 7 43 0 0 0 2 , 4 4 9 4 9 2 , 1 9 3 7 6 63 5 0 0 2 , 6 4 5 7 5 1 2 , 3 5 0 7 1 94 0 0 0 2 , 8 2 8 4 2 7 2 , 4 9 5 2 7 3
A n d a m e n t o d e l l a v e l o c i t à d i e f f l u s s o a l v a r i a r e d i P n e l c a s o d i f l u s s o c o m p r i m i b i l e e d i n c o m p r i m i b i l e
0
0 , 5
1
1 , 5
2
2 , 5
3
0 5 0 0 1 0 0 0 1 5 0 0 2 0 0 0 2 5 0 0 3 0 0 0 3 5 0 0 4 0 0 0
P r e s s i o n e P [ M P a ]
velo
cità
vid
[m/s
]
F lu id o in c .
f lu id o c o m p .
Fig.5.2: Velocità di efflusso al variare della pressione per fluido comprimibile e non comprimibile Possiamo inoltre determinare la portata volumetrica dell’acqua in uscita dall’ugello primario: reww vAQ ⋅= (5.6)
dove wA è l’area di efflusso che è legata alla dimensione dell’orificio attraverso un
coefficiente di scarica( DC <1) che dipende dalla geometria dell’ugello: Dorificiogetto CAA ⋅= (5.7)
da cui:
w
nDreWW
PdCvAQ
ρξπ 2
4
2
== (5.8)
5.2.2 Calcolo della velocità in uscita dal focalizzatore
All’uscita dell’ugello primario, l’acqua ad alta velocità, penetra nella camera di miscelazione dove incontra il materiale abrasivo e l’aria aspirati per effetto Venturi. Come mostrato nella figura 5.3, dopo la miscelazione, all’interno dell’apposita camera, la “ poltiglia” arriva all’ingresso del focalizzatore.

Fig.5.3: Sezione della testa di taglio AWJ All’uscita del focalizzatore il getto è composto quindi da una sospensione caratterizzata dalle tre fasi: • aria che penetra all’interno della camera di miscelazione insieme alle particelle abrasive • acqua, proveniente dall’accumulatore • abrasivo, proveniente dall’apposito contenitore (tramoggia) La portata volumetrica totale la si può esprimere come somma di tre contributi:
totaria
totabrasivoacquaaria
QQQQ
95.0=
=++ (5.9)
da cui :

( )abrasivoacquaaria QQQ +=05.095.0
(5.10)
note le densità a pressione ambiente
3
3
1000
14.1
mKgmKg
w
aria
=
=
ρ
ρ
si può passare al calcolo della portata massica Qm ρ=.
. Se si esegue un bilancio della quantità di moto tra l’ingresso della camera di miscelazione e l’uscita dal focalizzatore si ottiene : Q.d.m. ingresso camera miscelazione = Q.d.m. uscita focalizzatore
( )abrasivoacquaariaiabreacquaabrasivoabrasivoariaaria mmmvvmvmvmacqua
&&&&&& ++=++
essendo la densità dell’aria molto inferiore a quella dell’acqua, la portata massica di aria può essere considerata nulla; inoltre la velocità del materiale abrasivo all’ingresso della camera di miscelazione è piccola, sia perché l’abrasivo viene aspirato per effetto Venturi, sia perché il contenitore (tramoggia) si trova ad una quota superiore rispetto alla camera di miscelazione; possiamo quindi riscrivere la precedente equazione nel seguente modo: ( )abrasivoacquaiabreacqua mmvvm
acqua&&& += (5.11)
• dove abrasivom& è la portata di abrasivo [g/min]
ponendo :
acqua
abrasivo
mm
r&
&= ⇒
acqua
acquaabrasivo
mmm
r&
&& +=+1
si ottiene :
( )r
vv re
iab +=
1η (5.12)

dove iabv è la velocità del getto idroabrasivo
Il parametro η, definito “ coefficiente di quantità di moto trasferita “, tiene conto della quantità di moto trasferita durante la miscelazione tra il getto d’acqua ad alta velocità e l’abrasivo all’interno della apposita camera di miscelazione e nel tubo focalizzatore. Il coefficiente di energia trasferita è funzione dei diversi parametri di processo tra i quali; la pressione della pompa (velocità del getto di acqua in uscita dall’ugello primario), la portata di abrasivo e la geometria della camera di miscelazione e del focalizzatore. Molti sono stati gli studi effettuati al fine di determinare il valore del coefficiente η in funzione dei diversi parametri di processo. I metodi si basano sulla misura delle forze di impatto del getto sulla superficie in lavorazione al fine di determinare la velocità reale dell’idrogetto in uscita dal focalizzatore [And01]. Nel caso di basse portate di abrasivo il coefficiente di efficienza risulta essere compreso tra 0,60 e 0,81 [Has89]. Inoltre se la lunghezza ed il diametro del tubo di miscelazione sono sufficientemente elevati, può essere trascurata, all’uscita del focalizzatore, la velocità di scorrimento tra acqua e abrasivo. Questa analisi ci permette di affermare che la velocità del getto idroabrasivo è uguale alla velocità della singola particella: Piab vv = (5.13)
5.2.3 Calcolo della energia cinetica del getto di sola acqua
L’energia cinetica del getto (di sola acqua) in uscita dall’ugello primario può essere espressa dalla relazione [And97]:
tvmE reacquaw2
21&= (5.14)
dove: • acquam& è la portata di acqua [Kg/s]
• t è il tempo di esposizione [s] La portata di acqua può essere determinata dalla semplice relazione:
wren
acqua vd
m ρπ 2
10004⎟⎠⎞
⎜⎝⎛=& (5.15)
dove: • nd è il diametro dell’ugello [mm]

Il tempo di esposizione può essere determinato invece dalla relazione:
t =velocitàspazio
Dove per spazio percorso si intende la lunghezza del provino mentre la velocità è quella di avanzamento della testa di taglio. L’espressione della Ew, funzione dei parametri di processo quali, pressione, velocità di avanzamento della testa di taglio è:
( )
w
nw
Ptd
Eρ
ξα5,12
3
10001102,1 ⋅⋅⎟
⎠⎞
⎜⎝⎛⋅⋅⋅= (5.16)
dove α è un numero adimensionale che considera la diminuzione della portata di acqua dovuta all’improvviso cambio nelle condizioni meccaniche del fluido all’uscita dell’ugello [And97]. Tipici valori di α per un ugello in zaffiro sono compresi tra 0.6 e 0.8. 5.2.4 Calcolo dell’energia cinetica del getto idroabrasivo
L’energia cinetica della singola particella abrasiva, supposta sferica, è data dalla seguente relazione:
23
12 pApp vdE ρπ= (5.17)
dove: • Aρ è la densità del materiale abrasivo;
• Pd è il diametro della particella abrasiva;
• Pv è la velocità della particella abrasiva Durante la miscelazione (acqua/abrasivo) l’energia cinetica del getto di acqua ad alta velocità è parzialmente assorbita dall’accelerazione delle particelle. La fase di miscelazione tra acqua e abrasivo è di fondamentale importanza ed è influenzata sia dai sistemi di iniezione delle particelle abrasive, sia dalla geometria della camera di miscelazione. Per migliorare questo aspetto vengono impiegati sistemi che impongono al

getto un moto a spirale, all’interno della camera di miscelazione, o in alternativa sistemi che generano un flusso vorticoso. Un ulteriore interessante aspetto è che le particelle in questo processo di miscelazione tendono a rompersi. Galecki è stato uno dei primi ad interessarsi a questo fenomeno. Questo afferma che il 70, 80 % delle particelle sono soggette a frammentazione [And97]. La percentuale dipende dalla dimensione del grano, dalla pressione della pompa e quindi la pressione con la quale l’acqua penetra nella camera di miscelazione e dal diametro del focalizzatore. Da questa semplice analisi, l’energia cinetica della singola particella diminuisce con l’aumentare della portata di abrasivo e al diminuire del diametro medio della particella. E’ inoltre possibile determinare approssimativamente, il numero di particelle di abrasivo contenute nella direzione di avanzamento del getto:
tmm
Nabrasivop
abrasivoP ⋅=
.
& (5.18)
Il numero di particelle risulta quindi essere funzione della portata di abrasivo, della massa di abrasivo e del tempo di esposizione. La portata di abrasivo viene impostata direttamente sulla macchina mentre la massa di abrasivo può essere ottenuta semplicemente dalla relazione:
Apabrasivop dm ρπ 3. 6
= (5.19)
L’energia cinetica del getto idroabrasivo può essere ottenuta dalla seguente equazione:
wA
wA
wtp mm
mmtPE
&&
&&
+⋅
⋅⋅⎟⎟⎠
⎞⎜⎜⎝
⎛⋅⋅=− ρ
ηξ 22 (5.20)
Dalla relazione precedente si può notare la dipendenza dell’energia del getto dai parametri di processo quali pressione, tempo (velocità di avanzamento) e portata di abrasivo.

5.3 Lavorazioni superficiali delle pietre naturali mediante la tecnologia a getto d’acqua I limiti delle lavorazioni dei materiali lapidei mediante utensili tradizionali, derivanti dalla durezza del materiale e dalla difficoltà di realizzare profili particolari senza eccessivi scarti, hanno orientato la ricerca verso l’utilizzo di tecnologie non convenzionali. La tecnologia Abrasive Water Jet è una tecnologia non convenzionale che ha avuto molto sviluppo ed impiego in vari settori, da quello automobilistico a quello alimentare; nel campo dei materiali lapidei questa tecnologia è stata applicata ai graniti in fase di estrazione e lavorazione ed ai marmi, generalmente per il taglio. L’AWJ sta acquistando un’importanza notevole come processo tecnologico innovativo di asportazione di materiale in alternativa alle tecnologie tradizionali. Negli ultimi anni si è potuto, da un lato dimostrare la notevole potenzialità dell’AWJ, in particolare la capacità di asportare volumi di materiale significativi in tempi sufficientemente contenuti, dall’altro l’ampiezza del suo spettro applicativo. Come naturale conseguenza dell’incremento dell’utilizzo di tale processo in ambito produttivo, si ha lo sviluppo di ricerche teoriche ed applicative che vertono su problematiche relative alle prestazioni, al controllo, all’automazione e all’ottimizzazione delle lavorazioni. Un notevole ed importante passo avanti in questa direzione è dato dall’analisi funzionale tra le relazioni esistenti tra le variabili di processo e i parametri caratteristici della superficie. Oggi, oltre le tradizionali macchine AWJ dedicate al taglio di una vasta gamma di materiali, sono presenti sul mercato macchine dedicate alla lavorazione superficiale dei graniti. Queste permettono di ottenere lavorazioni alternative alle tradizionali bocciardatura, sabbiatura e fiammatura con getti composti da sola acqua e con produttività superiore alle tecnologie tradizionali. È stata invece constatata la totale assenza di riferimenti bibliografici sulle lavorazioni superficiali WJ-AWJ sul marmo. L’obiettivo della ricerca è relativa allo studio dell’effetto del getto idroabrasivo, incidente ortogonalmente, sulla superficie di un materiale lapideo comunemente definito “Perlato Royal”. 5.3.1 Analisi preliminare
La completa assenza di riferimenti bibliografici sulle lavorazioni superficiali di marmo mediante la tecnologia WJ-AWJ ci ha condotti alla messa a punto di una campagna di prove sperimentali con lo scopo di valutare l’applicabilità o meno di questa tecnologia al marmo. Il materiale utilizzato è il marmo di Coreno comunemente definito “Perlato Royal”. Le prove sono state effettuate mediante la cella di lavorazione installata presso il Dipartimento di meccanica del Politecnico di Milano.

Il sistema è costituito da una movimentazione assi della serie Waterline, prodotta dalla tecnocut di Terno d’Isola (BG), da un intensificatore di pressione a doppio effetto completato dal sistema di taglio PASER II ( Particle Stream Erosion ), entrambi forniti dalla Flow Europe GmbH e da un impianto di trattamento dell’acqua in ingresso. Quest’ultimo, basato sull’azione di un addolcitore e di una membrana ad osmosi inversa , invia alla pompa di alta pressione acqua praticamente demineralizzata. L’intensificatore a doppio effetto, richiede 30 KW di potenza ed elabora una portata di 3.2 lt./min con accumulatore da 2 lt. , permette di mantenere una pressione di esercizio di 380 MPa. Una particolare caratteristica del sistema è costituita dalla presenza di una valvola proporzionale che permette il controllo diretto da programma della pressione di lavoro. Con questo dispositivo è possibile lavorare materiali fragili quali i ceramici ed il vetro limitando, anche in fase di foratura, l’insorgenza di cricche o fratture dovute all’azione del getto. Prima di effettuare degli studi sull’influenza dei parametri di processo quali, pressione idraulica, portata di abrasivo, velocità di avanzamento della testa di taglio e distanza di stand-off sulla tipologia della superficie ottenuta, è necessario verificare l’applicabilità o meno della tecnologia AWJ al Perlato Royal di Coreno. Sono state eseguite inizialmente delle prove preliminare per valutare la risposta di questo tipo di marmo all’azione del getto idroabrasivo. Le prove preliminare hanno riguardato lavorazioni lineari, eseguite in modo casuale senza dare importanza alla qualità ed alla produttività. Le prime prove sono state eseguite in assenza di materiale abrasivo variando i parametri di processo quali pressione dell’acqua, distanza di stand-off e velocità di avanzamento. Si è subito constatata la scarsa attitudine del materiale ad essere lavorato con una tecnologia WJ. In un secondo momento sono state eseguite prove in presenza di abrasivo (Barton Garnet # 80); il materiale ha dimostrato una buona lavorabilità sia per traiettorie lineari che circolari (fig.5.4).
Fig.5.4 : Marmette trattate con AWJ

Le prove preliminari, in presenza di materiale abrasivo, ci hanno permesso di valutare i livelli da assegnare ai differenti parametri di processo quali, la pressione dell’acqua, la velocità di avanzamento della testa di taglio, la portata di abrasivo e la distanza di stand-off. I livelli sono stati assegnati sulla base delle prove preliminari, tenendo in considerazione due aspetti fondamentali: economicità e produttività. Per questi motivi sono state utilizzate le più basse portate di abrasivo possibili e le velocità di avanzamento più elevate, tenendo sempre in considerazione il tipo di superficie ottenibile con queste combinazioni. Per la distanza di stand-off si sono invece scelti quattro livelli. Si è potuto infatti constatare che per elevati valori della distanza di stand-off (60, 100, 140 mm), per entrambi i livelli di pressione, l’aspetto della superficie ottenuta è molto simile a quella ottenuta con le tradizionali lavorazioni di bocciardatura e sabbiatura. Diminuendo il valore della distanza (30 mm), per valori di pressione di 300 MPa si sono ottenute delle incisioni, ossia dei tagli non passanti caratterizzati da un basso rapporto Larghezza/Profondità. Al di sopra dei 140 mm non è stato possibile lavorare per motivi legati ai limiti dell’impianto utilizzato mentre, al di sotto dei 30 mm è possibile ottenere incisioni sempre più profonde fino ad arrivare a veri e propri tagli in corrispondenza di distanze pari a 2-3 mm e velocità di avanzamento e portata di abrasivo dipendenti dallo spessore del materiale. 5.3.2 Piano degli esperimenti
Nella sperimentazione svolta nel presente lavoro, il cui obiettivo è capire come più variabili indipendenti influenzano la quantità di materiale asportato e la geometria dello spot “cratere o solco generato dalla lavorazione” ottenuto, prima di progettare gli esperimenti si sono eseguite le seguenti fasi: 1. scelte delle variabili di processo che si vogliono mantenere sotto controllo; 2. mantenere il più possibile costanti gli altri parametri tecnologici non presi in
considerazione; 3. prove preliminari per capire il range di variabilità di ciascun parametro. I parametri che vengono mantenuti costanti durante le singole prove sono rappresentati in tabella 5.1:

Tabella 5.1: Parametri costanti I parametri di processo che vengono fatti invece variare sistematicamente, per due diversi livelli di pressione, sono: la velocità di avanzamento (u), la portata ( Am& ) di abrasivo e la distanza di stand-off (d). Essi rappresentano i fattori che influenzano maggiormente lo stato della superficie lavorata, come si è potuto constatare dalla prove preliminari; nelle tabelle 5.2-5.3 è riportato il campo di variabilità dei diversi fattori:
FATTORE
LIVELLO
Pressione dell’acqua [MPa]
100
Portata di abrasivo [ ]ming
42-98
Velocità di avanzamento [ ]minmm
8000-15000
Distanza di stand-off [mm]
30-60-100-140
Tabella 5.2: Livelli di variabilità dei parametri di processo (P=100 MPa)
FATTORE LIVELLO
Abrasivo Garnet # 80
Diametro ugello primario [mm] 0,30
Materiale ugello primario Zaffiro sintetico
Diametro interno focalizzatore [mm]
1
Lunghezza focalizzatore [mm] 76
Materiale focalizzatore Carburo di Tungsteno
Tipologia camera di miscelazione PASER TM
Numero di passate 1
Inclinazione del getto 90°

FATTORE
LIVELLO
Pressione dell’acqua [MPa]
300
Portata di abrasivo [ ]ming
70-198
Velocità di avanzamento [ ]minmm
8000-15000
Distanza di stand-off [mm]
30-60-100-140
Tabella 5.3: Livelli di variabilità dei parametri di processo (P=300 MPa)
Per ogni combinazione dei livelli delle variabili indipendenti (ottenute in maniera casuale) sono state effettuata quattro repliche per un totale di 128 prove. La scelta di lavorare con due livelli separati di pressione è stata dettata dai limiti della macchina sulla quale si è effettuata la sperimentazione. Questa macchina infatti non è dotata di un sistema per l’impostazione del livello della portata di abrasivo indipendentemente dal valore della pressione, ma di un disco forato. Il disco è caratterizzato dalla presenza di otto fori, numerati in maniera crescente con il diametro; quindi al foro uno corrisponderà il diametro più piccolo, al foro otto il diametro più grande. 5.3.3 Scelta del materiale
Il materiale su cui viene applicata la tecnologia Abrasive Water Jet è un materiale lapideo del comprensorio estrattivo del basso Lazio, noto con la denominazione commerciale di “Perlato Royal di Coreno”, che trova larga applicazione nell’edilizia e nell’architettura (Cap.3). È composto per il 99 % da carbonato di calcio CaCO3.
5.3.4 Esecuzione delle prove
Sono state realizzate 128 lavorazioni lineari utilizzando la cella WJ-AWJ installata nel laboratorio di Meccanica del Politecnico di Milano, figura 5.5. Dopo aver accuratamente posizionato e bloccato il provino, è stato impostato lo zero macchina nel piano di lavoro X,Y. La testa di taglio è stata posizionata, rispetto al provino, in modo tale da ottenere la lavorazione nella mezzeria dello stesso (asse Y). Inoltre, per permettere all’intensificatore di raggiungere il valore desiderato di pressione in prossimità del provino, la macchina,

durante le prove, è stata azionata circa 30 cm in anticipo rispetto al provino, effettuando una piccola corsa a vuoto in cui il getto scaricava direttamente nel catcher. Il posizionamento della testa di taglio in direzione Z (distanza di stand-off) è stato effettuato manualmente secondo il piano degli esperimenti.
Fig.5.5: Provino sottoposto all’azione del getto idroabrasivo 5.3.5 Rilevazione della geometria superficiale
Per caratterizzare la geometria dello spot ottenuto, sono state effettuate misure sia della larghezza media, sia della massima profondità raggiunta nella lavorazione. Per la determinazione della profondità massima dello spot si è utilizzato il rugosimetro. La rilevazione del profilo è stata effettuata facendo scorrere lo stilo, a contatto con la superficie, nella direzione ortogonale a quella di avanzamento della testa di taglio. Nota la non omogeneità del materiale utilizzato, si è ritenuto opportuno effettuare più rilevazioni per ogni singolo provino. In particolare sono state effettuate cinque rilevazioni per ogni provino, suddividendo la lunghezza dello stesso (8 cm) in intervalli di 1,5 cm, ritenendo minima la variabilità all’interno di ognuno degli intervalli (fig.5.6).

Fig.5.6: Intervalli nei quali si è rilevata l’ondulazione dello spot Sono state effettuate quindi cinque rilevazioni per ognuno dei 64 provini caratterizzati dal valore di pressione di 100 MPa e altrettante per i provini caratterizzati dal valore di pressione di 300 MPa per un totale di 640 rilevazioni. Da ogni singola rilevazione è stato ottenuto, inizialmente, il profilo non filtrato dello spot di lavorazione (fig.5.7), ossia il profilo contenente ancora la microrugosità.
Fig.5.7: Profilo dello spot
Il profilo è stato successivamente filtrato, eliminando la microrugosità, per mezzo di un software fornito dalla stessa ditta costruttrice dello strumento di misura (TalyProfile), tramite filtro Gaussiano (fig.5.8). Nota quindi l’ondulazione è stato possibile calcolare la massima profondità raggiungibile nella lavorazione. Il valore medio della profondità su ogni singolo provino è stato ottenuto dalla media delle cinque rilevazioni effettuate. Si sono riscontrate deviazioni elevate (3-7 %) con valori massimi anche dell’ordine del 15 %, dovute alla assoluta non omogeneità del materiale.
10 mm
12 mm
12 mm
12 mm
12 mm
10 mm

Fig.5.8:Ondulazione dello spot
Il marmo utilizzato, come la maggior parte di questi materiali, è caratterizzato da una certa non omogeneità che ne comporta differenti caratteristiche meccaniche da punto a punto. Di conseguenza si avrà una differente risposta all’azione del getto idroabrasivo a seconda della zona sulla quale esso va ad incidere. La determinazione della larghezza dello spot è stata effettuata tramite microscopio ottico Leica VMM200 della Leica Microsysteme, presente nel laboratorio di Tecnologie dei Sistemi di Produzione. Il microscopio utilizzato è dotato inoltre di un sistema di rilevazione delle coordinate dei punti nel piano X-Y. La misura della larghezza dello spot è stata ottenuta come media tra cinque rilevazioni effettuate in altrettanti intervalli nei quali è stato suddiviso ogni singolo provino (fig.5.9)
Fig.5.9: Intervalli nei quali si è misurata la larghezza dello spot 5.3.6 Classificazione delle superfici ottenute
L’analisi effettuata riguarda la classificazione delle superfici e del tipo di lavorazioni ottenute. La classificazione delle superfici, in termini principalmente di “aspetto” , è stata effettuata tramite confronto visivo con quelle ottenute con le tecnologie tradizionali,
10 mm
12 mm
12 mm
12 mm
12 mm
10 mm

ampiamente descritte nel Capitolo 1. Da una ricerca effettuata in rete e presso diverse aziende della zona di Coreno Ausonio, si è constatato che, le superfici ottenute attraverso le tecnologie tradizionali quali bocciardatura, sabbiatura e fiammatura, non vengono classificate in funzione di parametri di microgeometria (rugosità), ma macroscopicamente in base all’aspetto del manufatto stesso. Questo è dovuto principalmente all’impiego dei manufatti così trattati che generalmente è di tipo ornamentale e non strutturale. Si parla ad esempio di bocciardatura più o meno profonda ma non si hanno valori limite di rugosità. Oltre all’aspetto della superficie si è ritenuto opportuno distinguere le lavorazioni in “Superficiali” ed “Incisioni”. Questa classificazione è stata invece effettuata in base sia all’aspetto stesso della lavorazione, sia ai valori assunti dal rapporto tra la larghezza e la profondità della lavorazione ottenuta con una singola passata nella direzione di avanzamento della testa di taglio. Questo parametro assume valori elevati, nel caso di lavorazione superficiale, valori bassi, inferiori a 7 nel caso di incisioni. Per valori di pressione di 100 MPa, sono state ottenute solo lavorazioni di tipo superficiale (fig.5.10).
Fig.5.10: Esempio di superficie ottenuta con pressione pari a 100 MPa L’aspetto delle superfici ottenute a 100 MPa è molto simile ad una tradizionale sabbiatura. La superficie assume infatti un aspetto ruvido ma non tagliente, morbida e priva di grosse asperità. Per valori di pressione di 300 MPa sono state invece ottenute sia lavorazioni superficiali sia incisioni (fig.5.11-5.12).

Fig.5.11: Esempio di superficie ottenuta con pressione pari a 300 MPa
Fig.5.12: Esempio di incisione ottenuta con valori di pressione di 300 MPa Le superfici ottenute con la pressione più elevata mostrano un aspetto molto simile ad una bocciardatura non eccessivamente profonda. Come con la bocciardatura, che è un trattamento meccanico ad urto, anche con l’AWJ, le superfici sono caratterizzate da asperità di diverse misure, funzione dei parametri di processo, con aspetto che potremmo definire “ vellutato”. 5.3.7 Influenza dei parametri di processo
L’analisi ANOVA è stata svolta per avere indicazioni sulla variabilità della larghezza e profondità dello spot in funzione dei parametri di processo (fattori). Per entrambi i livelli di pressione sono stati considerati i seguenti fattori:
• velocità di avanzamento della testa di taglio • portata di abrasivo • distanza di stand-off

In tutte le analisi condotte, gli effetti dei fattori sulle variabili dipendenti sono stati rappresentati attraverso i main effect plots, grafici che mostrano qualitativamente il legame esistente tra il valore medio della variabile dipendente, calcolato per ogni livello di una variabile indipendente, ed i livelli stessi. In tutte le fasi in cui si è svolta l’ANOVA si è andati sempre a verificare che fossero rispettate le ipotesi che sono alla base dell’Analisi della Varianza, consistenti nella normalità della popolazione e l’omogeneità tra le varianze di queste stesse popolazioni. Essendo lineare il modello che spiega la varianza dei dati, tali verifiche vengono eseguite sui residui, ovvero sulle differenze tra ogni valore osservato e la media del campione al quale esso appartiene. Per la verifica di normalità si è eseguito il test di Anderson-Darling. Per quanto riguarda la verifica dell’omogeneità della varianza è stato utilizzato il test di Bartlett. Dopo aver verificato le ipotesi di normalità ed omogeneità della varianza, è stato possibile ottenere i main effect plot, come mostrato nelle figure 5.13-5.16, nelle quali è riportata la variazione delle grandezze in uscita in funzione dei tre parametri di processo, per entrambi i valori di pressione considerati.
Velocità di avanzamentoDistanza di stand-offPortata di abrasivo
1500
0 80
00140
100 60 309842
6,9
5,9
4,9
3,9
2,9
Larg
hezz
a sp
Fig.5.13: Effetto dei parametri di processo sulla larghezza dello spot (pressione 100 Mpa)
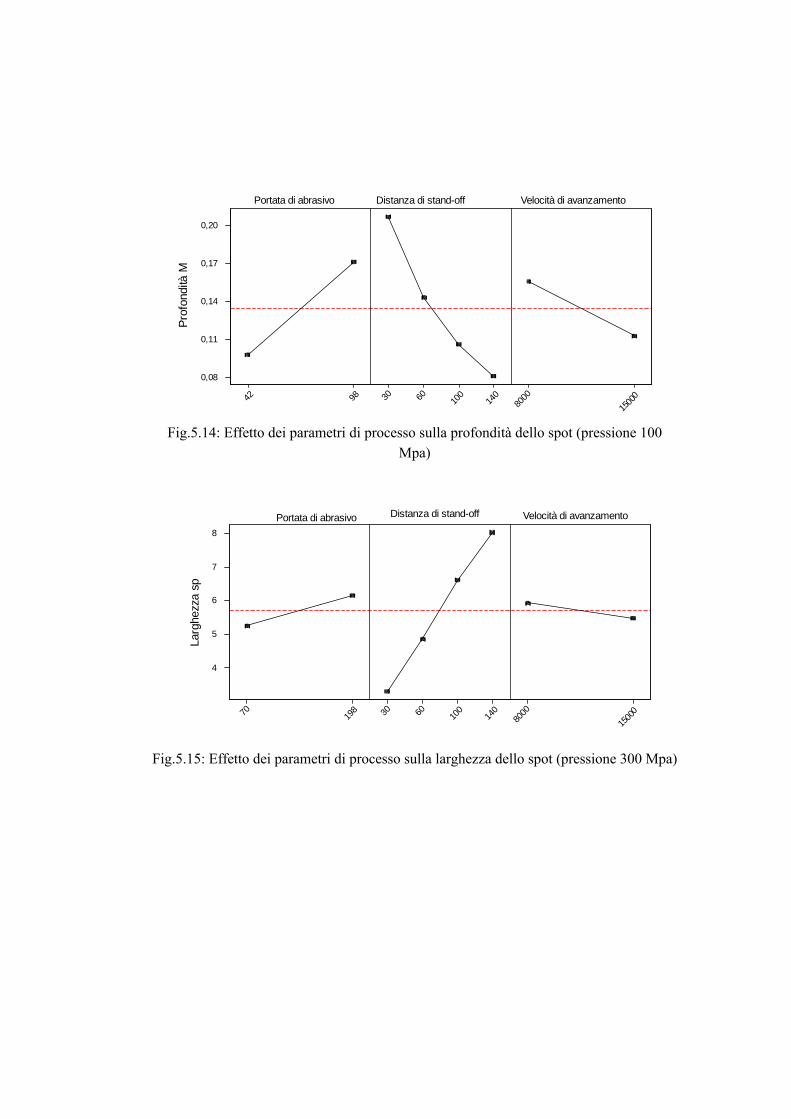
Velocità di avanzamentoDistanza di stand-offPortata di abrasivo
1500
0 80
00140
100 60 309842
0,20
0,17
0,14
0,11
0,08
Prof
ondi
tà M
Fig.5.14: Effetto dei parametri di processo sulla profondità dello spot (pressione 100
Mpa)
Fig.5.15: Effetto dei parametri di processo sulla larghezza dello spot (pressione 300 Mpa)
Portata di abrasivo Distanza di stand-off Velocità di avanzamento
70 198 30 60 10
014
0 80
0015
000
4
5
6
7
8
Larg
hezz
a sp

Fig.5.16: Effetto dei parametri di processo sulla profondità dello spot (pressione 300 Mpa) L’analisi ANOVA è stata condotta tra i parametri di processo (fattori) quali, velocità di avanzamento della testa di taglio, portata di abrasivo e distanza di stand-off e, la larghezza e la profondità dello spot, per entrambi i livelli di pressione considerati. Si è potuta constatare ( dalla lettura del parametro P) una rilevante influenza sull’uscita, sia dei tre singoli fattori considerati, sia delle interazioni doppie e triple degli stessi. Dalla lettura dell’ Adj SS (somma dei quadrati delle differenze tra le risposte medie corrispondenti a ciascun livello del fattore e la media complessiva), si è potuto valutare il peso di ogni singolo fattore sull’uscita. In particolare la larghezza dello spot, come prevedibile, è influenzata maggiormente dalla distanza di stand-off. Il getto infatti ha una struttura geometrica caratterizzata da una certa divergenza nella direzione di avanzamento tra l’uscita del focalizzatore e la superficie del materiale in lavorazione. Maggiore è la distanza di stand-off, maggiore sarà quindi il grado di divergenza del getto nella zona di contatto con la superficie del materiale. Questo fenomeno può essere considerato valido fin quando la distanza di stand-off non raggiunge valori critici (dipendenti dalla durezza del materiale in lavorazione), oltre i quali, il profilo di velocità nella direzione radiale del getto sarà tale da non poter più garantire alle particelle abrasive, situate sulla periferia del getto stesso, un valore di energia in grado di provocare asportazione di materiale. Dalla figura 5.17 è possibile notare come oltre un certo valore XTr , la velocità, in prossimità della periferia del getto (raggio massimo), tenda ad attenuarsi notevolmente rispetto al cuore del getto [Yan74].
Velocità di avanzamentoDistanza di Stand-offPortata di abrasivo
1500
0 80
00140
100 60 3019
8 70
580
500
420
340
260
Prof
ondi
tà m

Fig.5.17: Struttura del getto nella direzione radiale La larghezza dello spot risulta inoltre influenzata, anche se in maniera più lieve, dalla portata di abrasivo, ossia dal numero di particelle abrasive che, nell’unità di tempo, vanno ad incidere sulla superficie del materiale. Anche sulla profondità dello spot ottenuto con una singola passata risulta avere la maggiore influenzata la distanza di stand-off. La velocità di avanzamento della testa di taglio e la portata di abrasivo hanno invece lo stesso peso sulla profondità. La velocità di avanzamento determina il tempo di permanenza del getto sulla superficie in lavorazione mentre la portata, il numero di particelle abrasive che nell’unità di tempo incidono sulla superficie del materiale in lavorazione. Al diminuire della velocità di avanzamento quindi si nota un elevato aumento della profondità dello spot, dovuto al maggior tempo di permanenza del getto sulla superficie. All’aumentare della portata un maggior numero di particelle abrasive, ipotizzandone una distribuzione uniforme nella zona di contatto con il materiale, vanno ad incidere nell’unità di tempo sulla superficie in lavorazione determinando un aumento della quantità di materiale asportato. 5.3.8 Energia del getto
Per meglio comprendere come i parametri di processo influenzano la geometria della superficie ottenuta con una singola passata della testa di taglio, in termini di larghezza e profondità, sono riportati di seguito gli andamenti di queste grandezze in funzione di un parametro caratteristico; l’energia del getto idroabrasivo, data dalla seguente equazione:
wA
wA
wtp mm
mmtPE
&&
&&
+⋅
⋅⋅⎟⎟⎠
⎞⎜⎜⎝
⎛⋅⋅=− ρ
ηξ 22

L’energia del getto idroabrasivo risulta quindi funzione dei parametri di processo quali, pressione, velocità di avanzamento della testa di taglio (dal tempo t) e portata di abrasivo, mentre risulta indipendente dalla distanza di stand-off. Una volta impostati i parametri di processo e, di conseguenza, fissato il valore dell’energia del getto, è possibile sapere a priori e con buona approssimazione, quale sarà la geometria dello spot in termini di profondità e larghezza. Nei grafici seguenti vengono riportati gli andamenti della larghezza e profondità della lavorazione e del rapporto L/P in funzione dell’energia del getto idroabrasivo a pressione 100 MPa.
0123456789
10
0 100 200 300
Energia del getto [J]
Larg
hezz
a [m
m] d = 30 mm
d = 60 mm
d = 100 mm
d = 140 mm
Fig.5.18: Larghezza spot in funzione dell’energia del getto idroabrasivo a pressione 100 MPa
0
0,05
0,1
0,15
0,2
0,25
0,3
0 100 200 300Energia del getto [J]
Prof
ondi
tà [
mm
]
d = 30 mmd = 60 mmd = 100 mmd = 140 mm
Fig.5.19: Profondità dello spot in funzione dell’energia del getto idroabrasivo
a pressione 100 MPa

0
20
40
60
80
100
120
0 100 200 300Energia del getto [J]
Rap
port
o L/
P d = 30 mmd = 60 mmd = 100 mmd = 140 mm
Fig.5.20: Rapporto L/P in funzione dell’energia del getto idroabrasivo a pressione 100 MPa
Si nota come, per pressione 100 MPa, si abbia un aumento piuttosto pronunciato, sia della larghezza, sia della profondità dello spot all’aumentare dell’energia per diversi valori della distanza di stand-off. Il rapporto tra le due grandezze tende invece a diminuire per valori crescenti dell’energia fino a stabilizzarsi intorno a valori dipendenti dalla distanza di stand-off. Di seguito vengono riportati gli andamenti della larghezza e profondità della lavorazione e del rapporto L/P in funzione dell’energia del getto idroabrasivo a pressione 300 MPa.

0123456789
0 1000 2000 3000Energia del getto [J]
Larg
hezz
a [m
m]
d = 30 mm(Superficiale)
d = 30 mm(Incisione)
d = 60 mm(Superficiale)
d = 100 mm(Superficiale)
d = 140 mm(Superficiale)
Fig.5.21: Larghezza spot in funzione dell’energia del getto idroabrasivo a pressione 300 MPa
0
0,1
0,2
0,3
0,4
0,5
0,6
0 1000 2000 3000Energia del getto [J]
Prof
ondi
tà [
mm
]
d = 30 mm(Superficiale)d = 30 mm(Incisione)d = 60 mm(Superficiale)d = 100 mm(Superficiale)d = 140 mm(Superficiale)
Fig.5.22: Profondità dello spot in funzione dell’energia del getto idroabrasivo
a pressione 300 MPa

0
10
20
30
40
50
60
0 1000 2000 3000Energia del getto [J]
Rap
port
o L/
Pd = 30 mm(Superficiale)d = 30 mm(Incisione)
d = 60 mm(Superficiale)d = 100 mm(Superficiale)d = 140 mm
Fig.5.23: Rapporto L/P in funzione dell’energia del getto idroabrasivo
a pressione pari a 300 MPa Si nota come, a pressione 300 MPa, le curve che caratterizzano l’andamento della larghezza e profondità dello spot ottenuto con una singola passata della testa di taglio, per diversi valori della distanza di stand-off, al variare dell’energia del getto, hanno una pendenza sicuramente minore rispetto a quelle ottenute a pressione 100 MPa. Inoltre, alla pressione più elevata, si ha la possibilità di ottenere delle incisioni per distanza di stand-off pari a 30 mm, al di sopra di un certo valore di energia.
0
20
40
60
80
100
120
140
523
Energia del getto [J]
Rap
port
o L/
P
BocciardataIncisa-Bocciardata
980 1479 2773
Fig.5.24: Aree rappresentative del tipo di superficie ottenibile per pressione P = 300 MPa
Infine, vengono di seguito riportate le aree rappresentative del tipo di superficie ottenibile al variare dell’energia del getto idroabrasivo e del rapporto L/P con i diversi livelli di stand-off, per pressione 300 MPa, considerato che alla pressione di 100 MPa si ottengono solo delle superfici sabbiate. Le incisioni, caratterizzate da un valore del rapporto L/P inferiore a 6.95, si hanno per valori della distanza di stand-off di 30 mm ed energia superiore a 980 J. 5.3.9 Confronto con le tecnologie convenzionali
Le superfici ottenute mediante la tecnologia AWJ applicata al Perlato, come detto, sono caratterizzate da un aspetto molto vicino a quelle ottenute con le tecnologie tradizionali quali, sabbiatura e bocciardatura. Come per le superfici sabbiate e bocciardate, una caratteristica importante è la presenza di scheggiature dovute alla non omogeneità del materiale. L’asportazione del materiale è provocata dalla formazione e conseguente crescita di cricche che, intersecandosi provocano la rimozione di parti di materiale. Difetti (cricche) preesistenti, influenzano il meccanismo di erosione, determinando, puntualmente la rimozione di quantità maggiori di materiale e quindi la formazione di piccole cavità comunque riscontrabili anche nelle superficiali ottenute con tecnologie convenzionali. A differenza della tradizionale bocciardatura ottenuta con la bocciarda, un martello a fitte punte piramidali, di dimensioni variabili, con la tecnologia AWJ si ha la possibilità di trattare zone anche molto limitate della superficie, ottenendo lavorazioni caratterizzate da larghezze anche inferiori al centimetro. Inoltre, poiché le forze trasmesse dal getto idroabrasivo alla superficie in lavorazione sono inferiori rispetto a quelle che si generano in una tradizionale bocciardatura, la tecnologia AWJ ci permette di lavorare superficialmente lastre di spessore contenuto, anche inferiore al centimetro. L’AWJ ci permette di ovviare ad un ulteriore problema caratteristico della bocciardatura, ossia la lavorabilità degli spigoli del manufatto. Come mostrato in figura 5.25, la superficie ottenuta con l’AWJ è caratterizzata da una certa omogeneità anche in prossimità degli spigoli del provino.

Fig.5.25: Provino trattato con AWJ 5.4 La qualità del taglio AWJ
Prima di effettuare degli studi sull’ottimizzazione del taglio AWJ di pietre naturali si è affrontato lo studio preliminare sulla qualità del taglio. Sono stati realizzati, sul Perlato Coreno, una serie di tagli lineari e curvilinei con lo scopo di valutare l’applicabilità di tale tecnologia sul materiale in esame. In figura 5.26 sono riportati degli esempi di forme complesse ottenute mediante la tecnologia AWJ. Lo studio della qualità della superficie e la sua caratterizzazione sono il punto fondamentale del lavoro preliminare affrontato. Sono state effettuate una serie di prove di taglio lineare, secondo lo schema di figura 5.27, valutando l’influenza dei parametri di processo sulla qualità del taglio.
Provino trattato Provino lucido

Fig. 5.26 - Tipi di tagli realizzati sul Perlato Royal di Coreno con la tecnologia AWJ
Pettine di taglio

Fig. 5.27 - Sequenza di tagli lineari che generano un pettine di taglio; il tratto continuo rappresenta la corsa di taglio, il tratto a punti rappresenta la corsa di ritorno della testa di
taglio quando il getto idroabrasivo è interrotto.
5.4.1 Parametri caratterizzanti la qualità del taglio
I parametri caratteristici della qualità del taglio sono:
Profondità di penetrazione lmax [mm]: è la profondità massima del taglio, essa è legata alla pressione e quindi all’energia cinetica del getto.
Pettine di taglio
Distanza tra tagli successivi d=10 mm
Larghezza solco di taglio W

Profondità media lmed [mm]: è la media aritmetica delle profondità raggiunte dal getto durante il taglio non passante e coincide con lo spessore del pezzo nel caso di tagli passanti. Ampiezza del solco W [mm]: è legata al diametro del getto. Conicità del solco α [gradi]: secondo la norma UNI 157, è la tangente dell’angolo che la parete del taglio forma con l’asse, come in Fig.5.28
lWW
tg is −=α
lWW
conicità is −== arctgα
Fig.5.28 - Angolo di conicità definito dalla norma UNI 157 dovendo focalizzare il lavoro sullo studio della qualità superficiale si è sviluppata una classificazione delle caratteristiche di interesse rilevabili mediante un esame visivo (i cui risultati sono per lo più di natura qualitativa e soggettiva ). • Dimensione media della superficie di taglio lmed*x [mm2] : è costituita dal prodotto
della profondità media di penetrazione e dello spostamento in direzione di avanzamento.
• Presenza di striature “Str”, sono dei solchi presenti sulle superfici tagliate con AWJ in
direzione del getto idroabrasivo, cioè l’ondulazione che può interessare la superficie di taglio. Tale parametro può assumere i seguenti valori :
α
Ws
Wi l

S presenza di striature PV striature poco visibili N striature non evidenti
Fig. 5.29 Classificazione delle Striature. PV) Striature poco visibili, N) Striature non evidenti, S) presenza di striature • Si indica con Qs la qualità della parte superiore del taglio cioè eventuale presenza di
un bordo arrotondato o danneggiato in qualche modo: N nessun segno di danneggiamento o di arrotondamento S presenza di un bordo arrotondato o danneggiato
• Si indica con Qi la qualità della parte inferiore del taglio intesa come eventuale
N
S
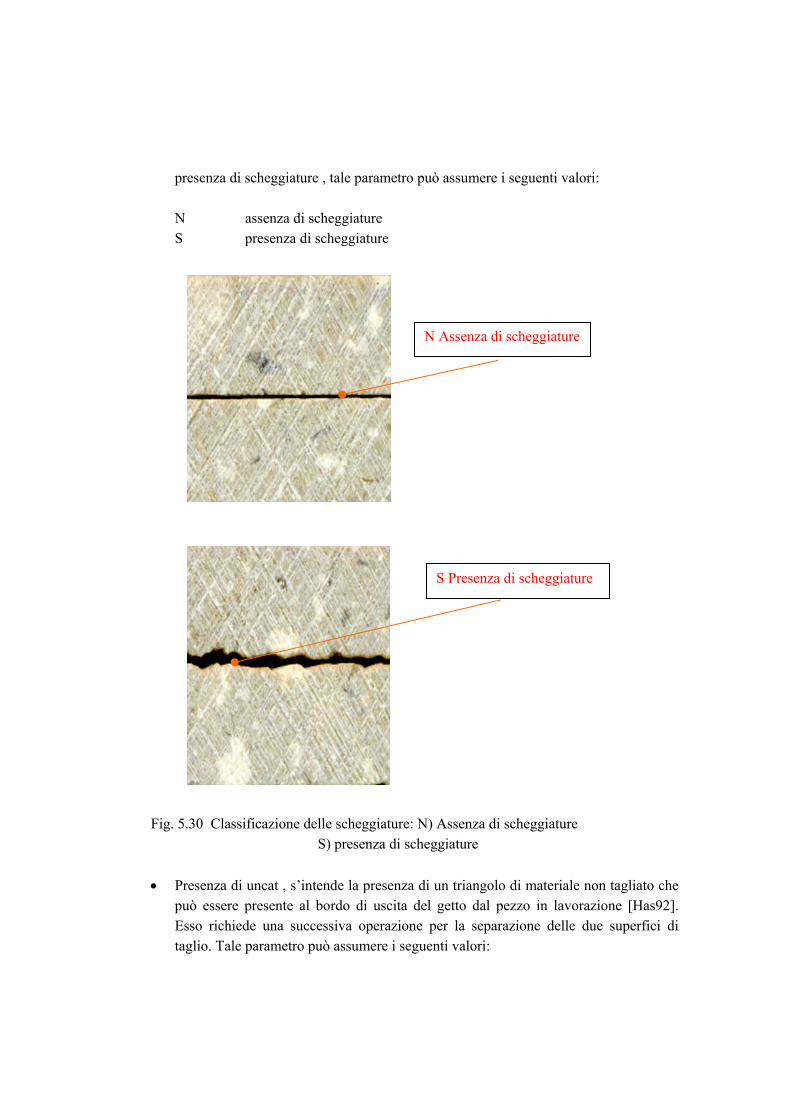
presenza di scheggiature , tale parametro può assumere i seguenti valori: N assenza di scheggiature S presenza di scheggiature
Fig. 5.30 Classificazione delle scheggiature: N) Assenza di scheggiature S) presenza di scheggiature • Presenza di uncat , s’intende la presenza di un triangolo di materiale non tagliato che
può essere presente al bordo di uscita del getto dal pezzo in lavorazione [Has92]. Esso richiede una successiva operazione per la separazione delle due superfici di taglio. Tale parametro può assumere i seguenti valori:
N Assenza di scheggiature
S Presenza di scheggiature

N assenza di uncut S presenza di uncut
Fig.31 Uncut presente sul provino tagliato con AWJ, si notano le striature ed all’estremità del taglio la presenza di materiale non tagliato “uncut” a forma di triangolo; per separare le due superfici si è dovuto tagliare l’uncut. • Presenza di conicità “tgα” , si genera a causa della presenza nelle zone centrali del
tubo di flusso del fluido di un maggior contenuto energetico, pertanto l’abrasivo nelle zone centrali taglia più rapidamente, inoltre la conicità dipende anche dai parametri di processo presi in considerazione. Tale parametro può assumere i seguenti valori:
Presenza di uncut

N assenza di conicità PV conicità poco visibile S presenza di conicità
Si potrebbero aggiungere altre considerazione che derivano dall’analisi dei provini realizzata con mezzi più sofisticati, quali microscopio ottico o a scansione (ad esempio presenza di microcricche, di grani di abrasivo incastonati nel materiali, etc. ). Fig.5.32 Angolo di conicità presente su diversi provini nel piano parallelo all’asse del getto, tagliati con AWJ. N) assenza di conicità- PV) conicità poco visibile- S) presenza di conicità 5.4.2 Risultati dell’analisi qualitativa Dall’analisi qualitativa, effettuata sui provini tagliati, sono emerse le seguenti considerazioni.
N S P

Striature Sono delle ondulazione presenti sulle superfici lavorate, generate dal getto idroabrasivo in certe condizioni di taglio. 1. Fissata la pressione P e la portata di abrasivo ma, le striature si generano e
s’accrescono all’aumentare della velocità di avanzamento u della testa di taglio, questo perché l’azione erosiva sul pezzo dipende dal tipo di abrasivo, dalla sua forma, dalla sua energia e dal tempo in cui le particelle erodono una determinata zona del materiale; se aumenta la velocità di avanzamento si riduce a parità degli altri parametri il tempo durante il quale le particelle erodono una determinata zona, pertanto la superficie presenterà striature .
2. Fissata la pressione P e la velocità di avanzamento u, al crescere della portata di abrasivo ma si riduce la presenza di striature, questo dipende dall’aumento di particelle che contemporaneamente erodono e quindi creano più microfratture intergranulari in tutte le direzioni di azione dell’erosione, cioè un aumento di portata di abrasivo significa aumentare gli utensili che lavorano contemporaneamente.
3. Fissata la velocità di avanzamento u e la portata di abrasivo ma, all’aumentare della pressione P di lavoro le striature si riducono, questo deriva dall’incremento di energia cinetica posseduta dal fluido all’uscita dall’ugello primario, tale energia nella camera di miscelazione viene trasferita alle particelle di abrasivo che poi eroderanno la superficie del provino.
Uncut È un triangolo di materiale non tagliato presente sul provino nel punto di uscita del getto sulla parte inferiore 1. Fissata la pressione P e la portata di abrasivo ma, si presenta l’uncut quando la
velocità di avanzamento u è elevata cioè è prossima alla velocità che non permetterà più un taglio totalmente passante dello spessore del provino.
2. Fissata la pressione P e la velocità di avanzamento u, al crescere della portata di abrasivo ma la presenza di uncut si riduce, questo perché si hanno maggiori particelle di abrasivo che erodono .
3. Fissata la velocità di avanzamento u e la portata di abrasivo ma, all’aumentare della pressione P si riduce la presenza di uncut , perché all’abrasivo il fluido trasferisce maggiore quantità di moto.
Conicità Il provino tagliato con AWJ presenta le superfici del solco di taglio non parallele tra di loro.
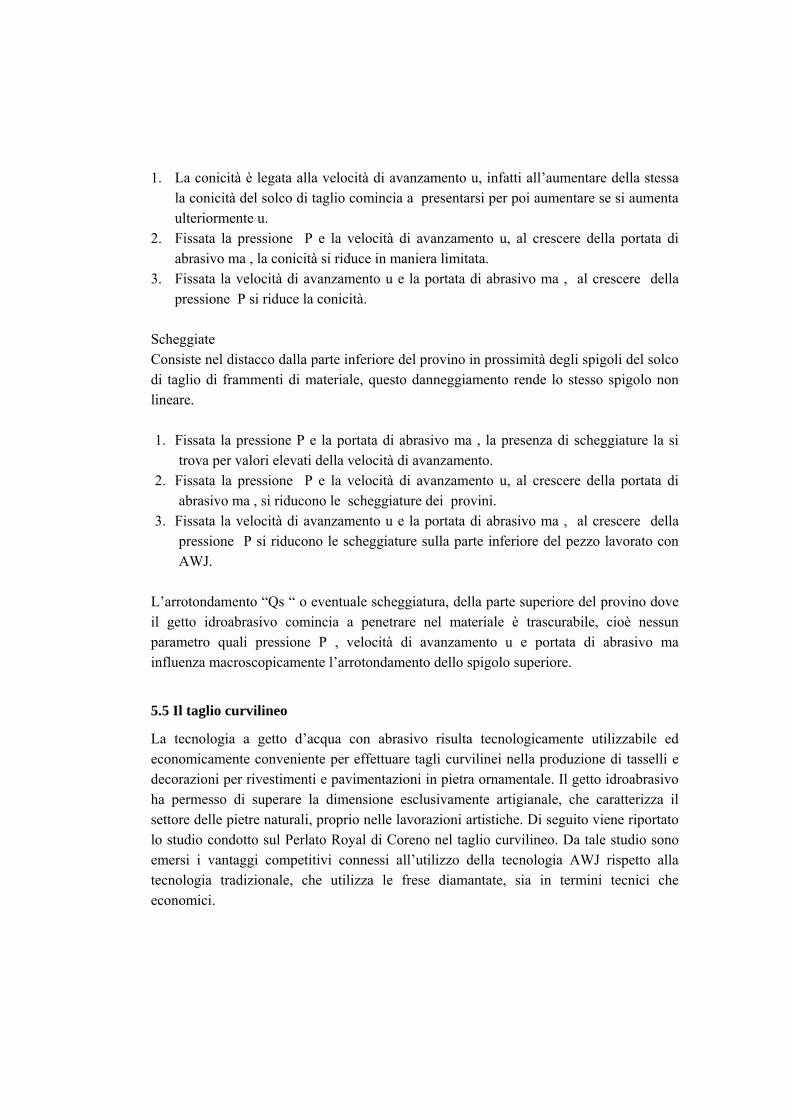
1. La conicità è legata alla velocità di avanzamento u, infatti all’aumentare della stessa la conicità del solco di taglio comincia a presentarsi per poi aumentare se si aumenta ulteriormente u.
2. Fissata la pressione P e la velocità di avanzamento u, al crescere della portata di abrasivo ma , la conicità si riduce in maniera limitata.
3. Fissata la velocità di avanzamento u e la portata di abrasivo ma , al crescere della pressione P si riduce la conicità.
Scheggiate Consiste nel distacco dalla parte inferiore del provino in prossimità degli spigoli del solco di taglio di frammenti di materiale, questo danneggiamento rende lo stesso spigolo non lineare. 1. Fissata la pressione P e la portata di abrasivo ma , la presenza di scheggiature la si
trova per valori elevati della velocità di avanzamento. 2. Fissata la pressione P e la velocità di avanzamento u, al crescere della portata di
abrasivo ma , si riducono le scheggiature dei provini. 3. Fissata la velocità di avanzamento u e la portata di abrasivo ma , al crescere della
pressione P si riducono le scheggiature sulla parte inferiore del pezzo lavorato con AWJ.
L’arrotondamento “Qs “ o eventuale scheggiatura, della parte superiore del provino dove il getto idroabrasivo comincia a penetrare nel materiale è trascurabile, cioè nessun parametro quali pressione P , velocità di avanzamento u e portata di abrasivo ma influenza macroscopicamente l’arrotondamento dello spigolo superiore.
5.5 Il taglio curvilineo
La tecnologia a getto d’acqua con abrasivo risulta tecnologicamente utilizzabile ed economicamente conveniente per effettuare tagli curvilinei nella produzione di tasselli e decorazioni per rivestimenti e pavimentazioni in pietra ornamentale. Il getto idroabrasivo ha permesso di superare la dimensione esclusivamente artigianale, che caratterizza il settore delle pietre naturali, proprio nelle lavorazioni artistiche. Di seguito viene riportato lo studio condotto sul Perlato Royal di Coreno nel taglio curvilineo. Da tale studio sono emersi i vantaggi competitivi connessi all’utilizzo della tecnologia AWJ rispetto alla tecnologia tradizionale, che utilizza le frese diamantate, sia in termini tecnici che economici.

5.5.1 Fase sperimentale
Lo scopo della sperimentazione è quella di valutare l’influenza dei parametri di processo
sulla qualità della lavorazione ottenuta mediante AWJ nel taglio di forme complesse. La
sperimentazione è stata effettuate su una forma complessa (geometria tipica nella
realizzazione di intarsi o decori) riportata in figura 5.33. La forma del provino campione
è dettata dalla geometria complessa della sagoma ottenuta da diversi archi di
circonferenza di diametro variabile. In figura 5.34 è riportata la geometria del profilo con
le relative dimensioni.
Fig. 5.33 Forma complessa utilizzata nella sperimentazione.
Fig. 5.34 Dimensioni del provino

Le prove sono state effettuate su marmette di Perlato Coreno dello spessore di 10 mm. Spessore tipico nella realizzazione di pavimentazioni a geometria complessa ed intarsi. In tabella 5.5 si riporta il piano degli esperimenti utilizzato con i relativi parametri fissi e variabili. Per poter confrontare i tagli ottenuti con la tecnologia AWJ con la fresatura diamantata sono stati realizzati sei provini mediante un centro di lavoro a controllo numerico comunemente utilizzato nella lavorazione di pietre naturali. La realizzazione dei provini, mediante fresatura, è stata possibile utilizzando due frese, una di diametro 15 mm e la più piccola di diametro 3 mm. Ciò è dovuto ai piccoli raggi di raccordo presenti nel pezzo da realizzare. E’ da notare che la fresa di diametro 3 mm è la più piccola industrialmente utilizzata per tali lavorazioni. In figura 5.35 è riportato il percorso delle due frese diamantata utilizzate. Fattori fissi livelli Fattori variabili n. di
livelli Livelli
Pressione [MPa] 350 Portata di abrasivo [g/min]
3 300-400-500
Diametro ugello primario [mm]
0.30 Velocità di avanzamentomm/min]
3 300-500-750
Diametro focalizzatore [mm]
1 mesh abrasivo 2 80 - 120
Tipo di abrasivo garnet Distanza di standoff [mm]
2
n. passate 1 Repliche 3 Totale tagli 54
Tabella 5.4: Piano degli esperimenti
Per la scelta di un parametro quantitativo che descriva la qualità delle superfici tagliate si è tenuto presente che l’unico vincolo è rappresentato dalla necessità di permettere l’assemblaggio dei singoli componenti del prodotto finito, dunque la condizione sufficiente è che la conicità del solco di taglio non sia così elevata da compromettere la giustapposizione delle parti e che l’errore di forma sul profilo ottenuto sia contenuto entro i limiti di accettabilità della lavorazione. L’errore di forma sul profilo è stato misurato mediante una machina di misura a coordinate. Sono stati misurati 338 punti sul profilo valutando lo scostamento tra questi ed il profilo CAD di progetto. I punti sono stati misurati a 2 mm dalla superficie superiore
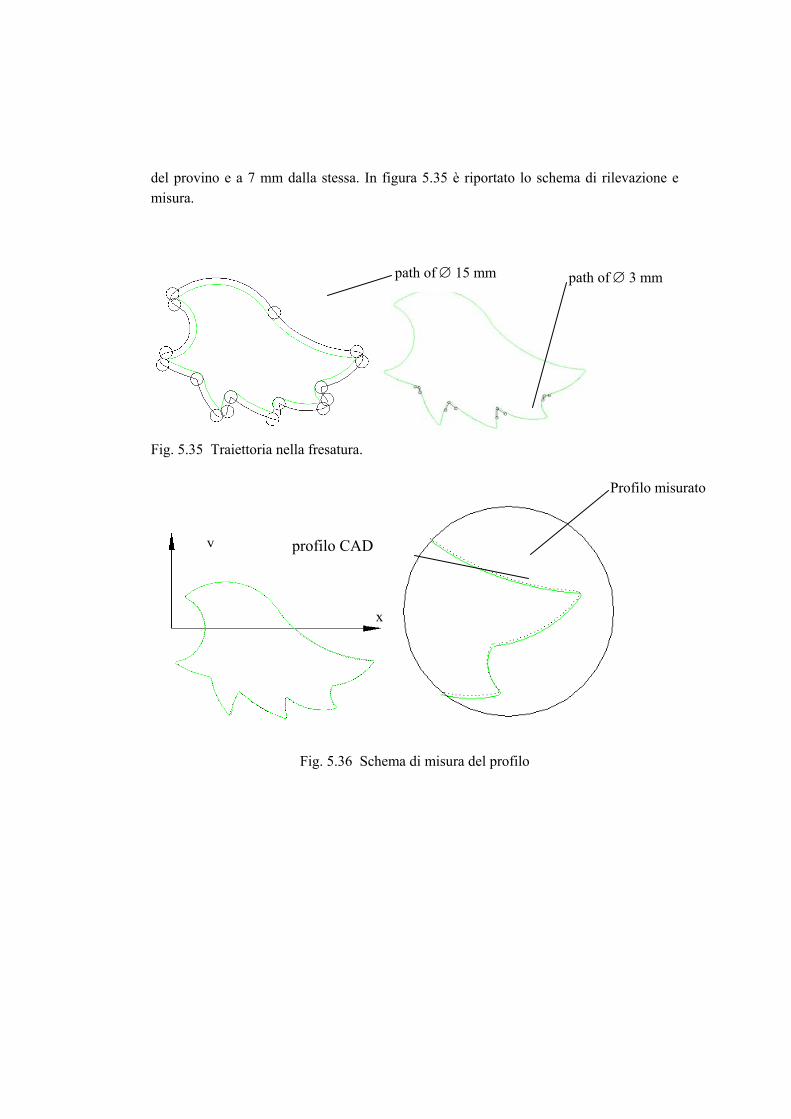
del provino e a 7 mm dalla stessa. In figura 5.35 è riportato lo schema di rilevazione e misura.
Fig. 5.35 Traiettoria nella fresatura.
Fig. 5.36 Schema di misura del profilo
y
path of ∅ 3 mm path of ∅ 15 mm
profilo CAD
Profilo misurato
x
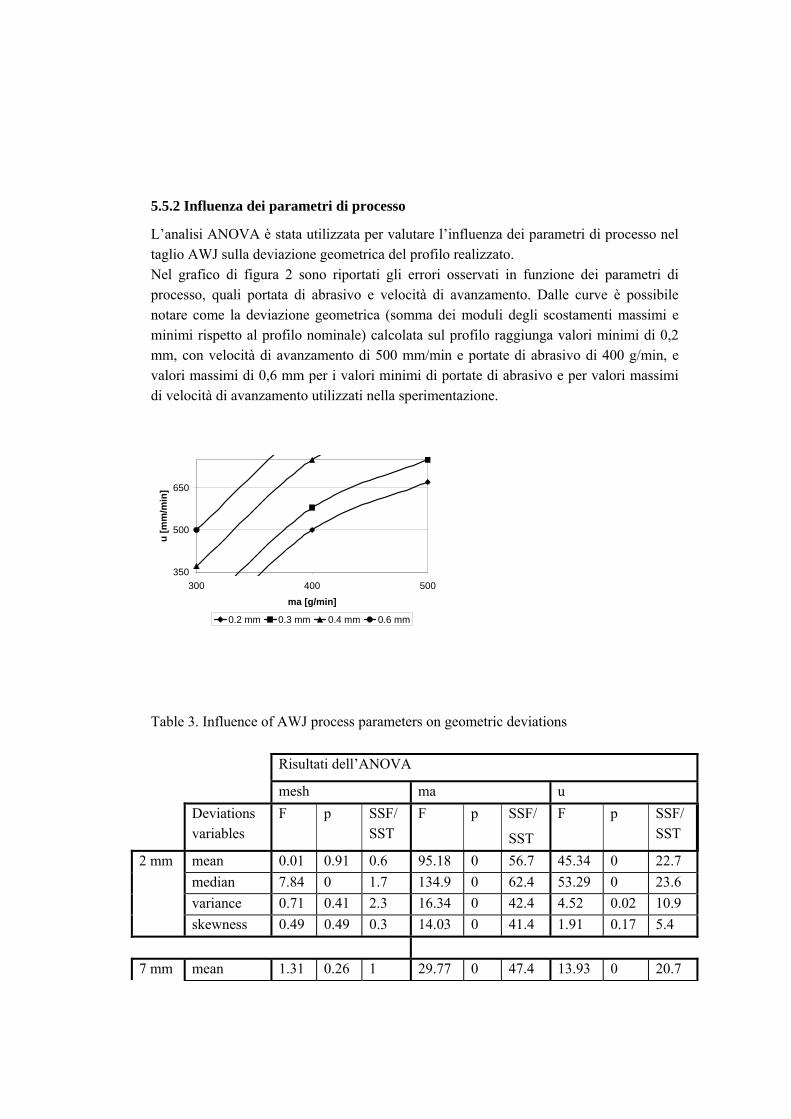
5.5.2 Influenza dei parametri di processo
L’analisi ANOVA è stata utilizzata per valutare l’influenza dei parametri di processo nel taglio AWJ sulla deviazione geometrica del profilo realizzato. Nel grafico di figura 2 sono riportati gli errori osservati in funzione dei parametri di processo, quali portata di abrasivo e velocità di avanzamento. Dalle curve è possibile notare come la deviazione geometrica (somma dei moduli degli scostamenti massimi e minimi rispetto al profilo nominale) calcolata sul profilo raggiunga valori minimi di 0,2 mm, con velocità di avanzamento di 500 mm/min e portate di abrasivo di 400 g/min, e valori massimi di 0,6 mm per i valori minimi di portate di abrasivo e per valori massimi di velocità di avanzamento utilizzati nella sperimentazione.
350
500
650
300 400 500
ma [g/min]
u [m
m/m
in]
0.2 mm 0.3 mm 0.4 mm 0.6 mm Table 3. Influence of AWJ process parameters on geometric deviations
Risultati dell’ANOVA
mesh ma u Deviations
variables F p SSF/
SST F p SSF/
SST
F p SSF/ SST
mean 0.01 0.91 0.6 95.18 0 56.7 45.34 0 22.7 median 7.84 0 1.7 134.9 0 62.4 53.29 0 23.6 variance 0.71 0.41 2.3 16.34 0 42.4 4.52 0.02 10.9
2 mm
skewness 0.49 0.49 0.3 14.03 0 41.4 1.91 0.17 5.4 7 mm mean 1.31 0.26 1 29.77 0 47.4 13.93 0 20.7

median 0.62 0.44 0.5 28.74 0 45.6 15.86 0 22.7 variance 3.10 0.09 5.2 9.40 0 29.9 1.23 0.30 4.16
skewness 0.62 0.44 0.8 17.73 0 44.8 0.84 0.44 2.3 Kruskal-Wallis Test
H p H p H p 2 mm kurtosis 0.80 0.37 12.7 0 2.87 0.24 7 mm kurtosis 0 0.99 16.3 0 1.91 0.38
Table 4. Regression coefficients.
a b c d R2 ln(mean) 5.24 +0.00003
3 -0.0322 +0.0018
5 89.8% 2 mm
ln(median) 3.93 +0.000025
-0.0266 +0.0024 90%
ln(mean) 3.99 +0.000025
-0.0249 +0.00165
67.8% 7 mm
ln(median) 2.50 +0.000015
-0.0181 +0.00216
76.3%
Table 5. Comparison between AWJ minimum error and milling
Kruskal-Wallis Test Mood Test Level Median H p Q3-
Q1 χ2 p
1 Milling
0.18 321.23 0 0.225 334.37 0 2 mm
2 AWJ 0.09 0.133 1 Millin
g 0.17 28.58 0 0.107 47.84 0 7 mm
2 AWJ 0.14 0.163

u [mm/min]ma [g/min]mesh
0.6
0.5
0.4
0.3
0.2
Med
ian
[mm
]
80 120 300 500400 350 500 750
Figure 5. Main Effect Plots of the median of the deviation distribution at 2 mm
u [mm/min]ma [g/min]mesh
0.150
0.125
0.100
0.075
0.050
Varia
nce
[mm
^2]
12080 500400300 750500350
Figure 6. Main Effects Plot of the variance of the deviations distribution at 2 mm
5.5.3 Confronto tra AWJ e fresatura diamantata
I risultati ottenuti con la tecnologia Abrasive Water Jet sono stati confrontati con quelli ottenuti con la tecnologia tradizionale. Dal confronto la tecnologia con getto idroabrasivo è risultata, in condizioni di processo ottimali, competitiva rispetto alla tecnologia tradizionale ottenendo un prodotto di qualità superiore rispetto alle specifiche richieste dal settore. Dal punto di vista economico la tecnologia con getto d’acqua è risultata
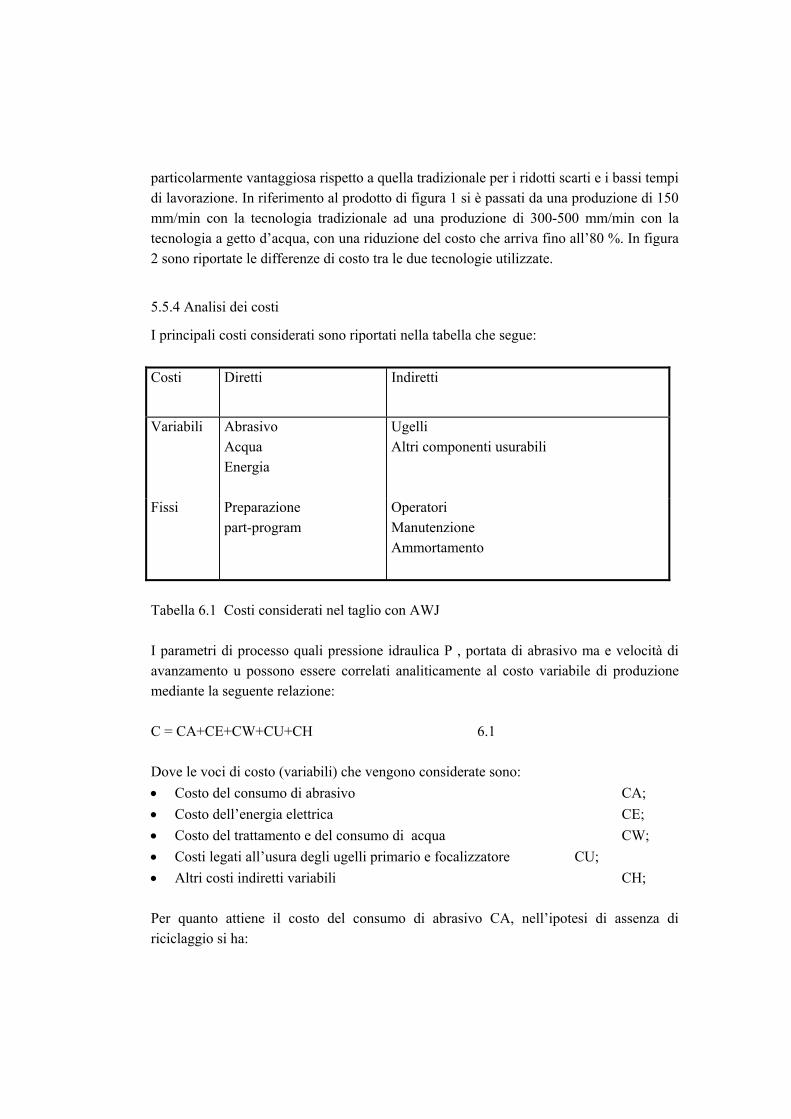
particolarmente vantaggiosa rispetto a quella tradizionale per i ridotti scarti e i bassi tempi di lavorazione. In riferimento al prodotto di figura 1 si è passati da una produzione di 150 mm/min con la tecnologia tradizionale ad una produzione di 300-500 mm/min con la tecnologia a getto d’acqua, con una riduzione del costo che arriva fino all’80 %. In figura 2 sono riportate le differenze di costo tra le due tecnologie utilizzate.
5.5.4 Analisi dei costi
I principali costi considerati sono riportati nella tabella che segue: Costi Diretti Indiretti
Variabili
Abrasivo Acqua Energia
Ugelli Altri componenti usurabili
Fissi
Preparazione part-program
Operatori Manutenzione Ammortamento
Tabella 6.1 Costi considerati nel taglio con AWJ I parametri di processo quali pressione idraulica P , portata di abrasivo ma e velocità di avanzamento u possono essere correlati analiticamente al costo variabile di produzione mediante la seguente relazione: C = CA+CE+CW+CU+CH 6.1 Dove le voci di costo (variabili) che vengono considerate sono: • Costo del consumo di abrasivo CA; • Costo dell’energia elettrica CE; • Costo del trattamento e del consumo di acqua CW; • Costi legati all’usura degli ugelli primario e focalizzatore CU; • Altri costi indiretti variabili CH; Per quanto attiene il costo del consumo di abrasivo CA, nell’ipotesi di assenza di riciclaggio si ha:

• costo del consumo di abrasivo CA = aa mc &⋅ [Euro/ore]
dove ca è il costo per unità di massa ed am& è la portata di abrasivo nell’unità di tempo.
Altre voci di costo sono invece legate al consumo di acqua. Tale consumo di portata volumica d’acqua era stato valutato mediante l’equazione di Bernoulli e di conservazione della portata di acqua per fluidi incomprimibili, con la correzione della velocità di uscita dall’ugello mediante un opportuno coefficiente di efflusso, equazione 2.5, la portata di acqua risulta :
PqPdPSvAQ wn
nreWW ====ρ
ξπρ
ξ 24
2 2
in cui Sn è la sezione dell’ugello primario, ρ è la densità dell’acqua e P è la pressione di esercizio. Si è introdotta una notazione simbolica (il coefficiente qw) per evidenziare la dipendenza di Qw da P. Sulla base della precedente equazione è possibile determinare CW e CE:
• costo dell’acqua CW = PcPqcQc wwwww ′== [lire/ore]
• costo dell’energia CE = 23
PcPPq
cPQ
cWc ew
ew
ee ′=⋅
==ηη [lire/ore]
dove cw e ce sono i costi unitari di acqua ed energia, W è la potenza ed η il rendimento complessivo dell’intensificatore. L’usura degli ugelli, primario (CN) e focalizzatore (CF) dipende dalla tipologia degli stessi, dalla pressione dell’acqua, dalla portata e dalle caratteristiche dell’abrasivo impiegato, tuttavia, non essendo attualmente disponibile una relazione che leghi queste grandezze, la determinazione di CU è basata sulla vita media prevista per tali componenti:
• costo degli ugelli CU = u
f
f
n
n ctc
tc
=+ [Euro /ore]
dove cn e cf sono i costi unitari degli ugelli, e tn, tf sono le relative durate medie. La voce CH raccoglie tutti i costi indiretti variabili (principalmente legati all’usura di componenti del sistema diversi dagli ugelli) non esplicitamente inclusi nell’analisi, che possono essere stimati come una frazione di CU tramite un coefficienze moltiplicativo k. • Altri costi indiretti variabili CH = k⋅CU La funzione di costo per unità di tempo 6.1 risulta:

C = [ aa mc &⋅ + ηPQ
c we
+ ( )kcQc uww ++ 1 ] 6.2 [Euro/ore]
C= )1(23
21
kcPcPcmc uewaa ++′+′+& 6.3 [Euro/ore] La funzione di costo per unità di lunghezza di taglio da minimizzare risulta:
C = u1
[ aa mc &⋅ + ηPQ
c we
+ ( )kcQc uww ++ 1 ] 6.4 [Euro /lunghezza]
C = ( )
uPcPc
kuc
umc ewuaa
23
1′+′
+++&
6.5 [Euro /lunghezza]
300 400 500350
500
750
ma [g/min]
u [mm/min]
60-80 80-100 (a) (b) Figure 7. Technological and economical considerations: (a) costs difference between milling and AWJ

6 Il taglio laser
Le lavorazioni laser ricoprono un ruolo sempre più importante nell’industria per la flessibilità operativa derivante dalla semplicità del fissaggio, dall’assenza di forze di contatto tra pezzo ed utensile e dall’elevato grado di programmabilità delle traiettorie. Nell’industria gli impieghi del laser per il taglio sono innumerevoli: lamiere metalliche, pellami, carta, componenti meccanici e circuiti elettronici sono solo alcuni degli innumerevoli esempi. In più il laser costituisce una valida alternativa alle lavorazioni tradizionali per quei materiali che per durezza o abrasività sono difficilmente tagliabili, come materiali ceramici e diamanti. Questo apre la strada all’impiego di nuovi materiali non solo nel campo delle costruzioni meccaniche, ma nell’ingegneria in generale. La tecnologia Laser è una tecnologia non convenzionale che ha avuto molto sviluppo ed impiego in vari settori, da quello automobilistico a quello medico, dalla ricerca scientifica alla microelettronica. In campo lapideo essa rappresenta una tecnologia del tutto innovativa che consente tanto il taglio quanto il trattamento superficiale del materiale. Per quanto concerne quest’ultimo diciamo che è possibile incidere e marcare la superficie sia dei marmi che graniti operando una adeguata focalizzazione del fascio. Moderne marcatrici laser consentono di incidere su lastre lucidate anche immagini ad elevata definizione, mentre sono in studio dei sistemi per rendere le pavimentazioni antiscivolo. Altro caso dove già da qualche anno viene impiegato con successo il laser è la pulizia e restauro dei monumenti ed opere in marmo, mentre risulta ancora in fase sperimentale il tentativo di applicare tale tecnologia nell’industria di trasformazione per il taglio dei semilavorati. Per quanto concerne il taglio di lastre e marmette, difficilmente verranno soppiantate le attuali tecnologie (telaio, filo diamantato, tagliaglocchi, segatrice a ponte, ecc.), proprio perché rappresentano le uniche economicamente valide. Tecnologie innovative come laser e water jet infatti consentono il taglio di spessori non eccessivamente grandi (circa 2 cm). Tuttavia non è assolutamente nel taglio rettilineo del lapideo che si intravede la possibilità di utilizzo del laser, bensì in tutti quei casi che richiedono estrema precisione e elevato grado di programmabilità delle traiettorie, come ad esempio tagli di particolari ornamentali, tagli decorativi, composizioni ad incastro realizzate con materiali diversi. In questo caso i vantaggi offerti dalla tecnologia laser sono tanti; vediamone alcuni: Fissaggio del pezzo estremamente semplice, viste le debolissime forze di contatto Assenza di usura da parte dell’utensile e di sollecitazioni meccaniche nel pezzo Lavorazione estremamente silenziosa e pulita, dato il non utilizzo di fluidi refrigeranti Riduzione degli scarti di lavorazione visto il piccolo spessore del solco di taglio E’ proprio quest’ultimo il punto di forza della tecnologia di taglio laser applicata ai lapidei, assieme al fatto che su piccoli spessori (<10mm) si ha anche una riduzione dei tempi di lavorazione.
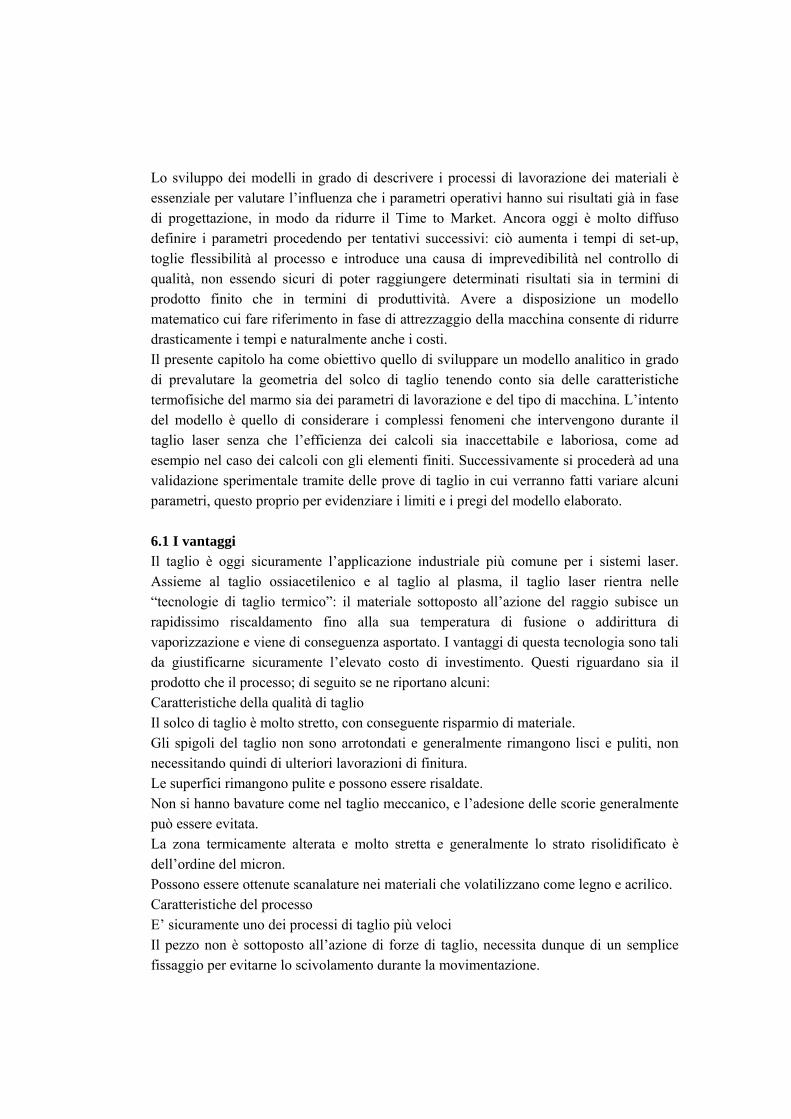
Lo sviluppo dei modelli in grado di descrivere i processi di lavorazione dei materiali è essenziale per valutare l’influenza che i parametri operativi hanno sui risultati già in fase di progettazione, in modo da ridurre il Time to Market. Ancora oggi è molto diffuso definire i parametri procedendo per tentativi successivi: ciò aumenta i tempi di set-up, toglie flessibilità al processo e introduce una causa di imprevedibilità nel controllo di qualità, non essendo sicuri di poter raggiungere determinati risultati sia in termini di prodotto finito che in termini di produttività. Avere a disposizione un modello matematico cui fare riferimento in fase di attrezzaggio della macchina consente di ridurre drasticamente i tempi e naturalmente anche i costi. Il presente capitolo ha come obiettivo quello di sviluppare un modello analitico in grado di prevalutare la geometria del solco di taglio tenendo conto sia delle caratteristiche termofisiche del marmo sia dei parametri di lavorazione e del tipo di macchina. L’intento del modello è quello di considerare i complessi fenomeni che intervengono durante il taglio laser senza che l’efficienza dei calcoli sia inaccettabile e laboriosa, come ad esempio nel caso dei calcoli con gli elementi finiti. Successivamente si procederà ad una validazione sperimentale tramite delle prove di taglio in cui verranno fatti variare alcuni parametri, questo proprio per evidenziare i limiti e i pregi del modello elaborato. 6.1 I vantaggi Il taglio è oggi sicuramente l’applicazione industriale più comune per i sistemi laser. Assieme al taglio ossiacetilenico e al taglio al plasma, il taglio laser rientra nelle “tecnologie di taglio termico”: il materiale sottoposto all’azione del raggio subisce un rapidissimo riscaldamento fino alla sua temperatura di fusione o addirittura di vaporizzazione e viene di conseguenza asportato. I vantaggi di questa tecnologia sono tali da giustificarne sicuramente l’elevato costo di investimento. Questi riguardano sia il prodotto che il processo; di seguito se ne riportano alcuni: Caratteristiche della qualità di taglio Il solco di taglio è molto stretto, con conseguente risparmio di materiale. Gli spigoli del taglio non sono arrotondati e generalmente rimangono lisci e puliti, non necessitando quindi di ulteriori lavorazioni di finitura. Le superfici rimangono pulite e possono essere risaldate. Non si hanno bavature come nel taglio meccanico, e l’adesione delle scorie generalmente può essere evitata. La zona termicamente alterata e molto stretta e generalmente lo strato risolidificato è dell’ordine del micron. Possono essere ottenute scanalature nei materiali che volatilizzano come legno e acrilico. Caratteristiche del processo E’ sicuramente uno dei processi di taglio più veloci Il pezzo non è sottoposto all’azione di forze di taglio, necessita dunque di un semplice fissaggio per evitarne lo scivolamento durante la movimentazione.
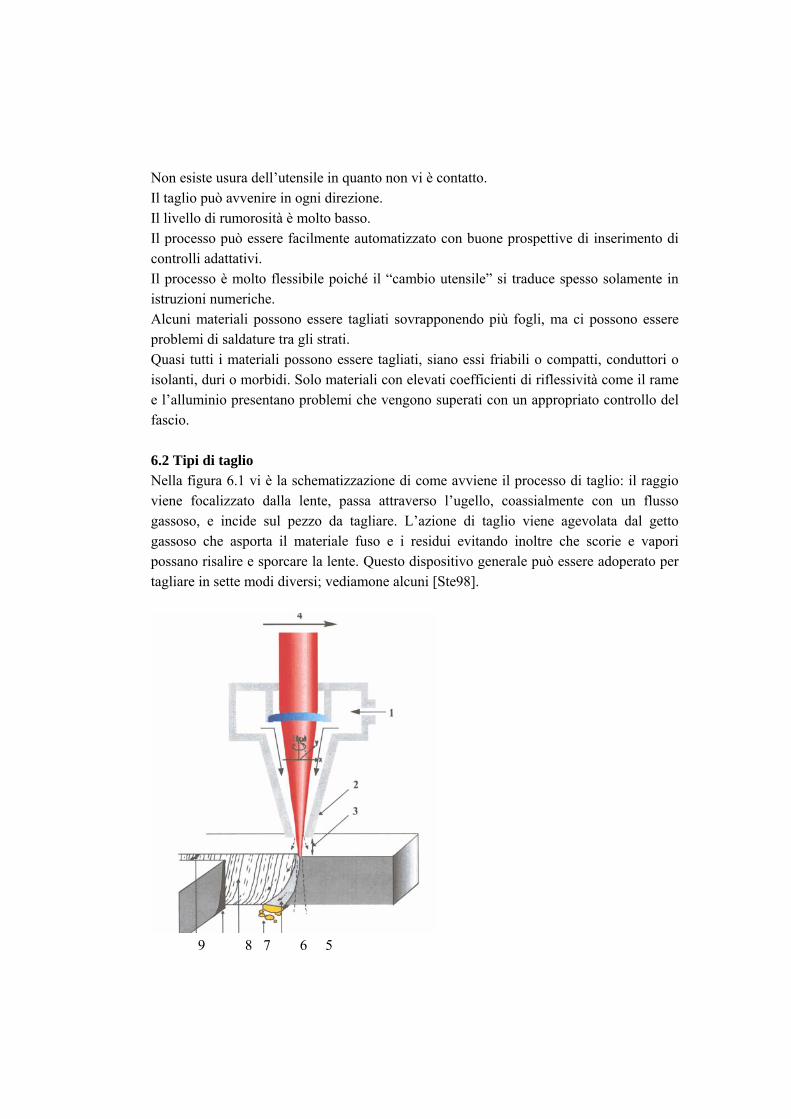
Non esiste usura dell’utensile in quanto non vi è contatto. Il taglio può avvenire in ogni direzione. Il livello di rumorosità è molto basso. Il processo può essere facilmente automatizzato con buone prospettive di inserimento di controlli adattativi. Il processo è molto flessibile poiché il “cambio utensile” si traduce spesso solamente in istruzioni numeriche. Alcuni materiali possono essere tagliati sovrapponendo più fogli, ma ci possono essere problemi di saldature tra gli strati. Quasi tutti i materiali possono essere tagliati, siano essi friabili o compatti, conduttori o isolanti, duri o morbidi. Solo materiali con elevati coefficienti di riflessività come il rame e l’alluminio presentano problemi che vengono superati con un appropriato controllo del fascio. 6.2 Tipi di taglio Nella figura 6.1 vi è la schematizzazione di come avviene il processo di taglio: il raggio viene focalizzato dalla lente, passa attraverso l’ugello, coassialmente con un flusso gassoso, e incide sul pezzo da tagliare. L’azione di taglio viene agevolata dal getto gassoso che asporta il materiale fuso e i residui evitando inoltre che scorie e vapori possano risalire e sporcare la lente. Questo dispositivo generale può essere adoperato per tagliare in sette modi diversi; vediamone alcuni [Ste98].
9 8 7 6 5

Fig. 6.1 - Principio del taglio laser. 1:gas di processo; 2:ugello di taglio; 3:offset ugello; 4:velocità di taglio; 5: materiale fuso; 6:scoria;7:striature; 8:ZTA; 9:larghezza del solco. 6.2.1 Taglio per evaporazione Nel taglio che si basa sulla evaporazione del materiale, il fascio focalizzato dapprima riscalda la superficie del pezzo fino al punto di ebollizione in modo da generare il cosiddetto “keyhole”. Questo produce un improvviso aumento della assorbività dovuto alle riflessioni multiple e il foro cresce in profondità, mentre il materiale viene espulso via come un getto gassoso. Questo è generalmente il metodo di taglio per i laser impulsati o anche si ha nel taglio di materiali che non fondono, come legno, carbonio e alcune plastiche. La velocità di penetrazione del raggio nel pezzo può essere stimata in prima approssimazione valutando la capacità termica, assumendo che il flusso di calore sia monodimensionale e che venga tutto impiegato nella evaporazione; significa cioè che è nulla l’energia di conduzione. Questa assunzione apparentemente grossolana risulta abbastanza veritiera se la velocità di penetrazione è maggiore o uguale alla velocità di conduzione. Così il volume rimosso per unità di area e per secondo risulta uguale alla velocità di penetrazione, cioè [Ste98]
( )[ ]0
0
TTCLF
Vvp −+⋅
=ρ
(6.1) dove F0 è la densità di potenza assorbita �è la densità del solido L il calore latente di fusione e vaporizzazione Cp il calore specifico del materiale [J/Kg°C] Tv è la temperatura di evaporazione del materiale [°C] T0 è la temperatura iniziale del pezzo I valori determinati sperimentalmente sono dello stesso ordine di grandezza di quelli valutati con la sopraccitata relazione. Se la velocità di penetrazione è attorno al metro al secondo allora la velocità del vapore che fuoriesce da un foro cilindrico sarà data dal rapporto delle densità, cioè �v/�s=1000 m/sec. A queste velocità soniche gli effetti di compressione e le variazioni di forma del foro fanno si che la reale velocità di uscita del vapore sia inferiore, ma ciò nonostante si possono avere flussi sonici e onde d’urto e il flusso può essere capace di considerevoli trascinamenti di materiale dalle pareti del foro formato. Dunque in questo tipo di taglio il materiale in parte viene rimosso come vapore e in parte per eiezione. E’ stato calcolato che questo ultimo contributo può arrivare fino al 60%.

La qualità del foro o del taglio è determinata dalla quantità di materiale fuso che può accumularsi e causare detriti sulla superficie o erodere le pareti. Per questo è interessante calcolare quanto velocemente è raggiunto il punto di ebollizione e così vedere come il fuso può essere ridotto. Dalle considerazioni svolte si intuisce che la potenza di picco del raggio è molto importante. Nella foratura con laser a Nd:YAG particolare attenzione è dovuta allo studio della forma dell’impulso nel tempo. Lo scopo generalmente è quello di avere un impulso breve e aguzzo per il taglio in opposizione ad un impulso più lungo e con ridotto picco iniziale per la saldatura. Da queste evaporazioni esplosive ci sono diversi effetti collaterali. Una di questi è la pressione di rinculo richiesta per accelerare il vapore fuori dal solco o dal foro. L’equazione di Bernoulli è capace di fornire solo una rozza stima del valore di questa pressione per una velocità di uscita di 1000 m/s anche se viene assunto flusso incompressibile:
26
2
/1042
mNvP ⋅≈⋅
=∆ρ
(6.2) Una pressione di salita di questo ordine potrebbe provocare un innalzamento della temperatura di evaporazione. Causa inoltre uno stress di tipo meccanico, amplificato da quello termico generato dall’improvviso riscaldamento. Insieme costituiscono un alquanto considerevole sollecitazione. 6.2.2 Taglio per fusione Nel caso d taglio passante di materiali fondenti è possibile con un getto gassoso abbastanza forte rimuovere il materiale fuso fuori dal solco e dunque evitare di innalzare la temperatura al disopra del punto di evaporazione o anche oltre. Non deve allora sorprendere il fatto che questo tipo di taglio richiede solo un decimo della potenza richiesta dal taglio per vaporizzazione. Il processo può essere modellato assumendo che tutta l’energia venga impiegata per fondere il materiale e che questa parte fusa venga allontanata prima che possano avvenire effetti conduttivi considerevoli. Ancora una volta, poiché la ZTA per buoni tagli non supera mai qualche micron, questa assunzione può essere ritenuta valida. E’ possibile fare una analisi quantitativa del processo effettuando un bilancio energetico sul materiale rimosso, come mostrato in figura 6.2.

Fig 6.2 - Volume di materiale fuso e rimosso durante il taglio. Il bilancio sarà �P=wtV*�Cp*��Lf + mLv) (6.3) dove P è la potenza incidente [w] W e t sono rispettivamente larghezza e spessore di taglio [m] V è la velocità di taglio [m/s] M è la frazione di materiale fuso che viene vaporizzato Lf e Lv sono il calore latente di fusione e di vaporizzazione rispettivamente �T è la variazione di temperatura che causa la fusione � è la densità � è il coefficiente di accoppiamento del raggio con il pezzo da tagliare Riordinando l’equazione otteniamo
( )vfp mLLTCw
vtP
++∆⋅=
⋅ ηρ
(6.4) A parte la larghezza del solco, che dipende dal diametro del raggio e dalla velocità, e il coefficiente di accoppiamento, le altre variabili sono tutte costanti del materiale, dunque

ci sarà da aspettarsi che il gruppo P/tV sarà costante per il taglio di un dato materiale fissati i parametri del laser. Quello che accade al fronte di taglio è considerevolmente complesso, come è possibile vedere nella sezione di figura 6.3
Fig 6.3 - Fenomeni che avvengono al fronte di taglio. Il raggio arriva sulla superficie e buona parte di esso passa nel solco e viene assorbito dal materiale; la restante aliquota viene in parte riflessa dalla superficie non ancora fusa e in parte trasmessa attraverso il solco. A basse velocità la fusione inizia allo spigolo iniziale del raggio e una buona parte di questo passa attraverso il solco senza entrare in contatto col materiale se questo è abbastanza sottile. Un buon assorbimento si comincia ad avere quando il fronte di taglio è inclinato ripidamente (circa 16°) con la verticale, a causa di due meccanismi: principalmente si ha assorbimento della radiazione da parte del materiale e un assorbimento e reirradiazione da parte del plasma. Il plasma che si forma nel taglio non è molto significante poiché viene trasportato via dal gas. Così la densità di potenza che produce fusione al fronte di taglio sarà F0=F*sin�=F*0.26. nella parte inferiore del pezzo lo strato fuso è più spesso a causa della decelerazione dello strato e della tensione superficiale che ne ritarda l’espulsione. Quando viene guidato nel solco il gas risucchia l’aria circostante e crea una regione di bassa pressione al disopra della zona di taglio. Questo può essere un effetto dannoso perché potrebbero essere risucchiate all’interno delle scorie. Altro aspetto che bisogna prendere in considerazione è che il flusso gassoso non solo trascina via il materiale fuso ma lo raffredda anche. L’entità di questo raffreddamento può essere calcolata sapendo che il calore rimosso per convezione è dato da: Q=h*A*�T (6.5)

Il valore del coefficiente di trasmissione del calore h è stato determinato per molte geometrie ed è disponibile in letteratura spesso in funzione del numero di Nusselt. Tale valore generalmente è <100W/m2K, dunque le perdite al fronte di taglio diventano: Q=100*t*w*�T (6.6) L’effetto di raffreddamento del gas è trascurabile se comparato alla potenza del raggio laser a causa della piccola area coinvolta nel meccanismo di taglio. 6.2.3 Taglio per mezzo di gas reattivi Se il gas che fuoriesce dall’ugello è in grado di reagire esotermicamente con il materiale del pezzo allora un’altra sorgente termica interviene nel processo. In questo caso il fronte di taglio è sede di differenti fenomeni: il gas non solo trascina via il materiale fuso, ma reagisce con esso. Generalmente il gas in questione è ossigeno o una miscela contenente ossigeno e dunque si hanno reazioni di combustione che cominciano nella parte superiore quando la temperatura raggiunge il valore di ignizione. La quantità di energia fornita dalla reazione di combustione varia a seconda del materiale: con l’acciaio dolce e con l’acciaio inossidabile è circa del 60%, mentre con metalli reattivi come il titanio può giungere fino al 90%. Le velocità di taglio sono perlomeno raddoppiate in questo modo. 6.3 Modellazione del taglio laser La modellazione di una particolare lavorazione o la descrizione matematica dei fenomeni fisici che intervengono durante il processo è sicuramente un elemento critico per il successo dello stesso. I modelli infatti possono fornire un grande contributo nella fase di ottimizzazione e di controllo evitando di eseguire un gran numero di prove preliminari. Dalle considerazioni precedentemente svolte già si intuisce quanto siano complessi i meccanismi che intervengono nella operazione di taglio laser. Bisogna ricordare inoltre che tali fenomeni fisici avvengono in un dominio spaziale e temporale molto ristretto, con elevati gradienti di temperatura in zone molto localizzate, rendendo necessario considerare la forte dipendenza di tutte le proprietà del materiale da essa. Questo sempre nel caso ideale. Durante la lavorazione però possono intervenire tutta una serie di disturbi che è impossibile prevedere come ad esempio fluttuazioni di potenza del laser, variazioni nella forma dello spot, cambiamenti di proprietà del materiale e altri fattori. Ciò fa capire la complessità della modellazione e soprattutto la difficoltà del riuscire a conciliare un modello affidabile alla necessità di renderlo efficiente in termini computazionali. Nessun modello pertanto considera tutti gli aspetti del fenomeno: il problema è riuscire a distinguere quali sono rilevanti per valutare certe caratteristiche e fare assunzioni plausibili che non condizionino troppo pesantemente i risultati ottenuti. A livello generale è possibile una prima classificazione tra modelli che si occupano degli aspetti legati allo scambio termico e modelli che si occupano degli aspetti legati alla produzione di onde di pressione e al conseguente danneggiamento indotto nel materiale. I primi sono legati al cosiddetto danneggiamento termico dovuto agli effetti secondari del

processo di rimozione del materiale per fusione e vaporizzazione. I secondi descrivono invece il danneggiamento meccanico dovuto alle onde di pressione prodotte dal fenomeno di rapida vaporizzazione o all’interazione tra la radiazione laser e il plasma; tali onde di pressione si propagano nel materiale base , provocandone frattura in dipendenza dalle caratteristiche meccaniche del materiale e dall’energia dello shock indotto. Riguardo alla prima categoria è qui che si concentrano gli sforzi della maggior parte dei ricercatori. I modelli più vecchi forniscono soluzioni analitiche in forma chiusa pur se a prezzo di pesanti assunzioni. Ciò perché al tempo in cui essi furono sviluppati (fine anni ’60 primi anni ’70) non vi era disponibilità di calcolatori per eseguire efficientemente complesse iterazioni numeriche su modelli più raffinati. Questi in ogni modo conservano una certa importanza, sia didattica, per capire le problematiche analitiche del processo, che per una progettazione di primo tentativo di un processo di taglio laser. Volendone citare alcuni tra i più importanti diciamo innanzitutto che ogni studio veniva focalizzato su un determinato tipo o classe di materiali e analizzava un aspetto dettagliato di tutto il processo [Cai96]. In Buinting (1975), Beyer (1990), Petring (1988) e Schulz (1987) la stima del taglio laser veniva formulata basandosi su un bilancio energetico tra l’assorbimento superficiale, l’energia di fusione, e riscaldamento del materiale per conduzione. Tale modello assumeva una larghezza di taglio costante e pari al diametro del raggio, un fronte di avanzamento del taglio semicircolare e un angolo di inclinazione costante del fronte di taglio, che veniva determinato sperimentalmente. L’assorbimento della radiazione in funzione della orientazione del fronte di taglio fu sviluppata solo nel 1988 da Petring. La reazione tra un getto gassoso coassiale e il fronte di taglio venne studiata da Vicanek (1987) attraverso un bilancio bidimensionale di massa e di energia nello strato di fusione. Tale modello considerava la diffusione di particelle liquide come il principale meccanismo di rimozione del materiale. Schuocker (1983;1987) analizzando le oscillazioni del kerf nel tempo studiò gli effetti dinamici della formazione delle striature nel taglio laser. Modelli di trasmissione del calore rivolti al taglio per evaporazione e per fusione furono sviluppati da Chryssolouris (1987;1990), Modest (1986), Roy (1993), Bang (1993). La profondità e la forma del solco venivano stimate in funzione della potenza, del diametro del fascio, e della velocità di taglio attraverso un bilancio energetico tra l’energia incidente, quella necessaria alla trasformazione di fase e quella di conduzione. Nel modello di Modest (1986) la zona di interazione materiale-raggio viene divisa in tre regioni: una primaria di interazione col raggio, una zona di evaporazione e una terza dove si è formato il solco di taglio. In Chryssolouris (1987) la forma del fronte di erosione era dipendente dalla densità di energia incidente e venivano considerate tre soluzioni: a bassa, media e alta densità di energia. Di seguito vengono descritti dettagliatamente e analizzati due modelli in particolare: quello di [Cai96] e quello di Chryssolouris (1990) che sono stati ripresi e applicati al taglio dei lapidei, fatte le opportune correzioni.

6.4 Modello di Cai e Sheng del taglio laser per fusione ed evaporazione Questo lavoro presenta lo sviluppo di un modello generalizzato che descrive il meccanismo che influenza il taglio laser per evaporazione e fusione. Assegnato un set di condizioni operative del laser (diametro del fascio, potenza del fascio, velocità del pezzo, polarizzazione del fascio, e proprietà del materiale) il modello generalizzato fornisce una stima della forma e dimensioni del fronte di taglio [Cai96]. 6.4.1 Meccanismo generale che influenza il taglio laser Gli effetti principali che influenzano la rimozione di materiale nel taglio laser sono riportati nella figura 6.4. Si ha innanzitutto un assorbimento parziale della radiazione incidente ad opera del plasma generatosi sul fronte di taglio (ciò avviene soprattutto nel taglio per fusione dei metalli). Inoltre la superficie stessa del fronte di taglio ne riflette una porzione. L’aliquota di radiazione rifratta viene infine dissipata anche per conduzione all’interno del pezzo e quello che alla fine ne rimane determinerà la trasformazione di fase del materiale (fusione o vaporizzazione). La rimozione di questo può avvenire spontaneamente (per evaporazione) oppure, caso più frequente, tramite l’ausilio di un getto gassoso coassiale al raggio (taglio per fusione) che espelle via la fase liquida e i detriti. Altri fenomeni dispersivi comprendono la convezione all’interno dello strato fuso, il raffreddamento dovuto al getto gassoso e le riflessioni secondarie del raggio fra le pareti del solco.
Fig. 6.4 – Schematizzazione dei fenomeni fisici che avvengono al fronte di taglio In modo da sviluppare un modello generalizzato per descrivere il processo di taglio vengono fatte diverse assunzioni: Il meccanismo principale della rimozione del materiale è fusione o vaporizzazione. Gli effetti del gas reattivo sono minimizzati usando un gas inerte.

La forza motrice del getto gassoso previene l’accumulo di materiale fuso sul fronte di taglio poiché esso viene espulso dalla parte inferiore del solco come si forma. Gli effetti della convezione del materiale fuso e del getto gassoso sono minimi se confrontati con l’energia del raggio incidente a causa delle piccole dimensioni del fronte di taglio. La riflessione primaria del fronte di taglio è molto più grande della secondaria all’interno del solco. 6.4.2 Geometria del solco Se il moto relativo tra il pezzo di lavoro ed il raggio incidente è costante allora il processo di taglio può essere visto come stazionario rispetto ad un sistema di riferimento fissato al raggio. Il fronte di taglio può essere visto come composto da una serie di elementini di superficie dA ed orientazione n. Ogni elementino di superficie può essere descritto tramite due angoli: �, angolo con l’asse X, e�angolo con l’asse y. La proiezione di questo elementino sul piano XY avrà un area pari a dxdy. L’area dA è delimitata da due vettori p e q , definiti come:
)ˆtanˆ(ˆ kidxp ⋅−= ϑ )ˆtanˆ(ˆ kjdyq ⋅−= φ (6.7) Il vettore normale all’elementino di superficie può essere determinato come:
qpqpnˆˆˆˆˆ
××
= (6.8)
dove sostituendo le precedenti espressioni di p e q otteniamo
φϑ
φθ22 tantan1
ˆˆtanˆtanˆ++
+⋅+⋅=
kjin (6.9)
che ci conduce alla seguente relazione differenziale
φθ 22 tantan1 ++=dA (6.10)
Fig. 6.5 – Modellazione del solco e del fronte di taglio.

6.4.3 Bilancio di energia al fronte di taglio Per ogni elementino di superficie può essere effettuato un bilancio energetico tra gli effetti del raggio incidente, di conduzione e di cambiamenti di fase. Possiamo scrivere:
dxdyyxEdAyxEdxdyyxE pcondb ),(),(),( += (6.11) Mentre il fascio laser ed i cambiamenti di fase del materiale avvengono normalmente al piano XY, l’energia per conduzione alla superficie si propaga in direzione n. Poiché l’energia di cambiamento di fase è direttamente correlata al volume di materiale rimosso, allora Ep è il parametro dipendente nel bilancio energetico. 6.4.4 Energia del fascio incidente Se si ipotizza che il raggio laser mantenga un modo temporale costante TEM00 allora la densità di potenza nella sezione trasversale dello stesso può essere bene approssimata con una distribuzione di tipo gaussiana, e cioè
⎟⎟⎠
⎞⎜⎜⎝
⎛ +−
⋅= 2
22
2 exp),(R
yxR
PyxIπ (6.12)
dove P ed R sono rispettivamente la potenza e il raggio del fascio laser. L’energia cumulativa in un dato punto (x,y) è data dall’integrale nel tempo dell’intensità della radiazione. Nel caso in cui la velocità di taglio si mantenga costante, è possibile esprimere l’intervallo di tempo in funzione delle coordinate spaziali, cioè
Vdudt =
(6.13) essendo u la coordinata di riferimento nella direzione X. Attraverso questo cambio di variabile l’energia del raggio effettivamente assorbita dal materiale può essere espressa in funzione delle coordinate spaziali x ed y:
duzR
yuVzR
PyuaVduyuIyuazyxE
xx
b ⎟⎟⎠
⎞⎜⎜⎝
⎛ +−
⋅⋅⋅
=⋅= ∫∫ ∞−∞− 2
22
2 )(exp
)(),(),(),(),,(
π (6.14) Appare chiaro dalla 6.14 che due sono i fattori che influenzano l’aliquota di energia del raggio incidente che effettivamente penetra nell’elementino dA: il primo è il raggio del fascio che varia lungo la direzione z a causa dell’effetto della focalizzazione; il secondo è il coefficiente di assorbimento, che dipende dal materiale del pezzo, dall’angolo di incidenza, dalla lunghezza d’onda, dall’esistenza o meno di plasma e da altri fattori. Se il punto di fuoco è al top della superficie allora il raggio del fascio ad ogni z(x,y) di penetrazione nel pezzo è

(6.15) Dove Rf è il raggio nel punto
di fuoco, �0 è la lunghezza d’onda della radiazione e n l’indice di rifrazione del mezzo dove si propaga, che essendo aria si può quasi sempre porre pari ad uno.
Fig. 6.6 – Andamento convergente – divergente del fascio laser: dopo aver raggiunto il minimo diametro nel punto di fuoco,si ha divergenza con un angolo �a. Il modello assume che il raggio del fascio nel punto di fuoco Rf assume la seguente espressione
uf R
FR⋅
⋅⋅=
πλ04
(6.16) in cui Ru è il raggio non focalizzato e F la distanza focale della lente. Assumendo dunque una convergenza parabolica del fascio, avremo anche una divergenza dello stesso tipo dopo il punto di fuoco: in questo modo l’intensità di energia subisce una diminuzione man mano che si scende in profondità. Ci sono due fattori che contribuiscono al coefficiente di assorbimento totale a(x,y): l’orientazione dell’elemento di superficie rispetto alla radiazione incidente e la formazione di plasma (che avviene essenzialmente durante il taglio di metalli ). Il coefficiente di assorbimento totale è il prodotto di questi due fattori: a(x,y)=as(x,y)*�p(x,y) (6.17)
2/12
20),(1)( ⎟
⎟
⎠
⎞
⎜⎜
⎝
⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛
⋅⋅⋅
+=nR
yxzRzRf
f πλ

6.4.5 Coefficiente di assorbimento superficiale Per analizzare l’assorbimento superficiale la regione del fronte di taglio può essere esaminata come la combinazione di due mezzi, fig.6.7. Assumiamo che il raggio viaggia nell’aria che ha un indice di rifrazione prossimo ad uno, cioè n1=1. Il secondo mezzo è il materiale del pezzo di lavoro con un indice di rifrazione complesso n2=n2-ik2. Assumendo una superficie liscia per il fronte di taglio, se l’angolo di incidenza del fascio con il pezzo è �1 allora l’angolo del raggio rifratto (che passa attraverso il mezzo) può essere calcolato tramite la legge di Snell
2211 sinsin ββrrnn = (6.18)
con
φϑβ
21tantan1
1cos++
= (6.19)
Fig. 6.7 – Fenomeno della riflessione-rifrazione all’interfaccia di separazione di due mezzi Nel caso di polarizzazione circolare del fascio, il coefficiente di riflessione all’interfaccia può essere calcolato come : Rt=(Rp+Rs)/2 (6.20) dove Rp e Rs rappresentano rispettivamente il coefficiente di riflessione in direzione parallela e perpendicolare al piano incidente. Questi possono essere valutati tramite le relazioni di Fresnel, cioè
2
2211
2211
coscoscoscos
ββββ
nnnnRs +
−=
(6.21)
2
2112
2112
coscoscoscos
ββββ
nnnnRp +
−=

Assumendo nullo il coefficiente di trasmissione nel mezzo per la radiazione laser il coefficiente di assorbimento totale può essere calcolato come: as=1-Rt (6.22) 6.4.6 Coefficiente di trasmissione del plasma Nella saldatura laser o nel taglio di metalli la trasmissione del raggio attraverso il plasma che si forma sulla superficie del pezzo, è funzione della natura del plasma stesso. Nella maggior parte dei casi l’assorbimento di energia avviene principalmente a causa della interazione della radiazione con gli elettroni liberi nel plasma. Quindi l’entità di energia assorbita dipende dalla densità di elettroni e dalla loro energia cinetica, che aumenta con la temperatura. Questo effetto venne studiato da Miller (1990) nel caso di saldatura laser di acciaio impiegando Argon come gas protettivo. Per velocità di efflusso del gas inferiori a 8l/min i risultati di Miller mostrarono che la temperatura media degli elettroni rimaneva costante a circa 8800°K. Il calcolo per il coefficiente di assorbimento del plasma è diviso in due passi: calcolo della densità di elettroni dell’elemento puro nel plasma determinazione della frazione molare per ogni elemento puro nella miscela di plasma in modo da determinare la densità elettronica totale del plasma Prima di tutto le densità di ioni, elettroni e cariche neutre negli elementi puri può essere calcolata con l’equazione di Saha:
( )⎟⎟⎠
⎞⎜⎜⎝
⎛−
⋅=⋅
e
ee
a
ie
a
ie
kTkTm
zzz
nnn ν
ηπ exp2
3
2/3
(6.23) dove le funzioni di partizione interne Ze, Zi e Za , ottenibili anche a mezzo di altre relazioni, sono disponibili in tabelle6.1. Assumendo la neutralità della fase (ne=ni), l’equilibrio cinetico (Te=Ta=Ti), e un comportamento da gas ideale, la somma delle densità di ioni, elettroni e atomi neutri può essere espressa come: ne+ni+na=7.36*1021/T (6.24) Risolvendo le equazioni 6.23 e 6.24 simultaneamente si ottengono le densità degli elettroni degli elementi puri nel plasma. La densità elettronica totale deve essere calcolata come somma delle frazioni molari delle sostanze pure:
6.1 National Bureau of Standards tables of atomic energy levels.

∑
=
=n
j
jeje nxn
1 (6.25) Il coefficiente di radiazione di frenamento inversa per un laser a CO2 che si trasmette nel plasma è:
e
ev T
nk2321062.1 −⋅
= (6.26)
L’intensità del raggio laser uscente dal plasma può essere determinata usando la legge dell’assorbimento esponenziale:
( ) zkveIzI ∆−=∆ 0 (6.27) dove kv è funzione della distanza z dalla superficie del fronte di taglio. Pertanto l’intensità totale uscente da uno strato di plasma è dato dal seguente integrale:
( ) ( )∫ −−=
z
z
zzk dzeIzI ov
00
(6.28) pertanto il coefficiente di trasmissione attraverso lo strato di plasma sarà
( ) ( )∫ −−==z
z
zzk
op dze
IzI
ov
0
τ (6.29)
Energia per la trasformazione di fase E’ l’energia richiesta per portare dalla temperatura ambiente a fusione (taglio per fusione) o vaporizzazione (taglio per evaporazione) una colonna di materiale con una sezione trasversale di area dxdy che si estende dalla superficie superiore del pezzo alla posizione locale dell’elementino di superficie sul fronte di taglio:
dxdyyxzTTcLdxdyyxE ppp ∗∗−+= ∞ ),())((),( ρ (6.30) Effetto della conduzione La conduzione di energia termica all’interno del pezzo è governata dalla legge di Fourier:
TVT
tT
∇•+∇=∂∂ r
2α (6.31)
Una soluzione completa tridimensionale del flusso di calore richiederebbe un modello numerico di calcolo eccessivamente complesso. Poiché il principale fattore che influenza

la conduzione di energia è il gradiente di temperatura al fronte di taglio, si può assumere con buona approssimazione che il flusso termico conduttivo avvenga lungo la direzione ortogonale alla superficie dell’elementino come mostrato in figura 6.8
Fig. 6.8 – Schematizzazione del percorso conduttivo e condizioni al contorno per il taglio laser. Nel caso di spessore finito del pezzo otteniamo un percorso di conduzione del calore di lunghezza � che si estende dall’elementino di superficie fino alla base del pezzo:
φϑδ 22 tantan1)),((),( ++∗−= yxzDyx (6.32) Il movimento relativo tra il pezzo ed il fascio da come risultato un termine convettivo nella direzione X. Assumendo il processo stazionario possiamo scrivere
02
2
=∂∂
+∂∂
xTV
nTα
(6.33) dove V è la velocità scalare del pezzo nella direzione X. Usando le relazioni geometriche precedentemente calcolate otteniamo la seguente equazione differenziale
0
tantan1tan
222
2
=⋅++
⋅+dndTV
dnTd
φϑ
ϑα
(6.34) le cui condizioni al contorno sono:
0== nperTT p

δ=−=∂∂
− ∞ nperTThnTk )(
(6.35) Risolta l’equazione otteniamo il gradiente di temperatura sull’elementino di superficie
),(),(),(),(0 ),()1(
),()(),,(yxyxyxyxp
n eyxkehhyxTT
nnyxT
δλδλ λλ
−−∞= +−
−−=⎟⎠⎞
⎜⎝⎛
∂∂
(6.36) dove:
φϑ
ϑα
λ22 tantan1
tan),(++
⋅=Vyx
(6.37) L’energia di conduzione può essere determinata come l’integrale del flusso nella direzione X:
dxdyVdu
nnyxTkdAyxE
x
ncond ⎟⎟
⎠
⎞⎜⎜⎝
⎛∗++×⎟
⎠⎞
⎜⎝⎛
∂∂
−= ∫ ∞−=
φϑ 22
0
tantan1),,(),( (6.38)
6.4.9 Soluzione geometrica Sommando tutti i termini del bilancio energetico otteniamo:
( )[ ] ( ) +⋅++=⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛ +−
⋅⋅
∞∞−∫ dxdyyxsTTCLdxdyduyuR
yuVyuR
Pyuapp
x,
),(exp
),(),(
2
22
2 ρπ
dxdyVdu
nnyxTk
x
n⎟⎟⎠
⎞⎜⎜⎝
⎛∗++×⎟
⎠⎞
⎜⎝⎛
∂∂
−+ ∫ ∞−=
φϑ 22
0
tantan1),,(
(6.39) Questa equazione può essere risolta numericamente per s dove s è compreso tra 0 e D. I parametri a, s, ���n, R, �� sono funzioni di (x,y). La difficoltà nell’implementare questo modello consiste nello stabilire gli angoli �e�per ogni elementino di superficie prima del calcolo della profondità di taglio. Il passaggio iniziale deve essere condotto prima senza il termine della conduzione per stabilire gli angoli iniziali, dopo di che questi angoli vengono usati nella soluzione dell’equazione generale per ogni elemento di superficie. La procedura va iterata fino al raggiungimento della convergenza.
6.5 Modello di Chryssolouris Tale modello viene riportato nel testo dello stesso autore [Chr91] ed è antecedente a quello di Sheng e Cai. Si giunge con esso ad una soluzione molto semplice anche se a costo di drastiche semplificazioni, che consente di determinare lo spessore massimo di taglio fissati i parametri del materiale e della macchina. Il modello al solito considera una superficie di controllo infinitesima al fronte di erosione (fig. 6.9) inclinata di un angolo � con l’asse X e un angolo � con y e colpita da un raggio di intensità J(x,y), con
( ) 222222 //)(
2),( Ryxo
Ryx eJeR
PyxJ +−+− ⋅=⋅
=π (6.40)
Fig. 6.9 – Superficie di controllo al fronte di taglio Ripetendo le considerazioni del paragrafo precedente possiamo scrivere il bilancio termico alla superficie di controllo:
( ) φϑϑρ 22
0
/ tantan1tan222
++⋅⎟⎠⎞
⎜⎝⎛−⋅⋅⋅⋅=⋅⋅
=
+− dxdydndTkdxdyvLdxdyeJa
n
Ryxo
(6.41) dove J0 è la densità di potenza, v la velocità di taglio mentre a è il coefficiente di assorbimento della radiazione incidente. Notiamo già da questo primo bilancio l’estrema semplificazione che considera un coefficiente di assorbimento costante e non in funzione della orientazione dell’elemento di superficie. Tale coefficiente ovviamente è da valutare sperimentalmente con delle prove preliminari. Altre assunzioni fatte riguardano l’avere considerato la distribuzione di energia del raggio gaussiana e il meccanismo di conduzione termica esclusivamente in direzione n ortogonale all’elementino di superficie.

Se il pezzo da tagliare ha uno spessore sottile, possiamo schematizzarlo come corpo seminfinito, considerando la superficie inferiore come adiabatica. In questo modo è lecito assumere la conduzione al fronte di taglio esclusivamente in direzione parallela alla superficie inferiore, cioè nel bidimensionale
ϑ
ηφϑ
η
tantantan10
22
0 ==⎟⎟⎠
⎞⎜⎜⎝
⎛=++⋅⎟
⎠⎞
⎜⎝⎛
ddTdxdy
dndT
n (6.42) dove � è la coordinata parallela alla superficie inferiore del pezzo. In questo modo l’equazione di bilancio termico diviene la seguente
( )0
/ tan222
=
+−⎟⎟⎠
⎞⎜⎜⎝
⎛−⋅⋅⋅=⋅⋅
ηηϑρ
ddTkvLeJa Ryx
o
(6.43) Il gradiente di temperatura al fronte di erosione può essere determinato risolvendo la seguente equazione di conduzione
T
xTv 2∇=
∂∂
⋅α (6.46)
A questo punto si fa l’assunzione che il meccanismo conduttivo non vari ne in area ne in direzione, mantenendosi costantemente lungo la direzione �dunque il laplaciano della equazione precedente diviene
2
22
η∂∂
=∇TT
(6.45) Come riportato nella figura 6.9, essendo � l’angolo formato tra la direzione X e la direzione � è valida la seguente relazione
ζ
ηcos
∂∂
−=∂∂ T
xT
(6.46) L’equazione di conduzione in base a queste assunzioni diventa una equazione differenziale monodimensionale
2
2
cosη
ζηα ∂
∂=
∂∂
⋅−TTv
(6.47)

che viene risolta per sostituzione, ponendo
η∂∂
=Tu
e quindi 2
2
'η∂
∂=
Tu (6.48)
per cui si ottiene
ζ
αcos'
⋅−=v
uu
(6.49) che è una equazione differenziale a variabili separabili. Integrando per due volte si ha la soluzione generale rispetto a T, cioè
2
cos
1
cosc
vecT
v
+−
⋅=
⋅⋅−
ζα
ζηα
(6.50) Fissate le seguenti condizioni al contorno per h=o T=Ts temperatura di superficie (6.51) h→∞ T=T0 temperatura iniziale si calcolano le costanti di integrazione e si ottiene la soluzione del campo di temperatura lungo �che riportiamo di seguito
ζηα
cos
0
0v
s
eTTTT −
=−
−
(6.52) lo scopo tuttavia è quello di valutare il differenziale della temperatura lungo � e cioè fermarsi alla prima integrazione
( ) ζ
αη η
cos00
⋅−⋅−=⎟⎟⎠
⎞⎜⎜⎝
⎛
=
TTvddT
s
(6.53) sostituendo quest'ultima nella equazione di bilancio si ha
( ) ( ) ϑζρϑρ tancostan 0/ 222
TTvcvLeJa spRyx
o −⋅⋅⋅⋅+⋅⋅⋅=⋅⋅ +−
(6.56)

La massima profondità di taglio si ottiene lungo la mezzeria del solco, dove y=0 e anche �=0. Allora possiamo esprimere la pendenza del fronte di erosione lungo la mezzeria come:
( )[ ]0
02
2
tanTTcLv
eJa
sp
Rx
−+⋅⋅⋅⋅
=−
ρθ
(6.55) l’altezza lungo z dell’elementino dA sarà ds=dx•tan� ��� quindi è possibile determinare la profondità di taglio in funzione di x, semplicemente integrando tra -∞ e +∞
∫ ∫∞
∞−
∞
∞−== dxdss θtan
(6.57) e cioè
( )[ ]0
2
2
2
TTcLRvePas
sp
Rx
−+⋅⋅⋅⋅⋅⋅
=−
∞
∞−∫ πρ (6.58)
A questo punto si assume come temperatura sull’elementino della linea media del solco la temperatura di fusione del materiale. Sebbene Ts varia da Tm (temperatura di fusione) al fronte di erosione a T0 (temperatura iniziale del pezzo) l’errore commesso è piccolo poiché il termine esponenziale nella equazione diviene trascurabile per la parte della superficie dove la temperatura non è Tm (cioè per x grandi). Di conseguenza integrando
( )[ ] ( )[ ]LTTcdvPa
LTTcvRRPas
spsp +−⋅⋅⋅⋅⋅⋅
=+−⋅⋅⋅⋅
⋅⋅⋅=
002
2ρπρπ
π
(6.59) dove d=2R è il diametro del fascio laser. Da notare il fatto che la profondità di taglio è proporzionale al termine P/vd che è l’energia incidente per unità di area nel materiale. Inoltre è possibile notare la profondità di taglio s decresce all’aumentare della temperatura di fusione del materiale, della densità e del calore latente di fusione. 6.6 Comportamento del marmo sottoposto all’azione laser Il materiale oggetto di studio è il Perlato Coreno formato per il 99% da carbonato di calcio. Il restante 1% è costiuito da altri minerali disciolti in esso e da “impurezze”, derivanti da un processo di fossilizzazione di organismi animali, che gli conferiscono il

tipico aspetto “perlato”. Nello sviluppo del modello di taglio, ovviamente non si può tenere conto di questa minima percentuale dunque faremo l’ipotesi di materiale omogeneo supponendo appunto che esso sia costituito esclusivamente da CaCO3. Essendo quindi il taglio laser un processo di taglio termico è bene studiare anzitutto il comportamento del materiale nel momento in cui è sottoposto ad un intenso riscaldamento. 6.6.1 Reazione di decomposizione del carbonato di calcio Per riscaldamento il carbonato di calcio si dissocia in ossido di calcio, solido, ed in anidride carbonica, gassosa, secondo la seguente reazione: CaCO3 ↔ CaO + CO2 Si tratta di un equilibrio eterogeneo per la presenza di tre fasi distinte. I componenti chimici indipendenti sono due, in quanto la composizione del CaCO3, può essere descritta indicando le percentuali di CaO e di CO2 in esso formalmente contenuti; i fattori fisici attivi sono due, temperatura e pressione, l’equilibrio è dunque monovariante, infatti, secondo la regola delle fasi V = 2+2-3=1 Tutte le fasi hanno composizione fissa perché sono costituite ognuna da un solo composto chimico, le variabili del sistema si riducono così ai due fattori fisici. In condizioni di equilibrio ad ogni temperatura deve di conseguenza corrispondere una ben definita pressione di CO2 (tensione di dissociazione) e viceversa. Alcuni dei valori della tensione di dissociazione sono riportati in tabella 6.1
Temperatura ( °C)
PCO2 ( mm Hg )
600 3 650 11 700 31 750 85 800 208 850 663 882 760 900 992
Tab. 6.1 – Tensione di dissociazione del carbonato di calcio

In teoria il carbonato di calcio potrebbe decomporsi a qualsiasi temperatura purchè nell’ambiente circostante fosse mantenuta una pressione di anidride carbonica inferiore a quella di equilibrio. In pratica per avere una dissociazione completa occorre raggiungere la temperatura alla quale la tensione di dissociazione uguaglia la pressione atmosferica. 6.6.2 Ipotesi sul meccanismo di asportazione del materiale Già si intuisce a questo punto che il meccanismo di asportazione del materiale nel caso del marmo è sostanzialmente diverso da quelli che normalmente si verificano per gli altri materiali, descritti al 6.2. In questo caso infatti quando il raggio laser colpisce il pezzo, fornendogli energia termica, non si ha né una fusione né vaporizzazione da parte di questo ma una semplice reazione di decomposizione. Quando il carbonato di calcio viene cotto in forno, per la preparazione della calce aerea, l’anidride carbonica ha tutto il tempo di evacuare e di far depositare l’ossido di calcio in fase polverosa. Nel caso di riscaldamento mediante laser invece i tempi in cui si sviluppa la reazione sono molto brevi a causa degli elevatissimi gradienti termici, dunque l’anidride carbonica nel momento in cui si forma espande rapidamente essendo in fase gassosa, trascinando con se le particelle di ossido di calcio. Queste tuttavia rimangono allo stato solido in quanto la temperatura di fusione del CaO è 2570 °C, ben al disopra di quella necessaria per far avvenire la reazione. La conferma di ciò è stata ottenuta raccogliendo le polveri formatesi durante alcune prove di taglio del marmo col laser e sottoponendole ad analisi diffrattometrica ai raggi X.
Fig. 6.10 – Analisi diffrattometrica ai raggi X effettuata su un campione di polveri raccolte durante le prove di taglio laser di marmo

Il risultato delle analisi è riportato nella Fig. 6.10 dove si vede chiaramente che i componenti sono i seguenti: Ossido di calcio CaO, che non presenta cristalli risolidificati da precedenti fusioni Idrossido di calcio Ca(OH)2 formatosi per idratazione dell’ossido di calcio in quanto estremamente reattivo Carbonato di calcio CaCO3 che non si è decomposto poiché trascinato via dalla anidride carbonica e dall’ossido di calcio durante il taglio Proprio in riferimento a quest’ultimo punto bisogna considerare il fatto che il solco di taglio generato dal raggio laser è molto stretto, dell’ordine di qualche decimo o del millimetro; nel momento in cui si ha la formazione di una fase gassosa a quelle temperature, si ha una sua rapidissima espansione. Se consideriamo il rapporto tra la densità del marmo e dell’anidride carbonica si comprende facilmente che le velocità di uscita dal solco di taglio di questa fase possono essere prossime a quelle soniche dunque l’effetto erosivo sulle pareti del solco può essere considerevole. La temperatura di dissociazione del carbonato di calcio è di 882 °C alla pressione di 1atm, tuttavia lo strato di gas immediatamente adiacente alla zona di calcare in via di decomposizione è costituito da anidride carbonica quasi pura, peraltro anche ad una pressione superiore di quella atmosferica. Questo si traduce in un innalzamento della temperatura di decomposizione che può essere stimato attorno ai 900-950 °C. Per minimizzare questo effetto è dunque indispensabile l’impiego del getto d’aria ad elevata pressione coassiale al fascio che rimuove l’anidride carbonica. Altro effetto non meno importante del getto è quello di rimuovere le particelle di ossido di calcio e di carbonato di calcio che causano un effetto schermante al fascio avendo un discreto coefficiente di assorbimento della radiazione. E’ ovvio che nel caso del taglio del marmo non può essere d’aiuto né l’impiego di un gas reattivo come l’ossigeno né quello di un gas inerte come l’azoto, poiché la reazione di dissociazione non può essere accelerata se non attraverso il controllo dei fattori fisici di temperatura e pressione. 6.6.3 Proprietà ottiche della calcite Il fenomeno della rifrazione si ha quando un’onda elettromagnetica nel passaggio da un mezzo ad un altro cambia in direzione. L’indice di rifrazione è il rapporto geometrico tra l’angolo di incidenza (angolo formato dalla direzione della radiazione incidente con la normale al piano del cristallo) e l’angolo di rifrazione (angolo con cui il raggio penetra nel cristallo sempre rispetto alla normale). La legge di Snell della rifrazione si enuncia come segue
ri nn θθ sinsin 21 ⋅=⋅ (6.60) dove �ie�rsono gli angoli di incidenza e di riflessione, n1 l’indice di rifrazione del primo mezzo (che quasi sempre è aria e dunque pari ad uno), e n2 quello del secondo. La 6.60 può allora essere messa nella forma seguente
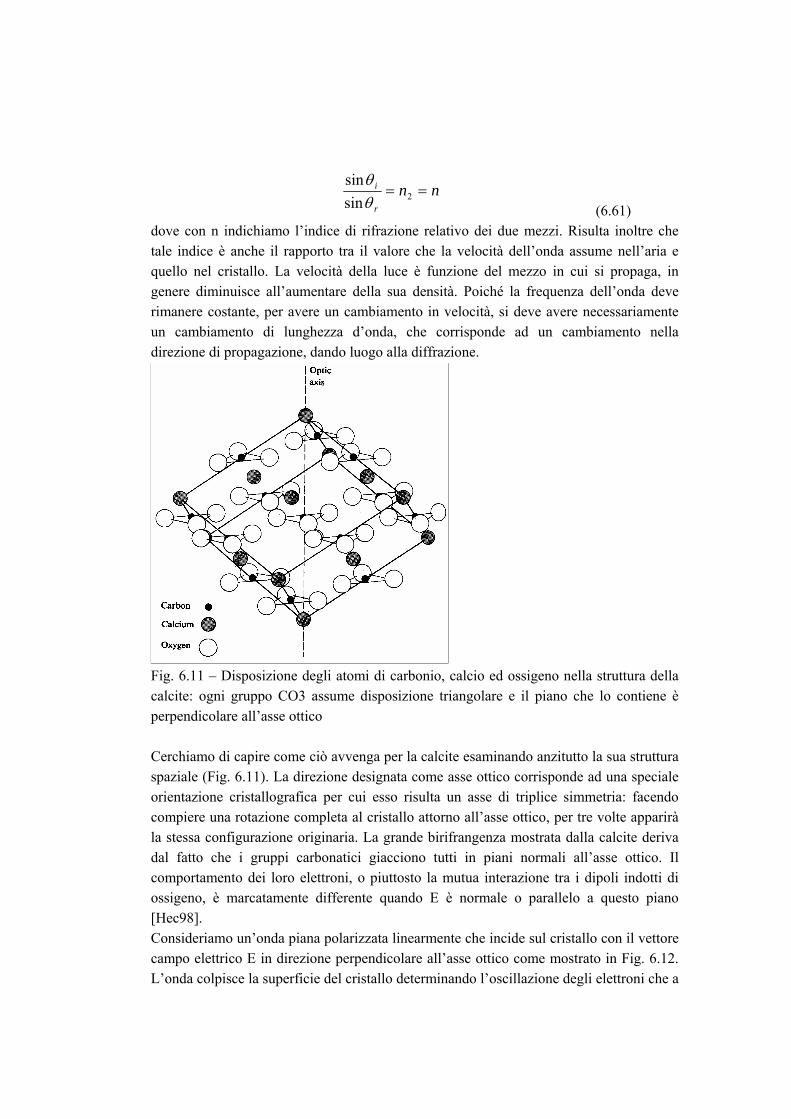
nn
r
i == 2sinsin
θθ
(6.61) dove con n indichiamo l’indice di rifrazione relativo dei due mezzi. Risulta inoltre che tale indice è anche il rapporto tra il valore che la velocità dell’onda assume nell’aria e quello nel cristallo. La velocità della luce è funzione del mezzo in cui si propaga, in genere diminuisce all’aumentare della sua densità. Poiché la frequenza dell’onda deve rimanere costante, per avere un cambiamento in velocità, si deve avere necessariamente un cambiamento di lunghezza d’onda, che corrisponde ad un cambiamento nella direzione di propagazione, dando luogo alla diffrazione.
Fig. 6.11 – Disposizione degli atomi di carbonio, calcio ed ossigeno nella struttura della calcite: ogni gruppo CO3 assume disposizione triangolare e il piano che lo contiene è perpendicolare all’asse ottico Cerchiamo di capire come ciò avvenga per la calcite esaminando anzitutto la sua struttura spaziale (Fig. 6.11). La direzione designata come asse ottico corrisponde ad una speciale orientazione cristallografica per cui esso risulta un asse di triplice simmetria: facendo compiere una rotazione completa al cristallo attorno all’asse ottico, per tre volte apparirà la stessa configurazione originaria. La grande birifrangenza mostrata dalla calcite deriva dal fatto che i gruppi carbonatici giacciono tutti in piani normali all’asse ottico. Il comportamento dei loro elettroni, o piuttosto la mutua interazione tra i dipoli indotti di ossigeno, è marcatamente differente quando E è normale o parallelo a questo piano [Hec98]. Consideriamo un’onda piana polarizzata linearmente che incide sul cristallo con il vettore campo elettrico E in direzione perpendicolare all’asse ottico come mostrato in Fig. 6.12. L’onda colpisce la superficie del cristallo determinando l’oscillazione degli elettroni che a
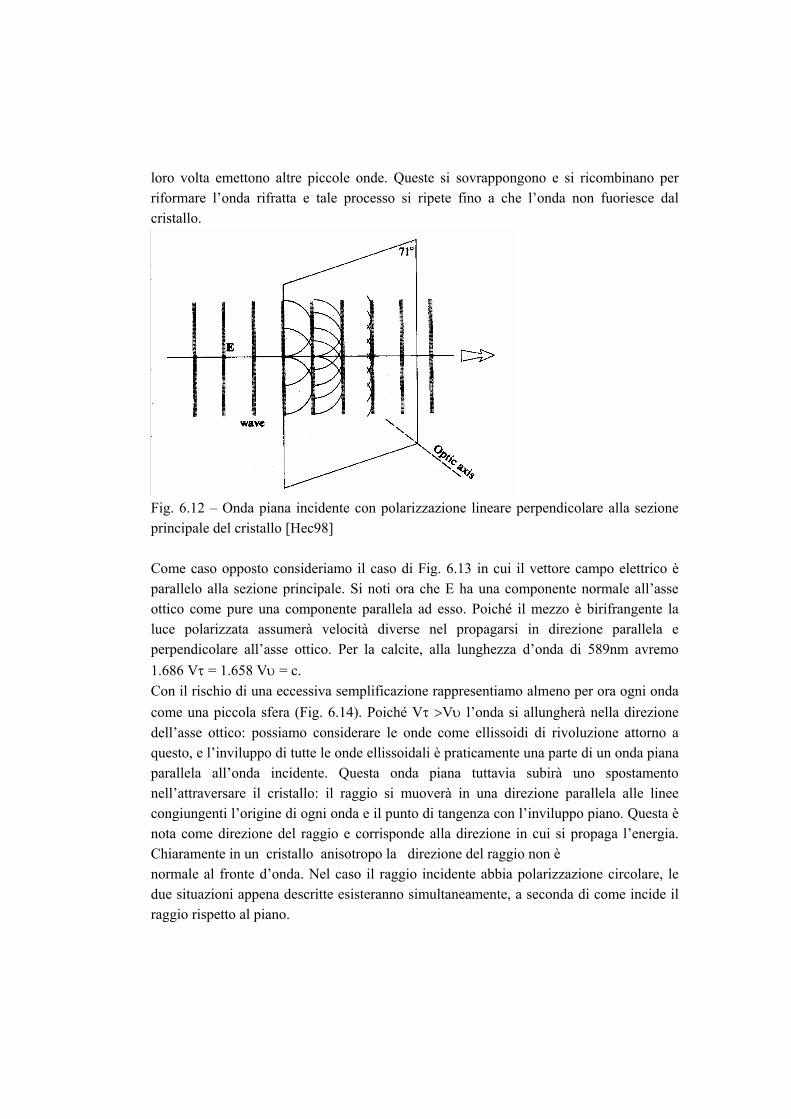
loro volta emettono altre piccole onde. Queste si sovrappongono e si ricombinano per riformare l’onda rifratta e tale processo si ripete fino a che l’onda non fuoriesce dal cristallo.
Fig. 6.12 – Onda piana incidente con polarizzazione lineare perpendicolare alla sezione principale del cristallo [Hec98] Come caso opposto consideriamo il caso di Fig. 6.13 in cui il vettore campo elettrico è parallelo alla sezione principale. Si noti ora che E ha una componente normale all’asse ottico come pure una componente parallela ad esso. Poiché il mezzo è birifrangente la luce polarizzata assumerà velocità diverse nel propagarsi in direzione parallela e perpendicolare all’asse ottico. Per la calcite, alla lunghezza d’onda di 589nm avremo 1.686 Vτ = 1.658 Vυ = c. Con il rischio di una eccessiva semplificazione rappresentiamo almeno per ora ogni onda come una piccola sfera (Fig. 6.14). Poiché Vτ >Vυ l’onda si allungherà nella direzione dell’asse ottico: possiamo considerare le onde come ellissoidi di rivoluzione attorno a questo, e l’inviluppo di tutte le onde ellissoidali è praticamente una parte di un onda piana parallela all’onda incidente. Questa onda piana tuttavia subirà uno spostamento nell’attraversare il cristallo: il raggio si muoverà in una direzione parallela alle linee congiungenti l’origine di ogni onda e il punto di tangenza con l’inviluppo piano. Questa è nota come direzione del raggio e corrisponde alla direzione in cui si propaga l’energia. Chiaramente in un cristallo anisotropo la direzione del raggio non è normale al fronte d’onda. Nel caso il raggio incidente abbia polarizzazione circolare, le due situazioni appena descritte esisteranno simultaneamente, a seconda di come incide il raggio rispetto al piano.

Fig. 6.13 – Onda piana incidente polarizzata parallelamente al piano principale
Fig. 6.14 - Propagazione dell’onda all’interno della calcite Tutto questo per dire che la simmetria del cristallo ha notevole influenza sull’indice di rifrazione. Mentre i cristalli isometrici hanno la stessa struttura in tutte le direzioni e dunque un solo indice di rifrazione, i trigonali (come la calcite), esagonali e tetragonali hanno differenti strutture lungo gli assi primari e quindi hanno due indici di rifrazione: uno lungo l’asse ottico primario, e l’altro lungo ogni altra direzione. La differenza tra il più alto e il più piccolo degli indici di rifrazione è chiamata birifrangenza. Tale parametro risulta molto alto per i carbonati e pochi altri minerali: la calcite in particolare ha uno dei più alti gradi di birifrangenza.

Fig. 6.15 – Andamento degli indici di rifrazione nel cristallo di calcite in direzione parallela e perpendicolare al piano principale in funzione della lunghezza d’onda della radiazione incidente. 6.7 Sviluppo del modello di taglio Il modello proposto per il taglio laser è un modello di tipo energetico, fortemente ispirato a quello realizzato da Cai e Sheng trattato nel capitolo precedente. Quest’ultimo è stato già applicato con successo a materiali strutturalmente molto diversi fra loro, come l’acciaio inossidabile, l’allumina e il polimetilmetacrilato e ci è parso il più adatto ad interpretare il meccanismo di erosione anche nel caso del marmo, ovviamente con le opportune correzioni. Assumendo una distribuzione assialsimmetrica della intensità della radiazione, materiale isotropo e velocità di taglio costante, il problema dell’interazione laser-materia diviene stazionario, e inoltre la geometria del solco, nonché il problema dello scambio termico diventano assialsimmetrici [Tan98]. Il modello implementato determina la forma e le dimensioni della geometria del solco di taglio su un percorso rettilineo considerando le seguenti variabili: caratteristiche del materiale che deve essere tagliato (Perlato di Coreno): spessore, densità, calore specifico, conducibilità termica, ecc. caratteristiche della macchina: raggio non focalizzato, lunghezza d’onda, modo temporale, lunghezza focale e divergenza parametri di processo: velocità di taglio, potenza e posizione del fuoco

La formazione del profilo del solco di taglio può essere prevista eseguendo un bilancio energetico tra l’energia assorbita, la conduzione all’interno del materiale di base secondo un cammino finito diretto come la perpendicolare localmente all’elementino di superficie considerato e l’energia associata alla trasformazione del volume di materiale che viene rimosso. In questo modello si considera la divergenza del fascio laser e la dipendenza della assorbività del materiale in funzione dell’angolo di incidenza tra la radiazione ed il fronte di taglio, mentre si considera il fenomeno conduttivo esclusivamente in direzione normale alla superficie di incidenza. Di seguito riportiamo le assunzione fatte: Il meccanismo di rimozione del materiale non è né per evaporazione, né per fusione bensì per decomposizione del carbonato di calcio riscaldato dalla radiazione incidente; si trascurano dunque effetti di rimozione secondaria dovuti all’azione dei gas o alle particelle di materiale rimosso. I prodotti della decomposizione vengono allontanati immediatamente dalla zona di taglio dal getto d’aria coassiale al fascio, pertanto si assume che non si hanno formazioni di plasma al fronte di taglio o assorbimenti secondari da parte dell’ossido di calcio. Tale assunzione risulta veritiera nel caso di taglio passante specie se si opera a potenze e pressioni elevate. L’influenza del raffreddamento causato dal gas da taglio viene trascurata, dunque il parametro pressione del gas non viene considerato. Si considera la sola riflessione primaria della radiazione sulla superficie del fronte di taglio, trascurando le riflessioni secondarie all’interno del fronte stesso. a = coefficiente di assorbimento P = Potenza in uscita del laser Cp = calore specifico Q = variazione entalpica della reazione dA = area dell’elementino R = raggio del fascio laser dx = proiezione dell’elementino lungo X Td = temperatura inizio trasformazione Dy = proiezione dell’elementino lungo Y T0 = temperatura ambiente F = lunghezza focale V = velocità di taglio I = intensità radiazione incidente �= angolo formato con l’asse X K = coefficiente di conducibilità termica �� angolo formato con l’asse Y n = versore normale al fronte di taglio �= fattore di forma della gaussiana Ni = indice di rifrazione del primo mezzo �= densità del materiale Nt = indice di rifrazione del secondo mezzo
�= percorso conduttivo
Tab. 6.2 – Nomenclatura adoperata nella trattazione Di seguito vengono ricavati i tre termini dell’equazione di bilancio energetico in maniera simile a quanto fatto precedentemete nel modello di taglio per fusione ed evaporazione.

Ovviamente a causa della diversa dinamica con cui si esplica il fenomeno sono necessarie alcune considerazioni che portano a variazioni nella trattazione, pertanto ci soffermeremo solo su queste avendo già illustrato lo sviluppo generale in precedenza. Nella tabella 6.2 viene illustrata la simbologia adottata nella trattazione. 6.7.1 Discretizzazione della superficie del solco Il fronte di taglio viene suddiviso in aree elementari dA ad ognuna delle quali viene associata la direzione normale n lungo cui verrà poi integrata l’equazione differenziale della conduzione.
Fig. 6.16 – Elementino di superficie sul fronte di taglio: il sistema di coordinate è allineato con l’asse centrale del fascio laser. Dalla posizione e dall’orientamento di ogni area viene determinato il profilo del fronte di taglio. La relazione geometrica tra l’area dell’elementino e le sue proiezioni sul sistema di riferimento è la seguente
(6.62)
6.7.2 Energia della radiazione incidente assorbita Si assume che il raggio abbia una intensità di distribuzione Gaussiana della forma:
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅+
−⋅⋅
= 2
22
2 )(exp
)(),(
Ryx
RPyxI
ζζπ (6.63) dove P è la potenza, �è il fattore di forma che definisce la effettiva forma della distribuzione e R è il raggio del fascio per cui la sua intensità si riduce di e-1/�^2. La quantità totale di energia incidente su un punto distante u,y dal centro può essere valutata integrando la distribuzione spaziale di energia lungo l’asse x, così l’energia che viene assorbita dall’elementino al fronte di taglio è data dalla seguente espressione
φθ 22 tantan1 ++=dA

(6.64)
dove V è la velocità di taglio e R(z) è dato dalla 6.15. In questa la stima più difficile da fare è il valore del coefficiente di assorbimento a, funzione non solo del tipo di materiale, ma anche di altri fattori, primo fra tutti l’orientazione dell’elementino di superficie. Si è discusso al 6.6.3 dei diversi indici di rifrazione che ha il cristallo della calcite, ma vediamo ora di correlare tali indici ad un coefficiente che ci fornisca il valore percentuale della radiazione incidente che viene assorbita dal materiale. A questo scopo bisogna ricorrere alle leggi dell’ottica, in particolare all’approccio elettromagnetico della propagazione della luce. Consideriamo un’onda elettromagnetica monocromatica incidente su una superficie piana separante due mezzi isotropi: qualora l’onda sia polarizzata linearmente e i due corpi siano dielettrici si possono presentare i due casi limite seguenti: Onda polarizzata incidente con il vettore campo elettrico E perpendicolare al piano di incidenza (piano formato dalle direzione di incidenza, riflessione e rifrazione) Fig. 6.17
Fig. 6.17 – Onda con polarizzazione lineare incidente sul piano di separazione di due mezzi col vettore campo elettrico perpendicolare al piano di incidenza Tralasciando la trattazione matematica dell’approccio elettromagnetico alle leggi della rifrazione in quanto esula dal nostro scopo, riportiamo direttamente l’equazione che lega il coefficiente di trasmissione �agli indici di rifrazione, cioè
(6.65)
duzR
yuVzRPyua
VduyuIyuazyxE
xx
b ⎟⎟⎠
⎞⎜⎜⎝
⎛ +−
⋅⋅⋅
=⋅= ∫∫ ∞−∞− 2
22
2 )(exp
)(),(),(),(),,(
π
ttii
ii
nnn
θθθτcoscos
cos2⋅+⋅
⋅⋅=⊥

dove ni e �i sono rispettivamente l’indice di rifrazione del primo mezzo e l’angolo di incidenza, mentre nt e �t l’indice di rifrazione del secondo mezzo e l’angolo di rifrazione. Onda polarizzata incidente con il vettore campo elettrico E parallelo al piano di incidenza
Fig. 6.18 – Onda con polarizzazione lineare incidente sul piano di separazione di due mezzi col vettore campo elettrico parallelo al piano di incidenza In questo caso il coefficiente di trasmissione viene definito dalla seguente relazione:
(6.66)
Nel caso del taglio mediante sistema laser si ha polarizzazione lineare o come più spesso accade polarizzazione circolare del fascio, quindi si possono verificare entrambi i casi sopra citati. Pertanto valuteremo il coefficiente di assorbimento come media dei due valori dei coefficienti di trasmissione, cioè verrà posto
(6.67)
itti
ii
nnn
θθθτcoscos
cos2// ⋅+⋅
⋅⋅=
2//ττ +
= ⊥a

Precisiamo che le equazioni dei coefficienti di trasmissione sono esatte solo nel caso in cui i mezzi in cui si propaga la radiazione siano dielettrici, omogenei ed isotropi, dunque l’approssimazione fatta, tranne che per l’isotropia si può ritenere sufficientemente valida. Altra approssimazione da fare riguarda i valori degli indici di rifrazione. Per quel che riguarda il primo mezzo, essendo aria possiamo porre ni=1, anche se bisognerebbe tenere comunque conto dell’assorbimento dello strato immediatamente sopra il fronte di taglio dove troviamo particelle di calcio e ossido di calcio. La stima del secondo indice al contrario è ben più difficile. Questa , come detto precedentemente dovrebbe essere fatta per il materiale in questione e alla lunghezza d’onda di 10.6�m. Tuttavia non avendo a disposizione questi dati si è stimato tale valore come media dei due indici di rifrazione della calcite, valutati a loro volta per interpolazione con degli indici a diverse lunghezze d’onda. Per calcolare il coefficiente di assorbimento ci si avvale inoltre della legge di Snell (6.60) e della seguente relazione geometrica:
φϑβ
221tantan1
1cos++
= (6.68)
In questo modo “a” è funzione solo degli angoli �e� cioè delle coordinate spaziali. 6.7.3 Energia richiesta per la reazione di decomposizione La reazione di decomposizione del carbonato di calcio è una reazione fortemente endotermica; per produrre una chilomole di ossido di calcio (56Kg) occorrono teoricamente 62500 Kcal [Bri91]. Risolvendo la relazione chimica e impostando una semplice proporzione si ricava che per ottenere la trasformazione di 1 Kg di CaCO3 occorrono ben 1779 KJ. A questa quantità bisognerà aggiungere anche l’energia necessaria per portare un Kg di materiale dalla temperatura ambiente (To=25°C) a quella a cui avviene la trasformazione (Td=920°C), ottenuta dal prodotto della capacità termica del marmo per l’intervallo di temperatura. La capacità termica di un materiale è un coefficiente che varia in funzione della temperatura e per i solidi amorfi generalmente si ha una proporzionalità diretta. Anche in questo caso, non avendo a disposizione la funzione che lega queste due variabili si è deciso di ricavare Cp assumendo una sua dipendenza lineare da T ed estrapolando i valori da quelli riportati in letteratura. Più precisamente sono stati trovati i calori specifici del carbonato di calcio a due diverse temperature: zero e cinquanta gradi centigradi, da cui si è ricavato un valore di Cp pari a 16.7 W/mK. La equazione 6.30 a questo punto diventa:
dxdyyxzTTcQdxdyyxE dpTras ⋅⋅−+= ),())((),( 0ρ (6.69) dove Q è il �H della reazione di decomposizione e � al solito la densità.
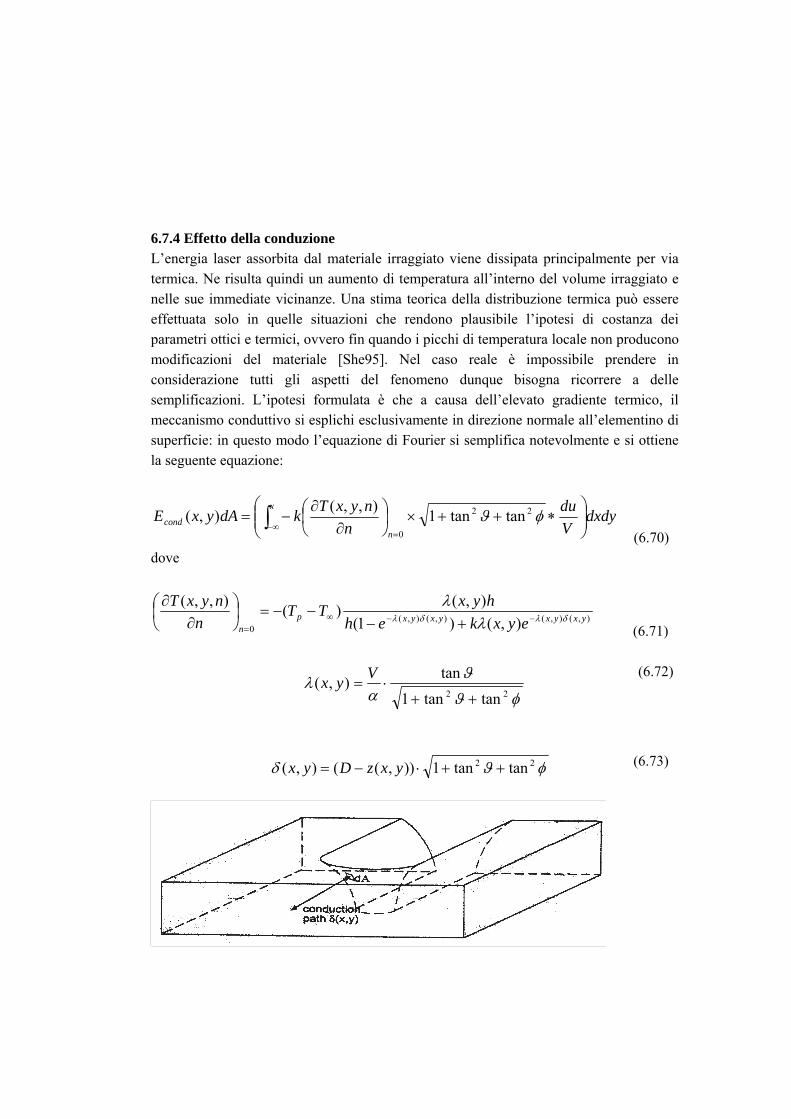
6.7.4 Effetto della conduzione L’energia laser assorbita dal materiale irraggiato viene dissipata principalmente per via termica. Ne risulta quindi un aumento di temperatura all’interno del volume irraggiato e nelle sue immediate vicinanze. Una stima teorica della distribuzione termica può essere effettuata solo in quelle situazioni che rendono plausibile l’ipotesi di costanza dei parametri ottici e termici, ovvero fin quando i picchi di temperatura locale non producono modificazioni del materiale [She95]. Nel caso reale è impossibile prendere in considerazione tutti gli aspetti del fenomeno dunque bisogna ricorrere a delle semplificazioni. L’ipotesi formulata è che a causa dell’elevato gradiente termico, il meccanismo conduttivo si esplichi esclusivamente in direzione normale all’elementino di superficie: in questo modo l’equazione di Fourier si semplifica notevolmente e si ottiene la seguente equazione:
dxdyVdu
nnyxTkdAyxE
x
ncond ⎟⎟
⎠
⎞⎜⎜⎝
⎛∗++×⎟
⎠⎞
⎜⎝⎛
∂∂
−= ∫ ∞−=
φϑ 22
0
tantan1),,(),( (6.70)
dove
),(),(),(),(0 ),()1(
),()(),,(yxyxyxyxp
n eyxkehhyxTT
nnyxT
δλδλ λλ
−−∞= +−
−−=⎟⎠⎞
⎜⎝⎛
∂∂
(6.71)
(6.72)
(6.73)
φϑ
ϑα
λ22 tantan1
tan),(++
⋅=Vyx
φϑδ 22 tantan1)),((),( ++⋅−= yxzDyx

Fig. 6.19 – Percorso conduttivo �all’interno del materiale: per ipotesi la conduzione avviene in direzione normale all’elementino di superficie dA. 6.7.5 Bilancio energetico E’ possibile a questo punto stabilire un bilancio energetico per ogni elementino di superficie tra le tre quantità appena definite:
(6.74)
Precisiamo infine che tutte le argomentazioni svolte finora sarebbero valide nel caso di livelli di irraggiamento non troppo elevati, che consentissero l’assunzione di costanza dei parametri fisici. Quando la fluenza, l’intensità o l’energia laser superano un certo livello di soglia, è possibile individuare una serie di fenomeni cosiddetti non lineari , che invalidano significativamente le trattazioni della propagazione ottica, della dissipazione termica fino a qui considerate oltre che della possibilità di generazione di onde acustiche all’interno del materiale lavorato. Così ad esempio è possibile evidenziare brusche variazioni di riflettanza e delle leggi di propagazione ottica, oppure grossi gradienti termici ed acustici, associate ad elevate intensità di irraggiamento. Le dinamiche che portano a tali effetti possono essere molto differenziate e in alcuni casi non sono ancora del tutto note; inoltre in molti casi si ha una compensazione reciproca di tutti questi effetti minori il che rende minimo l’errore commesso per il fatto di averli trascurati. 6.8 Soluzione del modello Andando a sommare tutti i termini del bilancio energetico, otteniamo l’equazione 6.75 in cui i coefficenti a, R, �e � sono funzione dell’orientazione e della posizione dell’elementino; risulta pertanto evidente che il modello non presenta soluzione in forma chiusa, dunque necessita l’implementazione al calcolatore.
La equazione 6.75 andrebbe risolta numericamente eseguendo una discretizzazione che prevede un dominio di calcolo nel piano XY di almeno 20 Rf per 20 Rf e di tutto lo spessore D lungo l’asse Z, con uno step dell’ordine del centesimo di millimetro. La principale difficoltà tuttavia risiede nella determinazione degli angoli �e�per ogni elementino di superficie prima di calcolare la profondità di taglio. Questi andrebbero dapprima valutati trascurando il termine conduttivo, dopo di che sostituiti nella equazione
( )( )
( )( )[ ] )75.6(
),(1
tantan1),(
),(),(
exp),(
),(
),(),(),(),(
22
02
22
2
dxdydueyxkehV
hyxTTk
dxdyyxzTTcQdxdyduyuR
yuVyuR
Pyua
x
yxyxyxyx
od
dp
x
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
⋅+−⋅⋅
++⋅⋅⋅−⋅+
+⋅⋅−+⋅=⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛ +−
∗∗
∫
∫
∞− ⋅−⋅−
∞−
δλδλ λ
φθλ
ρπ
dxdyyxEdAyxEdxdyyxE trascondb ),(),(),( +=

generale; andrebbe poi iterato questo procedimento fino a convergenza. Si intuisce che la ricerca della soluzione completa tridimensionale risulta comunque molto difficile e richiede una enorme quantità di calcoli; per tale motivo si è deciso di semplificare il problema facendo le seguenti considerazioni: Se abbiamo fatto l’ipotesi di materiale omogeneo ed isotropo nonché quella di taglio rettilineo con velocità costante e distribuzione assialsimmetrica di energia nel raggio, allora la geometria del solco di taglio nel piano ortogonale alla velocità di avanzamento deve mantenersi costante. In questo modo possiamo affrontare il problema nel bidimensionale eliminando la variabilità lungo l’asse X (che entra in gioco solo nella densità di potenza incidente) e quindi considerare l’equazione differenziale (6.76) nelle variabili [u,D] L’inclinazione dell’elementino deve ora essere vista nel piano dunque si considera il solo angolo � in quanto � descriverebbe il profilo parallelamente all’asse di taglio, cosa che potrebbe interessare solo nel caso di taglio interrotto. L’angolo �viene considerato solo nella soluzione della equazione della conduzione nel termine �(x,y) dove viene posto pari ad un valore piccolissimo onde evitare l’annullamento di questo. La conduzione all’interno del materiale di base è grandemente semplificata in termini di quantità di calcoli richiesta, anche dall’uso di riferimenti locali. In relazione alle considerazioni appena svolte il problema si risolve integrando la seguente equazione differenziale:
(6.76)
con
δλδλ λ
λ⋅−⋅−∞ ⋅⋅+−⋅
⋅−=
ekehhTT
dndT
p )1()(
(6.77) dove
(6.78)
mentre � è dato dalla seguente espressione, come possibile ricavare dalla fig. 6.20
φδ
cosDb −
= (6.79)
φϑ
ϑα
λ22 tantan1
tan++
⋅=V
( )
( )[ ]0
22
22
2 tan12exp),(
TTcQdndT
Vk
Ryu
RVPa
Duengdp −+
+−⎟⎟⎠
⎞⎜⎜⎝
⎛ +−
⋅⋅⋅
=ρ
θπ

Fig. 6.20 – Percorso conduttivo nel bidimensionale. 6.8.1 Implementazione al calcolatore Sempre grazie alla simmetria il problema viene ulteriormente semplificato nei calcoli andando a prendere in considerazione una sola metà del profilo nel piano YZ per poi ottenere il profilo completo dal ribaltamento di questo rispetto all’asse Y. La strategia risolutiva parte dalla discretizzazione del vettore [0,Ymax] giacente sull’asse delle Y in n punti (generalmente tra 30 e 50 per avere una buona definizione senza appesantire troppo i calcoli) come possibile vedere in fig. 6.21. A questo punto si genera un vettore per l’angolo �che viene fatto variare tra 0° e 88°, valori entro cui può oscillare l’angolo formato dall’elementino che definisce il solco e l’asse delle Y. Vengono dunque fissati diversi valori di tentativo per l’angolo � e sostituiti uno per volta nella eq. 6.76 che viene integrata e fornisce la soluzione rispetto a Z, cioè la profondità a cui deve scendere l’elementino. Con questo valore tramite una relazione geometrica riportata nella fig. 6.22 ricaviamo nuovamente l’angolo �che andrà confrontato con quello di tentativo e andrà valutato lo scarto. Si ripete questo procedimento per tutti i valori di tentativo ovviamente scegliendo di volta in volta quello che fornisce il minimo scarto e si ottiene la soluzione completa.
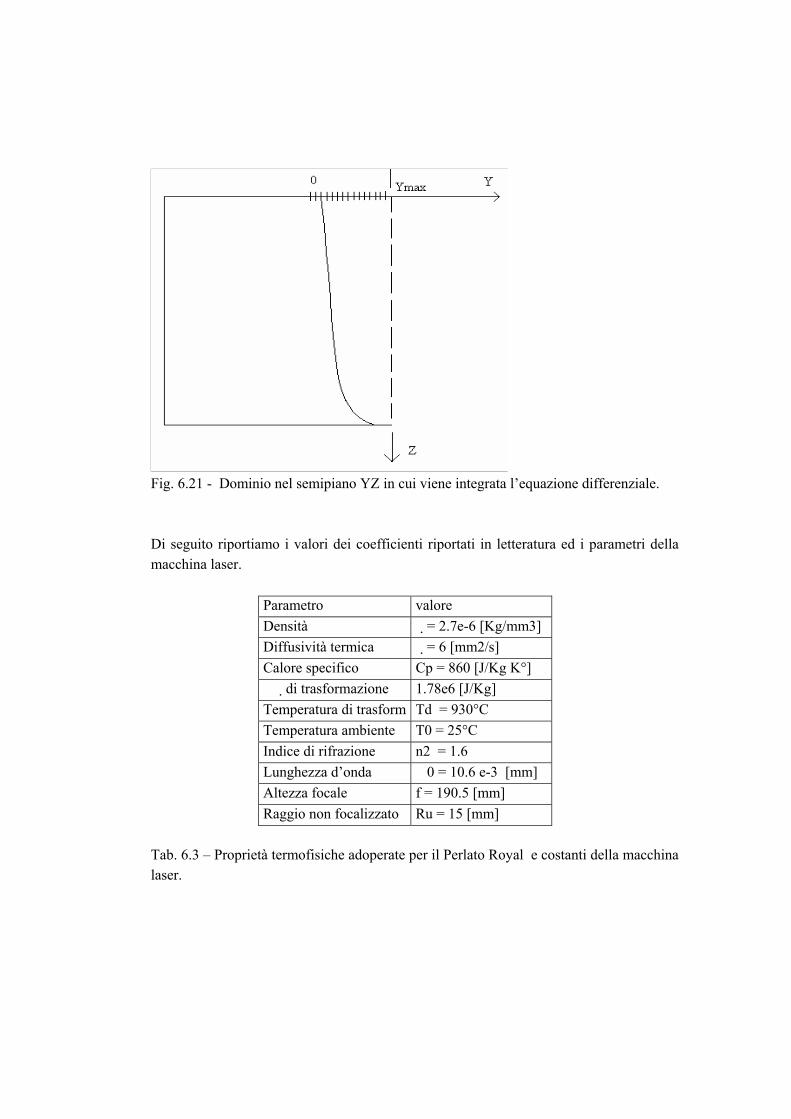
Fig. 6.21 - Dominio nel semipiano YZ in cui viene integrata l’equazione differenziale. Di seguito riportiamo i valori dei coefficienti riportati in letteratura ed i parametri della macchina laser.
Parametro valore Densità �= 2.7e-6 [Kg/mm3] Diffusività termica �= 6 [mm2/s] Calore specifico Cp = 860 [J/Kg K°] ��di trasformazione 1.78e6 [J/Kg] Temperatura di trasform Td = 930°C Temperatura ambiente T0 = 25°C Indice di rifrazione n2 = 1.6 Lunghezza d’onda �0 = 10.6 e-3 [mm] Altezza focale f = 190.5 [mm] Raggio non focalizzato Ru = 15 [mm]
Tab. 6.3 – Proprietà termofisiche adoperate per il Perlato Royal e costanti della macchina laser.

6.9 Validazione del modello 6.9.1 Sistema di taglio Le prove sperimentali sono state eseguite con un laser a CO2 da taglio della potenza massima di 2.5 Kw operante in modalità continua e TEM00 alla lunghezza d’onda di 10.6�m. Il fascio laser proveniente dalla sorgente (Ru=8.5 mm), trasportato da un sistema a specchi, viene dapprima polarizzato, quindi focalizzato tramite una lente in La variazione della potenza d’uscita avviene in continuo, come impostazione del valore percentuale della massima, tra il 20 e il 100%. L’ugello da taglio adoperato, è di forma conica e presenta un foro in uscita del diametro di 1.5 mm. Attraverso questo viene fatto uscire il gas di processo, che può essere semplice aria, azoto o ossigeno, ad una pressione massima di 16 atm. Il sistema di movimentazione è di tipo cartesiano, con un sistema di serraggio pneumatico, che consente spostamenti del pezzo lungo i tre assi rispetto alla testa che rimane ferma.; il tutto viene gestito tramite controllo numerico. La testa da taglio è racchiusa all’interno di una cabina, mentre sotto di essa viene trasportato il pezzo da lavorare. Un limite di tale macchina consiste nel fatto che essendo destinata al taglio di lamiere permette il passaggio di pezzi aventi uno spessore massimo di 12mm. Al disotto della testa vi è il sistema di aspirazione che provvede ad aspirare tutti i fumi e i residui della lavorazione e a convogliarli all’interno di un contenitore per poi essere smaltiti. Ciò consente non solo di lavorare in un ambiente estremamente pulito ma migliora nettamente la qualità del taglio in quanto viene evitato a residui e scorie di depositarsi sul pezzo in lavorazione. 6.9.2 Modalità di esecuzione delle prove A causa della limitazione sullo spessore massimo consentito, per poter eseguire le prove sono state realizzate delle marmette ad hoc delle dimensioni di 150x300x10 mm con un lato lucido, ottenute per taglio e successiva levigatura di marmette standard, comunemente disponibili in commercio, delle dimensioni di 300x300x20 mm. Altro problema riguardava il fissaggio della marmetta al sistema di movimentazione. Essendo infatti il Coreno un materiale molto fragile, accadeva facilmente che la mattonella si rompesse nel momento in cui veniva presa dal gripper. Si è deciso dunque di interporre tra questa e le ganasce dei lamierini in alluminio in modo da evitare eccessive sollecitazioni meccaniche. Ovviamente tale problema non si avrebbe nel caso di sistema di movimentazione con tavola portapezzo. Venendo alla modalità di esecuzione delle prove sono state attuate due differenti metodologie, a seconda che il taglio fosse passante o non passante attraverso tutto lo spessore del pezzo. Nel primo caso, per ottenere una velocità di taglio costante e allo stesso tempo un solco non eccessivamente lungo, il punto di partenza (A), dove cioè viene acceso il laser, è stato preso al difuori del campione (Fig. 6.22). Il taglio non è stato esteso a tutta la marmetta, ma è stato interrotto in un punto interno di questa (B) spegnendo solo la sorgente laser, senza fermare il pezzo in movimento e il gas di

processo, così da avere sempre il valore istantaneo del fronte di taglio lungo tutto il solco. Questo perché le osservazioni geometriche della sezione trasversa del kerf devono essere effettuate con la parte posteriore del campione ancora non tagliata e rigida, in modo da evitare errori di misurazione dovuti al raccostamento delle due metà.
Fig. 6.22 – Modalità di esecuzione della prova di taglio passante: il raggio laser viene acceso nel punto A e spento in B. Nel caso di taglio non passante, ovvero di scanalatura, il fascio laser è stato acceso (A) e spento (B) sempre quando si trovava al di fuori del pezzo In questo modo sono state possibili due misurazioni del profilo del solco sulle due facce del pezzo che vedevano rispettivamente il raggio entrante ed uscente da esso. 6.9.3 Realizzazione dei tagli Sebbene il modello prevedesse la variabilità di tre parametri di taglio, le prove sono state eseguite variando solo la potenza e la velocità di avanzamento, lasciando costante la profondità di fuoco. Il raggio è sempre stato focalizzato sulla superficie superiore del pezzo durante la lavorazione grazie all’impiego di un sistema di regolazione dell’altezza della testa di taglio, che le consentiva di adattarsi anche alle minime variazioni di spessore. Per quanto riguarda la variazione della potenza si è deciso di lavorare a due livelli che in un certo senso potessero stabilire i limiti di lavorabilità: il 60% e il 100%, cioè 1.5 KW e 2.5 KW. Al disotto di 1500w infatti non sarebbe conveniente date le troppo basse velocità di taglio, e inoltre si avrebbe anche un peggioramento della qualità dei bordi. La velocità di taglio invece è stata variata in un range più largo, cioè tra 0.6 e 3 m/min; con velocità più alte anche operando a potenza massima si ottiene solo una leggera incisione nel materiale, mentre a velocità più basse si ha notevole peggioramento

della qualità di taglio. Come gas da taglio è stato impiegato l’azoto, un inerte, in quanto la reazione non presentava combustione alcuna. Poiché il modello non considera l’effetto del gas, sono state condotte delle prove preliminari in modo da settare il parametro pressione a valori tali in modo da avere spigoli di taglio il più puliti possibile. La pressione è sempre stata mantenuta costante a 16 bar. Tale valore, generalmente raggiunto nel taglio per fusione dei metalli, è sicuramente più alto di quello necessario al nostro scopo, ma in questo modo ci si è maggiormente avvicinati alle condizioni ideali del modello, e cioè di assenza di formazione dello strato di materiale rimosso sul fronte di taglio. Infine va detto che la testa da taglio consentiva di variare anche l’angolo di incidenza del raggio sulla superficie, cosa che viene fatta nel caso di metalli che presentano elevata riflettività al fine di evitare ritorni di radiazione sulla lente; tuttavia visto il buon comportamento del materiale si è deciso di operare sempre col raggio ortogonale alla superficie del pezzo. Nella tabella 6.4 viene riportato il piano degli esperimenti attuato.
Prova N° Potenza [KW]
Velocità di taglio [m/min]
Altezza fuoco da superficie [mm]
Gas da taglio
Pressione del gas [atm]
1 2.5 3 0 N2 16 2 2.5 1.5 0 N2 16 3 2.5 0.6 0 N2 16 6 1.5 3 0 N2 16 5 1.5 1.5 0 N2 16 6 1.5 0.6 0 N2 16
Tab. 6.4 – Parametri di taglio impostati durante le prove. 6.10 Analisi dei risultati 6.10.1 Rilevazione del profilo del solco di taglio Per quanto concerne il tracciamento dei profili dei solchi di taglio, questi sono stati rilevati mediante scansione al microscopio ottico del provino. Il grafico è stato ottenuto per punti, rilevando a profondità fissate lo spessore del solco e riportando il valore su un foglio di carta millimetrata. E’ doveroso precisare però che in questo modo il profilo è stato reso simmetrico rispetto all’asse ideale del fascio. Questo è stato volutamente fatto per due motivi: primo perché il profilo presentava delle leggerissime asimmetrie, dovute molto probabilmente alla modalità di ottenimento delle sezioni da misurare, come chiariremo tra breve; secondo perché sarebbe stato estremamente difficile definire in maniera precisa l’asse di simmetria reale del fascio per poi riportare le pareti del solco rispetto ad esso. Le prime due misurazioni sono state fatte sulle facce laterali della marmetta. Su entrambe queste superfici però il profilo era diverso da quello all’interno del solco, in quanto influenzato sia dalla direzione di avanzamento (entrante o uscente),

sia dalla velocità stessa di avanzamento ma soprattutto dalla non perfetto parallelismo tra raggio laser e parete esterna del pezzo. Per ovviare in parte a questi problemi si è deciso allora di tagliare la marmetta nel centro in direzione ortogonale al solco: in questo modo è stato possibile ottenere altri due profili da misurare, questa volta interni, ciascuno su di una metà (Fig. 6.23).
Fig. 6.23– Campione sezionato a metà in direzione ortogonale al solco. Per il taglio si è impiegato un sottile disco diamantato a grana molto fine, in modo da avere un taglio quanto più delicato possibile. Tuttavia anche in questo caso il profilo osservato non era esattamente quello reale, in quanto gli spigoli superiori risultavano leggermente scheggiati dal taglio della sega. Pertanto gli andamenti riportati sono stati ricavati ritenendo maggiormente attendibili i solchi esterni per la parte superiore e i solchi interni per quella inferiore. 6.10.2 Elaborazione dei dati Le coordinate dei punti rilevate al microscopio sono state inserite nel foglio di calcolo e sono state tracciate le curve approssimanti i profili reali dei solchi. In questi sull’asse delle X viene riportato lo spessore del solco centrato sull’asse ideale del raggio laser, mentre sull’asse delle Y viene riportata la profondità. In figura 6.24 è riportato il profilo tracciato nel caso della prova N°2 di tab. 6.4.

-9
-8
-7
-6
-5
-4
-3
-2
-1
0-0,4 -0,2 0 0,2 0,4
Spessore solco [mm]
Prof
ondi
tà s
olco
[mm
]
ProfiloMisurato
Fig. 6.24 – Tracciamento per punti del profilo reale Notiamo in questo caso che le misure sullo spessore sono state prese con uno step di 0.5mm per i primi tre e gli ultimi tre punti, mentre per gli altri punti centrali, proprio perché si aveva un andamento abbastanza costante si sono prese le misure ogni millimetro. Successivamente sono state lanciate le simulazioni al calcolatore, impostando di volta in volta i parametri della singola prova, ottenendo per ciascuna di queste l’andamento del profilo calcolato. Il numero di punti di discretizzazione impiegato nella simulazione è stato fissato a 50, in modo da avere una buona accuratezza della soluzione senza appesantire eccessivamente e inutilmente i calcoli. Sempre tramite Matlab, utilizzando un altro programma, è stato sovrapposto al profilo calcolato l’andamento divergente del fascio laser all’interno della sezione del materiale, come possibile vedere in fig. 6.25.

-1.5 -1 -0.5 0 0.5 1 1.5-10
-9
-8
-7
-6
-5
-4
-3
-2
-1
0
Raggio [mm]
Pro
fond
ità [
mm
]
Fig. 6.25 - Andamento del profilo del solco calcolato con Matlab con sovrapposizione dell’andamento teorico del raggio laser (in rosso) all’interno del materiale Successivamente i due andamenti, quello calcolato e quello misurato, sono stati riportati su di un unico grafico e sovrapposti, in modo da evidenziare le discordanze fra essi. In fig. 6.26 viene riportata la sovrapposizione tra i due sempre nel caso di P=2.5KW e V=1.5mm/min. Osserviamo in questo caso che la soluzione calcolata ha un numero elevato di punti all’apice e nella gola del solco, mentre i punti interni sono solo tre. Per poter avere un confronto oltre che qualitativo anche quantitativo si è deciso allora di valutare lo scarto tra i due profili e di diagrammarlo in funzione della profondità. In figura 6.27 è riportata la differenza tra i due “raggi” ovvero tra i semispessori in funzione della profondità sempre per la prova N°2. Va detto che le differenze, in valore assoluto, sono state calcolate alle profondità del profilo misurato; non avendo a disposizione i valori per tali punti del profilo calcolato, questi sono stati ottenuti per interpolazione tra i valori noti, considerando un andamento lineare.

-10
-9
-8
-7
-6
-5
-4
-3
-2
-1
0-0,3 -0,1 0,1 0,3
Spessore [mm]
Prof
ondi
tà [m
m]
CalcolatoMisurato
Fig. 6.26 – Sovrapposizione dei due profili: calcolato e misurato
0
0,005
0,01
0,015
0,02
0,025
0,03
0,035
0,04
0,045
-8 -7 -6 -5 -4 -3 -2 -1 0
profondità [mm]
diffe
renz
a tr
a i r
aggi
[mm
]
Scarto
Fig.6.27 – Andamento dello scarto tra i semispessori in funzione della profondità

Per ultimo viene confrontata la “conicità” tra i due profili. Con questo termine intendiamo l’inclinazione della parete del solco di taglio rispetto alla superficie della marmetta. Tale parametro insieme allo spessore massimo del solco è sicuramente il più importante, poiché avere una bassa conicità e solco stretto è sinonimo di buona qualità di taglio. In fig. 6.28 è messa a confronto la conicità dei due profili. La conicità è stata ottenuta tracciando la retta passante per due punti del profilo, rispettivamente al 20% e all’80% della profondità massima, in quanto in questo intervallo si è osservato un andamento pressocchè lineare per tutti i solchi, sia calcolati che misurati. Ovviamente anche in questo caso non avendo gli spessori esatti a quelle profondità, sono stati ricavati per interpolazione lineare.
-1,70274
-6,81096
-1,59
-6,36
-8
-7
-6
-5
-4
-3
-2
-1
0-0,2 -0,15 -0,1 -0,05 0
Raggio [mm]
Prof
ondi
tà [m
m]
calcolato misurato
Fig. 6.28 – Confronto tra le conicità dei profili

6.11 Considerazioni sui risultati ottenuti Le poche prove effettuate sono comunque sufficienti per fare delle considerazioni. Notiamo innanzitutto una certa proporzionalità inversa tra velocità di taglio e profondità del solco, che si mantiene costante al variare della potenza, come possibile vedere nel grafico di Fig. 6.29.
8,98
5,49
3,44
7,95
5,26
0
1
2
3
4
5
6
7
8
9
10
0 1 2 3 4
Velocità [m/min]
Prof
ondi
tà ra
ggiu
nta
[mm
]
P=1.5KwP=2.5Kw
Fig. 6.29 – Risultati delle prove sperimentali Il comportamento del materiale alla radiazione laser segue dunque abbastanza bene la legge di taglio ipotizzata. Ulteriore conferma la possiamo avere dalla analisi delle parti tagliate, che non presentano residui di fusioni o bruciature, bensì un taglio netto e pulito. Sicuramente ciò è dovuto anche all’impiego del getto di Azoto ad alta pressione che ha contribuito notevolmente alla pulizia delle pareti del solco. Per quanto riguarda il confronto tra previsioni teoriche e risultati sperimentali, diciamo subito che è stata superata di gran lunga ogni aspettativa. Gli scarti tra i profili sono dell’ordine del decimo di millimetro sugli spessori mentre raggiungono al massimo 1.02mm sulla profondità di taglio. Fermo restando tutte le approssimazioni fatte sui vari parametri coinvolti nel processo, i cui errori potrebbero andare anche a compensarsi fra di loro, facciamo delle ipotesi di tipo qualitativo sulle possibili cause di discordanza tra il modello e i risultati ottenuti. Innanzitutto dall’andamento dello scarto in funzione della profondità, notiamo che si ha un valore molto piccolo sulla superficie e poi si ha una progressiva diminuzione man mano che si scende. Ciò potrebbe essere dovuto a tre fattori:

Il modello prevede una distribuzione di energia nel fascio di tipo gaussiano, che fa si che il profilo venga modellato su di essa; nella realtà infatti il profilo avrà una distribuzione che sicuramente si discosta da quella gaussiana. Sarebbe stato necessario infatti effettuare delle prove per valutare l’esatto profilo energetico della sezione. Il modello non tiene conto dell’effetto erosivo dovuto all’azione del gas da taglio e delle particelle da esso trasportate, che comunque provoca un arrotondamento degli spigoli superiori del solco e delle sue pareti. Infatti man mano che si scende in profondità tale effetto va a diminuire. Infine va detto che il modello non tiene conto neanche delle riflessioni multiple della radiazione all’interno del solco, che se pur minimo potrebbero contribuire in qualche modo all’asportazione di materiale dalle pareti. Per quanto riguarda la sovrastima che il modello fa della massima profondità di taglio raggiunta, notiamo (Tab. 6.5) che in tutti i casi l’errore assoluto aumenta al diminuire della velocità di taglio, mentre l’errore relativo si attesta su valori pressoché costanti, fissata la potenza. La causa di ciò potrebbe essere attribuita ancora una volta al fatto che il modello non tiene in considerazione l’effetto del gas di processo. A potenze minori infatti l’effetto schermante delle particelle erose trasportate dalla corrente gassosa è maggiormente sentito che non a potenze più alte, e inoltre tale effetto potrebbe essere anche influenzato dalla velocità di avanzamento.
Potenza[Kw] Vel.[mm/min] Errore[mm] Profond.[mm] Errore % 2.5 3 0,35 5,26 6,65 2.5 1.5 0,56 7,95 7,06 1.5 3 0,69 3,66 16,26 1.5 1.5 0,81 5,69 16,75 1.5 0.6 1,02 8,96 11,38
Tab. 6.5 – Errore percentuale commesso nella stima della massima profondità di taglio raggiunta Tuttavia quello che sicuramente influenza la velocità di avanzamento sono le perdite per conduzione. Nel modello infatti queste vengono prese in considerazione lungo un cammino rettilineo ma nella realtà avvengono in tutte le direzioni e sono tanto più grandi quanto minore è la velocità di taglio, in quanto il calore ha più tempo per diffondere.

Conclusioni
Obiettivo generale del lavoro di tesi è stato quello di studiare tre tecnologie: la fresatura diamantata; le lavorazioni mediante getto d’acqua con abrasivo; le lavorazioni mediante la tecnologia laser. Nell’ambito della tecnologia diamantata sono stati sviluppati dei modelli per il calcolo della forza e dell’energia di taglio e dei modelli di usura utensile. Nell’ambito della tecnologia con getto d’acqua con abrasivo sono stati affrontati studi sulle lavorazioni superficiali e sul taglio curvilineo. Per quanto riguarda la tecnologia laser è stato sviluppato un modello di taglio laser delle pietre naturali. Il modello di taglio sviluppato consente di calcolare la forza e l’energia specifica di taglio in funzione dell’altezza massima di truciolo asportata dal singolo grano di abrasivo. Il modello proposto consente di calcolare le componenti principali della forza di taglio in base alla relazione:
tctt hKF υ⋅=
ncnn hKF υ⋅=
dove Kt e Kn sono due coefficienti della forza di taglio, tυ e nυ sono costanti.
L’energia specifica di taglio può essere calcolata mediante la relazione:
echeKcE υ⋅= dove Ke è il coefficiente dell’energia di taglio, eυ è una costante.
I modelli proposti sono stati validati mediante l’utilizzo di un centro di lavoro a controllo numerico opportunamente strumentato. Tale strumentazione è costituita da un dinamometro piezoelettrico triassiale modello Kistler 9257BA con unità di controllo Kistler 5233A1 sul quale viene fissato il pezzo in lavorazione. Il segnale in uscita dal sensore viene inviato ad una scheda di acquisizione a 16 bit National Instruments PCI-6034E, installata su un personal computer. Il software per l’acquisizione dei dati è stato sviluppato in ambiente LabVIEW. L’usura degli utensili diamantati sinterizzate utilizzati nel taglio delle pietre naturali necessita di una opportuna definizione e misura. Nell’ambito della tesi sono stati definiti i parametri qualitativi, ma soprattutto, quantitativi caratterizzanti il processo di usura e la loro misura attraverso una procedura affidabile e ripetibile. Sono stati definiti dei protocolli di prova per l’usura dei diamanti costituenti il componente principale di questo tipo di utensili. Il protocollo utilizzato costituisce uno strumento indispensabile alla corretta conduzione della prova e alla corretta interpretazione dei risultati. Si tratta di un

protocollo per prove di laboratorio e, quindi, particolarmente accurate, ma piuttosto lente. Questo è stato dettato dalla necessità di creare un substrato di conoscenze relative al processo di usura: attraverso questo primo lavoro infatti si sono identificati i parametri critici del processo di usura. La valutazione dei parametri caratterizzanti l’usura sono stati scelti in base a considerazioni di similitudine tra la fresa diamantata sinterizzata a codolo e altri utensili diamantati sinterizzati come dischi o lame di cui esistono studi. L’usura macro geometrica è espressa dalla riduzione del diametro utensile e quindi di settore diamantato, dalla riduzione del peso dell’utensile e dalla cilindricità, in funzione del volume di materiale lavorato. Nel caso dell’usura micro geometrica oltre ad una caratterizzazione qualitativa delle grane diamantate, già utilizzata per caratterizzare la progressione di usura dei dischi, si è cercato di ottenere una caratterizzazione quantitativa della progressione di usura attraverso la misurazione della altezza di protrusione in funzione del materiale lavorato e delle condizioni di taglio. Sono stati, infine, individuati una serie di parametri quantitativi caratterizzanti la curva di protrusione e quindi l’usura. Nell’ambito della tecnologia a getto d’acqua con abrasivo si è affrontato lo studio del taglio di profili qualsiasi all’interno di lastre in materiale lapideo. In particolare é stato effettuato il confronto tra la tecnologia AWJ e la tecnologia tradizionale mediante frese diamantate nell’operazione di contornitura. Dal confronto la tecnologia con getto idroabrasivo è risultata, in condizioni di processo ottimali, competitiva rispetto alla tecnologia tradizionale ottenendo un prodotto di qualità superiore rispetto alle specifiche richieste dal settore. Dal punto di vista economico la tecnologia con getto d’acqua è risultata particolarmente vantaggiosa rispetto a quella tradizionale per i ridotti scarti e i bassi tempi di lavorazione. Inoltre, è stato affrontato uno studio sulle lavorazioni superficiali mediante AWJ determinando un indice energetico, funzione dei parametri di processo, che consente di calcolare le caratteristiche della superficie ottenuta dalla lavorazione ed il passaggio dal taglio alla lavorazione superficiale. Nell’ambito del taglio laser è stato sviluppato un modello analitico di taglio laser. Il modello messo a punto, anche se trascura alcuni effetti secondari che avvengono durante il taglio e ne semplifica degli altri fornisce tuttavia una descrizione abbastanza esatta di quanto avviene realmente. L’implementazione successiva di questo modello in Matlab ha consentito di realizzare un programma in grado di fornire una stima della geometria del solco di taglio facendo esclusivamente riferimento alle proprietà fisiche del materiale, alle caratteristiche del laser e ai parametri di processo impostati.














![I bolli laterizi e la storia edilizia di Lucus Feroniae (Orizzonti, 2010-Libre[1]](https://static.fdocumenti.com/doc/165x107/55cf97aa550346d03392e04b/i-bolli-laterizi-e-la-storia-edilizia-di-lucus-feroniae-orizzonti-2010-libre1.jpg)