
UNIVERSITÀ degli STUDI CASSINO di Ingegneria XX/Tesi Dolce.pdf · Questa tesi è il risultato...
140
ANALISI DEL DANNO DA IMPATTO AD ALTA VELOCITÀ SU STRUTTURE COMPOSITE IN ALLUMINA Dottorando Cap. Ferdinando DOLCE Tutor Prof. Nicola BONORA Co‐Tutor T.Col. Manuele BERNABEI UNIVERSITÀ degli STUDI di CASSINO Facoltà di Ingegneria Tesi di Dottorato in Ingegneria Meccanica XX Ciclo Coordinatore del Dottorato Prof. Domenico FALCONE
Transcript of UNIVERSITÀ degli STUDI CASSINO di Ingegneria XX/Tesi Dolce.pdf · Questa tesi è il risultato...

ANALISI DEL DANNO DA IMPATTO AD ALTA VELOCITÀ SU STRUTTURE COMPOSITE IN ALLUMINA
Dottorando Cap. Ferdinando DOLCE
Tutor Prof. Nicola BONORA
Co‐Tutor T.Col. Manuele BERNABEI
UNIVERSITÀ degli STUDI di CASSINO Facoltà di Ingegneria
Tesi di Dottorato in Ingegneria Meccanica
XX Ciclo
Coordinatore del Dottorato Prof. Domenico FALCONE

2

3
A mia moglie Anna, luce splendente nei momenti più scuri di questo cammino.
4
Roma, ottobre 2007
RINGRAZIAMENTI
Questa tesi è il risultato dell’acquisizione di competenze scientifiche maturate nel triennio
2004‐2007 che hanno elevato il livello professionale del sottoscritto e, conseguentemente,
della Forza Armata ed in particolare del Centro Sperimentale Volo di Pratica di Mare.
Il mio ringraziamento più sentito non può che andare ai miei superiori che hanno sempre
creduto in tale attività consentendomi di essere impegnato contemporaneamente su due
fronti, quello lavorativo e quello universitario. In particolare, attraverso la guida e la
supervisione del T.Col. Manuele Bernabei, Capo del Gruppo Materiali Strutturali ed
efficientissimo manager di risorse umane, questo lavoro è riuscito a giungere al termine
ripagandoci con risultati incoraggianti ed insperati.
Nel suo complesso l’esperienza del dottorato si è rilevata un momento di crescita umana e
professionale, un lungo percorso nel mondo della ricerca universitaria di interesse militare
che ha arricchito il mio bagaglio di conoscenze teoriche, tecniche e gestionali. Il gruppo di
Progettazione Meccanica e Costruzione di Macchine del Dipartimento di Meccanica,
Strutture, Ambiente e Territorio della Facoltà di Ingegneria dell’Università di Cassino ha
sicuramente permesso che ciò avvenisse nella maniera più proficua possibile.
Vorrei rivolgere, infine, una particolare menzione al Prof. Nicola Bonora, maestro di teoria
ingegneristica e nel contempo di praticità e scaltrezza. Anche a lui e al suo gruppo va un
sincero ringraziamento.
Cap. GArn Ferdinando Dolce
5
ANALISI DEL DANNO DA IMPATTO AD ALTA VELOCITÀ SU STRUTTURE COMPOSITE IN ALLUMINA
INTRODUZIONE……………………………………...………………. pag. 7
Capitolo I
LA BALISTICA TERMINALE
1.1 Definizioni e fenomeni connessi………………..……..…………... ,, 10
1.2 Cenni sulla fisica degli impatti…………………………………….. ,, 16
1.3 Interazione proiettile‐corazzatura………………………………….. ,, 20
1.4 Modelli analitici semplificati………………………………………. ,, 28
1.5 Limite balistico e V50…………………..…………………..………... ,, 47
Capitolo II
LE CERAMICHE IN ALLUMINA COME PROTEZIONE BALISTICA
2.1 I materiali ceramici da protezione balistica ………...……………. ,, 57
2.2 Processo di lavorazione dell’allumina ……………………………. ,, 59
2.3 Procedure di testing sull’allumina…………………………………. ,, 63
2.4 Le proprietà dei ceramici che influenzano le prestazioni
balistiche…………………………………………………………….....
,,
65
2.5 Morfologia delle rotture da impatto balistico nei tiles di
allumina……………………..................................................................
,,
67
6
Capitolo III
IL FLYER PLATE IMPACT TEST SULL’ALLUMINA
3.1 Stato di deformazione uniassiale…...........................……………… pag. 72
3.2 Il modello di Johnson‐Holmquist 2 per i materiali ceramici…… ,, 78
3.3 Simulazione del FPIT sull’Allumina AD99.5………...…………... ,, 84
Capitolo IV
IL DEPTH OF PENETRATION TEST SULL’ALLUMINA
4.1 Fenomenologia dell’impatto balistico sui materiali ceramici...... ,, 90
4.2 Configurazione del DOPT……….…………………………………. ,, 92
4.3 Modello FEM del DOPT…………………………………………….. ,, 94
4.4 Risultati numerici del DOPT……………………………………….. ,, 100
Capitolo V
ANALISI PARAMETRICA FEM 3D SU FORMA E DIMENSIONI DEI
TILES CERAMICI IN ALLUMINA
5.1 Parametri dell’analisi FEM.……………………...………………….. ,, 112
5.2 Analisi FEM 3D al variare della forma dei tiles ceramici………. ,, 116
5.3 Analisi FEM 3D sulle dimensioni dei tiles ceramici…………….. ,, 130
CONCLUSIONI…….………………………………..….……………… ,, 134

7
INTRODUZIONE
Le armature in ceramica sono principalmente utilizzate come protezione anti‐balistica sia
del personale, sia dei mezzi terrestri e delle parti più critiche di aeroplani ed elicotteri di
impiego militare e di polizia.
I requisiti principali richiesti alle armature in ceramica consistono nell’essere più leggere
delle equivalenti protezioni metalliche e, soprattutto, nell’impedire la penetrazione dei
proiettili perforanti di piccolo calibro e delle schegge provocate dalle esplosioni delle teste
di guerra. La maggior parte di tali armature è costituita da piastrelle in ceramica (tile) con
un sostrato (backing) di materiale metallico, generalmente alluminio o acciaio.
Attualmente lo sviluppo delle armature in ceramica è ancora in corso e tale tesi ha cercato
proprio di sviluppare un modello di simulazione agli elementi finiti (FEM) che fosse di
ausilio alla progettazione delle armature ceramiche in allumina. In particolare, attraverso
l’analisi del danneggiamento da impatto ad alta velocità che subisce tale tipo di armatura,
si è studiata l’influenza della forma e delle dimensioni dei tiles ceramici sulla resistenza
anti‐balistica della struttura.
L’attività è stata effettuata prevalentemente per via numerica con approccio lagrangiano.
In una prima fase si sono convalidati i risultati del codice FEM a livello di simulazione del
comportamento dinamico ad alti strain rate del “materiale ceramico”, in questo caso
l’allumina AD99.5, attraverso lo sviluppo di un modello agli elementi finiti del Flyer Plate
Impact Test (FPIT) a tre diverse velocità d’impatto.

8
Successivamente si è testata la validità del modello a livello di simulazione del fenomeno
di “penetrazione” di un proiettile calibro 7.62 NATO all’interno di un tile di allumina in
tre diverse configurazioni di vincolo, realizzando tre modelli di un Depth Of Penetration
Test (DOPT). Sia nel caso del FPIT, sia in quello del DOPT, la convalida dei dati numerici è
avvenuta attraverso il confronto dei risultati del modello coi dati sperimentali.
Infine, si è proceduto all’attività di tipo progettuale. Lo studio è stato realizzato attraverso
un’analisi parametrica FEM finalizzata a valutare la capacità anti‐balistica di un’armatura
composita al variare del punto di impatto del penetratore, della forma e delle dimensioni
dei tiles in allumina con backing in acciaio.
9
CAPITOLO I
LA BALISTICA TERMINALE
10
1. LA BALISTICA TERMINALE
1.1 Definizioni e fenomeni connessi
La scienza balistica si può dividere in tre aree:
‐ balistica interna, riguardante i fenomeni che intervengono all’interno della camera
di scoppio e, successivamente, nella canna di un’arma da fuoco;
‐ balistica esterna, riguardante i fenomeni che intervengono durante la fase di volo
del proiettile;
‐ balistica terminale, riguardante i fenomeni che intervengono nel proiettile e nel
bersaglio a partire dall’istante del loro impatto ed, in particolare, il moto e la
deformazione dei due corpi ed i relativi meccanismi di penetrazione e perforazione.
Mentre la balistica interna si può considerare un problema di termodinamica e la
balistica esterna un problema di aerodinamica e meccanica razionale, la balistica
terminale è un campo che coinvolge numerosi fenomeni interconnessi tra loro.
Attualmente gli studi in merito possono essere distinti in tre filoni diversi:
‐ definizione di formule empiriche basate su numerosi esperimenti;
‐ sviluppo di modelli analitici relativamente semplici impostati sulle equazioni di moto
e sul comportamento del materiale;
‐ soluzioni numeriche basate sulla modellizzazione del continuo spaziale
bidimensionale/tridimensionale.
11
La balistica terminale, infine, si può considerare un particolare ambito della fisica degli
impatti ricadendo nell’ambito degli impatti ad alta velocità tra corpi solidi deformabili.
1.1.1 Proiettili
Qualsiasi oggetto suscettibile di essere lanciato può divenire un proiettile.
I proiettili di tipo militare sono generalmente dotati di una forma cilindrica allungata,
con punta ogivale o semisferica. Nell’ambito di questa trattazione, salvo diversa
specificazione, si intenderà per proiettile un qualsiasi corpo impattante dotato di una
velocità propria.
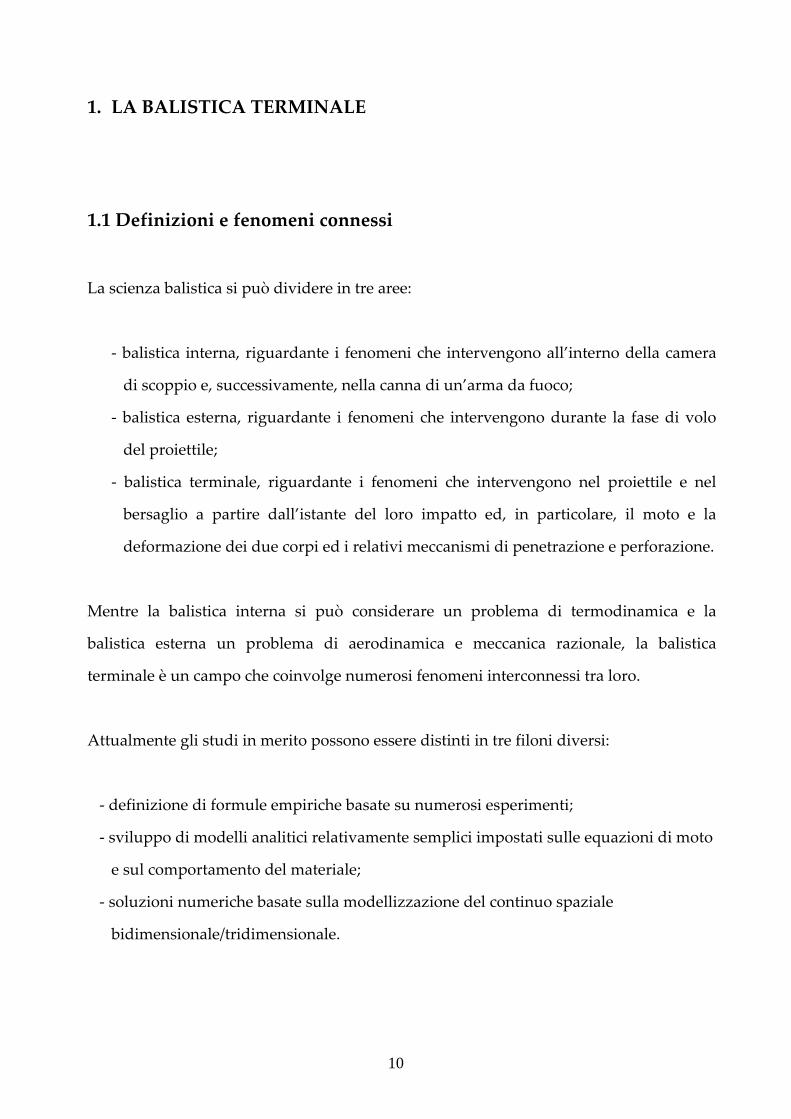
Alcune tipiche configurazioni di proiettile sono riportate in Figura 1.
Figura 1 ‐ Possibili tipologie e configurazioni di proiettili
La propulsione dei proiettili per armi da fuoco è garantita dalla polvere da sparo
contenuta nel bossolo. L’insieme bossolo più proiettile prende il nome di cartuccia.
I proiettili si distinguono tra proiettili ad energia cinetica (proiettili che esercitano la loro
azione sul bersaglio grazie alla propria massa e velocità di impatto) e proiettili ad
12
energia chimica, ossia proiettili contenenti esplosivo. Nell’ambito di tale tesi saranno
analizzati solo quelli di primo tipo.
Un’ulteriore classificazione si basa sulle caratteristiche statiche e dinamiche del
proiettile.
Delle qualità statiche fanno parte:
‐ il calibro, corrispondente al diametro del proiettile;
‐ la lunghezza, pari alla distanza tra il vertice e la base del proiettile (nel caso delle
schegge è la massima dimensione);
‐ la forma, regolare o irregolare. Per quanto riguarda i proiettili di forma regolare
si considera soprattutto la forma della punta (ogivale, conica, piatta, ecc.).
Tra le qualità dinamiche si annoverano:
‐ il movimento e la traiettoria. Oltre al movimento di traslazione verso il bersaglio si
hanno moti di rotazione intorno all’asse longitudinale finalizzati alla
stabilizzazione girostatica;
‐ la velocità. È importante distinguere la velocità iniziale alla quale il proiettile
lascia la canna dalla velocità di impatto alla quale il proiettile raggiunge il
bersaglio. A queste va aggiunta l’eventuale velocità residua posseduta dal
proiettile a valle del bersaglio in caso di perforazione completa;
‐ la superficie di presentazione, la proiezione dell’ingombro del proiettile sul
bersaglio;
‐ la quantità di moto;
‐ l’energia di impatto, l’energia cinetica associata generalmente al moto di
traslazione;
‐ l’impulso, dato dalla quantità di moto diviso la durata temporale del fenomeno
stesso;
13
‐ la densità energetica (pressione d’urto), il rapporto tra l’energia del proiettile e la
sua superficie di presentazione.
Esiste infine una distinzione tra proiettili di piccolo e grosso calibro; il confine tra le
due categorie si colloca intorno ai 20 mm.
È possibile notare che esiste una serie di caratteristiche distintive comune a tutti i
proiettili:
‐ elevato rapporto tra energia cinetica e sezione trasversale;
‐ parte anteriore appuntita con spigoli di 20‐30°, al fine di ottenere una buona
stabilità aerodinamica ed un’alta capacità di penetrazione attraverso la
creazione di elevate pressioni locali;
‐ i materiali utilizzati per la fabbricazione sono generalmente piombo e acciaio e,
in alcuni casi, entrambi (alcuni proiettili con potere di penetrazione molto
elevato hanno la punta in tungsteno);
‐ i proiettili sono generalmente ricoperti con una camicia in lega di rame per
preservare la canna dell’arma dall’usura.
Un particolare tipo di proiettile ad energia cinetica è la scheggia. Si tratta di un corpo
dalla geometria irregolare prodotto dall’esplosione di una bomba, testa di guerra,
testata di missile, granata, mina o altro dispositivo. Della scheggia esiste anche un
modello prodotto industrialmente per l’effettuazione di test balistici.

14
1.1.2 Bersagli
In maniera del tutto analoga alla definizione di proiettile, un qualsiasi oggetto
immobile o in movimento può divenire un bersaglio nel momento in cui viene
sottoposto all’impatto di un proiettile.
I bersagli sono classificati nelle categorie soft target e hard target.
Nella famiglia degli hard target rientrano i bersagli oggetto della seguente tesi. In
particolare, si farà riferimento a quei bersagli concepiti per sopportare l’impatto dei
proiettili ed arrestarne il moto proteggendo quanto posto al loro riparo, ovvero, le
corazzature o, più tecnicamente, le protezioni balistiche.
Un’ulteriore classificazione dei bersagli è la seguente [14]:
‐ semi‐infiniti, se non vi è alcuna influenza da parte del contorno sul processo di
penetrazione;
‐ spessi, se l’influenza del contorno si avverte solo dopo che il proiettile ha
compiuto un percorso di una certa entità all’interno dell’obiettivo;
‐ intermedi, se la superficie posteriore esercita un’influenza considerevole sul
processo di deformazione durante quasi tutta la penetrazione;
‐ sottili, se sono nulli i gradienti della deformazione e dello sforzo lungo lo
spessore.
Anche per i bersagli si ha una serie di caratteristiche distintive:
‐ densità areale, pari al prodotto della densità per lo spessore;
‐ durezza e compattezza;
‐ materiale;
‐ vincoli.
15
Il parametro fondamentale per la valutazione di una corazzatura è la densità resistente
o, più comunemente, densità superficiale. Essa rappresenta il peso per unità di
superficie che la corazza deve possedere per ottenere un dato livello di protezione
balistica.
Un altro parametro di grande importanza è il così detto coefficiente di protezione,
definito come l’energia cinetica del proiettile diviso la sezione del proiettile per lo
spessore della corazzatura, espressa in J/mm3.

16
1.2 Cenni sulla fisica degli impatti
Il comportamento meccanico dei materiali è correlato alla velocità con la quale le forze e
gli spostamenti sono applicati. A parità di forze e spostamenti applicati, infatti, se questi
sono applicati repentinamente gli sforzi e le deformazioni che si generano sul corpo
superano quelli che sarebbero generati se le stesse forze fossero state applicate
gradualmente.
La fisica degli impatti deve considerare tale differenza nello studio fenomenologico e
progettuale dei sistemi impiegati in campo balistico. Se il carico applicato ad un corpo è
da considerarsi o meno un impatto, dipende dal tempo d’applicazione del carico stesso e
dal tempo d’innalzamento durante il quale si passa da una sollecitazione nulla alla
sollecitazione massima (rise time). Quest’intervallo va comparato con il più lungo
periodo naturale dell’elemento sollecitato e, se risulta che il rise time è minore della metà
del più lungo periodo naturale siamo in presenza di un impatto. Se invece si ha un rise
time maggiore di tre volte il più lungo periodo naturale, la sollecitazione può essere
considerata quasi‐statica.
In definitiva, quindi, sottoporre ad impatto un materiale o più generalmente una
struttura significa applicarvi un intenso carico impulsivo sotto l’azione del quale il
materiale può presentare una risposta piuttosto complessa.
Gli impatti possono essere classificati secondo angolo d’impatto, caratteristiche
geometriche dell’obbiettivo e del proiettile, materiale del quale essi sono fatti, velocità di
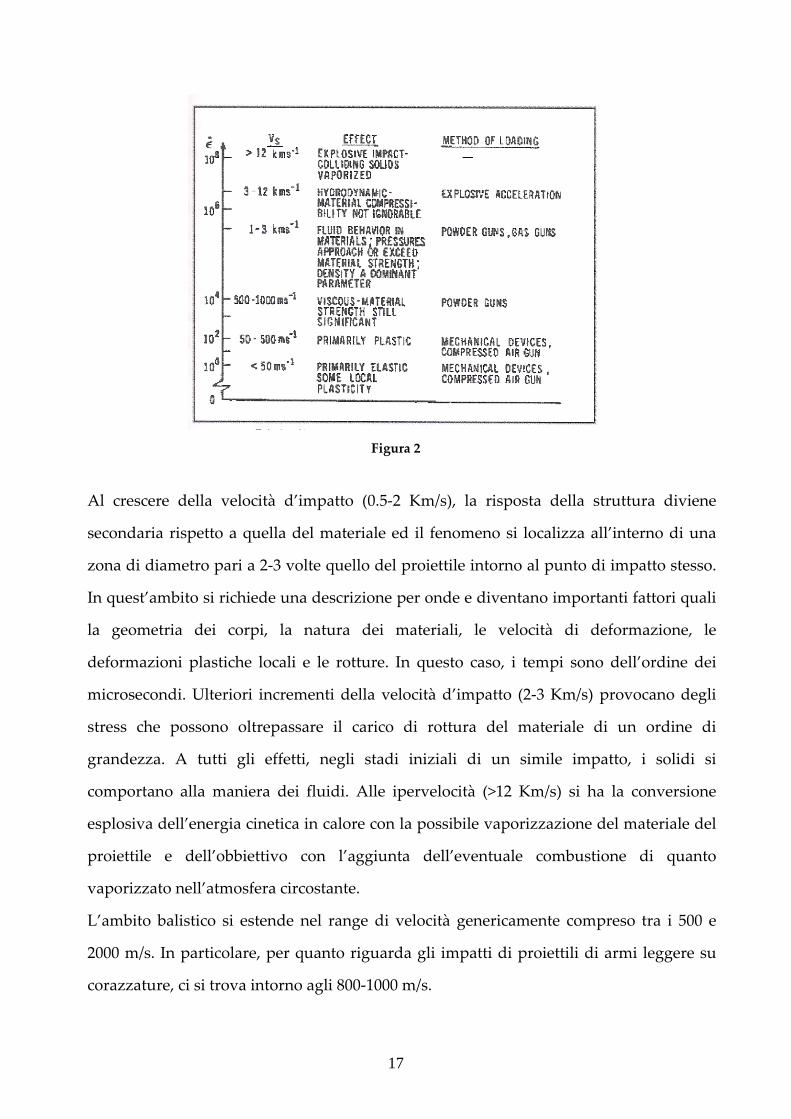
impatto. Quest’ultimo approccio è rappresentato in Figura 2, dove è possibile vedere una
generica suddivisione dei processi d’impatto in funzione della velocità. Nel regime delle
basse velocità (<250 m/s) la maggior parte dei problemi cade nell’ambito della dinamica
strutturale. I danneggiamenti e le penetrazioni, sia pure di carattere localizzato, sono
associate alla deformazione complessiva della struttura. Tipicamente, i tempi di
sollecitazione e risposta sono dell’ordine dei millisecondi.
17
Figura 2
Al crescere della velocità d’impatto (0.5‐2 Km/s), la risposta della struttura diviene
secondaria rispetto a quella del materiale ed il fenomeno si localizza all’interno di una
zona di diametro pari a 2‐3 volte quello del proiettile intorno al punto di impatto stesso.
In quest’ambito si richiede una descrizione per onde e diventano importanti fattori quali
la geometria dei corpi, la natura dei materiali, le velocità di deformazione, le
deformazioni plastiche locali e le rotture. In questo caso, i tempi sono dell’ordine dei
microsecondi. Ulteriori incrementi della velocità d’impatto (2‐3 Km/s) provocano degli
stress che possono oltrepassare il carico di rottura del materiale di un ordine di
grandezza. A tutti gli effetti, negli stadi iniziali di un simile impatto, i solidi si
comportano alla maniera dei fluidi. Alle ipervelocità (>12 Km/s) si ha la conversione
esplosiva dell’energia cinetica in calore con la possibile vaporizzazione del materiale del
proiettile e dell’obbiettivo con l’aggiunta dell’eventuale combustione di quanto
vaporizzato nell’atmosfera circostante.
L’ambito balistico si estende nel range di velocità genericamente compreso tra i 500 e
2000 m/s. In particolare, per quanto riguarda gli impatti di proiettili di armi leggere su
corazzature, ci si trova intorno agli 800‐1000 m/s.

18
Una descrizione completa dei fenomeni d’impatto richiede la contemporanea
valutazione di molti differenti aspetti: propagazione delle onde d’urto elastiche e
plastiche, deformazioni idrodinamiche e non, incrudimento dei metalli (work hardening),
attriti ed effetti termomeccanici, avvio e propagazione di cricche ed altri tipi di rotture.
In quest’ottica, un approccio analitico comporta delle difficoltà enormi, tra le quali la
caratterizzazione dei materiali ad alti strain rates; quest’ultimo è un aspetto che ritornerà
nel corso dei prossimi capitoli [§3] a causa della sua centralità nella modellizzazione dei
materiali coinvolti in impatti o eventi balistici. Anche in questo caso, si nota lo stretto
legame tra la balistica terminale e la fisica degli impatti, in particolare come la prima
attinga dalla seconda tutta una serie di conoscenze, quali caratterizzazione dei materiali
ad alte velocità di deformazione, modelli matematici atti a descrivere tale
comportamento, ecc.
A parte la classificazione in base alle velocità d’impatto, la balistica terminale può essere
sommariamente divisa in tre regimi. Per condizioni di carico che producono stress sotto
il punto di snervamento i materiali hanno comportamento elastico e, nel caso dei metalli,
risulta applicabile la legge di Hooke. Un buon numero di eleganti soluzioni matematiche
sono state ottenute per varie condizioni di carico in questo regime. La maggior parte di
queste sono valide nel caso di corpi semi‐infiniti. I problemi d’impatto affrontati in
pratica, però, coinvolgono generalmente proiettili e bersagli con confini limitati, i quali
esercitano un’influenza considerevole sull’andamento dei fenomeni. All’aumentare
dell’intensità della sollecitazione applicata il materiale entra in campo plastico, si hanno
grandi deformazioni, riscaldamenti e rotture dei corpi in collisione. Successivi aumenti
nell’intensità del carico generano pressioni che eccedono di molti ordini di grandezza la
resistenza meccanica dei materiali coinvolti che, a loro volta, andranno ad assumere il
cosiddetto comportamento idrodinamico.
Per impulsi di bassa intensità sia la geometria della struttura sia la natura del materiale
giocano un ruolo importante nella risposta alle forze esterne. Ma all’aumentare
dell’intensità del carico, la risposta tende a divenire molto localizzata e ad essere
19
influenzata più dalla costituzione del materiale nella vicinanza del punto d’impatto che
dalla geometria dell’intera struttura. In questo campo di sollecitazione, la descrizione del
fenomeno va resa in termini di onde d’urto elastiche e plastiche.
20
1.3 Interazione proiettile‐corazzatura
È opportuno definire cosa si intende per penetrazione e perforazione di un proiettile nei
confronti di un bersaglio.
Definiamo con:
‐ penetrazione, l’entrata del proiettile nel bersaglio senza il completo attraversamento
di quest’ultimo. In questo caso si ha, generalmente, l’incorporamento del proiettile
nel bersaglio e la formazione di un cratere. Se il proiettile rimbalza sulla superficie
su cui ha impattato e ne riemerge secondo una qualche traiettoria deviata, siamo in
presenza del così detto rimbalzo;
‐ perforazione, la completa apertura di un foro nel bersaglio da parte del proiettile.
Entrambi i processi hanno durate misurabili in microsecondi ed, al loro termine, sia il
proiettile sia il bersaglio risultano severamente deformati.
Gli impatti dei proiettili di forma regolare, inoltre, si distinguono in:
‐ impatti normali, in cui lo stato di tensione è bidimensionale a simmetria radiale;
‐ impatti obliqui, in cui lo stress diventa tridimensionale. In queste condizioni possono
avvenire il rimbalzo o la rottura del proiettile.
L’interazione proiettile‐corazzatura è un fenomeno estremamente articolato a causa della
varietà dei modi in cui un bersaglio può resistere all’impatto di un proiettile, ovvero alla
varietà dei fenomeni che possono avvenire durante l’impatto al variare della natura dei
corpi coinvolti, delle velocità e quindi delle energie in gioco.
In generale, un impatto balistico libera delle forti onde di compressione che si propagano
in entrambi i corpi. Tali onde vengono riflesse in corrispondenza delle superfici libere
21
sotto forma di onde di tensione che, nell’opportuna combinazione di durata ed intensità,
possono provocare la frattura in materiali sufficientemente fragili, quali ad esempio i
materiali ceramici.
Il risultato di questa complessa fenomenologia è che non esiste una teoria unitaria né un
modello matematico generale dell’impatto, ma solo una quantità di teorie, o di modelli,
ciascuno valido in un certo campo piuttosto ristretto di condizioni e ipotesi.
I materiali soggetti ad impatto possono rompersi in diversi modi. In Figura 3 sono
riportate alcune delle modalità più importanti nel caso di spessore sottile o intermedio
del bersaglio. Benché uno di questi modi può essere dominante in un processo di
perforazione, in genere, ne sono presenti più di uno contemporaneamente.
Figura 3 ‐ Possibili modalità di interazione proiettile‐bersaglio
22
1.3.1 Brittle Fracture
È il risultato di un’onda di tensione iniziale che eccede la resistenza ultima del
materiale, specie se questo è caratterizzato da bassa densità e resistenza.
1.3.2 Bulging
Con questo termine si fa riferimento alla comparsa di un ingrossamento (bulge) sulla
parete opposta a quella dell’impatto su un bersaglio di spessore sottile o intermedio
(Figura 4).
Figura 4 ‐ Esempi di bulging
1.3.3 Craterizzazione
Con questo termine si fa riferimento alla creazione di un cratere nel bersaglio per
opera del proiettile incidente.
Per una descrizione semplice di questo fenomeno si può pensare ad una situazione
nella quale la punta del proiettile viene continuamente deformata smussandosi
durante l’impatto a causa degli elevati stress generati, finché è consumato
23
interamente. La componente laterale della quantità di moto spinge il materiale del
bersaglio formando il cratere.
In Figura 5 è possibile vedere la craterizzazione nel caso di una stessa coppia
proiettile‐bersaglio a velocità di impatto crescenti da sinistra a destra; notare la
penetrazione senza perforazione completa. Interessante anche il bulging presente
nell’ultima fotografia.
Figura 5 ‐ Esempi di craterizzazione
1.3.4 Petaling
Il petaling (Figura 6) si verifica in presenza di alti stress in direzione radiale e
circonferenziale in seguito al passaggio dell’onda di tensione iniziale. Il fenomeno è
legato all’intenso stato di tensione che si verifica sulla punta del proiettile. In questa
zona si può giungere al superamento della resistenza a tensione del materiale del
bersaglio e alla conseguente nascita di una fessura a forma di stella che si sviluppa
intorno alla stessa punta del proiettile. Interviene così una rottura “a strappo” e
l’insorgere di cricche. Questo tipo di evento risulta particolarmente legato a bersagli il
cui materiale sia duttile. Il petaling è molto frequente in piatti sottili colpiti da
24
pallottole ogivali o coniche a velocità relativamente basse o da proiettile a punta
piatta in prossimità del limite balistico (vedi §1.5).
Figura 6 ‐ Esempi di petaling
1.3.5 Plugging
Questo modello di perforazione è particolarmente importante in ambito balistico,
poiché molto spesso la perforazione di una corazza ad opera di un proiettile avviene
proprio tramite questa modalità. Si tratta quindi di un fenomeno ampiamente
studiato sia analiticamente sia sperimentalmente. Il plugging si verifica quando un
proiettile con una punta piatta o emisferica impatta normalmente un bersaglio di
spessore finito ad una velocità prossima a quella del limite balistico. In queste
condizioni la sollecitazione a taglio che si genera porta alla separazione di un “tappo”
(o spina) di materiale cilindrico dal diametro prossimo a quello del proiettile
incidente. Tale separazione può avvenire sia in maniera convenzionale, mediante la
formazione di vuoti che si accrescono a causa del taglio, sia mediante un diverso
meccanismo noto come adiabatic shear. Il tappo è costretto dal moto del proiettile a
muoversi nella direzione di penetrazione fino ad uscire dalla corazza precedendo il
proiettile stesso.
25
1.3.6 Radial Cracking
Si presenta di norma in materiali come le ceramiche, nei quali la resistenza alla
tensione è notevolmente più bassa di quella a compressione ed è caratterizzato dalla
formazione di cricche che assumono un caratteristico andamento a raggiera.
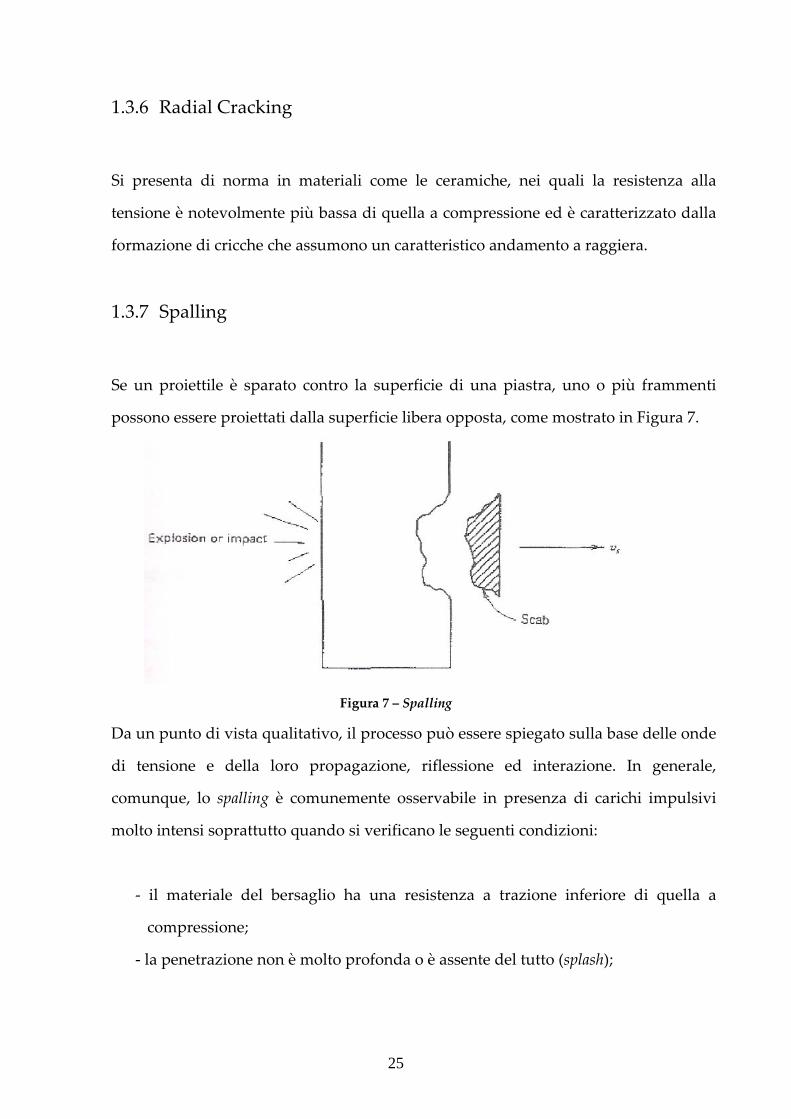
1.3.7 Spalling
Se un proiettile è sparato contro la superficie di una piastra, uno o più frammenti
possono essere proiettati dalla superficie libera opposta, come mostrato in Figura 7.
Figura 7 – Spalling
Da un punto di vista qualitativo, il processo può essere spiegato sulla base delle onde
di tensione e della loro propagazione, riflessione ed interazione. In generale,
comunque, lo spalling è comunemente osservabile in presenza di carichi impulsivi
molto intensi soprattutto quando si verificano le seguenti condizioni:
‐ il materiale del bersaglio ha una resistenza a trazione inferiore di quella a
compressione;
‐ la penetrazione non è molto profonda o è assente del tutto (splash);
26
‐ lo spessore del materiale è sufficientemente grande da impedire la perforazione;
‐ il materiale ha un comportamento rigido, con basso allungamento percentuale a
rottura.
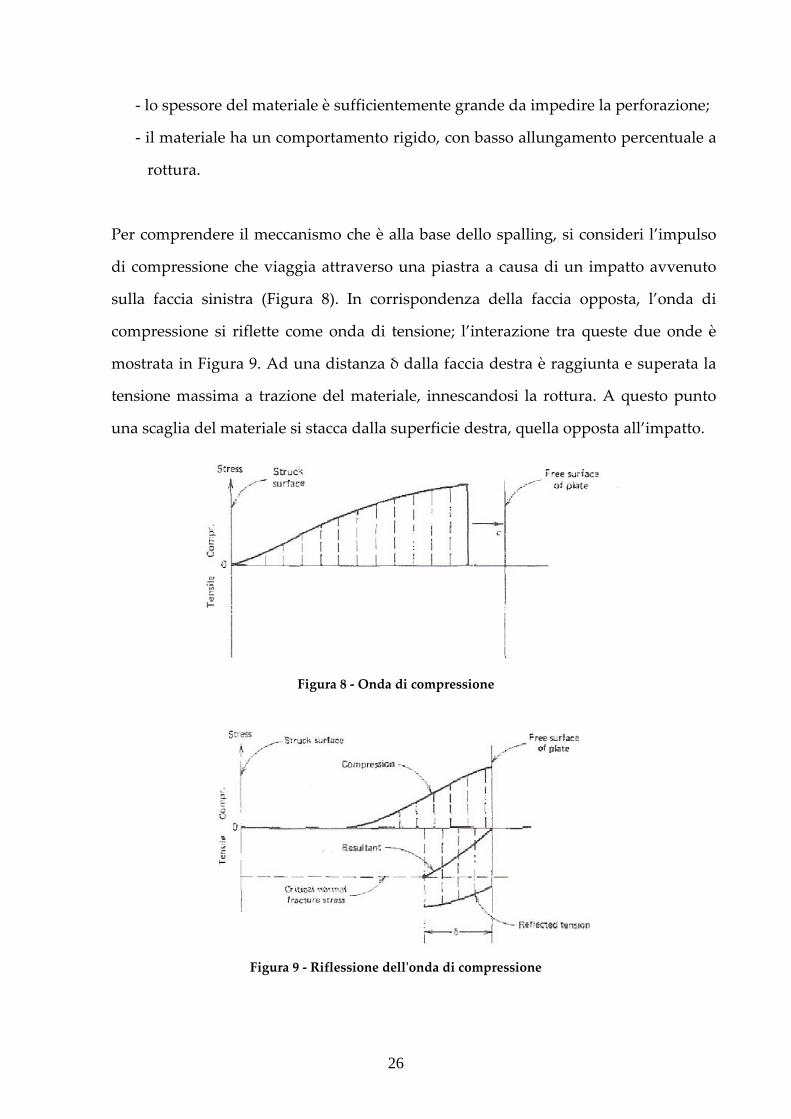
Per comprendere il meccanismo che è alla base dello spalling, si consideri l’impulso
di compressione che viaggia attraverso una piastra a causa di un impatto avvenuto
sulla faccia sinistra (Figura 8). In corrispondenza della faccia opposta, l’onda di
compressione si riflette come onda di tensione; l’interazione tra queste due onde è
mostrata in Figura 9. Ad una distanza δ dalla faccia destra è raggiunta e superata la
tensione massima a trazione del materiale, innescandosi la rottura. A questo punto
una scaglia del materiale si stacca dalla superficie destra, quella opposta all’impatto.
Figura 8 ‐ Onda di compressione
Figura 9 ‐ Riflessione dellʹonda di compressione

27
Si è osservato che il diametro dello spall è pari a 2‐3 volte lo spessore della piastra,
mentre il suo spessore vale 1/10‐1/2. Tale valore può essere stimato tramite la
seguente formula:
0 2cr
stσ λσ
= ⋅
dove σcr è lo sforzo a rottura (normale), σ0 è il massimo sforzo raggiunto dall’onda di
compressione e λ è la lunghezza dell’impulso.
La velocità alla quale lo spall si stacca dalla superficie è:
02 crsv
cσ σρ−
=⋅
ove ρ è la densità del materiale, c la velocità del suono nel materiale, pari a (E/ρ)1/2.
Questi calcoli sono solo indicativi in quanto non sono ben definite ampiezza e forma
dell’onda compressiva per date condizioni di impatto.
28
1.4 Modelli analitici semplificati
I modelli analitici semplificati sono sufficientemente realistici da consentire una buona
rappresentazione dei fenomeni. In questo paragrafo saranno ripresi alcuni modelli
elementari dandone una semplice rappresentazione matematica.
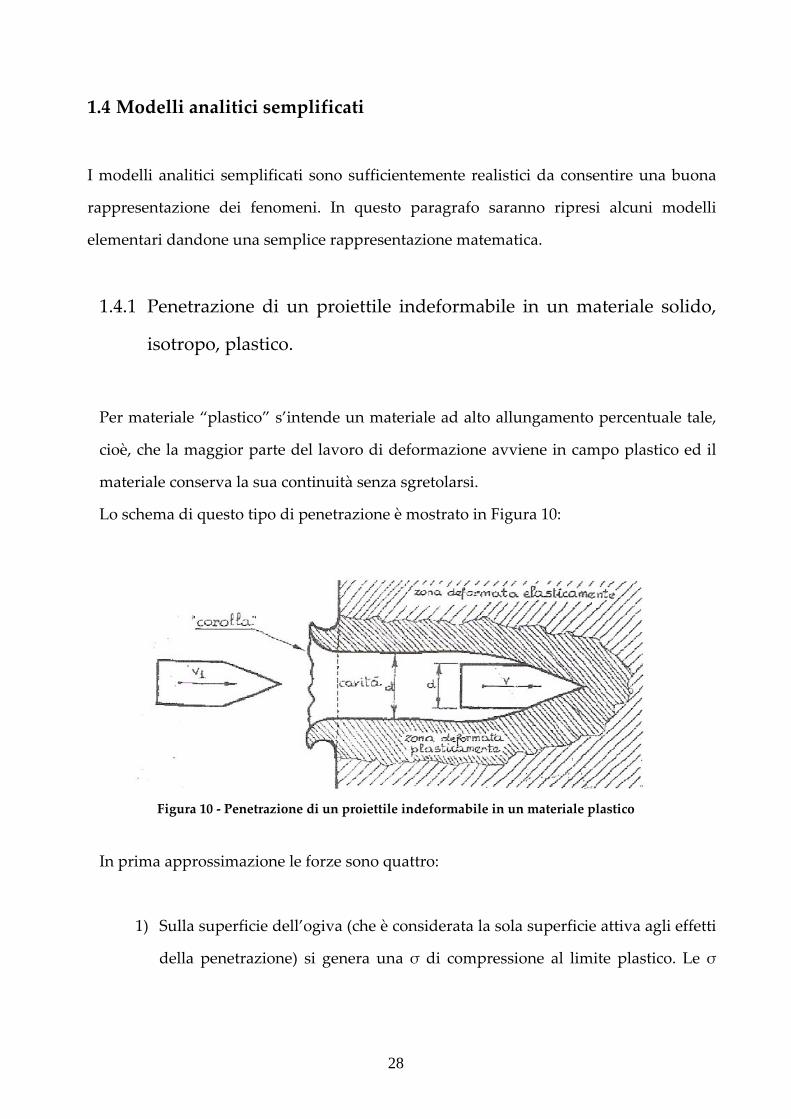
1.4.1 Penetrazione di un proiettile indeformabile in un materiale solido,
isotropo, plastico.
Per materiale “plastico” s’intende un materiale ad alto allungamento percentuale tale,
cioè, che la maggior parte del lavoro di deformazione avviene in campo plastico ed il
materiale conserva la sua continuità senza sgretolarsi.
Lo schema di questo tipo di penetrazione è mostrato in Figura 10:
Figura 10 ‐ Penetrazione di un proiettile indeformabile in un materiale plastico
In prima approssimazione le forze sono quattro:
1) Sulla superficie dell’ogiva (che è considerata la sola superficie attiva agli effetti
della penetrazione) si genera una σ di compressione al limite plastico. Le σ

29
agiscono normalmente alla superficie conica dell’ogiva. La componente assiale
della forza totale vale:
1 1aF K Sσ= ⋅ ⋅
ove S è la sezione maestra del proiettile e K1 una costante di taratura.
2) La forza normale totale agente sull’ogiva si ottiene integrando la
2sinndrdF r ds rπ σ π σθ
= ⋅ ⋅ =
da cui si ricava:
sinnSF σθ
=
Moltiplicandola per il coefficiente di attrito f esistente tra ogiva e materiale del
bersaglio si ha la forza totale di attrito che è parallela alla superficie dell’ogiva.
La componente assiale di tale forza vale dunque:
2 1 1cossin tana
S SdF K f K fσ θ σθ θ
= ⋅ ⋅ = ⋅ ⋅
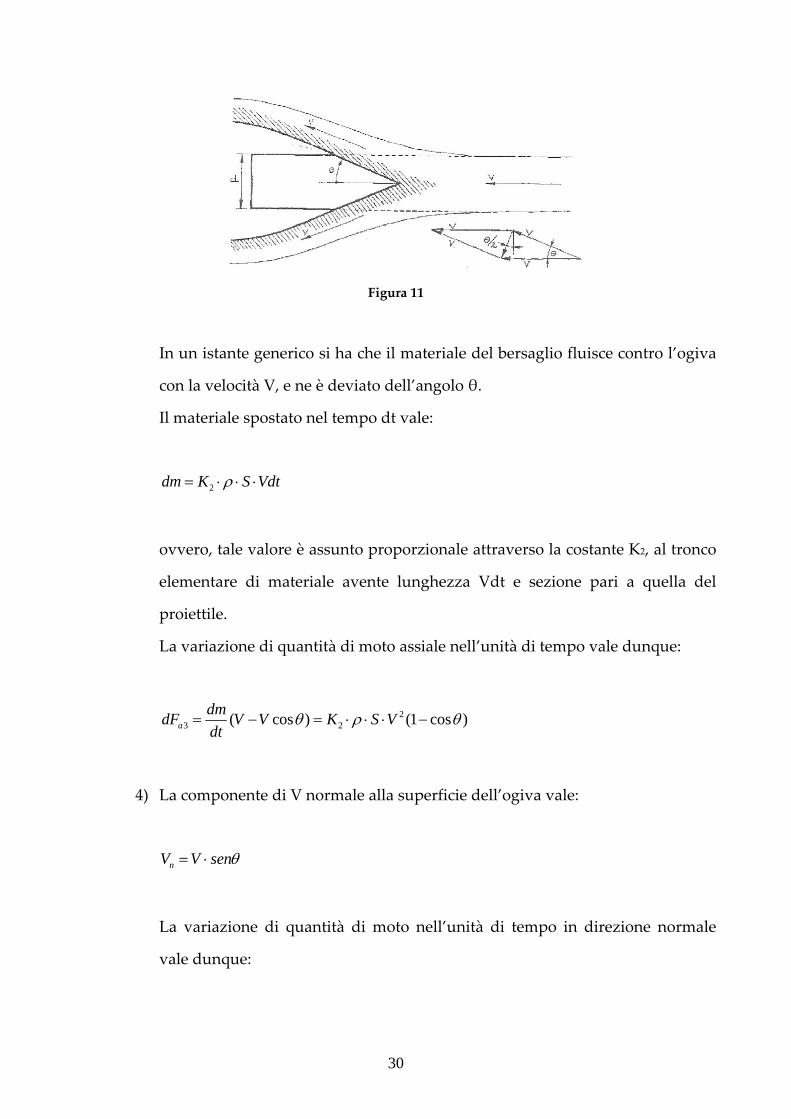
3) Consideriamo ora il moto relativo del materiale del bersaglio rispetto all’ogiva
(Figura 11).
30
Figura 11
In un istante generico si ha che il materiale del bersaglio fluisce contro l’ogiva
con la velocità V, e ne è deviato dell’angolo θ.
Il materiale spostato nel tempo dt vale:
2dm K S Vdtρ= ⋅ ⋅ ⋅
ovvero, tale valore è assunto proporzionale attraverso la costante K2, al tronco
elementare di materiale avente lunghezza Vdt e sezione pari a quella del
proiettile.
La variazione di quantità di moto assiale nell’unità di tempo vale dunque:
23 2( cos ) (1 cos )a
dmdF V V K S Vdt
θ ρ θ= − = ⋅ ⋅ ⋅ −
4) La componente di V normale alla superficie dell’ogiva vale:
nV V senθ= ⋅
La variazione di quantità di moto nell’unità di tempo in direzione normale
vale dunque:

31
2
2nF K S V senρ θ= ⋅ ⋅ ⋅
Moltiplicando tale forza normale per il coefficiente di attrito f si ottiene la
corrispondente forza di attrito. Prendendo la componente assiale di
quest’ultima si ottiene:
2 24 2 2
1cos 22aF K S f V sen K S f V senρ θ θ ρ θ= ⋅ ⋅ ⋅ ⋅ = ⋅ ⋅ ⋅ ⋅
La forza assiale totale, in pratica la resistenza totale all’avanzamento, è data dalla
somma delle quattro forze assiali Fa1, Fa2, Fa3, Fa4.
21 2
1(1 ) (1 cos 2 )2a
fR F K S K S f V f sentg
σ ρ θ θθ
= = ⋅ ⋅ ⋅ + + ⋅ ⋅ ⋅ ⋅ − + ⋅
Ipotizzando che σ e f siano costanti, la resistenza totale è del tipo cosiddetto di
Poncelet:
2R A B V= + ⋅
Costituita, quindi, da un termine costante e da uno quadratico con la velocità V del
proiettile. L’equazione del moto del proiettile è dunque:
2
2dV A B V C D Vdt m
+ ⋅= − = − − ⋅
ove m è la massa del proiettile e C e D sono due costanti che la inglobano.

32
Può essere più conveniente avere la V in funzione della profondità di penetrazione nel
bersaglio X, anziché del tempo.
Osservando che:
dXdtV
=
si ottiene un’equazione a variabili separabili:
3
V dV dXC D V
⋅= −
+ ⋅
la cui soluzione è la nota:
21
2DX
C V CDVe D
+= −
da cui si ottiene la velocità V del proiettile in funzione della penetrazione X. Ponendo
nell’ultima relazione V=0, si ottiene la profondità massima di penetrazione:
2max 1
1 ln(1 )2
DX VD C
= −
Dato che i valori, costanti, di C e D sono noti, il problema è completamente risolto.
È interessante notare come il termine V2 derivi dalla variazione della quantità di moto
relativa al flusso di materiale del bersaglio che, nel moto relativo, è investito dal
proiettile: si tratta, in sostanza, di una grandezza idrodinamica tanto maggiore quanto
più è alta la velocità. Il fenomeno si presta ad essere interpretato sotto una luce
33
idrodinamica: il materiale del bersaglio si comporta sempre meno da “solido” e sempre
più da “liquido” quanto più alta è la velocità del proiettile che lo attraversa.
1.4.2 Impatto “morbido” di un proiettile molto deformabile su materiale
indeformabile (splash)
In queste condizioni, il proiettile può essere assimilato ad un corpo liquido che impatta
su di una superficie rigida. Lo schema è quello indicato in Figura 12.
Figura 12 ‐ Schematizzazione dello splash
Il tempo di completo schiacciamento è di:
1
ltV
=
Trascurando la componente assiale della quantità di moto dei frammenti (il che
equivale a dire che i frammenti assumono una direzione quasi parallela alla superficie
impattata), la variazione della quantità di moto di un proiettile, vale:
1QM m VΔ = ⋅

34
La variazione della quantità di moto nell’unità di tempo, ossia la forza scambiata tra
proiettile e superficie vale quindi:
2
1m VQMFt l
⋅Δ= =
Poniamo che la superficie media del contatto S tra proiettile e bersaglio sia
proporzionale alla sezione S del proiettile:
1sS K S=
La pressione media esercitata dal proiettile sulla superficie di contatto Ss vale dunque:
2
12
S
m VFP KS l S
⋅Δ = =
⋅
Essendo K2 la solita costante sperimentale.
Questa pressione deve essere confrontata con la σmax a compressione del materiale della
corazza. Se ΔP è minore di σmax non si ha deformazione della corazza (splash puro). Se
invece ΔP supera σmax, si ha una craterizzazione della superficie impattata, come
indicato nella Figura 13. In determinate condizioni, dal fenomeno di splash può
originarsi un fenomeno di craterizzazione posteriore nella corazza (vedi §1.4.3).

35
Figura 13
36
1.4.3 Craterizzazione posteriore (spalling) in materiali di spessore
“intermedio”.
Per analizzare il caso in titolo, consideriamo il caso di penetrazione nulla (splash del
proiettile contro il bersaglio). I fenomeni che si osservano sono schematizzati nella
Figura 14:
Figura 14 ‐ Schematizzazione dello spalling
Sulla faccia anteriore del bersaglio non si ha penetrazione alcuna. Al contrario, sulla
faccia posteriore si produce un vasto cratere per il distacco di uno o più frammenti di
materiale. Si tratta di un classico fenomeno di onde di pressione.
37
Si consideri inizialmente lo splash di un proiettile contro un bersaglio di spessore
infinito, avente un dato limite di rottura a trazione (negativo) σr, come indicato in
Figura 15.
Figura 15
Nel punto di impatto si genera un’onda di compressione. Partendo da quel valore di
ΔP, le pressioni d’onda si propagano in modo emisferico nel bersaglio, riducendo la
propria intensità in modo inversamente proporzionale al raggio. Se il ΔP iniziale è (in
modulo) σr, esiste un “raggio critico” rcr in cui la pressione d’onda raggiunge, in
modulo, il valore σr. Trattandosi di onde di compressione, non si ha però rottura del
materiale. Si immagini ora che lo spessore del materiale non sia infinito, ma sia minore
di rcr, come indicato in Figura 16.

38
Figura 16
In queste condizioni le onde di compressione si riflettono sulla faccia posteriore del
bersaglio, originando le corrispondenti onde di depressione, di segno e intensità
opposte.
Finché l’impatto non è completato, nel punto di impatto continuano a generarsi onde
di compressione che si sovrappongono alle onde di depressione riflesse. In questa fase
quindi, il materiale è sollecitato globalmente a compressione e non si ha rottura. È solo
al cessare dell’impatto (cioè alla fine dell’emissione delle onde di compressione nel
punto di impatto), che il materiale rimane soggetto a sole onde di tensione (riflessione,
sulla faccia posteriore, dell’ultima porzione di onde di compressione). Si ha, quindi, la
rottura lungo la superficie concava ABC, luogo dei punti in cui il ΔP di onda (negativo)
è uguale a –σr.
Da semplici considerazioni geometriche si può stabilire che la profondità del cratere
vale:
c crx r s= −

39
e il raggio (semidiametro) del cratere vale:
sinc cry r α= ⋅
essendo:
coscr
sr
α =
Se ammettiamo, nell’esempio considerato di puro splash, che la pressione ΔP d’onda
nel punto di impatto sia:
21
2S
m VFP KS l S
⋅Δ = =
⋅
e che il raggio iniziale dell’onda emisferica ad essa associata sia proporzionale al raggio
(semicalibro) del proiettile K1r, si ha per la legge di propagazione delle onde sferiche:
1
cr
r
r PK r σ
Δ=
da cui:
2
11cr
r
m Vr K rl rπ σ⋅
=⋅ ⋅ ⋅
con K1 costante di taratura sperimentale.
Nel caso in cui si ottiene profondità del cratere negativa, si ha uno spessore s del
materiale è maggiore di rcr, cioè non esistono punti del materiale in cui l’onda di
40
depressione possa raggiungere il valore σr: la craterizzazione in questo caso è
impossibile. La soluzione ha dunque significato solo per:
crs r≤
il che costituisce il limite superiore di spessore per il quale il fenomeno può verificarsi.
La teoria qui svolta è solo per un caso elementare. L’esperienza talvolta mostra che il
cratere tende ad essere più profondo rispetto alla calotta sferica fornita da questo
modello, tendendo piuttosto ad una forma imbutiforme. La ragione di tale differenza è
ovviamente legata al fatto che il materiale più vicino al punto di impatto, essendo stato
percorso da violente onde di compressione, si è infragilito (modificazioni cristalline,
attivazione di microcricche, dislocazione di piani di clivaggio); conseguentemente
avverrà una rottura per valori di tensione anche inferiori alla σr iniziale.
In generale si può dire che la possibilità che si verifichi uno spall è tanto più grande
quanto più breve è il tempo di impatto, ovvero quanto meno profonda è la
penetrazione o la lunghezza del proiettile: brevi tempi di impatto, infatti, significano
forti intensità delle onde di pressione generate a parità di altre condizioni.
I materiali del bersaglio che più si prestano al verificarsi dello spall sono, come già
detto, quelli altamente rigidi e con un carico di rottura a compressione più alto di
quello a trazione. L’alto limite di rottura a compressione impedisce o limita la
penetrazione e, dunque, il tempo di impatto; il basso limite a trazione favorisce la
rottura una volta instaurato il regime di onde di depressione.
41
1.4.4 Craterizzazione anteriore di bersagli spessi con proiettili tozzi (blunt
bodies).
Per ipervelocità si intendono velocità di impatto molto elevate (superiori ai 5 m/s nel
caso di metalli quali acciaio, alluminio, ecc.), tali da dare origine alla completa
polverizzazione o fusione del proiettile e del materiale del bersaglio nelle immediate
vicinanze del punto di impatto. Essendo le pressioni cosi generate molto più elevate
rispetto alla resistenza propria dei materiali, l’influenza di quest’ultima svanisce, ed i
modelli matematici più idonei alla descrizione dei fenomeni risultano quelli puramente
idrodinamici. L’impatto in condizioni di ipervelocità produce onde d’urto sia nel
proiettile sia nel bersaglio, le cui pressioni di punta superano di varie volte la
resistenza propria del materiale. Proiettile e bersaglio si deformano secondo le leggi
della meccanica dei fluidi dotati di compressibilità ed inerzia.
Una caratteristica generale dei crateri provocati in regime di ipervelocità da proiettili di
forma tozza è quella di avere una profondità dell’ordine di grandezza del raggio del
cratere stesso. La forma del cratere è praticamente indipendente dalla forma (perché
tozza) del proiettile, ed infine il volume Vc di cratere per unita di energia cinetica Ec è
circa constante per ciascuna combinazione di materiali del proiettile e del bersaglio.
Si può scrivere:
1c cV K E= ⋅
Con K1 dipendente dai materiali.
Assumendo per il cratere una forma semisferica e per il proiettile una forma sferica, la
formula sopra enunciata si espande nella seguente:
232 1cX d K Vρ= ⋅ ⋅ ⋅
42
in cui d è il diametro del proiettile, ρ e V1 le sue densità e velocità di impatto e K2 la
solita costante di taratura sperimentale, dipendente dal materiale di cui sono fatti
proiettile e bersaglio. Studi più approfonditi mostrano una dipendenza lievemente non
lineare della profondità Xc del cratere dal diametro d del proiettile.
Data la forte intensità delle pressioni d’onda generate in regime di ipervelocità, può
succedere che alla craterizzazione anteriore, corrisponda una craterizzazione posteriore
secondo i meccanismi visti nel paragrafo precedente, oppure una perforazione, quando
i due crateri si congiungono. I fenomeni sono caratterizzati in Figura 17.
Figura 17 – Penetrazione con blunt body e doppia craterizzazione
1.4.5 Craterizzazione anteriore di bersagli spessi con proiettili allungati
(long rods).
Si tratta di una fenomenologia molto interessante sia dal punto di vista concettuale che
da quello pratico, in quanto i penetratori ad energia cinetica di forma molto allungata e
molto veloci sono i più efficaci proiettili anticarro.
Il fenomeno si compone di tre fasi.
43
Nella prima fase la prima frazione di penetratore che viene a contatto con il bersaglio si
comporta come un proiettile tozzo e produce una craterizzazione iniziale analoga,
regolata dalle equazioni del paragrafo precedente.
Subito dopo si stabilisce la seconda e più importante fase del fenomeno, caratterizzata
da un’onda d’urto stazionaria, rispetto al fondo del cratere (il quale via si
approfondisce nel materiale del bersaglio), che si instaura nel materiale del penetratore
nelle immediate vicinanze del fondo del cratere (Figura 18).
Figura 18 ‐ Penetrazione con long rod
Il materiale del penetratore che si trova a monte dell’onda d’urto non è in alcun modo
influenzato dall’impatto in quanto non può ricevere nessun segnale di ciò che sta
avvenendo nella zona d’impatto. Tale materiale quindi conserva l’intera velocità V1,
fino a che, traversato dall’onda d’urto, viene bruscamente ad interagire con il materiale
del bersaglio, frantumando quest’ultimo e se stesso ed approfondendo perciò il cratere.
Questa fase stazionaria e governata dall’equazione di Eichelberger:
2p
cb
X K lρρ
= ⋅ ⋅
44
in cui l è la lunghezza del penetratore, ρp e ρb la densità del proiettile e del bersaglio e
K1 la solita costante sperimentale.
Questa equazione può essere interpretata nel modo seguente.
Nel campo delle ipervelocità le resistenze sono, come detto, essenzialmente di tipo
fluidodinamico. Se U è la velocità di penetrazione (velocità con cui il cratere si
approfondisce), la resistenza incontrata dalla punta del penetratore (interfaccia tra
penetrazione e bersaglio) è del tipo:
2
2 b bR K S Uρ= ⋅ ⋅ ⋅
In cui Sb è la superficie maestra dell’interfaccia attraverso cui si scambiano le forze e K2
la solita costante.
D’altra parte, la reazione a R esercitata attraverso Sb per opera del penetratore è pari
alla variazione di quantità di moto nell’unità di tempo del materiale del penetratore
che attraversa l’onda d’urto stazionaria.
Ossia:
2
3 1p pR K S Wρ= ⋅ ⋅ ⋅
in cui W1 è la velocità relativa del penetratore rispetto al fondo del cratere e K3 la solita
costante. Uguagliando la due depressioni di R e risolvendo rispetto a U si ha:
1 1p p
b b
SU K W
Sρρ⋅
= ⋅ ⋅⋅
Avendo conglobate in K1 le costanti.
Se Δt è la durata dell’impatto. La profondità di penetrazione vale:
45
cX U t= ⋅Δ
ma
1
ltW
Δ =
e quindi:
1p p
cb b
SX K l
Sρρ⋅
= ⋅ ⋅⋅
Ammettendo un rapporto geometrico costante tra Sp e Sb si ottiene subito l’equazione
di Eichelberger.
In altre parole, raddoppiando la velocità relativa di impatto W1 raddoppia anche la
velocità di penetrazione U, dimezzando la durata dell’impatto stesso e lasciando la
profondità di penetrazione invariata. Ciò è valido al di sopra delle velocità limite di
ipervelocità: siccome questo comportamento è legato all’esistenza dell’onda d’urto
stazionaria nel materiale del penetratore, è chiaro come, in definitiva, la velocità limite
del campo di ipervelocità sia legata alla velocità di propagazione del suono nel
materiale del penetratore.
L’esperienza verifica bene l’equazione di Eichelberger. In questo tipo di situazione, al
crescere della velocità d’impatto la profondità di penetrazione dapprima cresce (al di
sotto del campo delle ipervelocità), per tendere poi asintoticamente alla costanza
dettata dall’equazione di Eichelberger. È interessante notare come la presenza
dell’onda d’urto stazionaria impedisca al penetratore di rompersi o deformarsi prima
di giungere a “lavorare” nel cratere. L’influenza della densità spiega l’uso che si fa di
uranio esaurito nella fabbricazione di proiettili anticarro ad energia cinetica.

46
Occorre dire, tuttavia, che le massime velocità oggi raggiunte da tale tipo di proiettile
(dell’ordine di 1800 m/s) sono ancora ben al di sotto delle velocità limite del campo di
ipervelocità, anche se forse non così tanto quanto potrebbe apparire a prima vista.
L’onda d’urto si produce nella zona plastica del penetratore dove la velocità di
propagazione è inferiore a quella del campo elastico.
La terza fase del fenomeno di penetrazione di un proiettile allungato iperveloce è
costituita dal piccolo supplemento di penetrazione dovuto all’ultima parte del
materiale del penetratore che, attraversata l’onda d’urto stazionaria compie l’ultimo
lavoro di disgregazione, propria e del materiale del bersaglio.
In caso di mancata perforazione si può avere anche qui una craterizzazione posteriore
del bersaglio.
47
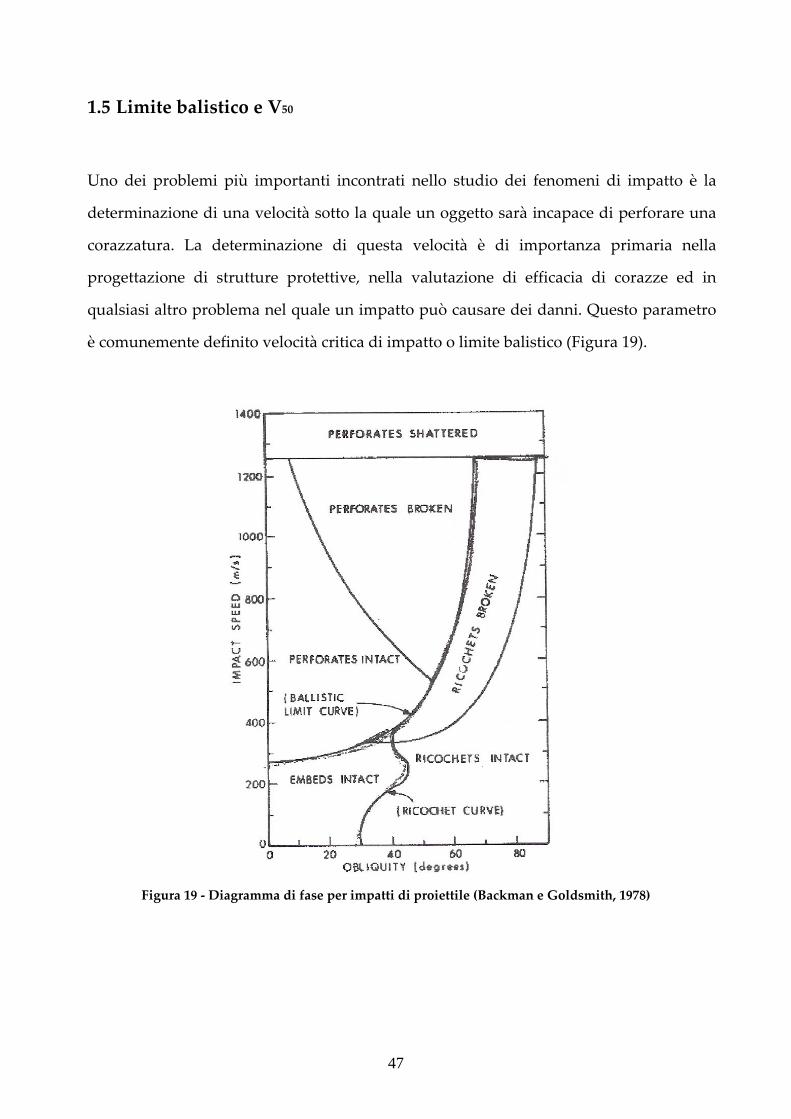
1.5 Limite balistico e V50
Uno dei problemi più importanti incontrati nello studio dei fenomeni di impatto è la
determinazione di una velocità sotto la quale un oggetto sarà incapace di perforare una
corazzatura. La determinazione di questa velocità è di importanza primaria nella
progettazione di strutture protettive, nella valutazione di efficacia di corazze ed in
qualsiasi altro problema nel quale un impatto può causare dei danni. Questo parametro
è comunemente definito velocità critica di impatto o limite balistico (Figura 19).
Figura 19 ‐ Diagramma di fase per impatti di proiettile (Backman e Goldsmith, 1978)

48
Le tecniche disponibili per la sua determinazione possono essere di tipo deterministico o
probabilistico.
Nel primo caso, la velocità critica viene ricavata matematicamente dai principi fisici
(leggi di conservazione e relazioni costitutive) ma, a causa della complessità delle
equazioni differenziali coinvolte, si introducono delle semplificazioni che generalmente
richiedono la determinazione empirica di una o più costanti.
Nell’approccio probabilistico, invece, si ha bisogno di una base sostanziale di dati relativi
alla velocità di impatto del proiettile, alla velocità residua (in caso di perforazione
completa) e la verifica della avvenuta/non avvenuta perforazione della barriera.
Prima che si possa definire una velocità limite in questo senso, devono essere stabilite
due definizioni arbitrarie. Innanzi tutto, è necessario definire cosa si intende per
penetrazione completa (CP ‐ Complete Penetration) e penetrazione parziale (PP – Partial
Penetration) (Figura 20).
Figura 20 ‐ Penetrazione completa e parziale nella definizione del limite balistico
49
Tre possibili definizioni sono le seguenti:
‐ deve essersi aperta una breccia tale da consentire il passaggio di luce;
‐ almeno metà del proiettile deve essere passato attraverso l’obiettivo;
‐ un foglio sottile di alluminio, messo dietro l’obiettivo a distanza di 6 cm, deve essere
stato perforato dal proiettile stesso o da sue schegge.
Per un evento assegnato la seconda velocità limite di solito sarà più alta della prima. La
terza sarà prossima alla seconda, eccetto per i casi in cui si ha spalling o scabbing. Si noti
che solo il secondo criterio si basa sul comportamento del proiettile. Una volta definita la
CP, è necessario definire la velocità limite in termini probabilistici. A questo scopo è
pratica consolidata utilizzare la così detta V50. Per V50 si intende la velocità in corrispondenza
della quale esiste un 50% di probabilità che la barriera subisca una perforazione completa. E’
evidente come per tale definizione è necessario un approccio di tipo sperimentale–
statistico.
Gli esperimenti vengono compiuti sparando lo stesso tipo di proiettile numerose volte, a
velocità diverse, variando la quantità di polvere da sparo (propellente) caricato nel
bossolo. Chiaramente la configurazione del bersaglio da caratterizzare dovrà rimanere
costante per tutta la durata dell’esperimento.
Il metodo più semplice per determinare la V50, prevede di calcolare la media tra le
velocità di 6 proiettili: i 3 più lenti che hanno raggiunto la penetrazione completa e i 3
più veloci che hanno portato ad una penetrazione parziale. Una differenza di 46 m/s o
meno è richiesta tra la velocità più bassa con penetrazione parziale e la velocità più alta
con penetrazione completa. Secondo questa definizione, un colpo sparato ad una velocità
superiore alla V50 può non causare una CP, ma la probabilità aumenta con la velocità. I
metodi sperimentali più usati sono il metodo up and down, il metodo di Langlie, il metodo
dei livelli e il probit design.
50
In pratica, vincoli di tempo ed economici limitano la quantità di dati che possono essere
effettivamente ottenuti, anche perché sparare una serie di proiettili a velocità variabili
con una certa continuità e con una determinata precisione, è un’attività che presenta
delle difficoltà di ordine pratico. Inoltre, la V50 è una grandezza che ha senso solo per
un’assegnata combinazione di proiettile/obiettivo. Nel corso della stessa campagna di
prove, oltre alla V50, può essere ricavata la deviazione standard, anch’essa espressa in
m/s che misura la dispersione dei risultati che, inevitabilmente, non mostreranno una
coerenza assoluta per i vari motivi connessi alle condizioni sperimentali, ai proiettili e ai
bersagli stessi.
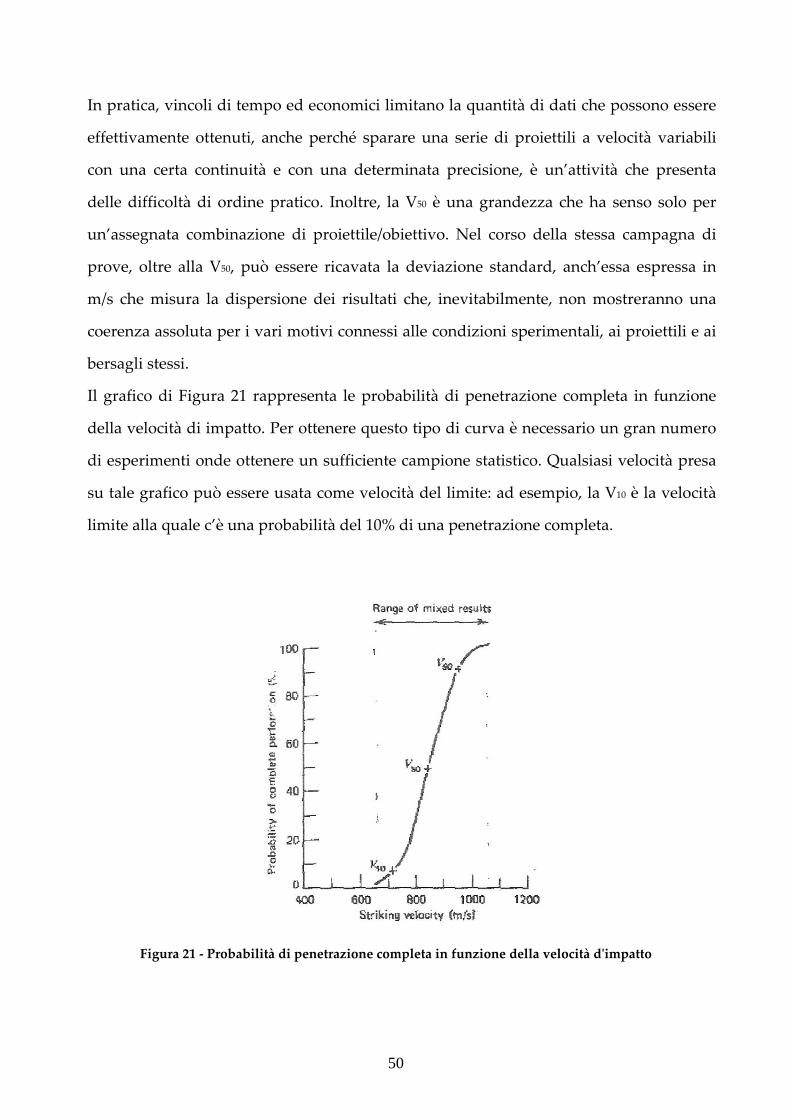
Il grafico di Figura 21 rappresenta le probabilità di penetrazione completa in funzione
della velocità di impatto. Per ottenere questo tipo di curva è necessario un gran numero
di esperimenti onde ottenere un sufficiente campione statistico. Qualsiasi velocità presa
su tale grafico può essere usata come velocità del limite: ad esempio, la V10 è la velocità
limite alla quale c’è una probabilità del 10% di una penetrazione completa.
Figura 21 ‐ Probabilità di penetrazione completa in funzione della velocità dʹimpatto
51
Oltre alla CP, viene spesso considerata la penetrazione parziale, ma, anche in questo
caso, la definizione è tutt’altro che univoca; in ogni caso è di minore interesse al fine di
verificare le prestazioni di una corazzatura.
1.5.1 Parametri che influenzano il limite balistico
Il limite balistico è influenzato da molti parametri. Fra questi figurano durezza, densità
e snervamento; anche la geometria del proiettile (lunghezza L, diametro D, rapporto
L/D e forma della punta), lo spessore dell’obbiettivo e l’angolo d’impatto hanno un
ruolo importante.
1.5.1.1 Durezza
Per quanto riguarda i proiettili, all’aumentare della durezza, si ha un certo
cambiamento di comportamento: i proiettili più morbidi subiscono, come
prevedibile, le maggiori deformazioni plastiche; quelli più duri, al contrario,
mantengono maggiormente la forma iniziale ma tendono a rompersi in due o più
frammenti. In generale, un’accentuazione della durezza può portare ad un
miglioramento della capacità di penetrazione: a parità di bersaglio, all’aumentare
della durezza aumenta sia la profondità di penetrazione che la velocità residua in
caso di perforazione completa.
1.5.1.2 Angolo d’impatto
La maggior parte dei proiettili arriva all’obbiettivo subendo delle perturbazioni.
Piccoli angoli d’imbardata hanno un effetto limitato sulla capacità del proiettile di

52
penetrare un obbiettivo, specie se le capacità perforanti del proiettile eccedono quelle
del bersaglio.
In Figura 22 è stato tracciato l’aumento percentuale del limite balistico in funzione
dell’angolo d’imbardata. Dalla curva si nota come passando da un’incidenza normale
fino ad angoli d’imbardata di 3°, si ha meno dell’1% di aumento della velocità critica;
per angoli maggiori, invece, l’aumento diviene significativo.
Figura 22
1.5.1.3 Densità
La densità dei materiali ha un effetto significativo sul limite balistico. Gli studi hanno
dimostrato come, in caso di bersagli spessi ed alte velocità d’impatto i proiettili di
maggiore densità si rivelano dei penetratori più efficaci. Alle velocità più basse,
invece, la caratteristiche meccaniche quali carico di snervamento e durezza risultano
premianti.
53
1.5.1.4 Forma della punta
In generale, si è visto come più la punta di un proiettile risulta piatta e più si alza il
limite balistico.
La forma della punta di un proiettile gioca un ruolo determinante nella penetrazione
di un bersaglio, fintanto che le velocità d’impatto non sono tali da provocare lo
snervamento del materiale che costituisce il proiettile. Oltre questo limite tale aspetto
perde di importanza.
In ogni caso, la variazione del limite balistico fra punta semisferica, conica e ogivale è
limitata al 4%. Solo nel caso di proiettili dalla punta piatta l’effetto è più marcato: il
limite balistico di un proiettile simile è circa il 6.5% più alto di quello relativo ad un
proietto a punta emisferica.
1.5.1.5 Rapporto lunghezza/diametro del proiettile (L/D)
Esperimenti effettuati su proiettili in acciaio e tungsteno hanno mostrato come,
passando da un valore di 5 ad uno di 10 nel rapporto L/D, si ha una riduzione della
velocità limite del 13% nel caso del tungsteno e dell’8% in quello dell’acciaio.

54
CAPITOLO II
LE CERAMICHE IN ALLUMINA COME PROTEZIONE BALISTICA
55
2. LE CERAMICHE IN ALLUMINA COME PROTEZIONE BALISTICA
L’implementazione delle ceramiche strutturali nel settore delle protezioni balistiche è
una soluzione relativamente recente. Le armature in ceramiche furono sviluppate
originariamente negli Stati Uniti durante gli anni ’60 per i giubbotti anti‐proiettile ed i
sedili rinforzati degli elicotteri.
Inizialmente, i requisiti principali richiesti ad un’armatura in ceramica erano quelli di
essere più leggere delle equivalenti protezioni metalliche, ma soprattutto di impedire la
penetrazione dei proiettili perforanti di piccolo calibro.
Attualmente, lo sviluppo delle armature in ceramica è ancora in corso. Le armature in
ceramica sono principalmente utilizzate come protezione balistica del personale e dei
mezzi militari e di polizia nella protezione delle parti più critiche di aeroplani ed
elicotteri e come difesa contro le esplosioni delle mine di terra.
I meccanismi alla base del funzionamento delle armature in ceramica sono
significativamente diversi da quelli delle armature in metallo. I metalli assorbono
l’energia cinetica del proiettile tramite un meccanismo di deformazione plastica, le
ceramiche, per contro, assorbo l’energia cinetica del proiettile attraverso lo sviluppo di
energia legato al meccanismo di frattura.
Nella maggior parte dei casi, l’armatura in ceramica è costituita da piastrelle monolitiche
di ceramica (tile) o da compositi metello‐ceramica ricoperti da nailon balistico e
rivestimento di fibra ad alta resistenza, quale Kevlar, Spectra o fibra di vetro. Alcuni
metalli “morbidi”, come l’allumino, possono essere utilizzati come materiale posteriore
(backing) nelle protezioni veicolari.
La fenomenologia che caratterizza l’impatto di un proiettile (V > 700‐800 m/s) su tali tipi
di armature può essere riassunta nel modo seguente: il corpo esterno in ceramica
(“duro”) si crepa assorbendo una parte dell’energia cinetica del proiettile; la restante
parte viene assorbita dal materiale (“morbido”) di backing. Il materiale di backing oltre a

56
sopportare la frattura subita dal materiale ceramico a causa del proiettile, deve anche
assorbire il proiettile stesso che può continuare ad avanzare all’interno dell’armatura.
La valutazione dei sistemi di protezione balistica deve tenere conto di diversi fattori: il
tipo di minaccia balistica; il sistema di produzione; le proprietà insite dei materiali del
sistema armatura (materiale esterno e backing); le prestazioni multihit (cioè la capacità di
un armatura di sopportare più colpi); la variazione delle prestazioni al variare delle
condizioni ambientali; le limitazioni spaziali, di costo, peso e lavorazione manifatturiera.
Figura 23 – Piastre e tiles in ceramica d’allumina (AL98) utilizzate per armature personali e veicolari

57
2.1 I materiali ceramici da protezione balistica
Esistono due tipi di materiali ceramici per protezioni balistiche:
‐ ceramici strutturali monolitici
‐ compositi a matrice ceramica
I ceramici monolitici includono gli ossidi ceramici, principalmente l’allumina, i ceramici
non‐ossidi (come il carburo di silicio, il carburo di boro, il nitrato di silicio, il nitrato di
alluminio) e i ceramici a sistema binario (come i ceramici del tipo B4C‐TiB2). Le proprietà
generali delle armature ceramiche sono descritte in letteratura [4].
Gli ossidi ceramici, in particolare le ceramiche di allumina, hanno proprietà fisiche di
elevato livello che si adattano molto bene alle applicazioni per armature. Le ceramiche di
allumina sono a basso costo e possono essere prodotte usando varie metodologie (slip
casting, pressing ed injecton molding) senza l’uso di apparecchiature costose; nonostante
l’elevata densità (fino a 3,95 g/cm3), i ceramici di allumina vengono efficacemente
utilizzati come protezione balistica. Le ceramiche d’allumina hanno elevate proprietà
meccaniche a costi relativamente bassi ed è per tale ragione che ogni giorno sono
prodotti migliaia di tile. Tali tipi di armatura possono essere prodotti in accordo con
specifiche esigenze del cliente e si possono produrre sia prodotti in pura ceramica sia
tiles su materiale di backing. Tali ceramiche sono attualmente usate con successo per la
protezione balistica del personale e dei mezzi veicolari.
In generale, i ceramici non ossidi utilizzati come protezione balistica hanno elevate
proprietà fisiche ed una relativamente bassa densità, tanto che sono generalmente più
convenienti delle ceramiche in allumina. Purtroppo, questi ceramici, sono solitamente
prodotti con hot pressing, un processo di produzione relativamente costoso, ma che
produce alte proprietà meccaniche. Le proprietà meccaniche dei ceramici di allumina
58
prodotti con hot pressing, tuttavia, sono comparabili con le proprietà dei ceramici non
ossidi.
I compositi a matrice ceramica hanno alte prestazioni balistiche grazie alle loro alte
proprietà meccaniche, come ad esempio l’elevata resistenza a frattura. I compositi a
matrice ceramica offrono una maggiore integrità dopo l’impatto balistico rispetto ai
ceramici monolitici. La maggior parte di questi materiali sono prodotti con hot pressing e
sono quindi molto costosi; anche quelli che non sono prodotti attraverso tale processo,
comunque, hanno bisogno di lavorazioni e strumentazioni speciali che li rendono
relativamente costosi.
59
2.2 Processo di lavorazione dell’allumina
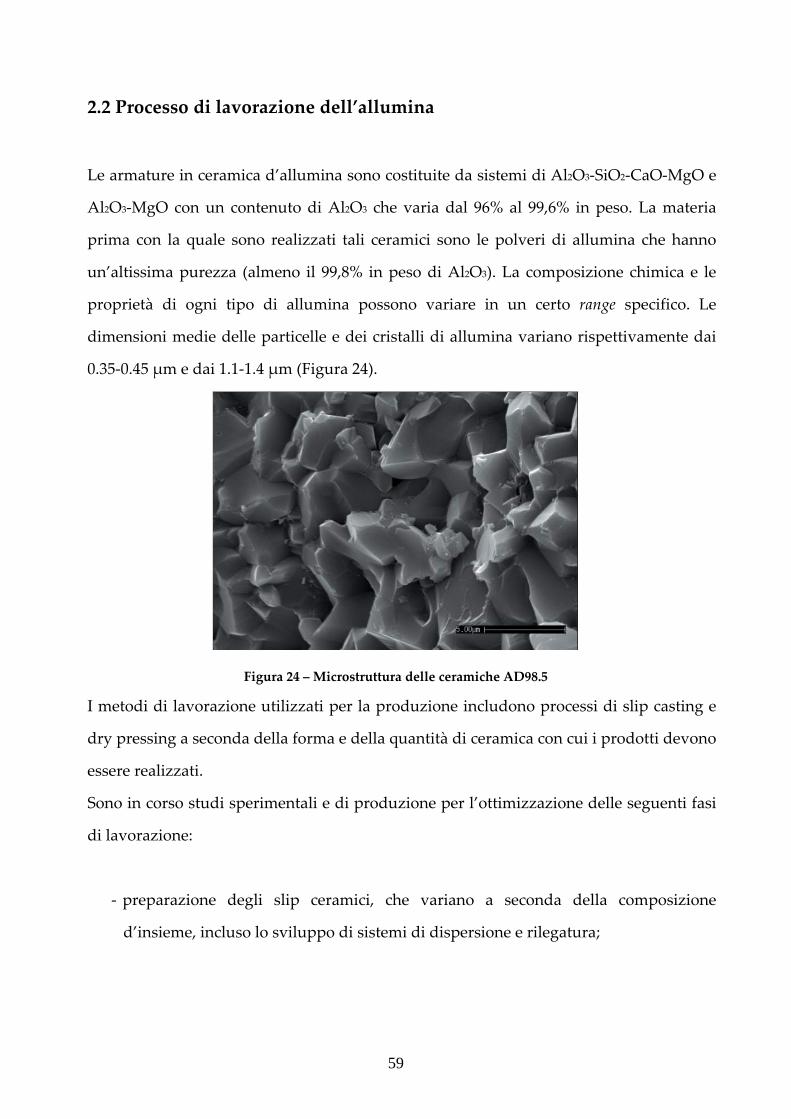
Le armature in ceramica d’allumina sono costituite da sistemi di Al2O3‐SiO2‐CaO‐MgO e
Al2O3‐MgO con un contenuto di Al2O3 che varia dal 96% al 99,6% in peso. La materia
prima con la quale sono realizzati tali ceramici sono le polveri di allumina che hanno
un’altissima purezza (almeno il 99,8% in peso di Al2O3). La composizione chimica e le
proprietà di ogni tipo di allumina possono variare in un certo range specifico. Le
dimensioni medie delle particelle e dei cristalli di allumina variano rispettivamente dai
0.35‐0.45 μm e dai 1.1‐1.4 μm (Figura 24).
Figura 24 – Microstruttura delle ceramiche AD98.5
I metodi di lavorazione utilizzati per la produzione includono processi di slip casting e
dry pressing a seconda della forma e della quantità di ceramica con cui i prodotti devono
essere realizzati.
Sono in corso studi sperimentali e di produzione per l’ottimizzazione delle seguenti fasi
di lavorazione:
‐ preparazione degli slip ceramici, che variano a seconda della composizione
d’insieme, incluso lo sviluppo di sistemi di dispersione e rilegatura;
60
‐ processo di fabbricazione degli stampi, allo scopo di ottenere la forma dello stampo
richiesta con un ciclo di produzione che non sia eccessivamente lungo;
‐ processo di slip casting per realizzare prodotti a singola, doppia e tripla curvatura,
quanto più possibile combacianti con le dimensione e la forma disegnata dal cliente;
‐ spray drying allo scopo di produrre particelle sferiche con dimensioni regolabili;
‐ processo di pressatura uni‐assiale;
‐ processo di asciugatura e cottura, incluse essiccature, che variano a seconda della
forma e delle dimensioni dei prodotti;
‐ processo di incollaggio tra ceramica e materiale di backing, preparazione di adesivi,
di kevlar, di fibre di vetro e nailon, trattamento termico in autoclave al variare di
temperatura, pressione e vuoto;
‐ sistemi di controllo qualità tali da realizzare un controllo generale con eventuali
possibili aggiustamenti ad ogni fase del processo di lavorazione.
I materiali grezzi iniziali sono mescolati e macinati in modo da ottenere un impasto a
base di acqua. I fogli di ceramica iniziali sono costituiti per il 77‐81% da materiale secco. I
solidi contenuti nel foglio dipendono dalla metodologia di manifattura. Sebbene le
polveri iniziali possano avere particelle di piccole dimensioni con un’alta area di
superficie specifica e possano essere inizialmente attive per la sinterizzazione, la
preparazione del foglio prevede comunque un’attivazione chimico‐meccanica dei
materiali iniziali. Tale attivazione si ottiene utilizzando il mescolamento in acqua, che
produce una distorsione strutturale del reticolo cristallino del grano superficiale con la
formazione di composti interstiziali e la loro parziale amorfizzazione.
I composti che si formano sulla superficie del grano hanno un’estrema capacità di
sinterizzazione. Tuttavia, la durata della mescolatura deve avere la durata ottimale (30‐
45’ a seconda della composizione). Altrimenti, l’eccessiva attivazione e la trasformazione
delle particelle superficiali producono un incremento della viscosità del foglio che può
provocare alcune difficoltà durante la colatura, così come elevate contrazioni e
61
microcrinature. Un’ottima combinazione di composizione e preparazione dei fogli di
ceramica permette il raggiungimento di porosità prossime allo zero a relativamente
basse temperature di cottura (<1550°C) e questo anche per ceramiche con contenuto di
allumina pari al 99,6%.
Ogni step del processo di lavorazione deve essere accompagnato da una corrispondente
procedura di controllo qualità. Il controllo di qualità inizia con la verifica della materia
prima: essa devono soddisfare speciali requisiti in termini di contenuto di struttura α per
l’allumina, composizione chimica, distribuzione delle dimensioni delle particelle e
dimensione media del cristallo.
Uno dei metodi utilizzati per ottenere un aggiustamento dei parametri quali il tempo di
fusione, il restringimento e la compattezza dei ceramici è l’uso di speciali additivi
organici di natura polimerica, applicati in piccole quantità (< dello 0,5% del peso del
foglio). L’uso di tali additivi produce, ad esempio, una diminuzione del tempo di fusione
fino al 40‐50%, oltre ad un aggiustamento delle proprietà di restringimento e di altri
parametri fisici.
I seguenti parametri di lavorazione ceramica sono controllati individualmente in modo
da ottenere le caratteristiche richieste:
‐ durata della mescolatura, gravità specifica, viscosità e pH iniziale dei fogli;
‐ pressione dell’aria, temperatura e velocità del flusso dello spray‐drying;
‐ parametri del processo di formazione dei grani;
‐ distribuzione delle dimensioni delle particelle e densità della matrice;
‐ parametri e processi di slip casting e pressing;
‐ parametri di cottura (inclusa curva di curva di cottura e temperatura finale di
cottura), livello di ossigeno, pressione dell’aria e carico di essiccazione.
62
Le seguenti proprietà vengono testate per le ceramiche ricotte:
‐ cottura e restringimento totale, dimensioni e forma (curvatura per i corpi
dell’armatura e per i piatti delle armature veicolari speciali, piattezza per i tiles);
‐ densità e porosità;
‐ proprietà fisiche (durezza Vickers, resistenza a frattura, velocità del suono, modulo
di Young, resistenza a flessione);
‐ prestazioni balistiche in osservanza dei protocolli sperimentali.
63
2.3 Procedure di testing sull’allumina
La microstruttura delle ceramiche di allumina viene studiata attraverso la microscopia a
trasmissione ed a scansione elettronica. La densità, la porosità e l’assorbimento d’acqua
nelle ceramiche viene misurata utilizzando il metodo di immersione ad acqua basato
sulla legge di Archimede. L’assorbimento d’acqua, la porosità e la densità sono misurati
nei tiles sperimentali e nei particolari reali dopo saturazione ad acqua sotto vuoto.
Il modulo di Young e la velocità del suono possono essere misurate con gli ultrasuoni:
misurando la velocità longitudinale dell’ultrasuono in accordo con la norma ASTM C769
e attraverso il metodo della frequenza di risonanza in accordo con la norma ASTM C885.
La seguente formula viene utilizzata per il calcolo del modulo di Young:
2
1 (1 ) (1 2 ) /(1 )E V p p p= ⋅Δ ⋅ + ⋅ − −
Dove V1 è la velocità ultrasonora longitudinale misurata secondo l’ASTM C769, Δ è la
densità e p il rapporto di Poisson.
La durezza Vickers viene misurata in accordo con l’ASTM C1327. Il carico statico di 10 kg
viene utilizzato per vari materiali sotto compressione, mentre carichi di 0.3‐50 kg
possono essere utilizzati per lo studio dell’influenza del carico.
Il valore della durezza Vickers viene calcolato usando la seguente formula:
21.8544 /VH P d=
dove P è il carico in Kg e d è la diagonale principale, espressa in mm, dell’impronta
misurata utilizzando un microscopio.
La resistenza a frattura viene determinata utilizzando un carico di 10 kg e viene calcolata
utilizzando la formula:
64
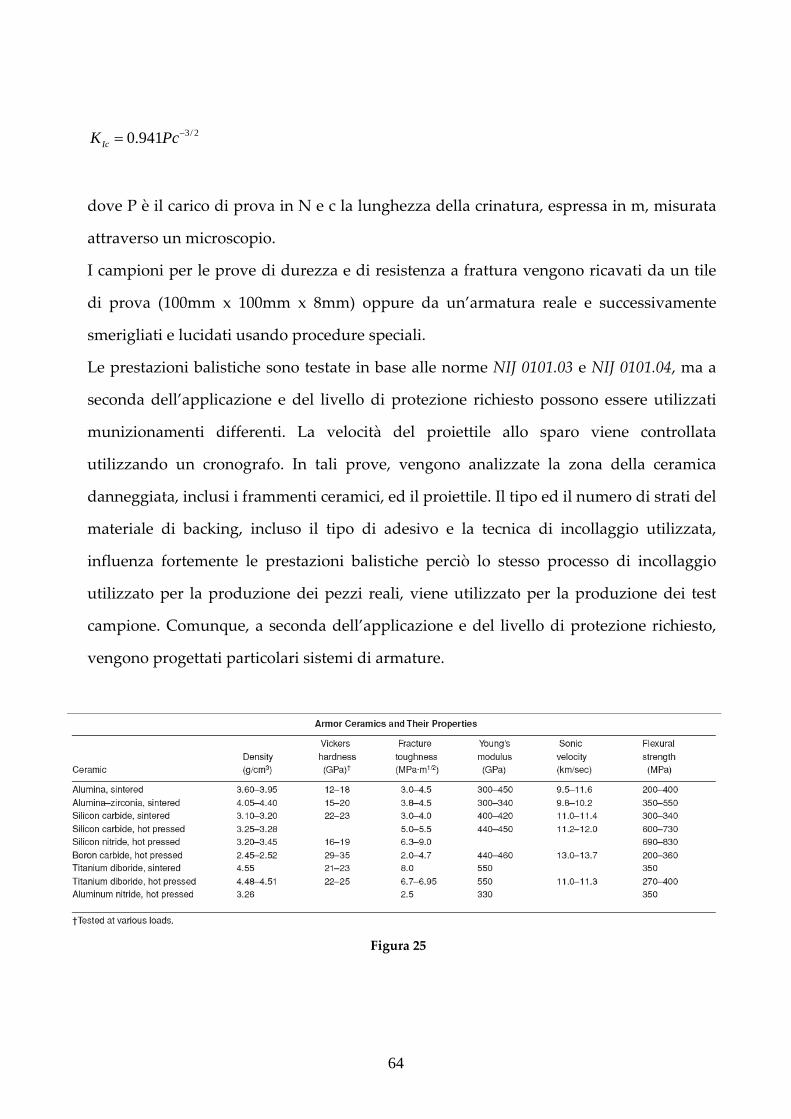
3/ 20.941IcK Pc−=
dove P è il carico di prova in N e c la lunghezza della crinatura, espressa in m, misurata
attraverso un microscopio.
I campioni per le prove di durezza e di resistenza a frattura vengono ricavati da un tile
di prova (100mm x 100mm x 8mm) oppure da un’armatura reale e successivamente
smerigliati e lucidati usando procedure speciali.
Le prestazioni balistiche sono testate in base alle norme NIJ 0101.03 e NIJ 0101.04, ma a
seconda dell’applicazione e del livello di protezione richiesto possono essere utilizzati
munizionamenti differenti. La velocità del proiettile allo sparo viene controllata
utilizzando un cronografo. In tali prove, vengono analizzate la zona della ceramica
danneggiata, inclusi i frammenti ceramici, ed il proiettile. Il tipo ed il numero di strati del
materiale di backing, incluso il tipo di adesivo e la tecnica di incollaggio utilizzata,
influenza fortemente le prestazioni balistiche perciò lo stesso processo di incollaggio
utilizzato per la produzione dei pezzi reali, viene utilizzato per la produzione dei test
campione. Comunque, a seconda dell’applicazione e del livello di protezione richiesto,
vengono progettati particolari sistemi di armature.
Figura 25
65
2.4 Le proprietà dei ceramici che influenzano le prestazioni balistiche
Il meccanismo di frattura che avviene in una ceramica durante l’impatto di un proiettile
a velocità di 700‐5000 m/s si divide in varie fasi. Tale processo si sviluppa in un regime di
flusso idrodinamico a valle del quale si ha la rottura del penetratore e l’eiezione ad alta
velocità di schegge; in una fase successiva, all’avanzare del penetratore, si ha la rottura
della ceramica con la formazione di crinature coniche e di crinature di tensione sulla
faccia posteriore della ceramica con l’erosione finale del penetratore e la formazione di
un’ampia frattura nella ceramica. Con l’aumento della velocità del proiettile, la capacita
da parte della ceramica di dissipare l’energia cinetica del proiettile e di evitare la
propagazione della rottura gioca un ruolo fondamentale. Durante un impatto balistico si
formano diverse tipologie di crinature, le quali possono provocare la disintegrazione del
piatto di ceramica in particelle con dimensioni che variano da polvere finissima e larghi
frammenti di diversi centimetri quadrati. Le performance balistiche delle ceramica
dipendono da diversi fattori. Le proprietà che regolano il fenomeno includono densità e
porosità, durezza, resistenza a frattura, modulo di Young, velocità del suono e resistenza
meccanica. Ognuna di tali proprietà non ha una correlazione diretta con le prestazioni
balistiche, in quanto il meccanismo di frattura che si genera durante la penetrazione del
proiettile è piuttosto complesso. La formazione delle crinature è causata da diversi fattori
ed avviene in un tempo molto rapido. Quindi, tutte le proprietà fisiche del materiale,
inclusa la microstuttura, devono essere tenute in debito conto durante la fase di
progettazione di tali sistemi di protezione. Per quanto riguarda la porosità, essa deve
essere minimizzata praticamente a zero (le inclusioni di acqua non devono superare lo
0.02%). Anche la durezza della ceramica deve essere elevata. Essa dovrebbe essere
superiore a quella del penetratore. In letteratura esistono varie tecniche per misurare la
durezza delle ceramiche, ma talvolta il confronto tra le diverse misure può rivelarsi
alquanto difficoltosa. Tuttavia, per ottenere dei risultati balistici accettabili, nel caso delle
ceramiche di allumina la durezza Hv10 dovrebbe superare i 1220‐1250. Per avere
66
sensibilità con tale valore, si pensi che un proiettile perforante NATO calibro 7.62 mm
con cuore in acciaio ha un valore della durezza pari a 800‐870, mentre un proiettile
calibro 14.5 mm con cuore in carburo di tungsteno ha un valore di durezza pari a 1150.
Sebbene alcuni autori [4] [25], asseriscano che le armature in ceramica debbano avere
una bassa resistenza a frattura (KIC) e l’esperienza pratica mostri come materiali con un
elevato KIC non esibiscano elevate prestazioni balistiche, il KIC dei materiali ceramici non
dovrebbe essere basso. Bisognerebbe, piuttosto, raggiungere un giusto compromesso tra
durezza e resistenza a frattura. Alcuni ceramici come il LanxideTM SiC/Al che possiede
un elevato KIC, infatti, esibiscono elevate prestazioni balistiche. La velocità del suono, che
è correlata alla capacità di diffondere l’energia inizialmente localizzata nell’area
d’impatto, dovrebbe essere elevata. Un’elevata velocità del suono indica indirettamente
il raggiungimento di un alto livello di densità e bassa porosità. Tale parametro, quindi,
può essere utilizzato per confrontare le potenzialità balistiche delle ceramiche prodotte
con diversi processi di produzione. L’esperienza pratica, dimostra che ceramiche in
allumina con velocità del suono superiori ai 10.000 m/s hanno prestazioni balistiche
elevate. Il modulo di Young deve essere elevato. Per le ceramiche in allumina esso deve
essere superiore ai 325 GPa (usualmente si aggira intorno ai 350‐450 GPa a seconda del
contenuto di Al2O3). L’impedenza I=Δ∙C=(Δ∙E)1/2, dove Δ è la densità, c la velocità del
suono ed E il modulo di Young, indica che la velocità di propagazione dell’onda nel
materiale aumenta all’aumentare di E. Armature in ceramica con elevate prestazioni
balistiche hanno valori dell’impedenza prossimi a quelli dell’acciaio (400 MPa s/m). La
resistenza meccanica delle armature in ceramica dovrebbe essere elevata. A causa del
complicato meccanismo di frattura delle ceramiche sotto impatto, tutti i tipi di resistenza
meccanica dovrebbero essere elevati. Tuttavia, le ceramica in allumina che hanno una
bassa resistenza a flessione (circa 250 MPa) mostrano comunque prestazioni balistiche
accettabili.
67
2.5 Morfologia delle rotture da impatto balistico nei tiles di allumina
La valutazione delle prestazioni balistiche dei ceramici è sempre stato un obbiettivo
difficile in relazione al numero di variabili in gioco, quali il tipo di minaccia, la velocità e
la forma del proiettile, la natura della ceramica, la configurazione del target sia in termini
di materiale esterno e backing che del loro relativo spessore, angolo d’impatto e vincoli.
In letteratura [23] si trovano numerosi studi che hanno permesso di individuare e
classificare il comportamento balistico dei tiles di allumina al variare dello spessore e del
livello di minaccia.
Tale tipo di classificazione è fondamentalmente di natura morfologica e può essere
effettuata attraverso l’osservazione delle zone danneggiate a seguito dell’impatto
balistico.
Generalmente, il tipo ed il numero di layers del materiale di backing, così come l’adesivo
utilizzato e la relativa tecnica di incollaggio, influenzano fortemente le prestazioni
balistiche.
Il meccanismo che permette la protezione balistica attraverso i materiali metallici è
profondamente diverso rispetto a quello dei materiali ceramici. Il metallo assorbe
l’energia cinetica del proiettile attraverso la sua deformazione plastica, la ceramica,
invece, attraverso l’energia che assorbe durante il meccanismo di frattura.
In ogni tipo di impatto balistico sui tiles di ceramica si sviluppa un luogo di crinature a
forma di conoidi coassiali che si sviluppa dal punto di impatto. Tuttavia, a seconda dei
casi, ci sono diverse morfologie. Generalmente le morfologie delle rotture a bassa
trasmissione di energia possono classificarsi in quattro tipi.
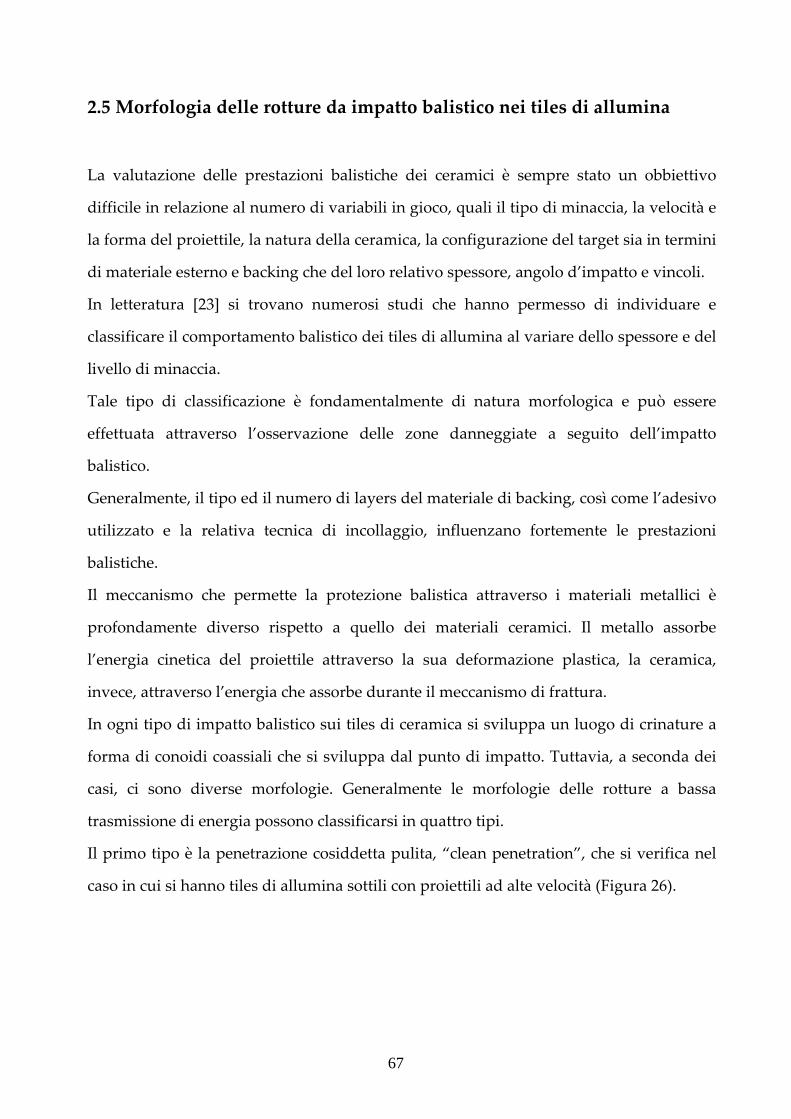
Il primo tipo è la penetrazione cosiddetta pulita, “clean penetration”, che si verifica nel
caso in cui si hanno tiles di allumina sottili con proiettili ad alte velocità (Figura 26).
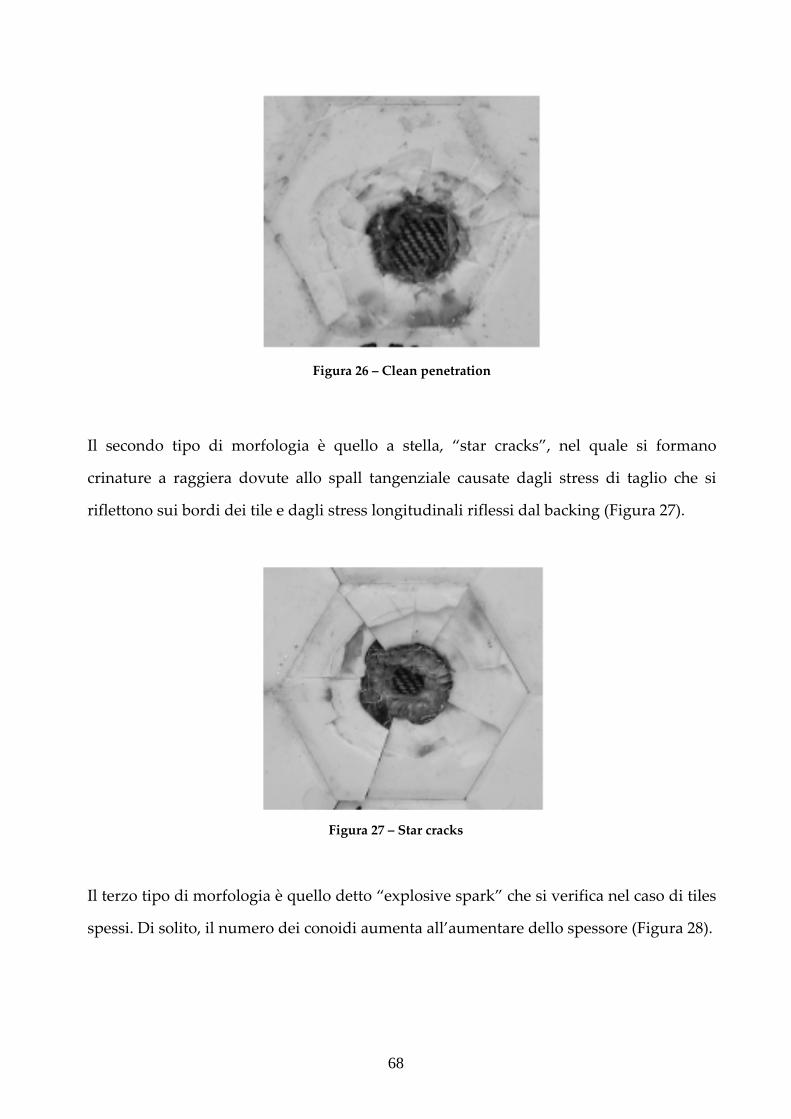
68
Figura 26 – Clean penetration
Il secondo tipo di morfologia è quello a stella, “star cracks”, nel quale si formano
crinature a raggiera dovute allo spall tangenziale causate dagli stress di taglio che si
riflettono sui bordi dei tile e dagli stress longitudinali riflessi dal backing (Figura 27).
Figura 27 – Star cracks
Il terzo tipo di morfologia è quello detto “explosive spark” che si verifica nel caso di tiles
spessi. Di solito, il numero dei conoidi aumenta all’aumentare dello spessore (Figura 28).

69
Figura 28 – Explosive spark
Infine, se l’impatto avviene nei pressi dell’interfaccia tra i vari tiles si può ottenere una
morfologia denominata “a mosaico” (Figura 29).
Figura 29
Nel caso in cui la ceramica riesca effettivamente ad assorbire l’energia dell’impatto (alta
energia di trasmissione), i frammenti di ceramica danneggiata possono avere varie
dimensioni, da grossi tocchi a polvere sottile. I tocchi di grandi dimensioni (Figura 30)
sono stati osservati a seguito di impatti esplosivi.

70
Figura 30
La natura e lo spessore del backing, inoltre, può avere un’influenza significativa sulla
propagazione della crinatura, grazie alla sua capacità di diminuire le tensioni. Su un tile
di 6 mm con uno strato di metallo come backing, un proiettile calibro 7.62 può generare
l’erosione della ceramica. Il compattamento della polvere di ceramica sotto la
compressione dell’impatto genera l’elevata resistenza alla penetrazione di tali tipi di
materiale (Figura 31).
Figura 31
71
CAPITOLO III
IL FLYER PLATE IMPACT TEST SULL’ALLUMINA

72
3. IL FLYER PLATE IMPACT TEST SULL’ALLUMINA
Il Flyer Plate Impact Test (FPIT) è una tecnica sperimentale piuttosto consolidata
utilizzata per lo studio del comportamento dinamico dei materiali finalizzata ad ottenere
la loro relativa equazione di stato; attraverso tale test, si misura l’andamento della
velocità rispetto al tempo della superficie posteriore del provino. Tale tipo di segnale
può mostrare caratteristiche specifiche del materiale e può essere paragonato al risultato
del modello numerico, allo scopo di validare il modello costitutivo e di danno del
materiale. Nel caso specifico il FPIT è stato utilizzato allo scopo di validare il modello di
Johnson‐Holmiquist 2 implementato nel codice di calcolo commerciale LS‐DYNA v970.
L’esperimento del Flyer Plate Impact Test consiste nel realizzare un impatto planare, a
velocità nota, tra due dischi sottili. Un elevato rapporto diametro su spessore (D/h>10)
garantisce uno stato di deformazione uniassiale in prossimità dell’asse di simmetria dei
dischi.
3.1 Stato di deformazione uniassiale
Uno stato di deformazione monoassiale è definito come:
ε1 ≠0
ε2=ε3=γ12=γ13=γ23=0
Nel derivare le equazioni per lo stato di deformazione monoassiale, si assume che la
deformazione totale si possa scomporre in una parte elastica ed una plastica:
73
ε1=ε1e+ε1p
ε2 =ε2e+ε2p
ε3 =ε3e+ε3p
ovvero:
ε2p=‐ε2e
ε3p=‐ε3e
Per l’incompressibilità del flusso plastico si può scrivere che:
ε1p+ε2p+ε3p=0
che, sfruttando la simmetria, ε2p=‐ε3p porta a:
ε1p=‐ε2p‐ε3p=‐2ε2p
Da cui si ottiene:
ε1p=2ε2e
in modo da poter scrivere la deformazione totale in termini di sola deformazione
elastica:
ε1=ε1e+ε1p=ε1e+2ε2e
Le deformazioni elastiche possono essere espresse, in termini di sforzi, dalle seguenti
relazioni:

74
Avendo posto σ2=σ3., la combinazione delle summenzionate equazioni permette di
ottenere:
Imponendo come criterio di snervamento quello di von Mises o quello di Tresca, cioè:
in cui Yo indica la tensione di snervamento, si ottiene:
in cui il “bulk modulus”, K, è definito come:
Nel caso particolare di deformazione elastica unidimensionale:

75
per cui
ovvero,
che porta alla scrittura di
e
L’ultima equazione dimostra che, in caso di stato di deformazione unidimensionale, la
pendenza del tratto elastico della curva sforzo‐deformazione del materiale, è, rispetto al
caso di stato di sforzo unidimensionale, più elevato di un coefficiente pari a
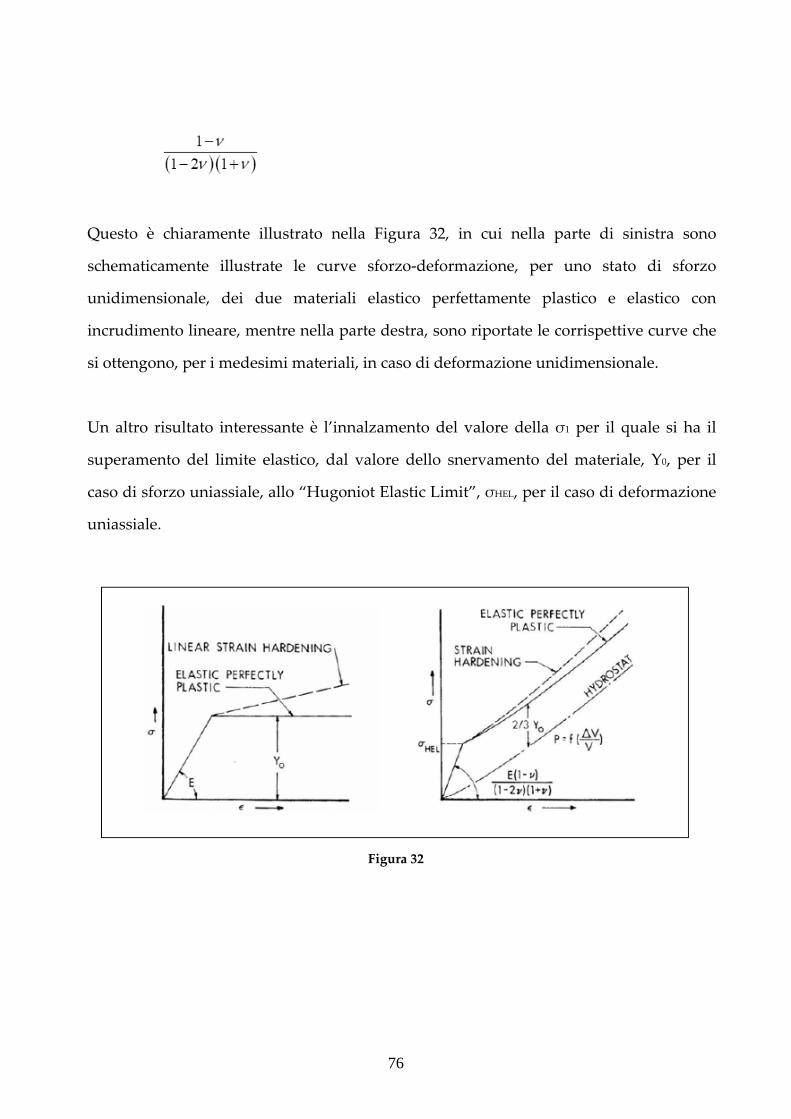
76
Questo è chiaramente illustrato nella Figura 32, in cui nella parte di sinistra sono
schematicamente illustrate le curve sforzo‐deformazione, per uno stato di sforzo
unidimensionale, dei due materiali elastico perfettamente plastico e elastico con
incrudimento lineare, mentre nella parte destra, sono riportate le corrispettive curve che
si ottengono, per i medesimi materiali, in caso di deformazione unidimensionale.
Un altro risultato interessante è l’innalzamento del valore della σ1 per il quale si ha il
superamento del limite elastico, dal valore dello snervamento del materiale, Y0, per il
caso di sforzo uniassiale, allo “Hugoniot Elastic Limit”, σHEL, per il caso di deformazione
uniassiale.
Figura 32

77
Per quanto riguarda la parte plastica, l’equazione
dimostra che lo stress, indipendentemente dall’incrudimento, continua a crescere con la
deformazione, in modo proporzionale al “bulk modulus”, e che lo scostamento dalla
parte idrostatica della curva è pari a un valore costante.
La curva indicata in Figura 32 come “Hydrostat” rappresenta, quindi, il comportamento
del medesimo materiale, ma privo di capacità di resistenza a taglio, soggetto ad uno
stato di deformazione uniassiale. Per valori estremamente elevati della pressione, lo
scostamento tra le due curve diviene trascurabile e il materiale, senza compiere errori
significativi, può essere trattato come un fluido e rappresentato dalla sola parte
idrostatica.

78
3.2 Il modello di Johnson‐Holmquist 2 per i materiali ceramici
Il modello di Johnson‐Holmquist 2 è rappresentato dalle equazioni nelle Figura 33,
Figura 34 e Figura 35.
Figura 33 – curva di resistenza
Figura 34 – equazione di stato
Figura 35 ‐ equazione di danno

79
Esso include una rappresentazione della curva di resistenza per materiale intatto e
fratturato, un’equazione di stato (EOS) che include anche il bulking ed un modello di
danno che porta il materiale da uno stato intatto ad uno stato fratturato.
Lo stress equivalente normalizzato vale:
dove σ*i è lo stress equivalente normalizzato a materiale intatto, σ*f è lo stress
normalizzato a materiale fratturato e D è il danno variabile da 0 a 1.
Gli stress equivalenti generalizzati (σ*, σ*i, σ*f) hanno la seguente forma generale:
dove σ è lo stress equivalente puntuale e σHEL è lo stress equivalente al limite elastico di
Hugoniot.
La formula generale dello stress equivalente è:
dove σx, σy e σz sono le tre componenti dello stress normale e τxy, τxz e τyz sono le tre
componenti dello stress di taglio.
Lo stress normalizzato a materiale intatto è dato dalla:
80
mentre lo stress normalizzato a materiale fratturato è dato dalla:
È da notare che lo stress normalizzato a materiale fratturato può essere limitato da
σ*f≤σ*fmax. Tale valore di resistenza facoltativo ha lo scopo di assicurare una maggiore
flessibilità all’importante parametro della resistenza a frattura.
Le costanti del materiale sono A, B, C, M, N, T e σ*fmax. La pressione normalizzata è
P*=P/PHEL, dove P è il valore puntuale della pressione e PHEL è la pressione all’HEL. La
pressione idrostatica di tensione massima equivalente normalizzata è T*=T/ PHEL dove T è
la pressione idrostatica di tensione massima che il materiale può sostenere. La velocità
di deformazione adimensionale è:
dove dε/dt è la velocità di deformazione equivalente puntuale e dε0/dt=1.0s‐1 è la velocità
di deformazione di riferimento.
La velocità di deformazione equivalente è analoga allo stress equivalente ed è espressa
nel modo seguente:

81
Il danno è accumulato in maniera simile al modello di Johnson‐Holmquist 1 [9] ed al
modello di danno di Johnson‐Cook [7]. Esso è espresso dalla seguente formula:
dove Δεp è la deformazione plastica equivalente durante un ciclo di integrazione e
εp=f(P) è la deformazione plastica con materiale fratturato sotto la pressione costante P.
L’espressione specifica è:
dove D1 e D2 sono costanti tipiche del materiale e P* e T* sono quelle definite
precedentemente. Ancora, il materiale non può andare al di sotto del valore della
deformazione plastica per P*=‐T*, ma εpf aumenta all’aumentare di P*.
La pressione idrostatica, prima che inizia la frattura (D=0), è semplicemente:
dove K1, K2 e K3 sono costanti del materiale (K1 è il modulo di bulk) e μ=ρ/ρ0‐1 con ρ la
densità corrente e ρ0 la densità iniziale.
Per pressioni di trazione (μ<0), l’ultima equazione viene sostituita da P= K1 μ.
Dopo che il danno inizia ad manifestarsi (D>0), può verificarsi anche il bulking. L’effetto
del bulking è quello di aumentare la pressione e/o di aumentare la deformazione

82
volumetrica. Nel modello di Johnson‐Holmiquist 2 l’effetto bulking è incluso
aggiungendo un incremento di pressione all’equazione di stato:
L’incremento di pressione è determinato da valutazioni di tipo energetico: esso varia da
ΔP =0 a ΔPmax per D=1.0. La diminuzione dell’incremento di energia elastica interna
(dovuta alla componente deviatorica degli sforzi) è convertita in energia potenziale
interna attraverso l’aumento incrementale del ΔP. La diminuzione della componente
deviatorica degli sforzi avviene perché lo stress diminuisce all’aumento del danno D,
come mostrato dalla Figura 33.
L’espressione generale per l’energia elastica interna della componente deviatorica degli
stress è:
dove σ è il flusso dello sforzo plastico equivalente e G è il modulo di elasticità a taglio.
La perdita dell’ energia incrementale è:
Se la perdita di energia ΔU è convertita in energia potenziale idrostatica attraverso una
variazione di pressione ΔP, un’equazione approssimata per tale conservazione di energia
è la seguente:

83
Il primo termine [(ΔPt+Δt‐ΔPt)]μt+Δt] è l’energia potenziale approssimata per μ>0 mentre il
secondo termine [(ΔP2t+Δt‐ΔP2t)/2K1] è l’energia potenziale per μ<0.
Risolvendo per ΔP (con μt+Δt>0) si ha:
Come aspettato, il modello da ΔP=0 per β=0, dove β è la porzione di perdita di energia
elastica convertita in energia idrostatica (0 ≤ β ≤ 1).
La procedura per la determinazione delle costanti del modello non è un processo
semplice soprattutto a causa del fatto che alcune delle costanti non possono essere
ricavate esplicitamente.

84
3.3 Simulazione del FPIT sull’Allumina AD99.5
Il FPIT rappresenta una delle poche configurazioni geometriche per le quali la
trattazione teorica dello stato di deformazione uniassiale (§3.1) è disponibile in forma
esatta e può essere utilizzata per la verifica ed il confronto con i risultati numerici.
Il Flyer Plate Impact Test è generalmente utilizzato per determinare la curva di Hugoniot
del materiale. Questo test è largamente utilizzato anche per il particolare tipo di rottura
che è in grado di produrre nel disco bersaglio. Tale rottura è proprio lo spalling (§1.3.7)
che avviene per una trazione localizzata provocata dalla sovrapposizione dell’onda di
compressione, riflessa sulla superficie libera del target, e della sopraggiungente onda di
rilascio.
Nell’esperimento, la misura è effettuata mediante la rilevazione, ad esempio attraverso
tecniche d’interferometria laser, del profilo di velocità di un punto situato sulla
superficie posteriore del disco bersaglio. La lettura del profilo di velocità permette di
ricavare tutte le informazioni necessarie ad identificare il comportamento meccanico del
materiale.
Uno schema rappresentativo del FPIT è illustrato in Figura 36.
Figura 36 – schema del FPIT
proiettile bersaglio
Materiale di backing Materiale di backing impattatore provino
superficie posteriore provino
V

85
La configurazione del Flyer Plate Impact Test, come detto in precedenza, permette di
realizzare uno stato di deformazione uniassiale in prossimità dell’asse di simmetria dei
dischi. Tale condizione rende superflua, in questa prima fase del lavoro, la
modellizzazione dei due dischi interi e, quindi, la geometria da modellare può essere
ridotta ad una semplice striscia di elementi 2D in stato di deformazione piana, in cui gli
spostamenti verticali siano impediti. Tale modello è indicato col termine “single strip
model”. Le dimensioni di ciascun elemento utilizzate nel modello sono di 0,1× 0,1 mm2.
Il modello utilizzato per simulare il comportamento dell’Allumina AD99.5 è stato il
modello di Johnson‐Holmquist 2 (§3.2) ideato e progettato per riprodurre il
comportamento meccanico dei materiali di tipo ceramico. Tale modello di materiale è
implementato nel codice commerciale LS‐DYNA v970 attraverso la card MAT_110
JOHNSON_HOLMIQUIST_CERAMICS.
I valori dei parametri del materiale sono illustrati nella Tabella 1 [6].
Tabella 1 Costanti del modello di Johnson‐Holmquist 2 per l’allumina AD99.5
Densità Costanti elastiche Costanti di danno Costanti di pressione Ρ G K1 D1 D2 K1 K2 K3 Β (Kg/m3) (GPa) (GPa) (GPa) (GPa) (GPa) 3890 152 231 0.01 0.7 201 ‐160 2774 1.0 Costanti di resistenza HEL T A B C N M σ*fmax (GPa) (GPa) 6.57 0.262 0.88 0.28 0.007 0.64 0.60 1.0
Il FPIT è stato effettuato con 3 diverse velocità d’impatto:
a) V1=544 m/s
b) V2=1070 m/s
c) V3=2260 m/s

86
Il materiale di backing utilizzato sia per l’impattatore che per il bersaglio è stato il
Fluoruro di Litio (LiF). Nelle configurazioni a) e b) sia penetratore che bersaglio sono
costituiti da Allumina AD99.5, mentre nel caso c) il penetratore è costituito da
Tungsteno.
Le dimensioni dei plates sono illustrate nella Figura 37
Figura 37 – dimensioni dei FPIT
I risultati ottenuti sono stati confrontati con i valori sperimentali ritrovati in letteratura
[2]. I tre profili di velocità sono illustrati nelle Figura 38, Figura 39 e Figura 40.
LiF AD 99.5 AD 99.5 LiF V1 e V2
5 mm 8 mm 10 mm 25.4 mm
LiF AD 99.5 Tungsteno LiF V3
1.5 mm 6.3 mm 5 mm 25.6 mm
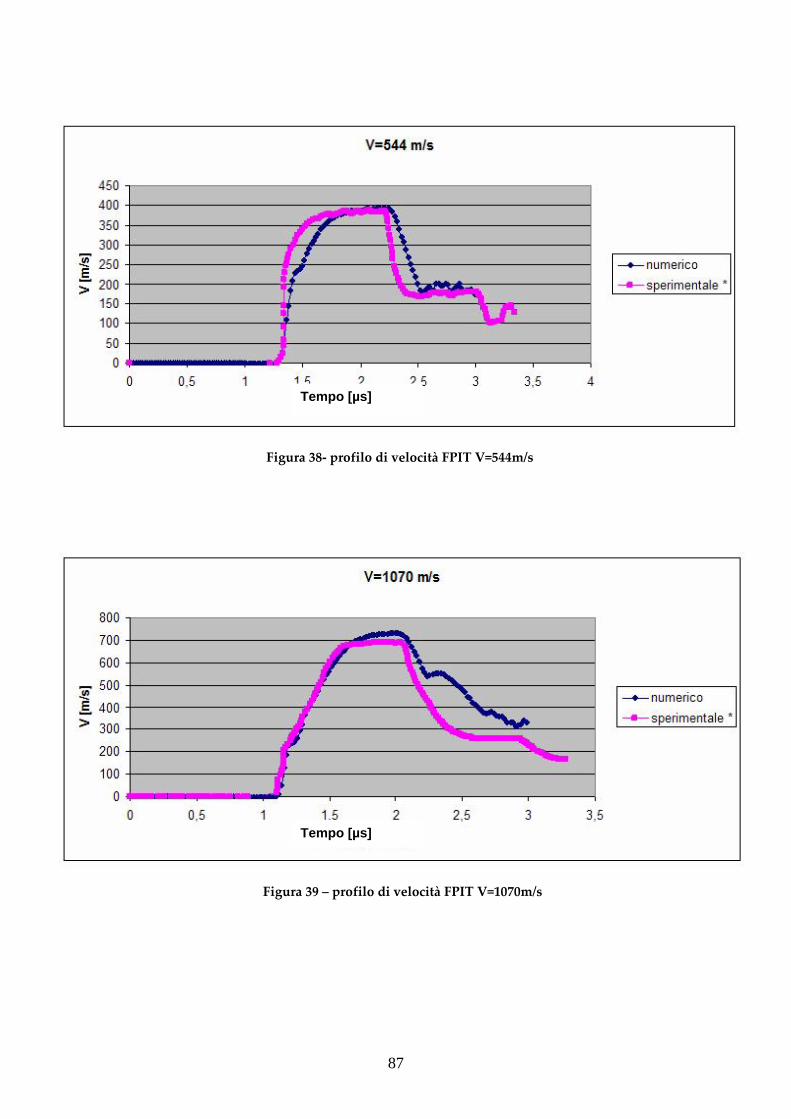
87
Figura 38‐ profilo di velocità FPIT V=544m/s
Figura 39 – profilo di velocità FPIT V=1070m/s
Tempo [µs]
Tempo [µs]
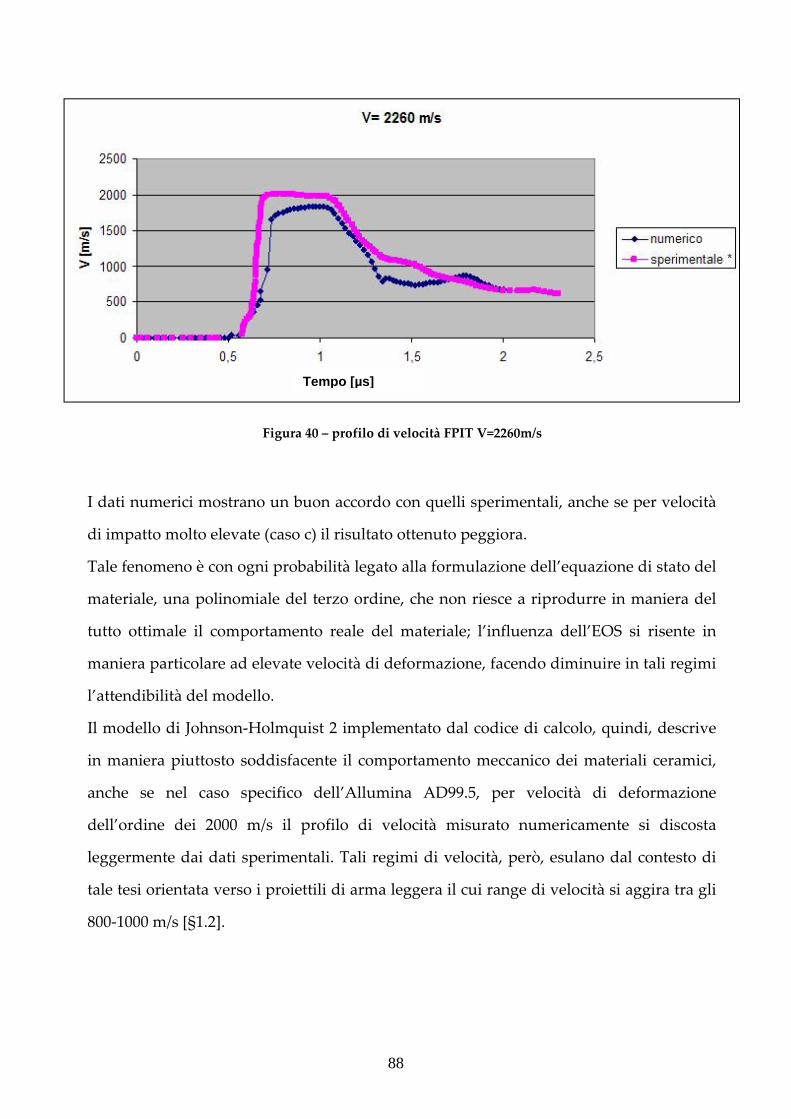
88
Figura 40 – profilo di velocità FPIT V=2260m/s
I dati numerici mostrano un buon accordo con quelli sperimentali, anche se per velocità
di impatto molto elevate (caso c) il risultato ottenuto peggiora.
Tale fenomeno è con ogni probabilità legato alla formulazione dell’equazione di stato del
materiale, una polinomiale del terzo ordine, che non riesce a riprodurre in maniera del
tutto ottimale il comportamento reale del materiale; l’influenza dell’EOS si risente in
maniera particolare ad elevate velocità di deformazione, facendo diminuire in tali regimi
l’attendibilità del modello.
Il modello di Johnson‐Holmquist 2 implementato dal codice di calcolo, quindi, descrive
in maniera piuttosto soddisfacente il comportamento meccanico dei materiali ceramici,
anche se nel caso specifico dell’Allumina AD99.5, per velocità di deformazione
dell’ordine dei 2000 m/s il profilo di velocità misurato numericamente si discosta
leggermente dai dati sperimentali. Tali regimi di velocità, però, esulano dal contesto di
tale tesi orientata verso i proiettili di arma leggera il cui range di velocità si aggira tra gli
800‐1000 m/s [§1.2].
Tempo [µs]
89
CAPITOLO IV
IL DEPTH OF PENETRATION TEST SULL’ALLUMINA

90
4. IL DEPTH OF PENETRATION TEST SULL’ALLUMINA
Al fine di tarare le capacità numeriche del modello FEM, oltre al FPIT, orientato alla
valutazione del comportamento del modello del materiale, sono state effettuate una serie
di simulazioni FEM di alcuni Depth Of Penetration Test (DOPT) confrontando, anche in
questo caso, i risultati numerici di LS‐DYNA con i dati sperimentali ritrovati in
letteratura [1]. Lo scopo, questa volta, è stato quello di valutare l’attendibilità del codice
numerico in caso di impatto balistico con parti del modello compenetranti ed unitamente
verificare che la morfologia del danno indotta nel materiale ceramico fosse verosimile
alla realtà.
4.1 Fenomenologia dell’impatto balistico sui materiali ceramici
A causa della sua fragilità, un materiale ceramico sotto impatto balistico produce un
danno che si sviluppa su un’area piuttosto vasta [§2.5], a differenza del danno dei
materiali metallici che invece si concentra nell’intorno dell’asse d’impatto. Il materiale
ceramico può disintegrasi completamente pochi secondi dopo l’impatto e le crinature
possono presentarsi anche nei tiles adiacenti.
Il processo di frammentazione è stato descritto in diversi studi [28] e può essere
sintetizzato nelle seguenti fasi:
a. un conoide di ceramica fratturata si sviluppa sulla superficie di impatto limitando
in questo modo la porzione di ceramica che partecipa alla trasmissione del carico
al sostrato metallico sottostante il tile;
91
b. un piccolo volume di ceramica frantumata si forma nelle vicinanze dell’interfaccia
proiettile‐ceramica laddove ci sono alti valori di pressione;
c. dopo l’impatto, si formano crinature sulla faccia posteriore della ceramica che si
propagano all’indietro verso il proiettile, tali crinature sono causate dalla
riflessione, come onde di tensione, delle onde di compressione all’interfaccia
ceramica‐metallo; la conseguenza è una rottura generalizzata della ceramica
dovuto alla coalescenza di tali crinature.
Inoltre, esaminando il meccanismo di penetrazione in linea del tutto generale, il
proiettile per potere avanzare nella ceramica polverizzata (ovvero, in riferimento al
modello di Johnson‐Holmquist 2 [§3.2], nei punti del modello a D=1) dovrebbe riuscire a
spingere quest’ultima in avanti o lateralmente; tale azione, tuttavia, viene impedita e
limitata dal pesante contorno della ceramica polverizzata, ovvero l’intatto materiale
circostante; per cui, la ceramica polverizzata può solo fluire all’indietro, in direzione
opposta a quella del proiettile e lungo la cavità da esso prodotta, erodendo in questo
modo la punta del proiettile stesso. La frammentazione della ceramica continua durante
tutto il processo di penetrazione, ma quella che si genera nei primi microsecondi dopo
l’impatto è il fenomeno principale che diminuisce la resistenza della ceramica. Prima
della fine di tale fase di frammentazione il tile mostra la sua massima resistenza alla
penetrazione. Dopo la frammentazione, infatti, il proiettile penetra nel conoide di
ceramica spaccata, polverizzata e frammentata (ceramica danneggiata) le cui proprietà
meccaniche sono più basse di quelle del tile intatto (vedi modello Johnson‐Holmquist 2,
Figura 33). La formazione delle crinature descritte permette lo spostamento di piccoli
frammenti, rendendo la penetrazione del proiettile più facile.
92
4.2 Configurazione del DOPT
Il DOPT è un test utilizzato per valutare le performance balistiche dei tile ceramici già a
partire dal 1986. Nelle seguenti simulazioni sono stati esaminati dei tiles di forma
circolare, mantenendo costante il valore dello spessore e del diametro e misurando la
profondità della penetrazione al variare delle condizioni al contorno dell’armatura, in
termini sia di vincoli che di velocità d’impatto, fissata la minaccia.
Le condizioni al contorno analizzate sono state tre: a) tile ceramico isolato su sostrato
metallico, b) tile ceramico confinato radialmente e c) tile ceramico confinato radialmente
e ricoperto da una piastra metallica. In Figura 41 sono rappresentati schematicamente i
tre tipi di armatura considerati.
a) b) c)
Figura 41 – configurazione del DOP test
93
Su tutte e tre le tipologie di armatura, le simulazioni sono state effettuate a due diverse
velocità, V1=1.52 e V2=1.79 Km/s, per un totale di sei simulazioni numeriche allo scopo di:
− verificare se tutti i parametri inseriti del modello, in particolare quelli legati alle
card del contatto, fossero o meno il frutto di un tuning relativo ad un singolo
modello;
− stabilire, analogamente a quanto effettuato nel capitolo precedente, un eventuale
range di velocità all’interno del quale il modello numerico è in grado di
riprodurre il fenomeno reale con uno scarto progettualmente accettabile.
Il materiale di backing dell’armatura è costituito da un blocco di acciaio 4340 di raggio rs
pari a 76 mm, mentre la piastra utilizzata nella terza configurazione è costituita da un
acciaio ad alta resistenza dello spessore sh di 6,35 mm. Lo spessore sa del tile di allumina
è 25,86 mm, mentre il raggio ra è di 58 mm. Il penetratore è in tungsteno di diametro pari
a 7,62 mm e punta semisferica con rapporto lunghezza/diametro 10 e massa pari a circa
66,7 g. La profondità del blocco di acciaio, costante in tutti e tre i casi, è stata scelta tale
da impedire la perforazione del proiettile.
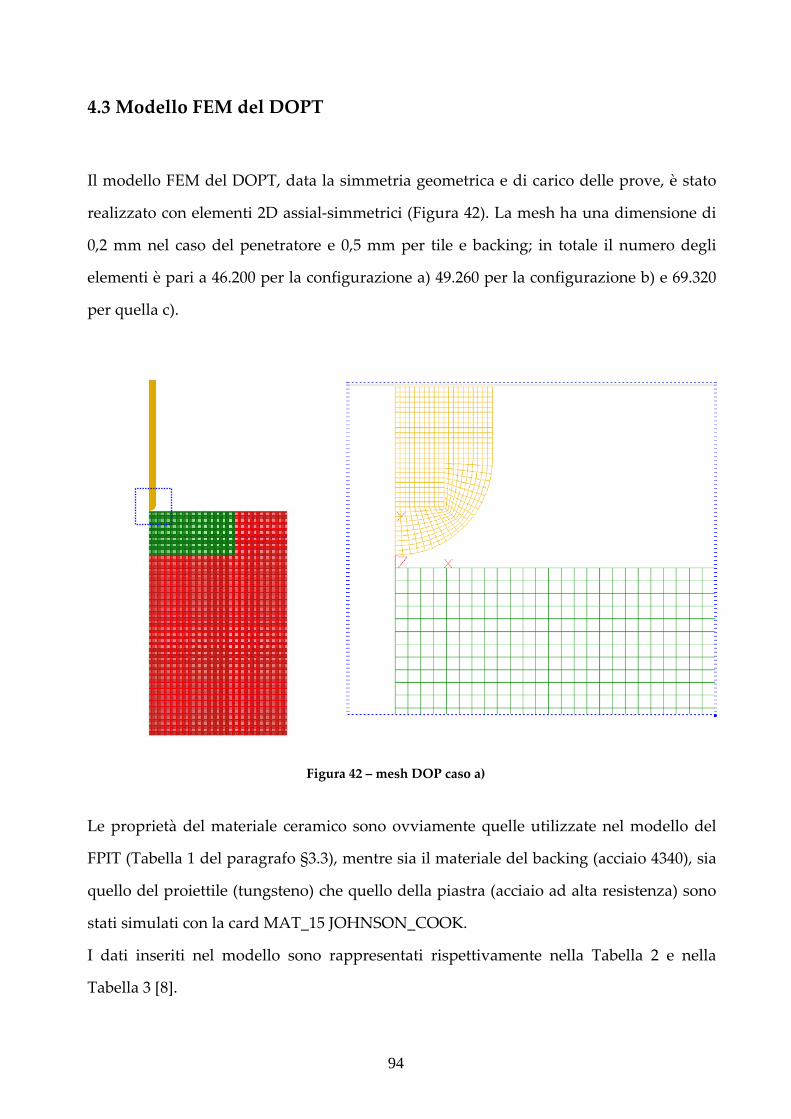
94
4.3 Modello FEM del DOPT
Il modello FEM del DOPT, data la simmetria geometrica e di carico delle prove, è stato
realizzato con elementi 2D assial‐simmetrici (Figura 42). La mesh ha una dimensione di
0,2 mm nel caso del penetratore e 0,5 mm per tile e backing; in totale il numero degli
elementi è pari a 46.200 per la configurazione a) 49.260 per la configurazione b) e 69.320
per quella c).
Figura 42 – mesh DOP caso a)
Le proprietà del materiale ceramico sono ovviamente quelle utilizzate nel modello del
FPIT (Tabella 1 del paragrafo §3.3), mentre sia il materiale del backing (acciaio 4340), sia
quello del proiettile (tungsteno) che quello della piastra (acciaio ad alta resistenza) sono
stati simulati con la card MAT_15 JOHNSON_COOK.
I dati inseriti nel modello sono rappresentati rispettivamente nella Tabella 2 e nella
Tabella 3 [8].
95
Tabella 2 Costanti del modello di Johnson‐Cook per l’acciaio 4340
Costanti elastiche Costanti fisiche Costanti di resistenza E G υ ρ Cp Tm A B n C M (GPa) (GPa) (Kg/m3) (J/KgK) (K) (MPa) (MPa) 200 77 0.29 7830 477 1793 792 510 0.26 0.014 1.03
Tabella 3 Costanti del modello di Johnson‐Cook per il tungsteno
Costanti elastiche Costanti fisiche Costanti di resistenza E G Υ ρ Cp Tm A B n C M (GPa) (GPa) (Kg/m3) (J/KgK) (K) (MPa) (MPa) 220 120 0.3 17450 134 1723 1506 177 0.12 0.016 1.00
Il contatto tra il proiettile e l’armatura è stato simulato mediante la card di LSDYNA
2D_AUTOMATIC_SURFACE_TO_SURFACE, basata sull’algoritmo del PENALTY
METHOD. Tale metodo consiste nel piazzare lungo la normale all’interfaccia delle molle
tra tutti i nodi penetranti e la superficie di contatto. La rigidezza all’interfaccia è scelta in
modo tale che sia approssimativamente dello stesso ordine di grandezza delle rigidezze
degli elementi normali all’interfaccia. Conseguentemente, il tempo computazionale non
risente dell’esistenza di tale interfaccia. Se la pressione all’interfaccia diventa
considerevole, può verificarsi che il contatto non si realizza, ottenendo la penetrazione;
tuttavia, scalando opportunamente la rigidezza a discapito del time step, il PENALTY
METHOD può riuscire comunque a risolvere il problema.
Nel caso del DOPT, la rigidezza del contatto non è stata scalata.
Durante il processo di penetrazione, può verificarsi che alcuni degli elementi
all’interfaccia del contatto, a causa delle forti pressioni locali, subisca delle distorsioni
notevoli di forma. Tale aspetto può notevolmente rallentare la risoluzione del problema
agli elementi finti, anzi in certi casi, rende il problema non risolvibile. Per ovviare al
suddetto inconveniente esistono degli algoritmi di erosione che permettono di eliminare
dal calcolo tali elementi eccessivamente distorti. Nel caso di LS‐DYNA, ad esempio,
esiste la card MAT_ADD_EROSION che permette di implementare tale approccio.

96
Sviluppare un modello di simulazione agli elementi finiti di ausilio alla progettazione
delle armature ceramiche in allumina. Questa card può funzionare con diversi criteri
user‐defined, alcuni dei quali sono di seguito elencati:
− P≤Pmin dove P è la pressione (positiva in compressione) e Pmin è la pressione di
erosione (definito dall’utente);
− σ1≥σmax, dove σ1 è lo stress principale massimo e σmax è lo stress principale di
erosione;
− ' 'max
32 ij ijσ σ σ
−
≥ , dove 'ijσ sono le componenti deviatoriche dello stress e maxσ
−
è lo
stress equivalente di erosione;
− ε1≥εmax, dove ε1 è la deformazione principale massima e εmax è la deformazione
principale di erosione;
− γ1≥γmax, dove γ1 è la deformazione a taglio e γmax è la deformazione a taglio di
erosione.
Nei modelli del DOPT sono stati utilizzati gli ultimi due criteri elencati, relativi alle
deformazioni massime principali e a taglio. È opportuno sottolineare come l’algoritmo di
erosione sia uno strumento puramente matematico, non finalizzato alla simulazione di
un fenomeno fisico avvenente nel materiale. Per tale ragione, valori dell’erosione troppo
bassi posso inficiare la bontà del risultato. Onde evitare ciò, quindi, è opportuno
scegliere dei valori dell’erosione tali da eliminare l’elemento finito solamente nel
momento in cui esso è già completamente danneggiato e non contribuisce più
all’evoluzione del fenomeno. Nel nostro caso i valori dell’erosione sono stati scelti in
modo tale che gli elementi finiti venissero cancellati solo su elementi a D=1 (elementi
rossi nella Figura 43) e che non partecipano più al processo di penetrazione così come
illustrato a titolo di esempio nella Figura 47 e nella Figura 48. Tali valori sono compresi
tra 1.2 e 3.
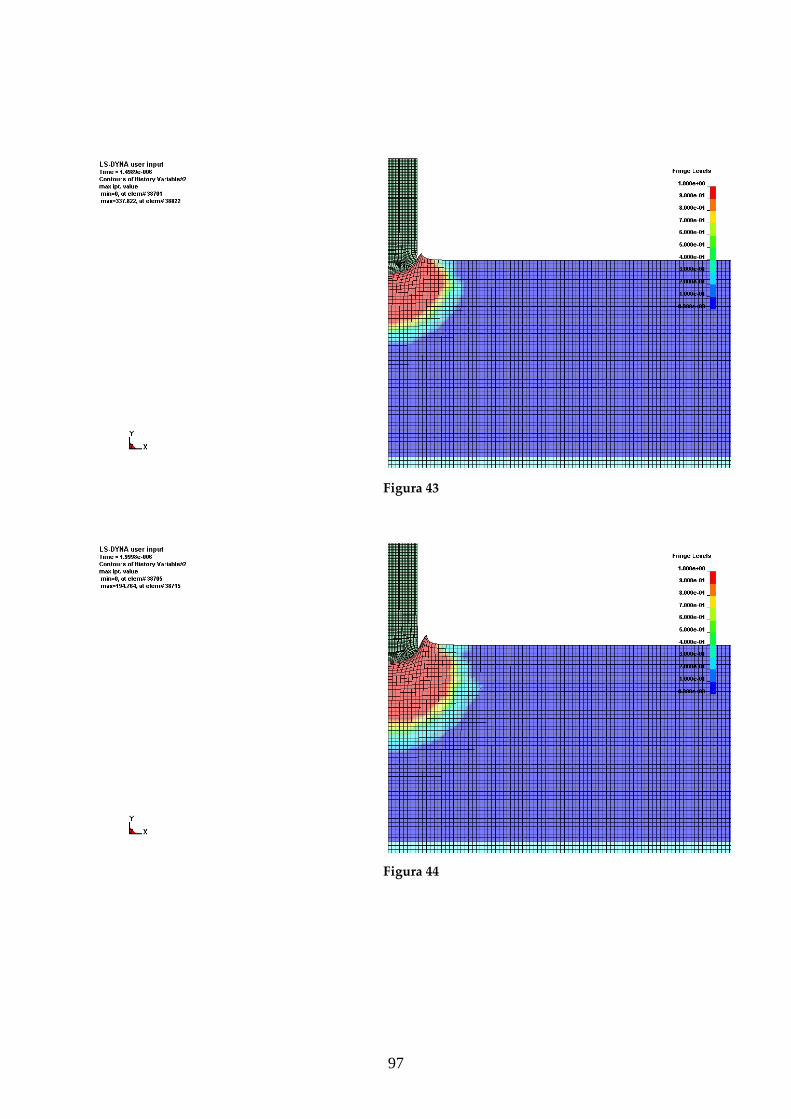
97
Figura 43
Figura 44

98
Figura 45
Figura 46

99
Figura 47
Figura 48
elementi distorti
erosione degli elementi distorti
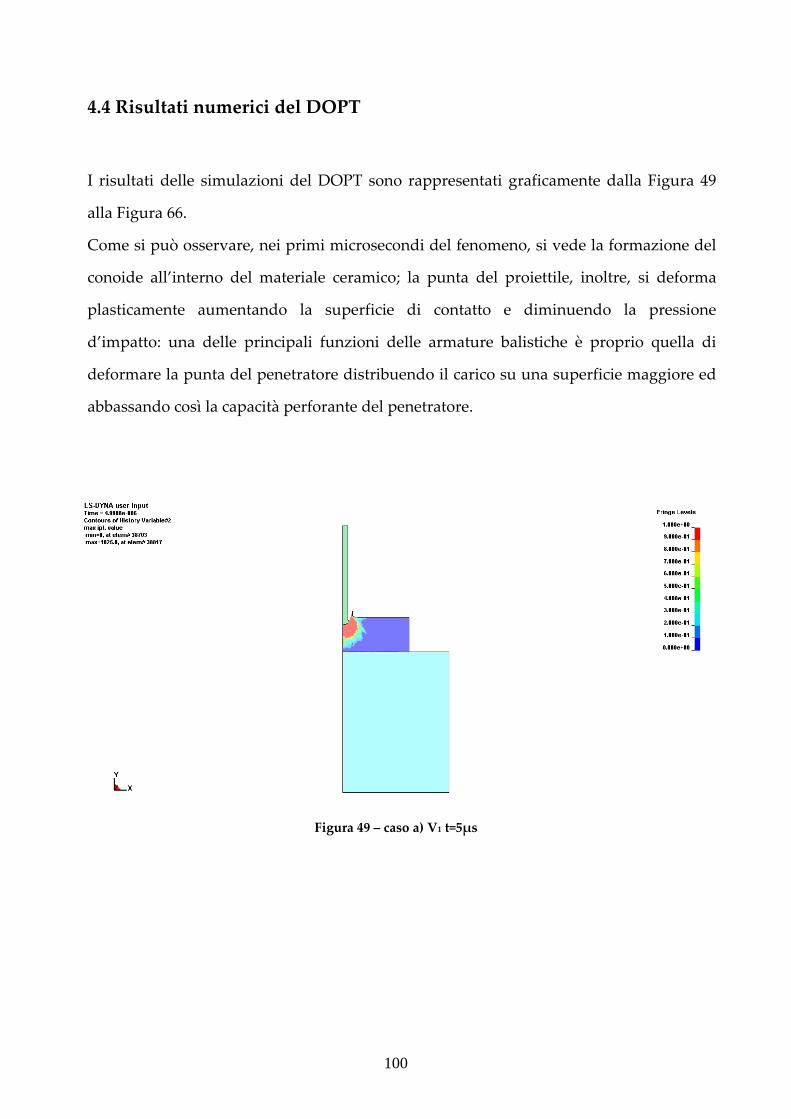
100
4.4 Risultati numerici del DOPT
I risultati delle simulazioni del DOPT sono rappresentati graficamente dalla Figura 49
alla Figura 66.
Come si può osservare, nei primi microsecondi del fenomeno, si vede la formazione del
conoide all’interno del materiale ceramico; la punta del proiettile, inoltre, si deforma
plasticamente aumentando la superficie di contatto e diminuendo la pressione
d’impatto: una delle principali funzioni delle armature balistiche è proprio quella di
deformare la punta del penetratore distribuendo il carico su una superficie maggiore ed
abbassando così la capacità perforante del penetratore.
Figura 49 – caso a) V1 t=5μs
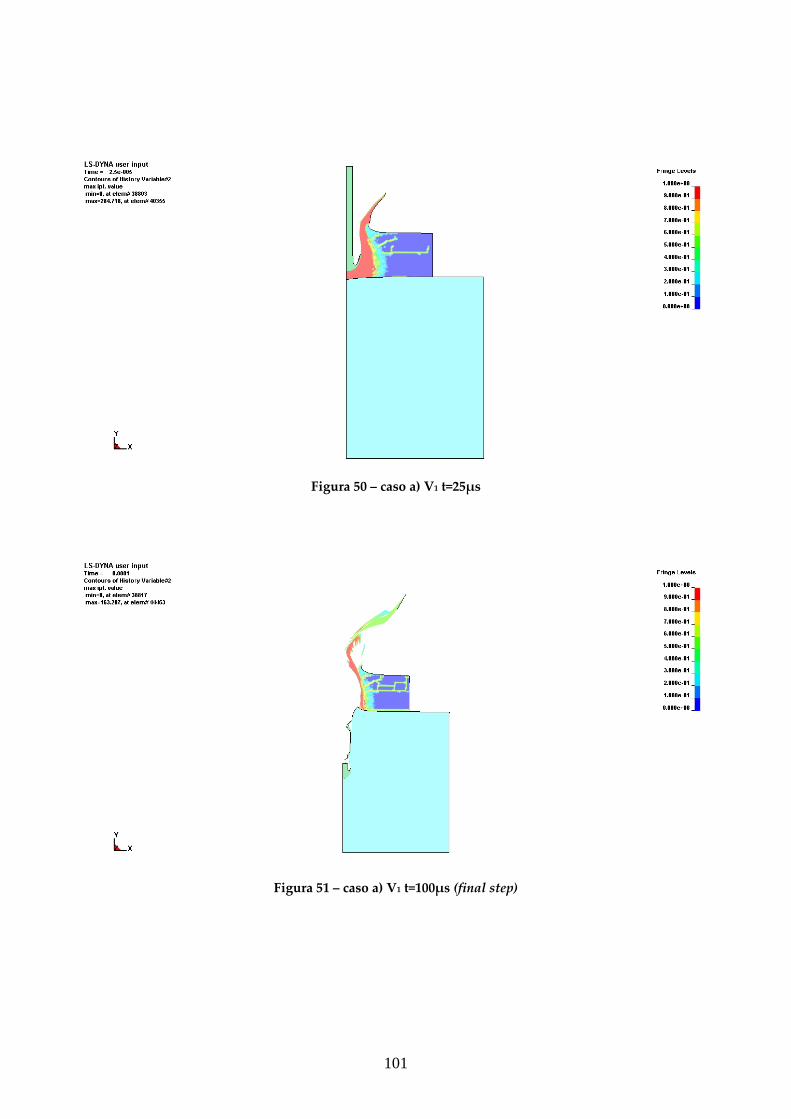
101
Figura 50 – caso a) V1 t=25μs
Figura 51 – caso a) V1 t=100μs (final step)

102
Figura 52 – caso a) V2 t=5μs
Figura 53 – caso a) V2 t=25μs
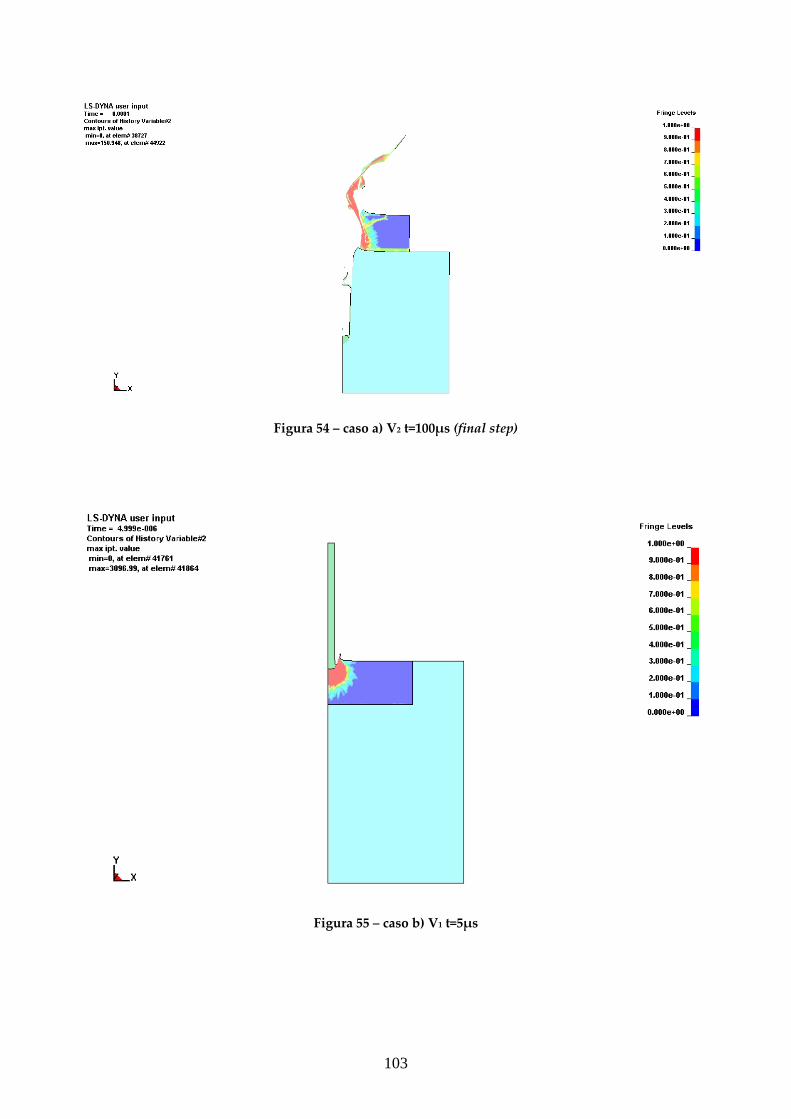
103
Figura 54 – caso a) V2 t=100μs (final step)
Figura 55 – caso b) V1 t=5μs
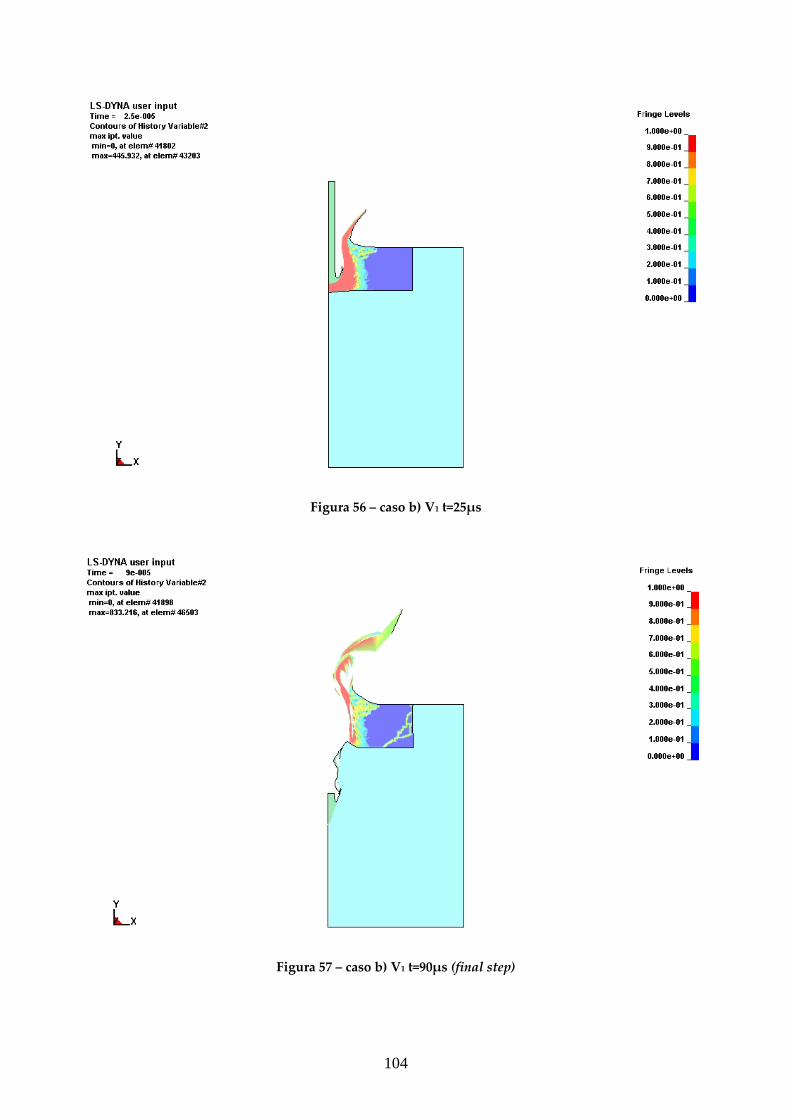
104
Figura 56 – caso b) V1 t=25μs
Figura 57 – caso b) V1 t=90μs (final step)

105
Figura 58 – caso b) V2 t=5μs
Figura 59 – caso b) V2 t=25μs
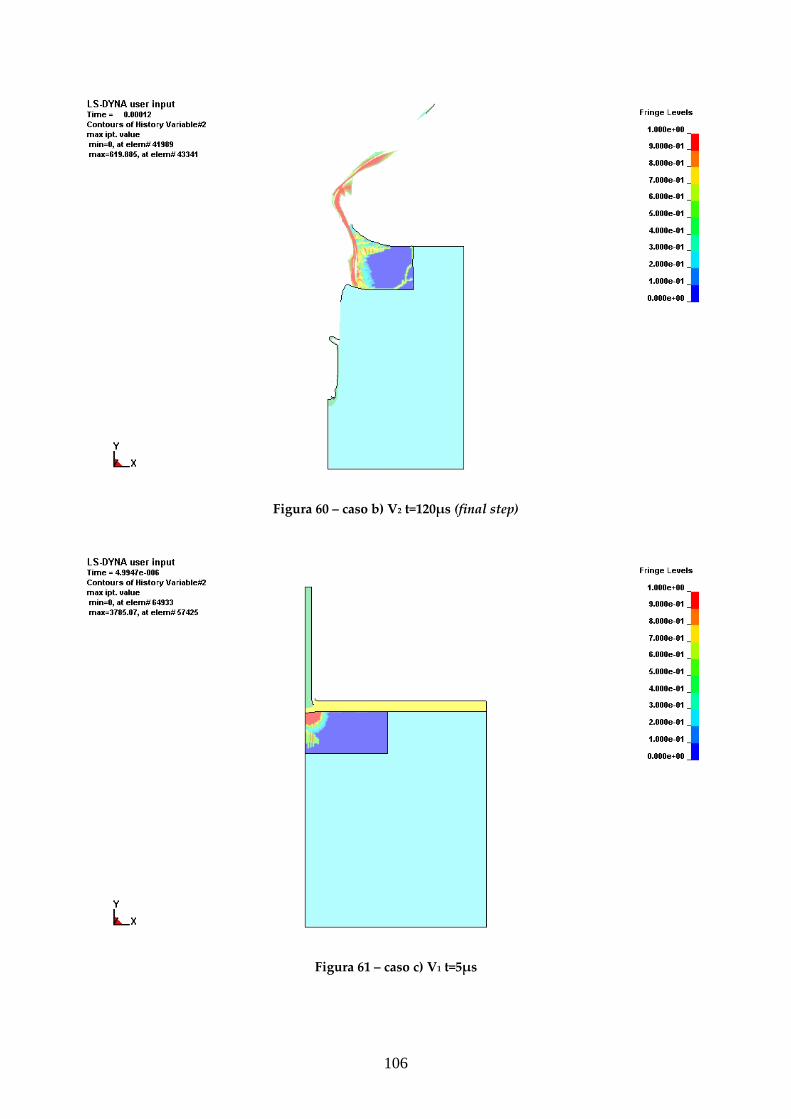
106
Figura 60 – caso b) V2 t=120μs (final step)
Figura 61 – caso c) V1 t=5μs
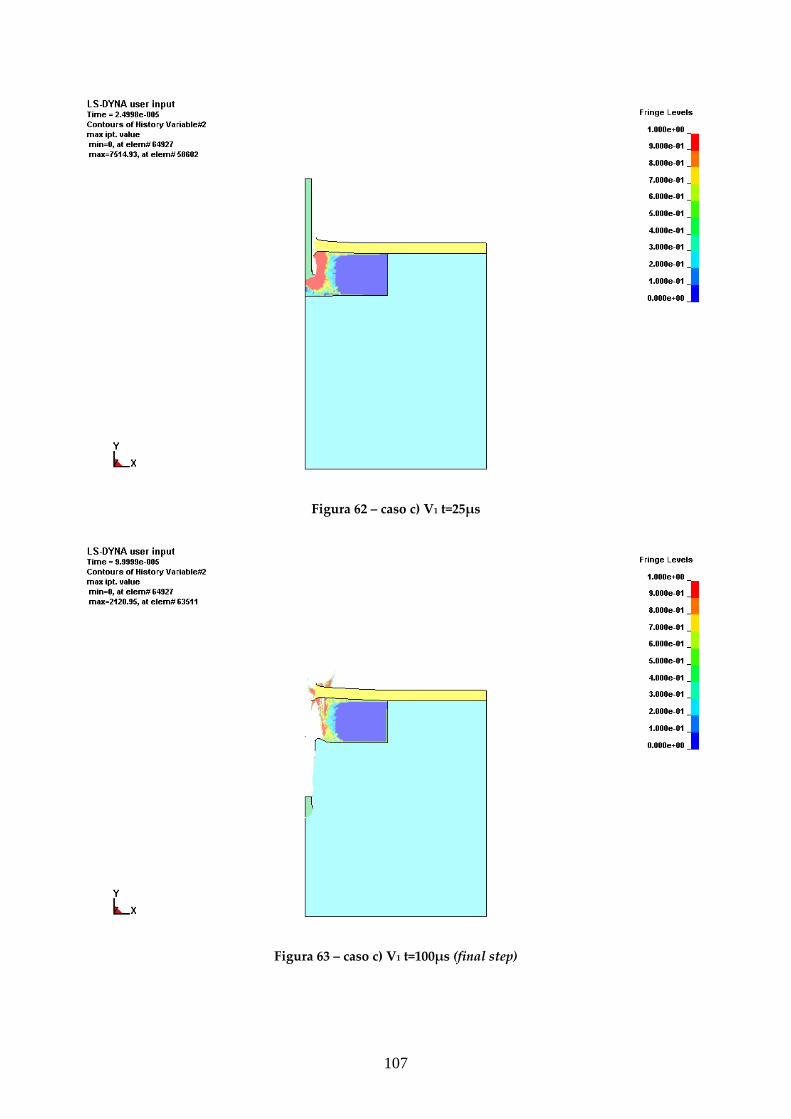
107
Figura 62 – caso c) V1 t=25μs
Figura 63 – caso c) V1 t=100μs (final step)
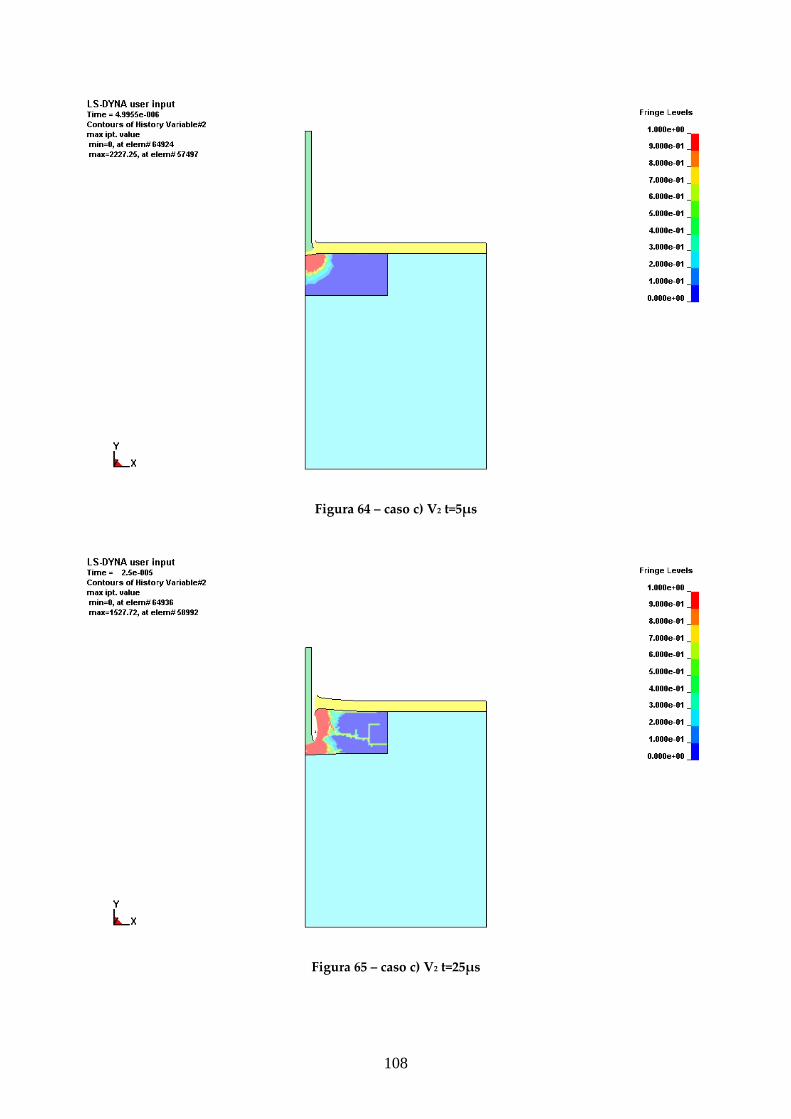
108
Figura 64 – caso c) V2 t=5μs
Figura 65 – caso c) V2 t=25μs
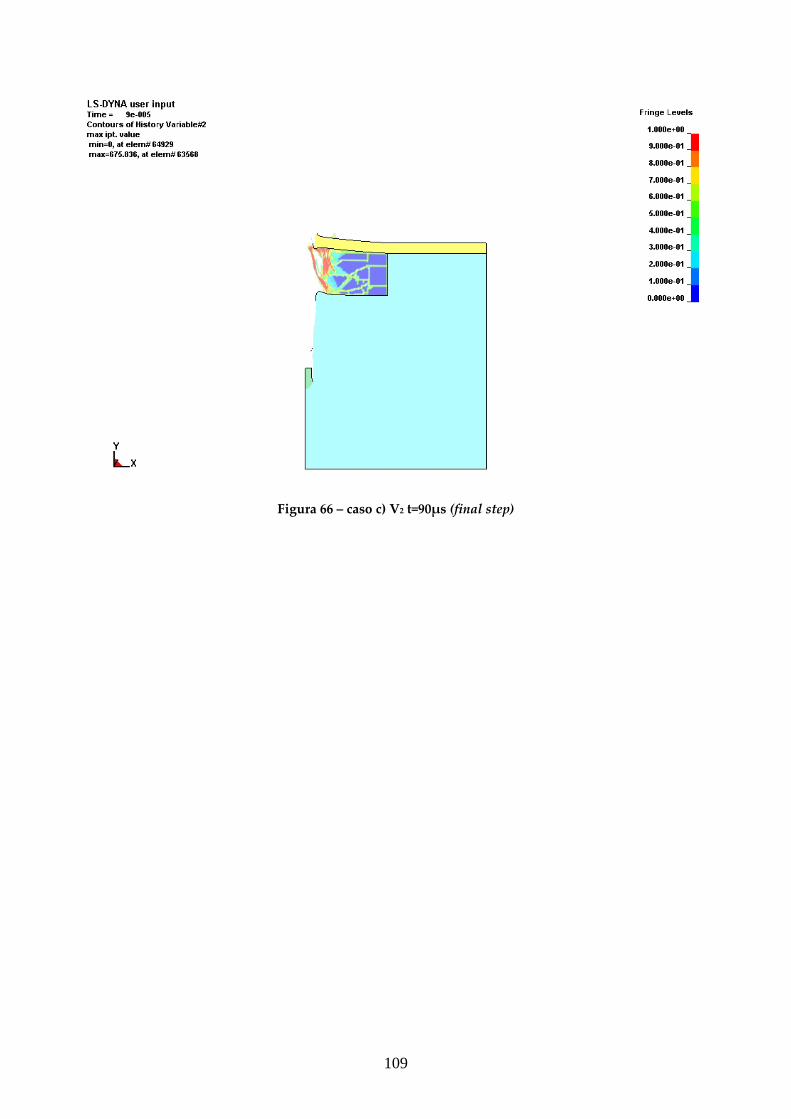
109
Figura 66 – caso c) V2 t=90μs (final step)
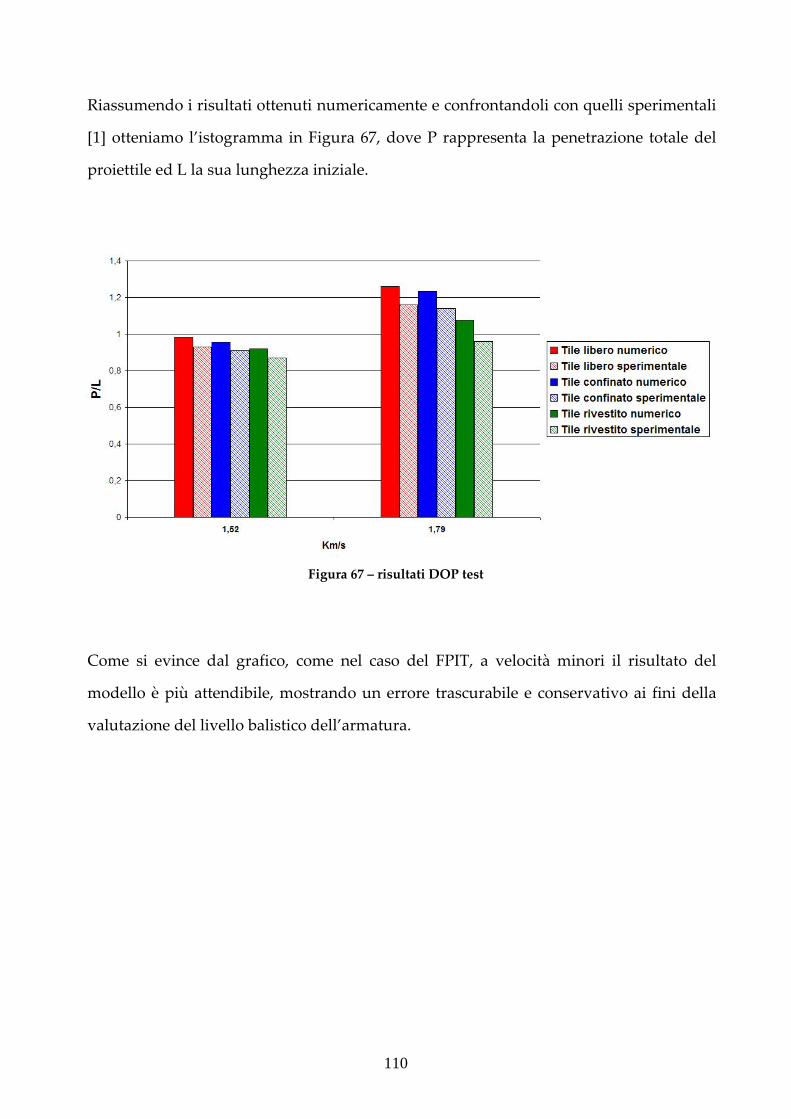
110
Riassumendo i risultati ottenuti numericamente e confrontandoli con quelli sperimentali
[1] otteniamo l’istogramma in Figura 67, dove P rappresenta la penetrazione totale del
proiettile ed L la sua lunghezza iniziale.
Figura 67 – risultati DOP test
Come si evince dal grafico, come nel caso del FPIT, a velocità minori il risultato del
modello è più attendibile, mostrando un errore trascurabile e conservativo ai fini della
valutazione del livello balistico dell’armatura.

111
CAPITOLO V
ANALISI PARAMETRICA FEM 3D SU FORMA E DIMENSIONI DEI TILES CERAMICI IN
ALLUMINA
112
5. ANALISI PARAMETRICA FEM 3D SU FORMA E DIMENSIONI DEI
TILES CERAMICI IN ALLUMINA
Dopo aver appurato l’attendibilità dei risultati numerici sia a livello di materiale [§3] che
di impatto balistico con penetrazione [§4], è stata effettuata un’analisi parametrica FEM
al fine di valutare l’influenza della forma e delle dimensioni dei tile ceramici sulla
resistenza balistica delle armature.
5.1 Parametri dell’analisi FEM
L’analisi parametrica è stata effettuata al variare della forma dei tile ceramici utilizzando
una configurazione dell’armatura simile a quella utilizzata nel DOPT, ovvero tile in
allumina AD99.5 e backing in acciaio 4340.
Le forme esaminate sono state:
− tile esagonale
− tile quadrato
− tile triangolare
Per ognuna di suddette forme geometriche sono stati realizzati tre modelli FEM per tre
diversi punti d’impatto, valutando, per ognuna di queste nove simulazioni, la variazione
di prestazione dell’armatura.
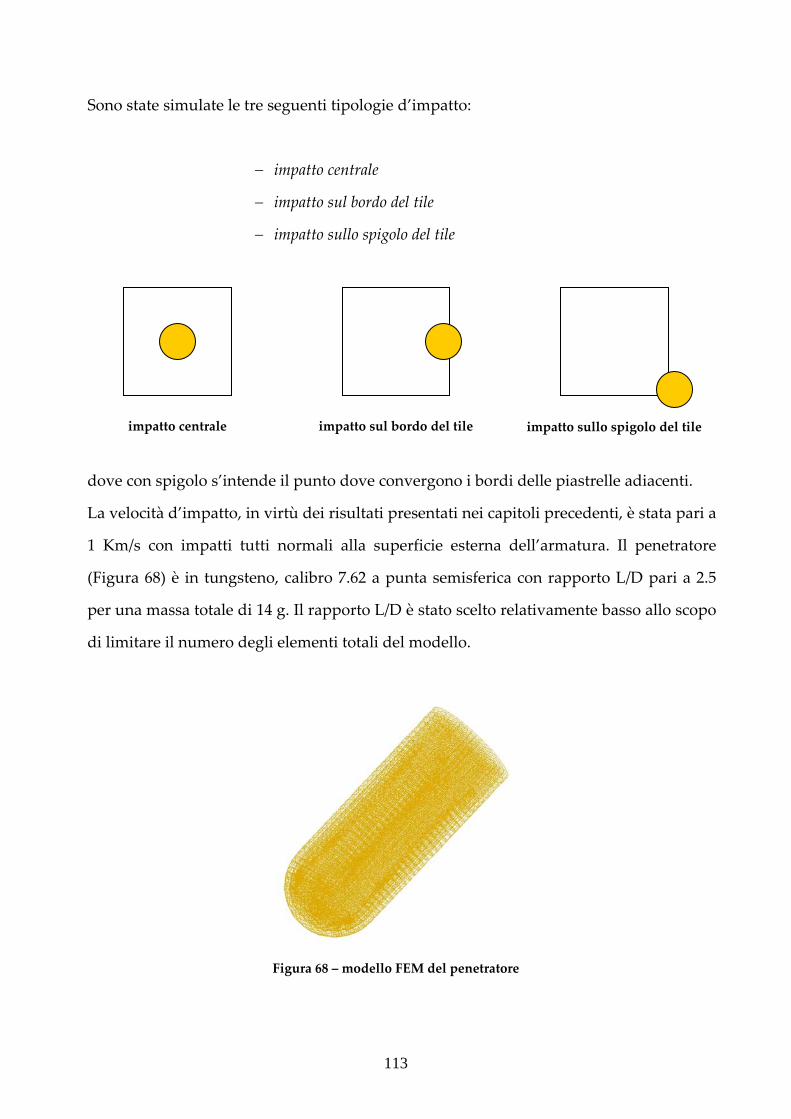
113
Sono state simulate le tre seguenti tipologie d’impatto:
− impatto centrale
− impatto sul bordo del tile
− impatto sullo spigolo del tile
impatto centrale impatto sul bordo del tile impatto sullo spigolo del tile
dove con spigolo s’intende il punto dove convergono i bordi delle piastrelle adiacenti.
La velocità d’impatto, in virtù dei risultati presentati nei capitoli precedenti, è stata pari a
1 Km/s con impatti tutti normali alla superficie esterna dell’armatura. Il penetratore
(Figura 68) è in tungsteno, calibro 7.62 a punta semisferica con rapporto L/D pari a 2.5
per una massa totale di 14 g. Il rapporto L/D è stato scelto relativamente basso allo scopo
di limitare il numero degli elementi totali del modello.
Figura 68 – modello FEM del penetratore
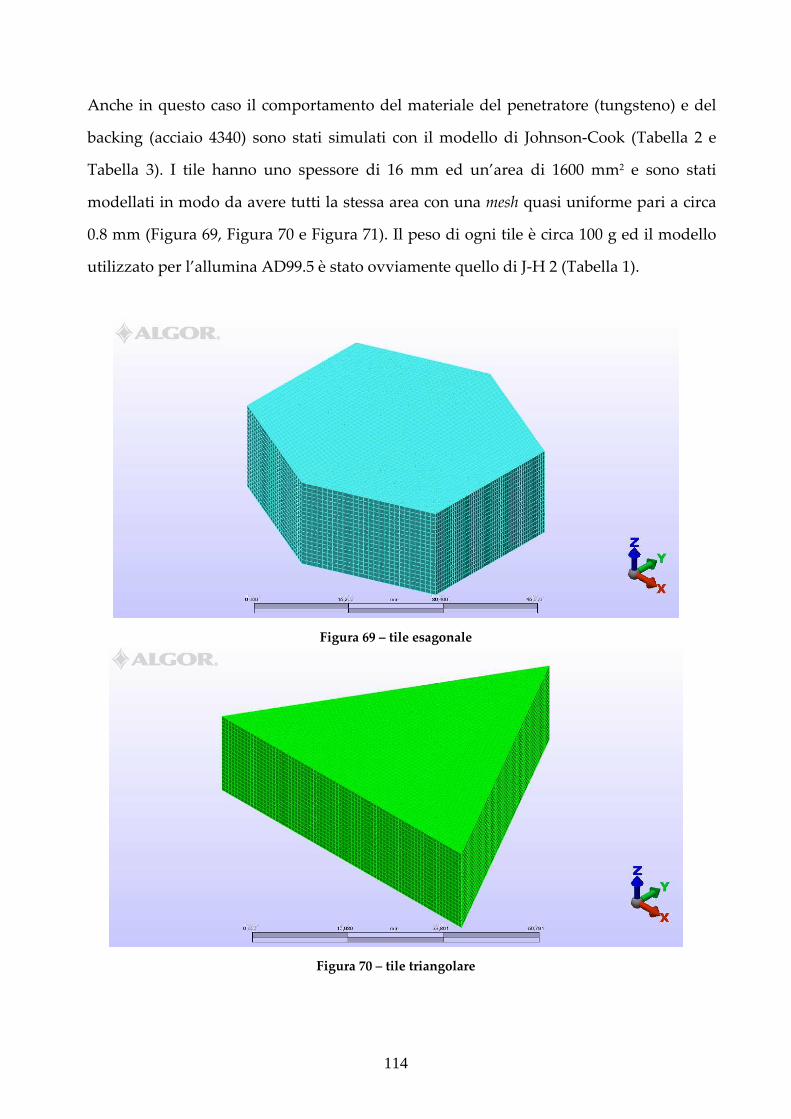
114
Anche in questo caso il comportamento del materiale del penetratore (tungsteno) e del
backing (acciaio 4340) sono stati simulati con il modello di Johnson‐Cook (Tabella 2 e
Tabella 3). I tile hanno uno spessore di 16 mm ed un’area di 1600 mm2 e sono stati
modellati in modo da avere tutti la stessa area con una mesh quasi uniforme pari a circa
0.8 mm (Figura 69, Figura 70 e Figura 71). Il peso di ogni tile è circa 100 g ed il modello
utilizzato per l’allumina AD99.5 è stato ovviamente quello di J‐H 2 (Tabella 1).
Figura 69 – tile esagonale
Figura 70 – tile triangolare

115
Figura 71 ‐ tile quadrato
Lo spessore del backing è di 4 mm ed il legame tra tile e backing è stato ipotizzato di tipo
ideale, presupponendo che la soluzione al nostro problema sia indipendente dal tipo di
incollaggio utilizzato.
Le condizioni di vincolo della nostra armatura sono illustrate schematicamente nella
Figura 72. Tutte le armatura, infine, sono costituite da 6 tiles, per un valore del peso
totale pari a 900 g costante in tutti e nove i modelli.
Figura 72 – vincoli geometrici del modello
incastri incastri
allumina
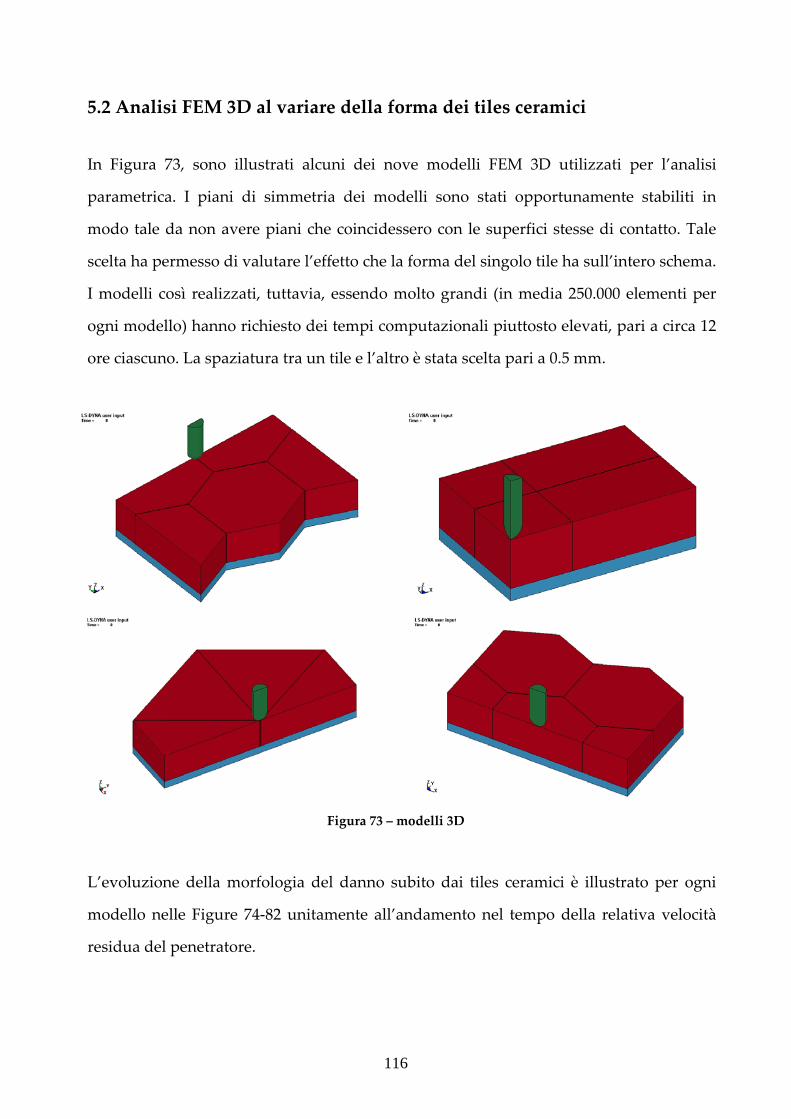
116
5.2 Analisi FEM 3D al variare della forma dei tiles ceramici
In Figura 73, sono illustrati alcuni dei nove modelli FEM 3D utilizzati per l’analisi
parametrica. I piani di simmetria dei modelli sono stati opportunamente stabiliti in
modo tale da non avere piani che coincidessero con le superfici stesse di contatto. Tale
scelta ha permesso di valutare l’effetto che la forma del singolo tile ha sull’intero schema.
I modelli così realizzati, tuttavia, essendo molto grandi (in media 250.000 elementi per
ogni modello) hanno richiesto dei tempi computazionali piuttosto elevati, pari a circa 12
ore ciascuno. La spaziatura tra un tile e l’altro è stata scelta pari a 0.5 mm.
Figura 73 – modelli 3D
L’evoluzione della morfologia del danno subito dai tiles ceramici è illustrato per ogni
modello nelle Figure 74‐82 unitamente all’andamento nel tempo della relativa velocità
residua del penetratore.

117
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
pene
trat
ore
[m/s
]
6 μs
600650700750800850900950
10001050
0,0E+00
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
pene
trat
ore
[m/s
]
20 μs
600650700750800850900950
10001050
0,0E+00
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
pene
trat
ore
[m/s
]
final step ‐ 50 μs
Figura 74 – impatto centrale tile esagonale
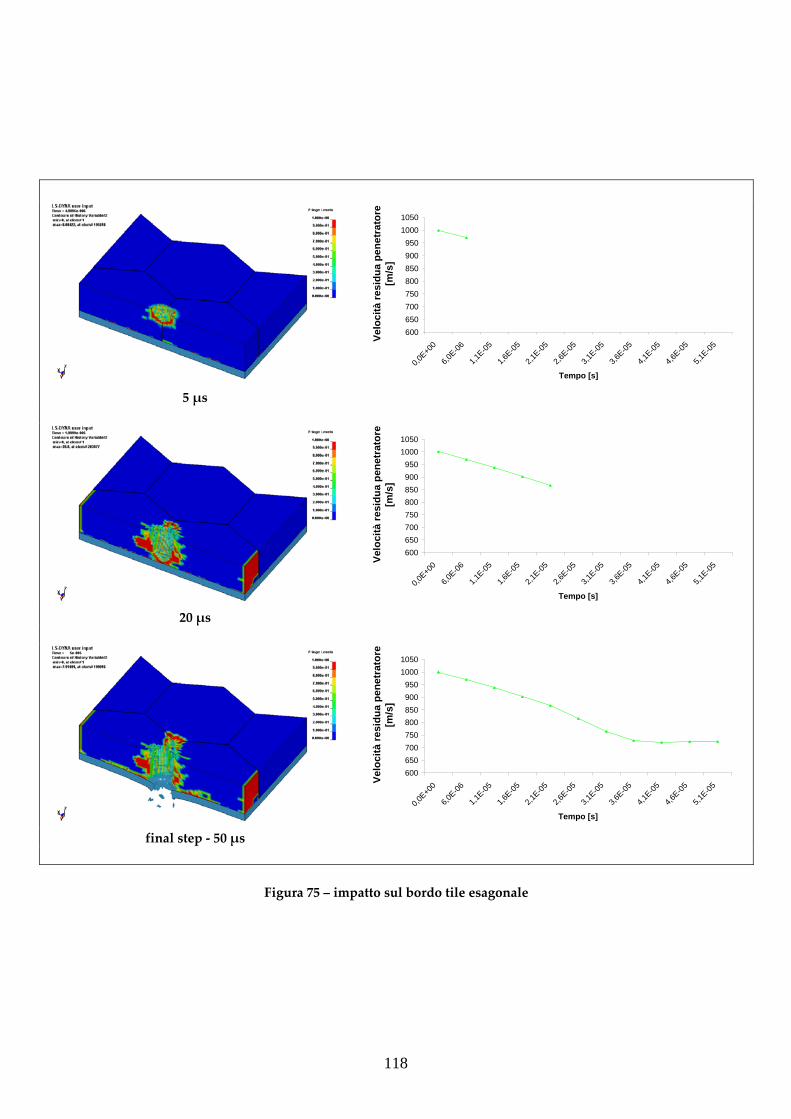
118
600650700750800850900950
10001050
0,0E+00
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]Ve
loci
tà re
sidu
a pe
netr
ator
e [m
/s]
5 μs
600650700750800850900950
10001050
0,0E+00
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
pene
trat
ore
[m/s
]
20 μs
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
pene
trat
ore
[m/s
]
final step ‐ 50 μs
Figura 75 – impatto sul bordo tile esagonale
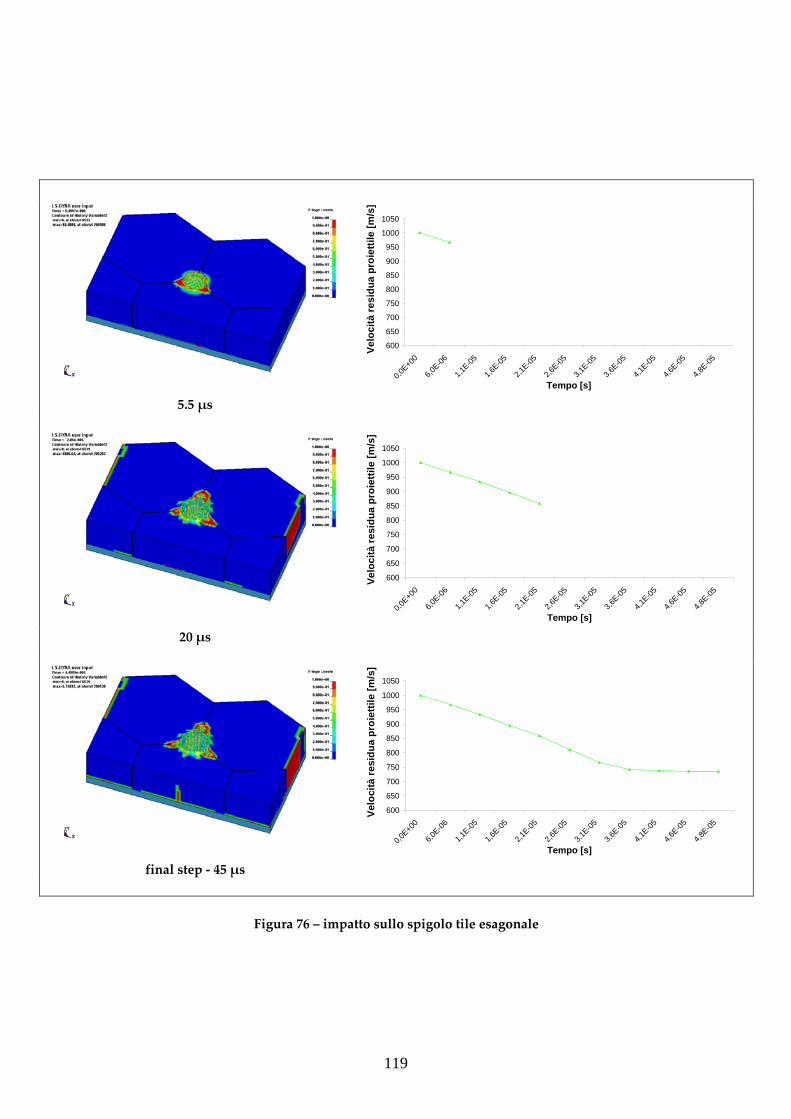
119
600
650
700
750
800
850
900
950
1000
1050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
4,8E-05
Tempo [s]Ve
loci
tà re
sidu
a pr
oiet
tile
[m/s
]
5.5 μs
600
650
700
750
800
850
900
950
1000
1050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
4,8E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
20 μs
600
650
700
750
800
850
900
950
1000
1050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
4,8E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
final step ‐ 45 μs
Figura 76 – impatto sullo spigolo tile esagonale

120
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]Ve
loci
tà re
sidu
a pr
oiet
tile
[m/s
]6 μs
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
20 μs
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
final step ‐ 50 μs
Figura 77 – impatto centrale tile quadrato
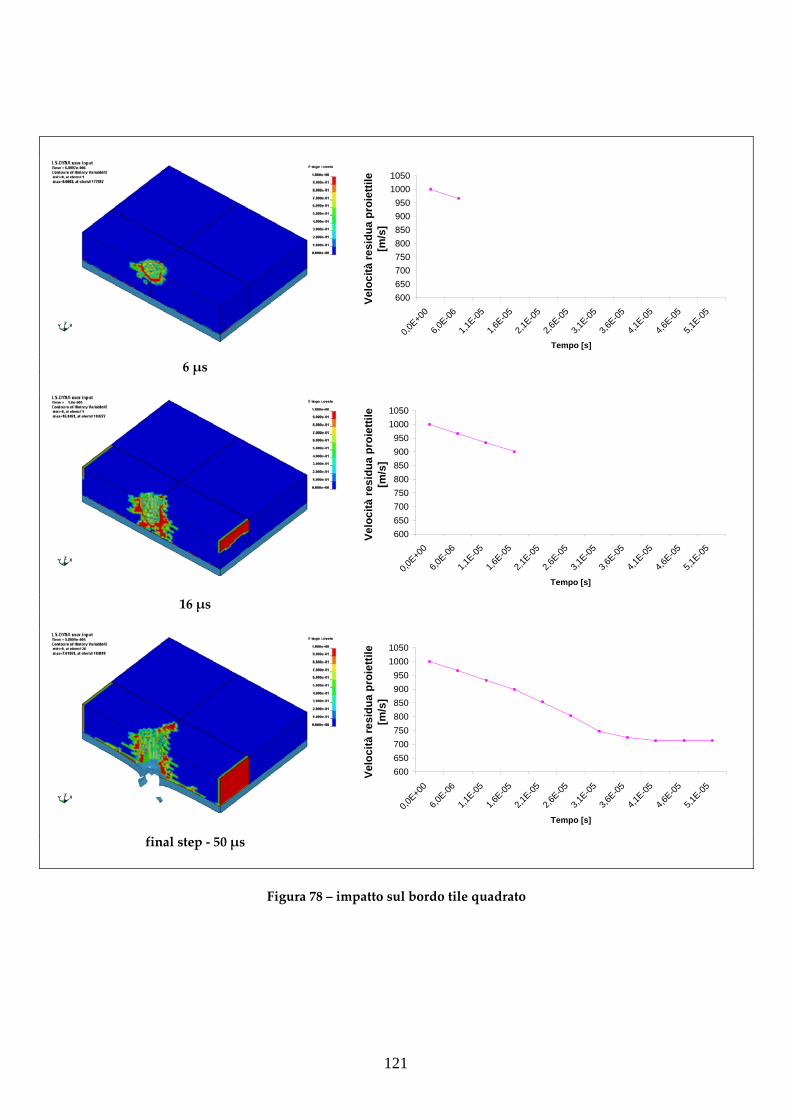
121
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
6 μs
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
16 μs
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
final step ‐ 50 μs
Figura 78 – impatto sul bordo tile quadrato
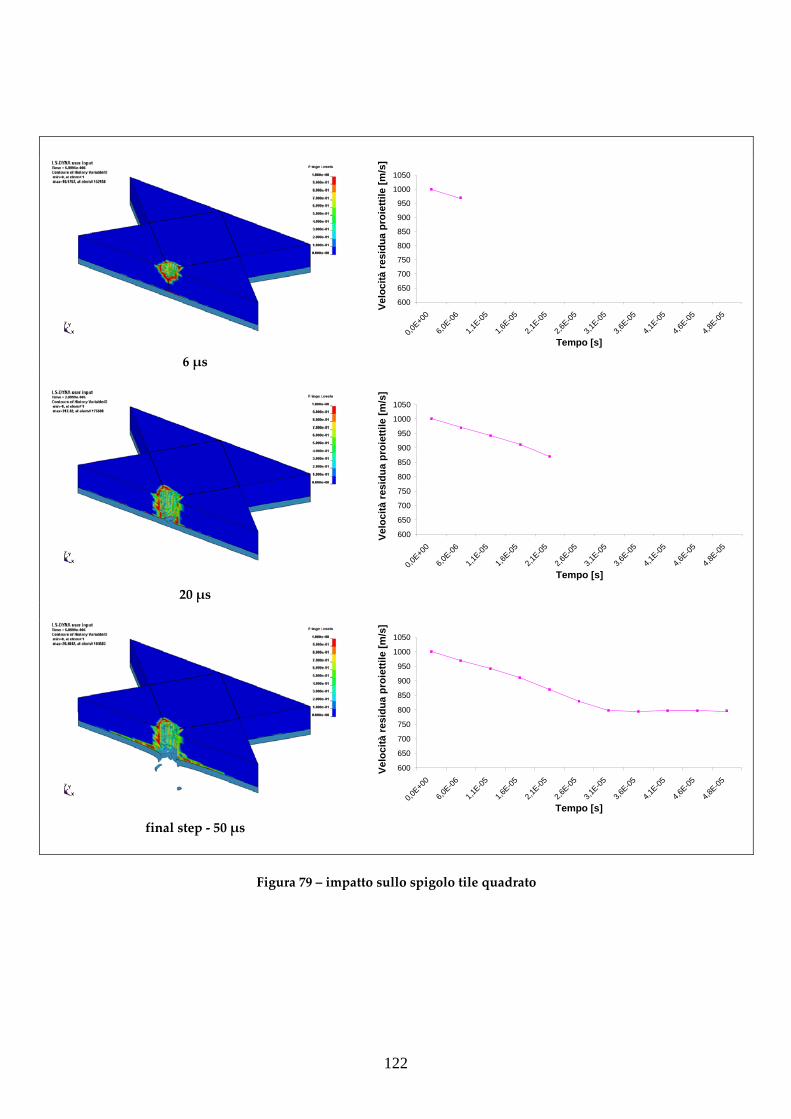
122
600
650
700
750
800
850
900
950
1000
1050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
4,8E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
6 μs
600
650
700
750
800
850
900
950
1000
1050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
4,8E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
20 μs
600
650
700
750
800
850
900
950
1000
1050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
4,8E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
final step ‐ 50 μs
Figura 79 – impatto sullo spigolo tile quadrato
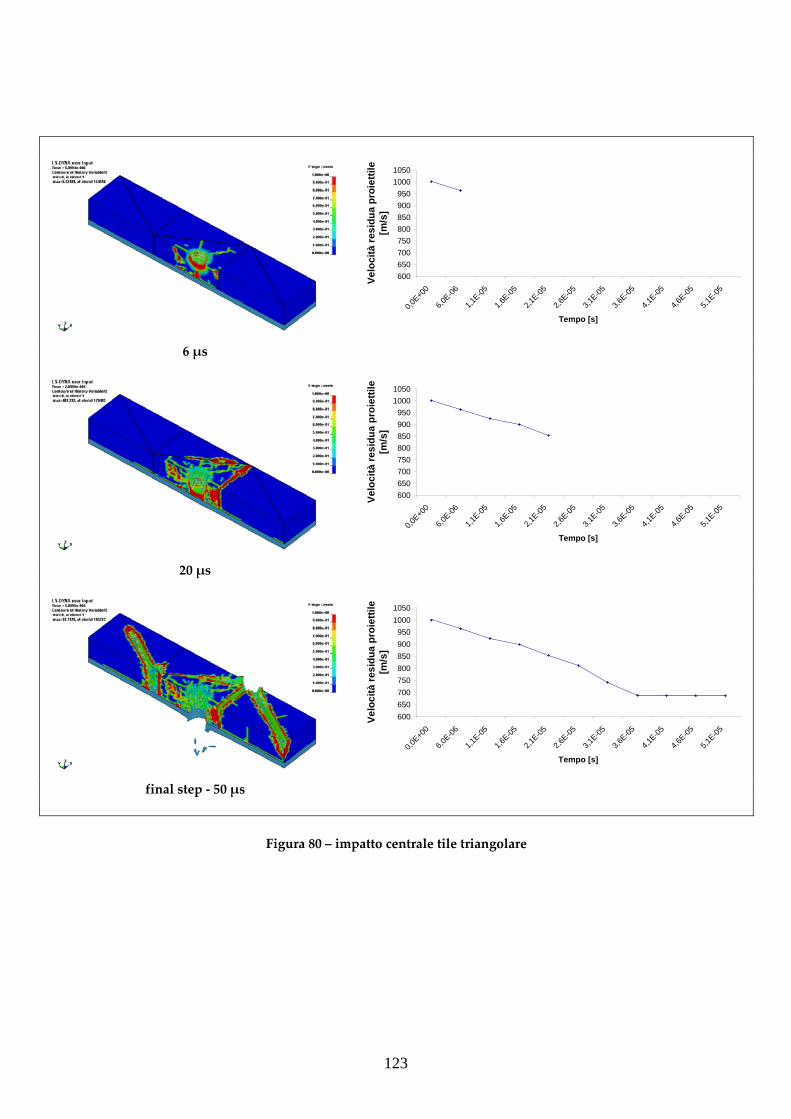
123
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
6 μs
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
20 μs
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
final step ‐ 50 μs
Figura 80 – impatto centrale tile triangolare

124
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
6 μs
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
16 μs
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
5,1E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
final step ‐ 50 μs
Figura 81 – impatto sul bordo tile triangolare
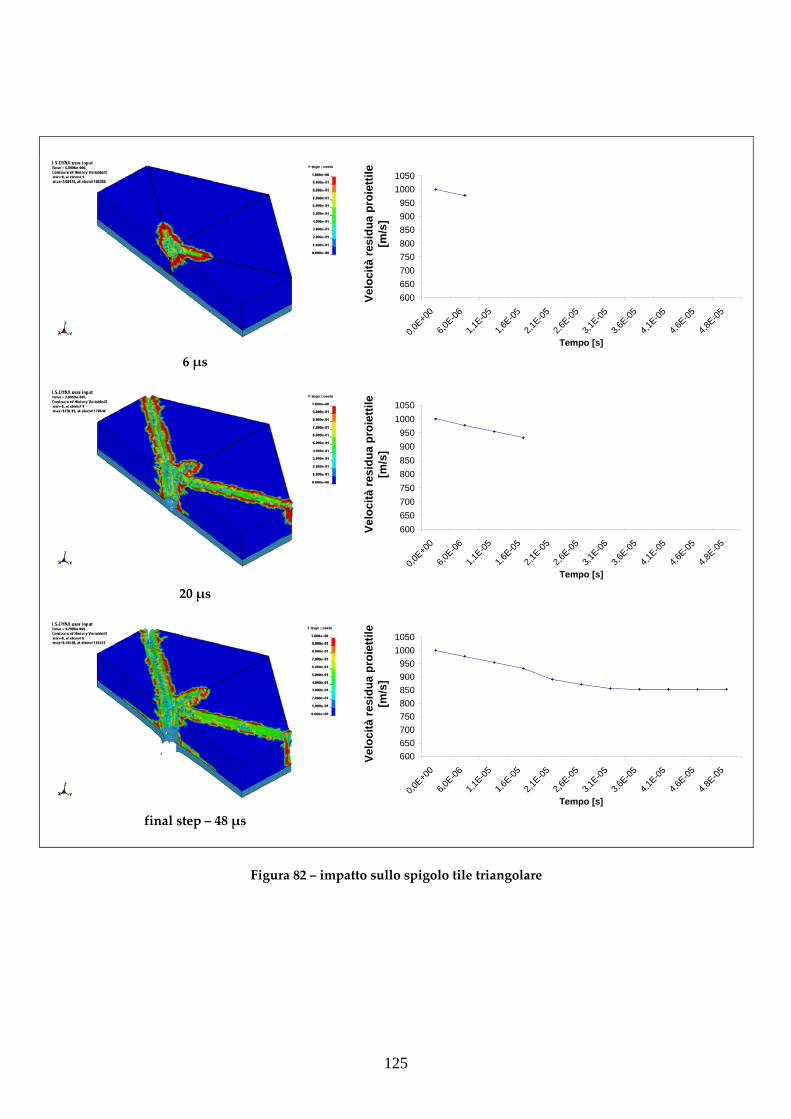
125
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
4,8E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
6 μs
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
4,8E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
20 μs
600650700750800850900950
10001050
0,0E+0
0
6,0E-06
1,1E-05
1,6E-05
2,1E-05
2,6E-05
3,1E-05
3,6E-05
4,1E-05
4,6E-05
4,8E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
final step – 48 μs
Figura 82 – impatto sullo spigolo tile triangolare

126
Come si può evincere dall’osservazione morfologica, i danneggiamenti dei tiles
cambiano notevolmente a seconda del tipo di impatto. In generale, l’impatto sullo
spigolo produce un danno sulla piastrella di allumina meno esteso rispetto al relativo
impatto centrale. Tale condizione, tuttavia, se da una parte rivela che nel caso di impatto
sullo spigolo il tile avrebbe una migliore resistenza al multi‐hit, dall’altra corrisponde ad
una maggiore velocità residua del proiettile, soprattutto nel caso del tile triangolare.
Di seguito sono rappresentati i grafici riassuntivi delle velocità residue dei proiettili.
Impatto centrale
600
650
700
750
800
850
900
950
1000
1050
0,0E+00 6,0E-06 1,1E-05 1,6E-05 2,1E-05 2,6E-05 3,1E-05 3,6E-05 4,1E-05 4,6E-05 5,1E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s] triangoloquadratoesagono
Impatto sul bordo
600
650
700
750
800
850
900
950
1000
1050
0,0E+00 6,0E-06 1,1E-05 1,6E-05 2,1E-05 2,6E-05 3,1E-05 3,6E-05 4,1E-05 4,6E-05 5,1E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
triangoloquadratoesagono

127
Impatto sullo spigolo
600
650
700
750
800
850
900
950
1000
1050
0,0E+00 6,0E-06 1,1E-05 1,6E-05 2,1E-05 2,6E-05 3,1E-05 3,6E-05 4,1E-05 4,6E-05 4,8E-05
Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
triangoloquadratoesagono
Figura 83
Figura 84
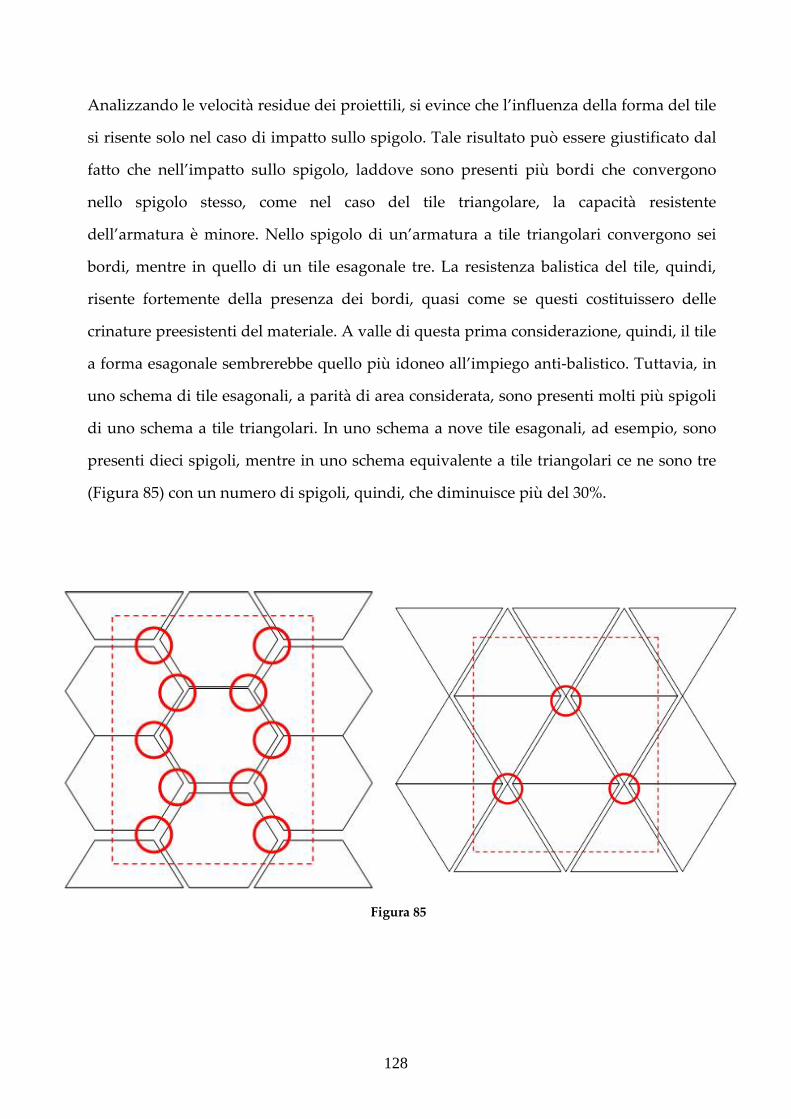
128
Analizzando le velocità residue dei proiettili, si evince che l’influenza della forma del tile
si risente solo nel caso di impatto sullo spigolo. Tale risultato può essere giustificato dal
fatto che nell’impatto sullo spigolo, laddove sono presenti più bordi che convergono
nello spigolo stesso, come nel caso del tile triangolare, la capacità resistente
dell’armatura è minore. Nello spigolo di un’armatura a tile triangolari convergono sei
bordi, mentre in quello di un tile esagonale tre. La resistenza balistica del tile, quindi,
risente fortemente della presenza dei bordi, quasi come se questi costituissero delle
crinature preesistenti del materiale. A valle di questa prima considerazione, quindi, il tile
a forma esagonale sembrerebbe quello più idoneo all’impiego anti‐balistico. Tuttavia, in
uno schema di tile esagonali, a parità di area considerata, sono presenti molti più spigoli
di uno schema a tile triangolari. In uno schema a nove tile esagonali, ad esempio, sono
presenti dieci spigoli, mentre in uno schema equivalente a tile triangolari ce ne sono tre
(Figura 85) con un numero di spigoli, quindi, che diminuisce più del 30%.
Figura 85
129
Dai risultati ottenuti, si evince che, fissate le dimensioni dell’armatura, è opportuno
ridurre il più possibile il numero di spigoli presenti al fine di diminuire la probabilità che
su di esso vi impatti un proiettile.
È necessario, quindi, trovare un giusto compromesso tra resistenza anti‐balistica
(velocità residua) in corrispondenza dello spigolo e numero di spigoli presenti
nell’armatura, variabili entrambe dipendenti dalla forma del tile. Tale scelta non può
essere svincolata dal tipo di minaccia alla quale l’armatura è soggetta. Nel caso di multi‐
hit, ad esempio, la probabilità che uno dei proiettili penetri attraverso lo spigolo
dell’armatura è più elevata rispetto al caso di single‐hit, dirigendo la scelta verso un
basso numero di spigoli. Nel caso, invece, in cui l’obbiettivo da proteggere sia
particolarmente vulnerabile potrebbe essere più opportuno fare in modo tale che la
velocità residua sia la più bassa possibile.
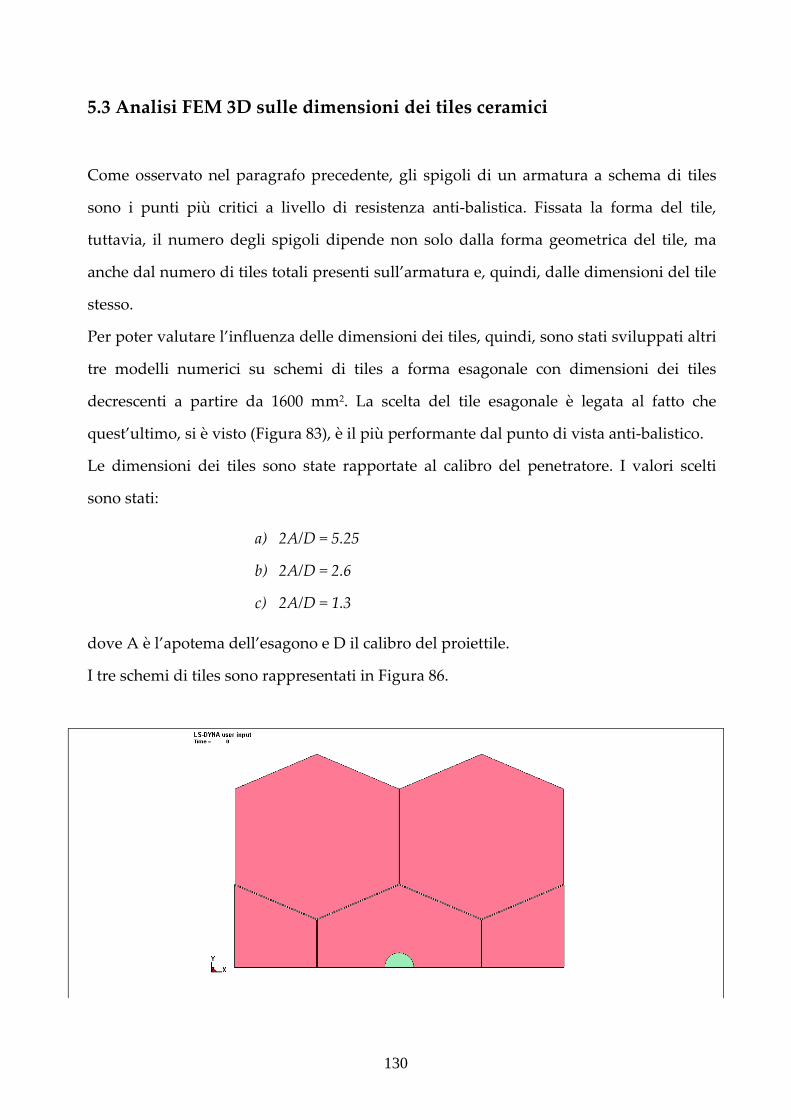
130
5.3 Analisi FEM 3D sulle dimensioni dei tiles ceramici
Come osservato nel paragrafo precedente, gli spigoli di un armatura a schema di tiles
sono i punti più critici a livello di resistenza anti‐balistica. Fissata la forma del tile,
tuttavia, il numero degli spigoli dipende non solo dalla forma geometrica del tile, ma
anche dal numero di tiles totali presenti sull’armatura e, quindi, dalle dimensioni del tile
stesso.
Per poter valutare l’influenza delle dimensioni dei tiles, quindi, sono stati sviluppati altri
tre modelli numerici su schemi di tiles a forma esagonale con dimensioni dei tiles
decrescenti a partire da 1600 mm2. La scelta del tile esagonale è legata al fatto che
quest’ultimo, si è visto (Figura 83), è il più performante dal punto di vista anti‐balistico.
Le dimensioni dei tiles sono state rapportate al calibro del penetratore. I valori scelti
sono stati:
a) 2A/D = 5.25
b) 2A/D = 2.6
c) 2A/D = 1.3
dove A è l’apotema dell’esagono e D il calibro del proiettile.
I tre schemi di tiles sono rappresentati in Figura 86.
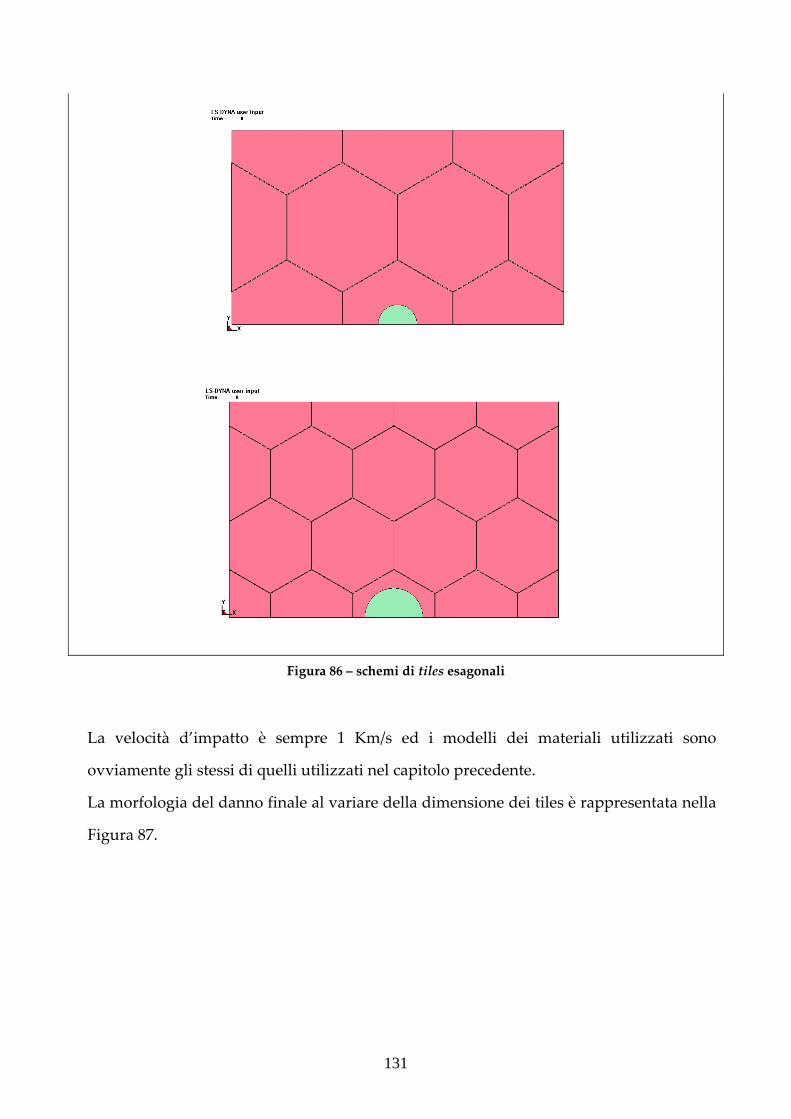
131
Figura 86 – schemi di tiles esagonali
La velocità d’impatto è sempre 1 Km/s ed i modelli dei materiali utilizzati sono
ovviamente gli stessi di quelli utilizzati nel capitolo precedente.
La morfologia del danno finale al variare della dimensione dei tiles è rappresentata nella
Figura 87.

132
Figura 87 – morfologia del danno al variare di A/D
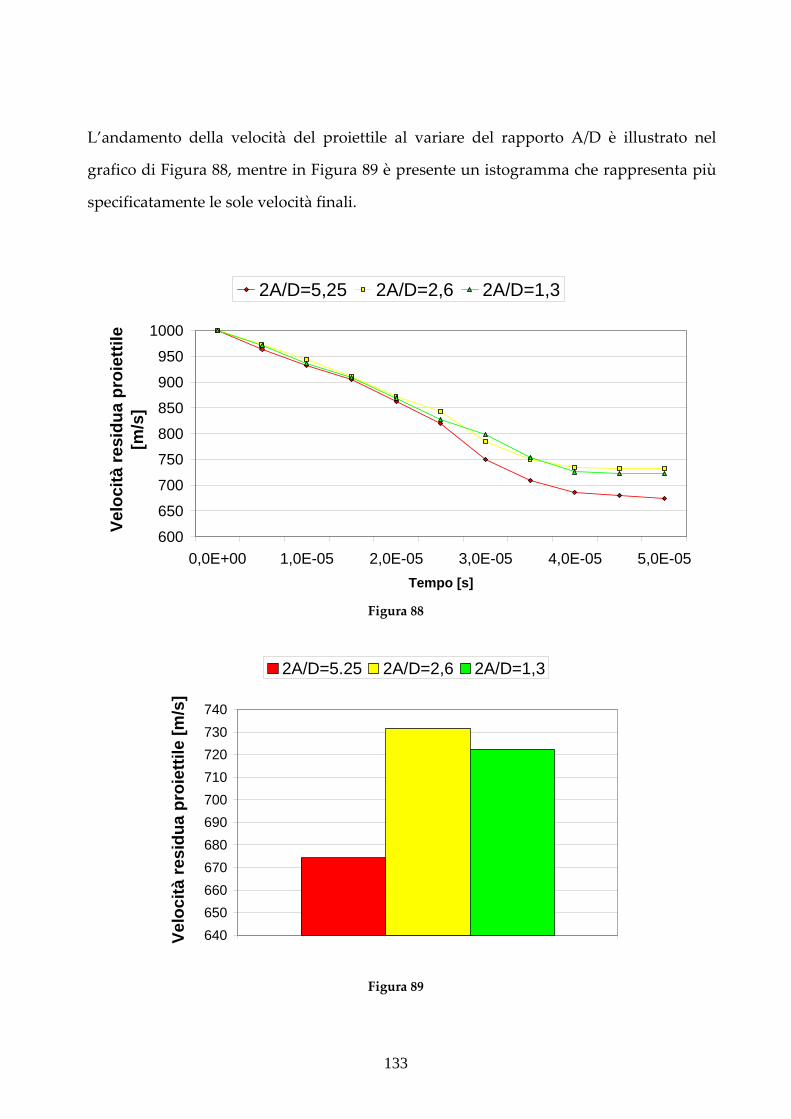
133
L’andamento della velocità del proiettile al variare del rapporto A/D è illustrato nel
grafico di Figura 88, mentre in Figura 89 è presente un istogramma che rappresenta più
specificatamente le sole velocità finali.
600
650
700
750
800
850
900
950
1000
0,0E+00 1,0E-05 2,0E-05 3,0E-05 4,0E-05 5,0E-05Tempo [s]
Velo
cità
resi
dua
proi
ettil
e [m
/s]
2A/D=5,25 2A/D=2,6 2A/D=1,3
Figura 88
640650660670680690700710720730740
1
Velo
cità
resi
dua
proi
ettil
e [m
/s]
2A/D=5.25 2A/D=2,6 2A/D=1,3
Figura 89

134
Dai risultati illustrati nelle figure precedenti emergono le seguenti considerazioni.
Osservando la morfologia del danneggiamento al variare del rapporto A/D, si evince che
il danno dell’armatura resta confinato all’interno del tile, tranne che per rapporti A/D
troppo piccoli. Nel momento in cui la dimensione della piastrella, infatti, è comparabile
con quella del proiettile, il danno riesce ad estendersi nei tiles adiacenti. Piastrelle di
grandi dimensioni, quindi, oltre a diminuire il numero degli spigoli dell’armatura,
avrebbero il vantaggio di riuscire per così dire a “contenere” il danno all’interno di esse,
senza compromettere la restante parte di armatura. Il risultato anti‐balistico migliore,
inoltre, si è ottenuto per il rapporto A/D maggiore, pari a 5.25. Ovviamente, però, tiles di
dimensioni troppo elevate provocherebbero un danno troppo esteso, visto e considerato
che l’impatto puntuale su di una piastrella ceramica, per le caratteristiche stesse del
materiale, si propaga sempre fino ai bordi del tile. Una delle funzioni stesse del tile,
infatti, è proprio quella di limitare il danno in una piccola porzione di armatura.
135
CONCLUSIONI
Obbiettivo di tale tesi era quello di fornire uno strumento numerico che fosse di ausilio
alla progettazione delle armature composite in allumina. In particolare, lo studio è stato
concentrato sull’influenza sulla resistenza anti‐balistica della forma e delle dimensioni
dei tiles ceramici al variare del punto d’impatto della minaccia.
L’attività è stata sviluppata passando attraverso una fase preliminare di taratura del
codice numerico agli elementi finiti. I modelli FEM sono stati realizzati con approccio
lagrangiano e solutore numerico di tipo esplicito.
I risultati del Flyer Plate Impact Test, effettuato per valutare l’efficienza della
simulazione del comportamento dell’allumina, ha fornito degli ottimi risultati. Per
impatti dell’ordine dei 1000 m/s il profilo di velocità segue quasi fedelmente il dato
sperimentale, indicando che il modello di Johnson‐Holmquist 2 utilizzato per il modello
l’allumina riproduce in maniera accettabile il reale comportamento del materiale.
Successivamente, per valutare la capacità di modellazione del fenomeno di penetrazione
del proiettile all’interno del materiale ceramico sono state sviluppate tre configurazioni
di Depth Of Penetration Test confrontando anche in questo caso il risultato del dato
sperimentale con quello FEM. La tre configurazioni rappresentano tre diverse condizioni
di vincolo del tile e su tutte le suddette configurazioni sono stati realizzati due impatti a
differente velocità. In questo caso il modello numerico ha fornito risultati accettabili per
velocità dell’ordine dei 1500 m/s ed indipendentemente dalla configurazione di vincolo,
evidenziando errori non più trascurabili per velocità superiori.
L’analisi parametrica FEM, quindi, è stata realizzata, tenuto conto dei risultati ottenuti
precedentemente, con una velocità d’impatto pari a 1000 m/s. Sono state analizzate tre
136
diverse forme di tile (triangolare, quadrata ed esagonale) con tre diversi punti di impatto
(al centro, sul bordo e sullo spigolo). Quella considerata per l’analisi parametrica è stata
un’armatura con tiles in allumina e backing in acciaio 4340. Occorre specificare, inoltre,
che nel modello FEM non è stato simulato l’adesivo esistente tra tile ceramico e backing
metallico, ipotizzando che il legame tra i due materiali fosse di tipo ideale.
I risultati dell’analisi parametrica rivelano una rilevante influenza del fattore di forma
del tile per impatti in corrispondenza dello spigolo, mostrando un’efficacia superiore nel
caso di tile a forma esagonale. Tale efficacia, tuttavia, se confrontata con quella per
impatto centrale e su bordo, proprio in corrispondenza dello spigolo presenta la sua
maggiore criticità; da questo punto di vista il tile di forma esagonale, rispetto a quelli di
forma triangolare e quadrata, è quello meno favorevole essendo costituito di per sé da
sei vertici. In fase di progettazione delle armature con tiles ceramici, quindi, è opportuno
trovare un giusto compromesso tra una sufficiente resistenza anti‐balistica nello spigolo
e il numero degli spigoli stessi, variabili entrambe dipendenti dalla forma del tile.
Le prestazioni anti‐balistiche dell’armatura, inoltre, sono dipendenti oltre che dalla
forma anche dalle dimensioni stesse delle piastrelle. Dall’analisi dimensionale è emerso
che l’efficienza dell’armatura diminuisce fortemente per rapporti 2A/D<2.5, ovvero per
dimensioni dei tile paragonabili al calibro della minaccia. Anche in questo caso, da una
prima considerazione sembrerebbe conveniente realizzare dei tiles di grandi dimensioni.
In realtà, tiles di grandi dimensioni significano estese aree di danneggiamento anche nel
caso di singolo impatto subito dall’armatura.
Negli sviluppi futuri di tale attività è prevista una serie di prove a carattere sperimentale
finalizzate alla verifica dei dati numerici ottenuti con l’analisi parametrica FEM. Il
modello, inoltre, potrebbe essere ulteriormente raffinato modellando il legame adesivo
tra ceramica e backing.
137
INDICE BIBLIOGRAFICO
[1] Anderson Jr. C.E., Royal‐Timmons S.A. “Ballistic performance of confined 99.5%
Al2O3 ceramic tiles” Int. J. Impact Engng, Vol. 19, No. 8, pp. 703‐713, 1997
[2] Anderson Jr C.E., Johnson G.R., Holmquist T.J. “Ballistic experiments and
computations of confined 99.5% Al2O3 ceramic tiles” 15th Int. Symp. On Ballistics.
Jerusalem, Israel, 21‐24 May, 1995
[3] Backman M.E., Goldsmith W. “The mechanics of penetration of projectiles into
targets” Int. J. Eng. Sci., 1978
[4] Cline C.F., Wilkins M.L. “The importance of material properties in ceramic armour”
pp 13‐18 in DCIC Report 69‐1, Part 1, Ceramic Armour, 1969
[5] Fawaz Z., Zheng W., Behdinan K. “Numerical simulation of normal and oblique
ballistic impact on ceramic composite armours” Composite Structures 63 387–395,
2004
[6] Holmquist T.J., Templeton D.W., Bishnoi K.D. ʺConstitutive modelling of aluminum
nitride for large strain, high‐strain rate, and high‐pressure applications” International
Journal of Impact Engineering 25 211‐231, 2001
[7] Johnson G.R., Cook W.H. “A constitutive model and data for metals subjected to
large strains, high strain rates and high pressures” Proceedings of the Seventh
International Symposium on Ballistics, The Hague, Netherlands, 1983
138
[8] Johnson G.R., Cook W.H. “Fracture characteristics of three metals subjected to
various strains, strain rates, temperatures and pressures” Engng Fract Mech 21(1): 31‐
48, 1985
[9] Johnson G.R., Holmquist T.J. “A computational constitutive model for brittle
materials subjected to large strains, high strain rates and high pressures” Proceedings
of the Explomet Conference. San Diego, CA, 1990
[10] Johnson G.R., Holmquist T.J. “An improved computational constitutive model for
brittle materials” In: Schmidt S.C., Shaner J.W., Samara G.A. and Ross M. editors.
High Pressure Science and Technology‐1993 ‐ New York: AIP Press, 1994
[11] Johnson G.R., Holmquist T.J. “Modelling prestressed ceramic and its effect on
ballistic performance” International Journal of Impact Engineering 31 113–127, 2005
[12] Lee M., Yoo Y.H. “Analysis of ceramic/metal armour systems” International
Journal of Impact Engineering, 2001
[13] Madhu V., Ramanjaneyulu K., Balakrishna Bhat T., Gupta N.K. “An experimental
study of penetration resistance of ceramic armour subjected to projectile impact”
International Journal of Impact Engineering, 2005
[14] Mayseless M., Goldsmith W., Virosteck S.P., Finnegan S.A. “Impact on ceramic
targets” J. Appl. Mech., 1978
[15] Medvedovski E. “Alumina ceramics for ballistic protection. Part 1” American
Ceramic Society Bulletin, Vol. 81, No. 3, 2002
139
[16] Medvedovski E. “Alumina ceramics for ballistic protection. Part 2” American
Ceramic Society Bulletin, Vol. 81, No. 4, 2002
[17] Navarro C., Arias A., Zaera R., Lòpez‐Puente J. “Numerical modelling of the impact
behavior of new particulate‐loaded composite materials” Composite Structures 61
151–159, 2003
[18] Navarro C., Arias A., Zaera R., Lòpez‐Puente J. “The effect of the thickness of the
adhesive layer on the ballistic limit of ceramic/metal armours. An experimental and
numerical study” International Journal of Impact Engineering 32 321–336, 2005
[19] Pignone G.A. “Balistica terminale – Elementi. Appunti di balistica” Editoriale
Olimpia, Firenze, 1987
[20] Rosenberg Z., Dekel E., Yeshurun Y. and Bar‐On E. “Experiments and 2‐D
simulations of high velocity penetrations into ceramic tiles” Int. J. lmpact Engng,
Vol. 17, pp. 697‐706, 1995
[21] Sandstrom D.J. “Armor anti‐armor materials by design” Los Alamos Science
Summer, 1989
[22] Sherman D. “Impact failure mechanisms in alumina tiles on finite thickness support
and the effect of confinement” International Journal of Impact Engineering 24 (2000)
313‐328
[23] Sujirote K., Dateraksa K. “Ballistic fracture of alumina ceramics”
140
[24] Sun C.T., Roeder B.A. “Dynamic penetration of alumina/aluminum laminates:
experiments and modelling” International Journal of Impact Engineering 25 (2001)
169‐185
[25] Viechnicki D.J., Slavin M.J., Kliman M.I. “Development and current status of
armour ceramics” Am. Ceram. Soc. Bull., 70 [6] 1035‐39, 1991
[26] Wang B., Lu G., Lim M.K. “Experimental and numerical analysis of the response of
aluminium oxide tiles to impact loading” Journal of Materials Processing
Technology 51 (1995) 321 345
[27] Wilkins M.L. “Mechanics of penetration and perforation” Int. J. Engng Sci, 1978
[28] Zaera R., Sànchez‐Sàez S., Pérez‐Castellanos J.L., Navarro C. “Modelling of the
adhesive layer in mixed ceramic/metal armours subjected to impact” Composites,
Part A: applied science and manufacturing, 1999
[29] Zukas J.A. “Impact dynamics” Krieger Publishing Company, Malabar, Florida, 1992
[30] Zukas J.A. “High velocity impact dynamics” John Wiley & Sons, Inc. 1990


















