TRATTAMENTI TERMICI SUGLI ALIMENTI Principali rilievi ... comuni/pdf/onelio... · Cascading/spray...
30
TRATTAMENTI TERMICI SUGLI ALIMENTI Principali rilievi degli audits da parte dei Paesi Terzi in Europa Onelio Baronti
Transcript of TRATTAMENTI TERMICI SUGLI ALIMENTI Principali rilievi ... comuni/pdf/onelio... · Cascading/spray...

TRATTAMENTI TERMICI SUGLI ALIMENTI
Principali rilievi degli audits da parte dei Paesi Terzi in Europa
Onelio Baronti
Reg 852/2004 CAPITOLO XILinee guida ministeriali per l’individuazione delle non conformità
(06/05/2010)TRATTAMENTO TERMICO
I seguenti requisiti si applicano solo agli alimenti immessi sul mercato in contenitori ermeticamente chiusi.
1. Qualsiasi procedimento di trattamento termico per la trasformazione di un prodotto non trasformato o per la trasformazione ulteriore di un prodotto trasformato deve:
a) innalzare ogni parte del prodotto sottoposto al trattamento a una determinata temperatura per un determinato periodo di tempo;
b) impedire che il prodotto subisca contaminazioni nel corso del processo.
2. Al fine di garantire che il procedimento usato raggiunga gli obiettivi ricercati, gli operatori del settore alimentare devono controllare regolarmente i principali parametri pertinenti (in particolare la temperatura, la pressione, la sigillatura e le caratteristiche microbiologiche), anche ricorrendo ad apparecchiature automatiche.
3. I procedimenti utilizzati devono essere conformi alle norme riconosciute a livello internazionale (ad esempio, la pastorizzazione, il procedimento UHT o la sterilizzazione).

GUIDANCE DOCUMENTImplementation of certain provisions of
Regulation (EC) No 852/2004 on the hygiene offoodstuffs
9. TECHNICAL ISSUES (ANNEXES)9.1. Heat treatment (Annex II, Chapter XI)In the case of a heat treatment of food placed on the market in a hermeticallysealed container, the Regulation requires food business operators to apply a heattreatment process that conforms to an internationally recognised standard.
Such standards have for example been developed by CODEX ALIMENTARIUS, e.g.:
• Code of Hygienic practice for Milk and milk products (CAC/RCP 57-2004).• Recommended International Code of Hygienic Practice for Low andAcidified Acid Canned Foods (CAC/RCP 23-1979, rev. 2 (1993)).EN 16 EN• Code of Hygienic Practice for Aseptically Processed and Packaged Low-Acid foods (CAC/RCP 40-1993).• Recommended International Code of Hygienic Practice for Canned Fish(CAC/RCP 10-1976).
Germi guida
C. Sporogenes per il deterioramento
C. Botulinum per le intossicazioni alimentari
D 121 ° C = 0,2 minuti
L'indice di letalità
D = tempo in minuti necessario ad una determinata temperatura per avere la riduzione di un logaritmo di una popolazione microbica
Z = innalzamento di temperatura necessario per avere la riduzione decimale del valore D
F = INDICE DI LETALITÀ, cioè il tempo in minuti, ad una determinata temperatura, necessario a alla distruzione di una popolazione di spore o batterica, quindi dipende dal valore D ed ha un valore Z specifico
F0 = INDICE DI LETALITÀ a 121°C a valore Z= 10°C, devo conoscere i valori Ddi quella determinata popolazione di spore in quel determinato alimento
Fc = F0 al cuore del prodotto
Attenzione perché e teorico parlare di distruzione di una popolazione microbica, in realtà posso arrivare ad una riduzione logaritmica, che chiamo sterilizzazione commerciale (riduzione di 12 logaritmi), che mi offre la ragionevole sicurezza sulla possibilità che una spora possa arrivare al consumatore con un contenitore.

Il valore “D”e l’importanza di partire da cariche di spore non elevate, quindi prodotto di buona
qualità igienico sanitaria da sottoporre a sterilizzazione
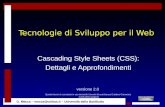
Temperatura 121° C - 250°FTempo carica di spore all’interno di un contenitore di alimento
0 1.000.000 10 (6)
12” 100.000 10 (5)
24” 10.000 10 (4)
36” 1.000 10 (3)
48” 100 10 (2)
60” 10
72” 1
84” 0,1 10 (-1) 1 spora ogni 10 contenitori
96” 0,01 10 (-2) 1 spora ogni 100 contenitori
108” 0,001 10 (-3) 1 spora ogni 1000 contenitori
120” 0.0001 10 (-4) 1 spora ogni 10.000 contenitori
132” 0,00001 10 (-5) 1 spora ogni 100.000 contenitori
144” 0,000001 10 (-6) 1 spora ogni 1.000.000 contenitori
F0 nella pratica
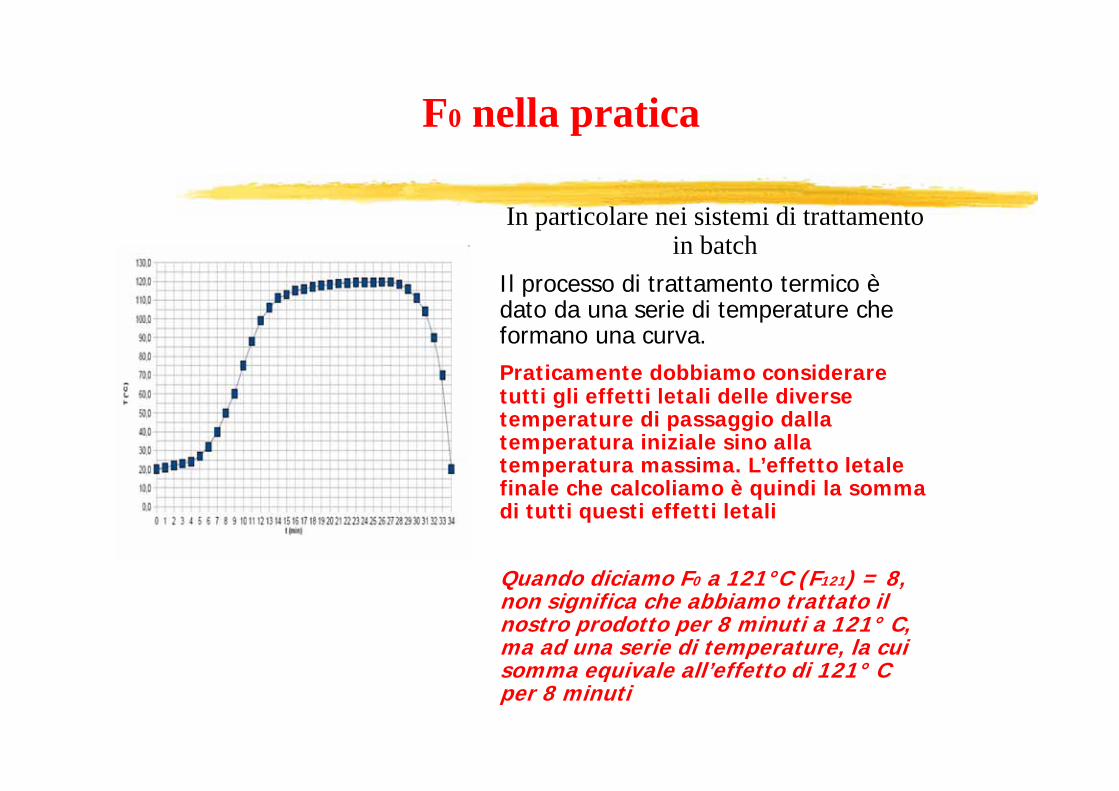
In particolare nei sistemi di trattamento in batch
Il processo di trattamento termico è dato da una serie di temperature che formano una curva.Praticamente dobbiamo considerare tutti gli effetti letali delle diverse temperature di passaggio dalla temperatura iniziale sino alla temperatura massima. L’effetto letale finale che calcoliamo è quindi la somma di tutti questi effetti letali
Quando diciamo F0 a 121°C (F121) = 8, non significa che abbiamo trattato il nostro prodotto per 8 minuti a 121° C, ma ad una serie di temperature, la cui somma equivale all’effetto di 121° C per 8 minuti
F0 nella pratica
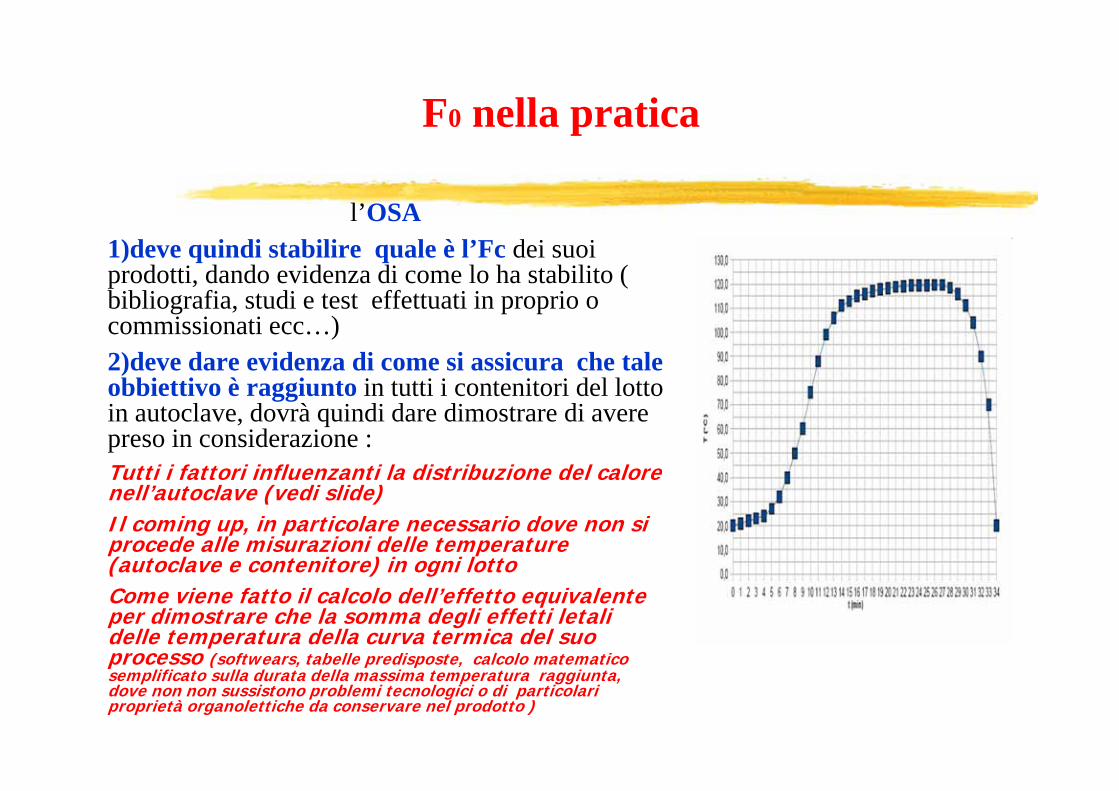
l’OSA1)deve quindi stabilire quale è l’Fc dei suoi prodotti, dando evidenza di come lo ha stabilito ( bibliografia, studi e test effettuati in proprio o commissionati ecc…)2)deve dare evidenza di come si assicura che tale obbiettivo è raggiunto in tutti i contenitori del lotto in autoclave, dovrà quindi dare dimostrare di avere preso in considerazione :Tutti i fattori influenzanti la distribuzione del calore nell’autoclave (vedi slide)Il coming up, in particolare necessario dove non si procede alle misurazioni delle temperature (autoclave e contenitore) in ogni lottoCome viene fatto il calcolo dell’effetto equivalente per dimostrare che la somma degli effetti letali delle temperatura della curva termica del suo processo (softwears, tabelle predisposte, calcolo matematico semplificato sulla durata della massima temperatura raggiunta, dove non non sussistono problemi tecnologici o di particolari proprietà organolettiche da conservare nel prodotto )
Trattamenti termici alimenti scatolati invasettati a bassa acidità
fattori critici per la distribuzione del calore all’interno del contenitore
Aw Viscosità Temperatura di partenza del prodotto Posizione ed annidamento (nesting), disposizione dei contenitori
dell’autoclave, strati, supporti (forati o no)ecc… Metodo di riempimento (mano, vibrazione, caduta, volumetrico, altro Percentuale parte solida parte liquida Peso sgocciolato, peso netto Formulazione, qualità e metodo di preparazione del prodotto Tipologia di contenitore (dimensioni,capacità,flessibilità, spessore, rigidità Aria residua interna all’autoclave ed al contenitore
Attenzione queste saranno le 10 considerazioni quando viene validato il processo di sterilizzazione. Importante perché posso poi meglio interpretare
le registrazioni dei logger, semplificando i rilevamenti

Verifica del trattamento termico
Il FDA 2541 form come guida per l’acquisizione di tutte le informazioni inerenti il trattamento ed il prodotto
(Viene spedito dall’OSA all’autorità competente in fase di registrazione, per ogni tipologia di LACF)
Le check lists di verifica per cibi in contenitori ermeticamente chiusi
FDA forms 3511 (2– b, c, e,ecc…)
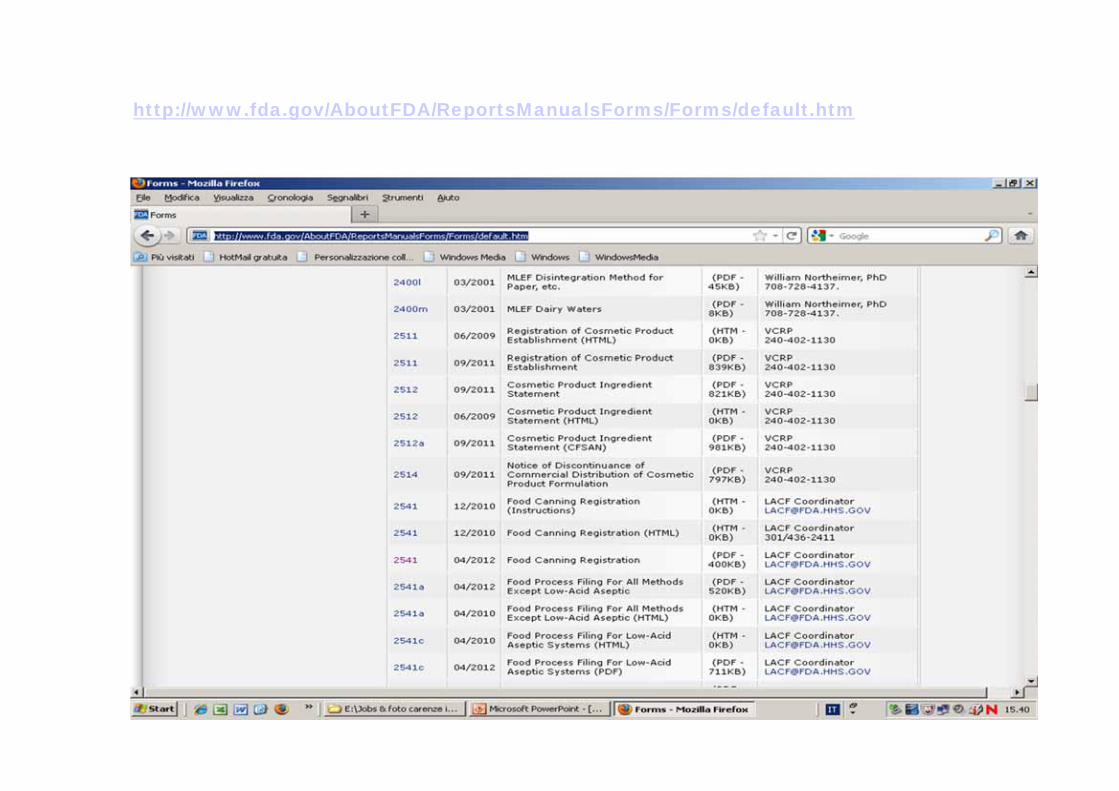
http://www.fda.gov/AboutFDA/ReportsManualsForms/Forms/default.htm

Processo di pasteurizzazione
In caldaia (batch method)Caseificazioni
artigianali
In sistemi a flusso (continuos)Trattamento termico
per consumo diretto
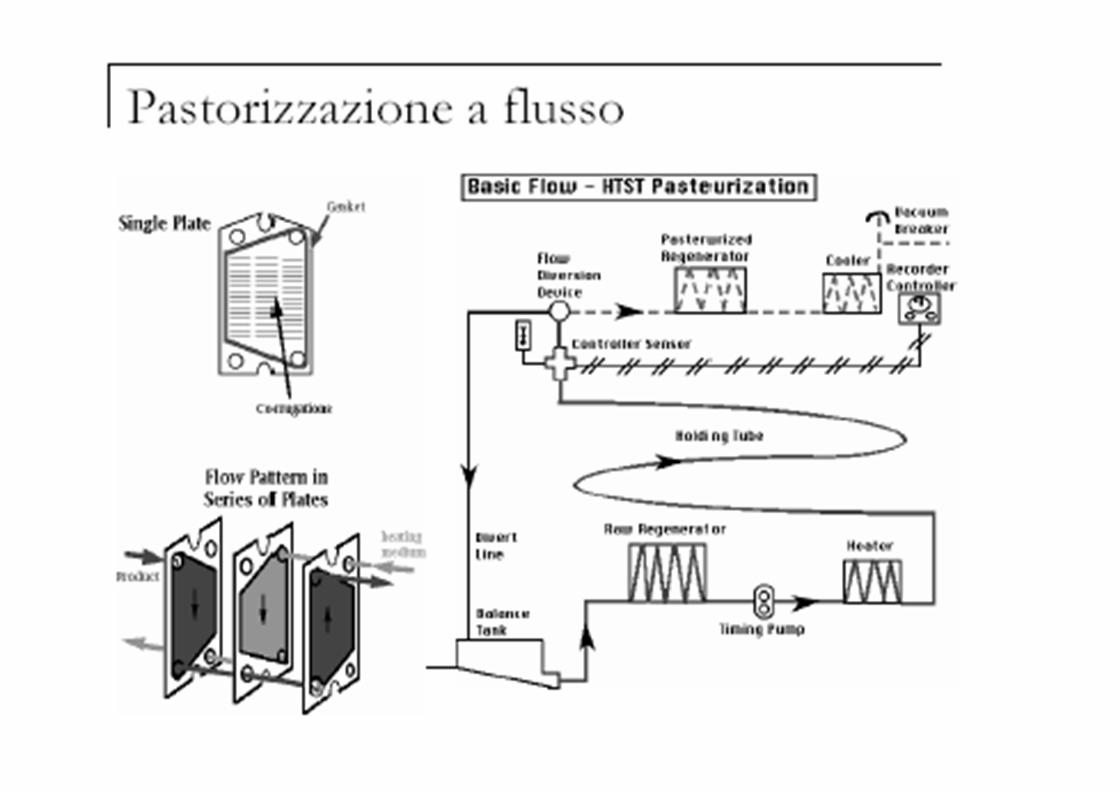
Processo di pasteurizzazione
in sistemi a flusso
Hanno una fase di rigenerazione del prodotto ed una fase di trattamento
Utilizzano scambiatori di calore a piastre di acciaio intercalati con apposite guarnizioni che costituiscono uno strato laminare in cui circolano separati controcorrente il latte ed il liquido utilizzato per riscaldare, rigenerare o raffreddare.
Possono circolare in controcorrente latte trattato e da trattare, ai fini di raffreddamento del latte trattato e rigenerazione del latte da trattare

SterilizzazioneMetodi di trattamento
Primo aspetto da tenere in considerazione, metodi diversi presentano criticità diverse da controllare
Still retortsOrizzontale – verticaleVapore – acqua
Agitating retortsContinuosbatch
Hydrostatic retorts
Cascading/spray water retorts
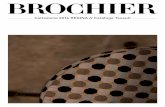
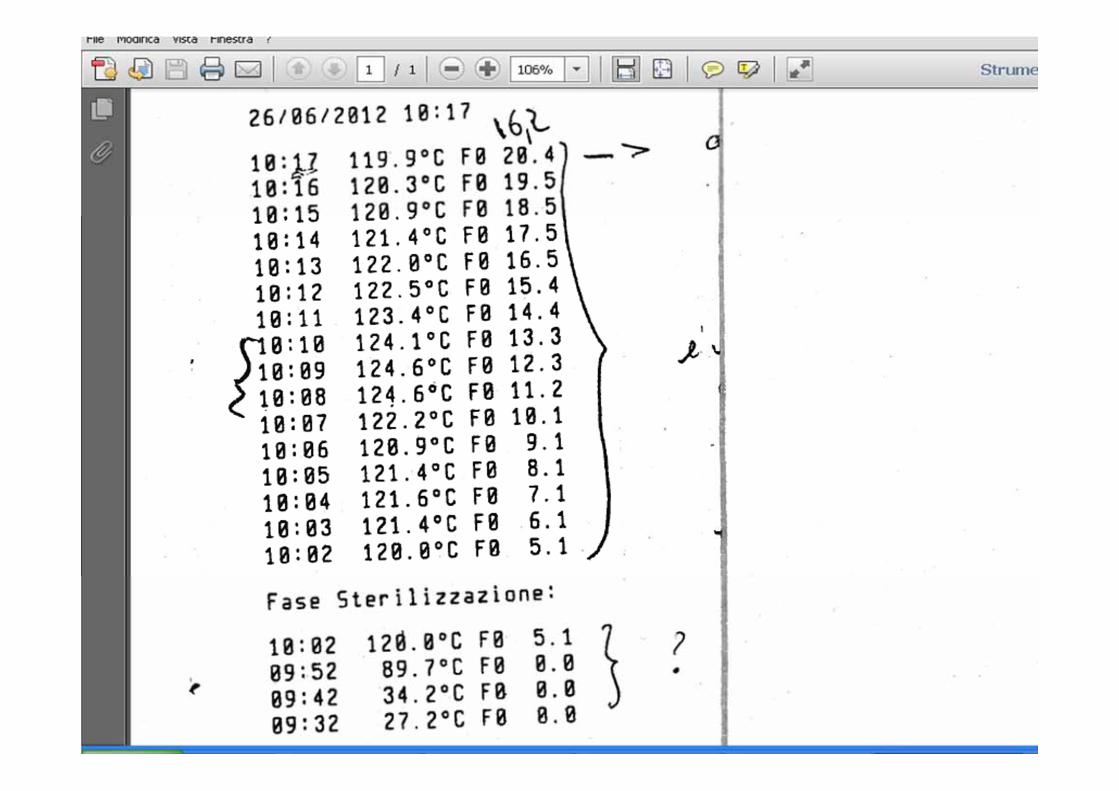
L’utilizzo dei logger e termocoppie
Il rilevamento dell’evoluzione della temperatura a cuore del prodotto per tutto il tempo del processo di trattamento termico permette di calcolare l’F0 (Fc) effettivamente applicato. Praticamente vengono considerati tutti gli effetti letali delle diverse temperature di passaggio dalla temperatura iniziale sino alla temperatura massima. L’effetto letale finale che calcoliamo è quindi la somma di tutti questi effetti letali
La termocoppia consente il rilevamento della temperatura in fase di sterilizzazione sia nell’autoclave, generalmente in nicchie in prossimità dello sfiato delle valvole o al centro della camera di sterilizzazione, sia al cuore del prodotto (per calcolare Fc). Problema può essere dato dal filo che può essere tranciato in fase di carico dell’autoclave. Con l’utilizzo dei data logger si elimina l’inconveniente. E’ importante validare il processo con ambo le rilevazioni
Trattamenti termici alimenti scatolati invasettati a bassa acidità
fattori critici per la distribuzione del calore all’interno del contenitore
Aw Viscosità Temperatura di partenza del prodotto Posizione ed annidamento (nesting), disposizione dei contenitori
dell’autoclave, strati, supporti (forati o no)ecc… Metodo di riempimento (mano, vibrazione, caduta, volumetrico, altro Percentuale parte solida parte liquida Peso sgocciolato, peso netto Formulazione, qualità e metodo di preparazione del prodotto Tipologia di contenitore (dimensioni,capacità,flessibilità, spessore, rigidità Aria residua interna all’autoclave ed al contenitore
Attenzione queste saranno le 10 considerazioni quando viene validato il processo di sterilizzazione. Importante perché posso poi meglio interpretare
le registrazioni dei logger, semplificando i rilevamenti

Studio sulla distribuzione della temperatura
, in particolare è importante che la ditta lo abbia agliatti quando il sistema e l’impianto di trattamento non presenta tutte le caratteristiche che scientificamente ( vedi bibliografia, CFR, ecc…) dovrebbe avere per assicurare tale aspetto.
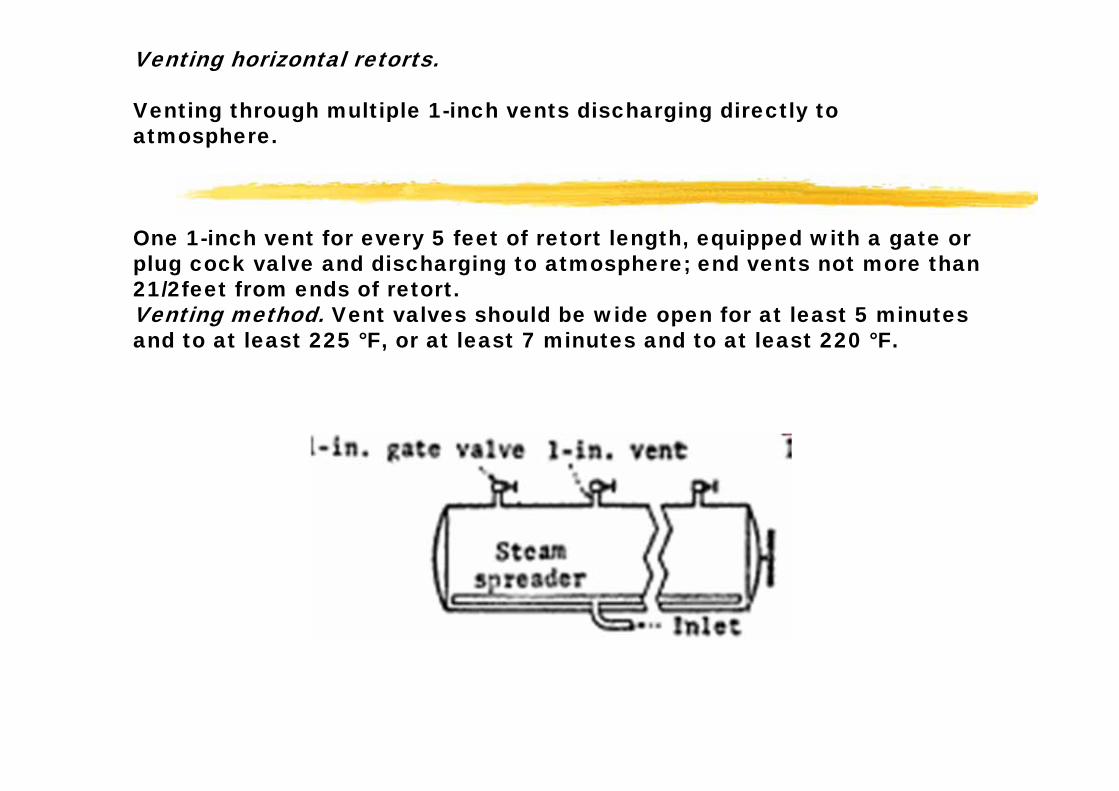
Venting horizontal retorts.
Venting through multiple 1-inch vents discharging directly to atmosphere.
One 1-inch vent for every 5 feet of retort length, equipped with a gate or plug cock valve and discharging to atmosphere; end vents not more than 21/2feet from ends of retort.Venting method. Vent valves should be wide open for at least 5 minutes and to at least 225 °F, or at least 7 minutes and to at least 220 °F.

Venting through multiple 1-inch vents discharging through a manifold to atmosphere
.
One 1-inch vent for every 5 feet of retort length; and vents not over 21/2feet from ends of retort: Size of manifold—for retorts less than 15 feet in length, 21/2inches; for retorts 15 feet and over in length, 3 inches.
Manifold vent gate or plug cock valve should be wide open for at least 6 minutes and to at least 225 °F, or for at least 8 minutes and to at least 220 °F.


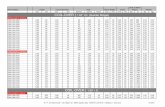
Controllo visuale e distruttivo dei contenitoricontrollo delle procedure
Serious defect:means any container;a)which is swollen;b) which shows evidence that the hermetic seal is lost or seriously compromised; orc) which is unsuitable for distribution and sale as stipulated in the Food and Drug Act sectionContenitori umidi, rigonfi o con colorazioni anomale
SWOLLEN OR LEAKING CONTAINERS due to:UNDERPROCESSINGPOST PROCESS CONTAMINATION Due to Container Integrity Defect,OVERFILLS
Strumentario e equipment:LenteLight meterCalibroMicrometro per l’aggraffatura (seam micrometer)Formulario per la relazione (verbalizzazione) del controllo visivoManuale e procedure da adottarsi in caso di contenitori difettosisonda
Test di incubazioneto thermally processed-commercially sterile shelf stable
canned products
The establishment shall provide incubation facilities which include a thermometer, a temperature/time recording device, a means for the circulation of the air inside the incubator to prevent temperature variations, and a means to prevent unauthorized entry into the facility. An employee designated by the operator shall be responsible for the security of the incubator.
15.9.2 Product Requiring IncubationShelf stable product requiring incubation includes:low acid products; and acidified low acid products.
at least one container per retort basket for incubation. in a batch For continuous rotary retorts, hydrostatic retorts, or other continuous
type thermal processing systems, the operator shall select at least one container per 1000 for incubation.

Test di incubazioneto thermally processed-commercially sterile shelf
stable canned products
Randomly select 48 sample units from the lot. The first 24 samples are used as the initial sample and the second 24 samples are used as the reserve sample. All incubation samples shall be secured by the inspector, and the reserve sample shall be used only when a new incubation sample is needed for the involved lot.
Time and Temperature Requirements The incubation samples are held in the incubator for no less than 10 days or
240 hours at 95oF + 5oF (35oC + 2.8oC).Record on the temperature chart the date and time the incubation period
started and, if applicable, the serial number of the seal used to secure the recording device. The inspector initials the entries recorded on the chart.
At the completion of the incubation testing, the inspector examines each container for abnormal defects.
If no abnormal containers are found, all initial and reserve sample units are returned to the lot, and the inspector permits the lot to be stamped "U.S. Inspected and Passed" (if not already pre-stamped) and released. The inspector shall then enter the incubations results as "Accepted" in the AIIS.
If an abnormal container is found, the inspector shall Immediately refrigerate all "swell" containers,

le principali osservazioni e rilievi nel trattamento termico di PASTEURIZZAZIONE IN FLUSSO
Effettiva consapevolezza dei tempi e delle temperature adottate
Documentazione agli atti sul funzionamento dell’impianto (manuale dell’utente, uso, manutenzione e specifiche del pasteurizzatore, ecc…)
Valvola di deviazione: frequenza della verifica della funzionalità e della manutenzione, la posizione, la posizione rispetto ai bulbi dei termometri
Circuiti latte crudo e pasteurizzato: differenze pressionePiastre (rigenerazione) in precarie condizioni

le principali osservazioni e rilievi nel trattamento termico di sterilizzazione
Processi di produzione no stabiliti per tutte le tipologie di LACF (comprese le pezzature)
Elenco dei fattori critici considerati dalla ditta per la validazione, non soddisfacente, in particolare per i fattori che influenzano la penetrazione del calore, Cambiamenti non erano stati seguito dal rivalutazione del processo
Condizioni non adeguate di igiene e contenzione dello sviluppo batterico prima del trattamento sulle materie prime
Uso di acqua non approvata per le autoclaviTracciabilità dei contenitori usati ed accreditamento dei fornitoriCondizioni di manutenzione delle aggraffatrici, mandrini, rulli ecc…)Non sufficiente attenzione al riempimento dei contenitori, spazio di testa dei
contenitori, registrazione dei controlli a campione su questi aspettiNon idonea registrazione dei tests visivi e distruttivi, di incubazione ecc..
(non sempre complete (codice, tracciabilità, operatori eccc…)
le principali osservazioni e rilievi neltrattamento termico di sterilizzazione
Mancanza di procedure per la sicurezza del lotto in caso di difetti riscontrati al controllo
Codici utilizzati per la tracciabilità non ben visibili sui lottiMancanza di studi sulla distribuzione della temperatura nell’autoclaveIstruzioni al personale non sufficienti (mancanza di cartelli con le procedute
ed i controlli da fare informativi nelle lingue necessarie)Mancate registrazioni delle temperature iniziali del prodotto ai fini di
adeguare i tempi del processo (vedi forms)Registrazioni delle non conformità riscontrate in autocontrollo non al
momento del riscontro da parte dell’operatore, ma a posterioriMancato riesame delle non conformità riscontrateMancato sistema di identificazione del prodotto trattato in modo da non
confonderlo con quello da trattare, esempio marcatori che scompaiono o virano di colore dopo il trattamento termico.