Pulizia dei lubrorefrigeranti con Alfie 500 © Alfa LavalSlide 3 Pulizia del refrigerante.
Upload
phungkhanhCategory
view
219download
0
Tipologia dei lubrorefrigeranti 1/14
Tipologia dei lubrorefrigeranti I numerosi tipi di lubrorefrigeranti presenti sul mercato possono essere classificati in base a diversi criteri. Una certa sistematicità e uniformità terminologica sono date da alcune norme e direttive, in cui servono da riferimento sia i criteri tecnico-applicativi che la composizione chimico-fisica. Sono comunque importanti le seguenti normative: ? DIN 51 385 ? Direttiva VDI 3035 ? Direttiva VDI 3396 ? VKIS Gruppo Utenti Lubrificanti Industriali
Sulla base di queste normative e tenuto conto dell’importanza pratica per l’utente, i lubrorefrigeranti da taglio e rettifica si possono così classificare:
In base a questa classificazione si ottengono i due gruppi principali “non miscelabili in acqua” e “miscelabili in acqua”. Questi ultimi sono uniformemente classificabili in emulsionabili, semi-sintetici e sintetici. I lubrorefrigeranti non miscelabili in acqua vengono forniti come prodotti pronti all’uso da usarsi tali e quali. Quelli miscelabili in acqua sono in forma concentrata e prima dell’uso vengono diluiti in acqua nella percentuale di utilizzo. Questi a loro volta vengono classificati in lubrorefrigeranti emulsionabili e semi-sintetici (contengono una parte di olio minerale), lubrorefrigeranti sintetici (senza alcun contenuto di olio minerale).
Oli minerali oppure lubrificanti sintetici?
La base di partenza per la produzione dei lubrorefrigeranti può essere costituita da oli naturali (olio minerale (olio minerale, oli e grassi vegetali e animali) o da sostanze sintetiche. Tra gli oli naturali, l’olio minerale rientra tra le più importanti materie prime industriali. Gli oli minerali, come anche altri oli naturali, sono una miscela complessa costituita da una serie di combinazioni di idrocarburi, composti essenzialmente di carbonio e idrogeno. Ci sono anche combinazioni con zolfo, azoto, ossigeno ed altri elementi. L’olio minerale grezzo viene separato con processi termici on oli di base
Tipologia dei lubrorefrigeranti 2/14
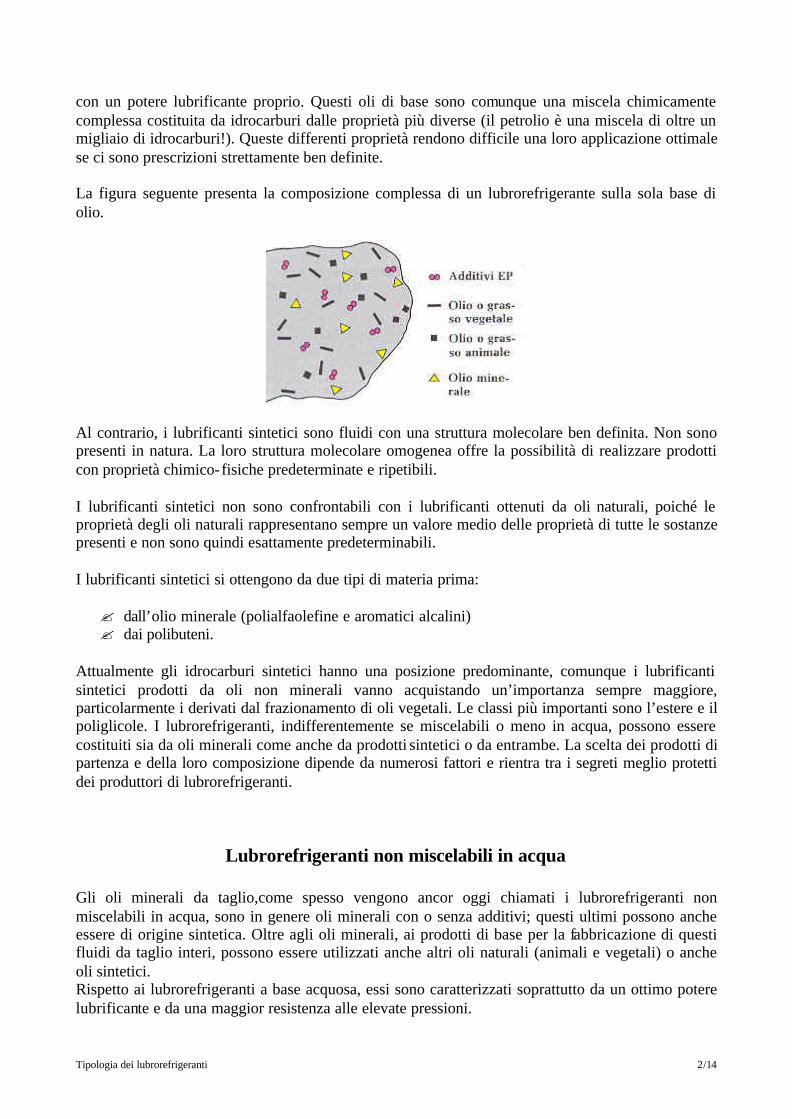
con un potere lubrificante proprio. Questi oli di base sono comunque una miscela chimicamente complessa costituita da idrocarburi dalle proprietà più diverse (il petrolio è una miscela di oltre un migliaio di idrocarburi!). Queste differenti proprietà rendono difficile una loro applicazione ottimale se ci sono prescrizioni strettamente ben definite. La figura seguente presenta la composizione complessa di un lubrorefrigerante sulla sola base di olio.
Al contrario, i lubrificanti sintetici sono fluidi con una struttura molecolare ben definita. Non sono presenti in natura. La loro struttura molecolare omogenea offre la possibilità di realizzare prodotti con proprietà chimico-fisiche predeterminate e ripetibili. I lubrificanti sintetici non sono confrontabili con i lubrificanti ottenuti da oli naturali, poiché le proprietà degli oli naturali rappresentano sempre un valore medio delle proprietà di tutte le sostanze presenti e non sono quindi esattamente predeterminabili. I lubrificanti sintetici si ottengono da due tipi di materia prima: ? dall’olio minerale (polialfaolefine e aromatici alcalini) ? dai polibuteni.
Attualmente gli idrocarburi sintetici hanno una posizione predominante, comunque i lubrificanti sintetici prodotti da oli non minerali vanno acquistando un’importanza sempre maggiore, particolarmente i derivati dal frazionamento di oli vegetali. Le classi più importanti sono l’estere e il poliglicole. I lubrorefrigeranti, indifferentemente se miscelabili o meno in acqua, possono essere costituiti sia da oli minerali come anche da prodotti sintetici o da entrambe. La scelta dei prodotti di partenza e della loro composizione dipende da numerosi fattori e rientra tra i segreti meglio protetti dei produttori di lubrorefrigeranti.
Lubrorefrigeranti non miscelabili in acqua
Gli oli minerali da taglio,come spesso vengono ancor oggi chiamati i lubrorefrigeranti non miscelabili in acqua, sono in genere oli minerali con o senza additivi; questi ultimi possono anche essere di origine sintetica. Oltre agli oli minerali, ai prodotti di base per la fabbricazione di questi fluidi da taglio interi, possono essere utilizzati anche altri oli naturali (animali e vegetali) o anche oli sintetici. Rispetto ai lubrorefrigeranti a base acquosa, essi sono caratterizzati soprattutto da un ottimo potere lubrificante e da una maggior resistenza alle elevate pressioni.
Tipologia dei lubrorefrigeranti 3/14
Gli additivi servono tra l’altro al miglioramento: ? del potere lubrificante ? della resistenza all’usura ? della protezione contro la corrosione ? delle caratteristiche antischiuma.
Lubrorefrigeranti miscelabili in acqua
La maggior parte dei lubrorefrigeranti utilizzati nelle lavorazioni con asportazione di truciolo è costituita da quelli miscelabili in acqua. Questi lubrorefrigeranti combinano l’elevata capacità di dispersione del calore propria dell’acqua con il potere lubrificante delle sostanze chimiche contenute, posseggono quindi eccellenti caratteristiche di raffreddamento, lubrificazione e potere bagnante. Possono essere impiegati in tutte le lavorazioni con asportazione di truciolo, presupposto che la macchina utensile sia predisposta con un sistema di lubrificazione protetto contro l’infiltrazione di fluido lubrorefrigerante e che il mandrino e le guide abbiano una sufficiente lubrificazione. Tutte le moderne macchine utensili sono ora predisposte per un utilizzo dei fluidi lubrorefrigeranti miscelabili in acqua. In queste macchine, l’impiego di oli lubrificanti e idraulici studiati per essere compatibili con i lubrorefrigeranti rende possibile l’impiego dei fluidi a base acquosa nella maggior parte delle lavorazioni di alta produzione, con tutti i materiali ferrosi e non ferrosi, e loro leghe. I lubrorefrigeranti a base acquosa possono essere composti da oli naturali (per es.:olio minerale), da sostanze sintetiche o da ambedue e in genere si presentano sotto forma di soluzioni o emulsioni.
Soluzioni sintetiche
Le soluzioni sintetiche sono dei lubrorefrigeranti composti fondamentalmente da sostanze chimiche sciolte nell’acqua. Le soluzioni sintetiche non contengono olio e si impiegano principalmente nella rettifica. Ve ne sono però anche di quelle che a causa di speciali ingredienti chimici in esse contenuti possono essere impiegati anche per lavorazioni di asportazione truciolo da leggere a medio-pesanti. Dato che questi ingredienti chimici possono essere facilmente sciolti in acqua, le miscele sono stabili e di facile preparazione.
Emulsioni
L’emulsione è un sistema disperso, ottenuto dalla miscela di due fluidi, che non sono solubili tra loro. Un fluido forma la fase interna che si distribuisce a gocce nel fluido portante (la fase esterna). Per la lavorazione dei metalli con asportazione di truciolo sono importanti i lubrorefrigeranti “emulsionabili” che rappresentano una emulsione di olio in acqua, ossia l’olio costituisce la fase interna. Un lubrorefrigerante miscelabile in acqua (emulsionabile) è sempre costituito dall’olio di base (olio minerale, idrocarburi sintetici, estere sintetico, oli grassi, ecc) e da determinati additivi. rientrano tra gli additivi più importanti:
Tipologia dei lubrorefrigeranti 4/14
? emulgatori ? inibitori della corrosione ? stabilizzatori ? additivi estreme pressioni (additivi EP) ? additivi anti-schiuma ? battericidi.
Emulgatori
Gli emulgatori sono indispensabili per la stabilità di un’emulsione e hanno un ruolo importante per le caratteristiche tecniche di impiego di un’emulsione lubrorefrigerante . Infatti essi rendono possibile la formazione di goccioline di olio che rimangono in sospensione nell’acqua impedendo che queste si uniscano tra loro modificandone la stabilità e l’equilibrio. Inoltre salendo in superficie potrebbero formare uno strato di olio galleggiante sulla superficie stessa dell’acqua, impedendo l’ossigenazione della miscela lubrorefrigerante in uso. Gli emulgatori diminuiscono la tensione superficiale e formano una pellicola sulla superficie limite. Dato che il carattere bipolare della molecola di emulgatore si forma la tipica “struttura a spazzola” della pellicola monomolecolare sulla superficie limite.
Inibitori della corrosione
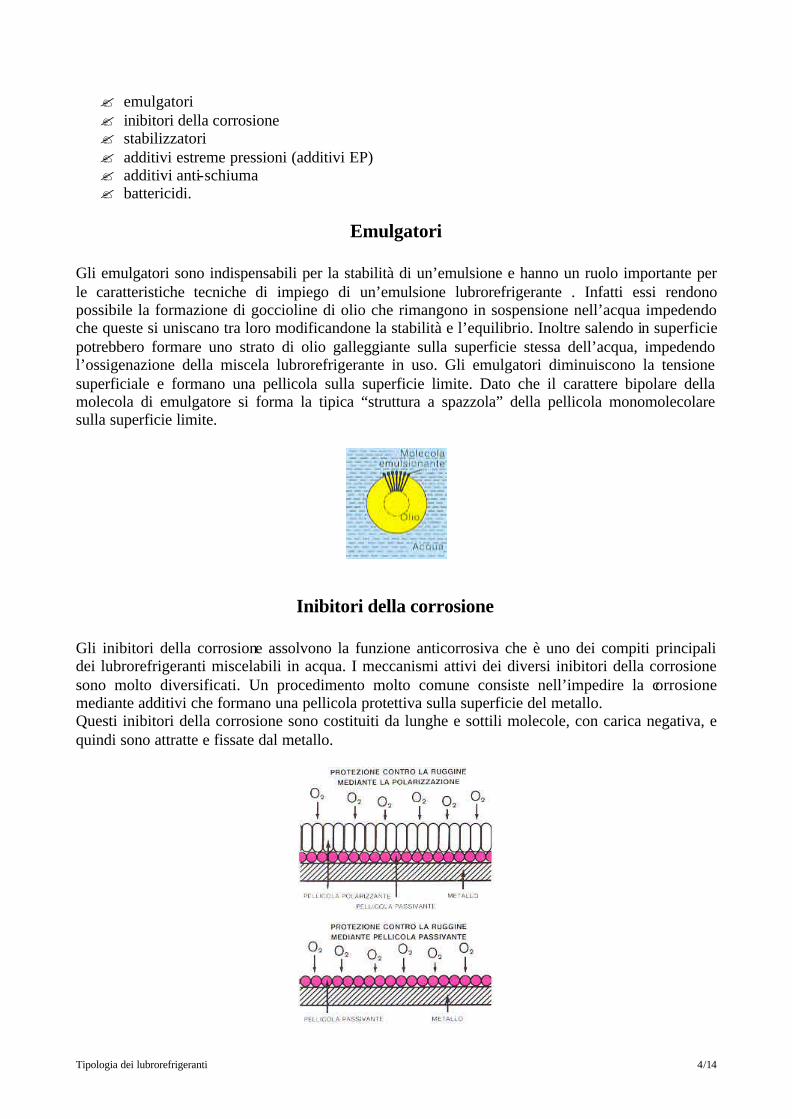
Gli inibitori della corrosione assolvono la funzione anticorrosiva che è uno dei compiti principali dei lubrorefrigeranti miscelabili in acqua. I meccanismi attivi dei diversi inibitori della corrosione sono molto diversificati. Un procedimento molto comune consiste nell’impedire la corrosione mediante additivi che formano una pellicola protettiva sulla superficie del metallo. Questi inibitori della corrosione sono costituiti da lunghe e sottili molecole, con carica negativa, e quindi sono attratte e fissate dal metallo.
Tipologia dei lubrorefrigeranti 5/14
Il velo polarizzato così formatosi è invisibile e il suo spessore non è maggiore di quello della molecola stessa. Esso impedisce comunque efficacemente il processo elettrochimico della corrosione. Vi sono anche altri tipi di protezione anticorrosiva con base chimica, (ad esempio la passivazione mediante nitriti) che però vanno sempre più perdendo d’importanza.
Stabilizzatori e additivi antischiuma
Si tratta di additivi che contribuiscono alla stabilità del concentrato, migliorano la solubilità dell’olio e impediscono la formazione indesiderata di schiuma. Come stabilizzatori si impiegano in genere alcoli e glicoli. Tra i numerosi prodotti antischiuma sono diffusi particolarmente i siliconi. Questi ultimi hanno però delle limitazioni nel loro utilizzo: per esempio con l’uso dei siliconi la verniciatura del pezzo lavorato è resa più difficile.
Battericidi
Queste sostanze attive hanno il compito di proteggere i lubrorefrigeranti a base acquosa dall’attacco batterico. Il loro impiego è molto rigoroso dovuto a motivi di irritazione cutanea.
Acqua
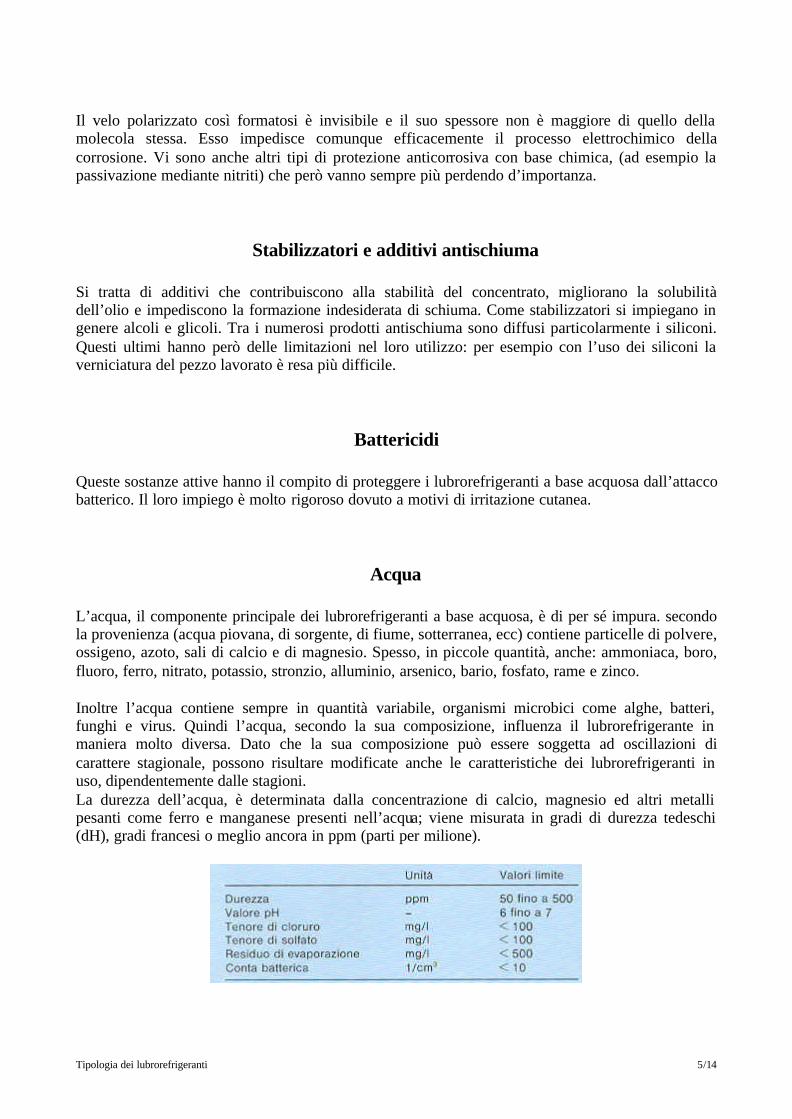
L’acqua, il componente principale dei lubrorefrigeranti a base acquosa, è di per sé impura. secondo la provenienza (acqua piovana, di sorgente, di fiume, sotterranea, ecc) contiene particelle di polvere, ossigeno, azoto, sali di calcio e di magnesio. Spesso, in piccole quantità, anche: ammoniaca, boro, fluoro, ferro, nitrato, potassio, stronzio, alluminio, arsenico, bario, fosfato, rame e zinco. Inoltre l’acqua contiene sempre in quantità variabile, organismi microbici come alghe, batteri, funghi e virus. Quindi l’acqua, secondo la sua composizione, influenza il lubrorefrigerante in maniera molto diversa. Dato che la sua composizione può essere soggetta ad oscillazioni di carattere stagionale, possono risultare modificate anche le caratteristiche dei lubrorefrigeranti in uso, dipendentemente dalle stagioni. La durezza dell’acqua, è determinata dalla concentrazione di calcio, magnesio ed altri metalli pesanti come ferro e manganese presenti nell’acqua; viene misurata in gradi di durezza tedeschi (dH), gradi francesi o meglio ancora in ppm (parti per milione).

Tipologia dei lubrorefrigeranti 6/14
L’acqua dura può provocare residui saponosi che si depositano sui filtri, può rompere l’emulsione e influenzare negativamente il potere anticorrosivo dell’emulsione. In determinate lavorazioni con forte turbolenza l’acqua dolce, invece, può provocare un’eccessiva formazione di schiuma. Un altro aspetto importante è l’alcalinità dell’acqua, espressa dal valore pH. Influisce in particolare sulla crescita batterica e sulla capacità di controllo della corrosione del lubrorefrigerante, Per esempio, aumentando l’alcalinità il potenziale anticorrosivo migliora soprattutto con i materiali ferrosi. L’influenza fondamentale dell’acqua sull’efficacia di un lubrorefrigerante a base acquosa esige assolutamente che sia nota la qualità dell’acqua disponibile. Oltre ai laboratori di analisi per l’acqua anche i fornitori di lubrorefrigeranti possono analizzare nei loro laboratori l’acqua che utilizza il cliente e quindi determinare il tipo di fluido lubrorefrigerante più idoneo. I requisiti minimi da considerare nella qualità dell’acqua sono riportati nella figura precedente.
Lubrorefrigeranti per operazioni di rettifica
La rettifica è l’esempio classico dell’asportazione di truciolo con tagliente geometricamente indefinito. Il principio della formazione del truciolo precedentemente descritto sono valide, in linea di principio, anche per questo tipo di lavorazione, perché è pur sempre un’asportazione di truciolo. Sussistono comunque certe particolarità nei confronti dell’asportazione di truciolo tradizionale con utensili a tagliente geometricamente definito. Queste particolarità esercitano un influsso notevole sui requisiti che i lubrorefrigeranti devono avere nelle lavorazioni meccaniche di rettifica. Nella rettifica l’asportazione del truciolo avviene con una mola formata da un gran numero di grani abrasivi, naturali o sintetici, agglomerati da un legante. L’angolo di spoglia superiore è fortemente negativo.
Si lavora con velocità di taglio notevolmente superiori rispetto alle lavorazioni con utensili e il volume di truciolo asportato nell’unità di tempo è minore. Per le alte finiture superficiali nonché per le esigenti caratteristiche dimensionali dei pezzi in lavorazione, i requisiti richiesti ai fluidi lubrorefrigeranti per rettifica sono di regola molto più elevati rispetto all’asportazione di truciolo tradizionale con utensile a tagliente geometricamente definito. La mola come “utensile da taglio” nella rettifica, è costituita dai granii abrasivi e dal legante. Il tipo di abrasivo, la forma e la grandezza del grano come pure il tipo e la quantità di legante influenzano in misura determinante la finitura superficiale e la precisione dimensionale del pezzo lavorato, come pure il costo totale dell’operazione meccanica di rettifica. In pratica è molto difficile far coincidere tutte queste esigenze in tutte le operazioni meccaniche di rettifica. Per risolvere al meglio tutti questi problemi è quindi indispensabile la più stretta collaborazione tra i produttori della mola abrasiva e del fluido lubrorefrigerante con l’utilizzatore. Per esempio, in determinate lavorazioni come la rettifica esterna dei cilindri, dove l’asportazione di truciolo è minima, il problema più grande, oltre alla detergenza della mola, è il raffreddamento del

Tipologia dei lubrorefrigeranti 7/14
pezzo, se si vuole ottenere una finitura perfetta e una durata notevole della mola abrasiva. Pertanto le proprietà principali del fluido utilizzato deve essere quella refrigerante, mentre è trascurabile quella lubrificante. Al contrario, in caso di forte asportazione di truciolo per passata (rettifica al alta velocità, a tuffo, per profili, nella cosiddetta rettifica Creep-Feed o con rettifiche senza centri) l’azione lubrificante è più importante di quella refrigerante, anche se questa ultima deve sempre essere ottimale. Quindi possiamo affermare che i lubrorefrigeranti per rettifica siano essi emulsionabili, sintetici o semi-sintetici possono avere una forte proprietà raffreddante, cioè una conducibilità termica superiore e un potere lubrificante minore o, viceversa, dipendentemente dal tipo di lavorazione. Il lubrorefrigerante, inoltre, deve avere una buona capacità detergente per togliere il materiale residuo d’abrasione del pezzo e della mola dalla macchina e dalle cavità della mola stessa. L’ ”impastarsi” della mola porta ad un maggior attrito e ad una insufficiente qualità nella finitura. Occorre anche prevedere, oltre che la scelta appropriata del lubrorefrigerante, anche la giusta portata della pompa che alimenta il flusso del fluido e le giuste dimensioni e posizionamento dell’ugello del lubrorefrigerante. E’ quindi molto importante che il flusso del lubrorefrigerante raggiunga la zona di contatto mola-pezzo, poiché attorno alla mola abrasiva che lavora si forma un cuscinetto d’aria la cui intensità aumenta con la velocità della mola stessa. Con velocità periferiche elevate della mola si devono utilizzare deflettori che impediscano la formazione di questo cuscinetto d’aria che può raggiungere alte pressioni (10 … 30 bar). La pulizia della mola dalle particelle di materiale che l’hanno intasata non risulta comunque ancora in tal modo garantita. Per aumentare la pulizia della mola si può impiegare un sistema di ugelli ad alta pressione attorno alla mola che convogliano il lubrorefrigerante sulla mola stessa, in questo caso la rugosità superficiale del pezzo migliora notevolmente.
Il lubrorefrigerante determina la resa in rettifica
Il lubrorefrigerante non influenza solo il processo di rettifica vero e proprio, ma anche l'intero ciclo di produzione. Questo rendimento viene espresso dal rapporto di asportazione "G", tra il volume di metallo asportato dal pezzo in lavorazione e il volume di mola abrasiva consumata. Le ricerche hanno dimostrato che questo valore "G" è anche in relazione con: la resa specifica in asportazione di metallo "K",il consumo specifico di energia "U" e la finitura superficiale "f"(valore di rugosità medio espresso in Ra). Il lubrorefrigerante ha una influenza determinante su tutti questi fattori G - K - U -Ra modificandone i valori, e quindi la resa del ciclo produttivo. Per ottimizzare il processo di rettifica, si deve studiare e individuare una combinazione di mola abrasiva e fluido lubrorefrigerante che possa dare il massimo rapporto di asportazione "G" con un consumo specifico minimo possibile di energia "U", mantenendo una resa specifica in asportazione di metallo "K" = 1.
Tipologia dei lubrorefrigeranti 8/14
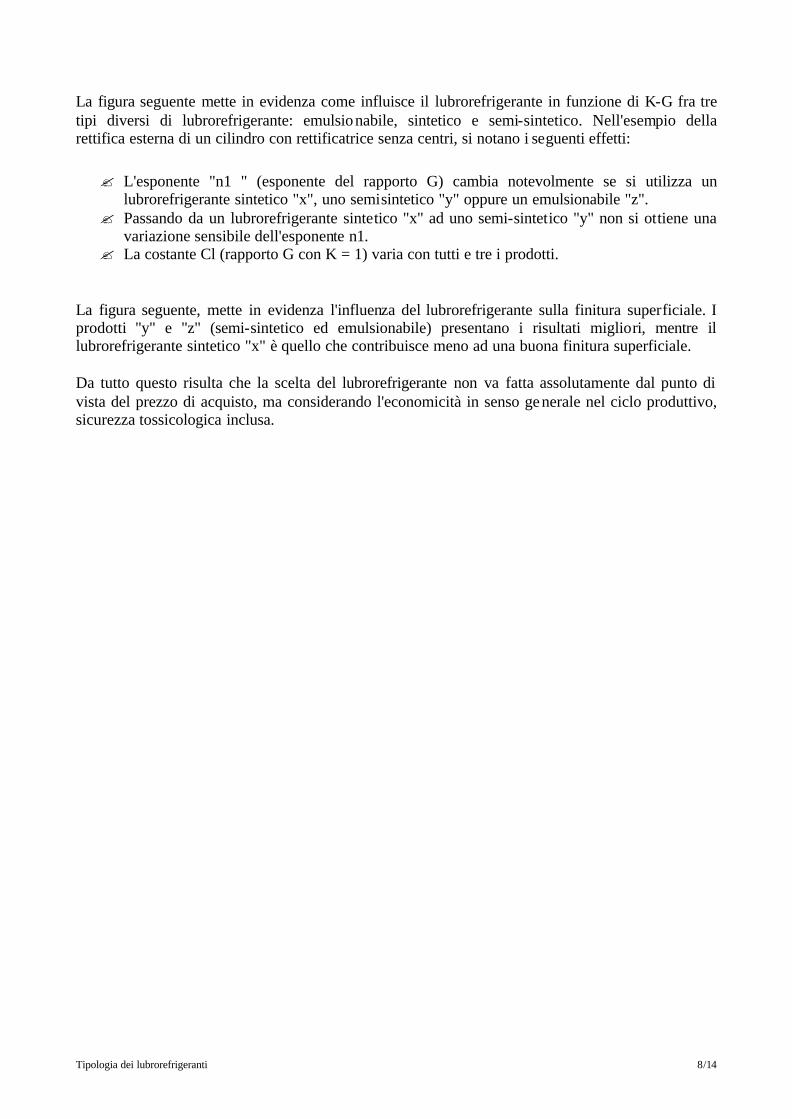
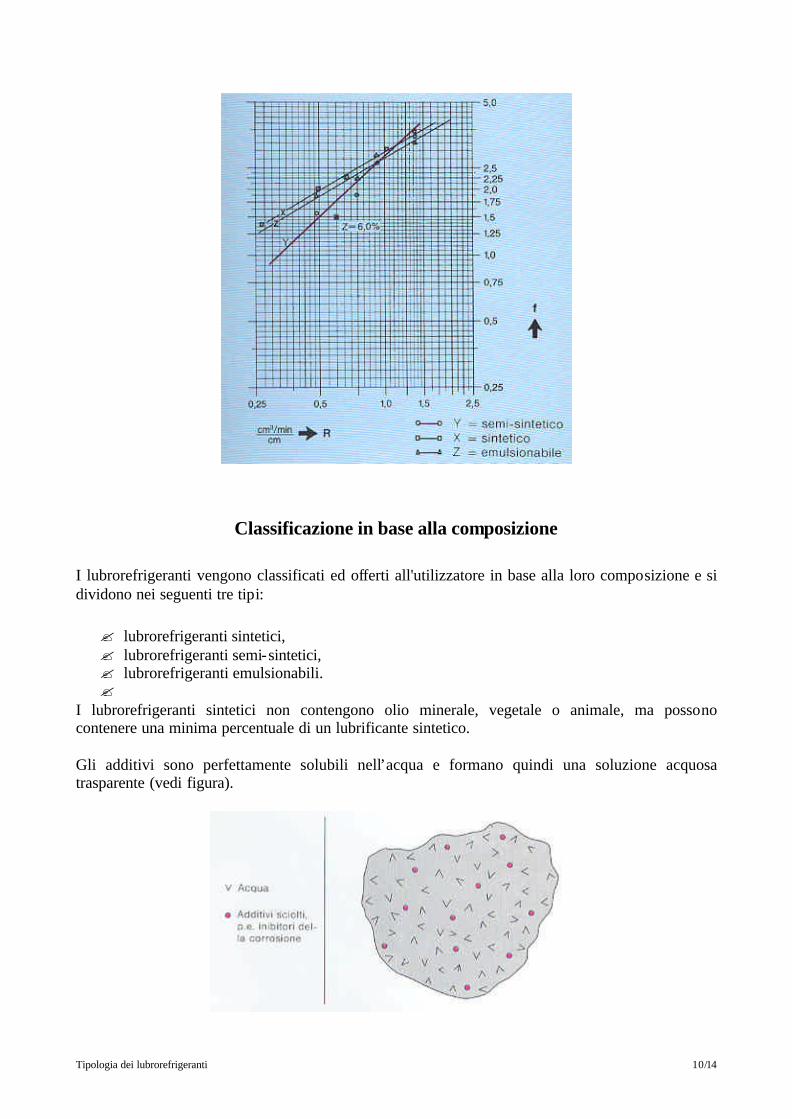
La figura seguente mette in evidenza come influisce il lubrorefrigerante in funzione di K-G fra tre tipi diversi di lubrorefrigerante: emulsionabile, sintetico e semi-sintetico. Nell'esempio della rettifica esterna di un cilindro con rettificatrice senza centri, si notano i seguenti effetti: ? L'esponente "n1 " (esponente del rapporto G) cambia notevolmente se si utilizza un
lubrorefrigerante sintetico "x", uno semisintetico "y" oppure un emulsionabile "z". ? Passando da un lubrorefrigerante sintetico "x" ad uno semi-sintetico "y" non si ottiene una
variazione sensibile dell'esponente n1. ? La costante Cl (rapporto G con K = 1) varia con tutti e tre i prodotti.
La figura seguente, mette in evidenza l'influenza del lubrorefrigerante sulla finitura superficiale. I prodotti "y" e "z" (semi-sintetico ed emulsionabile) presentano i risultati migliori, mentre il lubrorefrigerante sintetico "x" è quello che contribuisce meno ad una buona finitura superficiale. Da tutto questo risulta che la scelta del lubrorefrigerante non va fatta assolutamente dal punto di vista del prezzo di acquisto, ma considerando l'economicità in senso generale nel ciclo produttivo, sicurezza tossicologica inclusa.

Tipologia dei lubrorefrigeranti 9/14
Come visto, i problemi in rettifica sono moltissimi: velocità di lavoro, forte asportazione di truciolo, precisione dimensionale, ciclo di produzione, linearità geometrica, altissima finitura. ecc. e fanno sì che il binomio mola abrasiva e fluido lubrorefrigerante siano assolutamente complementari l'uno all'altro, tenendo altresì nella massima considerazione la macchina utensile con cui si opera.
Tipologia dei lubrorefrigeranti 10/14
Classificazione in base alla composizione
I lubrorefrigeranti vengono classificati ed offerti all'utilizzatore in base alla loro composizione e si dividono nei seguenti tre tipi: ? lubrorefrigeranti sintetici, ? lubrorefrigeranti semi-sintetici, ? lubrorefrigeranti emulsionabili. ?
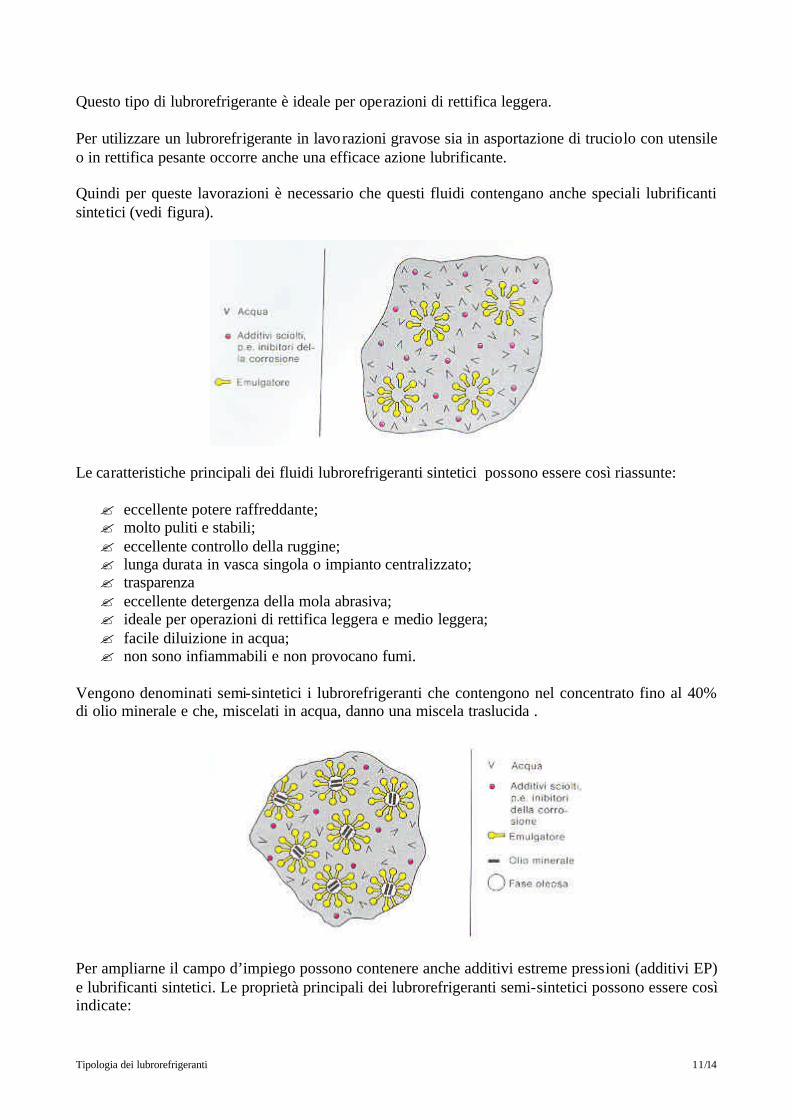
I lubrorefrigeranti sintetici non contengono olio minerale, vegetale o animale, ma possono contenere una minima percentuale di un lubrificante sintetico. Gli additivi sono perfettamente solubili nell’acqua e formano quindi una soluzione acquosa trasparente (vedi figura).
Tipologia dei lubrorefrigeranti 11/14
Questo tipo di lubrorefrigerante è ideale per operazioni di rettifica leggera. Per utilizzare un lubrorefrigerante in lavorazioni gravose sia in asportazione di truciolo con utensile o in rettifica pesante occorre anche una efficace azione lubrificante. Quindi per queste lavorazioni è necessario che questi fluidi contengano anche speciali lubrificanti sintetici (vedi figura).
Le caratteristiche principali dei fluidi lubrorefrigeranti sintetici possono essere così riassunte: ? eccellente potere raffreddante; ? molto puliti e stabili; ? eccellente controllo della ruggine; ? lunga durata in vasca singola o impianto centralizzato; ? trasparenza ? eccellente detergenza della mola abrasiva; ? ideale per operazioni di rettifica leggera e medio leggera; ? facile diluizione in acqua; ? non sono infiammabili e non provocano fumi.
Vengono denominati semi-sintetici i lubrorefrigeranti che contengono nel concentrato fino al 40% di olio minerale e che, miscelati in acqua, danno una miscela traslucida .
Per ampliarne il campo d’impiego possono contenere anche additivi estreme pressioni (additivi EP) e lubrificanti sintetici. Le proprietà principali dei lubrorefrigeranti semi-sintetici possono essere così indicate:
Tipologia dei lubrorefrigeranti 12/14
? puliti e stabili; ? ottimo controllo della ruggine; ? buona lubrificazione; ? lunga durata in vasca; ? eccellente potere raffreddante; ? ottima detergenza della mola abrasiva; ? ideale per operazioni di rettifica medio- leggera e asportazione di truciolo con utensile; ? ideale per impianti centralizzati; ? facile diluizione in acqua; ? non sono infiammabili e non provocano fumi.
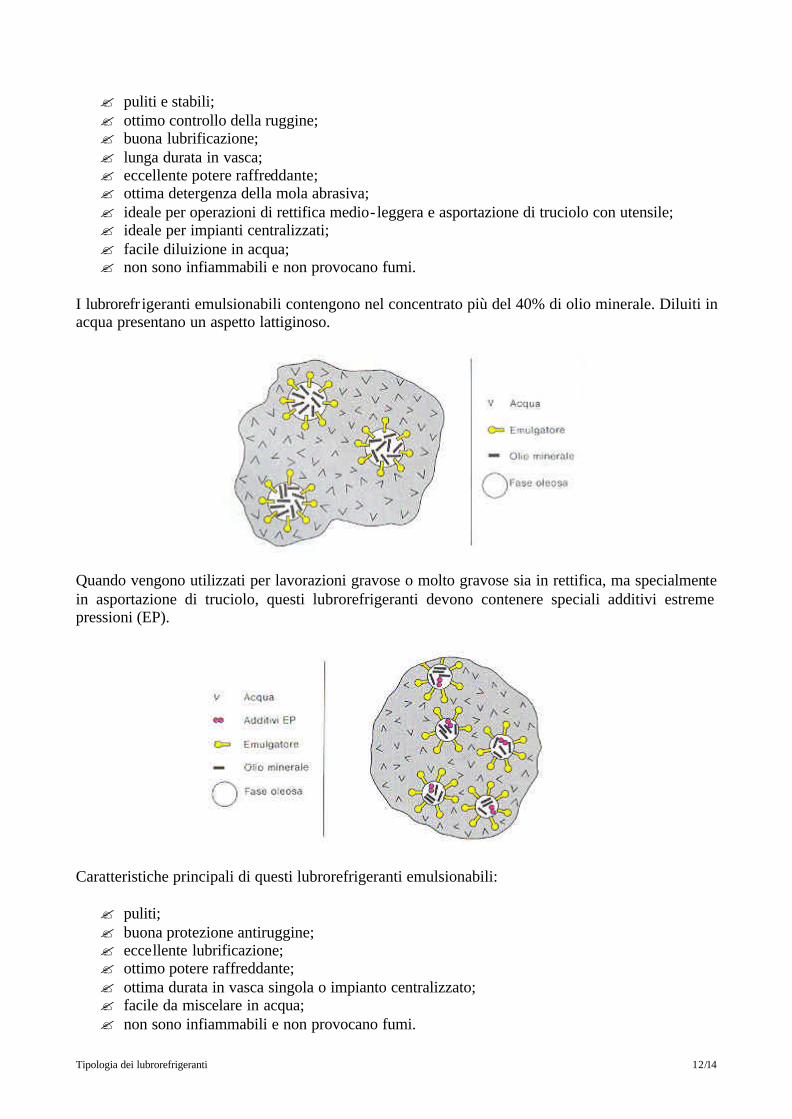
I lubrorefr igeranti emulsionabili contengono nel concentrato più del 40% di olio minerale. Diluiti in acqua presentano un aspetto lattiginoso.
Quando vengono utilizzati per lavorazioni gravose o molto gravose sia in rettifica, ma specialmente in asportazione di truciolo, questi lubrorefrigeranti devono contenere speciali additivi estreme pressioni (EP).
Caratteristiche principali di questi lubrorefrigeranti emulsionabili: ? puliti; ? buona protezione antiruggine; ? eccellente lubrificazione; ? ottimo potere raffreddante; ? ottima durata in vasca singola o impianto centralizzato; ? facile da miscelare in acqua; ? non sono infiammabili e non provocano fumi.

Tipologia dei lubrorefrigeranti 13/14
Aumentando la gravosità di lavorazione (sforzo di taglio), aumenta l’esigenza di lubrificazione, quindi il contenuto di olio minerale nel concentrato.
Sviluppo dei prodotti con l’ausilio del computer
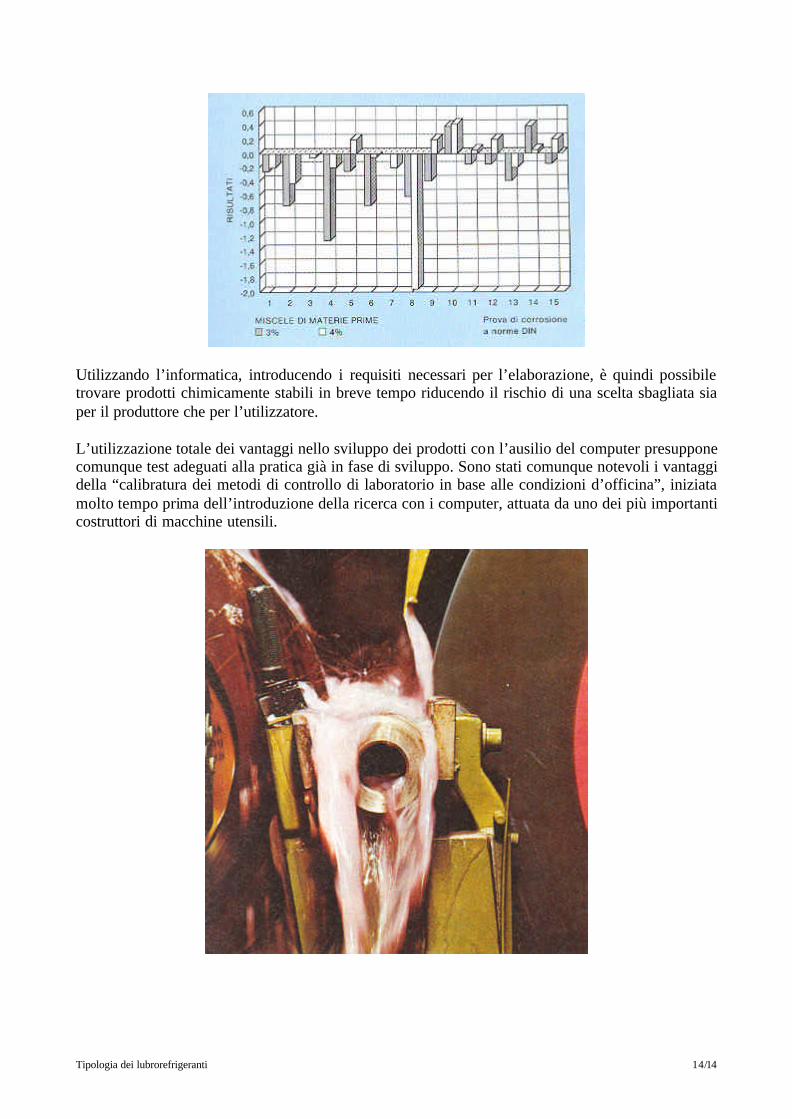
I lubrorefrigeranti da taglio sono prodotti molto complessi, il cui sviluppo richiede un grande lavoro di ricerca e sperimentazione. Con la molteplicità delle materie prime possibili e la diversità delle loro caratteristiche ed interazioni, ne risulta un numero astronomico di possibilità combinatorie. Anche se la maggior parte di queste combinazioni possono essere immediatamente individuate come non utilizzabili ed essere pertanto trascurate, rimarrebbero pur sempre varie migliaia di combinazioni possibili delle quali sono una può rappresentare la soluzione ottimale. Questa situazione può essere paragonata al noto proverbio dell’ago nel pagliaio. Secondo il metodo classico ed empirico sarebbe un puro caso trovare l’ago al primo colpo. Ci si potrebbe svincolare da questa situazione con l’impiego della tecnica più aggiornata del computer. Con l’ausilio di metodi statistici e programmi da computer appositamente studiati e sviluppati si è riusciti a ridurre le molteplici combinazioni possibili quasi ad una sola, approssimandosi quindi in modo mirato e rapido alla soluzione ottimale. Questa progettazione assistita da computer delle combinazioni chimiche ha costituito l’inizio di un periodo nuovo nello sviluppo dei prodotti. CAD, l’acronimo per “progettazione assistita da computer” (Computer Aided Design), viene impiegato non solo per migliorare le formulazioni che non rappresentano la soluzione migliore, ma anche per scoprire proprietà sconosciute e quindi utilizzate quali risultato dalla sinergia, ossia dall’interazione di “funzioni secondarie” nelle combinazioni di molteplici materie. Un esempio a questo proposito: un emulatore anionico possiede di regola anche proprietà antiruggine, ma in misura tanto ridotta che questo “effetto secondario” normalmente viene trascurato. Con l’ausilio del computer è possibile trovare degli emulatori (infatti già gli emulatori utilizzati sono parecchi) che nelle loro proprietà secondarie agiscono sinergicamente. Se si scelgono gli emulatori adatti e nella concentrazione ottimale, non solo si ottiene l’effetto emulsionante desiderato, ma, senza un’ulteriore spesa si risolve anche una parte del problema di ricerca di inibitori della corrosione. La figura seguente mostra come esempio la “progettazione” di un sistema su un inibitore della corrosione mediante la combinazione di inibitori diversi, da soli e insieme. La linea dello zero indica la mancanza di effetti che inibiscono la corrosione, i numeri maggiori di zero rappresentano effetti negativi, e i numeri minori di zero quelli positivi. Questa 2progettazione” delle combinazioni chimiche mediante computer rende possibile lo sviluppo di lubrorefrigeranti “su misura” in tempo reale, non ottenibile con i mezzi tradizionali di calcolo e ci consente di scoprire in futuro combinazioni di prodotti e sostanze completamente nuove.
Tipologia dei lubrorefrigeranti 14/14
Utilizzando l’informatica, introducendo i requisiti necessari per l’elaborazione, è quindi possibile trovare prodotti chimicamente stabili in breve tempo riducendo il rischio di una scelta sbagliata sia per il produttore che per l’utilizzatore. L’utilizzazione totale dei vantaggi nello sviluppo dei prodotti con l’ausilio del computer presuppone comunque test adeguati alla pratica già in fase di sviluppo. Sono stati comunque notevoli i vantaggi della “calibratura dei metodi di controllo di laboratorio in base alle condizioni d’officina”, iniziata molto tempo prima dell’introduzione della ricerca con i computer, attuata da uno dei più importanti costruttori di macchine utensili.